Чем паять медь и латунь, чтобы получить надежное соединение
В данном обзоре автор решил провести тест некоторых припоев для меди и латуни, чтобы определить, какой из них лучше справляется со своей задачей.
Для пайки автор рекомендует использовать газовый баллончик MAPP (с МАПП газом), который дает большую температуру и узко направленное пламя, по сравнению с пропановыми баллончиками.
Но если возможности приобрести газовый баллончик MAPP нет, то, конечно, можно воспользоваться и пропановым.
Рекомендуем также прочитать обзорную статью на тему пайки алюминия в домашних условиях. Данная информация очень пригодится новичкам.
Для теста автор использует пять видов припоя: самый бюджетный — медно-фосфорный с содержанием меди 93%. Остальные — более дорогие, потому что в их составе дополнительно присутствует серебро в разном процентном содержании: 2%, 5%, 15% и 30%.
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.
Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Особенности пайки меди
При пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.
Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Особенности пайки латуни
Для пайки латуни медно-фосфорным припоем (с серебром и без него) нужно использовать специальный флюс. Перед использованием его нужно тщательно перемешать. Наносим на поверхность с помощью кисточки.
Как и в случае с медью, поверхность латуни предварительно необходимо хорошо прогреть газовой горелкой, и только затем можно приступать к самой пайке.
В принципе, все пять видов припоя отлично справляются со своей задачей — шов получается качественным. Правда, есть один нюанс.
Если вам важны визуальные качества, то лучше всего использовать для пайки медно-фосфорный припой с высоким содержанием серебра (от 30% и выше).
При использовании обычного медно-фосфорного припоя и припоев с содержанием серебра 2%, 5% и 15% швы довольно отчетливо видны, и имеют характерный медный оттенок.
Более подробный обзор и тест припоев для пайки меди и латуни можно посмотреть на видео ниже. Материал подготовлен на основе авторского видеоролика с YouTube канала «Олег Певцов».
Оцените запись
[Голосов: 39 Средняя оценка: 4.3]Как паять латунь, и какой припой с флюсом использовать | Сварка и Пайка
Латунь представляет собой сплав цветных металлов, основными компонентами которого выступают цинк и медь. Изделия из латуни обладают высокой пластичностью и коррозионной стойкостью, что в свою очередь, при этом, не мешает им быть достаточно прочными.
Различные изделия из латуни мы можно легко найти у себя дома. При этом часто возникает необходимость в пайке латуни, что вполне осуществимо сделать в домашних условиях. Чем лучше паять латунь, и какой флюс с припоем для этих целей использовать?
Что нужно для пайки латунных изделий
Помимо олова и меди, в состав латуни входит также и цинк, большое содержание которого в сплаве усложняет пайку. Если цинка в латуни содержится не более 15%, то для пайки можно применять обычную канифоль и медно-цинковый припой. Когда процентный состав цинка выше, то, применяют особые виды флюсов.
Если цинка в латуни содержится не более 15%, то для пайки можно применять обычную канифоль и медно-цинковый припой. Когда процентный состав цинка выше, то, применяют особые виды флюсов.
Флюсы для пайки латуни
Такой флюс для пайки латуни можно приобрести как в готовом виде, так и сделать своими руками. Для самостоятельного изготовления флюса потребуется борная кислота, порошок буры и обычная вода.
При этом борная кислота смешивается с бурой (один к одному), а затем в состав добавляется вода, из расчета 5 мг, на каждый грамм порошка.
Что же касается уже готовых вариантов флюса для пайки латуни, то сегодня широко применяются:
- Готовый флюс Бура, специально предназначенный для высокотемпературной пайки деталей;
- Флюсы марок ПВ-209 и ПВ-209Х;
- Порошкообразный флюс Chemet FLISIL-NS-Pulver и пастообразный флюс Chemet FLISIL-NS-Paste.
Припои для пайки
Паять латунь обычным припоем нельзя, для этого предназначены медно-цинковые припои. Самыми распространёнными из них являются ПМЦ-36 и ПМЦ-38 (припой медно-цинковый).
Самыми распространёнными из них являются ПМЦ-36 и ПМЦ-38 (припой медно-цинковый).
Также пайку латунных изделий можно осуществлять и медно-фосфористыми припоями, марок МФ-1, МФ-2, а также МФ-3. Однако такие припои не обеспечивают должного качества соединению в плане вибрационных и ударных нагрузок.
По этой причине применяются наилучшие в своём роде припои для пайки латуни, это такие серебряные припои, как: ПСр-10, ПСр-12м, ПСр-25, ПСр-72.
Как паять латунь в домашних условиях
Важной особенностью пайки латуни в домашних условиях является правильная подготовка изделий. Место пайки должно быть очищено от любых загрязнений, для чего используются металлическая щётка, наждачная бумага или напильник.
После удаления грязи, поверхность нужно обезжирить с использованием растворителя. Если поверхность не будет обезжирена, то это затруднит пайку латуни. Затем изделия укладываются на термоизолирующую подкладку из асбеста, после чего приступают к процессу спаивания деталей.
Для пайки латуни можно использовать как паяльник, так и горелку. Однако мощность паяльника должна быть достаточно велика (0,5 кВт) и выше. В таком случае получится хорошо прогреть место пайки.
Толстые заготовки из латуни лучше всего спаивать газовой горелкой. Тогда становится возможным использовать высокотемпературные компоненты, которые после обработки зоны спаивания флюсом, наносят прямо сверху в виде измельчённого припоя. Перед этим место соединения хорошо разогревается газовой горелкой.
Вам также может понравиться:
Сварка латуни
Основную сложность при сварке деталей из латуни обуславливает разница в температурах плавления составных частей всех марок латуни — меди и цинка. Если у самой латуни температура плавления — 700 ºС, то у цинка — 420 ºС. То есть цинк уже при низких температурах начинает выгорать (это приводит к выделению в воздух вредных веществ) и течь, а материал в районе формирования шва кипит, что делает сам сварной шов неровным.
При сварке массивных латунных деталей необходим предварительный прогрев, а при сварке тонких листов (до 1,5 мм) производится предварительная отбортовка. Зазор между свариваемыми изделиями должен быть меньше 2х мм, а если щель 2 и более мм, то надо делать подкладки, например из проволоки или нарезанного листа.
Зазор между свариваемыми изделиями должен быть меньше 2х мм, а если щель 2 и более мм, то надо делать подкладки, например из проволоки или нарезанного листа.
Аргоновая сварка латуни
Для провидения сварочных работ вам понадобится латунная проволока Л63 на катушке, полуавтомат и баллон с газом, респиратор из-за образования окиси цинка. Также понабится специальные флюсы, но при сварке в аргоне можно обройтись без них.
Температурные режимы отжига для нагрева кромок перед сваркой – 700-800 ºС, в процессе отжига – 600-650 ºС. Скорость изменения температуры 100 ºС/час. Мощность горелки выбирается, как и для сварки стали – на 1 мм сплава 120 л/ч горючей смеси.
Сваривают латунь с максимальной скоростью, как можно скорее, так как при меньшей скорости резко вырастает возможность образования пор по шву, при однослойном шве скорость сварки должа быть от 15 до 25 см в минуту. Присадочную проволоку располагают под углом 20-30 градусов к кромкам свариваемых деталей, а горелка под углом близким к прямому.![]() Ни проволока, ни электрод не должны оказаться в ванне с расплавом.
Ни проволока, ни электрод не должны оказаться в ванне с расплавом.
Так как сварка ведется вольфрамовым электродом (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
Сварка латуни полуавтоматом выполняется с применением присадочной проволоки и защитного газа. Заполнение стыка скошенных кромок (разделки) делают с перехлестом, а впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Вставив проволоку в горелку, включайте полуавтомат. Установите на полуавтомате прямую полярность, постоянный ток. Латунная сварочная проволока подается в автоматическом режиме, но можно делать это и самостоятельно, что, при в некоторых случаях бывает необходимо. Во время сварки следите за тем, чтобы проволока плавилась равномерно и полностью заполняла стык, а подложка, если она есть не сместилась или вообще не отвалилась. Дуга должна быть длинной, чтобы не допустить образования прожогов на поверхности металла и чтоб меньше пузырилось.
Дуга должна быть длинной, чтобы не допустить образования прожогов на поверхности металла и чтоб меньше пузырилось.
Отжиг сварных соединений
Для улучшения прочности сварных соединений по возможности следует провести дополнительный отжиг соединенных элементов при температуре порядка 550 градусов, что существенно улучшает структуру металла, обеспечивая максимально возможную прочность сварочных швов. Это относится к работам по сварке латуни любым способом.
Пайка латуни в домашних условиях
В принципе латунные изделия можно паять паяльной лампой обычным оловянным припоем используя буру как флюс. Однако качество и прочность соединения не будут высокими.
Топ 4 способа, как очистить латунь в домашних условиях
Латунь – популярный сплав, получаемый из двух металлов – меди и цинка. Он часто используются для изготовления посуды, украшений и предметов домашнего декора. Иногда можно увидеть даже дверные ручки из латуни.
Этот металл имеет уникальный вид и обладает особой эстетикой, но к сожалению он быстро тускнеет.
Как почистить латунь в домашних условиях
Способы очистки латуни могут быть разными в зависимости от того, лакировано изделие или нет. Изделия из лакированной латуни имеют глянцевую поверхность. Такие предметы намного легче чистить. Любые загрязнения с их поверхности можно убрать просто протерев их мягкой влажной тканью.
При этом, чистка изделий из нелакированной латуни требует гораздо больше усилий. Сейчас доступно множество эффективных химических чистящих средств для латуни, но вы можете использовать натуральные для чистки латуни в домашних условиях.
Кетчуп
Это может показаться странным, но кетчуп отлично избавляет латунные предметы от налета.
Мыло или мягкое моющее средство
Бывает так, что со временем предметы из латуни собирают пыль и грязь. В таком случае лучший способ их очистить – погрузить в теплую мыльную воду, оставив там на некоторое время. Если на латуни есть особо темные участки, их можно аккуратно почистить зубной щеткой.
Уксус, соль и мука
Эти часто использующиеся на кухне вещества можно комбинировать, чтобы сделать эффективное средство для удаления налета с латуни.
Возьмите стакан уксуса и растворите в нем чайную ложку соли, затем аккуратно добавляйте муку, перемешивая ее, пока раствор не превратится в пасту. Когда паста будет готова вотрите ее в потускневший участок и оставьте примерно на десять минут, после этого смойте пасту водой.
Использование WD-40
WD-40 поможет вернуть латуни былой блеск, очистив весь налет и грязь. Распылите WD-40 на латунь и оставьте на несколько секунд, чтобы средство начало действовать, а затем просто вытрите сухой тряпкой! Вот и все, вы увидите, что латунь приобрела первоначальный вид! Не забудьте хорошо вымыть руки.
Распылите WD-40 на латунь и оставьте на несколько секунд, чтобы средство начало действовать, а затем просто вытрите сухой тряпкой! Вот и все, вы увидите, что латунь приобрела первоначальный вид! Не забудьте хорошо вымыть руки.
Все способы, приведенные выше, помогут удалить налет с латунных изделий и вернуть им первоначальный вид, используйте на здоровье!
Как паять латунь в домашних условиях. Как паять латунь: советы мастера
Пайка латунью относится к разряду высокотемпературной пайки (ее температура плавления составляет 880-950°С). Она применяются в тех случаях, когда возникает необходимость получить более прочное соединение, чем при использовании мягких припоев. Также преимуществами данного вида пайки является устойчивость к высоким температурам полученного соединения и отсутствие изменений в структуре металла (что неизбежно при использовании сварки).
