Как сваривать тонкий металл электросваркой — Про дизайн и ремонт частного дома
Как варить тонкий металл
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги.
 Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва. - Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
 Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.

Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным. После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Как варить тонкий металл электродом. Работа инвертором
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины.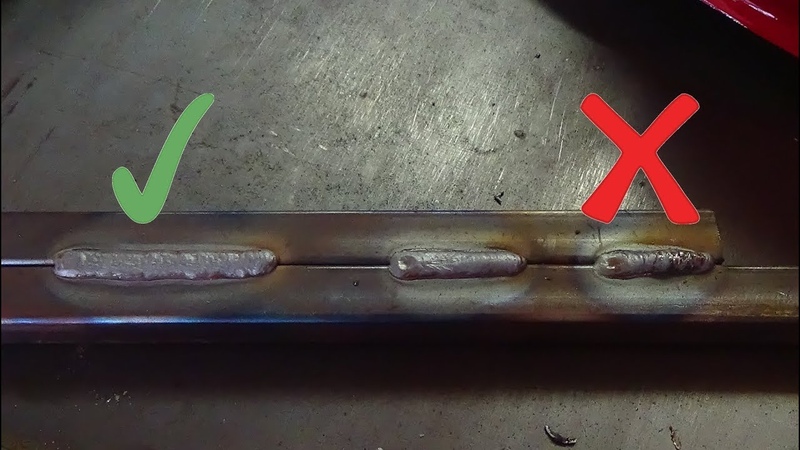
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей.
Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.

Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Секрет сварки тонкого металла
Варить тонкий металл электродом не так уж и просто, даже для опытных сварщиков знающих свое дело. Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Особенно сложно при сварке тонких металлов подобрать нужный режим и скорость сварки, чтобы не прожечь свариваемое изделие и не испортить его тем самым. Перегревать тонкий металл нельзя, в противном случае образуются дыра, заварить которую будет проблематично.
Отсюда вытекает вторая проблема, которая связана со сваркой на малых токах. Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.
Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.
Во-вторых, из-за малого тока, электрод все время норовит прилипнуть к металлу, и что-то сделать здесь для новичка очень сложно. Третья особенность сварки тонких металлов связана с их сильной деформацией при нагреве.
Поэтому здесь приходится варить прихватками, не слишком долго и постоянно дожидаться пока остынет заготовка.
Как варить тонкий металл инвертором и электродом
Рассмотрим в этой статье сайта mmasvarka.ru нюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
- Первое что нужно сделать, так это переключить инвертор для сварки на обратную последовательность. В таком случае тонкий металл будет намного меньше нагреваться, а основная температура придется на электрод. Чтобы переключить сварочный инвертор на обратную последовательность, нужно держатель электрода подсоединить к плюсовой клемме инвертора, а массу к минусовой. О том, как выбрать сварочный инвертор для дома читайте здесь.
- Выбрать для сварки самые тонкие электроды, диаметром до 2 мм.
- Выставить на сварочном инверторе ток не более 60 Ампер или меньше, если металл начнёт прожигать.
- Варить тонкий металл лучше всего в вертикальном или наклоном положении, ведя электродом сверху вниз. В таком положении металл будет меньше всего нагреваться.
- Выдерживать угол наклона электродом в пределах 40°, и при этом варить вперёд.
 О том, как выбрать сварочный инвертор для дома читайте здесь.
О том, как выбрать сварочный инвертор для дома читайте здесь.Кроме того, если есть такая возможность, то при сварке тонкого металла электродом нужно все время охлаждать заготовку.
Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
Как варить тонкий металл электродом
Ремонт тонкостенных деталей и конструкций сложен даже для квалифицированных сварщиков, которые знают, как сваривать листовой металл большой толщины. Этот опыт бесполезен при работе с тонкостенными заготовками, которая выполняется по иным правилам. Без знания специфики сваривания тонкого металла электродом невозможно создать качественное соединение.
Этот опыт бесполезен при работе с тонкостенными заготовками, которая выполняется по иным правилам. Без знания специфики сваривания тонкого металла электродом невозможно создать качественное соединение.
Особенности сварки тонколистового металла электродом
Проблемы, возникающие в ходе сваривания тонкого металла, похожи на брак при работе с толстостенными заготовками. Соединение листов толщиной меньше 2 мм затруднено несколькими факторами:
- Из-за малой толщины часто прожигается металл при неверной установке тока или медленном ведении электрода.
- Если, опасаясь прожога, сварку тонколистового металла проводить слишком быстро, останутся несоединенные места. Не проваренные участки также остаются при увеличении длины дуги, из-за чего кромки прогреваются слабо, а расплав растекается по поверхности. После очистки шов не будет герметичным, уменьшится его стойкость к излому и разрыву.
- При сварке по тонкому металлу с обратной стороны стыка образуется выпуклый валик. Проблему наплыва решают подкладыванием подложек, снижением силы тока, изменением способа наложения шва.
- Из-за сильного нагрева возможна деформация заготовок в виде волн и изгибов. Их после остывания выправляют резиновым молоточком, если нет особых требований по внешнему виду. В противном случае перед свариванием тонкого металла принимают меры для предотвращения перегрева.
- Из-за неумения держать короткую дугу или при установке малого тока, у новичков нередко залипают электроды при сокращении промежутка между ними и стыком. Шов становится не равномерным и не качественным.
 Проблему наплыва решают подкладыванием подложек, снижением силы тока, изменением способа наложения шва.
Проблему наплыва решают подкладыванием подложек, снижением силы тока, изменением способа наложения шва.Выбор электродов и настройка режимов сварки
Для сварки тонкого 3 мм металла нужны марки с рутиловой обмазкой, замедляющие плавление сердечника, иначе они будут быстро сгорать. На концах электродов с тугоплавким покрытием образуется козырек, препятствующий повторному розжигу дуги. Сердечник должен быть сделан из того же материала, что и заготовки или близкого по составу. Работа выполняется аппаратом переменного или постоянного тока, поэтому предпочтительны универсальные электроды. Перед сваркой тонкого металла их необходимо прогреть при температуре 170⁰C. После предварительного прокаливания легче зажигается и удерживается дуга без образования брызг.
Перед сваркой тонкого металла их необходимо прогреть при температуре 170⁰C. После предварительного прокаливания легче зажигается и удерживается дуга без образования брызг.
В зависимости от толщины заготовок, диаметр электрода и сила тока определяются по таблице:
Толщина заготовки, мм
Ток
Диаметр электрода, мм
Если у аппарата есть настройка начального напряжения, необходимо установить начальный ток на 20% ниже рабочего. Это избавит от прожога при зажигании дуги. Если такая опция отсутствует, сварку по тонкому металлу начинают с разжигания дуги на графитовой пластине с последующим переносом на стык.
Поскольку для сварки на тонком металле нужен малый ток, диапазон регулировки должен начинаться с 10 А. Если у аппарата минимальное значение выше, массу подключают через стальную пружину или балластное устройство, которые снижают ток до требуемого значения. При наличии импульсного режима можно сваривать сталь толщиной менее 0,5 мм. В промежутках между импульсами заготовки будут остывать.
В промежутках между импульсами заготовки будут остывать.
Технология сварки
Перед свариванием тонкого металла заготовки возле стыка и в месте подключения массы очищают от грязи. Работу выполняют в следующем порядке:
- Для лучшего зажигания дуги с кончика электрода удаляют 5 мм покрытия.
- Чтобы при сварке на тонком металле уменьшить вероятность деформирования, заготовки прихватывают между собой точками или отрезками длиной 1 см по всей длине соединения.
- Электрод держат на расстоянии 2 — 3 мм от поверхности стыка. Для качественной сварки тонкого металла длина дуги не должна быть больше диаметра сердечника электрода.
- Наложение шва начинают после образования сварочной ванны. При движении дуги она должна сохранять овальную форму, перемещающуюся вдоль стыка.
- Чтобы расходник не залипал, нельзя им тыкать по стыку во время наложения шва. Новичкам лучше пользоваться аппаратом с опциями антиприлипания и форсирования дуги.
- При сваривании листового металла держатель держат под углом 45 — 60⁰. При большем наклоне шов будет всплывать, образуя выпуклый валик, не проваривая кромки заготовок.
- Шов накладывается слева направо или к себе, вертикальное соединение выполняется снизу вверх.
- Сварку на тонком металле проводят без рывков и остановок с равномерной скоростью без поперечных движений.
- При работе постоянным током соблюдается обратная полярность, когда держатель подключен к плюсу. Это снижает вероятность прожога, так как уменьшается нагрев его кончика.
- После остывания соединения сбивают шлак, проводят проверку на отсутствие не проваренных участков и прожогов.

Способы сварки тонких листов металла
Когда листы необходимо соединить под углом, сварку тонкого металла выполняют методом отбортовки. Для этого края заготовок загибают под нужным углом и прихватывают между собой с шагом 5 — 10 см. Затем стык проваривают сплошным швом, не прерывая дуги.
Затем стык проваривают сплошным швом, не прерывая дуги.
Для соединения внахлест листы накладывают один на другой с перекрытием 1 — 3 см. Таким образом создается основание для наложения шва. Чтобы не было зазора, сверху кладут что-нибудь тяжелое. Дугу ведут в основном по нижнему листу, чтобы не допустить подрезов верхнего.
Для соединения встык листы кладут вплотную один к другому без зазора и разделки кромок, прихватывают в нескольких местах. В зависимости от требований и условий соединение выполняется:
- Точечным швом, если нет требований по герметичности. По всей длине стыка делают прихватки с промежутками, равными трем диаметрам электрода.
- Сваркой тонкого металла в шахматном порядке отрезками по 10 см. При таком способе тепло равномерно распределяется по стыку без его деформации.
- Прерывистым способом. Начав сварку по тонкому металлу, электрод кратковременно отводят от шва, а затем продолжают накладывать с той же точки. В моменты прерывания дуги температура заготовок понижается. Чтобы не допустить чрезмерного остывания, работу выполняют инвертором, настроенным на ток немного больше требуемого.
- Теплоотводящей проволокой диаметром 2 — 3 мм уложенной заподлицо вдоль стыка. Для сварки на тонком металле лучше использовать расходник, очищенный от покрытия. Дугу ведут по проволоке, на которую приходится большая часть тепловой нагрузки. Кромки нагреваются периферийными токами. После удаления проволоки не остается заметных следов. Этим же способом заваривают места прожогов.
- На металлических пластинах из меди, отводящих излишки тепла, которые подкладывают снизу.
 Чтобы не допустить чрезмерного остывания, работу выполняют инвертором, настроенным на ток немного больше требуемого.
Чтобы не допустить чрезмерного остывания, работу выполняют инвертором, настроенным на ток немного больше требуемого.Сварка оцинкованных листов
Перед свариванием тонкостенного металла, покрытого цинком, места возле стыка зачищают до стали шлифовальной машинкой, наждачной бумагой или щеткой с металлической щетиной. Для быстрого удаления покрытия его можно выжечь, дважды пройдясь дугой по стыку. Однако пары цинка очень ядовиты, поэтому работа проводится в помещении с эффективной вытяжной вентиляцией или на открытом воздухе. После очистки выбирается один из способов сваривания тонкого металла электросваркой.
После очистки выбирается один из способов сваривания тонкого металла электросваркой.
Начинающим сварщикам не стоит сразу браться за освоение сваривания встык, так как для его проведения нужен опыт и твердая рука. Лучше сначала потренироваться на соединении внахлест, где ниже вероятность прожога. После обретения навыков будет проще освоить более сложные способы.
Какой выбрать сварочный полуавтомат для дома
08.06.2018
Долгое время дуговая электросварка применялась только для соединения деталей из черного металла. Шов получался довольно грубоватый, присутствовали проблемы с образованием шлака в сварочной ванне. Поэтому там, где требовалось варить цветной или тонкий черный металл, применяли газовую сварку. Последние два десятка лет распространение получила технология, известная как полуавтоматическая сварка в среде защитных газов.
Сварочный полуавтомат — это аппарат для проведения сварки с помощью проволоки. Механизированная подача проволоки и возможность регулирования скорости подачи ускоряет процесс сваривания и уменьшает нагрузку на сварщика.
Как работает полуавтомат
Конструктивно сварочный полуавтомат близок к инвертору, но для соединения металла используется не электрод, а специальная сварочная проволока, подаваемая в зону нагрева автоматически (отсюда и название метода). Защита шва от окисления уже происходит не облаком газа, образованного при сгорании обмазки электрода, а подачей специального защитного газа по отдельной магистрали в зону горения дуги.
В результате образуется очень аккуратный шов, в котором нет пустот, заполненных шлаком. Зона нагрева при проведении работ минимальна. Поэтому снижается риск коробления или прожига тонкого металла. Полуавтоматической сваркой можно соединять и довольно капризные материалы: медь, алюминий, чугун.
Преимущества сварки полуавтоматом
- Очень высокое качество и прочность сварочного шва, намного выше, чем при обычной электродуговой сварке.
- Минимальная деформация рабочей зоны обрабатываемой детали.
- После сварочных работ изделие практически не нужно дополнительно обрабатывать от окалин и шлака.
- Возможность проводить длинный беспрерывный сварочный шов.
