Углеродистая качественная сталь марки 45
Сталь – рукотворный сплав железа и углерода – пользуется сегодня постоянным спросом в самых разных областях промышленности. Без него трудно возводить города, монтировать трубопроводы, производить транспорт, технику, разнообразные агрегаты и детали.
Доля железа в стальном сплаве должна составлять не менее 45 %. От содержания углерода и легирующих элементов зависят все свойства стали, а в итоге, и полученных из нее изделий металлопроката.
Одна из самых востребованных марок сырья – сталь 45. Характеристики и свойства определяют ее популярность на рынке металлопроката. Относится она к разряду конструкционных углеродистых качественных сталей.
Расшифровка и химический состав
Наличие числа 45 в названии марки сырья «сообщает» о содержании около 0,45% углерода (C). Остальные «ингредиенты» распределились следующим образом: кремний (Si) – от 0,17 – до 0,37, хром (Cr) – до 0,25, марганец (Mn) — 0,5 — 0,8, никель (Ni) – до 0,25, медь (Cu) – до 0,25, фосфор (P) – до 0,035, сера (S) – до 0,04, мышьяк (As) — 0,08.
Некоторые физические и технологические характеристики
- Вес (удельный): 7826 кг/м3.
- Твердость стали 45: HB = 50 HRC (после закалки).
- Температура ковки: от 1250 до 700 о С с последующим охлаждением на воздухе (для деталей, сечение которых варьируется до 400 мм).
- Токарная обработка рекомендуется в горячекатаном состоянии.
- Варианты сварки: РДС, КТС (при подогреве). Требуется дальнейшая термообработка.
- Флокеночувствительность: низкая
- Склонность ко хрупкости при отпуске: отсутствует.
Механические и физические свойства можно посмотреть в таблице:
Особенности стали марки 45
Сталь 45 отличается повышенными характеристиками прочности, выносливости, хорошо обрабатывается, доступна по стоимости.
Если сравнить некоторые характеристики сырья марки 45 и, к примеру, марки 35, то становится очевидным влияние доли углерода в составе сплава. Так, 0,42 – 0,5% против 0,32 – 0,4% (соответственно) указывает на повышенные характеристики твердости стали 45.
Если ст 35 классифицируется как ограниченно свариваемая, то сталь 45 (ГОСТ 1050-88) – варится очень трудно. Это, пожалуй, является первым из «недостатков» последней. Второй – подверженность коррозии из-за присутствия никеля и хрома.
Сталь 35 обычно служит для изготовления деталей не слишком высокой прочности, подвергаемых в процессе эксплуатации слабым и средним нагрузкам: это – оси, цилиндры, коленчатые валы, шатуны, тогда как из сырья марки 45 выполняют варианты деталей более надежные, с улучшенными прочностными характеристиками.
Сравнительные характеристики сырья можно уточнить здесь:
Об обработке стали 45
В машиностроении сталь марки 45 сначала подвергают термообработке. После нормализации любой механический «декор» (фрезерование, точение) проходит проще и легче. Именно таким образом получают различные валы, шестерни, цилиндры, шпиндели, кулачки.
После финишной термообработки или закалки выполненные детали могут «похвастаться» большей устойчивостью к износу. На выходе их охлаждают в воде и подвергают низкотемпературному отпуску (200-300 о С), показатели твердости составляют порядка 50 HRC.
Сортамент изделий, выполненных из ст 45, ГОСТы
Согласно действующим стандартам, из стали марки 45 изготавливают достаточное количество известнейших изделий металлопроката – круг г/к ст.
Сортовой прокат, включая фасонный, изготавливают по строгим требованиям ГОСТов: 1050-88, 10702-78, 2590-2006 и 2591-2006, 2879-2006, 8509-93 и 8510-86, а также 8239-89, 8240-97.
- Для изготовления калиброванного прутка необходимо соблюдать требования стандартов 1050-88, 8559-75 и 8560-78, 7417-75,
- листового проката: толстого (ГОСТы 1577-93, 19903-74), тонкого – ГОСТ 16523-97,
- полосы (ГОСТы 103-2006, 1577-93, 82-70),
- шлифованного прутка – ГОСТ 14955-77,
- ленты из стали 45 – ГОСТ 2284-79,
- кованых заготовок – ГОСТы 8479-70, 1133-71,
- труб – стандарты 8732-78, 8731-74, 8733-74, 8734-75, а также 21729-76,
- проволоки – ГОСТы 17305-91, 5663-79.
Электроды для сварки УОНИ 13 45 ГОСТ
Из каких марок стали делают элементы ЛСБ, предназначенные для сварки электродами УОНИ 13/45
Для сварки узлов и конструкций ЛСБ (локализующих систем безопасности атомных станций), входящих в гермоконтур, можно применять покрытые электроды УОНИ 13/45 (соответствующие требованиям ОСТ 5.9224).
С помощью электродов данной марки можно сваривать элементы ЛСБ в процессе изготовления, монтажа, ремонта. Элементы ЛСБ под сварку могут изготавливаться из следующих сталей:
- из углеродистых сталей марок Ст3сп5, Ст3сп2, С3Гпс5, Ст3Гсп5
- из низколегированных сталей 17ГС, 09Г2С, 10Г2С1, 14Г2, 10ХСНД
В течение какого срока после прокалки можно пользоваться электродами УОНИ13/45, предназначенными для сварки элементов ЛСБ
Срок использования электродов после проведения прокали (при температуре +350…+400˚С в течение (1,5+5) часов) составляет не более 5 суток.
Приведите примеры использования электродов УОНИ 13/45 для сварки деталей из двухслойных сталей
Электроды УОНИ 13/45 ГОСТ 9466 можно использовать для выполнения прихваток при сборке деталей оборудования и трубопроводов атомных энергетических установок:
- для сварки деталей из двухслойных сталей перлитного класса (кроме сварных соединений Iн и IIн категорий):
- стали Зсп5, 10, 15, 15Л, 20, 20Л, 20К можно сваривать между собой, а также со сталью 22К, с кремнемарганцовистыми и легированными сталями
- стали 22К можно сваривать со сталью 22К и сталями 15ГС, 16ГС, 20ГСЛ, 09Г2С, 10ГН2МФА, 10ГН2МФАЛ, 15Х2НМФА
- 10ХСНД с 10ХСНД
- 10ХН1М с 10ХН1М и с 10ХСНД
- для сварных соединений Iн и IIн категорий деталей, состоящих из сталей перлитного класса:
- Ст3сп5, 10, 15, 20, 22К в любом сочетании
Что означает буква Б в условном обозначении электрода Э42-УОНИ-13/45-6-УД / Е41 2(4)-Б20
Буква Б указывает, что электрод произведен с основным покрытием. Применение данного покрытия обеспечивает получение при сварке материала шва, обладающего высокой стойкостью к образованию кристаллизационных трещин, с низким содержанием водорода.
