Как правильно вести электрод при сварке
Содержание
- Положение относительно заготовки
- Направление движения
- Движения при формировании шва
- Длина дуги
- Скорость движения
Умение грамотно выбирать технику сварки: положение, скорость и направление движения электрода приходит с практикой. Чем опытнее сварщик, тем точнее он подбирает параметры и увереннее работает, что обеспечивает хорошую производительность, форму и качество шва.
Рассматриваем подробно, как правильно вести электрод при сварке инвертором, и на что влияют угол наклона, длина дуги, скорость и направление.
Положение относительно заготовки
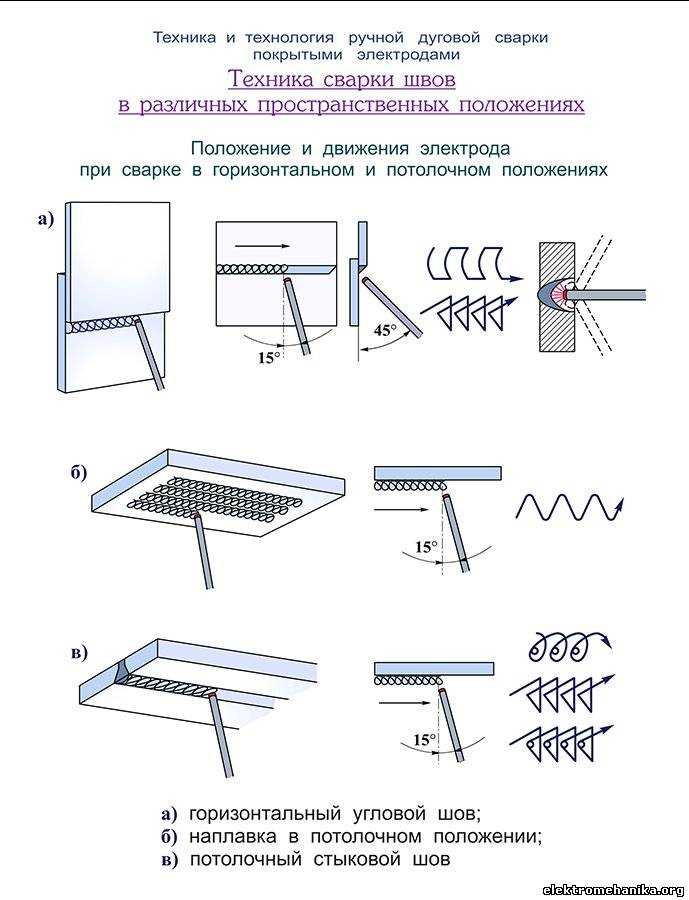
Электрод подводят к заготовке в двух основных положениях: практически вертикально или под углом. Второе положение используют чаще. Вертикально электрод могут устанавливать при сварке в позиции PF или В1 — вертикально, снизу вверх.
Угол между электродом и поверхностью заготовки — от 30 до 450. При тавровых, угловых соединениях, сварке внахлест уклон в 450 обеспечивает симметричную «лодочку». Она гарантирует одинаковое расплавление кромок, отсутствие подрезов и отлично сформированный шов.
При тавровых, угловых соединениях, сварке внахлест уклон в 450 обеспечивает симметричную «лодочку». Она гарантирует одинаковое расплавление кромок, отсутствие подрезов и отлично сформированный шов.
Однако из-за особенностей доступа движение сварочного электрода может быть и под меньшим углом, что приводит к несимметричной «лодочке». Это не мешает сварке узла, расчетам шва и не изменяет расчетных характеристик.
Направление движения
Электрод можно вести двумя способами. Выбирают оптимальное, исходя из положения сварки и толщины металла.
Первая техника — углом вперед. Расположенный под уклоном электрод вы двигаете острым углом вперед в направлении «от себя». При этом держак оборудования фактически следует за электродом. Это способ используют, когда нужна меньшая глубина провара: например для потолочных стыков, корневых швов, тонкого металла.
