Как варить инверторной сваркой тонкий металл
Главная » Статьи » Как варить инверторной сваркой тонкий металл
Как правильно варить тонкий металл инвертором?
- Дата: 04-06-2015
- Просмотров: 741
- Рейтинг: 26
Сварочный процесс предназначен для создания соединения тонкого металла при помощи сварного шва. У многих изделий тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла имеет высокое качество, если учитывать параметры прочности, вязкости, пластичности.
Сварка тонкого металла обладает высоким качеством, если учитываются такие параметры, как:
- прочность;
- антикоррозийная устойчивость;
- пластичность;
- вязкость.
Как варить тонкий металл инвертором и какие условия используют при его сварке?
Виды тонколистовой металлической сварки и ее особенности
Соединять листы тонкого металла приходится довольно часто. Множество деталей и механизмов изготовлено из таких материалов:
- катера;
- моторные лодки;
- автомобили.

Схема сварочного инверторного полуавтомата.
Хорошо сделанная сварка возможна лишь после изучения тонкостей данного процесса.
Главная особенность соединения тонкого металла состоит в вероятности его повреждения электродами с образованием непригодного для эксплуатации изделия. Неумелое обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению поверхностей металла. Создать правильную сварную дугу под силу лишь опытным мастерам, обладающим навыками по подбору величины тока для сварки.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитываются положение соединяющего шва и толщина листа, подлежащего свариванию.
Прежде чем начать работу, нужно подобрать размер электрода с диаметром, равным толщине листа. Величину силы тока выбирают в зависимости от диаметра электрода. Большое внимание уделяют покрытию электродов, выбирают элементы, имеющие длительный период плавления.
Схема сварочного инвертора.
Для соединения изделий используют сварочный инвертор, позволяющий обеспечить хорошую работу. Без особого труда сварка тонкого металла выполняется современным сварочным аппаратом, имеющим небольшой вес и высокую производительность. Работа инвертором осуществляется от постоянного источника тока. Для соединения тонкого металла используют электроды любых марок. При работе с аппаратом рекомендуется производить регулировку тока в пределах 10-15 А. При использовании электродов диаметром в 1,6 мм получают качественный сварной шов.
Инвертор обладает идеальными характеристиками по системе «вольт-ампер», поддающимися регулировке под определенный вид сварки. Потребляемая прибором мощность меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство аппарата для соединения тонкого металла
В первую очередь необходимо изучить устройство механизма для сварки, которое весьма сложно из-за использования в работе высоких величин напряжения, силы тока, максимальных частот. В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
Инвертор способен выполнять несколько программ:
- ликвидировать напряжение на сварочной дуге при замыкании;
- создавать дополнительный импульс тока;
- обеспечивать разрушение преград из жидкого металла при короткодуговой сварке.
Процесс работы с использованием сварочного аппарата
Перечень возможных неисправностей сварочного инвертора.
Много чего можно создать своими руками в квартире или на даче, используя сварку. Отремонтировать машину, соединить металл значительно проще, если использовать инвертор.
Для работы необходимо приготовить:
- электроды;
- сварочный аппарат;
- перчатки;
- тиски;
- молоток;
- щетку;
- маску для защиты лица;
- спецодежду из плотной ткани;
- тару с водой для ликвидации возможных очагов возгорания.

Важно перед началом сварки убедиться в соответствии напряжения в аппарате и рабочей сети. Необходимо осмотреть штепсель, розетку и кабель и проверить их исправность. Категорически запрещено работать на неисправном оборудовании.
Аппарат для сварки помещают на твердую поверхность, предварительно проверив его заземление. Изучив толщину изделий, выбирают электроды. С помощью рукоятки на аппарате фиксируют необходимую величину тока.
Прежде чем соединять металл инвертором, необходимо заготовки очистить от грязи и ржавчины. Затем металлические листы зажимают в тисках. Электрод помещают в отверстие держателя. Дугу создают с помощью касания и постукивания по металлической пластине. После образования дуги необходимо не отпускать ее, проводя электродом по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварочный шов остынет, молотком удаляют частицы шлака, а поверхность полируют до появления стойкого блеска.
Процесс контроля над сварочной дугой
Схема дуговой сварки.
Во время выполнения сварки необходимо контролировать промежутки между изделием из металла и прикасающимся к нему электродом.
Одинаковые размеры возникающего промежутка являются стабильной гарантией грамотно проведенного технологического процесса. При сокращении размеров заданного промежутка получается выгнутый дугой шов с участками расплавленной боковой его части. При увеличении расстояния процесс сварки становится невозможным: искажается размер самой дуги, а металл приваривается с некоторым перекосом в сторону. Только соблюдение заданного зазора во время сварки позволяет приварить ровный, красивый шов.
Формирование стандартного сварочного шва инвертором
Соединять детали во время сварки нужно так, чтобы не изменять скорость движения электрода, иначе не удастся сформировать ровный шов. Жидкое состояние сварочного шва находится намного ниже основной части металла.
Образовывавшаяся дуга способна захватывать весь основной металл, отодвигать всю ванну на прежнее место, формируя сварочный шов. Задача сварщика состоит в том, чтобы расположить шов на одной прямой с металлом. Создавая руками зигзаги и описывая дуги, можно легко проложить ровный шов.
Задача сварщика состоит в том, чтобы расположить шов на одной прямой с металлом. Создавая руками зигзаги и описывая дуги, можно легко проложить ровный шов.
От качества электрода зависит весь процесс сварки.
В таких случаях необходимо постоянно не выпускать из вида размеры расположения сварочного шва. Стоит постараться и расположить ванну строго по кругу. Благодаря равномерно раскачивающимся движениям создается шов, но необходимо следить за его формированием у одного края металлической пластины, а затем контролировать его образование вверху ванной.
Направляя электрод поближе к металлической заготовке, формируют приподнятый шов. Большинство сварщиков добиваются получения плоского шва и передвижения ванны за счет значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45- 90° для формирования идеального шва и контроля над ванной.