Применение данного покрытия обеспечивает получение при сварке материала шва, обладающего высокой стойкостью к образованию кристаллизационных трещин, с низким содержанием водорода.
Основное покрытие электрода состоит из карбонатов магния/кальция, плавикового шпата, ферросплавов. В составе покрытия отсутствуют оксиды железа, марганца, поэтому применение данного электрода позволяет широко легировать наплавленный металл, получить шов, материал которого будет нормирован по химсоставу и механическим свойствам. В качестве раскислителей в состав покрытия могут вводиться ферротитан, ферромарганец, ферросилиций.
Можно ли использовать электроды УОНИ 13/45 для ручной дуговой сварки арматуры класса А-II
Да, можно, с помощью электродов марки УОНИ 13/45 может производиться ручная дуговая сварка арматуры класса А-II, а также класса А-I. Арматуру данных классов можно купить по минимальным ценам в METAL БЮРО (см. раздел сайта «Цены на арматуру»).
По каким причинам в процессе сварки может возникнуть неравномерность шва по ширине
Если ширина шва при сварке получается неравномерной, то возможно имели место резкие колебания напряжения дуги или скорости сварки, сопровождающиеся изменением глубины проплавления свариваемых деталей. Поэтому, нельзя допускать изменение шва по ширине, так как это может привести к неравномерному проплавлению соединяемых деталей или к непровару.
Для получения сварного шва надлежащего качества необходимо контролировать все технологические процессы:
- до начала сварки — состояние металла и сварочных материалов, качество подготовки и сборки под элементов сварку, исправность аппаратуры
- в процессе сварки — правильность ведения сварки (режим сварки, стабильность горения дуги, геометрию шва, проверка образцов, свариваемых одновременно с изделиями и пр.)
- после сварки – качество сварного шва и сварного соединения
#TITLE# || KOBELCO — KOBE STEEL, LTD.
 —
—Сварка среднеуглеродистой / высокоуглеродистой стали и специальных сталей
Следующая страница1. Введение
В состав стали, помимо углерода С входит кремний Si, марганец Mn, фосфор Р и сера S. Эти пять элементов называют пятью химическими компонентами стали. Сталь, содержащая 0,3% и менее углерода, называется низкоуглеродистой или мягкой сталью. Сталь, содержащая 0,6% и более углерода, называется высокоуглеродистой сталью. К этому типу относится, например, углеродистая инструментальная сталь. Сталь с содержанием углерода от 0,3% до 0,6% называется среднеуглеродистой сталью. К ней относится машиностроительная сталь. Специальные стали, в состав которых входят те же пять элементов, отличаются от углеродистых сталей более высоким содержанием марганца Mn, кроме того, в зависимости от назначения, в них добавляются такие легирующие элементы, как никель Ni, хром Cr и молибден Mo.
Согласно стандарту JIS, сталь и чугун классифицируются, как показано в Таблице 1, где сталь разделена на нелегированную, специальную и стальную отливку. Специальная сталь, в свою очередь, подразделяется на высокопрочную, инструментальную и сталь специального назначения. Типичные классы прочности среднеуглеродистых и специальных сталей представлены в Таблицах 2~3. В этих таблицах указаны классы прочности AISI/SAE и спецификации ASTM, которые схожи с классами прочности стали по стандарту JIS.
| 1-я классификация | 2-я классификация | 3-я классификация | Типичные классы JIS (ASTM/AISI/SAE)*1 |
|---|---|---|---|
| Чугун и сталь | Нелегированная сталь | Стали для строительных сооружений и сосудов под давлением | JIS G3101 : SS, JIS G3103 : SB, JIS G3104 : SV, JIS G3106 : SM (ASTM A36, A204, A285, A31, A283, A529) |
| Специальные стали | Углеродистые / легированные сооружений | JIS G4051 : S××C, JIS G4053 : SCr, SMn, SMnC, SCM, SNC, SNCM, JIS G4202 : SACM, JIS G3119 : SBV, JIS G3120 : SQV (AISI/SAE : 1010~1060, 5120~5140, 1522~1541, 4130~4147, 8615~8640, 4320~4340, ASTM A302, A387, A533, A734) | |
| Инструментальные стали | JIS G4401 : SK, JIS G4404 : SKS, SKD, SKT, JIS G4403 : SKH (AISI/ASTM : W1−11~1−8, F2, L6, W2, D3~H 19, T1~M42) | ||
| Стали специального назначения | JIS G4303~4321 : SUS, SUH, JIS G4805 :
SUJ, JIS G4801 : SUP, JIS G4804 : SUM (AISI : 201~444, 309~446, 52100, 9260~4161, 1212~1144, etc. ) | ||
| Стальная отливка | Отливка из углеродистой / легированной стали | JIS G5101 : SC, JIS G5102 : SCW (ASTM A27, A216) | |
| Отливка из углеродистой / легированной стали для строительных сооружений | JIS G5111 : SCC, SCMn, SCSiMn, SCMnCr,
SCMnM, SCCrM, SCMnCrM, SCNCrM (ASTM A148) | ||
| Стальная отливка специального назначения | JIS G5121 : SCS, JIS G5122 : SCH, JIS G5131 : SCMnH (ASTM A743, A744, A351, A297, A447, A608, A128) | ||
| Стальная поковка | Поковка из углеродистой стали | JIS G3201 : SF (ASTM A105, A668) | |
| Поковка из углеродистой / легированной стали для строительных сооружений | JIS G3203 : SFVA, JIS G3202 : SFVC, JIS G3204 : SFVQ (ASTM A182, A336, A105, A181, A266, A508, A541) | ||
| Чугунная отливка | Отливка из серого чугуна | JIS G5501 : FC (-) | |
| Отливка из чугуна со сфероидальным графитом | JIS G5502 : FCD (ASTM A536) | ||
| Отливка из ковкого чугуна | JIS G5705 : FCMB, FCMW, FCMP (-) | ||
| (Примечание) *1. Для ASTM указан только номер спецификации для ссылки; поэтому точный класс прочности стали, сопоставимый с классом прочности по JIS, необходимо узнать в соответствующей спецификации. | |||
2. Основные факторы, которые необходимо учитывать при выборе сварочных материалов
Прежде всего здесь описаны факторы, которые необходимо учитывать при выборе сварочных материалов. Затем речь пойдет о механизме образования трещин и способах их предотвращения.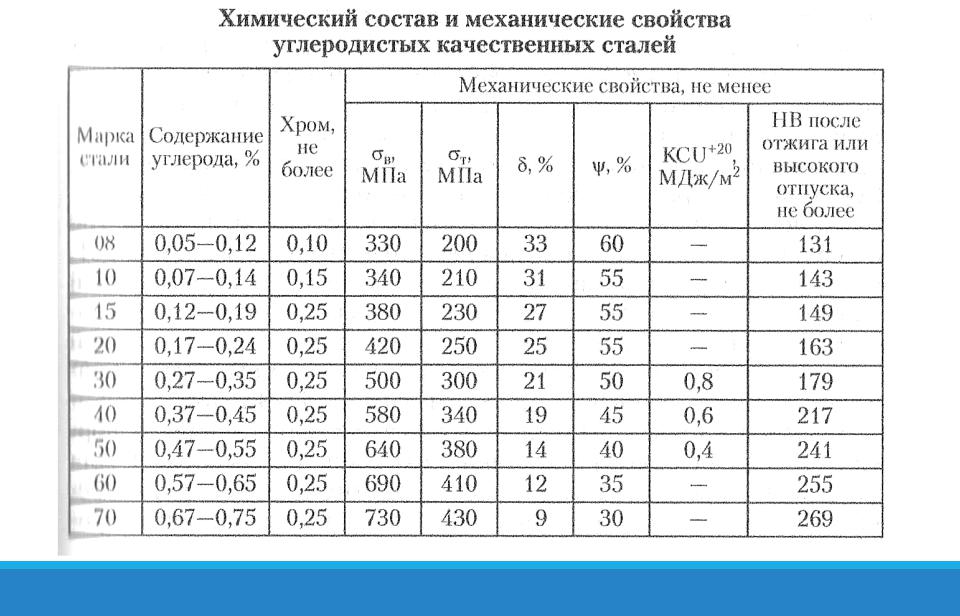 Во-первых, сварочные материалы с высоким содержание диффузного водорода в сварочном металле (такие как электроды ильменитного типа и известково-титановые электроды), никогда не должны применяться для сварки среднеуглеродистых и высокоуглеродистых сталей, а также специальных сталей. Для таких сталей обязательно следует применять сварочные материалы низкоуглеродистого типа.