- Можно качественно сваривать практически любые металлы и их сплавы, достаточно просто правильно подобрать сварочную проволоку и защитный газ.
- Глубокое проваривание свариваемого материала, в некоторых аппаратах достигает значение в 20 мм.
- Сварку рекомендуют использовать для высокоточных работ и при соединении очень тонких (до 1-2 мм) металлов.
- Низкая цена аппарата и расходных материалов к нему.

Основных разновидностей полуавтоматической сварки три. Различаются они по способу защиты точки сварки.
Сварка без газа под флюсом
В этом варианте не применяется газ, поскольку внутри порошковой проволоки помещен флюс, по составу схожий с обмазкой электрода. Хотя такой метод и имеет недостатки традиционной сварки — может образовываться шлак в шве, поэтому требуется проваривать несколько раз с перекрытием швов для надежности.
Качество шва не самое высокое. Требует обратной полярности: минус подается на горелку, плюс — на деталь. Проволока довольно дорогая. Способ хорош там, где требуется мобильность, поскольку оператор избавлен от необходимости манипулировать оборудованием с тяжелыми баллонами.
Проволока довольно дорогая. Способ хорош там, где требуется мобильность, поскольку оператор избавлен от необходимости манипулировать оборудованием с тяжелыми баллонами.
Сварка с активным газом (MAG — Metal Active Gas)
Прямая полярность (плюс на горелке), в зону горения подается углекислый газ. Качества шва много выше, чем при сварке под флюсом. Хотя шов все-равно получается чешуйчатым, но уже без пустот, заполненных шлаком. Положительный момент: недорогой газ.
Сварка с инертным защитным газом — аргоном (MIG — Metal Inert Gas)
Прямая полярность. Наилучшее качество шва. Из минусов: высокая стоимость газа аргон и его смесей, оборудование плохо предназначено для эксплуатации в полевых условиях. По итоговому качеству этот вид оборудования аналогов не имеет.
Как правильно выбрать полуавтомат для дома и гаража
Существует убеждение, большие аппараты прочнее, надёжней, мощней и многофункциональней. Это не соответствует действительности. Современные технологии позволяют производить компактные, мощные устройства, которые не уступают в производительности и эффективности. Поэтому перед покупкой сначала анализируют технические характеристики модели — именно они определяют стоимость полуавтомата и особенности применения.
Поэтому перед покупкой сначала анализируют технические характеристики модели — именно они определяют стоимость полуавтомата и особенности применения.
Выбирая лучший полуавтомат для сварки, учитывайте индивидуальные критерии:
- В каких условиях будет использоваться оборудование: стационарный для гаража, на открытом пространстве или в полевых условиях. Если агрегат будет постоянно перемещаться, выбирайте компактные модели или агрегаты на колесах. Аппаратура с электроникой не приспособлена для низких температур.
- Какой металл будете сваривать и его толщина. От толщины деталей зависит диаметр электродов.
- Качество шва. Для кузовного ремонта и авто необходимо высокое качество сварного шва.
- Планируемая нагрузка. Для домашнего хобби можно остановить выбор на китайских полуавтоматах, они производительные, дешевые и многофункциональные.
- Сеть питания (трехфазная или домашняя 220 В).
- Наличие защиты от перепадов напряжения, короткого замыкания, перегрузки.
- Степень автоматизации. Опытные мастера предпочитают автоматическую регулировку рабочих параметров.

Однокорпусные и многокорпусные полуавтоматы
Исполнение оборудование может быть различным:
- Однокорпусным — система управления, подачи проволоки и преобразователь тока выполнены единым блоком. Предельно обжатая компоновка, удобная для домашнего мастера, но плохо подходящая для интенсивной и большой нагрузки. Применяется для оборудования, эксплуатируемого с малой интенсивностью, эпизодически.
- Многокорпусное — система управления, механизм подачи проволоки и преобразователь выполнены отдельными блоками. Есть системы с дополнительным водяным охлаждением горелки. Такое оборудование занимает больше места, но допускает очень интенсивную эксплуатацию. Именно по этой схеме выполнено большинство профессионального оборудования.
Однофазные и трехфазные
По напряжению питания так же существуют различия. Аппараты, рассчитанные на напряжение 220 В более компактны. Но выдают меньший сварочный ток. Поэтому применяются для работы с более тонким металлом. Хороши на выезде — по причине небольших габаритов. Из минусов — при недостаточной мощности сети возможно проседание сварочного тока и как следствие, низкое качество шва.
Но выдают меньший сварочный ток. Поэтому применяются для работы с более тонким металлом. Хороши на выезде — по причине небольших габаритов. Из минусов — при недостаточной мощности сети возможно проседание сварочного тока и как следствие, низкое качество шва.
Более стабильны аппараты, работающие от сети 380 В. С их помощью можно варить более толстый металл. Из недостатков: большая масса и потребность в трехфазной питающей сети — она есть не везде.
Бытовые, полупрофессиональные, профессиональные
Как и все инструменты, полуавтоматы можно разделить на три категории: бытовые, профессиональные и полупрофессиональные. Бытовые устройства для дома и дачи рассчитаны на эпизодическое кратковременное применение. Сварочный ток не выше 200 А. Из плюсов: невысокая цена, компактность. Совершенно не годится для интенсивной работы.
Профессиональные аппараты могут эксплуатироваться длительное время с серьезной нагрузкой. Выдают выше 300 Ампер. Минусы — цена и габариты.
Промежуточное положение занимает полупрофессиональное оборудование. Подходит для гаража, небольшой мастерской или сервиса. Там, где работа сложная, но не такая уж и частая. Отлично справляются с ремонтными, кузовными и строительными задачами. Максимальный ток 200-300 А.
Подходит для гаража, небольшой мастерской или сервиса. Там, где работа сложная, но не такая уж и частая. Отлично справляются с ремонтными, кузовными и строительными задачами. Максимальный ток 200-300 А.
По типу источника питания выделяют:
- трансформаторные;
- выпрямительные;
- инверторные.
Последние считают самыми надежными.
Классификация по типу подачи проволоки
Подача сварочной проволоки может производиться различными способами (применяют два ролика — прижимной и подающий, соединенный с приводом).
- Самый простой — толкающий. Привод находится в корпусе аппарата. Достоинство в простоте. Недостаток в ограничении длины подающей магистрали — не более 3-4 метров. При больших расстояниях возможно «утыкание» проволоки.
- Тянущий привод монтируют непосредственно в горелке. Это дает оператору больше свободы, но утяжеляет горелку и накладывает ограничения на объем сварочной проволоки — много запаса в рукоятке не разместишь.
- Там, где подача проволоки требуется на расстояния более 4 метров, применяют тянуще-толкающую подачу с двумя приводами (один вытягивает материал из корпуса, второй — направляет и подает ее в рукоятке). Это удорожает оборудование, но позволяет добиться более стабильного функционирования всего комплекса.

Закрытая система считается лучшей, т.к. предотвращает попадание пыли и грязи на проволоку.
Специалисты обращают внимание, что не стоит делить модели на хорошие и плохие. Лучший сварочный полуавтомат — тот, который эффективно решает пользовательские задачи.
7 правил, как научиться варить электросваркой тонкий металл
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 109500
[~ID] => 109500
[NAME] => 7 правил, как научиться варить электросваркой тонкий металл
[~NAME] => 7 правил, как научиться варить электросваркой тонкий металл
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
- углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
- углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
- прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Источник:
wikimetall.ru
[~DETAIL_TEXT] =>
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
- углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
- углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
- прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Источник:
wikimetall.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать...
[~PREVIEW_TEXT] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать...
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 21.07.2020 08:00:55
[~TIMESTAMP_X] => 21.07.2020 08:00:55
[ACTIVE_FROM] => 21.07.2020
[~ACTIVE_FROM] => 21.07.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/109500/
[~DETAIL_PAGE_URL] => /news/115/109500/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => 7_pravil_kak_nauchitsya_varit_elektrosvarkoy_tonkiy_metall
[~CODE] => 7_pravil_kak_nauchitsya_varit_elektrosvarkoy_tonkiy_metall
[EXTERNAL_ID] => 109500
[~EXTERNAL_ID] => 109500
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 21.07.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_META_KEYWORDS] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_META_DESCRIPTION] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать...
[SECTION_PAGE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_META_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_META_KEYWORDS] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_META_DESCRIPTION] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать...
[ELEMENT_PAGE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_DETAIL_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_DETAIL_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
7 правил, как научиться варить электросваркой тонкий металл
 Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
21.07.2020
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
— углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
— углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
— прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Источник: wikimetall.ru
Просмотров: 215
Как правильно варить полуавтоматом. Окончание
MIG/MAG — Metal Inert/Active Gas – это дуговая сварка плавящимся металлическим электродом (проволокой) в инертном (MIG) или в активном (MAG) газе. Больших сложностей этот процесс не представляет, но знать детали технологии любому сварщику – необходимо
Национальная энциклопедия строительства ProfiDom.com.ua завершает рассказ о методологии сварки полуавтоматом — MIG/MAG
Режимы сварки
Даже, профессионалы перед свариванием какой-либо конструкции или детали, выполняют несколько пробных швов на материалах такого же типа. Цель проб — установить оптимальные настройки для стабильного горения дуги и температурного режима, соответствующего толщине свариваемых деталей.
Для настройки сварочного режима предусмотрено два регулятора: V — напряжение и А — скорость подачи проволоки и соответствующий ей сварочный ток. Также имеется тумблер переключения скоростного режима: проволокой 0,8 мм и менее следует варить на увеличенной скорости, более толстой — на пониженной. Некоторые аппараты имеют третий регулятор индуктивной составляющей тока, он предназначен для настройки профиля сварочного шва.
Пробная настройка выполняется непосредственно возле аппарата, при этом регуляторы должны быть изначально повёрнуты в крайнее левое положение. После розжига дуги, необходимо постепенно увеличивать скорость подачи и напряжение для достижения соответствующего сварочного режима. При глубине шва до 2 мм и ширине до 4 мм, оптимально варить цикличным замыканием. Скорость нужно увеличивать до тех пор, пока редкие щелчки не сменятся стабильным треском с частотой около 20 Гц. Если при этом слышны пропуски, следует немного повысить напряжение, если же метал сильно разбрызгивается — снизить.
В случаях, когда в сварочной ванной скапливается избыток металла, следует снизить скорость подачи или ускорить движение горелки, но только если это позволяет температурный режим. Чтобы увеличить скорость плавления, сопло горелки нужно вести ближе к детали. Если требуется наложить заполняющий шов толщиной более 2 мм или шириной от 5–7 мм, сварка ведётся распылением, для чего напряжение нужно поднять практически до максимума.
Скорость подачи при этом повышается от нуля до того момента, когда аппарат начнёт варить в цикличном режиме, а затем снижается до приемлемого удобства ведения сварочного шва в соответствии с его шириной и глубиной.
Настройка индуктивности выполняется после того, как режим сварки будет стабильно настроен. Повышение индуктивности приводит к увеличению температуры дуги, из-за чего валик шва растекается сильнее и становится более пологим, однако при этом прогревается только верхний слой материала. При низкой индуктивности нагрев осуществляется вглубь шва, однако валик при этом более выпуклый. Индуктивность нужно настраивать с тем учётом, чтобы края валика расплавлялись и мягко сопрягались с прилегающими поверхностями.
Пространственное положение шва
Преимущества полуавтоматической сварки наиболее ярко проявляются при сварке объёмных конструкций, где необходимо периодически изменять положение шва. При этом, производится минимальная корректировка настроек, в большинстве же случаев дополнительных манипуляций не требуется. Тем не менее техника выполнения швов имеет специфические отличия.
Начинающим сварщикам следует учиться основам сварки полуавтоматом в нижнем положении шва. Горелка удерживается под углом в 60°, проволока должна быть направлена в сторону шва. При этом, крайне важно постоянно поддерживать расстояние от поверхности до сопла около 5–10 мм. Поднимая горелку вертикально можно добиться повышения температуры и регулировать пологость валика без изменения настроек аппарата.
Скорость ведения горелки должна быть постоянной и при этом коррелировать со скоростью подачи проволоки так, чтобы проволока всё время находилась в передней части кратера и поддерживалась одинаковая толщина на всей протяженности шва, при этом расплавленный металл должен застывать волнообразными наростами в 10–15 мм от сварочной ванны.
После освоения швов в нижнем положении, можно переходить к горизонтальному. Горелка при этом удерживается под 45° к поверхности и направляется вверх под углом в 15–20° от вертикали чтобы компенсировать текучесть металла. Горелка ведётся носиком вперед от себя, проволока удерживается на переднем краю кратера. Скорость подачи проволоки и ведения шва рекомендуется немного снизить для более качественного контроля над сварочной ванной.
Вертикальные швы выполняют подобной техникой сварки, но, при этом, сопло нужно удерживать параллельно шву под наклоном к поверхности в 45°, проволока направляется к центру сварочного кратера. Движение горелки осуществляется сверху вниз, оно должно быть достаточно быстрым чтобы обогнать стекающую каплю металла. Потолочные швы варить ненамного сложнее, но гораздо менее удобно. Горелку нужно вести носиком вперёд, проволока направляется на передний кран ванны и стык перед ней. Потолочный шов выполняется достаточно тонким чтобы не допустить стекание расплавленного металла вниз.
