Как варить металл, чтобы не повело | ММА сварка для начинающих
Листовой металл очень часто ведёт при сварке, в результате чего портится работа и свариваемая заготовка. Деформация металла, особенно тонкого, часто вызвана отсутствием опыта у сварщика и вследствие неправильного выбора сварки. Рассмотрим основные проблемы, из-за которых металл «ведёт» при сварке, и как не допустить его деформации.
Почему ведёт металл при сварке
Очень часто при сварке тонколистового металла, например, при изготовлении дверей, вся конструкция деформируется. Происходит это из-за воздействия на неё высоких температур, а также вследствие допущенных ошибок во время сварки.
Особенно заметная будет деформация тонколистового металла, после остывания. Здесь все во много зависит от его коэффициента линейного расширения и теплопроводности. Чем меньше будет теплопроводность свариваемого металла, тем выше вероятность его деформации.
В некоторых случаях, и вовсе, чтобы не допустить деформаций, сварку изделий осуществляют, только в нагретом состоянии.
Как варить металл, чтобы не повело
Рассмотрим решение данной проблемы:
Последовательное прохождение сварочных швов. Если нужно варить тонколистовой металл, то, чтобы избежать его деформации, целесообразно будет использовать обратноступенчатый шов, не более чем 300 мм. После того, как металл остыл, можно будет заварить оставшиеся щели. Таким образом, тонколистовой металл не поведёт.
Точнее деформации будут, однако ранее сделанные, «короткие» швы, будут компенсировать их. Кроме того, в ряде случаев, при сварке тонкого металла, лучше всего сначала использовать прихватки, а уже потом обваривать шов.
Предварительное сгибание свариваемых заготовок. Ещё один из способов, который позволит уменьшить деформацию тонкого металла, связан с выгибанием заготовки в противоположное направление от напряжений при сварке.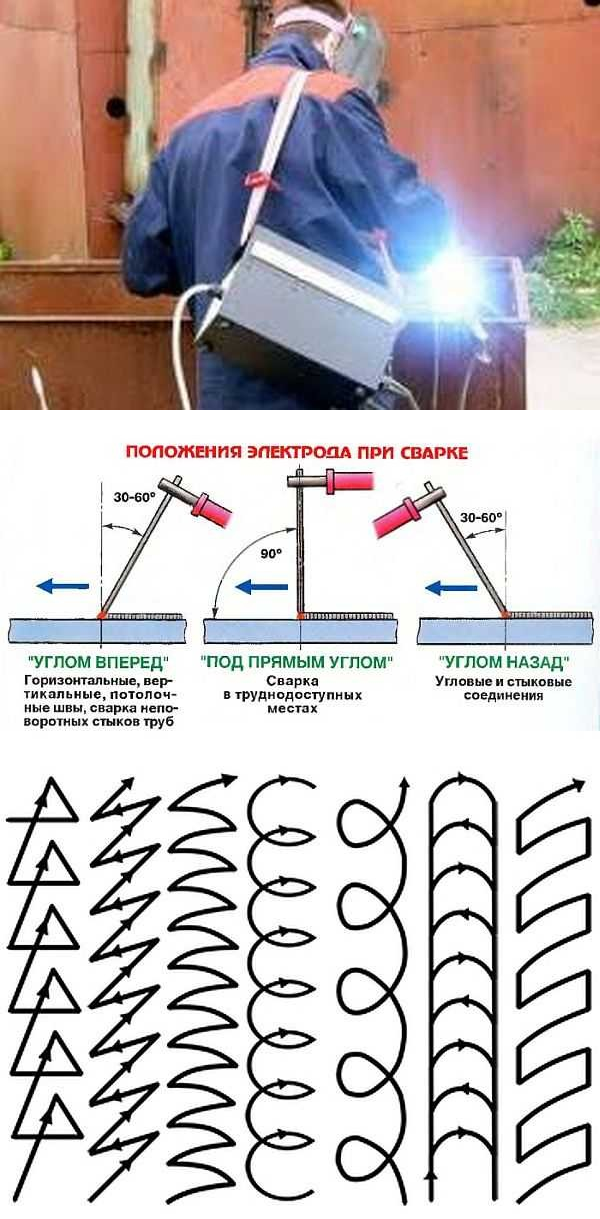 Таким образом, после того, как сварка будет произведена, металлическая заготовка под воздействием деформации вернётся в нужное положение.
Таким образом, после того, как сварка будет произведена, металлическая заготовка под воздействием деформации вернётся в нужное положение.
