Сварка металла большой толщины — Энциклопедия по машиностроению XXL
Характерной особенностью полуавтоматической сварки под флюсом является применение электродной проволоки диаметром 1,6— 2 мм при высоких плотностях тока, что обеспечивает глубокое проплавление основного металла и сварку металла большой толщины. [c.75]Электроды этого типа рекомендуются для сварки металла больших толщин и жестких конструкций из углеродистых и низколегированных высокопрочных и теплоустойчивых марок стали. [c.143]
Для электрошлаковой сварки металла большой толщины (50—250 мм), выполняемой за один проход на токе в электроде 500—700 а со скоростью [c.184]
Необходимость подогрева и последующей термообработки может возникнуть при сварке металла больших толщин из углеродистых, низколегированных и других марок стали (что в формулировках свариваемости не отмечается).
Растягивающие напряжения, вызванные сваркой, могут стать причиной ускорения межкристаллической коррозии и коррозионного растрескивания, а при сварке металла больших толщин при наличии трехосного напряженного состояния — хрупких разрушений. [c.498]
При сварке металла большой толщины существует опасность возникновения и развития трещин в швах. Для предотвращения этого эффекта при сварке толстолистовой стали применяют различные способы заполнения разделки (рис. 7.6). [c.202]
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва (J-JV на рис. 1.8) понимают часть металла сварного шва, которая состоит из одного или нескольких валиков (7-5 на рис. 1.8), располагающихся на одном уровне поперечного сечения шва. Валик -металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
[c.14]
Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
[c.14]Так как выделение теплоты в шлаковой ванне происходит главным образом в области электрода, максимальная толщина основного металла, свариваемого с использованием одной электродной проволоки, обычно ограничена 60 мм. При сварке металла большей толщины электроду в зазоре между кромками сообщают возвратно-поступательное движение (до 150 мм) или используют несколько неподвижных или перемещающихся (рис. 3.59) электродов. В этом случае появляется возможность сварки металла сколь угодно большой толщины. [c.154]
При сварке термически упрочненных сталей на участках рекристаллизации и старения может произойти отпуск металла с образованием структуры сорбита отпуска и понижением прочностных свойств металла. Технология изготовления сварных конструкций из низколегированных сталей должна предусматривать минимальную возможность появления в зоне термического влияния закалочных структур, способных привести к холодным трещинам, особенно при сварке металла больших толщин.
Перспективно для сварки высоколегированных сталей использование электронного луча. Возможность за один проход сварить без разделки кромок металл большой толщины с минимальной протяженностью околошовной зоны — важное технологическое преимущество этого способа. Однако и при этом способе возможно образование в шве и околошовной зоне горячих трещин и локальных разрушений. Наличие вакуума, способствуя удалению вредных примесей и газов, увеличивает испарение и полезных легирующих элементов. При глубоком и узком проваре часть газов может задержаться растущими кристаллами в шве и образовать поры. Сварка металла большой толщины затруднена из-за непостоянства глубины проплавления. Сложность и дороговизна аппаратуры и процесса определяют возможность применения электронно-лучевой сварки только при изготовлении ответственных конструкций.
[c.379]Но условия сварки плавлением аустенитных сталей и сплавов настолько многообразны в современной практике, что, стоя на указанной позиции, далеко не всегда удается достигнуть положительных результатов. Это относится прежде всего к сварке металла большой толщины, к сварке жестких узлов и конструкций и т. д.
Газовая сварка преимущественно применяется для сварки тонколистового металла (толщиной до 5 мм). Сварку металла большой толщины рационально производить более производительными процессами дуговой сварки плавлением, в том числе плавящимся электродом в среде углекислого газа. [c.87]
Для сварки металла большой толщины (более 60 мм) используют сварочные автоматы, которые сообщают электродной проволоке поперечные возвратно-поступательные движения. [c.191]
Для металла, склонного к закалке, следует осуществлять более мощный тепловой режим. При этом увеличивается объем разогреваемого металла, а следовательно, замедляется остывание. Кроме того, при сварке металла больших толщин, а также при низких температурах окружающего воздуха рекомендуется выполнять предварительный и сопутствующий подогрев. Это уменьшит скорость охлаждения и разность температур между холодными и нагретыми частями свариваемого изделия.
[c.121]
Кроме того, при сварке металла больших толщин, а также при низких температурах окружающего воздуха рекомендуется выполнять предварительный и сопутствующий подогрев. Это уменьшит скорость охлаждения и разность температур между холодными и нагретыми частями свариваемого изделия.
[c.121]
Основное покрытие (Б) в качестве шлакообразующей основы имеет плавиковый шпат и карбонаты кальция и магния (мел, магнезит, мрамор). Газовая защита обеспечивается углекислым газом, образующимся при разложении карбонатов. Металл, наплавленный электродами с таким покрытием, по химическому составу соответствует спокойной стали, обладает минимальным содержанием азота и кислорода, высокими показателями ударной вязкости как при положительной, так и отрицательной температуре, хорошей стойкостью против образования кристаллизационных трещин. Эти электроды особенно целесообразны для сварки металла большой толщины, сталей с повышенным содержанием серы и углерода, жестких конструкций из литых углеродистых, низколегированных и высокопрочных сталей.
Сварка металла большой толщины. Многослойные швы рекомендуется сваривать методом горки или каскадным методом. При сварке горкой (рис. 46) на участке длиной 200—300 мм накладывают первый слой. Затем после очистки первого слоя от шлака, окалины и [c.104]
Мп и от 0,3 до 0,6% 51). Металл шва, стойкий против образования кристаллизационных трещин, старения, имеет достаточно высокие показатели ударной вязкости как при положительных, так и при отрицательных температурах. Электроды с основным покрытием применяют для сварки металлов большой толщины, для изделий, работающих в тяжелых эксплуатационных условиях или транспортирующих газы, а также для сварки литых углеродистых, низколегированных высокопрочных сталей и сталей с повышенным содержанием серы и углерода. Электроды с фтористо-кальциевым покрытием весьма чувствительны к образованию пор во время сварки, если кромки свариваемых изделий покрыты окалиной, ржавчиной, маслом, а также если электродное покрытие ув-
[c. 72]
72]
Сварка металла большой толщины. Многослойные швы рекомендуется сваривать методом горки или кас- [c.118]
Послойная проковка швов рекомендуется при сварке металлов больших толщин и специальных жаропрочных сталей. Проковку производят после наложения каждого слоя частыми легкими ударами пневматического зубила с закругленным бойком радиусом 2—3 мм. Частота и интенсивность проковки выбираются [c.285]
Электрошлаковая сварка — новый метод сварки металлов больших толщин. При этом методе сварки тепло для плавления свариваемого и электродного металла выделяется за счет прохождения тока через расплавленный флюс-шлак.
При сварке металла большей толщины следует применять электроды диаметром 4—5 мл1. [c.175]
Толщину стержня электрода выбирают в зависимости от толщины свариваемой детали. Для сварки металла большей толщины берут электрод с более толстым стержнем и, наоборот, тонкие детали сваривают более тонким стержнем электрода. В ремонтной практике используют преимущественно электроды со стержнем диаметром от 2 до 5 мм.
[c.73]
В ремонтной практике используют преимущественно электроды со стержнем диаметром от 2 до 5 мм.
[c.73]
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, типа сварного соединения, положения шва в пространстве, размеров детали, состава свариваемого металла. При сварке в стык металла толщиной до 4 мм применяют электроды диаметром, равным толщине свариваемого металла. При сварке металла большой толщины применяют электроды диаметром 4—8 мм при условии обеспечения провара основного металла. В многослойных стыковых швах первый слой выполняют электродом диаметром [c.285]
Сун ествующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины (при односторонней сварке ручной — до 4 мм, механизироваппой под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в глубь соединения и полного проплавления кромок на всю их толщину. [c.10]
[c.10]
При необходимости увеличения мощности пламени, т. е. количества энергии, выделяемой пламенем в единицу времени (например, при ацетилено-кислородной сварке металлов больших толщин), следует изменять диаметр сопла или сечение потока, а не скорости его истечения, так как это может привести к срыву пламени.
Шлаковая ванна — более распределенный источник теплоты, чем электрическая дуга. Основной металл расплавляется од- новременно по всему периметру шлаковой ванны, что позволяет вести сварку металла большей толщины за один проход. [c.241]
Электропшаковри сваркой соединяют детали толщиной более 40—50 мм, причем верхний предел свариваемых толщин практически не охраничен. Электрошлаковая сварка позволяет значительно повысить производительность, особенно при сварке металла большой толщины обеспечить высокое качество сварного соединения вследствие надежной защиты жид- [c.462]
Сварка в углекислом газе низкоуглеродистых сталей толщиной до 4 мм выполняется проволокой марок Св-08ГС и Св-08Г2С диаметром 0,7. .. 1,4 мм для сварки металла большой толщины применяют проволоку диаметром 1,4…2,5 мм (табл. 8.5).
[c.236]
.. 1,4 мм для сварки металла большой толщины применяют проволоку диаметром 1,4…2,5 мм (табл. 8.5).
[c.236]
Присадочный пруток при ручной сварке тонколистового материала вводят не в столб дуги, а несколько сбоку возвратно-поступательными движениями при сварке металла большей толщины — поступательнопоперечными перемещениями. При сварке многослойных швов отдельные валики рекомендуется выполнять не на всю ширину разделки (многопроходными). [c.132]
Разделки кромок заполняют в зависимости от толщины металла любым из известных способов наложения швов. Последовательное наложение швов применяют при сварке металла толщиной до 25 мм. Каскад и горку используют при сварке металла большей толщины. Выбор схемы заполнения разделки кромок определяется необходимостью сохранить температуру подофева мета)1ла в процессе сварки. [c.295]
Переход на самоорганизующиеся технологии открыл реальную перспективу резкого повышения качества сварных швов и снижения энергоемкости процесса сварки плавлением [574, 575 и др. ]. В настоящее время как альтернатива электронно-лучевой сварки металлов больших толщин (но на воздухе, без вакуумной камеры) разработана дуговая сварка неподвижным плавящимся электродом. В этом случае между свариваемыми пластинами плотно устанавливают металлический изолированный электрод толщиной 1—3 мм, а между кромкой электрода и основным металлом возбуждают дугу, которая самораспространяется в узком зазоре со скоростью до 5 м/с, отбрасывая расплавленный металл в зазор и заполняя его. Автоколебательное движение дуги по торцу электрода осуществляется за счет взаимной нелййейной связи электрического и температурного полей в плавящемся электроде. Разработанная технология позволяет сваривать за один проход сталь толщиной 20—100 мм со скоростью 10—40 м/ч. Если оценивать производительность данной техноло- гии при формировании сварного шва (глубиной 100 мм) с помощью произведения глубины шва на скорость сварки, то, как установлено в
[c.361]
]. В настоящее время как альтернатива электронно-лучевой сварки металлов больших толщин (но на воздухе, без вакуумной камеры) разработана дуговая сварка неподвижным плавящимся электродом. В этом случае между свариваемыми пластинами плотно устанавливают металлический изолированный электрод толщиной 1—3 мм, а между кромкой электрода и основным металлом возбуждают дугу, которая самораспространяется в узком зазоре со скоростью до 5 м/с, отбрасывая расплавленный металл в зазор и заполняя его. Автоколебательное движение дуги по торцу электрода осуществляется за счет взаимной нелййейной связи электрического и температурного полей в плавящемся электроде. Разработанная технология позволяет сваривать за один проход сталь толщиной 20—100 мм со скоростью 10—40 м/ч. Если оценивать производительность данной техноло- гии при формировании сварного шва (глубиной 100 мм) с помощью произведения глубины шва на скорость сварки, то, как установлено в
[c.361]
В результате разработки и освоения на НКМЗ нового электро-шлакового способа сварки металла большой толщины были получены принципиально новые возможности в проектировании машин, коренным образом изменившие технологию производства крупногабаритных изделий. [c.7]
[c.7]
Сварку электрозаклепками под флюсом производят двумя способами проплавлением верхней детали дугой (для тонколистовых конструкций) и через отверстия, предварительно просверленные или пробитые в верхней детали. Сварку электрозаклепками под флюсом для листов толщиной более 3 мм рекомендуют производить через отверстия, что ограничивает применение этого способа для сварки металла больших толщин [270]. Здесь более приемлема сварка электрозаклепками плавящимся электродом в среде СОа, которая обеспечивает по сравнению со сваркой под флюсом большие глубины проплавления и устойчивость дуги, позволяет сваривать более толстый металл. [c.169]
Полуавтоматы для сварки и наплавки без внешней защиты дуги и под флюсом плавящимся электродом. В этой группе полуавтоматов применяется порошковая самозащитная проволока или используется внешняя защита зоны дуги и сварочной ванны с помощью флюса. В зону сварки флюс поступает из укрепленной на горелке небольшой воронки либо из отдельно расположенного бункера по гибкому резиновому шлангу со струей сжатого воздуха. Процесс ведется с применением электродной проволоки диаметром 1,6…2,0 мм при высоких плотностях силы тока. Это обеспечивает глубокое проплавление и сварку металла большой толщины за один проход. При сварке самоза-щитной порошковой проволокой процесс ведется в любом пространственном положении,
[c.66]
Процесс ведется с применением электродной проволоки диаметром 1,6…2,0 мм при высоких плотностях силы тока. Это обеспечивает глубокое проплавление и сварку металла большой толщины за один проход. При сварке самоза-щитной порошковой проволокой процесс ведется в любом пространственном положении,
[c.66]
Для сварки металлов больших толщин нашли применение мощные высоковольтные пушки, в том числе типа ЭЛА-120 (ПЛ110) (см. рис. 1.10). [c.335]
Фтористо-кальциевое покрытие состоит из карбонатов кальция, магния (мрамор, мел, доло.мит, магнезит) и плавикового шпата, а также из ферросплавов (ферромарганец, ферросилиций, ферротитан и др.). Электроды с фтористо-кальциевым покрытием иногда называют основными или низководородистыми . Расплавленный металл защищается углекислым газом и окисью углерода, которые образуются вследствие диссоциации карбонатов. Электроды с основным покрытие . применяют преимущественно при сварке постоянным током обратной полярности во всех пространственных положения. к. Металл, наплавленный такими электродами, чаще всего соответствует спокойной стали и содержит незначительное количество кислорода, водорода и азота. Содержание серы и фосфора в нем обычно не превышает 0,035% каждого, содержание марганца и кремния зависит от назначения электродов (от 0,5 до 1,5% Мп и от 0,3 до 0,6% 51). Металл шва, стойкий против образования кристаллизационных трещин, старения, имеет достаточно высокие показатели ударной вязкости как при положительных, так и при отрицательных температурах. Электроды с основным покрытием применяют для сварки металлов большой толщины, для изделий, работающих в тяжелых эксплуатационных условиях или транспортирующих газы, а также для сварки литых углероди-
[c.70]
к. Металл, наплавленный такими электродами, чаще всего соответствует спокойной стали и содержит незначительное количество кислорода, водорода и азота. Содержание серы и фосфора в нем обычно не превышает 0,035% каждого, содержание марганца и кремния зависит от назначения электродов (от 0,5 до 1,5% Мп и от 0,3 до 0,6% 51). Металл шва, стойкий против образования кристаллизационных трещин, старения, имеет достаточно высокие показатели ударной вязкости как при положительных, так и при отрицательных температурах. Электроды с основным покрытием применяют для сварки металлов большой толщины, для изделий, работающих в тяжелых эксплуатационных условиях или транспортирующих газы, а также для сварки литых углероди-
[c.70]
К зажиму электрододержателя в общий узел. Дуга горит попеременно между электродами в пучке, автомагически перемещаясь с электрода на электрод. Этот способ находит применение при наплавочных работах, при сварке металла больших толщин, сварке арматуры большого сечения ванным способом. Недостатками являются трудоемкость изготовления пучка и невозможность сварки в вертикальном и потолочном положениях.
[c.89]
Недостатками являются трудоемкость изготовления пучка и невозможность сварки в вертикальном и потолочном положениях.
[c.89]
Головка В (фиг. 119 и 120) рассчитана на сварку металла большой толщины на стационарных установках. Регулировку скорости подачи производят путем изменения положения электродвигателя с ведущим шкивом относительно центра его качания. Это достигается посредством червячного сектора н червяка, при враше-нии которого червячный сектор вместе с кронштейном и двигателем поворачивается на требуемый угол. [c.321]
|
|
|
Спецодежда и обувь. Защитные свойства материалов: Тр – защита от искр, брызг, расплавленного металла, окалины. Тит – защита от теплового излучения и конвективной теплоты. К-80 – защита от кислот и щелочей.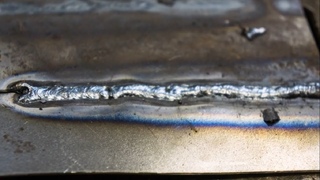 …Подробнее …Подробнее |
|
|
|
|
| Баллоны, 40 л, «Кислород», «Углекислота», «АЗОТ», «Ацетилен» и др. …Подробнее |
|
|
|
|
| Баллоны (заправленные), 40 л, «Гелий марки (А),(Б)». …Подробнее |
|
|
|
|
Карбид кальция. |
|
|
|
|
| Сварочный инвертор «Сварог» ARC 165 (Z119) предназначен для ручной дуговой сварки (MMA) и наплавки покрытым штучным электродом на постоянном токе… Подробнее… | |
|
|
|
Тепловая пушка Ballu 9000 C (обогрев помещения до 90 м2). Подробнее… Подробнее… |
|
|
|
|
| Компрессор воздушный Aurora GALE-50 Самый мощный компрессор из коаксиальных. Подробнее… |
|
|
|
|
| Сварочный выпрямитель LINKOR Semali 170И аппарат инверторного типа. Подробнее… | |
|
|
|
|
Сварочный выпрямитель инверторного типа BRIMA ARC 200B. Подробнее… |
|
|
|
|
| Сварочный аппарат инверторного типа ТСС САИ-190. Подробнее… | |
|
|
|
Сварочный аппарат РЕСАНТА 140 для ручной электродуговой сварки постоянным током. Подробнее… Подробнее… |
|
|
|
|
| Сварочный полуавтомат инверторного типа РЕСАНТА 220 (САИПА). Подробнее… | |
|
|
|
| Автоматическая система водоснабжения АСВ-1200/24. Подробнее… | |
|
|
|
| Мойка HUTER W105P. Подробнее… | |
|
|
|
| Кусторез HUTER GНT-60. Подробнее… | |
|
|
|
Делаем первые шаги в сварке металлов : antex.
 in.ua
in.uaКак известно, полуавтомат позволяет сваривать как тонкий (0.7–0,8 мм), так и достаточно толстый металл (4 мм и толще). Это значит, что с помощью полуавтомата вы можете варить любой металл, который имеется в конструкции кузова автомобиля — крылья, пороги, лонжероны и так далее.
Теперь поговорим о наиболее популярных способах соединения металла сваркой:
Применяется тогда, когда вы меняете деталь не полностью, а частично — например, устанавливаете ремонтную вставку на крыло, или ввариваете заплату. Снимать фаски с краёв тонкого стального листа при сварке встык не нужно. Фаски снимают, если толщина металла 2 мм и более, и то не всегда. Отмечу, что сварка встык требует точной взаимной подгонки деталей перед сваркой. Это значит, что между краями свариваемых деталей зазоры должны по возможности отсутствовать, или иметь минимальную величину. Иначе, при попытке сварить два тонких и плохо подогнанных куска железа, вы получите дыру, а не сварное соединение.
Сварка встык чаще всего применяется при ремонте наружных поверхностей кузовных деталей. Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Сварка встык требует большого объёма подгоночных работ и достаточно высокой квалификации от сварщика. Сварка встык толстого металла, от 2 мм и толще, происходит гораздо проще. Толстый металл не требует очень точной подгонки, и «прощает» сварщику огрехи, допущенные при подгонке. Толстый металл можно варить сплошным точечным швом — иногда это удобнее и проще.
- Сварка внахлест
Это самый простой, и поэтому наиболее распространённый способ соединять металл. В этом случае один кусок металла накладывается на другой. Применяется, например, при вваривании тех же заплат и ремонтных вставок. Сварку внахлест используют для ремонта или замены силовых элементов — лонжеронов, усилителей, порогов.
- Сварка через отверстие, или электрозаклепка
Это разновидность соединения внахлёст. Несколько напоминает точечную сварку, применяемую при сборке кузова на заводе. При ремонте автомобиля применяется сплошь и рядом. Новые пороги, крылья, различного рода усилительные накладки на силовые элементы кузова, а иногда и сами силовые элементы также могут быть приварены электрозаклепкой.
Виды сварных швовВне зависимости от способа соединения металла — «встык» или «внахлест», сварные швы бывают следующих видов:
- Точечные
- Сплошные
- Сплошные прерывистые
Сплошной прерывистый шов — это чередование сплошных участков сварки с такими же, или другими, перерывами. Строго говоря, размер участков сплошной сварки и интервал между ними вы можете выбирать по своему произволу, исходя из конкретной задачи. Сплошными прерывистыми швами обычно соединяют силовые элементы кузова, сделанные из сравнительно толстого металла.
Сплошной шов может состоять из отдельных точек, расположенных вплотную с некоторым перекрытием. Это будет сплошной точечный шов. Такие швы чаще всего применяют при сварке встык как тонкого, так и толстого металла. В автомобильном кузове нет сплошных сварных швов. Это объясняется тем, что кузов должен сохранять некоторую «эластичность», чтобы уменьшить вероятность появления усталостных трещин в процессе его эксплуатации. Сплошные сварные швы имеют высокую жёсткость и не обеспечивают нужной эластичности кузова. Сплошной шов также склонен к короблению. Сплошным швом варят тогда, когда это действительно нужно. Например, при изготовлении бака для загородной бани, или при изготовлении металлоконструкций из стального уголка.
