Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу.
 Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно. - Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
 Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
 Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.

Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.

Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
 Движения не выходят за пределы шва, а следы поджига дуги завариваются.
Движения не выходят за пределы шва, а следы поджига дуги завариваются.Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
|---|---|
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
«Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
 Оба края должны быть равномерно сплавлены.
Оба края должны быть равномерно сплавлены.Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Сварка инвертором для начинающих: как пользоваться
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
 Гц.,
Гц.,Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.
Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Какие электроды использовать
Электросварка для начинающих представляет сложный процесс, если электрод был выбран неправильно. От его свойств зависит качество шва, равномерность, проплавляемость, отсутствие примесей и вредных соединений. Поэтому учитывают такие критерии выбора:
- стержень должен иметь максимально близкий состав со свариваемыми металлами;
- защитная оболочка должна защищать шов от образования окислов;
- следует соблюдать полярность подключения в зависимости от маркировки;
- параметры по току должны отвечать требованиям сварочного аппарата и толщине деталей;
- диаметр нужно подобрать такой, чтобы можно было сформировать шов с необходимыми характеристиками.

Пачка электродов
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.
Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.
Способы выполнения сварных швов
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.

Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной. Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика.
Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани,
- одежда должна полностью закрывать кожу,
- использовать силковые сварочные перчатки-краги,
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви,
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Сварка инвертором для начинающих – инструкция
Перед началом работ тем, кто будет соединять детали при помощи сварочного аппарата впервые, рекомендуется изучить сам процесс сварки, посмотрев для этого видео ролики. Разделить его можно на несколько этапов:
- На первом этапе происходит замыкание электрода и металла, о чем свидетельствует образование дуги.
- Создается высокая температура, под воздействием которой расплавляются обрабатываемые материалы.
- В результате плавления кромок металлических деталей и электрода происходит соединение заготовок и получается шов.
Во время сварочного процесса большую роль играет электрод, который используется для образования сварочной ванны без кислорода. Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
До начала работ сварщик должен подготовить для себя защитную амуницию:
- грубую куртку;
- специальный защитный шлем;
- перчатки из грубой ткани.
Теперь нужно выбрать электрод и настроить сварочный ток. Для инверторных аппаратов электроды должны иметь диаметр в 2-5 мм. В зависимости от их толщины и толщины обрабатываемых деталей выставляется сварочный ток. Каково должно быть его значение обычно указывается на корпусе инвертора.
После того как все подготовлено, клемма массы подключается к свариваемой поверхности и начинается процесс сварки. Чтобы не происходило залипание электрода, во время сварочных работ его не рекомендуется подносить близко к металлической поверхности.
Пошаговая инструкция сварки инвертором для начинающих:
- Чтобы зажечь дугу, электрод к детали нужно поднести немного под углом, а для его активации несколько раз дотронуться до поверхности металла.
- После того как дуга появилась, электрод удерживается на некотором расстоянии (равном его диаметру) от изделия. Должен получиться сварочный шов.
- Накипь сверху шва необходимо убрать увесистым твердым инструментом, можно молотком.

То, что после процесса сварки должно получиться, можно посмотреть по видео ролику с уроком для начинающих сварщиков.
Дуговой промежуток
Опытные сварщики все работы выполняют уже практически не глядя, а вот начинающим во время этого процесса необходимо тщательно следить за дуговым промежутком. Поддержание его одинаковой величины во время сварки является важным моментом.
Если зазор будет большим , то дуга начнет скакать, а наплавляемый материал криво укладываться.
При маленьком зазоре основной металл не будет успевать прогреваться и шов получиться выпуклым.
При обеспечении зазора с оптимальным расстоянием будет хороший провар, и в результате получится ровный и нормальный шов. Также в процессе сварки не нужно забывать, что электрод плавится постепенно. Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.
Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
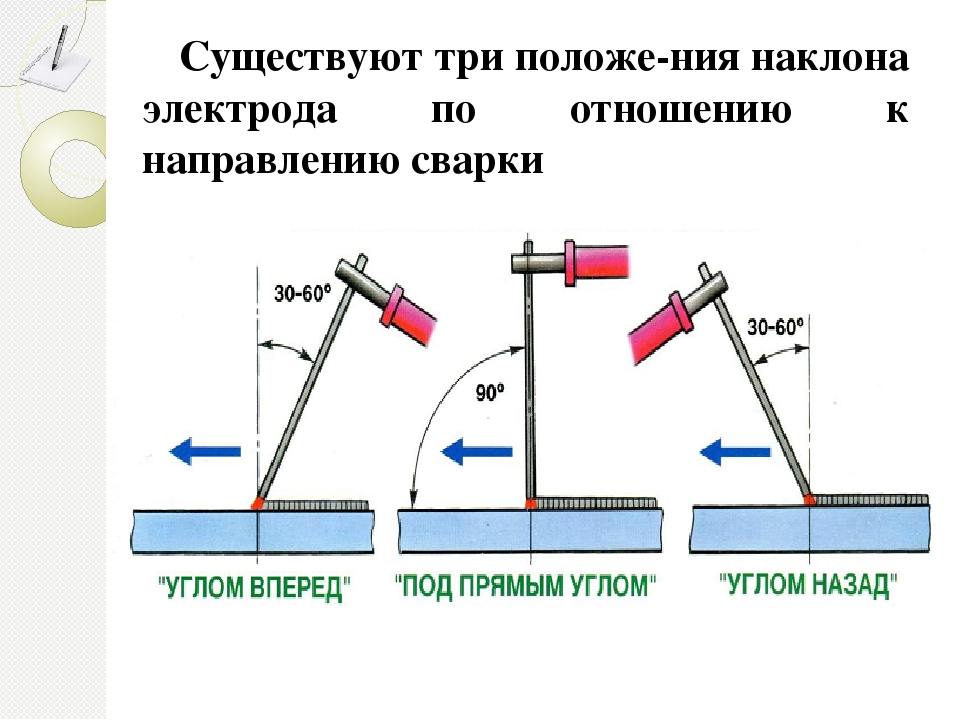
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб,
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката,
- углом назад (30-40о).
Сварочный шов для начинающих рекомендуется способ «углом назад».
Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
Способы зажигания дуги
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Угол наклона электрода при сварке
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Способы выполнения сварочных швов
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Чем быстрей движется электрод, тем меньше получается провар. Если вести его медленно, то может произойти перегрев металла и его прожиг.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга. Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Рекомендуем! Сварка швов в различных пространственных положениях
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:
виды сварочных аппаратов и подробная инструкция
За счет долговечности и надежности сварочных креплений не осталось ни одной промышленной отрасли, где бы не применялась данная технология. Владение электрическим аппаратом для сварки позволит сооружать любые металлические конструкции, начиная от простого забора на даче и заканчивая многофункциональным мангалом или ажурными качелями в саду. Поэтому мы рассмотрим, как правильно варить сваркой, и расскажем про все секреты и нюансы сварочной техники, чтобы ваш первый шов был аккуратным и прочным.
Владение электрическим аппаратом для сварки позволит сооружать любые металлические конструкции, начиная от простого забора на даче и заканчивая многофункциональным мангалом или ажурными качелями в саду. Поэтому мы рассмотрим, как правильно варить сваркой, и расскажем про все секреты и нюансы сварочной техники, чтобы ваш первый шов был аккуратным и прочным.Технология сварочных работ
Чтобы научиться, правильно варить сваркой, надо знать о том, что дуговая электрическая сварка – это процесс крепления металлов с помощью электрической дуги между электродом и поверхностью обрабатываемого материала. Образующаяся при этом повышенная температура способствует одновременной расплавке металлической основы и электрода. Причем появляется так называемая сварочная ванна, где металл основания соединяется с расплавленным электродом.Объемы ванны зависят непосредственно от формы краев соединяемых поверхностей, режима сварки, положением изделий в пространстве, скорости движения электрода, и т. д. и составляет в ширину 7-15 мм, глубиной около 5 мм и длиной 11-32 мм.
д. и составляет в ширину 7-15 мм, глубиной около 5 мм и длиной 11-32 мм.
Сгорать от повышенной температуры металлу не позволяет газовый слой, который образуется при расплавке обмазки электрода, он полностью вытесняет кислород из участка плавления. После удаления сварочной дуги металл кристаллизуется и появляется общий шов деталей, защищенный слоем шлака, его после охлаждения удаляют.
Основные преимущества электродуговой сварки:
- доступность;
- возможность варки разных материалов без переналадки устройства;
- хорошая производительность;
- доступные расходные материалы;
- отличное качество шва.
К минусам этого метода можно отнести необходимость подготовки свариваемых краев и непременное наличие электричества.
Выбор оборудования и материалов
Перед тем, как начать варить сваркой, нужно для себя уяснить, что данный процесс сопровождается появлением брызг и искр горячего металла, опасностью для глаз и выделением токсичных газов.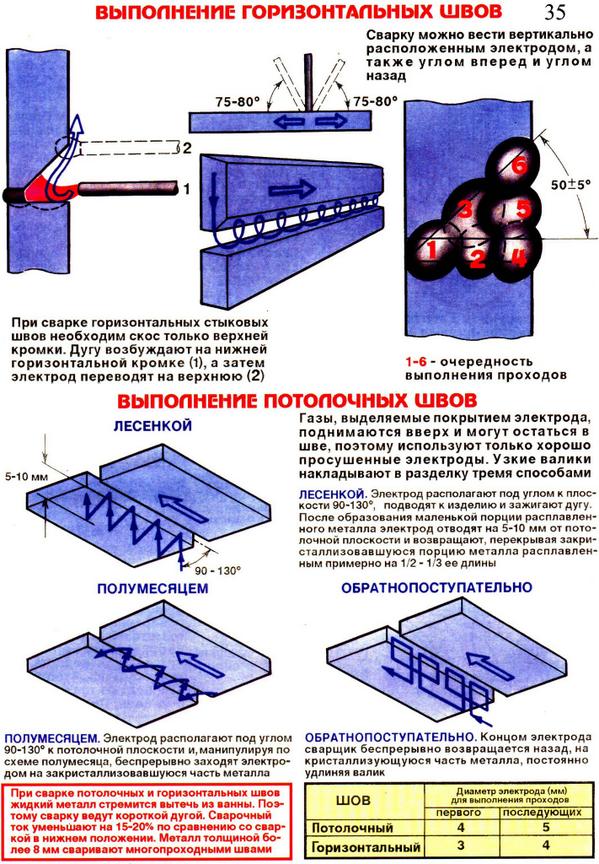
Потому, чтобы безопасно варить, надо запастись не только качественным оборудованием, но и необходимой экипировкой. Чтобы начать варить, вам будут необходимы:
- сварочный аппарат;
- молоток сварщика;
- набор электродов;
- спецодежда;
- сварочная маска;
- металлическая щетка.
Как правильно выбрать сварочный аппарат
Научиться грамотно варить сваркой сможет помочь качественный сварочный аппарат с возможностью регулировать напряжение тока 10-200 А. Естественно, собрать простой сварочный трансформатор можно и самому, но в этом случае о том, как правильно варить тонкий металл, можно и не думать, так как для этой работы требуются минимальные значения напряжения. Заводские же аппараты делятся на:
- Сварочные инверторы. Эти аппараты предоставляют множество возможностей, чтобы варить электродами с любыми оптимальными характеристиками. Электронные компоненты системы инверторов дают возможность отрегулировать силу тока, форсирование дуги, скорость зажигания и т. д., это обеспечивает великолепную свариваемость деталей. Помимо этого, инверторы имеют малый вес и довольно компактны.
- Сварочные выпрямители. Эти устройства оборудованы диодным выпрямителем, за счет которых переменное напряжение переходит в постоянное, которое требуется для образования дуги. Варить металл с помощью выпрямителей чуть проще за счет стабильной высокой дуги.
- Сварочные трансформаторы. Используются для снижения напряжения с одновременным увеличением силы тока. Являясь производительными и недорогими аппаратами, они довольно хорошо сваривают металл, но имеют недостатки в виде большой массы, сильной «просадки» напряжения и нестабильной дуги.
 д., это обеспечивает великолепную свариваемость деталей. Помимо этого, инверторы имеют малый вес и довольно компактны.
д., это обеспечивает великолепную свариваемость деталей. Помимо этого, инверторы имеют малый вес и довольно компактны.Про то, какой сваркой лучше варить, споры идут постоянно. Некоторым сварщикам нравится надежность и простота трансформатора, некоторым нравится ручная сварка выпрямителем. Но научиться варить сваркой удобней всего с помощью сварочного инвертора. Возможность регулировки напряжения даст возможность правильно варить металл буквально на первых этапах.
Как выбрать электроды
Для дуговой ручной сварки используют стержневые электроды с защитной обработкой проволоки. Металл проволоки обязан соответствовать виду свариваемых материалов, потому для сварки магниевых, бронзовых или стальных металлов применяют разные электроды.Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от воздействия азота воздуха и кислорода. Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопрос, какие электроды выбрать, у новичков не появляется, потому что учиться ремеслу чаще всего начинают сваркой простейших низкоуглеродистых сталей.
Использование сварочных выпрямителей дает возможность использовать для таких, и нержавеющих металлов, электроды марки УОНИИ, которые предназначены для варки прямым током.
Электроды марки АНО, можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать и с обратным, и с прямым током, потому любители их выбирают гораздо чаще, нежели УОНИИ.
С учетом толщины свариваемых частей используют электроды сечением 1,6-5 мм. При этом, 4-5 мм стержни используют для порезки металлов, выставляя наибольшую силу тока.
Узнать нужный диаметр электрода можно с помощью таблиц зависимости данного параметра от толщины материала, а также с помощью различных формул. Новички не часто используют электроды диаметром больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) почти не зависят от диаметра проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки напрямую зависит от диаметра электрода, то концентрация силы тока выше на конце тонкой проволоки, потому глубина провара больше, нежели при использовании толстого стержня. При этом использование электрода сечением 4-5 мм проплавляет металл нет так сильно, создавая более широкий шов.