Вторая техника — углом назад. Вы двигаете электрод острым углом по направлению «к себе». Электрод следует за держаком.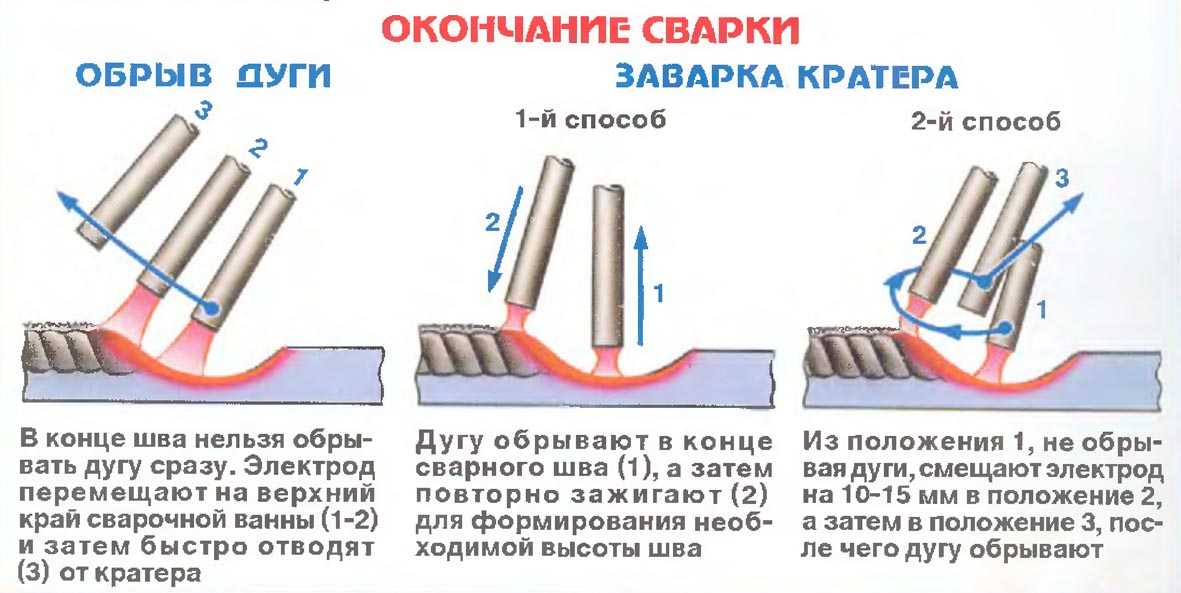 Такой способ более удобен, так как обеспечивает хороший обзор, облегчает контроль сварочной ванны и снижает риск затекания шлака. Его применяют для сварки угловых, тавровых соединений в нижнем, горизонтальном положениях. Провар глубже, но шов уже.
Такой способ более удобен, так как обеспечивает хороший обзор, облегчает контроль сварочной ванны и снижает риск затекания шлака. Его применяют для сварки угловых, тавровых соединений в нижнем, горизонтальном положениях. Провар глубже, но шов уже.
Для вертикальных позиций движение электрода при сварке выбирают наоборот. Здесь удобнее сваривать углом вперед и тонкие, и толстые заготовки. При такой технике и движении на подъем застывший металл шва удерживает последующие расплавленные капли.
Движения при формировании шва
Помимо того, как вести электрод при сварке: углом к себе или от себя, значение имеют и движения его конца. Относительно центральной линии шва можно выполнять движения по разным траекториям:
- полумесяцем — позволяет формировать ровные по высоте и ширине валики, контролировать ширину шва;
- треугольником или елочкой — улучшает провар корня, используется при сварке толстого металла и швов с катетом от 6 мм;
- елочкой с задержкой в корне — обеспечивает ещё более глубокое проплавление при работе с толстостенными заготовками;
- зигзагом — помогает наплавлять уширенные валики, применяется при стыковых соединениях;
- петлями различной конфигурации — дают хороший прогрев и провар свариваемых кромок.


Выбор траектории обусловлен типом заготовки, шва, позицией сварки и зависит от навыков сварщика.
Длина дуги
Характеристики дуги — ещё один фактор, от которого зависит качество шва. Во время сварки нужно правильно выбирать длину дуги и поддерживать её, равномерно ведя электрод.
Основное условие для правильной ММА сварки — длина электрической дуги должна быть примерно равна диаметру электрода. Под ней понимают расстояние от электрода до кромки кратера.
