Сварка алюминия полуавтоматом — особенности технологии
Залогом высокого качества сварки алюминиевых сплавов методами MIG и TIG являются:
- правильный выбор сварочного оборудования;
- подготовка свариваемых поверхностей;
- соответствующие навыки сварщика;
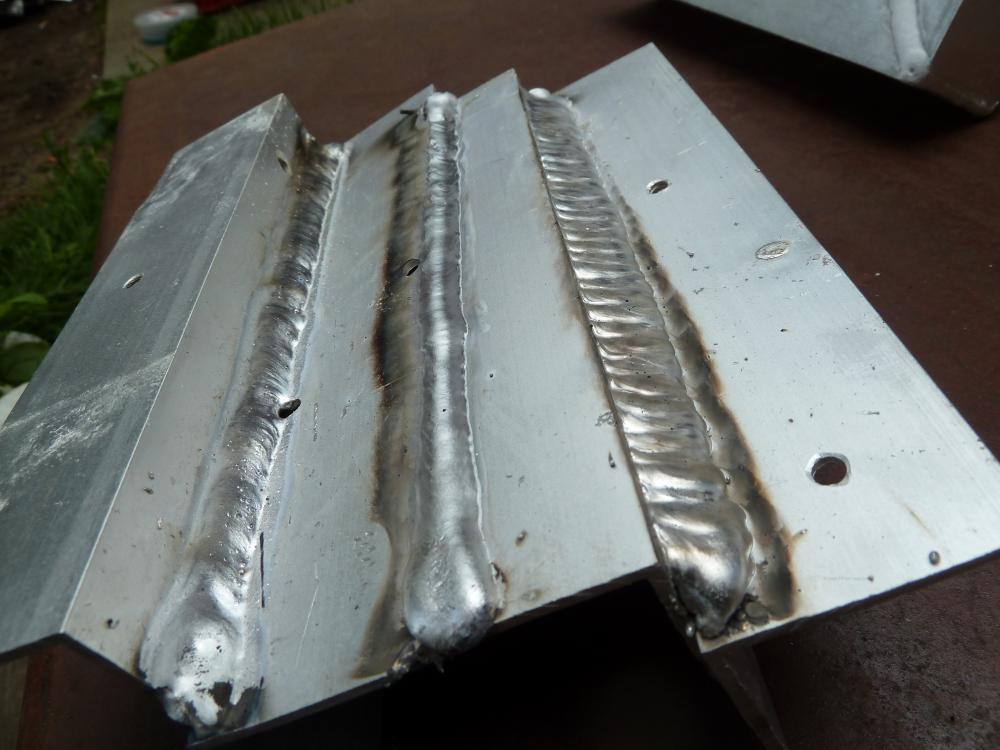
- визуальный контроль сварных соединений.
Даже сварщики с богатым опытом сварки стали, не всегда готовы качественно сварить алюминий. Сложности заключаются в его высокой теплопроводности, и при перегреве детали происходит прожог. Другие особенности этого “крылатого” металла также оказывают трудности при сварочном процессе.
Полуавтоматическая сварка алюминия имеет свои особенности по выбору и настройке оборудования, а также режимам и методам сварки. Возможно, правильная подготовка оборудования и свариваемого металла займет у вас больше времени, нежели сам процесс сварки . Но обо всем по порядку.
Содержание
- 1 Подготовка свариваемых поверхностей
- 2 Предварительный подогрев
- 3 Выбор и настройка оборудования
- 3.
 1 Сварочный полуавтомат для алюминия
1 Сварочный полуавтомат для алюминия - 3.2 Проволока для полуавтомата
- 3.3 Сварочная горелка
- 3.4 Механизм подачи проволоки
- 3.5 Защитный газ
- 3.
- 4 Правильные режимы сварки
- 4.1 Настройка оборудования
- 4.2 Положение газовой горелки
- 4.3 Скорость ведения шва
- 4.4 Выпуклые швы
- 5 Техника безопасности
 1 Сварочный полуавтомат для алюминия
1 Сварочный полуавтомат для алюминияПодготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.

Зачистка алюминия перед сваркой
Предварительный подогрев
Предварительный прогрев алюминиевых заготовок позволяет избежать растрескивания сварного шва, при этом :
- температура не должна превышать 110°C, контроль-датчиками температуры;
- прихваточные швы по краям свариваемой зоны облегчают предварительный подогрев;
- разные по толщине свариваемые детали нуждаются в прогреве.