Во-первых, сварочные материалы с высоким содержание диффузного водорода в сварочном металле (такие как электроды ильменитного типа и известково-титановые электроды), никогда не должны применяться для сварки среднеуглеродистых и высокоуглеродистых сталей, а также специальных сталей. Для таких сталей обязательно следует применять сварочные материалы низкоуглеродистого типа.
Во-вторых, должна учитываться прочность сварочного металла. Среднеуглеродистая и высокоуглеродистая сталь в целом может быть охарактеризована как высокопрочная, ее разрывная прочность зачастую превышает 1000 MPa. При сварке такой высокопрочной стали существует два подхода к выбору сварочных материалов. Один подход отдает приоритет прочности сварочного металла и рекомендует применять такой сварочный материал, которых позволит получить сварочный металл с прочностью, близкой к прочности основного металла. Второй подход отдает приоритет не прочности сварочного металла, а его устойчивости к образованию трещин.
В общем можно сказать, что при прочих одинаковых условиях, устойчивость к образованию трещин в сварном соединении повышается по мере того, как понижается его прочность. Другими словами, чем выше прочность сварочного металла, тем больше риск образования в нем трещин.
Поэтому при выборе сварочных материалов необходимо тщательно изучить вопрос о том, насколько прочность сварочного металла должна быть близка к прочности основного металла. Следует по возможности выбирать сварочные материалы с меньшей прочностью, чтобы снизить риск образования трещин.
В таблице рекомендуемых сварочных материалов дается две рекомендации: для случаев, когда требуется простое соединение деталей, и для случаев, когда сварочный металл должен обладать прочностью, близкой к прочности основного металла.
Хотя в таблице рекомендуемых сварочных материалов это не отмечено, в некоторых случаях рекомендуется использовать сварочные материалы из аустенитной нержавеющей стали марки 309 для сварки среднеуглеродистых и высокоуглеродистых сталей.
Эта рекомендация основана на том, что часто причиной образования трещин в сварном соединении среднеуглеродистой и высокоуглеродистой стали является затвердевание околошовной зоны и диффузный водород в сварочном металле. Конечно, затвердевание околошовной зоны возможно и при использовании сварочных материалов из аустенитной нержавеющей стали. Но отсутствие диффузного водорода в сварочном металле, как считается, повышает устойчивость к образованию трещин наряду со стабильной структурой сварочного металла.
Таким образом, когда невозможно применить предварительный подогрев, а также тогда, когда не стоит проблема термической усталости из-за разницы в термическом коэффициенте расширения, могут быть использованы сварочные материалы из аустенитной нержавеющей стали.
3.Факторы, которые должны быть учтены в отношении соединений разнородных металлов4.Сварные соединения
Верх страницы
|

 Обеспечивает стойкость против межкристал — литной коррозии. Ток = +
Обеспечивает стойкость против межкристал — литной коррозии. Ток = + Обеспечивает стойкость металла шва против межкристаллитной коррозии.
Обеспечивает стойкость металла шва против межкристаллитной коррозии. 4
4 x.=50B
x.=50B Обеспечивает стойкость металла шва против межкристал- литной коррозии. Ток = +
Обеспечивает стойкость металла шва против межкристал- литной коррозии. Ток = + 30
30 15
15 60
60 70
70 15
15 4
4
Пулестойкая броня по ГОСТ Р 50744-95; ГОСТ Р 50963-96, ГОСТ Р 51112-97, ГОСТ 34286-2017 и ГОСТ 34282-2017
Сравнительный анализ полезных свойств военной брони А3 и пулестойкой износостойкой стали С500 показывает,
что пулестойкая сталь С-500 превосходит бронесталь А-3 по параметрам:
Свариваемость
Живучесть
Износостойкость
При одинаковой твердости.
Что касается параметра «Пулестойкость»:
Противопульная броня С500 и А3 имеет одинаковый класс защиты Бр4, Бр2, БР3 при схожей толщине.
По классу защиты БР5 и Бр6 сертифицируется только пулестойкая сталь С-500.
Технологичность при производстве С500 намного выше, что позволяет производить толщину до 40мм! Максимальная толщина брони А3, не более 16мм.
Раскрой закаленного слоя у брони С500 имеет размеры 2000*6000мм
У брони А3, не более 1295*2500, что не удобно, когда требуется цельный лист большой площади.
Свариваемость С500 обусловлена более низким количеством углерода в диапазоне 0,19-0,26
у А3 углерода 0,4.
Военное назначение этих сталей: Броневая сталь, Пулестойкие стали для тира, баллистические плиты,
баллистические стали, баллистический лист, листы бронестали, броневые стали, Пулестойкая сталь
Гражданское применение:
Износостойкость. Работа на трение, износостойкая сталь, Износоустойчивость к трению, защита от трения и износа, стойкость на трение
Если требуется лист 110г13 смело берите С500, это лучшая защита от трения.
Есть все толщины
Отгрузка от 1 листа.
Живучесть обусловлена более высокой вязкостью, что ведет к стойкости и не раскалыванию при многократном попадании пуль и осколков.
Абразивная стойкость С500: обеспечивает хром, молибден, никель, марганец, ванадий, вольфрам, бор и ниобий.