Конструкция точечного шва понятна из его названия – это чередующиеся с определённым интервалом сварные точки. Интервал, в зависимости от поставленной задачи, может быть от нескольких миллиметров до нескольких сантиметров.
Интервал, в зависимости от поставленной задачи, может быть от нескольких миллиметров до нескольких сантиметров.
Все эти виды сварных швов можно делать на деталях, по-разному ориентированных в пространстве, а именно:
- Горизонтальные, или «на полу»
- Горизонтальные же, но «на потолке»
- Вертикальные, или «на стене»
Удобнее всего варить в положении «на полу». Да и качество сварки получается самым высоким. При сварке на «стене», и особенно, на «потолке», расплавленный металл стремится вытечь из сварочной ванны, ухудшая качество шва.
Подготовка металла к сваркеПеред тем, как начать варить металл, его нужно хорошенько очистить от любых загрязнений. К ним относится абсолютно всё, кроме самого металла:
- Ржавчина
- Краска, грунт, включая транспортировочный
- Антикоррозионные покрытия всех видов, включая жидкие консерванты
- Любая смазка
Все эти загрязнения могут сделать сварку невозможной или как минимум некачественной. И вот почему:
И вот почему:
- Загрязнения не проводят электрический ток, и вы не сможете начать сварку.
- В условиях большого тепловыделения, которое происходит в процессе сварки, некоторые загрязнения выделяют большое количество газов, которые «выдувают» жидкий металл из сварочной «ванны». Вместо соединения вы получаете «дыру», а жидкий металл разбрызгивается во все стороны и может привести к ожогам и пожару.
- Газы, выделяемые загрязнениями, могут сделать сварной шов пористым, то есть некачественным.
- Некоторые загрязнения горят и (или) выделяют много дыма. Может случиться пожар и (или) отравление продуктами горения. Много бед могут наделать жидкие автоконсерванты типа «мовиль», которые активно горят в процессе сварки порогов и лонжеронов. Поэтому при установке новой детали, например порога, или крыла, ставьте её необработанной. Свежие консерванты и антикоры содержат горючие растворители и моментально вспыхнут при первой же возможности.
Свариваемые участки металла должны быть по возможности плотно, без зазоров, прижатыми друг к другу. Делается это с помощью разного рода зажимов, или временным креплением на болтах, саморезах и так далее. Если этого не делать, то весьма вероятны сквозные прожоги краёв свариваемого металла. Особо это касается сварки встык тонкого металла. Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Делается это с помощью разного рода зажимов, или временным креплением на болтах, саморезах и так далее. Если этого не делать, то весьма вероятны сквозные прожоги краёв свариваемого металла. Особо это касается сварки встык тонкого металла. Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Если вы начинаете сварку впервые, есть смысл для начала потренироваться, но не на конкретном автомобиле, а на кусках тонкого чистого металла толщиной 0,8 мм и более, который есть у вас «под рукой». Но:
- Не берите для опытов оцинкованный металл, так как испарения цинка ядовиты.
- Не ведите сварку на ветру или сквозняке — защитный газ будет выдуваться из зоны сварки, что значительно ухудшит её качество или сделает её невозможной.
Сварочный ток зависит от толщины свариваемого металла и для тонкого листа составляет 40–60 А. На регуляторах тока большинства полуавтоматов вы увидите градуировки в относительных единицах, и установить силу тока, например, 50 А, вам так просто не удастся.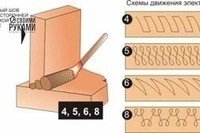 Для этого надо будет внимательно прочесть инструкцию, хотя для практической работы точное знание величины сварочного тока необязательно. Правильно выбран ток или нет, вы увидите по характеру сварного шва. По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
Для этого надо будет внимательно прочесть инструкцию, хотя для практической работы точное знание величины сварочного тока необязательно. Правильно выбран ток или нет, вы увидите по характеру сварного шва. По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
Теперь поговорим об этих самых регуляторах. В качестве примера возьмём итальянский полуавтомат «Helvi Panther 132», который верой и правдой служит мне уже восемь лет. У него имеется всего три регулятора, имеющих отношение к величине сварочного тока — два из них предназначены для ступенчатой регулировки — это положения «1» и «2» у одного , и «мин» и «макс» у другого, т.е. всего 4 значения сварочного тока. Третий регулятор — это плавный регулятор скорости подачи сварочной проволоки. Причём, скорость подачи проволоки увязана с величиной сварочного тока. Это значит, что полуавтомат автоматически изменяет величину сварочного тока при изменении скорости подачи проволоки. И наоборот, при переключении ступенчатых регуляторов тока автоматически изменяется скорость подачи проволоки. Например, для сварки тонкого кузовного металла оптимальными оказались следующие положения регуляторов: ступенчатые — «1» и «макс», плавный — примерно на делении 6 или 7. При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
И наоборот, при переключении ступенчатых регуляторов тока автоматически изменяется скорость подачи проволоки. Например, для сварки тонкого кузовного металла оптимальными оказались следующие положения регуляторов: ступенчатые — «1» и «макс», плавный — примерно на делении 6 или 7. При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
Для начала не обязательно сразу сваривать куски металла между собой. Просто попробуйте аппарат в работе, нанося сварные точки на чистый металл. Для этого оденьте свой «хамелеон», поднесите горелку к металлу на расстояние 4-6мм. Рукоять сварочной горелки удобнее держать двумя руками. Для удобства можно опереть край газового сопла сварочной горелки на свариваемый металл. Затем нажмите клавишу. Немедленно загорится дуга. Через 3-4 секунды отпустите клавишу. Рассмотрите сварную точку.
Рассмотрите сварную точку.
Далее возможны варианты. Их можно перечислить в следующем порядке:
- Сварочный ток мал. В этом случае расплавленный металл проволоки не растекается, как следует, а свариваемая деталь не проплавляется. У сварщиков это называется, нет «провара». В этом случае увеличиваем ток и повторяем попытку.
- Сварочный ток в норме. Расплавленный металл проволоки хорошо растекается и хорошо проплавляет свариваемый металл. На обратной стороне металла появляется небольшая капля.
- Сварочный ток велик. Сварная точка как бы «просела», а на обратной стороне металла повисла капля.
- Сварочный ток велик настолько, что в металле прожигается дыра. Значит, ток надо убавить. Тренируемся до тех пор, пока не будем получать красивую и правильную сварную точку. После тренировок можно приступать к опытам по свариванию кусков металла между собой.
Все проблемы можно условно поделить на две группы.
К ним относятся:
- Неправильный выбор величины сварочного тока
При чрезмерно большом сварочном токе возможны прожоги свариваемого металла. Другие признаки чрезмерного сварочного тока — образование большой капли металла на конце проволочного электрода, выходящего из медного наконечника сварочной горелки. Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
В этом случае нужно проделать ряд мероприятий:
- Снять газовое сопло и плоским напильником со средней насечкой запилить торец медного наконечника. Опиловку делают до тех пор, пока полностью не освободят проволоку от «прихвата» к медному наконечнику. Иногда приходится спилить значительную часть наконечника, чтобы вызволить проволоку из «плена».
 Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
 Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.Если проволока сломалась, образовав петлю на входе в подающий шланг, то действуем дальше:
- Отводим прижимной ролик и кусачками перекусываем сварочную проволоку до входа в подающее устройство.
- Вытягиваем кусок сварочной проволоки из шланга, действуя в направлении от сварочной горелки к бобине.
- Далее заводим проволоку в подающий канал (как это делается, уже написано в предыдущих статьях), и продолжаем работу.
- Неправильная регулировка прижима проволоки в подающем устройстве
Как уже отмечалось выше, при «прихвате» сварочной проволоки в медном наконечнике она ломается на выходе подающего устройства. Это значит, что прижим сварочной проволоки в подающем устройстве слишком велик. Прижим должен быть отрегулирован так, чтобы при прихвате проволока проскальзывала, но не ломалась. Другая крайность — прижим слишком мал. В этих случаях также возможен прихват сварочной проволоки в наконечнике, хотя сварочный ток выбран правильно. Это происходит потому, что проволока из-за проскальзывания подается медленнее, чем плавится. В конце концов дуга начинает гореть на самом наконечнике, что и приводит к прихвату. Те же самые последствия имеет слишком малая скорость подачи проволоки.
Прижим должен быть отрегулирован так, чтобы при прихвате проволока проскальзывала, но не ломалась. Другая крайность — прижим слишком мал. В этих случаях также возможен прихват сварочной проволоки в наконечнике, хотя сварочный ток выбран правильно. Это происходит потому, что проволока из-за проскальзывания подается медленнее, чем плавится. В конце концов дуга начинает гореть на самом наконечнике, что и приводит к прихвату. Те же самые последствия имеет слишком малая скорость подачи проволоки.
- Мал расход газа
Сварка получается пористой. Решение этой проблемы — увеличить расход газа регулировкой редуктора. Считается, что для сварочной проволоки диаметром 0,8 мм оптимальным будет расход газа 8-10 литров в минуту. В инструкциях по применению бытовых углекислотных полуавтоматов могут быть указаны другие цифры — например, 2-3 литра газа в минуту. Как показала практика, такого расхода явно недостаточно.
Проблемы, связанные с неисправностями сварочного полуавтоматаНеисправности полуавтомата редко бывают фатальными. Чаще всего изнашивался медный наконечник в сварочной горелке. В этом случае дуга горит нестабильно, слышны частые «щелчки», варить становится просто невозможно. Износ наконечника складывается из механического и электроэрозионного. Механический износ образуется за счет трения проволоки о наконечник. Дело усугубляется тем, что на сварочной проволоке имеется насечка, которую делает подающий ролик. Эта насечка работает подобно напильнику. Электрическая эрозия возникает вследствие того, что через медный наконечник, представляющий собой скользящий контакт, проходит электрический ток в десятки, а иногда и сотни ампер, и металл наконечника переносится на проходящую через него проволоку. Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Чаще всего изнашивался медный наконечник в сварочной горелке. В этом случае дуга горит нестабильно, слышны частые «щелчки», варить становится просто невозможно. Износ наконечника складывается из механического и электроэрозионного. Механический износ образуется за счет трения проволоки о наконечник. Дело усугубляется тем, что на сварочной проволоке имеется насечка, которую делает подающий ролик. Эта насечка работает подобно напильнику. Электрическая эрозия возникает вследствие того, что через медный наконечник, представляющий собой скользящий контакт, проходит электрический ток в десятки, а иногда и сотни ампер, и металл наконечника переносится на проходящую через него проволоку. Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Иногда в процессе сварочных работ не удается достичь приемлемого качества сварки. Всё говорит о том, что вроде бы неисправен полуавтомат — дуга горит неустойчиво, сварочная проволока прилипает к металлу, а провар получается плохим. Регулировки сварочного тока и скорости подачи проволоки почти ничего не меняют. Появляется мучительное желание разобрать аппарат и начать чинить его… Не торопитесь. Причина может оказаться на редкость банальной — в питающей полуавтомат электрической сети может оказаться пониженное напряжение.
ᐅ РЕСАНТА САИПА-220 отзывы — 15 честных отзыва покупателей о сварочном аппарате РЕСАНТА САИПА-220
Самые выгодные предложения по РЕСАНТА САИПА-220
Михаил, 01.08.2018
Достоинства:
Выносливость, варит толстый металл, надежность, хорошая регулировки тока, чистая сварка, небольшой вес и размеры хорошо варит флюсовой
Недостатки:
Короткий провод земли
Комментарий:
Покупали на производство. Фактически сварка год отработала. Брал для починки кузовов автомобилей. Нагрузка была высокой. За эти деньги отрабатывает 100%. Рекомендую.
Фактически сварка год отработала. Брал для починки кузовов автомобилей. Нагрузка была высокой. За эти деньги отрабатывает 100%. Рекомендую.
Савельева Диана, 01.08.2018
Достоинства:
Сваривает от консервной банки до камазовского борта, хорошо пропекает, держит ровно дугу.
Недостатки:
перепутаны местами регулировки!
Комментарий:
После телвина,писаю кипятком каждый раз как пользуюсь!!!
wh2ter0se, 15.06.2018
Достоинства:
Цена. Компактный и легкий аппарат, удобен в настройке. Со своими задачами отлично справляется.
Со своими задачами отлично справляется.
Недостатки:
Не обнаружил.
Комментарий:
Покупал по совету друга для бытового использования. Не имея опыта работы с данным оборудованием — очень быстро разобрался. Варит и режет, как надо!
Сергеев Федор, 10.05.2018
Достоинства:
Выносливый , не прихотливый.
Недостатки:
не выявлено
Комментарий:
Купил для работы в авто сервисе (кузовнойремонт), пользуются 3 разных мастера по необходимости , все довольны. Для меня как показатель про работал почти год в коммерческом режиме . Не разу не подвел , а наемные рабочие сами знаете , не очень бережно относятся к выданному им инструменту.
Nick, 20. 03.2018
03.2018
Достоинства:
Небольшой, довольно компактный. Очень мощный.
Недостатки:
Короткий провод земли. Из-за этого приходиться постоянно передвигать сам сварочный.
Комментарий:
Приобрел сварочный после прочтения кучи форумов и отзывов. Для домашних дел считаю лучший вариант. В комплекте идет провод с горелкой и провод массы. Варить можно даже толстый металл, токи позволяют. Швы получаются хорошие. Переварил половину гаража, проблем никаких не возникло. Не хватает режима MMA. С ним бы был идеальным вариантом.
Marvita555, 29.05.2017
Достоинства:
мощный, проваривает 7 мм металл если варить с газовой смесью, швы ровные.
Недостатки:
летом в +28 воздуха на мах токе работает около 8 мин до перегрева горелки.
Комментарий:
Покупали на производство. Работает в день 3-4 ч. За эти деньги отрабатывает 100%. Рекомендую.
Богданов Кирилл, 05.05.2017
Достоинства:
варит толстый металл, надежность, хорошо варит флюсовой проволокой
Недостатки:
нет режима MMA
Комментарий:
Для личного хозяйства — думаю лучшая модель. Переварил днище на Жигулях, на малых токах прекрасно варит, но только с газом, шов получается даже лучше заводского. До этого варил прицеп самозащитной флюсовой, если приноровиться — то получается тоже хорошо. С толстым металлом справляется неплохо, даже если не выставлять полный ток, уголки 50 и 40 — пустяки, профильные трубы со стенкой 4-5 мм проваривает на половине мощности (проволока 1мм). Замечательный прибор, если бы в нем была пуско-зарядка для авто и режим MMA — был бы идеал!
Евгений Мусенко, 20.04.2017
Достоинства:
подходит для профессиональной эксплуатации, регулировка подачи в достаточных пределах
Недостатки:
Не обнаружил.
Комментарий:
Варил крылья на машине,варит отлично,не прожигает.Могу смело всем советовать.
зеленина надежда, 10.04.2017
Достоинства:
выносливость модели, компактность .
Недостатки:
не замечено
Комментарий:
теперь советую всем
Артур Старчилов, 05.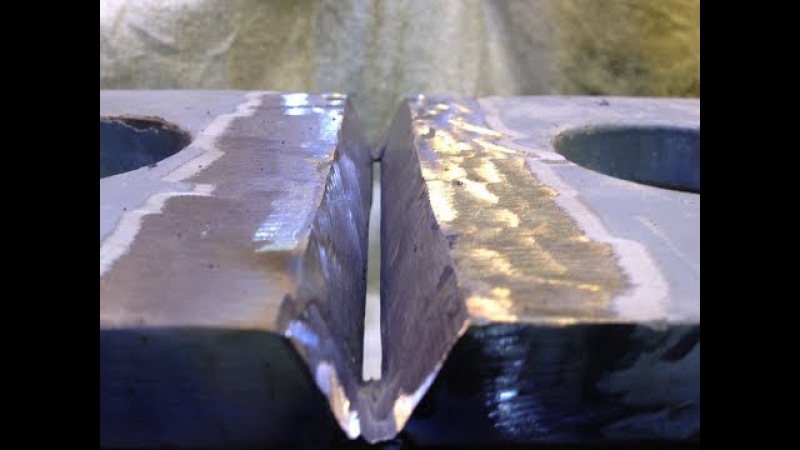 04.2017
04.2017
Достоинства:
Выносливость, мощность, гибкость регулировки тока, чистая сварка, небольшой вес и размеры.
Недостатки:
Не нашёл.
Комментарий:
Приобрел по совету соседа, он сварщик со стажем. Универсальный сварочный аппарат. На малом токе аккуратно сваривает тонкую жесть, а на большом, даже на среднем ампераже, отлично справляется с уголками, профилями, трубами толщиной до пяти миллиметров. В комплект входят два кабеля: с горелкой и с клеммой заземления- ничего не надо докупать.
Матвеев Олег, 04.04.2017
Достоинства:
Использую на строительстве дачи. Соорудили забор из профнастила.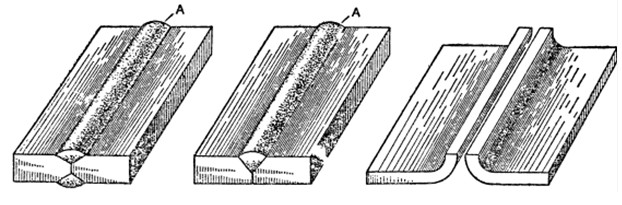 Мощный. Широкий диапазон сварочного тока, а соответственно и толщины металла. Удобный пистолет.
Мощный. Широкий диапазон сварочного тока, а соответственно и толщины металла. Удобный пистолет.
Недостатки:
Особо не замечено.
Комментарий:
Хорошая модель. Подойдёт как для профессионалов, так и для гаражно-бытовых нужд.
Ботаев Артем, 27.03.2017
Достоинства:
сварка «мягкая»,к электродам не критичен.
Недостатки:
Нет
Комментарий:
Задача стояла в том, чтобы сваривать алюминиевые профиля для изготовления легких металлоконструкций. Данный аппарат полностью решил эту задачу.
Воронин Александр, 20.03.2017
Достоинства:
Качество,Мощный, надежная марка, съемная горелка
Недостатки:
Нету
Комментарий:
РЕСАНТА САИПА-220 Прекрасно проявил себя на сварке труб и профиля для дачного забора. Варил им почти целый день, с небольшими перекурами, ни разу не сработала защита. Провар металла хороший, даже с самозащитной проволокой шов нормальный. И все это на даче, где напряжение более чем скромное, может опускаться и до 160 вольт. Все таки инвертор против выпрямителя выигрывает заметно! На тонком металле проверю ближе к середине весны.Всем Рекомендую!!!
Варил им почти целый день, с небольшими перекурами, ни разу не сработала защита. Провар металла хороший, даже с самозащитной проволокой шов нормальный. И все это на даче, где напряжение более чем скромное, может опускаться и до 160 вольт. Все таки инвертор против выпрямителя выигрывает заметно! На тонком металле проверю ближе к середине весны.Всем Рекомендую!!!
Погосян Карен, 04.03.2017
Достоинства:
Пользуюсь 3 года,варит супер,перебоев в работе не обнаружено!!!
Недостатки:
Нет
Миша Бобров, 23.02.2017
Достоинства:
Вынослива и достаточно мощная.
Недостатки:
Все тоненькое, не надежное
Комментарий:
Фактически сварка год отработала у меня, брал для кузовного ремонта в свою гаражную мастерскую. Нагрузка на этот полуавтомат была достаточно солидная — израсходовал четыре 5-ти килограммовых бобины омедненной проволоки, заменил два наконечника для сопла и зажим массы. Ожидал худшего признаться!
Сварка металла и способы сварки.
В любой мастерской авто или мотолюбителя, изготавливающего и ремонтирующего многие детали самостоятельно, без применения сварочного оборудования очень сложно изготовить что-то стоящее или отремонтировать, например, кузов. В нашем современном мире сварочное оборудование стремительно совершенствуется и не так давно начали появляться довольно универсальные плазменные сварочные аппараты, обладающие многими функциями резки и сварки металла. И некоторые из них я обязательно опишу в ближайшем будущем. Но, основной недостаток этих современных аппаратов, это их немалая цена, которая для авто-мотолюбителей в глубинке может быть неподъёмной. Поэтому, большинство мастеров пользуются проверенными временем сварочными аппаратами прошлого поколения, основное преимущество которых — их небольшая цена и большая надёжность. К тому же, если что- то когда- то и ломается, то заменяемая любая деталь очень распространена и недорога.
Поэтому, большинство мастеров пользуются проверенными временем сварочными аппаратами прошлого поколения, основное преимущество которых — их небольшая цена и большая надёжность. К тому же, если что- то когда- то и ломается, то заменяемая любая деталь очень распространена и недорога.
Существуют два основных вида сварки металла — это электросварка и газовая сварка. Каждый вид я постараюсь описать подробно.
Электросварка делится на несколько способов .
- Ручная дуговая сварка плавящимся электродом. Здесь, свариваемые детали 1 (см рисунок 10) нагреваются электрической дугой 2, горящей между ними и электродом 3. Дуга расплавляет кромки деталей и электрод при перемещении дуги вдоль кромок, образуется сварной шов. Это самый распространённый и дешёвый способ сварки и он применяется повсеместно: в морском и речном судостроении, вагоностроении, в производстве различных резервуаров, строительных конструкций, при строительстве мостов, зданий, а то и просто на даче.
- Ручная дуговая сварка неплавящимся электродом. Свариваемые детали 1 (рисунок 11) нагреваются дугой 2, горящей между деталями и угольным графитовым или вольфрамовым электродом 4. Для образования шва в зону дуги подают присадочную проволоку 3. Отбортованное (с загнутыми кромками) соединение из тонкого металла можно сваривать без присадочной проволоки. Применяют этот способ сварки при изготовлении бочек для горюче-смазочных материалов (сварка по отбортовке), корпусов генераторов и стартеров для автомобилей (на производстве), для наплавки твёрдых сплавов, при изготовлении корпусов больших конденсаторов.