По сравнению с другими тугоплавкими припоями (серебряным, медно-фосфорным) данный сплав является самым прочным и высокотемпературным. Благодаря наличию цинка в составе латунь имеет повышенную устойчивость к окружающей среде, слабо подвержена коррозии. Олово, входящее в состав некоторых видов латуни, повышает текучесть и понижает температуру плавления, а кремний не дает цинку окисляться и испаряться.
Благодаря наличию цинка в составе латунь имеет повышенную устойчивость к окружающей среде, слабо подвержена коррозии. Олово, входящее в состав некоторых видов латуни, повышает текучесть и понижает температуру плавления, а кремний не дает цинку окисляться и испаряться.
Применяются данные припои исключительно при , стали, меди и оловянистой бронзы (с содержанием олова до 8%).
Для данного вида пайки не подходит обычный паяльник. Необходимо оборудование, способное разогреть изделие до температуры, которая несколько превышает температуру плавления латуни (900-1000°C). В большинстве случаев применяются разнообразные газопламенные горелки и печи. Значительным недостатком использования горелок является быстрота и неравномерность нагрева. В совокупности со свойством латуни в жидком состоянии проникать по границам зерен стали (что может вызвать хрупкое разрушение под напряжением) это способствует образованию трещин. Вероятность их появления становится значительно ниже при в печах или в солевых ваннах, где обеспечивается равномерный нагрев паяемых изделий.
В качестве флюса используется бура, смешанная с борной кислотой в соотношении 1:1 и залитая водой (на 20 г каждого компонента необходимо взять 250 мл жидкости).
Технология пайки латунью при помощи газопламенной горелки
- Прежде всего необходимо зачистить места стыковки деталей. Это делается для того, чтобы удалить стойкую оксидную пленку, которую не способен снять флюс. Для этого используют слесарные инструменты (напильники, шаберы, надфили и ножовки).
- Соединить детали при помощи тисков (либо любым другим способом).
- Промазать зону пайки флюсом, который снимет оксидную пленку с металла и обеспечит лучшую адгезию.
- Зажечь горелку, настроить пламя с небольшим избытком кислорода (с целью исключения окисления поверхности металла).
- Разогреть кончик припоя и окунуть его во флюс (в случае если припой изначально не был офлюсован).
- Равномерно разогреть изделие в месте стыковки до вишневого цвета.

- Расплавить припой по месту пайки (если было достаточное количество флюса, то он легко растечется и затянет стык).
- Дать припою застыть.
- Зачистить спай.

Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40.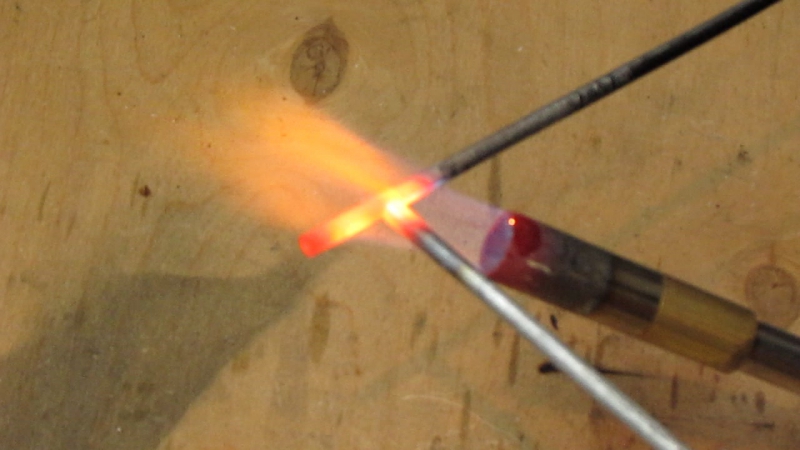 Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Основы пайки
Пайка — это процесс соединения с помощью припоя нескольких деталей из твердых металлов, нагреваемых до температуры плавления припоя или несколько выше ее. При этом расплавления металла соединяемых деталей не происходит. Взаимное раство рение, прорастание кристаллов через границу раздела двух фаз или диффузия припоя и основного металла при правильном ведении процесса пайки обеспечивают получение надежного соединения. Латуни всех применяемых в судостроении марок могут быть соединены методом пайки.
По свойствам применяемых припоев этот способ соединения делится на пайку мягкими и твердыми припоями. Под мягкими припоями понимают такие, температура плавления которых не превосходит 400-450° С; твердые припои плавятся при температуре не менее 500° С.
Известно несколько способов твердыми припоями из которых газовый получил наибольшее распространение. Представляет практический интерес также электроконтактная пайка, выполняемая способом сопротивления или способом «горячего контакта». Сущность электроконтактной пайки методом сопротивления.заключается в том, что соединяемые детали, между поверхностями которых помещается флюс и припой, зажимаются электродами контактной машины, через которые пропускается ток большой силы. Вследствие контактного (переходного) сопротивления одновременно происходит нагрев основного металла и расплавление припоя, имеющего более низкую температуру плавления; осуществляется пайка.
Электроконтактная пайка
Сущность электроконтактной пайки способом горячего контакта заключается в том, что в качестве электродов применяется уголь, либо графит, которые быстро разогреваются и своим теплом расплавляют припой. Схема включения машины для электроконтактной пайки приведена на рис. 6.
Схема включения машины для электроконтактной пайки приведена на рис. 6.
Процесс пайки твердыми припоями с применением кислородноацетиленового пламени по своему характеру близок к газовой сварке. То же можно сказать и о пайке латуни некоторыми твердыми припоями, температура плавления которых близка к температуре плавления основного металла. Например, при газовой пайке латуни марки JI62, имеющей интервал кристаллизации в пределах 898-905° С припоем марки Л(Ж59-1-0,3 (температура плавления 860-890° С) практически происходит процесс, близ-1 кий к процессу сварки, так как основной металл будет близок к оплавлению или будет оплавляться вследствие малого отличия температуры плавления его от температуры плавления припоя.При пайке мягкими припоями нагрев чаще всего выполняют паяльниками или газовыми горелками.
Припои
К твердым припоям, применяемым для пайки латуни, предъявляется ряд требований, основные из которых приводятся ниже:
- Температура плавления припоя должна быть на 50-100° С ниже температуры плавления основного металла.

При этом, чем больше разница между температурами плавления припоя и основного металла, тем более благоприятными будут условия ведения процесса пайки.
- Припой должен обладать достаточной жидкотекучестью и способностью затекать или втягиваться вследствие капиллярности в очень узкие зазоры (иногда несколько сотых долей миллиметра) и хорошо смачивать основной металл.
- Металл паяного шва, образуемый расплавлением припоя| газовым пламенем, должен быть плотным (не иметь пор и шлаковых включений).
- Плавление припоя должно осуществляться при минималь-; ном выделении паров цинка.
- Припой должен обеспечивать достаточную прочность, пла*| стичность и непроницаемость паяного соединения.
- Коэффициент теплового расширения припоя должен быть равным или близким к коэффициенту теплового расширения; основного металла, в противном случае в паяном шве могут обра-j зоваться трещины.
Для твердой пайки латуни применяются следующие припои:
Серебряные. Серебряные припои стандартных марок поставляются по ГОСТ 8190-56. Состав и назначение серебряных припоев, применяемых для пайки латуней, показаны в табл. 5.
Серебряные припои стандартных марок поставляются по ГОСТ 8190-56. Состав и назначение серебряных припоев, применяемых для пайки латуней, показаны в табл. 5.
Кроме того, для пайки латуни может применяться серебряный припой марки ПСрМц12-52- 36 (ПСр12М) (табл. 6).
Серебряные припои следует применять, если требуется хорошая растекаемость, жидкотекучесть, низкая температура плавления, высокая прочность и плотность паяных соединений. Припои обычно поставляются в виде пластинок, разрезаемых перед пайкой на узкие полоски. Серебряные припои широко применяются в промышленности.
В литературе имеются сведения также о применении серебряных припоев, в составе которых в качестве легирующих присадок дополнительно присутствуют фосфор или кадмий (около 5%).
Химический состав и назначение медноцинковых припоев
| ; Марка | Химический состав, % | Допустимые примеси не более, % | Температурный интервал кристаллизации, °С | Примерное | ||
| медь | цинк | свинец | железо | назначение | ||
| ПМЦ36 | 34-38 | Остальное | 0,5 | 0,1 | 825-800 | Пайка высокоцинковых |
| ПМЦ48 | 46-50 ‘ | То же | 0,5 | 0,1 | 865-850 | латуней Пайка латуней с высоким содержанием меди |
| ПМЦ54 | 52-56 | 0,5 | 0,1 | 880-876 | ||
ГОСТ 1534-42. Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
По ряду причин (значительное испарение цинка в процессе пайки и пониженное качество соединений по сравнению с соединениями, паянными другими припоями) применение медноцинковых припоев марок ПМЦ36, ПМЦ48 и ПМЦ54 получило небольшое распространение.
Медноцинковые с присадками олова и кремния. Эта группа припоев представляет собой медноцинковые сплавы, в которые дополнительно введены олово и кремний или только кремний. Кремний вводится для предотвращения испарения и выгорания цинка в процессе пайки. Будучи хорошим раскислителем, кремний образует на поверхности жидкого припоя защитную пленку Si02, препятствующую испарению и окислению цинка. Кроме того, с введением кремния существенно снижается температура плавления припоя.
Припой JIOK59-1-0,3 широко применяется в ряде отраслей промышленности для пайки таких металлов, как медь, сталь, латунь, никель, алюминиевая бронза и т. д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
Имеющееся в литературе указание на то, что припой ЛОК59-1-0,3 не пригоден для пайки латуни, по нашему мнению, не обосновано, так как при содержании в латуни свыше 62% меди разница между температурами плавления припоя и соединяемого металла (латуни) является вполне достаточной для осуществления процесса пайки.
Фосфористые. Введение 3,5-4,0% фосфора в медноцинковый припой резко снижает температуру его плавления и облегчает процесс пайки. В последнее время широкое распространение получили меднофосфористые самофлюсующиеся припои (табл. И).
Недостатком меднофосфористых припоев, так же как и припоя ЛФОК59-4-1-0,3, является повышенная хрупкость паяных соединений.
Серебряные припои, ЛФОК59-4-1-ОД ЛК80-3 и меднофосфористые припой можно применять при всех методах пайки, в то время как припои типа ЛОК и ПМЦ могут быть использованы главным образом для газовой пайки латуни.
Флюсы
Флюсы, применяемые для пайки, должны удовлетворять следующим требованиям:
- Иметь температуру плавления не меньше чем на 50° С ниже температуры начала плавления припоя (ниже линии солидуса).
- Обеспечивать защиту нагретого основного металла и припоя от окисления кислородом воздуха (в зоне пайки).
- Растворять и связывать образующиеся окислы и уменьшать поверхностное натяжение припоя.
- Обладать достаточной жидкотекучестью, чтобы обеспечивать должную очистку металла (особенно в глубоких пазах) и создавать условия для растекания (проникновения) припоя и соединения его с основным металлом.
- Иметь относительно малый удельный вес (в противном случае флюс не всплывет и останется в металле шва).
Основой большинства флюсов для пайки твердыми припоями является плавленая бура (Na 2 B 4 07; ГОСТ 8429-57), уд. вес 2,367 или смесь плавленой буры с борной кислотой (Н3ВО3; ГОСТ 2629-44).