Коренные, заполняющие и косметические швы
В заключение следует рассказать о разнице сварки полуавтоматом деталей разной толщины. Практический максимум толщины шва при работе с любительскими аппаратами — 1,5..2,5 мм при толщине проволоки до 0,6–1 мм. Выполнение более глубоких сварочных швов следует выполнять в несколько этапов.
Детали толщиной в 1,5 мм и менее не сваривают сплошным швом чтобы не допустить коробления металла при нагреве. Шов состоит из точек диаметром 3–4 мм, что соответствует удержанию кнопки на горелке около 1 секунды, расположенных с шагом от 10 до 25 мм. Детали до 4 мм варят с двух сторон: сначала их позиционируют с зазором около 0,5 мм и проводят обычный сварной шов с лицевой стороны в режиме цикличного замыкания. После этого немного поднимают напряжение и выполняют провар с изнанки, оставляя тонкий пологий валик шва.
Сваривание деталей толщиной 6 мм или более требует основательной подготовки: сначала кромки подтачивают для плотного прилегания, затем с лицевой стороны снимают крутую фаску под 30°, оставляя на дне шва прямой участок кромки от 1 до 2 мм. Перед свариванием детали должны быть надёжно обездвижены с образованием зазора в 0,5–2 мм в зависимости от толщины, для чего их можно временно соединить между собой пластинами на ребро с тыльной стороны.
Первый этап — выполнение коренного шва. Его варят в режиме цикличного замыкания, добиваясь чтобы шов заполнил дно стыка до того уровня, где начинается скос фаски. Далее, аппарат переводят в режим сварки распылением и заполняют шов на всю глубину в несколько проходов.
При этом, обязательно нужно следить, чтобы края стыка тщательно разогревались, о чём свидетельствуют цвета побежалости на поверхности металла в прилегающей области. После завершения коренного шва и между проходами заполняющего шва дно стыка необходимо обязательно зачищать металлической щёткой, а лучше — абразивным диском.
Когда стык между деталями будет заполнен почти заподлицо с поверхностью, его накрывают косметическим швом. Скорость подачи при этом немного снижается, а сварка ведётся широким фронтом — около 8–15 мм в зависимости от толщины детали.
Проволока при этом ведётся из стороны в сторону по переднему краю сварочной ванны, скорость колебаний должна быть настолько высокой, чтобы оба края поддерживались в разогретом состоянии, при этом наплывы металла на шве получаются достаточно мелкими. Горелка при этом ведётся к себе, носик направлен в переднюю часть ванны. Края косметического шва должны быть качественно оплавлены для сцепления с поверхностью металла, высота валика — не более 1,5–2 мм.
Сварка тонкого металла электродом — Все о сварке
Как у профессионалов, так и у новичков часто возникает вопрос, как правильно осуществляется сварка тонкого металла электродом. Вся проблема в том, что сварка жести вызывает некоторые трудности, связанные с ее толщиной (0,1-0,3 мм), из-за которой может возникать деформация в процессе работы. Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Содержание статьи
- Особенности сварки тонкого металла электродом
- Требования и технология сварки жести
- Основные способы соединения тонколистового металла
- Особенности работы с оцинкованной сталью
Особенности сварки тонкого металла электродом
Сварка жести с помощью проводника процесс хоть и востребованный, но достаточно сложный и требует особого подхода. Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Сварка тонкого металла электродом ведется на низком токе, поэтому необходимо четко придерживаться расстояния между изделием и проводником, чтобы не утратить дугу. Одним словом, нужно долго учиться и тренироваться, как варить тонкий металл, чтобы полноценно прочувствовать весь процесс и научиться удерживать дугу.
Одной из особенностей является специальная подготовка для тонкого металла, для лучшего сцепления. То есть, детали необходимо максимально качественно очистить от масла, краски, грязи и пыли для лучшего скрепления. Следует учитывать, что не все виды швов и не каждая технология подойдет для сварки стальных листов.
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Источник: wikimetall.ru
[~DETAIL_TEXT] =>Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
- углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
- углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
- прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Источник: wikimetall.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать... [~PREVIEW_TEXT] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать... [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 21.07.2020 08:00:55 [~TIMESTAMP_X] => 21.07.2020 08:00:55 [ACTIVE_FROM] => 21.07.2020 [~ACTIVE_FROM] => 21.07.2020 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => /news/115/109500/ [~DETAIL_PAGE_URL] => /news/115/109500/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => 7_pravil_kak_nauchitsya_varit_elektrosvarkoy_tonkiy_metall [~CODE] => 7_pravil_kak_nauchitsya_varit_elektrosvarkoy_tonkiy_metall [EXTERNAL_ID] => 109500 [~EXTERNAL_ID] => 109500 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 21.07.2020 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл [SECTION_META_KEYWORDS] => 7 правил, как научиться варить электросваркой тонкий металл [SECTION_META_DESCRIPTION] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать... [SECTION_PAGE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл [ELEMENT_META_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл [ELEMENT_META_KEYWORDS] => 7 правил, как научиться варить электросваркой тонкий металл [ELEMENT_META_DESCRIPTION] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать... [ELEMENT_PAGE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл [SECTION_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл [SECTION_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл [SECTION_DETAIL_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл [SECTION_DETAIL_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл [ELEMENT_DETAIL_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл ) [FIELDS] => Array ( [TAGS] => ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 1 [~ID] => 1 [TIMESTAMP_X] => 15.02.2016 17:09:48 [~TIMESTAMP_X] => 15.02.2016 17:09:48 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [LID] => s1 [~LID] => s1 [CODE] => news [~CODE] => news [NAME] => Пресс-центр [~NAME] => Пресс-центр [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 0 [~RSS_FILE_LIMIT] => 0 [RSS_FILE_DAYS] => 0 [~RSS_FILE_DAYS] => 0 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => clothes_news_s1 [~XML_ID] => clothes_news_s1 [TMP_ID] => c83b747129a532c27a029fc5ccf0d07c [~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Новости [~ELEMENTS_NAME] => Новости [ELEMENT_NAME] => Новость [~ELEMENT_NAME] => Новость [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [EXTERNAL_ID] => clothes_news_s1 [~EXTERNAL_ID] => clothes_news_s1 [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www.alfa-industry.ru [~SERVER_NAME] => www.alfa-industry.ru ) [SECTION] => Array ( [PATH] => Array ( [0] => Array ( [ID] => 115 [~ID] => 115 [TIMESTAMP_X] => 2015-11-25 18:37:33 [~TIMESTAMP_X] => 2015-11-25 18:37:33 [MODIFIED_BY] => 2 [~MODIFIED_BY] => 2 [DATE_CREATE] => 2015-09-29 20:10:16 [~DATE_CREATE] => 2015-09-29 20:10:16 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [NAME] => Технические статьи [~NAME] => Технические статьи [PICTURE] => [~PICTURE] => [LEFT_MARGIN] => 21 [~LEFT_MARGIN] => 21 [RIGHT_MARGIN] => 22 [~RIGHT_MARGIN] => 22 [DEPTH_LEVEL] => 1 [~DEPTH_LEVEL] => 1 [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] => [~CODE] => [XML_ID] => 115 [~XML_ID] => 115 [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [SECTION_PAGE_URL] => /news/115/ [~SECTION_PAGE_URL] => /news/115/ [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [EXTERNAL_ID] => 115 [~EXTERNAL_ID] => 115 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Технические статьи [SECTION_META_KEYWORDS] => технические статьи [SECTION_META_DESCRIPTION] => [SECTION_PAGE_TITLE] => Технические статьи [ELEMENT_META_TITLE] => Технические статьи [ELEMENT_META_KEYWORDS] => технические статьи [ELEMENT_META_DESCRIPTION] => [ELEMENT_PAGE_TITLE] => Технические статьи [SECTION_PICTURE_FILE_ALT] => Технические статьи [SECTION_PICTURE_FILE_TITLE] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи ) ) ) ) [SECTION_URL] => /news/115/ ) 7 правил, как научиться варить электросваркой тонкий металл21.07.2020
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
— углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
— углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
— прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Источник: wikimetall.ru
Просмотров: 215
Как правильно варить полуавтоматом. Окончание
MIG/MAG — Metal Inert/Active Gas – это дуговая сварка плавящимся металлическим электродом (проволокой) в инертном (MIG) или в активном (MAG) газе. Больших сложностей этот процесс не представляет, но знать детали технологии любому сварщику – необходимо
Национальная энциклопедия строительства ProfiDom.com.ua завершает рассказ о методологии сварки полуавтоматом — MIG/MAG
Режимы сварки
Даже, профессионалы перед свариванием какой-либо конструкции или детали, выполняют несколько пробных швов на материалах такого же типа. Цель проб — установить оптимальные настройки для стабильного горения дуги и температурного режима, соответствующего толщине свариваемых деталей.
Для настройки сварочного режима предусмотрено два регулятора: V — напряжение и А — скорость подачи проволоки и соответствующий ей сварочный ток. Также имеется тумблер переключения скоростного режима: проволокой 0,8 мм и менее следует варить на увеличенной скорости, более толстой — на пониженной. Некоторые аппараты имеют третий регулятор индуктивной составляющей тока, он предназначен для настройки профиля сварочного шва.
Пробная настройка выполняется непосредственно возле аппарата, при этом регуляторы должны быть изначально повёрнуты в крайнее левое положение. После розжига дуги, необходимо постепенно увеличивать скорость подачи и напряжение для достижения соответствующего сварочного режима. При глубине шва до 2 мм и ширине до 4 мм, оптимально варить цикличным замыканием. Скорость нужно увеличивать до тех пор, пока редкие щелчки не сменятся стабильным треском с частотой около 20 Гц. Если при этом слышны пропуски, следует немного повысить напряжение, если же метал сильно разбрызгивается — снизить.
В случаях, когда в сварочной ванной скапливается избыток металла, следует снизить скорость подачи или ускорить движение горелки, но только если это позволяет температурный режим. Чтобы увеличить скорость плавления, сопло горелки нужно вести ближе к детали. Если требуется наложить заполняющий шов толщиной более 2 мм или шириной от 5–7 мм, сварка ведётся распылением, для чего напряжение нужно поднять практически до максимума.
Скорость подачи при этом повышается от нуля до того момента, когда аппарат начнёт варить в цикличном режиме, а затем снижается до приемлемого удобства ведения сварочного шва в соответствии с его шириной и глубиной.
Настройка индуктивности выполняется после того, как режим сварки будет стабильно настроен. Повышение индуктивности приводит к увеличению температуры дуги, из-за чего валик шва растекается сильнее и становится более пологим, однако при этом прогревается только верхний слой материала. При низкой индуктивности нагрев осуществляется вглубь шва, однако валик при этом более выпуклый. Индуктивность нужно настраивать с тем учётом, чтобы края валика расплавлялись и мягко сопрягались с прилегающими поверхностями.
Пространственное положение шва
Преимущества полуавтоматической сварки наиболее ярко проявляются при сварке объёмных конструкций, где необходимо периодически изменять положение шва. При этом, производится минимальная корректировка настроек, в большинстве же случаев дополнительных манипуляций не требуется. Тем не менее техника выполнения швов имеет специфические отличия.
Начинающим сварщикам следует учиться основам сварки полуавтоматом в нижнем положении шва. Горелка удерживается под углом в 60°, проволока должна быть направлена в сторону шва. При этом, крайне важно постоянно поддерживать расстояние от поверхности до сопла около 5–10 мм. Поднимая горелку вертикально можно добиться повышения температуры и регулировать пологость валика без изменения настроек аппарата.
Скорость ведения горелки должна быть постоянной и при этом коррелировать со скоростью подачи проволоки так, чтобы проволока всё время находилась в передней части кратера и поддерживалась одинаковая толщина на всей протяженности шва, при этом расплавленный металл должен застывать волнообразными наростами в 10–15 мм от сварочной ванны.
После освоения швов в нижнем положении, можно переходить к горизонтальному. Горелка при этом удерживается под 45° к поверхности и направляется вверх под углом в 15–20° от вертикали чтобы компенсировать текучесть металла. Горелка ведётся носиком вперед от себя, проволока удерживается на переднем краю кратера. Скорость подачи проволоки и ведения шва рекомендуется немного снизить для более качественного контроля над сварочной ванной.
Вертикальные швы выполняют подобной техникой сварки, но, при этом, сопло нужно удерживать параллельно шву под наклоном к поверхности в 45°, проволока направляется к центру сварочного кратера. Движение горелки осуществляется сверху вниз, оно должно быть достаточно быстрым чтобы обогнать стекающую каплю металла. Потолочные швы варить ненамного сложнее, но гораздо менее удобно. Горелку нужно вести носиком вперёд, проволока направляется на передний кран ванны и стык перед ней. Потолочный шов выполняется достаточно тонким чтобы не допустить стекание расплавленного металла вниз.
Коренные, заполняющие и косметические швы
В заключение следует рассказать о разнице сварки полуавтоматом деталей разной толщины. Практический максимум толщины шва при работе с любительскими аппаратами — 1,5..2,5 мм при толщине проволоки до 0,6–1 мм. Выполнение более глубоких сварочных швов следует выполнять в несколько этапов.