Какой сваркой лучше всего варить тонколистовой металл
Чем выше будет температура в зоне нагрева, тем больше вероятность того, что металл поведёт.
Различные виды сварки имеют разный температурный режим, поэтому если нужно часто варить тонкий металл, то стоит задуматься вот над чем:
- Кислородно-ацетиленовая сварка — не самый лучший вариант для того, чтобы варить тонколистовой металл. Самые большие деформации происходят именно при данном виде сварки, так как её температура достигает 3100 °C.
- ММА сварка — всеми любимая ручная дуговая сварка электродом с покрытием. При ручной дуговой сварке, температура, возникающая на конце электрода гораздо ниже, от 2400 до 2700 °C. Поэтому данный вид сварки более предпочтителен для соединения тонколистового металла.

- Полуавтоматическая сварка MIG/MAG — температура нагрева составляет порядка 1500 °C, а скорость сварки ещё быстрее, чем при ручной дуговой сварке. Поэтому MIG и MAG, является наиболее удобной для сварки заготовок выполненных из тонколистовой стали.

Ну и последнее, это правильная организация отведения тепла в зоне сварки. Для этих целей можно использовать как специальные теплоотводящие медные пластины, так и подручные средства. Например, можно применить влажный асбест, для того, чтобы наложить его рядом со сварочным швом или другие материалы.
Еще статьи про сварку:Как варить тонкий металл? — Справочник сварщика
Сварочный
процесс – это целая наука, требующая помимо знаний, постоянную практику. В
сварочном деле встречается достаточно много особенностей и нюансов, одним из
которых является сварка тонкого металла. В этой статье мы постараемся
рассказать, как поочередно и правильно варить тонкий металл с помощью
сварочного инвертора.
При сварке тонких металлов (подразумевается, сваривание тонких листов), листы укладываются один на другой с толщиной 5 мм. Верхний лист металла должен надежно прилегать к нижнему листу, поэтому для их плотного соприкосновения можно пользоваться грузами и другими подходящими, подручными средствами.
Значение сварочного тока для сварки тонкого металла устанавливается в зависимости от толщины и марки стали. Также, от толщины будет зависеть и диаметр электрода. К примеру, для сваривания листов металла с толщиной 1 мм, необходим электрод, диаметром 2 мм. При этом величину сварочного тока стоит установить на 30А. Если для 1 мм листов берется 3 мм электрод, следует установить значение сварочного тока в 50А.
Но, лучше всего перед основной сваркой тонких металлических листов, провести пробную сварку. Таким образом, вы точно откалибруете значение сварочного тока, или решитесь сменить электрод.
От этих
параметров будет зависеть и скорость ведения сварочного шва, поэтому если
скорость слишком большая, значение тока следует установить поменьше, и,
наоборот, если сварочная ванная продвигается слишком медленно.
Для сварки тонкого металла, часто пользуются сварными швами в виде перемычек. Так, эти швы получаются длиной 5-10 мм, и изготавливаются через каждые 50-100 мм соединения стальных листов.
Обратите внимание, что в зависимости от установленных ранее параметров, вы можете делать чуть больше, или чуть меньше размеры сварочных швов. Конечно, не рекомендуется делать слишком маленькие прихватки, поэтому делайте швы такими, как было указано выше.
Как варить тонкий металл встык?
Для того чтобы сварить тонкие металлические листы встык, используют прерывистый шов. При этом, электрод периодически помещают в новую зону для того чтобы было меньше колебаний во время сварки. Это касается тех случаев, когда длина стыковочной области составляет более 200 мм.
Помните, что
вы можете начать со сварки одного края, а потом начать варить с другого края.
Во время сварки встык, часто используют вспомогательные прокладки, которые
делают сварочный процесс удобнее и надежнее.
Как варить тонколистовой металл сварочным инвертором
Как варить тонколистовой металл инвертором
Содержание статьи:
Если вам необходимо сварить тонколистовой металл (менее 2-х мм), то приготовьтесь испытать определённого рода трудности. При сваривании тонкого металла, есть риски не только прожига, но и что заготовку поведёт, поэтому те правила, которыми вы руководствовались при сварке толстых металлов, здесь, увы, не работают.Подготовка к сварке тонкого металла
Если вы начинающий сварщик и ещё не сталкивались со сваркой тонколистового металла, то вам обязательно нужно потренироваться на ненужных металлических заготовках, толщиной не более 2 мм. Таким образом, получится узнать, как поведёт себя металл при сварке инвертором, с какой скоростью нужно вести электрод и т. д.
Таким образом, получится узнать, как поведёт себя металл при сварке инвертором, с какой скоростью нужно вести электрод и т. д.