Многие газосварщики стремятся применять неплавленую буру (уд.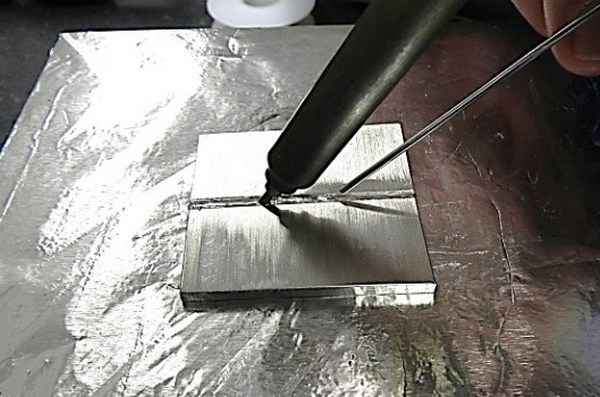 вес 1,73), потому что она не сдувается пламенем горелки. Но такой выбор нельзя признать правильным, так как неплавленая бура, отдавая в процессе плавления (при пайке) свою кристаллизационную воду, резко вспучивается из-за чего частично «сползает» с основного металла. Для полного удаления кристаллизационной воды необходимо относительно большое время, в течение которого бура, однако, не будет эффективно защищать нагретый металл и припой от окисления кислородом воздуха в зоне пайки.
вес 1,73), потому что она не сдувается пламенем горелки. Но такой выбор нельзя признать правильным, так как неплавленая бура, отдавая в процессе плавления (при пайке) свою кристаллизационную воду, резко вспучивается из-за чего частично «сползает» с основного металла. Для полного удаления кристаллизационной воды необходимо относительно большое время, в течение которого бура, однако, не будет эффективно защищать нагретый металл и припой от окисления кислородом воздуха в зоне пайки.
При использовании в качестве флюса плавленой буры таких явлений не наблюдается. В качестве одного из основных недостатков плавленой буры как флюса в литературе иногда отмечается ее сдуваемость пламенем горелки Однако опыт применения буры при пайке латуни твердыми припоями показывает, что надлежащий предварительный (до внесения буры) нагрев основного металла обеспечивает быстрое расплавление буры и она не уносится действием механического давления пламени. Совершевно исключить улетучивание плавленой буры в процессе пайки можно путем правильного регулирования направления и движения пламени горелки, например постепенно (не резко) подводя пламя.
- a ) t Ua 2 03В 2 0 3 Ка г 0-4В г 0 3
Изменяя количество буры и борной кислоты в смеси, можно существенно изменять свойства флюса , в частности темпера- туру его плавления (рис. 7, а). Как видно из диаграммы плавкости системы Na 2 B 4 07—В 2 0 3 , можно, сравнительно мало изменяя состав флюса, существенно изменять температуру его плавления.
Этим свойством смеси буры и борной кислоты можно пользоваться, выбирая флюс для пайки твердыми припоями, обладающими разной температурой плавления. Очевидно, что при пайке, например, припоем марки ПСр25 или тем более ПСр45(ГОСТ 8190-56), который иногда также применяют для пайки латуни, не следует применять чистую буру, имеющую температуру плавления (741°С), близкую или более высокую, чем температура самого припоя, так как в паяном шве могут оказаться включения нерасплавленного флюса. Небольшая добавка борной кислоты (10-12%) снижает температуру плавления смеси, делая возможным применение этой флюсующей смеси при пайке припоем марки ПСр25. В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
При пайке припоем марки ЛОК59-1-0,3 можно применять в качестве флюса чистую плавленую буру.
Следует отметить ошибочность указаний о якобы требующемся повышении рабочей температуры пайки при применении в качестве флюса смеси буры с борной кислотой по сравнению с чистой бурой. Как видно из рис. 7, с введением борной кислоты, почти при всех соотношениях в смеси, температура плавления смеси снижается. Это указывает на отсутствие необходимости в увеличении рабочей температуры пайки, тем более, что последняя при правильно подобранном составе флюса определяется температурой плавления припоя, а не флюса.
Приготовление флюса (смесь буры с борной кислотой) производится обычно так, как описано ниже. Кристаллическая бура засыпается на 7з высоты в металлический противень и загружается в печь, где нагревается до температуры 750° С, т. е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10-15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10-15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
При пайке флюс обычно применяется в виде порошка, насыпаемого на нагреваемую поверхность и вносимого в ванну жидкого припоя на конце присадочного прутка. Известно также, что флюс можно применять в виде пасты, наносимой на соединяемые кромки деталей и
Флюс, как известно, должен главным образом защищать расплавленный металл припоя от окисления, связывать образовавшиеся окислы в шлаки и защищать часть основного металла, прилегающую к участку пайки и нагретую до относительно высокой температуры. Действие буры будет вызывать следующую реакцию:
N336407 2NaB0 2 + В2О3»
2NaB0 2 + В 2 0 3 + CuO 2NaB0 2 Cu0B 2 0 3 , Полученный сплав буры, борного ангидрида и закиси меди Указанные припои по легко отделяется в виде шлака.
В качестве флюсов для пайки мягкими припоями рекомендуются хлористый цинк, водный раствор хлористого цинка (до 50%) и хлористого аммония (до 20%) или канифоль. По некоторым данным можно применять ортофосфорную кислоту (уд. вес 1,2-1,3).
Однако все кислотные флюсы вызывают коррозию места пайки, поэтому при пользовании ими непосредственно после пайки необходимо тщательно промывать паяное соединение. Канифоль и бескислотные флюсы обладают сравнительно малой активностью, вследствие чего при пользовании такими флюсами необходима тщательная зачистка, а иногда и предварительное лужение мест пайки. В то же время по некоторым данным флюсы ЛТИ (Ленинградского технологического института) по; своей активности превосходят кислотные флюсы и при этом не вызывают коррозии места пайки. При их применении отпадает необходимость в предварительной тщательной зачистке и лужении места пайки (что является обязательным при бескислотных флюсах) и в промывке детали после пайки, что является обязательным при использовании кислотных флюсов.
По данным , применение флюсов ЛТИ за счет отказа от лужения и использования припоя с меньшим содержанием олова дает экономию олова от 8 до 15°/о при одновременном снижении трудоемкости на 15-30% и улучшении качества паяного соединения.
Недостатком флюсов ЛТИ-1 и ЛТИ-115 является необходимость применения при пайке интенсивной вентиляции.1ВТУМХП1931-491-21-21-2
В ряде случаев могут применяться скошенные соединения (рис. 8), обеспечивающие большую прочность, чем соединения I,
- 3 (см. табл. 15), однако их выполнение более трудоемко, и поэтому они применяются редко.
Соединения 1, 2, 3 и 5в могут осуществляться с применением твердых и мягких припоев, соединение 4 характерно только для
мягких припоев, а соединения 5а и 56 — только для твердых припоев.
Газовая пайка применяется для изготовления конструкций с толщиной стенок до 5-6 мм, что, как указывалось выше, в большинстве случаев следует считать нерациональным.
Учитывая уровень развития электродуговой сварки, в настоящее время целесообразно применение пайки латуни толщиной до 2 мм, а при малых размерах деталей, исключающих возможность применения дуговой сварки, и для несколько больших толщин,
В некоторых случаях можно допустить применение стыковых паяных соединений; в этом случае пайка должна производиться твердыми припоями типа ЛОК59-1-0,3 или серебряными припоями, обеспечивающими получение прочного паяного соединения.
Перед пайкой встык кромки деталей скашиваются под углом 20-30° с тем, чтобы суммарный угол раскрытия составлял 40- 60° (рис. 9).
При пайке серебряными припоями соединений внакрой зазоры между соединяемыми элементами должны быть не больше 0,08 мм, а при пайке припоем ЛОК59-1-0,3 — не больше 0,5 мм. Это обеспечивает надежное затекание припоев в зазор без образования протеков внутрь изделий и высокую прочность паяного Соединения, которая, как известно, тем выше, чем тоньше слой припоя.
ПОДГОТОВКА СОЕДИНЕНИЙ ПОД ПАЙКУ
При пайке твердыми припоями любым методом, места, подлежащие пайке, должны быть очищены от жиров и загрязнений.
При пайке с нагревом газовым пламенем детали собираются с заданным зазором, зажимаются приспособлениями (жимками, Струбцинами и пр.) или собираются на прихватках так, чтобы исключить возможность смещения кромок деталей. Марка припоя, применяемого для прихватки, как правило, должна быть такой же, как и для пайки.
При электроконтактной пайке способом сопротивления (при котором нагрев и расплавление припоя происходят за счет тепла, выделяемого в соединении) очищенные от грязи и жира поверхности предварительно покрываются тонким слоем флюса. При этом, если применяется сухой порошкообразный флюс, им должна покрываться только часть соединяемой поверхности, в противном случае не будет достигнут электрический контакт в соединении и, следовательно, не сможет осуществиться процесс пайки. После нанесения флюса припой помещается между соединяемыми поверхностями, детали фиксируются приспособлениями или струбцинами и сжимаются между электродами машины (переносными клещами).
При электроконтактной пайке способом „горячих электродов 1 * (при котором нагрев и расплавление припоя происходят за счет тепла, выделяющегося в угольных, графитовых или вольфрамовых
электродах, между которыми зажимаются детали) подготовка соединений может производиться так же, как при пайке способом сопротивления, т. е. припой должен помещаться между поверхностями, подлежащими пайке. Однако возможен и такой вариант, когда припой вносят в процессе пайки вручную по мере нагревания изделия.
При индукционной пайке (где, как известно, нагрев соединения и припоя производится токами, создаваемыми переменным магнитным полем высокой частоты) подготовка соединения заключается в предварительной очистке деталей и сборке их для пайки. После сборки места, подлежащие пайке, можно засыпать флюсом, на который помещается припой, также засыпаемый сверху флюсом. Затем изделие фикоируют в приспособлениях, и на этом подготовка к пайке заканчивается. Возможна также подача прутка припоя к месту пайки уже после нагрева деталей.
При пайке мягкими припоями поверхности деталей тщательно очищают любым механическим способом или травлением, посла чего обслуживают. При применении флюса ЛТИ травление латуни не обязательно, а очистка может производиться наждачной бумагой. Получающаяся при этом шероховатость улучшает смачиваемость.
Паять латунь можно не только в промышленном производстве, но и в домашних условиях. Таким образом можно изготавливать самые разнообразные вещи (различные украшения и технические приспособления). При этом необходимо пользоваться пайкой, соединять провода и детали из металла. И вот здесь как раз необходимо уметь правильно паять латунь.
Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
Для того чтобы такой процесс был завершен с максимальной эффективностью, необходимо следующее:
- Газовая горелка.
- Серебро.
- Графитовый тигель.
- Медь.
- Борная кислота.
- Асбестовое основание.
- Может быть использована бронза.

Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такая пайка в большинстве случаев оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте. Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Что касается припоя из латуни, то необходимо использовать одну часть меди и две части серебра, все это должно быть тщательно перемешано и сплавлено вместе посредством газовой горелки в графитовом тигеле. Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, следует аккуратно положить на основание, сделанное из асбеста. Теперь все это соединение деталей должно быть посыпано кусочками припоя, которые предварительно надо заточить. А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Если паяются мелкие и тонкие детали, то необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.
Надо не забывать о том, что такой метод пайки простотой не отличается, если проводить сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличается некоторыми особенностями по причине испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, так как его можно безо всякого труда отыскать на остановках электрического транспорта. Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).
Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам специалистов, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Как припаять медь к латуни
Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
 Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Пайка латуни
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).

По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
По содержанию цинка в сплаве:
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Пайка трубы из латуни
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью.![]() Поэтому для паяния латуни применяют специальные припои.
Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Для этих целей применяют асбестовые пластины.
Пайка латуни газовой горелкой
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Пайка латуни – надежное соединение в домашних условиях
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Как паять латунь: советы мастера
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является медно-цинковым сплавом, в который во время производства добавляют олово, алюминий и другие металлы. Бронза – это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.

Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.

Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.

В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Чем паять латунь
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
- сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Как отличить медь от латуни: 7 способов Статьи про металлолом
27. 09.2017 17:15
09.2017 17:15Чтобы безошибочно отличить латунь от меди в домашних условиях, достаточно знать состав и некоторые характеристики этих материалов.
