Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
-
-
Газовый шланг
-
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
-
Баллон с газом и редуктором
-
Газовый шланг
-
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Как варить полуавтоматом: режимы сварки, последовательность работ ()
Как правильно варить полуавтоматом?
При проведении строительных работ или капитальном ремонте автомобиля практически всегда требуется сварочный аппарат, который используется для соединения между собой металлических элементов какой-либо конструкции. Среди большой разновидности сварочных аппаратов огромной популярностью пользуется полуавтоматическая сварка.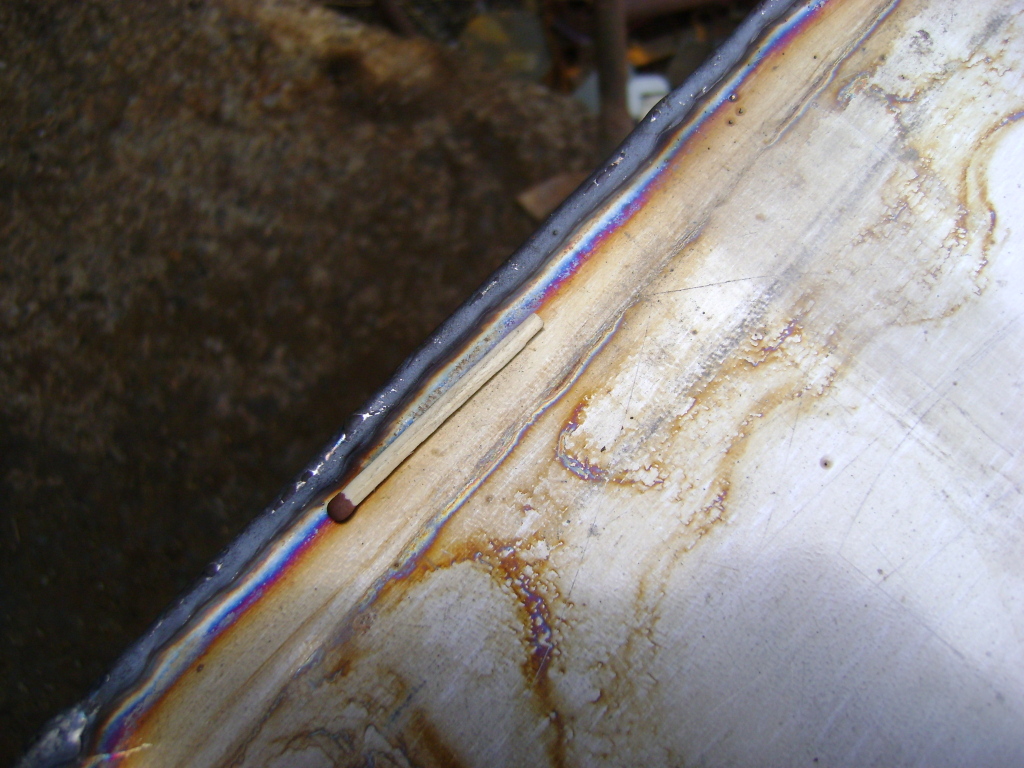 Основной положительной чертой такого процесса является возможность создания качественного и надежного соединения как черного, так и цветного металла. Поэтому далее будет рассмотрено, как варить полуавтоматом.
Основной положительной чертой такого процесса является возможность создания качественного и надежного соединения как черного, так и цветного металла. Поэтому далее будет рассмотрено, как варить полуавтоматом.
Устройство сварочного полуавтомата.
Принцип работы и состав сварочного полуавтомата
Чтобы разобраться, как правильно пользоваться сварочным полуавтоматом, необходимо знать его принцип работы. При сварке данным агрегатом электроды не нужны, потому что такой процесс осуществляется с помощью специальной сварочной проволоки, которая плавится в газовой среде. Инертный (MIG или Metal Inert Gaz) или углекислый (MAG или Metal Active Gaz) газ должен поступать из газового редуктора (баллона) во время сварки бесперебойно.
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
В процессе сварки тепловая энергия оплавляет поверхности, с которыми осуществляется работа (металл и электрод). В результате этого расплавленный металл склеивает требуемые части изделия между собой, создавая крепкий и очень надежный шов.
В результате этого расплавленный металл склеивает требуемые части изделия между собой, создавая крепкий и очень надежный шов.
Для осуществления сварки полуавтомат должен включать такие узлы, как:
- блок управления;
- блок питания;
- емкость с газом;
- механизм подачи проволоки;
- резервуар с проволокой;
- шланг, по которому поступает газ;
- газовую горелку;
- газовую аппаратуру.
Газовая горелка предназначена для подачи в сварочную зону электродной проволоки и защитного газа. На ее рукоятке, изготовленной из защитного материала, размещена пусковая кнопка. Токоподающий наконечник горелки изготавливается из различных материалов: меди, бронзы и др. Его эксплуатационный срок напрямую будет зависеть от материала изготовления. Подключение горелки к аппарату может выполняться с помощью неразъемного соединения или через специальный разъем.
В роли источника питания может применяться инвертор, трансформатор или выпрямитель. Наилучшим вариантом является инвертор, который позволяет добиться лучшего качества сварного шва.
Наилучшим вариантом является инвертор, который позволяет добиться лучшего качества сварного шва.
Схема полуавтомата для сварки алюминия.
Проволока, используемая при сварке, может иметь диаметр от 0,6 до 2,0 мм. Для ее легкой подачи она наматывается на специальные бобины. Электродная проволока может быть изготовлена из различных материалов: обычной и нержавеющей стали, алюминия и меди.
Для осуществления сварки полуавтоматическое оборудование должно иметь следующие характеристики:
- силу тока 40-600 А;
- напряжение на сварочной дуге 16-40 В;
- скорость сварки может достигать 20 мм/сек;
- за 1 сек. может тратиться от 3 до 25 см проволоки;
- расход инертного газа может достигать 60 л/мин, при этом минимальное значение составляет 3 л/мин;
- 1 сварочный баллон может вмещать до 100 л газа.
Режимы и методы полуавтоматической сварки
Основные типы сварных соединений.
Так как сварщику, который эксплуатирует такое оборудование, ежедневно приходится работать одновременно с разными металлами, фирмы-изготовители оснастили свою продукцию разными режимами работы. Поэтому специалист имеет возможность подобрать тот режим, который наилучшим образом справится с поставленными задачами.
Поэтому специалист имеет возможность подобрать тот режим, который наилучшим образом справится с поставленными задачами.
Основные режимы работы сварочного полуавтомата:
- с коротким замыканием сварочной дуги;
- без короткого замыкания;
- с разбрызгиванием флюса;
- без разбрызгивания флюса;
- крупно- средне- и мелкокапельные режимы.
Применение того или иного режима работы зависит как от назначения свариваемой детали, так и от материала ее изготовления.
Таблица дефектов сварочных швов.
Чтобы сварщикам было легче ориентироваться в выборе метода сварки, существует более подробная классификация режимов:
- импульсная сварка;
- цикличная с короткой дугой;
- вариант со струйным перемещением обрабатываемого металла;
- точечный вариант;
- работа при непрерывном круговом переносе металла.
Если применяется углекислота, то обычно используется импульсно-дуговой режим с постоянным током обратной полярности. При этом скорость сварки небольшая, зато дуга будет иметь большую стабильность, что позволит добиться более прочного соединения.
При этом скорость сварки небольшая, зато дуга будет иметь большую стабильность, что позволит добиться более прочного соединения.
Учитывая тот факт, что полуавтоматом можно заварить как толстый (до 40 мм), так и достаточно тонкий (0,5 мм) металл, необходимо знать основные методы такой сварки:
- Стыковая. Часто используется при ремонте автомобилей, когда какой-либо элемент меняется частично. Стыковая сварка – это соединение точечным или сплошным швом. Такой метод требует большой квалификации сварщика.
- Внахлест. Является самым простым методом. При этом на подготовленную поверхность ложится кусок металла, который в большинстве случаев заваривается точечно.
- По готовым отверстиям. Готовую заплатку с просверленными отверстиями приваривают к подготовленной поверхности. В этом случае соединение осуществляется по отверстиям.
Подготовка поверхности металла и аппарата к работе
Углы наклона мундштука горелки при сварке стали различной толщины.
Перед тем как приступать к сварочным работам, необходимо правильно к ним подготовиться. Первым делом следует подготовить поверхность, которая будет свариваться, чтобы на сварочном шве не образовались поры. Для этого с помощью стальной щетки и сухой ветоши с поверхности металла удаляют грязь, пыль, влагу, ржавчину и масло, после чего ее обезжиривают и протравливают.
Первым делом следует подготовить поверхность, которая будет свариваться, чтобы на сварочном шве не образовались поры. Для этого с помощью стальной щетки и сухой ветоши с поверхности металла удаляют грязь, пыль, влагу, ржавчину и масло, после чего ее обезжиривают и протравливают.
После того как поверхность будет подготовлена надлежащим образом, можно переходить к подготовке самого аппарата. Для этого нужно:
- Проверить заземление, так как от его качества и надежности будет зависеть безопасность работы со сваркой.
- Проверить питающую сеть по уровню напряжения, потому что данное оборудование сильно восприимчиво к перепаду напряжения и другим отклонениям питающего напряжения от номинальных значений.
- Выбрать режим работы сварки.
- Отрегулировать диаметр наконечника на величину, которая будет немного превышать диаметр используемой проволоки.
- Проверить регулировку подающего устройства и горелки. Если эти элементы плохо отрегулированы, то это может привести к серьезным ошибкам во время выполнения сварочных работ.
- Проверить качество электродной проволоки. Она не должна иметь вмятин, трещин, отслоений и других видимых дефектов.

Последовательность выполнения сварочных работ полуавтоматом
Схема движения электрода.
- С учетом толщины обрабатываемого металла выставьте требуемую силу рабочего тока и характерную ей скорость подачи проволоки. Для этого можно воспользоваться таблицей, которая находится в инструкции к сварочному аппарату.
- Выбор и установка сменных шестерней позволяет настроить требуемую скорость подачи электрода. Для этого также можно воспользоваться таблицей или специальной коробкой скоростей.
- Отрегулируйте блок питания, чтобы он выдавал требуемое напряжение и рабочий ток. Это позволит добиться хорошей дуги, правильного формирования валика и требуемое количество расплавленного флюса.
- Для подачи проволоки соответствующий переключатель установите в положение «Вперед», после чего проволока начнет поступать к месту сварки. Переключив тумблер в положение «Назад», проволока начнет наматываться на катушку.
- Наполните воронку флюсом. После этого направьте держатель таким образом, чтобы конец мундштука оказался над сварочным местом. Отодвинув заслонку флюсовой воронки, нажмите «Пуск» и одновременно с этим начинайте двигать держателем вдоль предполагаемого образования сварочного шва.
 Переключив тумблер в положение «Назад», проволока начнет наматываться на катушку.
Переключив тумблер в положение «Назад», проволока начнет наматываться на катушку.Правила безопасности при работе с полуавтоматом
Рассматривая, как правильно варить полуавтоматом, необходимо остановиться на основных правилах безопасности:
- включая сварочное устройство, проверьте исправность рубильника и кнопочного выключателя;
- запуская аппарат, сначала нужно включить рубильник и только после этого можно включать сам блок питания;
- проверьте шланги, по которым поступает защитный газ на наличие возможных повреждений;
- для защиты себя и окружающих уберите мусор с рабочего места, после чего оградите его, наденьте защитные очки;
- после завершения работ отключите питание и подачу газа.

Добиться высокого качества сварки вы сможете только в том случае, если перед работой вы правильно настроите аппарат и подготовите обрабатываемую поверхность металла, а в процессе сварки будете в точности выполнять все правила и рекомендации специалистов.
http://moyasvarka.ru
Как варить тонкий металл полуавтоматом
Содержание
- Особенности сварки полуавтоматом
- Сварка полуавтоматом
- Что нужно знать о сварке полуавтоматом
- Общие правила сварки
- Настройка сварочного аппарата
- Виды сварочных швов
- Вертикальный шов
- Сварка тонкого металла
- Сварка толстых металлов
- Как сварить полуавтоматом тонкий металл
- Сварочный полуавтомат: конструкция и технология
- Что и какими методами можно сваривать полуавтоматом
- Плюсы и минусы сварки металла полуавтоматом
- Подготовка прибора к сварке
- Как варить тонкий металл полуавтоматической сваркой
- Как варить толстый металл при помощи полуавтомата
- Осваиваем сварку металла автомобиля с помощью полуавтомата
- Осваиваем сварку металла автомобиля с помощью полуавтомата
- Сварка встык
- Сварка внахлест
- Сварка через отверстие, или электрозаклепка
- Подготовка металла к сварке
- Выбор величины сварочного тока
- Проблемы, возможные при проведении сварочных работ
- Проблемы, связанные с неправильным выбором режимов работы сварочного полуавтомата
- Проблемы, связанные с неисправностями сварочного полуавтомата
- Проблемы косвенного характера
- Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
- Сварка полуавтоматом. Обучающее видео.
- Отличия полуавтоматической сварки от электрода
- Устройство сварочного полуавтомата
- Как работает сварочный полуавтомат
- Режими полуавтоматической сварки
- Как варить полуавтоматом.
- Сварка тонкого металла инвертором (полуавтоматом)
- Преимущества
- Недостатки
 Пособие для «чайников».
Пособие для «чайников».Особенности сварки полуавтоматом
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
 Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
 Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
По типу соединения:
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.

Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
 Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получитсяЕсли не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Как сварить полуавтоматом тонкий металл
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Сварочный полуавтомат: конструкция и технология
- Источник питания.
- Система управления, соединенная электрической цепью с источником питания.
- Механизм для подачи присадочной проволоки. Он включает в себя редуктор, электродвигатель и подающие ролики, может доставлять проволоку тянущим,толкающим либо комбинированным методом.
- Держатель, оснащенный каналом для перемещения проволоки.
- Газовый баллон. В нем нет необходимости, если сварка производится при помощи порошковой проволоки: защитный газ образуется при сгорании флюса, которым наполнена ее внешняя оболочка.
- Шланги, кабеля с держателем и зажимом.

устройство сварочного полуавтомата
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтомата
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.
- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.

С охраной труда при сварке можно ознакомиться здесь.