В любом случае, подходить к выполнению сварочных работ, нужно тщательно подготовившись. Наличие кожаных термостойких перчаток на руках, маски сварщика и невоспламеняющейся одежды — обязательное условие техники безопасности при сварке.
Также не забывайте и о других мерах безопасности. Если сварочные работы осуществляются в закрытом помещении, то в нем должна быть достаточная вентиляция. Место сварки не должно быть загромождено легковоспламеняющимися предметами, а поблизости, обязательно должен находиться рабочий огнетушитель или ведро с водой.
Как варить тонколистовой металл инвертором
Для сварки тонкого металла в домашних условиях предпочтительно использовать инверторный сварочный аппарат. Возможность менять полярность на инверторе даёт неплохие результаты при сваривании тонкого металла. Плюс ко всему, сварочный шов полученный инвертором более ровный и аккуратный, чем при сварке на переменном токе.
Как бы там ни было, но перед тем, как начать работу, убедитесь в том, что для сварки тонколистового металла подобраны правильные электроды (диаметр), и выставлен соответствующий этому значения, сварочный ток на инверторе. Оптимальным значением сварочного тока для электродов диаметром 1,6-2 мм, будет значение в 30-40 А.
Так же, как было отмечено выше, меняя режим подключения инвертора можно добиться лучших результатов при сварке тонколистовых металлов. Рекомендуется для этого использовать обратную полярность при подключении инвертора (электрод подключается к «+», а масса к «-» сварочного инвертора).
Таким образом, можно исключить прожог тонкого металла при сварке и получить красивый и ровный сварочный шов.
Процесс выполнения сварочных работ
После подготовки можно приступать к сварке тонколистового металла инвертором:
- При сварке тонколистового металла необходимо выдерживать все время короткую сварочную дугу и достаточно высокую скорость сварки. Таким образом, удастся избежать прожога металлического изделия и не испортить его в итоге.
- Каждый раз, нанося сварочный шов, необходимо использовать металлическую щётку, которая поможет избавиться от шлака и его следов на металле.
- Вначале рекомендуется точечно прихватить металл в местах его соединения. Таким образом, есть вероятность того, что тонкий металл не поведёт при наложении основного шва.
- Если необходимо варить очень тонкий металл (менее 2 мм), то делать это рекомендуется только точечными прихватками. Данный процесс продолжается до тех пор, пока прихватки не начнут перекрывать друг друга, и не образуют тем самым, сплошной сварочный шов. Только после этого можно наносить второй шов для герметичности, если она требуется.
- Рекомендуется осуществлять наложение сварочного шва при сварке тонкого металла — снизу вверх, а сам металл, для удобства выполнения работ, немного наклонить в сторону, относительно горизонтальной поверхности.
 Таким образом, удастся избежать прожога металлического изделия и не испортить его в итоге.
Таким образом, удастся избежать прожога металлического изделия и не испортить его в итоге.Сварка тонколистового металла, достаточно сложная работа, которая требует не только качественных расходных материалов, но и опыта. Только при наличии определённых знаний и набитой руки, получится качественно варить тонкий металл без прожога и свищей.
Только при наличии определённых знаний и набитой руки, получится качественно варить тонкий металл без прожога и свищей.
Пробую варить.Подскажите,что к чему — Вопросы новичков о сварке
Приветствую! Знаете, здесь люди не злобливые но могут и это самое за такое… Есть тут один человек.Не он хороший тока это… ну всё нормально будет. Даже вам он может ответить. Тока не пишите что прочитали кучу книг по теории и при этом
задаёте тот вопрос что в конце. А то один написал… Если интересно можете найти в форуме. Не там у вас всё хорошо. Просто «до боли» стало знакомо.
Личная «просьба».
1- не ленитесь, почисти металл.
2-не давайте ему ток 140 ампер. Ну не надо вам это.
3- не стучи электродом, старайтесь чиркать. Гоните эту привычку, стучать. Электроды прекрасно и так зажгутся при нормальных уставках тока.
4- крайне не рекомендую электрод 4 мм. Вам что барабан парового котла варить.

5- старые русские, не русские, китайские (да китайские отдельно) в общем старые выкинуть. Не если в хорошем состоянии то намана.
6- электрод пака держите как удобно.
7- очень рекомендую посетить фотогалерею. Там и мая тема есть, описал поподробнее наверно, так как первый раз варил такой диаметр…
8- дугу не ведите это точно малый ток и слишком близко держите.
9- вот когда вы ванну с металлом не разглядите будет весело, с начало.