Медь – это чистый металл, а ее сплав с цинком называется латунью. Из-за разного состава эти материалы имеют сразу несколько важных различий:
- Цвет. Медь имеет красноватый оттенок, тогда как латунь – желтая.
- Вес. Медь немного тяжелее латуни.
- Твердость. Медь – мягче, латунь – тверже.
- Плотность. У меди она 8920 кг/м3, у латуни – от 8300 до 8700 кг/м3.
Следует сразу же отметить, что распознать в домашних условиях, что перед нами – металл или его сплав, при помощи магнита не получится. Оба материала им не притягиваются.
Однако существует несколько способов, как отличить медь от латуни, не прибегая к спектральному анализу в лабораторных условиях. Все они описаны ниже – от самого простого, до сложного.
1. Обращение к специалисту
Самый простой способ определить металл – показать его специалисту с наметанным глазом. С этой задачей легко справится человек, работающий в металлургии – литейщик и так далее. Отличие меди от латуни сможет также выявить ювелир, работник ломбарда, учитель химии или опытный приемщик металлического лома.
2. Определение по цвету
Самостоятельно определить, медное изделие или латунное, проще всего по его цвету. Для точности рекомендуется тщательно очистить поверхность металла от грязи и оксидной пленки. Как уже было сказано ранее – медь имеет красноватый оттенок, иногда коричневатый или розовый.
Если исследуемое изделие имеет желтоватый цвет, напоминает золото, то перед нами, скорее всего, латунь. И чем больше выражена желтизна, тем большая доля цинка имеется в сплаве.
По цвету можно определить металл методом сравнения с заведомо известным изделием. В быту в качестве медного образца можно использовать электропровод, очищенный от изоляции и защитного лака. Латунь можно увидеть на вилках электроприборов – из этого сплава делаются их штыри.
Латунь можно увидеть на вилках электроприборов – из этого сплава делаются их штыри.
3. Определение по звуку
Этот метод подходит только для крупногабаритных предметов. Если ударить каким-либо металлическим инструментом по медному изделию, то раздастся приглушенный низкочастотный звук. При аналогичных действиях с латунным предметом звук получается более звонким, высокочастотным.
Эта особенность проявляется по той причине, что медь немного плотнее и тяжелее, чем ее сплав с цинком. Для маленьких предметов описанный способ не подходит.
4. Определение по твердости
Если изделие тонкостенное, то состав иногда можно определить по его податливости механическим нагрузкам. Так, медь гнется гораздо легче, при этом, она не растрескивается и не ломается. Латунь – более твердый и хрупкий материал, потому изделие из него проще сломать.
Для толстостенных или монолитных изделий данный способ не подходит, так как согнуть их не получится.
5. Определение при помощи химии
Этот способ относится к самым простым и доступным, и одновременно является достаточно точным. Для определения состава металла понадобится раствор соляной кислоты. Такие жидкости часто используются для очистки контактов при пайке в радиоэлектронике. Соответственно, кислоту можно купить в любом радиомагазине. И стоит она недорого.
Для определения состава металла понадобится раствор соляной кислоты. Такие жидкости часто используются для очистки контактов при пайке в радиоэлектронике. Соответственно, кислоту можно купить в любом радиомагазине. И стоит она недорого.
Если не вдаваться в подробности и не прибегать к химическим формулам, то суть проверки заключается в следующем. На поверхность исследуемого металла необходимо нанести несколько капель кислоты. Если это медь, то она просто очистится и приобретет свой натуральный красноватый или розоватый оттенок. Если же перед нами латунь, то на ее поверхности будет проходить химическая реакция с выделением белого вещества – оксида цинка.
6. Определение путем сверления
Если изделие сдается в лом, то есть его не жалко будет повредить, то определить его состав можно при помощи обычной дрели и тонкого сверла по металлу. При обработке меди за счет ее мягкости и пластичности из-под сверла будет выходить длинная закручивающаяся стружка.
В случае со сверлением латуни можно будет наблюдать, как металл крошится, а стружка имеет острые углы. Длина ее, при этом, будет небольшой.
Длина ее, при этом, будет небольшой.
7. Определение по плотности
Это самый сложный из описанных метод, и его редко кто возьмет на вооружение. Однако он достаточно эффективен и точен, а самое главное, доступен для выполнения в домашних условиях.
Суть заключается в том, что сначала определяется точная масса исследуемого изделия, а потом его объем. Зная плотность меди и латуни, по выявленным параметрам можно будет определить состав материала. Если предмет имеет сложную форму, то его объем можно высчитать путем погружения в емкость с водой. Для определения веса лучше использовать весы с высокой точностью.
7 шагов для сварки латуни с латунью — сварочная головка
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Итак, вы хотите приварить латунь к латуни. Работа с латунью — это простой процесс, который нужно освоить, и он очень полезен, потому что латунь отлично смотрится в сочетании с деревом или другими металлами.Латунь можно использовать для создания деталей или даже всей автоматизации, если вы строите двигатель. Как только вы начнете учиться работать с латунью и сваривать ее, вы будете делать множество прекрасных изделий!
Работа с латунью — это простой процесс, который нужно освоить, и он очень полезен, потому что латунь отлично смотрится в сочетании с деревом или другими металлами.Латунь можно использовать для создания деталей или даже всей автоматизации, если вы строите двигатель. Как только вы начнете учиться работать с латунью и сваривать ее, вы будете делать множество прекрасных изделий!
Как приваривать латунь к латуни? Очень возможно паять TIG, а также припаивать латунь к латуни. Чтобы работать эффективно, вы должны знать, как сначала резать, манипулировать и паять латунь, чтобы вы могли сваривать ее. С латунью очень легко работать, и, поскольку ее можно паять и паять, сваривать детали из латуни (эффективно и эстетично) довольно просто, если вы понимаете основные шаги работы с латунью.
Поскольку сегодня в Интернете не так много информации о сварке латуни с латунью, мы создали это руководство, чтобы помочь вам в этом. Ниже мы расскажем, как резать латунь перед сваркой, как работать с латунью, чтобы подготовить ее к сварке, а также как сваривать и паять латунь.
Если вы уже знакомы с начальными шагами и имеете опыт сварки TIG, вот видео о процессе.
Если вам нужен урок по основам, ознакомьтесь с нашей подробной статьей о том, что такое сварка TIG и как начать ее изучение.Чтобы узнать больше о латуни, продолжайте читать!
Подготовка к сварке: вырезание латунных деталей
Понимание того, как вырезать латунные детали, является первым шагом в процессе обучения тому, как сваривать два куска латуни вместе. Вам нужно знать, как манипулировать латунными изделиями, с которыми вы планируете работать, и первая часть этого — понимание того, как вы можете вырезать латунные изделия.
К счастью, когда вы режете детали из латуни для подготовки к следующему сварочному проекту, у вас будет несколько вариантов.Однако существуют разные типы изделий из латуни. Итак, если вы хотите знать, как правильно резать, вам нужно знать, какие у вас есть варианты резки различных видов латуни.
Различные виды латунных деталей, с которыми вы, скорее всего, будете работать, включают латунные стержни, которые вы можете разрезать плоскогубцами или ножовкой, латунные трубки, которые вы можете разрезать пилой или трубным резаком, и латунные листы, которые можно отрезать ножовкой или ножницами. Но сначала мы начнем с различных методов, которые вы можете использовать для резки латунного стержня.
Но сначала мы начнем с различных методов, которые вы можете использовать для резки латунного стержня.
Могу ли я просто использовать Dremel или резак для резки латуни?
Короче можно!
Вам понадобится устойчивая рука с листовым металлом, но я предпочитаю Dremel со стержнями и трубками. Если вы уже выполняете сварку TIG, удерживать устойчивую руку с листом латуни не должно быть проблемой.
Мне нравится мой Dremel 4300 (посмотрите отзывы на Amazon здесь). Это быстрый и точный способ резки латуни по мере необходимости.
Обрезка латунного стержня перед сваркой
Когда дело доходит до резки латунного стержня, у вас есть два варианта инструментов, которые вы можете использовать для резки.Вам понадобится либо кусачки, либо ножовка. Ниже мы расскажем, как резать латунь обоими инструментами.
Кусачки и латунный стержень
Если у вас есть очень маленькие кусочки проволоки или прутка, то все, что вам нужно для резки латуни, — это кусачки. Однако, если у вас больший калибр, вам может потребоваться пара более массивных кусачков или даже болторез, если кусок довольно большой. Вы можете использовать любой из этих инструментов, если вставляете стержень в челюсти перед резкой.
Однако, если у вас больший калибр, вам может потребоваться пара более массивных кусачков или даже болторез, если кусок довольно большой. Вы можете использовать любой из этих инструментов, если вставляете стержень в челюсти перед резкой.
Если вы используете кусачки для резки латуни, иногда, в зависимости от типа кусачков, которые вы используете, после резки у вас могут появиться острые концы. В таком случае не забудьте подпилить, отшлифовать и отшлифовать конец только что отрезанной детали, пока она не станет плоской.
A Ножовка и латунный стержень
Если у вас есть ножовка и вы хотите отрезать кусок побольше, то вы все равно сможете отрезать латунный стержень. Сначала вставьте стержень, который вы собираетесь разрезать, в тиски и убедитесь, что он надежно удерживает деталь.Затем отрежьте как можно ближе к тискам, чтобы уменьшить вибрацию.
Кроме того, всегда помните, что ножовка — это инструмент для двуручного использования. Итак, когда вы используете ножовку, положите одну руку на ручку, а другую — на раму пилы. Вы режете пилой, когда отводите инструмент от себя. Итак, начните резку с крошечных движений, начиная с лезвия, которое находится ближе всего к рукоятке. После того, как вы сформировали канавку для лезвия, продолжайте использовать вес рук и тела при выполнении каждого удара.
Вы режете пилой, когда отводите инструмент от себя. Итак, начните резку с крошечных движений, начиная с лезвия, которое находится ближе всего к рукоятке. После того, как вы сформировали канавку для лезвия, продолжайте использовать вес рук и тела при выполнении каждого удара.
Когда вы разрезаете латунный стержень для подготовки его к сварке, вам не нужно будет прикладывать большое давление вниз с помощью ножовки. Сосредоточьтесь на том, чтобы делать длинные, устойчивые движения и использовать лезвие по всей длине, а не резать как следует. Оставайтесь сосредоточенными и не торопитесь, прорезая металл. Таким образом, вы не прорежете то, что не собирались разрезать.
Обрезка латунной трубки перед сваркой
Теперь, когда мы дали вам некоторые рекомендации по резке латунного стержня, мы перейдем к латунной трубке.Если вы планируете работать с латунными трубками при сварке, вам нужно знать, как их разрезать, прежде чем начинать сваривать детали. Вы можете разрезать латунную трубку, распилив ее или используя трубный резак. Мы обсудим оба метода более подробно ниже.
Мы обсудим оба метода более подробно ниже.
A Пила и латунные трубки
Один из способов разрезания латунных трубок — это использовать небольшую или большую пилу по металлу. Мы рекомендуем отрезать латунные трубки внутри угловой коробки. Поместите трубку в одну из канавок на угловой коробке и начинайте резку.Пила пройдет через трубу и прорежет обе стенки за один раз.
Когда это произойдет, ваша пила может застрять, а это означает, что вам будет трудно пропилить трубку. Вместо этого постарайтесь избежать заедания пилы, поворачивая трубку от себя во время резки. Таким образом, вы будете пропиливать только одну часть трубки за раз.
A Нож для труб и латунные трубки
Вы можете приобрести нож для трубок в любом местном хозяйственном магазине, и этот нож поможет вам отрезать любые металлические трубки, которые у вас есть, в том числе латунные.Если у вас есть резак для трубок, вам нужно будет зажать инструмент в трубке. Итак, сначала разместите инструмент там, где нужно резать. Затем вы несколько раз переместите инструмент вокруг трубки.