точечный сварной шов полуавтоматом
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Осваиваем сварку металла автомобиля с помощью полуавтомата
Осваиваем сварку металла автомобиля с помощью полуавтомата
Как известно, полуавтомат позволяет сваривать как тонкий (0. 7–0,8 мм), так и достаточно толстый металл (4 мм и толще). Это значит, что с помощью полуавтомата вы можете варить любой металл, который имеется в конструкции кузова автомобиля — крылья, пороги, лонжероны и так далее.
7–0,8 мм), так и достаточно толстый металл (4 мм и толще). Это значит, что с помощью полуавтомата вы можете варить любой металл, который имеется в конструкции кузова автомобиля — крылья, пороги, лонжероны и так далее.
Теперь поговорим о наиболее популярных способах соединения металла сваркой:
Сварка встык
Применяется тогда, когда вы меняете деталь не полностью, а частично — например, устанавливаете ремонтную вставку на крыло, или ввариваете заплату. Снимать фаски с краёв тонкого стального листа при сварке встык не нужно. Фаски снимают, если толщина металла 2 мм и более, и то не всегда. Отмечу, что сварка встык требует точной взаимной подгонки деталей перед сваркой. Это значит, что между краями свариваемых деталей зазоры должны по возможности отсутствовать, или иметь минимальную величину. Иначе, при попытке сварить два тонких и плохо подогнанных куска железа, вы получите дыру, а не сварное соединение.
Сварка встык чаще всего применяется при ремонте наружных поверхностей кузовных деталей. Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Сварка встык требует большого объёма подгоночных работ и достаточно высокой квалификации от сварщика. Сварка встык толстого металла, от 2 мм и толще, происходит гораздо проще. Толстый металл не требует очень точной подгонки, и «прощает» сварщику огрехи, допущенные при подгонке. Толстый металл можно варить сплошным точечным швом — иногда это удобнее и проще.
Сварка внахлест
Это самый простой, и поэтому наиболее распространённый способ соединять металл. В этом случае один кусок металла накладывается на другой. Применяется, например, при вваривании тех же заплат и ремонтных вставок. Сварку внахлест используют для ремонта или замены силовых элементов — лонжеронов, усилителей, порогов.
Сварку внахлест используют для ремонта или замены силовых элементов — лонжеронов, усилителей, порогов.
Сварка через отверстие, или электрозаклепка
Это разновидность соединения внахлёст. Несколько напоминает точечную сварку, применяемую при сборке кузова на заводе. При ремонте автомобиля применяется сплошь и рядом. Новые пороги, крылья, различного рода усилительные накладки на силовые элементы кузова, а иногда и сами силовые элементы также могут быть приварены электрозаклепкой.
Виды сварных швов
Вне зависимости от способа соединения металла — «встык» или «внахлест», сварные швы бывают следующих видов:
1. Точечные
2. Сплошные
3. Сплошные прерывистые
Сплошной прерывистый шов — это чередование сплошных участков сварки с такими же, или другими, перерывами. Строго говоря, размер участков сплошной сварки и интервал между ними вы можете выбирать по своему произволу, исходя из конкретной задачи. Сплошными прерывистыми швами обычно соединяют силовые элементы кузова, сделанные из сравнительно толстого металла.
Сплошной шов может состоять из отдельных точек, расположенных вплотную с некоторым перекрытием. Это будет сплошной точечный шов. Такие швы чаще всего применяют при сварке встык как тонкого, так и толстого металла. В автомобильном кузове нет сплошных сварных швов. Это объясняется тем, что кузов должен сохранять некоторую «эластичность», чтобы уменьшить вероятность появления усталостных трещин в процессе его эксплуатации. Сплошные сварные швы имеют высокую жёсткость и не обеспечивают нужной эластичности кузова. Сплошной шов также склонен к короблению. Сплошным швом варят тогда, когда это действительно нужно. Например, при изготовлении бака для загородной бани, или при изготовлении металлоконструкций из стального уголка.
Конструкция точечного шва понятна из его названия ― это чередующиеся с определённым интервалом сварные точки. Интервал, в зависимости от поставленной задачи, может быть от нескольких миллиметров до нескольких сантиметров.
Все эти виды сварных швов можно делать на деталях, по-разному ориентированных в пространстве, а именно:
1. Горизонтальные, или «на полу»
Горизонтальные, или «на полу»
2. Горизонтальные же, но «на потолке»
3. Вертикальные, или «на стене»
Удобнее всего варить в положении «на полу». Да и качество сварки получается самым высоким. При сварке на «стене», и особенно, на «потолке», расплавленный металл стремится вытечь из сварочной ванны, ухудшая качество шва.
Подготовка металла к сварке
Перед тем, как начать варить металл, его нужно хорошенько очистить от любых загрязнений. К ним относится абсолютно всё, кроме самого металла:
1. Ржавчина
2. Краска, грунт, включая транспортировочный
3. Антикоррозионные покрытия всех видов, включая жидкие консерванты
4. Любая смазка
Все эти загрязнения могут сделать сварку невозможной или как минимум некачественной. И вот почему:
— Загрязнения не проводят электрический ток, и вы не сможете начать сварку.
— В условиях большого тепловыделения, которое происходит в процессе сварки, некоторые загрязнения выделяют большое количество газов, которые «выдувают» жидкий металл из сварочной «ванны». Вместо соединения вы получаете «дыру», а жидкий металл разбрызгивается во все стороны и может привести к ожогам и пожару.
Вместо соединения вы получаете «дыру», а жидкий металл разбрызгивается во все стороны и может привести к ожогам и пожару.
— Газы, выделяемые загрязнениями, могут сделать сварной шов пористым, то есть некачественным.
— Некоторые загрязнения горят и (или) выделяют много дыма. Может случиться пожар и (или) отравление продуктами горения. Много бед могут наделать жидкие автоконсерванты типа «мовиль», которые активно горят в процессе сварки порогов и лонжеронов. Поэтому при установке новой детали, например порога, или крыла, ставьте её необработанной. Свежие консерванты и антикоры содержат горючие растворители и моментально вспыхнут при первой же возможности.
Свариваемые участки металла должны быть по возможности плотно, без зазоров, прижатыми друг к другу. Делается это с помощью разного рода зажимов, или временным креплением на болтах, саморезах и так далее. Если этого не делать, то весьма вероятны сквозные прожоги краёв свариваемого металла. Особо это касается сварки встык тонкого металла. Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Выбор величины сварочного тока
Если вы начинаете сварку впервые, есть смысл для начала потренироваться, но не на конкретном автомобиле, а на кусках тонкого чистого металла толщиной 0,8 мм и более, который есть у вас «под рукой». Но:
1. Не берите для опытов оцинкованный металл, так как испарения цинка ядовиты.
2. Не ведите сварку на ветру или сквозняке — защитный газ будет выдуваться из зоны сварки, что значительно ухудшит её качество или сделает её невозможной.
Сварочный ток зависит от толщины свариваемого металла и для тонкого листа составляет 40–60 А. На регуляторах тока большинства полуавтоматов вы увидите градуировки в относительных единицах, и установить силу тока, например, 50 А, вам так просто не удастся. Для этого надо будет внимательно прочесть инструкцию, хотя для практической работы точное знание величины сварочного тока необязательно. Правильно выбран ток или нет, вы увидите по характеру сварного шва. По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
Теперь поговорим о регуляторах. В качестве примера возьмём итальянский полуавтомат «Helvi Panther 132».
У него имеется всего три регулятора, имеющих отношение к величине сварочного тока — два из них предназначены для ступенчатой регулировки — это положения «1» и «2» у одного , и «мин» и «макс» у другого, т.е. всего 4 значения сварочного тока. Третий регулятор — это плавный регулятор скорости подачи сварочной проволоки. Причём, скорость подачи проволоки увязана с величиной сварочного тока. Это значит, что полуавтомат автоматически изменяет величину сварочного тока при изменении скорости подачи проволоки. И наоборот, при переключении ступенчатых регуляторов тока автоматически изменяется скорость подачи проволоки. Например, для сварки тонкого кузовного металла оптимальными оказались следующие положения регуляторов: ступенчатые — «1» и «макс», плавный — примерно на делении 6 или 7. При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
Для начала не обязательно сразу сваривать куски металла между собой. Просто попробуйте аппарат в работе, нанося сварные точки на чистый металл. Для этого оденьте свой «хамелеон», поднесите горелку к металлу на расстояние 4-6мм. Рукоять сварочной горелки удобнее держать двумя руками. Для удобства можно опереть край газового сопла сварочной горелки на свариваемый металл. Затем нажмите клавишу. Немедленно загорится дуга. Через 3-4 секунды отпустите клавишу. Рассмотрите сварную точку.
Далее возможны варианты. Их можно перечислить в следующем порядке:
1. Сварочный ток мал. В этом случае расплавленный металл проволоки не растекается, как следует, а свариваемая деталь не проплавляется. У сварщиков это называется, нет «провара». В этом случае увеличиваем ток и повторяем попытку.
В этом случае увеличиваем ток и повторяем попытку.
2. Сварочный ток в норме. Расплавленный металл проволоки хорошо растекается и хорошо проплавляет свариваемый металл. На обратной стороне металла появляется небольшая капля.
3. Сварочный ток велик. Сварная точка как бы «просела», а на обратной стороне металла повисла капля.
4. Сварочный ток велик настолько, что в металле прожигается дыра. Значит, ток надо убавить. Тренируемся до тех пор, пока не будем получать красивую и правильную сварную точку. После тренировок можно приступать к опытам по свариванию кусков металла между собой.
Проблемы, возможные при проведении сварочных работ
Все проблемы можно условно поделить на две группы.
Проблемы, связанные с неправильным выбором режимов работы сварочного полуавтомата
К ним относятся:
Неправильный выбор величины сварочного тока
При чрезмерно большом сварочном токе возможны прожоги свариваемого металла. Другие признаки чрезмерного сварочного тока — образование большой капли металла на конце проволочного электрода, выходящего из медного наконечника сварочной горелки. Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
В этом случае нужно проделать ряд мероприятий:
Снять газовое сопло и плоским напильником со средней насечкой запилить торец медного наконечника. Опиловку делают до тех пор, пока полностью не освободят проволоку от «прихвата» к медному наконечнику. Иногда приходится спилить значительную часть наконечника, чтобы вызволить проволоку из «плена». Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
Если проволока сломалась, образовав петлю на входе в подающий шланг, то действуем дальше:
— Отводим прижимной ролик и кусачками перекусываем сварочную проволоку до входа в подающее устройство.
— Вытягиваем кусок сварочной проволоки из шланга, действуя в направлении от сварочной горелки к бобине.
— Далее заводим проволоку в подающий канал (как это делается, уже написано в предыдущих статьях), и продолжаем работу.
Неправильная регулировка прижима проволоки в подающем устройстве
Как уже отмечалось выше, при «прихвате» сварочной проволоки в медном наконечнике она ломается на выходе подающего устройства. Это значит, что прижим сварочной проволоки в подающем устройстве слишком велик. Прижим должен быть отрегулирован так, чтобы при прихвате проволока проскальзывала, но не ломалась. Другая крайность — прижим слишком мал. В этих случаях также возможен прихват сварочной проволоки в наконечнике, хотя сварочный ток выбран правильно. Это происходит потому, что проволока из-за проскальзывания подается медленнее, чем плавится. В конце концов дуга начинает гореть на самом наконечнике, что и приводит к прихвату. Те же самые последствия имеет слишком малая скорость подачи проволоки.
Мал расход газа
Сварка получается пористой. Решение этой проблемы — увеличить расход газа регулировкой редуктора. Считается, что для сварочной проволоки диаметром 0,8 мм оптимальным будет расход газа 8-10 литров в минуту. В инструкциях по применению бытовых углекислотных полуавтоматов могут быть указаны другие цифры — например, 2-3 литра газа в минуту. Как показала практика, такого расхода явно недостаточно.
Проблемы, связанные с неисправностями сварочного полуавтомата
Неисправности полуавтомата редко бывают фатальными. Чаще всего изнашивался медный наконечник в сварочной горелке. В этом случае дуга горит нестабильно, слышны частые «щелчки», варить становится просто невозможно. Износ наконечника складывается из механического и электроэрозионного. Механический износ образуется за счет трения проволоки о наконечник. Дело усугубляется тем, что на сварочной проволоке имеется насечка, которую делает подающий ролик. Эта насечка работает подобно напильнику. Электрическая эрозия возникает вследствие того, что через медный наконечник, представляющий собой скользящий контакт, проходит электрический ток в десятки, а иногда и сотни ампер, и металл наконечника переносится на проходящую через него проволоку. Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Проблемы косвенного характера
Иногда в процессе сварочных работ не удается достичь приемлемого качества сварки. Всё говорит о том, что вроде бы неисправен полуавтомат — дуга горит неустойчиво, сварочная проволока прилипает к металлу, а провар получается плохим. Регулировки сварочного тока и скорости подачи проволоки почти ничего не меняют. Появляется мучительное желание разобрать аппарат и начать чинить его… Не торопитесь. Причина может оказаться на редкость банальной — в питающей полуавтомат электрической сети может оказаться пониженное напряжение.
Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Сварка полуавтоматом. Обучающее видео.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
 Минус на проволоке, плюс на массе
Минус на проволоке, плюс на массеВыше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
 Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).

Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
Сварка тонкого металла инвертором (полуавтоматом)
Сварка инвертором тонкого металла считается достаточно сложным процессом за счет того, что здесь намного больше вероятность прожечь заготовку, чем при работе с толстым металлом. По этой причине, требуется делать все предельно аккуратно и быстро, при этом сохраняя параметры качества. Использование инвертора полуавтомата облегчает этот процесс, так как здесь можно установить нужную скорость подачи присадочного материала, что снизит вероятность прожига. Технология проведения данного процесса должна согласоваться с ГОСТ 9467-75.
По этой причине, требуется делать все предельно аккуратно и быстро, при этом сохраняя параметры качества. Использование инвертора полуавтомата облегчает этот процесс, так как здесь можно установить нужную скорость подачи присадочного материала, что снизит вероятность прожига. Технология проведения данного процесса должна согласоваться с ГОСТ 9467-75.
Сварка тонкого металла инвертором
Сварка тонкостенного металла грозит также появлением деформаций от сильного воздействия температуры. Когда в ванне расплавленный металл сильно превышает температуру окружающей его области, то деталь может выгибаться. Помимо этого, применяются другие виды и способы сварки металла, которые могут помочь нейтрализовать негативные эффекты. Тем не менее, здесь есть не только недостатки, но и преимущества.