10- так 160 ампер и 4-ка сдохла, очень рекомендую проверить тестером напругу в сети. Если меньше 210 это очень не гуд для вас. Вы попали с таким инвертором. Мой 4-ку на 140 выжегает хоть бы хны. Скорее всего проблемы в сети.
11- так что там ещё вот уточните не ведите дугу или расплавленный металл. Это большая разница. Если без опыта то на наших электродах типа МР-3 ручаюсь металл вы не уведите, тока шлак.
 Надо током и скоростью подбирать. Если у вас электроды Российские УОНИ то там легче его разглядеть, с как бы стеклянным шлаком после остывания.
Надо током и скоростью подбирать. Если у вас электроды Российские УОНИ то там легче его разглядеть, с как бы стеклянным шлаком после остывания. 12- про маску не чего не скажу, у меня простая. Если бы не затемняла лежали бы вы сейчас с компрессом но глазах. И зайца вам всю ночь ловить.
13-Китайские электроды, оно вам надо? Берите пака МР-3 2мм и 3мм. И УОНИ. Ну если деньги есть можно и чего нибудь от ESAB.
14- не нужен вам толстый электрод, поверте. 2мм, 2,6мм, 3 мм за глаза…
15-держак и массу выкинь не задумываясь если так пошло. Возьми комплект примерно за 400 р. Посмотри мои темы там есть фото. 3-й год держится.
16- да я не давно узнал что аппарат не рекомендуется выключать сразу после окончания работы. Погоди минут 5-10.
17- если вести электрод углом вперёд проплавленние меньше, назад больше провар будет. Про угол думаю разберёшься.
18- профи могут сказать и на оборот, про углы ведения. Но на то они и профи, им что вперёд что назад что 90 градусов всё равно хорошо, ну почти.
 Они почти всем отвечают. Спасибо им за внимание к «безнадёжным»
Они почти всем отвечают. Спасибо им за внимание к «безнадёжным»19- сожгёшь 20-30 килограмм разных электродов зайдёшь на форум выложишь хорошее фото мастера поправят и возможно разъяснят что куда…
Посмотри мои фото как начинающего (по такому материалу «трубы») Тема Ну возьмите меня к себе, есть.
21- а ещё следите чтоб провода не проплавились об горячий металл, такое начнётся…… как у меня один раз…. б….
Как сваривать: основы идентификации металла — Новости Матери-Земли
1 / 4
«Сварка на ферме и в мастерской» Эндрю Пирса инструктирует начинающего слесаря о том, как сваривать, резать или формовать металл — практическое руководство, которое нужно иметь на даче.
Обложка предоставлена издательством Fox Chapel
2 / 4
Доменные печи производят передельный чугун с высоким содержанием углерода и примесей. Твердость и хрупкость увеличиваются с увеличением содержания углерода. Стали низов углеродистой лиги свариваются на ферме. Так же как и те, что посередине, хотя они требуют большей осторожности при выборе стержня, подготовке соединения и последующем охлаждении. Высокоуглеродистые стали не свариваются обычными методами. Добавление тире других элементов к углеродистым сталям дает широкий спектр более прочных легированных сталей.
Твердость и хрупкость увеличиваются с увеличением содержания углерода. Стали низов углеродистой лиги свариваются на ферме. Так же как и те, что посередине, хотя они требуют большей осторожности при выборе стержня, подготовке соединения и последующем охлаждении. Высокоуглеродистые стали не свариваются обычными методами. Добавление тире других элементов к углеродистым сталям дает широкий спектр более прочных легированных сталей.
Диаграмма предоставлена издательством Fox Chapel
3 / 4
Чугунная торцевая пластина створчатой скобы, приваренная к центральной балке из мягкой стали для большей жесткости, является примером работы с использованием электродов из разнородной стали.
Фото предоставлено издательством Fox Chapel
4 / 4
Литая стальная пластина насоса Surry, восстановленная до размеров, близких к первоначальным, является примером работы с использованием электродов из разнородной стали.
Фото предоставлено издательством Fox Chapel
❮ ❯ Почти каждый может научиться сварке, утверждает Эндрю Пирс в своем простом и удобном руководстве по самостоятельной работе с металлом Сварка на ферме и в мастерской (Fox Chapel Publishing, 2012). В этом отрывке из введения к книге Пирс начинает с объяснения состава различных сплавов и свойств различных металлов.
В этом отрывке из введения к книге Пирс начинает с объяснения состава различных сплавов и свойств различных металлов.
Купить эту книгу в магазине НОВОСТИ МАТЬ-ЗЕМЛЯ : Сварка на ферме и в мастерской.