Следующим этапом будет определение необходимых материалов и оборудования
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки. Важные моменты, на которые нужно обращать внимание:
Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Чем прямее в канале проволока, тем беспрепятственней она подается поэтому старайтесь держать рукав без перегибов и петель.
Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Если сварка ведется на токах свыше 200 А, стоит позаботиться о снижении тепловыделения и уменьшении проблем с подачей проволоки использованием горелки с водяным охлаждением.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Правильные режимы сварки
Настройка оборудования
Сварка алюминия полуавтоматом в условиях гаражного применения, на аппаратах, не оснащенных дополнительными функциями: горячий старт, плавный подъем и опускание сварочного тока и т.д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
Оптимальные значения напряжения и сварочного тока могут быть различны в зависимости от толщины металла и степени. К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
- напряжение в районе 15 в;
- ток в пределах 130-150 А на медленной подаче;
- индуктивность устанавливается в положении 3.

Настройка “индуктивности” позволяет не повышать температуру сварочной ванны
В более продвинутых моделях сварку алюминия ведут в 4-х тактном режиме. При нажатии на кнопку горелки запускается сварочный процесс, дальше ее можно опустить и контролировать наложение сварочного шва. По завершении кнопка нажимается повторно, процесс сварки в аргоне прекращается. При нажатии и опускании кнопки могут подключаться различные функции, облегчающие сварку алюминия. Применение 4- х тактного метода наиболее оправдано на длинных швах при продолжительной сварке.
Натяжение проволоки должно обеспечивать ее равномерную подачу. Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.
Положение газовой горелки
Положение горелки следует располагать под углом 10–20° к вертикали. Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Варить алюминий полуавтоматом нужно справа налево, так называемая сварка “от себя”. Движение горелки от сварочной ванны приводит к лучшей очистке сварного шва, снижению загрязнения и улучшения защитного действия аргона.
Скорость ведения шва
Сварку следует производить быстро, активной горячей дугой. Высокая теплопроводность алюминия диктует правила на высокие занчения токов и напряжений и более высокие поступательные скорости движения горелки во избежание прожогов.
Выпуклые швы

Кратеры следует наваривать до образования куполообразной поверхности. При охлаждении сварного соединения выпуклая поверхность будет препятствовать действию сил сжатия.
Один из распространенных приемов заварки кратеров — проход в обратном направлении без выключения дуги.
Техника безопасности
Использование средств защиты является необходимым условием проведения сварочных работ. Обязательно использование респиратора для органов дыхания, защитной маски, специальной одежды и обуви для защиты от свечения сварочной дуги и брызг расплавленного металла. Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Особое внимание следует уделить защите открытых участков тела от влияния УФ-излучения, т.к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов. При попытке сварки в ” шортах” и в “майке” эффект солярия вам обеспечен уже спустя 30 мин.
Сварка полуавтоматом алюминия не сопоставима по качеству с применением TIGа, однако с лихвой компенсируется значительной производительностью. Она является прекрасным решением в случае наплавки или заполнения больших зазоров. В условиях промышленного производства применение полуавтоматов наиболее целесообразно ввиду объемов и высоких требований к скорости. Применение промышленных аппаратов и высокая квалификация сварщика позволяют добиваться отличных результатов.
Как варить алюминий полуавтоматом
При сваривании алюминия полуавтоматом следует использовать специальную алюминиевую проволоку, которая подается в зону сваривания через сварочный рукав. Подача происходит с помощью специального пистолета с роликов, которые установлены в подающем механизме. Если Вы имеете опыт сваривания стали полуавтоматической сваркой, то при сваривании алюминия Вам следует немного сменить тактику.
Алюминий является мягким металлом, и скорость подачи проволоки должна быть достаточно высокой. Алюминий еще и хороший проводник тепла и поэтом для качественного провара и хорошего сварного шва, требуется производить сваривание детали из алюминия на большем токе, чем при сваривании обычного металла. Начиная сваривание с большего сварочного тока, Вы можете потом его постепенно сбавлять. На большом сварочном токе производить сваривание алюминия еще проще.