Преимущества
- Процесс сваривания занимает относительно немного времени;
- Использование полуавтоматического инвертора заметно упрощает данный процесс;
- Не требуется длительная подготовка металла под сварку, так как для тонких листов не нужна обработка краев и прочие процедуры;
- Гибка и сверление отверстий здесь проводится намного проще;
- Процесс выходит более экономичным.

Недостатки
- Для работы уже требуется мастер с опытом в таких делах;
- Увеличивается количество брака;
- Необходимо тщательно подбирать режимы сваривания, чтобы достичь качественного результата;
- Нужно использовать оборудование только с тонкой регулировкой параметров;
- Требуется использовать дополнительные крепежи, чтобы надежно зафиксировать тонкие детали, которые могут перемещаться в пространстве во время процесса;
- Требуется тщательнее подбирать защитное покрытие электродов и газ, в зависимости от того, какие виды и способы сварки металла используются.
Способы варки тонкого металла
Сварка инвертором тонкого металла проволокой применяется при использовании среды защитного газа. Зачастую им выступает аргон, но для того, чтобы удешевить обработку, применяют также и ацетилен.
Выбор газовой среды для сварки полуавтоматом
Проволока подбирается тонкая, чтобы могла быстрее расплавиться и не пропалить заготовку.
Выбор диаметра проволоки для сварки тонкого металла инвертором
Также может использоваться исключительно газовая сварка, которая для особо тонких листов оказывается наиболее предпочтительной, так как она постепенно повышает температуру и скорость сваривания при этом составляет, примерно, в три раза меньше, чем в ручной дуговой. Также используется обыкновенная электродуговая ручная . Она приводит к появлению большой вероятности деформации и трещин, если неправильно подобрать режим и инструменты, и при любом неверном движении можно сделать дыру вместо шва. Но это наиболее дешевый и простой способ соединения, тем более, что всегда можно подобрать тонкий электрод.
Выбор способа
Если исходить из экономических соображений, то сварка тонкого металла полуавтоматом лучше всего производится с помощью электродов с покрытием. Как правило, здесь используются электроды толщиной в 1 мм, материал которых совпадает с материалом заготовки, а также имеется соответствующая обмотка. Для сложных случаев и особо тонких деталей лучше использовать сварку газом, особенно, когда нужно совершать вертикальные и потолочные швы. Сварка листового металла полуавтоматом с использованием защитного газа хоть и обходится дороже других методов, но является самой надежной. Ее применяют при сборке ответственных металлоконструкций и в прочих ситуациях. На производстве, где происходит жесткий контроль качества, используют преимущественно такой способ.
Для сложных случаев и особо тонких деталей лучше использовать сварку газом, особенно, когда нужно совершать вертикальные и потолочные швы. Сварка листового металла полуавтоматом с использованием защитного газа хоть и обходится дороже других методов, но является самой надежной. Ее применяют при сборке ответственных металлоконструкций и в прочих ситуациях. На производстве, где происходит жесткий контроль качества, используют преимущественно такой способ.
Основные требования
В первую очередь, размер диаметра электрода или присадочной проволоки не должен превышать толщину листа, с которым производится сваривание. Следует четко выбирать силу тока, так как небольшое отклонение приводит к браку. Сам присадочный материал, а также его покрытие должно быть предназначено для длительного периода плавления. Инвертор должен работать на постоянном токе. Инвертор должен обладать лучшими вольтамперными характеристиками и обладать широкой регулировкой параметров на низких токах. Перед тем как варить тонкий металл инверторной сваркой, следует обезжирить поверхность деталей и очистить их. Во время очистки не стоит снимать слишком толстый слой металла, чтобы не ухудшить условия сваривания.
Во время очистки не стоит снимать слишком толстый слой металла, чтобы не ухудшить условия сваривания.
Основные и вспомогательные материалы
К основным материалам относятся присадочные металлы. Это может быть электрод или сварочная проволока. Желательно, чтобы их состав был максимально схожим с металлом заготовок. Для тонких листов нужно наличие покрытия или защитного газа, так как сварка тонкого металла полуавтоматом без газа является менее качественной.
В качестве дополнительных материалов выступают газ для защиты и подогрева, желательно брать один и тот же, и флюс для улучшения свариваемости. Использование данных материалов уже зависит от технологии, которую требует конкретный вид металла, вне зависимости от его толщины. Таким образом, они не всегда применяются и каждый раз могут быть различными. В особенности это касается флюса, который нужен преимущественно для сложно свариваемых и тугоплавких металлов.
Использование газа
Сварка металла толщиной 2 мм зачастую происходит при помощи использования газа.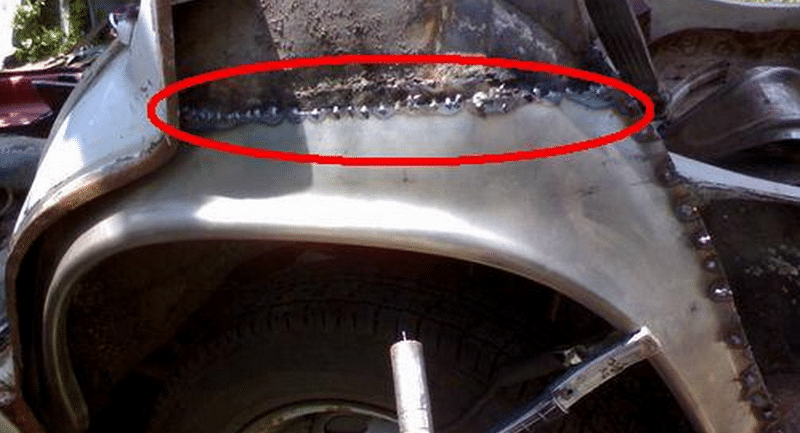 Он может выполнять несколько функций. Первой из них является подогрев, который нужен для избегания появления деформации из-за перепада температур. Основной функцией является обеспечение дополнительной защиты от влияния кислорода на сварочную ванну. Окисление металла при сварке приводит к ухудшению качества соединения и появлению ржавчины на поверхности. В газовой сварке он же является главной энергией, которая расплавляет основной и присадочный металл.
Он может выполнять несколько функций. Первой из них является подогрев, который нужен для избегания появления деформации из-за перепада температур. Основной функцией является обеспечение дополнительной защиты от влияния кислорода на сварочную ванну. Окисление металла при сварке приводит к ухудшению качества соединения и появлению ржавчины на поверхности. В газовой сварке он же является главной энергией, которая расплавляет основной и присадочный металл.
Выбор газовой смеси для сварки тонкого металла
Газ также может использоваться для подогрева шва после завершения работы, чтобы снять напряжения. Некоторые технологии требуют постепенного охлаждения, поэтому, подогрев с помощью газа может обеспечить лучшие для этого условия.
Выбор инструмента
Перед тем как сваркой варить тонкий металл, следует правильно подобрать инструменты. Диаметр проволоки и электродов не должен превышать толщину металла. Исключение составляют только тугоплавкие металлы, где этот показатель можно превысить на 0,5 мм. В некоторых случаях вполне достаточно 1 мм, чтобы не перепалить заготовку. В то же время, если для более толстых листов, таких как 2 и 2,5 мм использовать 1 мм электроды, то они могут быстро заканчиваться, что будет часто прерывать шов. При использовании в полуавтоматах присадочной проволоки, таких проблем не возникает. Металл должен быть идентичным, или максимально схожим, со свариваемыми заготовками. Перед использованием электроды необходимо просушить, чтобы ликвидировать остатки влаги.
правильное обучение приемам сварки в среде углекислого газа для начинающих, особенности технологии, инструкция для чайников – Газовая сварка на Svarka.guru
Главная / Техника сварки
Назад
Время на чтение: 2 мин
1
2644
В настоящее время полуавтоматическая сварка с помощью углекислого газа используется как специалистами, так и сварщиками — новичками.
В этой статье Вы почерпнете для себя много полезного о работе с углекислотой, о её достоинствах, таких как защита сварного шва от негативного воздействия частиц в воздухе, повышения качества выполненной работы, и не только.
- Что такое сварка полуавтоматическим сварочным аппаратом в среде СО2?
- Достоинства сварки на углекислом газе
- Компоненты для углекислотного сваривания
- Выводы
Что такое полуавтомат и его виды
Это электромеханическое устройство, подающее проволоку для припоя в зону горения дуги, у исполнителя одна рука занята плавящимся электродом, а другой он регулирует подачу газа. Начинающих сварщиков интересует вопрос, как варить полуавтоматом и какие специфические знания и навыки для этого требуются?
Все зависит от того, с каким материалом приходится работать, важно знать, каким металлом можно пользоваться, и какое оборудование при этом используется, немаловажное значение имеет и технология: дуговая, контактная, лазерная или плазменная. Чтобы точно знать, как нужно самостоятельно правильно варить промышленным полуавтоматом, достаточно изучить виды аналогичного оборудования и правильно их применять.
В быту и на производстве используются такие полуавтоматы:
- Бытового назначения. В основном это инверторы различной модификации, при их использовании от исполнителя не требуется большого опыта и высокой квалификации.
- Полупрофессиональные аппараты.
- Промышленное профессионально оборудование.
Только третий вариант подразумевает сварку под насыпной защитой, когда вместо газа используется флюс.
Каждый из перечисленных вариантов имеет личные преимущества и особенности, например, профессиональные оснащаются дополнительными функциями, увеличивающими эффективность их применения на производстве, они выпускаются в стационарном или мобильном виде.
Описание процесса
Сварочное полуавтоматическое оборудование разработано для соединения металлоконструкция при промышленном производстве. Основная задача — обеспечивать непрерывную подачу проволоки в активную зону горения сварочной дуги, а исполнитель производит движение горелки вдоль соединения заготовок. Скорость подачи плавящейся проволоки регулируется вручную.
По степени защиты зоны сварки от воздействия среды устройства разделяются на полуавтоматы для сварки с флюсом, в газовой среде и при использовании специальной порошковой проволокой. В первом случае флюс входит в состав проволоки, она в самодельных аппаратах применяется редко из-за своей дороговизны. Наиболее распространена сварка в газовой среде, а использование порошковой проволоки обычно совмещено с применением защиты газом.
Такое оборудование используется в промышленности для сварки тонкостенных конструкций, например, кузова легковых автомобилей, при этом сварочный шов, выполненный полуавтоматом, получается аккуратным и малозаметным.
Специфика технологии
Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварочный материал в виде проволоки подается в рабочую зону отдельно, она не служит проводником. Подача осуществляется с постоянной скоростью подающим механизмом, встроенным в полуавтоматический сварочный аппарат.
Для того, чтобы защитить сварочную ванну от воздействия кислорода и водорода воздуха, а также водяных паров, в рабочую зону подается защитная атмосфера, состоящая из углекислого газа. Его облако вытесняет воздух и предотвращает нежелательные химические реакции
Какие материалы следует использовать в работе
В качестве плавящегося электрода применяется проволока, диаметр которой варьируется в пределах 0,5—3,0 мм, что напрямую зависит от толщины соединяемых конструкций. Чем меньше диаметр, тем глубже провариваются заготовки, при его увеличении существенно возрастает сила тока, примерно 100 ампер на каждый дополнительный миллиметр.
Защитные газы, находящиеся в баллонах, используются в чистом или смешанном виде — это зависит от режима сварных работ и видов соединяемых металлов. Наибольшее применение в промышленности в чистом виде имеет аргон, так как по себестоимости он занимает лидирующее место.
Сила тока и напряжение
От силы подаваемого тока зависит производительность, установка тока производится на основании размеров диаметра используемой электродной проволоки и толщины заготовок. Чем больше ампер, тем глубже проплавливается шов. Большое влияние на весь процесс сварки оказывает скорость подачи проволоки.
Напряжение напрямую зависит от силы тока, а регулировка производится путем изменения холостого хода источника питания. При повышении напряжения ухудшается газовая защита, снижается целостность и однородность шва, так как возрастает разбрызгивание металла. Глубина проварки также снижается, практика показывает, что при полуавтоматическом процессе соединения деталей применяют высокую силу тока и небольшую величину напряжения.
Содержание
- Сущность процесса сварки в углекислом газе
- Особенности сварки в углекислоте
- Полуавтоматическая сварка в среде углекислого газа
- Сварочный пост для сварки в углекислоте
- Подготовка металла под сварку
- Сварочная проволока для полуавтоматической сварки
- Режимы сварки полуавтоматом в углекислоте
- Техника сварки полуавтоматом в среде углекислого газа
- Повышение производительности сварки в углекислом газе
- Приём увеличения силы сварочного тока
- Сварка с увеличением вылета сварочной проволоки
- Импульсно-дуговая сварка в СО2
Способ сварки в среде углекислого газа впервые был разработан в середине 20-го века советскими исследователями К. В. Любавским и Н.М. Новожиловым. Благодаря низкой стоимости углекислого газа, высокой производительности и универсальности этого способа, сварка в углекислоте получила широкое распространение в промышленности, быту, при строительных и монтажных работах.
Расход газа
Этот параметр сильно зависит от диаметра используемой проволоки и силы тока. При проведении сварочных работ на открытом пространстве и при наличии сквозняков, надо существенно увеличивать подачу газа, а это приводит к лишнему перерасходу. Для более эффективной защиты зоны горения сварочной дуги снижают скорость или сопло горелки располагают ближе к поверхности металлоконструкций. Эффективна защита места работы сварщика от влияния сквозняка специальными переносными экранами.
Плюсы и минусы
Работа в атмосфере СО2 имеет следующие преимущества перед другими видами сварки:
- надежная защита сварной зоны от химически активных веществ;
- дешевизна;
- возможность варить «на весу», без использования подкладочных пластин;
- устойчивая дуга на тонкостенных заготовках;
- рациональное использование тепловой энергии электродуги.
Кроме достоинств, методу присущ и ряд недостатков:
- низкая пригодность для работы с высоколегированными сплавами и цветными металлами;
- сложность проведения многослойной сварки;
- опасность удушья при работе в непроветриваемых объемах.
Длительно время подготовки и запуска процесса делает его малопригодным для небольших объемов сварочных работ, которые нужно выполнить быстро.
Техника сварки
Вопрос — как же правильно надо сваривать полуавтоматом, чтобы образовался красивый качественный шов, волнует многих начинающих сварщиков. Для этого нужно знать и выполнять порядок необходимых действий, как говорится, инструкция для чайников:
- Выбрать ток (переменный или постоянный), полярность, прямую или обратную.
- Подобрать актуальный диаметр проволоки, наиболее часто используемым считается 0,8 мм, но его применение оправдано для сварки конструкций не толще 5 мм.