Затем вы несколько раз переместите инструмент вокруг трубки.
После этого вам нужно немного повернуть ручку, чтобы лезвие снова вошло в трубку, и снова повернуть круг. Вам нужно будет повторять этот процесс, пока трубка не разделится. Убедитесь, что вы не начинаете слишком сильно затягивать ручку, иначе трубка может выскочить изогнутой, когда вы ее разрежете.
Если трубка выглядит так, как будто один из ее концов обжат, то для решения этой проблемы можно использовать коническую развертку.Вам нужно будет подпилить гофрированный конец или отшлифовать его, чтобы закончить. Кроме того, убедитесь, что вы отрезали кусок задолго до того, как начать процесс, на случай, если вам нужно отшлифовать его из-за обжатого конца.
Резка латунных листов перед сваркой
Последний тип латуни, который вам нужно научиться резать перед сваркой, — это латунные листы. Листы латуни можно разрезать ножницами или ножовкой. Мы рассмотрим каждый из этих методов ниже.
Ножницы и латунный лист
Ножницы — отличный инструмент для резки латунного листа. Мы рекомендуем использовать авиационные ножницы, если они у вас есть, которые обычно бывают трех типов: правые, левые и прямые. Вы можете использовать прямую резку для вырезания кривых, если вы делаете это снаружи. Когда вы вырезаете круг, не забывайте обрезать углы детали, пока она не станет похожей на круг. После этого используйте внутреннюю часть губок для последнего изогнутого надреза.
Мы рекомендуем использовать авиационные ножницы, если они у вас есть, которые обычно бывают трех типов: правые, левые и прямые. Вы можете использовать прямую резку для вырезания кривых, если вы делаете это снаружи. Когда вы вырезаете круг, не забывайте обрезать углы детали, пока она не станет похожей на круг. После этого используйте внутреннюю часть губок для последнего изогнутого надреза.
A Ножовка по металлу и латунный лист
Для резки латунного листа также можно использовать ножовку. Если вы собираетесь использовать ножовку, вам нужно поместить латунь между двумя обрезками фанеры и зажать все детали тисками.Дерево должно помочь удерживать металл на месте, пока вы его режете. Если вы хотите провести линию на своей латуни, используйте кусок фанеры с одной стороны латуни. Помните, что вы должны толкать только ножовкой.
Теперь, когда вы понимаете, как резать различные типы латуни перед сваркой латуни с латунью, мы расскажем, как согнуть латунь и придать ей форму, прежде чем начинать сваривать латунные детали вместе.
Подготовка к сварке: сгибание латуни
После того, как вы разрежете латунь, вам, скорее всего, придется как-нибудь согнуть ее, прежде чем вы сможете сварить детали из латуни.Итак, мы рассмотрим некоторые подходы к изгибу латунного стержня, трубок и листов. После того, как вы согнули латунь и поработали с ней, вы будете готовы перейти к последнему шагу — сварке латуни к латуни, о которой мы поговорим чуть позже.
Сгибание латунной проволоки перед сваркой
Латунную проволоку легко согнуть плоскогубцами. Вставьте проволоку в плоскогубцы и возьмите их одной рукой, а затем другой рукой манипулируйте другой частью проволоки. Если вы хотите изогнуть проволоку бюстгальтера и придать ей форму, вы можете сгибать, сгибать, а затем отпускать стержень в определенных точках по мере его сгибания.Чем ближе интервалы, тем круче ваша кривая.
Если вы хотите создать резкую кривую, то лучше использовать для этой работы плоскогубцы. Вам нужно будет начать с загибания стержня в губки. Вы также можете использовать плоскогубцы в каждой руке, если хотите получить очень острый изгиб.
Вы также можете использовать плоскогубцы в каждой руке, если хотите получить очень острый изгиб.
Есть несколько вариантов плоскогубцев для формования металла, которые помогут вам сгибать проволоку всех видов, и вы можете сделать большинство из этих же изгибов, просто используя одну пару плоскогубцев с плоским острием вместе с несколькими круглыми плоскогубцами. плоскогубцы.Однако, если вы чувствуете, что плоскогубцы ухудшают вид ваших изгибов и оставляют следы, подумайте о покупке плоскогубцев с нейлоновыми подушечками.
Сгибание латунного стержня перед сваркой
Если у вас очень тяжелый латунный стержень, вам следует подумать об использовании приспособления для гибки, чтобы сэкономить время. Вы можете прикрепить приспособление к скамейке, а затем зажать его. Когда вы используете джиг-приманку, вам нужно вставить удилище в прорези или штифты. Затем вы будете руками сгибать стержень и перемещать его в эту область джига.Таким образом, вы сможете использовать обе руки и не беспокоиться о том, что на проводе появятся следы инструментов.
Сгибание латунных трубок перед сваркой
Латунные трубки — одна из самых сложных вещей, которую нужно научиться сгибать, когда вы готовитесь к сварке. Это связано с тем, что латунные трубки легко перегибаются и ломаются. Для этого материала мы рекомендуем использовать пружинный гибочный станок. Возьмите пружинный изгиб, который наденет на трубу, которую вы собираетесь сгибать. Переместите его на трубку и отцентрируйте в том месте, где вы собираетесь изгибать.
Теперь обеими руками согните трубку и сильно надавите большими пальцами на сгиб. Если вы также можете использовать другую пружину с трубкой, у вас будет еще больший успех, когда вы попытаетесь согнуть латунь.
Гибка латунных листов перед сваркой
Гибка металлических листов — тоже непростая задача. Однако некоторые инструменты могут помочь упростить весь процесс. Поместите латунный лист между двумя листами фанеры и прижмите их тисками. Теперь возьмите другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы получился изгиб.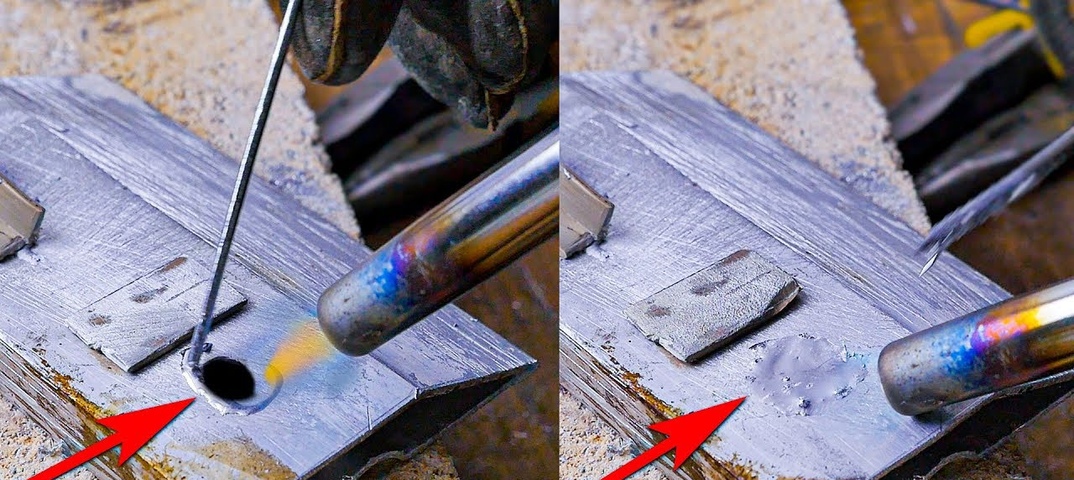 Используя деревянный брусок, вы должны иметь возможность надавить на весь край, который вы хотите согнуть, не повредив металл.
Используя деревянный брусок, вы должны иметь возможность надавить на весь край, который вы хотите согнуть, не повредив металл.
Теперь, когда мы обсудили различные методы резки латуни и гибки латуни перед сваркой, мы перейдем к обсуждению того, как сваривать и припаять латунь к латуни.
Сварка латуни с латунью
Теперь, когда вы понимаете все о том, как подготовить латунные детали путем резки и гибки их перед сваркой, вы готовы научиться сваривать эти латунные детали вместе.Сварка латуни очень проста, потому что вы можете использовать припой для завершения сварки.
Ниже приведены некоторые из предметов, которые вам необходимо собрать, прежде чем вы научитесь сваривать латунь с латунью:
Теперь, когда вы знаете, какие материалы вам понадобятся, когда вы начнете сваривать латунь с латунью, мы рассмотрим типы припоя и флюса, которые мы будем использовать для завершения этого сварочного проекта.
Припой для сварки
Для этих этапов сварки мы будем использовать более мягкий припой от производителя Tix. Этот припой используется многими людьми, которые ремонтируют часы и часто приваривают латунь. Мы решили использовать Tix, потому что это более мягкий припой с более низкой температурой плавления. Когда вы свариваете латунь, вам понадобится более мягкий припой с более низкой температурой плавления, потому что при более высоких температурах латунь выглядит обесцвеченной и неровной, и мы хотим этого избежать.
Этот припой используется многими людьми, которые ремонтируют часы и часто приваривают латунь. Мы решили использовать Tix, потому что это более мягкий припой с более низкой температурой плавления. Когда вы свариваете латунь, вам понадобится более мягкий припой с более низкой температурой плавления, потому что при более высоких температурах латунь выглядит обесцвеченной и неровной, и мы хотим этого избежать.
Советы по успешному использованию припоя при сварке
Прежде чем мы разберем этапы сварки латуни с латунью с использованием припоя, мы рассмотрим несколько советов по успешному использованию припоя при сварке.
Совет №1: Убедитесь, что все детали подходят друг к другу.
Когда вы используете припой при сварке, припой действует как разновидность клея. Он может очень хорошо удерживать вместе два куска латуни. Когда вы соединяете части вместе, вы должны убедиться, что ваши две части разделяют много места на поверхности.
Math поможет вам в этом.
Если у вас будет больше места на поверхности, вы получите более прочный припой. Ваш припой не будет прочным, если между деталями есть большие зазоры или если детали не подходят друг к другу.
Ваш припой не будет прочным, если между деталями есть большие зазоры или если детали не подходят друг к другу.
Совет № 2: Убедитесь, что вы тщательно очистили детали.
Никогда не упускайте из виду важность чистки латунных деталей. Если их не очистить, они не будут хорошо свариваться. Если вам нужна прочная паяльная связь, убедитесь, что все латунные детали чистые.
Совет № 3. Убедитесь, что все детали плотно прижаты, пока вы используете припой для сварки.
Убедитесь, что ваши фигуры не двигаются и не теряют равновесие. Прежде чем приступить к сварке припоем, убедитесь, что все детали из латуни надежно соединены.
Совет № 4: Нагревайте детали для сварки, а не припой
Когда многие люди используют припой для сварки, они забывают, что расплавлять припой не нужно. Вместо этого вам следует нагреть две части, которые вы хотите сварить, до тех пор, пока они не достигнут точки плавления припоя. После этого вы сможете переместить припой к горячей части, а затем в швы, чтобы сварить части вместе.
Совет № 5: Подготовка важна при использовании припоя для сварки
Одна из главных причин, по которым у людей возникают проблемы при сварке латуни с латунью при пайке, заключается в том, что они не тратили время на подготовку всего (например, резки, гибки, и т.п.) в шагах, описанных выше.
Помните, когда вы выполняете сварку для пайки, вы тратите большую часть своего времени на подготовку к пайке, не обязательно на сварку. Итак, уделите пристальное внимание подготовке.
Сварка и пайка латуни по шагам
Теперь, когда вы понимаете, как подготовить детали из латуни, сгибая и разрезая их, мы проведем вас через процесс сварки латуни с латунью с помощью припоя.
Шаг № 1: Подготовьте рабочее место
Во-первых, вам нужно подготовить рабочее место.Убедитесь, что вы приняли во внимание безопасность.