Алюминий еще и хороший проводник тепла и поэтом для качественного провара и хорошего сварного шва, требуется производить сваривание детали из алюминия на большем токе, чем при сваривании обычного металла. Начиная сваривание с большего сварочного тока, Вы можете потом его постепенно сбавлять. На большом сварочном токе производить сваривание алюминия еще проще.
Для сваривания алюминия стоит использовать более мощный сварочный аппарат для проведения сварочных работ с толстым металлом. Если Вы будете регулярно проводить сваривание алюминия, то полуавтоматический сварочный аппарат должен быть мощностью не менее 200 Ампер. Идеальным режимом для сваривания является режим импульсивного сваривания. Данный режим необходим для исключения возможности перегрева и прожога детали. Также сваривание импульсом обеспечивает высокую чешуйчатость и высокое качество сварочного шва.
Сваривание алюминия требует среду защитного газа в виде чистого аргона или же смеси аргона для листов большой толщины. Как правило, для сварки алюминия применяется смесь аргона и углекислого газа. Такая технология не требует использования новых шлангов или специальных рукавов.
Как правило, для сварки алюминия применяется смесь аргона и углекислого газа. Такая технология не требует использования новых шлангов или специальных рукавов.
При выборе сварочной проволоки требуется правильно подходить к этому делу. Если хотите применять проволоку 0,8, то сопло для подачи должно быть не менее 1 миллиметра. Такой подбор необходим, потому что алюминий при нагревании расширяется больше, чем сталь. Это значит, что для работы потребуются контактные наконечники с большими отверстиями, чем отверстия, которые используются для стальной проволоки такого же диаметра.
Канавки у роликов для подачи сварочной проволоки в подающем механизме должны быть U-образной формы, чтобы алюминиевая проволока не заминалась в них. Для идеального сваривания нужно использовать сварочный аппарат с 4-х роликовым прижимным механизмом. Подача проволоки будет намного больше, чем при сваривании стали. Все меры, которые были перечислены выше, необходимы для того, чтобы сварочный аппарат при сваривании не закусывал мягкую алюминиевую проволоку при ее подаче во время сварочного процесса.
Для того чтобы уменьшить трение алюминиевой проволоке в горелке требуется применять неметаллический кабельный канал. В основном такие каналы изготавливают из графита или тефлона. Также при сваривании стоит обратить внимание на горелку. Шланг горелки не должен быть длиннее 3 метров и не иметь скручиваний, а быть прямым.
Последняя цена полуавтоматической перемотки алюминиевой фольги в Индии
Дом » Промышленные установки и оборудование » Машина для перемотки фольги
Посмотреть ещё
Добавить отзыв | Часто задаваемые вопросы | Статьи
₹ 85000.00
| Точность в длине повторного ввождения: +/- 0,050 MTR |
Потребление питания: 0,5 л. с. с. |
| Мотор: 1,00.p.p.p.p.p.p.p.p.p.p. Двигатель постоянного тока с панелью управления переменной скоростью и функцией автоматического отключения |
| Макс. Длина одного рулона, который можно перемотать: 100 м (около 1 кг) |
| Дополнительные характеристики |
Эта машина состоит из твердого хромированного перематывающего цилиндра, который обеспечивает беспроблемный и плавный процесс перемотки. Читать далее…
Инженерная корпорация друзей
№ GST — 07ALGPK2893Л1ЗМ
УЧАСТОК NO-7 KH NO-22/4 NILOTHI, GROUND, AMRITA PURI COLONY, RANHOLA ROAD, NANGLOI, Западный Дели, Дели, 110041
- Спецификация
- Описание
- Доставка/Гарантия
- Информация о компании
| модель | Полуавтоматическая машина для перемотки алюминиевой фольги |
| Потребляемая мощность | 0,5 л. с. с. |
| Прочие | |
| Использование/Применение | Для изготовления кухонной фольги, фольги H0me |
| Источник питания | Однофазный |
| Уровень автоматизации | Полуавтомат |
| Рабочая ширина | 300 мм |
| ID сердечника перемотки | 33 мм |
| Скорость перемотки | 150 м/мин |
| Точность длины перемотки | +/- 0,050 м |
| Необходимое место | 50 х 55 х 45 (в дюймах) |
Макс. Длина одного рулона, который можно перемотать Длина одного рулона, который можно перемотать | 100 м (около 1 кг) |
| Двигатель | 1,00 л.с. Двигатель постоянного тока с панелью управления переменной скоростью и функцией автоматического отключения |
| Внутренний диаметр основного рулона | 76 мм |
Описание
Эта машина состоит из твердого хромированного перематывающего цилиндра, который обеспечивает беспроблемный и плавный процесс перемотки. Вы можете изменить скорость производства, которая может быть увеличена или уменьшена в соответствии с требованиями.