Детали толщиной в 1,5 мм и менее не сваривают сплошным швом чтобы не допустить коробления металла при нагреве. Шов состоит из точек диаметром 3–4 мм, что соответствует удержанию кнопки на горелке около 1 секунды, расположенных с шагом от 10 до 25 мм. Детали до 4 мм варят с двух сторон: сначала их позиционируют с зазором около 0,5 мм и проводят обычный сварной шов с лицевой стороны в режиме цикличного замыкания. После этого немного поднимают напряжение и выполняют провар с изнанки, оставляя тонкий пологий валик шва.
Сваривание деталей толщиной 6 мм или более требует основательной подготовки: сначала кромки подтачивают для плотного прилегания, затем с лицевой стороны снимают крутую фаску под 30°, оставляя на дне шва прямой участок кромки от 1 до 2 мм. Перед свариванием детали должны быть надёжно обездвижены с образованием зазора в 0,5–2 мм в зависимости от толщины, для чего их можно временно соединить между собой пластинами на ребро с тыльной стороны.
Первый этап — выполнение коренного шва. Его варят в режиме цикличного замыкания, добиваясь чтобы шов заполнил дно стыка до того уровня, где начинается скос фаски. Далее, аппарат переводят в режим сварки распылением и заполняют шов на всю глубину в несколько проходов.
При этом, обязательно нужно следить, чтобы края стыка тщательно разогревались, о чём свидетельствуют цвета побежалости на поверхности металла в прилегающей области. После завершения коренного шва и между проходами заполняющего шва дно стыка необходимо обязательно зачищать металлической щёткой, а лучше — абразивным диском.
Когда стык между деталями будет заполнен почти заподлицо с поверхностью, его накрывают косметическим швом. Скорость подачи при этом немного снижается, а сварка ведётся широким фронтом — около 8–15 мм в зависимости от толщины детали.
Проволока при этом ведётся из стороны в сторону по переднему краю сварочной ванны, скорость колебаний должна быть настолько высокой, чтобы оба края поддерживались в разогретом состоянии, при этом наплывы металла на шве получаются достаточно мелкими. Горелка при этом ведётся к себе, носик направлен в переднюю часть ванны. Края косметического шва должны быть качественно оплавлены для сцепления с поверхностью металла, высота валика — не более 1,5–2 мм.
Сварка тонкого металла электродом — Все о сварке
Как у профессионалов, так и у новичков часто возникает вопрос, как правильно осуществляется сварка тонкого металла электродом. Вся проблема в том, что сварка жести вызывает некоторые трудности, связанные с ее толщиной (0,1-0,3 мм), из-за которой может возникать деформация в процессе работы. Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Содержание статьи
- Особенности сварки тонкого металла электродом
- Требования и технология сварки жести
- Основные способы соединения тонколистового металла
- Особенности работы с оцинкованной сталью
Особенности сварки тонкого металла электродом
Сварка жести с помощью проводника процесс хоть и востребованный, но достаточно сложный и требует особого подхода. Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Сварка тонкого металла электродом ведется на низком токе, поэтому необходимо четко придерживаться расстояния между изделием и проводником, чтобы не утратить дугу. Одним словом, нужно долго учиться и тренироваться, как варить тонкий металл, чтобы полноценно прочувствовать весь процесс и научиться удерживать дугу.
Одной из особенностей является специальная подготовка для тонкого металла, для лучшего сцепления. То есть, детали необходимо максимально качественно очистить от масла, краски, грязи и пыли для лучшего скрепления. Следует учитывать, что не все виды швов и не каждая технология подойдет для сварки стальных листов.
Требования и технология сварки жести
Сварка тонколистового металла имеет ряд требований, которые рекомендуется выполнять для получения качественного результата:
- электроды для сварки тонкого металла следует подбирать в соответствии с толщиной рабочего изделия. При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
- во избежание деформации деталей, необходимо выбирать соответствующую силу тока, для сварки стальных листов небольшого диаметра;
- сварка тонколистовой стали должна производиться электродами с особым покрытием, которые будут медленно плавиться, позволят легко возбудить и удержать дугу, без разбрызгивания капель металла.
Особое внимание необходимо уделить выбору электрода. Для сварки жести нужно выбрать специальные проводники, которые обеспечивают медленное плавление и позволяют лучше удержать дугу. Использовать для работы можно как переменный, так и постоянный ток. Электроды для сварки инвертором тонкого металла лучше всего выбирать универсальные. Специалисты рекомендуют отдать предпочтение «троечке».
Касаемо технологии работы, то сваривать тонкие изделия лучше внахлест, так меньше вероятности прожечь металл.
Если необходимо произвести сварку листового металла встык, тогда его перед обработкой надо зафиксировать таким образом, чтобы они не двигались во время работы. При нагревании и остывании, металл имеет свойство расширяться и сужаться. В связи с этим могут возникнуть трудности, особенно у сварщика-новичка.
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Особенности работы с оцинкованной сталью
Оцинкованная сталь – это тонкий металл, который покрыт цинковым напылением. При работе с ним необходимо учесть несколько особенностей. Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Оцинкованный слой можно снять металлической щеткой или наждачной бумагой. Некоторые для этого используют абразивный круг. Все работы с цинком запрещено производить в закрытом помещении, так как его испарение очень вредно для организма.
Когда материал полноценно очищен до чистой стали, можно начинать процесс соединения деталей. При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4. При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника. Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
В завершение стоит отметить, что сварка жести – дело тонкое и кропотливое, требующее от сварщика определенных навыков в работе. Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Немаловажным моментом является тип спаивания. Сварка листового металла встык может быть реализована только в случае, если сварщик настоящий профессионал и правильно рассчитает силу тока, чтобы правильно соединить делали. В ином случае необходимо выбирать пайку внахлест. При этом уменьшается риск сквозного проплавления изделий. При инверторной методике важно правильно выставить силу тока. Тогда получится ровный и правильный шов.
Как приготовить тонкий металл. Как правильно сварить тонкий металл инвертором? Основные требования
Многие конструкции изготовлены из не толстой стали. Это автомобильные кузова, емкости для жидкостей и трубки малого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными устройствами, обеспечивающими оптимальное соединение. Но как приготовить такие материалы в быту? Какие электроды подходят? В каких режимах аппарата проводить шов? Инверторная сварка тонкого металла будет успешной, если вы знаете ответы на эти вопросы, а также посмотрите соответствующее видео.
Не все сварщики умеют сваривать стальные листы толщиной 1-1,5 мм. Для этого нужны определенные знания и навыки. Но если упорствовать и практиковаться, а также изучать видео о том, как приготовить тонкий металлический инвертор, можно добиться значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Бернс. Поскольку свариваемый материал достаточно тонкий, в нем часто возникают сквозные отверстия. Это самая частая ошибка начинающих сварщиков.Причина — неправильно подобранная сила тока и медленное ведение шва.
- Отсутствие пробития. Желая избежать первого дефекта, сварщики слишком торопятся пропускать стык, оставляя сырые пятна. Это нарушает герметичность соединения и делает изделие непригодным для работы с жидкостями. Сопротивление разрыву и разрыву также невелико. Правильная настройка инвертора и выбор электродов помогают в решении ситуации.
- Провисание с обратной стороны.Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками на обратной стороне поверхности. Спереди изделие имеет ровный шов, без пор и непровара, но расплавленный металл сварочной ванны под действием силы тяжести отодвигает участок шва на другую сторону. Ситуация решается специальными подложками или снижением силы тока, и изменением техники наложения швов.
- Деформация конструкции. Листовая сталь быстро перегревается, что приводит к расширению межмолекулярной составляющей.Конструкция начинает растягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общей кривизной. Холодная правка пресс-формы резиновыми молотками возможна на некритичных изделиях. Но если такой возможности нет, то накладывается определенное чередование швов по всей длине.
Б / у электроды
Чтобы успешно справиться с такой работой, важно правильно подобрать электроды для тонкого металла. Поскольку сварка ведется на малых токах, использование электродов диаметром 4 и 5 мм будет «задушить» электрическую дугу, не дав ей нормально гореть.
Лучшим вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка будет успешной, если расходные материалы предварительно прокалить при температуре 170 градусов. Это позволит покрытию расплавиться равномерно, не мешая манипуляциям с дугой и образованию швов.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, при которой электрод ненадолго отрывается от сварочной ванны.Если покрытие тугоплавкое, результатом будет образование на конце электрода своеобразного «козырька», препятствующего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают, как сваривать тонкий металл, пробуя различные настройки аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для данного вида работ. Вот основные настройки:
Важно установить сварочный ток ниже, чем при работе с толстыми листами.Это поможет избежать ожогов и подтеков. В этой области отлично зарекомендовали себя инверторы, позволяющие готовить на переменном напряжении, но с высокой частотой, а также устройства постоянного тока.
Если настройки блока позволяют установить уровень пускового напряжения, то вы должны использовать его и установить меньшее значение (около 20%), чем рабочий ток. Это предотвратит выгорание участка в начале зажигания дуги и поможет начать сварку сразу на стыке.Если пусковой ток не регулируется, то можно поджечь электрод на толстой поверхности, а затем передать его на стык.
Сварка тонкого металла предполагает работу при малых токах. Для этого в настройках инвертора необходимо поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимальное регулируемое значение выше этих параметров, то возможно снижение силы тока за счет дополнительного сопротивления в схема. Для этого между изделием и кабелем детали используется пружина из высокоуглеродистой стали.Также поможет установка дополнительного балласта, который снижает ток до нужного уровня.
Если в настройках прибора поддерживается работа в импульсном режиме, то этим можно воспользоваться. Прерывистой дугой сваривают особо тонкую сталь. Импульсный ток автоматически разорвет дугу, позволяя металлу остыть.
Сварочная техника
Сварка тонколистового железа требует грамотного приближения кромок пластин друг к другу. Стыковые соединения часто прожигают и подходят только опытным сварщикам.По возможности перекрывайте пластины внахлест. Это создаст основу для металла сварного шва и предотвратит прожиг всего продукта. В этом случае электрод направлен в основном на нижнюю пластину, так как другое положение приведет к поднутрениям верхней стороны.
При стыковке в стык проточка не выполняется. В промежутке тоже нет необходимости. Необходимо максимально плотно свести концы деталей и сделать прихватки. Низкая сила тока и тонкие электроды значительно упрощают работу.Тогда приготовить можно несколькими способами:
- Установите слабый ток и быстро ведите шов без колебательных движений строго по линии соединения.
- Увеличьте силу тока немного выше, но ведите шов по прерывистой дуге, давая металлу время остыть перед следующей «порцией» добавки.
- Готовьте, как описано выше, но используйте специальный субстрат, чтобы поддерживать температуру в помещении и избежать провалов. Металлический стол здесь не подойдет, так как изделие может частично привариваться к нему.Графитовая основа — хорошая альтернатива.
- Для предотвращения сильной деформации швы накладывайте в шахматном порядке или небольшими участками (по 100 мм). При втором способе следующий шов нужно закончить в начале предыдущего. Это позволит равномерно нагреть изделие по всей длине и минимизировать деформацию.
Сварка проводится короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение расстояния между концом электрода и поверхностью визуально предотвращает прожиг пластин, но не способствует образованию сварочного валика.Электрод удерживают к себе под углом 45 градусов или наклоняют в сторону. Следует избегать прямого угла, так как это приведет к прожогу.
Альтернативные методы
Помимо инверторов хорошо подходит и полуавтоматическая сварка, особенно при работе с кузовами автомобилей. Преимущество состоит в том, что нет необходимости менять электрод, поскольку проволока подается непрерывно. Это значительно ускоряет весь процесс для больших проектов. Расстояние между изделием и грелкой легче контролировать, поскольку в электроде нет горючей части.Начинающим сварщикам освоить этот метод проще.
Полуавтоматпозволяет работать с даже более тонкими стальными листами за счет использования проволоки 0,8 мм. Но такое оборудование не всегда есть в повседневной жизни, поэтому инверторный метод остается востребованным. После рассмотрения этих советов становится понятно, как правильно варить тонкий металл. Дополнительные видеоролики по работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Процесс сварки предназначен для создания тонкого металлического шва с помощью сварного шва… У многих продуктов тонкие элементы находятся в пределах 5 мм.
Сварка тонкого металла качественная с учетом параметров прочности, вязкости, пластичности.
Сварка тонкого металла качественная при таких параметрах как:
- силы;
- антикоррозийная стойкость;
- пластик;
- вязкость.
Как сваривать тонкий металл инвертором и какие условия используются при его сварке?
Виды сварки тонколистового металла и их особенности
Листы тонкого металла необходимо стыковать довольно часто.Многие детали и механизмы изготовлены из следующих материалов:
- лодок;
- моторных лодок;
- машин.
Хорошая сварка возможна только после изучения тонкостей процесса.
Основной особенностью соединения тонкого металла является вероятность его повреждения электродами с образованием непригодного для использования изделия. Неправильное обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению металлических поверхностей.Только опытные мастера, умеющие подбирать величину тока для сварки, могут создать правильную сварочную дугу.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитывается положение соединительного шва и толщина свариваемого листа.