Возьмите что-нибудь легковоспламеняющееся и уберите его с рабочего места. Убедитесь, что вы находитесь в хорошо проветриваемом помещении или соберите несколько вентиляторов, чтобы выдуть пары.
Шаг № 2: Очистите латунные детали
Теперь вам нужно взять наждачную бумагу, напильник, наждачную шкурку, подушечки Scotch-Brite или что-то еще, что вы захотите использовать, чтобы вы могли очистить латунные участки. что вы свариваете. Рекомендуется иметь при себе щетку из стекловолокна, чтобы вычистить трудные участки.
Помните, что некоторые куски латуни покрыты слоем прозрачного лака, чтобы они оставались яркими. Однако, когда вы объединяете латунные детали, вам нужно удалить лак, иначе вы не сможете использовать припой для их эффективного объединения.
После того, как вы почистите куски латуни, удалите их, протерев спиртом. Спирт поможет избавиться от частиц, мусора и масла, оставшихся на латуни. Когда вы закончите, уберите спирт подальше от вашего рабочего места (помните, что алкоголь легко воспламеняется) и дайте латунным деталям высохнуть, прежде чем начать.
Шаг № 3: Установите детали на место
Вам нужно будет схватить зажимы, чтобы можно было скрепить латунные детали. Вы также можете использовать высокие Т-образные штифты для скрепления частей или более тяжелых металлических предметов.
Вы также можете использовать высокие Т-образные штифты для скрепления частей или более тяжелых металлических предметов.
Что бы вы ни выбрали, убедитесь, что ваши фигуры находятся в правильном положении. Кроме того, помните, что ваши детали будут сильно нагреваться, поэтому не стоит класть что-либо близко к области стыка, который вы свариваете.
Если вы это сделаете, он может поглотить тепло и испортить припой.
Шаг №4: Используйте флюс
Ранее мы упоминали, что для этого процесса следует использовать припой TIX. Припой TIX имеет флюс, который выглядит как прозрачная жидкость.
Ваш флюс TIX поставляется с бутылкой и кисточкой. Вы можете подумать, что кисть выглядит удобной, но это не так. Кисть перемещает флюс в неправильные места, поэтому мы не рекомендуем ее использовать.
Это потому, что припой будет нужен везде, где вы разместили флюс.
Если вы пытаетесь сделать это плотно, вы можете взять очень тонкую проволоку и нанести небольшое количество флюса в нужное место.
Все, что вам нужно, это несколько капель, и вы получите капиллярный эффект, который поможет втягивать жидкость между двумя латунными деталями.
Кроме того, если вам нужна дополнительная помощь на этом этапе, TIX создает антифлюс, который вы можете применять везде, где хотите, чтобы ваш припой избегал.
Шаг № 5: Подготовка припоя к сварке
Теперь вам нужно подготовить припой к сварке. Сколько припоя вы хотите использовать и где вы его разместите — это простой процесс, и вам не нужно ничего прикасаться, пока вы это делаете.
Так как круглая проволока для припоя очень толстая и может скатиться с ваших латунных деталей, мы рекомендуем стучать молотком, чтобы прижать проволоку к припоям полностью. Используя этот метод, вы сэкономите много припоя.
После того, как вы расплющите полосы, вам нужно отрезать крошечную часть от плоской поверхности, а затем с помощью пинцета нанести припой на свариваемый шов. После этого нанесите флюс на припой.
Однако всегда принимайте меры, чтобы избежать попадания флюса на инструменты, поскольку флюс вызывает ржавчину.
Шаг № 6: Возьмите горелку
Теперь вам нужно получить правильно очищенную сварочную горелку и направить припой к головке, которую вы делаете с помощью горелки.
По мере нагрева деталей припой будет продолжать течь к ним, поэтому убедитесь, что припой повсюду, чтобы сварить детали вместе.
Сначала вам нужно включить фонарь, а затем уменьшить пламя до минимума. Используя низкую температуру нагрева, нагрейте латунные детали. Может быть сложно одновременно нагреть обе латунные детали до одной температуры, особенно если одна из них больше другой.
Итак, вам нужно спланировать обжиг каждой детали пропорционально размеру каждой детали. Чем крупнее кусок латуни, тем больше тепла вам потребуется.
Как только вы нагреете латунные детали до нужной температуры, вы увидите, что припой весь течет примерно за секунду и распространяется по шву и другим участкам с флюсом.
Припой попадет в стык и будет выглядеть блестящим. Когда вы это увидите, уберите пламя. Тебе больше не нужно тепла.
Тебе больше не нужно тепла.
Шаг № 7: охладите детали и очистите их
Теперь вам нужно дать припою остыть в течение нескольких минут.Как только вы поймете, что вода остыла, вам нужно будет промыть латунные детали в раковине, чтобы избавиться от лишнего флюса. Теперь просушите деталь и очистите ее, чтобы не было лишнего припоя.
Как только это будет сделано, вы должны успешно сварить латунь с латунью.
Заключительные мысли
Помните, что при сварке латуни с латунью большую часть времени вы будете тратить на подготовку деталей из латуни, а не на их сварку. Латунь действительно требует большой подготовки для резки и гибки, но как только вы это сделаете, процесс сварки станет довольно простым.
Оглавление — перейти к:
Как паять латунь и медь
// Как паять латунь и медьПолучайте ежемесячные обновления от IMS! Войдите в систему или воспользуйтесь формой ниже, чтобы получать обновления.
Если вам интересно, как паять латунные или медные трубки, вы попали в нужное место. Мы расскажем вам, какие инструменты использовать, как применять эти инструменты и как добиться бесшовного соединения. Давайте начнем.
Мы расскажем вам, какие инструменты использовать, как применять эти инструменты и как добиться бесшовного соединения. Давайте начнем.
Что такое пайка?
Пайка заключается в сплавлении сплавов с низкой температурой плавления вместе в месте соединения. Припой обычно изготавливают из свинца или олова и чаще всего сплавляют с латунью или медью из-за ее низкой температуры плавления.
Что вам нужно
Убедитесь, что у вас под рукой есть подходящие инструменты, чтобы начать процесс пайки. Вам понадобится:
Паяльная лампа или паяльник — содержит железную насадку и нагревает медную или латунную трубку
Припой — Прокладка или проводка из сплава с низкой температурой плавления, обычно свинца или олова или их комбинации
Флюс — паста, нанесенная на соединение и металлическую коронку, которая помогает припою правильно плавиться с металлом
Латунные трубки — 0.
Толщиной 8 мм и 2,0 мм, илиМедный пруток, пластина, трубка или проволока
Проволочная щетка, чистящая губка или стальная мочалка — Очищает трубки, удаляет любые загрязнения и способствует адгезии
Паяльная площадка — лежит на плоской поверхности для поддержки вашего паяльного проекта и защиты поверхности под
Как паять медь и латунь: шаг за шагом
Когда у вас есть все принадлежности, можно приступать к пайке.Следуйте инструкциям ниже.
Создайте макет предполагаемого готового продукта с помощью стержня или трубки.
Используйте проволочную щетку, чистящую губку или стальную мочалку для очистки всей поверхности меди или латуни, подлежащей пайке. Используйте его также для чистки металлической коронки.
Вырежьте металлические детали по точной модели.
Обязательно удалите заусенцы. Стержни будут достаточно легкими, чтобы временно закрепить каждый стык малярной лентой.Включите паяльник и дайте ему нагреться в течение нескольких минут.
Нанесите кистью или окуните кончик латунной трубки и металлической насадки во флюс. В результате припой будет лучше держаться, но не позволяйте шарикам флюса оставаться, иначе они могут вызвать точечную коррозию трубы.
Прикоснитесь кончиком паяльника к латунному стыку, где соединяются две латунные трубки.Постарайтесь коснуться обеих металлических частей. Держите утюг, пока не заметите, что флюс начинает дымиться.
Возьмитесь за припой другой рукой и аккуратно выровняйте проволоку для пайки вдоль стыка. Проволока почти сразу должна раствориться в латуни.
Очистите завершенный проект влажной тряпкой, теплой проточной водой или зубной щеткой. Чтобы удалить остатки флюса, вы можете нанести пасту из пищевой соды или стереть ее изопропиловым спиртом.
Вы также можете использовать чистящую салфетку, чтобы высушить ее.
 Обязательно удалите заусенцы. Стержни будут достаточно легкими, чтобы временно закрепить каждый стык малярной лентой.
Обязательно удалите заусенцы. Стержни будут достаточно легкими, чтобы временно закрепить каждый стык малярной лентой. Вы также можете использовать чистящую салфетку, чтобы высушить ее.
Вы также можете использовать чистящую салфетку, чтобы высушить ее.Имейте в виду, что пайка лучше всего подходит для металлов с низкой температурой плавления, таких как латунь и медь. Кроме того, ограничьте пайку трубками шириной не более 2,0 мм.
Найдите нужную латунную трубку в компании Industrial Metal Supply Co. Ознакомьтесь с нашим выбором и посмотрите, какие из наших услуг соответствуют вашим потребностям.
Блог The Welders Warehouse
Silver Solder & Braze — это продукты, которые используются либо с кислородно-ацетиленовой горелкой, либо с кислородно-пропановой горелкой.
Silver Solder & Braze, в чем разница?
Для меня ключевым отличием является то, как они работают на суставе.
Серебряный припой
Серебряный припой более жидкий, чем припой, и работает за счет втягивания в стык за счет капиллярного действия. Так, например, если вы хотите соединить два куска тонкого листового металла вместе, вам нужно будет их перекрыть. Серебряный припой будет протягиваться через стык, заполняя мельчайшие трещины между двумя металлическими частями, соединяясь с поверхностями, чтобы соединить их.Если вы попытаетесь соединить два куска металла вместе, то просто не хватит площади соприкасающейся поверхности для достижения прочного соединения.
Так, например, если вы хотите соединить два куска тонкого листового металла вместе, вам нужно будет их перекрыть. Серебряный припой будет протягиваться через стык, заполняя мельчайшие трещины между двумя металлическими частями, соединяясь с поверхностями, чтобы соединить их.Если вы попытаетесь соединить два куска металла вместе, то просто не хватит площади соприкасающейся поверхности для достижения прочного соединения.
используется с флюсом, который химически очищает металл и сохраняет его в чистоте во время процесса серебряной пайки. Серебряный припой также известен как Серебряная пайка.
Пайка
Пайка, с другой стороны, не втягивается в соединение, а накапливается на поверхности соединяемого металла, поэтому он больше похож на сварной шов.Как и серебряный припой, припой связывается с поверхностью соединяемого металла.
Пайка используется с флюсом, который химически очищает металл и сохраняет его в чистоте во время процесса пайки. Пайка также известна как сварка бронзы.
Пайка также известна как сварка бронзы.
Что общего у Silver Solder & Braze, так это то, что ни один из них не предполагает плавления соединяемого металла, это будет сварка!
В показанных примерах соединений я бы использовал серебряный припой на стыках кромок и внахлестку и припой для стыковых, угловых и тройниковых стыков.
Типы серебряных припоев и припоев
Несмотря на то, что на рынке имеется ряд припоев, в этой статье мы постараемся сделать все просто и рассмотрим наиболее распространенный — C2.
C2 — это универсальный пруток для пайки из кремний-бронзы, который подходит для пайки большинства металлов, включая сталь, медь, чугун и разнородные металлы.
ПайкаC2 имеет цветную латунь и обычно плавится при температуре около 875 ° C.
Большинство серебряных припоев можно разделить на категории по содержанию серебра.Содержание серебра будет определять текучесть и температуру плавления, чем больше серебра, тем больше текучесть и тем ниже температура плавления.
Наиболее распространенными являются 33% серебра (около 720 ° C), 40% серебра (около 675 ° C) и 55% серебра (около 650 ° C).