Что такое сварка?
Это процесс соединения материалов с использованием тепла. При сварке плавлением компоненты соединения нагреваются до тех пор, пока они не расплавятся или не расплавятся под давлением. Кузнецы используют тепло и удары молотом, но здесь нас больше интересует получение тепла для выполнения работы.
Это тепло исходит от электрической дуги, газового пламени или, в случае пластмасс, от фена. Наполнитель обычно добавляют в соединение из электрода или отдельного стержня. Методы сварки не плавлением, такие как сварка твердым припоем (или бронзой) и пайка, также используют тепло, но недостаточно для расплавления металлов, образующих соединение.
Идентификация металла
Хотя точная идентификация стали является сложной задачей, основные классы можно определить с помощью напильника, шлифовального станка и некоторых основных правил. Кованое железо уже не очень распространено, но в прошлом широко использовалось для изготовления цепей и крючков. В нем очень мало углерода, и он податлив. Мягкая сталь является обычным удобным материалом. Обычно он не затвердевает при нагревании и охлаждении, легко гнется и сваривается. Черная низкоуглеродистая сталь — это то, что вы обычно покупаете: в виде полосы она имеет закругленные края и сохраняет покрытие прокатной окалины от горячей прокатки. Яркая низкоуглеродистая сталь в плоской форме имеет квадратные края, блестит и имеет более точные размеры, чем низкоуглеродистая сталь.Он изготавливается путем очистки и холодной прокатки черной мягкой стали, в результате чего металл становится более прочным, но менее пластичным.
Кованое железо уже не очень распространено, но в прошлом широко использовалось для изготовления цепей и крючков. В нем очень мало углерода, и он податлив. Мягкая сталь является обычным удобным материалом. Обычно он не затвердевает при нагревании и охлаждении, легко гнется и сваривается. Черная низкоуглеродистая сталь — это то, что вы обычно покупаете: в виде полосы она имеет закругленные края и сохраняет покрытие прокатной окалины от горячей прокатки. Яркая низкоуглеродистая сталь в плоской форме имеет квадратные края, блестит и имеет более точные размеры, чем низкоуглеродистая сталь.Он изготавливается путем очистки и холодной прокатки черной мягкой стали, в результате чего металл становится более прочным, но менее пластичным.
Серебряная сталь выглядит как блестящая сталь, но намного тверже. Он содержит хром, но, как ни странно, не содержит серебра и обычно продается небольшими партиями. Черные и блестящие низкоуглеродистые стали легко шлифуются и дают длинные светло-желтые искры под угловой шлифовальной машиной. Оба легко поддаются сварке. Серебристой стали нет.
Оба легко поддаются сварке. Серебристой стали нет.
Добавление большего количества углерода в сталь делает ее более твердой и, что вполне логично, приводит к получению углеродистой стали.По мере повышения уровня углерода увеличивается твердость, хрупкость и сложность сварки конечного продукта.
После формовки углеродистые стали часто подвергают термообработке (отпуску) для повышения их упругости. Сварочное тепло может разрушить эффект отпуска, оставив зону соединения твердой и хрупкой до повторной обработки. Пружины — классический пример.
Чем больше углерода в стали, тем сложнее ее напильниковать, а сами напильники имеют очень высокое содержание углерода. Итак, вот быстрый тест.Если неизвестный материал нельзя подпилить, он, вероятно, не поддается сварке.
Исключением может быть чугун; увидеть ниже. Рисунок искры при шлифовании также меняется в зависимости от уровня углерода. По мере подъема искры становятся короче, распускаются ближе к шлифовальному кругу и могут быть более темно-желтого цвета. Если вы сомневаетесь, сравните искры от неизвестного металла с искрами от куска мягкой стали.
Если вы сомневаетесь, сравните искры от неизвестного металла с искрами от куска мягкой стали.
Хотя термическая обработка улучшит устойчивость углеродистой стали, действительно впечатляющие результаты дает добавление небольшого количества экзотических элементов для производства легированных сталей.Все виды металлов — никель, вольфрам, марганец, молибден, кобальт, ванадий — могут оживить смесь, а конечный результат обычно подвергают термообработке, чтобы максимизировать его свойства. Легированные стали используются везде, где требуется прочность, упругость и коррозионная стойкость. Типичными областями применения являются пружины, шестерни и полуоси трансмиссии. Нержавеющая сталь — это вариант, в котором для защиты от коррозии используется хром, что для металлистов является как хорошей, так и плохой новостью. Хотя нержавеющая сталь медленно тускнеет, это нежелание окисляться означает, что она не может быть подвергнута газовой резке.В то время как многие нержавеющие стали немагнитны и поддаются сварке, если магнит прилипает к биту, который вы хотите использовать, не пытайтесь его приварить — очень вероятно, что он растрескается.