Условия, которые необходимо соблюдать при сварке тонкого металла
Перед началом работы нужно выбрать размер электрода диаметром, равным толщине листа.Величина силы тока выбирается в зависимости от диаметра электрода. Большое внимание уделяется покрытию электродов; выбираются элементы с длительным периодом плавления.
Для соединения изделий используется сварочный инвертор, обеспечивающий хорошую работу … Сварка тонкого металла без особого труда осуществляется современным сварочным аппаратом, который имеет малый вес и высокую производительность. Инвертор работает от источника постоянного тока. Для соединения тонкого металла используются электроды любой марки.При работе с устройством рекомендуется регулировать силу тока в пределах 10-15 А. При использовании электродов диаметром 1,6 мм получается качественный.
Инвертор имеет идеальные вольт-амперные характеристики, которые можно регулировать для конкретного вида сварки. Потребляемая мощность устройства меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство для соединения тонкого металла
Прежде всего, необходимо изучить устройство сварочного механизма, что очень сложно из-за использования высоких значений напряжения, силы тока, максимальных частот… В процессе эксплуатации происходит двукратное преобразование напряжения из переменного в 220 В, в постоянное и высокочастотное. Инвертор включает в себя импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами координируют работу элементов сварочного аппарата.
Инвертор может выполнять несколько программ:
- исключить напряжение на сварочной дуге при замыкании;
- создать дополнительный импульс тока;
- обеспечивают разрушение жидкометаллических преград при сварке короткой дугой.
Рабочий процесс на сварочном аппарате
С помощью сварки можно создать своими руками в квартире или на даче много вещей. Отремонтировать машину, подключить металл намного проще, если использовать инвертор.
Для работы необходимо подготовить:
- электродов
- ;
- сварочный аппарат;
- перчаток;
- тиски;
- молоток; Кисть
- ;
- маска для лица;
- комбинезон из плотной ткани;
- емкость с водой для устранения возможных источников пожара.
Перед началом сварки важно убедиться в правильности напряжения в аппарате и в рабочей сети. Необходимо проверить вилку, розетку и кабель и убедиться в их исправности. Категорически запрещается работать на неисправном оборудовании.
Сварочный аппарат кладут на твердую поверхность после проверки заземления. Осмотрев толщину изделий, подбирают электроды. С помощью ручки на аппарате фиксируется необходимый ток.
Перед стыковкой металла с инвертором необходимо очистить заготовки от грязи и ржавчины. Затем металлические листы зажимаются в тисках. Электрод помещается в отверстие держателя. Дуга создается прикосновением и постукиванием по металлической пластине. После образования дуги необходимо не отпускать ее, проведя электрод по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварной шов остынет, частицы шлака удаляются молотком, а поверхность полируется до появления стойкого блеска.
Контроль сварочной дуги
При сварке необходимо контролировать зазоры между металлическим изделием и касающимся его электродом.
Те же размеры образовавшегося зазора — стабильная гарантия грамотно проведенного технологического процесса … При уменьшении размера заданного зазора получается дугообразный шов с участками его расплавленной боковой части. С увеличением расстояния процесс сварки становится невозможным: размер самой дуги искажается, и металл сваривается с некоторым уклоном в сторону.Только соблюдение указанного зазора при сварке позволяет сварить ровный красивый шов.
Формирование стандартного сварного шва с помощью инвертора
Соединять детали при сварке необходимо, чтобы не изменять скорость движения электрода, иначе не получится образовать ровный шов. Жидкое состояние сварного шва значительно ниже основной массы металла.
Образовавшаяся дуга способна захватить весь основной металл, толкнув всю ванну на исходное место, образуя сварной шов.Задача сварщика — совместить шов с металлом. Создавая руками зигзаги и описывая дуги, вы легко создадите ровный шов.
Весь процесс сварки зависит от качества электрода.
В таких случаях необходимо постоянно учитывать размеры места сварного шва. Стоит попробовать и разместить ванну строго по кругу. Благодаря равномерно раскачивающим движениям образуется шов, но необходимо следить за его образованием на одном краю металлической пластины, а затем контролировать его образование в верхней части ванны.
При приближении электрода к металлической заготовке образуется приподнятый шов. Большинство сварщиков добиваются плоского шва и движения ванны за счет значительного изменения угла наклона электрода. Идеально: регулировка угла наклона от 45 ° до 90 ° для получения идеального шва и контроля над ванной.
Особенности стыковки металла малой толщины инвертором
При работе сварщик руководствуется полярностью электродов. От их значения зависит долговечность сварного шва и прочность всего стыка.
Электроды обратной полярности образуют глубокий шов. При работе определяют, какой заряд использовать и как его подключить. Положительный заряд нагревается сильнее. Сформируется качественный шов, если наблюдать его при сварке. Создавая рабочий угол электрода в пределах 30 °, электрод подводят к металлу на близкое расстояние и образуется красное пятно, пока не появится капля расплавленного металла. Сварной шов образуется после соединения всех капель на листах.
Преимущества приварки к инверторным выпрямителям
Сварка тонкого металла выполняется аппаратами во многих областях промышленности из-за их низкой материалоемкости.Сваривать металл несложно за счет высокого постоянства дуги и получения качественных конечных показателей. Инверторы используются для аргонно-дуговой сварки, при которой главной ценностью является качество сварного шва.
Если выполняется полуавтоматическая сварка, то инвертор способен контролировать движение металла, уменьшать его разбрызгивание.
Самая современная технология — плазменная сварка. При его использовании увеличивается производительность труда за счет изменения скорости резания, образуется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложным оборудованием, иначе возникают неисправности. Оборудование выходит из строя при неправильных настройках, нарушаются правила использования товара. Если сварка не может быть выполнена при включенном устройстве, возможно, неисправен кабель.
Отсутствие тока в сети приведет к тому, что инвертор не включится. Иногда наблюдается прилипание электрода. Процесс связан с низким напряжением в сети.Недостаточные контакты, образующиеся при окислении стыков, приводят к выходу сварочного аппарата из строя. Чем тоньше и меньше дуга, тем больше вероятность неисправности инвертора. В особых случаях возникает неисправность модуля, которую устраняет сервисная служба.
Как правильно выбрать сварочный аппарат?
Производители сварочных инверторов должны указывать в документации продолжительность включения устройства.
Изучив весь объем предлагаемых работ, можно приступать к покупке сварочного аппарата.В первую очередь учитываются параметры свариваемых деталей. Электроды подбираются в зависимости от толщины свариваемых листов. Величина силы тока устанавливается в зависимости от марки металла и его размеров.
Режимов работы устройства:
- крайний;
- средний;
- длительный.
Низкое напряжение в сети в пределах 190 В приведет к занижению сварочного тока.Не используйте кабели длиннее 15 м. Они дают низкий сварочный ток.
Еще одна важная деталь — это учет особенностей электросети. Если его значение невысокое, необходимо использовать устройства, работающие с колебанием напряжения 220 +/- 5%.
Тепловая защита устройства зависит от соблюдения режима работы. Он рассчитан на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для поддержания инвертора в рабочем состоянии — это учет особенностей сварки.Устройства со снижением холостого хода применяются во влажных помещениях, колодцах, водоемах.
Инвертор не эксплуатируется при температурах ниже 0 ° C, и резкие изменения способствуют образованию конденсата внутри плат.
Приобретая инвертор, помните, что он используется в повседневной жизни для любых сварочных работ, имеет хорошие характеристики и во многих отношениях превосходит другое сварочное оборудование.
Для соединения металлических деталей используется большое количество устройств и способов сварки.Но если речь идет о соединении тонких (менее 2 мм) заготовок, то для этой цели подходят далеко не все методы и приспособления. Этот металл еще называют «листовым металлом». Он используется во многих областях, таких как:
- автомобилестроение, судостроение, авиастроение и железнодорожный транспорт;
- корпусных конструкций всех видов;
- части облицовки зданий
Сварка тонколистового металла не обошла стороной и домашних мастеров. В связи с тем, что сварочные инверторы получили достаточно широкое распространение в быту, возникает резонный вопрос: а можно ли сваривать тонкий металл в домашних условиях с помощью инверторного сварочного аппарата? В этой статье мы постараемся разобраться, как правильно варить металл электродом, узнаем тонкости и нюансы этого процесса.
Если у вас нет опыта в сварке тонкого металла, лучше сначала ознакомиться с технологией и функциями. Перед сваркой необходимых деталей потренируйтесь на ненужных остатках или на дефектной заготовке. Тогда будет видно, как ведет себя плавящийся металл электрода и как держится дуга. При инверторной сварке используется только небольшой ток, потому что рабочий зазор между электродом и заготовкой не может быть прерван. Для любого вида сварки необходимы средства защиты и одежда: кожаные термостойкие перчатки, грубая негорючая одежда, сварочный шлем или защитные очки, желательно ботинки с толстой резиновой подошвой.
Последовательность выполняемых работ при сварке инверторным аппаратом
Подготовка к работе
Не все умеют варить тонкий металл инвертором. Поэтому ниже представлена пошаговая инструкция для новичков. В ней описана последовательность работ при сварке тонкого металла электродуговой сваркой:
- Подбираем электрод и величину сварочного тока. Часто сила тока пишется на корпусе сварочного аппарата для разной толщины металла.Оптимальным значением будет 35-40 А. Подбираем электроды для сварки тонкого металла по таблице .
- Теперь вставляем выбранный электрод в держатель, зажимаем клемму массы на обрабатываемой детали.
- Важно отменить, чтобы свариваемые детали плотно прилегали друг к другу.
Рабочий процесс
- Сварка начинается точечным электродом для прихватывания тонкого металла по краям, затем делается точка в центре будущего шва.Так металл не успевает нагреться и внутреннее напряжение распределяется равномерно. Очки выполняются короткими движениями.
- После каждого нанесения поверхность сварного шва необходимо очищать металлической щеткой от следов шлака.
- Процесс рисования точек продолжается до тех пор, пока они не начнут накладываться друг на друга, пока шов не станет сплошным. Важно не торопиться и давать металлу остыть после каждого прохода точками, тогда металл не коробится и геометрия изделия не нарушается.
- После того, как точечный шов затвердел, для герметичности его можно продеть непрерывным швом на очень короткой дуге, упираясь электродом в покрытие и проводя его достаточно быстро.
Опытные сварщики советуют наклонять свариваемую поверхность относительно горизонта и вести шов снизу вверх. Шов необходимо «потянуть», в этом случае шлак будет стекать и выдуваться под давлением сварочной дуги.
Основным недостатком при сварке тонкослойных металлических изделий является большая вероятность обгорания, деформации и повреждения металла.Основная причина — неаккуратная работа сварщика, в результате получилось испорченное изделие.
Из всего вышесказанного можно сделать вывод, что качественная дуговая сварка тонких листов металла электродом возможна только при тщательном изучении особенностей технологического процесса и правильно подобранном оборудовании. Сделать необходимую дугу для сварки под силу только опытному сварщику, который уже набил руку и нашел необходимое значение тока.
Сваривать тонкий металл сплошным швом очень сложно, поэтому сварка ведется под углом вперед с отрывом дуги.Не забывайте, что в тот момент, когда вы оторвали электрод, его необходимо вернуть на то же место до начала процесса кристаллизации сварочной ванны. Если металл затвердеет, и вы добавите присадочный материал из электрода, сварка пойдет по шлаку. В этом случае нужно остановить процесс сварки, отбить шлак и только потом продолжить. Контролировать сварочную ванну. Если почувствуете, что металл не плывет и вы его не обожжете, можно готовить с опозданием, не надо каждую секунду отрывать электрод.Нет такого однозначного правила, что следует готовить весь шов с перерывом.
Сварка тонкого металла в гараже чаще всего встречается при проведении кузовного ремонта автомобилей. Конечно, корпус толщиной 0,8 мм, в лучшем случае 1 мм, намного проще сварить полуавтоматом, но если у вас нет денег на приобретение полуавтомата или он вам не нужен. покупка из-за одного небольшого заплаты, можно полностью справиться с ручной дуговой сваркой. Готовьте внахлест сплошным швом (но при этом способе будут большие поводки), либо точками с определенным шагом.Для стыковых соединений немного уменьшите силу сварочного тока. Стыковая сварка выполняется ТОЛЬКО без зазора. Не обращайте внимания на качество шва, в любом случае у вас где-то будет валик побольше, где-то поменьше, все равно в будущем швы подлежат механической чистке болгаркой, либо другим доступным способом, и проникновение будет обеспечено в любом случае, так как тонкий лист.
Не бойтесь пробовать, все начинали с плохих, некачественных швов, допустив огромное количество ошибок.
При сварке вертикальных швов из-за длинного электрода удерживать короткую дугу очень сложно. Не бойтесь держать электрод рукой, только в защитном чехле, иначе получите ожог. Так вам будет проще контролировать процесс.
После очистки металла могут появиться зазоры. Если мы говорим о корпусных металлах, их можно сварить, либо зашпаклевать. Если мы говорим, например, о сосуде высокого давления, соответственно, такие дефекты нужно устранять только сваркой.
Сварочные деформации могут возникать не только из-за колоссального нагрева сварочной ванны, но и из-за так называемой «памяти металла» при ремонте корпуса в месте удара.