То есть, сложно ответить, какой электрод выбрать, правильный выбор учитывает множество нюансов, от вида сварочного агрегата и до требуемой ширины шва.
Подбираем силу тока и полярность
Чтобы правильно варить металл, нужную силу тока определяют с помощью таблиц или расчетным путем, а после устанавливают данное значение на панели инвертора. Чем выше сила тока, тем глубже сварочная ванна и больше мощность дуги. Но не нужно превышать оптимальный показатель – металл будет выгорать, и шов будет плохого качества.Устанавливая силу тока, непременно учитывают месторасположение работы. Ток максимального значения устанавливают для горизонтальных плоскостей. При вертикальных швах его понижают на 15%, а потолочные требуют снижение силы тока более чем на 20%.
Если варить выпрямителем или инверторной сваркой, то на качество сварки оказывает влияние, как сила тока, так и полярность, а именно направление передвижения электронов.
Электроны перемещаются от отрицательного заряда к положительному. Чтобы правильно варить, полярность меняют, задают как прямой ток (изделие на плюс, электрод на минус), так и обратный. Как правило, выбирают прямое подключение, деталь в данном случае прогревается больше, но для сварки тонких материалов полярность изменяют с помощью инвертора. Обратную полярность используют и для сварки легированных металлов, склонных к выгоранию легко плавящихся лигатур.
Как правило, выбирают прямое подключение, деталь в данном случае прогревается больше, но для сварки тонких материалов полярность изменяют с помощью инвертора. Обратную полярность используют и для сварки легированных металлов, склонных к выгоранию легко плавящихся лигатур.
Техника сварки вручную
Сперва попытайтесь зажечь дугу и держите ее в течение определенного времени. После следуйте инструкции:
- С помощью металлической щетки нужно почистить поверхности закрепляемых деталей от ржавчины и грязи. Если нужно их края подгоняют между собой.
- Учиться варить лучше прямым током, потому подсоедините «плюсовую» клемму к изделию, поставьте в зажим электрод, а на сварочном агрегате установите нужное значение силы тока.
- По отношению к детали наклоните электрод под углом примерено 60° и не спеша проведите им по поверхности изделия. При образовании искр приподнимите край электрода на 5 мм для зажигания дуги.
- Если дуга зажигается неохотно, а электрод постоянно липнет к металлу, повысьте силу тока на 10-20 А. При прилипании стержня покачайте рукоятью по сторонам, вероятно, даже с помощью силы.
- Не забывайте про то, что электрод будет постоянно выгорать, потому лишь соблюдение расстояния 3-5 мм даст возможность удерживать устойчивую дугу.
 При прилипании стержня покачайте рукоятью по сторонам, вероятно, даже с помощью силы.
При прилипании стержня покачайте рукоятью по сторонам, вероятно, даже с помощью силы.Научившись запускать дугу, попробуйте не спеша передвигать стержень по направлению «к себе», в это время, делая движения 3-5 мм по сторонам. Пытайтесь переправлять расплав из периферии к середине сварочной ванны. Сделав шов размером примерно 5 см, уберите стержень и дайте металлу остыть, затем постучите молотком по участку соединения, чтобы удалить шлак. Качественный шов имеет волнистую монолитную поверхность без неоднородностей и кратеров.
Чистота шва зависит непосредственно от правильного движения электрода и размера дуги.
Как поддерживать дугу
Некоторые рекомендации о том, как перемещать электрод и поддерживать дугу для получения качественного шва:
- Для широкого шва электрод передвигают поперек его линии, делая колебательные возвратно-поступательные перемещения. От размера их амплитуды и зависит, какой ширины выйдет шов, потому размер амплитуды рассчитывают с учетом конкретных условий.
- Продольным передвижением электрода создают наплавление ниточного валика, его ширина, как правило, на несколько миллиметров больше диаметра электрода, а толщина будет зависеть от силы тока и скорости передвижения. Ниточный валик – это самый узкий шов.
- Поступательным передвижением электрода вдоль оси удерживают нужную длину дуги. При плавлении, размер стержня уменьшается, потому нужно все время приближать держатель с электродом к металлу, соблюдая необходимый зазор.
 От размера их амплитуды и зависит, какой ширины выйдет шов, потому размер амплитуды рассчитывают с учетом конкретных условий.
От размера их амплитуды и зависит, какой ширины выйдет шов, потому размер амплитуды рассчитывают с учетом конкретных условий.Во время сварки применяется комбинация из этих трех перемещений.
Защита металла от образования коррозии
Если помните, еще в самом начале статьи мы говорили про то, что для того, чтобы правильно варить электрической сваркой, мало просто просмотреть видео, а нужно еще и подготовиться в теории? Согласитесь, что статья лучше дает возможность узнать теорию. Помимо этого, видеоролики по какой-то причине упускают необходимость защиты от коррозии деталей при последующей эксплуатации. Мы же попытаемся убрать данный недочет.
Помимо этого, видеоролики по какой-то причине упускают необходимость защиты от коррозии деталей при последующей эксплуатации. Мы же попытаемся убрать данный недочет.Не секрет, что металл под действием кислорода быстро подвергается к образованию ржавчины. Поверьте, швы после сварки корродируют намного быстрей.
Чтобы металлические изделия защитить от коррозии, как правило, используют окрашивание. Чтобы не делать такую работу ежегодно, сделайте ее по всем правилам.
Для начала, нужно убрать ржавчину и старую краску. Для этого желательно использовать металлические щетки-насадки к болгарке или дрели, но можно проводить работы и простой металлической щеткой. Не забудьте во время этих работ защитить глаза с помощью щитка или очков.
После чистки деталей покройте их преобразователем ржавчины, а после обработайте слоем грунтовки. Подбирайте состав грунтовки, который специально предназначен для работы по металлу. После застывания этого слоя можно начинать окрашивание. Отличный результат показали пентафталевые и акриловые эмали, используемые для внешних работ.
Отличный результат показали пентафталевые и акриловые эмали, используемые для внешних работ.
Желательно в целях покраски использовать не валик или кисточку, а пульверизатор. При помощи его можно нанести тонкий и равномерный слой краски, который через время не будет отслаиваться и растрескиваться.
Сварка своими руками – довольно сложное мероприятие, но при желании его все же можно освоить. Необходимо только усвоить основные правила работ и постепенно учиться делать простейшие упражнения. Не надо жалеть время и силы на изучение азов, которые будут в дальнейшем основой мастерства. Затем можно смело переходить к сложным приемам, совершенствуя ваши умения.
Оцените статью: Поделитесь с друзьями!Статьи и газо-элетросварке, интересные материалы о газосварке электросварке
Статьи и газо-элетросварке, интересные материалы о газосварке электросваркеСварочная химия
В данной обзорной статье мы постараемся дать исчерпывающие вопросы по этой достаточно актуальной тем. ..
..
Термопеналы от ЗАО «НОВЭЛ»
Как известно, одним из непременных условий качественной сварки покрытыми электродами является отсутс…
Электроды «ПЛАЗМАТЕК»
В августе 2014 года Торговый Дом «ДОКА» заключил дилерский договор с крупным производителем сварочных…
Покупка электродов
Скорость, комфорт, качество, а также ряд других показателей шва, в первую очередь зависит от того, какие.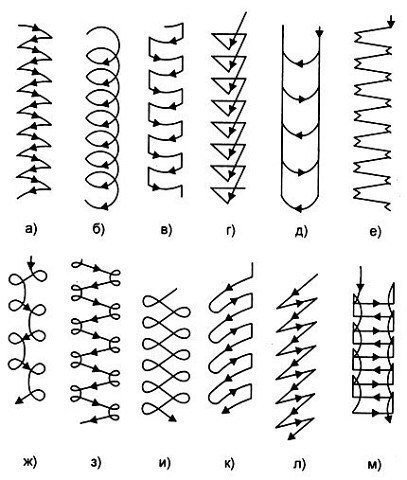 ..
..
Газовоздушные горелки
С наступлением весны для многих владельцев дач и загородных домов наступает горячая пора наведения п…
Сварка электродами диаметром 2 мм и меньше — высший пилотаж — Ручная дуговая сварка — ММA
как то пробовал варить профиль 15х15х1.5 электродами 2мм, так это не пойми что, бенгальский огонь горит дольше чем этот электрод, да еще и рутил был, у них и так один шлак, а тут вобще почти не че не видно (и сварочная ванна очень маленькая)
Ага.
В итоге взял 3 мм, а от 2 мм использовал проволоку как присадку, чтобы не прожигать.

Электроды d=2мм — такие же электроды, как и их более толстые собратья. На скорость горения электрода у вас есть скорость ведения шва, да и много других приемов. Тут полно профессионалов, которые могут и не такое.А если спросить да свои швы показать, думаю что подскажут много интересного.
как то пробовал варить профиль 15х15х1.5 электродами 2мм
Вот труба 1мм толщиной от старых низеньких газонных ограждений.Специально снимал с увеличением.
Не подарок в плане ржавчины, старой краски и следов сварки, но и она варится электродами 2мм. Я начинал с рутиловых — они неприхотливее, но у УОНИИ шовчик поблестящее, хоть и готовить место надо тщательней.
И в общем, до появления кемпика, все тонкие вещи исполнялись 2мм электродами без особых страданий. Наверное самым трудным было освоить сварку профильной трубы при соединении под 45 град. — тогда получается глухой герметичный стык, но требуется сноровка на самих вершинах углов — там металл тонкий у обои соединяемых деталей (фото к сожалению нет, огрызок переполнен был)
Наверное самым трудным было освоить сварку профильной трубы при соединении под 45 град. — тогда получается глухой герметичный стык, но требуется сноровка на самих вершинах углов — там металл тонкий у обои соединяемых деталей (фото к сожалению нет, огрызок переполнен был)
Наверное стоит еще потренироваться и тщательнее подобрать режимы, особенно ток и скорость ведения держака — все должно получиться.
Сварочные работы. Секреты мастерства от FORUMHOUSE. Статьи компании «Компания Циклон»
Эксперты нашего сайта рассказывают о нюансах и особенностях ручной дуговой сварки
Сварка по праву считается одной из самых распространённых технологий соединения металла. Без сварочных работ не обходится ни одно строительство, а сварочный аппарат является незаменимой вещью в арсенале любого домашнего мастера. Сварить ворота, забор, арматурный каркас, приварить петли, собрать основу для теплицы, вольера для собаки, поставить калитку – сварке везде найдётся применение.
Также сварочные работы являются одним из главных технологических элементов холодной ковки. Но с чего начать сварку, а главное – на какие нюансы необходимо обратить внимание? В этом материале мы ответим на следующие вопросы:
- Как выбрать сварочный аппарат.
- На каком токе варить.
- Какая потребуется оснастка.
- Как получить качественные сварные швы.
- Как варить разные металлы.
Сварочные работы — необходимый теоретический минимум
Учиться сварке нужно по самой распространённой технологии – ручной дуговой сварке (коротко ММА – от английского сокращения «Manual Metal Arc»). Причём варить надо, используя инверторный сварочный аппарат. Почему именно инвертор? Инверторы выдают постоянный ток с высокой степенью стабилизации. Они имеют небольшой вес, портативны (можно переносить, перебросив ремень через плечо). Позволяют осуществить все настройки «под себя» даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают перепады напряжения, а в процессе работы не «просаживают» слабые электрические сети.
Существуют и более продвинутые технологии сварки. Например, TIG (сокращение от Tungsten Insert Gas). Это – ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (аргона).
И MIG-MAG (Metal Inert/Active Gas). Это – ручная дуговая сварка с автоматической подачей плавящегося металлического электрода (присадочной проволоки) в защитной среде инертного/активного газа.
Данные типы сварки, в силу высокой цены на используемое оборудование и оснастку и требований к квалификации сварщика, больше подходят для профессиональных работ в ремонтных мастерских или на предприятиях. Например, для кузовного ремонта автомобиля, реставрационных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва.
Для выполнения большинства работ «на даче» оптимально подходит ручная дуговая сварка с использованием инверторного сварочного аппарата.
Но, несмотря на кажущуюся простоту (купил инвертор и вари), есть множество нюансов, которые необходимо учесть для получения качественного и прочного шва. Начать следует с выбора сварочного аппарата. Как это сделать?
Начать следует с выбора сварочного аппарата. Как это сделать?
На дачном участке чаще всего приходится заниматься сваркой так называемых «чёрных» металлов. Отсюда: сначала определяемся с видом и толщиной металла, который предполагается варить. От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И уже затем, в зависимости от этой величины, выбираем сварочный инвертор.
Зависимость диаметра электрода от толщины металла представлена в следующей таблице.
Чем толще металл, тем больше берётся диаметр электрода, и тем больше должен быть ток у сварочного аппарата. У каждого электрода (в зависимости от его диаметра) есть нижний предел силы тока. Если уменьшить ток ниже этого предела, то качественного сварочного шва уже не получить. Для наглядности, настройка силы сварочного тока сведена в эту таблицу.
В среднем, в зависимости от предполагаемых работ, на каждый 1 мм диаметра электрода требуется ток в 25-30 ампер.
Перед началом сварочных работ также следует прикинуть допустимую нагрузку на вашу электрическую сеть.
При токе около 110А потребляемая мощность инвертора составит от 3 до 4 кВт. В обычной электрической сети стоят предохранительные автоматы на 16А, в 3.5 кВт. Соответственно, при превышении данных величин, автомат отключит электричество. Вывод: либо не превышать допустимую мощность, либо, если есть необходимость варить на больших токах, например, электродом в 5 мм т.н. «пятёркой», ставить более мощный автомат и увеличивать сечение проводки.
