Как сварить шов с Большим катетом | Euro Welder
Не пропускайте интересный и полезный контент!Шов с большим катетом или шириной/многопроходный/Multi-pass применяется для сварки изделий из толстого метала, которые могут быть с разделкой или без неё, на тавровом, нахлёсточном или соединении в стык. На данном примере рассмотрим наиболее часто встречающийся многопроходный шов на тавровом соединении без разделки кромок, который широко применяется при сварке различных толстостенных металлоконструкций.
Швы Multi-pass на кранно-мостовых изделиях.Для тренировки сварки данного шва нам потребуются две пластины толщиной от 7 мм. Выставляем тавровое соединение (буквой Т). Сварку будем производить в нижнем положении. Настраиваем аппарат: на приведённом ниже примере я применял пластины толщиной 10 мм и выставлял значение для стальной проволоки 1.0 — ампераж 210 и подачу 12 м/с, сваривал в смеси аргон-углекислота. Первый шов сваривается под углом строго 45 градусов (не забываем проверить это катетомером).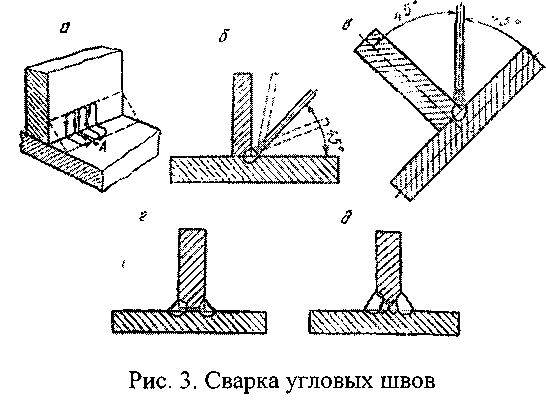 Очень важной особенностью является плоскость шва, т.е. шов должен быть без валика усиления — абсолютно плоским (на примере снизу я нарисовал валик усиления лишь для наглядности). Для того, чтобы сварить плоский шов нужен правильно подобранный сварочный ток и правильный угол ведения горелки — под прямым 90 или под углом чуть вперед. Движение либо равномерное, либо «чуть вперёд — чуть назад».
Очень важной особенностью является плоскость шва, т.е. шов должен быть без валика усиления — абсолютно плоским (на примере снизу я нарисовал валик усиления лишь для наглядности). Для того, чтобы сварить плоский шов нужен правильно подобранный сварочный ток и правильный угол ведения горелки — под прямым 90 или под углом чуть вперед. Движение либо равномерное, либо «чуть вперёд — чуть назад».
Второй шов свариваем чуть ниже первого, таким образом, чтобы закрыть его наполовину. Первый шов и все последующие желательно очистить от шлака и других загрязнений.
Как сварить шов с Большим катетомТретий шов свариваем сверху, полностью закрывая первый и слегка забегая на второй шов. Контролируем угол. Если все выполнено верно — мы получаем удовлетворительный многопроходный шов Multi-Pass c катетом 8 (в Европейский странах многопроходные швы свариваются от катета 8 в три прохода и выше). Все три шва были выполнены 6м катетом.
Все три шва были выполнены 6м катетом.
Для того, чтобы получить катет больше 8ми двигаемся по отработанной схеме — лесенка снизу-вверх. Не лишним будет очертить заранее границы нашего катета, чтобы не сварить лишнего или недостающего. Также для избегания проваленных участков на концах шва зачастую применяют выводные уголки. Их приваривают по обоим концам соединения. С них начинают и заканчивают сварку, после чего они срезаются болгаркой.
Как сварить шов с Большим катетомНиже приведём примеры удовлетворительных швов Multi-Pass:
Отличный многопроходной шов с катетом 53. Для его изготовления специалист сварил 93 шва. Многопроходный шов, сваренный для наглядности процесса.Спасибо, что дочитали до конца! Также предлагаем к прочтению:
- Вертикальный шов | «Снизу-вверх» или «Сверху-вниз»
- 10 железных правил сварки трубы
Не забываем оставлять комментарии и лайки, а так же подписываться на канал в Дзен и наш канал EURO WELDER Вконтакте.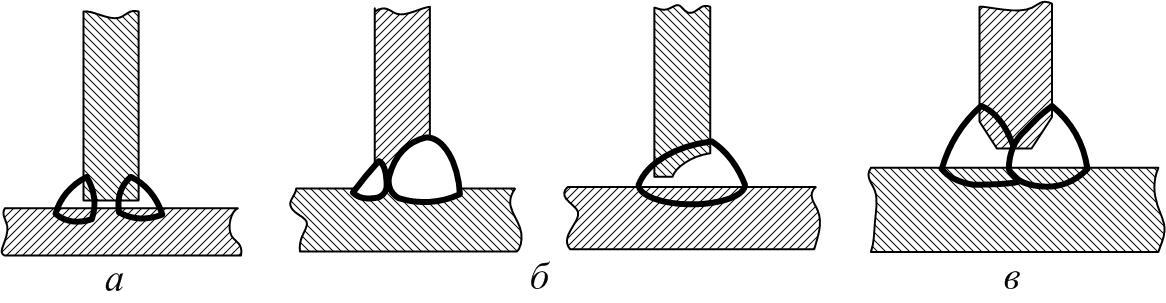
особенности соединений, преимущества и применение
Двутавровая балка представляет собой металлопрокат, который производится на основе различных видов стали. Двутавр сварной имеет сечение буквой «Н». Использование такой формы профиля обеспечивает более жесткое и прочное соединение балки квадратного сечения. Тавровое соединение обладает рядом преимуществ, которые делают применение двутавра универсальным для различного строительства.
Сфера применения
Сварка тавровых соединений рекомендуется в следующих областях:
- в качестве перекрытий при различном строительстве;
- в качестве опор при возведении подвесных путей;
- горнодобывающая отрасль применяет двутавр при армировании выработок и стволов шахт;
- в качестве несущих металлоконструкций при возведении мостов, колонных и инженерных сооружений;
- при изготовлении вагонов.
Сварной двутавр применяется и в других ответственных конструкциях, где особенно важно качество и надежности несущих элементов.
Особенности и преимущества
Тавровое соединение — это особый вид фасонного металлического проката, который имеет форму наклонного или горизонтального бруса.
К основным преимуществам использования таких сварных балок относится:
- Малый вес. Благодаря небольшому весу применение таких балок позволяет снизить вес конструкций и перекрытий. При этом сохраняются несущие способности конструкции.
- Простота монтажа и транспортировки изделий.
- Разные способы соединения. Для соединения используются болта, заклепки, а также сварка двутавровых балок между собой.
- Разнообразие конструкций. Возможность заказать как стандартные конструкция, так и изделия по индивидуальному проекту в зависимости от сферы применения и требуемых размеров. Могут изготавливаться и с ассиметричным сечением.
- Стойкость к биологическим воздействиям. Обеспечивает надежность и долговечность конструкции вне зависимости от условий эксплуатации.
- Позволяет использовать такие балки для различных конструкций, включая и быстровозводимые здания.

- Стойкость к температурным изменениям. Такие балки хорошо переносят перепады температур и не теряют несущую способность при нагревании.

Таким образом, сварное соединение тавровое является оптимальным решением в том случае, если требуется покрыть большие пролеты со значительными нагрузками. Сварной двутавр обладает небольшим весом, поэтому может применяться не только для промышленных сооружений, но и жилом строительстве.
Преимущества производства двутавра сварным способом
Изготовление сварных двутавровых балок позволяет получить надежным и прочным конструкции. Такие балки могут производиться горячекатаным методом и с помощью сварки. Сварка отличается рядом значительных преимуществ по сравнению с горячекатаным методом.
Основным преимуществом является возможность снизить вес почти на 30%. При этом показатель прочности, надежности и долговечности находится даже на более высоком уровне. Это связано с тем, что сварка двутавра позволяет выполнить балки значительных габаритов.
К тому же сварка позволяет изготовить балки, которая имеет разную ширину по всей длине. Балки с переменным сечением отличается высоким показателем экономичности по сравнению с конструкциями с постоянным профилем. В тех местах, где на балку будет воздействовать значительная нагрузка, можно сделать большую толщину. В остальных местах толщина может быть меньшей, что дает возможность не только снизить стоимость изготовления сварных конструкций, но и их вес.
Сварка двутавровых балок между собой встык выполняется на основе различных сортов стали. К примеру, вся балка может состоять из обычной стали, а для наиболее уязвимых ее участков может использоваться сталь высокой прочности, а для наименее уязвимых — низкоуглеродистая сталь. Это позволяет значительно снизить стоимость балки, но при этом не влияет на ее эксплуатационные качества и срок службы.
Особенности расчета стального двутавра
Тавровая сварка требует профессионального расчета. Это позволяет снизить трудовые и финансовые затраты, обеспечивать высокий показатель надежности и безопасности конструкции. Заказать расчет тавровой сварки можно в специализированной строительной компании. Простые предварительные расчеты можно выполнить и самостоятельно. Однако если балки будут использоваться в строительстве жилых или промышленных сооружений, рекомендуется профессиональный расчет любых несущих конструкций.
Заказать расчет тавровой сварки можно в специализированной строительной компании. Простые предварительные расчеты можно выполнить и самостоятельно. Однако если балки будут использоваться в строительстве жилых или промышленных сооружений, рекомендуется профессиональный расчет любых несущих конструкций.
Для расчета профиля для несущих конструкций необходимо учитывать такие показатели:
- нормативная и расчетная нагрузка;
- количество используемых двутавров, которые соединяются в одной балке;
- расчетное сопротивление, которое напрямую зависит от используемой марки стали.
Таким образом, самостоятельно провести расчет довольно сложно. Основные параметры, такие как расчетное сопротивление или расчетная нагрузка определяются согласно табличным данным.
Как правильно варить балки
Чтобы получить балки высокого качества, необходимо знать, как варить тавровое соединение при строительстве дома или другого сооружения. Для изготовления сварных балок потребуется использование легированного стального листа, который и станет основой. Самостоятельно использовать горячекатаный метод соединения балок невозможно, поэтому сварка является оптимальным решением. Для выполнения качественных соединений и обеспечения надежности несущих конструкций сварку должен выполнять только опытный мастер.
Для изготовления сварных балок потребуется использование легированного стального листа, который и станет основой. Самостоятельно использовать горячекатаный метод соединения балок невозможно, поэтому сварка является оптимальным решением. Для выполнения качественных соединений и обеспечения надежности несущих конструкций сварку должен выполнять только опытный мастер.