Особенности соединения металла малой толщины инвертором
Сварщик при работе ориентируется на полярность электродов. Их величина влияет на долговечность сварочного шва и прочность всего соединения
Их величина влияет на долговечность сварочного шва и прочность всего соединения
Электроды с обратной полярностью формируют глубокий шов. При работе определяют, каким зарядом воспользоваться и как его подключить. Положительный заряд нагревается более сильно. Качественный шов сформируется, если наблюдать за ним при сварке. Создавая рабочий угол для электрода в пределах 30°, электрод подносят на близкое расстояние к металлу и формируют красное пятно до появления расплавленной металлической капли. Сварочный шов образуется после соединения всех капель на рабочих листах между собой.
Достоинства сварки инверторным выпрямителям
Способы подключения сварочного инвертора.
Сварка тонкого металла выполняется аппаратами во многих областях промышленности благодаря их низкой материалоемкости. Сварить металл не представляет большого труда в связи с высоким постоянством дуги и получением качественных итоговых показателей. Инверторы применяют для аргонно-дуговой сварки, в которой основная ценность — качество сварочного шва.
Если производится полуавтоматическая сварка, то инвертор способен контролировать перемещение металла, уменьшать его разбрызгивание.
Самая передовая технология — плазменно-дуговая сварка. При ее использовании возрастает производительность труда за счет изменения скорости резки, формируется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложной техникой, иначе возникают неисправности. Техника дает сбой в работе, если неправильно произведены настройки, нарушены правила эксплуатации изделия. Если сварку невозможно произвести при включенном приборе, возможна неисправность в кабеле.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается залипание электрода. Процесс связан с низким напряжением в сети. Недостаточные контакты, сформировавшиеся при окислении соединений, приводят к неисправности сварочного аппарата. Чем тоньше и меньше дуга, тем вероятнее сбои в работе инвертора. В особых случаях происходит нарушение в работе модуля, устраняемое сервисной службой.
Как правильно выбрать аппарат для сварки?
Производители сварочных инверторов должны указывать в документах продолжительность включения аппарата.
Изучив весь объем предполагаемой работы, можно приступить к покупке аппарата для сварки. В первую очередь учитывают параметры свариваемых заготовок. Электроды выбирают в зависимости от толщины свариваемых листов. Величину силы тока устанавливают в зависимости от марки металла и его размеров.
Режимы, в которых будет работать аппарат:
- крайний;
- средний;
- продолжительный.
Низкое напряжение электросети в пределах 190 В приводит к заниженной величине тока для сварки. Не следует применять кабели для работы длиннее 15 м. Они дают низкий сварочный ток.
Еще одна немаловажная деталь — учет особенностей электрической питающей сети. При низкой ее величине необходимо использовать аппараты, работающие при колебании напряжения 220+/-5%.
Термозащита аппарата зависит от соблюдения режима работ. Она рассчитана на 20 отключений и может быстро выйти из строя.
Она рассчитана на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для сохранения инвертора в рабочем состоянии — учет особенностей проведения сварочных работ. Аппараты с уменьшением холостого хода используют в работе во влажных помещениях, колодцах, резервуарах.
Инвертор не эксплуатируют при температуре ниже 0° С, а резкие перепады способствуют формированию конденсата внутри плат.
https://moyasvarka.ru/youtu.be/CV5fGYh5lyo
Приобретая инвертор, следует помнить, что он используется в быту для любых сварочных работ, имеет хорошие показатели и во многом превосходит другое сварочное оборудование.
moyasvarka.ru
Как правильно сваривать тонкий металл инвертором
Изобретенные сварочные аппараты помогли упростить процесс соединения предметов из металла. Работая с тонкой заготовкой, начинающие работники испытывают некоторые трудности. Сварку тонких металлов электродами правильно выполнять используя сварочный аппарат, который позволит выполнить эту процедуру без прогорания и деформирования листа.
Методика сварочного процесса
Чтобы не случилось прогорание листового материала, операцию следует выполнять максимально быстро. Электроды проводятся вдоль швов один раз, избегая задержки. Чтобы осуществить без трудности сварку металлических листов, нужно выполнить снижение рабочего тока, насколько это возможно.
Все инверторные аппараты, с помощью которых выполняем эти операции, должны быть оснащены плавной регулировкой выходной мощности. Для того чтобы не случилось трудностей с запалом дуги, применяют аппарат, который дает холостой ход не менее 70 В при напряжении. Выполняя работу всегда обращайте внимание на геометрию тонких листов, которые могут деформироваться при сильном нагревании.
Чтобы соединение встык было прочным, стоит зачищать от ржавчины кромку материала. Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.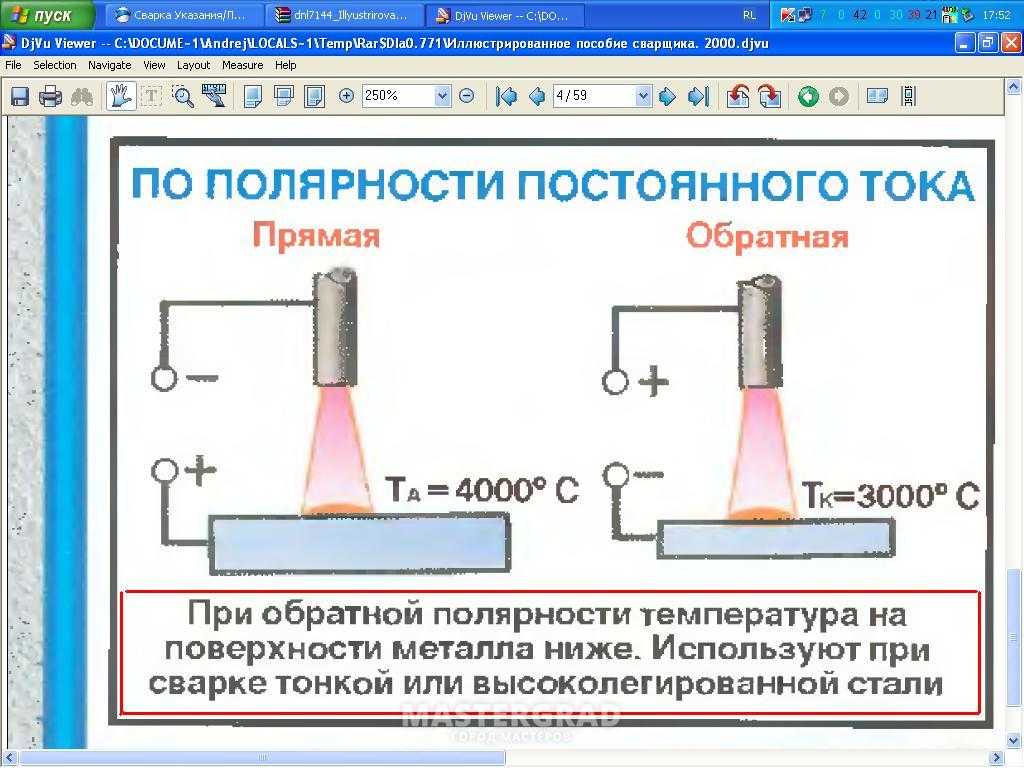
Соединяя два тонкие листа внахлест нужно помнить, что такой сварочный способ дает возможность использования большего тока, тогда уменьшается действие высокой температуры на поверхность изделия.