- Автоматическая дуговая сварка под флюсом. Сварка производится дугой, горящей между изделием 3 и электродной проволокой 1.Проволока 1 (рисунок 13) подаётся в зону сварки механизмом 2. Головка перемещается автоматически вдоль кромок. Неиспользованный (лишний) флюс отсасывается через шланг 4 в бункер 5. Этот процесс сварки отличается большой производительностью и высоким качеством шва, и широко применяется на производстве при изготовлении резервуаров, узлов мостов, паровых котлов, железнодорожных вагонов, при изготовлении труб больших диаметров, статоров генераторов, для сварки станин металлообрабатывающих станков.

Есть ещё и электрошлаковая сварка, полуавтоматическая сварка под флюсом, контактная стыковая сварка сопротивлением, стыковая сварка оплавлением, точечная сварка, шовная сварка, электроннолучевая сварка, сварка токами высокой частоты- индукционная и другие виды, все они применяются на производстве. Для гаражных целей эти способы не применимы из-за габаритов, стоимости и из-за их главного назначения — только на автоматизированном потоке.
Для гаражной мастерской больше всего подходят сварка плавящимся электродом в защитном газе( углекислотном) и сварка неплавящимся вольфрамовым электродом в защитном газе ( аргоне), их я и опишу более подробно.
Дуговая сварка неплавящимся вольфрамовым(цериевым) электродом в среде защитного газа. Это ,на мой взгляд, самый качественный вид сварки, позволяющий сваривать практически любой металл (только меняется присадочный пруток) с очень качественным швом. Для защиты расплавленного металла от окисления кислородом воздуха применяют инертные газы — аргон, гелий, активные газы — азот, водород, углекислый газ и смеси газов : аргон с кислородом, аргон с азотом и аргон с углекислым газом, что способствует получению наплавленного металла (сварочного шва) с высокими механическими свойствами.
Защитный газ подводят (см. рисунок) к сварочной дуге 1 по мундштуку 2, в который вставлен электрод 3 из вольфрама. В процессе сварки в дугу для заполнения шва вводят присадочную проволоку 4 (пруток), но тонкий металл (даже фольгу) с отбортовкой, можно сваривать без присадочной проволоки. Аргоно-дуговая сварка является одним из передовых процессов в настоящее время и используется во всех, более или менее, продвинутых кастом ателье. Этим способом осуществляют сварку углеродистых и легированных сталей с получением очень качественного шва, а так же магниевых и алюминиевых сплавов, меди и её сплавов, нержавеющей стали и для сварки таких редких металлов как титан, цирконий, ниобий и др.
Применяют ,так же, сварку вольфрамовым электродом с комбинированной газовой защитой — внутренний слой, защищающий электрод и дугу из аргона, а наружный слой, защищающий ванну — из углекислого газа. Это снижает на 75% расход аргона, заменяемого более дешёвым углекислым газом и в целом удешевляет сварку.
Из инертных газов наиболее широко применяют аргон и ,как я уже говорил, аргонно-дуговая сварка позволяет получать сварные соединения высокого качества и для многих металлов и сплавов. Аргон в газообразном состоянии транспортируют и хранят в стандартных баллонах (по ГОСТ 949-73) под давлением 150±5 кгс/см² или 200±10 кгс/см² (при 20°С). Бывает жидкий аргон, хранящийся в сосудах Дьюара, но он не распространён. Газообразный аргон немного тяжелее воздуха, поэтому , его струя надёжно и длительно удерживается в зоне сварки и хорошо защищает сварочную ванну. Газообразный и жидкий аргон бывает трёх сортов : высший, первый и второй . Соответственно, в них содержится аргона 99,988; 99,98 и 99,95%. Баллоны для аргона окрашивают в серый цвет с зелёной полосой и зелёной надписью — «Аргон чистый».
На аргоновый баллон монтируют редуктор понижения давления. Их сейчас множество в продаже и описывать их нет смысла, скажу только одно, что следует покупать фирменное изделие. Пусть будет дороже, зато на долгие годы работы. Ещё при Союзе (я считаю, что тогда много чего было качественным) выпускали довольно качественный редуктор ДЗД — 1 -59М, который комплектовался редуктором расхода газа с набором сменных дюз, которые позволяли установить расход газа от 3,2 до 59 л/мин.
Пусть будет дороже, зато на долгие годы работы. Ещё при Союзе (я считаю, что тогда много чего было качественным) выпускали довольно качественный редуктор ДЗД — 1 -59М, который комплектовался редуктором расхода газа с набором сменных дюз, которые позволяли установить расход газа от 3,2 до 59 л/мин.
Так вот, кому посчастливится найти такой редуктор, при его установке на баллон ротаметр не требуется, так как для аргонно-дуговой сварки применяют ротаметры (расходомер воздуха). Точно установить расход защитного газа за единицу времени очень важно для получения качественного шва. Ротаметр состоит из стеклянной трубки с делениями и поплавка, который перемещается в ней. По подъёму поплавка определяется расход газа. На концах трубки находятся штуцеры для входа и выхода газа, а так же регулировочный краник для уменьшения или увеличения количества газа. Технические характеристики ротаметров приведены в таблице 77.
Сварочные аппараты для сварки в среде аргона. В современном мире очень бурно развивается электроника и не только. Сейчас имеется огромный выбор сварочных аппаратов с множеством настроек и функций. И как известно, хорошее качество стоит денег. От этого и надо исходить при покупке сварочного аппарата. Определяющим моментом при покупке, так же, является металл, который вы собираетесь варить в основном, и какую максимальную толщину металла вы собираетесь проваривать, без потери качества провара металла и качества шва. Так как максимальный ампераж сварочного аппарата напрямую зависит от толщины свариваемого металла, желательно, ампераж должен быть ещё и с небольшим запасом по силе тока (это предотвратит перегрев аппарата).
В современном мире очень бурно развивается электроника и не только. Сейчас имеется огромный выбор сварочных аппаратов с множеством настроек и функций. И как известно, хорошее качество стоит денег. От этого и надо исходить при покупке сварочного аппарата. Определяющим моментом при покупке, так же, является металл, который вы собираетесь варить в основном, и какую максимальную толщину металла вы собираетесь проваривать, без потери качества провара металла и качества шва. Так как максимальный ампераж сварочного аппарата напрямую зависит от толщины свариваемого металла, желательно, ампераж должен быть ещё и с небольшим запасом по силе тока (это предотвратит перегрев аппарата).
Ниже я приведу таблицу (из двух частей), на которой видна зависимость силы тока и напряжения, от толщины свариваемого металла. Так же, на ней показана подготовка кромок металла перед сваркой и необходимые сварочные зазоры для получения шва нормального качества. И обратите внимание, что толстый металл (от 8 мм до 40 и более) нужно проваривать в несколько проходов, несмотря на большую мощность( силу тока в Амперах) сварочного аппарата. В несколько проходов я сваривал скобу английского колеса (см. здесь), которая имела толщину 20 мм.
В несколько проходов я сваривал скобу английского колеса (см. здесь), которая имела толщину 20 мм.
Еще одним главным критерием при выборе сварочного аппарата является его универсальность. И я советую приобретать универсальный аппарат, а именно, в маркировке должны быть буквы TIG AC/DC, это значит, что данный сварочный аппарат имеет переключаемые функции переменного и постоянного тока. Ведь, при сварке стали, нетолстой меди, титана, нужен постоянный сварочный ток, а для качественной сварки алюминия, магния и меди большой толщины, где требуется удаление окислов с свариваемой поверхности, нужен переменный сварочный ток. И значит, приобретая сварочный аппарат этой маркировки — TIG AC/DC и с функциями обоих токов, у вас появляется возможность варить почти все металлы.
Маркировка TIG DC ставится на аппаратах аргонно-дуговой сварки с возможностью работы только на постоянном токе и значит, вы сможете варить только сталь, титан и тонколистовую медь, а алюминий и его сплавы вам будет недоступен. Поэтому, учтите это при покупке, несмотря на то, что эти аппараты дешевле аппаратов TIG AC/DC. Но я считаю, что следует переплатить, но зато приобрести универсальный аппарат.
Ещё один нюанс следует учесть при покупке — это приобретать традиционный аппарат с надёжным трансформатором или купить более современный инверторный аппарат. Я считаю, что желательно приобрести инвертор, так как он имеет более плавные регулировки тока, меньшую массу и габариты, но не это главное. Основной главный, на мой взгляд, принцип инверторных аппаратов AC/DC, является использование двойного инвертора и создание полуволн прямоугольной формы, которая делает сварочную дугу более стабильной, увеличивает тепловложение и очищающий эффект, что особенно важно для алюминия, с его свойством быстро окисляться на воздухе, буквально сразу после зачистки.
Ещё одно важное свойство современных инверторных аппаратов AC/DC Pulse — это наличие функции импульсного режима и на постоянном, и на переменном токе. По сравнению с обычным режимом, импульсный режим уменьшает тепловложение, улучшает стабилизацию дуги, особенно на малых токах, и кроме того, оказывает положительное металлургическое воздействие на сварочный шов, позволяя получить мелкозернистую структуру шва (более прочную).
При покупке не забудьте учесть, что многие более мощные сварочные аппараты, расчитаны на напряжение 380 вольт, что не применимо в большинстве частных гаражных мастерских. Поэтому, ищите аппарат на 220 вольт, что в принципе несложно, при мощности не более 200 ампер. В интернете множество аппаратов различных фирм, поэтому описывать отдельно каждый мне нет смысла, к тому же, ко многим аппаратам прилагается инструкция с таблицей тактико-технических характеристик.
Посоветую только приобретать сварочный аппарат (особенно инверторный) европейских или американских фирм, но не азиатских. Аппарат из Европы может стоить, чуть ли, не в два раза дороже китайского, но зато, он прослужит вам долгие годы без поломок. Сейчас неплохие сварочные аппараты начали делать в России. Подробнее узнать о их качестве можно на форумах по данной тематике в интернете. Ведь, когда много людей хвалят какое-то изделие, согласитесь, это лучше, чем похвала одного человека.
Дуговая полуавтоматическая сварка плавящимся электродом (проволокой) в защитных газах. Этот вид сварки очень распространён из-за своей производительности и дешевизны, так как сварочная проволока и углекислый газ довольно дёшевы. Сварка производится дугой между изделием и электродной проволокой, которая подаётся в зону сварки подающим механизмом по специальному шлангу с Боудёновской стальной или тефлоновой (для нержавеющей проволоки) оболочкой.
Этот способ характерен большой производительностью и хорошим качеством шва, но в большинстве кастом-мастерских его используют для прихватки деталей, а последующую проварку ведут аргонно-дуговой сваркой. При умелом использовании и с большим опытом, этим видом сварки можно варить стальные детали со швами не хуже, чем при аргонно-дуговом способе, но главный недостаток этого вида сварки — это довольно большое разбрызгивание капель металла, и невозможность качественной сварки алюминия и его сплавов (и хотя им можно варить алюминий, но аргонно-дуговой аппарат несомненно варит лучше). Но я считаю, что полуавтомат необходим в любой мастерской, так же, как и более дорогой аргонно-дуговой сварочный аппарат.
сварочный полуавтомат с рабочим и сглаживающим трансформатором.
Для сварки применяют активный углекислый газ (СО2) — двуокись углерода- наиболее распространённый и дешёвый защитный газ при сварке плавящимся электродом. Окисление металла шва, выделяющимся при сварке из углекислого газа свободным кислородом, нейтрализуется содержащимся в электродной проволоке раскислителями.
Основные свойства углекислого газа: газ бесцветен и не ядовит, плотность при атмосферном давлении и 20°С равна 1,98 кг/на м³. Температура сжижения газа при атмосферном давлении минус 78,5°С. Выход газа из 1 кг жидкой углекислоты 505 л.(при 0°С). По ГОСТу 8050-76 выпускается углекислый газ трёх марок: сварочный, пищевой и технический с содержанием двуокиси углерода не менее 99,5; 98,8; и 98,5% соответственно.
Содержание водяных паров в сварочном углекислом газе при температуре +20°С, и давлении 760 мм ртутного столба, не должно быть более 0,184 г/м³. Для сварки может использоваться и пищевой углекислый газ, но обязательно с предварительной осушкой. В стандартный 40-литровый баллон вмещается 25 кг жидкой углекислоты, которая занимает не полный объём баллона. Давление газообразной углекислоты в баллоне, примерно 60 — 70 кг/см². Баллон окрашивают в чёрный цвет и имеют жёлтую надпись СО2 сварочный (или углекислота).
Сварочный полуавтомат. Слово полуавтомат означает, что проволока подаётся с помощью подающего механизма (см. фото) и сварочный зазор регулируется автоматически, а продольно перемещать проволоку необходимо вручную. При покупке, с полуавтоматами так же как и с другими типами сварочных аппаратов — чем лучше качество, тем дороже. Опять же, не советую брать азиата, желательно приобрести аппарат Европейский или Российский.
Постарайтесь найти аппарат с двумя трансформаторами (мне изготовили такой на заказ, см. фото). Один трансформатор рабочий (квадратный), а другой сглаживающий ( мощный круглый тероид), который позволяет выпрямить ток (помимо диодного моста) и полностью сгладить синусоиду выпрямленного тока. Это позволяет сделать шов менее пористым и более прочным и качественным. Этим аппаратом я свариваю металл от фольги и миллиметрового листа (например, баки см. здесь) до 25 мм плиты. Если необходимо сварить такой толстый металл, то я варю его в несколько проходов, предварительно нагрев металл газовым резаком.
Это позволяет сделать шов менее пористым и более прочным и качественным. Этим аппаратом я свариваю металл от фольги и миллиметрового листа (например, баки см. здесь) до 25 мм плиты. Если необходимо сварить такой толстый металл, то я варю его в несколько проходов, предварительно нагрев металл газовым резаком.
Так же, в продаже есть более лёгкие инверторные сварочные аппараты и у них тоже есть функция полного сглаживания тока, но они дороже трансформаторных аппаратов. Редуктор для углекислотного баллона можно использовать углекислотный и кислородный, но я ещё установил и ротаметр (расходомер), можно варить и без него, но он позволяет более точно настроить количество газа для сварки очень тонкого металла.
При сварке пищевой углекислотой советую установить перед редуктором специальный осушитель, а если его нет, то советую использовать только сварочную углекислоту, особенно при сварке тонколистового металла.
Подробнее о выборе сварочного полуавтомата я написал вот в этой статье. Напоследок советую посмотреть полезный видеоролик чуть ниже, в котором я показываю и рассказываю, как изготовить простое, но очень полезное приспособление для сварки листового металла, которое позволит даже новичкам идеально сварить два стальных листа (или вварить какой то фрагмент) которые будут выставлены идеально ровно, относительно друг друга и с одинаковым зазором, по всей длине кромок. И в итоге, после сварки и шлифовки сварных швов, можно будет обойтись без шпаклёвки, или с минимальным её количеством.
Напоследок советую посмотреть полезный видеоролик чуть ниже, в котором я показываю и рассказываю, как изготовить простое, но очень полезное приспособление для сварки листового металла, которое позволит даже новичкам идеально сварить два стальных листа (или вварить какой то фрагмент) которые будут выставлены идеально ровно, относительно друг друга и с одинаковым зазором, по всей длине кромок. И в итоге, после сварки и шлифовки сварных швов, можно будет обойтись без шпаклёвки, или с минимальным её количеством.
А эту статью заканчиваю и надеюсь, что она будет полезна сварщикам новичкам и поможет определиться с выбором способа сварки и с выбором соответствующего сварочного аппарата, успехов всем.
Как сваривать металл электросваркой — Про дизайн и ремонт частного дома
VISTA-TURBO › Блог › 🔧 Как правильно варить электросваркой
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
🎥 В пост добавлены видео про сварочное дело, рекомендую посмотреть 😉
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
 youtube.com/embed/kuDWg6cKUbY?wmode=opaque&rel=0″/>
youtube.com/embed/kuDWg6cKUbY?wmode=opaque&rel=0″/>
Как научиться варить электросваркой с нуля
Электросварка – это простой и надежный метод сцепления двух металлических поверхностей. Правильная электросварка позволяет сделать сварочный шов долговечным и изящным. Для того, чтобы начать осваивать практические навыки деятельности сварщика, необходимо иметь теоретическую базу, без которой невозможно приступить к работе. В этой статье мы доступно и понятно изложим основные моменты электросварки для начинающих.
Принцип работы сварочного аппарата
В поисковых системах часто можно встретить запрос: «как варить электросваркой без опыта». Чтобы этому научиться, прежде всего, необходимо четко понимать, что такое сварочный процесс и как происходит сцепление металлов, в чем суть работы и почему сварка приобрела такое широкое распространение. Именно для новичков и написана эта статья. Итак, после того, как аппарат для сварки подсоединен к источнику питания, он может производить сильный сварочный ток, который возникает при включении электрода и металлической детали. Между ними создается электрическая дуга крайне высокой температуры. Дуга способна плавить сверхпрочные металлы, так как ее накал можно регулировать при работе с материалами любой температуры плавления. В результате разжижения металла происходит диффузия и два вещества входят друг в друга, создавая монолитное соединение.
Сварочные работы применяются практически в любой отрасти промышленности, а также существует масса аппаратов для домашнего применения. По способу сваривания металла их разделяют на несколько направлений, но в нашем случае рассмотрим самые простые технологии, которые может без труда освоить даже школьник:
- ручная дуговая сварка. Она осуществляется при помощи специального присадочного электрода, обработанного химическим составом. Благодаря этому напылению вспыхивает сварочная дуга. Очень простой в применении метод и справиться с ним доступно каждому. Он не требует никаких дополнительных приспособлений, нужна только практика и соблюдение техники безопасности. Минус такой сварки в том, что сварочный аппарат работает с узким кругом металлов;
- полуавтоматическая сварка. Основа метода заключается в подаче специального газа, который создает нейтральную среду и устраняет окислы жидкого металла, вступающие в реакцию с воздухом. При попадании кислорода в сварочный шов гарантировано такая работа считается некачественной и стык со временем деформируется и лопнет.
Плюсы работы ручным способом:
- многообразие электродов дает возможность работать с разными классами металлов;
- легкие и мобильные аппараты, не занимают много места;
- простота использования;
- оптимальный вариант для домашней мастерской.
Минусы работы ручным аппаратом:
- выделение опасных паров;
- дуговая сварка подходить не для всех типов металлов;
- чем больше вы тренируетесь, тем лучше ложится шов. С первого раза идеальный стык ни у кого не получался.
При работе полуавтоматом, необходимо надежно зафиксировать рабочее изделие и выбрать удобное место для сварки, чтобы ничего не отвлекало от процедуры. Не используйте деревянные столы, соблюдайте меры предосторожности. Дистанция от электрода до металлического стыка должна быть 5 мм, это наилучшее расстояние и практично для новичков.
Мастера со стажем советуют начинать варить ручным способом, а когда набьете руку, то рекомендуют переходить на более профессиональный подход.
Какие бывают аппараты для сварки
Не получится произвести сварочные работы без профильного оборудования. В зависимости от того, какой вид металла необходимо соединить, на рынке представлено несколько видов функциональных агрегатов. Приведем примеры и расскажем более подробно о каждом из них:
- трансформаторы. Его позиционируют как самый банальный вид оборудования. Не требует глубоких познаний, имеет компактный вид и работает от электрической сети. Недостаток его заключается в нестабильности горения дуги и образовании металлических брызг, так как трансформаторные агрегаты очень чувствуют скачки напряжения, а это влияет на качество шва;
- выпрямители. Этот вид оборудования громоздкий и тяжелый, но зато он не реагирует на скачки в электросети, и дуга горит стабильно. Процесс проходит быстрее, а швы получаются ровнее. Не нужно выставлять настройки подачи газа;
- инвертор. Это самый популярный вид сварочного оборудования и идеально подойдет для начинающих. Прост в управлении и стойко выдерживает перепады напряжения, обеспечивает постоянный сварочный ток и имеет ряд положительных качеств:
- скачки в сети не влияют на режим сварки;
- не требует больших энергозатрат;
- прост в использовании;
- отсутствует рассеивание металлических капель.
Чтобы начать сваривать металл, попробуйте все методы и найдите для себя наиболее приемлемый. Не забывайте о защитной одежде и у вас все получится.
(видео как выбрать сварочный аппарат)
Какие функции сварочного аппарата наиболее значимы
Огромный выбор данного оборудования нередко становится преградой для неопытного мастера. В каждом аппарате есть свои достоинства и недостатки. Но наличие нижеприведенных параметров позволит вам значительно сузить выбор и задавать правильные вопросы при покупке:
- сварочный ток, от него зависит скорость работ;
- невосприимчивость к перепадам электросети, от которой работает ваша установка;
- мощность влияет на ассортимент работ, руководствуйтесь этим параметром, если хотите сваривать большое количество металла;
- продолжительность включения, это значит, сколько аппарат сможет работать непрерывно и сколько времени потребуется на отдых.
Кроме того необходимо приобрести сопутствующие аксессуары – электроды, присадочный пруток, клещи, дополнительные кабели, защитную одежду. Берегите глаза от искр, пользуйтесь специальными очками и масками. Надевайте перчатки во избежание ожогов кожного покрова.