Отделение сплава от углеродистой стали в значительной степени зависит от области применения, хотя нержавеющая сталь достаточно легко выделяется благодаря своей атласно-блестящей отделке. Подумайте и о стоимости: дешевый ручной инструмент с большей вероятностью получит свою твердость из закаленной углеродистой стали, чем из дорогого сплава. Отливки можно узнать по их сложной форме, как правило, шероховатой поверхности и любой рельефной надписи на поверхности.Но бита в вашей руке из чугуна или из литой стали? Применение и испытание на шлифование обычно дают ответ.
Серый чугун очень легко ломается при сгибании или ударе, оставляя зернистую поверхность. Тем не менее, он очень хорошо выдерживает сжимающие нагрузки, поэтому используется в станинах машин, корпусах подшипников, корпусах электродвигателей, ременных шкивах, блоках цилиндров, коллекторах и т.д. Термическая обработка серого чугуна позволяет получить гораздо более прочный ковкий чугун, который по прочности и пластичности близок к низкоуглеродистой стали. Ковкий литой используется там, где велики ударные нагрузки; в корпусах тисков, зажимах и вилках карданного вала. Белый чугун очень твердый и хрупкий, и эти свойства используются, когда литая деталь должна сопротивляться износу. Таким образом, для некоторых деталей, соприкасающихся с почвой, расплавленное железо может все еще охлаждаться в определенных областях, пока они находятся в форме, образуя внешний слой твердого белого литья.
Ковкий литой используется там, где велики ударные нагрузки; в корпусах тисков, зажимах и вилках карданного вала. Белый чугун очень твердый и хрупкий, и эти свойства используются, когда литая деталь должна сопротивляться износу. Таким образом, для некоторых деталей, соприкасающихся с почвой, расплавленное железо может все еще охлаждаться в определенных областях, пока они находятся в форме, образуя внешний слой твердого белого литья.
Литые стали выдерживают гораздо более тяжелые нагрузки, поскольку они прочнее чугуна и могут подвергаться термической обработке для повышения их устойчивости. Литые стали появляются там, где требуется прочная сложная форма.
Отличить их друг от друга довольно просто. Самый быстрый способ — это отшлифовать их: чугуны испускают безошибочно узнаваемые тусклые красно-оранжевые искры, которые не искрятся и исчезают очень близко к колесу, в то время как литая сталь искрится ярко-желтым цветом, как мягкая сталь, хотя искры находятся ближе к колесу. и более густой.
и более густой.
Еще одним решающим фактором является испытание молотком. Постучите по литой стали, и она зазвенит, а чугун просто глухо лязгнет. Другие отличия? Чугун трескается, оставляя очень характерную грубую зернистую серую поверхность — немного сломайте, чтобы увидеть — и если вы просверлите или напилите его, стружка будет порошкообразной.Литая сталь дает серебристые опилки.
Когда вы начинаете напильниковывать или обрабатывать чугун, это может показаться очень сложным. Это связано с твердой коркой из белого чугуна, образовавшейся на поверхности, где расплавленное железо контактировало с холодным песком в форме. Пробить эту кожу и серый налет под напильниками, сверлами и станками очень легко. Литые стали не имеют такой твердой оболочки.
Что сварить?
Все зависит от материала и его применения. Для создания 100-процентно надежных соединений в любых материалах, кроме низкоуглеродистой стали, требуется правильный электрод и техника, а также могут потребоваться специальные процедуры до и после сварки для сохранения свойств металла.
Есть только одно правило. Не приваривайте какой-либо компонент, связанный с безопасностью, если вы полностью не уверены в его составе и возможной термообработке. Если деталь необходимо отремонтировать, а не заменить, обратитесь к специалисту.
Какие есть варианты, когда на карту не поставлена безопасность или 100-процентная надежность не важна? Здесь ответом может быть электрод из «разнородных сталей». Хотя металлурги справедливо подчеркивают важность соответствия стержня и материала, эти универсальные стержни часто сталкиваются с несоответствием материала.Если вы столкнулись со сваркой углеродистой или легированной стали:
• Выберите стержень, который подходит к самому сложному из соединяемых металлов.
• Предварительный нагрев. Газовое пламя нагревает детали среднего размера. Перемещайте его, чтобы обеспечить равномерное поступление тепла.