Пулестойкая броня С-500 не магнитится! Это отличное свойство для использование в корпусах военных приборов.
Гражданское применение везде где идет износ и ударная нагрузка.
В первую очередь Судостроение на ледоколы как ледоколная сталь. Дробить льдины толщиной до 4 метров под силу только танковой броне.
В цементном оборудовании, в горно-шахтном оборудовании.
Как комплектующие на дробеметное оборудование, например, пластины броневые на дробеметы;
В качестве импортозамещения для замены слабеньких иностранных износостойких сталей типа: ХАРДОКС, hardox, raex, fora, xar, марс, крусабро, которые даже при сварке требуют нагрева;
Свойства износостойких сталей дает им возможность противостоять износу, из-за трения, удара или сжимающих нагрузок от внешних факторов,
таких как цемент, песок, камни и т.д., и предназначены для использования в строительстве оборудования и для замены изношенных деталей.
Самосвальные кузова, подъемно-транспортное оборудование и дробильные машины, например, подвергаются непрерывному, абразивному и ударному износу.
В качестве замены марганцовистой стали Гадфильда, 110г13 и 110г13л.
На тяжелонагруженные ответственные конструкции;
На дробилки и мальницы как бронеплиты, футеровки, защитные пластины;
Требуется броня А3, лучшая сталь С-500 или сталь 96 (45х2мфба), обращайтесь!
Пулестойкая сталь в наличии
Ждем вас в гости!
Телефоны отдела продаж: (343) 268-24-10, 219-30-89, 361-21-18
Сварка пулестойкой брони.
Все что касается ниже, не касается брони С500!!
Пулестойкая сталь С500 идеально свариваемая, варится любым элетродом и даже сапогом солдата!
При изготовлении бронеконструкций из стали 96 и брони А3 сварочные работы моryт
осуществляться как стальной проволокой в среде защитного газа, так и электродами.
Во избежание получения внутренних межкристаллических напряжений и
попучении большой отпускной зоны предпочтительнее использовать
стальную омедненную проволоку марки СвO8Г2С или коррозионностойкую
хромоникелевую Св06Х19Н9Т
Также моryт быть использованы электроды ОЗС-4 или УОНИ-|3/55С, сварку
проводить только на короткой дуге по очищенным кромкам. Длина
сварочного шва не должна превышать 50 мм. Если требуется соединить две
детали сплошным длинным швом, длина которого превышает 150 мм, нужно
сваривать детали прерывистым швом. Пример: 50 мм сварочный шов, 100 мм
пропyска, далее 50 мм шов 100мм пропуска и т.д. После остывания 100 мм
пропyски завариваются по технологии описанной выше.
——————————————————————————————————————-
При покупке у нас брони мы даем более полные консультации, способы, режимы и марки электродов.
В наличии есть все марки военной брони, по которой не требуется такая консультация, так как они идеально свариваются.
Военная броня хорошо идет на дробилки, мельницы, дробеметы. Везде где требуется работа на износ и удар. Военная броня в 100 раз лучше чем 110г13л.
Все что касается ниже, не касается брони С500!!
Пулестойкая сталь С500 идеально свариваемая, варится любым элетродом и даже сапогом солдата!
При изготовлении бронеконструкций из стали 96 и брони А3
сварочные работы моryт
осуществляться как стальной проволокой в среде защитного газа, так и
электродами.
Во избежание получения внутренних межкристаллических напряжений и
попучении большой отпускной зоны предпочтительнее использовать
стальную омедненную проволоку марки СвO8Г2С или коррозионностойкую
хромоникелевую Св06Х19Н9Т
Также моryт быть использованы электроды ОЗС-4 или УОНИ-|3/55С, сварку
проводить только на короткой дуге по очищенным кромкам. Длина
сварочного шва не должна превышать 50 мм. Если требуется соединить две
детали сплошным длинным швом, длина которого превышает 150 мм, нужно
сваривать детали прерывистым швом. Пример: 50 мм сварочный шов, 100 мм
пропyска, далее 50 мм шов 100мм пропуска и т.д. После остывания 100 мм
пропyски завариваются по технологии описанной выше.
——————————————————————————————————————-
При покупке у нас брони мы даем более полные консультации, способы, режимы и марки электродов.
В наличии есть все марки военной брони, по которой не требуется такая консультация, так как они идеально свариваются.
Военная броня хорошо идет на дробилки, мельницы, дробеметы. Везде где требуется работа на износ и удар. Военная броня в 100 раз лучше чем 110г13л.
Теги: танковая броня, сварка брони, пулестойкая сталь, футеровка, лист 110г13л, бронесталь, панель защитная, Бронелист, пулестойкая сталь 45Х2НМФБА, сталь 96, Броневая сталь, Противопульная броня, плита стальная 110г13л, Пластины дробемета, защита дробемета, броня для стрелкового тира
Сварка тонколистовой стали | ММА сварка для начинающих
Технология сварки тонколистовой стали электродомОсновные трудности, которые возникают при сварке тонколистовой стали, это прожог металла и его деформация вследствие сильного нагрева. Поэтому при сварке тонкого металла нужно придерживаться другой технологии.
Допускается варить электродом тонколистовую сталь, толщина которой будет не менее 1,5 мм. Сварку проводят с использованием постоянного тока обратной полярности. При таком способе, минус от сварочного инвертора подключается к свариваемой заготовке.
Какими электродами варить тонколистовую сталь
Чтобы нормально варить тонколистовую сталь потребуются электроды не более 2 мм в диаметре. Для сварки можно использовать электроды УОНИ-13/45, ЦМ-7 или электроды ОММ-5.
Чтобы не прожигать тонкий металл при сварке, варить рекомендуется инвертором на постоянном токе при обратной полярности. В данном случае плюс от инвертора подаётся на электрододержатель, а минус подсоединяется к свариваемой заготовке (mmasvarka.ru).
Обратная полярность даёт возможность не прожигать тонколистовую сталь, поскольку основное тепло контакта приходится на кончик электрода. Что касается сварочного тока, то варить тонкую сталь нужно только на малых токах, в пределах 20-60А.
Технология сварки тонколистовой стали
Сварка тонколистовой стали осуществляется согласно следующей технологии:
- Очень важно обеспечить стабильное горение дуги, ведь сварка тонкой стали производится на малых токах. Реализовать это можно, если подключить в сварочную цепь осциллятор;
- Качественные электроды играют важнейшую роль в сварке тонкого металла. Электроды должны иметь хорошее покрытие, чтобы обеспечить стабильное горение сварочной дуги;
- Чтобы исключить прожог тонколистовой стали, необходимо делать отбортовку свариваемых металлов. Это позволит избежать сварочного прожога;
- Неплохие результаты показывает сварка тонколистовой стали «сверху вниз», поскольку, таким образом, можно уменьшить глубину проплавления металла и исключить тем самым его сквозной прожог;
- Сварку тонких металлов осуществляют при помощи гибких проводов, сечение которых не превышает 10 мм², и лёгких, удобных в работе электрододержателей.