Короткая дуга дает мелкокапельный перенос металла, минимум брызг, ровный и качественный шов. Основными электродами нужно работать на более короткой дуге, чем при использовании рутиловых. Поэтому вести их необходимо под большим углом к заготовке. Кроме того, потолочные стыки сваривают исключительно на короткой дуге, чтобы обеспечить минимальный объем ванны и исключить вытекание расплавленного металла.
Чтобы удерживать длину можно опираться «козырьком» электрода о край сварочной ванны. Помимо этого, при работе важно занимать устойчивое положение и не сжимать сильно держатель, чтобы у вас был упор, а рука не дрожала от напряжения.
Скорость движения
Качество шва обуславливают не только положение и движение, но и то, как ведут электрод при сварке — медленно или быстро.
Скорость подбирают, исходя из толщины заготовки и электрода, пространственной позиции и силы тока.
Низкая скорость уменьшает производительность работы. Из-за медленного движения электрода металл перегревается, что приводит к сквозному прожиганию. Это характерно для тонколистовых заготовок.
Если вести электрод слишком быстро, то металл может не успеть проплавиться на нужную глубину. В результате появляются непровары, снижающие надежность соединения.
Как правильно вести электрод во время сварки начинающему
Содержание статьи:
Как правильно вести электрод во время сварки начинающемуБолее чем сто лет назад люди стали использовать сварку для соединения металлов. Для этих целей, как и сейчас, используется электрод.
Сварочный электрод — это металлический стержень с обмазкой. Состав обмазки, как и сталь из которой изготовлен стержень, играет важную роль.
Электрод, его состав и значение
Обмазка электрода состоит из различных компонентов. Это такая себе смесь из марганца, никеля, железа и минералов. Будучи в порошкообразном состоянии обмазка наносится на металлический стержень электрода.
В процессе сгорания, обмазка, как и металл, плавится, образуя в зоне сварки газообразное облако, состоящее из минералов. Основная задача этого облака — защита шва от воздействия кислорода. Такая защита необходима для усиления будущего соединения.
Основой в качестве электродного стержня выступает металлическая проволока. Вид сварочной проволоки зависит от того, для сварки каких именно металлов будут предназначены электроды. В основном используется проволока, выполненная из углеродистой и нержавеющей стали.
Как вести электрод во время сварки
Стержень, из которого изготовлен электрод, проводит ток. В результате короткого замыкания образуется сварочная дуга. Под воздействием высоких температур электрод начинает гореть, плавя основной металл и расплавляясь сам, заполняя собой образовавшуюся сварочную ванну.
Правильное движение электродом, как и расстояние его кончика до поверхности металла, играют ключевую роль в сварке. Расстояние между концом электрода и металлом называется сварочной дугой. Чем длинней сварочная дуга, тем больше разбрызгивание металла.
Вести электрод во время сварки можно различными колебательными движениями:
- Елочкой;
- Углом;
- Спиралью и полумесяцем.
При этом колебательные движения электродом должны быть небольшими, амплитуда которых не будет превышать три диаметра электрода. Очень важно при формировании сварочного валика держать металл в расплавленном состоянии.
Если по каким-то причинам слишком быстро перемещать и возвращать электрод обратно, может возникнуть кристаллизация сварочной ванны вследствие её охлаждения. Это поспособствует застыванию шлака в металле, что скажется на внешнем виде, прочности, а также, надежности будущего соединения.
Во время сварочного процесса сварщик должен все время следить за шириной и глубиной сварочной ванны.
Научиться правильно вести электрод во время сварки непросто. Здесь многое зависит не столько от знаний, сколько от опыта. Чем чаще вы будете варить, и тренироваться, тем лучше и качественней у вас будет получаться сварочный шов.