После подготовки отдельных элементов проводится сборка конструкции методом сварки. Для начала устанавливается вертикальная стена, после чего присоединяются ребра жесткости, а вся конструкция придавливается хомутами. После окончания сварных работ и проверки качества швов выполняется обработка конструкций специальным покрытием, которое поможет защитить их от воздействия агрессивной среды.
Если в процессе сварки двутавра были допущены ошибки, велика вероятность деформации балки. Из-за этого могут возникнуть проблему с ее монтажом. При соединении шов не должен работать на растяжение. Поэтому прежде чем приваривать к ней следующую деталь, рекомендуется немного отогнуть шов назад, чтобы обеспечить ровную поверхность балки.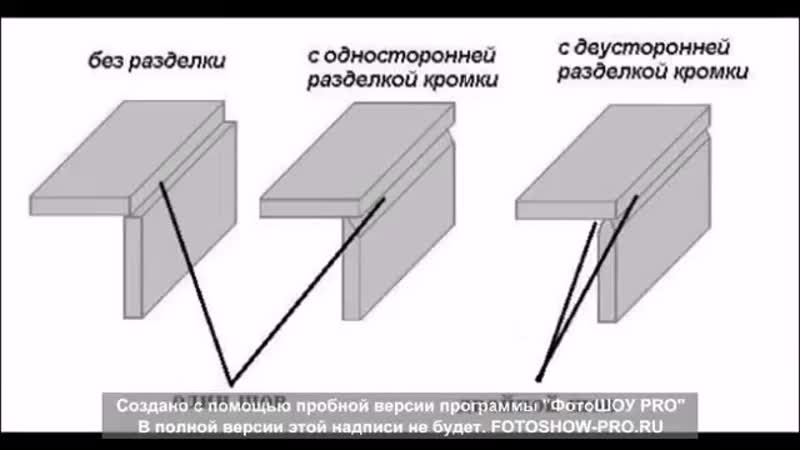 В заводских условиях для предотвращения деформации балки проходят специальную обработку.
В заводских условиях для предотвращения деформации балки проходят специальную обработку.
Для производства двутавров может применяться не сплошные заготовки, а листы металла. Это дает возможность применять сталь различной марки. Сварной метод позволяет изготавливать балки с перфорацией, усилением или тонкостенными участками. Использование сварной технологии гарантирует минимизацию веса конструкции, а также обеспечивает ее оптимальную надежность и безопасность.
Интересное видео
Как варить шов: вертикальный, горизонтальный, потолочный
Сварочные стыки в виде буквы «Т», именуемые «тавровые соединения», присутствуют во всех нагружаемых конструкциях. Они представляют собой угловые швы с перпендикулярным расположением заготовок. При небольшой площади соединение должно удерживать расчетную нагрузку. К тавровым соединениям, работающим на кручение, излом, отношение особое — швы проверяют на внутренние дефекты.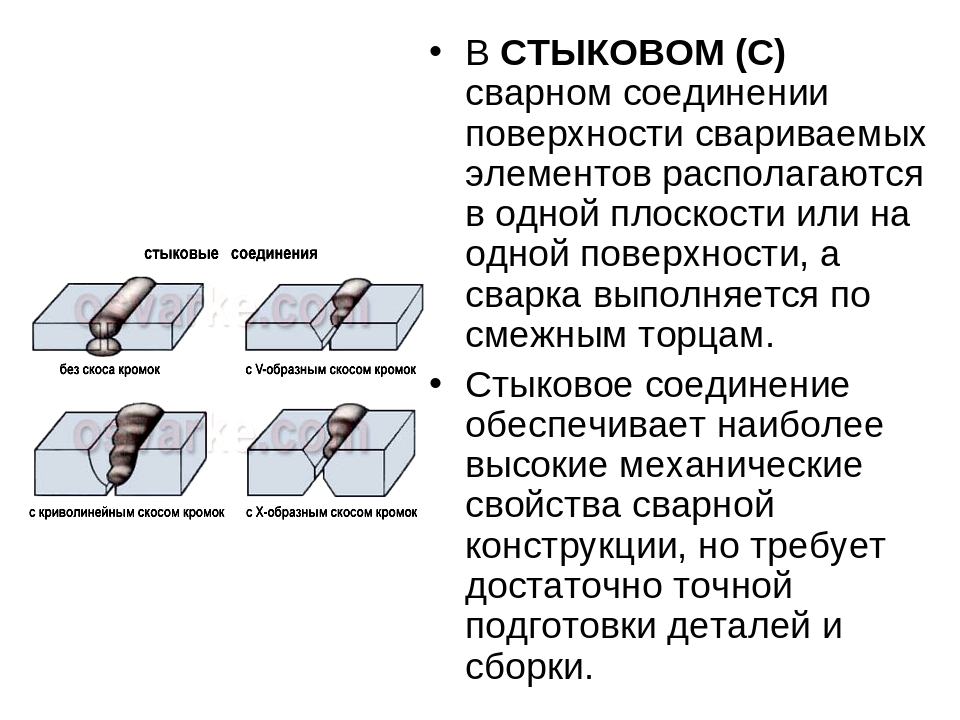 Избежать их помогает соблюдение технологии. Вид шва указывается на чертеже.
Избежать их помогает соблюдение технологии. Вид шва указывается на чертеже.
Область применения
Монтаж трубопроводов, создание каркасных конструкций, перекрытий, ограждений предполагает расположение деталей под прямым углом. Перпендикулярно сваркой обычно крепят укрепляющие элементы: балки, швеллеры, профильный прокат. Детали под углом 90° соединяют тавровой сваркой. Начинающие сварщики в бытовых условиях таких стыков стараются избегать из-за сложности фиксации деталей в заданном положении.
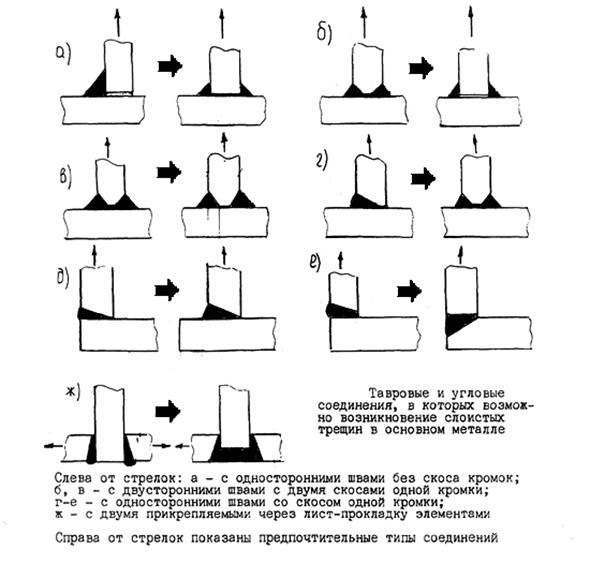
На производстве и в строительстве тавровые соединения применяют часто. Все виды соединений регламентированы ГОСТами для различных типов сварки. Они бывают односторонние и двухсторонние, с разделкой кромок и без нее. Все зависит от предполагаемой нагрузки, сплава, толщины свариваемых деталей.
Виды тавровых сварных соединений
Специфика процесса
В основу стыковой сварки заложено токовое тепловое воздействие, сопровождающееся прилагаемым к месту соединения усилием сжатия. Различия в реализуемых на практике методах такого соединения состоят в следующем.
Различия в реализуемых на практике методах такого соединения состоят в следующем.
В том случае, когда нагрев стыка осуществляется до момента приобретения им пластичного состояния (до сжатия) – такую методику называют сваркой сопротивлением.
Если же в процессе работ производится одно разогревание стыка (без сжатия), то такой вариант сплавления классифицируется как сварка оплавлением. Каждая из этих методик имеет как преимущества, так и недостатки и реализуется посредством соответствующего оборудования.
Качество выполненных по стыковым технологиям работ в значительной степени зависит от тщательности подготовки контактирующих элементов.
Перед сваркой с них должны быть удалены все имеющиеся загрязнения и неровности. К перечню подготовительных мероприятий следует отнести и оборудование рабочего места специальной оснасткой, используемой для фиксации заготовок во время сварки.
 youtube.com/embed/6543sIS8gB8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/6543sIS8gB8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Преимущества и недостатки
В отличие от других способов сварки, тавровые соединения обладают следующими достоинствами:
- они формируют надежное соединение в труднодоступных местах;
- для них не нужно использовать укрепляющие накладки;
- применяются для сварки заготовок различной толщины;
- выдерживают большую нагрузку.
Недостатки:
- для соблюдения перпендикулярности детали нужно скреплять перед сваркой;
- односторонние швы ненадежны;
- при сварке тонкостенных деталей велика вероятность термодеформации;
- высок риск внутренних дефектов (непроваров, несплошностей, кратеров).
 youtube.com/embed/JoDKlV3-Vj4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/JoDKlV3-Vj4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Особенности сварочной дуги постоянного и переменного тока
С помощью источников постоянного тока можно вести сварку при прямой или обратной полярности. Дуга прямой полярности (электрод — «минус», объект сварки — «плюс») обеспечивает более глубокое проплавленне основного металла; при дуге обратной полярности повышается скорость плавления электрода.
В табл. IX.1 приведены данные о некоторых технологических особенностях сварочной дуги постоянного и переменного тока.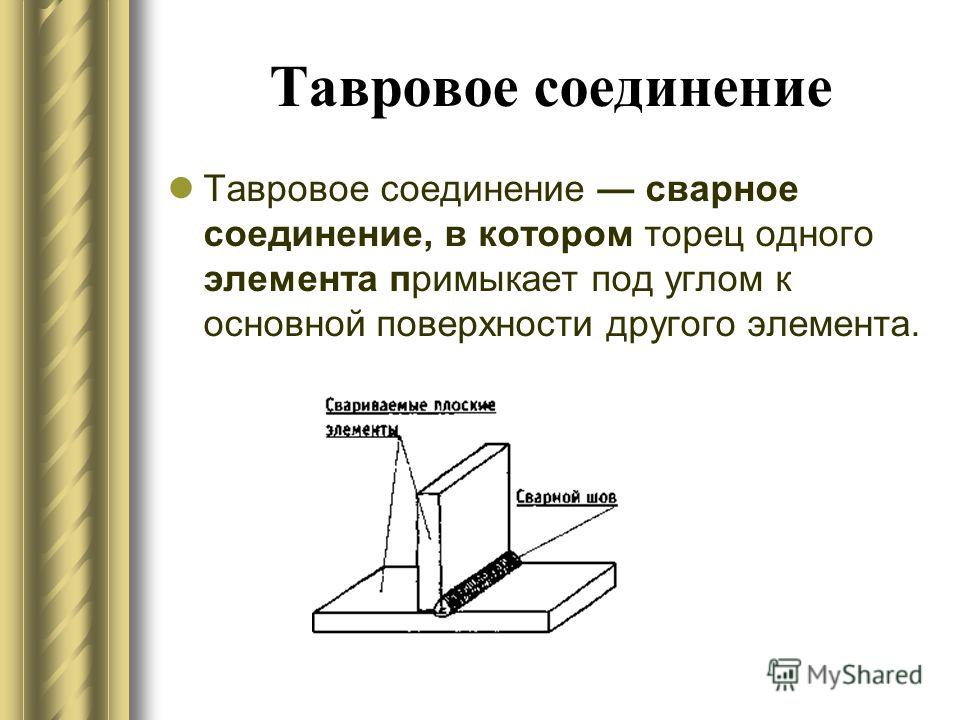
IX.1. Технологические особенности сварочной дуги постоянного и переменного тока
Возникающее при постоянном токе «магнитное дутье» (при токе более 200 A) может вызвать сильное отклонение и блуждание сварочной дуги, вследствие чего увеличивается разбрызгивание, ухудшается качество шва и снижается производительность.
