как сварить круглые и другие трубы отопления, советы для начинающих
Содержание:
Выбор электродов для электросварных труб
Выбор диаметра электрода
Как правильно варить трубы электросваркой
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.
Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Выбор электродов для электросварных труб
Электрод представляет собой тонкий стержень из металла, на который нанесено специальное покрытие, позволяющее проводить сварные работы.
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.
При проведении сварочных работ на поверхности металла возникает шлак, из-за которого металл не может поглощать азот и кислород. Из-за этого шлака шов получается недостаточно прочным и может разрушиться даже при слабом воздействии. Чтобы избежать такого явления, нужно после застывания шлака аккуратно сбить его при помощи молотка или электрода – в противном случае сваренная труба с очень большой вероятностью протечет.
При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Выбор диаметра электрода
Электросварка труб отопления может выполняться разными электродами, выбор которых осуществляется в зависимости от толщины металла в месте соединения:
- Трубы небольшого диаметра (от 2 до 5 мм) можно сваривать 3-мм электродами;
- Для труб диаметром от 2 до 10 мм требуется более толстые электроды;
- Для создания многослойных швов хорошо подходят 4-мм электроды, которые позволяют соединять шов достаточно глубоко.


Как правильно варить трубы электросваркой
При помощи электродуговой сварки можно создать следующие виды соединений металлических элементов:
- Соединение, при котором изделия стыкуются друг с другом по одной оси;
- Перпендикулярное соединение труб;
- Угловое соединение. При этом нужно знать, как выполняется сварка труб под углом 45 градусов;
- Соединение внахлест.
Само соединение может создаваться несколькими видами сварных швов – вертикальными, горизонтальными, нижними и потолочными. Самый удобный и простой шов – нижний, при котором электроды находятся над соединяемыми элементами. Электросварка труб для начинающих обычно начинается именно с этого вида сварного шва. Читайте также: «Как варить трубы электросваркой правильно – пошаговое руководство».
Тяжелее всего работать с потолочным швом, с которым возникает масса неприятных нюансов:
- Соединение крайне неудобно устанавливать – жидкий металл постоянно стремится вниз, а учитывая то, что трубы находятся высоко, то капли могут еще и лететь в сторону человека, работающего со сварочным аппаратом.
- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркальцем – а это крайне неудобно, особенно в одиночку.
- Иногда возникают ситуации, в которых достать электродом до места соединения попросту невозможно, поэтому его приходится изгибать.

Человеку, не имеющему достаточного опыта в проведении сварочных работ, вряд ли удастся сварка круглых труб при помощи потолочного шва. Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Заключение
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Грамотно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, который сможет проработать много лет без каких-либо нареканий.
квадратных, круглых, как правильно красить после
Для освоения электродуговой сварки требуются специальные знания и навыки. Одна из частей этого знания — сварка труб электросваркой.
Качество сварного шва складывается из многих факторов. Поверхность должна быть ровной, правильно выбраны электроды, настроен сварочный аппарат, и опыт сварщика соответствует задаче.
Если у вас возникла потребность научиться варить металл электродуговой сваркой,
Сначала выберите сварочный аппарат для этого. Именно аппарат определит, как вы будете учиться, и как быстро вы сможете этим заниматься.
Новичкам обычно рекомендуют трансформаторный вариант с выпрямителем, что бы варит постоянным током. Инвертор, дескать, для продвинутых.
Профессионалы, обычно, умеют работать и с инвертором, и с трансформаторным аппаратом. Хотя все утверждают, что проще и приятнее работать именно со сварочным трансформатором.
Хотя все утверждают, что проще и приятнее работать именно со сварочным трансформатором.
Сначала надо научиться варить трубы с толстыми стенками, как например при сварке пластиковых труб, переходя постепенно к более тонкостенным. Есть масса знаний, которые проще посмотреть в видеороликах, чем описывать словами.
Сварочный аппарат
Сварочный аппарат для домаКогда наконец приходит пора приобрести сварочный аппарат, выясняется, что их много и непонятны критерии выбора.
Имеются в продаже даже газосварочные агрегаты, но для дачи и коттеджа больше всего подойдёт электросварочный агрегат.
Они выпускаются двух видов.
- Самые старинные аппараты с понижающим трансформатором, в котором регулируется магнитный зазор для настройки сварочного тока. Есть варианты с множеством отводов на вторичной стороне трансформатора (или на первичной), есть варианты с добавочными дросселями и реостатами.
- Более современные аппараты называются инверторами. Они тоже имеют трансформатор, однако он работает не с частотой сети (50 Гц), а на повышенной частоте, благодаря чему трансформатор имеет значительно меньший вес и габариты. Благодаря повышенной частоте можно плавно регулировать режимы сварки. Однако такие агрегаты менее надёжны в эксплуатации и требуют большей квалификации сварщика, что бы не вывести агрегат из строя неправильной настройкой.
 Благодаря повышенной частоте можно плавно регулировать режимы сварки. Однако такие агрегаты менее надёжны в эксплуатации и требуют большей квалификации сварщика, что бы не вывести агрегат из строя неправильной настройкой.
Благодаря повышенной частоте можно плавно регулировать режимы сварки. Однако такие агрегаты менее надёжны в эксплуатации и требуют большей квалификации сварщика, что бы не вывести агрегат из строя неправильной настройкой.Обратите внимание, аппараты выпускаются для работы в сети 220 В, 380 В и универсальные. Аппараты на 380 В лучше адаптированы для равномерной нагрузки сети.
Совет. В сельских условиях, где сеть, как правило, просажена и имеет перекос, инверторы предпочтительней.
Варим сами
Процесс сварки стыков трубопроводов по окружности требует некоторых специфических знаний.
Как правило, сваривают швы на трубах от десятков миллиметров, и аж до 1440 мм диаметром, где толщина стенки может доходить до 16 мм и более. При толщине стенки труб до 8-12 мм для низкоуглеродистых и низколегированных сталей можно выполнять сварку однослойно.
Но многослойные швы дают высокие механические свойства, поскольку положительное влияние термического цикла второго шва на металл предыдущего шва увеличивает прочность соединения.
Из-за этого сварка труб в основном делают в два прохода и даже больше. Число слоев увеличивается от толщины стенок.
Для громоздких больших конструкций сварка приходится делать на весу, не вращая трубу. Для этого требуется квалификация сварщика.
Процесс идёт таким образом:
- Сварку шва ведут в два приёма. Каждое полукольцо сваривают сверху вниз или снизу вверх.
- Первый вариант (сверху вниз) используют с электродами диаметром 4 мм, которые дают мало шлака, с органическим напылением. Дуга короткая, на конце электрода образуется козырёк, с опиранием на него ведётся электрод с небольшим поперечным колебанием.
- При сварке по второму варианту (снизу вверх) скорость надо резко снизить и электродом делать поперечные колебания размером 3-5 мм.
При сварке металлических труб они свариваются между собой торцами, а в местах установки вентилей, задвижек, кранов — привариваются фланцы.
Процесс сварки труб включает следующие технологические операции:
- подготовка труб и торцов для сборки;
- раскладка труб на сварочном стенде;
- центровка и стяжка сопрягаемых труб до получения положенного зазора между торцами или фланцем;
- скрепление собранного стыка прихватами, что бы детали не расходились;
- собственно, сварка труб описанными выше способами.

Неповоротные стыки сваривают в несколько слоёв.
- начальный слой называют корневым,
- следующие слои — заполняющие,
- последний слой — облицовочный.
Трубы малого диаметра (до 500 мм) обычно сваривают непрерывным швом.
Трубы большого диаметра — прерывистым.
Качество соединения зависит от режимов ведения сварки.
Влияют:
- характер тока,
- его полярность,
- длина дуги,
- скоростью ведения сварки,
- размах колебаний электрода,
- диаметр электрода и составом напыления,
- температура материала труб на момент начала сварки.
Например, обратная полярность и малая сила тока приводит к лучшей плавке металла и большой глубине шва, увеличение же силы тока позволяет повысить скорость сварки.
Для больших диаметров труб чаще применяются сварочные автоматы и полуавтоматы, потому что ручная сварка в данном случае, в отличии от сварки полипропиленовых труб, весьма трудоёмка. Сварочная головка на самоходной тележке едет по шву и равномерно сваривает по окружности.
Сварочная головка на самоходной тележке едет по шву и равномерно сваривает по окружности.
Как сваривать квадратные трубы
Сварка квадратных труб требует жёсткого закрепления свариваемых концов, что бы от нагрева не повело соединяемые детали. Желательно нагревать равномерно, не по кругу.
Сначала с одной стороны детали, потом с обратной стороны, потом средние точки шва, потом остальной, но опять вперемежку. Освобождать детали от крепления следует только после окончательного остывания.
Процесс сваркиПорядок покраски металлических труб
После сварки необходимо защитить поверхность труб от коррозии путём покраски.
Как правильно красить трубы, читайте ниже.
- Поверхность тщательно зачищается, удаляется ржавчина и слой старой краски. На ручные электроинструменты надевают диски с наждачкой или металлической щёткой. Работайте в защитных очках.
- Химическим способом удалите ржавчину. Есть специальные средства на основе ортофосфорной кислоты.
- Обработайте поверхность грунтовкой по металлу.
- Поверхность окрашивается красками, которые совместимы с ранее примененной грунтовкой. Не следует стремиться к более толстому слою краски, потому что краска, наложенная толстым слоем, легко отслаивается.
Сварка трубы электродом. Как правильно варить электросваркой трубы – теория и практика от мастера
ГлавнаяЭлектродСварка трубы электродом
как сварить круглые и другие трубы отопления, советы для начинающих
Содержание:
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.
Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Выбор электродов для электросварных труб
Электрод представляет собой тонкий стержень из металла, на который нанесено специальное покрытие, позволяющее проводить сварные работы. Покрытие электрода служит двум целям: во-первых, оно обеспечивает стабильность работы электрической дуги, а во-вторых, это покрытие защищает готовый шов от влияния атмосферы. Читайте также: «Какая сварка водопроводных труб лучше – виды и особенности сварки».
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.
При проведении сварочных работ на поверхности металла возникает шлак, из-за которого металл не может поглощать азот и кислород. Из-за этого шлака шов получается недостаточно прочным и может разрушиться даже при слабом воздействии. Чтобы избежать такого явления, нужно после застывания шлака аккуратно сбить его при помощи молотка или электрода – в противном случае сваренная труба с очень большой вероятностью протечет. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».
При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.

Выбор диаметра электрода
Электросварка труб отопления может выполняться разными электродами, выбор которых осуществляется в зависимости от толщины металла в месте соединения:
- Трубы небольшого диаметра (от 2 до 5 мм) можно сваривать 3-мм электродами;
- Для труб диаметром от 2 до 10 мм требуется более толстые электроды;
- Для создания многослойных швов хорошо подходят 4-мм электроды, которые позволяют соединять шов достаточно глубоко.
Как правильно варить трубы электросваркой
При помощи электродуговой сварки можно создать следующие виды соединений металлических элементов:
- Соединение, при котором изделия стыкуются друг с другом по одной оси;
- Перпендикулярное соединение труб;
- Угловое соединение;
- Соединение внахлест.
Само соединение может создаваться несколькими видами сварных швов – вертикальными, горизонтальными, нижними и потолочными. Самый удобный и простой шов – нижний, при котором электроды находятся над соединяемыми элементами. Электросварка труб для начинающих обычно начинается именно с этого вида сварного шва. Читайте также: «Как варить трубы электросваркой правильно – пошаговое руководство».
Самый удобный и простой шов – нижний, при котором электроды находятся над соединяемыми элементами. Электросварка труб для начинающих обычно начинается именно с этого вида сварного шва. Читайте также: «Как варить трубы электросваркой правильно – пошаговое руководство».
Тяжелее всего работать с потолочным швом, с которым возникает масса неприятных нюансов:
- Соединение крайне неудобно устанавливать – жидкий металл постоянно стремится вниз, а учитывая то, что трубы находятся высоко, то капли могут еще и лететь в сторону человека, работающего со сварочным аппаратом.
- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркальцем – а это крайне неудобно, особенно в одиночку.
- Иногда возникают ситуации, в которых достать электродом до места соединения попросту невозможно, поэтому его приходится изгибать.
Человеку, не имеющему достаточного опыта в проведении сварочных работ, вряд ли удастся сварка круглых труб при помощи потолочного шва. Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае, перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае, перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Заключение
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Грамотно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, который сможет проработать много лет без каких-либо нареканий.
trubaspec.com
Как сваривать трубы электросваркой — особенности электросварки труб
Сегодня для соединения металлических труб чаще всего применяется электрическая сварка. Однако как сваривать электросваркой, ведь не все могут это делать, хотя запросто варят уголки, швеллера и тому подобное? В этой статье этот процесс будет описан по возможности максимально подробно и понятно.
Способ для соединения, который производится электросваркой и электродами, самый обычный. Последние расплавляются вследствие влияния электрического тока и заполняют собой швы между трубами, преобразуясь в жидкий металл. Образуемое соединение получается достаточно прочным и не деформируется из-за каких-либо нагрузок.
Выбор электродов
Сварочные электроды
Вначале немного информации о свойствах электродах. Электрод – это тонкий металлический стержень с нанесенным на него покрытием для сварки. Электроды бывают разной толщины, всё зависит от вида и толщины материала. Покрытие на электроде участвует в металлургической обработке места соединения и защите его от воздействия атмосферы, при этом обеспечивается более устойчивое горение дуги.
Прежде чем приобретать электроды на рынке или в магазине, поинтересуйтесь у профессионалов или у соседей, которые варят дома, электроды каких именно производителей лучше всего приобретать. Поинтересуетесь также у них, как избежать приобретения подделок, иначе вы не сможете толком соединить шов из-за некачественных электродов, думая, что это – следствие малого опыта или плохого сварочного аппарата. Можно сказать однозначно – хороший электрод дешевым не будет.
Можно сказать однозначно – хороший электрод дешевым не будет.
Удаляем шлак
Во время проведения таких работ сверху всплывает шлак, создающий защитную пленку, которая мешает поглощать металлу азот и кислород. Эти компоненты отрицательно влияют на шов в металле, в том месте, где он расплавлен, вследствие чего он не приобретает необходимую прочность и становится хрупким.
Что делают опытные работники в таком случае? После того как металл затвердеет, шлак остывает и становится достаточно легким и хрупким. Он удаляется с помощью нанесения небольших, но точных ударов по нему молотком или электродом. Если же проигнорировать это и оставить шлак внутри шва – это может привести к печальным последствиям – к образованию свища или слабого места соединения, которое может дать течь. Труба варится не так, как другие металлические формы. Важно получить более плотный шов, чтобы он был не только прочным, но и максимально герметичным. Для этого есть специальные приёмы – делается шов в виде восьмерки или подковы, при этом шлак постепенно вытесняется с каждым новым швом. Когда шлак снимется, шов получится не только прочным, но и красивым – в виде чешуек.
Когда шлак снимется, шов получится не только прочным, но и красивым – в виде чешуек.
Сварка электродами
Важно применять качественные электроды, чтобы шов был прочным. Только качественный электрод обеспечит хорошую дугу и не будет залипать.
Как определить нужный диаметр электрода?
Подбор диаметра электрода
Всё зависит от толщины стыка, где будет производиться сварка. Для труб небольшого размера можно применять электроды с диаметром три миллиметра. Они подходят для металла от 2 до5 мм. Соединение электрической сваркой металлических труб с большей толщиной (от 2 до 10 мм) уже будет требовать использования электродов соответственно большего диаметра.
Для устройства многослойных швов, как правило, в первую очередь используются электроды с диаметром в четыре миллиметра, чтобы создать большую глубину соединения шва.
Делаем правильный шов
Как сделать правильный шов
Электродуговая сварка применяется для создания определенных видов соединений. Вот некоторые из них: стыкуя их между собой, располагая изделия друг напротив друга; перпендикулярное расположение труб; угловая; внахлест. Виды швов, которые получаются в результате такого соединения, следующие: вертикальные, горизонтальные, нижние и потолочные. Наиболее привычным и наиболее распространенным является нижний шов. В нем сварка электродами производится сверху. Самый же тяжелый шов – потолочный. Его крайне неудобно соединять, так как расплавленный металл стекает вниз, да и расположение самой трубы где-то под потолком и на высоте доставляет немало хлопот. Ещё один недостаток – плохая видимость шва, из-за чего приходится выполнять работы с помощью зеркальца, что, согласитесь, далеко не каждому под силу. Иногда просто невозможно достать электродом, из-за чего в некоторых ситуациях приходится его слегка выгнуть, чтобы хорошо соединить. Справиться с таким швом непрофессионалу, как правило, не под силу. Если есть возможность, лучше варить трубу тогда, когда можно её вращать. Ввиду вышеописанных сложностей, прежде чем браться за такую работу, можно потренироваться на чем-то другом.