Для большинства работ при строительстве подходит сварочный аппарат с максимальным сварочным током на 140 ампер (аппарат лучше брать с небольшим запасом по току, на 160-165А, а не впритык). Мощности такого инвертора за глаза хватит, чтобы вести сварку одним из самых ходовых электродов диаметром в 3 мм – т.н. «тройкой».
Следующий фактор, оказывающий влияние не только на выбор инвертора, но и на удобство работы с ним – это ПВ (Продолжительность включения). Почему важно обратить внимание на данный показатель? ПВ определяется как отношение времени работы сварочного аппарата под нагрузкой (чистое время сварки) к общему периоду времени цикла сварки (время сварки + время паузы).
Почему важно обратить внимание на данный показатель? ПВ определяется как отношение времени работы сварочного аппарата под нагрузкой (чистое время сварки) к общему периоду времени цикла сварки (время сварки + время паузы).
За общее время цикла сварки обычно принимается:
- По евростандарту – 5 минут при 40 °C.
- В России – 10 минут при 20 °C.
Оптимальное значение ПВ составляет 60%. Т.е. работаем 6 минут (при 10 минутном цикле) — 4 минуты отдыхаем. Если ПВ меньше 60%, например, составляет всего 15%, то это означает, что через 1.5 минуты работы потребуется сделать отдых на 8-9 минут. Это приведёт к простою в работе. Попытка увеличить непрерывное время работы приводит к срабатыванию тепловой защиты аппарата.
Если ПВ сварочного аппарата составляет 60% на максимальном токе, то этого более чем достаточно для работы даже в условиях повышенной температуры. На практике сварка не ведётся непрерывно в течение этих 6 минут (электрод столько не горит), а с перерывами, необходимыми для замены электрода, очистки рабочего шва от шлака, визуального контроля свариваемых деталей.
Практика сварочных работ
Качественная сварка начинается с подготовки рабочего места и необходимых приспособлений. Лучше всего для этого обзавестись сварочным столом. На нём размещаются металлические заготовки и крепёжные приспособления: струбцины, уголки и т.д., с помощью которых фиксируются свариваемые детали.
IvenПользователь FORUMHOUSE
По личному опыту могу сказать, что в сварке иногда очень нужна плоскость, т. е. ровная поверхность, на которой можно что-то сварить. Привязываться нужно к этой плоскости. Свой первый сварочный стол я сделал из металлического листа 1250х2500х3 мм, высотой 75 см. В качестве ножек использовал профильную трубу 20х40х2 мм.
В качестве столешницы можно использовать любой кусок металла. Например, берём лист 1000х2000х4 – это будет столешница. Из другого листа меньшего размера — 1000х2000х2 мм — делаем среднюю полку.
При самодельном конструировании и изготовлении сварочного стола открывается большой простор для творчества. Качество сварки во многом определятся удобством работы за столом. Соответственно, многие мастера делают сварочный стол «под себя».
Качество сварки во многом определятся удобством работы за столом. Соответственно, многие мастера делают сварочный стол «под себя».
Идём дальше. Первый помощник любого сварщика – это всевозможные струбцины, крепёжная оснастка и уголки. Без них невозможно закрепить свариваемые детали на столе, соблюсти необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают струбцинам заводского изготовления самодельные, сделанные для каждого конкретного случая сварки. Это оправдано при больших объёмах работы.
Сергейб3Пользователь FORUMHOUSE
Сварочные работы подразумевают сварку швеллера, уголка, трубы и т.д. В каждом конкретном случае струбцина уникальна.
Хорошо продуманная и сделанная струбцина превращается в третью, по-настоящему универсальную «руку» сварщика.
Одна из главных сложностей любого начинающего сварщика – соблюдение прямых углов у свариваемых деталей. Нередки случаи, когда тщательно размеченные и нарезанные заготовки (например, прямоугольный металлический каркас) после сварки «ведёт», и он превращается в параллелограмм. Как этого избежать?
Как этого избежать?
Металл при остывании сжимается. С какой стороны больше швов, и где они толще, туда и поведёт металл. Поэтому сначала необходимо временно прихватить свариваемые изделия, а не варить начисто каждую сторону. Для фиксации углов под 90 градусов вместо уголков можно использовать металлические «косынки» или укосины из профильной трубы. Причём укосины привариваются не встык, а внахлёст.
Ещё одно правило: если уголки и струбцины помогают выдерживать прямой угол, то плоскостность изделия может обеспечить только сборка на ровной поверхности. Перед началом сварки необходимо проверить диагонали, если они ушли, вносятся соответствующие корректировки. Для контроля прямых углов можно использовать самодельные угольники.
Также при сварке пространственных, не несущих повышенной нагрузки конструкций – вольера для собаки, каркаса под теплицу и т.д. – не стоит увлекаться тотальной проваркой всех мест, т.к 1 кв.мм сварочного шва выдерживает нагрузку примерно в 40 кг. Чем меньше в подобных конструкциях швов (в разумных пределах), тем меньше вероятность, что после остывания металла их поведёт.
Чем меньше в подобных конструкциях швов (в разумных пределах), тем меньше вероятность, что после остывания металла их поведёт.
Nikola1Пользователь FORUMHOUSE
Я варил петли у ворот. Сначала прихватил 2 половинки створок, проверил лёгкость открытия – открываются легко. Затем обварил петли сплошным швом, проверяю лёгкость открытия – открываются туго. Что я сделал не так?
Это может произойти из-за того, что не совпала ось верхней и нижней петель, металл повело, петлю при сварке перегрели, потерялась её геометрия.
svar4ikПользователь FORUMHOUSE
Если после прихватки ворота открывались без проблем, а после проварки нет – значит, петли тянет из-за возникновения остаточных сварочных напряжений.
Боремся с этим так:
- сперва петли привариваем к воротам, когда они лежат на сборочном столе;
- правильно располагаем и прихватываем все детали;
- закладываем соответствующие зазоры (около 2 мм) между петлёй и столбом;
- петель должно быть 2 на каждую сторону (а не 3 или 4), так проще соблюсти соосность;
- для компенсации сварочных деформаций провариваем петли к коробке и полотну ворот крест-накрест.

Сварка чугуна
Сварка чугуна считается непростой задачей. Чаще всего электродуговую сварку чугуна осуществляют «горячим» методом. Для этого свариваемые заготовки предварительно нагревают до 600-650°С. В дачных условиях, для сваривания не особо ответственных конструкций, можно использовать т.н. «холодный» метод сварки – без предварительного нагрева деталей и используя специальные электроды.
KlezПользователь FORUMHOUSE
Чугун можно варить электродами для нержавейки. Сколько я ими варил, ничего не треснуло, не отлетело. «Уоньками» на «прямой» полярности тоже варится, а вот если рутилом, то сварка трещит по шву.
Более подробно о видах электродов рассказывается в статье «Доборные элементы для сварки» .
MictlayotlПользователь FORUMHOUSE
Я свариваю чугун так: зачищаю место сварки, разделываю кромки и свариваю деталь либо ЦЧ4, либо УОНИИями. От смены полярности разницы не увидел. Сварку веду на минимальном токе, периодически остужая свариваемые детали на воздухе.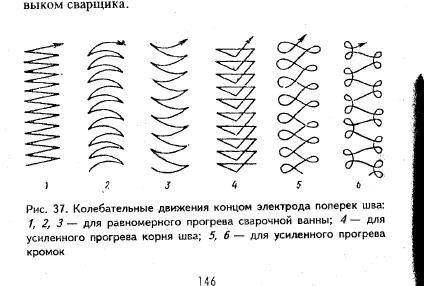
При сварке чугуна «на холодную» нельзя допускать перегрева свариваемых деталей. Поэтому сварку ведут короткими участками, длиной по 30-40 мм, не проваривая всю деталь за один раз, с тщательной проковкой полученных швов молотком. Проковка металла снимает остаточное напряжение в металле, что предотвращает появление трещин в сварном шве.
Также важно подготовить деталь перед сваркой – сделать разделку трещины.
makar4icПользователь FORUMHOUSE
Я как-то уронил на пол чугунный казан. Появилась трещина в 5 см, казан выбросить жалко, я решил заварить его.
Форумчанин поступил так:
- нашёл конец трещины;
- засверлил конец трещины сверлом на 4 мм и разделал трещину (снял фаски под углом) болгаркой, диском толщиной 3 мм;
- сварка велась электродом ЦЧ диаметром 3 мм;
- получившийся шов форумчанин зачистил болгаркой с зачистным диском.
Основная проблема сварки чугуна в том, что есть чугун ковкий, серый, высокопрочный.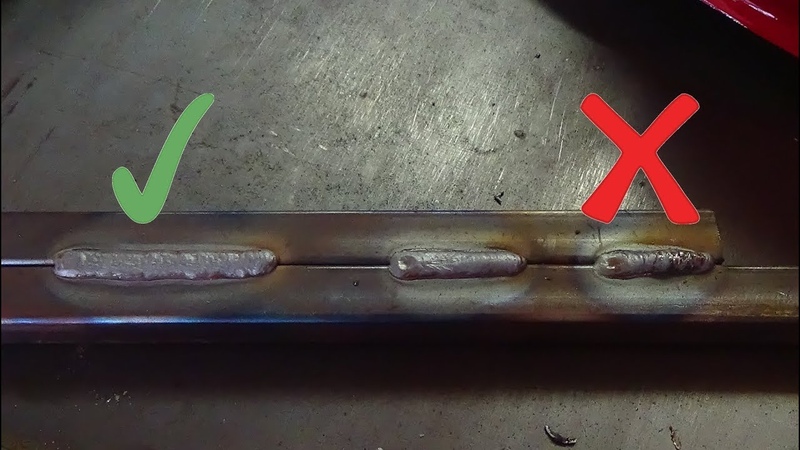 Кроме этого, в месте шва повышается хрупкость металла. Поэтому каждый случай требует индивидуального подхода.
Кроме этого, в месте шва повышается хрупкость металла. Поэтому каждый случай требует индивидуального подхода.
Если нет специальных электродов, то можно сделать самодельный, навивая поверх электрода, предназначенного для сварки стали (УОНИ 13/45, АНО-4), по спирали медную проволоку диаметром 1.2-2 мм.
Сварка оцинкованного металла
TimakvalПользователь FORUMHOUSE
Я решил сварить из оцинкованных труб лестницу. Столкнулся с проблемой – не получается проварить детали с первого раза. Цинк перед сваркой снимал зачистным кругом. Какие ещё есть секреты?
Dashnik:Пользователь FORUMHOUSE
Оцинкованные трубы — это такой же чёрный металл, только покрытый цинком. Место сварки зачищать надо до блеска, полностью сняв слой цинка. Место, куда цепляется «крокодил», также нужно зачистить и надёжно зафиксировать на трубе.
Важно запомнить, что в процессе сварки цинк интенсивно испаряется. Выделяющиеся пары цинка опасны для здоровья. Поэтому сварку оцинкованных изделий необходимо вести либо в помещении, оборудованном принудительной вентиляцией, либо на открытом воздухе.
Если цинк нельзя удалить, то нужно вдумчиво подойти к выбору электродов. Для сварки низкоуглеродистых сталей лучше использовать электроды с рутиловым покрытием. Например:
Для сварки низколегированных сталей – электроды с покрытием основного типа:
- УОНИ-13/45
- УОНИ-13/55
- ДСК-50
Варят, совершая электродом возвратно-поступательное движение. Это способствует предварительному выгоранию цинка. Если слой цинка на заготовке составляет более 40 мкм, то для получения качественного шва слой цинка необходимо полностью удалить.
Удлинитель для сварочного инвертора
Часто необходимо вести сварочные работы на большом удалении от электрической сети (например, при сварке забора). Необходим удлинитель метров на 30-50, а то и больше. Какое сечение провода выбрать для нормальной работы сварочного инвертора? Опираясь на практический опыт форумчан, можно сделать вывод: для удлинителя берём медный гибкий (многопроволочный) двухжильный провод. Сечение жилы провода — 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.
Сечение жилы провода — 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.
Timakval:Пользователь FORUMHOUSE
Я сделал себе удлинитель из провода ПВС 2х2.5мм2 длиной 40 метров. Для мгновенного контроля за напряжением в сети и выбором тока сварки применил цифровой вольтметр. Протягивал спарку из двух таких удлинителей до 70 метров. Судя по показаниям вольтметра, потери напряжения были не более 15-17В.
Перед подключением нагрузки на катушечный удлинитель провод необходимо полностью разматывать. Иначе, из-за явления самоиндукции, он может перегреться.
И в завершение статьи — памятка для начинающего сварщика от FORUMHOUSE:
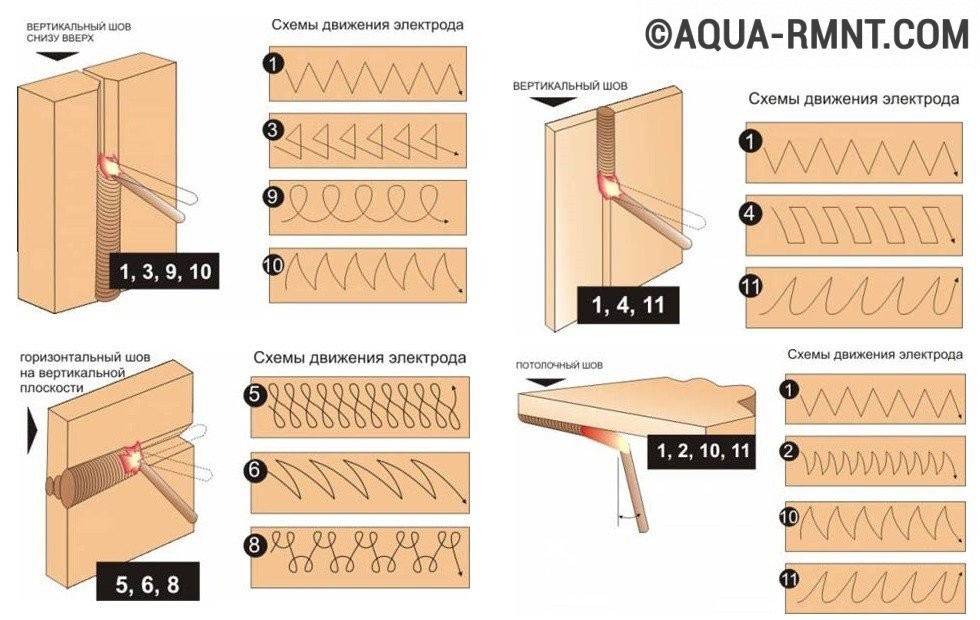
- Начинать учиться варить лучше всего, выполняя шов по горизонтальной поверхности, в нижнем положении. Это позволит быстро набить руку и научиться контролировать сварочный процесс.