Во время сварки тонколистовой стали нельзя сильно перегревать металл. Чтобы его не повело от воздействия высоких температур, сначала нужно варить точечно, постоянно останавливаясь на то, чтобы заготовки достаточно остыли.
При сварке стыковых швов, рекомендуется использовать специальные теплоотводящие пластины, которые способствую улучшению качества сварочных работ. Как было сказано выше, сварочный пост который предназначен для сварки тонколистовой стали, оборудуют гибкими проводами для сварки, которые не будут затруднять сварщику, осуществлять свободные манипуляции электродом.
Еще статьи про сварку:Вот самый простой способ приготовить стальной овес
Эта статья существует как часть онлайн-архива для HuffPost Australia, который закрылся в 2021 году.
Один из способов сделать зимнее утро более приятным — это съесть теплый, успокаивающий завтрак, а именно кашу или запеченную овсянку. Или, может быть, даже нахальный булочка с корицей.
Хотя овсяные хлопья и овсяные хлопья обычно являются нашим любимым блюдом, когда дело доходит до каши, есть один вид овса, который полностью меняет правила завтрака: овсянка.
Стальной овес более ореховый, сытный и более вкусный, чем овсяные хлопья или овсяные хлопья. Стальной овес на самом деле наиболее близок к своей первоначальной цельнозерновой форме и получается, когда цельнозерновой крупа разрезается на несколько частей стальным лезвием.
Однако единственным недостатком стального овса является то, как долго он готовится. Поскольку овсяные хлопья не так обрабатываются, как овсяные хлопья или овсяные хлопья, приготовление стального овса занимает до 45 минут и требует постоянного перемешивания — не то, что мы хотели бы делать утром, когда мы могли бы дремать.
Но есть уловка, с помощью которой можно легко (и, косвенно, быстрее сделать овес). Он включает в себя «готовку за ночь», но это не то, что вы думаете.
Getty
Лучший способ убедиться, что утром у вас есть готовый к употреблению горшок восхитительного овсяного зерна, нарезанный из стали:
- Добавьте измельченный овес и воду / молоко (соотношение 1: 3) в кастрюлю дать немного перемешать и довести до кипения.
- Затем закройте кастрюлю крышкой, полностью выключите огонь и ложитесь спать.(Да, действительно.)
- Утром снимите крышку, и у вас будет сливочный, идеально приготовленный овес.
Правильно — ни постоянного помешивания, ни проверки, ни простоять час над плитой. Утром просто разогрейте овес на плите или разогрейте миску и разогрейте в микроволновой печи.
Не верите? Попробуй.
Когда перед вами стоит миска восхитительных овсяных хлопьев, пора добавить начинки. Лучшая комбинация топпинга — это банан, корица и арахисовое масло, но вот еще шесть невероятно вкусных идей для топпинга.
1MoreCreative
Яблоко и корица — еще один лучший выбор для начинок для каш.Нажмите ниже, чтобы подписаться на подкаст «Обновить» от HuffPost Australia в iTunes.
ТАКЖЕ НА HUFFPOST AUSTRALIA
Эта статья существует как часть онлайн-архива HuffPost Australia. Некоторые функции сайта были отключены. Если у вас есть вопросы или проблемы, пожалуйста, проверьте наш FAQ или свяжитесь с [email protected].Как использовать сталь для пиццы
Зачем нужна сталь для пиццы?Сталь для пиццы, также известная как сталь для выпечки, является лучшим проводником тепла, чем камень для пиццы.Сталь для пиццы популярна для приготовления хлеба и пиццы, потому что она способна передавать тепло с высокой скоростью, одновременно стабилизируя при этом постоянную температуру.
Это означает, что когда вы кладете пиццу на сталь, тесто готовится за счет передачи тепла , хранящегося в стали, , а не просто горячего воздуха в духовке. Это обеспечивает более хрустящую корочку и сокращает время приготовления.
Лучший способ готовить на стали для пиццы- Разогрейте духовку на , выпекайте на максимально возможной высоте.Около 500 F в течение 45 минут — часа со сталью в духовке.
- Перенесите пиццу в центр стали.
- Готовить пиццу 8-10 мин. По истечении половины времени приготовления переверните пиццу на 180 градусов.
- Удалить пиццу кожурой. Перед очисткой оставьте сталь для пиццы в духовке, чтобы она остыла.
- Разогрейте духовку на , выпекайте на максимально возможной высоте. Около 500˚F — 550˚F в течение от 45 минут до часа со сталью в духовке.
- Поместите сталь на верхнюю решетку духовки.Положить пиццу на сталь и варить около 5 мин.
- Поверните пиццу на 180 градусов и включите духовку на запекания .
- Готовьте еще 1-2 минуты на гриле — внимательно следите, пока корочка не станет хрустящей.
- Удалить пиццу кожурой. Перед очисткой оставьте сталь для пиццы в духовке, чтобы она остыла.
- Каменная и стальная печь
Чтобы приготовить верх пиццы без использования жаровни, вы можете поставить камень для выпечки на решетку над пиццей.Камень для выпечки будет излучать тепло сверху, помогая приготовить начинку во время процесса выпечки.
Уход за сталью- Сталь для выпечки Pizzacraft очень прочная и не подвержена термическому удару.
- Оставьте сталь для пиццы в духовке, чтобы она остыла.
- Очистите сталь горячей водой и щеткой ( не используйте мыло ). Тщательно просушите сталь и храните в сухом месте, чтобы избежать образования ржавчины.
- Цвет стали изменится при длительном использовании, это нормально.
- Время от времени протирайте сталь тонким слоем масла, чтобы сохранить приправу.
- Предупреждение: Стальная пластина может сильно нагреться. При работе используйте прихватку для духовки или перчатки.
Pizzacraft Baking Steel — это , предварительно заправленные растительным маслом . Приправы помогают кондиционировать сталь и предотвращают прилипание к ней продуктов.
СтальPizzacraft бывает разных размеров, чтобы соответствовать вашим потребностям в духовке и выпечке.
Для получения дополнительной информации о стали для пиццы:
Овсянка стальная нарезанная в медленноварке
Самый быстрый завтрак: стальная овсяная каша в медленноваркеНикогда не оставайтесь без ежедневной дозы клетчатки с нашими вкусными и универсальными рецептами порционной овсянки!
- Автор: Джесс Данг
- 19 марта 2019 г.
Хотя завтрак — довольно важная часть дня, если вы хоть немного похожи на меня, утро — также одно из самых трудных времен, чтобы по-настоящему что-нибудь приготовить.У вас затуманенные глаза, вы возитесь за кофе и следите за тем, чтобы ваши носки соответствовали друг другу, а это почти все, что ваш мозг может выдержать утром (по крайней мере, так я поступаю). Вот почему лучше всего, если завтрак уже готов и его нужно быстро разогреть.