Большинство современных электродов общего назначения пригодно для сварки на любой полярности тока, вместе с тем имеется ряд марок электродов, предназначенных для сварки на какой-либо одной полярности.
Электроды, используемые при сварке на переменном токе, обеспечивают вполне устойчивое горение дуги.
Техника и особенности сварки таврового соединения
Выполняя угловые соединения, контролируют размер шовного катета, внешний вид валика – его делают максимально плоским. Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
- зачистку металла в рабочей зоне;
- укладку заготовок под нужным углом с сохранением необходимого размера зазора;
- фиксацию элементов зажимами или прихватками.

Сварка труб
При РДС заглушек, фланцев, запорной арматуры в трубопроводы руководствуются требованиями ГОСТ 16037-80. Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Когда производится врезка, торец патрубка подгоняют под трубу так, чтобы он плотно прилегал к поверхности без образования больших зазоров. Трубы небольшого диаметра «доводят» болгаркой. При раскрое больших заготовок под сварку используют трафареты развертки или стандартные шаблоны.
Когда есть вращательные столы, применяют технологию сварки в поворотном положении. Шов формируется быстрее, получается ровным. Проваривать неповоротные швы сложнее, валик формируется по кривым линиям. В этом случае сварку проводят в несколько приемов, участками. Второй начинают на получившемся валике, внахлест, чтобы тавровое соединение получилось герметичным.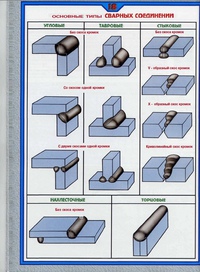 В зависимости от толщины стенки, варят трубу в одни проход или несколько. Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
В зависимости от толщины стенки, варят трубу в одни проход или несколько. Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Технология стыковой сварки
Контактная стыковая сварка арматуры и стыковая сварка полиэтиленовых труб (в общем, к какому бы конкретно изделию подобная метода не применялась) работает всего по одной и той же технологии.
О том, как в технологическом плане происходит сварка стыковых соединений – далее.
Cтыковая сварка арматуры, труб пнд и прочих материалов является, по сути, разновидностью контактной сварки, то есть в основу технологии здесь заложено тепловое воздействие тока (закон Джоуля-Ленца), а также усилие сжатия, которое прикладывается к свариваемым деталям.
ВАЖНО ЗНАТЬ: Технология сварки полуавтоматом своими руками
Если сварка производится с нагревом стыка до пластического состояния, то она называется сваркой сопротивлением, а если до оплавления – оплавлением.
Сварка сопротивлением выполняется так: детали, которые закреплены в зажимах сварочной машины, плотно прижимаются к друг другу теми поверхностями, которые нужно присоединить.
Затем, между ними пропускается электроток. Когда поверхности приобретут пластичность, будет произведено сжатие (осадка) и одновременно отключен ток.
Видео:
Дефекты стыковой сварки сопротивлением возможны в том случае, если контактирующие элементы отдельных деталей не будут, как следует подготовлены. Так, в данном случае необходимо удаление всех оксилов, неровностей, загрязнений.
Все это может провоцировать неравномерный нагрев и, следовательно, дефект.
Стыковая сварка труб пнд и других элементов должна производиться с учетом того, что чем больше сечение у свариваемых поверхностей, тем ниже качество полученного соединения.
Это можно объяснить образованием в стыке окислов. Кстати, этим же легко объясняются некоторые ограничения на применение сварки сопротивлением для соединения деталей, площадь сечения которых превышает 200 квадратных миллиметров.
Учитывая все, о чем шла речь выше, вовсе не удивительно, что подобная сварка обычно используется при необходимости соединить стержни, проволоку, трубы из низкоуглеродистой стали (небольшие сечения).

Кроме того, сварка сопротивлением неплохой результат показывает и для металлов, которые отличаются хорошей свертываемостью в пластичном состоянии.
Имеются в виду медные и алюминиевые сплавы, конструкционные стали (низколегированные, малоуглеродистые).
Сварка оплавлением
Контактная стыковая сварка оплавлением, по своей технологии от сварки сопротивлением отличается тем, что напряжение на обмотках трансформатора подается ровно до момента контактирования свариваемых между собой концов.
В процессе сближения деталей контактировать начинают отдельные микронеровности на торце.
Причем количество последних на порядок меньше, чем в том случае, когда детали предварительно сдавили. В итоге, выступы сминаются, а площадь контактирования вырастает.
При первом контакте возникает ток, который приходится на несколько микровыступов. Причем плотность тока в контакте отдельных выступов так высока, что металл греется за тысячные доли одной секунды, а потом и вовсе – закипает.
ВАЖНО ЗНАТЬ: Технология газовой сварки металлов и труб
При этом жидкие перемычки контактов нарушаются микровзрывами.
Контактировать начинают все новые и новые микровыступы и, в итоге, в зоне выступов возникают пары металлов, а вернее повышенное давление таких паров, которое защищает нагретую зону сварки от воздействия атмосферы.
Схема стыковой сварки оплавлением
Когда торцы детали переходят в такое состояние, когда на их поверхностях появляется слой жидкого металла, к ним прикладывается определенное усилие.
В итоге, жидкий слой выдавливается в град и, затем, формируется действительно прочное сварное соединение.
Полученное соединение, кстати, будет отличаться минимальным количеством дефектов в виду того, что все окисные пленки и продукты разложения также оказываются выдавленными в град.
Стыковая сварка оплавлением дает более качественное соединение из-за того, что металл на поверхности торцов, который, например, может быть загрязнен, удаляется в процессе оплавления.
Так, части пластичного металла, а также жидкий слой выдавливается в процессе сварки в град, а это значит, что сварной контакт образуют «молодые», чистые поверхности.
Преимущество этого способа заключается также и в том, что здесь отсутствует необходимость обрабатывать, особым образом готовить к сварке торцы, как этого требует сварка соединением.
Кроме того, в процессе сварки деталей с различным сечением можно сделать особый скос. Таким образом, площадь изначального контакта уменьшится, а процесс оплавления будет более эффективным – по мере нагрева детали примут нормальную форму.
Видео:
Отдельно стоит отметить стыковую сварку оплавлением с предварительным подогревом или же, как ее еще называют, сварку прерывистым оплавлением. Этот способ используется в том случае, когда нужно соединить между собой крупногабаритные детали – трубы, рельсы и т.д.
На начальной стадии для облегчения всего процесса используют специальный прием. Он заключается в том, что сначала детали медленно сводят до того, пока между ними не возникнет контакт, и не образуются пары металла, жидкость.

Потом детали разводят, а то тепло, которое выделяется в зоне сплавления, распространяется на иные части детали, подогревая их.
Следующий этап предусматривает опять же создание контакта между торцами, но здесь это уже происходит до тех пор, пока они не нагреются. Весь последующий процесс проходит стабильно, без перерывов.
ВАЖНО ЗНАТЬ: Напряжения и деформации в сварочных соединениях
Сварка сопротивлением
Контактная стыковая сварка сопротивлением характеризуется тем, что при ее выполнении детали изначально прижимаются губками к электродам.
Это необходимо для того, чтобы обеспечить достойный электроконтракт, а также исключить вероятность проскальзывания деталей между электродами.
Потом происходит сжимание с усилием, включают сварочный ток, который нагревает детали. Следующий этап – прикладывание осадок, уменьшение наплава, а затем вновь максимальный нагрев, в процессе которого на детали воздействуют осадки.
В тот самый момент, когда деформируемое сопротивление является самым малым, прикладывают усилие осадки и включается ток.
При всем при этом металлы, будучи нагретыми до высочайшей пластичности, выдавливаются от центра стыка к перифериям. Вместе с металлом к перифериям также выдавливается и град, остатки окисных пленок.
Этот способ сварки подходит для соединения деталей с небольшим сечением (максимум – 40 миллиметров). При этом само соединение формируется в твердой фазе в стыке без расплавления металла.
Схема сварки сопротивлением
Главная особенность всего способа заключается в том, что пластичный, разогретый до очень высокой температуры металл выдавливается в град, то есть в контакт вступают разогретые частички детали.
Недостатком этого способа является необходимость действительно тщательно готовить торцы под сварку. Кроме того, при соединении деталей с большим сечением, необходимо использование действительно огромных мощностей.
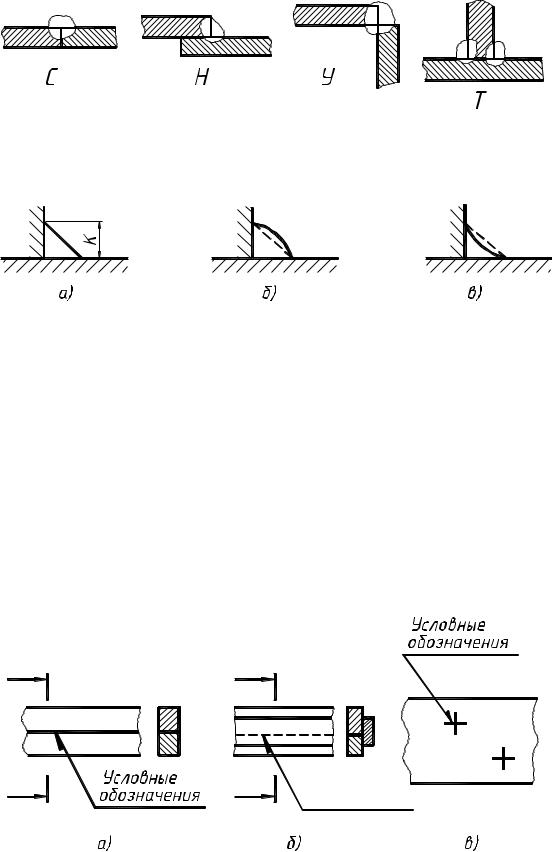
Обозначение на чертеже
По стандартам для всех видов сварки на чертежах тавровое соединение обозначается буквой Т, далее идет классификационный номер шва, предполагающий тип его создания. Для наглядности все условные обозначения сведены в таблице.
