Виды сварок
Автоматическая сварка под слоем флюса
Плазменная WIG (сварка неплавящимся электродом в среде аргона), MAG (импульсно-дуговая сварка)
Электро дуговая сварка метала
Электро дуговая сварка латуни
Приварка отвода электродом электродуговой сваркой
Монтаж тепло распределителного пункта
Квалификация сварщиков компании Азмен позволяет выполнять любые виды сварочных работ: оконных решеток, калиток, гаражей, цестерн, кузовной ремонт автомобилей и т.д.
Резка трубы газом
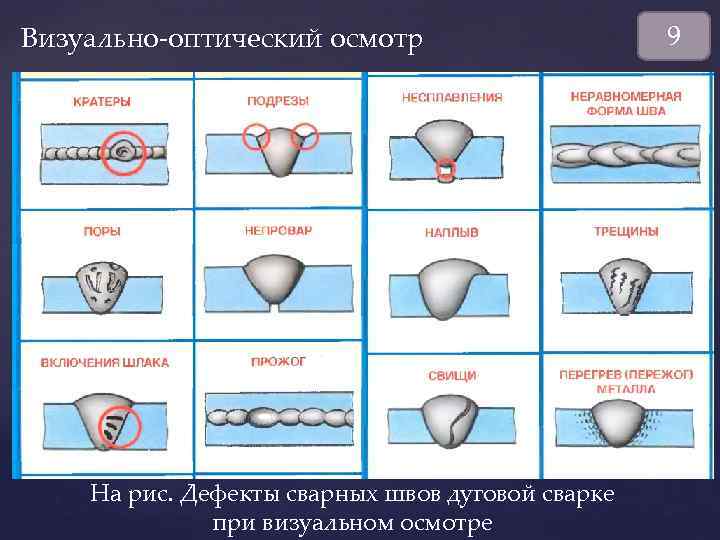
Сварочные работы по металлу – один из самых надежных способов соединения деталей и конструкций. Как технологический процесс сварка известна практически со времен, когда человек научился выплавлять металлы из руды и соединять части самородков драгоценных металлов. Если сделать краткий экскурс в историю, то виды сварки по хронологии будет размещены так:
• соединение способом промежуточного литья;
• кузнечно-горновая сварка;
• контактная (стыковая) сварка – 1856 г.
• ручная электродуговая сварка – 1882 г., российский изобретатель Н.Бернардос;
• электрическая дуговая сварка – 1890 г., российский ученый Н. Славянов;
• сварка флюсом – 1929 г. советский ученый Д.Дульчевский;
• остальные современные способы: порошковыми материалами, электрошлаковая, контактная, плазменная, сварка под водой – почти все были изобретены и внедрены в Институте электросварки им. Е.О.Патона.
Самые востребованные виды сварки
Компания Азмен специализируется на предоставлении услуг по обработке металла — все виды сварки на заказ. Наша компания располагает всем необходимым современным оборудованием и специалистами самой высокой квалификации в этой области. В зависимости от требований, которые выдвигаются параметрами сварочных швов и типа материалов для соединения, мы выбираем наиболее эффективный из существующих видов сварки.
Сварка электрической дугой
Это самый распространенный способ соединения металлов и применяется в двух видах: ручной режим и на сварочных автоматах. Принцип действия основан на свойствах электрической дуги с очень высокой температурой, которая возникает при прохождении электрического тока через электроды и свариваемую поверхность вследствие существующей разности потенциалов. Электрическая дуга сильно нагревает поверхность металла и соединяет его сварочным швом. При этом образуется окалина, которую и последствии обивают, а шов шлифуют.
Принцип действия основан на свойствах электрической дуги с очень высокой температурой, которая возникает при прохождении электрического тока через электроды и свариваемую поверхность вследствие существующей разности потенциалов. Электрическая дуга сильно нагревает поверхность металла и соединяет его сварочным швом. При этом образуется окалина, которую и последствии обивают, а шов шлифуют.
Заказать сварку электрической дугой Вы можете в нашей компании по доступной цене.
Сферы применения: выполнение коротких и криволинейных швов различной сложности, в труднодоступных местах, например, при изготовлении металлоконструкций и каркасов для строительства и промышленности, соединение закладных деталей, сварка трубопроводов и пр.
Газовая сварка
Выполняется с использованием обогащенной кислородной смеси в среде горючих газов (ацетилен – чаще всего, водород, метан, пропан). Этот способ больше подходит для сварки деталей из цветных металлов, тонкостенных деталей и легкоплавких марок стали, так как газовая сварка позволяет легко регулировать температуру горения, а значит, и нагрева свариваемых поверхностей.
Сферы применения: чаще всего этот тип сварки применяют в бытовых нуждах, для ремонта автомобилей, резервуаров и инженерных сетей из цветных металлов и стали толщиной до 3 мм.
Электрошлаковая сварка
По сути, это один из видов электродуговой сварки, но в процессе работы металлы соединяются в образующейся сварной ванне. Это дает более широкое поле для соединения и позволяется проваривать даже толстые заготовки и детали.
Сфера применения: целесообразно применять для заготовок толщиной больше 40 мм. Этот способ — самый эффективный для деталей свыше 100 мм толщиной. Кстати, рекордная толщина свариваемых электрошлаковой сваркой изделий – 2600 мм.
Сварка под флюсом
Усовершенствованной разновидностью электрошлакового способа является сварка под флюсом, то есть, когда расплавление конца электрода и свариваемых поверхностей происходит под слоем гранулированного флюса, который от нагревания дугой образует газовый пузырь, в котором образуется сварной шов. По мере остывания флюс образует сварную корку, которая легко отделяется от шва. Сварка под флюсом бывает автоматической и полуавтоматической. В сравнении с обычной электродуговой сваркой этот вариант имеет намного большую производительность – в 5-10 раз, а благодаря повышенным температурам в области сваривания резко увеличивается глубина проплавления металла. Еще одним огромным плюсом можно назвать высокую экономичность – потери материалов уменьшаются на 5-15% (за счет полного отсутствия разбрызгивания), а экономия электроэнергии – до 30-40%.
Сварка под флюсом бывает автоматической и полуавтоматической. В сравнении с обычной электродуговой сваркой этот вариант имеет намного большую производительность – в 5-10 раз, а благодаря повышенным температурам в области сваривания резко увеличивается глубина проплавления металла. Еще одним огромным плюсом можно назвать высокую экономичность – потери материалов уменьшаются на 5-15% (за счет полного отсутствия разбрызгивания), а экономия электроэнергии – до 30-40%.
Сфера применения: в виду того, что этот способ возможно выполнять только в цеховых условиях, его применяют в массовых производствах для соединения деталей с прямолинейными и кольцевыми швами большой длины на деталях с достаточной толщиной. Пример – сваривание труб большого диаметра, изготовление балок для кранов, в кораблестроении.
Контактная сварка
Еще ее называют точечной сваркой, осуществляется путем нагревания током металла до размягчения и далее под действием усилия осуществляется соединение частей точками. Скорость этого процесса очень высокая – до 600 точек в минуту.
Скорость этого процесса очень высокая – до 600 точек в минуту.
Сфера применения. Используется для сваривания очень тонких деталей (от 0,01 мкм), а также, для листов стали толщиной не больше 20 мм. Находит применение в изготовлении электроники, авиационной промышленности и судостроении, машиностроении.
Сварка неплавящимся электродом
Суть этого способа соединения в том, что процесс сваривания осуществляется в среде инертного газа, который защищает неплавящийся электрод и металл от кислорода в воздухе. Инертный газ подается через специальное сопло, а его вид выбирается в зависимости от материала электрода:
• для вольфрамового электрода применяется аргон, гелий, или их смесь;
• для медных электродов и со вставками гафния или циркония берут азот;
• для графитовых электродов со вставками тугоплавких металлов также применяют аргон.
Сфера применения. Этим способом можно отлично соединять все виды стали, цветные металлы, а также, разнородные сплавы металлов. Неплавящимся электродом лучше всех других способов сваривать тонколистовой металл – швы практически незаметны.
Неплавящимся электродом лучше всех других способов сваривать тонколистовой металл – швы практически незаметны.
Плазменная сварка
Такой способ – это проведение работ в среде ионизированного газа, а специальная методика сжатия электрической дуги в плазмотроне позволяет достигать очень высоких температур – до 30 тысяч градусов (против 5-7 тысяч в парах аргона, например). Благодаря этому происходит более глубокое проплавление металла. А шов получается очень тонкий и аккуратный.
Сфера применения. Соединение деталей из самых различных сплавов, в том числе очень тугоплавких, в изготовлении толстостенных деталей, габаритный конструкций.
Мы предлагаем сварочные работы всех видов на заказ в Москве.
Сохранить
Поделитесь информацией
это, их краткая характеристика, типы, давлением металлов, художественная, какие бывают, классификация способов работ – Виды сварки на Svarka.guru
Жизнь современного человека тесно связана с вещами, изготовленными с применением сварочных технологий. Речь идет не только о соединении металла, но и прочих материалов, которые можно соединить на молекулярном уровне. В статье будут рассмотрены основные виды сварки.
Речь идет не только о соединении металла, но и прочих материалов, которые можно соединить на молекулярном уровне. В статье будут рассмотрены основные виды сварки.
Содержание
- 1 Понятие процесса
- 1.1 Физические признаки
- 1.2 Технологичность – главное свойство сварных работ
- 1.3 Важность свойств
- 2 Классификация
- 3 Термический класс
- 3.1 Сварочная дуга
- 3.2 Электродуговая
- 3.2.1 Ручная дуговая
- 3.2.2 Неплавящимся электродом
- 3.2.3 Механизированная плавящимся электродом в среде защитного газа
- 3.2.4 Под флюсом
- 3.2.5 Электрошлаковая
- 3.3 Орбитальная
- 3.4 Газопламенная
- 3.5 Плазменная
- 3.6 Электронно-лучевая
- 3.7 Лазерная
- 3.8 Стыковой метод соединения пластмасс оплавлением
- 3.9 С закладными нагревателями
- 4 Термомеханический класс сварки
- 4.1 Кузнечная
- 4.2 Контактная
- 4.2.1 Точечная
- 4.
 2.2 Стыковая
2.2 Стыковая - 4.2.3 Рельефная
- 4.3 Диффузионная
- 4.4 Высокочастотными токами
- 4.5 Трением
- 5 Механический класс
- 5.1 Взрывом
- 5.2 Ультразвуковая
- 5.3 Холодная
- 6 Международные обозначения
- 7 В искусстве
- 8 Заключение
 2.2 Стыковая
2.2 СтыковаяПонятие процесса
Сварка – это технология создания неразъемного соединения между двумя поверхностями, путем интенсивного температурного воздействия.
Физические признаки
Металлы отличаются высокой температурой плавления. Без дополнительных факторов площадь контактные части свариваемых изделий не будут взаимодействовать друг с другом. Для изменения агрегатного состояния металла требуется повысить его температуру. По достижению определенного уровня создаются условия, при которых появляется возможность выполнить стыковку деталей с получением крепкой межатомной связи между поверхностями.
Технологичность – главное свойство сварных работ
Применяемые типы сварки зависят от характеристик рабочих элементов, а также производственных условий. Наиболее употребительными являются следующие технологии:
Наиболее употребительными являются следующие технологии:
- Дуговая.
- Плазменная.
- Газовая.
- Сварка давлением.
- Стыковая.
- Холодная.
Важность свойств
В процессе соединения заготовок необходимо обеспечить надежную защиту зоны температурного воздействия от агрессивного влияния кислорода в атмосфере. В противном случае в области обработки будут активно развиваться коррозионные процессы, ухудшающие качество конструкции. Основные способы предотвращения контакта расплава с воздухом:
- флюс;
- вакуум;
- защитные газы;
- пена.
[stextbox id=’info’]Флюс можно вносить непосредственно в зону контакта, как при автоматической сварке. Дуговая технология подразумевает использование стержней с флюсовым материалом, который расплавляясь, защищает сварочную область.[/stextbox]
Классификация
Классификацию сварки металлов осуществляют исходя из характера воздействия на плоскость:
- Термический класс. Характеризуется бесконтактным способом воздействия на поверхность – электрической дугой или пламенем газа.