Также доступны серебросодержащие медно-фосфорные сплавы (CoPhos). Они доступны с содержанием серебра 2% или 5% и используются в основном для соединения меди с медью, где, если металл чистый, нет необходимости использовать флюс.
Серебряный припойможно использовать для соединения большинства распространенных металлов, включая низкоуглеродистую сталь, нержавеющую сталь, медь, латунь, чугун и разнородные металлы.
Флюсовая или неизолированная проволока?
Silver Solder & Braze обычно доступен в 2 или 3 формах:
- неизолированный провод — (серебряный припой и припой). Это мой любимый тип. С этой проволокой вы используете порошковый флюс. При необходимости его можно нанести на проволоку, осторожно нагрея конец проволоки в пламени, а затем окунув в порошок.При необходимости это можно повторить.
- Покрытие флюсом — (серебряный припой и припой). Это может показаться хорошей идеей, но у меня есть три недостатка. Проволока с флюсовым покрытием дороже неизолированной. Если вам понадобится дополнительный флюс, вам все равно понадобится горшок с порошком. Если провода согнуты, флюс имеет свойство отваливаться!
- Пропитанный флюсом — (только пайка). Здесь флюс находится в небольших зазубринах на проводе. Это работает очень хорошо, и провода можно гнуть. Обратной стороной является то, что пропитанные флюсом провода являются самыми дорогими.

Я надеюсь, что вы нашли эту статью в блоге полезной. Если у вас все складывается хорошо, пожалуйста, не стесняйтесь размещать фотографии своих достижений на нашей странице в Facebook
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
Ура
Грэм
Склад сварщиков
Наконечники для пайки, пайки и сварки
Паять пропановой горелкой — самый простой способ соединения меди и латуни.Вы даже можете использовать припой для соединения меди или латуни с нержавеющей сталью, вам просто понадобится подходящий флюс. Но есть несколько советов, которые нужно иметь в виду, чтобы заставить его работать правильно с первого раза:
- Используйте жидкий флюс вместо пастообразного флюса. Пастообразный флюс имеет тенденцию оставлять липкие остатки, которые трудно удалить. Если вам необходимо использовать пастообразный флюс, используйте его экономно.
- Используйте только водопроводный (серебряный) припой. Не используйте электрические или ювелирные припои, потому что они часто содержат свинец или кадмий.Это токсичные металлы.
- Нанесите припой на каждую деталь отдельно перед их соединением. Эта практика известна как «лужение» и облегчает соединение деталей.
- Нагревайте детали, а не припой. Поиграйте с пламенем вокруг стыка, чтобы он стал хорошим и горячим, прежде чем наносить припой. Это позволяет припою равномерно стекать по стыку.

Пайка похожа на пайку, но выполняется при более высоких температурах и применима к большему количеству металлов. Он легко соединяет нержавеющую сталь с собой и является альтернативой сварке.Для пивоварения рекомендуется использовать наполнитель AWS типа BAg-5 с температурным диапазоном 1370-1550 ° F (743-843 ° C). Хотя пайка может обеспечить более прочное соединение, высокие температуры пайки могут плохо сказаться на нержавеющей стали. При таких температурах углерод в нержавеющей стали может образовывать карбиды хрома, которые выводят хром из раствора, что делает сталь не нержавеющей вблизи стыка. После эксплуатации эта область подвержена ржавчине и растрескиванию. Проблема не может быть решена повторной пассивацией, поэтому лучше избегать чрезмерного нагрева деталей во время пайки и поддерживать общее время при температуре не более четырех минут. Пропановые горелки обычно не подходят для пайки. Вам нужно будет использовать газ MAPP или ацетилен.
Пропановые горелки обычно не подходят для пайки. Вам нужно будет использовать газ MAPP или ацетилен.
Сварка — лучший способ соединения нержавеющей стали, но для хорошего соединения требуется умение. Есть два процесса сварки, которые будут работать — MIG (тип с автоматической подачей проволоки) и TIG (тип вольфрамового электрода). Сварка TIG позволяет лучше контролировать эти небольшие стыки. Лучше всего поискать в желтых страницах телефонной книги сварщика нержавеющей стали, который сделает эту работу за вас. Стоимость должна быть минимальной, 20-50 долларов в зависимости от объема необходимой сварки.Я приварил ниппели к 3 переделанным кегам за 20 долларов. Если вы хотите сделать это самостоятельно или у вас есть друг, который занимается сваркой, но раньше не занимался сваркой нержавеющей стали, вот что вам нужно знать:
Таблица 20 — Предлагаемые параметры сварки
Метод | Толщина стали | Ток | Напряжение | Сварная проволока | Расход аргона | Скорость сварки | Подача проволоки |
MIG | .063 | 85 DCEP | 02 21 0 15 | 19 | 184 | ||
TIG | .045-.090 | 37-70 DCEN ER 0003 | 412 | 2-4 | В соответствии с требованиями |
 / мин.)
/ мин.) В идеале обратная сторона сварного шва должна быть промыта газом аргоном для предотвращения сильного окисления.Но большинство сварщиков этого не беспокоит, поэтому обратную сторону сварного шва следует затем отшлифовать / отшлифовать, чтобы обнажить чистый металл. Не используйте металлическую вату! Чтобы счистить черные / голубоватые оксиды, которые могут вызвать коррозию в зоне термического влияния вокруг сварных или паяных соединений нержавеющей стали, используйте очистители на основе щавелевой кислоты и процедуры, упомянутые выше в разделе пассивирования.
6 шагов к пайке ювелирных изделий
При пайке серебра или любого другого металла существует несколько переменных в зависимости от того, что паяется, но по большей части вы выполняете одну и ту же серию шагов каждый раз, когда паяете металл.
Во-первых, вам нужно создать безопасную зону для пайки. Обычно для этого потребуется большая керамическая плитка, огнеупорный кирпич или термостойкая прокладка и потолочная лампа. Поверх плитки кладут огнеупорный кирпич. Кроме того, убедитесь, что вы работаете в хорошо вентилируемом помещении.
Некоторые другие предметы, которые вы хотите иметь рядом, — это пара медных щипцов, банка с водой, небольшая кисть для краски, припой и флюс, а также горшок для рассола.
Подготовить металл
После того, как у вас есть зона (у нас есть наша в гараже), затем вы должны убедиться, что все, что вы паяете, хорошо подходит.Это часто требует тщательной подпиливания для обеспечения плотной посадки.
Далее, важно, чтобы все, что паяется, было чистым и не содержало жира и масел, которые попали на металл из ваших рук. Итак, каждую деталь, которую нужно припаять, нужно на несколько минут опустить в рассол. После взятия их из рассола, используйте пару плоскогубцев или пинцета для обработки металла и расположить его на огнеупорный кирпич в рамках подготовки к пайке.
Итак, каждую деталь, которую нужно припаять, нужно на несколько минут опустить в рассол. После взятия их из рассола, используйте пару плоскогубцев или пинцета для обработки металла и расположить его на огнеупорный кирпич в рамках подготовки к пайке.
Добавить флюс
После того, как детали для пайки очищены и уложены на кирпич, самое время разрезать припой.Как металл должен быть чистым, так и припой. Хотя мариновать его не нужно, вы должны убедиться, что не обрабатываете его много раз. Либо используйте кусачки, либо очень острые ножницы, чтобы отрезать крошечные кусочки припоя. Отложите их на плитке на будущее.
Пришло время измениться. Есть два разных способа и два разных вида флюса. Это вопрос личного выбора. Вы можете сделать одно из следующих действий:
A. Используйте флюс типа Battern’s. Он светло-желтого цвета.Флюс наносится на место пайки тонкой кистью. Затем на металл наносится припой. Таким образом, флюс и припой нагреваются одновременно.
Б. Второй способ — использовать флюс на основе буры, который больше похож на пасту. Снова наносим флюс тонкой кистью. Однако вместо того, чтобы сразу нанести припой, металл сначала нагревают до тех пор, пока флюсованная область не станет похожей на стекло. Затем на металл наносится припой.
Если вам нужно дополнительное время, чтобы разложить припой, то вариант B, похоже, подойдет лучше, потому что он также делает паяную область немного липкой.Однако это кажется ненужным дополнительным шагом, потому что вариант B требует, чтобы вы нагрели металл дважды, а вариант A позволяет одновременно флюсовать и нагревать припой.
Джоди Джейкобсон / E + / Getty ImagesПоместите припой
Пинцет хорошо подходит для нанесения крошечных кусочков припоя на металл. При нанесении припоя на металл его следует размещать между участками, которые лучше всего соединяются с металлом. Немного припоя будет иметь большое значение при правильном размещении. К сожалению, это требует некоторой практики.
Факел
Как только припой будет на месте, пора включать горелку. Сначала следует нагреть весь металл так, чтобы при этом была достигнута температура для пайки. Припой будет следовать за вашим нагревом, поэтому старайтесь не направлять пламя прямо на припой. Вместо этого вы хотите, чтобы пламя протягивало припой через соединяемое соединение. Продолжайте поддерживать пламя, пока не увидите, как течет припой, затем немедленно уберите пламя.
Лейн Оати / Blue Jean Images / Getty ImagesЗакалить металл
Используя пинцет или плоскогубцы, возьмите горячий металл и опустите в банку с водой. Если вам нужно снова припаять деталь, вам нужно будет повторить эти шаги. Не забудьте перейти на другой тип припоя, средний или мягкий. как описано ранее.
Флорис Левенберг / Документальный фильм Corbis / Getty ImagesПайка против плавления — рабочее серебро
Пайка против плавления
В чем разница между пайкой и плавлением? Каковы преимущества каждого метода и какие трудности? Какие инструменты и оборудование необходимы для каждой техники? Это лишь некоторые из вопросов, которые нам часто задают в Workingsilver.
Вот ответы.
Что такое пайка?
С точки зрения изготовления ювелирных изделий, пайка представляет собой соединение двух металлических частей с другим металлическим сплавом, называемым припоем, с использованием тепла (горелки) и флюса. Небольшой кусочек припоя помещается на соединение и нагревается до точки текучести, что при охлаждении приводит к прочному соединению между частями. Многие металлы, используемые в производстве ювелирных изделий, можно паять, включая чистое серебро, чистое серебро, латунь, медь, золото и золото.
Наплавление, с другой стороны, может быть выполнено только с чистыми металлами, такими как чистое серебро (99.Чистота 9%) и 24-каратного золота или некоторых «устойчивых к потускнению» серебряных сплавов, таких как True Silver, Sterlium Plus или Argentium. Сплавление достигается без использования припоя, путем нагрева двух соприкасающихся металлических частей до точки плавления, в результате чего две части соединяются (плавятся) в одну деталь.
Поскольку для плавления используются металлы, которые не окисляются в процессе нагрева, можно выполнить эту технику с меньшим количеством инструментов и материалов, чем требуется для пайки. Наиболее примечательным является отказ от использования флюса и припоя, а также необходимость очистки от окисления с помощью травителя (слабый кислотный раствор).
Тщательная сварка приводит к чистому стыку с минимальной потребностью в дальнейшей опиловке или удалении излишков металла. Однако если изделие нагреть немного слишком сильно, металл будет склонен к слипанию и дает очень органичный результат (не всегда отрицательный результат, но его трудно контролировать)
(Изображение 1) правильно сваренное кольцо
(Изображение 2) Некоторые проблемы могут возникнуть с термозакреплением. Первое кольцо было слишком сильно нагрето, второе не имело достаточно плотного соединения.
Пайка создает сцепление, которое, хотя и не такое прочное, как плавленое соединение, при правильной очистке и отделке практически незаметно.