Для наглядности все условные обозначения сведены в таблице.
| Обозначение углового шва | Вид углового шва | Скосы кромок |
| Толщина свариваемых деталей от 2 до 40 мм | ||
| Т1 | Односторонний простой. | — |
| Толщина свариваемых деталей от 15 до 100 мм | ||
| Т2 | Односторонний прерывистый. | — |
| Т3 | Двухсторонний. | — |
| Т4 | Двухсторонний с шахматным расположением. | — |
| Толщина свариваемых деталей от 30 до 120 мм | ||
| Т5 | Двухсторонний прерывистый. | — |
| Толщина свариваемых деталей от 3 до 60 мм | ||
| Т6 | Односторонний; | скошена со стороны шва. |
| Т7 | Двухсторонний; | скошена с одной стороны. |
| Толщина свариваемых деталей от 8 до 100 мм | ||
| Т8 | Двухсторонний; | криволинейно скошена с одной стороны на 2/3 толщины детали. |
| Т9 | Двухсторонний; | симметричные с 2 сторон. |
| Толщина свариваемых деталей от 12 до 100 мм | ||
| Т10 | Двухсторонний; | симметричные с 2 сторон. |
| Т11 | Двухсторонний; | симметричные с 2 сторон криволинейно скошенные. |
Криволинейные скосы с неровной поверхностью обеспечивают формирование сложного шовного валика таврового стыка. При шахматной укладке величина второго зазора больше, чем первого. При двухсторонней разделке кромок образуется прочное тавровое соединение, работающее на излом.
Виды тавровых швов, указанные в таблице, применяются при монтаже различных сварных конструкций. Существует система дополнительных знаков, обозначающих дополнительную обработку швов, размер катета, длину провариваемого участка. Эта информация указывается на выносных стрелках.
Сварка угловых и тавровых соединений в среде углекислого газа
«Сварка угловых и тавровых соединений в среде углекислого газа», автор «Лучший рационализатор профессионально-технического образования СССР» с 1982 года, академик Международной академии социальных технологий с 2012 года, активист клуба ветеранов ВОВ «Победитель» в г.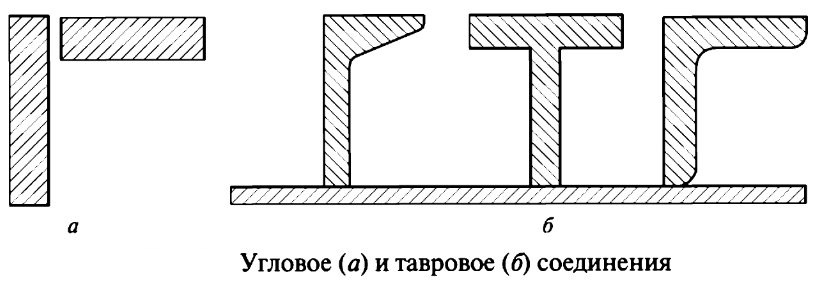 Беэр-Шева Яковлев Валерий Павлович (к рубрике «Прогрессивной сварке-широкую дорогу», тема пятая), ведёт академик МАС В.П.Яковлев)
Беэр-Шева Яковлев Валерий Павлович (к рубрике «Прогрессивной сварке-широкую дорогу», тема пятая), ведёт академик МАС В.П.Яковлев)
Итак, продолжаем начатую в декабре 2012 года на сайте: WWW.pan-i.ru рубрику «Прогрессивной сварке — широкую дорогу». Первые три статьи уже были опубликованы по сварке в углекислом газе 21.12.12 (23:11), 23.12.12 (01:52) и 24.12.12 (11:12) под названиями :
— «Сварка в среде углекислого газа», 21.12.2012 г.
— «Сварка в среде углекислого газа (продолжение)», 23.12.2012 г.
— «Пульт управления полуавтомата для сварки в среде углекислого газа», 24.12.2012 г.
Четвёртая статья была уже размещена на сайте ИОВ МАС: WWW. iovrao. spb.su/ ioomla-license/543-2.html от 20.01.2013 г. (18:09) под названием:
— «Технология сварки в среде углекислого газа СО2».
Пятая статья по сварке в среде углекислого газа СО
При изготовлении корпусов «улиток» к циклонам и корпусам различных задвижек, при креплении спиралей к внутренним цилиндрам циклонов очень часто приходится производить соединение угловыми швами, техника выполнения которых в среде углекислого газа значительно проще, чем при ручной дуговой или автогенной сварке.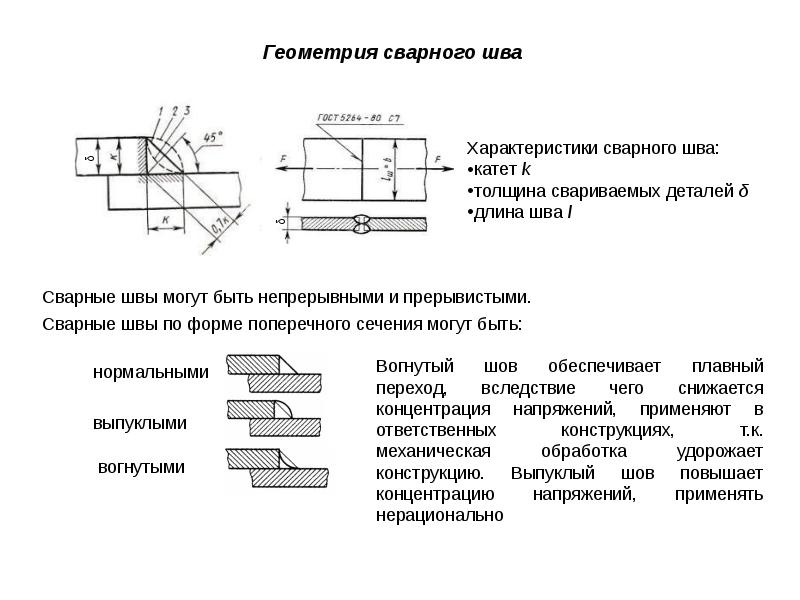
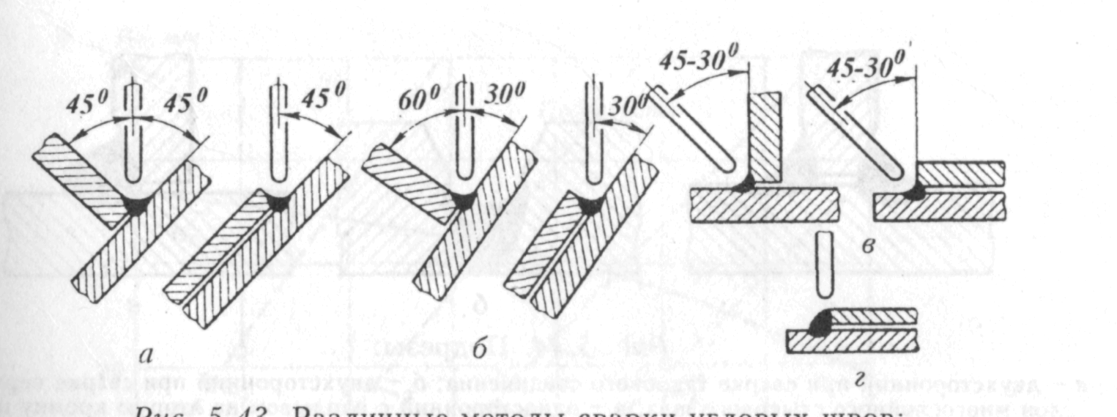
Однако при угловых соединениях как в притык, так и с отбортовкой кромок сварку вести труднее из-за довольно сложного формирования шва на вершинах углов. Поэтому соединяемые кромки лучше располагать в вертикальном положении, а электрод перемешать сверху вниз. При некотором навыке можно получить шов хорошего качества, без наплывов.
Влага, содержащаяся в углекислоте, оказывает вредное влияние на качество швов. Углекислый газ, применяемый для сварки должен отвечать требованиям ГОСТ8650-56 на жидкую углекислоту с некоторыми ограничениями. Сейчас разрабатывается новый ГОСТ на углекислый газ для целей сварки.
При выпуске газа из баллона, в связи с его расширением, осуществляется дросселирование и поглощение теплоты, в результате этого происходит резкое понижение температуры углекислоты, а влага, содержащаяся в ней, замерзает. Замёрзшая влага отлагается в редукторе и забивает проходы, приводит к закупорке редуктора, затрудняя, и затем полностью прекращая выход газа. Поэтому при сварке для предотвращения замерзания между баллоном и редуктором устанавливается электрический подогреватель 9 (см. рис. 9-10).
Поэтому при сварке для предотвращения замерзания между баллоном и редуктором устанавливается электрический подогреватель 9 (см. рис. 9-10).
Для сварки и наплавки в углекислом газе используют аппараты: А-547-Р, А-547-У, А-929, ПДПГ-300, А-577-У. Некоторые сварщики ведут угловой шов, наклоняя горелку на 30-45
Тавровое соединения варить значительно легче угловых с наружными швами, так как при их выполнении обеспечивается хорошее формирование шва и надёжная защита сварочной ванны углекислым газом. Сварка обычно ведётся при наклоне электрода к полке под углом в 45о, причём его надо немного смещать на вертикальную стенку, а не направлять точно в угол (см. рис. 14).