- Термомеханический класс. Данный вид сварочных работ сочетает в себе бесконтактное воздействие, для достижения нужной температуры, а также механического давления для выполнения соединения.
- Механический класс. Заданные тепловые параметры получают исключительно за счет механического воздействия на соединяемые изделия.
 Характеризуется бесконтактным способом воздействия на поверхность – электрической дугой или пламенем газа.
Характеризуется бесконтактным способом воздействия на поверхность – электрической дугой или пламенем газа.Ниже будут рассмотрены виды сварок и их краткая характеристика, для каждого класса.
Термический класс
Сварочная дуга
Сварочная дуга – это источник тепловой энергии для расплава металла. Представляет собой электрический разряд, возникающий при разрыве цепи. В качестве питающего механизма применяются устройства, работающие на постоянном или переменном токе.
Электродуговая
Электродуговая технология – наиболее распространенный способ соединения металлических изделий. Своей популярностью обязан относительной простоте применяемого оборудования и низкой себестоимости выполнения работ. Известно несколько видов дуговой сварки.
Своей популярностью обязан относительной простоте применяемого оборудования и низкой себестоимости выполнения работ. Известно несколько видов дуговой сварки.
Ручная дуговая
Работы выполняются электродами с флюсовым покрытием и аппарата для сварки. Метод получил свое название благодаря функциям, которые осуществляются сварщиком:
- Выбор направления движения стержня и его скорость.
- Длина дуги;
Под действием высокой температуры флюс расплавляется. Одни компоненты попадают в зону расплава, улучшая качественные характеристик, другие остаются на поверхности, образуя защитную пленку.
Неплавящимся электродом
В качестве электродного материала используются тугоплавкие элементы: вольфрам или графит. Температура плавления базовой поверхности ниже, чем у электрода. Это обстоятельство увеличивает срок эксплуатации стержней. Допустимо использование присадочных металлов. Ввиду отсутствия флюса, работы ведутся в среде инертных газов.
Механизированная плавящимся электродом в среде защитного газа
Данный вид работ характеризуется применением особого присадочного материала – электродной проволоки, состав который зависит от свойств рабочей поверхности. Для подачи материала в зону сварки используют подающие механизмы. Они могут быть как одним из узлов агрегата, так и автономным оборудованием. Проволока не имеет защитного покрытия, поэтому соединение выполняют под защитой газа. При его отсутствии используют особый тип присадки – порошковую проволоку, которая содержит флюс для защиты шва. Для работы применяются аппараты, функционирующие в полуавтоматическом режиме.
Под флюсом
В этом случае на зону соединения вносят флюсовый состав, при плавлении которого возникает газовый пузырь, служащий барьером для вредных атмосферных факторов. Подчиняется требованиям ГОСТа 8713-89. На серийных производствах имеются установки, выполняющие сварку под флюсом в автоматическом режиме.
Электрошлаковая
Особенностью метода является система подачи тепловой энергии: ток проходит через флюс, нагревая его. Затем происходит плавление присадочного материала и заготовки. Способ незаменим при вертикальных соединениях с углублением, относительно основной плоскости.
Орбитальная
Метод промышленного стыкования поверхностей с круглым сечением, таких как трубы. Существует два способа реализации неразъемной связи. В первом случае заготовки вращаются вокруг своей оси. Под действие силы трения достигается рабочая температура. Во втором случае изделия зафиксированы, а вокруг них вращается подвижная головка аппарата для дуговой сварки. В этом случае используется электродная проволока.
Газопламенная
Технология характеризуется использованием тепловой энергии, образующейся при сгорании горючих газов и их смесей. В зависимости от массовой доли кислорода, определяется характер пламени. Оно может быть трех типов:
- окислительное;
- нейтральное;
- восстановительное.

[stextbox id=’info’]Наиболее перспективным считают использование дециана. Препятствием к распространению является его токсичные свойства, однако рабочие параметры газа сопоставимы с технологией дуговой сварки, поэтому ученые активно ищут возможность устранения вредных факторов.[/stextbox]
Плазменная
Рабочим инструментом является плазмотрон, генерирующий высокотемпературную плазменную дугу. В качестве механизма регулировки струи используют электромагнитные силы, увеличивая скорость ионов до необходимой величины. Помимо сварки, плазму используют наплавки, резки и напыления.
Электронно-лучевая
Высокотехнологичный метод, отличающийся принципом нагрева поверхности – для повышения температуры используется электронная пушка, которая создает поток электронов. Соединение элементов выполняют в условиях вакуумных камер.
Лазерная
На зону соединения воздействуют тонким лазерным лучом, который характеризуется точностью обработки и малым влиянием на зону вокруг шва. Это помогает избежать деформаций при работе с тонколистовыми материалами. Специалисты рекомендуют варить конструкции в среде защитных газов.
Это помогает избежать деформаций при работе с тонколистовыми материалами. Специалисты рекомендуют варить конструкции в среде защитных газов.
Стыковой метод соединения пластмасс оплавлением
Исходя из названия, для оплавления пластиковых изделий используется нагревательный элемент с покрытием из тефлона.
С закладными нагревателями
Еще один метод соединения полимеров. Нагрев осуществляется элементами сопротивления, которые устанавливают на соединительную муфту. После монтажа заготовки подается электрический ток, расплавляющий пластик.
Термомеханический класс сварки
Кузнечная
В качестве рабочего инструмента использовался кузнечный молот, деформирующий заготовки. Является самым старым способом выполнения соединения. В настоящее время практически не используется.
Контактная
Наиболее популярный способ данного класса. Рабочий цикл включает в себя два этапа. Первый – плавление поверхности до пластичного состояния. Второй – давление на нагретые элементы, которое может осуществляться как вручную, так и с помощью различных приводных механизмов. Подвидами контактной технологии являются.
Подвидами контактной технологии являются.
Точечная
Популярная технология, которая может быть реализована в домашних условиях. Изделие помещают между двумя стержнями, выполняющими роль электродов. На них подается кратковременный импульсный заряд, нагревающий плоскость. Затем заготовка сжимается электродами, образуя межатомное соединение.
Стыковая
Основное отличие технологии заключается в ширине воздействия на поверхность. Соединение выполняется по всей плоскости касания. Существует два способа создания соединения:
- сопротивлением;
- непрерывным оплавлением.
[stextbox id=’info’]Метод оплавления используется на промышленных предприятий. Его цель – автоматизация процесса сваривания различных металлических конструкций.[/stextbox]
Рельефная
Метод характеризуется специфической подготовкой к свариванию. На контактные плоскости предварительно устанавливают возвышения, называемые рельефами. После выполнения стыковки по точкам на них подают электрический ток, который вызывает деформацию рельефов.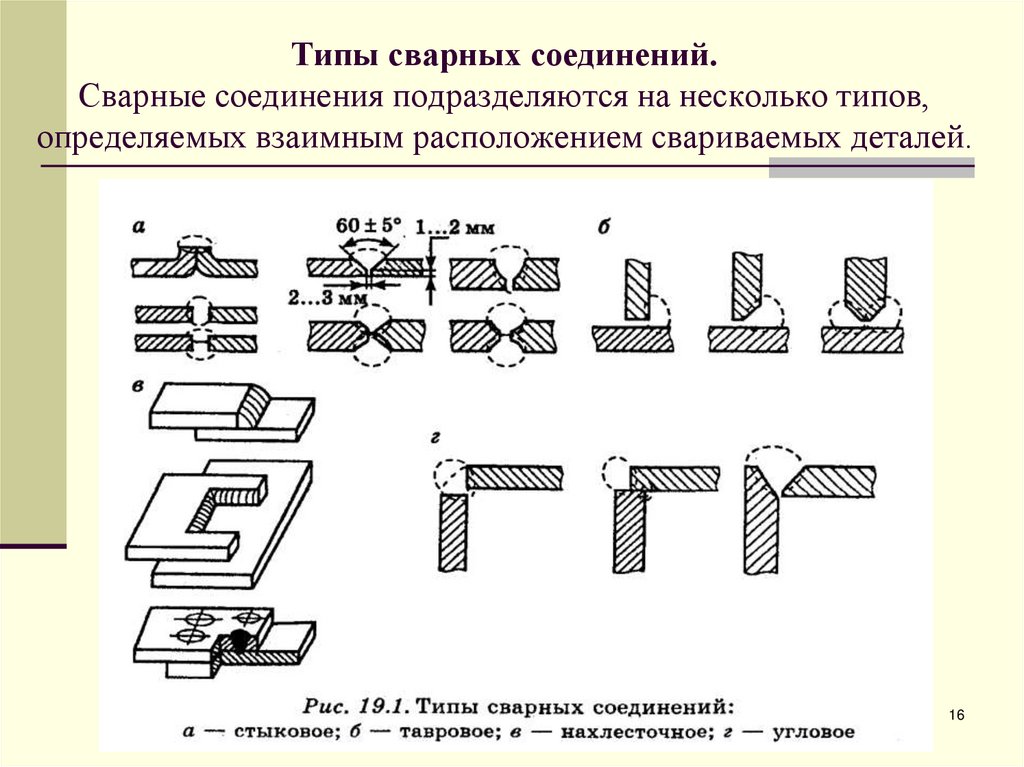
Диффузионная
В основе технологии лежит явление диффузии – взаимного проникновения частиц друг в друга. При повышении температуры интенсивность движения атомов возрастает, создавая оптимальные условия для соединения деталей. Процесс протекает в условиях безвоздушного пространства или в среде защитных газов.
Высокочастотными токами
Металл плавится под влиянием токов высокой частоты. После кристаллизации обрабатываемой зоны образуется прочный сварной шов.
[stextbox id=’info’]Существует способ соединения, не попадающий под классификацию способов сварки. Это соединение мягких тканей в медицинской практике, которое проводится путем воздействия высокочастотного тока на отдельные участки организма, нагревая их до 70 Сº.[/stextbox]
Трением
Основное преимущество данного способа сочленения – возможность работы с разнородными металлами. Согласно технологическим требованиям, одна заготовка должна быть надежно зафиксирована в специальном суппорте.![]() Вторую раскручивают вокруг своей оси и под давлением стыкуют с первой. Тепловой энергии, которая выделяется за счет силы трения, достаточно для образования новых молекулярных связей.
Вторую раскручивают вокруг своей оси и под давлением стыкуют с первой. Тепловой энергии, которая выделяется за счет силы трения, достаточно для образования новых молекулярных связей.
Механический класс
Взрывом
Основной способ для получения биметаллических соединений. Для спекания заготовок используют тепловую энергию, которая освобождается при взрыве.
Ультразвуковая
Данный способ использует ультразвуковые колебания для образования неразъемных связей между атомами. Уникальность технологии заключается в возможности сваривания различных материалов, начиная от металла, заканчивая кожей или стеклом.
Холодная
Уникальный метод сваривания материалов, который отличается низкой рабочей температурой, находящейся ниже уровня рекристаллизации структуры металла. Технологические требования заключаются в тщательной подготовки рабочей плоскости. Она должна быть очищена от чужеродных элементов. Непосредственно перед началом цикла производят обезжиривание поверхности.
Эту сварку давлением применяют для работы с материалами, чувствительными к температурным перепадам.
Международные обозначения
При выполнении работ на территории России, в строительстве и других отраслях промышленности, все сварочные процессы подчиняются требованиям ГОСТа Р ИСО 4063-2010. Это отечественный аналог международного стандарта ISO 4063:2009.
В искусстве
Художественная сварка – это недавно зародившееся направление в искусстве. Мастера, занимающегося созданием скульптурных композиций называют арт-сварщиком. В Москве, и других крупных городах, проходят многочисленные выставки, которые знакомят ценителей с новыми произведениями.
Можно с уверенностью утверждать, что художественной сваркой по металлу с каждым годом интересуется все больше людей.
Заключение
В статье было рассказано, какие бывают виды сварки: от электросварки до соединения ультразвуком.