Вот некоторые из них: стыкуя их между собой, располагая изделия друг напротив друга; перпендикулярное расположение труб; угловая; внахлест. Виды швов, которые получаются в результате такого соединения, следующие: вертикальные, горизонтальные, нижние и потолочные. Наиболее привычным и наиболее распространенным является нижний шов. В нем сварка электродами производится сверху. Самый же тяжелый шов – потолочный. Его крайне неудобно соединять, так как расплавленный металл стекает вниз, да и расположение самой трубы где-то под потолком и на высоте доставляет немало хлопот. Ещё один недостаток – плохая видимость шва, из-за чего приходится выполнять работы с помощью зеркальца, что, согласитесь, далеко не каждому под силу. Иногда просто невозможно достать электродом, из-за чего в некоторых ситуациях приходится его слегка выгнуть, чтобы хорошо соединить. Справиться с таким швом непрофессионалу, как правило, не под силу. Если есть возможность, лучше варить трубу тогда, когда можно её вращать. Ввиду вышеописанных сложностей, прежде чем браться за такую работу, можно потренироваться на чем-то другом.
Применение этих советов поможет новичкам в данном вопросе более качественно выполнить их работу, благодаря чему так соединённые изделия прослужат долгие годы.
Видео
Для примера предлагаем посмотреть видеоролик по электродуговой сварке труб:
kakpravilnosdelat.ru
Сварка водопроводных труб электросваркой: особенности процесса и технология работ
Содержание статьи
Нормальная эксплуатация и долговечность стального водопровода напрямую зависит от того, насколько прочно и герметично сделаны его соединения. Они обязаны выдерживать высокое давление, быть устойчивыми к содержащимся в воде агрессивным веществам и несложными в монтаже. Обеспечить это может сварка водопроводных труб электросваркой. Что собой представляет эта работа, и как ее сделать своими руками, расскажет данная статья.
Виды сварочных работ
Суть сварочного процесса заключается в следующем: металл нагревают, в результате чего он плавится и деформируется. В это время между краями двух стыкующихся изделий происходит взаимное проникновение молекул металла. Сформированные таким образом новые связи способствуют прочности соединительного шва.
В это время между краями двух стыкующихся изделий происходит взаимное проникновение молекул металла. Сформированные таким образом новые связи способствуют прочности соединительного шва.
В зависимости от способа проведения работ сварка бывает:
- Термической. Соединение деталей происходит методом плавления – при помощи электрической дуги, лазера и т.п.
- Термомеханической. Сварной шов делается магнитоуправляемой дугой (стыковой).
- Механической. Конструкции соединяются путем трения или взрыва.
В нагревании металла участвуют разные элементы, природа которых влияет на то, какой будет сварка — дуговой, газовой, лазерной или плазменной.
Соединение деталей осуществляется ручным, механизированным или автоматическим способом. Ручной труд на предприятиях составляет не меньше 20–30%, при монтаже отопления и водоснабжения в жилых домах его доля резко возрастает.
От качества соединений зависит надежность трубопровода
Особенности сварки водопроводных труб
В домашних условиях применяется электродная сварка, которая привлекает простотой и доступностью. При данном методе соединения не существенно, в каком месте располагаются трубы. Источником энергии здесь выступает электрическая дуга, носителем которой является электрод.
При данном методе соединения не существенно, в каком месте располагаются трубы. Источником энергии здесь выступает электрическая дуга, носителем которой является электрод.
Бытовые электросварочные аппараты отличаются небольшой мощностью и скромными габаритами. Для их подключения достаточно иметь однофазную проводку. К ним относятся:
- Сварочный трансформатор. Работает за счет преобразования переменного тока сети в постоянный ток сварочного процесса. Главный недостаток простого в обращении устройства связан с неполной стабильностью дуги.
- Выпрямитель. Обеспечивает более высокую стабильность дуги.
- Инвертор. Устройство имеет небольшой вес и содержит инверторный модуль, который занимается преобразованием переменного тока в постоянный ток, в результате чего получается качественный сварной шов.
Используемые при электросварке электроды бывают плавящимися и неплавящимися.
Первые в процессе сварки поставляют материал, необходимый для образования шва. Новичкам советуется пользоваться твердыми электродами с плавящимся покрытием.
Новичкам советуется пользоваться твердыми электродами с плавящимся покрытием.
На заметку! На метод сварки, тип используемого сварочного аппарата и диаметр электродов влияют характеристики трубопровода – состав материла, толщина стенки, диаметр трубы и т.п.
Электросваркой сваривают трубы в самых труднодоступных местах
При прокладывании магистральных трубопроводов пользуются электродами диаметром 3 мм. Ими свариваются изделия с толщиной стенок до 5мм. При большей толщине деталей или формировании многослойного шва диаметр электродов увеличивается до 4-5 мм.
В зависимости от места сварки и способа ее выполнения сварочные швы называются:
- нижними – наиболее легкие в исполнении;
- горизонтальными – делаются по окружности;
- вертикальными – труба сваривается вдоль;
- потолочными – требуют профессиональных навыков исполнения.
Характер шва зависит от расположения соединяемых элементов. Иногда его накладывают несколько раз. Например, при толщине трубы 6 мм делается 2 шва.
Например, при толщине трубы 6 мм делается 2 шва.
Теперь перейдем к вопросу, как варить водопроводные трубы электросваркой.
Выбор сварочного аппарата и способа сварки зависит от материала трубопровода
Этапы электросварки
Вначале трубы очищаются (особое внимание уделяется внутренней поверхности). При неровной кромке их концы обрезаются, после чего зачищаются до металлического блеска с внутренней и внешней стороны на ширину не менее 1 см.
Обратите внимание! Края труб большого диаметра или с толстыми стенками предварительно прогрейте на ширину не менее 0,75 см. Так вы предупредите появление закалочных структур.
Во время электродной сварки не забывайте о технике безопасности
Последовательность действий при сварке будет следующей:
- Вставьте электрод в держатель прибора, затем черкните стержнем по металлу, чтобы активизировать подачу тока. Его сила зависит от толщины стенок конструкции.
- Как только появится дуга, держите электрод на расстоянии 3-5 мм от стыка. Оптимальный угол наклона стержня к обрабатываемой плоскости составляет 70 градусов.
- Накладывайте шов не ровными движениями, а колебательными, распределяя металл через стык по обеим сторонам. Траектория движений может быть разной – серповидной, зигзагообразной. В итоге на стыке появляется неширокий плотный валик.
- Когда шов остынет, сбейте с него молоточком шлак. При большой толщине стенок сделайте второй и третий шов, но перед каждым новым слоем не забывайте удалять шлак.
- Если толщина трубы более 8 мм, варите первый шов в два этапа. Для этого разбейте окружность на участки, сварите их через один, а на втором этапе соедините оставшиеся фрагменты. В конце сделайте сплошной шов по всей окружности.
 Оптимальный угол наклона стержня к обрабатываемой плоскости составляет 70 градусов.
Оптимальный угол наклона стержня к обрабатываемой плоскости составляет 70 градусов.Видео-инструкция по сварке стальных труб
В силу опасности сварочные работы проводятся с соблюдением правил техники безопасности. Если вы боитесь работать с огнем, узнайте, как врезаться в водопроводную трубу без сварки. При желании, вы можете сделать водопровод дома без посторонней помощи. Пусть у вас все получится наилучшим образом!
Пусть у вас все получится наилучшим образом!
Понравилась статья? Поделитесь ей:
trubsovet.ru
Персональный сайт — ЭЛЕКТРОСВАРКА 57 ТРУБЫ
Кто ощущает, что слабоват, лучше сначала прочитать КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ.
57 труба — это вообще-то высший пилотаж. Всегда говорю -этот диаметр самый сложный. Кто заварит стык 57 трубы, чисто, тому открыта любая труба.
Самое главное, чётко понимать , мелочей нет. Сварочный шов варится не в общем , а варится каждый миллиметр этого шва, важна каждая капля металла, как и куда она ляжет.
НАЧНЁМ.
ПРИТУПЛЕНИЕ 3мм НЕ МЕНЬШЕ
Стыкуем трубу, выполняя весь(ритуал) , прихватываем в двух местах на выходе с вертикала , прихватки по 10мм не меньше, иначе стянет. Зачищаем прихватки.
Зазор после прихваток должен быть 1-1.5 мм не меньше.
Варить начнем точно с потолка, не стесняйтесь начало обозначить мелом, чтобы не вылезти на другую сторону. Очень точно выставляйте ток. Электроды LB 52U 2.6мм. Это почти гарантия, что всё будет хорошо.Берите где хотите. Или варите газосваркой, если позволяет технология, это вообще оптимальная альтернатива.Получается всегда лучше и варить проще, чем электросваркой.
Как выставить точный ток ? Здесь не подскажешь, это надо ощущать по ситуации. Если зазор меньше, ток чуть больше. Если зазор чуть больше, ток меньше. Поэтому, возле сварщиков пружина(гитара,баластник) называют по -разному. С её помощью ток регулируется с точностью до одного ампера.
С её помощью ток регулируется с точностью до одного ампера.
Пред сваркой сделайте пробное движение рукой , проверьте, что вам ничего не мешает? Вы должны за одно движение пройти от потолка до высшей точки(нижнего положения, прихватки провариваем тоже. Как можно меньше прерываний , старайтесь всю сторону проходить за один раз.
НАЧИНАЙТЕ ВАРИТЬ.
Ток спокойный, уверенный, очень короткая дуга. Дугой вроде задавливаем металл, конечно это образно. Забудьте об обратном валике, без лишних движений, с одинаковой скоростью поднимаемся вверх. Не стоим на месте, всё проходим за один вздох. Если вдруг какой-то сбой, не смертельно, зачищаем ,труба немножко остыла. Берём чуть ниже и вперёд.
Технологическое окно не видим , мы его ощущаем (знаем, что оно там есть). Сварка корня 57 трубы -это натренированная процедура. Заварил, посмотрел что получилось, внес в голове поправки, опять заварил и так до автомата.
Если вы увидали технлогическое окно, то скорее всего у вас ничего не получится . Металл скорее всего не удержите, потечет, у вас большой ток или большой зазор. У 57 трубы обычно тонкая стенка. Теплоотдача плохая, поэтому прошли участок шва, дайте трубе остыть. Не спешите, если кто-то подгоняет, ни в коем случае не ведитесь. Ваша задача — чистый стык.
Если всё равно не получается, сделайте почти слепой зазор, короткая дуга , побольше тока и пробуйте. В любом положении (потолок , выход с потолка,вертикал, нижнее положение ) при сварке, электрод должен быть направлен на ось трубы, и находиться перпендикулярно к длине трубы.
Заварили корень, зачистили как написано в статье : КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ.
Обратите внимание на то, что теплоотдача плохая и чтобы не провалиться или не выпасть на потолке, не выбирайте глубоко и широко.
ОБЛИЦОВКА.
В общем всё то же, что и с корнем. Только чуть меньше ток, электродом не махаем по сторонам. Шов облицовки ложим узкий и не высокий,такой шов не перегреет трубу и хорошо ляжет, не забывайте труба 57, а не 219. Движение электродом делаем еле заметные. Углубление поможет положить металл без подрезов. Не спешите давайте трубе остывать. Расскажите кому-то анекдот, тоже помогает.
Только чуть меньше ток, электродом не махаем по сторонам. Шов облицовки ложим узкий и не высокий,такой шов не перегреет трубу и хорошо ляжет, не забывайте труба 57, а не 219. Движение электродом делаем еле заметные. Углубление поможет положить металл без подрезов. Не спешите давайте трубе остывать. Расскажите кому-то анекдот, тоже помогает.
Например, фраза из разговора двух сварщиков теплотрассы по окончанию работы, сматывая кабеля: «ВОДА ПОКАЖЕТ, КТО ГДЕ НАСРАЛ».
Не забывайте, КОРОТКАЯ ДУГА для 57 трубы — это очень важно.
Всё что касается брака, в начале сплавления электрода и в конце сплавления найдёте в статье: КАК ЗАВАРИТЬ СТЫК ЧИСТЫЙ НА ПРОСВЕТ.
Естественно, тренировки и ещё раз тренировки. Потом будет работать опыт и автомат. Молчу про чистые стёкла в сварочной маске, хороший св.аппарат, краги без дырок , хороший держатель.
Я работаю держателем электрода, к вилке не советую привыкать на серьёзных объектах , не проходит по тех.безопасности, пружины и всякие скрутки кабелей тоже не проходят).
Что касается пиловцев , пусть дурака не валяют — это тоже их непосредственная обязанность принимать участие в подготовке сварщиков. Кто учился в учбыткомбинате при союзе знает о чём я говорю. Без просветов во время обучения и натаскивания на плёнках не получится классных спецов.
Стык под углом 45 градусов варится абсолютно также как и потолочный. В силу того, что сварочные ванны маленькие и металл ложится без проблем. Просто не переливайте металл.
Что касается горизонтального шва, отличия есть в укладке облицовки. Корень варим также, не переливая металл. Зачищаем как прежде.
ВАРИМ ОБЛИЦОВКУ ГОРИЗОНТАЛЬНОГО ШВА.
Что бы вы не варили, вы должны ощущать расплавленный металл как кисель. Переменка в этом случае напоминает больше по вязкости молоко. И этот кисель укладывайте, не набирая критическую массу, которая сплывёт вниз или вообще упадёт (говорят: не удержал сварочную ванну).
Облицовку горизонта варят в два прохода, на всех диаметрах труб, а если разделка широкая, то и большее количество проходов. Если прошли первый раз в одну сторону, то каждый последующий варится в другую. Нарисую ещё одну картинку. Вы уже должны по ним понимать, в принципе так будут выглядеть технологические карты. Они тоже с картинками.
Если прошли первый раз в одну сторону, то каждый последующий варится в другую. Нарисую ещё одну картинку. Вы уже должны по ним понимать, в принципе так будут выглядеть технологические карты. Они тоже с картинками.
Сварка водопроводных труб электросваркой: технология и полезные советы
Возникают ситуации, когда дефект на трубопроводе приходится устранять при подаче воды. Чаще свищи возникают на сварных трубах, устранить их можно, сварив водопроводную трубу электросваркой с использованием наплавочных электродов. Хотя сварка будет непрочной, серьезную аварию, утечку воды удастся предотвратить.
Перед проведением сварки магистральное давление понижают до возможных пределов. Для выполнения работ требуется опыт. Новичку с такой сваркой не справиться. Особенно сложно заваривать чугунные стояки. У чугуна большая текучесть, при нагреве происходят структурные изменения в металле, ухудшающие эксплуатационные характеристики.
Сварка водопроводных труб под давлением электросваркой
Почему возникает необходимость сварки трубы с водой
Варить трубы с водой приходится в следующих ситуациях:
- когда после ввода системы в эксплуатацию обнаруживаются непровары стыков;
- иногда при монтаже сварных труб в магистрали оказывается дефектная;
- когда нельзя оставить без воды большой район;
- нет возможности слить воду или это экономически нецелесообразно;
- нужно срочно врезать запорную арматуру или узел учета;
- из-за уклона вода остается в трубе после слива системы.

Это не все ситуации, при которых нужна сварка трубопроводов с водой.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.
Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.
Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
 Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.
Полезное видео для новичков, как варить трубу с водой, при ремонте теплотрасы:
Особенности сварки водопроводных труб
Заварить трубу с водой можно электродуговой, газовой сваркой, полуавтоматом с применением наплавочной проволоки. Электросварка водопровода, заполненного водой, связана с некоторыми особенностями:
- Рабочий режим сварки при заделке дефектов, утечек воды регулируется. Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой.
- Для работы электроды выбирают по виду материала трубопровода. Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
 Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой.
Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.Сущность метода холодной сварки
Идея, предложенная изобретателями такого способа соединения деталей, довольно проста. Композитный материал тщательно перемешивается, после чего запускаются сложные химические реакции, сообщающие смеси новые свойства. По прошествии времени мягкий состав затвердевает, проникает в структуру склеиваемых материалов и становится сравнимым по прочности с металлическими поверхностями.
Отличные эксплуатационные качества дают возможность использовать холодную сварку для решения широчайшего спектра бытовых задач:
- Устранение течи в металлических и полимерных водонапорных конструкциях.