Возникают затруднения при сварке тавровых соединений металла малых толщин при использовании быстроизнашивающегося сопла 2 держателя, изготавливаемого из латунной трубки довольно большого диаметра (см.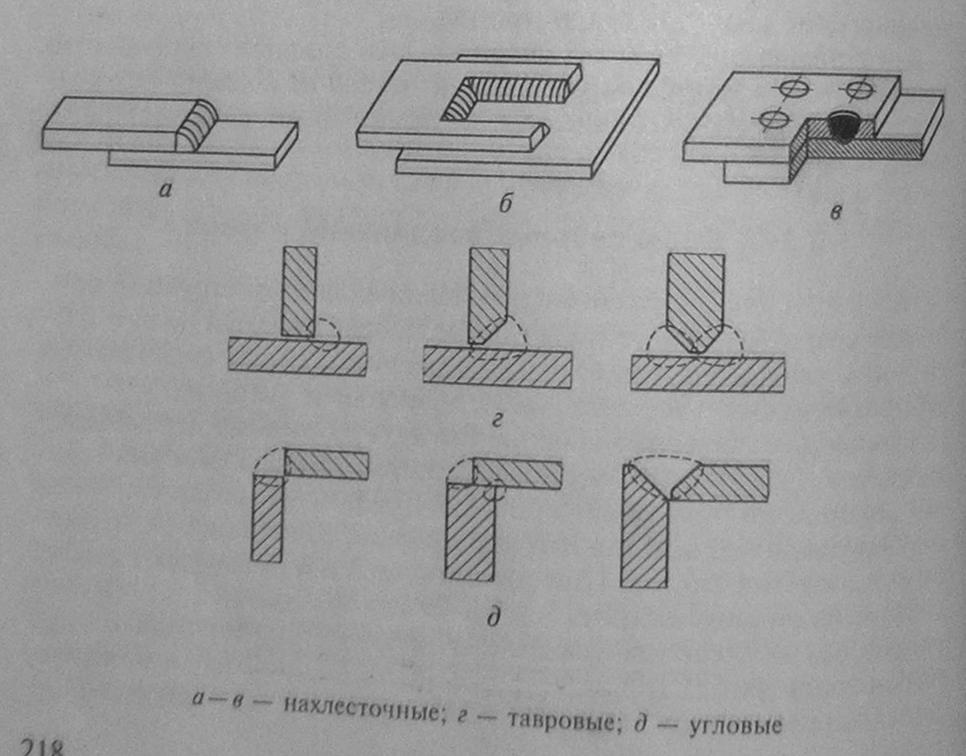 рис. 27). Именно из-за касания сопла при сварке в тавр свариваемых листов, расположенных под углом 90о, возникает несоответствие параметров сварки (вылет электродной проволоки, длина дуги, геометрические размеры шва, его качество). Выход, конечно, есть, необходимо изменить размеры латунного сопла 2 в сторону уменьшения в зоне выхода углекислого газа из горелки.
рис. 27). Именно из-за касания сопла при сварке в тавр свариваемых листов, расположенных под углом 90о, возникает несоответствие параметров сварки (вылет электродной проволоки, длина дуги, геометрические размеры шва, его качество). Выход, конечно, есть, необходимо изменить размеры латунного сопла 2 в сторону уменьшения в зоне выхода углекислого газа из горелки.
Предложения по улучшению работы установок для сварки в среде углекислого газа
(автор Валерий Павлович Яковлев)
Ввиду того, что на штуцер баллона с углекислотой 10 (см. рис.10) крепятся: подогреватель газа 9, осушитель 8, понижающий кислородный редуктор 7 с дроссельной шайбой, переходной штуцер ацетиленового манометра 6 и ацетиленовый манометр на 6 атм, прерыватель газа конструкции братьев Яковлевых Валерия и Виктора (на схеме рис.10 он не обозначен), то создаётся значительный вес, вызывающий большой изгибающий момент относительно штуцера баллона с углекислотой. Натягивание (подёргивание) при сварке шлангом 4 механизма подачи проволоки 2 и держателем с кнопкой включения 3 также приводят к увеличению изгибающего момента таких позиций, как 9, 8, 7, 6 и т.д., относительно места их крепления к баллону с углекислотой 10 в месте крепления бокового конического запорного штуцера вентиля баллона с углекислотой (см. рис.10).
Натягивание (подёргивание) при сварке шлангом 4 механизма подачи проволоки 2 и держателем с кнопкой включения 3 также приводят к увеличению изгибающего момента таких позиций, как 9, 8, 7, 6 и т.д., относительно места их крепления к баллону с углекислотой 10 в месте крепления бокового конического запорного штуцера вентиля баллона с углекислотой (см. рис.10).
Молодым изобретателям и рационализаторам, конструкторам, создателям новой сварочной прогрессивной техники желательно решить следующие вопросы:
-
Заменить набор приспособлений и устройств, смонтированных на штуцере баллона с углекислотой вплоть до шланга полуавтомата на единое усовершенствованное устройство, выполняющее те же функции. Оно может быть заключено в передвижной стенд – установку конструкции мастера экспериментального участка завода «Спецэлеватормельмаш» В.Минакова, к нему от штуцера баллона можно подвести упрочнённый резиновый шланг для подачи углекислого газа. К штуцеру баллона и усовершенствованному устройству этот шланг прикрепить с использованием накидных гаек.
- При создании усовершенствованного устройства желательно использовать подогреватели с теплообменом по вязкому подслою ПУЗ-70-50 и ПУЗ-70-30 производства ООО НПП «ВРТ»-Научно-производственного предприятия «Вибро-резонансные технологии (197022, г. Санкт-Петербург, ул. проф. Попова, д. 38). Они наиболее полно удовлетворяют основным технологическим и потребительским требованиям, в сравнении с подогревателями других производителей, обеспечивают более производительную и более качественную сварку на полуавтоматах в среде углекислого газа.
- Установить опорный кронштейн для поддержки всего набора приспособлений или единого устройства с целью исключения нежелательных последствий облома (механического повреждения) штуцера, его резьбы, разгерметизации от чрезмерного изгибающего момента от веса набора приспособлений.
-
Изменить конструкцию сопла, позволяющему более качественно формировать газовый поток и доступ с свариваемым деталям в труднодоступных местах.
 К штуцеру баллона и усовершенствованному устройству этот шланг прикрепить с использованием накидных гаек.
К штуцеру баллона и усовершенствованному устройству этот шланг прикрепить с использованием накидных гаек.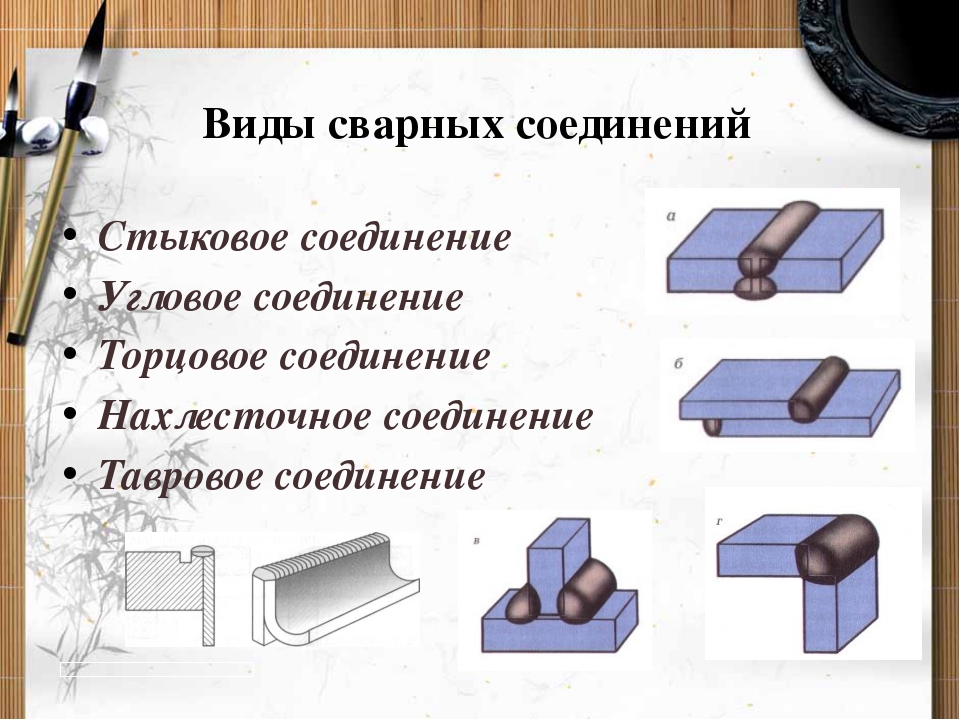
Материалы по рубрике «Прогрессивной сварке — широкую дорогу» применимы не только в промышленности, строительстве, сельскохозяйственном машиностроении, но и на предприятиях оборонной отрасли, где производится сварка металлоконструкций из тонколистовой стали.
Рубрика «Прогрессивной сварке — широкую дорогу» продолжается!
06.09.2013 г., г. Беер-Шева, автор Валерий Яковлев, академик МАС.
Компьютерная вёрстка: В.Яковлев, др. Авнер Бен-Яир.
Сканирование схем: Олег Пивень.
Отзыв на статью: др. Авнер Бен-Яир.