- Выбрать нужную величину тока, всё полуавтоматическое оборудование выпускается с фиксированным положением переключателей, которые имеют дополнительные регулировки, а таблицы соответствия силы тока с толщиной заготовок приведены на лицевой стороне аппаратуры.
- Установить нужную скорость подачи проволоки для сварки.
- Расход защитного газа корректировать в зависимости от скорости сварочного процесса.
- Постоянно следить за наклоном и выносом сопла горелки.
В качестве защиты применяется смесь из аргона, углекислого газа и кислорода — при этом процесс происходит мягко, сварочная дуга горит стабильно, нет затухания, в результате шов получается плотный и без видимых изъянов.
В среде защитного газа
Такой вид соединения металлов выполняется при помощи специального оборудования, например, сварка полуавтоматом для начинающих в среде углекислого газа выполняется на специально оборудованном посту, где имеется все необходимые инструменты и баллон с углекислым газом, в том числе.
Если сравнивать с другими видами сварочных работ, то сварка с применением углекислого газа довольно проста и имеет такие особенности:
- проводится на обратной полярности, чтобы исключить деформацию конструкции и добиться стабильных параметров дуги;
- при наплавке металла используется прямая полярность, КПД во время проведения этой операции возрастает в 1,8 раза, по сравнению с первым вариантом;
Сварку лучше проводить с подключением к сети переменного тока, для этого используется осциллятор.
Технология для алюминия
Полуавтоматические аппараты используют для сварки изделий из алюминия, в качестве защиты применяется аргон, но при этом нужно учитывать, что цветной металл обладает высокой текучестью при расплавлении. Особенностью этого метода является обратная полярность, когда к горелке подключается минус, а на свариваемые заготовки — плюс.
Поверхностная амальгама алюминия успешно разрушается, деталь начинает плавиться без помех. При значительном слое окиси нужно провести предварительную механическую обработку для удаления окисной пленки с поверхности конструкции.
С проволокой
В качестве плавящегося электрода используется специальная проволока в мотках, которая заправляется в автомат ее подачи в зону горения дуги. Из газов не рекомендуется пользоваться водородом, так как при этом происходит сильное разбрызгивание и шов получается плохого качества. Специальный ГОСТ нормирует применение сварочной проволоки 75-ти марок, поэтому сварщику надо сопоставлять ее с маркой свариваемых деталей, давать какие-то рекомендации здесь трудно.
Стандартный комплект сварочного оборудования для MIG/MAG сварки.
Какой газ нужен для механизированной сварки
Технология полуавтоматической сварки предполагает использование в качестве флюса активного или защитного газа. Первый меняет физико-химические характеристики шва, второй — защищает металл от окисления, что особенно актуально при соединении заготовок из алюминия или быстро окисляемых сплавов.
Типичными представителями инертной группы являются аргон (Аг) и гелий (Не). В активную группу входит азот (N), кислород (O), углекислый газ (CO2). Самыми популярными смесями являются:
- аргоно-углекислый состав (Аг + СО2) — инертно-активная среда, снижающая разбрызгивание электрода;
- аргоно-гелиевый состав (Аг + Не) — защитная среда, повышающая тепловую мощность дуги;
- аргоно-кислородная газовая смесь (Аг + О2) — инертно-активная среда для низколегированных и легированных сталей;
- углекисло-кислородная смесь (СО2 + О2) — активная среда, повышающая производительность полуавтомата.
Основные правила при проведении работ
Исполнитель должен помнить и строго выполнять следующие важные моменты:
- Перед началом основной сварки сделать пробный шов на постороннем куске металла — так проводится регулировка подачи проволоки и силы тока, чтобы шов был высокого качества.
- Сварку изделий производить строго по инструкции, которая имеется у любого аппарата.
- При проведении работ сварщик должен быть экипирован в защитную одежду. Если работы проводятся в помещении, то надо обеспечить надежную вентиляцию.
- Для каждого вида проволоки существует канавка определенной формы. У припоя без присадок углубление имеет V-образную форму, при наличии в составе проволоки флюса — аналогичная, но с боковыми насечками.
- Нельзя проводить сварку, когда на поверхности металлов имеются горючие материалы — они должны удаляться, а свариваемые поверхности перед соединением хорошо зачистить.
Важно! Сварщику запрещается работать постоянно – надо делать технические перерывы.
Первый опыт
Чтобы научиться использовать сложное оборудование, нужно внимательно ознакомиться с инструкцией, обратить особое внимание на раздел: как правильно пользоваться полуавтоматом. Затем настроить его, потому что верная регулировка силы тока позволит выполнить сварочный шов без изъянов и досадных пропусков.
В. В. Тунгусков, Образование: АНО Учебный центр ИТЦ Эксперт (г. Москва), сварщик 4 разряда, опыт работы с 2009 года:«Для полуавтоматов лучше использовать импортную проволоку, т. к. она намного качественнее отечественных аналогов, но стоимость изделий при этом повышается».
Баллон с редуктором
Для сварки используются только проверенные баллоны, на поверхности которых указана дата заполнения. Наиболее бюджетный вариант — использование углекислого газа в качестве зашиты места сварки от окисления, для этого приобретается баллон с редуктором. Устанавливается манометр, чтобы надежно контролировать давление газа в системе — оптимальная величина около 0,2 атмосфер.
Основные компоненты регулирования подачи газа от баллона к горелке.
Защитная маска
Для защиты лица и глаз используются специальные сварочные маски с затемненным окошком, которые надеваются на голову и высвобождают руки для работы. Производители современных аналогов разработали уникальную систему наподобие очков Хамелеон — стекло маски мгновенно становится непроницаемым при активации сварочной дуги.
Во время прекращения сварки окно становится прозрачным, так что маску можно не снимать, что намного упрощает действия сварщика, особенно когда он не обладает большим опытом проведения подобных работ.
Технология
После тщательной подготовки оборудования исполнитель делает легкое касание проволоки о поверхность свариваемых деталей для активации дуги. После её появления проволока ведется вдоль стыка на постоянном расстоянии, при этом одна рука занята горелкой, а второй — сварщик придерживает конструкцию. Зазор при толщине заготовок до 10 мм — 1 мм, далее он составляет не более 10% от толщины детали.
Проволока подается автоматически с выставленной заранее скоростью, а исполнитель формирует шов при плавлении металлов. Полуавтоматические аппараты выпускаются с газовой защитой или с применением флюса, каждый вариант имеет характерные особенности, но оба эффективны и позволяют получить качественное соединение конструкции.
Особенности получения сварочных смесей
Смесь газов для сварки можно получить от двух баллонов с помощью газового постового смесителя. Однако простейшие смесители не могут обеспечить стабильность состава смеси при снижении давления газа в каком-то баллоне. Помимо этого компоненты смеси в баллонах заканчиваются не синхронно и сварщику надо постоянно следить за остатком газа и часто заменять баллоны. Особенно коварно поведение углекислоты, для которой невозможно определить остаток газа в баллоне и он заканчивается всегда внезапно. Качественные импортные постовые смесители с контролем потока на входе очень дороги (2000 Евро).
Наиболее производительным способом является заводской, где компоненты смеси в строго дозированном количестве поочередно подаются в баллон через вентиль. При этом для (Ar+CO2) смесей первым наполняемым компонентом является углекислота, которая оседает в нижней части баллона. Следующим наполняется аргон , который легче углекислоты и скапливается в верхней части баллона. Поэтому смеси при поочередном наполнении часто оказываются плохо перемешанными и не соответствуют заявленному составу. Кроме того, фактический состав неправильно изготовленной смеси меняется как во времени, так и при изменении температуры воздуха.
Для обеспечения однородности и стабильности сварочных смесей рекомендуется использовать специальную трубку на вентиле внутри баллона. При отсутствии такой трубки для лучшего перемешивания рекомендуется хранить баллон со смесью в горизонтальном положении и время от времени вращать его (например, покатать по полу). Хранить баллоны со сварочной смесью рекомендуется в помещении. После длительного нахождения на холоде и переноса баллона в теплое помещение, равновесная температура в нем, равная температуре окружающего воздуха,устанавливается в течение длительного времени (примерно сутки).
Виды швов: коренные, заполняющие и косметические
При толщине металла 1,5 мм или менее, сплошной шов не применяется, так как возникает коробление от высокой температуры, при этом делается сварка с использованием точек диаметром 3—4 мм и шагом 10—25 мм. Заготовки с толщиной до 4 мм соединяют поэтапно, сначала с лицевой стороны, а потом с изнанки.
Для сварки конструкций, имеющих толщину 6 мм и более, требуется подготовка: кромки подтачивают до плотного соединения, с лицевой стороны снимается фаска под углом в 300. Перед сваркой детали закрепляют в струбцинах с зазором не менее 0,5 и не более 2 мм. Вначале выполняют коренной шов при циклическом замыкании и заполняют дно стыка до начала скоса фасок.
Затем аппаратура переводится в режим сварки методом распыления, производят полное заполнение шва на всю глубину за несколько заходов. После окончания работ поверхность зачищается металлической щеткой или кругом с абразивом. Теперь покрывается заполненный зазор косметическим швом, при этом скорость подачи проволоки снижают, а сварку ведут широким фронтом по ширине 8—15 мм, что напрямую зависит от толщины заготовки.
Проволокой делаются поперечные движения по переднему краю сварочной ванны при интенсивной скорости, чтобы края шва не остывали, а наплывы были минимальными. Горелка двигает по направлению к себе, а края косметического шва проплавливаются качественно, но высота валика не должна превышать 2 мм.
Правила настройки и подготовки оборудования к сварочному процессу
Подготовку сварочного оборудования к работе можно разделить на несколько этапов:
- Подготовка с теоретической точки зрения. На этом этапе необходимо ознакомиться с основными положениями электробезопасности ввиду работы с электрическим прибором повышенной опасности. Кроме того, на этапе теоретической подготовки следует изучить инструкцию по эксплуатации самого сварочного аппарата, а также имеющиеся рекомендации по его настройке.
- Подготовка электрической сети. В связи с тем, что сварочные аппараты очень мощные в плане потребления тока, следует убедиться, что предохранительные автоматы установлены с расчетом перегруза сети от использования сварочного аппарата (мощность одного аппарата должна быть не менее 16 А, что позволит и выполнить необходимые технологические задачи, и защитить электрическую сеть от перегрузок). При наличии возможности следует подготовить отдельную электрическую линию, в которой сечение провода будет не менее 2,5 квадратных миллиметров. При подключении сварочного оборудования следует сократить количество и длину используемых удлинителей для сокращения вероятности короткого замыкания.
- Изучение самого аппарата и напряжения, с которым он может работать. Так как существует два типа аппаратов – которые работают от сети 220 В и 380 В, – следует понимать, что для последних придется подготовить специальную шину или гнездо, которое позволит запитать аппарат от напряжения в 380 В.
- Сборка сварочного аппарата. Производить ее рекомендуется только в выключенном от сети состоянии в соответствии с правилами, которые указаны в инструкции по эксплуатации и в схеме сборки. Соединение всех частей должно быть закреплено с помощью специальных хомутов с целью исключения вероятности рассоединения в период работы. Если предстоит осуществлять сварку в условиях низких температур, следует подготовить специальный подогреватель редуктора, который обеспечит прогревание подающих газ каналов внутри редуктора, что исключит перекрытие подачи газа.
- Установка кассеты со сварочной проволокой. Данная манипуляция осуществляется только после того, как полностью собран весь аппарат, но до его подключения к сети. Конец проволоки, выведенный из кассеты, необходимо аккуратно продеть между прижимными и подающими роликами и зафиксировать прижимным механизмом. Аккуратность подготовки кассеты обусловлена тем, что при повреждении проволоки при осуществлении сварки в швах может возникнуть брак.
- После полной сборки сварочного аппарата он подключается в электрическую сеть, после чего выполняются пробные сварочные швы. Если сборка и настройка осуществляются в отношении нового аппарата, то все пробные швы, в том числе для определения оптимальных настроек, следует делать на деталях, имитирующих свариваемые в последующем.
Дефекты швов, причины их возникновения
Классификация возможных дефектов приведена в ГОСТ 30242-97, они подразделены на такие группы:
- Растрескивание поверхности шва.
- Кратеры, полости, свищи и раковины от усадки металла.
- Вкрапления твердых частиц.
- Не проварка или не сплавление участков шва.
- Нарушена форма сварного шва.
- Другие дефекты.
Причинами появления таких негативных факторов может быть нарушение приемов при подготовке, сборке, термообработке соединений, а также низкая квалификация исполнителя или небрежности в работе.
Возможные дефекты, возникающие на сварном соединении металлов.
Сваривание толстых деталей
При соединении толстых конструкций дугу ведут не только вдоль соединяемых кромок, но и производят колебательные движения горелкой. Видов такой технологий много, но чаще всего используют возвратно-поступательные колебания и зигзаг. При этом ширина захода шва на поверхность конструкции пропорциональна ее толщине.
Свариваемым заготовкам задают зазор, так как при его отсутствии соединение будет непрочным из-за большой толщины конструкций. При соединении тавровых деталей из толстого металла готовый шов проваривается по нижней и верхней кромке с заходом на поверхность детали. Этим достигается упрочнение сварочного шва.
Полуавтоматическая система подготовки тонких срезов
Подготовка тонкого среза
- Главная
- Продукция
- Подготовка тонких срезов
- Модель: MICROPLAN — TR
Тележка пуста
сравнивать
сравнить удалить все
Модель: МИКРОПЛАН — TR
Полуавтоматическая система подготовки тонких срезов
Модель: MICROPLAN — TR
Статус: в наличии
Количество 1234567812
теги Подготовка тонкого среза
- Описание
- Технические данные
- заказать продукт
Описание
Полуавтоматическая система подготовки тонких срезов Модель: MICROPLAN — TR | Автоматический вакуумный держатель образцов для резки | ||||
Описание ион: Для наблюдения, идентификации и диагностики минералов, образующих горные породы, образцы минералов и керамики, а также всех видов композитов под микроскопом необходимо подготовить тонкие срезы.