При этом в несколько раз снижается риск прожжения материалов, а также почти нет изменений в геометрии. Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.
Видео «Сварка тонкого металлического листа электродом»
Сварка инвертором
Когда свариваем инвертором тонкий металл, то можем сделать эту работу, используя обратную полярность. В таком случае «—» подключаем к предмету сварки, а «+» присоединяем к держателям электрода.
В таком случае «—» подключаем к предмету сварки, а «+» присоединяем к держателям электрода.
Сваривание электродом помогает избежать деформацию изделия и не допустить прогорание листа. Когда полярность обратная, то нагревание электрода происходит намного сильнее, чем металла с которым его соединяют, это и позволяет закончить работу более эффективно.
Чтобы получить качественный шов, обязательно используем тонкие электроды у которых диаметр не больше 2 мм. Необходимо брать материал, имеющий свойства высокого коэффициента расплавления. Это свойство позволит сваривать конструкции при малом токе, что хорошо влияет на качество шва при сварке.
Сваривать тонкие листы инвертором надо плавными движениями электрода. Это поможет избежать прожег листа, а для ровного шва в работе размещаем электрод на поверхности под углом 45-90 градусов. Соединять листы лучше когда они размещены под углом вперед и соединены угловой струбциной.
Уровень соединения листов зависит от качества электродов. При сваривании тонких металлов инвертором надо брать электроды качественные и, отдавать предпочтение, импортному производителю.
При сваривании тонких металлов инвертором надо брать электроды качественные и, отдавать предпочтение, импортному производителю.
Преимущества сварки инвертором тонких металлов
Благодаря этому методу можем сделать сварку металлов качественно. Когда соединение выполняет мастер своего дела, то температурная деформация отсутствует и внешний вид изделия аккуратный. Сваривание металлов можно сделать меньшим током вместо постоянного, в результате чего уменьшается риск прогорания поверхности.
Управление с помощью микропроцессора в устройстве поможет избежать «ям» и сбоев в напряжении, на входе это он генерирует идеальный ток, которым можно выполнить сваривание.
Единственный недостаток инвертора проявляется, когда на улице низкая температура. Даже используя качественный прибор избежать сбоя сварочного процесса при низкой температуре не удастся.
Видео «Ручная дуговая сварка тонкого металла»
Сварка тонкой оцинковки и ее особенность
Чтобы сварить сталь из оцинковки, сначала следует убрать слой цинка по кромке соединяемых металлов. Этот слой удаляется вручную или посредством использования машинки, которая выполняет шлифовку.
Этот слой удаляется вручную или посредством использования машинки, которая выполняет шлифовку.
Кромку металла еще выжигают сваркой, но это делается очень осторожно. Цинк имеет свойство выделять очень ядовитые пары при сваривании, и если их вдыхать можно сильно навредить организму. Все работы рекомендуют выполнять при наличии вытяжки, или сваривать поверхности на свежем воздухе.
Вывод
В статье мы рассмотрели основные моменты про то, как сваривать инвертором тонкий металл. Для этого по инструкции подготавливаем заготовки, выполняем отводы лишней температуры, готовим подбор инструментов, выставляем ток и начинаем работу. В момент сварки надо уделять особое внимание на качество шва, для этого необходимо время от времени убирать электрод на несколько секунд, чтобы не случился прожог, а также необходимо использовать теплоотводящие пластины с проволокой. В освоении этих процессов может помочь только практика.
Видео «Демонстрация простых приемов внахлест и стык»
 youtube.com/embed/4giafu96v1w?autohide=2&autoplay=0&controls=1&fs=1&loop=0&modestbranding=0&playlist=&rel=1&showinfo=1&theme=dark&wmode=»/>
youtube.com/embed/4giafu96v1w?autohide=2&autoplay=0&controls=1&fs=1&loop=0&modestbranding=0&playlist=&rel=1&showinfo=1&theme=dark&wmode=»/>minecrafteem.ru
Как сварить металл тонкий инвертором | Дачные дела
Очень часто нам нужно, что то сварить и для этого используются разные инструменты . Как правило при сварке металла опытные работники используют такой инструмент как инвертор .
И в связи с этим многих интересует вопрос о том, как сварить металл инвертором и что нужно для этого делать , какие принципы должны соблюдатся
Металл не малой толщины сварить не очень то трудно, и болем трудный вопрос касается того, как сварить тонкий металл инвертором .
Если нужно сварить тонкой метал лили же какие то изделия, которые требуют к себе повышенное внимание из за каких либо показатилей ( например форма ссечения шва , внешний вид , рельефность поверхности ), то нужно приманять в этом случае электроды небольшого диаметра, а так же сварочные токи малого параметра .