- Герметизация трещин отопительных радиаторов.
- Уплотнение мест повреждений металлических элементов кузова автомобиля.
- Усиление проблемных участков трубопроводных сетей.
Материал может стать незаменимым в тех ситуациях, когда проблемный участок трубопровода оказывается в труднодоступном месте, где при всем желании не получится использовать сварочный аппарат или другое громоздкое устройство.
Обратите внимание! Смешивание компонентов холодной сварки удобнее и проще производить руками. Чтобы избежать неприятных последствий, на время работы стоит одеть тонкие резиновые перчатки. Для ускорения и облегчения процедуры разминания плотной массы перчатки часто смачивают водой.
Какие могут возникнуть сложности
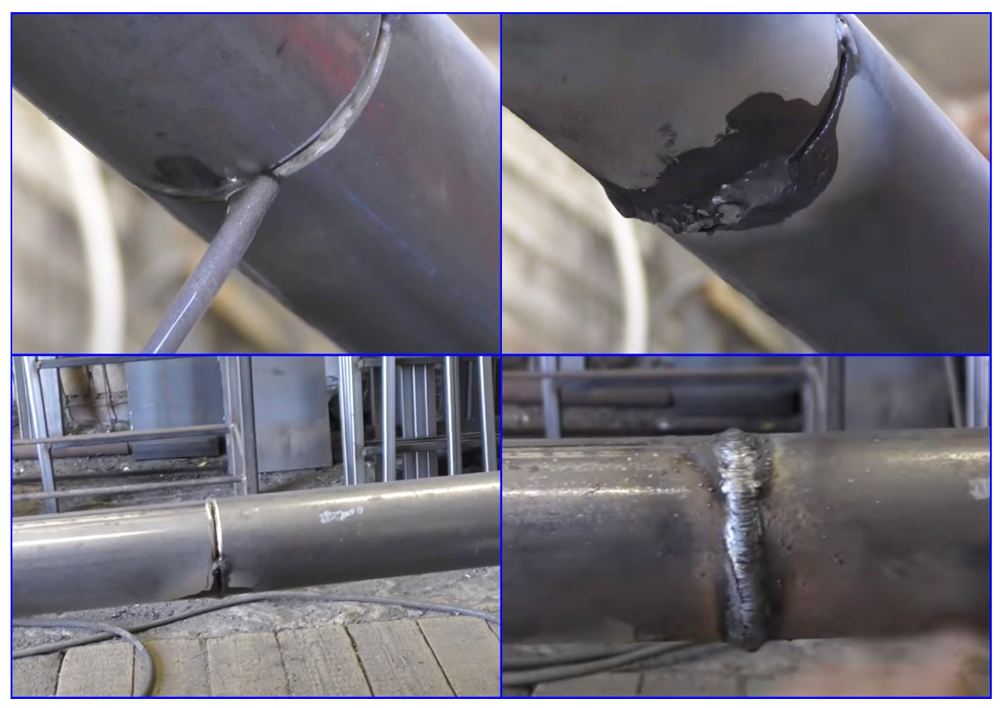
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.

Почему это сложно
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным.
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.
 Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.Как заварить трубу с водой
При сварке труб под давлением, заделке свищей чаще применяют обычную сварку инвертором.
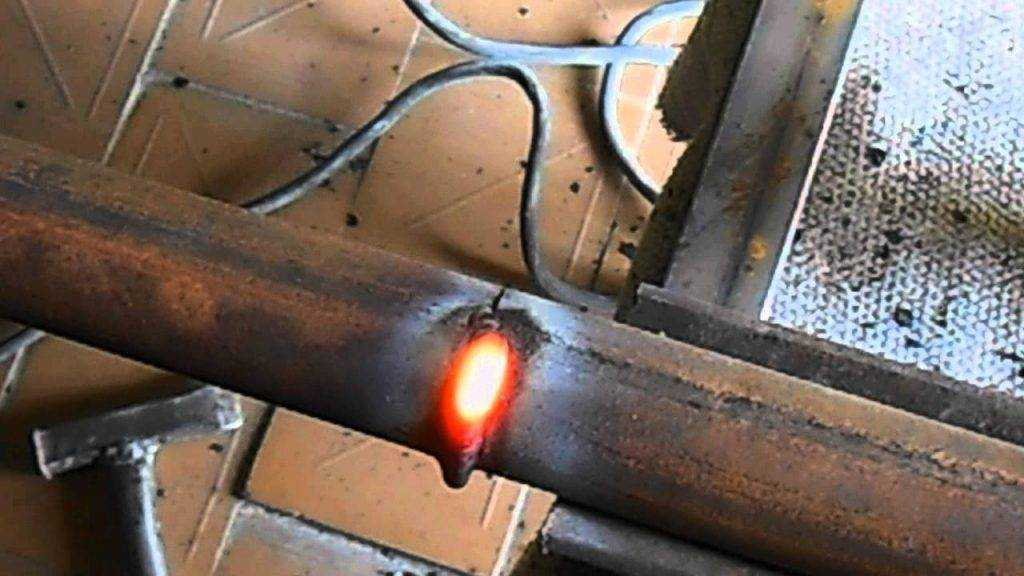
Свищи, протечки воды возникают из-за неправильного выбора режима, ударов или коррозионных разрушений. Их устраняют при хорошей освещенности – повреждение должно быть видно со всех сторон. При вертикальном или горизонтальном шве электрод держат перпендикулярно трубе, чтобы вода по нему не стекала. Дефект заплавляется сверху вниз:
- в верхней точке наносится несколько капель расплава, после прекращения дуги по рабочей зоне пару раз ударяют молотком, чтобы металл глубже проникал в дефект;
- такую же процедуру проводят, опускаясь до самого низа;
- когда вода перестанет течь, исчезнет пар, укрепляют стенку вокруг свища, поднимаясь снизу вверх, наносят полумесяцы. Создают дополнительные валики, разбивают их молотком.
 Создают дополнительные валики, разбивают их молотком.
Создают дополнительные валики, разбивают их молотком.Работать надо на малом токе, чтобы не допустить прожогов на поврежденной коррозией стенке.
Виды сварки
Технологический процесс сваривания составляющих трубопроводной арматуры может быть:
- термическим;
- термомеханическим;
- механическим;
- электромеханическим.
В свою очередь, термическая сварка, которая в действительности представляет плавление, классифицируется как:
- лазерная;
- электронно-лучевая дуговая;
- газовая;
- плазменная и т.д.
Благодаря магнитоуправляемой дуге, можно выполнить термомеханическое сваривание. Последнее бывает стыковым контактным.
Ремонт стыков
Бывают ситуации, когда нужно заново проварить весь стык. Сначала варят нижнюю часть стыка, его проваривают через вырезанное в верхней части трубы окно. Его делают любой геометрии: круглым, квадратным, прямоугольным. Это роли не играет, важно обеспечить доступ к стыку. Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону. Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям. Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону. Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям. Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно. Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов. Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Если необходима врезка
Сварка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
Эту операцию можно проводить на любом давлении. Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно.
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала. Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Врезка в трубопровод
Когда требуется подключение сантехнических устройств, установка приборов учета или запорной арматуры, сгонять воду из системы необязательно, это бывает слишком накладно.
Отвод для сгона воды или кран проводят по следующей схеме:
- врезаемый элемент подгоняется под трубопровод;
- обваривается по всему контуру;
- после этого сверлится врез через патрубок или разобранный шаровый кран;
- затем к патрубку монтируется подвод или собирается запорная арматура. После этого открывают подачу воды.
Врезка штуцеров в трубопровод по представленной технологии проводится без снижения давления в магистрали. К ним крепится подсоединяемый элемент.
Сварочные работы для стыковки труб
сварка водопровода под давлением
В условиях сварочного процесса изделий из стали, которая не ржавеет, в большинстве случаев, применяется дуговая сварка. Если трубопроводная система впадает в магистраль, тогда около 70% всех сварочных работ отходит на применение автоматической дуговой сварке под слоем флюса.
Рекомендуем: Самостоятельная установка редуктора давления в системе водоснабжения
В тех случаях, когда применение механического метода невозможно, обращаются к ручному дуговому виду сварки, даже в условиях разнообразных положениях стыковочных участков, например, это может быть как вертикальное, так и потолочное положение и даже нижнее. Используя ручную сварку, электроды двигаются по кругу стыковочной траектории на скорости около 18 метров в час, при механической и автоматизированной сварке скорость увеличивается до 50 метров в час.
сварка водопроводных труб полуавтоматом
Сварочный процесс с защитным газом имеется в нескольких вариантах:
1. С участием активного газа.
2. С применением инертного газа.
3. С использованием смеси из активного и инертного газов.
Тогда, когда применяется сварка с участием защитного газа, используются электроды, которые имеют свойство плавиться и те, которые такого свойства не имеют. Дуговая сварка с применением защитного газа уместна тогда, когда необходимо соединить трубопроводную арматуру, занимающую разное пространственное положение.
Сварочные работы труб и подготовительные процессы для кромки
Первоначально, перед началом сварочных работ, необходимо перепроверить разрешительную документацию, в том числе и сертификат качества на изделия, соответствуют ли они проектным документам и нормам технических условий.
Окончания трубопроводных арматурных элементов, которые будут соединять, должны иметь различия относительно размеров и формы скоса кромки, в соответствии с планируемыми сварочными работами. Если этого нет, тогда требуется обеспечить механическую обработку для создания необходимых параметров.
В случае с трубами маленького диаметрального параметра, применять нужно торцеватель, шлифовальную машинку, машину по снятию фаски и труборез. В случаях с трубами большого диаметрального показателя, кроме шлифовальной машинки, необходимо будет применить гидроабразивную резку и фрезеровочные станки.
Если предполагаются дополнительные процессы, например, захлест или врезание катушки, тогда можно использовать термические способы:
1. Процесс резки воздушно-дуговой с применением шлифовки в рамках 0,5 мм.
2. Процесс резки гидрокислородной с применением зачистки кромки абразивным материалом.
Рекомендуем: Почему гудят водопроводные трубы: что делать
3. Разрезание с помощью специальных электродов. В таком случае необходимость в обработке механическим способом уже отпадает.
4. Разрезание воздушно-плазменное с обрабатывающими процедурами в рамках 1 мм.
Нужно обратить внимание на то, что перед тем, как начать устанавливать трубы, стоит зачистить их внутренность от грязи и произвести очистку кромочных участков и тех поверхностей, которые к ним прилегают в пределах ширины до 1 см.
сварка водопроводных труб инвертором
Предварительное подогревание при сварочном процессе изделий
Предварительное подогревание можно причислить к самым важным процедурам, которые способствуют регулировке температурного режима в сварочных мероприятиях. Скорость охлаждения металлов при температуре до 800 градусов по Цельсию определяет характерные особенности и качества стыка при варочных работах.
Имея способность быстро охлаждаться, обеспечивается возникновение структур с высоким уровнем прочности и низким уровнем пластичности. Скорость, при которой металл охлаждается, подвержена регулировки, меняя изначальные показатели температуры кромочных участков, применяя предварительный подогрев, с учетом конкретных показателей толщины стен арматурных деталей для трубопроводной системы.
Предварительный процесс разогрева, кроме того, что обеспечивает создание благоприятного климата для активного удаления из сварочной зоны и водородного шва, к тому же может увеличить устойчивость от возможности образовываться трещинам.
сварка водопроводных труб из полипропилена
Для корректного определения температурного режима предварительного разогрева, стоит учитывать многие факторы такие, как химическую составляющую металла, толщину стен, температурные показатели окружающего пространства и тип электродного слоя.
Для разогрева применяют нагревательные приборы электрического и газового типа, которые смогут поддержать температурный режим в участке шва в процессе сварки. Зоной разогрева принято считать 0,75 см в обе стороны от стыковочного места.
сварка водопроводных пластиковых труб
Полезные советы от специалистов
Магистральная система водоснабжения, заполненная водой, источник повышенной влажности. Существуют профессиональные секреты, позволяющие проводить работу качественно. Нужно снизить воздействие воды. Этого достигают несколькими способами:
- В свищ вбивают болт соответствующего диаметра с большой шляпкой. Струйка воды уменьшается, образуются только капли. Если свищ круглый, он забьется полностью. Достаточно будет обварить шляпку и наплавить металл вокруг нее. Этот способ подойдет для любого пространственного положения повреждения.
- На свищ накладывают гайку большого размера, течь частично устраняется, вода не попадает на электрод, а вытекает через внутренне отверстие гаки. После этого гайку по внешнему краю обваривают. После этого в нее с использованием фума или вкручивают болт, образуется герметичное соединение, дефект устраняется. Внешний вид трубы становится хуже – это минус, но такой ремонт довольно эффективный, не занимает много времени.
- Увеличивается объем металла, подаваемого в сварочную ванну. Нескольких капель бывает недостаточно. Величина капли зависит от толщины электрода. Иногда дополнительно берут электрод с обчищенной обмазкой. Первый электрод создает дугу, а когда образуется ванна расплава, в держатель вставляют второй, на котором нет обмазки. Объем наплавочного материала увеличивается, дырка быстрее заплавляется.
Учитывая особенности работы с заполненной трубой, можно самостоятельно сделать ремонт сети без сгона воды из системы. Нужно правильно подбирать электроды по типу стержня, виду обмазки, регулировать рабочий режим тока.
Особенности ремонта труб отопления
В сети отопления появление утечки может проявиться в трех местах:
- На прямом участке трубопровода. Влияние коррозии, механических повреждений.
- В местах стыковки труб с отопительным прибором или друг с другом. Здесь чаще слабым местом становится сварной шов, либо соединительный фитинг.
- В местах соединения секций радиатора.
Работа любой отопительной сети связана с высокими температурами. Для ремонта таких трубопроводных систем понадобится холодная сварка, способная длительное время противостоять таким экстремальным условиям. Информация о предельно допустимых температурах для состава представлена на упаковке.
Обратите внимание! При всей эффективности и простоте работы с холодной сваркой стоит понимать, что такой способ ремонта относится скорее к временным решениям. Способ незаменим при необходимости оперативного устранения мелких бытовых протечек, однако, при первой возможности участок трубы надлежит заменить, либо отремонтировать более надежной и долговечной дуговой сваркой.
Виды
Выделяют следующие основные виды сварки давлением:
- Холодная. Во время этого метода используется техника сваривания частей и заготовок без расплавления торцевых зон.
- С использованием эффекта трения. Сварка под давлением при помощи этого способа осуществляется с применением теплоты, которая выделяется во время динамического соприкосновения свариваемых поверхностей.
- Ультразвуковая и кузнечная. Сварочный процесс под давлением с использованием ультразвука является эффективным методом сочленения давлением разнородных металлов, которые находятся в твердом состоянии. Кузнечная сварка практически ничем не отличается от печного метода, во время нее осуществляется механическое ударное воздействие на материал.
Сварка водопроводных труб электросваркой: технология и полезные советы
Возникают ситуации, когда дефект на трубопроводе приходится устранять при подаче воды. Чаще свищи возникают на сварных трубах, устранить их можно, сварив водопроводную трубу электросваркой с использованием наплавочных электродов. Хотя сварка будет непрочной, серьезную аварию, утечку воды удастся предотвратить.
Перед проведением сварки магистральное давление понижают до возможных пределов. Для выполнения работ требуется опыт. Новичку с такой сваркой не справиться. Особенно сложно заваривать чугунные стояки. У чугуна большая текучесть, при нагреве происходят структурные изменения в металле, ухудшающие эксплуатационные характеристики.
Сварка водопроводных труб под давлением электросваркой
Почему возникает необходимость сварки трубы с водой
Варить трубы с водой приходится в следующих ситуациях:
- когда после ввода системы в эксплуатацию обнаруживаются непровары стыков;
- иногда при монтаже сварных труб в магистрали оказывается дефектная;
- когда нельзя оставить без воды большой район;
- нет возможности слить воду или это экономически нецелесообразно;
- нужно срочно врезать запорную арматуру или узел учета;
- из-за уклона вода остается в трубе после слива системы.
Это не все ситуации, при которых нужна сварка трубопроводов с водой.
Обработка кромок
Перед тем, как варить трубы отопления, потребуется обязательная их проверка на наличие сертификатов качества, соответствие ТУ и монтажному проекту. Необходимо тщательно проверить, отличаются ли кромки соединительной арматуры трубопровода по форме и размерам. Если нет, то необходимо достигнуть данных характеристик путем дополнительной мехобработки.