Приготовление большой партии стальной овсянки в мультиварке — одно из моих любимых простых и легких решений для приготовления завтрака.
Мне нравится, что овсянка — это завтрак с высоким содержанием клетчатки (согласитесь, ваша пищеварительная система тоже может использовать небольшой толчок волокнистой массы, верно?), Но мне никогда не нравилась овсянка, приготовленная из овсяных хлопьев.Текстура была просто не для меня, но я очень люблю овсянку из овсяной крупы.
Единственным недостатком стального овса является то, что он готовится намного дольше, поэтому это идеальный кандидат для рецепта мультиварки. Воскресным вечером я потрачу 5 минут на то, чтобы вылить все в кастрюлю и включить ее на слабый уровень, а затем оставить все на ночь на свежий завтрак утром. Остальное упаковывается, так что я могу просто положить приготовленную овсянку в микроволновую печь, чтобы быстро позавтракать в оставшуюся часть недели.
Я предпочитаю, чтобы базовая овсянка была простой, а затем смешивала ее с забавными ингредиентами в течение недели. Иногда я добавляю орехи и корицу. В другие дни я добавляю йогурт, чтобы добавить немного утреннего протеина. И, конечно же, вы никогда не ошибетесь со свежими фруктами — бананы, яблоки и ягоды отлично подходят для начинки. Я даже добавляю варенье или стружку кокоса, чтобы получилось слаще. Сбрызните кленовым сиропом, и этот завтрак станет почти здоровым десертом.
Хотите еще идей овсянки?
Вот десятки способов настроить овсянку, чтобы вы всегда с нетерпением ждали восхитительного разнообразия завтраков:
СвязанныйОвсянка — это недорогой завтрак с высоким содержанием клетчатки, так что просыпайтесь здоровым утром с нашими бесплатными рецептами завтраков с овсянкой Make-Ahead! Читать далее.
Подготовка Smarts
- Стальной овес использует соотношение жидкости и овса 4: 1. Вы можете использовать любую комбинацию жидкости — вода, соевое молоко, миндальное молоко или обычное молоко — все подойдет.
Оборудование Smarts
- Мультиварка — идеальное кухонное оборудование, которое сделает всю работу за вас. С этим удивительным инструментом вам никогда не придется внимательно следить за кастрюлей и беспокоиться о постоянном помешивании!
Состав
- Овес овсяный стальной — 2 стакана
- Вода — 6 стаканов
- Молоко (любое) — 2 стакана
- Сливочное масло — 2 ст.
- Яблоки, очищенные и нарезанные (по желанию) — от 2 до 3
- Коричневый сахар — ¼ стакана
- Кошерная соль — 2 ч.
- Корица — 1 столовая ложка
- Звездчатый анис (по желанию) — от 2 до 3
Инструкции
Prep
- Яблоки (при использовании) — приготовьте, как указано.
Марка
- Необязательно: быстро опрыскайте мультиварку растительным маслом или смажьте растительным маслом, чтобы предотвратить прилипание ингредиентов.
- Поместите все ингредиенты в мультиварку. Накрыть крышкой и варить на слабом огне 8 часов или 4 часа на сильном.
- Сверху с орехами, йогуртом, фруктами, джемом, кокосовой стружкой!
- Если у вас нет мультиварки, доведите ингредиенты до кипения в большой кастрюле или голландской духовке, а затем тушите 45 минут, помешивая местами, чтобы убедиться, что они не прилипают к дну сковороды.
Примечание:
Это сообщение в блоге было первоначально опубликовано в марте 2013 года и было дополнено новыми полезными ресурсами.
Некоторые из приведенных выше ссылок являются партнерскими ссылками Amazon, что означает, что мы получаем небольшой процент от этих продаж. Мы используем этот доход от партнерской программы для поддержки постоянного роста Cook Smarts. Спасибо!
Получите больше полезных советов и ресурсов, подписавшись на нашу рассылку новостей ниже.Мы еженедельно рассылаем электронные письма, которые помогут вам улучшить свою кухню и вести более здоровый образ жизни, поэтому присоединяйтесь к нашему сообществу сегодня и начните готовить умнее!
Присоединяйтесь к нашему сообществу
Получите бесплатные советы в своем почтовом ящике
Подпишитесь на информационный бюллетень Cook Smarts
Политика конфиденциальности: Мы ненавидим СПАМ и обещаем сохранить ваш адрес электронной почты в безопасности.
Сколько калорий в вареной овсянке?
Цельный овсяный стальной овсяный калорийный, возможно, самый полезный вид, который вы можете получить из зерна. Они не только содержат много клетчатки, мало жира и практически не содержат натрия и сахаров, но и очень вкусны. Поскольку они минимально расщеплены, они имеют приятную, сытную консистенцию и отличный вкус с слегка ореховым привкусом.
Одна проблема, которую люди часто испытывают при переходе с более быстрого приготовления овса на цельнозерновой, — это количество калорий в более здоровой версии.Многие люди ошибочно полагают, что более натуральный вариант содержит больше калорий.
Сколько калорий в чашке вареной овсянки?
Размер порции этого овса — стакана сухого зерна. При приготовлении с рекомендованными порциями воды (обычно около стакана) вы получаете примерно 1 целую чашку готового продукта. Поскольку вода, очевидно, не добавляет калорийности, в одной чашке приготовленных стальных овсяных хлопьев содержится примерно 170 калорий (такое же количество калорий в ¼ чашки сырых).
Цельный овсяный корм по сравнению с овсяными хлопьями быстрого приготовления
Овсяные хлопья стали значительно превосходят по питательности овсяные хлопья быстрого приготовления. Быстрорастворимые овсяные хлопья или овсяные хлопья были изменены по сравнению с их первоначальной формой, и они теряют большую часть своей пищевой ценности из-за метода, используемого для более быстрого приготовления.
Овес стальной дробленый — это овес в их наиболее естественной форме, и они обладают наибольшими преимуществами в борьбе с голодом, потому что они еще не предварительно переварены при употреблении, в отличие от чрезмерно обработанных овсяных хлопьев быстрого приготовления или рулетов.
Калории в основном такие же, как и в растворимых продуктах. Самая большая разница заключается в том, что если вы выберете быстрорастворимый продукт вместо цельнозерновой, вы, вероятно, снова проголодаетесь в следующие 45 минут, в то время как менее обработанное зерно займет у вашего тела больше времени, чтобы переварить, и будет гораздо лучше удерживать от любого урчания живота.
Овсяные хлопья быстрого приготовления — это, по сути, насмешка над здоровым зерном, с которого они начинали. Пищевая ценность, теряемая при свертывании и превращении в хлопья (или часто даже почти порошкообразной консистенции), — это одно, но все добавки, помещенные в эти маленькие удобные упаковки, — еще одна проблема для здоровья в целом.Чтобы сделать овсяные хлопья сладкими без добавления калорий, часто используют искусственные подсластители. Прочтите ингредиенты в этих маленьких пакетиках из овсянки, и вы должны обоснованно задуматься о том, какие посторонние ингредиенты вы употребляете в еде, которая выдает себя за здоровую закуску или еду.