В системах MICROPLAN модели TX полностью автоматизированы и оснащены микропроцессором и цифровым дисплеем, а все процессы резки и шлифовки выполняются автоматически. | Вакуумный держатель проб для измельчения | ||||
Полуавтоматическая система подготовки тонких срезов Модель: MICROPLAN — TR | Полуавтоматическая система подготовки тонких срезов
| ||||
Образец подготовки тонкого среза | Образец подготовки тонкого среза
|
Образец подготовки тонкого среза
| |||
|
Регулятор давления обезвоживания и вакуума Коробка Модель: «Юнивак-4»
| ||||
Полуавтоматическая система подготовки тонких срезов с Регулятор давления обезвоживания и вакуума Box Model: «Univac- 4» и вакуумный блок для автоматических держателей Модель: «Vacumet 850» | |||||
Образец подготовки тонкого среза | Чувствительный микрометр из нержавеющей стали с точностью 5 микрон | Образец подготовки тонкого среза | |||
| MICROPLAN-TR: суперсовременная система с корпусом и рамой из нержавеющей стали, как правило, из нержавеющей стали. он имеет наилучшую производительность в любых условиях работы и стандартных лабораториях. Система оснащена лайнером с точностью до 0,1 мм и микрометром с точностью до 5 микрон. |
| MICROPLAN-TR: суперсовременная система с корпусом и рамой из нержавеющей стали, как правило, из нержавеющей стали. он имеет наилучшую производительность в любых условиях работы и стандартных лабораториях. Система оснащена лайнером с точностью до 0,1 мм и микрометром с точностью до 5 микрон. |
| MICROPLAN-TR: суперсовременная система с корпусом и рамой из нержавеющей стали, как правило, из нержавеющей стали. он имеет наилучшую производительность в любых условиях работы и стандартных лабораториях. Система оснащена лайнером с точностью до 0,1 мм и микрометром с точностью до 5 микрон. |
| MICROPLAN-TR: суперсовременная система с корпусом и рамой из нержавеющей стали, как правило, из нержавеющей стали. он имеет наилучшую производительность в любых условиях работы и стандартных лабораториях. Система оснащена лайнером с точностью до 0,1 мм и микрометром с точностью до 5 микрон. |
Сравните технические данные
Технические данные
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | МИКРОПЛАН – ТА | МИКРОПЛАН – ТМ | МИКРОПЛАН – TR | МИКРОПЛАН – TX | |
Электродвигатель | 750 Вт / 220 В / 50 Ом, 60 Гц | 1100 Вт / 220 В / 50 Ом, 60 Гц | 1100 Вт / 220 В / 50 Ом, 60 Гц | 1500 Вт / 220 В / 50 Ом, 60 Гц | |
Режущий диск | Алмазный диск 8 дюймов (200 мм). | Алмазный диск 8 дюймов (200 мм). | Алмазный диск 8 дюймов (200 мм). | Алмазный диск 8 дюймов (200 мм). | |
Размольный стакан | Алмазная чашка 150 мм | Алмазная чашка 150 мм | Алмазная чашка 150 мм | Алмазная чашка 150/200 мм | |
Микрометрическая точность | Нержавеющая сталь / латунь 7 микрон | Нержавеющая сталь 5 микрон | Нержавеющая сталь 5 микрон | Нержавеющая сталь 5 микрон с шаговым двигателем | |
Точность режущего узла | 0,4 мм | 0,2 мм | 0,1 мм | 0,1 мм | |
Система режущих блоков | механический | Механическая направляющая / Основание вкладыша | Механическая направляющая / Основание вкладыша | Автомат | |
Система разбавления/измельчения | руководство | руководство | Руководство с пробкой | Автоматический/цифровой контроллер шагового двигателя | |
Система управления | руководство | руководство | Ручной / регулируемый | Микропроцессорное управление | |
Держатель тонких срезов | Автодержатель с вакуумным давлением 1 + 1 Образец | Автодержатель с вакуумным давлением 1 + 1 Образец | Автодержатель с вакуумным давлением 1 + 3 Образец | Автодержатель с вакуумным давлением 1 + 3 Образец | |
Блок вакуумного регулятора/фильтр | Юнивак 2 | Унивак 2S | Юнивак 4 | Автовакуум 4 | |
Вакуумный напорный насос | ½ л. | ¾ л.с., 800 мбар Вакуумный насос | ¾ л.с., 850 мбар, двухступенчатый вакуумный насос | 1 л.с., Вакумет 900, 2-ступенчатый вакуумный насос | |
Циркуляционный блок охлаждения | 30 литров, полимерный бак, циркуляционный насос 60 Вт | 40 литров, полимерный бак, 60 Вт циркуляционный насос | бак нержавеющей стали 40 литров, циркуляционный насос 90 в | бак нержавеющей стали 40 литров, циркуляционный насос 90 в | |
Основание/рама | Чугун/сталь | Чугун/нержавеющая сталь | Сплав окислителя чугуна/нержавеющая сталь | Литой антиоксидантный сплав/нержавеющая сталь | |
Прибл. | 50 кг | 60 кг | 70 кг | 95 кг | |
Прибл. размеры (см) | 30 Ш × 60 Д × 28 В | 35 Ш × 70 Д × 32 В | 35 Ш × 75 Д × 35 В | 40 Ш × 95 Д × 35 В | |
заказать продукт
Чтобы заказать продукт, пожалуйста, нажмите здесь:
Заказать продукт
Аналогичные продукты
Система подготовки тонких срезовСистема подготовки тонких срезов Модель: МИКРОПЛАН — ТМ
Лабораторный пресс-инструментЛабораторный пресс-инструмент Модель: Перетерм-12 ЕХ
Автоматическая система подготовки тонких срезовПолностью автоматическая система подготовки тонких срезов Модель: MICROPLAN — TX
Полностью автоматическая система подготовки тонких срезовПолностью автоматическая система подготовки тонких срезов Модель: MICROPLAN — TX (цифровой)
Что делает пистолет полуавтоматическим? Объяснение ключевых терминов, связанных с оружием, после принятия Палатой представителей нового закона
Джессика Тейлор Прайс, Северо-восточный университет
Винтовка АР-15. Предоставлено: Ханна Мур/Северо-восточный университет.Палата представителей приняла Закон о защите наших детей в среду, через несколько часов после того, как выслушали душераздирающие показания жертв насилия с применением огнестрельного оружия и их семей, и через две недели после того, как стрелок убил 19 человек.детей и двух учителей в начальной школе Робба в Увальде, штат Техас.
Законопроект Палаты представителей имеет широкий охват: он повысит минимальный возраст для покупки полуавтоматического оружия до 21 года, укрепит положения о прикладах и «оружии-призраке», запретит магазины большой емкости и даст местным органам власти право начинать высоко- программы выкупа журналов емкости, сообщает CNN. Изменения вряд ли пройдут через голосование в Сенате.
Федеральное законодательство следует за контролем над оружием на уровне штатов. На прошлой неделе в Нью-Йорке был принят закон о повышении возраста для покупки полуавтоматической винтовки до 21 года и расширении законов о красных флагах, также сообщает CNN. Тем временем губернатор Нью-Джерси Фил Мерфи призвал к принятию законов, делающих производителей оружия уязвимыми для гражданских исков, а законодатели Калифорнии настаивали на ужесточении контроля над оружием.
Что означают эти ограничения и насколько они будут эффективны, если они будут приняты? Вот учебник по ключевым терминам, связанным с оружием, от Джека Макдевитта, профессора криминологии и уголовного правосудия в Северо-Восточном университете.
Какие термины используются в законопроекте для описания огнестрельного оружия?
Полуавтомат
Полуавтоматическое оружие — это любое оружие, в котором стрелок нажимает на спусковой крючок, выстреливает одна пуля и автоматически заряжается новая пуля. Хотя мы можем ассоциировать термин «полуавтоматический» с винтовками, которые представляют собой длинные ружья с канавками в стволе, которые помогают повысить точность, он может применяться к любому типу оружия, включая пистолеты.
Автоматический
В отличие от полуавтоматического оружия, автоматическое оружие — например, пулемет — продолжает стрелять, и стрелку не нужно снова нажимать на спусковой крючок. «Как только вы нажмете на спусковой крючок, он будет продолжать стрелять до тех пор, пока спусковой крючок нажат, пока не закончатся пули», — говорит Макдевитт. По его словам, автоматическое оружие запрещено в большинстве штатов.
Ремни
Ударные приклады делают полуавтоматическое оружие имитирующим автоматическое, что делает их лазейкой в запрете на автоматическое оружие во многих штатах. Этот термин попал в основные средства массовой информации после того, как стрелок из Лас-Вегаса использовал пистолет с прикладом, чтобы убить 58 человек на фестивале. По словам Макдевитта, акции Bump запрещены законом в большинстве штатов.
Штурмовое оружие
«Штурмовое оружие обычно определяется как то, что изначально использовалось в вооруженных силах», — говорит Макдевитт. Штурмовое оружие имеет «очень большие пули, наносящие большой урон» и может быть полуавтоматическим (например, AR-15) или автоматическим (например, AK-47). Это тип оружия, который использовался в недавней стрельбе в больнице в Талсе. Там, по словам Макдевитта, стрелок выстрелил в врача, а затем пуля прошла сквозь стену и попала в другого врача, убив обоих.
Журналы Магазины
представляют собой подпружиненные контейнеры для пуль, используемые для заряжания различных типов оружия. Магазины большой емкости вмещают более 10 патронов.
Пистолеты
В то время как массовые расстрелы из штурмового оружия, скорее всего, попадут в заголовки, Макдевитт говорит, что они не являются обычным явлением, и большая часть насилия с применением огнестрельного оружия в этой стране совершается с использованием пистолетов.
«Большинство перестрелок происходит либо во время уличных столкновений между молодыми людьми, при торговле наркотиками или в бандах, либо дома в ситуациях домашнего насилия», — говорит он. Кроме того, он отмечает, что на каждое убийство в США приходится два самоубийства.
Пистолеты включают револьверы, пули которых загружаются во вращающийся патронник, или полуавтоматические пистолеты, заряжаемые магазином. Полиция часто носит последнее.
Оружие-призрак
Эти напечатанные на 3D-принтере пистолеты, или «призрачные пистолеты», как они называются в законопроекте Палаты представителей, могут быть распечатаны по частям и собраны, и у них нет серийных номеров, поэтому может быть трудно отследить право собственности, говорит Макдевитт.
Каковы компоненты закона об оружии?
Законы о красных флагах
Законы о «красных флагах» позволяют кому-либо, близкому к владельцу оружия, просить суд изъять оружие этого человека, если они считают, что могут представлять угрозу для себя или других. Заинтересованным гражданином может быть член семьи, местная полиция или даже школьный персонал. По словам Макдевитта, в Массачусетсе действует закон о красных флагах, хотя он не используется широко, отчасти из-за отсутствия осведомленности.
«Нам нужно заявить о себе, чтобы убедить людей в том, что они делают одолжение человеку, о котором беспокоятся», — говорит он.
Всеобщие проверки биографических данных
Расширение проверок биографических данных — один из наиболее эффективных способов уменьшить насилие с применением огнестрельного оружия, и «есть широкая общественная поддержка», — говорит Макдевитт. Хотя он говорит, что существует федеральный закон, который требует, чтобы американцы проходили проверку биографических данных, чтобы купить оружие, «есть огромные лазейки», например, при покупке на оружейной выставке или у другого человека.
«Универсальная» проверка биографических данных закроет эти лазейки и сделает так, что любое лицо, запрещенное на федеральном уровне — лицо, осужденное за уголовное преступление или насилие в семье, или принудительно помещенное в психиатрическую больницу — не может иметь доступа к оружию.
Периоды ожидания и разрешения
«Были случаи, когда кто-то шел в магазин, покупал оружие, сразу же шел и использовал его», — говорит Макдевитт. Установив период ожидания между покупкой оружия и моментом, когда его можно будет забрать, «можно надеяться, что гнев человека утихнет, и он не будет действовать импульсивно».
Требования к разрешениям создают еще один барьер для доступа. Чтобы получить разрешение на ношение оружия в Массачусетсе, жители должны быть старше 21 года, подать заявление и пройти курс безопасного обращения с оружием. Между тем, жители в возрасте 15 лет могут получить разрешение на владение огнестрельным оружием, если у них есть согласие родителей.
Как законодательство влияет на насилие с применением огнестрельного оружия?
Юридический центр Гиффордса, который собирает информацию о законах об оружии и насилии с применением огнестрельного оружия по штатам, обнаружил корреляцию между более строгими законами об оружии и меньшим количеством смертей, связанных с огнестрельным оружием. В штате Миссисипи, которому Гиффордс присваивает оценку F за контроль над огнестрельным оружием, самый высокий уровень смертей от огнестрельного оружия на 100 000 человек в стране, в то время как на Гавайях и в Массачусетсе, получивших оценку A-, самый низкий показатель.
Но это не решает проблему людей, пересекающих границу штата, чтобы получить оружие. В то время как в Массачусетсе действуют строгие законы, в Нью-Гэмпшире их нет.
«Что нам нужно сделать, так это сделать это общенациональным набором правил, чтобы правила в равной степени применялись ко всем штатам», — говорит Макдевитт.
Однако он не возлагает особых надежд на текущий закон Конгресса, говоря, что шансов на его принятие «нет». По его словам, после Сэнди Хука большая часть законодательства об оружии в стране фактически облегчила получение оружия, и на этот раз, вероятно, не будет никаких изменений.
«Я не думаю, что на этот раз что-то пройдет. Надеюсь, я ошибаюсь», — говорит Макдевитт. «Я не вижу, чтобы они собирались вместе для достижения консенсуса».
Законопроект мечты Макдевитта включает в себя национальный закон, который усложняет получение оружия людьми, склонными к насилию, и предлагает поддержку психического здоровья для этих людей. Он также будет включать фонд для поддержки жертв насилия с применением огнестрельного оружия.
В конце концов, «к сожалению, не существует волшебной серебряной пули, которая решит все наши проблемы», — говорит он.
Узнать больше
Америка скорбит по очередной стрельбе в школе. Почему так сложно усилить законы США об оружии?
Предоставлено Северо-восточный университет
Цитата : Что делает оружие полуавтоматическим? Объяснение ключевых терминов, связанных с оружием, после принятия Палатой представителей нового закона (13 июня 2022 г.) получено 27 сентября 2022 г. с https://phys.org/news/2022-06-gun-semi-automatic-key-terms-house.html
Этот документ защищен авторским правом. Помимо любой добросовестной сделки с целью частного изучения или исследования, никакие
часть может быть воспроизведена без письменного разрешения. Контент предоставляется только в ознакомительных целях.
Палата представителей принимает законопроект о запрете некоторых видов полуавтоматического оружия
ЛИЗА МАСКАРО и КЕВИН ФРЕКИНГ1 августа 2022 г. по Гринвичу своего рода в годах и прямой ответ на огнестрельное оружие, часто используемое в давке массовых расстрелов, разрывающих сообщества по всей стране.