Суть сварочного процесса
Мы изучили необходимые теоретические знания, теперь настала очередь вплотную заняться самой сваркой на практике. Что представляет собой сварочный процесс и как он происходит? Технология проста: высокая температура, действующая на металл, расплавляет его, а из смеси материала присадочной проволоки и самого свариваемого металла образуется, так называемая, ванна, то есть область плавления. Жидкий металл при остывании твердеет и получается прочное соединение двух деталей. Часто могут возникнуть ошибки у новичков из-за неправильного удержания дуги. Шов выглядит грубым и кривым. Но эти навыки приходят с опытом. А для того, чтобы сварочный стык оставался долговечным и был невосприимчив к погодным условиям, нужно не допускать контакта с кислородом. С этим действием справляется специальный газовый туман, который образовывается вокруг сварочной ванны. Также, рассмотрите статью — как правильно работать с алюминием аргонной сваркой.
Как варить вертикальный шов электросваркой
Сварка не всегда проходит в комфортных условиях. Иногда бывают ситуации, когда нужно произвести работу в вертикальном положении или под углом. Сила гравитации действует на все предметы на земле, в том числе и на жидкий металл. Вот ряд практических советов, которые помогут понять и выполнить вертикальный шов:
- создавайте короткую дугу и удерживайте ее на протяжении всей сварки;
- при поджиге электрод должен быть направлен под углом 90 О по отношению к металлу;
- после появления дуги, измените наклон электрода, и направьте его вниз от держателя;
- увеличьте ширину шва, такой шаг поможет удержать жидкий металл и не дать ему стечь.
Вертикальный шов может быть сварен елочкой, треугольником или лесенкой. Все зависит от того, какую толщину имеет заготовка, и какое расстояние между стыками подлежит свариванию.
Как варить чугун электросваркой
Сварщики считают чугун капризным металлом и не очень любят работать с ним по причине его текучести, низкой температуры плавления и большого количества углерода в смеси. Но если выполнить ряд условий, применяемых в этом виде металла, то электросварка способна надежно соединить чугунные элементы.
Для получения качественного шва требуется тщательно подготовить чугунный материал, чтобы при остывании не получить трещин и пор. Также, рассмотрите ассортимент электродов для работы с чугуном.
- В чугуне часто можно увидеть глубокие трещины. Чтобы надежно залить такое углубление необходимо распилить ее тонким диском шлифовальной машины, а затем ввести туда расплавленную металлическую массу.
- Глубина трещин может быть намного больше, чем позволяет увидеть человеческий глаз, поэтому в зоне окончания нужно просверлить несколько отверстий, тогда металл зальет максимально большую зону и не позволит дальнейшего разлома изделия.
- Чугун отличается перегревом в месте стыка. Если подпилить кромки под углом в 45 О , и прогреть шов по всей длине не больше 600 О , а затем заполнить расплавленным присадочным материалом, то получится стойкое противостояние на излом.
- Если свариваемый лист тонок, то под него можно проложить слой графита. Этим вы обеспечите непротекаемость жидкого чугуна.
При работе с чугуном электрической дугой подбирайте электрод с диаметром 3-4 мм, с защитным слоем графита, и регулируйте ток в диапазоне 90-120А.
Секреты сварки электродом
Сварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Что же касается знаний, то их можно получить из книг или интернета. Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье mmasvarka.ru я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.
Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва. Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».
Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!
Азбука электросварки
Электросварка – наиболее надёжный способ соединить детали из металла. При электродуговой сварке детали сплавляются в одно целоe под воздействием высоких температур. Электрическую дугу сейчас применяют в большинстве аппаратов для сварки и расплавления металла. Дуга нагревает металл до температуры, при которой он начинает плавиться, причем происходит это на небольшой площади.
Виды электросварки
Для получения электрической дуги используют либо постоянный, либо переменный ток. С переменным током работают трансформаторы, постоянным — инверторы.
С трансформатором работать сложнее: вследствие переменного тока дуга может «скакать», к тому же сам аппарат занимает много места и имеет внушительную массу. При работе и дуга, и трансформатор сильно шумят. Ещё один недостаток: трансформатор сильно перегружает сеть, наблюдаются значительные скачки напряжения. Из-за этого может пострадать бытовая техника.
Инверторы обычно работают от напряжения 220 В. В отличие от трансформаторов, они имеют меньшие габариты и вес (3-8 кг), работают тише и почти не влияют на напряжение сети. Плюс ко всему, дуга образована постоянным током, поэтому она не «прыгает» и её легче контролировать. Учитывая все эти преимущества, рекомендуем новичкам начинать работу именно с инверторов.
Технология сварочных работ
Электрическая дуга появляется в результате взаимодействия двух проводящих ток элементов с противоположными зарядами. Первый — это металлическая деталь, а другой — электрод.
Электрод – это металлический сердечник, на который нанесён особый защитный состав. Также существуют неметаллические сварочные электроды (в них используются уголь и графит), но сфера их применения специфична и сварщику-новичку они, скорее всего, не понадобятся.
Электрическая дуга возникает при касании противоположно заряженных электрода и металла. Металл детали в том месте, куда направлена дуга, начинает плавиться. Вместе с этим плавится металлический стержень электрода, частицы которого переносятся с электрической дугой в зону плавления – сварную ванну.
Разрушается и защитное покрытие, часть которого плавится, а другая – испаряется, выделяя раскаленные газы. Газы обволакивают сварную ванну, не позвроляя металлу взаимодействовать с кислородом. Расплавленный шлак, покрывая металл, помогает поддерживать температуру. Для правильной сварки наличие шлака, покрывающего ванну – необходимое условие.
Сварной шов формируется в процессе движения ванны, а сама ванна движется при перемещении электрода. Здесь и кроется вся суть процесса: нужно двигать электрод с правильной скоростью. Важно, отталкиваясь от необходимого типа соединения, корректно подбирать угол наклона электрона и параметры тока.
Учимся пользоваться сваркой
Во-первых, нужно подготовить рабочее место. Особое внимание следует обратить на безопасность: при сварке велик риск травмироваться как от электричества, так и от высоких температур.
Во-вторых, учиться пользоваться электросваркой лучше всего на толстом куске металла. Помимо самой детали и инструмента для сварки, будут нужны краги (специальные плотные перчатки) и маска сварщика. Подберите плотную одежду, которая защитит всё тело, крепкую обувь из толстой кожи. Обувь должна быть настолько крепкой, чтобы она смогла пережить попадание искр и окалин. Подготовьте молоток и металлическую щетка, которой будете сбивать шлак. И не забудьте про защитные очки.
Как вставить электрод в держатель?
Самый подходящий электрод для новичков – универсальный, диаметром 3,2 мм. Такой электрод не самый дешёвый, но с ним будет удобно и комфортно работать. После того, как навык будет отточен, можно будет перейти на использование более дешевых аналогов.
Электрод помещаем в держатель, который крепится на одном из сварочных кабелей. Фиксаторы делятся на 2 типа — пружинный и винтовой. Чтобы вставить электрод в пружинный держатель, нужно нажать на кнопку, расположенную на ручке, и попасть в образовавшееся гнездо. При винтовом зажиме вращением ручки раскручивают зажим, помещаем внутрь электрод и закручивают обратно. После установки электрода можно подключать кабели.
Электродуговой аппарат постоянного тока имеет два выхода: положительный и отрицательный. Сварочных кабелей тоже два:
- Первый кабель заканчивается металлическим зажимом-фиксатором и крепится к детали;
- Второй кабель имеет на конце держатель для электрода.
Тип работы определяет, какое направление тока будет выбрано. При использовании инверторов обычно плюс подключают на деталь, а минус – на электрод. Такое подключение считается прямой полярностью. Но при ряде работ создают обратную полярность: минус — на деталь, плюс — на электрод. Такой метод используется, например, при сварке нержавеющей стали.
При прямой полярности металл сильнее нагревается, а это плюс для большинства соединений. Лучший прогрев обусловлен тем, что электроны движутся от отрицательно заряженного полюса (в нашем случае электрода) к положительно заряженному (деталь). В процессе такого перехода электроны отдают металлу часть своей кинетической энергии, повышая его температуру.
Начало сварки: как зажечь дугу?
Когда кабели подключены, самое время подумать о том, как всё-таки получить электрическую дугу. Главное условие её возникновения – непосредственный контакт между электродом и деталью. Существуют два способа обеспечить контакт:
В первом случае ведём электрод вдоль шва (дабы не оставлять следов), в другом — постукиваем по металлу кончиком электрода.
Если электрод новый и его кончик оголен, разжечь дугу проще. Если инструмент уже использовался ранее, стержень стирается и оказывается под толстым слоем из защитного покрытия. Этот слой необходимо сбить. Для этого нужно несколько раз слегка ударить кончиком электрода по детали.
Наклон электрода
Следующий момент, достойный особого внимания – положение электрода при работе с ним. Его следует наклонять к себе на угол от 30 до 60 градусов от нормали к поверхности детали. Угол наклона подбирают с учётом того, какой шов планируют получить, а также выставленного тока. Берут в расчёт и состояние сварной ванны.
При наклоне инструмента на себя ванна и расплавленный шлак движутся за кончиком электрода. Его угол наклона и скорость движения следует подбирать так, чтобы шлак успевал накрыть горячий металл. В этом случае металл прогревается на большую глубину.
Если металл не требует слишком сильного прогрева, угол наклона берут от себя, шов и ванна снова следуют за электродом, и глубина прогрева в этом случае минимальна.
Как двигать электрод
Чтобы шов получился качественный, контролируйте сварную ванну. Удерживайте электрод на расстоянии 2-3 мм от плоскости металла и постоянно наблюдайте за состоянием и размером сварной ванны. Это требует хорошего навыка, но при регулярной практике он обязательно появится.
Вся загвоздка в том, чтобы одновременно контролировать целый ряд тонкостей:
- направлять электрод строго по определённой траектории;
- по мере стирания стержня плавно опускать электрод, соблюдая расстояние в 2-3 мм от поверхности;
- регулировать размеры и состояние сварной ванны, увеличивая или уменьшая скорость движения электрода;
- контролировать направление шва.
Желательно освоить несколько разных движений электрода и применять их в зависимости от ситуации.
Для освоения движений лучше взять толстый фрагмент металла. Поначалу швы получаются грубые, похожие на валики. На этом этапе вы получите элементарные навыки: привыкните держать необходимое расстояние от кончика электрода до детали и придерживаться правильной траектории.
Берём кусок металла, мелом проводим на его поверхности линию: по этой линии необходимо уложить валик. Разжигаем дугу и осваиваем движения, вместе с этим контролируя ванну. Как правило, получается далеко не с первого раза. Когда техника будет отработана, валик будет равномерным, его ширина и высота не будут «скакать», можно будет приступать к более сложным заданиям.
Как контролировать положение свариваемых деталей
Конечно, правильно держать и двигать инструмент – это ещё не всё. Важно понимать механику соединения металлов. Она имеет свои тонкости: шов «тянет» детали, что может привести к их деформации. Как итог – изделие будет заметно отличаться по форме от того, что было задумано изначально.
Чтобы этого избежать, детали фиксируют струбцинами, стяжками и прочими приспособлениями. Помимо этого создают прихватки — маленькие поперечные швы, прокладывая их с интервалом в несколько десятков сантиметров. Они помогают придать изделию нужную форму. В месте стыков деталей прихватки делают с двух сторон, чтобы скомпенсировать возникающие напряжения.
Выбираем ток для сварки
Последнее, о чём стоит сказать – какой подавать ток. На выбор величины тока влияет толщина соединяемых деталей и применяемых электродов.
При ручной электросварке все компоненты связаны друг с другом. К примеру, при падении напряжения в сети инвертор не способен выдать нужный ток. Но это не станет критической помехой работе: для достаточного прогрева можно просто уменьшить скорость движения электрода. Если это не приносит плодов, можно пройти по одному и тому же месту несколько раз. Другое решение — взять электрод потоньше. Какой-то из этих методов или их комбинация должен привести к положительному результату.
После изучения всех теоретических тонкостей, отрабатывайте навыки на практике. Покупайте сварочный аппарат, электроды, защитную маску – и за дело.
Как наносить акриловую краску на металл
Виды соединения электрических проводов в распаечной коробке
Способы удаления старой краски с металла
Технология укладки керамической плитки на деревянный пол
Правильное утепление отмостки вокруг дома.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Сварка для начинающих: полезные советы и рекомендации
Многие из тех, кто проживает в частном доме или имеет дачу, хотят научиться электродуговой сварке, чтобы не обращаться каждый раз за помощью к соседям, друзьям или знакомым. И это вполне реально.
Самое главное, как говорится, — это желание, а опыт уже придет со временем. В данном обзоре предлагаем вашему вниманию простые советы и подсказки для новичков.
И начнем, пожалуй, с техники безопасности во время сварки. Начинающие сварщики почему-то забывают о том, что надо соблюдать определенный «дресс-код».
Если вы считаете, что можно работать со сваркой в обычных резиновых тапочках и засучив рукава, то это неправильно. Во-первых, на ноги нужно надевать ботинки или сапоги, и джинсы должны обязательно накрывать обувь, чтобы в нее не попали капли раскаленного металла.
Одежду заправлять в штаны не нужно — она должна быть навыпуск. Рукава одежды должны плотно прилегать к телу, если они широкие можно замотать малярным скотчем.
Это необходимо для того, чтобы искра случайно не попала под одежду. Причем одежда должна быть или х/б, или из плотной джинсовой ткани. Никакой синтетики. Что касается области шеи, то она тоже должна быть закрытой.
Также для сварки потребуются перчатки-краги (кожаные или спилковые) и сварочная маска. Для начала можно обойтись бюджетным вариантом, а потом уже прикупить, например, с автоматическим затемняющим фильтром.
Какие выбрать электроды для сварки
Самыми ходовыми считаются электроды диаметром 3 мм, и для начинающего сварщика — это самый оптимальный вариант, поэтому на них желательно и остановиться. Однако в домашних условиях можно также использовать электроды диаметром 2 мм.
Причем желательно купить как рутиловые электроды, так и с основным покрытием. Самые популярные рутиловые электроды — это АНО 21 и МР-3, с основным покрытием — УОНИ 13/55.
Какую полярность сварки выбрать
На сварочных аппаратах инверторного типа можно варить как на прямой, так и на обратной полярности. В первом случае «-» идет на электрододержатель, а «+» — на массу. Во втором случае — наоборот.
На прямой полярности обычно варят тонкий металл (1-2 мм), тогда как обратная полярность используется уже при сварке толстого металла, поскольку, когда «+» находится на самом электроде, а «-» на детали, обеспечивается лучший провар металла.
Обратите внимание, что чаще всего сварщики подбирают силу тока экспериментальным путем. То есть, выставляют, максимальное значение (например, 130-150 Ампер), затем понижают до того значения, когда металл будет хорошо проплавляться.
А вообще, на каждый миллиметр толщины электрода надо брать примерно 30-35 Ампер, но опять же, потом нужно корректировать силу тока по ходу сварки. Быстро этому не научишься, но со временем все станет понятно.
С чего новичку начать обучение сварке
Сначала необходимо научиться не варить швы, а зажигать дугу и отрывать электрод от металла. Например, в ходе сварки или в момент розжига дуги электрод может попросту прилипнуть (или залипнуть).
Что делать в этом случае? Если электрод прилип к детали, то не ждите, пока он перегреется и лопнет в каком-нибудь месте. Нужно наклонять электрод влево-вправо, стараясь одновременно тянуть его на себя.
Теперь можно попробовать сварить вместе какие-нибудь две детали. Причем лучше тренироваться на толстом металле.
Если захотите попробовать сваривать сначала тонкий металл, то, скорей всего, вы его будете прожигать, и соответственно, будете расстраиваться, что у вас ничего не получается. А на толстом металле вы быстро разберетесь, что к чему. Потом и на тонком металле будет легче.
Как начать сваривать заготовки из металла
Первым делом нужно зажечь дугу. Чиркаете обмазкой на конце электрода по металлу, и когда появляется искра, то отводите конец электрода на 2-3 мм от поверхности детали.
Круговыми движениями добиваемся появления сварочной ванны, стараясь выдерживать зазор между электродом и деталью, после чего начинаем вести электрод вдоль детали по ровной линии. Угол наклона электрода — 45 градусов.
И в конечном итоге у вас получится что-то похожее на шов, правда, до идеала ему еще далеко. Нужно будет набивать руку.
Теперь давайте попробуем сварить две детали. И первым делом нужно зачистить металл болгаркой от ржавчины и грязи примерно на 2-3 см от края. Если металл толстый, то необходимо выдерживать определенный зазор.
Ставим две прихватки: одну в начале шва, вторую — уже в конце. И провариваем весь шов по всей длине, совершая электродом зигзагообразные движения. С первого раза у вас может не получиться, но не расстраивайтесь, все приходит с опытом.
Главное — не забывайте выдерживать зазор между деталью и электродом, а также держать сам электрод под углом. Ну и силу тока важно подобрать правильно. Причем желательно, если есть возможность, немного наклонить деталь, чтобы в процессе сварки шлак стекал в противоположную сторону от направления электрода.
Вертикальные швы новичкам лучше варить с отрывом. То есть, сначала ставим «точку», ждем, пока она немного остынет (но при этом должна оставаться красной), потом от нее же «прикуриваем» электрод, и ставим новую «точку». Таким вот образом проходим точечно весь шов сверху вниз.
Более подробную информацию о тонкостях сварки для новичков вы можете почерпнуть в данном видеоролике.
Оцените запись
[Голосов: 35 Средняя оценка: 4.6]Как сделать уличный гриль: 9 шагов (с изображениями)
Предупреждение: работа с пропаном может быть опасной, НЕ пытайтесь это сделать, если вы не знаете, как горит пропан. Я не несу ответственности, если вы повредили себя, имущество или других людей, пытаясь это сделать. Эта информация предоставляется только для справки. Купите горелки, если у вас нет навыков или знаний, чтобы их сделать.
Необходимо носить как минимум защитные очки, негорючую одежду и использовать эту горелку только на улице.
Чтобы создать записывающие устройства, я разместил целый ряд других инструкций в другой своей учетной записи (https: //www.instructables.com/id/How-to-Make-a-BBQ …) с подробными инструкциями и видео, но вот а также процесс:
Это то, что я использовал для материалов для изготовления одной горелки:
- Трубка из нержавеющей стали размером 1 x 1/16 дюйма (можно заменить ее обычной сталью, но нержавеющая прослужит дольше)
- 3 Переходник из черного чугуна от / 4 «до 1 1/2»
- Ниппель для трубы из латуни NPT 1/8 «
- Торцевая заглушка из латуни NPT 1/8″
- Шаровой кран 1/8 «для газа
- 3/4″ стальной стержень
- Регулятор и шланг BBQ низкого давления (в зависимости от того, сколько горелок вы подключите, вам потребуется увеличить мощность регулятора)
- Раструб для перехода от пропанового шланга к резьбе 1/8 «NPT
- Пропановый бак
- PTFE лента или трубная смазка
Инструменты:
- Сверла и сверла Маленькие сверла (1 мм или 1.2 мм) — вы можете использовать Amazon, если не можете найти их на месте.
- Набор для метчиков и штампов (метчик 8-32 и метчик 1/8 «NPT)
- Сварщик с чугунными сварочными стержнями или сварочный аппарат MIG с нержавеющей сталью проволока (это упрощает задачу, но можно спаять детали вместе с помощью пропановой горелки)
- Ленточная пила или ножовка
- Кернер
- Угловая шлифовальная машина с отрезным диском
Итак, давайте поговорим хотя бы о теории с точки зрения непрофессионала
Эта конструкция горелки работает за счет эффекта Вентури, поскольку газ вытесняется через небольшое отверстие, установленное на конце горелки, он втягивает воздух и смешивается внутри трубы горелки.Затем смесь пропана и воздуха вытесняется из отверстий или щелей горелки и при воспламенении горит.
Пропан должен смешаться с воздухом, чтобы гореть в определенном соотношении, но методом проб и ошибок мне удалось заставить горелку гореть красивым голубым пламенем. Если вы видите пламя желтого или оранжевого цвета, это означает, что есть несгоревшее топливо и недостаточно воздуха, смешанного с пропаном для нормального сгорания. Размер отверстия очень важен для размера трубки, если трубка слишком мала, а отверстие слишком велико, вы получите неполное смешивание и неполное сгорание.
Для этой конструкции я протестировал множество различных отверстий, от:
- 1/32 дюйма — слишком маленькое — очень маленькое синее пламя
- 1/16 дюйма — слишком большое — много желтого, но очень мощное пламя
- 0,8 мм — слишком мало
- 1,0 мм — в самый раз — нет желтого пламени
- 1,2 мм — точно с небольшим желтым, но очень сильным пламенем
Я попал в отверстие диаметром 1,0 мм или 1,2 мм.
Узел диафрагмы
Узел диафрагмы изготовлен из
- Латунный трубный ниппель NPT 1/8 дюйма
- Торцевая заглушка латунной NPT 1/8 дюйма
- Шаровой кран 1/8 дюйма для газа
- 3 / 4-дюймовая стальная заготовка
В центре торцевой заглушки из латуни с резьбой NPT 1/8 дюйма пробивали отверстия по центру, а затем высверливали с помощью 1 мм или 1 мм.Сверло на 2 мм, смазочно-охлаждающее масло тоже использовалось. Это отверстие является отверстием, и пропан будет вытекать из него с большой скоростью.
Также pro-tip, если сверла слишком малы для патрона вашего сверла, используйте металлическую ленту и оберните ее вокруг сверла, чтобы сделать вал достаточно большим, чтобы его можно было захватить патроном.
Выколотите по центру стальную заготовку 3/4 «и просверлите отверстие, соответствующее метчику 1/8» NPT. Используя много масла для резки, нарежьте резьбу в отверстие. Через это отверстие будет нарезан ниппель 1/8 «латунной трубы NPT.После того, как ниппель трубы будет продет через отверстие, закройте отверстие трубы крышкой, в которой просверлено отверстие с отверстием на предыдущем шаге.