Как приварить тонкий лист к толстому
Режимы должны быть такие же, как при сварке тонкого металла, нет необходимости выставлять силу тока на толстой пластине (начинающие сварщики часто допускают такую досадную ошибку и прожигают металл). Нагревают металл на толстой пластине, а затем переносят на тонкую.Это легко сделать, если толстый лист будет сверху, и довольно сложно — снизу.
В промышленности при изготовлении различных деталей очень часто требуется сварка тонкого металла электродом. Этот вопрос сегодня остается одним из самых проблемных как для начинающих, так и для опытных сварщиков. Приходится сваривать самые разные изделия. Например, кузов легкового автомобиля в основном состоит из тонких стальных листов. В основном использование тонколистового металла касается вопросов рентабельности производства.
Сварка используется для соединения различных металлов.
Основные требования
Естественно, сварка данного вида требует особого подхода, к ней предъявляются особые технологические требования.
При варке такого металла очень важно использовать подходящий электрод. Размер электрода, его величина прямо пропорциональна толщине листового металла. Для стального листа толщиной 3 мм сварку следует производить электродом 3 мм.Для более тонкого листового металла специально выбираются очень тонкие электроды. Например, если лист имеет толщину 2,5 мм, требуется электрод такого же диаметра.
При сварке тонкого металла необходим сварочный ток определенной величины. Этот параметр зависит от двух значений:
При сварке стального листа толщиной 3 мм сварочный ток обычно составляет более 140 А. При использовании сверхтонкого электрода необходимо снизить сварочный ток.Обычно устанавливается на 50 А.
Еще одним важным параметром при работе с тонким металлом является тип используемых электродов. Небольшая толщина металла требует небольшого тока, ему нужны электроды с покрытием, позволяющим легко получить искру и ее равномерное сгорание. Плавление таких электродов должно происходить очень медленно. В процессе сварки металл должен стать жидким.
Вернуться к содержанию
Сварочный полуавтомат: нюансы
Чаще всего сегодня можно встретить сварочный полуавтомат.Это устройство было специально разработано для сварки тонколистового металла. Самый узнаваемый — инвертор.
Для сварки разных металлов используются разные электроды.
Полуавтомат справляется с этой задачей очень легко. Поскольку он имеет особую регулировку, он может подавать очень небольшой ток. Такая операция зависит от:
- скорость подачи присадочного материала;
- сила тока.
Однако, как и везде, практика и опыт на первом месте.Полуавтомат позволяет выполнять непрерывную сварку, когда шов проводится плавно по всей поверхности детали. У него есть возможность выполнять точечную сварку. При использовании полуавтомата не нужно постукивать электродом по металлу, достаточно нажать тумблер в нужный момент.
Вернуться к содержанию
Основные сведения об используемых электродах
На сегодняшний день существует множество разновидностей, размеров и покрытий электродов. Для проведения сварки на слабом токе используются электроды со специальным покрытием.Это способствует быстрому возникновению искры и поддерживает устойчивое горение. Такой электрод имеет замедленное плавление и образует жидкий металл. В результате шов имеет красивый внешний вид.
Электрод ОМА-2 полностью соответствует этим требованиям. Его обложка состоит из:
- титановый концентрат;
- руда ферромарганцевая;
- муки.
В состав покрытия, помимо перечисленных выше веществ, входят и другие добавки, обеспечивающие стабильное горение дуги.Это именно то, что нужно при сварке тонкого металла.
Аналогичными свойствами обладают и электродыМТ-2. Они также легко сваривают особенно тонкий металл. Но, в отличие от «ОМА-2», сварку следует проводить только постоянным током, причем с обратной полярностью. При толщине свариваемых металлических листов более 1 мм допускается сварка на переменном токе.
Тонкие стальные листы хорошо свариваются газовой сваркой.
В результате получается очень качественный шов, который намного превосходит шов, полученный электросваркой.Но, следует отметить, при наличии инвертора вовсе не обязательно специально закупать газосварочное оборудование, чтобы сделать один шов. Расточительно и неэффективно. При некотором опыте и сноровке хороший шов получится и при электросварке.
Вернуться к содержанию
Для выполнения сварочных работ вам понадобится:
Сварка внахлест выполняется металлическими листами внахлест. Размер нахлеста зависит от состояния кромок.Чем они ровнее, тем меньше перекрытие. Желательно, чтобы размер нахлеста листов превышал 5 мм.
Листы должны плотно прилегать друг к другу. Для этого используйте зажимы, зажимные скобы или тяжелые грузики. Между листами не должно быть зазора, так как это может привести к прожиганию верхнего листа.
Для операции сварки необходимо установить определенное значение сварочного тока. Это значение зависит от:
- Размер электрода
- ;
- толщина листа.
Когда стальной лист имеет толщину менее 1 мм, параметр сварочного тока должен достигать 40 А. Для электродов диаметром 2 мм используется гораздо меньший ток. При диаметре 3 мм сила тока увеличивается.
Перед тем, как приступить к какой-либо серьезной работе, нужно немного потренироваться на листе металла такой же толщины. Это позволит определить оптимальное значение сварочного тока. Это напрямую связано с напряжением в сети и значениями, установленными на приборе.С помощью пробной сварки можно будет отработать определенную манеру, чтобы не было прожога металла. Дело в том, что гасить и царить дугу придется часто. Если немного задержаться с извлечением электрода, в металле появится дырка.
Свариваемые листы сначала должны быть скреплены прихватками. Для этого делаются небольшие шовные перемычки. Обычно их размер не превышает 10 мм. Шаг перемычек составляет 50 мм и делается по всей длине стыка.Процесс сварки необходимо периодически прерывать. Электрод отводят назад, чтобы погасить дугу, затем быстро снова зажигается, в такие моменты металл не остывает. Величина силы тока и размер толщины металла влияют на время, при котором наблюдается непрерывное горение дуги. При толщине металла менее 1 мм дуга горит около 3 секунд.
Освоив определенные навыки, можно приступать к выполнению основного технологического процесса сварки.Листы необходимо полностью сварить. Для этого сварка выполняется прерывистым швом. Для получения такого шва электрод периодически перемещают к холодной части стыка. В результате металл не начнет коробиться, особенно если длина стыка превышает 200 мм. Когда непрерывный шов короткий, коробление сводится к минимуму. Сварку нужно начинать с торца, постепенно переходя к другой стороне, затем к середине и т. Д.
Очень тонкие металлические листы можно сваривать встык. Для такой операции необходимо, чтобы края листа имели минимальный зазор относительно общей длины стыка.Лучшее — это отсутствие зазоров. Для сварки тонколистового металла методом стыковой сварки снизу устанавливается специальная вспомогательная футеровка. Это необходимо, так как очень сложно сваривать очень тонкий листовой металл без подложки. Правда, если есть сварочный инвертор, отличные электроды, импортные, то такая сварка вполне приемлема.
Как сваривать тонкий металл: пошаговое руководство (2021)
0Последнее обновление: 4 мая 2021 г.
Работа с более тонкими металлическими листами затруднена.Избыточный нагрев может привести к выгоранию. Меньшее количество тепла приводит к недостаточному провару сварного шва и образованию хрупких соединений. Выбранная вами процедура сварки играет решающую роль в успехе процесса.
Если вы собираетесь работать с тонким металлом, необходимо помнить о нескольких вещах, чтобы обеспечить плодотворное соединение. Большинство опытных сварщиков предлагают метод дуговой сварки, когда дело доходит до соединения тонкостенных металлов.
Тем не менее, вы можете решить проблемы соединения тонких материалов, используя несколько сварочных процедур.Если вы хотите узнать, как сваривать тонкий металл, продолжайте читать, чтобы узнать больше. Во-первых, давайте рассмотрим несколько вещей, о которых следует помнить.
Снижение выгорания
Перегорание происходит, если расплавленная сварочная ванна прогибается и отделяется от заготовки. В результате получается большая дыра, а не идеальный стык. Неисправность возникает из-за высокотемпературных выходов, с которыми невозможно работать. Если это произойдет, сварщику придется начинать все заново со свежей заготовкой.
Внешний вид сварного шва
Поскольку необходимо использовать меньшее тепловложение из-за тонких металлов, внешний вид сварного шва может привести к большему разбрызгиванию. Как сварщик, вы столкнетесь с этой проблемой, если будете работать с присадочными металлами из нержавеющей стали.
Угол факела
Место, где вы разместите фонарь, значительно влияет на количество передаваемой энергии. При определении рабочего угла и скорости перемещения необходимо учитывать характеристики металла и его температуру плавления.
Изображение предоставлено: Katya123ua, Shutterstock
Все эти факторы будут влиять на количество энергии, к которой металл предрасположен одновременно. Либо это может увеличить или уменьшить опасность, связанную с выгоранием.
Защитный газ
Выбор вашего газа значительно влияет на производительность процесса сварки. Если он не передает энергию так эффективно, как должен, он может создавать слабые суставы.
Он производит значительное количество брызг, если имеет невероятно высокую скорость передачи энергии.При этом вы рискуете продуть материал.
Как использовать сварочные аппараты MIG для сварки тонких металлов?
Регулировка стиля сваркиМодель SCT (Short-Circuit Transfer) для тонких металлов позволяет создавать идеальные сварные швы. SCT также уменьшает искривление сварных швов над стыком. Кроме того, он уменьшает вероятность возгорания (луж расплавленного металла).
Он включает в себя передачу слабого тепла. Тем не менее, некоторые аппараты MIG оснащены предустановленными режимами, когда речь идет о передаче импульсов и импульсов при коротком замыкании.Это функция, с помощью которой вы можете программировать и выбирать различные условия сварки.
A Защитный газЗащитный газ имеет решающее значение, поскольку он определяет внешний вид валика. Выбирайте защитные газы с более высокой концентрацией аргона для параметров сварки с дробеструйной обработкой. Лучше всего использовать газовую смесь из 25% углекислого газа и 75% аргона.
В сварном шве будет меньше брызг, потому что аргон отводит минимальное количество тепла по сравнению с диоксидом углерода. Положительная или обратная полярность анода подходит, если вы хотите сваривать сплошную проволоку с использованием тонких листов основного металла.
Кредит изображения: Вадим Куликов, Shutterstock
Выбор присадочного металлаИспользуйте более тонкий присадочный металл (проволоку) по сравнению с пластинчатым листом. Многие сварщики используют проволоку диаметром 0,023 дюйма и 0,024 дюйма для более тонких металлических листов. Металлы калибра 18, такие как нержавеющая сталь, имеют диаметр проволоки 0,030 и 0,034 дюйма.
Угол факелаОтрегулируйте угол резака, чтобы предотвратить выгорание в модели SCT.Независимо от положения сварки (вертикальное, горизонтальное и горизонтальное) убедитесь, что расстояние между наконечником с коротким контактом и заготовкой. Если между контактными наконечниками и металлическими деталями будет большое расстояние, возникнет нестабильная дуга.
Преимущества использования сварочного аппарата MIG для сварки тонких металлов
- Если у вас есть опыт, работать со сварочной горелкой MIG просто.
- Спусковой крючок сварочной горелки оснащен функцией регулировки пуска и остановки.
- Сварные швы MIG очаровательны с эстетической точки зрения.
- Если вы хотите сварить скульптуру из тонких металлических листов, сварка MIG — идеальный подход.
Недостатки MIG Welder
- Имеет ограниченную область применения.
- Сварочные аппараты MIG могут быть не лучшим выбором, если основной металл слишком толстый или тонкий.
- Они выделяют тепло, слишком сильное для тростниковых алюминиевых материалов. Однако, когда дело касается чугуна, он слаб.
- Если вы находитесь во влажной и ветреной среде, то метод сварки MIG не лучший вариант.
В зависимости от типа сварного шва и размера листа можно использовать обычный метод сварки MIG. Как вариант, вы можете комбинировать его с техникой пульсации, чтобы избежать удара.
Техника пульсации
В этом подходе нагрейте небольшой сегмент пластины, который вы хотите соединить, а затем дайте сварочной ванне полностью остыть. Не пытайтесь заполнить стык сразу.В результате в заготовке образуется отверстие.
Кредит изображения: kinganowak_22, Pixabay
Эта процедура имеет высокую проникающую способность материалов и осаждения металла. А поскольку в этой технике сварки существует сильное воздействие энергии, вам нужно быть особенно осторожным, если вы работаете с хрупким материалом.
В процессе убедитесь, что вы постоянно используете проволоку наименьшего диаметра. Предполагается, что это минимизирует связанные с этим риски, поскольку для плавления требуется меньше тепла. Это ограничивает передачу тепла основному металлу.
Одна из причин, по которой этот метод сварки широко используется при работе с листовым металлом, заключается в том, что вы можете регулировать выход энергии. Кроме того, это позволяет лучше контролировать внешний вид сварного шва. Таким образом будет легче исправить ошибки, которые могут возникнуть из-за более низкой скорости осаждения.
Как вы используете сварочные аппараты TIG для сварки листов Reedy Metal?
В отличие от процедуры сварки MIG, метод сварки TIG обеспечивает чистые и надежные сварные швы.Такой способ сварки идеально подходит для сварки металлов толщиной более шести миллиметров.
Тем не менее, прежде чем использовать его для сварки более тонких металлических листов, вам необходимо настроить аппарат TIG на идеальные настройки.