[stextbox id=’info’]Сварщик 6-го разряда Гресь Олег Станиславович Опыт работы 20 лет: «Месяц назад был на выставке сварочных композиций. Если честно, я был поражен – несмотря на то, что в описании указывалось, что работы выполнялись любителями, замысел и качество реализации были на высоте».[/stextbox]
Основные виды сварки металлов. Сварочные работы своими руками
Содержание
- Виды сварочных работ
- Основные виды сварки
- Дуговая сварка
- Газовая сварка
- Полуавтоматическая сварка
- Автоматическая сварка
- ТИГ сварка
- Электрошлаковая сварка
- Электронно-лучевая сварка
- Диффузионная сварка
- Контактная сварка
- Электродуговая сварка
- Ручная дуговая сварка
- Сварка неплавящимся электродом (TIG)
- Сварка в защитных газах
- Сварка под флюсом
- Гипербарическая сварка
- Термитная
- Тлеющим разрядом
- Световая
- Индукционная
- Использование лазера
- Литейный способ
- Что представляет сварка под флюсом
- Механический класс сварки
- Трением
- Холодная
- Взрывом
- Ультразвуковая
- Процесс сварки
- Формирование контакта
- Образование химической и металлической связи
- Создание и типы прочного соединения
- Термомеханический класс сварки
- Кузнечная
- Контактная
- Диффузионная
- Технология сварочных работ
- Технология нанесения шва
- Сварочный техпроцесс
- Интересное видео
Виды сварочных работ
У каждого порядочного хозяина сварка должна быть под рукой совсем не для того, чтобы показывать чудеса профессионализма.
Сварка — это прочное соединение металлов на уровне атомных связей, которое достигается путем повышения температуры. Правильно сваренные детали ничем не отличаются по прочности от монолитной конструкции. В принципе, сварочные работы можно разделить на механическую сварку, термическую и термомеханическую. Подвидов и технологий существует уйма, но из доступных остаются несколько видов термической сварки:
- Электродуговая сварка. Этим способом свариваются между собой разные по структуре и по марке стальные детали. Процесс происходит благодаря электрической дуге, часто используется в ремонтных или монтажных работах. Электродуговая сворка может позволить соединять детали в труднодоступных местах.
- Сварка электрошлаком. Используется только в машиностроении и для строительства толстостенных конструкций. Сварка происходит в среде расплавленного шлака.
- Плазменная сварка. Технологичный вид сварки, который использует плотную плазму. При помощи этого метода можно проводить не только соединение металлов, но и резку, плавку, напыление, наплавку и формирование деталей и поверхностей.
- Газоплазменная сварка. Универсальный вид сварки, использующий газовую плазму. Может применяться для ремонта, восстановления поверхностей, термической правки, пайки, наплавления и термообработки.
Также сварки термомеханической подгруппы представлены контактной сваркой с нагревом от электричества или давления, а также диффузионной сваркой, где соединение происходит в условиях вакуума. Механические сварки могут быть ультразвуковыми, при работе с полимерными материалами, и взрывной технологией для крупных объектов. В гаражах и дома мы используем чаще всего электродуговую сварку, инверторную и газовую сварку.
Основные виды сварки
Имеются различные способы сварки. Способы сварки и виды сварных соединений необходимо знать, чтобы выбирать правильное оборудование, расходные материалы и устанавливать нужные режимы. Виды сварки и их краткая характеристика должны быть тем знанием, которое позволит в результате получить качественный, красивый и прочный шов. Каждый способ обладает своими нюансами, преимуществами и недостатками.
Виды сварки и их краткая характеристика должны быть тем знанием, которое позволит в результате получить качественный, красивый и прочный шов. Каждый способ обладает своими нюансами, преимуществами и недостатками.
В сварке могут использоваться нагревание или давление, а также их сочетание. В соответствии с этим виды сварки и их характеристики разделяются на две большие группы — плавлением и давлением.
Технология сварки заключается в образовании межатомной связи между металлическими изделиями и получению в результате прочного неразъемного соединения. Первая стадия процесса заключается в максимально близком приближении свариваемых элементов друг к другу.
Однако на этом этапе достаточного взаимного проникновения атомов невозможно. Это объясняется тем, что при обычной температуре не помогут даже значительные прилагаемые усилия. Этому помешает твердость материала, а также то, что даже при самой хорошей обработке контакт между деталями будет происходить не по всей поверхности, а только по нескольким точкам. К тому же прочному соединению будут препятствовать остатки на поверхностях грязи, окисел, жировых пленок.
К тому же прочному соединению будут препятствовать остатки на поверхностях грязи, окисел, жировых пленок.
Прочный физический контакт будет возможен только в результате применения сильного давления или расплавлением краев соединяемых металлических деталей. При этом исчезает зазор между соединяемыми деталями, и они начинают представлять собой единое целое.
Виды классификации способов сварки предполагают сварку плавлением без применения давления, термомеханическую с использованием тепловой энергии и давления и сварку давлением. Распространенный способ — это плавление соединяемых элементов.
Способы сварки металлов:
- Ручная электродуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- ТИГ сварка.
- Электронно-лучевая.
- Электрошлаковая.
- Плазменная.
- Диффузионная.
- Контактная электрическая.
- Стыковая контактная.
- Шовная контактная.
- Точечная контактная.
- Точечная конденсатная.
- Индукционная.

Применяемые при этом электроды бывают плавящиеся и неплавящиеся. Краткая характеристика основных видов сварки поможет выбрать наиболее подходящий способ для конкретного процесса. Все виды сварочных работ предполагают использование подходящего для них оборудования.
Также имеет свои особенности сварка разных металлов. Так, например, трудность при сваривании углеродистых сталей заключается в закалке зоны около шва, и образовании многочисленных трещин. Поэтому при сваривании изделий из таких материалов рекомендуется предварительно подогревать детали до температуры 100-300 градусов, применять многослойный шов, использовать электроды с покрытием, после окончания процесса проводит отпуск получившегося изделия до температуры 300 градусов.
Трудность при сваривании ферритовых сталей с большим содержанием хрома заключается в том, что при охлаждении существует опасность выпадения зерен карбидов хрома, что понижает стойкость по отношению к образованию коррозии. Для предотвращения этого явления следует устанавливать ток небольшого значения, чтобы можно было обеспечить более значительную скорость охлаждения. Также для выравнивания количества хрома в зернах и на границах можно после окончания сварки осуществлять отжиг.
Для предотвращения этого явления следует устанавливать ток небольшого значения, чтобы можно было обеспечить более значительную скорость охлаждения. Также для выравнивания количества хрома в зернах и на границах можно после окончания сварки осуществлять отжиг.
Сварка чугунных изделий производится чугунными электродами с предварительным подогревом деталей. Диаметр чугунных электродов выбирают в диапазоне 8-25 миллиметров.
Свариваемость меди понижают примеси кислорода, водорода и свинца. Результативным является использование газовой сварки. Если применяется дуговая сварка, то электроды выбирают угольные или металлические. Сварке алюминиевых деталей препятствует наличие оксидов. Их помогает растворять использование флюсов.
Дуговая сварка
Виды сварки плавлением можно начать с ММА, как называют ручную дуговую сварку. Ее заслуженно можно отнести к лидеру народной популярности. Такой процесс сварки металлов можно осуществлять с помощью инвертора или трансформатора. В обоих случаях необходимо использование электродов. Такой способ является простым и недорогим.
Такой способ является простым и недорогим.
Источником появления тепла служит электрическая дуга, образуемая между электродами, один из которых является расходным материалом, а другим являются свариваемые элементы. Такая дуга является мощным разрядом в газовой среде.
Обмазку электрода можно сравнить с «застывшим» газовым облаком. При начале расплавления металла начинает плавиться и обмазка электрода. Высвободившееся облако газа обеспечивает защиту от проникновения на место образования сварного шва кислорода, а для дуги обеспечивает проводящую ионизированную среду. Такое явление существенно снижает риск образования пористости.
Преимущества ММА:
- Универсальность. С помощью этой технологии можно сваривать изделия, изготовленные практически из всех видов металла.
- Сваривать детали этим способом можно при любом пространственном положении изделия. Сюда входят ограниченные пространства, что бывает не под силу другим методам.
- Технология сварки металла методом ММА позволяет это осуществлять при различных неблагоприятных условиях окружающей среды.
- Простота использования и недорогая стоимость позволяют использовать этот метод не только в промышленных, но и в домашних условиях.
К недостаткам можно отнести невысокую производительность, наличие хотя бы небольшого опыта, достаточно сложный процесс разжигания дуги с риском залипания электрода, нанесение вреда здоровью при испарении обмазки некоторых видов электродов.
Избежать залипания электрода поможет использование современного оборудования, имеющего функции против появления такого эффекта. Оборудование для дуговой сварки разделяется на трансформаторы и инверторы, которые имеют неоспоримые преимущества и значительно облегчают процесс электрической сварки.
Трансформаторы, долгое время державшие первенство, сейчас считаются устаревшим оборудованием, тяжелыми и имеющими большие габариты. Сваривать металлические детали с их помощью можно только на переменном токе.
Выходом из положения является применение сварочных выпрямителей. Их функция заключается в преобразовании переменного тока в постоянный. Это дает существенное преимущество, поскольку при использовании постоянного тока швы получаются более качественными, ровными, крепкими и аккуратными. Однако выпрямители также имеют большую массу и крупные габариты, к тому же при их использовании необходимы профессиональные навыки.
Это дает существенное преимущество, поскольку при использовании постоянного тока швы получаются более качественными, ровными, крепкими и аккуратными. Однако выпрямители также имеют большую массу и крупные габариты, к тому же при их использовании необходимы профессиональные навыки.
Инверторы, являющиеся современным оборудованием, представляют собой самый оптимальный выбор для осуществления процесса. Это можно порекомендовать даже новичкам, поскольку не составляет особого труда разобраться с принципами работы с ними. Выпрямитель тока встроен в устройство инвертора, поэтому дополнительного оборудования не потребуется. Имеющиеся функции помогут избежать залипания электродов и помогут быстрому розжигу дуги. Инверторы имеют настолько небольшой вес и малые габариты, что их с легкостью можно переносить в руках.
Подбирать электроды следует по таким параметрам, как их диаметр и состав металла внутри. Выбор типа металла является важным, поскольку при осуществлении сварного процесса происходит его плавление, и он по капле перетекает в общую массу и сплавляется с ней. Однородность металлов деталей и электрода служит гарантией крепкого соединения и получения однородного шва.
Однородность металлов деталей и электрода служит гарантией крепкого соединения и получения однородного шва.
Сделать правильный выбор при покупке электродов нетрудно, поскольку на упаковке обычно указывается, для каких видов металлов подходят данные расходные материалы. При покупке также необходимо определиться с толщиной этих расходняков. Это напрямую зависит от толщины свариваемых изделий.
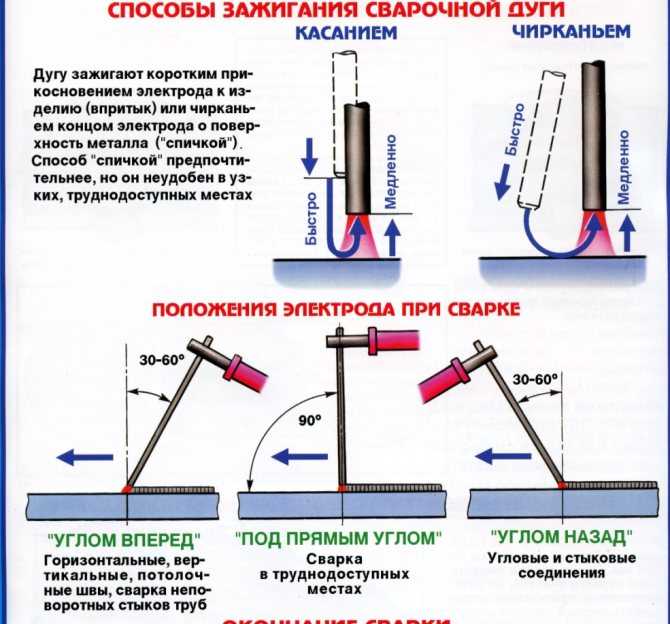
Важным является приобретение навыков при розжиге дуги. На выбор можно использовать методы касанием или чирканьем. При касании происходит быстрое соприкосновение электрода с поверхностью изделия и затем его отвод на небольшое расстояние. Продолжать делать такие постукивания электродом по поверхности следует до тех пор, пока не появится дуга. Чирканье электродом по поверхности по типу зажигания спички более предпочтительно, но неудобно в труднодоступных местах. Навыки быстрого розжига дуги приходят с опытом.