Навинтите шаровой кран на другой конец ниппеля. Обязательно обеспечьте герметичное уплотнение между всеми фитингами, используя ленту из ПТФЭ или смазку для труб для герметизации резьбы.
Изготовление трубки горелки
Корпус горелки сделан из отрезка трубы из нержавеющей стали, с нержавеющей сталью действительно трудно работать, поскольку она затвердевает.Сначала я собирался просверлить в нем отверстия для горелки, но это заняло бы слишком много времени и слишком много работы, поэтому я решил вырезать небольшие тонкие прорези в трубке на расстоянии 1 см друг от друга для «отверстий» горелки. Я использовал свою портативную ленточную пилу и быстро с этим справился, но можно было использовать и ножовку.
Конец трубы из нержавеющей стали нагревали, а затем сгибали в тисках. Это позволяет загибать трубку горелки и закрывать ее, образуя плоское место, где можно просверлить отверстие и использовать его для установки горелки.Конец трубки после обжима приваривался (тоже можно было паять).
Затем трубка была приварена к фитингу редуктора из черного железа от 3/4 «до 1 1/2», фитинг редуктора обеспечивает отличный впуск воздуха в горелку и крепление для отверстия. К боковым сторонам редуктора были приварены две стальные петли диаметром 3/4 дюйма, в которых было резьбовое отверстие (я использовал 3-32 болта) для крепления болта для крепления узла диафрагмы. Опять же, если у вас нет доступа сварщику это можно было припаять, а отверстия можно было врезать прямо в конец фитинга редуктора.Я решил приварить некоторые вкладки, так как с ними было легче работать.
Примечание о сварке фитинга редуктора из черного чугуна: эти фитинги обычно являются чугунными, которые не свариваются очень хорошо или легко. Поскольку я просто прихватываю сварку, это не проблема, также чугун перед сваркой следует предварительно нагреть. Я использую сварочный аппарат MIG с проволокой из нержавеющей стали, который, как я слышал, можно использовать для сварки чугуна. Пока у меня проблем со взломом не было.
Выровняйте отверстие узла сопла так, чтобы оно находилось посередине отверстия 1 1/2 дюйма фитинга редуктора, вы хотите, чтобы пропан стрелял прямо в трубку горелки, чтобы он мог смешаться с воздухом, закрепите на месте и отметьте отверстия маркером.В узле диафрагмы просверлены отверстия, соответствующие стальным выступам с резьбовыми отверстиями, чтобы узел диафрагмы можно было прикрепить болтами к фитингу редуктора.
Подключение горелки и тестирование
Для подключения горелки к пропану я использовал штуцер, который переходил от конусного штуцера на пропановом шланге и регуляторе к резьбе 1/8 дюйма NPT, в моем случае шаровой клапан Это будет зависеть от того, какой фитинг вы использовали, поэтому просто руководствуйтесь тем, что я сделал, проверьте свою местность на предмет поставщика пропана или фитингового магазина, и они смогут получить для вас подходящие фитинги.
Пропановый регулятор, который я использовал, был регулятором низкого давления для барбекю, он должен быть достаточно большим, чтобы выдерживать мощность нескольких горелок, в данном случае я установил для этого регулятора 80 000 БТЕ, более чем достаточно. Лучше иметь избыток мощности, чем недостаток. Помните, что скорость потока регулятора отличается от давления, которое он может обеспечить. Регуляторы пропана низкого давления (менее 1 фунта на квадратный дюйм) очень распространены и имеют простой серый или серебристый цвет, а регулятор высокого давления — красного цвета.Также можно использовать регулируемый регулятор высокого давления, но это зависит от того, насколько сильным вы хотите, чтобы пламя было.
Перед испытанием надежно закрепите горелку в тисках или столе.
Включите пропан в баллоне и откройте шаровой кран на 1/4 оборота, газ должен потечь, с помощью зажигалки BBQ был воспламенен газ, истекающий из прорезей, прорезанных в трубке горелки. Если все работает правильно, должно быть красивое голубое пламя. Я попытался отрегулировать поток газа, чтобы убедиться, что пламя горит правильно, оно должно быть синим при повышении или понижении.Изменение размера отверстия или положения узла отверстия было сделано, чтобы настроить настройку.
Горелка в сборе
Теперь, когда горелки заработали, пришло время установить отвес и собрать узел горелки. Все используемые фитинги имели резьбу 1/8 дюйма с нормальной трубной резьбой, посмотрите, как на фотографиях показано, как была подключена вся система. В основном каждая горелка имеет свой собственный клапан, а затем каждая горелка была подключена к коллектору. Поскольку для сборки требуется много отдельных фитингов I вместо ленты из ПТФЭ использовалась трубная смазка / герметик для резьбы.
Сантехника горелок
После того, как горелка заработала должным образом, три из них были соединены вместе с помощью фитингов 1/8 «NPT, см. Фото, как это было сделано, так как это довольно просто. У каждой горелки был свой шаровой клапан.
Полное руководство по толщине стали для пиццы
Сталь для пиццы является эффективным проводником тепла, позволяющим создавать пиццу с вкусной и хрустящей основой.
Когда эта сталь предварительно нагревается в духовке, она будет собирать тепло, а затем передавать его тесту, чтобы приготовить пиццу вместе с излучением духовки.Таким образом, пицца будет готовиться намного быстрее.
Как и ожидалось, сталь для пиццы может похвастаться высококачественной конструкцией, которая считается неразрушимой, и благодаря этому она может прослужить вам много времени без ухудшения даже после частого воздействия сильной жары.
Стали для пиццы считаются лучшим вариантом, чем камни для пиццы. Камни для пиццы обычно изготавливаются из керамического материала или глины, и, хотя они являются эффективными проводниками тепла, они не передают тепло со скоростью стали.
Попытка приготовить из нее пиццу может стать проблемой при попытке создать пиццу того же качества и стандарта, что и пицца, которую вам подали бы в ресторане.
Конечно, одна из основных причин заключается в том, что дома большинства людей не оборудованы специальной печью для пиццы. Вот почему вам потребуется использовать сталь для пиццы, так как использование такого продукта может помочь создать пиццу с отличным вкусом и качеством.
Большинство сталей для пиццы имеют толщину в диапазоне от 3/16 дюйма до 1/2 дюйма.Использование стали может существенно повлиять на время выпечки пиццы.
Ниже мы предоставили вам полное руководство по толщине стали для пиццы и ее влиянию на время выпечки. Мы также оценили, как время предварительного нагрева зависит от толщины стали.
Как толщина стали для пиццы влияет на выпечкуЧтобы приготовить пиццу с тонкой, но хрустящей и вкусной основой, необходимо использовать сталь для пиццы.
Как следует из названия, сталь для пиццы изготавливается из стали; материал, который, как известно, отлично проводит тепло. По сути, поверхность будет передавать тепло всему, что находится на ней, почти сразу после точки контакта.
Сталь намного прочнее керамики, поэтому она может выдерживать воздействие более высоких температур, не повреждая ее. Однако керамика страдает от такой интенсивности, и поэтому качество сборки начинает ухудшаться.
Хотя сталь сильно влияет на время обжига, необходимо учитывать и множество других факторов. Модель и мощность вашей духовки являются одними из самых важных, так как разные варианты обладают разными возможностями при работе при более высоких температурах. Это также будет зависеть от количества пицц, которые вы собираетесь приготовить.
Большинство сталей подходят для одной пиццы большого размера за один раз, поэтому, если вы хотите приготовить несколько пицц, вы должны помнить, что температура стали во время процесса будет падать.
Это связано с тем, что каждый раз, когда сталь вынимают из духовки и кладут на нее новую пиццу, она теряет тепло, особенно в случае с более тонкой сталью, поскольку она постоянно покрыта и не подвергается воздействию чтобы удерживать эти высокие температуры.
Если сталь толще, это менее вероятно, потому что она имеет большую глубину, чтобы удерживать тепло для каждой приготовленной пиццы. При приготовлении серии пиццы на более толстой стали вы испытаете более быстрое приготовление, потому что более толстая сталь будет лучше удерживать и поглощать тепло по сравнению с тонкой сталью.
По этой причине вам не нужно беспокоиться о том, что каждый раз, когда вы открываете и закрываете дверцу духовки, чтобы вставить следующую пиццу, это приведет к понижению температуры стали.
Хотя вы, вероятно, столкнетесь с такими проблемами при использовании более тонкой стали, толстая сталь помогает свести к минимуму эту проблему, поглощая тепло, которое она уже собрала, и используя его для приготовления следующих пицц, как только основа касается поверхности.
Важно помнить, что пицца и сталь должны работать вместе, чтобы достичь правильного баланса.В то время как тепло от стали будет передаваться основанию пиццы, верхняя часть требует такой же интенсивности тепла от духовки для приготовления.
Если работа духовки и нагрев стали не коррелируют, вы, вероятно, обнаружите, что у вас осталась неравномерно приготовленная пицца. Нагрев стали и жар духовки должны быть одинаковыми, чтобы пицца не пригорела.
Хотя сталь для пиццы готовится быстрее, этой скорости должно соответствовать излучение от верхней части духовки.Если ваша духовка не успевает за этим, вы, вероятно, обнаружите, что верх пиццы недоварен, а основа приятная и хрустящая.
По этой причине вы хотите выбрать сталь в соответствии с характеристиками вашей духовки. Если ваша духовка не сможет работать на том же уровне, что и сталь, тогда вам будет лучше выбрать сталь с более длительным временем выпечки. Это позволит духовке дольше приготовить верхнюю часть пиццы.
Время предварительного нагрева стали для пиццы разной толщиныКонечно, как и следовало ожидать, время предварительного нагрева будет отличаться в зависимости от толщины стали.Хотя более толстая сталь сохраняет и поглощает тепло лучше, чем тонкая сталь, для достижения этой температуры потребуется больше времени.
Доступен ряд сталей для пиццы различной толщины: самая большая — 1/2 дюйма, самая маленькая — 3/16 дюйма.
При падении среднего диапазона вы найдете варианты 3/8 «и 1/4». Толстая сталь для пиццы требует приличного количества времени для предварительного нагрева. После того, как вы включили духовку и установили температуру около 500 градусов по Фаренгейту, вы можете вставить сталь и дать ей нагреться.
Более толстая сталь потребует почти вдвое больше времени для достижения температуры по сравнению с тонкой сталью, потому что там больше материала для прохождения тепла.
Для предварительного нагрева тонкой стали для пиццы потребуется около 45 минут, а для самой толстой стали на этот раз потребуется вдвое больше. Вы должны ожидать, что сталь толщиной 1/4 дюйма займет около часа, а сталь толщиной 3/8 дюйма — примерно на 10 минут дольше.
Хотя толстой стали потребуется особенно много времени для достижения температуры, после того, как она поглотит тепло и ваша пицца будет размещена на поверхности и помещена в духовку, приготовление, вероятно, займет около 5 минут.
Это, конечно, будет зависеть от температуры вашей духовки, как правило, вы должны поддерживать температуру 500 градусов по Фаренгейту внутри духовки.
Нужна ли мне тонкая сталь для пиццы или толстая сталь для пиццы?Тип стали для пиццы, которая вам понадобится, будет зависеть от ваших требований к приготовлению.
Если вы собираетесь приготовить одну пиццу, вы, вероятно, найдете достаточно тонкой стали, так как у нее более короткое время предварительного нагрева и она достаточно хорошо переносит этот нагрев.Толстая сталь состоит из большего количества материала и лучше поглощает тепло, хотя и имеет более длительное время предварительного нагрева.
Одним из наиболее важных факторов, влияющих на тип стали, который вам нужен, будет количество пицц, которые вы собираетесь готовить последовательно друг за другом.
Как уже упоминалось, если вы собираетесь готовить только одну пиццу, подойдет тонкая сталь. Однако, если вы обслуживаете большую группу людей и собираетесь готовить несколько пицц, используя одну и ту же сталь, она вам понадобится, чтобы сохранить это тепло, даже когда дверца духовки открывается и закрывается.
Поэтому толстая сталь будет лучшим вариантом. В то время как тонкая сталь будет сопротивляться, более толстая сталь более плотная и поэтому может поддерживать больше тепла, даже когда поверхность постоянно покрыта пиццей.
Если вы готовы немного подождать, пока сталь нагреется, вы, вероятно, найдете толстую сталь, которая удовлетворит ваши потребности.
Также важно помнить, что стали для пиццы могут различаться по весу и цене в зависимости от толщины.Таким образом, более тонкая сталь будет более легкой и более простой в обращении, что некоторые могут предпочесть при перемещении пиццы в духовку и из духовки.
Однако более толстая сталь, особенно самый толстый вариант, будет иметь больший вес.
Выбор подходящей толщины стали для пиццы в соответствии с вашими потребностямиПри этом важно выбрать толщину стали для пиццы в соответствии с количеством пицц, которые вы собираетесь готовить, и количеством времени, которое вы хотите подождать Выбор стали для предварительного нагрева также следует делать в соответствии с возможностями вашей духовки.
Как мы упоминали ранее в нашем руководстве, выбор стали, которая нагревается быстрее, чем ваша духовка, приведет к неравномерному приготовлению пиццы.
Если максимальная температура вашей духовки намного ниже, чем производительность стали, вам следует выбрать более тонкий вариант, так как это с большей вероятностью приготовит пиццу по тем же стандартам.
Если у вас более мощная духовка, вы, вероятно, обнаружите, что более толстая сталь нагревает основание вашей пиццы с той же скоростью, с которой потолок духовки излучает тепло на верхнюю часть пиццы.
Стоит ли пицца из стали?Если вы заядлый любитель пиццы, вы, вероятно, выиграете от вложения в сталь для пиццы. Как отличный проводник тепла, использование стали для пиццы позволяет достичь стандартных результатов в ресторане, не выходя из собственного дома.
Сталь для пиццы отличается превосходной прочностью, особенно по сравнению с другими изделиями, например, керамической посудой. Сталь прочнее и не портится при воздействии более высоких температур.
Заключительные мыслиПри наличии сталей для пиццы различной толщины бывает сложно определить, какой вариант лучше всего подходит для ваших нужд, однако, поскольку мы рассмотрели это руководство, ответ зависит от многих факторов.
Мы бы посоветовали вам выбрать более толстую сталь, так как она отлично поглощает тепло, но также хорошо сохраняет это тепло.
Благодаря своей способности сохранять больше тепла, ваша пицца будет готовиться намного быстрее, и она будет достигать красивой и вкусной текстуры с хрустящей основой после контакта с теплом стальной поверхности с момента ее помещения. на сталь.
Важно помнить, что ваша духовка и сталь должны хорошо работать вместе, чтобы достичь стандартных результатов в ресторане.
Полное руководство по толщине стали для пиццы
Толщина стали для пиццы обычно составляет от 3/16 дюйма до 1/2 дюйма. Толщина стали определяет время выпечки и количество пицц, которые вы можете испечь. Но выбрать правильную толщину стали для пиццы немного сложнее. В этой статье вы узнаете о преимуществах и недостатках сталей для пиццы разной толщины и о том, как следует использовать каждую из них.
Как толщина стали для пиццы влияет на выпечку
Толщина стали для пиццы в основном влияет на две вещи: время выпечки и количество пицц, которые вы можете испечь друг за другом без повторного нагрева стали.
Время выпечки
Давайте сначала посмотрим на время выпечки. Но чтобы понять роль стали для пиццы, нам нужно поговорить о том, какие факторы влияют на время выпечки.
Сталь для пиццы — только один из факторов времени выпечки
В печи для пиццы пицца выпекается с сочетанием горячей поверхности для выпечки и излучения тепла от потолка духовки.И это то, чего мы пытаемся достичь с помощью стали для пиццы. Поэтому важно понимать, что выпечка как верхней, так и нижней части должна происходить с одинаковой скоростью, поэтому они должны выполняться одновременно .
Это означает, что вы не обязательно хотите, чтобы сталь для пиццы испекла пиццу как можно быстрее. (Это будет важно, когда мы будем говорить о времени выпечки в следующем разделе). Должен быть баланс между температурой стали и теплом духовки.Иначе у вас может получиться подгоревшая корочка пиццы и сыр, который не растоплен, или сырое тесто, и подгоревшая начинка.
Вероятно, вы хотите, чтобы пицца выпекалась как можно быстрее, чтобы результат был максимально приближен к неаполитанской пицце. Неаполитанская пицца обычно готовится за 60-90 секунд при температуре 900 ° F (485 ° C). В обычной домашней духовке это невозможно. Но вы хотите подойти как можно ближе и испечь пиццу как можно быстрее и горячее.
Если у вас есть сталь для пиццы, которая позволяет быстро выпекать пиццу, вам также понадобится духовка, которая сможет так же быстро испечь верхнюю часть пиццы.Один из способов повысить температуру — использовать жаровню. Нагревательный элемент, обычно устанавливаемый в верхней части домашней духовки. Если в вашей духовке нет жаровни, возможно, вам не нужна сталь для пиццы, которая быстрее всего готовится.
Как толщина влияет на время выпечки
Толщина стали для выпечки определяет время выпечки нижней части пиццы. Причина в том, что чем больше тепла может удержать сталь, тем быстрее запечется корочка. Таким образом, выпечка той же пиццы на толстой стали для пиццы займет меньше времени, чем на более тонкую .
Примеры времени выпечки для разной толщины
При одинаковой пицце и одинаковой температуре духовки время выпечки может варьироваться от 3 до 8 минут. Вот пример времени выпечки предварительно нагретых сталей для пиццы разной толщины при 550 ° F (288 ° C):
| Толщина | Время выпекания |
| 3/16 дюйма (4,8 мм) | 6-8 минут |
| 1/4 дюйма (6,4 мм) | 5-6 минут |
| 3/8 дюйма (9.5 мм) | 4-5 минут |
| 1/2 дюйма (12,7 мм) | 3-4 минуты |
Если вы выпекаете пиццу при другой температуре (чем выше, тем лучше!) времена будут немного отличаться от таблицы. Но это хороший показатель того, что можно ожидать от сталей для пиццы разной толщины.
Количество пицц
Толщина стали для пиццы также определяет, сколько пицц вы можете испечь сразу друг за другом.
Когда вы кладете холодную пиццу (комнатной температуры) на горячую сталь для пиццы, температура упадет. А поскольку пицца блокирует повторный нагрев поверхности, она будет падать дальше с каждой пиццей, которую вы готовите. Более толстая сталь для пиццы сохраняет больше энергии и, следовательно, лучше удерживает температуру, чем более тонкая сталь. В результате толстая сталь для пиццы позволяет испечь несколько пицц сразу после каждой другой р.
Для стали для пиццы 3/8 дюйма вы действительно можете увидеть разницу даже после первой пиццы.Вторая пицца будет менее яркой и не такой хрустящей, как первая. Хотя я думаю, что испечь 2 пиццы подряд на стали 3/8 дюйма — это нормально!
Время предварительного нагрева сталей для пиццы различной толщины
Чем толще сталь для пиццы, тем дольше она должна разогреваться. Это связано с тем, что для сохранения большего количества энергии требуется больше времени для поглощения тепла. Для стали для пиццы 3/16 я рекомендую предварительно нагреть ее на 45. Для стали для пиццы 3/8 дюйма — 1 час, а для стали 1/2 дюйма — 90 минут.
В таблице ниже вы можете увидеть рекомендуемое время предварительного нагрева для различной толщины.
| Толщина | Время предварительного нагрева |
| 3/16 дюйма (4,8 мм) | 45 минут |
| 1/4 дюйма (6,4 мм) | 45-60 минут |
| 3/8 дюйма (9,5 мм) | 60-75 минут |
| 1/2 дюйма (12,7 мм) | 90+ минут |
Толстая и тонкая сталь для пиццы
Подводя итог различию между толстой и тонкой сталью для пиццы, в основном, толстая сталь удерживает больше тепла, что сокращает время выпечки и увеличивает количество пицц, которые вы можете приготовить подряд.Повышенный нагрев также делает пиццу более хрустящей, и вы с большей вероятностью обнаружите на ней обугливание. Однако толстая сталь для пиццы требует более длительного времени предварительного нагрева, чем тонкая. Более толстые стали для пиццы также тяжелее и, как правило, дороже, чем тонкие.
Как выбрать лучшую толщину стали для пиццы
Когда вы думаете о стали для пиццы, вам нужно не только смотреть, сколько тепла она может удерживать. Тогда более толстая сталь для пиццы всегда была бы лучшим выбором.Однако это не так. Как я уже упоминал ранее, важно убедиться, что ваша духовка может испечь верхнюю часть пиццы так же быстро, как и нижняя часть стали для пиццы. Так что, если ваша духовка нагревается только до 450 ° F (230 ° C) и в ней нет жаровни, вам может не понадобиться выпечка толщиной 1/2 дюйма. Причина в том, что на нем будет очень сложно испечь пиццу. А нижняя часть пиццы будет выпекаться намного быстрее, чем верхняя часть.
Поэтому я рекомендую выбирать сталь для пиццы, соответствующую температуре вашей духовки.Если в вашей духовке нет жаровни, я рекомендую использовать сталь толщиной 1/8 или 1/4 дюйма. Но если в вашей духовке есть жаровня, это зависит от температуры, которую может достичь ваша духовка. Вот таблица, в которой показана рекомендуемая толщина стали для пиццы на основе максимальных температур для различных печей (с грилем):
| Температура ° F | Температура ° C | Рекомендуемая толщина стали для пиццы |
| 500 ° F | 250 ° C | 1 / 4-3 / 8/8 дюймов |
| 550 ° F | 275 ° C | 3 / 8-1 / 2 дюйма |
| 600 ° F | 300 ° C | 1/2 дюйма |
Как видите, чем горячее печь, тем быстрее мы можем испечь верхнюю часть пиццы и тем быстрее мы хотим испечь нижнюю часть, поэтому сталь для пиццы будет толще.