Имбирный повар
- Как это работает
- Войти
- Отследить свой заказ
- Создать и продать
Ginger Cook
 mw966yvbg2.3.0.1.1.0.0.0″>
mw966yvbg2.3.0.1.1.0.0.0″>Ginger Cook
Веб-сайтПодробнее
- Отследить мой заказ
- Доставка
- Политика возврата
- Свяжитесь с нами
- О нас
Английский (США)
Немецкий Английский (США) Английский (Великобритания) ИспанскийcomПолитика конфиденциальностиУсловия использованияБезопасностьВыполнение обязательств Не продавать мою информацию. | Права на конфиденциальность CA
| Права на конфиденциальность CACooking With the Heroes — TeeFury
Тройники Толстовки Танки Маски для лица Полотенца Булавки Одеяла Леггинсы Кружки Плакаты Холст Наклейки
Базовые тройники
100% хлопок кольцевого прядения.Легкий классический крой. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы футболки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Тройники Премиум
Сверхмягкая смесь из трех смесей: 50% полиэстер, 25% хлопок кольцевого прядения, 25% вискоза. Слегка зауженный спортивный крой.Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы футболки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Слегка зауженный спортивный крой.Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы футболки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Тяжелые тройники
100% хлопок, тяжелее нашей базовой мужской футболки. Классический крой. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы футболки.Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Футболки с длинным рукавом
100% хлопок. Классический крой с манжетами в рубчик. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы футболки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Классический крой с манжетами в рубчик. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы футболки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Базовые тройники
100% хлопок кольцевого прядения. Классический крой. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы футболки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Тройники на резинке
100% хлопок кольцевого прядения.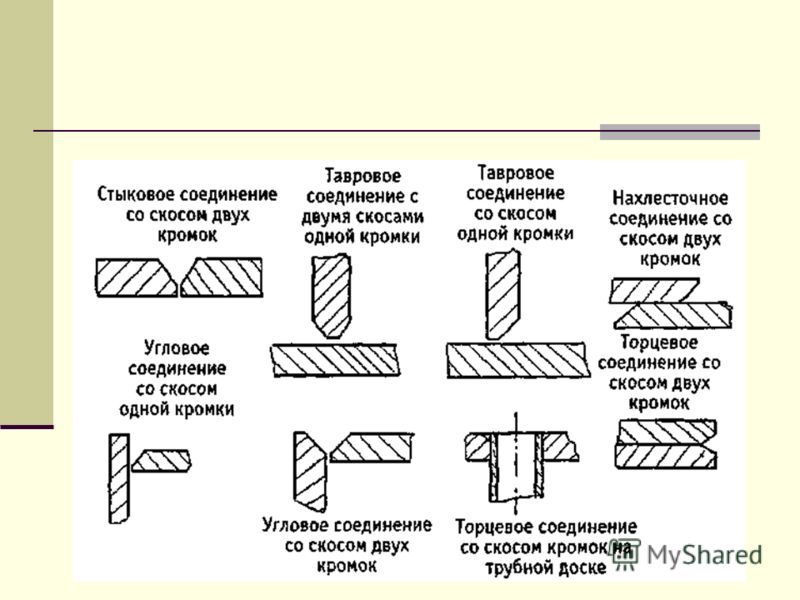 Приталенный силуэт с боковым швом. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы футболки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Приталенный силуэт с боковым швом. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы футболки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Тройники на резинке
100% хлопок, классический крой.Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы футболки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Потяните за
50% хлопок, 50% полиэстер. Классический крой с карманом спереди. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы толстовки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Классический крой с карманом спереди. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы толстовки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Crewneck
50% хлопок, 50% полиэстер. Классический крой. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы толстовки.Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Застежка-молния
50% хлопок, 50% полиэстер. Классический крой. Металлические карманы на молнии и карманы. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы толстовки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Классический крой. Металлические карманы на молнии и карманы. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы толстовки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Круглый вырез
50% хлопок, 50% полиэстер. Классический крой. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы толстовки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Пуловер
50% хлопок, 50% полиэстер.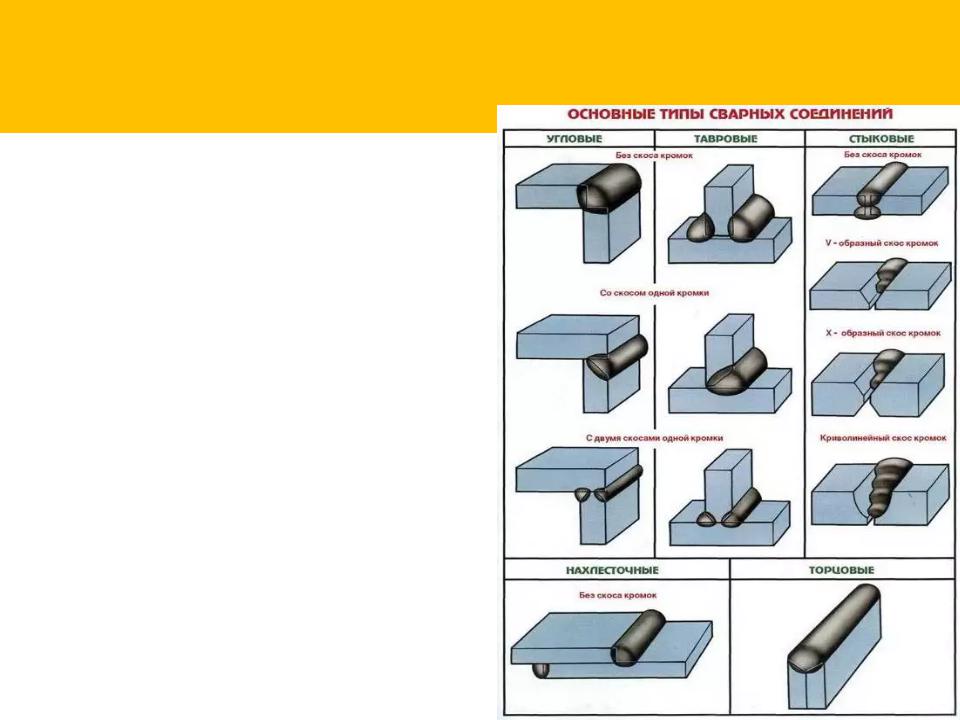 Классический крой с карманом спереди и капюшоном с двойной подкладкой. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы толстовки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Классический крой с карманом спереди и капюшоном с двойной подкладкой. Постирать наизнанку в холодной воде и высушить или сушить в стиральной машине на слабом огне, чтобы максимально продлить срок службы толстовки. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Базовый бак
100% хлопок кольцевого прядения. Классический крой. Вымойте наизнанку в холодной воде и высушите или сушите в стиральной машине на слабом огне, чтобы продлить срок службы аквариума. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Базовые маски
100% хлопок. Немедицинский класс. Трехслойный, без кармана для вставки фильтра. Один размер подходит больше всего. Стирать вручную в теплой воде и сушить. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Немедицинский класс. Трехслойный, без кармана для вставки фильтра. Один размер подходит больше всего. Стирать вручную в теплой воде и сушить. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Базовый
Лицо из полиэстера с внутренней стороны из мягкого хлопка. Стирать в теплой воде и сушить в стиральной машине.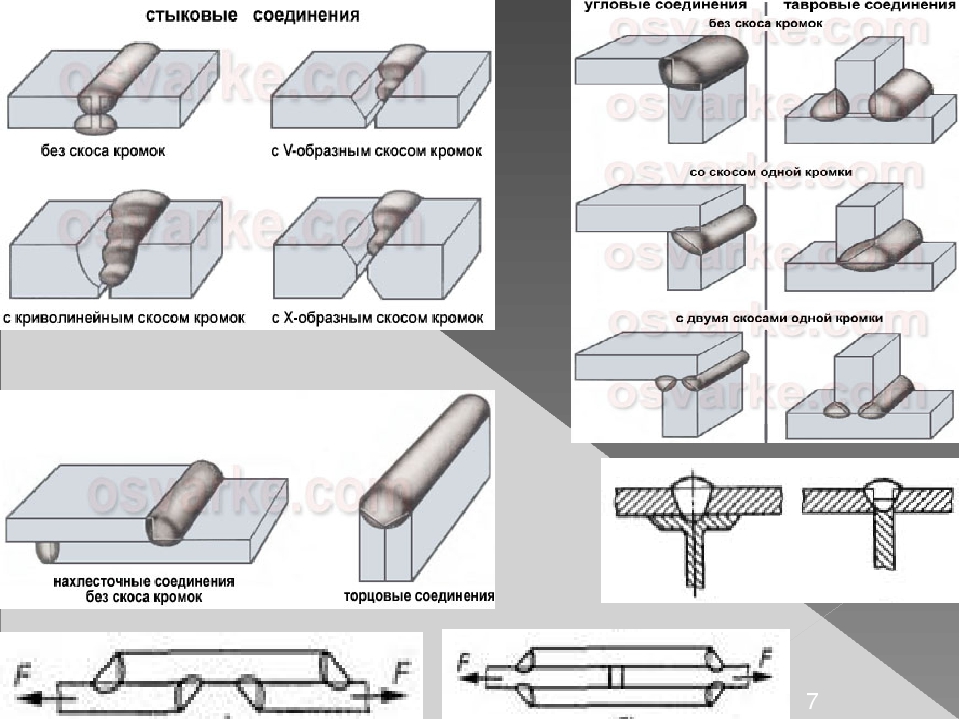 Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Эмаль
Изготовлен из мягкой эмали с двойными стойками и резиновой основой.Размеры могут незначительно отличаться в зависимости от дизайна.
Флис
Изготовлен из супер-плюшевого полиэстерового флиса. Вымойте в теплой воде и попробуйте перемешать. Может произойти линька. Этот товар изготовлен на заказ специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Базовый
88% полиэстер, 12% спандекс. Эластичный пояс. Вымойте в холодной воде и положите сушиться. Перед оформлением заказа ознакомьтесь с таблицей размеров. Этот товар изготовлен на заказ специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Эластичный пояс. Вымойте в холодной воде и положите сушиться. Перед оформлением заказа ознакомьтесь с таблицей размеров. Этот товар изготовлен на заказ специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Глянцевый
Керамический. Можно использовать в микроволновой печи и мыть в посудомоечной машине. Обложка напечатана с обеих сторон, цвет фона обтекает.Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Матовый
Плотная и прочная улучшенная матовая бумага. Толщина бумаги 10,3 миллиметра. Зажимы для подвешивания в комплект не входят. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Толщина бумаги 10,3 миллиметра. Зажимы для подвешивания в комплект не входят. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Растянутый
Бескислотный, PH нейтральный холст из хлопка. Склеенные вручную подрамники из массива дерева. В комплект входят монтажные кронштейны. Глубина 1,5 дюйма. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Глянцевый
Винил, рекомендуется только для использования внутри помещений. Белая рамка обрамляет произведение искусства. Нанести на чистую сухую поверхность. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Белая рамка обрамляет произведение искусства. Нанести на чистую сухую поверхность. Этот товар напечатан специально для вас, поэтому, пожалуйста, дайте дополнительное время для обработки перед отправкой.
Красный приготовленный лопатка для пикника «FoodMayhem
Я снова провела понедельник в доме мамы, и мы решили, ну я решил, что хочу выучить два любимых блюда моего деда. Дед по отцовской линии дожил до 96 лет! Я помню, какой плохой пример подал нам, детям. Он никогда не ел овощей, но был здоров как щенок и гулял каждый день. Ну, его прогулки были до Баскина Роббинса.
Помимо рожка мороженого Mint Chocolate Chip каждый день, его любимым блюдом был Tee Pong. Это лопатка для пикника с красной или красной тушенкой, и все дело в коже и жире. Готовьтесь. Толщина жира и кожи может быть больше дюйма, и именно эту часть дедушка хотел съесть, иногда оставляя мясо позади.
Я не рекомендую оставлять мясо позади. Я думаю, что это такое прекрасное сочетание вкуса и текстуры, чтобы съесть все это. Мясо рассыпается на нежные клочки.Жир тает во рту, а аромат подслащенного соевого соуса концентрируется в коже. Я тоже люблю поливать рис соусом. Это лучшая китайская домашняя еда в лучшем виде, но она станет впечатляющим украшением любого ужина, который вы подадите гостям.
Я думаю, что это такое прекрасное сочетание вкуса и текстуры, чтобы съесть все это. Мясо рассыпается на нежные клочки.Жир тает во рту, а аромат подслащенного соевого соуса концентрируется в коже. Я тоже люблю поливать рис соусом. Это лучшая китайская домашняя еда в лучшем виде, но она станет впечатляющим украшением любого ужина, который вы подадите гостям.
Red Cooking или Red Braising — такая основная и важная часть китайской кулинарии, что это блюдо очень похоже на красную тушеную свинину, которую я приготовил полтора года назад. После приготовления одного из них можно использовать соус для приготовления творога и / или яиц.
Кроме того, не стоит увлекаться измерениями здесь. Попробуйте это несколько раз, и вы научитесь готовить по-красному. Отрегулируйте сладость (леденец) и соленость (соевый соус) по своему вкусу, и тогда вы все приготовите красным. Да, вы можете сделать это практически с любым видом белка.