После розжига дуги важно поддерживать стабильность ее горения. Для этого электрод необходимо держать от поверхности на постоянном расстоянии, равным приблизительно двум миллиметрам. По мере сгорания электрода не следует забывать его опускать. Если держать электрод слишком близко к поверхности изделия, то он может к ней прилипнуть, а если далеко, то возникает опасность того, что зажженная дуга погаснет.
По мере сгорания электрода не следует забывать его опускать. Если держать электрод слишком близко к поверхности изделия, то он может к ней прилипнуть, а если далеко, то возникает опасность того, что зажженная дуга погаснет.
Основы сварки электродом говорят о том, что прогревать металл лучше делать круговыми движениями для того, чтобы успела образоваться так называемая сварочная ванна. Чтобы шов получался ровным, после разогрева электрод следует вести не чересчур медленно, но и не особенно быстро, чтобы избежать появления дефектов.
Газовая сварка
Методы сварки включают в себя такой распространенный способ соединения изделий как газоплавильный. Сущность газовой сварки состоит в том, что кромки деталей в местах их соединения разогреваются до нужной температуры с помощью горелки, входящей в применяемое оборудование.
Знания все о сварке предполагают изучение этого проверенного временем способа соединения металлов. Газовая сварка не является трудной в исполнении, оборудование для не нее не особо дорогое, электрической энергии потребляется немного, что является неоспоримыми преимуществами.
Относительным недостатком можно назвать низкую скорость разогревания металла, которая еще больше понижается, если сваривать приходится толстые детали. Поэтому ее рекомендуется применять, когда происходит сварка металлических листов толщиной не более шести миллиметров. Также может появиться такой неприятный недостаток, как коробление. С помощью газового метода можно сваривать практически все виды металлов.
В отличие от дуговой сварки электроды здесь не применяются. В их роли выступает присадочная проволока, а источником нагрева служит горелка. Переходя в жидкое состояние, металл образует сварочную ванну, которая в дальнейшем будет находиться под защитой газовой среды, вытесняющей воздух. Расплавленный металл медленно остывает и затвердевает.
Высокотемпературное пламя образуется при сгорании смеси ацетилена с кислородом. Такая смесь выполняет функции окислителя. Вместо ацетилена можно использовать его заменители, например, метан или пропан-бутан, но следует учитывать, что это понизит температуру горения, поэтому такую замену в основном проводят при резке металлов или при сваривании металлов, имеющих низкую температуру плавления, таких как медь, латунь, бронза. Наибольшую температуру горения оказывает ацетилен.
Наибольшую температуру горения оказывает ацетилен.
Процесс сварки таким способом разделяется на «правую» и «левую» методики.
Наиболее распространен «левый» способ. Им можно пользоваться при соединении металлов, имеющих не слишком большое значение температуры плавления и небольшую толщину. «Правый» способ применяют для соединения металлических изделий толщиной свыше трех миллиметров, обладающих повышенной теплопроводностью. Благодаря лучшей защите металла шов получается более качественным, скорость процесса повышена, а расход газов на 10% меньше.
При «правом» способе направление перемещения горелки слева направо, а присадочную проволоку перемещают вслед за горелкой. Пламя при этом направлено на уже готовый участок шва, а присадочную проволоку передвигают вслед за горелкой. При «правом» способе толстых деталей необходима предварительная разделка кромок деталей.
Мундштуком осуществляют колебания с небольшой амплитудой, за исключением того, когда осуществляют сварку тонкостенных листов. Пламя горелки направляют таким образом, чтобы кромки деталей были расположены в восстановительной зоне и находились на расстоянии 2-6 миллиметров от конца пламени. Мундштук горелки может быть перпендикулярным поверхности или находиться под наклоном к ней.
Пламя горелки направляют таким образом, чтобы кромки деталей были расположены в восстановительной зоне и находились на расстоянии 2-6 миллиметров от конца пламени. Мундштук горелки может быть перпендикулярным поверхности или находиться под наклоном к ней.
Техпроцесс на сварку газовым методом предполагает, что перед тем, как приступить к работе, необходимо проверить рабочее состояние горелки:
- Качество присоединения шлангов.
- Наличие разрежения.
- Газонепроницаемость.
Перед тем, как к горелке присоединить шланги от кислорода и ацетилена, их необходимо продуть. Чтобы проверить надежность присоединения шлангов, необходимо выполнить следующие действия:
- шланг для подачи кислорода присоединить к штуцеру горелки;
- произвести проверку горелки на разрежение в канале, где происходит подача ацетилена;
- присоединить шланг для подачи ацетилена;
- проверить надежность крепежа шлангов предназначенными для этого хомутами.
Вместо хомутов можно закреплять шланги проволокой. Также используются накидные гайки с правой или левой резьбой.
Также используются накидные гайки с правой или левой резьбой.
Проверку на разрежение или иначе «подсос» следует проводить следующим образом:
- закрепить наконечник с помощью накидной гайки;
- присоединить к ниппелю шланг подачи кислорода;
- следя за показаниями манометра, выставить давление кислорода;
- открыть вентили — вначале ацетилена, а затем кислорода;
- поднести палец к ниппелю ацетилена.
Если палец присосется, то это будет означать, что разрежение имеется. При его отсутствии следует:
- закрыть вентиль кислорода и отсоединить наконечник;
- вывернуть на пол-оборота инжектор из смесительной камеры;
- собрать горелку и осуществить повторную проверку;
- если разрежение по-прежнему отсутствует, то придется снять наконечник, вынуть инжектор и мундштук, и проверить, не засорены ли в них отверстия;
- при необходимости прочистить отверстия мягкой проволокой и продуть воздухом;
- проверить плотность прилегания инжектора к седлу корпуса горелки и при необходимости усилить его.

Затем осуществляется проверка на газонепроницаемость:
- присоединять шланг подачи кислорода попеременно к ниппелям ацетилена и кислорода;
- подать кислород под давлением;
- на несколько мгновений опустить мундштук в воду.
При отсутствии непроницаемости газов на поверхности воды не должны появляться пузырьки. Газовая сварка хорошо показывает себя при сварке стыковым методом. Однако применять ее для образования соединений методом внахлест и тавровым способом не рекомендуется, поскольку для этого необходим сильный нагрев деталей.
Сварочный процесс должен осуществляться при движении горелкой только в одном направлении — вдоль оси шва. Отсутствие колебаний приводит к образованию более узкого шва, чем когда осуществляется сварка покрытыми электродами. Чтобы избегать разбрызгивания, конец проволоки в ванну надо подавать плавно. О степени проплавления можно будет судить по внешнему виду ванны. При нормальном проплавлении она будет вытянута вдоль направления шва, а при плохом форма ванны будет иметь круглую или овальную форму.
Окончание сварки и заваривание кратера осуществляют, уменьшая постепенно силу тока с помощью реостата, включенного в сварочную цепь. Удлинением дуги, отводя горелку, прекращать сварку не рекомендуется, поскольку такой способ ухудшит защиту шва газом. Подачу газа следует прекращать только через несколько секунд после того, как прекратится горение дуги.
Полуавтоматическая сварка
Все виды сварочных работ включают в себя еще один популярный вид — сварку при помощи полуавтомата. Полуавтоматическую сварку можно назвать разновидностью дуговой сварки. Отличие заключается в том, что одновременно осуществляется подача в зону сварки проволоки и воздействие газа, который защищает все материалы от негативного воздействия окружающего воздуха, который способен замедлить процесс или даже полностью его прекратить.
Когда сваривание полуавтоматами происходит в углекислом газе, то такой вид носит название MAG, а если в инертном, то MIG. Сварочные полуавтоматы относятся к несложному виду оборудования. Его основные части состоят из источника постоянного тока, обеспечивающего подачу напряжения, и особого механизма для подачи в зону сварки проволоки, играющей роль электрода. Проволока намотана на специальную бобину. Скорость ее подачи является регулируемой.
Его основные части состоят из источника постоянного тока, обеспечивающего подачу напряжения, и особого механизма для подачи в зону сварки проволоки, играющей роль электрода. Проволока намотана на специальную бобину. Скорость ее подачи является регулируемой.
К достоинствам этого способа относятся возможность работы в труднодоступных местах, небольшое количество отходов, получение тонкого и прочного шва, быстрота процесса. В полуавтоматах используются алюминиевые или стальные проволоки. Защита получаемого шва возможна следующими способами: флюсом; защитными газами; использованием порошкового вида проволоки. Чаще всего применяются защитные газы. Имеются стационарные аппараты и бытовые, более удобные для домашнего использования.
В корпусе полуавтомата находятся блок управления и источник питания. С помощью кабелей к прибору подсоединяются — механизм подачи проволоки, намотанной на катушку, и сварочная горелка.
Подача проволоки осуществляется одним из трех вариантов:
- Тянущий. Привод расположен на ручке горелки. Происходит вытягивание проволоки с бобины, на которую она намотана.
- Толкающий. Привод осуществляет подталкивание проволоки в сторону горелки.
- Тянуще-толкающая подача является гибридом двух предыдущих способов.
 Привод расположен на ручке горелки. Происходит вытягивание проволоки с бобины, на которую она намотана.
Привод расположен на ручке горелки. Происходит вытягивание проволоки с бобины, на которую она намотана.С помощью сварочного рукава на место работы подается газ, проволока и, в некоторых моделях, жидкость для охлаждения. Длина шланга определяет возможность работы в труднодоступных местах. Для подключения сварочного рукава используется унифицированный разъем.
В центре находится большой штуцер, через который осуществляется выход сварочной проволоки. Вверху расположены два контакта для переключения режимов. К разъему подсоединяются провода для подачи тока. К шлангу также подключается горелка. Контактный наконечник является сменной деталью. Он выбирается в зависимости от диаметров используемой проволоки. В свою очередь размер сопла зависит от диаметра наконечника.
Проволока наматывается на катушки. Они имеют различные размеров в зависимости от диаметра проволоки. Устройство подачи проволоки имеет роликовый механизм. Вращение устройства подачи осуществляется с помощью электродвигателя. Регулировка натяжения проволоки производится оператором вручную. Сварочная проволока поступает в зону сварки беспрерывно. Дуга возникает между проволокой и деталями, подлежащими сварке. Сопло служит для формирования облака газа.
Устройство подачи проволоки имеет роликовый механизм. Вращение устройства подачи осуществляется с помощью электродвигателя. Регулировка натяжения проволоки производится оператором вручную. Сварочная проволока поступает в зону сварки беспрерывно. Дуга возникает между проволокой и деталями, подлежащими сварке. Сопло служит для формирования облака газа.
Возможна сварка полуавтоматом без применения газа. В этом случае необходимо использование особого вида проволоки, внутри которой находится флюс. Такая проволока носит название порошковой. При сгорании проволоки освобожденный флюс создает защитную среду. Если предстоит сваривание ответственных конструкций, то следует выбирать сварку с газом, что является более надежным. Необходим грамотный выбор сварочной проволоки.
Основной критерий — соответствие состава проволоки материалу свариваемых изделий. Этому поможет маркировка проволок. Выбор диаметра проволоки зависит от толщины изделий. Теория сварки металлов предполагает зависимость выставляемого сварочного тока от толщины материалов и выбранного диаметра электродов.
Необходимостью является установление скорости, с которой будет осуществляться подача проволоки, а также расход газа, устанавливаемый с помощью вентиля на редукторе. Основная особенность использования полуавтомата заключается в том, что вначале проволока подается в сторону места сварки механически, но затем ее перемещение осуществляется вручную.