Лучшая сталь для пиццы
Лучшая универсальная сталь для пиццы — средняя толщина
Средняя температура домашней духовки обычно достигает 550 ° F (275 ° C). Из приведенной выше таблицы температур я рекомендую использовать камень для пиццы 3 / 8-1 / 2 дюйма для этой температуры.
Одна из моих любимых толстых сталей для пиццы — Conductive Cooking Square Pizza Steel. Это высококачественная сталь для пиццы американского производства, которая выпускается как в версии 3/16 дюйма, так и версии 3/8 дюйма. Он также бывает разных размеров. Причина, по которой я рекомендую это, заключается в том, что это невероятно прочная и прочная сталь для пиццы, из которой получается идеально хрустящая пицца.
Conductive Cooking Square Pizza SteelЕсли вы совершите покупку по этой ссылке, мы заработаем небольшую комиссию без каких-либо дополнительных затрат для вас.
Я рекомендую версию 3/8 дюйма, если у вас обычная конвекционная печь с жаровней. И поместите его на верхнюю решетку духовки, как можно ближе к жаровне. Разогрейте духовку не менее 60 минут, и эта сталь должна испечь пиццу примерно за 4 минуты.
Лучшая 1/2 Пицца Сталь
Для горячей домашней духовки вам понадобится толстая сталь для пиццы. Лучшая толстая сталь для пиццы — это NerdChef Stone 1/2 ″ , прочная качественная сталь для пиццы, из которой получается очень хрустящая пицца!
Если у вас есть домашняя духовка, которая может нагреваться до 550 ° F или более, вам также понадобится сталь для пиццы, которая сможет не отставать от скорости выпечки.Чтобы выпекать пиццу как можно быстрее, вам понадобится сталь для пиццы 1/2. Это создаст горячую поверхность для выпечки, на которой можно приготовить такую же хрустящую пиццу, как в дровяной печи для пиццы.
Пытаться быстро испечь пиццу, используя слишком тонкую сталь для пиццы, просто не работает. Верхняя часть пиццы закончится намного быстрее, чем нижняя, а нижняя часть останется сырой и недостаточно приготовленной. Однако, если у вас есть подходящая сталь для пиццы для вашей духовки, вы можете приготовить потрясающую пиццу в неаполитанском стиле дома! Толстая сталь для пиццы 1/2 дюйма — вот что позволяет выпекать
NerdChef Steel Stone 1/2 ″ — это чрезвычайно прочная и прочная сталь для пиццы, произведенная в США.Из него всегда получается идеально хрустящая пицца! Меня не раз спрашивали, как я могу приготовить хрустящую пиццу в неаполитанском стиле дома. И краткий ответ — подходящая сталь для пиццы!
При надлежащем уходе эта сталь прослужит вам всю жизнь. NerdChef также считает, что их продукт достаточно хорош, чтобы прослужить ему всю жизнь, и поэтому предлагает пожизненную гарантию.
NerdChef Steel Stone 1/2Если вы совершите покупку по этой ссылке, мы заработаем небольшую комиссию без каких-либо дополнительных затрат для вас.
Если вы хотите узнать больше о том, как использовать сталь для пиццы, ознакомьтесь с моим подробным пошаговым руководством: Как использовать сталь для пиццы
Заключение
В целом, более толстая сталь для пиццы лучше, потому что она нагревается и удерживает тепло лучше, чем тонкая сталь. Это означает, что пицца выпечется быстрее, и в итоге получится более хрустящая пицца. Толстая сталь для пиццы также позволяет испечь сразу несколько пицц без повторного нагрева. Кроме того, он с большей вероятностью обуглит корку пиццы и из него получится идеальная неаполитанская пицца.
Однако вам понадобится достаточно тепла, чтобы испечь верхнюю часть пиццы с такой же скоростью, как и нижняя часть. Так что, если ваша духовка недостаточно нагревается, более тонкая сталь для пиццы — лучший выбор.
Связанные
Top 8 Best Pizza Steel Отзывы
Вы пытались сделать домашнюю пиццу такой же, как пицца из ваших любимых пиццерий, но безуспешно?
Хотя для приготовления пиццы дома вам необходима духовка, это не единственное, что вам понадобится.Видите ли, причина, по которой ваша домашняя пицца не имеет такого ресторанного вкуса, вероятно, в том, что вы не используете сталь для пиццы.
Чтобы пицца получилась восхитительной хрустящей корочкой, которую мы все так жаждем, необходимо выдержать очень высокую температуру в течение короткого периода времени. Ваша домашняя пицца не получится с обычной духовкой. Все, что ему нужно, — это запечь сталь, чтобы выделять сильный жар и тщательно готовить.
В этих обзорах стали для пиццы, мы расскажем вам все, что вам нужно знать о стали для пиццы и о том, как найти лучшую.
Какой толщины должна быть сталь для пиццы?
Во-первых, вам нужно знать, почему толщина стали для пиццы имеет значение. Чем толще сталь для выпечки, тем больше энергии она может сохранить. Толстая сталь также готовится намного быстрее, чем более тонкая.
Однако при получении толстой стали для пиццы необходимо учесть некоторые моменты.
Вес, который может выдержать ваша духовка или гриль, играет большую роль в том, какой толщины должна быть ваша сталь для выпечки.Это может быть 0,25 дюйма или 0,5 дюйма; толщина может быть разной. Некоторые печи не вмещают сталь для пиццы толщиной 0,5 дюйма, поэтому помните об этом.
Кроме того, поскольку сталь толщиной 0,5 дюйма излучает больше тепла, чем сталь для пиццы 0,25 дюйма, во-первых, вам нужно выяснить, как вы планируете использовать продукт. Стоит ли вам принимать решение в зависимости от того, сколько пицц вы хотите приготовить одну за другой?
Наша лучшая пицца Steel ОтзывыС помощью стали для пиццы вы можете приготовить самые разные вкусные пиццы на своей уютной маленькой кухне.Вы можете выбрать один из множества стальных листов для запекания.
Однако, поскольку этот выбор может быть немного ошеломляющим, мы разработали наши лучшие варианты стали для пиццы именно для вас! В этом разделе обзора стали для пиццы мы перечислили следующие продукты как лучшие, на наш взгляд.
1. Стальной камень NerdChefПриготовьтесь удивить своих друзей и семью своей фантастической кулинарией, используя этот стальной камень от NerdChef.Благодаря этой стали для выпечки пицца будет готовиться быстрее и лучше.
Он имеет в 20 раз большую проводимость и может удерживать в два раза больше тепла по сравнению с камнями для выпечки. Итак, теперь тесто для пиццы будет нагреваться сильнее, оставляя после себя сочные корочки.
Изделие имеет поверхность с низким коэффициентом трения, отшлифованную до гладкости. Никакой предварительной заправки с вашей стороны не требуется, так как оно уже заправлено льняным маслом. Гладкая поверхность позволит пицце легко скользить.
Обеспокоены тем, что не справитесь с этой тяжелой сталью? Нет, потому что у этого инструмента есть отверстия для пальцев по бокам, так что держать его становится удобно.
Эта прочная сталь для пиццы имеет прочную и прочную конструкцию. Он считается небьющимся, и при небольшом уходе изделие прослужит вам всю жизнь.
При весе около 23 фунтов, этот тяжелый предмет бывает трех разной толщины. 0,25 дюйма — стандартная толщина стали.Более толстые могут удерживать больше тепла и давать еще лучшие результаты. Однако они также намного более существенны.
Являясь одним из лучших, этот продукт стоит каждой копейки и обеспечит отличную производительность. Вы точно не пожалеете, что приобрели эту сталь для пиццы!
- Поверхность с низким коэффициентом трения
- Высокая теплопроводность
- Чрезвычайно прочный
The Dough-Joe Samurai Pizza Steel — отличный инструмент для приготовления и выпечки.Компания Falls Culinary проделала фантастическую работу, создав одну из лучших сталей для выпечки, с которыми вы когда-либо сталкивались.
Этот продукт размером 15 x 15 x 0,2 дюйма можно использовать не только для приготовления пиццы и выпечки хлеба, но и для всего, что требует теплопроводности. Он обладает замечательной теплопроводностью, поэтому с его помощью можно тщательно приготовить корки для пиццы, чтобы получить самый ароматный вкус.
Нет времени приготовить что-нибудь с нуля? Это нормально, потому что вы можете использовать эту сталь для выпечки даже для нагрева замороженной пиццы.Вы можете достать остатки из холодильника и использовать этот инструмент, чтобы снова нагреть их до хрустящей корочки.
Благодаря удивительной теплопроводности этого продукта вы можете готовить блюда, очень близкие к тем, что готовят в ресторанах. Для этого вам даже не понадобится дровяная печь, просто старая добрая рабочая печь и эта прямоугольная сталь отлично справятся с этой задачей.
Стали отлично подходят для приготовления пиццы и хлеба, поскольку они обеспечивают равномерный нагрев.
По прочности тоже проблем не возникнет.Он прочный, а толщина помогает предотвратить растрескивание и деформацию предмета. С этим предметом чистка также проста и легка.
- Прочная конструкция, не сломается
- Отличная теплопроводность
- Поставляется предварительно пропитанной
Пора отложить камень для выпечки и заменить его этой круглой сталью для выпечки, если вы хотите получать более вкусные блюда за более короткое время.Благодаря этой стали для пиццы от Charcoal Champion вы получите равномерно приготовленную пиццу с идеальной коричневой хрустящей корочкой.
Когда вы захотите пиццу или какую-нибудь выпечку, достаньте этот инструмент и начинайте готовить. Высокая теплопроводность этого стального изделия обеспечивает равномерное распределение тепла по тесту для пиццы.
Однако перед использованием предварительно нагрейте стальную пластину в духовке в течение примерно 45 минут при температуре от 500 до 550F.
Стандартный вес продукта около 6.14 фунтов, и это также тоньше, чем большинство сталей для пиццы, толщиной около 0,125 дюйма.
Очистка этой вещи не будет проблемой. Вы можете промыть его теплой водой, а затем дать ему высохнуть, прежде чем снова использовать. Кроме того, в отличие от большинства камней для выпечки, этот продукт не оставляет пятен.
Хотите знать, что самое лучшее? Вы получаете этот продукт со всеми этими фантастическими функциями по очень разумной цене. Это действительно необходимо для всех любителей пиццы.
- Доступный
- Долговечный продукт
- Легко чистится
- Тоньше, чем большинство сталей для пиццы
Следующим в нашем списке идет эта сверхпрочная выпечная сталь, произведенная The Original Baking Steel, которая воплотит в жизнь все ваши кулинарные желания. Он не только равномерно и тщательно нагревается, но и быстро готовится благодаря своей высокой проводимости.
Это крупное стальное изделие изготовлено из сверхпроводящей стали.Это означает, что он может удерживать и излучать тепло лучше, чем большинство стальных листов. Это позволит приготовить пироги намного быстрее и, следовательно, исключит любые шансы оставить после себя сырую серединку. Изделие имеет матовую поверхность, углы гладкие и округлые.
Для предварительного нагрева вы можете оставить выпечку в духовке примерно на час и нагреть ее до температуры около 500F. Вы можете использовать эту красоту не только в духовках, но и на грилях, получая не менее отличный результат.Разве это не только делает жизнь для вас намного удобнее?
Одним из недостатков этой вещи является то, что она быстро ржавеет. Однако, проявив некоторую осторожность, этого можно избежать.
Побалуйте себя этой сталью для пиццы и приготовьте самые вкусные блюда для своих друзей и семьи. Это подарит вам незабываемые впечатления и сделает приготовление пищи для вас более приятным. Теперь вы можете готовить сколько душе угодно!
- Изготовлен из сверхпроводящей стали
- Готовится быстро
- Тщательно нагревается
Устали делать пиццу, у которой, кажется, всегда есть сырые центры? Мы все были там. Однако теперь вы можете попрощаться с этой проблемой с этой проблемой Baking Steel от Sur La Table.
Эта прочная сталь для пиццы была изготовлена с особой тщательностью из высококачественной стали. Поверхность с высокой проводимостью позволяет готовить пищу наизнанку. Все те дни, проведенные в беспокойстве о сырой, неравномерной пицце, не вернутся, пока у вас есть этот красивый кусок металла.
Не в настроении пользоваться духовкой? Это нормально, потому что вы также можете использовать этот продукт для приготовления отличных блюд на гриле. Вы можете увеличить температуру до 1800 o F, и она все равно не согнется и не скрутится. Он будет лежать так же ровно, как и в первый день.
Уборка, конечно, не увлекательная задача, но этот инструмент делает ее настолько простой, что вряд ли это будет похоже на работу. Просто вымойте его теплой водой с мягким мылом, и все будет хорошо и свежо.
Эта четвертьдюймовая сталь для выпечки — это все, о чем вы мечтали. Вы вряд ли найдете другой такой!
- Выдерживает высокие температуры
- Равномерно распределяет тепло, образуя хрустящую корочку
- Неразрушаемый
- Через некоторое время возможно появление пятен
Если вы любите время от времени печь пиццу, то этот продукт для вас! Вы можете быть уверены, что эта сталь для пиццы не подведет вас, независимо от того, для чего вы ее используете, в качестве хобби или просто для небольшого домашнего пиццерия.
Начните выпекать восхитительную хрустящую пиццу с помощью этого сверхпроводящего устройства для выпечки. Благодаря этой стали ваши пироги будут максимально нагреты. Это позволяет вашей пицце достигать самых высоких температур для достижения наилучших результатов, при этом сам продукт не трескается. Не только это, вы даже можете использовать эту стальную тарелку для холодного сервировки.
Изделие весит 16,3 фунта и имеет толщину 0,25 дюйма. Таким образом, даже если он не может удерживать столько тепла, как некоторые другие более толстые стали для пиццы, он неплохо справляется со своей задачей.Твердая поверхность размером 16 на 14,25 дюйма имеет низкое трение. Благодаря такому покрытию ваши лепешки не прилипают к поверхности и могут легко соскользнуть.
Для эффективного обогрева вы не можете выбрать продукт лучше, чем этот.
- Поверхность с низким коэффициентом трения
- Красивая, гладкая поверхность
- Эффективно нагревается
- Требуется обновление приправы после каждой стирки
Хотите найти идеальный подарок для друга-любителя пиццы? В таком случае вы только что нашли нужный продукт! Будь то для друга, члена семьи или вас, он всегда будет удовлетворять своих пользователей.
Один из самых важных аспектов при приготовлении пиццы — это равномерное приготовление. В противном случае он либо намокнет, либо пригорит. Однако с этим инструментом это не будет проблемой, потому что он может передавать тепло в 20 раз быстрее, чем обычные камни. Таким образом, вы можете быть уверены, что у вашей пиццы будет хрустящая корочка.
Кстати, камень для выпечки сделан из стали. Таким образом, ваши блюда будут иметь множество аппетитных ароматов, которые позволят вам подавать блюда ресторанного качества прямо у себя дома.Более того, стальная конструкция также гарантирует долгий срок службы инструмента.
Обеспокоены слишком плотными камнями для выпечки? Что ж, у этого очень разумный вес. Вам не придется утомлять себя, неся его; с другой стороны, он недостаточно легкий, чтобы быстро сломаться.
Что делает его еще более особенным, так это то, что поверхность предварительно обработана. Таким образом, вы можете начать использовать его прямо из коробки.
Однако вы должны быть немного осторожны при обращении с ним.Вокруг оборудования есть острые края, которые не обработаны точно. Кроме того, после нескольких использований пицца может немного прилипнуть. В остальном это просто фантастический камень для пиццы.
- Передает тепло более эффективно, чем обычные камни
- Стальная конструкция
- Разумный вес
- Предварительно обработанная поверхность
- Поставляется в подарочной коробке
- Острые края вокруг оборудования
В то время как приготовление пищи — занятие забавное, уборка, несомненно, — нет. Мы не можем полностью отказаться от последнего, но мы можем сделать это проще. Следовательно, вот продукт, который очень легко мыть после того, как вы закончите с ним. Не упустите возможность узнать, что еще он может предложить.
Построен из высококачественной стали. Итак, вы уже можете сказать, что это будет одна крепкая сковорода. Но это еще не все. Хотя на нем нет химического покрытия, он не ржавеет.Так что никакие лишние химические вещества в тесто не попадут. Более того, он не деформируется даже после многих грубых применений.
Знаете, почему его так легко чистить? У него антипригарная поверхность, зеркальная отделка и закругленные края. Отделка гарантирует, что еда не прилипнет к ней, а очистка становится простой. Края, с другой стороны, следят за тем, чтобы пицца не растекалась.
Равномерное приготовление — неотъемлемая часть выпечки пиццы. Таким образом, этот инструмент включает в себя функции, которые делают именно это.Тепло равномерно и быстро передается на все стороны инструмента. Он также может достигать высоких температур для правильного нагрева замороженных угощений. Однако эту функцию можно использовать и для выпечки других товаров.
- Изготовлен из высококачественной стали
- Без химического покрытия
- Имеет зеркальное покрытие
- Закатанные кромки
- Быстрая передача тепла
- Требуется частая чистка
для пиццы очень удобна для использования дома и может быть использована всякий раз, когда это необходимо.И есть множество вариантов на выбор. Тем не менее, как узнать, из чего выбрать?
Итак, мы провели исследование, чтобы помочь вам с этой дилеммой. Поскольку не все стали для выпечки одинаковы, вам нужно знать, какой продукт и его характеристики вам понравятся!
РазмерКонечно, это нужно учитывать. Хотите приготовить большую пиццу? Или вас устраивают пироги среднего размера? Вы должны задать себе эти вопросы перед покупкой одного из этих продуктов.
ТолщинаЕще одним очень важным аспектом стали для пиццы является ее толщина. Как мы уже упоминали, количество тепла, которое эти вещи могут удерживать, зависит от их толщины. Это также ускоряет весь процесс приготовления.
Однако недостатком действительно толстых стальных листов является то, что они могут стать очень тяжелыми. Убедитесь, что духовка или гриль выдержат вес продукта, на который вы смотрите.
ПрочностьКонечно, если вы инвестируете в новый продукт, вы хотите, чтобы он прослужил долго.Всегда выбирайте продукт, который имеет прочную конструкцию и изготовлен из высококачественной стали.
Ищите те, которые могут выдерживать чрезвычайно высокие температуры, чтобы они не перекручивались и не сгибались уже после нескольких использований.
ДоступностьЭто то, о чем нужно подумать. Вы ищете недорогой продукт? Или вы хотите лучший, независимо от стоимости?
Некоторые из продуктов самого высокого качества дороги.Однако это не всегда так. Вы также можете найти много удивительных продуктов по более низким ценам.
Часто задаваемые вопросы1. Требуется ли приправа для стали для пиццы?
Это не всегда необходимо, поскольку большинство сталей для пиццы поставляются предварительно выдержанными. Непосредственно перед первым использованием обязательно вымойте и высушите его. Однако некоторые продукты требуют повторного добавления приправы после каждой стирки.
2. Сталь для пиццы лучше камня для пиццы?
Поскольку сталь является отличным проводником тепла, она будет удерживать и излучать тепло гораздо эффективнее, чем камень для пиццы.По этой же причине он готовится намного быстрее, поэтому основа пиццы получается хрустящей и вкусной.
3. Тяжелые ли стали для выпечки?
Да, это так. В зависимости от их размеров и толщины, вес стали для пиццы может составлять от 13 до 16 фунтов.
4. Легко ли трескается сталь для пиццы?
Нет, обычно они не ломаются. Они изготовлены из прочной высококачественной стали, поэтому они очень прочные.
5. Как очистить сталь для выпечки?
После использования всегда дайте стальной пластине немного остыть. Затем подержите его под теплой водой и аккуратно сотрите остатки.
Если хотите, вы также можете использовать немного мыла, но убедитесь, что это мягкое мыло, так как некоторые продукты плохо реагируют на сильные. После стирки дайте ему полностью высохнуть, чтобы не заржаветь.
Заключение
Что ж, мы уверены, что теперь вы готовы отправиться в кулинарное путешествие к приготовлению пиццы.Надеюсь, это руководство поможет вам выбрать лучшую сталь для пиццы, которая является правильным выбором для вас!
Мы сделали свое дело; Теперь вам решать, какая из этих сталей для пиццы, по вашему мнению, подойдет вам лучше всего. Удачи!
Выбор кастрюль и сковородок для улучшения кулинарии — артикул
Как редактор Fine Cooking , я имел возможность наблюдать за работой многих отличных поваров. От них я многому научился, включая тот факт, что качественные кастрюли и сковороды, сделанные из правильных материалов, действительно могут улучшить вашу готовку.
Вместо того, чтобы иметь стойку, заполненную кастрюлями и сковородками всех форм и размеров, наличие нескольких хорошо подобранных предметов даст вам возможность готовить все, что вы хотите, и производительность, необходимую для лучшего приготовления.
Я опросил некоторых из наших авторов, чтобы узнать, какие кастрюли были для них наиболее ценными и почему. Затем я придумал шесть предметов, начиная с двух незаменимых: кастрюлю из анодированного алюминия для приготовления бульонов, супов, тушеных блюд, некоторых соусов, бланширования, варки и варки на пару; и сотейник из нержавеющей стали / алюминия с высокими стенками и крышкой для жарки, удаления глазури соусов, тушения небольших продуктов, таких как овощи, соте и фрикассе, приготовления рисовых пловов и ризотто и многого другого.Остальные четыре предмета, которые я выбрал, делают их еще более маневренными, и в сумме получается полдюжины готовых к употреблению кастрюль и сковородок, которые вы действительно будете использовать (см. «У каждой кастрюли есть цель…»).