(Изображение 3) Хорошо припаянное кольцо
Использование чистых металлов в ювелирных изделиях также имеет свои плюсы и минусы. Чистое серебро никогда не потускнеет, как чистое серебро, но поскольку оно не содержит меди или других металлов, делающих его более твердым сплавом, оно невероятно мягкое и не подходит для некоторых ювелирных изделий. Кольца и браслеты, сделанные из чистого серебра, могут погнуться и принять неправильную форму, тогда как изготовление звеньев цепи или лицевых панелей из того же материала может дать замечательные результаты.Поскольку чистое серебро очень мягкое и податливое, создавать текстурированные звенья и компоненты легко и весело.
Если вам любопытно и вам не терпится приступить к созданию каких-нибудь прекрасных ювелирных компонентов или цепочек ручной работы, но вы не уверены в том, что полностью погрузитесь в воду и инвестируете в установку полноценной паяльной станции, то попробовать свои силы в сварке — отличное место для начала. Основные инструменты, которые вам понадобятся для успешной сварки:
Горелка — горелка с микробутаном достаточно горяча, чтобы плавить чистое серебро до 14-го калибра на угольном блоке, если кусок не слишком большой.
Поверхность для пайки — рекомендуется использовать древесный уголь, который помогает удерживать тепло, или огнеупорный кирпич.
Чистое серебро.
Инструменты для достижения хорошего соединения при сварке; плоскогубцы, кусачки, напильник
Какую бы технику вы ни выбрали, развлекайтесь, проявляйте творческий подход… и всегда будьте в безопасности!
Как паять, паять и приваривать нержавеющую сталь к меди — за 5 простых шагов! — Learn to Moonshine
Если вы создаете проект, который требует от вас соединения деталей из меди и нержавеющей стали, эта статья научит вас, как это сделать.В моем случае я собирал самодельный горшок, и мне нужно было прикрепить трехзажимные феррулы из нержавеющей стали к медной колонне 2 дюйма. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов гарантирует успех проекта. Можно купить 2-дюймовые медные наконечники, которые можно припаять на место, но они довольно дороги по сравнению с наконечниками из нержавеющей стали, и мы обсуждали в Facebook Group, что медные наконечники не герметизируются должным образом с течением времени.Из-за мягкости меди эти наконечники могут царапаться и вмятин. По этим причинам я думаю, что буду придерживаться трехзажимных наконечников из нержавеющей стали. Итак, большой вопрос здесь в том, можно ли соединить медь пайкой, пайкой или даже сваркой их вместе, и если они могут, как вы это делаете?
Можно ли сваривать медь и нержавеющую сталь?
Можно ли сваривать медь и нержавеющую сталь? Короткий ответ — «Да», их можно сваривать, но это чрезвычайно сложно и обеспечивает очень небольшую прочность конструкции.Почему ты спрашиваешь ? Ну вот и длинный ответ.
При сварке меди и нержавеющей стали возникают две проблемы. Во-первых, два металла имеют существенно разные точки плавления. Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при температуре 1085 ° C, то есть разница в 315 ° C делает образование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешения разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется с медью и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и образовывать зернистые / кристаллические структуры.Присутствующая медь останется жидкостью и будет вытеснена между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, вызывая тем самым разрыв зерен. На этом этапе медь еще слишком горячая, чтобы добавить структурной прочности зеренной структуре, и сварной шов будет образовывать большие трещины, это называется горячим растрескиванием. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка или пайка.Тем не менее, если у вас есть подходящее оборудование и такие навыки, как сварка меди и нержавеющей стали Eb Industries, это можно сделать.
Как сварить медь с нержавеющей сталью
На рисунке 1 показан сварной шов между нержавеющей сталью и медью. Если в вашем гараже нет устройства для электронно-лучевой сварки, такого как Eb Industries, есть другой способ сваривать / паять нержавеющую и медь. Ниже приведено изображение удачного сварного шва трехзажимной муфты между медной трубой и нержавеющей сталью. Это было сделано с помощью сварочного аппарата Tig со стержнем из кремнистой бронзы.Теперь технически это можно классифицировать как пайку Tig, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремнистой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050 ° C, а нержавеющая сталь имеет температуру плавления 1400-1450 ° C. Этот процесс подробно обсуждается на сайте adiforums.com, если вам интересно узнать, что говорят профессионалы о сварке меди и нержавеющей стали методом TIG.
Если вы хотите попробовать сварку / пайку меди с нержавеющей сталью с помощью сварочного аппарата Tig, у Тома Списака III есть хороший совет.Он говорит: «Любой, у кого есть некоторый опыт работы с Tig, должен иметь возможность использовать эту связку с помощью проволоки из силиконовой бронзы, которую можно легко найти в вашем местном магазине сварочных материалов. На рисунке выше показан сварной шов, выполненный между трехзажимным наконечником из нержавеющей стали и медной трубой.
Что вам понадобится для сварки / пайки меди и нержавеющей стали:
Процедура сварки TIG:
- Шаг 1. Очистите все детали, которые будут свариваться / паять, с помощью куска эмори или стальной мочалки.
- Шаг 2. Соберите детали, убедившись, что они плотно прилегают друг к другу.При необходимости зажать.
- Шаг 3. Включите газ аргон, установите сварочный аппарат TIG на постоянный ток и
33 pps с заостренным вольфрамовым электродом. - Шаг 4: Сконцентрируйте тепло на меди, медленно добавьте в бассейн материал присадочного стержня, перетаскивая бассейн на наконечник из нержавеющей стали
. Вы не хотите плавить здесь нержавеющую сталь, иначе вы получите структурное растрескивание, как упомянуто выше. - Шаг 5: После завершения проверки сварного шва на наличие дефектов, очистив область проволочной щеткой, также проверьте наличие утечек.Если ваше здание все еще такое же, как и я, вы должны убедиться, что нет утечек.
Вот видео, демонстрирующее сварку / пайку меди TIG с нержавеющей сталью.
Можно ли паять медь и нержавеющую сталь вместе?
Да, медь и нержавеющая сталь можно легко спаять или спаять вместе с использованием присадочного материала, обычно содержащего олово и серебро. В отличие от сварки, когда мы плавим два металла вместе, при пайке или пайке используется присадочный материал, чтобы соединить две части вместе, не плавя их.Температура отличает пайку от пайки, тогда как пайка обычно требует нагрева более 450 ° C / 840 ° F для соединения деталей с помощью прутка. Пайка производится при температуре ниже 450 ° C / 840 ° F с использованием припоя. Оба присадочных материала содержат серебро, чем выше его содержание, тем выше температура плавления и тем прочнее связь между деталями. Таким образом, пайка дает гораздо более прочное соединение, чем пайка.
Как припаять нержавеющую сталь к меди
Если вы решите спаять компоненты вместе, обычный водопроводный припой, содержащий 95% олова и 5% сурьмы, отлично подойдет.Вы также можете использовать комплект Lincon Electric Solder Stay-Bright с флюсом, который на 95% состоит из олова и 5% серебра для достижения лучших результатов. Оба припоя будут иметь температуру плавления 230 ° C / 450 ° F и могут нагреваться с помощью простой пропановой или газовой горелки Mapp. Вам нужно будет тщательно очистить обе детали и нанести покрытие из флюса на все паяемые поверхности. Для этой работы мне нравится белая флюсовая паста Harris. Флюс важен, потому что он растворяет оксиды, которые образуются в процессе нагрева, и помогает потоку припоя в соединение, обеспечивая защиту от кислорода в воздухе.Ниже представлено видео о пайке нержавеющей стали с медью и последующей проверке соединения на прочность.
Я подробно описал процесс пайки медных фитингов из нержавеющей стали в пошаговом формате ниже, что должно упростить его выполнение. Если вы собираетесь паять медь с медью, вам может быть интересно это Руководство по пайке меди
Материалы, необходимые для пайки:
Процедура пайки:
- Шаг 1: Очистите все детали, которые нужно паять, с помощью куска Эмори или стальная вата.
- Шаг 2: Нанесите белую флюсовую пасту на паяемые поверхности. Важно использовать флюс, подходящий для нержавеющей стали, так как он должен протравить поверхность, чтобы припой мог правильно склеиться. Вы можете использовать соляную (соляную) кислоту
, фосфорную кислоту, фтороборатные флюсы и хлорид цинка. - Шаг 3: Соедините две части вместе и начните нагревать медь пропановой или газовой горелкой MAPP. Не нагревайте нержавеющую сталь напрямую. Как только припой начнет плавиться на меди, переместите тепло на нержавеющую сталь.Нагревайте, пока не увидите, как припой попадает в соединение. Затем удалите источник тепла.
- Шаг 4: Дайте детали остыть, пока она не станет теплой, затем сотрите лишний флюс водой с мылом.
- Шаг 5: Выполните тест на герметичность, чтобы убедиться, что соединение полностью герметично.
Вот еще несколько продуктов, рекомендованных участниками группы Home Disttilers of America в Facebook:
Как припаять нержавеющую сталь к меди
Пайка меди обеспечит более прочное соединение из-за высокого процента серебра в прутке.Но это также будет стоить дороже и потребует использования ацетиленовой или газовой горелки Mapp для плавления прутка. Вы можете приобрести прутки для пайки с различным содержанием серебра, а также прутки с флюсовым покрытием или без него. В моем случае я бы порекомендовал использовать пруток для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600 ° C / 1100 ° F для соединения деталей из меди и нержавеющей стали. Если вам нужна большая прочность, вы можете использовать пруток для припоя 56% серебра с оранжевым флюсом. Вы также можете нанести серебряный припой Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой.Ниже представлено видео, демонстрирующее, как припаять медь к нержавеющей стали.
Ниже я подробно описал процесс пайки фитингов из меди и нержавеющей стали в пошаговом формате. Прежде чем начать, важно понять, что вы можете повредить поверхность нержавеющей стали, перегрев ее во время пайки. Хром используется в нержавеющей стали для предотвращения коррозии, когда вы нагреваете нержавеющую сталь между
425–870 ° C (800–1600 ° F) в течение продолжительных периодов времени, хром может диффундировать от поверхности и образовывать карбиды хрома, которые заставят сталь больше не нержавеющая.Это делает его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и закалив их в воде после 4 минут нагрева.
Материалы, необходимые для пайки:
Процедура пайки:
- Шаг 1. Очистите поверхность металлической мочалкой или тканью Emory.
- Шаг 2. Нанесите флюс на обе паяемые поверхности, убедитесь, что у вас есть флюс, способный травить нержавеющую сталь и рассчитанный на высокую температуру пайки (более 840 F), вы не можете использовать обычный водопроводный флюс. Вот.
- Шаг 3: Соедините детали вместе и начните нагревать медь круговыми движениями, стараясь нагреть ее равномерно по трубе. Когда паяльный стержень начнет течь, переместите горелку ближе к нержавеющей стали, это должно втянуть наполнитель в стык между двумя частями. Нержавеющая сталь передает тепло медленнее, чем медь, поэтому у нее не так много времени, чтобы нагреться до температуры. Поэтому сначала начинаем нагревать медь. Если вы паяете клапан, который может быть чувствительным к температуре, оберните клапан влажным слоем, чтобы внутренние части клапана не плавились.
- Шаг 4: Дайте детали остыть, пока она не станет теплой на ощупь, затем удалите флюс с мылом и водой, прежде чем полностью остыть.
- Шаг 5: Выполните тест на герметичность, чтобы убедиться, что соединение полностью герметично.
В чем разница между прутком серебряного припоя с флюсовым покрытием и без покрытия?
Давайте поговорим о преимуществах и недостатках использования прутков для пайки с флюсовым покрытием и прутков без покрытия. Очевидным преимуществом использования прутков для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы паяем, потому что он уже находится на стержне, и поэтому нам не нужно отдельно покупать серебряный припой.Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, подаваемого на наш сустав, когда он уже находится на стержне, и, что еще хуже, если вы перегреваете стык, флюс может образовывать твердое черное стекло, подобное пленке, которое невероятно трудно удалять.