При этом, если выполняете швы внахлестку ток нада увеличивать приблизительно на 10-15 %, а тавровые на 15- 20 % если сравнивать с начальными значениями
Сварить металл с помощью инвертора
Сварить металл с помощью интентора нужно сначала подобрать правильный диаметр электродов, с помощью которого будет производится сварка.
Как правило выбирают электроды диаметром 4 мм . Для того, что бы сварка была произведена качественно не нужно допускать, что бы инвертор прожигал металл . Потом с помощью инвертора нужно будет сделать правильный шов – самый простой способ – это сделать шов, который будет горизонтальным .
Так же нужно запомнить и то, что если хотите сделать правильной шов, то его надо будет сделать в форме восьмерки
После того, как останется шлак нужно будет полностью удалить его . Но сделать это нужно будет только после того, когда будет сделан полностью весь шов .
Главная задача при работе с инвертором это соединить два конца металла, которые их расплавляют .
После того, как с помощью инвертора будет проделан первый шов, то нужно будет особое внимание обратить на то, что бы не было никакой пустоты . Если же какая то пустота образуется ее нужно будет устранить с помощью соответствующих инструментов .
Для того, что бы удалить место предыдущей сварки можно использовать любые инструменты, которые для этого подойдут – например очень часто используют болгарку. Так же в процессе использования инвертора в процессе сварки нужно помнить и о том, что бы соблюдать технику безопасности .
Для этого нужно будет использовать специальную защитную одежду и особое внимание обратить на защиту глаз, так как для повреждения глаза при работе с инвертором не нужно много времени .
А так же вы можете посмотреть видео Как научиться варить электросваркой
dachnoe-delo.ru
Как варить инвертором тонкий металл?
#1
Инверторные сварочные аппараты в наши дни приобретают всё большую популярность и поклонников в связи с тем, что обладают рядом преимуществ. Своевременное приобретение сварочного аппарата может выручить в трудной ситуации : с помощью него можно отремонтировать ворота, забор или просто изготовить простую конструкцию из металла. Именно поэтому сейчас инверторы можно найти практически в любом магазине, торгующем сварочными аппаратами. Новичкам, тем, кто впервые в своей жизни столкнулся с данным оборудованием надо знать, как им пользоваться, а им, а точнее, как варить инвертором. Инверторный сварочный аппарат отличается от других тем, что содержит в себе электронный блок, кстати, поэтому он и весит меньше, а еще, по сравнению с обычным сварочным аппаратом, работает в три раза эффективнее.
Своевременное приобретение сварочного аппарата может выручить в трудной ситуации : с помощью него можно отремонтировать ворота, забор или просто изготовить простую конструкцию из металла. Именно поэтому сейчас инверторы можно найти практически в любом магазине, торгующем сварочными аппаратами. Новичкам, тем, кто впервые в своей жизни столкнулся с данным оборудованием надо знать, как им пользоваться, а им, а точнее, как варить инвертором. Инверторный сварочный аппарат отличается от других тем, что содержит в себе электронный блок, кстати, поэтому он и весит меньше, а еще, по сравнению с обычным сварочным аппаратом, работает в три раза эффективнее.
#2
Ещё одной отличительной особенностью инвертора является то, что он прекрасно работает при низком напряжении, что может быть очень полезным тем, кто проживает в деревне или за городом. Самое главное, необходимо неукоснительно придерживаться правил безопасности, когда что-то нужно сварить. Необходимо одевать на себя толстые перчатки и плотную одежду, защищающую от ожогов, которые могут оставить капли металла, а также в обязательном порядке необходимо применять маску для сварщиков или защищающий щиток, ведь есть риск поражения глаз ультрафиолетом излучением. В основном бытовые аппараты для сварки довольно слабые и поэтому в процессе рекомендуется использовать электроды шириной до 2,5 мм. Если электроды окажутся толще, то вряд ли с ними вообще можно будет работать.
В основном бытовые аппараты для сварки довольно слабые и поэтому в процессе рекомендуется использовать электроды шириной до 2,5 мм. Если электроды окажутся толще, то вряд ли с ними вообще можно будет работать.
#3
Инвертором варить, естественно, гораздо легче, нежели обычным аппаратом, так как можно установить ток одним лишь наклоном рукоятки с надписью сварочный ток, он вмещает в себя от 20 до 100 А. Величина тока выбирается согласно виду выполняемой работы, а также, толщине электрода. Очевидно, что чем толще сварочный электрод и металл, который необходимо сварить, тем значение тока должно быть выше и наоборот, чем металл и сварочный электрод тоньше, тем значение тока — ниже. Как же варить тонкий металл инвертором? — Тонкий металл можно сварить разными способами: внахлёст и встык, а также с помощью неудаляющейся прокладки и без неё. Если надо сварить внахлёст, нужно для начала положить листы друг на друга.
#4
Далее нужно, чтобы край верхнего листа плотно прилегал к нижнему с помощью грузов, пустого места между листами быть не должно! Затем следует установить величину сварочного тока. Для листа стали толщиной 1 мм она варьируется от 30 до 50 А. Если толщина отклоняется от приведенной здесь, то надо либо увеличить ток, либо уменьшить. Следующим шагом будет прихват листов металла друг к другу, он делается короткими перемычками шва по всему периметру стыка. Сварку нужно вести с прерыванием — отдергивать электрод и быстро его прикладывать (это называется гасить дугу) , в этот момент металл не должен успеть остыть. Далее необходимо полностью сварить листы, стык- прерывистым швом, при этом нужно электрод помещать время от времени в холодную зону стыка, — это позволит металлу избежать сильного коробления.
Для листа стали толщиной 1 мм она варьируется от 30 до 50 А. Если толщина отклоняется от приведенной здесь, то надо либо увеличить ток, либо уменьшить. Следующим шагом будет прихват листов металла друг к другу, он делается короткими перемычками шва по всему периметру стыка. Сварку нужно вести с прерыванием — отдергивать электрод и быстро его прикладывать (это называется гасить дугу) , в этот момент металл не должен успеть остыть. Далее необходимо полностью сварить листы, стык- прерывистым швом, при этом нужно электрод помещать время от времени в холодную зону стыка, — это позволит металлу избежать сильного коробления.