У каждого горшка есть цель…
Буквы, обозначающие ключи от горшков на фото ниже.
A. Кастрюля Calphalon объемом 8 литров (или больше) с крышкой. Варите суп на медленном огне или сварите большую партию томатного соуса в этой прочной инертной кастрюле. Он будет выполнять двойную функцию для варки макарон и овощей на пару.(www.calphalon.com)
B. Сотейник объемом 3 литра, полностью одетый, с крышкой. Нержавеющее покрытие с алюминиевым слоем на всем протяжении делает сковороду отзывчивой, прочной и привлекательной. Отлично подходит для жарки, удаления глазури и, конечно же, соте. И это идет от плиты к духовке. (www.allclad.com)
C. Mauviel Cuprinox 3-литровая медная кастрюля с нержавеющим покрытием и крышкой. Высококачественная медь, прочная и отзывчивая, с блестящей внутренней поверхностью из нержавеющей стали, которая легко просматривается и долговечна. Медь легко тускнеет, но при уходе выглядит великолепно.(www.frenchcopper.com)
D. Домик чугунная сковорода. Старые верные нуждаются в тщательной сушке и постоянном приправе, но ничто не лучше переносит сильный огонь, не держит его так долго и не делает кукурузный хлеб лучше корочкой. Он прочный и дешевый. (www.lodgemfg.com)
E. Le Creuset Чугунная овальная эмалированная запеканка с крышкой. Отлично подходит для жаркого и тушеного мяса из духовки, а также для длительного медленного кипения. Его светлая внутренняя часть позволяет легко разглядеть соусы для дегазации. (Www.lecreuset.com)
Ф.Circulon Сковорода с антипригарным покрытием для профессионального использования. Этот тяжелый антипригарный продукт выдерживает высокие температуры и износ, переносится от плиты к духовке, имеет удобную ручку и позволяет готовить нежные омлеты, а также свиные отбивные. (Www.circulon.com)
Все хорошие сковороды имеют общие черты
В магазине кухонь с хорошим ассортиментом вы найдете множество первоклассных кастрюль и сковородок. Они могут выглядеть по-разному, но все они обладают основными качествами, на которые стоит обратить внимание.
Ищите материалы большой толщины. Материалы более тонкой толщины неравномерно распределяются и удерживают тепло, а их нижняя часть с большей вероятностью будет вмятин и деформируется. Это означает, что пища может обгореть. Абсолютно плоское дно особенно важно, если элемент вашей плиты электрический. Сковороды большого диаметра отдают тепло более равномерно (см. «Хорошие сковороды стоят своей цены…» ниже).
Чтобы решить, достаточно ли тяжелая сковорода, поднимите ее, посмотрите на толщину стенок и дна и постучите по ней костяшками пальцев — слышите ли вы легкий звук или глухой звук? В этом случае хорошо подойдет стук.
Хорошие сковороды стоят своей цены, потому что они лучше справляются с нагревом
«Хорошая проводимость» и «толстый калибр» — ключевые характеристики хорошей посуды. Вот как эти характеристики влияют на приготовление пищи.
Вы получаете отзывчивое тепло. Хорошие проводники тепла, такие как медь и алюминий, чувствительны к перепадам температуры. Они будут делать то, что им говорит источник тепла — нагреваться, остывать — почти мгновенно.
Вы получаете быстрый поток тепла. Тепло легче проходит через хороший проводник тепла, обеспечивая быстрое выравнивание температуры на поверхности для приготовления пищи.
Вы получаете равномерное рассеивание тепла. У более толстой сковороды большее расстояние между варочной поверхностью и источником тепла. К тому времени, как тепло поступит к варочной поверхности, оно распределится равномерно, потому что тепло будет рассеиваться по мере его прохождения.
Вы получаете больше тепла. Масса удерживает тепло (тепло — это вибрирующая масса, поэтому чем больше масса вибрирует, тем больше тепла будет). Чем больше нужно нагреть сковороды, тем больше тепла она может выдержать, поэтому она будет более постоянной для лучшего подрумянивания, более быстрого уменьшения и более горячего жарения.
Вам потребуются прочные, термостойкие и надежные ручки и крышка. Ручки бывают сварными, приклепанными или привинченными. Некоторые повара не советуют приваривать ручки, потому что они могут сломаться. Но Гейл Новачек, покупательница посуды из Sur La Table, видела мало таких случаев. Если ручки приварены в нескольких точках, они могут быть предпочтительнее приклепанных, потому что остатки могут собираться вокруг заклепки.
У многих сковородок есть металлические ручки, которые остаются относительно прохладными, когда сковорода стоит на плите, потому что ручка сделана из металла, который плохо проводит тепло и удерживает его, например из нержавеющей стали.Пластиковые и деревянные ручки тоже остаются прохладными, но они не жаростойкие. Термостойкие или жаростойкие ручки означают, что блюда, приготовленные на плите, можно готовить в духовке.
Все крышки должны плотно прилегать, чтобы не допустить попадания влаги. Крышка тоже должна иметь термостойкую ручку. Стеклянные крышки, которые вы найдете на некоторых марках, обычно безопасны только при температуре до 350 ° F.
Сковорода должна быть удобной. «Когда вы в магазине, представьте, как вы используете кастрюлю или сковородку, чтобы узнать, подходит ли она вам», — советует редактор и шеф-повар Fine Cooking Молли Стивенс.Если вы найдете сковородку, которая вам нравится, но вам не совсем удобно пользоваться ручкой, вы можете купить резиновый захват, чтобы она скользила по ручке. Только помните, что захваты не жаростойкие.
Некоторым сковородкам нужны особые таланты
В зависимости от того, что вы будете готовить на сковороде, вам может потребоваться поискать и других атрибутов.
Для тушения и других видов готовки, требующих быстрой смены температуры, сковорода должна подойти. Это означает, что сковорода выполняет то, что ей говорит источник тепла, и без промедления.Например, если вы обжариваете чеснок до появления аромата, а затем убавляете огонь, сковорода должна быстро остыть, чтобы чеснок не подгорел. Отзывчивость не так важна при варке, приготовлении на пару или долгом медленном приготовлении, которому подвергаются бульоны и тушеные блюда.
Для тушения и жаркого в духовке лучше, если сковорода равномерно нагревает стенки. Когда у вас есть сковорода, полная куриных грудок, приставленных к стенкам сковороды, вы хотите, чтобы они все готовились быстро и равномерно, поэтому тепло, исходящее от стенок сковороды, очень важно.Даже при жарке в кастрюле важно даже нагреть стенки кастрюли. Пол Бертолли, ответственный редактор Fine Cooking и шеф-повар ресторана Oliveto в Окленде, штат Калифорния, рассчитывает на свою эмалированную чугунную овальную запеканку от Le Creuset для тушения мяса, потому что «это уютная закрытая варочная камера с равномерным тепловым излучением по бокам для действительно хорошее подрумянивание ». Бертолли считает, что мясо особенно хорошо вписывается в овальную форму.
При приготовлении кислых продуктов, таких как томатные соусы, винные соусы и фруктовые начинки, подкладка сковороды не должна вступать в реакцию. Нержавеющая сталь, эмаль и анодированный алюминий не вступают в реакцию независимо от того, к чему они прикасаются, в то время как простой алюминий может обесцветить белые соусы и продукты, которые являются кислыми, сернистыми или щелочными. Это может даже сделать эти продукты металлическими на вкус. Яйца, овощи из семейства капустных и пищевая сода — это некоторые из других продуктов, уязвимых к эффекту поседения алюминия. В прошлом высказывались опасения по поводу алюминия и болезни Альцгеймера, но доказательства были далеко не окончательными.
Проведите собеседование, чтобы помочь вам выбрать правильную посуду
В принципе, в подходящей посуде нет ничего плохого.Упакованные стартовые наборы имеют привлекательную цену, и целый ряд подходящих кастрюль тоже может быть привлекательным. Но один материал не подходит для каждой кухонной задачи — с наборами часто приходится застревать сковороды, которые вам не нужны. Эта эмалированная чугунная запеканка как раз подходит для кассуле, которую вы будете переходить от плиты к духовке. Но подходящая кастрюля переварила вашу последнюю карамель, потому что сковорода была слишком тяжелой, чтобы быстро ее взвалить, как только сахар станет цветным.
Вы получите больше пользы от частей, которые вы собираете сами.Возможно, у вас уже есть подобранный набор (красный ансамбль Le Creuset, который я получил много лет назад в качестве подарка на новоселье, все еще висит у меня на кухне), но по мере того, как вы добавляете новые предметы в свою коллекцию, у вас будет возможность перейти к другим материалы (см. «Материалы, из которых изготовлен горшок»).
Чтобы решить, что вам нужно, задайте себе вопросы, подобные следующим.
Материалы, из которых изготовлен горшок
Буквы, обозначающие материалы, ключ к фото ниже.
А.Нержавеющая сталь сама по себе плохо проводит тепло, но это бесподобный металл с поверхностью: легко чистится, прочный, блестящий для хорошей видимости и совершенно инертный.
B. Медь является прекрасным проводником тепла и излучает визуальное тепло, если держать ее в полированном состоянии. Сама по себе медь очень реактивна с пищей, поэтому сковороды должны быть покрыты футеровкой. Его часто используют в качестве нижнего слоя для лучшей теплопроводности.
C. Алюминий — первоклассный проводник тепла, легкий и простой в обращении, но он вступает в реакцию с кислыми, сернистыми и щелочными продуктами питания.Алюминий часто используется в качестве сердечника или нижнего слоя для лучшей теплопроводности.
D. Чугун отлично удерживает тепло и отлично переносит высокие температуры. Он относительно медленно нагревается и остывает и требует тщательной сушки и смазки.
E. Антипригарные покрытия значительно улучшены, чтобы выдерживать высокие температуры и истирание.
F. Анодированный алюминий — это алюминий с электрохимической герметизацией, что делает его твердой, неактивной поверхностью. Тем не менее, из-за темного интерьера трудно увидеть изменение цвета соков из сковороды и полупрозрачных соусов.
G. Покрытие из эмалированного чугуна решает проблемы технического обслуживания чугуна, но преимущества нагрева остаются. Эмалевое покрытие может отслаиваться от износа и истирания.
Вы скорее будете готовить пикантные блюда, такие как фрикассе и соте, чем такие деликатные блюда, как омлеты и блины? Более крупное соте или сковорода с высокими стенками и крышкой может быть лучшим выбором, чем более мелкая сковорода для омлета с наклонными стенками без таковой. «Дома я готовлю множество блюд, в которых макароны смешиваются с другими ингредиентами в течение последних нескольких минут, а мой сотейник из анодированного алюминия — это тот, который я всегда хватаю», — говорит Молли Стивенс о своей любимой сковороде Calphalon.«Он отзывчивый, я знаю, что еда не пригорит, и мне нравится ручка». Она добавляет, что его анодированная поверхность легко чистится.
Вы готовите много супа по выходным, чтобы заморозить еду в течение недели? Может потребоваться тяжелая кастрюля. «Я всегда выбираю толстые для всего, что остается на плите долгое время», — говорит Ларри Форджионе, шеф-повар / владелец нью-йоркского ресторана An American Place, который говорит, что еда пригорает и пригорает всякий раз, когда он использует тонкую кастрюлю. Эбби Додж, тестер рецептов Fine Cooking, соглашается.«У супов и бульонов тяжелое дно на первом месте», — настаивает она. «И если ваш бюджет позволяет, выбирайте лучшее».
Вы готовите макароны несколько раз в неделю? Не выбрасывайте большую и тонкую кастрюлю для макарон, если она у вас уже есть; он подходит для варки и приготовления на пару, а чем легче, тем лучше, когда вы переносите кипящую кастрюлю с плиты в раковину. Но если у вас еще нет большой кастрюли, подумайте о том, чтобы удвоить количество варки макарон с бульоном и супа, используя тяжелую кастрюлю.
Любите готовить соусы? «Когда я поджариваю или удаляю глазурь, мне нужно видеть, что делают соки», — говорит Джим Петерсон, редактор и шеф-повар Fine Cooking. Для таких работ он избегает кастрюль с более темным интерьером, например, из анодированного алюминия, и предпочитает блестящую подкладку из нержавеющей стали.
Нэнси Сильвертон, пекарь, кондитер и совладелица La Brea Bakery and Campanile в Лос-Анджелесе, соглашается. «Мне нравится устойчивый нагрев и поверхность закаленного чугуна, но очень важно видеть изменение цвета, поэтому мне нужна сковорода, которая внутри такая же яркая, как нержавеющая», — говорит она.Сильвертон предупреждает, что сковороды, облицованные оловом и алюминием, влияют на вкус кислых продуктов, таких как компоты и фруктовые начинки. И Петерсон, и Сильвертон любят визуальную теплоту меди, но согласны с тем, что первоклассная нержавеющая сталь с алюминиевым сердечником, такая как All-Clad, работает так же хорошо.
Часто ли вы подаете тушеное мясо, жаркое или тушеные мясные блюда? Поль Бертолли любит, как эмалированный чугун Le Creuset обрабатывает такую посуду. «Я могу готовить блюда на плите, переложить их в духовку, и все соки будут готовы к дегларации в одной кастрюле.Он добавляет, что приготовление пищи в одной кастрюле также способствует быстрой уборке. А Скотт Пикок, шеф-повар из южных штатов, любит эмалированный чугун, потому что «можно накрыть крышкой, поставить кастрюлю на заднюю стенку плиты, и она будет долго сохранять пищу при хорошей температуре для сервировки».
Вы любите готовить отбивные, стейки или толстое рыбное филе? Чугун может быть тяжелым, но шеф-повар и писатель Регина Шрамблинг говорит, что «я доверяю тому, чтобы обжарить рыбу на сильном огне и довести ее до готовности в духовке». Скотту Пикоку это тоже нравится, особенно для приготовления кукурузного хлеба с золотистой коркой, но он предупреждает, что, если чугун хорошо не приправлен, кислые продукты могут иметь металлический привкус, а металлическая посуда может соскрести приправу.
Вы пытаетесь готовить с меньшим количеством жира? Nonstick может быть хорошим выбором, и, к счастью, антипригарные технологии прошли долгий путь за последние несколько лет. В старых, более легких сковородах с антипригарным покрытием было трудно разогреть сковороду достаточно для того, чтобы правильно обжарить. Сковороды с антипригарным покрытием теперь изготавливаются из более твердых, жаропрочных металлов, таких как анодированный алюминий и нержавеющая сталь, а сами покрытия могут выдерживать больше тепла и истирания — больше никаких антипригарных хлопьев в вашей пище.Еще один потенциальный недостаток обжаривания с антипригарным покрытием — сложность удаления глазури. Антипригарная поверхность может быть настолько эффективной, что вы никогда не попадете на дно кастрюли хороших коричневых кусочков. С Circulon, у которого есть мелко бороздчатая внутренняя поверхность с антипригарным покрытием, подрумянивание происходит больше, как на обычной сковороде, а серия Commercial от Circulon является сверхмощной.
Сковороды Circulon имеют ребристую поверхность с антипригарным покрытием. Блюда не пригорают, а соки пригорают, поэтому можно удалить глазурь на сковороде.материалов для посуды — что лучше? — КухняКейперс
По правде говоря, у каждого типа посуды есть свои плюсы и минусы.Некоторые методы приготовления лучше подходят для определенных материалов. Например, идеальная кастрюля для соте будет очень чувствительна к изменениям температуры, тогда как лучшая кастрюля для тушения будет удерживать и регулировать тепло, несмотря на изменения температуры. Ваша цель должна состоять в том, чтобы собрать кусочки, наиболее подходящие для готовящейся вами пищи. Это руководство поможет вам узнать больше о материалах, используемых в большинстве кухонных принадлежностей, и о том, как они могут вам помочь.
Обычные материалы для посуды:- Нержавеющая сталь
- Медь
- Алюминий
- Углеродистая сталь
- Чугун
- Глина и керамика
- Антипригарные поверхности
Нержавеющая сталь
Нержавеющая сталь изготавливается путем добавления в сталь хрома и никеля, что делает ее очень антикоррозийной.Наиболее предпочтительный тип будет иметь штамп «18/10» (отношение добавленного хрома к никелю), хотя другие типы нержавеющей стали также используются с очень хорошими результатами. Этот материал можно найти во многих лучших кастрюлях и сковородках, потому что он прочный и привлекательный. Нержавеющая сталь (особенно «18/10») также ценится в качестве внутренней поверхности для приготовления пищи, потому что она не вступает в реакцию с кислыми или щелочными продуктами, а также не подвержена коррозии и царапинам. Это качество очень важно, так как оно обещает определенную чистоту всему, что в нем готовится; он не обесцвечивает продукты и не придает им металлический привкус, какими бы они ни были.Кроме того, нержавеющая сталь безопасна для мытья в посудомоечной машине, духовке и жаровне.
К сожалению, нержавеющая сталь плохо проводит тепло и сама по себе может стать жалкой сковородой! К счастью, был разработан процесс постоянного соединения слоев нержавеющей стали с металлами с высокой проводимостью, а именно с медью и алюминием. Полученные в результате кастрюли и сковороды из нержавеющей стали, по мнению многих, являются наиболее универсальной и практичной доступной посудой. В нем сочетаются непроницаемость нержавеющей стали и проводящие свойства других металлов, чтобы создать привлекательную, универсальную посуду.Это делает посуду из нержавеющей стали хорошим выбором для наиболее часто используемых кастрюль в вашей коллекции, а ее долговечность и низкие эксплуатационные расходы легко окупаются.
Еще один метод улучшения нержавеющей стали в посуде — это «ударное приклеивание» толстого алюминиевого диска к дну тонкой емкости из прямой нержавеющей стали. Этот тип конструкции не такой прочный и не такой равномерно проводящий, как облицованная посуда, но хорошо сделанные образцы по-прежнему очень хороши и могут прослужить долгое время при умеренном использовании.К его чести, нержавеющая сталь с ударным склеиванием имеет гораздо более низкую стоимость, чем «плакированная» посуда, и при этом обладает всеми преимуществами нереактивной внутренней части и простоты обслуживания. Для более крупных вспомогательных предметов, которые используются нечасто, например, кастрюль на 12 кварт + и рондо, посуда с ударным склеиванием является нормой.
Открытая посуда из нержавеющей стали »
Наборы посуды из нержавеющей стали »
Медь
Медь — лучший проводник тепла из всех материалов, используемых для изготовления посуды.Он нагревается быстро и равномерно и остывает, как только снимается с огня, что дает вам максимальный контроль над применением тепла. То, как быстро сковорода реагирует на изменение температуры приготовления, называется «отзывчивостью» и может быть важным фактором при выборе сковороды, которая будет обеспечивать наилучшие результаты для различных работ. Поскольку медь — это самая удобная посуда, она высоко ценится профессиональными поварами во всем мире. Медные сковороды самого высокого качества изготавливаются из толстой стали толщиной от 1/16 до 1/8 дюйма.
Однако медь не может использоваться в одиночку для большинства кухонных принадлежностей, поскольку она «вступает в реакцию» с природными минералами и кислотами многих пищевых продуктов. Это означает, что он может придать многим продуктам желтый оттенок и металлический привкус. По этой причине большая часть медной посуды должна быть покрыта инертным металлом, таким как олово или нержавеющая сталь, чтобы создать безопасный барьер между медью и ее содержимым. Традиционно для изготовления медной посуды используется олово, потому что оно реагирует и не реагирует. Но со временем олово изнашивается, и мастеру нужно будет повторно наносить его (повторно лужить).Облицовка нержавеющей сталью прослужит всю жизнь, но некоторые повара считают, что внутренний слой стали снижает чувствительность меди. Использование меди толстого сечения минимизирует этот эффект, но, безусловно, увеличивает стоимость.
Это подводит нас к единственному реальному недостатку меди — ее стоимости. Медь — драгоценный металл, поэтому вы можете ожидать, что горшок, сделанный из этого материала, будет дорогим. Но если вы хотите обжарить или приготовить прекрасный соус с высокой степенью точности и контроля, или если вы заядлый повар и перфекционист, нет лучшей сковороды.Медь дает равномерно подрумяненное мясо, хрустящую консистенцию и карамелизованную массу; они — настоящее удовольствие в использовании. Кроме того, медная посуда придаст красоту вашей кухне и сохранит ее ценность.
Некоторые специализированные медные сковороды, предназначенные для приготовления продуктов с высоким содержанием сахара, таких как забальоне и джем, не имеют покрытия, поскольку сахар предотвращает реакцию с металлом. Примечательно также, что медные миски без футеровки традиционно используются для взбивания яичных белков.Оказывается, между медью и яичным белком происходит безопасное химическое взаимодействие, которое стабилизирует взбитые яичные белки от чрезмерного взбивания или «разворачивания».
Медь немагнитна и поэтому не может использоваться в индукционных диапазонах. Очень тяжелые профессиональные или ресторанные сковороды будут иметь железные ручки, а для домашнего использования — из латуни или нержавеющей стали. Все они совершенно безопасны для использования в духовке. Никогда не помещайте медную посуду в посудомоечную машину. Вместо этого мойте изделия вручную и время от времени наносите полироль для меди, чтобы сохранить ее яркий блеск.Если вы предпочитаете не полировать медь, со временем она потеряет блеск и на ней образуется более темная патина. Полированная или нет, посуда работает так же.