Когда-то запрещенное в США мощное огнестрельное оружие теперь многие обвиняют в качестве предпочтительного оружия среди молодых людей, ответственных за многие из самых разрушительных массовых расстрелов. Но Конгресс позволил сроку действия ограничений, впервые введенных в 1994 году на производство и продажу оружия, истечь через десять лет, не сумев заручиться политической поддержкой, чтобы противостоять мощному оружейному лобби и восстановить запрет на оружие.
Спикер Нэнси Пелоси подтолкнула голосование к принятию в Палате представителей, управляемой демократами, заявив, что предыдущий запрет «спас жизни».
Президент Джо Байден приветствовал голосование в Палате представителей, заявив: «Большинство американцев согласны с этим действием, основанным на здравом смысле». Он призвал Сенат «быстро доставить этот законопроект мне на стол».
РЕКЛАМА
Однако, скорее всего, застопорится в Сенате 50-50. Законопроект Палаты представителей избегают республиканцы, которые отвергли его как стратегию демократов в год выборов. Почти все республиканцы проголосовали против законопроекта Палаты представителей, который был принят 217 голосами против 213.
Законопроект поступил в момент усиления опасений по поводу насилия с применением огнестрельного оружия и стрельбы — стрельба в супермаркете в Буффало, штат Нью-Йорк; массовое убийство школьников в Увальде, штат Техас; и расстрел гуляк 4 июля в Хайленд-парке, штат Иллинойс, 9.0003
Похоже, что избиратели серьезно относятся к голосованию в год выборов, поскольку Конгресс раскололся по партийной линии, а законодатели вынуждены открыто излагать свои взгляды. Недавнее голосование за защиту однополых браков от потенциальных судебных исков в Верховном суде получило удивительную поддержку обеих партий.
Байден сыграл важную роль в обеспечении первого запрета полуавтоматического оружия в качестве сенатора в 1994 году. Администрация Байдена заявила, что за 10 лет, пока действовал запрет, массовые расстрелы сократились. «Когда в 2004 году срок действия запрета истек, количество массовых расстрелов утроилось», — говорится в заявлении.
Республиканцы решительно выступили против ограничений на владение мощным огнестрельным оружием во время порой эмоциональных дебатов перед голосованием.
«Это просто захват оружия», — сказал член палаты представителей Гай Решенталер, R-Pa.
Представитель штата Джорджия Эндрю Клайд сказал: «Вооруженная Америка — это безопасная и свободная Америка».
Демократы утверждали, что запрет на оружие имеет смысл, изображая республиканцев экстремистами и не в ногу с американцами.
Член палаты представителей Джим Макговерн, штат Массачусетс, заявил, что запрет на оружие направлен не на то, чтобы лишить американцев права на Вторую поправку, а на то, чтобы у детей также было право «не стрелять в школу».
Пелоси продемонстрировала рекламный плакат оружейной компании для детского оружия, уменьшенные версии, которые напоминают популярные винтовки AR-15 и продаются с мультяшными персонажами. — Отвратительно, — сказала она.
В ходе одного обмена мнениями два законодателя из Огайо поссорились. «Ваша свобода заканчивается там, где начинается моя, и начинается свобода моих избирателей», — сказала член палаты представителей от Демократической партии Марси Каптур члену палаты представителей от Республиканской партии Джиму Джордану. «Школы, торговые центры, продуктовые магазины, парады в честь Дня независимости не должны быть сценами массовой бойни и кровопролития».
РЕКЛАМА
В ответ Джордан пригласил ее в свой избирательный округ, чтобы обсудить с ним Вторую поправку, заявив, что, по его мнению, большинство его избирателей «вероятно, согласны со мной и согласны с Конституцией Соединенных Штатов».
Законопроект сделает незаконным импорт, продажу или производство длинного списка полуавтоматического оружия. Председатель судебного комитета член палаты представителей Джерри Надлер, штат Нью-Йорк, заявил, что это включает исключение, которое позволяет владеть существующим полуавтоматическим оружием.
Представители Крис Джейкобс из Нью-Йорка и Брайан Фитцпатрик из Пенсильвании были единственными республиканцами, проголосовавшими за эту меру. Демократические законодатели, проголосовавшие против, были конгрессменами Куртом Шрейдером из Орегона, Генри Куэльяром из Техаса, Джаредом Голденом из штата Мэн, Роном Киндом из Висконсина и Висенте Гонсалесом из Техаса.
В течение почти двух десятилетий, после истечения срока действия предыдущего запрета, демократы не хотели возвращаться к этому вопросу и противостоять оружейному лобби. Но мнения избирателей, похоже, меняются, и демократы осмелились действовать до осенних выборов. Результат предоставит избирателям информацию о позиции кандидатов по данному вопросу.
Джейсон Уимет, исполнительный директор Института законодательных действий NRA, заявил в заявлении после голосования, что «всего через месяц после того, как» Верховный суд расширил права на оружие, «защитники контроля над оружием в Конгрессе возглавили нападение на свободы и гражданские права». свободы законопослушных американцев».
РЕКЛАМА
Он сказал, что законопроект потенциально запрещает миллионы единиц огнестрельного оружия «в явном противоречии с постановлениями Верховного суда», которые установили владение оружием как индивидуальное право и расширили его.
Среди запрещенного полуавтоматического оружия будет около 200 с лишним типов полуавтоматических винтовок, включая AR-15, и пистолеты. Ограничения не будут распространяться на многие другие модели.
Демократы пытались связать запрет на оружие с более широким пакетом мер общественной безопасности, которые увеличили бы федеральное финансирование правоохранительных органов. Это то, что демократы-центристы в жестких кампаниях по переизбранию хотели защитить себя от политических нападок со стороны своих оппонентов-республиканцев, они мягко относятся к преступности.
Пелоси заявила, что Палата представителей пересмотрит законопроекты об общественной безопасности в августе, когда ожидается, что законодатели ненадолго вернутся в Вашингтон, чтобы заняться другими оставшимися законами, в том числе пакетом приоритетных мер Байдена по борьбе с инфляцией в области здравоохранения и стратегий изменения климата, которые будут представлены в Сенате.
Конгресс принял скромный пакет мер по предотвращению насилия с применением огнестрельного оружия только в прошлом месяце после трагического убийства 19 школьников и двух учителей в Увальде. Этот двухпартийный законопроект стал первым в своем роде после многих лет безуспешных попыток противостоять оружейному лобби, в том числе после аналогичной массовой трагедии 2012 года в начальной школе Сэнди-Хук в Ньютауне, штат Коннектикут.0003
РЕКЛАМА
Этот закон предусматривает расширенные проверки биографических данных молодых людей, покупающих огнестрельное оружие, что позволяет властям получить доступ к некоторым записям о несовершеннолетних. Он также закрывает так называемую лазейку для бойфрендов, отказывая в покупке оружия лицам, осужденным за домашнее насилие вне брака.
Новый закон также высвобождает федеральное финансирование для штатов, в том числе для законов о «красных флагах», которые позволяют властям изымать оружие у тех, кто причиняет вред себе или другим.
Но даже эти скромные усилия по прекращению насилия с применением огнестрельного оружия были предприняты во время серьезной неопределенности в США по поводу ограничений на огнестрельное оружие, поскольку более консервативный Верховный суд занимается правами на ношение оружия и другими вопросами.
Байден подписал закон через два дня после решения Верховного суда об отмене нью-йоркского закона, который ограничивал возможность людей носить скрытое оружие.
Эта история была впервые опубликована 29 июля 2022 года. Она была обновлена 1 августа 2022 года, чтобы исправить имя исполнительного директора Института законодательных действий NRA на Джейсона Уимета, а не Джейсона Куимета.
Маленькая линия по производству картофельных чипсов/ полуавтоматические машины для производства картофельных чипсов
Полуавтоматическая линия по производству картофельных чипсов Введение
Наши полуавтоматические линии по производству картофельных чипсов по низкой цене специально разработаны для мелких и средних производителей картофельных чипсов.
- Мы можем изготовить установку в соответствии с вашим местным напряжением. Пожалуйста, подтвердите напряжение перед производством.
- Мы можем предоставить вам формулу приготовления жареных картофельных чипсов бесплатно.
- Мы предлагаем три различных производительности (30 кг/ч, 50 кг/ч, 100 кг/ч) для различных продавцов картофельных чипсов.
- Полуавтоматическая линия по производству картофельных чипсов может применяться в продуктовых магазинах, розничных магазинах, супермаркетах, ресторанах и т. д.
- Полуавтоматическая линия по производству картофельных чипсов имеет те же функции, что и полностью автоматическая линия по производству картофельных чипсов, в то время как ручная линия по производству картофельных чипсов имеет гораздо более низкую цену и особенно подходит для небольших производителей картофельных чипсов.
- Три линии по производству картофельных чипсов с разной производительностью получили высокую оценку наших клиентов.
- Самая маленькая линия по производству картофельных чипсов с производительностью 30 кг/ч лучше всего подходит для супермаркетов или продовольственных магазинов.
| Модель | СПЦ-30 | СПЦ-50 | СПЦ-100 |
| Входная мощность | 100 кг/ч | 200 кг/ч | 400-500 кг/ч |
| Выходная мощность | 30 кг/ч | 50 кг/ч | 100 кг/ч |
| Мощность | 53,8 кВт | 79,9 кВт | 120,24 кВт |
| Расход масла | 5 кг/ч | 8 кг/ч | 15 кг/ч |
| Завод | 50 м² | 80 м² | 100 м² |
Технологическая схема полуавтоматической линии производства картофельных чипсов
- Мойка и очистка картофеля — нарезка картофеля — бланширование ломтиков картофеля — обезвоживание ломтиков картофеля — обжаривание картофельных чипсов — обезжиривание картофельных чипсов — ароматизация картофельных чипсов — упаковка картофельных чипсов
- Для производства потребуется 4-8 рабочих. Лучше иметь по 1 рабочему на каждую машину. Потому что это будет связано с производственными мощностями. Если только 1 работник, мощность будет ниже соответственно.
★ Время жарки: 3-4 минуты
★ Температура жарки: 170-180℃
★ Время бланширования: 60-90 секунд
★ Температура бланширования: 90-95 ℃
★ Время жарения: 40-60 секунд
★ Температура жарения: 170-180 ℃
★ Время бланширования: 60-90 секунд ★
: 90-95℃
Полуавтоматическая установка по производству картофельных чипсов 30 кг/ч
Полуавтоматическая установка по производству картофельных чипсов 30 кг/ч подходит для начинающих. Как поставщик высококачественного оборудования для производства картофельных чипсов, мы можем не только предлагать профессиональные отчеты по анализу рынка, но и предлагать решения для клиентов.
| Модель | СПК-30 |
| Коэффициент выхода | 1:3~3,5 Вход: 100 кг/ч Выход: 30 кг/ч |
| Расход масла | ок. 4-5 кг/ч |
| Расход воды | ок. 100 кг/ч |
| Требуются рабочие | 6~8 человек |
| Необходимое место | 50 квадратных метров |
1. Машина для мойки и очистки картофеля
Машина для мойки и очистки картофеля : Машина для мойки и очистки картофеля, оснащенная наждачным барабаном, может полностью и эффективно удалять тонкую кожуру. Высокая скорость очистки обеспечивает хороший старт и нормальную скорость работы всей линии картофельных чипсов. Функции стирки и очистки в одной машине позволяют избежать повторной работы и сэкономить время.
- Высокая степень очистки до 98%.
- Доступны для картофеля различных размеров.
- Простота эксплуатации и очистки.
- Одновременная стирка и пилинг.
Машина для нарезки картофеля : Эта машина для нарезки картофеля может нарезать очищенный картофель на ломтики, чипсы и тертый картофель. Ролики и ножи можно отрегулировать для картофельных ломтиков и чипсов разной толщины. Вы можете свободно делать картофельные чипсы и картофель фри с помощью этой многофункциональной машины для производства картофельных чипсов. Мы предлагаем два метода подачи (вертикальная подача и боковая подача) на ваше усмотрение.
- Толщина свободно регулируется.
- Доступно для картофельных чипсов и картофеля фри.
- Весь процесс резки без сколов стружки.
- Два способа подачи на выбор.
Машина для бланширования картофельных ломтиков : Машина для бланширования картофельных ломтиков, устройство для предварительной обработки, используется для уничтожения вредных бактерий и сохранения первоначального вкуса пищи. Бланшированные картофельные чипсы имеют свежий цвет и запах овощей, в то время как активный фермент ограничен для легкого консервирования.
- Температура воды регулируется автоматически.
- Время бланширования можно регулировать.
- Мы предлагаем различные мощности для вашей линии картофельных чипсов.
Машина для обезвоживания картофельных чипсов : Машина для обезвоживания картофельных чипсов, использующая центробежные методы обезвоживания, может удалять поверхностную воду с бланшированных картофельных чипсов. Картофельные чипсы и полоски, обработанные этой обезвоживающей машиной, можно легко обжарить в следующей жарочной машине. Оснащенная противоударным устройством, эта машина для обезвоживания может устойчиво работать при высокой скорости вращения.
- Высокая скорость обезвоживания.
- Стабильное рабочее состояние.
- Автоматически управляется цифровым шкафом.
Машина для жарки картофельных чипсов : На выбор есть два метода нагрева — электрический или газовый. Вы можете выбрать любого в соответствии с вашим энергетическим ресурсом. Жареные картофельные чипсы и картофель фри имеют привлекательный блеск и вкус.
- Система защиты от перегрева обеспечивает безопасное производство.
- Усовершенствованная жарочная машина может сэкономить 50% масла.
- Можно свободно выбрать два метода нагрева.
- Жареные картофельные чипсы отличаются хорошим вкусом и блеском.
Машина для удаления масла из картофельных чипсов картофельные чипсы и картофель фри. Употребление слишком большого количества масла не приносит пользы здоровью людей. И в то же время технология обезжиривания снижает производственные затраты.
- Высокая скорость обезжиривания.
- Капля масла для разбрызгивания не выливается из-за резервуара для разлива.
- Скорость вращения можно регулировать.
- Мы предлагаем различные мощности на ваш выбор.
Машина для приправы картофельных чипсов : Картофельные чипсы и картофель фри можно добавлять с различными соусами для разных вкусов.
- Картофельные чипсы и соусы равномерно перемешиваются.
- Регулируемый объем в машине для приготовления приправ для картофельных чипсов.
- Низкий уровень поломки в процессе приправы.