Для этой цели по трубам небольшого диаметра можно пройтись фаскоснимателями, торцевателями, труборезами или шлифовальными машинками. Если диаметр трубного изделия большой, то лучше воспользоваться гидроабразивной резкой, фрезерным устройством или шлифовальной машинкой.
При обязательных захлестах или врезке катушек можно прибегнуть к термическим методам сварки, например:
- воздушно-дуговой резке с последующей шлифовкой изделия на величину не более полмиллиметра;
- газокислородной с дальнейшей обработкой краев абразивом;
- резке и строжке особыми электродами без мехобработки;
- воздушно-плазменной резке с обработкой, не превышающей миллиметр.
Особое внимание необходимо обратить на обязательную очистку труб от мусора перед монтажом и дальнейшую обработку краев и прилегающей плоскости до десяти миллиметров.
Особенности сварки водопроводных труб
Заварить трубу с водой можно электродуговой, газовой сваркой, полуавтоматом с применением наплавочной проволоки. Электросварка водопровода, заполненного водой, связана с некоторыми особенностями:
- Рабочий режим сварки при заделке дефектов, утечек воды регулируется. Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой.
- Для работы электроды выбирают по виду материала трубопровода. Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Подбор электродов
Не менее важным для получения высококачественных швов является использование проверенных расходных материалов. Плохие электроды станут непреодолимым препятствием на пути к достижению нужного результата. Лучшими на сегодняшний день считаются такие марки:
- АНО-21, АНО-24 и МР-3. Для использования требуется сеть переменного тока. В связи с невысокой стоимостью расходный материал востребован в самых разных отраслях деятельности человека, включая приусадебные хозяйства. Такие электроды отлично справляются с задачами сваривания конструкций для частного подворья: ворот, теплицы, навеса и т.д. Для соединения труб, а особенно магистралей высокого давления перечисленные расходные материалы непригодны;
- УОНИ. Высокого качества сердечники заслужили похвалу профессионалов. Тем не менее, электродам свойственны и отрицательные моменты. К примеру, они не позволяют выполнять сварочные работы в быстром темпе. Шов формируется медленно и очень важно поддерживать стабильность электрической дуги. Работать с такими электродами смогут те, кто имеет за плечами опыт с аналогами АНО и МР;
- LB-52U. Из всех рассматриваемых марок для сваривания труб электросваркой подходят лучше всего. Японская разработка предпочтительная в реализации крупных проектов. Электроды формируют ровный, привлекательный шов и отлично держат дугу. Единственный их недостаток – это сравнительно высокая стоимость.
Как заварить трубу с водой
При сварке труб под давлением, заделке свищей чаще применяют обычную сварку инвертором.
Свищи, протечки воды возникают из-за неправильного выбора режима, ударов или коррозионных разрушений. Их устраняют при хорошей освещенности – повреждение должно быть видно со всех сторон. При вертикальном или горизонтальном шве электрод держат перпендикулярно трубе, чтобы вода по нему не стекала. Дефект заплавляется сверху вниз:
- в верхней точке наносится несколько капель расплава, после прекращения дуги по рабочей зоне пару раз ударяют молотком, чтобы металл глубже проникал в дефект;
- такую же процедуру проводят, опускаясь до самого низа;
- когда вода перестанет течь, исчезнет пар, укрепляют стенку вокруг свища, поднимаясь снизу вверх, наносят полумесяцы. Создают дополнительные валики, разбивают их молотком.
Работать надо на малом токе, чтобы не допустить прожогов на поврежденной коррозией стенке.
Ремонт стыков
Бывают ситуации, когда нужно заново проварить весь стык. Сначала варят нижнюю часть стыка, его проваривают через вырезанное в верхней части трубы окно. Его делают любой геометрии: круглым, квадратным, прямоугольным. Это роли не играет, важно обеспечить доступ к стыку. Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону. Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям. Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы. Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки. Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки. Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Врезка в трубопровод
Когда требуется подключение сантехнических устройств, установка приборов учета или запорной арматуры, сгонять воду из системы необязательно, это бывает слишком накладно.
Отвод для сгона воды или кран проводят по следующей схеме:
- врезаемый элемент подгоняется под трубопровод;
- обваривается по всему контуру;
- после этого сверлится врез через патрубок или разобранный шаровый кран;
- затем к патрубку монтируется подвод или собирается запорная арматура. После этого открывают подачу воды.
Врезка штуцеров в трубопровод по представленной технологии проводится без снижения давления в магистрали. К ним крепится подсоединяемый элемент.
Полезные советы от специалистов
Магистральная система водоснабжения, заполненная водой, источник повышенной влажности. Существуют профессиональные секреты, позволяющие проводить работу качественно. Нужно снизить воздействие воды. Этого достигают несколькими способами:
- В свищ вбивают болт соответствующего диаметра с большой шляпкой. Струйка воды уменьшается, образуются только капли. Если свищ круглый, он забьется полностью. Достаточно будет обварить шляпку и наплавить металл вокруг нее. Этот способ подойдет для любого пространственного положения повреждения.
- На свищ накладывают гайку большого размера, течь частично устраняется, вода не попадает на электрод, а вытекает через внутренне отверстие гаки. После этого гайку по внешнему краю обваривают. После этого в нее с использованием фума или вкручивают болт, образуется герметичное соединение, дефект устраняется. Внешний вид трубы становится хуже – это минус, но такой ремонт довольно эффективный, не занимает много времени.
- Увеличивается объем металла, подаваемого в сварочную ванну. Нескольких капель бывает недостаточно. Величина капли зависит от толщины электрода. Иногда дополнительно берут электрод с обчищенной обмазкой. Первый электрод создает дугу, а когда образуется ванна расплава, в держатель вставляют второй, на котором нет обмазки. Объем наплавочного материала увеличивается, дырка быстрее заплавляется.
Учитывая особенности работы с заполненной трубой, можно самостоятельно сделать ремонт сети без сгона воды из системы. Нужно правильно подбирать электроды по типу стержня, виду обмазки, регулировать рабочий режим тока.
Подготовка
Качество работы зависит не только от марки электродов и профессиональных навыков исполнителя. Немаловажную роль в этом играет и предварительная подготовка свариваемых поверхностей. Ее суть сводится к выполнению нескольких операций:
- проверяется соответствие двух соединяемых элементов требованиям выбранному способу сварки. Важно учесть, что трубы должны быть не только соответствующего диаметра, но и с одинаковой толщиной стенок. В противном случае не выйдет хорошо прогреть толстую стенку или же, наоборот, тонкая просто расплавится;
- на свариваемых поверхностях не должно быть совершенно никаких дефектов. Заломы, трещины и деформации любого вида не допускаются. Если пренебречь, то «скромные» недостатки под воздействием температурного расширения вырастут в большую проблему и приведут к разрушению конструкции;
- ни в коем случае нельзя допускать перекос в срезе заготовки, которая будет свариваться под углом в 90 градусов. Из-за такого, казалось бы, небольшого недочета в итоге шов окажется ослабленным и вероятность разрушения стыка в процессе эксплуатации высока;
- кромки зачищаются до металлического блеска. С этой целью можно использовать любые абразивы по металлу: щетку, наждачную бумагу или электроинструмент;
- в процессе подготовки с поверхности удаляются следы жира, краски, ржавчина и прочие загрязнения. Самыми эффективными в этом плане очистителями являются химические растворы.
Как сваривать круглые и другие трубы отопления, советы для начинающих
Содержание:
Выбор электродов для электросварки труб
Выбор диаметра электрода
Как правильно варить трубы электросваркой
Монтаж металлических труб практически невозможен без применения электросварки. В связи с этим у многих возникает вполне резонный вопрос, как правильно варить трубы электросваркой. Несмотря на простоту метода, правильно выполнить эту работу сможет не каждый.
Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, выдерживающее значительные нагрузки. В этой статье мы поговорим о том, как варить трубы отопления электросваркой.
Выбор электродов для электросварных труб
Электрод представляет собой тонкий стержень из металла, на который нанесено специальное покрытие, позволяющее проводить сварочные работы. Покрытие электрода служит двум целям: во-первых, оно обеспечивает стабильность электрической дуги, во-вторых, это покрытие защищает готовый шов от влияния атмосферы. Читайте также: «Какая сварка водопровода лучше – виды и особенности сварки».
Существует множество видов электродов, которые подходят для различных задач и отличаются материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при эксплуатации. Кроме того, стоит поинтересоваться, как отличить подделку от настоящего, и приготовиться к затратам — хорошие электроды стоят недешево.
При сварочных работах на поверхности металла возникает шлак, препятствующий поглощению металлом азота и кислорода. Из-за этого шлака соединение недостаточно прочное и может разрушиться даже при слабом ударе. Чтобы избежать этого явления, нужно тщательно сбить шлак после его застывания молотком или электродом – иначе сваренная труба, скорее всего, потечет. Читайте также: «Разновидности электродов для сварки труб — выбираем подходящие».
При соединении труб необходимо добиться не только высокой прочности, но и герметичности соединения, для чего можно использовать простой способ, заключающийся в следующих действиях:
- Шов варится не по кругу, а в форме восьмерки или подковы;
- При этой сварке шлак из металла постепенно выдавливается;
- Каждый кусочек шлака должен быть удален, и в результате получится не только надежный, но и достаточно красивый сварной шов.
Выбор диаметра электрода
Электросварку труб отопления можно выполнять разными электродами, выбор которых производится в зависимости от толщины металла в месте соединения:
- Трубы малого диаметра (от 2 до 5 мм) можно сваривать электродами 3 мм;
- Для труб диаметром от 2 до 10 мм требуются более толстые электроды;
- Для создания многослойных швов хорошо подходят 4-мм электроды, которые позволяют достаточно глубоко соединить шов.
Как правильно варить трубы электросваркой
С помощью электродуговой сварки можно создавать следующие виды соединений металлических элементов:
- Соединение, при котором изделия соединяются вместе на одной оси;
- Перпендикулярное трубное соединение;
- Угловое соединение. При этом нужно знать, как сваривать трубы под углом 45 градусов;
- Соединение внахлест.
Сам стык может быть создан несколькими видами швов – вертикальным, горизонтальным, нижним и потолочным. Самый удобный и простой шов — нижний, при котором электроды располагаются над соединяемыми элементами. Электросварка труб для начинающих обычно начинается именно с этого вида шва. Читайте также: «Как правильно варить трубы электросваркой — пошаговая инструкция».
Сложнее всего работать с потолочным швом, который имеет массу неприятных нюансов:
- Соединение крайне неудобное в установке-жидкий металл постоянно стремится вниз, а учитывая что трубы высокие то капли могут лететь и в сторону работающего со сварочным аппаратом.
- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркалом — а это крайне неудобно, особенно в одиночку.
- Иногда бывают ситуации, когда добраться до места соединения с электродом просто невозможно, поэтому его приходится изгибать.
Человек, не имеющий достаточного опыта сварочных работ, вряд ли сможет сварить круглые трубы потолочным швом. Однако это не всегда необходимо. При соединении трубу иногда можно провернуть, и эту возможность не следует игнорировать. В любом случае перед отделкой конструкции следует взять пару обрезков труб и потренироваться на них.
Вывод
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Правильно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, способный прослужить долгие годы без нареканий.
Ход сварки труб
«Сварочная система PIPEFAB — это кульминация лучших результатов сварки труб Lincoln Electric с интуитивно понятным, простым и простым управлением в готовой к работе конструкции, которая сводит к минимуму время настройки сварщиков», — сказал Брайан Сенаси, округ Альберта. менеджер по продажам, Линкольн Электрик. Lincoln Electric
Постепенное изменение является обычным явлением в производстве, особенно при сварке труб. Например, если у вас есть параметры процесса для сварки труб, изменение этих параметров для введения нового процесса сварки может принести больше проблем, чем пользы. Вот почему проверенные временем методы сварки в одних сегментах промышленности служат дольше, чем в других. Если он не сломан, не чините его.
Но по мере появления новых проектов производители сварочного оборудования разрабатывают новые технологии, которые могут помочь цехам повысить производительность и точность сварных швов.
Стабильность и прослеживаемость
В цехе или в полевых условиях правильная сварка корневого зазора является ключом к успешной процедуре сварки труб.
«Наша система TPS/i представляет собой систему MIG/MAG, которая идеально подходит для прокладки корневого шва, — сказал Марк Заблоки, специалист по сварочным работам Fronius Canada. TPS/i — это масштабируемая система Fronius для процессов MIG/MAG. Он имеет модульную конструкцию, поэтому его можно масштабировать по мере необходимости для ручного или автоматизированного использования.
«Для TPS/i мы разработали систему под названием LSC, что означает «низкое разбрызгивание», — сказал Заблоки. LSC представляет собой модифицированную переносную дугу короткого замыкания с высокой стабильностью дуги. Процесс основан на коротком замыкании, происходящем при низком уровне тока, что приводит к мягкому повторному зажиганию и стабильному процессу сварки. Это возможно благодаря тому, что TPS/i распознает фазы процесса, происходящие во время короткого замыкания, и быстро реагирует на них. «Мы получаем короткую дугу с достаточным давлением, чтобы добавить усиление корня. LSC создает очень мягкую дугу, которую легче контролировать».
Вторая версия LSC, LSC Advanced, помогает улучшить стабильность процесса, когда вы работаете на большом расстоянии от источника питания. Длинные кабели приводят к увеличению индуктивности, что, в свою очередь, приводит к большему разбрызгиванию и снижению стабильности процесса. LSC Advanced решает эту проблему.
«Когда вы начинаете получать очень длинные соединения между контактным наконечником и источником питания — около 50 футов. Диапазон — это когда вы начинаете использовать LSC Advanced», — сказал Леон Хадсон, национальный менеджер по технической поддержке, подразделение идеальной сварки, Fronius Canada. Как и многие современные сварочные аппараты, Fronius оснащен оборудованием для документирования каждого сварного шва.
«Вы можете разработать критерии параметров сварки и зафиксировать их в машине, — сказал Хадсон. «Аппарат можно оборудовать таким образом, чтобы доступ к этим параметрам с помощью карточки-ключа мог получить только мастер сварки. Имея эти параметры, можно отслеживать килоджоули на дюйм, которые вы использовали для каждого сварного шва, чтобы убедиться, что вы соответствуете надлежащим кодам».
Несмотря на то, что TPS/i очень эффективен при жестко контролируемом корневом шве, для более быстрого выполнения сварных швов на заполняющих проходах компания разработала процесс импульсного мультиконтроля (PMC). Этот процесс импульсно-дуговой сварки имеет высокоскоростную обработку данных, которая может идти в ногу с более быстрой сваркой, сохраняя при этом стабильную дугу.
«Сварочный аппарат в определенной степени компенсирует изменения вылета оператором, чтобы обеспечить постоянное проплавление», — сказал Хадсон.
Контроллер орбитальной сварки AMI M317, разработанный для применения в полупроводниковой, фармацевтической, ядерной и других отраслях производства труб премиум-класса, имеет расширенные элементы управления и интерфейс с сенсорным экраном для упрощения автоматизированной сварки. ESAB
При автоматической сварке в цеху, где горячие проходы выполняются в положении 1G при вращении трубы, стабилизаторы PMC могут автоматически регулироваться с учетом высоких или низких значений на поверхности трубы.
«Сварочный аппарат TPS/i отслеживает характеристики дуги и может адаптироваться в режиме реального времени, — сказал Заблоки. «Поскольку поверхность сварного шва колеблется вокруг трубы, напряжение и скорость подачи проволоки регулируются в режиме реального времени, чтобы обеспечить постоянный ток».
Стабильность и повышенная скорость лежат в основе многих технологических усовершенствований, помогающих сварщикам труб в их повседневной работе. Хотя все вышеперечисленное относится к сварке MIG/MAG, аналогичная эффективность наблюдается и в других процессах, таких как TIG.
Например, ArcTig от Fronius для механизированных процессов может ускорить обработку труб из нержавеющей стали.
«Нержавеющая сталь может быть сложной задачей, поскольку она плохо рассеивает тепло и имеет тенденцию к деформации», — сказал Заблоки. «Обычно при сварке нержавейки максимальное проплавление за один проход составляет 3 мм. Но с ArcTig вольфрам охлаждается водой, что создает более сфокусированную дугу и большую плотность дуги на кончике вольфрама. Плотность дуги настолько выше, что вы можете сваривать до 10 мм с полным проплавлением без подготовки».
Хадсон и Заблоки быстро отмечают, что каждое предложение по применению, которое они делают в полевых условиях, начинается с процедур клиента и того, какая технология соответствует этим требованиям. Во многих случаях новые технологии обеспечивают большую стабильность, эффективность и возможность использования расширенных данных для обеспечения правильного выполнения задания.