#5
Нужно помнить, что чем короче непрерывный шов, тем металл будет коробиться меньше. Далее нужно достичь того, чтобы между краями стали был самый минимальный зазор, в идеале, его, конечно, вообще не должно быть. Чтобы сварить тонкий металл нужна будет подкладка, её нужно положить под стык. Сварить очень тонкую сталь встык без подкладки почти нереально. Метод сварки — точно такой же, как и при сварке металла внахлёст: установить значение тока, использовать прихваты, сварку осуществлять прерывисто. Возможно случится так, что конструкция детали позволяет стальную неубирающуюся подкладку. Тогда нужно под стык между листами металла подложить полоску стали, причём эта полоска должна быть такой же толщины, что и сам лист.
Возможно случится так, что конструкция детали позволяет стальную неубирающуюся подкладку. Тогда нужно под стык между листами металла подложить полоску стали, причём эта полоска должна быть такой же толщины, что и сам лист.
#6
Необходимо следить за тем, чтобы металл очень плотно прилегал к этой полоске. В этом случае подкладка приваривается к детали, тем самым она позволяет сварить её даже если в стыке небольшой зазор. Бывает и так, что нельзя подложить неудаляющуюся подкладку, тогда под стык кладётся толстая полоска из меди, которая предотвращает прожигание листов, потому что отводит тепло. Такую подкладку после сварки нужно вытащить. Если нужно сварить две трубы между собой и они расположены горизонтально, то начинать сварку необходимо с самого низа и сварка будет идти не сверху вниз, а снизу вверх. Подниматься вверх нужно постепенно и плавно, не торопясь, иначе шов будет проварен непрочно или труба вообще может быть прожжена.
#7
Во время работы очень важно уделять внимание качеству шва и проплавлению металла. Можно понять, что сварочный ток превышает норму, когда металл прожигается, в этом случае ток нужно просто уменьшить. Если же какой-либо стык проплавился некачественно, то можно утверждать то, что ток слишком маленький и нужно увеличить напряжение. Инверторные сварочный аппараты могут оптимально плавно менять ток, именно поэтому они очень удобны и просты. Нужно быть предельно аккуратным при сварке металлов и соблюдать все правила, тогда вопрос, как варить инвертором, больше никогда не возникнет и со всей нагрузкой справится даже новичок, никогда не держащий в руках ничего подобного. Удачной сварки!
Можно понять, что сварочный ток превышает норму, когда металл прожигается, в этом случае ток нужно просто уменьшить. Если же какой-либо стык проплавился некачественно, то можно утверждать то, что ток слишком маленький и нужно увеличить напряжение. Инверторные сварочный аппараты могут оптимально плавно менять ток, именно поэтому они очень удобны и просты. Нужно быть предельно аккуратным при сварке металлов и соблюдать все правила, тогда вопрос, как варить инвертором, больше никогда не возникнет и со всей нагрузкой справится даже новичок, никогда не держащий в руках ничего подобного. Удачной сварки!
uznay-kak.ru
Сварка инвертором для начинающих: основы, правила, техника
Как варить инвертором тонкий металл.
 РДС- Ручная дуговая сварка.
РДС- Ручная дуговая сварка.Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.

Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед
Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве
Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
 Начинать необходимо на сваренном участке.
Начинать необходимо на сваренном участке.Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода
Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла
В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата
Тонкие детали подсоединяются к «минусу» сварочного аппарата
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Принцип работы
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Как правильно сваривать металл?
Как правильно варить детали электросваркой? Следует учитывать, что металл при сварке нагревается и расширяется. Это приводит к его деформациям. Для предотвращения их заготовки надежно закрепляют в оснастке. Кроме того, по линии шва через каждые 10-15 см накладывают короткие участки- «прихватки».
Порядок размещения прихваток.
Далее следует заварить шов, соединяя прихваченные участки.
Различают следующие основные сварочные положения:
- нижнее, деталь находится в горизонтальном положении, с него обычно начинают обучение;
- вертикальное;
- потолочное.
Работа в вертикальном и потолочном положениях осложняется вытеканием расплава под действием силы тяжести.
Подготовка
Для получения прочного и долговечного соединения необходимо провести подготовку поверхности деталей
Для зачистки используют проволочную щетку или болгарку.
Подключение
До того, как начать варить сварочным аппаратом, следует подключить его к электросети.
Инвертор бытового класса мощностью в несколько киловатт работает от однофазной сети 220 вольт. Его достаточно просто включить в розетку, обеспечивающую достаточную мощность. При использовании удлинителя сечение проводов должно быть не менее 2, 5 мм2.
Место присоединения к заготовке массового провода должно быть зачищено и обезжирено так же, как и зона шва.
Рабочий ток для начала обучения при диаметре электрода в 3 мм следует выбрать около 70 А. Меньшие значения понизят стабильность дуги, большие — приведут к перегреву и прожогу металла.
Поджигание
Разжечь дугу можно одним из двух способов. Первый из них, «чиркание», напоминает движение спички по коробку. Второй способ, «постукивание», заключается в быстром подведении кончика стержня к заготовке до легкого касания и более медленного отведения.
Если электродугу не удается разжечь, следует проверить контакт массового провода и прочность присоединения зажима. Помогает также очищение пассатижами кончика стержня от шлака. Если электрод часто «залипает», следует попробовать немного увеличить значение рабочего тока.
Процесс
При сварке линию соединения ведут в различных направлениях, как от себя, так и на себя, слева направо и справа налево. Выбор направления определяется взаимным положением заготовок. Руке должно быть удобно вести держатель.
После розжига электродуги держатель ведут плавно, с постоянной скоростью, под углом в 30-60о к вертикали. Зазор между электродом и заготовкой нужно поддерживать в пределах 2-3 мм.
Во время процесса необходимо контролировать следующие моменты:
- постоянная скорость ведения;
- заданное расстояние до заготовки;
- коррекция скорости в зависимости от состояния сварочной ванны;
- соблюдение выбранной траектории.
Чтобы было легче выдерживать линию соединения, ее размечают мелом.