- Перед началом сварочных работ металл необходимо очистить от загрязнений, ржавчины, краски, иначе не добиться качественного шва.
- Электроды держим сухими. Состав сердечника должен быть схож с составом свариваемого металла.
- Наклон электрода при сварке выдерживаем примерно в 45 градусов, расстояние от электрода до металла — 2-3 мм.
- Вести электрод можно углом вперёд и углом назад. Если электрод вести углом назад, то проплавление будет глубже. Если углом вперёд, то проплавление будет меньше, а шов шире.

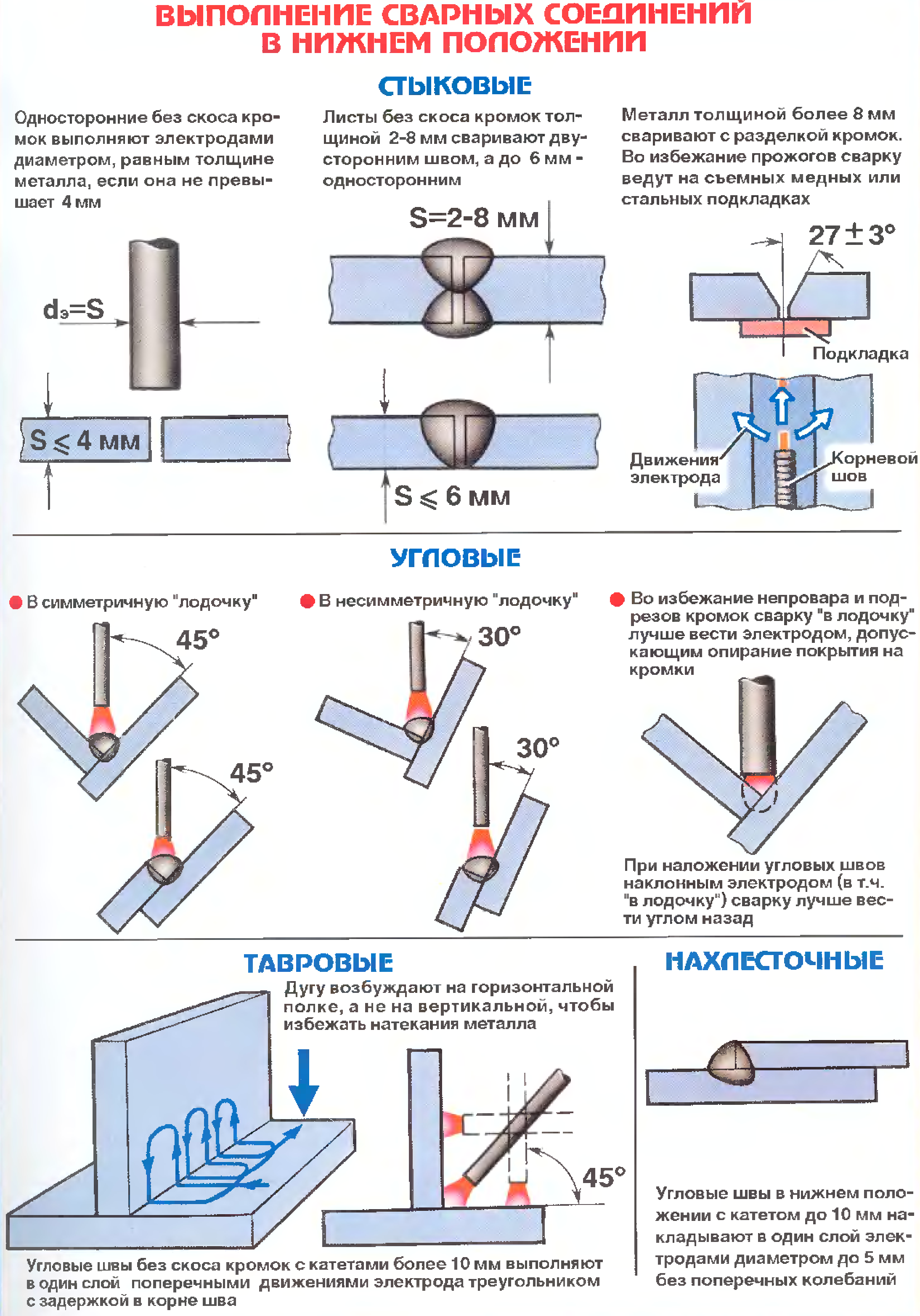
Стыковое сварочное соединение. Если толщина металла у стыкуемых заготовок больше 5 мм, то перед сваркой у заготовок необходимо снять фаски. У свариваемых встык деталей выдерживаем зазор в 1-2 мм. Сначала прихватываем заготовки, используя зажимные приспособления, и только потом провариваем их по всей длине.
Угловое/тавровое сварочное соединение. Сварочный шов имеет вид треугольника. Для получения качественного шва его толщина должна быть равна толщине свариваемого металла. Если за один проход невозможно проварить необходимую толщину шва (металл толстый), делаем несколько проходов.
Сварка вертикального шва. При данном типе соединения выставляется меньший ток (подбирается индивидуально), чем, например, при сварке по горизонтали. Иначе металл сильно нагреется и потечёт, а качественный шов не получится. Вести электрод лучше снизу вверх, т.к. в данном случае расплавленный металл удерживается уже застывшим снизу металлом.
Сварка на прямой и обратной полярности.
Прямая полярность: к «+» инвертора подключается масса. Держак подключается к «-«.
Обратная полярность: масса подключается к «-«. Держак — к «+».
При сварке на обратной полярности на электроде выделятся больше тепла, а нагрев детали уменьшается. Это означает, что на прямой полярности лучше варить толстый металл. И наоборот – обратная полярность лучше подходит для сварки тонкого металла.
Как правильно варить толстый металл
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
И если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.

Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.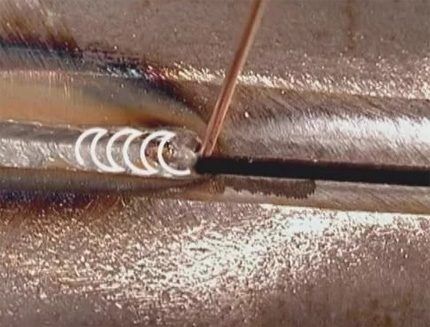
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр. ;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
 ;
;Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру).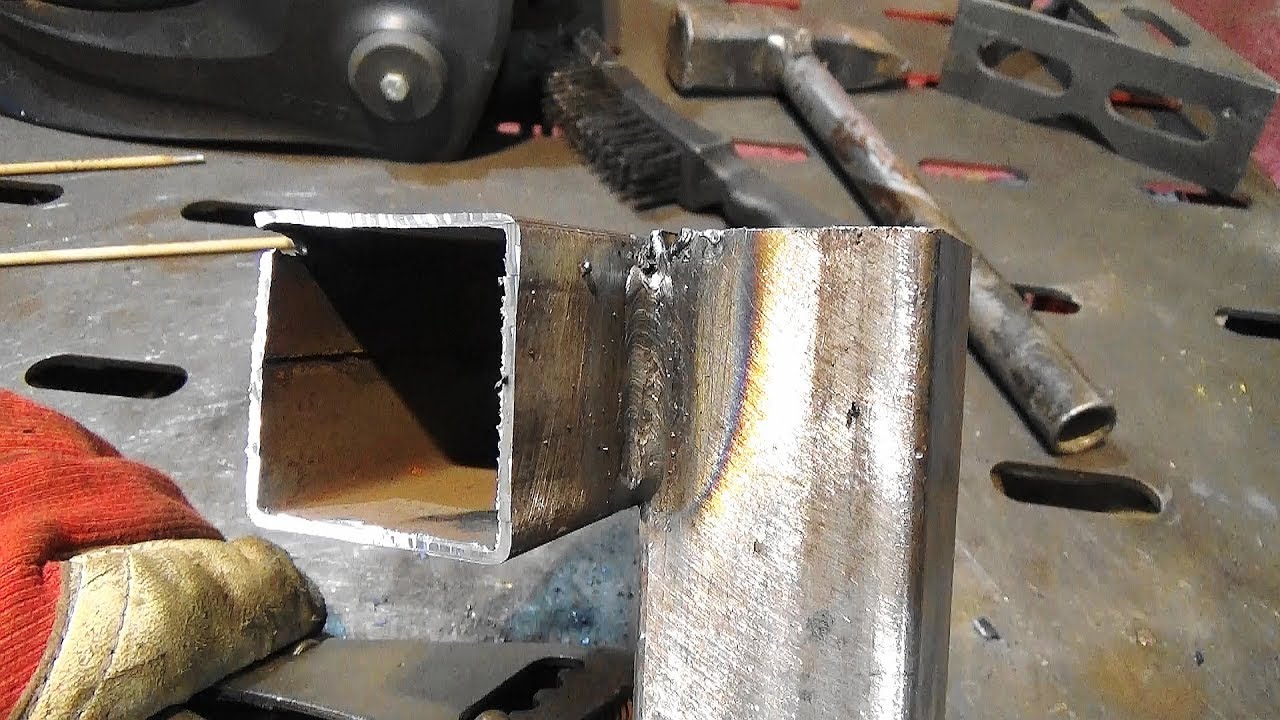 В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
 Необходимо также проверить, не превышен ли зазор между кромками заготовок.
Необходимо также проверить, не превышен ли зазор между кромками заготовок.Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
 youtube.com/embed/X8gfesJz-nM?feature=oembed»/>
youtube.com/embed/X8gfesJz-nM?feature=oembed»/>
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода.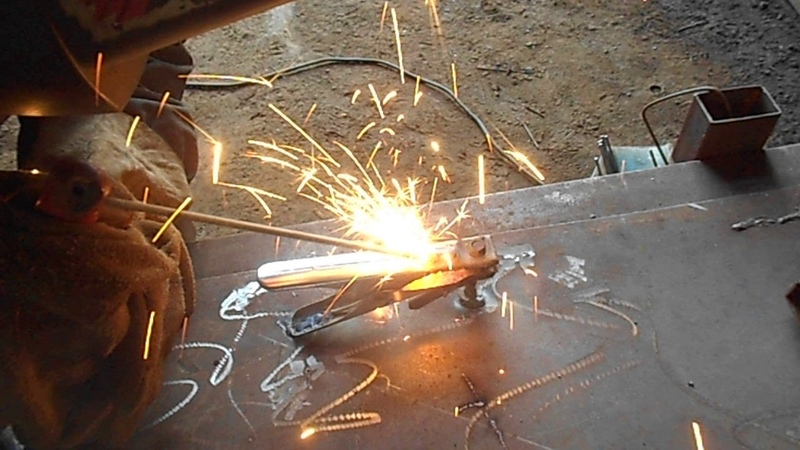 Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Готовка со сваркой трением
День Благодарения наконец наступил! Пришло время сочной индейки, терпкой клюквы, пикантной начинки и отличного гарнира: сливочного картофельного пюре.
Этот масляный гарнир станет прекрасным дополнением к стойкому обеду в День Благодарения. Вот простой рецепт лучшего картофельного пюре, которое может приготовить аппарат для сварки трением:
Подождите, что?
Ага. Вы правильно прочитали.
Наш сварочный аппарат трением с перемешиванием LS-1 — идеальная машина для замены вашего встречного миксера, когда вам нужно приготовить большую порцию картофельного пюре.Поскольку LS-1 — довольно большая машина, нам нужно немного улучшить рецепт. Добавьте ноль к ингредиентам или увеличьте дробь в четыре раза. Это кажется правильным.
Приступим!
Состав
5 50 крупный картофель, очищенный, разрезанный на четвертинки и вареный
1/2 2 стакана подогретого молока
2 4 столовые ложки масла или маргарина
1 2 чайные ложки соли
1/8 1/2 чайной ложки черного перца
Увеличить их все на десять, т.е.е. ½ * 10; 2 * 10; пр.
Препарат
- Теплая (очень большая) чаша миксера с горячей водой, сухая. Не нужно разогревать инструмент для иглы, он нагреется до нужной температуры (поверьте нам). Выложите горячий картофель в миску. Осторожно поместите чашу на ровную устойчивую поверхность и включите сварочную машину трением LS-1. Постепенно увеличивайте скорость насадки для нерасходуемого вращающегося стержня, чтобы обеспечить правильное соединение всех картофелин до однородной массы, примерно на 5 секунд.
- Добавьте все остальные ингредиенты.Увеличьте скорость булавочного инструмента и взбивайте, пока молоко не впитается, примерно 0,3 секунды. Постепенно увеличивайте скорость, пока картофель не станет пушистым. Не волнуйся! Чаша не будет слишком горячей, так как LS-1 использует INTELLISTIR для контроля температуры инструмента.