Инженерная корпорация друзей
УЧАСТОК NO-7 KH NO-22/4 NILOTHI, GROUND, AMRITA PURI COLONY, RANHOLA ROAD, NANGLOI, Западный Дели, Дели, 110041
Отправьте запрос поставщику
AD (+376)AE (+971)AF (+93)AG (+1)AI (+1)AL (+355)AM (+374)AN (+31)AO (+244)AQ (+672) AR (+54)AS (+1)AT (+43)AU (+61)AW (+297)AX (+398)AZ (+994)BA (+387)BB (+1)BD (+880) BE (+32)BF (+226)BG (+359)BH (+973)BI (+257)BJ (+229)BL (+590)BM (+1)BN (+673)BO (+591)BR (+55)BS (+1)BT (+975)BV (+)BW (+267)BY (+375) BZ (+501)CA (+1)CC (+61)CD (+243)CF (+236)CG (+242)CH (+41)CI (+225)CK (+682)CL (+56) CM (+237)CN (+86)CO (+57)CR (+506)CU (+53)CV (+238)CX (+61)CY (+357)CZ (+420)DE (+49) DJ (+253)DK (+45)DM (+1)DO (+1)DZ (+213)EC (+593)EE (+372)EG (+20)EH (+212)ER (+291) ES (+34)ET (+251)FI (+358)FJ (+679)FK (+500)FM (+691)FO (+298)FR (+33)GA (+241)GB (+44) GD (+1)GE (+995)GF (+594)GG (+44)GH (+233)GI (+350)GL (+299)GM (+220)GN (+224)GP (+59)0)GQ (+240)GR (+30)GS (+500)GT (+502)GU (+1)GW (+245)GY (+592)HK (+852)HM (+672)HN (+ 504)HR (+385)HT (+509)HU (+36)ID (+62)IE (+353)IL (+972)IM (+44)IN (+91)IO (+246)IQ (+ 964)IR (+98)IS (+354)IT (+39)JE (+44)JM (+1)JO (+962)JP (+81)KE (+254)KG (+996)KH (+ 855)КИ (+686)КМ (+269)КН (+1)КП (+850)КР (+82)КВ (+965)КЙ (+1)КЗ (+7)ЛА (+856)ЛБ (+ 961)LC (+1)LI (+423)LK (+94)LR (+231)LS (+266)LT (+370)LU (+352)LV (+371)LY (+218)MA (+ 212)MC (+377)MD (+373)ME (+382)MF (+590)MG (+261)MH (+692)MK (+389)ML (+223)MM (+95)МН (+976)МО (+893)МП (+1)МКВ (+596)МР (+222)МС (+1)МТ (+356)МУ (+230)МВ (+960)МВт (+ 265)MX (+52)MY (+60)MZ (+258)NA (+264)NC (+687)NE (+227)NF (+672)NG (+234)NI (+505)NL (+ 599)НО (+47)НП (+977)НР (+674)НУ (+683)НЗ (+64)ОМ (+968)ПА (+507)ПЭ (+51)ПФ (+689)ПГ (+ 675)PH (+63)PK (+92)PL (+48)PM (+508)PN (+870)PR (+1)PS (+970)PT (+351)PW (+680)PY (+ 595)QA (+974)RE (+262)RO (+40)RS (+381)RU (+7)RW (+250)SA (+966)SB (+677)SC (+248)SD (+ 249)СЭ (+46)СГ (+65)Ш (+290)СИ (+386)СЖ (+47)СК (+421)СЛ (+232)СМ (+378)СН (+221)СО (+ 252)СР (+59)7)СТ (+239)СВ (+503)СЯ (+963)СЗ (+268)ТК (+1)ТД (+235)ТФ (+262)ТГ (+228)ТХ (+66)ТЖ (+ 992)ТК (+690)ТЛ (+670)ТМ (+993)ТН (+216)ТО (+676)ТР (+90)ТТ (+1)ТВ (+688)ТВ (+886)ТЗ (+ 255)UA (+380)UG (+256)UM (+246)US (+1)UY (+598)UZ (+998)VA (+379)VC (+1)VE (+58)VG (+ 1)VI (+1)VN (+84)VU (+678)WF (+681)WS (+685)YE (+967)YT (+262)ZA (+27)ZM (+260)ZW (+ 263)
Выберите штатБаден-ВюртембергБаварияБерлинБранденбургБременГамбургГессенНижняя СаксонияМекленбург-Передняя ПомеранияСеверный Рейн-ВестфалияРейнланд-ПфальцСаарСаксонияСаксония-АнхальтШлезвиг-ГольштейнТюрингияВена
с
Оставьте свой отзыв
Задать любой вопрос друзьям-инженерной корпорации
Люди также спрашивают
09. 07.2022
07.2022