Объединение ключевых процессов
С помощью сварочной системы PIPEFAB компания Lincoln Electric стремилась создать оборудование, упрощающее процессы сварки труб и изготовления сосудов.
«У нас есть множество различных технологий сварки труб, которые используются на нескольких машинах; со сварочной системой PIPEFAB мы использовали целенаправленный подход, чтобы объединить все эти различные технологии, которые могут принести пользу при сварке труб, и мы объединили их в одном пакете», — сказал Дэвид Джордан, директор по глобальным отраслевым сегментам, трубным заводам и обрабатывающей промышленности, Lincoln Electric. .
Джордан указывает на процесс передачи поверхностного натяжения (STT) компании как на один из примеров технологий, включенных в сварочную систему PIPEFAB.
«Процесс STT идеально подходит для выполнения корневого прохода на трубе с открытым зазором, — сказал он. «Он был разработан 30 лет назад для сварки тонколистовых материалов, потому что он обеспечивает очень контролируемый перенос дуги с более низким тепловложением и низким уровнем разбрызгивания. За прошедшие годы мы обнаружили, что он очень хорошо работает для корневого прохода при сварке труб». Джордан добавляет: «В сварочной системе PIPEFAB мы взяли устаревшую технологию процесса STT и усовершенствовали дугу, чтобы оптимизировать рабочие характеристики и скорость».
Сварочная система PIPEFAB также оснащена технологией Smart Pulse, которая отслеживает настройки вашего аппарата и автоматически адаптирует импульсную мощность сварки, чтобы обеспечить идеальную дугу для вашей работы.
«Если у меня низкая скорость подачи проволоки, он знает, что я использую процесс с низким энергопотреблением, поэтому он даст мне очень четкую, сфокусированную дугу, особенно подходящую для низких скоростей подачи проволоки», — сказал Джордан. «Когда я увеличиваю скорость подачи, она автоматически вызывает для меня другую форму волны. Оператору это знать не обязательно, внутри это просто происходит. Эти настройки позволяют оператору сосредоточиться на сварке, а не беспокоиться о технических корректировках работы».
Целью разработки этой системы было создание одной машины, которая позволяла бы сварщикам выполнять все, от корневого прохода до заливки и закрытия на одной машине.
«Очень легко переключиться с одной техники на другую, — сказал Джордан. «У нас есть двойное устройство подачи на сварочной системе PIPEFAB, так что вы можете запустить процесс STT для корневого прохода с открытым зазором на одной стороне устройства подачи с помощью соответствующего пистолета и расходных материалов — вам нужен конический наконечник для выполнения этого корневого прохода, и более легкий пистолет для большей маневренности, а затем, с другой стороны, вы будете оснащены для выполнения проходов заполнения и закрытия, будь то проволока с флюсовым сердечником, сплошным сердечником или металлическим сердечником ».
Вам также не нужно отключать кабели для переключения процессов.
«Если вы ставите 0,35-дюймовый. (0,9 мм) корень STT со сплошной проволокой и заполнение и крышка с 0,45-дюймовым. (1,2 мм) проволока с металлическим сердечником или флюсовая проволока, вы просто устанавливаете оба расходных материала по обе стороны от двойного фидера», — сказал Брайан Сенаси, региональный менеджер по продажам в Альберте, Lincoln Electric. «Оператор вставляет корень, затем берет другой пистолет, не касаясь автомата. Когда он нажимает на курок пистолета, система автоматически переключается на другие параметры процесса и сварки».
Несмотря на то, что было важно предложить новую технологию на машине, для Lincoln и ее клиентов также было важно, чтобы сварочная система PIPEFAB также могла работать с традиционными процессами сварки труб, такими как TIG, дуговая сварка и порошковая проволока.
«Клиенты, безусловно, захотят воспользоваться преимуществами передовой технологии STT для корней со сплошной проволокой или металлическим сердечником и Smart Pulse. В то время как новые процессы находятся в центре внимания, у клиентов все еще есть традиционные или устаревшие процедуры, которые они используют время от времени», — сказал Сенаси. «Они должны по-прежнему иметь возможность запускать стержневой или TIG-процесс. Мало того, что сварочная система PIPEFAB предлагает все эти процессы, но конструкция Ready-to-Run имеет специальные разъемы, поэтому ваша горелка TIG, сварочная горелка и сварочные горелки всегда остаются подключенными и готовыми к работе».
Еще одна недавно выпущенная технология, которая может служить усовершенствованием сварочной системы PIPEFAB, — это двухпроволочная система MIG HyperFill компании, которая существенно увеличивает скорость наплавки.
«За последние полтора года мы обнаружили, что технология HyperFill очень эффективна при намотке труб, — сказал Джордан. «Если вы добавите охладитель воды и используете пистолет с водяным охлаждением, теперь вы можете запустить этот двухпроводной процесс для заполнения и крышки. Мы можем достичь скорости наплавки от 15 до 16 фунтов/час, в то время как с нашим лучшим однопроволочным процессом мы достигаем от 7 до 8 фунтов/час. Таким образом, он способен более чем удвоить скорость осаждения в положении 1G».
Сварочная система PIPEFAB также примечательна тем, что она снимает зачистку.
«Наша серия машин Power Wave популярна и мощна, но в эти машины встроены формы волны, которые не нужны в магазине трубопроводов», — сказал Сенаси. «Такие вещи, как формы волн из алюминия и кремниевой бронзы, были удалены, чтобы сосредоточиться на формах волн, которые действительно принесут пользу в установке для сварки труб. Сварочная система PIPEFAB имеет форму волны для стали и нержавеющей стали 3XX, сплошной проволокой, металлопроволокой, порошковой проволокой, SMAW, GTAW и т. д. — все режимы, которые вы хотели бы сварить трубу».
Сенсорный провод также не нужен. Разработанная компанией технология Cable View непрерывно отслеживает индуктивность кабеля и регулирует форму сигнала для поддержания стабильной работы дуги при использовании длинных или спиральных кабелей длиной до 65 футов. Это позволяет системе вносить надлежащие адаптивные изменения на лету для обеспечения надежной работы дуги.
Как и многие новые системы, сбор данных также прост.
«Облачный контроль производства CheckPoint можно настроить таким образом, чтобы супервизор автоматически отправлял сообщение, если производительность машины падает ниже определенного порога. CheckPoint Production Monitoring позволяет вам замкнуть цикл улучшения процесса, поэтому после внесения изменения вы можете контролировать и проверять улучшение», — сказал Сенаси. «Популярность сбора данных продолжает расти, клиенты, безусловно, обсуждают возможности, которые это создает для них, чтобы лучше управлять своим бизнесом».
Orbital Welding Controls
Компании делают все возможное для модернизации уже сложных автоматизированных процессов сварки, используя возможность сбора данных об операциях для обогащения механизмов обратной связи процесса. Примером этого является контроллер орбитальной сварки M317 от Arc Machines Inc. (AMI), торговой марки ESAB.
Разработанный для применения в полупроводниковой, фармацевтической, атомной и других операциях по производству труб премиум-класса, он имеет расширенные элементы управления и интерфейс с сенсорным экраном для упрощения автоматизированной сварки.
«Предыдущие контроллеры для орбитальной сварки TIG действительно разрабатывались инженерами для инженеров, — сказал Вольфрам Донат, главный архитектор программного обеспечения AMI. «В случае с M317 сварщики показали нам, что им от него нужно. Мы хотели снизить барьеры для входа в сварку труб. Обучение работе на орбитальном сварочном аппарате может занять неделю. Им могут потребоваться месяцы, чтобы полностью освоиться с ней, и целых два года, чтобы вывести систему на рентабельность инвестиций. Мы хотели сократить эту кривую обучения».
Контроллер получает данные от различных датчиков, которые позволяют операторам контролировать свои сварные швы различными способами. Функции сенсорного экрана включают автоматический генератор расписания труб. Редактор расписания позволяет операторам настраивать, настраивать, добавлять, удалять и перемещаться по уровням силы тока. В режиме сварки механизм анализа данных предоставляет данные в режиме реального времени, а камеры обеспечивают просмотр сварного шва в режиме реального времени.
В сочетании с WeldCloud ЭСАБ и другими системами орбитальной аналитики пользователи могут собирать, хранить и управлять файлами данных локально или в облаке.
«Мы хотели создать систему, которая не устарела бы на одно поколение, а вместо этого могла бы удовлетворить потребности бизнеса в будущем», — сказал Донат. «Если магазин не готов к облачной аналитике, он все равно может получать данные с машины, поскольку она хранится локально. Когда аналитика станет важной, эта информация будет доступна для них».
Прямо сейчас может быть полезно отслеживать проблемы, связанные со сваркой.
«M317 объединяет видеоизображение с данными сварки, ставит на них временные метки и сохраняет запись о сварке, — сказал Донат. «Если вы выполняете расширенный сварной шов и обнаруживаете неровности, вам не обязательно отбрасывать сварной шов, потому что вы можете вернуться и просмотреть каждый случай, когда ваша система выявила проблему».
M317 имеет модули для различных частот записи данных. Для таких приложений, как нефть, газ и ядерная энергетика, частота записи данных может зависеть от качества конкретного компонента. Чтобы квалифицировать сварной шов, третьей стороне могут потребоваться точные данные, чтобы показать, что в сварном шве не было нарушений, связанных с током, напряжением или каким-либо другим процессом сварки.
Все эти компании демонстрируют, что сварщики располагают все большим объемом данных и механизмов обратной связи для создания более качественных сварных швов труб. За этими технологиями будущее выглядит светлым.
С редактором Робертом Колманом можно связаться по адресу [email protected].
ESAB, www.esab.com
Fronius Канада, www. fronius.ca
Lincoln Electric Канада, www.lincolnelectric.ca
Линейная труба
Сварная стальная труба API 5L
Диапазон диаметров сварных трубопроводов API 5L (ERW, SAW): от 1/2” до 60” Класс
: API 5L Класс B, X42, X46, X52, X56, Х60, Х65, Х70, Х80
Типы изготовления: ERW, LSAW, SSAW
Диапазон толщины: от СЧ20 до СЧ260
Тип концов: Скошенные концы, Гладкие концы
Диапазон длины: 20 футов, 40 футов или по индивидуальному заказу Лакированный, черная окраска, 3PE, FBE и т. д.
Высококачественная сварная стальная трубопроводная труба API 5L (ERW, LSAW, SSAW) от класса B до X80.
Сделать запрос
Поставка Octal Сварные стальные трубопроводные трубы стандарта API 5L (ERW, EFW, LSAW, SSAW) марок B, X42, X46, X52, X56, X60, X65, X70, X80 PSL1, PSL2 и для работы в кислых средах (трубы NACE).
Краткое введение линейной трубы
Стальная труба API 5L предназначена для трубопроводов нефтегазовой промышленности, разработана для различных рабочих сред. Материал стальной трубы, как правило, из углеродистой стали и соответствует спецификациям API SPEC 5L. Применяются для нефтяной и газовой промышленности, нефтяной промышленности с требованиями к транспортировке и рассчитаны на работу в экстремальных условиях, низких и высоких температурах, коррозионной стойкости в агрессивных средах, а также для работы в кислых средах в условиях H3S.
Посмотреть все спецификации труб API 5L.
Сварная стальная трубопроводная труба (ERW, LSAW, SSAW)
Общий класс: API 5L Gr.B PSL1, PSL2, сероводородная Рабочая труба
Средняя: X42, X46
Средняя: X52
Средняя и высокая: X56
Высокая уровень: API 5L X60 PSL1, PSL2 Трубопровод LSAW
Высокий: API 5L X65 PSL1, PSL2 Трубопровод LSAW/SSAW
Премиум высокий: API 5L X70
Премиум высокий: API 5L X80
Труба PSL2 имеет в суффиксе букву N, Q, M, например API 5L X52N, API 5L X60Q/M.
Сернистая сервисная труба с индексом NS, QS, MS, например API 5L X65QS.
Суффикс буква n, Q, M, S
R: As Dlupled
N: Нормализованный, нормализованный сформированный, нормализованный Q: Dempered и Custhed
M: Dempered Ralled и Custhed
M: 9999999111111111111111111111111111111 собой 3 термин M: 99999111111111111111111111111111111111111111111111111111111111111. S: Sour Service Использование
Химический состав и механическая прочность
API 5L Химические вещества для сварных труб подлежат более строгому контролю, чем для бесшовных. Более подробную информацию о бесшовных API 5L можно найти здесь.
Свойства химического состава трубы API 5L psl1[/caption]
Прочность на растяжение и предел текучести такие же, как у бесшовной трубы API 5L.
Наш ассортимент сварных трубопроводных труб API 5L
Сварные (ERW, LSAW, SSAW) стальные трубопроводные трубы: от 1/2” до 60”
Диапазон толщины: от SCH 10 до SCH 160
Тип концов: Скошенные концы , Гладкие концы
Диапазон длины: 20 футов, 40 футов или по индивидуальному заказу
Доступны защитные колпачки из пластика или железа
Внешний вид поверхности: натуральный, лакированный, черная окраска, 3PE, FBE и т. д.
Типы изготовления сварных труб
Существует 3 типа сварки: ERW (электросварка сопротивлением), LSAW (продольная дуговая сварка под флюсом) и SSAW (дуговая спиральная сварка под флюсом).
Труба ERW представляет собой тип трубы сопротивления, которая отличается от сварной трубы и сварной трубы постоянного тока двумя различными способами, как указано ниже. В зависимости от частоты сварки, сварка IF для низкой частоты и сварка ultra-IF для высокой частоты. В случае тонкостенных труб используется высокочастотная сварка, обычно используемая в случае контактной сварки и индукционной сварки. Когда используется труба малого диаметра, используется сварка постоянным током. Существует процесс высокочастотной сварки, используемый для производства комплексных труб типа ERW. Для хранения нефти и газа наилучшим рекомендуемым типом является продольный ERW из-за его качества, простоты транспортировки и стоимости.
Как труба LSAW, так и труба SSAW представляют собой трубу SAW (стальную трубу, сваренную дуговой сваркой под флюсом), которая изготавливается с использованием процесса дуговой пайки под флюсом для подготовки стали, в результате чего получается труба высокой плотности. Благодаря флюсовому слою мгновенных потерь тепла нет, и он концентрируется вблизи сварного шва. Это приводит к высококачественной, высокоэффективной дуге и дыму, которые находят интенсивное использование в сосудах под давлением, производстве труб, балках, жидкостях, сталелитейных заводах и т. Д. Труба SAW находит свое основное применение в трубе LSAW, которая представляет собой трубу для продольной дуговой сварки под флюсом.
Процесс производства сварных труб ERW
Процесс производства ERW обычно применяется к трубам диаметром менее 24 дюймов и 609 мм.
ERW/HFW Продольная сварка стальных труб (сварка сопротивлением) Технологическая схема производства
Размотка – Правка – Резка и стыковая сварка – Хранение петель – УТ листа – Обрезка – Формование – Высокочастотная сварка – Удаление внутренних и внешних размытий – Ультразвук Испытания – Отжиг средней частотой – Воздушное охлаждение – Водяное охлаждение – Калибровка – Прямолинейность – Обрезка – Размер и начальная проверка поверхности – Снятие фаски с концов труб – Гидростатические испытания – Ультразвуковой контроль всей трубы – Автономный ультразвуковой контроль – Ультразвуковой контроль концов труб – Контроль размеров и окончательной поверхности – Антикоррозийное покрытие – Маркировка – Защита концов труб – Проверка и складирование
Труба LSAW (труба JCOE) производственный процесс
Труба LSAW применяется для диаметров от 20 дюймов (508 мм) до 40 дюймов (1016 мм), труба LSAW также называется трубой JCOE по производственным процедурам, имеет форму J-C – O-образная форма и Е-образное холодное расширение.