- Пора перестать вращаться. Надеюсь, картошка еще осталась.
Мы надеемся, что вам понравится аппетитное картофельное пюре, и оно вызовет улыбки на лицах вашей семьи и друзей в День Благодарения. Наслаждайтесь! *
Когда мы не делаем вкусное картофельное пюре, мы используем наши аппараты для сварки трением с перемешиванием, чтобы соединить множество материалов, как похожих, так и непохожих.MTI предлагает уникальную возможность разрабатывать детали и машины, сваренные трением, которые будут наилучшим образом служить вам и в то же время сэкономить ваши деньги. Мы построим машину, которая сделает вашу деталь, мы сделаем ее для вас или поможем вам сделать ее еще лучше.
Чтобы узнать больше о MTI, посетите наш веб-сайт mtiwelding.com, чтобы узнать, как мы можем работать для вас.
* Пожалуйста, НИКОГДА не выполняйте какие-либо из этих описанных процессов, так как они предназначены только для развлечения и не должны предприниматься.
4 Ошибки при сварке пищевых продуктов и как их избежать
Сварка пищевой нержавеющей стали — это деликатная работа, требующая умелого прикосновения. Совершить серьезные ошибки при сварке может оказаться слишком легко, если разработчик или сварщик не осведомлены о конкретных требованиях к конкретному пищевому применению, для которого будет использоваться корзина или лоток из стальной проволоки.
Итак, каковы самые серьезные ошибки при сварке пищевых продуктов и как их избежать?
1: Отсутствие заусенцев / заусенцевВо многих приложениях для приготовления пищи с проволочными корзинами вручную будут обращаться рабочие на фабрике, в ресторане, складских помещениях и т. Д.
Заусенцы и острые предметы, оставшиеся на корзине при некоторых сварочных процессах, могут стать причиной травм рабочих и снизить производительность. Таким образом, удаление этих острых предметов и заусенцев является обязательным.
Это можно сделать либо с помощью процессов сварки, которые минимизируют их внешний вид, либо путем тщательной обработки поверхности корзины с помощью шлифовки, электрополировки или аналогичных процессов.
2: Снижение устойчивости к коррозии из-за чрезмерного напряжения материаловНекоторые сварочные процессы могут непреднамеренно снизить целостность защитного оксидного слоя, обеспечивающего нержавеющую сталь.В тяжелых случаях неправильно обработанный сварной шов может лишить оксидный слой и загрязнить поверхность стали, создавая сварное соединение, подверженное коррозии.
Или процесс сварки может вызвать трещины под напряжением и микротрещины, которые нарушают целостность сварного шва и его коррозионную стойкость.
Некоторые сварочные процессы, такие как контактная сварка, при правильном выполнении позволяют свести к минимуму влияние процесса сварки на химическую стойкость нержавеющей стали.Если сталь подвергается слишком сильному воздействию во время сварки или слишком долго нагревается, может возникнуть коррозионное растрескивание под напряжением и другие проблемы.
Один из способов обеспечить надежные и безошибочные сварные швы — это использовать сварочную систему MFDC, которая может с невероятной точностью автоматизировать синхронизацию сварного шва нержавеющей стали. Сварочная система MFDC компании Marlin может выполнить сварку за 2/1 000 секунды, что примерно в 30 раз быстрее, чем традиционная сварочная система на переменном токе.
Это также предотвращает разбрызгивание, образование пузырей и другие деформации сварного шва.
3: Легирование сварных швов неправильным присадочным материаломДля методов сварки, которые требуют использования присадочного материала для соединения двух металлов, использование правильного присадочного материала имеет решающее значение. Хотя это редко бывает для опытных производителей, иногда может использоваться присадочный материал, который плохо реагирует со свариваемыми металлами.
В некоторых случаях может быть создана «гальваническая пара», где электрохимическая разность потенциалов между присадочным материалом и свариваемым металлом достаточно велика, чтобы образовать анод и катод.Это приводит к коррозии (быстрее в менее благородном металле анода, медленнее в более благородном катодном металле).
Со временем сварное соединение подвергается коррозии и становится слабее, что снижает прочность и целостность корзины.
Лучшее решение — либо использовать процедуру сварки, не требующую присадки, либо обеспечить, чтобы присадочный материал не создавал гальванической пары с свариваемым металлом. Это может быть сложно, поскольку разные сплавы имеют разные электрические потенциалы.
4: Сварка разнородных металловВ большинстве случаев по возможности лучше сваривать две проволоки из одного и того же материала. Сварка двух разнородных металлов не только сложнее, чем сварка двух из одного и того же сплава, но и открывает возможности для новых видов отказов и других рисков при работе с пищевыми продуктами.
Эти риски включают коррозию из-за гальванической муфты, растрескивание под действием теплового напряжения из-за различной теплоемкости и загрязнение пищевых продуктов от корродированных поверхностей, удерживающих и переносящих жидкие стоки или бактерии от одной партии пищевых продуктов к другой (или, что еще хуже, отложение ржавчины на / в пищевых продуктах. товары).
Сварка разнородных металлов — распространенная ошибка, которую неопытный инженер может легко упустить из виду на этапе проектирования. Лучшее решение — не сваривать два разных металла вместе без крайней необходимости. Еще одно возможное решение — использовать защитное покрытие, чтобы сварные поверхности корзины не подвергались воздействию открытого воздуха или прямого контакта с продуктами питания.
Это лишь некоторые из возможных ошибок, которые могут быть сделаны при сварке металлов, пригодных для пищевых продуктов, для любого применения в пищевой промышленности.Чтобы избежать этих проблем, важно привлекать продавца подносов / корзин для еды, обладающего знаниями и опытом, чтобы понимать возможные сложности различных методов сварки и инструментов, чтобы избежать большинства серьезных ошибок.
Узнайте, как Marlin Steel использует первоклассное программное обеспечение для обучения, автоматизации сварки и физического моделирования для предотвращения ошибок при сварке пищевых продуктов уже сегодня!
Как снять напряжение при сварке
Жаль, что дуговая сварка так хорошо работает.Это доказано, экономично. Для многих приложений ничто и близко не подходит, по крайней мере, пока. Почему обидно? Потому что на микроуровне дуговая сварка вызывает серьезное напряжение из-за резких изменений температуры, измеряемых тысячами градусов.
Сварочный пистолет наносит присадочный металл, который становится расплавленным и расширяется из своего ранее холодного состояния в виде проволоки или прутка. Сразу после наплавки и последующего сплавления между основным металлом и металлом шва металл быстро остывает. Сварочный присадочный металл с высоким пределом текучести сжимается или сжимается, увлекая за собой основной металл с более низким пределом текучести.Крепко зажатый металл может оставаться на месте до сварка, но при этом сила сжатия не исчезает. Охлажденный металл сварного шва все еще хочет дать усадку. Когда металл не зажат, металл сварного шва тянется за основной металл, и сварной шов деформируется. Степень, в которой это происходит, зависит от геометрии сварного шва, конструкции детали, а также марки и толщины материала. Как правило, чем выше содержание углерода в металле и тем более прочным является соединение, тем больше стресс.
Конечно, металлургическая картина намного сложнее, но это основная идея.
В промышленности существует множество способов уменьшить такое напряжение сварного шва. Любой метод должен выполнять по крайней мере одно из двух: контролировать температуру и совершенствовать процедуру сварки, которые противодействуют тем неизбежным силам, которые возникают при сплавлении двух металлов вместе с помощью электрической дуги.
По поводу статьи «Как сделать» в этом месяце FABRICATOR поговорил с тремя экспертами. По вопросам нагрева и сварки мы поговорили с Карлом Смитом, давним менеджером по качеству и техником по сварке в Kanawha Manufacturing Co.Мы также поговорили с двумя экспертами о некоторых нетрадиционных технологиях снятия стресса: Томом Хебелем, вице-президентом Bonal Technologies, и Биллом Кашиным, территориальным менеджером Bolttech. Мэннингс.
1. Уточните процедуру сварки
Настройка; выбор электрода; Наряду с типом сварного шва (угловой, канавка, стык и т. д.), размером и ориентацией все это влияет на то, как сварное соединение реагирует на напряжение.
Предварительная гибка или предварительная настройка. Основной металл можно настроить таким образом, чтобы компенсировать усадку сварного шва.Например, когда две заготовки предварительно настроены так, что один конец стыка соединен вместе, а дальний конец стыка немного разнесен, остывающий металл сварного шва тянет две заготовки до тех пор, пока к концу сварного шва соединение не окажется в правильной ориентации.
Выровняйте сварной шов. Двусторонние сварные швы, такие как соединения с двойным V-образным пазом, уравновешивают индуцированные напряжения и часто приводят к более стабильной сборке. «Это особенно верно для более толстого материала», — сказал Смит. «Два полудюймовых сварных шва с каждой стороны 1-дюймовой пластины уравновешивают сварной шов и минимизируют деформацию.«
Отступление. Шаг назад немного похож на лунную походку со сварочным пистолетом. Вы начинаете на несколько дюймов от начала стыка и снова привариваете к краю; затем пройдите дальше по стыку и сварите обратно туда, где вы первоначально зажгли предыдущую дугу; затем пройдите дальше по стыку и снова приварите к предыдущему сваренному сегменту; и так далее, пока стык не будет готов. Это противодействует усадке за счет фокусирования начальных напряжений от краев заготовки.
Прерывистая сварка.Если прерывистая сварка или сварка стежком соответствует требованиям к конструкции, она не только помогает уменьшить деформацию, но и требует меньше металла сварного шва.
Расходные материалы. При сварке проволокой «можно заставить проволоку диаметром 0,035 дюйма уложить столько же, сколько проволока диаметром 0,045 дюйма», — сказал Смит. «Вы можете просто увеличить скорость подачи проволоки». Он добавил, что меньшее тепловложение, необходимое для расплавления проволоки меньшего размера, перевешивает любые преимущества снижения нагрева, которые могут возникнуть при более высокой скорости перемещения при использовании проволоки большего размера.
Сварной металл: больше — не лучше.В кодах указаны конкретные требования к размеру сварного шва, включая максимально допустимую высоту валика над пластиной. Хитрость заключается в том, чтобы уложить ровно столько сварочного металла, чтобы получился самый прочный стык, и не более того. Сильно выпуклый валик не делает сварной шов более прочным, но увеличивает силы усадки, потому что более прочный металл сварного шва тянется к основному металлу, поскольку сварной шов остывает.
Здесь учитывается техника. «Многопроходный сварной шов со стрингером создаст меньше искажений, чем переплетенный валик», — сказал Смит.
Техника стрингерного борта обычно позволяет увеличить скорость перемещения, что снижает тепловложение. Каждый проход пистолета оставляет меньше металла шва, что, в свою очередь, помогает лучше контролировать размер сварного шва.
Сварщики обычно ткают только в крайнем случае, сказал Смит. «Покровный проход на бусине плетения может выглядеть лучше, чем бусинка для плетения, но если сварщик знает, что он делает, и правильно размещает бусинку, он может сделать так, чтобы он выглядел так же хорошо, как бусинка плетения».
Конечно, есть множество исключений.Сварщики трубопроводов часто работают под уклон, но скошенное отверстие в трубопроводе обычно намного меньше, чем на обычной плите. И «круглые детали в любом случае деформируются не так сильно, как плоские», — сказал Смит.
Тем не менее, когда дело доходит до контроля искажений, обычно лучше всего подходят бусины для нитей. «У каждой бусинки свой уровень напряжения», — объяснил Смит. «Чем шире валик, тем большее напряжение вы будете прикладывать к сварному шву, поэтому у вас будет больше« тяги », больше искажений, чем у меньшего валика.«
Подгонка: лучше всего маленький корень. Затвердевающий металл шва вытягивает основной металл, и этот эффект усугубляется чрезмерно широким корневым отверстием, особенно в больших сварных деталях и в местах с плохой подгонкой. «Некоторые ситуации не подходят для плотного корня, — сказал Смит, — но обычно с сегодняшними сварочными аппаратами во многих случаях можно обойтись отверстием в корне 1/16 дюйма».
Приваривайте от наиболее ограниченного к наименее ограниченному участку. По словам Смита, это следует принципам, аналогичным принципам предварительной гибки и предварительной настройки.Рассмотрим раму с крестовиной, идущей по центру. Крестовина, окруженная рамой, является наиболее жесткой из всех частей в сборке. Так что сначала нужно приварить эту крестовину. Центральная деталь, если ее сначала приварить, менее ограничена окружающий металл и может свободно перемещаться и снимать остаточные напряжения, прежде чем приступить к сварке рамы.
2. Контрольная температура
Предварительный нагрев, поддержание температуры между сварочными проходами (температура между проходами) и термообработка после сварки (PWHT) работают для достижения одной цели: контролировать изменения уровней нагрева.Чем больше у вас контроля над перегревом, тем больше вы можете противодействовать нагрузкам и тем меньше вероятность деформации сварного шва, особенно в сильно зажатых соединениях. Когда вы уменьшаете скорость охлаждения, вы уменьшаете усадочные напряжения и дать водороду больше времени для рассеивания, уменьшая вероятность растрескивания под валиком.
Материальные факторы. Прогнозирование необходимого минимального предварительного нагрева, температуры между проходами и термической термообработки зависит от области применения и степени прочности соединения. Конкретные свойства материала влияют на то, насколько сильно металл будет деформироваться.К ним относятся коэффициент теплового расширения (насколько металл расширяется при нагревании), теплопроводность (насколько быстро он рассеивает тепло), предел текучести, и модуль упругости (жесткость материала).
В качестве отправной точки обратитесь к правилам сварки конструкций AWS D 1.1, Руководству по сварке, руководствам, опубликованным производителем стали, и другим источникам для получения рекомендованных минимальных температур предварительного нагрева и промежуточного прохода для конкретных сплавов. Как правило, более высокое содержание углерода означает более высокие минимальные температуры предварительного нагрева и промежуточного прохода.