Способы придать вкус овсу, не добавляя слишком много калорий
Переход от овсянки быстрого приготовления с искусственным вкусом к более натуральной может быть небольшой корректировкой.Все эти добавки в овсянку быстрого приготовления — своего рода лекарства для ваших вкусовых рецепторов! Но попробуйте, и вы, вероятно, обнаружите, что даже полностью простой цельный овес имеет приятный вкус; текстура делает консистенцию ощутимой, и они имеют натуральный, восхитительный, слегка сладкий и ореховый вкус.
Если вы хотите приправить зерно, не отрицая каких-либо питательных свойств и не добавляя много калорий, вот несколько полезных добавок для усиления вкуса:
• Корица
• Экстракт ванили
• Столовая ложка меда
• Добавьте полстакана фруктов сверху; черника, клубника, яблоки, манго или персики — все это отличные варианты
• Столовая ложка арахисового масла
• Щепотка соли (минимизируйте ее!)
В целом, обмен, который включает в себя весь овсяный вариант и отбрасывает переработанный, является диетическим и полезным для здоровья вариантом, поэтому не позволяйте ошибочному восприятию того, что овсянка быстрого приготовления является более низкая калорийность заставляет вас пропускать гораздо более здоровую пищу.
Овсянка, запеченная с овсяными хлопьями
Эта запеченная овсяная каша из стали — один из моих самых любимых рецептов. Все это можно собрать накануне вечером и отправить в духовку на следующее утро. Или его можно сразу собрать и запечь. Его можно бесконечно настраивать в соответствии с вашими предпочтениями — вы можете сделать его безмолочным, веганским, с орехами или без них, а также с любыми фруктами, которые вам нравятся
Вчера, когда трое грузчиков упаковывали наши жизни в коробки, я утащил последнее блюдо в духовку, смесь овсяных хлопьев, корицы, кленового сиропа и крупно нарезанного миндаля, блюдо, от которого я пристрастился в той или иной форме или другой с марта года.
В течение нескольких месяцев я делал эту запеченную овсяную кашу из овсяных хлопьев и, как и предлагалось, всегда смешивал сухие ингредиенты за ночь до выпечки, что позволяло легко готовить утром. Но около месяца назад я обнаружил, что когда овсяные хлопья заменяют овсяные хлопья, утреннее усилие полностью исчезает: все блюдо — яйцо, молоко, топленое масло, разрыхлитель и все остальное — можно собрать за ночь перед выпечкой.
Я люблю эту овсянку. Когда он запекается, смесь разделяется на отдельные слои, орехи образуют хрустящую корочку, ягоды подпрыгивают под ними, кремообразный овес и заварной крем составляют основу.Овес стальной нарезки, приправленный корицей и кленом, остается твердым и жевательным, а вместе с орехами обеспечивает прекрасную консистенцию. Я мог съесть всю сковороду за один присест.
С любовью к запеченной овсяной каше
Обожаю эти овсяные хлопья с ягодами. Я люблю их без. Я люблю их свежеиспеченные. Я люблю их холодными, прямо из холодильника. Я люблю их с грецкими орехами. Я люблю их с миндалем. Я мог есть их при каждом приеме пищи. Они мне так нравятся, что, когда Бен говорит мне, что не может прийти домой к обеду, я думаю: «Да, я должен съесть свой овес!» И хотя эти овсяные хлопья — идеальный продукт для толпы, на данный момент я совсем не огорчен тем, что они не нравятся моим детям.Я очень надеюсь, что это блюдо из тех, что вы все взбиваете сегодня вечером, прежде чем лечь на сено, так что у вас тоже будет что смаковать, с друзьями или без, все субботнее утро.
PS: Любимый чернично-миндальный смузи
PPS: Овсяные хлопья с яблочным пирогом на ночь
Этот овес можно делать с ягодами или без них:
Мне нравится моя квадратная форма для выпечки Pyrex 8 дюймов для этой:
К середине утра кастрюля обычно выглядит так:
Днем:
Днем:
Отдельные миски для овсяных хлопьев:
Это тоже вкусно с яблоками:
Описание
По рецепту Хайди Суонсон в Super Natural Every Day через Orangette
Мне нравится моя квадратная форма для выпечки Pyrex 8 дюймов для этой.Вы также можете использовать шесть формочки по 6 унций.
Если вы смешиваете это на ночь и выпекаете утром, следуйте рецепту до шага 2, исключая фрукты. Храните смесь в сосуде для запекания или в посуде Tupperware. Утром перемешайте смесь. Разложите ягоды (если используете) в 8-дюймовую форму для выпечки. Залить ягоды молочно-овсяной смесью; затем переходите к рецепту.
Как я уже сказал, мне нравятся эти запеченные овсяные хлопья как с ягодами или другими фруктами, так и без них, поэтому не бойтесь приготовить их, если у вас нет под рукой ягод — они так хороши сами по себе.Я использовал и миндаль, и грецкие орехи. Я поджариваю грецкие орехи. Я не поджариваю миндаль — это не имеет значения. Смесь можно приготовить накануне вечером, но это не обязательно.
Обновление , октябрь 2014 г .: Я предпочитаю миндаль. Я также предпочитаю очищенные и нарезанные яблоки. Я опускаю корицу. Я также теперь пью 1/4 стакана кленового сиропа вместо 1/3 стакана.
Если вы делаете отдельные порции, я думаю, что самый простой метод заключается в следующем: смешайте сухие ингредиенты, как указано в шаге 1; ложка примерно трех столовых ложек сухих ингредиентов в шесть формочки по 6 унций; затем налить сверху жидкость.Жидкость достигнет верхней части каждой формочки. Чтобы предотвратить катастрофу, я предлагаю выстелить форму для выпечки размером 9 × 13 дюймов пергаментной бумагой и поместить в нее формочки с начинкой для запекания.
- 3/4 стакана стальной овсянки
- ½ стакана (60 г) миндаля (нарезанного, отлично поджаренного) или половинок грецких орехов, поджаренных и нарезанных
- 1 чайная ложка разрыхлителя
- 1½ чайных ложки молотой корицы, по желанию, я опускаю
- ½ чайной ложки мелкой морской или кошерной соли
- от ¾ до 1 ½ стакана (от 90 до 185 г) черники, по желанию — мне нравится использовать 1 очищенное, нарезанное яблоко
- 2 стакана (475 мл) молока 2% или цельного
- От 1/4 до 1/3 стакана (80 мл) кленового сиропа, я считаю, что 1/4 стакана достаточно сладкий
- 1 большое яйцо
- 3 столовые ложки (45 г) несоленого сливочного масла, растопленного и слегка охлажденного
- 2 чайные ложки ванильного экстракта
- См. Примечания, если вы охлаждаете на ночь.В противном случае разогрейте духовку до 375ºF. В 8- или 9-дюймовом противне смешайте овсяные хлопья, орехи, разрыхлитель, корицу, если вы используете, и соль. Сверху выложить нарезанные яблоки или ягоды.