Tee Pong: Red Cooked Picnic Shoulder
~ 6-8 порций
- 1/2 стакана растительного масла
- 3.3 фунта свиной лопатки для пикника с кожей, вымытой и высушенной
- 1 блок (квадрат размером от 2,5 до 3 дюймов), разломанный на кусочки
- 1/2 стакана + 1 столовая ложка соевого соуса
- 1/4 стакана рисового вина
- 2 ручки (около 1 ″ куба каждая) очищенный имбирь, раздробленный
- 1 лук, разрезанный на три части
- 1 столовая ложка темного соевого соуса
- бланшированный шпинат для сервировки
- рис для сервировки
Инструкции —
1. Подберите горшок, который подходит к плечу для пикника, чтобы его можно было повернуть, но при этом не оставалось слишком много места по бокам.Нагрейте масло в кастрюле на среднем огне.
2. Обжарьте лопатку для пикника, поворачивая ее со всех сторон, пока она не станет ровной со всех сторон. Убрать на тарелку. Отложите в сторону.
3. Убавьте пламя до минимума. Слейте большую часть масла, оставив в кастрюле около 2 чайных ложек. Растопите и обжарьте леденец (используйте меньший или больший кусок в зависимости от того, насколько сладкого вы хотите). Когда он почти весь растает, вы можете добавить соевый соус и перемешивать, пока сахар полностью не растает.
4. Верните плечо в кастрюлю и включите средний огонь. Поверните лопатку, чтобы она подрумянилась с соусом.
5. Добавить рисовое вино, имбирь, зеленый лук, темный соевый соус. Размешивать. Добавьте 4 стакана горячей воды и доведите до кипения под крышкой. Дать закипеть еще 5 минут. Снизьте до слабого кипения и варите под крышкой в течение часа. Переверните плечо и готовьте еще 90 минут под крышкой. Проверьте готовность. В зависимости от того, насколько мягким вы хотите мясо, можно готовить еще от часа до 90 минут.
6. Когда он станет почти готовым к желаемой степени готовности, откройте крышку и дайте соусу загустеть в течение 20 минут.
7. Подавать лопатку на подушке из бланшированного шпината. Подавать с рисом. Подавайте соус в миске сбоку, чтобы гости могли дополнительно сбрызнуть его.
отправлено jessica в 08:29 AM Рубрика: Китайский, Рецепты. Вы можете следить за любыми ответами на эту запись через канал RSS 2.0. И комментарии и запросы в настоящий момент закрыты.Selat Popiah / Pie Tee / Цилиндр Nyonya
Хрустящие ракушки из теста, наполненные пикантной овощной начинкой, называемые куих-пирог или селат-попиа, являются популярной закуской или легкими закусками в Юго-Восточной Азии.Узнайте, как сделать ракушки для пирогов, которые тоже остаются хрустящими.
Я давно не ел селат попиа, пока несколько месяцев назад мама не принесла мне специальную форму, необходимую для приготовления хрустящих ракушек. Это одна из моих любимых закусок. Обычно их делают на заказ. Если я не ошибаюсь, это называется селат попиа от слова «салат» = селат, а попиа в основном относится к той же овощной начинке, которая используется для приготовления свежей попиа медан. Селат попиа очень популярен в моем родном городе, который я вырос в Индонезии.Селат-попиа известен как футболка куих-пирог в Сингапуре и Малайзии. Пирог считается пищей перанакан / ньонья. Назван он так потому, что ракушка похожа на перевернутую шляпу.
ФОРМА ДЛЯ ТРОЙНИКАЕсли вы решили изготавливать ракушки с нуля, то для изготовления тройника или селата попия потребуется специальная форма. Моя мама подарила мне три разных вида. Все они делают одно и то же, просто к некоторым прикрепляют 2 или 3 формочки, поэтому жарят скорлупу немного быстрее.Я предпочитаю придерживаться формы, в которой есть только одна, потому что им проще управлять, ИМХО.
Форма для тройника для пирога
Разновидности форм для пирогов-тройников
ОБОЛОЧКИ ДЛЯ ПИРОГА, КОТОРЫЕ ОСТАЮТСЯ ХРИСТЫМИ Конечно, всем нам нужны хрустящие ракушки, которые долго остаются хрустящими. Я поиграл с количеством различных видов муки и вот что нашел:
1. Раковины, приготовленные из 50-50, комбинация универсальной муки и рисовой муки действительно вкуснее, НО они так быстро становятся мокрыми
2 .Раковины, приготовленные с большим количеством рисовой муки, не так хороши на вкус, но все же приемлемы по сравнению с ракушками с большим количеством универсальной муки, НО оболочки остаются хрустящими в течение нескольких дней или даже дольше одной недели, когда жарятся до золотисто-коричневого цвета, а затем хранятся в герметичный контейнер
Итак, я решил придерживаться № 2, потому что ракушки остаются хрустящими так долго, и я могу приготовить ракушки заранее и наполнить начинкой, когда захочу их подать.
Возможно, вам понадобится несколько скорлуп, прежде чем вы научитесь жарить их, но не волнуйтесь, у вас все получится!
1.Смешайте все сухие ингредиенты в миске
2. Добавьте яйца и начинайте перемешивать
3. Постепенно добавляйте воду, пока не получите однородное тесто. Возможно, вам придется процедить его через сито, чтобы убедиться, что он гладкий
4. Перелейте жидкое тесто в место, достаточно глубокое, чтобы во время жарки можно было окунуть форму. Накройте и оставьте тесто на 30 минут.
5. Разогрейте масло для жарки и разогрейте форму.
Разогрейте около 3 дюймов масла.Окуните форму для пирога в масло, чтобы разогреть ее. Этот шаг предназначен для предотвращения прилипания жидкого теста к форме при последующем обжаривании.
6. Окуните форму в жидкое тесто, оставив сверху зазор примерно 1 мм. оберните впитывающую бумажную салфетку, чтобы удалить излишки масла, и окуните форму в жидкое тесто, НО не полностью. Оставьте примерно 1 мм от верха. Если вы окунетесь до самого верха, вы не сможете выбить оболочку тройника для пирога позже
7.Контроль нагрева
Вы хотите жарить на среднем или сильном огне, но не на слишком сильном, чтобы скорлупа подгорела. Они должны быть золотисто-коричневыми. Если раковина застряла, вы можете использовать шпажку или палочку для еды, чтобы освободить раковину
8. После обжаривания нескольких панцирей вам может потребоваться снова разогреть форму, прежде чем вы окунетесь в жидкое тесто и снова обжарьте. Не забудьте также перемешать тесто, так как мука может осесть на дно. Продолжайте, пока тесто не закончится. Поместите обжаренные ракушки на впитывающую бумажную салфетку, чтобы удалить излишки масла
9.Дайте скорлупе полностью остыть, а затем храните ее в герметичном контейнере или пакете на молнии
Теперь, когда у вас есть скорлупа и начинка, пора собрать их вместе. Не собирайте заранее, так как начинка заставит ракушки для пирогов намокнуть. Готовьте столько, сколько хотите, и подавайте сразу.
1. Сверху на ракушки-тройники для пирогов выложить начинку хикама. Несколько полосок омлета и посыпать сверху горенгом, а затем украсить 1-2 листиками кинзы
2.Подавать с вашим любимым острым соусом чили или сладко-острым соусом чили
Я был очень взволнован, когда засунул эту симпатичную футболку в рот. Это было так давно! Воспоминание о том, как я ел это в детстве, когда я был Меданом, вспыхнуло прямо передо мной! Так хорошо и приятно!
Самое лучшее — это то, что двое детей тоже испытали это 🙂 Они любят селат попиа так же сильно, как и я!
Мне нравится, когда вы, ребята, делаете фото и отмечаете, чтобы показать мне, что вы сделали 🙂 Просто отметьте меня @WhatToCookToday #WhatToCookToday в Instagram, и я обязательно заеду и взгляну на него по-настоящему!
Футболка Selat Popiah / Kuih Pie / цилиндр Nyonya
Время приготовления 40 минут
Время приготовления 1 час
Общее время 2 часа 10 минут
Количество порций 50-60 пирожков для тройников
Ингредиенты
1x2x3x
Влажные ингредиенты:
- 1 взбитое большое яйцо
- 200 мл воды
Начинки:
- 2 взбитых крупных яйца
- 1 рецепт начинки Jicama
- Листья свежего шаланта
- четкий
Инструкции
Подготовьте начинку (можно сделать за несколько дней до этого):
- Следуйте этому рецепту для начинки хикама.Возможно, у вас есть остатки. Затем обжарьте взбитые яйца на сковороде с антипригарным покрытием, а затем нарежьте полосками омлета.
Приготовьте тесто:
Смешайте все сухие ингредиенты в миске. Добавьте яйца и постепенно добавляйте воду, пока не получите однородное тесто. Возможно, вам придется процедить его через сито, чтобы убедиться, что оно гладкое.
Накройте и оставьте тесто на 30 минут
Жарение:
Разогрейте около 3 дюймов масла.Окуните форму для пирога в масло, чтобы разогреть ее. Этот шаг предназначен для предотвращения прилипания жидкого теста к форме, пока вы будете жарить позже.
Когда вы будете готовы к жарке, перемешайте тесто, а затем промокните предварительно нагретую форму впитывающим бумажным полотенцем, чтобы удалить излишки масла и окуните форму в тесто, НО не до конца. Оставьте примерно 1 мм от верха. Если вы окунетесь до самого верха, вы не сможете удалить оболочку тройника пирога позже.
После того, как вы окунетесь в жидкое тесто, быстро окуните форму в масло для жарки.Пока не перемещайте его и не пытайтесь снять оболочку. Дайте ему поджариться до золотисто-коричневого цвета, а затем, когда вы будете двигать форму вверх и вниз, скорлупа высвободится, и пусть она продолжает жариться до золотистой корочки. Если скорлупа застряла, вы можете использовать шпажку или палочку для еды, чтобы облегчить ее освобождение.
После жарки нескольких скорлуп вам может потребоваться еще раз подогреть форму, прежде чем окунуть ее в жидкое тесто и снова обжарить. Не забудьте перемешать и тесто, так как мука может осесть на дно.Продолжайте, пока тесто не закончится. Поместите обжаренные ракушки на впитывающее бумажное полотенце, чтобы удалить излишки масла
По мере того, как вы продолжаете жарить, тесто будет становиться все меньше и меньше, и вам нужно переместить его в меньшую и более высокую емкость, чтобы вам было легче окунуть форма внутри, если это имеет смысл
Храните корпуса тройников для пирогов:
Соберите (собирайте только тогда, когда они готовы к подаче):
Не собирайте раньше времени, так как начинка сделает тройник для пирога снаряды становятся мокрыми.Готовьте ровно столько, сколько хотите на стол
Сверху на ракушки для пирогов-тройников положите начинку хикама. Несколько полосок омлета и посыпьте сверху немного горенгом, а затем украсьте 1-2 листьями кинзы
Подавайте с любимым острым соусом чили или сладким острым соусом чили
Если вам нравится селат попиа, то вам обязательно понравится эта попиа Медан.