LSAW Сварная стальная труба для производства технологической схемы: пластина
UT – Вакуумный подъем – Ультразвуковой контроль – Фрезерование кромок – Предварительная гибка – Формовка типа J – Формовка типа C – Формовка типа O – Прихваточная сварка с помощью дуговой сварки в среде защитного газа CO2 – Сварка выступами – Сварка внутри – Сварка снаружи – Удаление язычка – Очистка – Скругление – Тест X – Ультразвуковой контроль – Промывка перед расширением – Механическое расширение – Промывка после расширения – Прямолинейность – Гидростатические испытания – Ультразвуковой контроль – Шлифовка концов труб – Механическая наплавка – Рентгеновский контроль корпуса и обоих концов – Ультразвуковой контроль концов труб – Магнитопорошковая дефектоскопия обоих концов – Взвешивание и измерение длины – Проверка продукции – Наружное покрытие – Внутреннее покрытие – Маркировка – Упаковка и складирование
Процесс производства труб SSAW
Трубы SSAW применяются для диаметров до 60 дюймов (1524 мм) Формовка – Внутренняя и наружная сварка – Отрезка – Ультразвуковой контроль – Рентгеновский контроль – Шлифовка концов труб – Расширение концов труб – Гидростатические испытания – Ультразвуковой контроль – Снятие фаски с концов труб – Х-тест – Производственный контроль – Маркировка – Хранение
Ключевые различия между трубами SAW (LSAW, SSAW) и ERW
Как видно из приведенного выше, производственные процессы, мы можем видеть, что производственные процессы SAW (LSAW, SSAW) и трубы ERW полностью отличаются от формирования, сварки и т. д. и, следовательно, производительность обе трубы отличаются в следующих аспектах:
1. Качество поверхности труб ERW лучше по сравнению с трубами SAW (LSAW, SSAW), так как они гладкие и имеют лучшую отделку. В большинстве труб SAW речь идет в основном об усилении сварного шва внутри и снаружи.
2. Дефекты, обнаруженные в трубах ERW, меньше, чем в трубах SAW. Поскольку в трубах SAW есть отложения растворителя, это приводит к большему количеству дефектов, помимо дефектов объема. Дефекты, обнаруженные в трубах ERW, ограничиваются только проволочными и прямыми сварными швами, и их легко проверить. Дефекты можно легко заметить, а отражение ультразвука от поверхности облегчает их обнаружение.
3. Коэффициент остаточного напряжения в ERW ниже, чем в трубах SAW. Поскольку деформация трубы ВПВ больше происходит в ВПВ с последующей проклейкой плоского овала, это приводит к эллиптическим вертикальным изменениям и сужению, тем самым уменьшая напряжение. Смещение труб ВПВ было меньшим при сравнении вдоль осевого и поперечного разрезов по сравнению с трубами ПАВ, построенными из того же материала, и его также было легко обнаружить.
4. Хотя общие характеристики труб ERW и SAW одинаковы, если трубы имеют дефект, стальной лом и сварку можно выполнять на ERW, в то время как в случае SAW это не так, что приведет к растрескивание или коррозия, что делает ВПВ более прочным.
Применение сварных трубопроводных труб API 5L
Для нефтяной и газовой промышленности, стальные трубы для систем трубопроводного транспорта. Компания
Octal поставила трубу, соответствующую международному стандарту API 5L, в котором указаны требования к производству двух уровней технических характеристик (PSL1 и PSL2) линейных сварных труб для использования в системах трубопроводного транспорта в нефтегазовой отрасли.
Social Share
Техника сварки труб
Дата 05.06.2019
Сварка труб является одним из самых сложных способов пайки, но широко применяется в промышленности и строительстве, таких как сварка нефтепроводов, газопроводов, трубопроводов и т. д. , Таким образом, требования к качеству сварки также более строгие, чем другие методы сварки. Сварные швы должны достигать высокой пористости, в трубу не должны просачиваться дефекты и дуги.
Как более распространено в промышленности, трубы обычно сваривают вместе, в основном, с помощью ручной дуговой сварки в фиксированных местах. Обычно используются покрытые целлюлозой электроды диаметром менее 4 мм.
Приваривается сверху вниз к низу. Отрегулировать большой ток для плавления точечных дефектов сварки
Угол наклона стержня при пайке с подкладкой
Горизонтальная колебательная сварка футеровки стержня
ЭТАПЫ К ТРУБЕ ТРУБА
Подготовка сварочных работ
Очистка: Шлифовка поверхности скошенного угла, тупая кромка. Шлифование поверхности сварочного рисунка (от края 30 — 40 мм).
Подготовьте сварочный аппарат
Проверьте всю систему сварочного аппарата, чтобы убедиться, что сварочный аппарат работает нормально. Сварной шов проверяется для корректировки сварочного тока.
В среднем, для толстых железных труб приемлемы токи от 100 до 150. Ток зависит от метода сварки и сварочного материала. Для больших труб мы должны использовать большие стержни (от 4 мм до 5 мм), поэтому сварочный ток также должен быть больше, чтобы стержни были правильными (для сварки TIG)
Стержень
Положите трубу на стол, поверните край вверх, откройте в зазор с П-образным шпульным сердечником положите сверху оставшуюся трубку, скошенные края соединив между собой в паз. Убедитесь, что максимальное отклонение краев двух трубок составляет 1,6 мм. Сварные паяные соединения между центрами трубы имеют длину 10-15 мм.
Сварные швы должны иметь хорошее проплавление на основании толщиной 1,6 мм и проникать в стык. Чтобы зазор не отклонялся, можно сдвинуть зазор соответствующего зазора. Третий и четвертый швы перпендикулярны 90° от швов 1 и 2. Шлифовка швов в соответствии с техническими требованиями, чтобы сварные соединения достигли качества сварного шва.
Крепление может представлять собой прямоугольную рейку, делающую размер трубки таким, чтобы она сжимала трубку. Затем поместите две трубки в направляющие, оставив разумное расстояние в 2 мм между двумя трубками. Затем проверьте заглушку и загерметизируйте сварной шов. Коготь — это четыре ключа в одном сварном шве. Суставы обращены друг к другу.
Сварная облицовка
Закрепите зажим для пайки под углом 45º над землей с помощью креплений, зафиксированных через 1, 4, 7 и 10 часов (по часовой стрелке), как показано: 6ч40′ по часовой стрелке. В этот момент поза будет наклонена вправо, а голова слегка приподнята.
Для сварщиков, которые не очень хороши, мы рекомендуем начинать с 4:30, когда наклон меньше.
Место сварки
Держите дугу внутри канавки, поддерживая равномерное горение дуги и дуговой промежуток, равный удвоенному диаметру сварочного стержня, со смещением, колебанием кончика сварочного стержня (зубчатого или полу-) и дугой, обеспечивая достаточное количество тепла для тупой кромки. (Шаги для перемещения поперечного воздуха, чтобы предотвратить падение металла и шлака, потому что припой находится в боковом положении 450)
Во время пайки ваша рука должна быть в то же время другой рукой, чтобы сделать регулярную и разумную компенсацию. Техника масштабирования является чрезвычайно важным навыком при растачивании в частности и сварке в целом.
Процесс сварки по часовой стрелке. При сварке не забудьте отрегулировать груз между паяльником, положением человека и положением компенсационного стержня так, чтобы оно было наиболее удобным.
Возможно нанесение паза в виде пилы или полукруга. С новыми сварочными аппаратами их можно использовать для зажигания намотки проволоки. У хороших сварщиков они обычно следуют полукругу или восьмерке, запястья и руки очень гладкие и очень острые. И беременна.
Внимание: Старайтесь делать отверстие в верхнем отверстии кожуха немного шире диаметра стержня, чтобы облегчить сварку, металл полностью проникает и ровно прилипает к краю сварочной разделки. Затем остановите длину дуги примерно на 0,8 мм от острого края тупого края и начните перенос
Слабо жидкий.
Сделать отверстие в уплотнителе накладки
Для больших проемов метод перекрытия следует использовать снова и снова. Завершая сварку первого слоя, зачистите шов, чтобы ширина разделки была достаточной для стока шлака при сварке. Продолжайте делить свариваемую поверхность на 3 части и сваривать 1/3 переднего шва.
При сварке труб ни в коем случае не позволяйте комкам слипаться и течь внутрь трубы.
После сварки последним этапом сварки является окончательное покрытие. Затем приступайте к шлифовке, чтобы очистить сварной шов.
Существует два основных способа сварки TIG и MIG. Для труб диаметром ≤Ø100 используйте сварку TIG для герметизации последнего слоя. Большие трубы используют MIG для покрытия
Требования: Поверхность сварного шва одинаково высокая, арочная. Прямая пайка, без краев, ногой.
Производственные процессы для сварных труб – IspatGuru
Производственные процессы для сварных труб
- satyendra
- 6 февраля 2020
- 0 Комментарии
- Трубы ERW, процесс Фреца-Муна, сварка плавлением, продольная сварка, MAG, MIG, сварка давлением, SAW, спиральная сварка, TIG, процесс UOE, сварные трубы,
Производственные процессы для сварных труб
Сталь трубы представляют собой длинные полые трубы, которые используются в основном для транспортировки жидкости или псевдоожиженных продуктов из одного места в другое. Они производятся в основном с помощью двух различных производственных процессов, в результате которых получается либо сварная труба, либо бесшовная труба.
Трубы стальные сварные изготавливаются с продольным или спиральным (винтовым) швом. Диаметр этих труб варьируется от 6 мм до 2500 мм с толщиной стенки от 0,5 мм до 40 мм.
Исходным материалом для производства сварных труб является плоский прокат, который в зависимости от процесса производства трубы, размеров трубы и применения может быть горячекатаной (HR) или холоднокатаной (CR) стальной полосой/заготовкой, а также широкой HR полоса или пластина. Этому исходному материалу можно придать форму трубы как в горячем, так и в холодном состоянии. Процесс формования может быть либо непрерывным процессом, либо процессом формования одной трубы.
В процессе непрерывного формования труб разматывающийся полосовой материал берется из накопителя, при этом передний и задний концы последовательных витков свариваются вместе. В процессе формовки одинарной трубы операции формовки и сварки трубы выполняются на одной длине трубы.
Существует два типа сварочных процессов, которые в основном используются для производства сварных труб. Это (i) процессы сварки давлением и (ii) процессы сварки плавлением. Обычно используемые процессы сварки давлением: (i) процесс сварки давлением, т.е. Процесс Фреца-Муна, (ii) сварка электрическим сопротивлением на постоянном токе (ERW), (iii) низкочастотная (LF) электрическая контактная сварка, (iv) высокочастотная (HF) индукционная сварка и (v) кондуктивная сварка HF . Обычно используемые процессы сварки плавлением: (i) дуговая сварка под флюсом (SAW) и (ii) сварка в среде защитного газа.
| Tab 1 Welded pipe production processes | |||||
| Forming process | Welding process | Type of welding | Weld type | Pipe size range (OD) в мм | |
| Непрерывный процесс | Сварка под высоким давлением | Fretz-Moon | Продольный | 13-115 | |
| Electric resistance welding (ERW) | 1. Direct current (DC) 2. Low frequency (LF) 3. High frequency (HF) | Longitudinal | 10-20 | ||
| 10 -115 | |||||
| 20-600 | |||||
| Электрическая дуговая сварка (сварка слияния) | 1. Погруженная дуга (Пила) 2. Агрочная газовая дуга (маг (ВИГ, МИГ, ВПВ)* | Spiral Spiral/ longitudinal | 168-2,500 | ||
| 405-2030 | |||||
| 30-500/ 10-420 | |||||
| 1. Single forming operation 2. 3-roll 3. C-образный пресс | 1. Дуга под флюсом (SAW) 2. Газовая дуга (TIG, MIG, ERW)* | Продольная | 500 и выше | 6-400 | |
| 1. Операция одиночной формовки 2. Пресс U/O | 1. Дуга под флюсом (SAW) 2. Газовая дуга (MAG) (для прихватки) | Продольная | 905-16 45|||
| *Нестандартная сталь (SS) Труба | |||||
Процесс дайд.
Процесс Фреца-Муна — Фрец-Мун — имя изобретателя процесса. При этом стальная полоса в виде непрерывной полосы нагревается до температуры сварки в формовочно-сварочной линии (рис. 1). Ролики непрерывно формируют полосу в трубу с открытым швом. После этого сопрягаемые кромки прижимаются друг к другу и свариваются процессом, основанным на технологии кузнечной сварки. Таким способом можно производить трубы с наружным диаметром от 40 до 115 мм. Скорость сварки варьируется от 200 м/мин (метров в минуту) до 100 м/мин соответственно.
В настоящее время бесконечная труба с завода Fretz-Moon напрямую подается на редукционный стан. Этот стан предусмотрен на выпускной линии для прокатки труб одной плавки до различных диаметров до 13 мм. Затем труба разрезается на отдельные отрезки для размещения на охлаждающих столах. Эта комбинация дает то преимущество, что установка Fretz-Moon может использоваться для трубы одного постоянного диаметра, что устраняет необходимость в дорогостоящих работах по замене и переустановке валков.
Рис. 1. Схема процесса формирования и сварки труб методом Фретц-Муна
В качестве исходного материала используются рулоны HR. Рулоны разматываются на высокой скорости, а полоса хранится в петлевом накопителе. Сохраняемый материал действует как буфер во время непрерывного производственного процесса. Это позволяет приварить встык задний конец бегущей полосы к головному концу полосы следующего рулона. Затем непрерывную полосу направляют в туннельную печь, где она нагревается до высокой температуры. Горелки, расположенные сбоку, повышают температуру на краях полосы до температуры сварки, которая примерно на 100-150°С выше, чем температура в центре полосы. Клеть формовочных валков непрерывно формирует поступающую полосу в трубу с открытым швом, окружность которой немного уменьшается (примерно на 3 %) в последующей клети сварки с прижимными валками. Сварочная стойка смещена на 90 градусов к предыдущей клети. Сварочный стенд создает осадочное давление, в результате которого кромки сжимаются и свариваются. Сварная конструкция дополнительно сжимается в расположенных ниже по потоку редукционных роликовых клетьх, снова смещенных на 90 градусов. Эти редукционные роликовые стойки калибруют трубу. В случае отсутствия редукционного стана летучая пила, расположенная ниже по потоку, разрезает бесконечную трубу на отдельные отрезки. Эти нарезанные трубы транспортируются через охлаждающую платформу в секцию отделки труб.
Процессы производства труб ERW
Для производства труб ERW используется как постоянный (DC), так и переменный ток (AC). В процессах сварки переменным током используется либо низкочастотный, либо высокочастотный ток.
Процесс постоянного тока – Процесс постоянного тока использует эффект квазипостоянного тока (система прямоугольной волны). Основная характеристика сварочного аппарата прямоугольной формы заключается в том, что до достижения точки сварки используется только высокое напряжение/низкий ток. С электрической точки зрения основное различие между постоянным током и прямоугольной волной заключается в том, что линейный ток выпрямляется (через двухполупериодный выпрямитель) без прохождения через понижающий трансформатор. Процесс DC используется для продольной сварки небольших труб с наружным диаметром до 20 мм (в особых случаях — до 30 мм) с тонкой стенкой толщиной от 0,5 мм до 2 мм. Лента CR используется в качестве исходного материала для этого процесса из-за требований к допускам.
Преимуществом сварки постоянным током по сравнению с методами сварки НЧ и ВЧ является гладкая отделка внутреннего прохода с небольшим гребнем (армированием). Это важно, когда трубе требуется гладкий внутренний сварной шов и когда невозможно удалить заусенец (например, трубы теплообменника).
Область применения процесса постоянного тока ограничена электрической мощностью, которая может передаваться дисковыми электродами, используемыми в процессе. Скорость сварки, достигаемая в процессе, колеблется от 50 м/мин до 100 м/мин. Трубы, изготовленные методом постоянного тока, как правило, впоследствии подвергают обжатию в холодном состоянии. За счет этого толщина основного тела трубы увеличивается немного больше, чем толщина зоны сварки, в результате чего труба практически не имеет внутреннего выступа сварного шва.
Процесс LF – В процессе LF сварка выполняется переменным током в диапазоне частот от 50 Гц (герц) до 100 Гц. Электрод, состоящий из двух изолированных дисков из сплава меди (Cu), используется не только в качестве источника питания, но и в качестве формующего инструмента и элемента, создающего необходимое сварочное давление (рис. 2). Процесс используется для производства прямошовных труб диаметром от 10 мм до 115 мм при скоростях сварки до 90 м/мин в зависимости от толщины стенки.
Рис. 2 Сварка сопротивлением низкочастотному давлению
Электроды являются важным компонентом процесса, поскольку они должны иметь канавку, соответствующую диаметру производимой трубы. Также за этой канавкой необходимо постоянно следить на предмет износа в процессе эксплуатации.
Материал в процессе сварки давлением образует внутреннюю и внешнюю заусенцы вдоль зоны сварки, которые необходимо удалить на линии вниз с помощью внутренних и внешних триммеров. Этот процесс может производить сварные швы высокой степени совершенства при условии тщательного контроля процесса для удовлетворения различных требований.