Вы можете выбирать из различных машин для перемотки фольги, представленных на рынке, каждая из которых имеет свой собственный набор характеристик. Каждый из них предназначен для выполнения определенной работы и имеет свой собственный набор преимуществ. Если вы хотите купить перемоточный станок, вы должны знать о различных факторах. Подробнее…
Автоматическая/полуавтоматическая машина для изготовления стаканчиков из алюминиевой фольги Машина для изготовления тарелок из алюминиевой фольги Машина для прессования тарелок из фольги
Линия прессования ZL-T80/T130 разработана специально для производства алюминиевых пищевых контейнеров, тарелок и подносов. От разматывателя до укладчика, от подачи до штамповки и укладки. Наконец-то можно получить эти контейнеры из алюминиевой фольги.
Основным корпусом прессовой линии T80/T130 является пресс с Н-образной рамой. Его рециркуляция и закрытая система для масла. Это легко для замены формы и производства поверхности, у нас есть рычаг для перемещения штампа и подъемник для штампа, установленный на прессе, который может с высокой эффективностью менять пресс-формы.
Пресс оснащен серводвигателем для обеспечения высокоточного управления шагом и скоростью подачи. Высота и расположение системы подачи регулируются в соответствии с высотой инструмента, используемого в данный момент на прессе.
Имеется 12 электронных кулачков (электромагнитных клапанов), управляемых ПЛК, обеспечивающих простые рабочие настройки. Функциональное использование пресс-форм с несколькими полостями может быть достигнуто за счет большого количества воздуховыпускных отверстий, расположенных на прессе.
Пресс ZL-T80/T130 оснащен 5 воздушными баками. Пневматическая панель управления более проста в эксплуатации. Пресс подходит для различных видов пресс-форм для производства складчатых контейнеров, контейнеров с гладкими стенками, домашних животных, авиационных контейнеров и складчатых контейнеров.
Полная линия автоматического пресса T80/T130 включает следующие детали:
Разматыватель+пресс T80/T130+манипуляторы для перемещения форм с подъемником +аспиратор отходов+шкаф управления+укладчик+подборщик для отходов.
Наши преимущества:
1.Высокая безопасность и высокая эффективность.
2. Замена формы очень удобна и проста в эксплуатации.
3. Машина имеет функцию памяти для каждой спецификации пресс-формы.
4. Подходит для одно- и двухгнездных пресс-форм большого размера, многогнездных пресс-форм среднего размера
5. Высота штока регулируется электрически, чтобы удовлетворить множественный запрос различных пресс-форм
различных форм и размеров.
Компоненты:
1. Воздушный компрессор.
2. Автоматическая головка разматывателя и подачи.
3. Панель управления и ПЛК марки Mitsubishi.
4. Пневматический пресс с рамой H марки Yangli 80 тонн.
5. Форма для чашки/тарелки/коробки из алюминиевой фольги.
6. Автоукладчик с 2-5 дорожками (опционально).