Автоматическая сварка
Такой вид сварки, имеющий множество достоинств, часто находит применение в промышленном производстве. Ее можно назвать высшей степенью механизации электродуговой сварки, выполняемой под защитой флюсом.
Подача проволоки является полностью механизированной. Сварщику требуется только знать, как настроить применяемое оборудование и запустить его. Получаемый шов получается ровным и красивым засчет того, что во время всего процесса поддерживается ровное горение дуги.
ТИГ сварка
Является одним из современных методов сварки различных изделий. Сутью этого способа является горение электрической дуги в аргоне — газе, обладающем рядом замечательных качеств. Поскольку он тяжелее воздуха, то после проникновения в сварочную ванну аргон приступает к ее защите от других газов, обитающих в атмосфере. Шов в результате получается без оксидной пленки.
Поскольку он тяжелее воздуха, то после проникновения в сварочную ванну аргон приступает к ее защите от других газов, обитающих в атмосфере. Шов в результате получается без оксидной пленки.
При этом способе применяется вольфрамовый электрод, что дает возможность сваривать различные виды стали. За ним необходим постоянный уход, заключающийся в регулярной заточке его кончика. Для розжига необходим осциллятор, вырабатывающий ток высокой частоты, который подсоединяют к инвертору.
Принцип работы автоматической аргонодуговой сварки похож на ручной вариант с тем отличием, что управление происходит автоматически согласно установленной оператором программе. В этом виде сварки используется инвертор. При осуществлении сварки инвертором теория происходящего процесса состоит в том, что такое устройство позволяет преобразовывать постоянный ток в переменный. В дальнейшем инвертор может изменять частоту полученного переменного тока.
Электрошлаковая сварка
Отличается очень высокой производительностью и экономичностью. Электрошлаковая сварка применима на производствах любого масштаба. Сущность ЭШС заключается в том, что соединение элементов происходит в среде расплавленного шлака. В него опускается электрод, через который проходит электрический ток. Тем самым в шлаке начинает генерироваться тепло.
Электрошлаковая сварка применима на производствах любого масштаба. Сущность ЭШС заключается в том, что соединение элементов происходит в среде расплавленного шлака. В него опускается электрод, через который проходит электрический ток. Тем самым в шлаке начинает генерироваться тепло.
Оборудование для ЭШС состоит из сварочного аппарата и дополнительных приборов для осуществления вспомогательных функций.
Электронно-лучевая сварка
Методы сварки металла включают в себя быстро развивающиеся технологии. К ним относится и электронно-лучевая сварка. Ее суть заключается в том, что нагрев изделий и их дальнейший расплав происходит под воздействием потока высокоскоростных электронов, которые двигаются в вакууме под воздействием электрического поля.
Под воздействием сфокусированного потока электронов происходит расплавление кромок деталей и их соединение. Диапазон ее возможностей весьма обширен — тугоплавкие и химически активные металлы, прочные сплавы.
К особенностям такого вида сварки можно отнести то, что поскольку сварка происходит в вакууме, то поверхности деталей остаются чистыми, а также то, что шов получается быстро и минимальной толщины. Он сохраняет повышенное качество даже в том случае, если свариваются детали разных толщин, имеющих разный состав и температуру плавления. Сварочное оборудование имеет простое управление и не требует продолжительного обучения.
Он сохраняет повышенное качество даже в том случае, если свариваются детали разных толщин, имеющих разный состав и температуру плавления. Сварочное оборудование имеет простое управление и не требует продолжительного обучения.
Диффузионная сварка
Современные методы сварки включают в себя и такой вид, как диффузионная сварка. Ее сущность заключается в том, что происходит взаимное проникновение атомов соединяемых деталей при их сильном сдавливании и нагревании до определенной температуры.
Температура нагрева зависит от свойств металла, но не является слишком большой.
Контактная сварка
При контактной сварке неразъемное соединение образуется за счет разогрева деталей проходящим через них электрическим током и применением давления. Областью использования является промышленное производство, массовое и серийное.
Имеются следующие виды контактной сварки:
- точечная;
- стыковая;
- шовная;
- рельефная;
- шовно-стыковая.

Наибольшее распространение получила точечная сварка. Техпроцесс сварки таким способом заключается в соединении деталей в одном или нескольких местах в зависимости от их длины.
До температуры своего плавления металл разогревается не по всей длине, а только в определенных точках. Шов получается надежным и эстетичным. Применение этого метода сокращает время сварочного процесса. Число управляемых параметров незначительно, поэтому особых требований к квалификации сварщика не предъявляется.
Электродуговая сварка
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Термитная
Название вызвано использованием при нагреве металла термита. Требуется в «полевых» условиях, при отсутствии постоянного источника электроснабжения и газовых баллонов. Является простым для выполнения вариантом деятельности. Чаще всего используется при наплавке конструкций, а также соединения хрупких и чугунных сплавов в соответствии с требованиями ГОСТ Р 57181-2016. При соединении используются порошковые смеси, в процессе горения которых образуется большое количество энергии под воздействием которого металлы переходят в полужидкое состояние.
Требуется в «полевых» условиях, при отсутствии постоянного источника электроснабжения и газовых баллонов. Является простым для выполнения вариантом деятельности. Чаще всего используется при наплавке конструкций, а также соединения хрупких и чугунных сплавов в соответствии с требованиями ГОСТ Р 57181-2016. При соединении используются порошковые смеси, в процессе горения которых образуется большое количество энергии под воздействием которого металлы переходят в полужидкое состояние.
Тлеющим разрядом
Сварка тлеющим разрядом осуществляется путем взаимодействия диффузии за счет применения индукционного нагрева. За счет этого соединение происходит на атомарном уровне.
Световая
При проведении соединения используется мощный световой луч. В качестве источника его подачи используется угольная дуга, дуговые газозарядные лампы. Самым перспективными сегодня считаются дуговые ксеоновые лампы, баллоны которых наполнены ксеоном под давлением 4-10 ат (0,4-1 МН/м2). Давление при работе лампы дополнительно возрастает до 10-30 ат (1-3 МН/м2).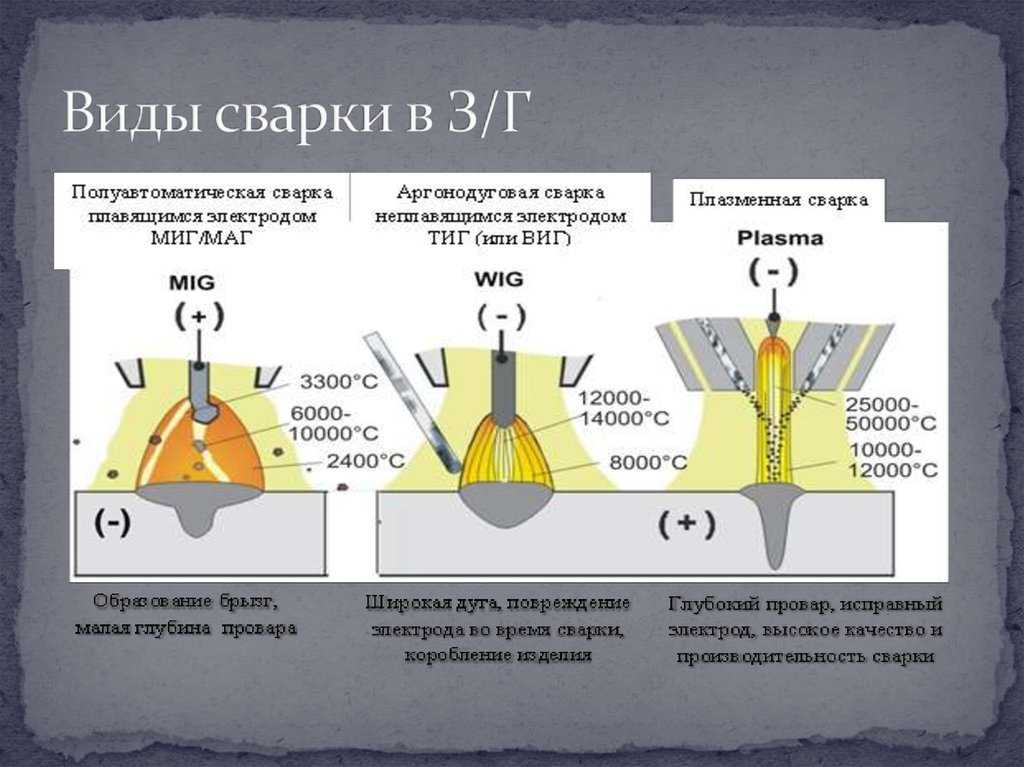 При этом дуговой разряд сильно сжимается и образует высококонцентрированный источник лучистой энергии достигающий по температуре разряда 12 000 °С. Повышение плотности лучистого потока формируется за счет использования комбинированных полиэлипсоидных систем. Дуговые ксеоновые лампы обеспечивают фокусировку потока.
При этом дуговой разряд сильно сжимается и образует высококонцентрированный источник лучистой энергии достигающий по температуре разряда 12 000 °С. Повышение плотности лучистого потока формируется за счет использования комбинированных полиэлипсоидных систем. Дуговые ксеоновые лампы обеспечивают фокусировку потока.
Индукционная
Сваривание обеспечивает нагрев под воздействием индукционного тока, формирующегося в сварочном аппарате под воздействием индукционного тока. Подобные инновационные виды отличаются повышенной точностью. Индукционная катушка возбуждается за счет использования тока высокой частоты.
Использование лазера
Один из современных типов технологий. Энергетическим источником становится лазер, обеспечивающий особую прочность готовых изделий. Рекомендуется в работе с конструкциями сложной конфигурации. При соединении создается гладкий и эстетичный ровный шов, лишенный малейших искривлений. Применяется для соединения элементов из алюминия, серебра, нержавейки. При плавлении и нагревании используется лазерный луч с монохромным потоком генерируемого лазером светового потока. Контроль потока обеспечивает фокусировка линз и отклонение призм. При работе применяются автоматические, полуавтоматические и роботизированные устройства. Плавление происходит размеренно и точно. Необходимость использования вакуума отсутствует.
При плавлении и нагревании используется лазерный луч с монохромным потоком генерируемого лазером светового потока. Контроль потока обеспечивает фокусировка линз и отклонение призм. При работе применяются автоматические, полуавтоматические и роботизированные устройства. Плавление происходит размеренно и точно. Необходимость использования вакуума отсутствует.
Литейный способ
Еще один тип работ, в наши дни применяемый все реже. Он заключается в заливке предварительно подготовленного места работы жидким перегретым металлом. Нагрев может производиться, например, в тигле. Процесс сходен с выполнением отливок. Место сварки требуется заформовывать, просушивать и прокаливать. При подогреве изделия в заформованный стык заливают перегретый расплавленный металл.