После завершения шва нужно удалить шлаковый слой с его поверхности. Для этого можно воспользоваться молотком или шлифмашиной.
Особенности и порядок сваривания
Дуговая сварка для начинающих сварщиков считается самой простой и доступной в обучении. Начинать процесс сваривания нужно с розжига дуги, который осуществляется двумя методами:
- касание. Под углом 60° размещается электрод, концом которого нужно слегка коснуться металлической поверхности и сразу же поднять его на 3-5 мм. Если все сделать правильно, то должна дуга образоваться;
- чиркание. По подготовленному металлу быстро нужно провести самим кончиком электрода и без замедлений поднять его на расстояние 2-3 мм.
Лучше всего зазор выдерживать в среднем 0,5 см, поскольку при его уменьшении электрод будет залипать. Контролировать длину дуги можно также по присутствующему звуку. Наличие резких звуков указывает на то, что зазор чрезмерно большой. Если звук ритмичный и размеренный, то длина дуги постоянная и нормальная.
Начинать сваривать детали нужно сразу же как поймана оптимальная дуга. Плавно и медленно с незначительными колебаниями в стороны электрод перемещается по направлению создаваемого стыка. Когда еще до окончания шва электрод сгорел, то следует вставить второй, отступить примерно 10-12 мм от образовавшего в оборвавшемся шве кратера, повторно зажечь дугу и продолжать процесс, двигаясь вперед.
Обычно стыковые соединения в несколько слоев выполняет:
- двумя – элементы, толщина которых не превышает 6 мм;
- тремя – детали с диапазоном толщины от 6 до 12 мм;
- четырьмя – изделия, у которых больше 12 мм составляет толщина.
Различают также разные траектории движения дуги и выполнять их нужно одновременно:
- поперечная. Ширина движений должна отвечать заданной ширине шва;
- продольная. Формирует тоненький валик ниточного шва;
- поступательная. Способствует поддержанию однообразной дуги, сам электрод при этом перемещается вдоль линии сварного соединения.
Сплошным швом сваривать не рекомендовано, поскольку произойдет перекос металла. При слишком быстрых движениях электродом стык получится неровным и на нем останутся непроваренные участки. Слишком медленно также нельзя электрод вести, потому в металле возникнут дырки от прожига.
Следить необходимо за зазором между свариваемой поверхностью и электродом. Если он очень маленький, то металл попросту не прогреется. Непрочный и неровный шов получится чрезмерно большом зазоре.
Хоть с первого взгляда довольно сложной кажется ручная дуговая сварка для начинающих, но если изучить технологию и следовать инструкции, то научиться сварочному мастерству может каждый.
Особенности выполнения сварочных работ
Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
Вначале необходимо зажечь электродугу между кончиком электрода и поверхностью детали. Для этого сварщик наносит электродом точечные или чиркающие движения по детали. После нескольких касаний происходит вспышка, которая свидетельствует о том, что дуга зажглась
В зоне такого действия металл мгновенно начинает плавиться, поэтому важно отработать движение и делать всё максимально быстро
Выполняя электродуговую сварку, многие специалисты сталкиваются с тем, что электрод просто начинает липнуть к поверхности металла. Такая проблема возникает, если мастер, используя чрезмерную силу, прижимает электрод. Вся работа должна проходить легко и плавно. Чтобы сваривать детали между собой требуется минимальное касание электрода с их поверхностью.
В процессе важно следить, чтобы длина дуги соответствовала диаметру электрода. То есть максимально ровно держать и проплавлять металлические изделия, формируя качественный сварной шов, но это не единственное требование
На качество шва оказывает влияние ещё и правильный выбор полярности при подключении кабеля массы и инвертора. Выбрать правильно полярность получается, только если точно значь марку стали соединяемых заготовок. Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия.
Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
При использовании низкого тока, швы получаются узкими и выпуклыми, что мешает хорошей стыковке деталей. Установка высокого тока разбрызгивает металл на поверхности и тем самым появляются прожиги, которые портят внешний вид изделия. Тонкий и немного приплюснутый шов — это показатель быстрого продвижения электрода. Толстый и расплывчатый шов — это свидетельство долгого продвижения электрода. Правильный шов получается при правильном выборе тока, нормальной и стабильной скорости работы.
Любой человек, используя общие советы и правила, может понять, как правильно варить сваркой. В этом нет ничего сложного, если соблюдать технологию и правильно подготовить оборудование, площадку и спецодежду перед началом соединения металлических изделий. Главное постоянно соблюдать технику безопасности, а опыт приложится с практикой.
Этапы начала работы со сваркой
После подготовки рабочего места и овладения удержанием стабильной дуги, а также практикой по наложению швов на ровную поверхность, можно приступать к соединению двух частей пластин. Для этого требуется:
- Выставить изделие в нужном положении.
- Произвести фиксацию заданного положения сварными прихватками, длинной в 5 мм, минимум в двух местах с каждой стороны. Это необходимо ввиду свойства металла сжиматься и расширяться от нагрева. Если приступить к свариванию частей без прихваток, то другой край изделия может существенно отклониться от необходимого размера. От прихваток отбивается шлак, чтобы исключить его повторное расплавление и попадание в сварочную ванну.
- Зажигается дуга и накладывается корневой шов. Завершение шва необходимо делать внахлест застывшего металла, чтобы избежать воронок и иных дефектов.
- Отбивается шлак, и визуально проверяется качество соединения.
- Накладывается шов на противоположной стороне для баланса натяжений.
- Выполняются последующие слои с чередованием сторон.
- Окончательный вариант обрабатывается, по необходимости болгаркой, и закрашивается для предотвращения коррозии.
Технология
Сначала следует найти верстак либо иное подходящее основание. Оно должно быть сделано из негорючего материала. То есть деревянный стол как основание под сварку никак не подойдет. Рядом со сварочным оборудованием не должно находиться ничего, что может легко воспламениться.
Подготовка
Рядом с собой сварщик должен поставить ведро с водой – на случай спасения от угрозы возгорания. Надо найти безопасную зону, где будут складироваться остатки уже использованных электродов. Все же даже маленький электрод способен стать причиной пожара.