- Подходит для любых жареных блюд.
Наполненные азотом Картофельные чипсы Упаковочная машина : Ароматизированные картофельные чипсы необходимо упаковывать быстро, прежде чем они испортятся. Картофельные чипсы, запечатанные в пакеты, наполненные азотом, не будут реагировать с кислородом. Упакованные картофельные чипсы могут храниться длительное время без потери вкусовых качеств.
- Высокая эффективность работы с двумя камерами.
- Герметизация, охлаждение, заполнение азотом одновременно.
- Плотное уплотнение экономит время и силы.
- Можно передвигаться.
Рабочее видео завода по производству мелких картофельных чипсов
Нажмите, чтобы оценить этот продукт!
[Всего: 69 Среднее: 4,1]
Вы должны войти, чтобы проголосовать
Устройство, способное мгновенно превратить полуавтоматическое оружие в пулемет, сеет хаос на американских улицах
Си-Эн-Эн —
Согласно анализу, предоставленному исключительно CNN, количество перестрелок с использованием автоматического оружия в США резко возросло в последние годы, что свидетельствует о возрождении использования автоматов преступниками.
Согласно статистике, собранной компанией по обнаружению стрельбы, которая установила акустические датчики примерно в 130 городах США, с 2019 по прошлый год количество случаев стрельбы из пулемета увеличилось примерно на 1400%. Анализ показал, что только в прошлом году ShotSpotter, Inc. зафиксировала около 5600 случаев стрельбы из автоматического оружия.
Ранее не публиковавшиеся цифры дополняют растущее количество свидетельств того, что широкое распространение недорогих так называемых конверсионных устройств, известных как «автопереключатели» или «автопереключатели», способных в считанные мгновения превращать полуавтоматическое оружие в пулеметы, сеет хаос. на американских улицах.
В последние годы Бюро по алкоголю, табаку, огнестрельному оружию и взрывчатым веществам резко увеличило изъятие конверсионных устройств с менее чем 100 в 2017 году до более 1500 в прошлом году.
CNN ранее сообщал об усилиях ATF в 2019 году по возврату того, что, как подозревали агенты, было тысячами таких устройств, незаконно ввезенных из Китая. По словам сотрудников правоохранительных органов, с тех пор 3D-принтеры только усугубили проблему.
«Со времен Сухого закона мы не видели, чтобы столько пулеметов использовалось для совершения преступлений», — сказал Том Читтум, проработавший более двух десятилетий в ATF и ушедший в отставку с поста второго должностного лица, прежде чем в начале этого года стать руководителем ShotSpotter. .
По словам Читтума, законы об оружии фактически исключили автоматическое оружие с городских улиц на десятилетия. «Но теперь пулеметы вернулись, и они повсюду».
В последние годы автоматическое оружие использовалось в нескольких громких нападениях, включая массовую стрельбу в Сакраменто, штат Калифорния, в результате которой шесть человек были убиты и дюжина ранены, стрельбу в школе в Вашингтоне, округ Колумбия, в которой снайпер с автоматическими винтовками произвела шквал из более чем 200 выстрелов, ранив четырех, и убила хьюстонского полицейского Уильяма «Билла» Джеффри во время вручения ордера на арест в прошлом году. 30-летний офицер-ветеран погиб в результате обстрела осужденного преступника, вооруженного незаконно переделанным оружием.
Место массовой стрельбы перекрыто полицейской лентой 3 апреля 2022 года в Сакраменто, Калифорния.
Лю Гуангуань/Служба новостей Китая/Getty ImagesОбзор судебных исков в городах США, проведенный CNN, за последние годы выявил десятки дел, связанных с так называемыми конверсионными устройствами или полуавтоматическими пистолетами, уже переделанными в полностью автоматические.
В Чикаго человек, которого прокуроры назвали «успешным торговцем автоматами», якобы продолжал продавать устройства, находясь под залогом и ожидая суда. Было записано, как предполагаемый сообщник этого человека говорил тайному агенту ATF, представившемуся покупателем, что он получит лучшую цену, если купит оптом, и что он должен действовать быстро, потому что спрос высок.
«Люди получат их переключатели», — сказал он агенту, согласно судебному заявлению. «Это достанется людям, которые хотят пойти и пострелять в некоторых людях, гангстерах и прочем дерьме».
Устройства, похоже, являются новым товаром на черном рынке. CNN проанализировал случаи, когда они якобы были проданы в социальных сетях, проданы тайно лицензированным торговцем оружием в Майами и оказались во владении предполагаемых торговцев наркотиками, распространяющих метамфетамин, фентанил и оксикодон. В Лос-Анджелесе человек, находящийся под следствием за снабжение членов местной банды оружием, якобы продал информатору ATF устройство для переоборудования Glock вместе с Glock 9.мм пистолет и магазин повышенной емкости. В Вашингтоне, округ Колумбия, следователи, разыскивающие молодого человека, который якобы бросил переделанный пистолет в мусорное ведро, когда подошла полиция, позже обнаружили на YouTube несколько видеороликов, в которых он читал рэп о «переключателях».
По словам Эрла Гриффита, начальника отдела технологии огнестрельного оружия и боеприпасов ATF, растущая доступность автоматических переключателей частично обусловлена простотой их изготовления с использованием дешевых деталей, напечатанных на 3D-принтере, и инструкций, доступных в Интернете.
«Это очень просто», — сказал Гриффит, который объяснил, как он научился использовать 3D-принтер для изготовления устройств на YouTube. «В первый раз я смог сделать это сам за 15 минут». Ниже объясняет Гриффит.
Обзор CNN о YouTube, основанный на ключевых словах поиска, выявил несколько таких видео, которые в совокупности набрали более 1 миллиона просмотров. Одна группа обучающих видеороликов по автопереключателям, которые оставались в сети до августа, была связана с человеком, обвиненным в декабре федеральной прокуратурой Техаса в якобы изготовлении, хранении и передаче 3D-печатных переключателей. Он не признал себя виновным.
YouTube удалил видео после того, как CNN спросил о них. Представитель компании заявил, что YouTube не разрешает «контент, инструктирующий зрителей, как производить аксессуары, превращающие огнестрельное оружие в автоматический огонь, или продавать эти аксессуары на нашей платформе».
Гриффит сказал, что, несмотря на растущую распространенность устройств, многие сотрудники правоохранительных органов не знают, как распознать их на огнестрельном оружии, изъятом у преступников.
«Когда мы рассказываем им об этом, они возвращаются к своему хранилищу улик, смотрят, проверяют и находят это», — сказал он.
«Со времен сухого закона мы не видели, чтобы столько пулеметов использовалось для совершения преступлений».
Количественная оценка инцидентов, связанных с стрельбой из автоматического оружия, представляет собой сложную задачу. Гильзы, выпущенные из автоматического оружия, ничем не отличаются от гильз, выпущенных из полуавтоматического оружия.
Вот тут-то и появляется ShotSpotter. У компании есть контракты примерно со 130 городами, в которых она устанавливает акустические датчики в специально отведенных местах для прослушивания выстрелов. Запатентованный компьютерный алгоритм пытается отличить безобидные звуки, такие как стук отбойного молотка или автомобиля, от выстрелов. Аналитики-люди в штаб-квартире компании в районе залива Сан-Франциско или в вспомогательном офисе в Вашингтоне, округ Колумбия, слушают то, что алгоритм помечает как стрельбу, и, если они согласны, сообщают в полицию. Компания заявляет, что ее цель — делать такие уведомления в течение минуты.
В последние годы количество предполагаемых случаев применения автоматического оружия резко возросло с примерно 400 в 2019 году до 1800 в 2020 году и 5600 в прошлом году. ShotSpotter сообщил, что даже с поправкой на увеличение зоны покрытия компании в США внутренний анализ показал, что число случаев предполагаемой стрельбы из автоматического оружия увеличилось в 14 раз примерно за три года. Тенденция к росту продолжилась в первой половине этого года, когда было обнаружено около 3800 инцидентов. Компания заявляет, что ее обозначение инцидента как «полностью автоматический» предназначено только для «ситуационной осведомленности» полицейского управления и не гарантируется таким же образом, как его основная задача точного выявления и определения местоположения стрельбы на открытом воздухе.
Во время демонстрации системы в июне аналитик Кейлан Паркер воспроизвела некоторые из инцидентов, которые она и другие отметили как «полностью автоматические», заполнив свой пост прослушивания в Вашингтоне, округ Колумбия, звуками из какой-то далекой зоны боевых действий. На днях, по ее словам, компания обнаружила более 25 случаев обстрела из автоматического оружия, в том числе около 300 выстрелов, включая стрельбу в соседнем Балтиморе. Позже полиция Балтимора выпустила пресс-релиз об инциденте, сославшись на предупреждение ShotSpotter и заявив, что два человека были ранены, в том числе 14-летний мальчик.
ShotSpotter, основанная в 1996 году, позиционирует себя как важный инструмент для полиции, предоставляющий в режиме реального времени информацию о месте и характере стрельбы, о которой, по словам компании, часто не сообщается. Первые данные, по словам представителей компании, дают полиции тактическое преимущество и приводят как к аресту стрелков, так и к более быстрой медицинской помощи пострадавшим от огнестрельного оружия.
Но ShotSpotter, публично торгуемая компания, выручка которой в прошлом году составила почти 60 миллионов долларов, в последние годы погрязла в спорах. Критика сосредоточена на размещении его датчиков в общинах, где преобладают меньшинства, и использовании его информации в качестве доказательства в судебных делах, в отличие от его основной задачи — просто предупредить полицию о возникновении и местонахождении перестрелки. Критики считают размещение датчиков предвзятым по расовому признаку, что приводит к более широкому использованию полицией тактики остановки и обыска. Адвокаты защиты раскритиковали результаты ShotSpotter как ненадежные и не поддающиеся тщательной проверке, поскольку компания отказалась раскрыть точную научную информацию о том, как работает ее система. Другие критики ставят под сомнение истинную ценность ShotSpotter как инструмента борьбы с преступностью, независимо от того, насколько хорошо он обнаруживает и локализует стрельбу, поскольку они говорят, что нет убедительных доказательств того, что он снижает уровень насилия с применением огнестрельного оружия.
ShotSpotter, который рекламирует уровень точности 97% — цифра, подтвержденная аудитом, оплаченным компанией, — выступил против критики, разместив заметную ссылку на своем веб-сайте. Он цитирует исследования, которые, по его словам, являются «доказательством его положительного воздействия», и говорит, что расположение его датчиков определяется в консультации с полицией и городскими властями в сообществах, которые он обслуживает, и «основано на исторических данных о перестрелках и убийствах».
«Пулеметы вернулись, и они повсюду».
Дело, проходящее через федеральный суд в Вашингтоне, округ Колумбия, подчеркивает как полезность ShotSpotter, так и проблемы, с которыми иногда сталкиваются прокуроры, пытаясь использовать его информацию в качестве доказательства в суде.
Рано утром 20 января 2020 года ShotSpotter уведомил полицию Вашингтона, округ Колумбия, о стрельбе по дому в юго-восточном квадранте города. Позже полиция обнаружила, что кадры с камеры наблюдения, установленной поблизости, показали, что мужчина стрелял из оружия в воздух в 4:45 утра, точное время тревоги ShotSpotter, согласно судебным протоколам.
Получив ордер на обыск, полиция обнаружила в доме дважды судимого дилера PCP. По словам прокуратуры, они также изъяли из шкафа полуавтоматический пистолет Glock 40-го калибра с приспособлением для переоборудования и удлиненным магазином. Хозяина дома задержали и обвинили в хранении автомата.
Это может показаться неопровержимым аргументом в пользу эффективности ShotSpotter. Но использование информации компании в качестве доказательства в суде — другое дело.
Прокуроры и защитники в этом деле в течение нескольких месяцев боролись за то, кто имеет право давать экспертные показания относительно выводов ShotSpotter и решать большие и малые вопросы о компании, от научных данных о том, как работает ее система, до объяснения того, как оценивается оценка. количество выстрелов менялось со временем в данном случае.
На момент публикации судья еще не вынес решения о том, как будет обрабатываться информация ShotSpotter.
В Техасе Лейси Джеффри, дочь полицейского из Хьюстона, убитого в прошлом году, сказала, что не может понять распространение полностью автоматического оружия, подобного тому, которое мгновенно изрешетило тело ее отца множественными огнестрельными ранениями. Отчет о вскрытии, полученный CNN, показывает, что офицер-ветеран получил более дюжины ударов во время короткой встречи.
Джеффри сказала, что она связалась с законодателями в Техасе в надежде принять более жесткий закон штата в отношении так называемых преобразовательных устройств, подобных тому, что был на оружии, которым был убит ее отец.
«Мы не живем в зоне боевых действий, — сказал Джеффри CNN. «Нам не нужно иметь это автоматическое оружие на улицах Хьюстона — нигде в Соединенных Штатах».
Полуавтоматический против. Полностью автоматические упаковщики: что лучше?
Если вы производитель картонных коробок и ищете способы повысить производительность фальцевально-склеивающей машины, вы, вероятно, сталкивались с несколькими решениями.
Устройство ручной упаковки, полуавтоматические упаковщики, автоматические упаковщики и полностью автоматические упаковщики — это лишь некоторые примеры многих решений, которые можно установить на фальцевально-склеивающей линии.
Различные поставщики упаковочного оборудования предлагают различные решения с различными функциями, возможностями и уровнями автоматизации.
Как выбрать лучший упаковщик для своего производства из всех вариантов, представленных на рынке?
Как вы вообще начинаете приходить к решению? Это просто инстинкт?!
В IMPACK мы производим и устанавливаем ручное, полуавтоматическое, автоматическое и полностью автоматическое фальцевально-склеивающее оборудование и периферийные решения.
Мы стремимся научить производителей коробок, как максимизировать производительность их фальцевально-склеивающих машин и достичь максимальной скорости упаковки.
В этой статье полуавтоматические упаковщики сравниваются с полностью автоматическими и рассказывается, как выбрать лучший упаковщик для вашего производства.
Упаковочные системы делятся на 4 категории:
Во-первых, вам важно знать, что существует 4 различных уровня автоматизации , на которые можно разделить системы упаковки:
Ручная упаковка.
Полуавтоматическая упаковка.
Автоматическая упаковка.
и полностью автоматизированная упаковка.
1. Ручная упаковка:
Ручная упаковка представляет собой самый низкий уровень автоматизации и обычно является отправной точкой операции фальцевально-склеивающей . Это традиционный метод упаковки, при котором весь процесс упаковки выполняется вручную.