- В средней миске взбейте молоко, кленовый сироп, яйцо, масло и ваниль. Залейте молочной смесью овсяную смесь и встряхните сковороду, чтобы она равномерно распространилась.
- Перенесите противень в духовку и запекайте от 55 до 60 минут (Примечание: у некоторых комментаторов были проблемы с подрумяниванием слишком быстро, поэтому я советую проверить через 30 минут, и если кажется, что он быстро подрумянивается, уменьшите духовку до 350 и периодически проверяйте степень готовности), или пока верх не станет золотистым и овсяная смесь не застынет.Выньте из духовки и дайте остыть в течение нескольких минут перед подачей на стол.
- Категория: Завтрак
- Способ приготовления: Духовка
- Кухня: Американская
Ключевые слова: овсянка, стальной крой, овес, ночь, запеченная
Как приготовить вкусную крупу из каменной крупы
| Рекомендации по питанию (на порцию) | |
|---|---|
| 191 | калорий |
| 17 г | жир |
| 8 г | Углеводы |
| 1г | Белок |
| Пищевая ценность | |
|---|---|
| Порций: 4 | |
| Сумма на порцию | |
| калорий | 191 |
| % Дневная стоимость * | |
| 17 г | 22% |
| Насыщенные жиры 11 г | 54% |
| 46 мг | 15% |
| 543 мг | 24% |
| 8 г | 3% |
| Пищевые волокна 0 г | 1% |
| Всего сахаров 0 г | |
| 1г | |
| Витамин C 0 мг | 0% |
| Кальций 14 мг | 1% |
| Железо 0 мг | 2% |
| Калий 18 мг | 0% |
| *% дневной нормы (DV) показывает, какое количество питательных веществ в порции пищи вносит в ежедневный рацион.2000 калорий в день используются для общих рекомендаций по питанию. | |
(Информация о питательной ценности рассчитывается с использованием базы данных ингредиентов и должна рассматриваться как приблизительная.)
На юге крупу обычно едят на завтрак, но ее также можно подавать жареной или в качестве пикантного гарнира к мясу, креветкам или сыру. Независимо от того, нравится ли вам крупа простой или необычной, эти основные инструкции по приготовлению крупы из каменного помола гарантируют, что она всегда будет идеальной.
Рецепт предназначен для крупы из каменного помола, а не для круп быстрого приготовления или быстрого приготовления. Этот традиционный сорт сушеного гомини поглощает примерно в четыре раза больше жидкости и готовится медленно. Если вы собираетесь приготовить большую или меньшую партию, обязательно сохраните соотношение 1 чашка крупы к 4 1/2 чашкам воды. Не рекомендуется использовать молоко для приготовления крупы, так как оно может опалить. Не стесняйтесь добавлять в конце молоко или сливки, если хотите.
Крупу можно готовить на плите или в мультиварке, и инструкции прилагаются для обоих методов.Вы также найдете несколько креативных способов подать крупу вместе с вкусными надстройками, которые превратят эту любимую кладовую в универсальный вариант еды.
Нажмите «Играть», чтобы увидеть этот традиционный рецепт крупы из каменной крошки
Замороженная овсяная каша Trader Joe’s Steelcut может изменить вашу жизнь
«Замороженная овсянка — три слова, которые вы никогда не думали, что услышите вместе — и они готовы менее чем за три минуты».
[Фото: Робин Ли]
Вы должны уважать Trader Joe’s за решение такой важной проблемы: для приготовления овсянки Steelcut нужно навсегда .Иногда до 45 минут — это слишком долго, чтобы не тратить деньги на роскошный завтрак на выходных. Конечно, есть ярлыки, такие как метод замачивания на ночь, но иногда вы засыпаете и забываете.
Первый Джо выпустил овсяные хлопья Quick Cook Steel Cut . Отличный продукт. Он поставляется в цилиндрическом контейнере с пластиковой крышкой и позволяет вам приступить к стилю — либо с помощью плиты, либо с помощью микроволновой печи — всего за восемь минут. Но ждать. Здесь Джо действительно превзошел самого себя. Он сделал замороженных овсяных хлопьев — три слова, которые вы никогда не думали, что услышите вместе — и он готов за менее чем за три минуты.
Путешествуя по морозильной камере, я не ожидал увидеть свою приятную овсянку, болтающуюся рядом с мороженым с лаймом. Разве ты не должен был быть в проходе с хлопьями рядом со всеми твоими волокнистыми друзьями? * Но вот оно было в коробке.
* Вот, если они начнут класть фруктовое мороженое в раздел с хлопьями, тогда у нас возникнет проблема.
За 1,59 доллара вы получаете две хоккейные шайбы в пластиковой упаковке из вареной, а затем замороженной овсянки Steelcut. Твердые, как камень, они помещаются в миску и помещаются в микроволновую печь на две минуты при высокой температуре.Затем сделайте короткую паузу для перемешивания (* движение перемешивания) и снова сделайте еще на минуту или около того.
Бам. Сделанный. Овсянка Steelcut. И действительно, на вкус и внешний вид он не сильно отличается от настоящего.
Так в чем же вся суета по поводу стальной резки? Почему он настолько превосходит обычные овсяные хлопья? Овсянка в лучшем виде. Именно так была бы на вкус каждая миска овсянки, если бы у всех нас было лишние 45 минут, чтобы убить. Это то, чем я кормлю людей, когда они хмурятся при упоминании овсянки.Он имеет ореховую консистенцию (что-то вроде ризотто), которая ложится во рту и не превращается в груду жидкой кашицы. Это кажется более существенным. Больше еды.
Это подслащено коричневым сахаром и кленовым сиропом, но не имеет сладкого вкуса. И ингредиенты делают это реальным: вода , стальной овес, коричневый сахар, кленовый сироп, овсяные хлопья и соль. Ничего такого, что вы не смогли бы произнести, так что вы все равно почувствуете себя здоровым, съев это. И, как и во всех сценариях с овсянкой, самое интересное состоит в том, чтобы подправить ее (попробуйте сушеные вишни или жареные яблоки).
Моя следующая мысль: что, если бы вы сами сделали партию стальной овсянки, а затем разложили ее на поддон для кубиков льда. В зависимости от вашего уровня голода, вы можете съесть пару кубиков или около шести. Положите их в микроволновку, и вот оно. Овсяные хлопья, кто-нибудь? Является ли разогрев замороженной овсянки следующим важным шагом в мире овсянки?
Еще в овсяном цехеВсе продукты, связанные здесь, были независимо отобраны нашими редакторами.