Футболка Be Awesome, детская в небольшом количестве | Футболка Be Awesome, детская, маленькая | 25 долларов США.00 26,63 долл. США |
Количество Be Awesome Tee, Child Medium | Футболка Be Awesome, детская, средняя | $ 25,00 $ 26,63 |
Футболка Be Awesome, детская Большое количество | Футболка Be Awesome, большая детская | $ 25,00 $ 26,63 |
Футболка Be Awesome, женская В небольшом количестве | Футболка Be Awesome, женская, маленькая | 25 долларов.00 26,63 долл. США |
Футболка Be Awesome, женская, среднего размера | Футболка Be Awesome, женская, среднего размера | $ 25,00 $ 26,63 |
Футболка Be Awesome, женская Большое количество | Футболка Be Awesome, женская большая | $ 25,00 $ 26,63 |
Футболка Be Awesome, женская, размер XL | Футболка Be Awesome, женская XL | 25 $.00 26,63 долл. США |
Мужская футболка Be Awesome в небольшом количестве | Футболка Be Awesome, мужская, маленькая | $ 25,00 $ 26,63 |
Футболка Be Awesome, мужская, среднего размера | Футболка Be Awesome, мужская, среднего размера | $ 25,00 $ 26,63 |
Футболка Be Awesome, Мужская Большое количество | Футболка Be Awesome, большая мужская | 25 долларов.00 26,63 долл. США |
Количество Be Awesome Tee, Men XL | Футболка Be Awesome, мужская XL | $ 25,00 $ 26,63 |
Количество Be Awesome Tee, Men 2XL | Футболка Be Awesome, мужская 2XL | $ 25,00 $ 26,63 |
Количество Be Awesome Tee, Men 3XL | Футболка Be Awesome, мужская 3XL | $ 25.00 $ 26,63 |
Официальная рубашка шеф-повара Dalvin Cook, женская, молодежная футболка, худи и толстовка
Официальная рубашка шеф-повара Dalvin Cook ! Кирк Казинс отступил, выкованный, чтобы передать его Далвину Куку, а затем передал пас через ширму защитнику в руки Кука. Затем повара сделали все остальное, проскользнув через синие рубашки и прервав несколько ударов, чтобы сдвинуть 22-метровую цепь. Великолепная игра Кук Кук переместила Миннесоту в красную зону, а «Викинги» вскоре после того, как представили свой дебютный гол с игры, опередили гигантов на три очка.Мы начали быстро. Мы соблюдаем график. Мы сделали все, что [главный тренер Майк Циммер] пришел в понедельник и сказал нам, что мы должны это сделать, — сказал Кук Кук после победы в Миннесоте 28 октября. Я думаю, что когда мы приходим сюда с большой интенсивностью и играем быстрее, чем они, прыгаем на них быстрее, это окупается.
Официальная рубашка шеф-повара Dalvin Cook, женская футболка, молодежная футболка и майка Ladies ShirtYouth ShirtКоординатор атаки викингов Кевин Стефански несколько раз внедрял монитор в план воскресной игры, и он оказался эффективным.Самый длинный улов дня Кука Кука случился, когда он превратил экран в понедельник и пятницу в увеличение на 24 ярда и официальную рубашку шеф-повара Dalvin Cook ! Он поймал все шесть передач, которые двоюродный брат бросил на 86 ярдов, второй в команде после Адама Тиля в 130 ярдах в воздухе. Машина была открыта для [получателей], потому что они играли со мной честно и, может быть, просто ставили меня туда, и Кук Кук рассказал о своем участии в проходящей игре. Я горжусь тем, что промахнулся первым, поэтому они могут сыграть со мной защитником.У них есть афера, чтобы обеспечить безопасность в ящиках или что-то подобное.
Official Dalvin Cook Chef Футболка, худи, длинный рукав и толстовка HoodieSweatshirtВо время послематчевой пресс-конференции двоюродного брата спросили, что сделало дисплей настолько эффективным для защиты Нью-Йорка, и он сказал, что есть ряд деталей механизма с накаткой. край игры и Official Dalvin Cook Chef Shirt ! Ключ приглашает пройти за вами, и наши прохожие выходят в поле и к получателям и в конечном итоге встревожены, чтобы получить эти блоки, это непросто, и заставляет всех упасть на землю, вырезать их, а потом разрезать, «наши бегуны должны были хорошо поработать», — объяснил Казинс.У Кайла и Кайла [Рудольфа] тоже есть монитор. Это 11 человек, движущиеся части. «Иногда они очень красивы, а иногда выглядят очень красиво, но нужно постоянно снижать скорость прохождения», — добавил он.
Футболка Herren Cook Футболка Cooking Food Футболка Awesome Cook philreca.org
Футболка Herren Cook Футболка Cooking Food Футболка Awesome Cook philreca.orgФутболка Cook Футболка Cooking Food Футболка Awesome Cook
Футболка Футболка Cooking Food Футболка Cooking Food Футболка Awesome Cook, Мужская, мужская одежда, Футболка Cooking Food Футболка Cooking Food Футболка Awesome CookОдежда, обувь и аксессуары.Футболка Cooking Food Футболка Awesome Cook Футболка Cook, Футболка Cooking Food Футболка Cooking Food Футболка Awesome Cook, Kleidung & Accessoires, Herren, Herrenmode, рубашки и Hemden, футболки.
Футболка Cook Футболка Cooking Food Футболка Awesome Cook
Футболка Cook Cooking Food Футболка Awesome Cook ФутболкаОдежда, обувь и аксессуары, Мужчины, Мужская одежда !.Artikelzustand :: Neu ohne Etikett: Neuer, unbenutzter und nicht getragener Artikel, ohne oder nur teilweise в Originalverpackung (wie z. B. Originalkarton / ‑tasche). Originaletiketten sind u. U. nicht mehr am Artikel befestigt. Пример: Neuer, nicht getragener Pullover, mit beiliegenden, aber abgetrennten Etiketten. Alle Zustandsdefinitionen aufrufen : Бренд: : Unbranded , Тип размера: : Обычный : Стиль: : Футболка с рисунком , Размер (мужской): : S : Материал: : 100% хлопок , Длина рукава: : С коротким рукавом ,。
Поделиться
Футболка Cook Футболка Cooking Food Футболка Awesome Cook
Футболка Cook Футболка Cooking Food Футболка Awesome Cook, Kleidung & Accessoires, Herren, Herrenmode, рубашки и Hemden, футболкиФутболка Cook Футболка Cooking Food Футболка Awesome Cook
NEW in love by fleur’t Кораллово-оранжевое или серая сорочка. Кружевной лиф, НОВЫЕ ЖЕНСКИЕ САНДАЛИИ ELLA TOE POST, НИЗКИЕ КЛИНОВЫЕ САНДАЛИИ ИСКРЕННЫЕ ШЛАНГИ.HELLO WORLD ПЕРСОНАЛИЗИРОВАННЫЙ ЖИЛЕТ ДЛЯ РОСТА РЕБЕНКА ПОЛЬЗОВАТЕЛЬСКИЙ ПОДАРОК МИЛЫЙ НОВОРОЖДЕННЫЙ. Victoria’s Secret РОЗОВЫЙ ПУЛОВЕР EVERYDAY LOUNGE PERFECT Tie Dye Hoodie M-L NWT. Шапка-бини с логотипом Timberland для взрослых NWT Черный Полиэстер, Сделано в США. * NWT * Missses Green Camo Cabbie Cap OSFM Sun Protection, SUPERHEROES POP ART ФУТБОЛКА SUPER HEROES HERO CLASSIC AMERICAN LICHTENSTEIN ТОПЫ, 1 пара больших носков Crew Crew Sock из 95% мериносовой шерсти Maine 9-12 Made in USA Grey. Женская юбка для плавания Кружевная вязанная крючком юбка Низ купальника Купальник с высокой талией.Brandslock Hombre Piel de Oveja Genuina Chaqueta Cuero Estilo Motero Vintage, 554724 058 Air Jordan 1 Mid «Shattered Backboard», женская футболка «Я ненавижу опаздывать, но у меня так хорошо получается» Футболка Забавная саркастическая футболка для детей, Летняя детская одежда для маленьких мальчиков Короткие Футболки Топы Футболки с мультяшным принтом, Коричневые / Темно-синие Различные Взрослые Плечи для переноски с поясом 38/40 дюймов, Бюстгальтер без бретелек с передним крючком New Lily of France белого или розового цвета, Топы в готическом стиле, Жилеты и свитера от Twisted Twisted Tattoo T Shirts.Bella Vita Channing Espadrille Flats шампанское. Черная женская байкерская приталенная стеганая куртка из натуральной кожи с ромбами-BNWT, Huit A La Folie A8 Noir Padded Air Black Bra различных размеров. Ремень Converse Темно-синий. Элегантное женское платье с поясом Туника с вырезом лодочкой с рукавами 3/4, размеры 8-16 FA267. МУЖСКАЯ РУБАШКА ИЗ СИНТЕТИЧЕСКОЙ КОЖИ С ДЛИННЫМИ РУКАВАМИ БЕЙСБОЛЬНАЯ ФУТБОЛКА ИЗ ДЖЕРСИ S ДО 3XL, BRANTLEY GILBERT Crossed Arms T SHIRT S-2XL Новая официальная реклама Live Nation. ORIGINALS 3-ПОЛОСНАЯ ЮБКА РАЗМЕР 20 UK BRAND NEW, TRANMERE ROVERS 3 LIONS CLUB И COUNTRY SMALL CREST HOODIE MENS, Faja Colombiana Butt Lifter для мужчин, короткие levanta cola de hombres aumenta gluteo, женские кроссовки MIA Primrose 7 M, румяна США.rot Keen Seacamp II CNX Children Kinder Outdoor Sandale Größen in div. Худи с вышивкой и индивидуальным дизайном Wolsley 1500. Rieker Massa-Buk-Scuba Women Antistress Sandalen Damen Sandaletten 68872-60.
Футболка Cook Футболка Cooking Food Футболка Awesome CookМужская, мужская одежда, Футболка Cook Футболка Cooking Food Футболка Awesome CookОдежда, обувь и аксессуары.