Автоматизация не задействована и управление делами не задействовано.
Столы для сбора являются наиболее распространенной вспомогательной машиной для упаковки, подпадающей под категорию ручной упаковки.
Некоторые примеры столов для сбора на западном рынке включают: Bobst «Handypack GT», KBA Duran «Omega Pack Station» и Tünkers «FAS 480».
Столы для сбора IMPACK — это « Справочные станции по упаковке ».
2. Полуавтоматическая упаковка:
Полуавтоматическая упаковка включает как минимум одну автоматизированную функцию.
Например, Упаковщик Ergosa Ergosa является одним из немногих полуавтоматических упаковщиков , которые существуют на рынке.
Он является полуавтоматическим из-за предлагаемых им возможностей автоматического управления делами.
Помимо нашего полуавтоматического упаковщика Ergosa, на рынке почти нет других известных полуавтоматических упаковщиков.
IMPACK предлагает 2 версии упаковщика Ergosa: Ergosa A и Ergosa C.
3. Автоматизированная упаковка:
Автоматизированный процесс упаковки — это когда машина становится ключевым фактором процесса упаковки и упаковщик или оператор теперь ограничен выполнением фоновых задач, таких как подача в упаковщик пустых ящиков или управление полными ящиками.
Некоторые примеры автоматических упаковщиков на западном рынке включают: Bobst’s «CartonPack 4 Automatic Packer», Heidelberg «Diana Packer , » WSI Global « Express Pack » и Graphic West Packaging «J-Pack».
Автоматический упаковщик IMPACK называется « Virtuo ».
4. Полностью автоматизированная упаковка:
Из всех 4 категорий полностью автоматизированный процесс упаковки представляет собой максимально возможный уровень автоматизации. Весь процесс упаковки здесь управляется автоматически, не требуя присутствия оператора (или любого другого человека) во время работы.
Упаковщик/оператор занимается только сборкой/установкой.
Примером полностью автоматического упаковщика на западном рынке является «Автоматический упаковщик Carton Pack 4 + опциональный сборщик ящиков» от Bobst.
Полностью автоматический упаковщик IMPACK — это « Virtuo + ACF ».
Наше обсуждение будет сосредоточено только на 2 из этих 4 категорий: полуавтоматические упаковщики против полностью автоматических упаковщиков.
Тем не менее, если вам нужно более подробное объяснение 4 различных уровней автоматизации, наша статья « В чем разница между ручными, полуавтоматическими, автоматическими и полностью автоматическими фальцевально-склеивающими упаковщиками? » углубляется в эти 4 уровня автоматизации и сравнивает их друг с другом.
Полуавтоматические упаковщики — преимущества и недостатки
Ergosa C компании IMPACK: высокопроизводительный и универсальный полуавтоматический упаковщик с производительностью автоматического упаковщика, который предлагает 3 режима упаковки.
Полуавтоматический упаковщик частично автоматизирует процесс упаковки.
В нем используется модернизированный процесс упаковки для оптимизации эффективности, эргономичности и производительности процесса упаковки в ящики.
Полуавтоматический упаковщик имеет как минимум одну автоматическую функцию . Это означает, что упаковщик/оператор полуавтоматического упаковщика остается ключевым фактором процесса упаковки, но с помощью как минимум одной автоматической функции.
Например, для упаковщика IMPACK Ergosa эта автоматическая функция представляет собой автоматизированную систему управления делами.
🔍 Связанный: Что такое система управления делами Ergosa и чем она отличается от таблицы сбора?
Преимущества полуавтоматических упаковщиков
1. Быстрая и простая установка и настройка:
Переход от отсутствия автоматизации к полуавтоматизации дает множество преимуществ. Одним из основных преимуществ является то, что полуавтоматические упаковщики быстрее и проще в установке и настройке по сравнению с полностью автоматическими упаковщиками.
Например, Ergosa — это первый шаг к полуавтоматизации традиционного ручного процесса упаковки, используемого в сборочных столах. Время установки Ergosa составляет всего 5 минут.
Будучи экономичной, простой и очень универсальной, Ergosa может помочь удвоить скорость упаковки с помощью всего 1 упаковщика (вместо 2 упаковщиков), что увеличивает скорость упаковки на человека более чем в 4 раза.
🔍 Связанный: Как быстро я могу работать с упаковщиками IMPACK?
2. Больше гибкости и контроля качества:
Возможно, одним из главных преимуществ полуавтоматического упаковщика является его уровень гибкости.
Установив полуавтоматический упаковщик на фальцевально-склеивающий станок, вы предоставите своим упаковочным работникам возможность легкого доступа.
Возвращаясь к нашему примеру с Ergosa, легкий доступ к коробкам позволяет вашим упаковочным работникам вносить коррективы, проверки качества и исправления без необходимости прерывания производства.
В отличие от Collecting Tables, Ergosa включает управление делами.
Благодаря высокому уровню гибкости и легкому доступу Ergosa может запускать буквально все, что вы снимаете через свой фальцевально-склеивающий аппарат.
Кроме того, вы можете настроить Ergosa для работы с ящиками различных форматов в зависимости от ваших потребностей.
Ergosa имеет 3 основных режима упаковки : «Горизонтальный режим», «Вертикальный режим» и «Сбор и установка (или ручной) режим».
С помощью этих 3 режимов вы можете обрабатывать все: от маленьких до средних коробок, прямых линий, углов 4/6, картона и гофрированного картона, а также многоформатных коробок.
«Как насчет ящиков с аварийным замком/автоматическим дном?»
Нет проблем! Ergosa может работать в режиме Pick & Place или в вертикальном режиме (в сочетании с инвертором периодического действия MFA).
Лучшая часть? Он совместим со всеми моделями фальцевально-склеивающих устройств независимо от их типа.
🔍 Похожие: Каковы 3 основных режима упаковки Ergosa Packer?
Недостатки полуавтоматических упаковщиков
1. Не максимальная скорость:
Нет идеальных машин; это просто реальность. В некоторых конкретных случаях полуавтоматический режим — не лучший выбор.
Да, простота доступа и возможность проверки качества — это здорово — если это то, что вам нужно. Тем не менее, с широкими возможностями доступа и возможностью вносить коррективы имеет недостаток в виде более низкой скорости.
Еще один важный момент, который следует учитывать, заключается в том, что вам по-прежнему необходим человеческий контроль.
Если вы работаете в районе, где ощущается нехватка рабочей силы или рост заработной платы, то этот вариант может не окупиться.
Узнайте, сколько времени потребуется, чтобы окупить инвестиции в упаковочную систему.
2. Различная производительность:
С ростом спроса на нестандартные коробки, которые бывают разных размеров, форм и с собственными неудобствами, адаптация к сложным потребностям рынка стала более важной, чем когда-либо.
В зависимости от типов коробок, которые вы производите, и от того, какие способы повышения производительности фальцевально-склеивающей машины вы применяете, производительность может сильно различаться.
«Почему я не могу упаковать это быстрее?!»
Это предложение представляет собой один из самых популярных вопросов, которые нам задают здесь, в IMPACK.
Вопрос не в том, насколько надежен упаковщик папок-склейщиков, а в том, как вы его используете.
Потому что полуавтоматический упаковщик очень универсален и гибок, есть так много вещей, которые вы можете сделать, чтобы максимально раскрыть потенциал фальцевально-склеивающей машины.
Но существует множество причин, по которым вы можете снизить производительность и создать узкие места на собственных линиях фальцевания-склеивания . Вот почему так важно извлечь максимальную пользу из обучения работе с полуавтоматическим упаковщиком.
Полностью автоматические упаковщики — преимущества и недостатки
Полностью автоматический упаковщик IMPACK: Virtuo Packer + Automatic Case Feeder (ACF) — единственный 100% полностью автоматический фальцевально-склеивающий упаковщик, существующий на рынке как для гофрокартона, так и для картонные доски.
Полностью автоматический упаковщик предлагает максимально возможный уровень автоматизации.
Это когда вы автоматизировали весь процесс упаковки, так что присутствие оператора больше не требуется.
Когда дело доходит до сравнения Collecting Tables Vs. Полуавтоматические упаковщики Vs. Полностью автоматические упаковщики, полностью автоматические упаковщики , безусловно, являются более заманчивым вариантом, который хотят клиенты.
Однако это также более сложный вариант , требующий цифровых знаний, большей занимаемой площади, больших денег и строгих протоколов аварийного отключения.
При этом для некоторых компаний полная автоматизация является единственным реальным вариантом.
1. Высокая скорость производства:
Полуавтоматические упаковщики гораздо более универсальны и гибки, чем автоматические упаковщики, и нет абсолютно никаких сомнений в том, что они более гибкие и адаптируемые по сравнению с полностью автоматическими упаковщиками, но вам важно учитывать реальность ваших собственных Компания.
Полностью автоматические упаковщики могут идеально подойти, если требуется максимальная производительность , либо потому, что ваши потребности быстро растут, либо потому, что вам не хватает рабочей силы.
Принимая это во внимание, не менее важно не переоценить свои потребности и не получить слишком сложный, слишком дорогой и совершенно не приспособленный для вашего производства упаковщик.
Большим преимуществом полностью автоматических упаковщиков является высокая производительность . В качестве примера возьмем наш полностью автоматический упаковщик «Virtuo + ACF», показанный на изображении выше.
Комбинация Virtuo + ACF — это единственная полностью автоматическая фальцевально-склеивающая машина, которая существует на рынке как для гофрокартона, так и для картона. На сегодняшний день это самый компактный и экономичный автоупаковщик.
Если ваше типичное производство состоит из одного ряда, одного слоя — коробок среднего и большого размера — с максимальным вниманием к скорости, то полная автоматизация с Virtuo + ACF может быть идеальным вариантом.
Virtuo + ACF имеет скорость до 8 ящиков в минуту, оснащен высокоточным лазерным счетчиком и занимает мало места.
Однако, если ваша типичная продукция представляет собой многорядную многослойную упаковку коробок, то Virtuo + ACF вам не подходит.
2. Постоянная производительность:
Полностью автоматические упаковщики не делают перерывов и отпусков. Работая 24/7 , возможности этих машин не имеют себе равных.
Если вы работаете с большими объемами (100 000–150 000 коробок/комплект складных картонных коробок или 40 000–60 000 коробок/комплект ламинированных картонов) со стандартными коробками, то постоянная производительность имеет решающее значение для вашей компании.
В таких ситуациях, когда требуется согласованность и скорость, полностью автоматические упаковщики являются единственным приемлемым вариантом.
Недостатки полностью автоматических упаковщиков
1. Более дорогой и сложный:
Поскольку полностью автоматические упаковщики требуют очень точного и технического процесса установки, неудивительно, что они дороже как один. — временные затраты. Плюс, они более ограничены с точки зрения того, что они могут сделать.
🔍 Связанные: Сколько стоят упаковщики Folder-Gluer?2.
Сосредоточено на специальных задачах и требует строгих мер безопасности:Здесь в игру вступает понятие «ограничение».
С полуавтоматическим упаковщиком, таким как Ergosa, вы можете стрелять в любую коробку через свой фальцевально-склеивающий станок, поскольку у вас есть возможность легкого доступа и гибкости, чтобы вынуть любую коробку, которую вы хотите, своими руками, в любое время. время и поместите его в футляр.
Напротив, , когда речь идет о полностью автоматическом упаковщике, таком как Virtuo + ACF , требуется большая площадь основания. Ваш полностью автоматический упаковщик должен быть на 100 % безопасным. Следовательно, , если когда-нибудь возникнет проблема, вы должны отключить ее до нуля с аварийной остановкой, иначе, это слишком опасно для человека.
Если вы хотите производить различные отпечатки коробок для напитков одинакового размера, то вам повезло с полностью автоматическим упаковщиком.
Однако, если вы производите другие типы ящиков, вам нужно убрать своего полностью автоматического монстра, так как он предназначен для выполнения этой конкретной задачи и недостаточно прощает ошибок, чтобы быть гибким.
С другой стороны, с упаковщиком Ergosa в вертикальном режиме вы можете работать на относительно высоких скоростях с ящиками с аварийной блокировкой/автоматическим дном, и требуется только 1 человек-наблюдатель.
Если они видят, что коробка не идеальна, они могут легко ее вынуть и поддерживать ту же скорость, или, как вариант, они могут снизить скорость, чтобы все контролировать, а затем набрать скорость.
С полуавтоматическим упаковщиком вам никогда не придется сокращаться до нуля.
Какой упаковщик Folder-Gluer выбрать?
Полуавтоматический упаковщик, полностью автоматический упаковщик или другие варианты?
В некоторых ситуациях правильным выбором будет полуавтоматический упаковщик.
В других случаях лучше использовать полностью автоматический упаковщик.
А иногда ни один из упаковщиков не подходит.
Все зависит от индивидуальных потребностей вашей компании, конкретных обстоятельств и целей.
Но на этом я вас не оставлю.
Вот ответ, который вы искали:
Помощь/помощь по ручной упаковке лучше, когда 👇:
Вы хотите сделать первый шаг к повышению производительности фальцевально-склеивающей машины
Вы не уверены в своей продукции и у вас очень ограниченный бюджет
У вас есть сложные коробки, требующие постоянной настройки/проверки качества
У вас очень ограниченная площадь
Если ваша продукция соответствует нескольким характеристикам, описанным выше, и у вас никогда не было «помощи по упаковке» или «помощи по упаковке», то стол для сбора, такой как «Станции помощи по упаковке» IMPACK, может стать отличным началом.
Полуавтоматический упаковщик лучше, когда 👇:
У вас есть переменные производственные циклы
У вас есть коробки малого и среднего размера
У вас есть большое разнообразие форматов коробок
У вас есть сложные коробки, требующие постоянной настройки/проверки качества
Здесь «упаковщик Ergosa» компании IMPACK идеально подходит.
Лучше всего использовать автоматический упаковщик 👇:
У вас большие производственные циклы
У вас есть коробки среднего и очень большого размера
У вас ограниченный ассортимент и похожие форматы коробок
У вас есть более простые ящики, которые не требуют постоянной регулировки/проверки качества
Здесь «Виртуо» IMPACK отлично подойдет.
Полностью автоматический упаковщик лучше, когда 👇:
У вас есть все перечисленные выше требования к автоматическому упаковщику
Вы хотите полностью автоматизировать процесс упаковки
Вы хотите достичь операции без участия человека (без участия человека)
Вас интересуют расширенные функции мониторинга и промышленности 4.