ВЧ-процессы – ВЧ-сварка сопротивлением для производства труб была внедрена в 1960-х годах. Процесс включает применение ВЧ переменного электрического тока в диапазоне частот от 200 кГц (килогерц) до 500 кГц. Операции формовки труб и подвода энергии выполняются отдельными агрегатами. Лента формуется в профилегибочном стане или в регулируемой прокатной клети (формование естественной функции) в трубу с открытым швом для широкого спектра трубной продукции. К ним относятся линейные трубы и конструкционные трубы с внешним диаметром от 20 мм до 600 мм и толщиной стенки от 0,5 мм до 16 мм, а также заготовки труб для последующего стана для уменьшения растяжения. Исходным материалом является стальная полоса или заготовка HR. В зависимости от размера трубы и области применения, особенно в случае прецизионных труб, стальная полоса может подвергаться предшествующей операции травления или может использоваться полоса из горячекатаного проката. Рулоны разматываются на высокой скорости, а полоса хранится в петлевом накопителе. Сохраняемый материал действует как буфер во время непрерывного производственного процесса. Это позволяет приварить задний конец встык к переднему концу полосы следующего рулона. Трубосварочная машина работает непрерывно со скоростью от 10 м/мин до 120 м/мин за счет вытягивания ленты из петлевого накопителя.
На рис. 3 показан принцип работы профилегибочного стана. Профилегибочный стан используется для труб диаметром до 600 мм. Обычно он состоит из 8-10 прокатных клетей с большим приводом, в которых полоса постепенно (от 1 до 7 клетей) формуется в трубу с открытым швом. Последние три прохода (8-10 клетей) обычно являются чистовыми проходами, направляющими трубу с открытым швом к сварочному столу (11). Формовочные валки должны быть точно подобраны к конечному диаметру трубы. В случае трубы большого диаметра также может быть применен процесс формирования естественной функции.
Рис. 3 Принцип процесса профилирования
Основная особенность прокатной клети заключается в том, что ряд неприводных внутренних и внешних профилирующих роликов, регулируемых в широком диапазоне диаметров изделия, расположены в виде воронки. формообразующая линия, которая постепенно сгибает полосу в форму трубы с открытым швом. Фактически приводятся в движение только клети разбивки на входе и клети чистовой обработки на выходе. Схематический вид клетей прокатного стана показан на рис. 4. На рисунке показаны некоторые детали поперечного сечения, показывающие степень деформации n и расположение формующих валков на различных участках линии.
Рис. 4. Схематическое изображение прокатных клетей в профилегибочном цехе
В процессе сварки одновременно используются давление и тепло для соединения кромок полос открытого шва без использования присадочного материала. Отжимно-прижимные валки в сварочном стенде постепенно сближают кромки трубы с открытым швом и прикладывают необходимое для сварки давление. Существует несколько преимуществ использования ВЧ-электроэнергии переменного тока в качестве источника энергии для выработки тепла, необходимого для процесса сварки. Например, он имеет преимущество перед обычной мощностью переменного тока, заключающееся в создании очень высокой плотности тока (потока) в поперечном сечении проводника. Из-за своей высокой частоты высокочастотный ток создает магнитное поле в центральной части проводника. В этом поле омическое сопротивление проводника максимально, так что электрон следует по пути наименьшего сопротивления в области внешней поверхности проводника (скин-эффект). Таким образом, ток течет по краям полосы трубы с открытым швом до точки соприкосновения краев полосы (точки сварки), а возникающая при этом концентрация, которой способствует близость отрицательного проводника, приводит к высокому уровню использования энергии. . Ниже точки Кюри (768°С) глубина проникновения тока составляет лишь сотые доли миллиметра. При нагреве стали выше этой температуры она становится немагнитной, а глубина проникновения тока возрастает до десятых долей миллиметра на частотах в районе 450 кГц.
Сварочный ток может подаваться в открытый шов как проводящими средствами с использованием скользящих контактов, так и индуктивными средствами с использованием одиночных или многовитковых катушек. Соответственно, в номенклатуре проводится различие между ВЧ-индукционной (ВЧ) сваркой и ВЧ-кондуктивной сваркой. Схема ВЧ сварки труб показана на рис. 5.
Рис. 5 ВЧ сварка труб
, а также с экстремальным соотношением толщины стенки и диаметра был разработан процесс формирования прямой кромки. В этом процессе вместо роликов, формирующих дно, используются прямые кромки роликов. Это привело к существенному сокращению длины формовочной линии. Этот процесс позволяет формовать трубы с соотношением толщины стенки к диаметру от 1:8 до 1:100.
Повышение эффективности стана достигается за счет сокращения времени перехода с одного размера трубы на другой размер трубы за счет внедрения процесса формовки централизованной регулировки инструмента (CTA). Все ролики формовочной линии смонтированы на балке и регулируются посредством процесса CTA с помощью одного двигателя. Это означает, что во всем диапазоне размеров нет необходимости в замене формующих роликов (инструментов). Это приводит к значительному сокращению преобразования размера и времени настройки.
Перед входом полосы в участок формовки полоса выпрямляется и обрезается до постоянной ширины продольно-кромкообрезным станком. Обрезанные кромки могут быть дополнительно скошены для подготовки к сварке. Затем полоса формуется в трубу с открытым швом и с относительно большим зазором подается через клети чистового прохода на сварочный стол. Верхние отделочные валки, ширина которых сужается к месту сварки, определяют угол входа зазора и контролируют его центральное положение в сварочном столе. Там сходящиеся кромки полосы прижимаются друг к другу формованными обжимными валками, а затем свариваются с помощью процесса ВЧ электрического сопротивления. Ток может передаваться либо индуктивно через индукционную катушку, расположенную вокруг трубы с открытым швом, либо кондуктивно через скользящие контакты, проходящие вокруг трубы с открытым швом.
Внешние и внутренние гребни, возникающие при сварке давлением труб с внутренним диаметром около 30 мм и выше, обычно обрезаются путем строгания или шабрения еще горячего материала. Затем труба округляется и калибруется между двумя-шестью калибровочными клетями. Эти клети обычно предназначены для обжатия по окружности. Этот процесс также оказывает эффект выпрямления трубы. Добавление многоручьевого профилировочного вальца в секцию выпуска труб стана также позволяет формировать круглые трубы напрямую в специальные секции.
Обрезанный сварной шов проверяется с помощью неразрушающего контроля, и труба разрезается на нужные длины с помощью летучей отрезной машины. Резка трубы может производиться любым из способов, а именно: (i) отламыванием трубы в узкой зоне индукционного нагрева, (ii) ротационной резкой дискообразными лезвиями, или (iii) холодными или фрикционными отрезными пилами. .
ВЧ-сварку давлением можно либо оставить в состоянии сварки, либо подвергнуть последующей термообработке в нормализационном диапазоне в зависимости от области применения трубы. Частичный индуктивный отжиг сварного шва может быть выполнен и на непрерывной трубе, или отдельная труба может быть подвергнута отдельной термообработке после ее обрезки по длине.
В процессе индукционной сварки ВЧ скорость сварки может достигать 120 м/мин в зависимости от толщины стенки и области применения. Процесс показан на рис. 5. ВЧ-сварка также известна как процесс «Thermatool». В этом процессе скорость сварки может достигать 100 м/мин в зависимости от толщины стенки и области применения. Процесс также показан на рис. 5.
Процессы сварки плавлением
Стальная труба, сваренная плавлением, обычно используется для производства труб большого диаметра для строительства трубопроводов. Процессы формования труб, используемые в случае сварки плавлением, включают (i) процесс трехвалковой гибки для формования листа, используемый как процесс холодного или горячего формования, (ii) процесс C-образного прессования для холодного формования листа, (iii ) процесс прессования U-образного и O-образного сечения для холодного формования листа и (iv) процесс формования спиральной трубы для холодного формования широкой полосы или листа. Эти процессы показаны на рис. 6.9.0003
Рис. 6 Процессы формовки труб
Из четырех вышеперечисленных процессов последние два процесса, а именно (i) U-образный и O-образный пресс-процесс для холодной штамповки листа, и (ii) спиральный Процесс формования труб для холодной штамповки широкой полосы или листа является часто используемым процессом на большинстве производственных предприятий сегодня.
Процесс дуговой сварки под флюсом (SAW) или сочетание прихваточной сварки в среде защитного газа с последующей дуговой сваркой под флюсом широко применяется в качестве стандартного метода сварки труб большого диаметра. Процессы сварки плавлением также используются при производстве спиральных и прямошовных труб из высоколегированных нержавеющих сталей. Продукт в данном случае представляет собой тонкостенную трубу диаметром от 10 мм до 600 мм. Помимо чистого процесса TIG (сварка вольфрамовым электродом в среде инертного газа), также используются различные комбинированные методы сварки. Например, это дуговая сварка TP (вольфрамовая плазма) + TIG, TP + сварка MIG (металл в среде инертного газа) и процессы TP + SAW.
Процесс SAW – Процесс SAW представляет собой метод электросварки плавлением, который осуществляется скрытой дугой. По сравнению с дуговой сваркой сварочными электродами дуга в процессе SAW скрыта под слоем шлака и флюса. Одной из характерных особенностей процесса SAW является его высокая скорость осаждения, которая в основном связана с высокой силой тока, который применяется в сочетании с благоприятным тепловым балансом.
Используемый присадочный металл представляет собой свернутую в спираль блестящую сварочную проволоку, которая непрерывно подается в ванну с жидким металлом в соответствии со скоростью наплавки. Непосредственно над основным металлом (трубой) сварочный ток проводится скользящими контактами в проволочный электрод и возвращается через заземляющий провод, соединенный с материалом трубы (рис. 7)
Рис. 7. Процесс дуговой сварки под флюсом
Дуга вызывает плавление входящей проволоки и открытых краев шва. Часть непрерывно подаваемого сварочного флюса также плавится под действием тепла дуги, в результате чего образуется жидкий шлаковый покров, защищающий сварочную ванну, плавящийся проволочный электрод и саму дугу от атмосферных воздействий.
Кроме того, сварочный флюс также способствует образованию наплавленного валика и служит донором легирующих элементов для компенсации потерь при плавлении и окислении. Во многих случаях его применяют также специально для легирования металла шва с целью придания ему определенных химических и механических свойств. После движения дуги оставшийся жидкий шлак затвердевает. Сварочный флюс, который не плавится, извлекается путем вакуумной экстракции и используется повторно. Шлак легко удаляется после затвердевания. Химический состав проволочного электрода и сварочного флюса должен соответствовать свариваемому материалу. Сварка труб под флюсом обычно выполняется двухпроходным методом (т. е. первый проход с последующим уплотнением или подваркой) и обычно выполняется с первым внутренним проходом, за которым следует внешний проход. Это обеспечивает достаточное перекрытие двух проходов.
В результате получается сварной шов плавлением, который, как правило, не требует дополнительной термической обработки. Сварку под флюсом можно выполнять как на переменном и постоянном токе, так и в многопроводных системах, где можно использовать комбинацию переменного и постоянного тока. Эффективность процесса SAW определяется скоростью осаждения присадочного металла в единицу времени (скоростью осаждения). В результате возможна очень высокая скорость сварки.
Скорость наплавки можно увеличить, увеличив сварочный ток. Однако из-за ограниченной пропускной способности флюса по току характеристики могут быть улучшены при сварке одной проволокой до максимального входного тока около 1200 А (ампер). Любое увеличение скорости сверх этого предела требует развертывания нескольких проволочных электродов. Затем это позволяет применять более высокий общий ток для сварочных работ без опасности превышения пропускной способности флюса по току на любом из отдельных проволочных электродов. На практике повышение производительности достигается за счет использования многопроволочной схемы сварки с 2, 3 или 4 электродами. Более высокая скорость наплавки, достигаемая при многопроволочной сварке, приводит к более высокой скорости сварки в практических условиях сварки.
При использовании высокоэффективных флюсов процесс трехпроволочной сварки обычно достаточно эффективен для стенок толщиной до 20 мм. при толщине стенки более 20 мм; четвертая проволока необходима для поддержания скорости сварки и, таким образом, для достижения эффективности производства. Требование рентабельного применения многопроволочной сварки состоит в том, что параметры процесса должны быть оптимизированы для обеспечения надежного достижения заданных требований к качеству сварного шва. На практике скорость сварки может достигать от 1 м/мин до 2,5 м/мин в зависимости от процесса сварки, толщины стенок и типа используемого флюса.
Дуговая сварка в среде защитного газа – это также процесс электросварки плавлением. В этом процессе сварочная ванна образуется за счет воздействия электрической дуги. Дуга хорошо видна, поскольку она горит между электродом и заготовкой. Электрод, дуга и сварочная ванна защищены от атмосферы инертным или активным защитным газом, который постоянно подается в зону сварки.
Процессы дуговой сварки в среде защитного газа классифицируются в зависимости от типа электродов и используемого газа. Обычно их делят на две основные категории. Категории: (i) дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), а именно дуговая сварка TIG, TP и THG (вольфрамо-водородный газ), и (ii) дуговая сварка металлическим электродом в среде защитного газа (GMAW), а именно сварка MIG и MAG (сварка металлическим активным газом). . Для производства труб в основном используются процессы сварки TIG, MIG и MAG. Сварочные процессы TIG и MIG в основном используются для производства труб из нержавеющей стали. В процессе сварки TIG дуга горит между неплавящимся вольфрамовым электродом и заготовкой. Любой присадочный металл подается в основном без ввода постоянного тока. Защитный газ поступает из газового сопла и защищает электрод, присадочный металл и ванну жидкости от контакта с атмосферным воздухом.
Защитный газ обычно представляет собой инертный аргон (Ar), гелий (He) или смесь этих газов. В процессах MIG и MAG, в отличие от процесса TIG, дуга горит между заготовкой и плавящимся расходуемым электродом, который обеспечивает присадочный металл. В качестве защитного газа, используемого при сварке MIG, обычно используется инертный аргон, гелий или смесь этих газов. В случае сварки MAG защитный газ является активным и состоит из чистого CO2 (двуокись углерода) или газовой смеси, состоящей из CO2, Ar и O2 (кислород). Процесс MAG все чаще используется для прихватки при производстве прямошовных и спиральношовных труб большого диаметра. Прихваточный шов также служит подложкой сварочной ванны для последующего процесса SAW. Требования к оптимальному сварному шву — это точная подготовка кромок (двойное V-образное стыковое соединение с широкими поверхностями прихватки) и хорошая непрерывная прихватка. При производстве труб большого диаметра скорость сварки прихваточным швом колеблется от 5 м/мин до 12 м/мин.
Производство прямошовных труб (процесс U-образного/O-образного соединения)
Листы, используемые для прямошовных труб, формируются на прессах, имеющих открытые штампы для U-образного соединения и закрытые штампы для операций O-образного соединения . Этот процесс также называется процессом формовки UOE (U-образная, O-образная и развальцовочная) и используется для производства прямошовных труб большого диаметра в виде отдельных отрезков до 18 м. Современные установки, использующие этот процесс, рассчитаны на трубы диаметром от 400 до 1620 мм и толщиной стенки от 6 до 40 мм. Исходным материалом являются стальные пластины. Материалопоток в процессе, отражающий важные этапы эксплуатации и контроля при производстве труб большого диаметра методом УОЭ формовки, показан на рис. 8. 9Рис. 8. Течение материала при производстве труб большого диаметра методом УОЭ формовки убедитесь, что опережающие и хвостовые явления, связанные с процессом SAW, происходят за пределами металла трубы. Перед тем, как лист сгибается в трубу с открытым швом на различных стадиях и с использованием формовочных прессов, две продольные кромки подвергаются механической обработке на строгальном станке для обеспечения их параллельности. Сварочная фаска, необходимая для соответствующей толщины листа, также срезается.
На первом этапе формовки пластина обжимается в области ее продольных кромок. Коэффициент изгиба примерно соответствует диаметру трубы с открытым швом. Опрессовка производится на специальных формовочных прессах. На втором этапе пластина изгибается в U-образную форму за одну операцию, включающую инструмент с круглым радиусом, проталкивающий пластину между двумя опорами. Ближе к концу операции расстояние между опорами уменьшается, чтобы применить небольшой перегиб для противодействия эффекту пружинения. На третьей операции формования U-образная форма помещается в пресс O-образной формы для производства круглой трубы с открытым швом за одну операцию.
Процессы формования, выполняемые на U-образных и O-образных прессах, координируются таким образом, чтобы гарантировать эффективное противодействие пружинящему эффекту и максимально круглую форму трубы с открытым швом с выравниванием продольных краев. Эти операции требуют высоких нагрузок пресса.