• Используйте минимальный ток, необходимый для сварки, и поддерживайте небольшое количество циклов.
После сварки дайте изделию очень медленно остыть. Положите его на подогретые огнеупорные кирпичи или на сухой песок и накройте, чтобы не было сквозняков. Не кладите только что сваренные детали на холодные поверхности и никогда не подвергайте их закалке-охлаждению.Даже низкоуглеродистая сталь может немного затвердеть, если содержание углерода в ней приближается к верхнему пределу, поэтому там, где действительно важна прочность, не подвергайте ремонт низкоуглеродистой стали закалке в воде.
Положите его на подогретые огнеупорные кирпичи или на сухой песок и накройте, чтобы не было сквозняков. Не кладите только что сваренные детали на холодные поверхности и никогда не подвергайте их закалке-охлаждению.Даже низкоуглеродистая сталь может немного затвердеть, если содержание углерода в ней приближается к верхнему пределу, поэтому там, где действительно важна прочность, не подвергайте ремонт низкоуглеродистой стали закалке в воде.
Среднеуглеродистые стали могут быть сняты после сварки, нагревая область соединения до очень тускло-красного цвета, а затем медленно охлаждая.
Предварительный нагрев серых отливок очень помогает, и всегда необходимо низкое подвод тепла при сварке с последующим медленным охлаждением после сварки. Даже в этом случае успех с чугуном никогда не бывает полностью гарантирован из-за склонности материала к растрескиванию при охлаждении.Важно знать, с каким чугуном вы имеете дело: ковкий литой остывает до хрупкости при дуговой сварке, поэтому сварка бронзы при более низких температурах предпочтительнее. Серый оттенок превратится в хрупкую белую форму при слишком быстром охлаждении.
Серый оттенок превратится в хрупкую белую форму при слишком быстром охлаждении.
Готовы начать? Узнайте больше о том, как сваривать, из «Как паять: полезные советы по пайке для начинающих», еще одного отрывка из «Сварка на ферме и в мастерской ».
Этот отрывок был перепечатан с разрешения Farm and Workshop Welding Эндрю Пирса, опубликованного Fox Chapel Publishing, 2012.Купите эту книгу в нашем магазине: Сварка на ферме и в мастерской .
Опубликовано 8 ноября 2012 г.
СВЯЗАННЫЕ СТАТЬИ
Проект Vineyard Wind будет включать 84 турбины и 800 мегаватт мощности в Атлантическом океане, но рыночная конкуренция с Китаем вырисовывается.
Свечи не только создают настроение.Осветите комнату, добавьте спокойствия в ванну, приготовьте еду, скройте запахи или предохраните себя и свои трубы от замерзания.
Лед, хранящийся в должным образом изолированном здании, прослужит более года без электричества, чтобы обеспечить круглогодичное охлаждение, но требует тяжелой работы.
Методы сварки различных металлов
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к карьерному росту.
Сварщики несут ответственность не только за знание различных методов сварки, но и за то, как сваривать различные металлы. Разные металлы обладают разными свойствами, и метод, хорошо работающий на одном металле, может дать очень плохой сварной шов на другом. Вот обзор требований к сварке различных металлов и сплавов.
Сварка алюминия
Этот металл требует сварки высокой мощности и очень чистых условий. Использование горячего пламени и поверхности основного металла, не содержащей оксидов, поможет избежать образования луж во время сварки и сохранить поверхностное натяжение по мере плавления металла. Предварительный нагрев алюминия также помогает избежать растрескивания сварного шва. Сварщики также должны быть готовы двигаться с высокой скоростью. Медленные сварные швы могут привести к прожогу, особенно на тонких алюминиевых листах.
Предварительный нагрев алюминия также помогает избежать растрескивания сварного шва. Сварщики также должны быть готовы двигаться с высокой скоростью. Медленные сварные швы могут привести к прожогу, особенно на тонких алюминиевых листах.
Сварка стали
Как сплав, сама сталь имеет множество различных типов, и в зависимости от конкретной смеси необходимы различные методы сварки и сварочное оборудование. Низкоуглеродистая сталь лучше всего подходит для точечной сварки. Высокоуглеродистая сталь может образовывать твердые, хрупкие сварные швы, если они не подвергнуты отпуску.Аустенитные и ферритные нержавеющие стали требуют больших технических навыков для сварки и требуют более высокой температуры от точечной сварки. Мартенситная нержавеющая сталь является очень твердым материалом и не подходит для сварки. Большинство сталей и нержавеющих сталей, которые можно сваривать, совместимы с методами сварки TIG. Сварка стержнем обычно используется в строительстве для сварки стальных конструкций.