Открытая медная посуда »
Наборы медной посуды »
Алюминий
Чистый алюминий по теплопроводности уступает только меди. Это недорогое блюдо, а после его усиления (обычно путем добавления магния, меди или других металлов) оно само по себе делает очень легкую и отзывчивую посуду.Но, как вы уже догадались, натуральный алюминий вступает в реакцию с некоторыми кислыми продуктами, придавая им металлический привкус и тускло-серый оттенок. Чтобы устранить этот недостаток, лучшие изделия либо покрывают антипригарным покрытием, либо покрывают нержавеющей сталью, либо подвергают анодированию (процесс, который значительно укрепляет поверхность и придает ей очень темно-серый цвет). Фактически, все больше и больше производителей выпускают анодированные детали, которые также будут иметь внутреннюю поверхность с антипригарным покрытием или из нержавеющей стали, потому что они привлекательны, более долговечны и их легче чистить.
В конце концов, есть много примеров высокопроизводительной, инертной алюминиевой посуды на выбор. Мы уверены, что с его помощью можно получить лучшие линии с антипригарным покрытием. Кроме того, он остается самым популярным материалом для изготовления посуды из нержавеющей стали. Большинство алюминиевых кастрюль нельзя использовать на индукционной плите, если они не имеют стального внешнего вида, а конкретное использование посудомоечной машины и духовки будет варьироваться от типа к типу. Обязательно изучите конкретные требования по уходу для каждой марки.
Поскольку алюминий имеет небольшой вес, он является практичным выбором для изготовления больших предметов, таких как сковороды, сковороды, горшки для рондо и большие кастрюли для воды, особенно когда они анодированы или имеют антипригарное покрытие.
Алюминиевая посуда открытого типа »
Углеродистая сталь
Углеродистая сталь уступает алюминию по теплопроводности. Несмотря на то, что необработанная углеродистая сталь недорогая и очень прочная, ее используют для изготовления специальных кастрюль, в основном, для изготовления сковородок или вок. Одна из причин этого заключается в том, что углеродистая сталь будет ржаветь, если ее не обработать (промаслить) должным образом. Хорошая новость заключается в том, что если его правильно приправить, у него будет естественный антипригарный интерьер (очень похожий на чугун), и опытные повара сочтут его очень универсальным.Сковороды несколько тяжелые и немного медленно нагреваются, они могут немного вступать в реакцию с очень кислой пищей и, возможно, не являются лучшими универсальными продуктами. Но они могут достигать более высокой температуры, чем другие сковороды, и хорошо удерживать тепло, что делает их идеальными для некоторых методов сильного нагрева. Углеродистая сталь — наш лучший выбор для приготовления хрустящей Поммес Анны, обжаривания стейков, черноты рыбы и жаркого. Если вы хотите узнать больше о том, как углеродистая сталь может работать на вас, загляните на нашу страницу об углеродистой стали.
Но на большинстве кухонь углеродистая сталь более широко используется в качестве основного металла для эмалированной посуды, включая чайники, жаровни, кастрюли для омаров и жаровни.Углеродистая сталь также является традиционным металлом для изготовления сковородок для паэльи, хотя сейчас более популярны эмалированные версии. Эта эмалированная посуда — экономичное, практичное и инертное решение для больших предметов посуды, но будьте осторожны с более тонкими предметами, которые часто будут иметь горячие точки.
Углеродистая сталь безопасна для духовок и жарочных шкафов и будет работать с любым источником тепла, но эмалированные детали не всегда рекомендуются для стеклянных плит. См. Конкретные рекомендации производителя.
Открытая посуда из углеродистой стали »
Чугун
Чугун плохо проводит тепло; Это означает, что он медленно нагревается и медленно остывает.Но эта саморегулирующаяся природа делает чугун предпочтительным материалом для голландских духовок, сковородок, сковородок и сковород для гриля. Эти детали чрезвычайно прочные и устойчивы к деформации, вмятинам и сколам. Чугунная посуда доступна в натуральном виде или с эмалевым покрытием, и обе готовятся одинаково, но есть и другие заметные различия. Натуральный чугун стоит значительно дешевле, но требует, чтобы пользователь нанес «приправляющий» слой, чтобы защитить его от ржавчины. Помимо защиты от ржавчины, приправы создают замечательно антипригарный интерьер, и он имеет деревенский / культовый внешний вид.(Если у вас есть дополнительные вопросы о том, что такое «приправа» или как ее применять, прочтите статью «Как приправлять чугунную посуду»).
В последнее время в США возникли «ремесленные» чугунные кузницы, и их невероятно красивые и изысканные изделия создают новый ажиотаж на рынке посуды. Большинство производителей также предлагают изделия с нанесенным на заводе слоем приправы, который защитит их от ржавчины, но при этом их необходимо правильно обслуживать.
Кусочки из эмалированного чугунане требуют технического обслуживания, их легко чистить, они не вступают в реакцию и имеют красиво окрашенную глазурь… выгоды, которые, конечно же, отражаются в более высокой стоимости. Оба типа достойны передачи вашим детям.
Весь чугун действительно тяжелый, и важно, чтобы вы чувствовали себя комфортно с этой посудой. Стандартная 10-дюймовая сковорода весит около 6 фунтов, а голландские печи с крышками могут легко удвоить это количество.
Открытая чугунная посуда »
Глина и керамика
Сосуды из глины и керамики — самый старый вид посуды, но не думайте, что это делает их устаревшими! Эти предметы практичны, долговечны и обеспечивают превосходные результаты приготовления.Кроме того, когда дело доходит до хорошей кулинарии, «Old Fashioned» по-прежнему имеет очень позитивный оттенок.
Большая часть каменной посуды, доступной на американском рынке, — это глазурованные формы для выпечки и запеканки (с крышками или без них), которые предназначены только для использования в духовке. Они различаются по форме и размеру, представлены в ассортименте цветов, которые отлично смотрятся на столе, а также подходят для мытья в посудомоечной машине и морозильной камере! Что не нравится? Глина и керамогранит нагреваются очень равномерно и хорошо удерживают тепло, как чугун, но с меньшей вероятностью могут что-либо сжечь.Чаще всего их используют для приготовления любых запеканок, лазаньи, макарон и сыра, а также других печеных макарон, энчилада, зубчатого картофеля, различных гратенов или в качестве жаровни. Конечно, они также идеально подходят для выпечки, такой как пирожные, хлебные пудинги и заварные кремы, такие как крем-брюле, в зависимости от их размера и формы.
Другие, более специализированные виды керамической посуды, нашедшие место на американской кухне, включают камни для пиццы, формы для хлеба и хлебные колпачки, а также горшки для тагина. Крытые горшки «Romertopf» изготавливаются из пористой, неглазурованной глины, из них получается невероятно сочное и ароматное жаркое, а также хрустящий хлеб.И прежде чем вы начнете думать, что в категории керамогранита никогда не происходит ничего нового, некоторые производители теперь делают кастрюли и сковороды из керамогранита, которые можно использовать на газовых и электрических плитах! Они ведут себя так же, как чугун, и их можно даже приправлять для создания антипригарной поверхности, но они на 30% легче и не реагируют.
Керамогранит, однако, требует особых мер для ухода за ним и предотвращения трещин. Поскольку во время приготовления его температура довольно сильно повышается, никогда не ставьте его прямо на холодную поверхность и не наполняйте чем-либо холодным, пока он еще горячий.Из-за большого разнообразия посуды этой категории важно соблюдать особые инструкции по уходу и использованию посуды, которую вы используете.
Также важно отметить, что некоторые недорогие бренды керамогранита могут содержать свинец в зависимости от типа используемых материалов и производства. Это уже не является обычным явлением, но обязательно проверьте этикетки, чтобы убедиться, что керамогранит не содержит свинца. Современная керамическая посуда, не содержащая свинца, обычно считается самой безопасной и щадящей поверхностью для приготовления пищи, которую вы можете использовать.
Открытая посуда из керамики и керамики »
Антипригарные поверхности
Антипригарные поверхности популярны не только из-за простоты очистки, но и из-за того, что они пригодны для здорового приготовления пищи. Большинство антипригарных покрытий позволяют повару использовать минимальное количество масла или даже рекламировать, что вы вообще не можете его использовать (хотя мы не рекомендуем этого делать для поддержания производительности и срока службы качественных поверхностей с антипригарным покрытием).Лучше всего проявлять особую осторожность с антипригарными поверхностями, потому что они действительно хорошо работают только тогда, когда они целы, а если они поцарапаны или потерты, все может быстро пойти под откос. Не используйте металлическую посуду на антипригарных поверхностях, вместо этого используйте термобезопасные материалы, такие как твердый нейлон, силикон или дерево. И независимо от того, какое антипригарное покрытие вы используете, старайтесь не перегреваться. Очищайте посуду натуральной губкой или мягкой пластиковой щеткой. Не ставьте сковороды с антипригарным покрытием друг на друга, так как металлическое дно может поцарапать нижнюю сковороду.Если вам нужно сложить сковороды из-за нехватки места для хранения, положите между ними бумажное полотенце или другую подкладку из мягкой ткани. Самый важный вывод — посуда с антипригарным покрытием требует особого обращения, если вы хотите, чтобы она прослужила долго. Для получения дополнительной информации прочтите нашу страницу «Уход за посудой с антипригарным покрытием».
Вся широко доступная в настоящее время посуда с антипригарным покрытием относится к одной из двух категорий: PTFE или керамика.
Открытая посуда с антипригарным покрытием »
Наборы посуды с антипригарным покрытием »
- PTFE — «классический» антипригарный материал, известный под маркой Teflon.Хотя он чрезвычайно функциональный, некоторые обеспокоены его безопасностью, поскольку при перегреве покрытия из ПТФЭ могут разрушаться и выделять газы. Вы можете безопасно пользоваться посудой из ПТФЭ, если используете ее должным образом. 500ºF — максимальная температура, рекомендуемая для приготовления с использованием посуды из ПТФЭ. Поэтому при выпекании, жарке или особенно жарении с посудой из ПТФЭ убедитесь, что вы соблюдаете максимальную безопасную температуру, рекомендованную производителем. При приготовлении на плите просто избегайте перегрева сковороды, прежде чем в нее поместятся продукты.После добавления масел, продуктов и жидкостей перегрев становится гораздо менее серьезной проблемой, но вы все равно не должны позволять сковороде оставаться на высоком уровне в течение длительного периода времени.
- Некоторая посуда из PTFE производится с использованием химического вещества, называемого PFOA. Если вас беспокоит воздействие вашей посуды на окружающую среду, избегайте наборов, изготовленных с использованием PFOA. После достижения соглашения с EPA основные производители посуды из ПТФЭ полностью отказываются от использования ПФОК к 2015 году.
- Керамика — это новый поверхностный материал в мире антипригарной посуды. Многие считают, что это самый безопасный и экологически чистый вариант, но некоторые утверждают, что он не такой долговечный, как ПТФЭ. Он не содержит ПТФЭ и ПФОК, доступен в самых разных стилях и цветах. Опять же, рекомендуется избегать использования сильного тепла при использовании керамической посуды, так как это повлияет на ее антипригарные свойства. Если вы готовите на растительном масле, важно после каждого использования полностью смывать его.В противном случае будут накапливаться слои масла, что снизит антипригарные свойства посуды.
Плюсы и минусы разных видов посуды
Как производитель чугунной посуды, мы получаем много вопросов о том, почему чугун отличается от других вариантов посуды, поэтому мы хотели составить руководство для всех, кто хочет узнать больше о плюсах и минусах разных типов. посуды.
Пять обычных металлов для кухонной посуды
Существует пять различных металлов, которые используются для изготовления почти всей посуды, представленной на рынке.Их:
- Алюминий
- Медь
- Нержавеющая сталь
- Чугун
- Углеродистая сталь
Мы рассмотрим их один за другим, покажем несколько примеров и поговорим о плюсах и минусах каждого из них.
На что обращать внимание в посуде
Когда дело доходит до совершения покупки, независимо от того, ищете ли вы посуду премиум-класса или у вас ограниченный бюджет, следует учитывать несколько важных факторов:
Распределение тепла
Одним из важнейших качеств материала посуды является способность распределять тепло.Посуда, которая эффективно распределяет тепло, готовит более равномерно, с меньшим количеством горячих точек. Горячая точка возникает, когда тепло, приложенное к дну сковороды, не распределяется должным образом по материалу, в результате чего область поверхности для приготовления пищи непосредственно над источником тепла становится намного горячее, чем области вокруг нее.
Сохранение тепла
Еще одним важным фактором при выборе материала посуды является теплоемкость, то есть способность материала сохранять тепло. Это немного сложнее определить количественно, потому что теплоемкость является функцией массы, а это означает, что более толстая и тяжелая сковорода будет дольше сохранять тепло.Но о весе и толщине материала мы поговорим подробнее в другом посте.
Индукционная совместимость
Индукционная готовка становится все более и более популярной, и индукционная совместимость вашей посуды — это то, о чем следует помнить, если у вас в настоящее время есть или вы собираетесь приобрести индукционную плиту или кухонную плиту. Чтобы посуда могла работать с индукционной варочной панелью, она должна состоять из ферромагнитного металла , такого как чугун или нержавеющая сталь, или содержать его.
Реакционная способность
Мы собираемся упомянуть реакционную способность каждого из этих металлов для посуды — в частности, способ, которым посуда реагирует (или не реагирует) с кислой пищей. Под реакциями мы подразумеваем, что кислые продукты на самом деле разъедают металл, который не только оставляет ямки на поверхности посуды, но и поглощает часть этого металла во всем, что вы готовите.
Алюминий
Давайте сначала поговорим об алюминии, который в наши дни является одним из самых популярных материалов для сковороды.Алюминий легкий, дешевый и очень хорошо распределяет тепло. Однако он не очень хорошо сохраняет тепло, поэтому температура будет колебаться, когда еда будет добавлена в горячую сковороду. Это также самый мягкий металл в нашем списке, поэтому он довольно легко поцарапается и вмятины.
Основная проблема с алюминием и причина того, что вы никогда не увидите голую алюминиевую посуду, — это его реакционная способность с кислотой. По этой причине на алюминиевую посуду всегда наносится покрытие, обеспечивающее барьер между металлом и едой.
Сковорода, изображенная ниже, анодирована снаружи, что повышает ее долговечность. Внутренняя часть сковороды покрыта ПТФЭ (политетрафторэтилен), который обычно называют тефлоном. Эти покрытия продаются как антипригарные, потому что, как следует из названия, на них трудно что-либо прилипнуть, что значительно упрощает приготовление определенных продуктов.
Проблема с любым покрытием, особенно с ПТФЭ, в том, что оно не очень прочное. Подобное покрытие можно легко поцарапать металлической посудой, и как только это произойдет, эту сковороду следует утилизировать.Так что, даже если вы будете осторожны и не злоупотребите этим, вы можете рассчитывать на замену такой сковороды каждые пару лет.
Еще одна потенциальная проблема с таким покрытием — это риск для здоровья. Мы говорим «возможность», потому что нет единого мнения по этому поводу, но некоторые потребители обеспокоены тем, что эти покрытия могут быть вредными или токсичными при определенных условиях.
Поскольку алюминий является цветным металлом, а это означает, что он не содержит железа, он не может использоваться сам по себе в индукционной плите.По мере того, как индукционные плиты становятся все более популярными, производители начали прикладывать диск из нержавеющей стали ко дну посуды. Поскольку сталь состоит из черных металлов, алюминиевый противень с этим диском можно использовать для индукционного приготовления.
Медь
Медь не так популярна, как алюминий, по нескольким причинам. Несмотря на то, что он превосходно распределяет тепло, лучший из пяти металлов в нашем списке, он тяжелый и очень дорогой. В отличие от алюминия, медь чрезвычайно плотная, что делает ее прочной и долговечной.
Медь имеет те же недостатки, что и алюминий: ее нельзя использовать в индукционных плитах, и она вступает в реакцию с кислой пищей. Из-за этого медь традиционно покрывается оловом или нержавеющей сталью, как показано на рисунке ниже, что обеспечивает такой же барьер, как и антипригарное покрытие. Этот процесс облицовки называется облицовкой, о которой мы поговорим позже.
Помимо вышеперечисленных проблем, медь окисляется, если оставить ее открытой. Подобно тому, как оксиды железа образуют ржавчину, медь станет зеленой, как Статуя Свободы или старый пенни.Чтобы избежать этого, открытую медь нужно либо регулярно полировать, либо покрывать каким-либо лаком.
Нержавеющая сталь
Нержавеющая сталь — черный металл; это примерно от 70 до 75 процентов железа, поэтому его можно использовать в индукционном диапазоне. Он не такой плотный, как медь, но все же очень прочный. Он не ржавеет и не окисляется, поэтому за ним легко ухаживать. Нержавеющая сталь плохо выделяет пищу, а это означает, что некоторые продукты могут застрять и сгореть, если вы не будете осторожны.
Самым большим преимуществом нержавеющей стали является ее кислотостойкость. Он не будет реагировать с кислой пищей так, как алюминий или медь, поэтому его не нужно ничем покрывать. Проблема в том, что он ужасно распределяет тепло, худшее из пяти, на которые мы обращаем внимание. У нее такой плохой проводник тепла, что нержавеющая сталь сама по себе непригодна для изготовления посуды.
Производители пытались обойти эту проблему, сочетая ее с превосходным проводником тепла, таким как алюминий.Это достигается путем прикрепления алюминиевого диска к дну кастрюли или путем покрытия алюминия и стали вместе. Облицовка выполняется путем взятия листов разных металлов и их сэндвича перед формированием из материала формы поддона. Этот пример, изображенный ниже, является наиболее популярной конфигурацией оболочки и состоит из трех слоев: нержавеющей стали, алюминия и снова нержавеющей стали. Некоторая посуда имеет 5 или даже 7 слоев: нержавеющая сталь чередуется с более теплопроводными металлами, такими как алюминий или медь.
Посуда из плакированной нержавеющей стали эффективно устраняет недостатки обоих материалов (химическая активность алюминия и низкая теплопроводность стали), но обычно она стоит дорого. Теплоудерживающие свойства готовой посуды зависят от ее состава. В примере, изображенном выше, используется алюминиевая сердцевина, которая не очень хорошо сохраняет тепло.
Чугун
Чугун — один из старейших материалов для кухонной посуды и уникален по нескольким причинам.Что касается конструкции, чугун — единственный в нашем списке, который традиционно изготавливается цельным, что означает отсутствие стыков и швов. В целом чугун — самая прочная посуда из-за своей конструкции, а также прочности и толщины материала. Она имеет ту же плотность, что и нержавеющая сталь, хотя в ее составе больше железа — около 85 или 90 процентов.
Вопреки распространенному мнению, чугун плохо отводит тепло. Он лучше, чем нержавеющая сталь или углеродистая сталь, но не так эффективен, как алюминий или медь.Область, в которой сияет чугун, — это его способность сохранять тепло. Когда он становится горячим, он остается горячим, больше, чем любой другой вариант в нашем списке. По этой причине чугун лучше всего работает, если его предварительно нагревают перед приготовлением. Он также отлично излучает это тепло, но это тема для другого поста. Распространенная жалоба на чугун — вес. Чугунная посуда, как правило, толще и тяжелее, чем другие варианты посуды, но этот дополнительный вес является функциональным, так как он способствует сохранению тепла чугуном.
Большая часть чугуна производится путем заливки жидкого чугуна в форму из песка. Эта форма создает грубую текстуру поверхности, напоминающую наждачную бумагу. Одно из основных различий между различными чугунными сковородами, представленными на рынке, заключается в том, сглаживается ли эта поверхность после литья. Более гладкие поверхности для приготовления пищи, такие как на сковороде Stargazer (на фото ниже), обладают более антипригарным покрытием и их легче чистить.
Эти гладкие чугунные сковороды обычно дороже, чем их грубые аналоги, подобные изображенному ниже, из-за дополнительных трудозатрат в производственном процессе.
В отличие от нержавеющей стали, чугун ржавеет, если оставить его открытым, и он реагирует с кислотой, такой как алюминий и медь. Есть два популярных способа исправить обе проблемы: приправа и эмаль.
Приправа — это слой пищевого жира или масла, который наносится на посуду и нагревается. Когда масло нагревается, в нем происходит химическое изменение, известное как полимеризация, в результате которого жидкое масло превращается в твердую твердую оболочку. Этот слой приправы защищает утюг от ржавчины и действует как барьер, сводящий к минимуму кислотные реакции.Приправы также помогают отделить пищу от поверхности, делая посуду более антипригарной. Вам не нужно беспокоиться о повреждении или износе приправы, потому что ее можно легко повторно нанести в любое время.
Другой способ защиты чугуна — эмаль. Для этого во время изготовления утюг покрывается стеклообразной эмалью, как показано на рисунке ниже. Он очень эффективно защищает утюг, даже лучше, чем приправы, но эмаль увеличивает вес и увеличивает стоимость.Другой компромисс — долговечность. Эмалевое покрытие не так прочно, как сам утюг, и со временем оно может расколоться или потрескаться.
Углеродистая сталь
Углеродистая сталь традиционно используется для изготовления вок и сковородок во французском стиле, подобных изображенным ниже. По химическому составу он очень похож на чугун, так что можно ожидать много плюсов и минусов.
Углеродистая стальв последние годы вызывает большой интерес у людей, которые ищут легкую альтернативу чугуну.Посуда из углеродистой стали тоньше и легче, поэтому на плите легче маневрировать. Обратной стороной является меньшее удержание тепла, так как там меньше массы, чтобы удерживать тепло. Он также не очень теплопроводен, поэтому вы можете ожидать появления горячих точек, из-за которых некоторые продукты будут готовиться неравномерно.
Вот и конец!
Вот и все! Возможно, мы могли бы заполнить еще много сообщений в блогах на эту тему, но мы хотели дать вам обзор плюсов и минусов различных типов кухонной посуды, не вдаваясь в подробности.Как вы, наверное, догадались, мы отдаем предпочтение одному типу посуды перед всеми остальными 😊, но у каждого есть свои преимущества. Хорошо то, что нет правила, по которому нужно выбирать только одно!
Увидимся в следующий раз ✌️
.