Примените подходящую настройку мощности и правильную педаль АппаратыTIG при нормальных условиях оснащаются ножными педалями. Педаль регулирует тепловыделение сварочного аппарата. Если вы используете аноды меньшего размера с меньшей мощностью, вы легко остановите выгорание.
Выберите правильный присадочный металлТорированный вольфрамовый анод размером 0,020 и 0,040 дюйма и церированный вольфрам 1/16 дюйма являются лучшими, если вы хотите сконцентрировать дугу на пластинчатых металлах. Тем не менее, в обычных сварочных аппаратах TIG используются заостренные аноды, которые обеспечивают надежный контроль дуги.
Изображение предоставлено: Prowelder87, Commons Wikimedia под лицензией Creative Commons Attribution-Share Alike 4.0 Международная лицензия
Они помогают точно сконцентрировать дугу на сварных швах.При производстве металлов из тонких листов очень важно уменьшить деформацию, используя подходящие присадочные металлы. Если вы выполняете сварку стальных металлов методом TIG с использованием тонких листов, концентрируйте вольфрам в сварном шве. Затем отшлифуйте его под углом, параллельным длине.
Некоторые основные подходы, используемые сварщиками TIG
Обычно, если вы ткнете или ткнете факел, это вызовет коробление или выгорание. Если дуга концентрируется в определенной области, она выделяет больше тепла на основном металле. Если вы используете пистолет TIG, убедитесь, что существует прямая линия транспортировки с максимальной скоростью.
Неравномерное распределение тепла приводит к искривлению и короблению сварных швов. Чтобы избежать искривлений, используйте метод пропуска сварки, чтобы выполнить последовательность сварных швов.
Как следует сваривать тонкий металл при сварке TIG?
Несмотря на то, что тонкий металл можно сваривать в самых разных положениях, легко сваривать под уклон и быстро при надлежащем контроле. Сварка пластичного металла позволяет вам двигаться с некоторой постоянной скоростью с небольшими усилиями.
Отлично подходит для менее опытных сварщиков TIG.Следите за тем, чтобы дуга была плотной, а лужа двигалась красиво и ровно. Если вы хотите сваривать в гору, выполняйте сварку при несколько меньшей силе тока.
Преимущества использования сварочных аппаратов TIG для сварки тонких металлов
- Обеспечивает тонкие сварные швы на пластичных металлах и снижает вероятность разбрызгивания.
- Это идеальный выбор для профессионалов, которым нужна точная сварка.
- С помощью вольфрамовой палочки можно легко сваривать как тонкостенные, так и стальные материалы.
Ограничения сварщиков TIG
- Сварку TIG могут применять только профессиональные сварщики.
- Этот режим сварки требует более крутого обучения.
- По сравнению со сваркой MIG, новичкам требуется больше времени для изучения аппарата TIG. Поэтому начинающим сварщикам следует начать со сварочного аппарата MIG (или гибридных устройств), прежде чем получить опыт сварки TIG.
TIG можно использовать для обработки различных материалов.Он отлично работает почти со всеми материалами. В зависимости от стыка и того, что требуется, вы можете выполнить сварку TIG с помощью любого из следующих способов сварки.
Кредит изображения: Pxhere под лицензией CC0 Public Domain
Пропускная сваркаВы уменьшаете коробление и неровный вид сварного шва, создавая более мелкие скачкообразные швы. При таком способе сварки разделите соединение на две равные части. Убедитесь, что энергия направлена на другие участки.
Вы уменьшаете количество энергии, к которой каждая секция предназначена одновременно, за счет пропуска сварки. Поступая так, вы уменьшите риск отказа суставов. Это приводит к опрятному виду и долговечности.
Опорные стержниЗакрепите заготовку на холодных стержнях, чтобы снизить риск ожога листа. Как только вы нагреете их спереди, опорные балки охладят их сзади. Он снижает риск повреждения сварного шва за счет регулирования тепловой мощности.
Конструкция шарнира и подгонкиСделать стыки в более тонких листах сложно. Вы должны убедиться, что они плотно прилегают друг к другу, потому что даже самые маленькие отверстия считаются выгоранием и образуют слабый стык. Чтобы этого не произошло, убедитесь, что два металла соответствуют друг другу, прежде чем начинать сварку.
С более тонкими металлическими листами нет места ошибкам. Это потому, что вы не можете отвлечь много материала в одном месте. Основное правило — дважды снимать размеры и один раз отрезать.Если вы справитесь с этим, то не рискуете повредить сустав.
Как использовать сварочный аппарат для сварки тонких металлов?
Другое название процедуры контактной сварки — SMAW (дуговая сварка защищенного металла). Этот способ сварки более старый по сравнению с другими видами. Однако это простая процедура, которая гарантирует надежные сварные швы.
Кредит изображения: vespaburoks, Pixabay
Если вы используете ручную сварку, анод становится жарким и расплавляет заготовку.Это специальный расходный стержень с флюсовым покрытием. Флюс помогает снизить опасность загрязнения, создавая защитный экран вокруг сварных швов.
Тем не менее, большинство профессиональных сварщиков не используют сварку штучной сваркой, поскольку при этой процедуре выделяется слишком много тепла на пластинчатых материалах. Вероятность выгорания высока. SMAW — это также подход, при котором в сварном шве остается шлак.
Какой самый лучший метод сварки тонкого металла?
Когда дело доходит до сварки тонких металлических листов, MIG и TIG — лучший вариант.Оба они отлично работают практически со всеми типами материалов. Тем не менее, если ваши металлические листы из алюминия или нержавеющей стали слишком тонкие, мы рекомендуем вам использовать технику TIG. Это потому, что это дает вам лучший контроль над тепловыделением.
СваркаMIG намного удобнее в использовании. Большинство людей используют автоматических роботов для выполнения этой задачи. Однако сварка MIG не подходит, если у вас рыхлые листы.
Выберите идеальный метод сварки тонкого металла
Сварка пластичного металла не должна вас пугать.Это всего лишь еще одна часть задачи, которую вы должны научиться овладевать и развивать свои знания. Не каждый из нас каждый раз начинает безупречно сваривать каждый тип металла.
Сварка требует практики, опыта и концентрации. Кроме того, некоторые материалы сваривать намного сложнее, чем другие.
Не забудьте воспользоваться приведенными выше советами по сварке тонкого металла. Возникают ошибки. Однако эти советы сделают вас более плодотворными, если вы уделите поставленной задаче необходимое внимание.
Изображение: Studio 72, Shutterstock
Полуавтоматическая машина для производства листового металлапо цене 450000 рупий за единицу | Jaipur
Полуавтоматическая машина для расширения листового металла по цене 450000 рупий за единицу | Джайпур | ID: 207062Спецификация продукта
| Производственная мощность | По продукту |
| Макс.ширина листа | 1 м |
| Толщина материала | 0.2 мм-1 мм |
| Ход в минуту | 25 мм |
| Мощность двигателя | 2 кВт |
| LWD отверстия сетки | 0-1,2 мм |
Описание продукта
Опираясь на многолетний опыт работы в отрасли, мы предлагаем полуавтоматический станок для производства листового металла премиум-класса.
Заинтересовались данным товаром? Получите последнюю цену у продавца
Связаться с продавцом
Видео о продукте
Изображение продукта
О компании
Год основания 2015
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот R.50 лакх — 1 крор
Участник IndiaMART с августа 2015 г.
GST08BRBPC0385D1ZA
Код импорта и экспорта (IEC) BRBPC *****
Мы “A.C. Engineering Works » — это индивидуальное предприятие , занимающееся производством высококачественных машин для производства металлических листов , машин для производства моющих средств и мыла , и т. Д.С момента нашего основания в 2015 по адресу Джайпур (Раджастан, Индия), , мы смогли удовлетворить разнообразные потребности клиентов, предлагая продукты, которые широко ценятся за их разнообразные сопутствующие атрибуты. Под чутким руководством нашего наставника «Mr. Pardeep Parjapati », , мы достигли предполагаемого имени в отрасли. Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Magics Metal Support Generation Module
Правильная ориентация для успешной сборки
Хорошая ориентация детали — это первый шаг к успешной сборке, предотвращающей деформацию или преждевременное завершение процесса сборки.Вы можете предотвратить коробление, ограничив площадь поверхности каждого слоя и тем самым контролируя накопление тепла. Большая разница в температуре между двумя последовательными слоями ставит под угрозу качество сборки и может привести к сбоям сборки, поэтому вам нужен инструмент, который позволяет им анализировать площадь поверхности для каждого слоя вместе с распределением тепла внутри сборки.
Одним из последних инструментов в Materialize Magics является граф распределения срезов, адаптированный для металлических приложений, который дает вам полный контроль над процессом сборки.С помощью графика распределения срезов вы можете быстро визуализировать площадь поверхности на срез, чтобы улучшить качество детали и сборки. Это можно сделать для одной или нескольких выбранных частей или для всей платформы сборки. Инструмент также учитывает опорные конструкции.
Для оборудования аддитивного производства металла, оснащенного более чем одним лазером, опция мультиоптики обеспечивает равномерное распределение рабочей нагрузки. Вы можете настроить ориентацию деталей или расположить их в различных областях платформы сборки, и все данные можно экспортировать в Excel для более подробного анализа результатов, помогая достичь оптимальной ориентации детали.
Инструменты ориентации Magics помогают грамотно ориентировать детали. Это может привести к уменьшению количества поддерживающих структур, уменьшению расхода материалов и уменьшению объема работ по последующей обработке. С помощью инструмента Оптимизатор ориентации, например, вы можете отметить зоны детали, где они не хотят иметь никаких опорных структур. Затем их направляют в положение, при котором зоны являются самонесущими. Инструмент «Автоматическое размещение» упрощает позиционирование деталей, выполняя часть работы за вас.
В зависимости от вашей цели оптимальная ориентация может состоять из правильного баланса между уменьшенной площадью поверхности на слой и количеством необходимой опоры. Инструмент предварительного просмотра поддержки дает вам предварительный просмотр того, как структуры поддержки могут выглядеть после создания. Предварительный просмотр обновляется в реальном времени во время ориентации, что сокращает количество итераций ориентации.
Три вида тормозов для листового металла и способы их безопасного использования
Дайте мне Тормоз: типы тормозов для листового металла и способы их использования
В металлообрабатывающей промышленности задействовано несколько виды техники для ее работы.Одна из таких машин — листовой металл. тормоз, который используется для сгибания различных видов металла. Если нужно согнуть лист металл, то тормоз для листового металла — ваш лучший выбор.
Лист состоит из трех основных компонентов металлический тормоз. Первый — зажим. Этот зажим удерживает листовой металл прочно, чтобы он не двигался во время сгибания. Второй — это гибочная пластина, на которой вы будете размещать листовой металл. Последний компонент — это рычаг, который поднимает изгибающую пластину до достижения необходимого угла для изгиб.
Существует три основных типа листового металла. тормоз.
Карниз Тормоз
Самый обычно используемый тип тормоза для листового металла, карнизный тормоз был запатентован в 1882 году. Это большой инструмент, который может делать прямые изгибы и простой складки на листе металла.
Тормоз с коробкой и панорамированием или пальцевый тормоз
Также известен как «Пальцевый тормоз», потому что он поставляется с серией стальных пальцев разных ширины, коробка и сковородный тормоз используются для изготовления кастрюль, коробок и т. д. объекты.Все, что вам нужно сделать, чтобы создать эти формы, — использовать только пальцы. которые необходимы для изгиба. Поскольку пальцы закреплены винтами с накатанной головкой, вам нужно убедиться, что те, которые вы собираетесь использовать, закреплены надежно и надежно затяните перед использованием коробки и поворотного тормоза.
BAILEIGH BB-3616E FINGER BRAKE
Построенный в соответствии с высочайшими стандартами с каркасом из листовой стали, этот небольшой коробчатый тормоз обеспечивает точный контроль над вашим применением.
ХАРАКТЕРИСТИКИ:
- Коробчатый тормоз 36 дюймов имеет максимальную нагрузку на низкоуглеродистую сталь 16 калибра.
- Изгиб до 135 °.
- Набор из 10 пальцев для изготовления коробок и сковород различной глубины и размера.
- Прочная конструкция из листовой стали и электросварная рама обеспечивают четкие углы изгиба даже в середине балки на полной мощности.
- Регулировка зазора пальцами справа и слева от гибочного тормоза позволяет использовать материал разной толщины.
- Baileigh предоставляет на этот пальцевый тормоз из листового металла годичную гарантию на детали и пожизненную техническую поддержку по телефону.
- Обычно имеется на складе для быстрой доставки.
- ОЦЕНКА: 945,00 $
Листогибочный пресс
Большинство карнизных тормозов максимальная формовочная способность коробчатых и лотковых тормозов ограничена относительно тонкими металлы. Для более толстых металлов и более сложных деталей следует использовать пресс. тормоз. Это наиболее распространенный станок с механическим или гидравлическим приводом. компоненты, чтобы приложить необходимое усилие для сгибания листового металла.