Поделиться в соцсетях
Сварочный кабель 1/0 50 футов с держателем электрода и наконечником
Добавление в корзину… Товар добавлен
- Описание
- Характеристики
- 50-футовый сварочный кабель 1/0 СДЕЛАНО В США
- 1 Держатель электрода Lenco HT-25 — 01330
- 1 Установленный наконечник Lenco L-1020 — 07020
| Размер AWG | Датчик скрутки | Скрутка проводника | Толщина стенки (номинальная) | (номинальный) | Вес кабеля (на 1000 футов) | |||
|---|---|---|---|---|---|---|---|---|
| в | мм | в | мм | фунтов | кг | |||
| #2 | 30 шт. | 624 | .060 | 1,52 | .428 | 10,87 | 238 | 108 |
| 1 / 0 | 30 шт. | 975 | .080 | 2,03 | .533 | 13,54 | 369 | 167 |
30 шт. | 1 196 | .080 | 2,03 | .568 | 14,43 | 443 | 201 |
Пользовательское поле
Обзоры продуктов
5 советов, как освоить горизонтальную электродуговую сварку | Блог
Делиться:25 октября 2021 г. Сварка за меньшие деньги
Освоение основ сварки может занять некоторое время. После этих основ следуют различные продвинутые методы, которые могут быть более сложными для выполнения. Существует множество различных типов сварных швов и положений, с которыми может столкнуться сварщик, и ему необходимо знать, как правильно с ними справиться.
Начинать сварку в разных положениях поначалу может показаться сложным, но после некоторого времени и практики можно освоить их. Одним из первых разнообразных положений, с которым может столкнуться сварщик, является горизонтальный шов. Это можно сделать несколькими способами, но в данном случае мы будем говорить о сварке электродами. Ознакомьтесь с приведенными ниже советами по сварке электродами, чтобы узнать, как стать мастером в этой технике.
Подготовка к сварке электродом Прежде чем приступить к горизонтальной сварке электродом, необходимо провести подготовку. На самом деле, это самый важный шаг к успеху. По сравнению с другими видами сварки, сварка стержнем, как правило, довольно щадящая, когда дело доходит до грязи или ржавчины, но сначала необходимо идеально очистить область. Проволочную щетку или шлифовальную машину можно использовать, чтобы избавиться от ржавчины, грязи и прочего с поверхности, которую вы собираетесь сваривать. Это уменьшит вероятность возникновения трудностей при сварке, таких как растрескивание, плохое плавление или пористость.
Кроме того, место, где будет находиться рабочий зажим, должно быть чистым, чтобы обеспечить хорошее соединение. Гораздо лучше уделить время этим подготовительным этапам, чтобы сварной шов был максимально качественным.
Запомни свои CLAMSCLAMS означает:
- Текущая настройка
- Длина дуги
- Угол электрода
- Манипуляции с электродом
- Скорость движения
Это пять наиболее важных факторов для любой формы сварки. Ниже мы рассмотрим некоторые из них, чтобы узнать, как они могут применяться для горизонтальной сварки стержнем и помочь вам освоить эту технику.
Примените правильную настройку В зависимости от электрода может потребоваться регулировка сварочного аппарата для получения наилучших результатов. Это часто зависит от используемого электрода, так как это может потребовать переменного, постоянного положительного или постоянного отрицательного тока. Обязательно ознакомьтесь с рекомендуемыми изготовителем рабочими диапазонами используемого электрода, чтобы убедиться, что машина отрегулирована правильно. Сварочный аппарат следует регулировать примерно на 5-10 ампер за раз, пока не будет достигнут правильный порог.
Обязательно ознакомьтесь с рекомендуемыми изготовителем рабочими диапазонами используемого электрода, чтобы убедиться, что машина отрегулирована правильно. Сварочный аппарат следует регулировать примерно на 5-10 ампер за раз, пока не будет достигнут правильный порог.
Одним из важнейших факторов получения качественного горизонтального электродного шва является удержание короткой дуги. Это помогает значительно снизить нагрев при сварке в другом положении. Это один из самых важных основополагающих моментов, так как именно здесь многие новички склонны ошибаться. Слишком длинная дуга может привести к ряду проблем, включая слабое осаждение, подрезы, разбрызгивание и многое другое. Точная правильная дуга может варьироваться в зависимости от конкретного электрода и применения, но хорошее общее правило заключается в том, что дуга не должна быть больше, чем диаметр сердечника электрода.
Угол перемещения Правильный угол перемещения имеет решающее значение при горизонтальной сварке электродом.