7. Аспиратор лома и пресс-машина.
| Модель | ЗЛ-Т80 |
| Ход | 180–260 мм |
| Рабочая скорость | 40~68 ходов/мин |
| Сырье | Сплав 8-й и 3-й серий |
| Алюминиевая фольга толщиной | 0,035–0,250 мм |
| Необходим сжатый воздух | 0,5-0,8 МПа, 0,2 м3/мин |
| Мощность | 3П, 380В, 50Гц |
| Масса | 12000 кг |
| Электромагнитный клапан с регулируемым давлением | 12 |
| Регулируемый уровень подачи | Электрический |
| Максимальные размеры формы | 1250*1000мм |
Преимущества, как и ниже:
1. Top Safety и LONG LIFE LIFE, Высокий определение подачи.
Top Safety и LONG LIFE LIFE, Высокий определение подачи.
2. Замена пресс-формы удобна и проста в замене.
3. Машина имеет функцию памяти для каждой формы.
4. Подходит для одногнездных пресс-форм большого размера, многогнездных пресс-форм среднего и малого размера.
5. Высота штока электрически регулируется для удовлетворения многочисленных запросов различных форм
различных форм и размеров.
6. Новый дизайн ролика штабелеукладчика для обеспечения большей стабильности.
7. Аварийная остановка с автоматическим определением.
8. Ширину дорожек можно регулировать, чтобы они подходили для штабелирования контейнеров разного размера.
9. Обрабатывающий центр с ЧПУ, точность обработки которого очень высока.
10. Электрическая принудительная система смазки консистентной смазкой.
Формы, которые мы можем спроектировать и изготовить, следующие:
1. Формы, которые мы проектируем и производим, подходят практически для всех видов машин или прессов.
2. Мы производим пресс-формы из стали самого высокого качества в Китае. И некоторые основные области пресс-форм подвергаются высокотемпературной термообработке для придания надлежащей твердости, что обеспечивает высокое качество пресс-форм и длительный срок службы.
3. Чтобы удовлетворить различные требования клиентов, мы разрабатываем и производим пресс-формы с несколькими кромками, такими как кромка G, кромка L, кромка H, кромка IVC и т. д.
4. Мы можем спроектировать и изготовить пресс-форму с несколькими полостями, 1, 2, 3, 4 или более полостями. Независимо от того, это контейнер с одним или несколькими отсеками.
5. Мы можем напечатать ваши предпочтительные логотипы по запросу.
6. Научный дизайн обеспечивает хороший контроль скорости резки отходов.
7. Формы контейнеров: квадратные, прямоугольные, круглые, овальные, специальные формы и т. д.0002
Упаковка и доставка:
1. Перед упаковкой необходимо протестировать машину и пресс-форму.
Перед упаковкой необходимо протестировать машину и пресс-форму.
2. Стабильная упаковка, профессиональный и квалифицированный грузчик уменьшают повреждение продукта во время транспортировки.
3. Мы поместили нашу машину в контейнер, который будет хорошо защищен во время транспортировки.
4. Мы используем деревянный шкаф, защищаем машину и форму во время транспортировки.
Наш сервис:
1. Длительная гарантия.
2. Специальное обучение для наших клиентов.
3. Расходная часть или замена могут быть отправлены пользователю в течение 3 дней после подтверждения.
4. Обслуживание OEM готовой продукции.
5. Инженеры могут обслуживать технику за границей.
6.Интернет-поддержка.
7.Видео техническая поддержка.
Часто задаваемые вопросы
Q1: принимаете ли вы индивидуальные заказы?
О: Да.
Q2: как насчет времени выполнения заказа?
A: Самая быстрая доставка может занять 5-6 недель после подтверждения заказа.
Q3: Какие условия оплаты и какие валюты вы принимаете?
A: T/T, L/C по предъявлении, наличные, Paypal, Western Union.
Q4: Нужно ли смазочное масло для материала?
О: Да. Смазочное масло очень важно, масло пищевого качества и оно специальное. Обычно мы предлагаем клиенту информацию о поставщике масла после подтверждения заказа. Прежде чем запускать машину, просто залейте масло непосредственно в бак. После подтверждения заказа мы предоставим вам контактную информацию поставщика масла.
Q5: Гарантия на машины и пресс-формы?
A: Мы гарантируем период в 12 месяцев с даты установки и запуска машины и пресс-формы.
Q6: Как установить машину и обучить наш персонал на нашем заводе?
A: Мы отправим наших инженеров на ваш завод для установки, тестирования машин и предоставления вашим рабочим
Q7: Где я могу получить большие рулоны алюминиевой фольги?
A: После подтверждения заказа мы предложим клиенту контактную информацию поставщика больших рулонов.