В большинстве случаев предварительный нагрев, промежуточный нагрев и PWHT не требуют поддержания точной температуры, если вы поддерживаете минимальную температуру. Однако есть исключения, в том числе закаленная и отпущенная сталь. Они поступают на сварочную станцию уже прошедшими термообработку сталелитейщиком, поэтому предварительный нагрев при слишком высокой температуре может нарушить свойства материала; другими словами, закаленные и закаленная сталь больше не закаляется. «Например, — сказал Смит, — сплавы ASTM A514 и A517 никогда не следует предварительно нагревать до более чем 150 градусов по Фаренгейту выше рекомендованного [минимального] предварительного нагрева.«
Нержавеющая сталь может быть особенно раздражительной. «Мы поддерживаем температуру между проходами ниже 350 градусов по Фаренгейту», — пояснил Смит. «Мы используем дистиллированную воду в аэрозольных баллончиках. Вода на углеродистой стали приводит к ее растрескиванию. Но на нержавеющую сталь она не влияет, если вы используете дистиллированную воду, в которой нет хлора». Содержание никеля и хрома в нержавеющей стали делает металл особенно чувствительным к искажение, потому что элементы не рассеивают тепло быстро.
Как правило, металлы, которые быстро рассеивают тепло, требуют более высокого предварительного нагрева.Термически обрабатываемые алюминиевые сплавы можно предварительно нагреть до 300–400 градусов по Фаренгейту в качестве дополнительной меры предосторожности против растрескивания и, что наиболее важно, для рассеивания водорода. Оксид алюминия на основном металле и металле шва притягивает влагу, которая вводит водород (H в h3O). Поскольку алюминий быстро рассеивает тепло, водород становится застрял, так как металл шва быстро остывает. Медленное охлаждение, создаваемое за счет предварительного нагрева, дает водороду время для выпекания сварного шва. «Вот почему сварщик часто может сказать, что он« кипятит воду »из материала», — сказал Смит.
Высоколегированные материалы, такие как хром-молибден, также быстро рассеивают тепло и обычно требуют высоких температур предварительного нагрева. По словам Смита, предварительный нагрев даже прихваточных швов часто является наилучшей практикой. Трещины могут начинаться в прихватке и «проходить сквозь сварной шов и доходить до вершины». Он добавил, что некоторые области применения хром-молибдена требуют предварительного нагрева примерно до 400 градусов по Фаренгейту и выдержки после сварки. температура около 600 градусов по Фаренгейту до снятия напряжения.
Медь, которая чрезвычайно быстро рассеивает тепло, требует очень сильного предварительного нагрева, «чтобы сварочный присадочный металл мог попасть в соединение и образовать хорошее соединение», — сказал Смит.Для меди толщиной более 1 дюйма может потребоваться предварительный нагрев до 1200 градусов по Фаренгейту (См. Раздел «Оптимизация снятия напряжений», чтобы узнать о способах применения такого сильного предварительного нагрева непосредственно к заготовке, без печи).
Эффекты перерыва на кофе: Держите его горячим. Представьте, что вы предварительно нагреваете соединение с помощью горелки, свариваете несколько футов, останавливаетесь, делаете небольшой перерыв, а затем возобновляете работу, не поднимая горелку предварительного нагрева и снова не нагревая область соединения. Чтобы свести к минимуму деформацию, вы должны снова взять горелку предварительного нагрева, чтобы снова нагреть этот материал до требуемой температуры между проходами.»Вам необходимо поддерживать температуру промежуточного прохода на протяжении всего сварного шва «, — пояснил Смит, добавив, что термоциклирование особенно опасно для хромомолибденовых, закаленных и отпущенных материалов.
Предварительный нагрев горелки. При предварительном нагреве горелкой «мы рекомендуем 6 дюймов с каждой стороны сварного шва» для больших заготовок, — сказал Смит, добавив, что ширина применяемого предварительного нагрева и конкретный используемый метод зависят от материала и геометрии заготовки.
Типы горелокразличаются, но сварщики Смита используют многопламенные горелки с вихревым наконечником и пропиленовым газом.«Газ пропилен не такой высококонцентрированный, как ацетилен, — сказал он, — и мы не хотим концентрировать тепло во время предварительного нагрева».
PWHT не заменяет предварительный нагрев. По словам Смита, термическая обработка после сварки и предварительный нагрев дополняют друг друга, но не заменяют друг друга. Верно, что в некоторых случаях локализованный предварительный нагрев может служить заменой PWHT, когда перемещение заготовки в печь для PWHT нецелесообразно (подумайте о морских нефтяных вышках). PWHT не работает как заменитель предварительного нагрева, потому что не снижает напряжения, возникающие сразу после зажигания дуги на холодном, не подогретом основном металле.К моменту применения PWHT уже слишком поздно исправить проблему.
3. Оптимизация снятия напряжений
«С годами сварщики усовершенствовали методы снятия напряжения и сведения к минимуму деформации: предварительный нагрев в печи или с помощью горелки, использование тепловых одеял и, при необходимости, отправка деталей в печь для термообработки после сварки. Обратите внимание на одну общую черту среди всех этих методов : time. Но некоторые технологии используют альтернативные подходы, которые упрощают работу и даже улучшают сварку. качественный.
Доступны различные альтернативы, включая методы индукционного нагрева. Здесь мы обсуждаем два варианта: резистивный нагрев и вибрацию.
Терморегулятор сопротивления. Электрогрелка включает в себя резистивные нагревательные элементы, которые могут повышать температуру детали до необходимого уровня до, во время и после сварки, чтобы соответствовать стандартным методам предварительного нагрева, промежуточного прохода и PWHT (см. , рисунок 1, и , рисунок 2, ). Подушечка состоит из переплетенных бусин, сплетенных вместе с помощью проволоки с высоким сопротивлением.Устройство может нагреваться до 1850 градусов по Фаренгейту (компания Смита использовала эту технологию для предварительного нагрева толстой медной пластины до более 1000 градусов F.)
В контроллере температуры используется система термопар, приваренных к детали, для считывания фактической температуры металла, которая отслеживается на протяжении всей операции. Сварщикам не нужно использовать температурные мелки для измерения температуры предварительного нагрева. Прокладку также не нужно снимать во время сварки.
Как объяснил Билл Кашин из Bolttech Mannings: «Предположим, вы свариваете два куска трубы вместе, а код говорит, что вам необходимо предварительно нагреть их до 400 градусов F.Вы должны прикрепить термопару, прикрепить грелку, надеть изоляцию, чтобы защитить себя, и поднять температуру до 400 градусов по Фаренгейту. Когда нагреватель достигнет этой температуры, он будет циклически включаться и выключаться, чтобы поддерживать эту температуру. пока вы не закончите сварку. «
Показания машины также могут быть сохранены в виде записи температуры детали до, во время и после сварки, что полезно для работы на уровне кода или страхования, например, ремонтных работ на электростанциях.
Прокладки предназначены для обертывания заготовки, с частью съемной изоляции поверх стыка.Для предварительного нагрева вся заготовка закрывается. Затем вы снимаете изоляцию с области сварного шва и начинаете сварку. Когда вы делаете перерыв, вы снова кладете изоляцию на стык, чтобы поддерживать температуру предварительного нагрева. Затем подкладки нагревателя могут быть добавлены в зону сварки для снятия напряжения. рельеф, избавляющий от необходимости переносить деталь в печь для термообработки.
Снятие вибрационного стресса. В другом методе используется то, что кажется несвязанным, но это: вибрация (см. , рис. 3, ).
«Согласно физике, тепло — это вибрация», — сказал Том Хебель из Bonal Technologies. Чем больше нагревается, тем быстрее колеблются его молекулы. «Мы вызываем вибрацию в детали, и деталь реагирует так, как будто она имеет такое же внутреннее действие, когда деталь нагревается для термообработки. Это крутой процесс, но внутри есть движение».
Если во время сварки вы будете вибрировать металл с определенной частотой, это дополняет тепло сварочного шва, которое вызывает вибрацию расплавленного металла на молекулярном уровне.Это примерно аналогично встряхиванию банки с бусинами разной формы или вибропитателя в процессе штамповки, когда все успокаивается и «упаковывается». Уровень вибрации, по словам Хебеля, очень специфичен: в нижней, или субгармонической, часть гармонической кривой, непосредственно перед тем, как амплитуда быстро возрастет и достигнет естественного резонанса детали.
Устройство вызывает вибрацию в заготовке и контролирует реакцию заготовки. Чем больше вибрации вложено в деталь, тем больше она будет поглощать — до определенного предела.«В определенный момент любая дополнительная энергия заставит деталь отбрасывать энергию», — сказал он.
Уловка, объяснил Хебель, состоит в том, чтобы вызвать частоту вибрации, которая находится в определенной точке ниже ее точки резонанса. Именно здесь вибрация оказывает наибольшее демпфирующее действие, нейтрализуя напряжение, вызванное теплом сварного шва.
Чаще всего вибрационное устройство применяется после сварки для снятия напряжения, по существу заменяя PWHT. Но его также можно применять во время сварки для улучшения качества сварного шва за счет измельчения зерна и уменьшения напряжения.Фактически, применение правильной вибрации во время сварки может полностью устранить необходимость в PWHT, если только не требуется отпуск зоны термического влияния.
«При сварке возникает термическое напряжение», — сказал Хебель. «Таким образом, когда вы проводите сварку [с использованием субгармонической вибрации во время сварки], вы устраняете эффект теплового напряжения, поскольку оно индуцируется. Итак, после сварки, если эффекты теплового напряжения отсутствуют, зачем отправлять деталь в печь для снятия напряжений «»
В некоторых случаях, по словам Хебеля, он может заменить требования к низкотемпературному предварительному нагреву, от 250 до 300 градусов по Фаренгейту.«Из-за ускоренного движения основного материала сварная деталь« думает », что она предварительно нагрета». Однако обычно вибрационная подготовка шва дополняет существующие процедуры предварительного нагрева для повышения качества сварки.
Хебель сравнивает большую стальную деталь с напряжением, вызванным сваркой, с расстроенным инструментом. После сварки температура резко падает. В этот момент внутри и вокруг зоны термического влияния естественная гармоническая кривая детали слегка смещается, «не в гармонии» с остальной частью сборки.Противодействие этому эффекту с помощью индуцированной вибрации во время и после сварки снимает напряжение, о чем свидетельствует гармоническая кривая движется «в гармонии» с остальной частью сборки.
Сварка и изготовление металла — Wiley Metal
Если вы знаете что-нибудь о сварке, название выше может вызвать у вас головную боль. Нет выбора между ними, это не либо-либо. Сварка — это часть производства, так же как приготовление на гриле — часть приготовления пищи. Конечно, вы можете готовить без гриля, но если вы готовите на гриле, вы также готовите.
Так зачем на это указывать? Некоторые люди используют эти термины как синонимы, поэтому мы хотели бы внести ясность.
Специалисты и универсалыВаш семейный врач — врач, как и хирург, который может заменить неисправный сердечный клапан, но вы не хотите, чтобы они менялись ролями. Хирург — это специалист, который много лет совершенствовал свои навыки, а врач — в большей степени, специалист широкого профиля. Он или она много знает о человеческом теле, в том числе о том, когда передать его кому-то с конкретным опытом.
Сварщики и производители имеют похожие отношения. Хороший сварщик отлично умеет плавить и соединять вместе куски металла. Это требует экспертных знаний, отличной зрительно-моторной координации и поддержки хорошей команды.
Производители — вот та команда. Они режут, просверливают, пробивают и сгибают металл до необходимой формы, прежде чем передать его сварщику. Затем, когда сварной шов остынет и детали соединятся, производитель позаботится о чистке, сборке и покраске.В результате получается изделие, которое хорошо выглядит и работает именно так, как хотел заказчик.
Что делают производителиМногие производители при необходимости могут немного сварить, точно так же, как сварщики часто имеют определенные навыки изготовления. Однако такие магазины, как наш, считают, что лучшие результаты достигаются, когда люди специализируются.
Работа изготовителя шире и разнообразнее, чем у сварщика. Иногда это распространяется даже на дизайн и машинное программирование. Полезно знать, как металл деформируется и ведет себя при резке.Производители будут использовать такие машины, как ножницы, пилы, листогибочные прессы и, возможно, штампы. Они также будут собирать, чистить и иногда красить. Люди, которые любят разнообразие, могут найти его в производстве.
Чем занимаются сварщикиПринцип очень прост: расплавить два куска металла в том месте, где они соприкасаются. Жидкий металл будет стекать вместе, и когда он остынет, две части сольются в одну. На практике все намного сложнее.
Сначала совместная подготовка. Кромки должны быть чистыми и иметь такую форму, которая позволяет оптимизировать плавление и сплавление.Затем идет сборка или расстановка деталей перед сваркой. Дело не только в том, чтобы собрать их все вместе, потому что металл расширяется, а затем сжимается. Кроме того, важно иметь правильные зазоры, чтобы металл мог течь по мере необходимости.
Есть несколько способов нагрева заготовок. Для нахлеста листового металла иногда используется электрическая контактная сварка. Есть сварка трением (не то, что мы делаем в Wiley) кислородно-ацетиленовая сварка (газовая горелка) и дуговая сварка, среди прочего.В основном мы занимаемся дуговой сваркой. Он очень управляем, работает с широким спектром материалов и обеспечивает высококачественные сварные швы.
Параметры дуги (электрические элементы управления, такие как ток, напряжение, частота, а также поток защитного газа) должны быть оптимизированы в соответствии с свариваемыми материалами. Теплопроводность — одно соображение, а температура окисления и плавления — другие. Кроме того, существуют такие факторы, как направление сварки и ориентация горелки. Квалифицированный сварщик знает, как настроить параметры сварки и подойдет к каждому типу соединения и материала.