В современном производстве методика наиболее применима в работе с драгоценными благородными материалами. Проводится работа с изделиями из бронзы, посудой, украшениями. Именно так в древности выполнялись свинцовые трубы трубопроводов.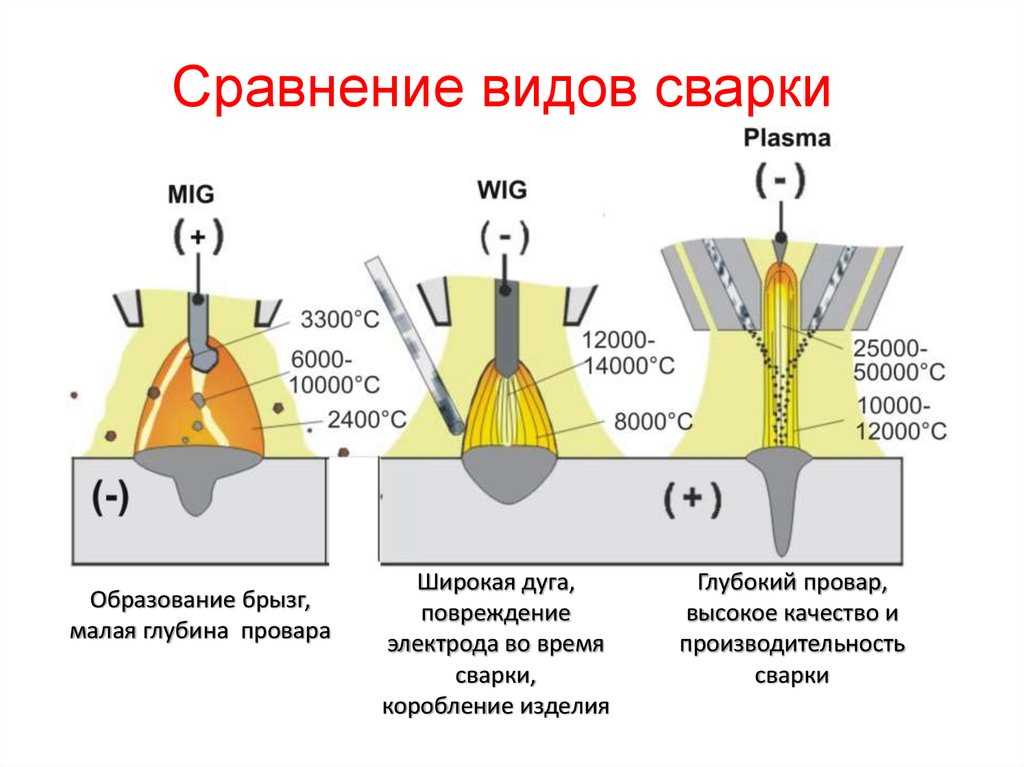
Что представляет сварка под флюсом
Проводится с использованием специальных флюсовых порошков, обеспечивающие рабочую область выделяющимся в процессе плавления защитным газом. Флюс поддерживает сохранение расплавочной дуги и обеспечивает защиту расплава. Процесс полностью автоматизирован от подачи флюса до перемещения вдоль стыка. Среди направления использования создание:
- модулей спутников;
- башенных кранов;
- корпусов морских судов;
- иного оборудования где применяются протяженные швы и швы большой толщины.
Формируется шов повышенной прочности, необходимый для создания оборудования, выдерживающие сложные условия эксплуатации. Такие, как огромное давление и экстремальные температуры.
Механический класс сварки
Эти виды сварки выполняют за счет энергии трения, взрыва, давления, ультразвука. При их воздействии выделяется тепло, достаточное для плавления материала.
Трением
Технология входит в список перспективных разработок. Одну из соединяемых заготовок крепят неподвижно, другая, прижатая к ней, вращается. Подробная классификация сварки трением включает следующие подвиды:
Одну из соединяемых заготовок крепят неподвижно, другая, прижатая к ней, вращается. Подробная классификация сварки трением включает следующие подвиды:
- С перемешиванием выполняется на оборудовании, оснащенном инструментом вращения с двумя элементами ― основанием (бурт) и наконечником (пин). Соединение создается методом выдавливания с последующим перемешиванием.
- Радиальной стыкуют трубы, помещая вращающееся кольцо между торцами.
- Штифтовой заделывают небольшие сквозные повреждения. На месте дырки просверливают круглое отверстие, в которое вставляют вращающийся штифт из такого же металла что и основной.
- Линейная выполняется без вращения. Заготовки трут одна о другую пока не начнут плавиться стыкуемые поверхности, затем повышают усилие сдавливания.
- При инерционном виде сварки заготовки двигают за счет энергии предварительно раскрученного маховика.
Метод сварки трением с перемешиванием
Холодная
В основу технологии заложен принцип сжатия деталей пуансонами с усилием 1 — 3 ГПа. Точечную сварку проводят стержнями, шовную роликами. Пуансон вдавливают в заготовку до образования пластической деформации, что способствует появлению межатомных связей и созданию соединения между деталями. Сварку выполняют простым сжатием или со сдвигом деталей после сдавливания. Прочность соединения зависит от качества подготовки места стыка, степени сжатия, характера воздействия (вибрационное либо статичное).
Точечную сварку проводят стержнями, шовную роликами. Пуансон вдавливают в заготовку до образования пластической деформации, что способствует появлению межатомных связей и созданию соединения между деталями. Сварку выполняют простым сжатием или со сдвигом деталей после сдавливания. Прочность соединения зависит от качества подготовки места стыка, степени сжатия, характера воздействия (вибрационное либо статичное).
Разновидности холодной сварки металлов
При соединении встык величину деформации ограничивают размером выступающих из зажимов частей заготовок. Чтобы предотвратить коробление листов при соединении внахлест, их закрепляют прижимами. После пластической деформации металл становится тверже, поэтому прочность шва выше, чем у заготовок.
Холодный вид соединения применяют для работы с алюминием, медью, цинком, серебром и другими металлами с низкой температурой плавления.
Взрывом
Для сварки этим способом над стационарной заготовкой под углом 3 — 10⁰ или параллельно с зазором 2 — 10 мм устанавливают подвижную (метаемую) деталь. На верхнюю пластину помещают равномерный слой взрывчатки с детонатором. Чтобы предотвратить боковой разлет металла, площадь подвижной заготовки делают больше чем у нижней.
На верхнюю пластину помещают равномерный слой взрывчатки с детонатором. Чтобы предотвратить боковой разлет металла, площадь подвижной заготовки делают больше чем у нижней.
После подрыва подвижная деталь под действием ударной волны с большой скоростью ударяется о нижнюю пластину. В месте соприкосновения образуется давление, значительно превышающее прочность металлов, при котором материал начинает течь как жидкость. В результате поверхности одновременно деформируются, создавая соединение. Длительность процесса не превышает миллионных долей секунды, поэтому диффузия происходит только в поверхностных слоях.
Несмотря на то, что до сих пор не разработана детальная методика этого вида, сварка взрывом получила широкое применение в промышленности для стыковки разнородных материалов. Таким способом получают биметаллические соединения, детали и заготовки больших размеров, наносят плакирующие слои толщиной до 45 мм.
Ультразвуковая
Такой вид сварки проводится преобразователем ультразвуковых волн в механические колебания в сочетании с небольшим давлением. При воздействии на поверхность сначала за счет сухого трения разрушается оксидная пленка, затем плавится материал. Поэтому нет необходимости в тщательной подготовке стыка. Для повышения прочности шва детали предварительно подогревают.
При воздействии на поверхность сначала за счет сухого трения разрушается оксидная пленка, затем плавится материал. Поэтому нет необходимости в тщательной подготовке стыка. Для повышения прочности шва детали предварительно подогревают.
Помимо металлов, в том числе тугоплавких, этим видом соединяют пластик, кожу, ткани. Также доступно сваривание стекла и керамики с металлом, фольги толщиной 0,001 мм. При необходимости детали можно сваривать с металлической или пластмассовой прослойкой между ними.
В сварочном деле постоянно что-то меняется, улучшается, дорабатывается. Поэтому для повышения мастерства полезно знакомиться с новинками и тестировать на практике. Какие-то из них пригодятся профессиональным сварщикам, другие для домашних работ.
Процесс сварки
Вне зависимости от количества видов сварки существуют 3 основных этапа процесса сварки, присущей всем технологическим разновидностям, это:
- Формирование контакта;
- Образование связи;
- Создание шва.
Формирование контакта
Формирование контакта происходит в результате доведения металла до температуры плавления или кипения, главное не перепутать сварочную ванну с плавкой железа.
Образование химической и металлической связи
Второй, наиболее важный шаг – образование сварочной ванны, она всегда выглядит одинаково вне зависимости от вида сварки. Ванна возникает в результате сплавления металла и вспомогательного материала, к примеру электрода под воздействием, температуры, на вид как белое пятно. От ширины и длины этого пятна зависит качество шва.
Создание и типы прочного соединения
Основными качественными характеристиками швов являются их ширина и высота.
По типу соединения выделяют (самые распространенные):
- стыковые – детали в одной плоскости (сваривают трубы, листы и тд).
- нахлесточные – детали располагаются параллельно, только одна идет внахлест к другой (сваривают листы, толщина которых не более 12 мм).
- торцовые – сваривают 2 торца элементов.
- угловые – элементы располагаются под углом друг к другу.
Термомеханический класс сварки
Комбинированными видами соединяют небольшие детали, если другими способами невозможно создать качественный шов. К термомеханическому классу относят следующие виды сварки:
- кузнечную;
- контактную;
- диффузионную.
Кузнечная
Этим способом соединяли железные заготовки задолго до изобретения современных классов сварки. Заготовки нагревают в горне, кладут одна на другую, скрепляют ударами молота. Механизированный подвид, когда заготовки сдавливаются прессом, называют прессовой сваркой.
Принцип кузнечной сварки
Качество соединения зависит от опытности мастера. Перечень металлов, которые можно сваривать этим методом, ограничен видами с хорошей пластичностью. Из-за малой производительности и низкой надежности соединения кузнечный вид сварки применяется редко.
Контактная
Металл нагревают током, проходящим через место соприкосновения заготовок, затем сжимают или осаживают. Этот вид легко автоматизируется, поэтому широко используется на предприятиях машиностроительной отрасли в составе роботизированных комплексов.
В зависимости от решаемых задач контактный вид сварки выполняют как:
- Точечную, зажимая детали между электродами. После подачи тока в месте сдавливания образуется точечное соединение.
- Стыковую с нагревом всей площади соприкосновения.
- Рельефную с предварительным нанесением выступов (рельефов) на соединяемые плоскости. После подачи тока рельефы деформируются, поверхность выравнивается.
- Шовную, когда детали соединяют внахлест роликовыми электродами.
Диффузионная
Технология основана на взаимном проникновении (диффузии) атомов материалов, если их плотно прижать один к другому. При нагреве скорость обмена частицами увеличивается. Сварку проводят в вакуумной камере или среде инертного газа. Детали сжимают с усилием не меньше 20 МПа, поверхностные слои нагревают электротоком до температуры близкой к точке плавления. Для надежного сцепления заготовки оставляют в этом положении на некоторое время, не отключая ток.
Технология сварочных работ
Для начала работ необходимо иметь минимальный набор оборудования, который включает в себя:
- сварочный аппарат;
- сварочные электроды;
- спецодежда;
- молоток;
- металлическая щетка;
- сварочная маска.
Электрод закрепляется в держателе, провод с зажимом плотно фиксируется к свариваемой детали. Начинать варить нужно только с опущенной маской, особенно, если опыта в сварочных работах мало.
Технология нанесения шва
Электрод подносят к свариваемому участку и держат под углом 45˚ к плоскости. Для начала нужно потренироваться ловить дугу. Это не так просто, как кажется, потому что при слишком маленьком расстоянии к будущему шву электрод будет прилипать к поверхности и цепь будет замыкать, а если держать слишком далеко, то дуга не возникнет. Также варить нужно только сухими и целыми электродами. Когда дуга поймана, просто ведут вдоль шва, оставляя расплавленный электрод на свариваемых поверхностях.
При этом учитывают толщину металла. Если слишком долго держать электрод на одном месте, то металл просто прогорит. Если металл не выдерживает дугу и прогорает, уменьшают силу тока. Если и это не помогает, тогда ставят более тонкий электрод. Электрод не нужно прижимать ко шву. Нужно почувствовать момент, когда он сам притягивается к поверхности. Остается просто укладывать шов разных конфигураций, в зависимости от того, какие поверхности соединяются. Готовый шов оббивают молотком от шлака, зачищают и обрабатывают при необходимости.
Сварочный техпроцесс
В основы сварки входит понятие предварительного составления плана технологического процесса. Это будет являться своеобразным путеводителем по грамотному осуществлению сварочного процесса.
Технологический процесс сварки конкретных изделий поможет учесть все их особенности и нюансы.
Описание технологического процесса сварки излагается в специальном документе, который называется технологической картой. Ее можно причислить к своеобразному нормативному документу, в котором изложена теория сварочных работ. Технологический процесс на сварочном участке, изложенный в карте, является незаменимым помощником сварщика.
Пример техпроцесса сварки:
Руководящий материал в виде технологической карты должен содержать сведения о марках свариваемых деталях и рекомендации по выбору способа их соединения и пространственному расположению. Технологический процесс сварки охватывает требования к параметрам, выставляемым на применяемом оборудовании, диаметру используемых электродов, рекомендации по защите среды, выставлению полярности.