Сварка меди
Медь и медные сплавы (включая различные виды латуни и бронзы) хорошо подходят для дуговой сварки, поскольку она обеспечивает интенсивную сварку с минимальным нагревом окружающих участков.Медь легко проводит тепло, поэтому это может стать проблемой и привести к потере пластичности металла. Однако более толстые детали следует предварительно нагреть, причем температура зависит от материала или сплава. Медные сварные швы обладают высокой текучестью, поэтому их следует по возможности укладывать горизонтально, чтобы предотвратить капание расплавленного металла.
Курсы сварки в школе сварщиков Талсы
Когда вы будете изучать различные методы сварки в школе сварки в Талсе, инструкторы познакомят вас с различными основными металлами, обычно используемыми при сварке, а также с правильными температурами и методами, необходимыми для создания прочных функциональных соединений для каждого типа металла.Понимание этого фундаментального аспекта сварки имеет решающее значение для любого профессионального сварщика. Большая часть принятия решения о правильной технике сварки для конкретного проекта будет зависеть от свариваемого металла, а не только от задачи, для которой будет использоваться готовая деталь. Для получения дополнительной информации о курсах профессионального обучения сварщикам обращайтесь в Tulsa Welding School.
Большая часть принятия решения о правильной технике сварки для конкретного проекта будет зависеть от свариваемого металла, а не только от задачи, для которой будет использоваться готовая деталь. Для получения дополнительной информации о курсах профессионального обучения сварщикам обращайтесь в Tulsa Welding School.
Заполните форму, чтобы получить информационный пакет без обязательств.
Ресурсы:
http://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/guide-aluminum-welding-detail.aspx
http://www.gowelding.org/Types_of_Welding.html
http://www.brazing. com/techguide/procedures/copper_welding.asp
http://www.ehow.com/list_6453457_types-welding-metals.html
Основы сварки MIG, которые помогут вам правильно плавить металл
Когда кто-то говорит, что может сваривать с помощью сварочного аппарата MIG, слышите ли вы слово «действительно» резонирующим в вашей голове? У каждого из нас есть друг друга, который говорит, что умеет сваривать, но часто две детали скрепляются мешаниной из расплавленной проволоки и металла. Может и держится, но как долго?
Может и держится, но как долго?
Сотрудники Miller непреклонны в том, чтобы помочь энтузиастам стать лучшими сварщиками, а на веб-сайте Miller даже есть интересные советы, рекомендации и статьи, которые помогут добиться этого. Например, мы узнали о Советы и методы сварки MIG для начинающих и подумали, что вам, ребята, может быть интересно почитать.
В статье рассматриваются такие основы, как настройка сварочного аппарата MIG еще до того, как вы начнете варить сталь, передовые методы сварки MIG, а также есть ссылка на отличное видео, которое поможет вам понять основы сварки MIG.Например, знаете ли вы, что прежде чем приступить к сварке, на сварочном аппарате необходимо выполнить две основные настройки: установить нужное напряжение и скорость подачи проволоки.
Miller удобен для энтузиастов, и его сварочные аппараты MIG обычно имеют таблицу прямо внутри откидной крышки доступа, которая дает вам рекомендуемые настройки для различной толщины металла. Эти рекомендации основаны на типе и толщине материала, а также на диаметре используемой проволоки. Эти значения используются для настройки параметров лицевой стороны машины.
Компания Miller впервые применила технологию Advanced Auto-Set, которая позволяет упростить процесс настройки. Наберите толщину материала и диаметр проволоки, и машина автоматически отрегулирует настройки.
Когда сварщик готов плавить металл, чистота имеет первостепенное значение для получения хороших результатов. Хотя сварка MIG более устойчива к незначительным поверхностным загрязнениям, чем сварка TIG, чем чище металл, тем меньше проблем вам придется решать. Любой качественный сварной шов начинается с чистой, подготовленной поверхности, поэтому подготовка поверхности и очистка основного металла является хорошей привычкой.
Наконец, в статье подробно рассказывается о том, как правильно держать оружие. Вы знаете, та часть, которая выплевывает провод. Это критически важный процесс при сварке MIG, поэтому чтение этой части дважды может быть полезным.
Поскольку всем нам нравится чинить старые автомобили, сварка обязательно будет частью этого процесса. У Miller есть различные сварочные аппараты, предназначенные для всех, от новичка, желающего учиться, до профессионала. Получение устройства, которое соответствует вашим потребностям, а затем изучение того, как правильно использовать этот замечательный плавильщик металла, может быть приятным и сэкономить время и деньги.
.