Как безопасно использовать тормоза для листового металла
Правильное использование тормоза из листового металла требуют навыков и знаний для обеспечения безопасности во время операция. Чтобы безопасно использовать тормоза для листового металла, выполните следующие действия:
Шаг первый: Очистите Площадь
Вам нужно работать в свободное место для безопасного использования тормоза для листового металла. Это потому, что листовой металл очень острые и могут приходить большими частями. Вам нужно много места маневрировать, никому не причинив вреда.Убедитесь, что на полу нет препятствий, чтобы вы не споткнулись или не упали.
Шаг второй: подготовка Листовой металл
Перед гибкой необходимо Прежде чем делать какие-либо надрезы, следует разметить область, которую вы хотите согнуть. При выполнении это поможет избежать повреждения листа при перемещении и выходе из тормоза. много раз.
Шаг третий: Иметь Помощь с большими листами
Листовой металл не тяжелый, он очень острый и хрупкий. Безопасная установка тормоза может требуется вторая пара рук.
Шаг четвертый: работа Станок
Для работы с листом металлический тормоз, вам просто нужно положить лист между двумя зажимами и потянуть рычаг. Это простая машина, но при обращении с ней нужно соблюдать осторожность. Это. Обязательно строго следуйте инструкциям по эксплуатации.
Где взять тормоз для листового металла
Если вы ищете тормоза для листового металла Baileigh на продажу, обратитесь к никто иной, как JMC Equipment. Мы предлагаем широкий ассортимент тормозов для листового металла.Свяжись с нами сегодня для получения дополнительной информации.
INSTAGRAM: @jmcautoequipment
FACEBOOK: JMC Automotive Equipment.
ССЫЛКА НА: JMC Automotive Equipment.
700 Вт * 700 мм Полуавтоматический ленточнопильный станок, металлорежущий станок, ручная подача, резка пучков
Описание Горизонтальный ленточнопильный станок по металлу GZ4270 представляет собой разновидность специального режущего оборудования, которое представляет собой пильное полотно по металлу в качестве режущего инструмента и для резки металлических материалов, в основном используется для резки квадратного и круглого проката из черных металлов и различных профилей, а также также используется для цветных металлов и неметаллов.Благодаря узкой резке пилы, скорости резания, формированию профиля, низкому потреблению энергии, это своего рода эффективное оборудование для резки с эффектом материала, позволяющее экономить энергию.
Главная трансмиссия станка с червячной коробкой передач через регулировочный конус ремня для изменения линейной скорости процесса пильного полотна; Гидравлическое бесступенчатое регулирование скорости регулирует скорость подачи стойки пилы, чтобы удовлетворить потребности резки различных материалов. Зажим заготовки с использованием гидравлических методов резко снижает трудоемкость и повышает безопасность работы, благодаря чему система имеет компактность, удобство в эксплуатации и обслуживании, а также другие характеристики.
Элемент
Основные характеристики
1, Конструкция: двухколонная или портальная. Колонна для хромирования в сочетании со скользящей гильзой для литья чугуна может гарантировать точность направления и стабильность пиления.
2, Направляющее устройство пильного полотна: разумная направляющая система с роликоподшипниками и карбидом эффективно продлевает срок службы пильного полотна.
3, синхронное колесо: высокое качество литья, высокая частота и плавность хода.
4, Гидравлические тиски: заготовка зажимается гидравлическими тисками и контролируется гидравлическим клапаном регулировки скорости. Его также можно отрегулировать вручную.
5, редуктор: высокопроизводительная червячная передача с характеристиками сильного вождения, точной коррекции и небольшой вибрации.
6, натяжение пильного полотна: пильное полотно затягивается (вручную, можно выбрать гидравлическое давление), так что пильное полотно и синхронное колесо прикреплены прочно и плотно, чтобы обеспечить безопасную работу на высокой скорости и частота.
7, Усовершенствованная гидравлическая технология, гидравлический зажим, бесступенчатое регулирование частоты вращения, плавная работа.
Газовая дуговая сварка металла — обзор
8.2.2 Дуговая сварка
При дуговой сварке тепло, необходимое для плавления металлов в месте соединения, создается электрической дугой между электродом и соединяемыми деталями. Используются два типа электродов: (1) плавящийся стержень или проволочный электрод, который не только проводит ток, но также плавит и подает присадочный материал в стык, и (2) электрод из неплавящегося стержня, который просто проводит ток в зону сварного шва.Дуга создает температуру около 3500 ° C на конце электрода и создает лужу жидкого металла в области сварного шва. Когда ванна затвердевает за электродом по мере ее удаления от стыка, между соседними частями создается металлургическая связь. Чтобы предотвратить химическую реакцию между жидким металлом и кислородом или азотом в окружающем воздухе, область сварного шва защищена источником инертного газа или шлака.
В автомобильной промышленности дуговая сварка применяется как для стали, так и для алюминия.Однако методы дуговой сварки стали и алюминия различаются из-за различий в их температурах плавления, теплопроводности и коэффициентах теплового расширения (см. Таблицу 8.3). На дуговой сварке алюминия также влияет наличие на его поверхности слоя оксида алюминия. Температура плавления оксидного слоя составляет примерно 2035 ° C, что в три раза выше, чем у алюминия. Этот оксидный слой имеет тенденцию поглощать влагу из воздуха, и, поскольку влага является источником водорода, она вызывает пористость в сварных швах алюминия.Водород также может поступать из масла, смазок, краски и различных поверхностных загрязнителей. Поскольку водород растворяется в жидком алюминии, он растворяется в жидкой сварочной ванне. Однако при понижении температуры во время охлаждения растворимость водорода в алюминии уменьшается, и растворенный водород удаляется во время затвердевания. При высоких скоростях охлаждения свободный водород захватывается сварным швом и вызывает пористость. Поэтому слой оксида алюминия необходимо удалить с поверхности алюминия перед дуговой сваркой.Помимо образования водородной пористости, мелкие частицы оксида, смещенные из оксидного слоя, могут захватываться сварным швом и вызывать снижение пластичности, неполное плавление и растрескивание.
Целостность металла сварного шва обычно не является проблемой для низкоуглеродистых сталей. Однако при дуговой сварке сталей с цинковым покрытием необходимо соблюдать осторожность, поскольку пары цинка могут вызвать пористость в сварных швах при высокоскоростных сварочных процессах. Обычно дуговая сварка низкоуглеродистой стали имеет такую же прочность, как и основная сталь; но в большинстве случаев дуговая сварка в алюминиевом сплаве слабее, часто в значительной степени, чем у основного алюминиевого сплава.Для сплавов серии 5000, не подвергающихся термической обработке, зона сварного шва будет иметь свойства после отжига с нулевым отпуском, независимо от начальной холодной обработки. Для термообрабатываемых сплавов серии 6000 свойства зоны сварного шва будут значительно ниже, чем свойства состояния T6. Послесварочная термообработка может помочь восстановить свойства зоны сварного шва в термообрабатываемых сплавах.
Среди алюминиевых сплавов, используемых для автомобильных кузовов, сплавы серии 5000 имеют более высокую свариваемость, чем сплавы серии 6000.Сплавы серии 5000 можно сваривать с присадочным материалом или без него, в то время как сплавы серии 6000 нуждаются в присадочном материале для предотвращения усадочного растрескивания, возникающего во время затвердевания жидкой сварочной ванны. Обычно в качестве присадочного материала с алюминиевыми сплавами используется алюминиевый сплав с высоким содержанием Mg, например сплав 5356 (Al – 5% Mg). Второй присадочный материал, используемый со сплавами серии 6000, представляет собой алюминиевый сплав с высоким содержанием Si, такой как сплав 4043 (Al – 5% Si). Другая проблема, связанная с дуговой сваркой алюминиевых сплавов, — это термически индуцированная деформация, которая может создавать значительные проблемы при сохранении размерной подгонки.
С увеличением использования высокопрочных сталей и AHSS возникла необходимость учитывать их способность к дуговой сварке. В таблице 8.4 приведены значения прочности сварного шва, определенные в результате испытаний на сдвиг внахлест на высокопрочной низколегированной стали (HSLA), которая является обычной высокопрочной сталью, и четырех AHSS, а именно двух сталей DP и двух сталей мартенситного (M). Эффективность соединения, определяемая как соотношение прочности сварного шва и прочности основного металла, очень высока для сталей HSLA и DP, но значительно ниже для мартенситных сталей.Низкая эффективность соединения мартенситных сталей объясняется размягчением зоны термического влияния (HAZ) из-за отпуска на стадии охлаждения. Интересно, что на усталостную прочность этих сталей не влияет размягченная ЗТВ, и обнаружено, что они нечувствительны к статической прочности основного материала (Yan et al., 2005).
Таблица 8.4. Прочность и эффективность сварного шва для GMAW высокопрочных сталей.
| Марка стали | Покрытие поверхности | Прочность основного металла | Прочность сварного шва (МПа) | Эффективность соединения (%) | |||
|---|---|---|---|---|---|---|---|
| Предел текучести (МПа) | UTS (МПа) | ||||||
| HSLA350 | Без покрытия | 350 | 512 | 508 | 99 | ||
| DP 600 | Горячее оцинкование | 379 | 617 906 296 9029 906 9029 696 296 Голый | 645 | 980 | 726 | 74 |
| M900 | Электрогальваническое цинкование | 848 | 965 | 468 | 49 | 649 | 6 90545 |
DP , двухфазный; GMAW , газовая дуговая сварка металлическим электродом; HSLA , высокопрочный низколегированный; UTS , предел прочности.
Источник: на основе данных Yan, B., Lalam, S.H., Zhu, H., 2005. Оценка характеристик сварных швов GMAW для четырех современных высокопрочных сталей. В: 2005 Всемирный конгресс SAE. Документ № 2005-01-0904. Общество автомобильных инженеров, Уоррендейл, Пенсильвания.
8.2.2.1 Газовая дуговая сварка металлическим электродом
Газовая дуговая сварка металлическим электродом (GMAW), также называемая сваркой в среде инертного газа, представляет собой процесс дуговой сварки, при котором тепло для плавления металла генерируется электрической дугой между плавящимся электродом и металл (рис.8.5). Электрод представляет собой сплошную проволоку, непрерывно подаваемую через дугу в сварочную ванну, которая в конечном итоге становится присадочным металлом в сварном шве. Тип проволоки выбирается в соответствии с прочностью металла сварного шва и прочностью основного металла. Смесь инертных газов, таких как гелий и аргон, втекает в зону сварного шва для экранирования и защиты дуги, сварочной ванны, электрода и основного металла, прилегающего к сварному шву, от взаимодействия с атмосферой. Параметры сварки, которые контролируются для получения приемлемых сварных швов, включают ток дуги, напряжение дуги, скорость подачи проволоки, скорость перемещения электрода, плотность тока и температуру предварительного нагрева.Предварительный нагрев включает нагрев основного металла в области, окружающей стык, перед сваркой. Его часто используют для снижения остаточных усадочных напряжений и повышения стойкости к растрескиванию в зоне сварного шва.
Рисунок 8.5. GMAW процесс. GMAW , Газовая дуговая сварка металла.
GMAW может использоваться для соединения разнородных металлов с близкими температурами плавления и металлургической совместимостью. Близкая температура плавления требуется для обеспечения контролируемого плавления с обеих сторон соединения.Металлургическая совместимость требуется для предотвращения растрескивания в ЗТВ или в основных металлах, а также для создания микроструктуры в зоне сварного шва, которая может обеспечить адекватные характеристики соединения и коррозионную стойкость. Например, при сварке низкоуглеродистой стали с высоколегированной сталью граница плавления может содержать недопустимые уровни очень твердой, хрупкой мартенситной фазы, что снижает прочность соединения. Для некоторых металлургически несовместимых металлов можно выполнить удовлетворительный сварной шов с использованием подходящего присадочного материала.
Сталь и алюминиевые сплавы несовместимы для дуговой сварки, так как (1) существует большая разница между их температурами плавления (см. Таблицу 8.3), (2) железо имеет почти нулевую растворимость в алюминии и (3) хрупкие интерметаллические соединения , такие как Fe 2 Al 5 и FeAl 3 , образуются на сварном шве. Кроме того, большие различия в их тепловых свойствах, таких как коэффициент теплового расширения и теплопроводность, приводят к возникновению внутренних усадочных напряжений после сварки.По этим причинам сварные швы плавлением стали и алюминия при эксплуатации подвержены растрескиванию и хрупкому разрушению.
8.2.2.2 Газовая дуговая сварка вольфрамом
При газовой вольфрамовой дуговой сварке (GTAW), также называемой сваркой вольфрамовым электродом в инертном газе, электрическая дуга создается между неплавящимся вольфрамовым электродом и соединяемыми деталями. Как и в GMAW, для защиты сварочной ванны вокруг дуги используется экранирование инертным газом. Вольфрам является хорошим электродным материалом из-за его высокой температуры плавления 3410 ° C.В случае алюминия сам электрод используется для разрушения оксидного слоя на поверхности алюминиевого листа. В некоторых случаях может потребоваться наполнитель. Когда используется присадочный материал, он подается в место сварки из отдельного стержня или проволоки, а не через электрод. Присадочный материал расплавляется дугой и добавляется в сварочную ванну. GTAW работает медленнее, чем GMAW, но сварные швы, выполненные с помощью GTAW, имеют гораздо лучший внешний вид и не требуют отделочных операций или требуют совсем немного, поскольку в GTAW не образуются брызги.