Технологический процесс сварки изделия содержит сведения о последовательности совершаемых действий. В ней также может содержаться расчет прикладных материалов, требуемых для осуществления данного процесса. В технологической карте содержатся небольшие эскизы, что увеличивает наглядность.
Интересное видео
Источники
- https://nashprorab.com/svarochnye-raboty-svoimi-rukami/
- https://osvarka.com/poleznaya-informaciya/svarochnye-tekhnologii
- https://tutsvarka.ru/vidy/vidy-svarki
- https://mrmetall.ru/svarka-metalla-sposoby-tipy-vidy-klassifikacija-i-oblast-primenenija/
- https://svarkaprosto.ru/tehnologii/chto-takoe-svarka-i-kakie-vidy-byvayut
классификация способов, какие бывают, краткая характеристика, сварочное оборудование, название
В промышленности, строительстве и при ремонте используются различные способы стыковки деталей конструкций. Наибольшее распространение получили разнообразные виды сварки, которыми скрепляют не только однотипные и разнородные металлы, но также стекло, пластик, керамику. Популярность технологии объясняется высокой прочностью и надежностью соединений.
Электродуговая контактная сварка
Наибольшее распространение получили именно аппараты электродуговой сварки. Для нагрева и плавки металла задействуется электрическая дуга, которая представляет собой разряд между катодом и анодом. При этом освобождается тепловая энергия большой мощности. Воздействуя на металлическую заготовку, она приводит к ее плавлению с последующим образованием сварочной ванны.
После угасания дуги немедленно начинается остывание и кристаллизация расплава. В результате образуется соединение по составу и прочности сопоставимое с металлами, которые сваривались. Существует несколько видов электродуговой сварки.
ММА – ручная дуговая сварка
Используется со штучными электродами, представляющими собой металлический стержень с обмазкой. Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги.
Аппараты – инвертеры, выпрямители, трансформаторы – позволяют выполнять работы в любом пространственном положении. Если подобрать расходные материалы правильно, то можно сваривать любые металлы: черные, цветные, легированные и т.п. Важно подчеркнуть, что держатели могут проникать в труднодоступные места, где использование другого вида сварки невозможно.
Сварка ММА подходит и для профессионалов, и для новичков. Она широко используется в строительстве, монтаже металлоконструкций, в разных отраслях тяжелой промышленности, в частном предпринимательстве. Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.
Физические признаки
Сближение поверхностей веществ происходит на расстоянии действующих сил при межатомном взаимодействии (примерно в 3А). Обычно металлические материалы в комнатных температурных режимах не взаимодействуют ни при каких условиях, даже с помощью значительных усилий. Сцеплению элементов противодействует их твёрдость.
В момент сближения контактируют они в немногих местах, даже если их и обработали. На соединение оказывают влияние многие факторы по загрязнению поверхностей в виде окисей, плёночных образований жира и других. Кроме того, абсорбированность примесей. Поэтому хорошая контактность в обычных условиях невозможна.
Физический контакт всей поверхности возможен из-за расплава вещества, пластической деформации, возникшей под действием сдавливаемых операционных действий.
Вторая стадия подразумевает осуществление электронных взаимодействий атомов соединённых компонентов. Всё это способствует прекращению разделительных процессов с образованием атомно-металлических связей (при сваривании металлов) или связей ковалентного/ионного типа (сваривание диэлектрических или полупроводниковых соединений). По физическому признаку сварку подразделяют на 3 категории.
Взаимопроникновение для этих видов сварки осуществляется при помощи процедур:
- распайки;
- сдавления;
- термомеханических.
В первую относят сварки, осуществляемые при плавлении, не беря во внимание сдавленность. Теплоту обеспечивают детали в виде сварочных дужек, газового пламени, лучевых источниках энергетического характера и «джоулева тепла». Расплав соединённых металлических объектов находится внутри сварочных ванных ёмкостей, которые способствуют кристаллизационным процессам во время охлаждения соединять швы. Это возможно сделать методом mig/mag при воздействии инертных газов.
Вторая включает виды сварки под давлением. Происходит деформация, из-за чего получают текучесть жидкого металла. Затем он растекается по поверхности, способствуя исчезновению загрязнённости слоёв. Непосредственность соприкосновения достигается вследствие вступления свежих слоёв объекта в химические взаимодействия.
Третья осуществляется при поддержке тепловой энергии и сдавления. Механические нагрузки способствуют соединению частей в монолит, пластичность материала обеспечивается из-за обогрева заготовочных элементов.
Газоплазменная
В этом случае металл заготовок плавится под воздействием температуры открытого пламени. Оно образуется в результате горения кислорода с горючими газами – водородом, пропаном, бутаном, ацетиленом и другими. Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).
Открытое пламя в качестве источника тепла для сварки имеет важное преимущество: оно независимо от энергоснабжения. Поэтому технология широко применяется в «полевых» условиях. Еще одно достоинство заключается в постепенном нагревании металла, что практично при работе с листовыми материалами. Метод непригоден для промышленного использования из-за невозможности автоматизации и низкой производительности. Для работы с такой сваркой от оператора требуется большой стаж сварочных работ.
Механический класс
При использовании механического класса используется только механическая энергия и давления. К распространенным вариантам относится:
- взрыв;
- ультразвуковое воздействие;
- трение;
- холодный способ и другое.
Распространен во всех отраслях производства за счет простоты и доступности.
Сварка взрывом
Удобна при соединении разных металлов. Применяется и с целью плакирования. Подобная технология часто неизвестна даже профессионалам высокого уровня. При выполнении на поверхностях проводится направленный взрыв. В результате чего происходит сплавление.
Холодная сварка
Соединение проводится под сильным давлением без выполнения нагрева. Склеивание осуществляется за счет происходящей пластической деформации. Специальные подготовка и оборудование не требуется. Часто используется в сантехнических работах и автолюбителями.
Ультразвуковая сварка
При воздействии используются ультразвуковые колебания. Для сжатия достаточно несколько единиц ньютона. В равной мере используется в радиоэлектронике или при работе с толстостенными изделиями. Принцип работы определяется ГОСТ 2601, СЭВ 5277. Кроме металлов так могут соединяться такие материалы, как кожа, ткани, пластмассы и другое.
Сварка трением
Основывается на использовании сильного давления. Соединяемые элементы крепко закрепляются. Один остается подвижным и при трении выполняет нагрев до состояния пластичности. Прочность шва формируется за счет разрушения окислов, жировых пленок, способных мешать уровню прочности получаемого шва.
Электрошлаковая
Кромки деталей плавятся за счет нагрева шлака от расплавленного под воздействием электроэнергии флюса, который предварительно насыпается между свариваемыми элементами. Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.
Данный тип сварки востребован в промышленности для соединения крупногабаритных деталей с толстыми стенками (40-500 мм): роторные и турбинные валы, опоры, паровые котлы и т.д. Экономическая выгода от такого метода сварки тем выше, чем больше площадь свариваемой поверхности.
Важность технологических свойств
Техничность обеспечивают:
- защищённость металлического компонента в сварочном шве;
- бесперебойность процессов;
- механизация сварочного процесса.
Основные виды сварки бывают:
- воздушными;
- вакуумными;
- защитно-газовыми;
- под флюсными;
- по флюсными;
- пенными;
- комбинарно — защитными.
В зависимости от характера заменяемости. Какие же виды сварки способны нам помочь? Заменять защитный газ возможно активными газами (углекислым, азотным, водородным, водяным паром и смесью активных газов) — mig, инертными газами (аргонным, гелийным и их смесью) – mag и совокупностью активных и инертных газов.
Расплавленность металлического объекта делят на струйные и контролируемо-атмосферные. Струйные способствуют защитной реакции расплавленного вещества на сварной дужке. Характеризуются односторонностью действий, поэтому так же и названы. Если защищённость от сварочной дужки с корнем шва, то двусторонностью с таким же названием.
Непрерывности характера операций. Включает виды сварки плавлением, состоящие в беспрерывности и прерывности.
В степени механизационной операции способствуют разделению на разновидность с ручным, механизированным (полуавтоматическим), автоматизированным и автоматическим. Из-за влияния на процесс газового вещества (инертного или активного) сварка бывает mig/mag видовой разновидности.
Плазменная
Плавит и соединяет кромки струя плазмы, которая генерируется в плазмотроне или между поверхностью заготовок и электродом. Метод отличается большой глубиной обработки деталей и высокой точностью сваривания. Она востребована для соединения как мелких и тонкостенных элементов электротехнических конструкций, так и крупных блоков для тяжелой промышленности. Плазма эффективно воздействует на все без исключения виды металлов.
Помимо рассмотренных к термическим видам сварки относится:
- лазерная;
- контактная стыковая с оплавлением;
- электролучевая;
- с закладными нагревателями.
Правильный выбор – основа успеха
Ознакомиться с изделиями и приобрести сварочное оборудование можно на официальном сайте компании. Здесь же можно оставить заявку на приобретение оборудования для газовой сварки. В отдельных разделах сайта представлены аппараты ручной дуговой сварки и аппараты для аргонодуговой сварки. Владельцев малых и средних предприятий, связанных с производством металлоизделий, заинтересуют сварочные полуавтоматы MIG/MAG.
Три основных разновидности
Имеются три разновидности или типа сварки. По методу получения энергии соединения ее делят на термическую, термомеханическую и механическую.
К термической сварке причисляют процессы с использованием электрической дуги, газа, плазмы и других источников теплового излучения. Именно благодаря ему происходит нагрев и сварка.
В термомеханических видах кроме тепловой энергии применяют давление для получения неразрывного соединения.
В механической теплоту получают за счет трения, давления, ультразвука или взрыва.
Виды сварочных работ многообразны и их классификация производится по разным критериям. Классификация идет по способу защиты сварочной ванны, по непрерывности процесса сварки, степени механизации, используемым газам. Кроме этого имеются технологические признаки, которые индивидуальны для каждого вида сварки.
Виды сварных соединений подробно описаны в ГОСТ (государственных стандартах). Кроме этого имеется большое количество ГОСТ описывающих виды сваривания, способы контроля сварных швов, меры безопасности при производстве сварочных работ.
Что входит в сварочные работы
Сварочный процесс – это формирование шва на металле при высоком нагреве. Шов образуется на межатомном уровне. Детали разогревают до температуры их плавления, а затем соединяют. Они становятся единым целым. Это самое надежное соединение.
Сварку проводят двумя основными способами: плавлением
и
давлением
. Для первой используют газовые, электродуговые, лучевые, лазерные, термические аппараты. Для второй нужны ультразвуковые и газопрессованные приборы. Наиболее распространена и востребована сварка плавлением.
Сварочные работы – это не только сам процесс сваривания деталей. Сюда входят также работы по сборке конструкций. Процесс должен соответствовать нормам качества. При проведении сварочных работ важно соблюдать и нормы техники безопасности.
После сваривания и сборки сварной конструкции её обрабатывают механически: шлифуют и окрашивают при необходимости.
Выпрямители
Сварочные выпрямители можно считать усовершенствованием аппаратов-трансформаторов. В сварочных швах, полученных при помощи выпрямителей, практически исключены те изъяны, что обусловлены применением переменного тока. Устройства, кроме понижающего трансформатора, имеют в конструкции диодный блок (выпрямитель), элементы регулирования, запуска и защиты. Переменный ток не только меняет напряжение, но и преобразуется в постоянный. Это даёт возможность получить ровную, устойчивую дугу. Соответственно, снижается разбрызгивание металла, шов получается более качественным. Работать можно любыми электродами.
Расширяется также сфера использования сварочника — можно соединять не только низколегированные «чёрные» стали, но и цветные металлы, нержавейку, чугун (применяя соответствующие электроды). Поскольку постоянный ток обладает полярностью, не следует об этом забывать — при подключении электродов этом параметр следует учесть. Некоторые сварочные работы целенаправленно выполняются на обратной полярности (сварка алюминия).