Необходимо настроить сварочный ток и взять электрод. Электроды берутся 2–5 мм. Ток выставляется зависимо от того, какой толщины будут детали, и как именно будет свариваться материал. На корпусе агрегата обычно указана сила тока.
Если электроды только приобретены в магазине, их качество обычно не вызывает сомнений. Но если электроды не новые, и хранились они в помещении без отопления, достаточно влажном, их обязательно нужно высушить.
При выборе электродов необходимо придерживаться следующих советов:
- тройкой обычно варят металл толщиной до 5 мм;
- для металла толщиной 1,5–3 мм берут электрод диаметром 2–2,5 мм;
- электроды в 4 мм в домашних условиях практически не используют, домовая сеть с ними не справится.
Об ориентировании деталей: для новичка проще работать на горизонтали. Контроль сварочной ванны выполнять в таком виде проще. Сила тяжести будет давить на расплав в направлении сверху вниз, не сдвигая его. Присадочный металл электрода перенесется в образуемый шов. Поэтому начинающие сваркой занимаются на столе, а сбор укрупненных деталей ведут «по месту». Но и вертикальной сварке несложно научиться, вопрос времени.
И еще о выставлении тока: сварочный ток коррелирует с толщиной электрода. Техника ограничивает лишь нижние границы тока. Для электрода-двойки переключатель ставится на 70–80 А, для тройки – 100–140 А. Сначала нужно выставлять ток немного выше минимума, а потом поднимать его показатель.
Сварочные работы
Следует рассказать о вариантах сварки, прежде чем перейти к пошаговой инструкции. Сварка бывает стыковой, внахлест, угловой и тавровой. В первом виде работает практически прямой электрод, в других случаях электрод придется наклонять. Провариваться будут две детали, которые расположены в перпендикулярных областях.
Чтобы научиться правильно варить, нужно придерживаться нескольких шагов.
Поджиг. Чтобы зажечь дугу, нужно осуществить чирканье электродом по детали, как сделали бы это спичкой. Чиркать надо по траектории шва, иначе есть риск испортить базу. Электрод немного наклоняется к вертикали, выдерживая угол примерно в 30 градусов.
Такие уроки – только теоретическая подготовка, без претензии на детальное руководство. Но сварка и не требует быстрого научения, придется вспомнить и курс школьной физики с его переменным и постоянным током, процессами в среде углекислого газа. А главное – требуется вспомнить все правила безопасности. Не стоит жалеть время на подготовку: информирован – значит, вооружен и риски неудачной работы низки.
Об основах сварки для начинающих смотрите далее.
Как правильно следует варить продукты
У кого из нас не было случаев, когда недоваренная пища получалась грубой и жесткой, а переваренная наоборот — становилась безвкусной и бесформенной размазней?
Многие считают, что здоровое питание заключается в правильном выборе и подборе продуктов. Но этого не достаточно
Не менее важно правильно сварить эти продукты
Следует иметь в виду, что правила и время варки у различных продуктов могут иметь существенные отличия. Кто, к примеру, помнит, сколько нужно варить говяжье легкое или свиную печень? А как следует правильно варить горох или рыбу?
Конечно, многие из вас об этом и не забывали. А, что сказать о молодых и не опытных хозяйках, которые только начинают постигать азы кулинарного искусства? Трудно вспомнить то, что никогда не знала. Именно для тех, кто не помнит, не знает, не слышал, и существует данная рубрика.
Продукты можно варить по-разному, но обязательно правильно
Вопрос, «как варить макароны» у многих может вызвать удивление. А в ответ на вопрос: «знаете ли вы, как варить яйца?», многие рассмеются. И напрасно. Не так все просто и однозначно, как может показаться на первый взгляд.
Существуют свои правила и при варке тех или иных продуктов. И пренебрегать ими — значит лишать себя того бесценного дара, которым так щедро делится с нами природа
Вот, почему очень важно знать, как правильно следует варить продукты, чтобы на долгие годы сохранить свое здоровье, молодость и радость жизни
Как варить макароны
Для варки макарон следует использовать обыкновенную кастрюлю подходящего размера. Некоторые, почему-то, советуют выбирать кастрюлю с плотными стенками. Хотя, трудно себе представить, какие стенки у кастрюли плотные, а какие нет. Используйте любую посуду, в которой вам будет удобно варить, и это будет правильно. Далее: Как варить макароны.
Как варить яйца
Прочитав эту статью, вы научитесь не только варить куриные яйца, но и узнаете, как их правильно выбирать и хранить. Чем яйца отличаются друг от друга, какие из них полезнее и, как их следует подавать к столу. А главное, вы узнаете, какие яйца можно употреблять без опасения для своего здоровья, а от каких следует обязательно отказаться. Далее: Как варить яйца.
Как варить мясо
А вы знаете, как и сколько нужно варить мясо, к примеру, телятину или конину, а говяжье сердце или свиные почки? Читайте и запоминайте, эта статья вам ещё не раз пригодится. Далее: Как варить мясо.
Как варить овощи
Овощи можно варить не только в воде, как мы привыкли, но и на пару. В этом случае их вкус напоминает вкус и аромат свежих овощей. К тому же, в них сохраняется больше минеральных веществ. А вот количество витаминов уменьшается потому, что варить овощи на пару приходится значительно дольше, чем в воде. Далее: Как варить овощи.
Как сварить горох
Сварить горох не так просто, как может показаться на первый взгляд. То он долго не разваривается, то становится слишком жидким, то пригорает и приобретает специфический горелый привкус. А то, остается слишком твердым. Далее: Как сварить горох.
Как варить варенье
Варить варенье начинают с июня, когда появляется первая клубника. По мере созревания ягод и фруктов, объём работы существенно возрастает. Вместе с этим быстро увеличивается и количество банок с готовой консервацией.
Для того, чтобы сварить варенье, особых знаний и усилий не требуется. Для этого необходимо чуточку желания и столько же умения. Далее: Как варить варенье.