Производство принимает бригадуМеталлическое изделие может представлять собой цельную деталь, вырезанную и отформованную. Однако чаще он состоит из нескольких частей, вырезанных, перфорированных, просверленных, надрезанных, сложенных, согнутых и, конечно же, сваренных, чтобы создать все, что хотели заказчик и дизайнер. Все, что требуется, — это команда опытных дизайнеров, изготовителей и сварщиков.
Работая вместе, они могут производить такие разнообразные изделия, как стеллажи, рамы для производственного оборудования, рабочие платформы и бамперы из нержавеющей стали.На самом деле нет предела тому, что может сделать хорошая команда производителей, и в Wiley у нас есть такая команда. А когда они не работают, им нравится жарить на гриле!
Набираем!Сварка нержавеющей стали: краткое руководство
Пользователи стали во всем мире получают выгоду от разработки нержавеющей стали, не подверженной коррозии, и этот материал обладает различной степенью коррозионной стойкости, обрабатываемостью и огромной прочностью. Но у улучшенного материала есть некоторые недостатки, например, сварка стала намного сложнее по сравнению с традиционной углеродистой сталью.Теперь вы должны проявлять больше осторожности при нагреве и охлаждении и убедитесь, что присадочные материалы правильно подобраны к свариваемому материалу…
Типы нержавеющей стали:Существует пять типов нержавеющей стали, которые классифицируются в зависимости от их микроструктуры (микроструктура является ключевым фактором, влияющим на прочность стали). Три из пяти типов стали чаще всего встречаются в производственных цехах:
- Аустенитная нержавеющая сталь — наиболее часто используемый материал
- Мартенситная нержавеющая сталь — используется для наплавки твердым покрытием и других областей применения с высоким износом
- Ферритная нержавеющая сталь — чаще всего используется для производства потребительских товаров, так как изготавливать ее дешево.
Каждый вид сварки имеет свои преимущества и недостатки.Техника, используемая для сварки нержавеющей стали, не сильно отличается от той, которая требуется для сварки стандартной углеродистой стали, за двумя исключениями. Во-первых, вы должны проявлять больше осторожности и контроля в отношении нагрева и охлаждения нержавеющей стали, а во-вторых, более важно правильно согласовать присадочные металлы с свариваемым материалом.
Подготовка к сварке:
Как и при любой сварке, очень важно очистить нержавеющую сталь перед сваркой. Однако вы можете не осознавать, насколько важно использовать только те инструменты, которые вы используете для нержавеющей стали, для нержавеющей стали.Инструменты, такие как щетки, следует хранить отдельно для проектов из нержавеющей стали, поскольку материал чувствителен к присутствию углеродистой стали. То же самое можно сказать и о молотках и зажимах из нержавеющей стали, потому что небольшое количество углеродистой стали может попасть в нержавеющую сталь, что приведет к ее ржавлению.
Точно так же шлифование углеродистой стали рядом с нержавеющей сталью может привести к тем же проблемам. Пыль углеродистой стали, взвешенная в воздухе, может попасть на нержавеющую сталь и снова вызвать ржавчину.Поэтому рекомендуется полностью разделить рабочие зоны из углеродистой и нержавеющей стали.
Другим важным фактором при подготовке к сварке нержавеющей стали является обеспечение надлежащего присадочного материала, а это означает, что вам необходимо точно знать, какой тип основного материала вы свариваете. Конечно, бывают ситуации, когда это не так просто, например, когда вы делаете наложение или соединяете разнородные металлы.
Аустенитная нержавеющая сталь
Аустенитная нержавеющая сталь обозначается как серия 300 и является наиболее распространенным типом нержавеющей стали, используемой в производственных цехах.Хотя эти основные материалы не требуют предварительного нагрева, они имеют максимальную температуру перехода. Когда температура основного металла достигнет 350 градусов по Фаренгейту, вам нужно прекратить сварку и дать материалу остыть.
Некоторые нержавеющие стали серии 300 называются полностью аустенитными. Используя процесс с низким тепловложением и выпуклые сварные швы, можно предотвратить образование трещин. Если вы сделаете плоский или вогнутый сварной шов на этих материалах, они будут более подвержены растрескиванию.
Ферритная нержавеющая сталь
Ферритная нержавеющая сталь широко используется в автомобильной промышленности. Ферритная нержавеющая сталь обычно бывает толщиной дюйма или меньше, поэтому большая часть сварки выполняется за один проход, что хорошо, потому что сварка ферритной нержавеющей стали имеет максимальную температуру между проходами 300 градусов по Фаренгейту и наиболее успешна при низком тепловложении.
При высоких температурах в ферритной нержавеющей стали начинает расти зерно и быстро терять прочность.Помимо этого, сопоставьте марку присадочного материала с маркой основного металла, и ваши сварные швы должны получиться безупречно.
Мартенситная нержавеющая сталь
Мартенситные типы нержавеющей стали реже используются для соединения и больше в качестве накладок и для создания износостойкого материала, и обычно они имеют минимальную температуру между проходами.
При сварке мартенситной нержавеющей стали у вас, скорее всего, появятся трещины, если вы не сможете установить точную температуру предварительного нагрева и поддерживать минимальную температуру между проходами в течение всего времени сварки.
Как и в случае с другими видами нержавеющей стали, если вы соединяете мартенситные неблагородные металлы, вам, вероятно, придется использовать присадочный металл с тем же номером.
Проверка температуры
При сварке нержавеющей стали очень важно контролировать температуру как металла шва, так и основного металла. Если вы не соблюдаете указанные температурные диапазоны, у вас, скорее всего, возникнут проблемы с производительностью.
Во время сварки есть три способа проверить температуру стали:
Электронные инфракрасные термометры
Шкала индикации температуры
Электронные датчики температуры поверхности
Заключение
В общем, нержавеющая сталь из приятного материала для работы.Если вы внимательно относитесь к процессам нагрева и охлаждения и правильно подбираете присадочные материалы с свариваемым материалом, у вас все будет в порядке.
Руководство от А до Я по печи для сварочной проволоки [Советы, часто задаваемые вопросы и лучший выбор]
Мы получаем много запросов читателей, которые спрашивают нас о различных продуктах — хороших, плохих и уродливых. Недавно Джо написал нам, чтобы спросить о печи для сварки прутков, которую мы могли бы порекомендовать. У нас уже было несколько неплохих отборов, но я подумал, что стоит потратить время на то, чтобы исследовать самые последние и лучшие и сделать рецензию для всех, кто заинтересован.
Итак, Джо — и кому еще интересно! — прежде чем вы потратите впустую свои кровно заработанные деньги, вот наша подборка 5 лучших печей для сварки прутков.
Вопрос Джо
Прежде всего — что такое печь для сварочного стержня?
Многие из вас, вероятно, уже знают, но мы обнаруживаем, что некоторые люди никогда официально не знакомы с концепцией. Джо недавно спросил нас:
Я занимаюсь сваркой для хобби, однако мои коллеги постоянно спрашивают меня о хранении сварочных стержней. Лично я никогда об этом не думал, потому что не знаю, критично это или нет.Томми, пожалуйста, помогите мне с этим.
Сварочные электроды имеют флюсовое покрытие. При контакте с воздухом это покрытие может начать поглощать воду из воздуха вокруг себя (поэтому они поставляются в герметичных упаковках). Эта влага может проникнуть в сварной шов и ослабить его, что приведет к образованию холодных трещин.
Кроме того, электроды Lo-Hy (с низким содержанием водорода) предназначены для предотвращения попадания водорода в сварной шов. Стержни Lo-Hy, которые поглощают водород — через воздух, влагу и т. Д. — перестают быть Lo-Hy и больше не подходят для использования.
Для этого используются печи для сварки прутков. Они выпекают влагу из стержня и позволяют хранить его для использования без накопления влаги. Это поддерживает их в отличном состоянии для достижения наилучших результатов.
Примечание. Если вы сварщик-любитель, вам не обязательно использовать печь для сварки прутков. Запечатанный контейнер для льда подойдет для большинства хобби. Сварочные прутковые печи предназначены для профессионалов или любителей, которые хотят работать в соответствии с высочайшими стандартами. Мы всегда рекомендуем приобрести такой, но не переживайте, если вы только начинаете и пока не можете себе его позволить.Сохраните и используйте это руководство в будущем!
Итак, чтобы ответить на вопрос Джо, я потратил несколько часов (я перестал считать на 10), чтобы найти лучшие печи для сварки прутков на рынке. Конечно, были и хорошие, но в итоге я сократил список примерно на 80% до лучших 5.
Как я выбрал эти продукты?
При выборе этих печей для сварки прутков у меня было пять критериев:
БРЕНД: Да, есть клише — платить огромные расходы за торговую марку, но это неискренне.Известные, крупные бренды обычно проходят более строгие проверки качества, чем их аналоги; они более прочны и обычно служат дольше.
Вы можете пойти и найти многие из них китайские небрендовые товары. Они могут быть даже с одной фабрики. Но они не прошли все проверки QC, необходимые для обеспечения функциональности и безопасности. Вот почему я придерживаюсь авторитетных брендов с хорошей репутацией.
НАДЕЖНОСТЬ: Эти печи не всегда дешевы.К тому же они не слишком дорогие, но они представляют собой вложение и требуют значительных денежных затрат. Вы не хотите заменять его каждые несколько месяцев или лет, поэтому чем дольше и надежнее, тем лучше.
ЦЕНА: Как я уже сказал — не дешево, но не ужасно дорого. Вы в основном получаете то, за что платите. Попытка сэкономить на печи для сварочного прутка часто приводит к нарушению двух вышеуказанных пунктов. Это также означает, что вы часто рискуете получить менее безопасный продукт, который никому не нужен.Цель заключалась в том, чтобы потратить соответствующую сумму денег, не обязательно разбивая банк.
РАЗМЕР: Я хотел убедиться, что существует хороший разброс размеров для сварщиков любого уровня подготовки и сварщиков. Нет смысла создавать список лучших материалов только одного размера. Цель — попасть в пятерку лучших, а не из пяти одинаковых!
Наконец, было серьезно задумано убедиться, что печи для сварки прутков подходят для всех уровней квалификации, от любителей до профессионалов.На каком бы этапе сварки вы ни находились, в приведенном ниже списке вы найдете печь для сварочного прутка, которая соответствует вашим потребностям.
Список пяти стержневых печей, которые я предлагаю
Переносная сварочная печь Keen KT-15
Вы можете найти ее на Amazon US и аналогичную на Amazon UK.Значок-тахометр Масса: 13 фунтов.
значок-архив Хранение: 15 фунтов.
icon-dollar Mid Range
Эта удобная переносная печь для сварочных прутков вмещает до 15 фунтов 18-дюймовых электродов.Эта печь идеально подходит для сварочных электродов Lo-Hy, которые для оптимальной работы необходимо защитить от влаги и накопления водорода.
Будучи портативным, это устройство можно легко взять с собой в поле, где бы оно вам ни понадобилось. Keen LT-15 отправится туда, где вам нужно, от строительных площадок в глуши до места для хобби на заднем дворе.
Сам предмет весит всего 13 фунтов, что дает ему полную массу 25 фунтов. Даже на полную мощность переместить агрегат не составит труда.Большое квадратное основание обеспечит стабильность во время использования и хранения.
В качестве портативного устройства более длинный кабель питания, возможно, был бы хорош — всего 8 футов в длину, вам определенно понадобится удлинительный кабель в полевых условиях.
СОВЕТ: Крышка Keen KT-15 имеет защелку только на крышке. Чтобы крышка оставалась закрытой при хранении стержней, возьмите небольшой навесной замок и убедитесь, что защелка не открывается. Меньше всего вам нужно, чтобы крышка открывалась, когда вы пытаетесь запечь электроды.
Lincoln Electric Hydroguard Portable Electrode Oven
Вы можете найти его на Amazon US и аналогичный на Amazon UK.Значок-тахометр Вес: 10,5 фунта.
значок-архив Хранение: 10 фунтов.
icon-dollar Mid Range
Еще один отличный портативный вариант. Переносная электродная печь Lincoln Electric Hydroguard имеет меньшую вместимость, чем Keen KT-15, описанная выше, всего 10 фунтов по сравнению с 15. Однако в целом устройство меньше и легче и является идеальным дополнением к любому сварочному комплекту в дороге. .
Подъемная конструкция отделения для хранения удилищ позволяет легко извлекать обожженные удилища.Когда вы поднимаете ручку, стержни расходятся из камеры наружу, что позволяет удобно выбирать один или несколько стержней.
Изготовленная из стали толщиной 10 и нагретая до 300 ° F, Lincoln Electric представляет собой небольшую удобную электродную печь, которую вы так долго искали.
СОВЕТ: Небольшой профиль этой переносной печи делает ее идеальной для установки в углу мастерской, прежде чем бросить ее на кузов грузовика и отвезти на место работы.
Переносная печь для сварки прутков Keen K-10L с защелкой крышки
Вы можете найти ее на Amazon US и аналогичный на Amazon UK.Значок-тахометр Вес: 11,3 фунта.
значок-архив Хранение: 10 фунтов.
icon-dollar Mid Range
Keen K-10L — немного меньшая модель, чем Keen KT-15. Он вмещает только 10 фунтов 14-дюймовых стержней вместо 15 фунтов 18-дюймовых стержней. Это делает его идеальным для любителей или тех, кто регулярно использует в работе электроды меньшего размера, и им не нужны большие блоки для хранения.
Сам Keen K-10L весит 10 фунтов, а максимальный вес в снаряженном состоянии — 20 фунтов (блок плюс стержни).Он имеет такой же отчетливый синий цвет и имеет плоское квадратное основание для устойчивости.