Края открытого шва затем прижимаются друг к другу (исключая любое смещение) в стендах для прихватки, которые обычно имеют форму роликовых обойм, а затем соединяются непрерывным швом, наплавляемым автоматическими сварочными аппаратами MAG. В зависимости от толщины труб применяемые скорости сварки могут находиться в диапазоне от 5 м/мин до 12 м/мин.
Трубы, сваренные прихватками, затем транспортируются рольгангом и системой распределения на клети SAW, где на отдельных линиях они снабжаются сначала внутренним, а затем наружным проходом. Эти прогоны наплавляются путем перемещения трубы на тележке под неподвижной сварочной головкой. Для внутреннего прохода сварочная головка устанавливается на кронштейне, который проходит внутрь трубы, чтобы исключить возможность смещения сварного шва; как внешняя, так и внутренняя головки постоянно контролируются и контролируются для идеального совмещения с осевой линией сварного шва. В зависимости от размеров трубы (диаметра и толщины стенки) можно использовать любой из многопроволочных процессов SAW. После сварки трубы отправляются на отделочный участок.
Трубы после сварки обычно не удовлетворяют требованиям допусков по диаметру и круглости. Поэтому в отделочном отделе трубы проходят тщательную проверку и калибруются методом холодного расширения. Эта операция осуществляется механическими или гидравлическими расширителями. Величина применяемого расширения составляет около 1 %, и это значение учитывается при определении начальной окружности трубы с открытым швом. Производственный процесс завершается в цехе отделки механической обработкой концов труб и выполнением необходимых доработок.
Трубы подвергаются гидравлическим испытаниям перед обработкой концов труб. Затем проводят заключительный ультразвуковой (УЗИ) контроль по всей длине зоны сварки. Признаки, выявленные при этом автоматическом ультразвуковом исследовании, а также зоны сварки на концах труб дополнительно проверяются рентгенографическим контролем. Все концы труб также проверяются США на наличие перехлестов и расслоений.
Производство спиральных труб
Спиральные трубы также известны как трубы со спиральным швом. При производстве спиральных труб горячекатаная полоса или лист непрерывно формуются в трубу на спиральноформовочном оборудовании с постоянным радиусом изгиба, при этом стыковые кромки полосы также непрерывно свариваются в линию.
По сравнению с производством прямошовных труб, при котором для каждого диаметра трубы требуется полоса определенной ширины, производство спиральных труб отличается тем, что трубы разного диаметра могут быть изготовлены из полосы одной ширины. Это связано с тем, что угол подхода полосы при подаче ее к формовочному блоку может быть изменен. Чем меньше этот входной угол, тем больше диаметр трубы из той же полосы. Технически оптимальное соотношение диаметра трубы и ширины полосы составляет от 1:2 до 1:2,2. Существует математическая зависимость между углом подачи, шириной полосы и диаметром трубы, которая применяется при производстве спиральношовных труб. Эта математическая зависимость представлена на рис. 9..
Диапазон диаметров труб, производимых по технологии спиральной сварки, составляет от 500 мм до 2500 мм. Исходным материалом для производства спиральношовных труб обычно является широкая горячекатаная полоса с толщиной стенки до 20 мм. Для труб толщиной более 20 мм обычно требуются пластины длиной до 30 м.
Существует два типа оборудования, связанного с производством спирально-навивных труб. Эти объекты могут состоять из (i) интегрированной линии формовки и обработки труб SAW и (ii) отдельных линий формовки и обработки труб SAW (рис. 9).).
Рис. 9 Линии обработки труб под флюсом для производства спиральношовных труб
Интегрированная линия формовки и сварки под флюсом – Интегрированная линия формовки и сварки под флюсом представляет собой стандартное производственное оборудование для производства спиральных труб. В этом типе производственный процесс состоит из (i) стадии подготовки полосы и (ii) операции формования трубы в сочетании с одновременным установкой SAW внутри и снаружи прохода. Помимо сварки полос вместе, на этапе подготовки полосы полоса также выпрямляется и обрезается до нужной ширины. Края полосы должны быть точно обработаны с жесткими допусками, а также необходимо выполнить определенную обжимку кромок, чтобы предотвратить недопустимое образование гребней/выступов, если формирование трубы должно быть успешным.
Полоса, подаваемая с разматывателя, соединяется с задним концом предыдущего рулона методом SAW. Сварной шов наплавляется вдоль торца, который в дальнейшем будет формировать внутреннюю поверхность трубы. Внешний проход SAW укладывается отдельной линией на готовую трубу. Затем полоса проходит через правильный стан и обрезается до постоянной ширины с помощью кромкообрезного станка. Дополнительное устройство также срезает кромки при подготовке к основной операции сварки под флюсом. Перед входом в формовочную секцию края полосы обжимаются, чтобы избежать образования гребней/выступов на стыке.
В интегрированной линии за стадией подготовки полосы сразу следует процесс формования с одновременной внутренней и внешней сваркой под флюсом. Прижимной ролик подает полосу под заданным углом входа в формующую часть машины.
Назначение формовочного участка состоит в том, чтобы согнуть точно подготовленную полосу шириной «А» под определенным углом подачи в цилиндрическую трубу диаметром «D» в соответствии с математическими соотношениями, как показано на рис. 9.
Существует множество методов формовки, которые используются для производства спиральношовных труб. Помимо прямого башмачного метода, который имеет свои ограничения, обычно используются два основных метода спиральной сварки (рис. 10): (i) трехвалковая гибка с роликовым каркасом внутреннего диаметра и (ii) трехвалковая гибка с наружным диаметром роликовая клетка. В системе трехвалковой гибки используется несколько отдельных и направляющих роликов, а не один формующий ролик.
Рис. 10 Два основных метода спиральной сварки
Роликовая обойма служит для фиксации оси трубы и максимизации округлости трубы, чтобы обеспечить свободное схождение краев полосы в точке сварки. Это облегчает достижение точных размеров трубы, так что труба, выходящая из машины, уже изготовлена в пределах стандартизированных допусков на диаметр, круглость и прямолинейность. Следовательно, нет необходимости в расширении/размере труб после сварки.
В машине для формования спиральных труб и машине SAW сходящиеся кромки полосы сначала свариваются внутри в положении около 6 часов, а затем, на полвитка дальше, снаружи свариваются в положении 12 часов. Выравнивание сварочной головки по центру сварного шва и контроль зазора выполняются автоматически.
Произведенная колонна труб затем отрезается по длине летучим отрезным устройством. Затем отдельная труба направляется в участок отделки, где производственный процесс завершается механической обработкой концов труб и выполнением доработок. Перед обработкой кромки трубы проводится гидравлическое испытание трубы. Затем вся область сварного шва подвергается ультразвуковому контролю, а зона сварки на концах труб также исследуется с помощью рентгена. Кроме того, каждая труба подвергается ультразвуковому контролю по всей окружности на наличие перехлестов/расслоений. При необходимости зона сварки и основной металл также контролируются ультразвуком перед гидравлическими испытаниями.
Производительность этого процесса определяется скоростью работы ПАВ. Трубная формация обычно способна обеспечить значительно более высокую производительность. Чтобы использовать эффективность секции формовки спиральных труб, заводы теперь проектируются на основе отдельных линий формовки и SAW. На таких заводах формовочная линия оснащена устройством для прихватки, которое может обеспечивать соответствие скорости производства скорости формовочной линии. Линия SAW выполняет шовную сварку в автономном режиме на нескольких отдельных сварочных стендах, производительность которых соответствует производительности формовочной линии.
Отдельные линии формовки и сварки под флюсом . Основной особенностью заводов, имеющих отдельные линии формовки и сварки под флюсом, является наличие двух независимых производственных единиц, состоящих из (i) формовки труб с внутренней сваркой прихватками и (ii) внутренней и внешней сварки. Работа под флюсом на отдельных сварочных стендах.
Помимо более высокой экономической эффективности такой установки, достигаемой за счет более быстрой операции формовки и прихватки, существуют также технические преимущества разделения этих двух операций. Эти преимущества заключаются в том, что обе операции могут быть индивидуально оптимизированы.
На участке формирования спиральной трубы края сливающихся полос (один на уже сформированном участке трубы и второй на входящей полосе) непрерывно соединяются внутренней сваркой прихватками. Процесс прихватки выполняется сваркой MAG со скоростью 12 м/мин в районе положения «6 часов». CO2 обычно используется в качестве защитного газа. Сварные кромки ниже места сварки проходят практически без зазора по жестко закрепленному направляющему ролику.
Отрезное устройство разрезает прихваточный шов на куски необходимой длины. Этот процесс резки труб является последней операцией, выполняемой на линии формирования спирали. Поскольку скорость прихватки высокая, необходимо использовать высокоскоростную плазменную горелку, работающую с впрыском воды, вместо обычной кислородно-ацетиленовой горелки. Нарезанные по длине трубы отправляются на операцию SAW, которая выполняется на комбинированных двухпроходных стендах SAW для окончательной сварки.
Специальный роликовый стол вращает трубу в точном соответствии с ее спиральным соединением, что позволяет головкам SAW выполнять сначала внутреннюю, а затем наружную сварку. В этой операции необходим точный контроль выравнивания центральной линии сварки внутренней и внешней сварочных головок, чтобы свести к минимуму смещение сварного шва. Двух- и трехпроволочные методы используются для сварки внутри и снаружи прохода.
За исключением нескольких модификаций, последующие этапы производства, такие как обработка концов труб, гидравлические испытания, а также неразрушающий контроль и механические испытания, в принципе такие же, как и в интегрированных линиях спиральной сварки. Результаты этих испытаний и проверок немедленно передаются на отдельные этапы производства, чтобы обеспечить непрерывную оптимизацию качества продукции.
Процесс орбитальной сварки | 8 этапов сварки труб
Орбитальная сварка — это полуавтоматический процесс, но что это означает? Для тех, кто плохо знаком с миром орбитальной сварки, здесь мы шаг за шагом описываем процесс орбитальной сварки.
Лучшее понимание процесса орбитальной сварки поможет вам определить, подходит ли аппарат для орбитальной сварки для вашего следующего проекта. Узнайте больше, чтобы узнать, как выглядит процесс орбитальной сварки.
Примечание. Процесс орбитальной сварки труб немного отличается от процесса орбитальной сварки труб. Ознакомьтесь с нашим блогом, в котором объясняются различия между трубой и трубой, чтобы определить, с какой из них вы работаете.
Нет времени читать всю статью? Посмотрите наше вводное видео об орбитальной сварке:
1. Отрежьте
Прежде чем выровнять концы труб или труб, их сначала необходимо отрезать по длине. Орбитальные пилы обычно используются для сантехнических труб и тонкостенных труб. Орбитальные резаки вращаются на 360 градусов вокруг трубы или трубы, обеспечивая чистый и точный разрез. Их можно отрегулировать, чтобы они соответствовали диапазону размеров без деформации. Порезы можно сделать примерно за 20 секунд.
Кроме того, блоки для пилы для труб и блоки для пилы для труб можно использовать для направления традиционной пилы, такой как сабельная пила. Блоки надежно зажимают трубу или трубы, создавая квадратный разрез.
Для более крупных приложений — обычно с трубой — можно использовать грейфер.
2. Торец или фаска
После резки используйте инструмент для торцевания труб, чтобы избавиться от заусенцев и других дефектов. Это важно позже для подгонки.
При добавлении провода в толстостенное приложение вам необходимо подготовить трубу или трубу со скосом. Для орбитального сварного шва с добавлением проволоки мы предлагаем J-образный скос. Подходящие инструменты для снятия фаски с труб будут выполнять одновременно фаску, торцевание и цековку.
3. Очистка
Этот шаг важен, особенно при санитарной сварке нержавеющей стали. Очистка позволяет избавиться от потенциальных загрязнителей, таких как масло и жир, и обеспечивает наилучшее положение для успешного выполнения сварки. Используйте перчатки и спиртовой спрей с сухой тканью, чтобы удалить поверхностные загрязнения.
4.
Расходные материалы для вставки – вольфрам и проволокаЧтобы зажечь дугу, вам понадобится электрод. Здесь это будет 2% цериевого вольфрама. Имейте в виду, что вольфрам для ручной сварки и орбитальной сварки будет отличаться. Чтобы получить воспроизводимый сварной шов, вольфрам должен быть изготовлен последовательно и соответствовать спецификациям применения, таким как используемая сварочная головка и труба или труба.
Чтобы узнать больше о вольфраме, загрузите наш справочник по орбитальному вольфраму. Когда у вас есть нужный вольфрам, поместите его в держатель вольфрама сварочной головки.
Если вы выполняете орбитальную сварку труб с добавленной проволокой, вам потребуется добавить присадочную проволоку в открытую сварочную головку. В большинстве случаев в спецификациях на сварку указывается тип добавляемого материала. Обратитесь к местному поставщику сварочных материалов, чтобы узнать о вариантах проволоки.
5. Выравнивание
Подгонка чрезвычайно важна, когда речь идет о проплавлении сварного шва. Совместите соединение двух частей с вольфрамовым электродом.
Зажимы для крепления труб также можно использовать для выравнивания санитарных труб и трубопроводов. Они упрощают этап выравнивания и являются простым способом обеспечения подгонки.
Для применений с большей толщиной стенок зенковка помогает подгонке площадки, удаляя материал с внутреннего диаметра.
6. Продувка
После выравнивания продуйте кислородом внутреннюю часть трубы или трубки с помощью аргона или смешанного защитного газа. Это предотвращает засахаривание обратной стороны сварного шва и помогает предотвратить вогнутость сварного шва. Если засахаривание действительно происходит, это может быть очень проблематично для многих отраслей промышленности, особенно для производства технологических трубопроводов, где в этих условиях могут размножаться бактерии.
Для труб:
- Продувочные заглушки могут удалять кислород при равномерном диспергировании газовой смеси
- В менее критичных условиях можно использовать ленту и газопровод аргона
Для труб:
- Продувочные камеры используются с большим наружным диаметром. трубы или когда есть колена или тройники, которые необходимо продуть. Расширительные заглушки
- Nylong являются хорошим инструментом для продувки небольших наружных диаметров. трубка.
Массачусетский технологический институт имеет оба идентификатора. и О.Д. Варианты установки продувки доступны для удовлетворения любых потребностей применения.
7. Программа
Современные блоки питания оснащены технологией автоматического программирования. Это так же просто, как ввести используемую сварочную головку, свариваемый материал, внешний диаметр. размера и толщины стенки в блок питания. Затем блок питания сгенерирует заранее разработанную программу. Часто для получения точной программы сварки требуется очень небольшая корректировка.
Сам сварной шов обычно разбивается на 4 или более уровней/участков сварки и сваривается ступенчатым или непрерывным движением. Начальным уровням потребуется больше тепла (более высокая сила тока), в то время как более поздним уровням потребуется меньше (более низкая сила тока), чтобы предотвратить перегрев изделия.
Чтобы полностью понять потребности в программировании, запланируйте обучение орбитальной сварке. Вы получите подробные сведения и практический опыт, обучаясь у эксперта по орбитальной сварке.
8. Сварка
Когда все эти шаги выполнены и программа готова, можно зажигать дугу. После нажатия кнопки запуска программа запустится. Далее следует автоматизированный процесс:
Предварительная очистка
Сначала предварительная очистка будет выполняться в течение заданного периода времени.
Задержка перемещения
Во время задержки перемещения, также известной как задержка вращения, вольфрам остается на месте, пока сварочная ванна устанавливается. Это поможет установить дугу и добиться желаемого провара.
Для толстостенных труб или трубок может потребоваться более длительная задержка перемещения из-за толщины основного материала. После того, как вы создадите лужу, вы добавите проволоку перед перемещением электрода.
Импульсный
Электрод будет перемещаться вокруг заготовки с пульсацией как в основном (высоком), так и в фоновом (низком) импульсе. Эти значения силы тока и времени импульса в программе сварки будут определять перекрытие валиков сварного шва. Скорость движения будет определяться программой, а сила тока также будет меняться в зависимости от положения уровня.
Врезка и наклон вниз
После того, как электрод переместится на 360 градусов назад в исходное положение, он затем продолжит движение еще на 10 градусов для «врезки» или перекрытия сварного шва.
Затем начнется спад, когда головка будет медленно снижать силу тока, придавая сварочной ванне каплевидный вид или эффект ласточкина хвоста. Это закрывает ванну и предотвращает любые отклонения или дефекты сварки в конце сварного шва. Большинство спадов составляет от 4 до 12 секунд в зависимости от наружного диаметра трубки/трубы.
Последующая продувка
После завершения спуска дуга отключается, и головка продувает газ в течение 15-30 секунд.