Как варить рыбу
Так уж повелось, что вареная рыба у большинства из нас, особой симпатией не пользуется. А происходит это потому, что многие не знают, как правильно её варить.
Обладая великолепными качествами и замечательными свойствами, вареная рыба может стать настоящим деликатесом на нашем обеденном столе. А уж, для тех, кто придерживается той или иной диеты, лучшего блюда и быть не может! Далее: Как варить рыбу.
Как варить каши
Нам с детства известна поговорка «щи да каша — пища наша». Отсюда и отношение к кашам складывается какое-то особенное — теплое, уважительное, словно пришедшее откуда-то из детства.
Каши довольно распространенное блюдо. Они полезны и, чтобы их сварить, особых навыков не требуется. Просто нужно знать особенности той или иной крупы, сколько времени понадобится, чтобы её сварить и, как правильно эту крупу подготовить. Далее: Как варить каши.
Как следует варить другие продукты, можно узнать на нашем сайте в отдельной рубрике.
А, чтобы не пропустить другие интересные новости, просто подпишитесь на обновления. Желаю всем здоровья и приятного аппетита. До новых встреч.
Сварка толстых и тонких деталей
Toggle Nav
Поиск
Если следовать наилучшему дизайну, то соединение толстых деталей с тонкими должно быть сведено к минимуму. Когда нам нужно соединить толстое с тонким, мы должны следовать некоторым основным правилам, чтобы добиться успеха. Более толстая часть всегда сможет поглотить больше тепла, чем более тонкая. Также следует учитывать теплопроводность материалов и их влияние на процесс сварки. Такие материалы, как алюминий, могут поглощать гораздо больше тепла, чем сталь или нержавеющая сталь.
При сварке чего-то толстого с тонким, мы должны убедиться, что у нас правильно настроена сила тока, иначе мы рискуем сжечь более тонкую из двух частей. Если мы установим низкую силу тока, чтобы предотвратить чрезмерное плавление при сварке, мы рискуем не иметь достаточно тепла, чтобы расплавить бегущую часть. Кроме того, если мы установим слишком высокий уровень силы тока, чтобы нагреть более толстую часть, мы рискуем сжечь или расплавить более тонкую часть.
Один из подходов заключается в использовании правильной силы тока для более тонкого материала. Используя горелку или другой нагревательный инструмент, нагрейте более толстую часть до точки, в которой она легко приварится к более тонкой части. Использование этого процесса также полезно для увеличения эффективной теплоты, которую вы можете получить с помощью некоторых небольших сварочных аппаратов. Если мы предварительно нагреем основной материал, мы сможем сварить более толстый материал, чем обычно.
Другой метод, который мы можем использовать, заключается в установке силы тока, достаточной для сварки более толстой из двух металлических частей. Когда мы свариваем, мы просто целуем край более тонкой части и направляем большую часть тепла на более толстую часть. Угол наклона горелки и электрода может сыграть большую роль при использовании этой техники. Наличие достаточного количества присадочного металла в соединении также действует как огнетушитель на более тонкую часть.
Есть еще один трюк, который мы можем использовать, когда сталкиваемся с тонкими и толстыми сварка проблема. Мы можем разместить радиатор на обратной стороне более тонкой части. Если мы поместим кусок меди, латуни или алюминия на обратную сторону более тонкой части, это может предотвратить преждевременное плавление до того, как более толстая часть будет готова расплавиться. Блок, зажатый на обратной стороне листа или пластины, сделает свое дело.
Твердый стержень или стержень, вставленный в трубу или трубу, также хорошо работает. Возможность механической обработки детали иногда является лучшим способом изготовления необходимого радиатора или оснастки. Для этих целей всегда пригодится немного обрезков алюминия и меди. Будьте изобретательны в использовании и применении, потому что существует более одного правильного подхода к проблеме сварки.
Если детали изготовлены из нержавеющей стали, титана или никелевых сплавов, необходимо рассмотреть возможность продувки инертным газом обратной стороны более тонкого компонента для предотвращения загрязнения, засахаривания или чрезмерного образования карбида. Если мы прожжем более тонкий материал и у нас не будет обратной продувки инертным газом, мы можем повредить материал без возможности ремонта. Мы должны проявлять особую осторожность, чтобы не перегреть эти материалы, и следить за тем, чтобы уровни силы тока соответствовали спецификациям процедуры сварки.
Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения более подробной информации об оборудовании для различных процессов сварки и резки. У компании Longevity есть подходящая машина для вашего конкретного применения, поэтому взгляните и выберите то, что лучше всего подходит для ваших материалов, продукта и потребностей.
Лучшие сварочные аппараты для тонких металлов — для продажи
Лучшие сварочные аппараты для тонких металлов — для продажи | Сварщик питанияВсе категории/ Магазин по использованию/ Дуговые сварщики/ Сварщики по металлу/ Для тонкого металла
5 штук найдено
Б/у Miller Dynasty 210 DX и педаль управления
Сварочный аппарат Millermatic 211 с автоматической установкой MIG
ESAB Fabricator 186i AC/DC Stick/TIG Kit/Reg/Torch Ct.
Millermatic 212 Auto-Set 220 Volt Сварочный аппарат СНЯТ С ПРОИЗВОДСТВА
Hobart EZ-TIG 165i
Во многих областях сварки требуется сварка металла почти толщиной с бумагу. Такие вещи, как высокопроизводительные велосипеды, мотоциклы, автомобили и самолеты, а также многие виды произведений искусства, связаны с работой с тонкими металлами. Правильный сварочный аппарат, а также правильные методы сварки необходимы для обеспечения того, чтобы металл не прогорел (или полностью не прогорел) при сварке.
Сварка ВИГ является предпочтительным методом сварки тонких металлов. Процесс TIG позволяет выполнять точную сварку именно там, где это необходимо, что приводит к более гладким сварным швам и более легкому готовому изделию. И когда дело доходит до сварщиков TIG, никто не сравнится с Welders Supply Company.
Сварщики по всей стране полагаются на Welders Supply по самым низким ценам на сварочное оборудование и принадлежности, а также на консультации специалистов.