Эта печь быстрая и энергоэффективная. Он достигнет максимальной рабочей температуры менее чем за 10 секунд, не потребляя для этого много энергии. В качестве портативного устройства это великолепно — оно начинает работать быстро и может быть подключено к генератору, не потребляя слишком много энергии.
Возможно, одним из недостатков конструкции является то, что, в отличие от Lincoln Electric, описанного выше, внутренняя камера хранения не выдвигается для удобного извлечения стержня.Когда вы откроете крышку, стержни останутся сгруппированными, поэтому будьте осторожны, извлекая электроды.
СОВЕТ: Если вам нужно работать быстро, не заполняйте агрегат на полную мощность. Это упростит извлечение обожженных электродов, особенно в перчатках.
SÜA — Портативная сушильная печь для электродов
Вы можете найти ее на Amazon US и аналогичный на Amazon UK.Значок-тахометр Вес: 9,5 фунта.
значок-архив Хранение: 11 фунтов.
icon-dollar Low Range
Пока это самый дешевый из вариантов, но ни в коем случае не худший.Эта модель легкая и портативная (вы обратили внимание на эту тему?), Вмещает до 11 фунтов 18-дюймовых стержней. Он идеально подходит для любителей, которые хотят получить электродную печь, не тратя 200–1000 долларов на другие модели из списка.
В отличие от других моделей, перечисленных до сих пор, это устройство имеет регулируемую температуру в зависимости от источника питания, к которому вы подключены. Диапазон варьируется от 320F до 570F, если вы подключены к источнику питания 220 В.
При более низком энергопотреблении температура 320F — это все, что доступно, но это то, чего в любом случае достигают большинство этих духовок.Он идеально подходит для использования в полевых условиях на генераторе с тремя вилками.
Как и Lincoln Electric, он оснащен удобной подъемной платформой для хранения стержней, которая подносит стержни к вам, когда вы открываете крышку. Это упрощает извлечение стержней после выпечки.
СОВЕТ. Термометр не совсем точен, поэтому убедитесь, что ваши стержни не требуют абсолютно определенной температуры для правильной выпечки. Считайте термометр приблизительной фигурой.
Keen K-200 Bench Holding Rod Oven
Вы можете найти его на Amazon US и аналогичный на Amazon UK.Значок-тахометр Вес: 53 фунта.
значок-архив Хранение: 200 фунтов.
icon-dollar High Range
Завершает список еще одна модель Keen. Эта вещь точно не переносная. Он вмещает до 200 фунтов удилищ и, как следует из названия, полностью предназначен для того, чтобы сидеть на скамейке весь день, каждый день.
Keen K-200 разработан для малых и средних сварочных мастерских — или для любителей со смехотворным бюджетом.Его уникальная система полок для хранения стержней вызывает естественную конвекцию для тщательного нагрева. Даже полностью загруженный, вы можете отдыхать спокойно, зная, что каждое ваше удилище должным образом пропечено.
Несмотря на свой размер и емкость, Keen K-200 энергоэффективен и не унесет ваших счетов за электроэнергию. Его регулируемая температура колеблется от 150F до 300F — и в отличие от SUA выше, она достаточно точна.
СОВЕТ: он может быть слишком большим для переноски, но разгруженный блок достаточно легкий, чтобы его мог поднять один человек.
Часто задаваемые вопросы
Насколько горячей должна быть печь для сварочного прутка?
В идеале, вы хотите, чтобы ваши печи для сварки прутков имели температуру 250-350F для оптимальной производительности. Разным удилищам иногда требуется разная температура — например, удилища Lo-Hy 7018 следует запекать при температуре около 250 для достижения наилучших результатов.
Слишком горячая печь удалит покрытие флюса, а недостаточно горячая печь не сможет должным образом высушить стержни. Все перечисленные выше духовки настроены на идеальную температуру для выпечки большинства прутьев.
Зачем нужна печь для сварки прутков?
Мы коснулись вопроса «почему» выше в отношении влажности и защиты стержней от водорода. Водород или влага, которые оседают на флюсовом покрытии, переходят в сварочную ванну, что приводит к неоптимальному сварному шву, который может сломаться. Хранение стержней в сухом состоянии предотвращает это, хотя есть и другие методы.
С точки зрения того, почему именно печь для сварки прутков, несколько причин. Вы можете использовать домашнюю кухонную духовку, но это, конечно, не рекомендуется.Печи для сварки прутков созданы специально для этой задачи. Они делают одно, и только одно — в то время как ваша кухонная духовка не предназначена для сушки сварочных электродов!
Также существует проблема портативности. Вышеуказанные портативные варианты позволяют работать где угодно — но удачи вам с кухонной печью на рабочем месте!
Что такое печь для сварочного прутка?
Печь для сварочного прутка — это устройство для хранения и запекания сварочных электродов. После открытия герметичной упаковки, в которой они входят, сварочные электроды подвергаются воздействию воздуха и могут начать поглощать воду.Печи для сварки прутков предотвращают это и удаляют всю влагу, которую они могут собирать.
Печи для прутковой сварки бывают разных форм и размеров, от небольших портативных устройств до гигантских промышленных размеров. Они имеют разную грузоподъемность и температуру для различных нужд и применений. От энтузиаста-энтузиаста до большой сварочной мастерской — здесь найдется печь для сварки прутков на любой вкус.
Последние мысли
Независимо от того, занимаетесь ли вы сваркой в свободное время или зарабатываете себе на жизнь, я надеюсь, что вы согласитесь с описанными выше вариантами печей для сварки прутков.Я избегал крупных промышленных предприятий в пользу списка, который подходит людям любого уровня подготовки и увлеченности. Я надеюсь, что где-нибудь наверху вы найдете печь для сварочного прутка, от небольших и портативных до немного более крупных.
5 шагов, которые помогут улучшить вашу сварку стержнем
Ручная сварка, или, как ее чаще называют, дуговая сварка экранированного металла (SMAW), является одним из старейших видов сварки, используемых до сих пор.Часто говорят, что сварка палкой — самый сложный процесс сварки для начинающих. Должен сказать, что полностью согласен.
Для овладения ею требуется максимум навыков, терпения, сосредоточенности и техники. Я всегда говорил своим студентам-сварщикам, что сначала я учу клюшку, и если вы освоите сварку палкой, у вас не будет проблем с изучением других процессов.
Разбив SMAW на 5 основных этапов, мы сможем лучше понять процесс. Понимая процесс и параметры того, какие эффекты дают хороший сварной шов, мы можем улучшить сварные швы.
Запомните аббревиатуру CLAMS , которая означает Current, Length of the Arc, Angle, Manipulation и Speed . Это движущие факторы успешной сварки с использованием процесса SMAW. Эти переменные также переносятся на другие сварочные процессы. Понимая CLAMS и применяя их к сварке, вы сможете надежно выполнять качественные сварные швы во многих процессах.
ТОК
Выбор подходящего тока, вероятно, является самым важным параметром для получения качественной сварки.Самая распространенная проблема, с которой сталкиваются начинающие сварщики при старте, — это прилипание стержня к пластине. Мы все были там. Выбрав правильную силу тока, мы можем помочь предотвратить прилипание электрода. Кроме того, если наша сила тока установлена слишком низкой, мы рискуем не получить достаточное проникновение в основной металл и сварной шов не смачиваться на носках основного металла.
С другой стороны, если мы установим слишком высокую силу тока, мы можем увидеть сварочную лужу, которая будет слишком широкой и слишком жидкой.Слишком жидкую лужу очень сложно контролировать. Мы также рискуем получить подрезы вдоль кромок сварного шва и чрезмерное разбрызгивание. Избыточная сила тока может также повредить различные элементы из флюсового покрытия электрода и в конечном итоге полностью изменить характеристики электрода.
Когда мы используем соответствующую силу тока, мы обнаруживаем, что сварной шов течет плавно, и мы не получаем разрывов, связанных с неправильной силой тока.
Многие производители электродов обычно предоставляют широкий диапазон допустимой силы тока для каждого из своих электродов. Например, один производитель электродов рекомендует использовать электрод E7018 1/8 ”для работы в диапазоне 90–160 ампер. Это разница в 70 ампер. Конечно, электрод будет неплохо работать при любой из этих ампер, но мы ищем оптимальные результаты.
Хорошее практическое правило, чтобы найти хорошую пусковую силу тока для электродов с низким содержанием водорода, — использовать десятичный эквивалент диаметра электрода.Например, если мы используем E7018 1/8, мы можем взять 1 и разделить его на 8, что даст нам 0,125, поэтому мы будем использовать 125 ампер как хорошее место для начала.
Аналогично, 3/32 ”E7018 будет иметь десятичный эквивалент 0,093, поэтому мы будем использовать 93-ампер в качестве хорошего места для начала.
Длина дуги
Ударяя электродом по материалу, мы должны убедиться, что у нас есть соответствующая длина дуги.Отличный метод для этого — поддерживать длину дуги не больше диаметра электрода. Если вы используете электрод 1/8 дюйма, держите длину дуги не более 1/8 дюйма, то же правило применяется для любого другого диаметра электрода, который вы можете использовать.
Если длина дуги слишком мала, вы рискуете застрять в электроде, а это совсем не весело. Если длина дуги слишком велика, существует риск ее погашения, чрезмерного разбрызгивания сварочного шва и даже подреза.По мере увеличения длины дуги увеличивается и напряжение. Когда это происходит, лужа становится шире, чем необходимо, и края расширенной дуги врезаются в основной металл и размывают стороны лужи, создавая поднутрение. Когда электрод находится так далеко, внутреннее ядро не может заполнить основным металлом, чтобы заполнить эродированные края. Мне нравится держать дугу как можно ближе, особенно когда выходишь из позиции.
Уголок
Когда дело доходит до сварки, углы оказывают огромное влияние на результат сварки.Два основных угла, на которые вам действительно нужно обратить внимание, — это угол поворота и рабочий угол. Сначала давайте обсудим угол поворота. С помощью стержневых электродов мы хотим протащить стержень в направлении сварки. Когда кончик электрода касается основного металла, нам нужно повернуть противоположный конец электрода под углом 20-30 ° по направлению движения. Это обеспечит образование лужи жидкости и хорошее проникновение в основной металл. Если угол перемещения составляет менее 20 °, существует риск образования брызг при сварке (картечь) из-за энергии на кончике электрода, вызывающей разрушение лужи.Как только мы начинаем проходить угол 30 °, мы начинаем рисковать уменьшить проникновение сварного шва в основной металл.
Второй угол, на котором нам нужно сосредоточиться, — это рабочий угол. Рабочий угол будет определять размещение сварного шва. Мы хотим убедиться, что сварной шов будет именно там, где мы ожидаем. Для валика на пластину или стыкового шва мы хотим обеспечить рабочий угол 90 ° перпендикулярно пластине. Для любых угловых сварных швов вам нужно использовать рабочий угол 45 °, это обеспечит равномерное размещение валика между двумя кусками материала.Для многопроходных сварных швов вы захотите разделить основание предыдущего сварного шва пополам с электродом, чтобы обеспечить 50% покрытия предыдущего сварного шва и 50% стыковки с основным металлом.
Манипуляции
При сварке в горизонтальном положении обычно не требуется особых манипуляций. Вы действительно хотите, чтобы манипуляции были в пределах от 1-1 / 2 до 2 диаметров электрода. В большинстве случаев вы можете просто медленно продвигать основной металл, и электрод сделает всю работу за вас, пока сохраняется правильный ход и рабочий угол.Если вы выполняете сварку в вертикальном положении, обычно используется небольшое колебание, у каждого сварщика свои предпочтения, некоторые перемещаются из стороны в сторону, некоторые создают Z-образный узор, перекрывая сварочную ванну каждый раз, когда они встречаются. Я предпочитаю U-образный механизм и держу бассейн размером ¼ дюйма. Какую бы технику вы ни выбрали, сосредоточьтесь на сторонах сварного шва. Я обычно задерживаюсь на доли секунды с каждой стороны и быстро прохожу через середину сустава. Поскольку вы работаете против силы тяжести, центр сварного шва позаботится о себе сам.Слишком медленное перемещение через середину приведет к чрезмерному скоплению в центре сустава.
СКОРОСТЬ
Последнее, что мы обсудим, это скорость. Чтобы развить хорошую скорость, ударьте по электроду и установите дугу, сделайте небольшую паузу, чтобы дать луже время для развития. Как только лужа достигнет желаемого размера, продолжайте медленно тянуть через стык, поддерживая одинаковый диаметр лужи на всем протяжении. Вы будете знать, если будете двигаться слишком медленно, потому что сварной шов станет шире и начнет нарастать выше, чем необходимо.Слишком медленное движение приведет к увеличению сварного шва с меньшим проваром. Лучше использовать несколько сварных швов для областей, требующих большего заполнения, чем двигаться медленно и делать более широкий проход.
Если вы едете слишком быстро, сварочная лужа станет уже, чем предполагалось. Сварной шов также будет иметь более высокий венец, поскольку у электрода не будет достаточно времени, чтобы расплавиться с основным металлом. Слишком быстрое перемещение приведет к высокому профилю кромки валика, отсутствию проплавления вдоль пальцев сварного шва, небольшому провару или его отсутствию и перекрытию.Всего этого следует избегать для получения прочного шва.
Если вы только учитесь, отмерьте свою тарелку на сегменты в 1 дюйм и проведите линии с помощью мыльного камня. Переход от одной линии к другой займет около 5-6 секунд, пока вы путешествуете по стыку. Считайте это в своей голове, пока идете. Со временем вы сможете уйти от места, звуковой и мышечной памяти.
Заключение
Используя методы, перечисленные выше, вы будете на правильном пути к овладению процессом SMAW.Ключ к развитию необходимых навыков — практика, практика и практика.