Многие производители сегодня снижают изготовление этого вида бытовых аппаратов. Если же говорить о профессиональном использовании, они до сих пор используются довольно широко. Недостатками можно считать большой вес, необходимость работы квалифицированного сварщика, серьёзную «просадку» напряжения в электросети в процессе сварки. Достоинства — невысокая цена, надёжность и неплохое качество шва.
классификация способов, какие бывают, краткая характеристика, сварочное оборудование, название
В статье Вы найдете 29 применяемых в настоящее время видов сварки. Мы подготовили для Вас подробное описание современных технологий, их подробное описание и область применения.
Содержание
- Основные группы
- Работы термического класса
- Электросварка электродугового типа
- Ручная дуговая ММА
- TIG (аргоновая сварка)
- Полуавтомат MAG (MIG)
- Что представляет сварка под флюсом
- Газоплазменная
- Электрошлаковый тип
- Термитная
- Литейный способ
- Использование лазера
- Электронно-лучевая (ЭЛС)
- Тлеющим разрядом
- Световая
- Индукционная
- Термомеханический класс
- Контактны тип
- Точечная
- Шовная
- Сварка оплавлением
- Диффузионная
- Газопресовая
- Кузнечная
- Индукционнопрессовая
- Дугопрессовая
- Шлакопрессовая
- Термитнопрессовая
- Печная
- Механический класс
- Сварка взрывом
- Холодная сварка
- Ультразвуковая сварка
- Сварка трением
- Магнитоимпульсная
Основные группы
В настоящий момент используется три основных варианта выполнения работ:
- механический;
- термический;
- термомеханический.
Введение электроники позволило повысить производительность и точность, автоматизировало процесс.
Работы термического класса
В таком варианте соединение обеспечивает тепловое воздействие. Высокие температуры оплавляют стыки. При охлаждении они кристаллизуются. Источником подачи тепла становится:
- газовая горелка;
- поток плазмы;
- электрическая дуга.
Узнавая, какие бывают сварки и технологии проведения соединений следует оценивать и квалификацию работников.
Электросварка электродугового типа
Является наиболее распространенным вариантом выполнения. Разогрев металла выполняется за счет взаимодействия анода и катода, с высвобождением энергии большой мощности. Плавление заготовки в такой ситуации происходит к образованию сварочной ванны.
Кристаллизация сплава также происходит в процессе остывания. По прочности полученное соединение аналогично свариваемым металлам. В таком варианте классификация различных видов сварки включает следующие типы.
Ручная дуговая ММА
При проведении используются представляющие собой металлический стержень с обмазкой штучные электроды. Выполняется под постоянным воздействие переменного или прямого тока. Преимуществом становится образование при плавлении расходников облака состоящее из смеси газов (по большей части из СО2), формирующего защиту от окисления свариваемого металла.
При обмазке используются разнообразные химические соединения. В сварочной ванне они способствуют формированию дополнительной защиты сварочного шва и поддерживают стабильное горение электрической дуги.
Аппараты способны работать в любом положении, в том числе в труднодоступных местах, сваривая любые металлы. Технология в равной мере доступна новичкам и профессионалам. Направления использования создание металлоконструкций, в частном предпринимательстве, на станциях технического обслуживания транспортных средств.
TIG (аргоновая сварка)
Используются вольфрамовые, графитовые, неплавящиеся, угольные электроды. В роли инертного газа применяется азот, аргон, гелий или их смесь. Сварной шов включает только металл заготовок и присадки.
Присадка, которой выступает металлическая полоса или пруток, по составу идентичные свариваемым металлам. Использование инертных газов требуется с целью защиты от атмосферного воздуха. Это обеспечивает стабильное горение электрической дуги и исключает окисление металла.
Полуавтомат MAG (MIG)
Применяется в качестве присадочного материала проволока, поступающая в рабочую зону через горелку. Параллельно подается активный или инертный газ, состав которого определяется в зависимости от выбранного материала работы. Выполнение возможно только при непрерывном контакте с электрическим током, образующим много брызг.
За счет этого шов теряет аккуратность, что компенсируется высокой производительностью. Расходный материал подается в автоматическом режиме. Выполняется сваривание широкого спектра материалов от марганца или чугуна до меди и алюминия. Соединяются разнотипные материалы.
Что представляет сварка под флюсом
Проводится с использованием специальных флюсовых порошков, обеспечивающие рабочую область выделяющимся в процессе плавления защитным газом. Флюс поддерживает сохранение расплавочной дуги и обеспечивает защиту расплава. Процесс полностью автоматизирован от подачи флюса до перемещения вдоль стыка. Среди направления использования создание:
- модулей спутников;
- башенных кранов;
- корпусов морских судов;
- иного оборудования где применяются протяженные швы и швы большой толщины.
Формируется шов повышенной прочности, необходимый для создания оборудования, выдерживающие сложные условия эксплуатации. Такие, как огромное давление и экстремальные температуры.
Газоплазменная
Сегодня виды сварки и конечно их краткая характеристика включает и этот все реже используемый вариант. Она состоит из образования по ходу сварочного шва все новых ванночек под воздействием горелки. Поддержание её горения обеспечивает подача в смеси с кислородом одного или нескольких горючих газов. Технология сложнее дуговой. Используется чаще всего опытными специалистами за счет универсальности и мобильности.
Сваривание обеспечивает высокая температура открытого пламени, образующаяся при горении кислорода с такими горючими газами, как ацетилен, водород, бутан, пропан и другие. Наиболее эффективным признается использование метилацетиленовая фракция. В зависимости от типа горючего газа температура составляет:
- 2927 с кислородом;
- 4500 при соединении кислорода и МАФ;
- ацетилендинитрилом 5000.
Используется открытое пламя, не зависящее от энергоснабжения. За счет этого широко применяется в «полевых» условиях. Остывание происходит постепенно, что удобно в работе с листовыми материалами.
Использование метода непригодно в промышленных условиях за счет отсутствия возможности автоматизации и низкого уровня производительности. Высокая сложность работы требуется приглашения профессионала. При рассмотрении виды сварки какие бывают и какой уровень квалификации, этот считается одним из наиболее сложных.
Электрошлаковый тип
Кромки деталей соединяются при нагреве под воздействием электроэнергии флюса. Она предварительно насыпается между соединяемыми элементами. Дополнительно применяется расплавленный пруток или проволока. Рекомендована при соединении деталей из чугуна или, реже, цветных металлов. Используется для соединения крупногабаритных деталей в промышленности. Эффективна со всеми видами металлов.
Термитная
Название вызвано использованием при нагреве металла термита. Требуется в «полевых» условиях, при отсутствии постоянного источника электроснабжения и газовых баллонов. Является простым для выполнения вариантом деятельности. Чаще всего используется при наплавке конструкций, а также соединения хрупких и чугунных сплавов в соответствии с требованиями ГОСТ Р 57181-2016. При соединении используются порошковые смеси, в процессе горения которых образуется большое количество энергии под воздействием которого металлы переходят в полужидкое состояние.
Литейный способ
Еще один тип работ, в наши дни применяемый все реже. Он заключается в заливке предварительно подготовленного места работы жидким перегретым металлом. Нагрев может производиться, например, в тигле. Процесс сходен с выполнением отливок. Место сварки требуется заформовывать, просушивать и прокаливать. При подогреве изделия в заформованный стык заливают перегретый расплавленный металл.
В современном производстве методика наиболее применима в работе с драгоценными благородными материалами. Проводится работа с изделиями из бронзы, посудой, украшениями. Именно так в древности выполнялись свинцовые трубы трубопроводов.
Использование лазера
Один из современных типов технологий. Энергетическим источником становится лазер, обеспечивающий особую прочность готовых изделий. Рекомендуется в работе с конструкциями сложной конфигурации. При соединении создается гладкий и эстетичный ровный шов, лишенный малейших искривлений. Применяется для соединения элементов из алюминия, серебра, нержавейки.
При плавлении и нагревании используется лазерный луч с монохромным потоком генерируемого лазером светового потока. Контроль потока обеспечивает фокусировка линз и отклонение призм. При работе применяются автоматические, полуавтоматические и роботизированные устройства. Плавление происходит размеренно и точно. Необходимость использования вакуума отсутствует.
Электронно-лучевая (ЭЛС)
Один из самых новых и современных способов соединения тугоплавких материалов. Метод разработан в середине ХХ века. Удобен с целью надежного соединения толстостенных и тонкостенных изделий, исключая или сводя до минимума возможность при нагреве деформироваться. Может применяться и при обработке керамики.
Главным способом использования становится готовность электронов переносить энергию. Потоки зараженных частиц образуются в условиях вакуума.
Тлеющим разрядом
Сварка тлеющим разрядом осуществляется путем взаимодействия диффузии за счет применения индукционного нагрева. За счет этого соединение происходит на атомарном уровне.
Световая
При проведении соединения используется мощный световой луч. В качестве источника его подачи используется угольная дуга, дуговые газозарядные лампы. Самым перспективными сегодня считаются дуговые ксеоновые лампы, баллоны которых наполнены ксеоном под давлением 4-10 ат (0,4-1 МН/м2). Давление при работе лампы дополнительно возрастает до 10-30 ат (1-3 МН/м2). При этом дуговой разряд сильно сжимается и образует высококонцентрированный источник лучистой энергии достигающий по температуре разряда 12 000 °С. Повышение плотности лучистого потока формируется за счет использования комбинированных полиэлипсоидных систем. Дуговые ксеоновые лампы обеспечивают фокусировку потока.
Индукционная
Сваривание обеспечивает нагрев под воздействием индукционного тока, формирующегося в сварочном аппарате под воздействием индукционного тока. Подобные инновационные виды отличаются повышенной точностью. Индукционная катушка возбуждается за счет использования тока высокой частоты.
Термомеханический класс
При выполнении такой работы используется сочетание термического и механического воздействия. Такие виды сварки включают:
- прессовую;
- контактную;
- диффузную;
- кузнечную.
Соединение осуществляется при помощи тепловой энергии. Стоит рассмотреть данные виды сварки и их характеристики.
Контактны тип
Точечная технология выполняемая с помощью использования электрического тока. Применяется как в бытовых, так и в производственных условиях. Сочетание сильного нагрева и давления формирует прочное соединение с ровной поверхностью. Особенно удобен для однотипных изделий и тонких деталей.
Точечная
Аппараты для точечной сварки часто используются даже в бытовых условиях. Популярна в работе с тонкими изделиями. Часто используется при изготовлении электротехнических приборов, листовой стали, имеющей толщину не более 2 мм.
Шовная
Контактная шовная роликовая сварка предполагает соединение деталей швом, состоящим из отдельных точек, выдерживающим повышенные нагрузки. Соединение для дополнительного увеличения прочности часто соединяются внахлест. При выполнении работ ток подводится к крутящимся дисковым электродам. По линии шва постоянно катятся ролики, обеспечивая плотное прижатие друг к другу элементов. Рекомендовано для работы с тонкими листами. Характеризуется высоким уровнем производительности.
Сварка оплавлением
Как правило высокотехнологичный способ соединения деталей. Относится к электротермодеформационным процессам, выполняемы в соответствии с ГОСТ 2601. Крепление выполняется при помощи глубокой пластической деформации с оплавлением торцов изделия и отличается повышенным уровнем надежности.
Диффузионная
Изотермический тип на атомарном уровне, смешиваются молекулы и атомы соединяемых элементов в защитной среде. Допустимые параметры давления 0,5Мпа. Используются разные источники нагрева:
- индукционный;
- электронно-лучевой нагрев;
- радиационный;
- тлеющим разрядом;
- нагрев проходящим током;
- в расплаве солей.
Свариваемые поверхности тщательно готовятся. Требуется вакуумированная рабочая камера.
Газопресовая
Используется редко. Первым шагом становится нагрев свариваемых поверхностей газокислородным пламенем. После нагрева они сдавливаются без использования присадочного материала. Нагрев выполняется пламенем многосопловых горелок. Отличается повышенной прочностью. Используется только в производственных условиях. Выполняется при нагреве газокислородным пламенем. Поле нагрева выполняется сдавливание. Формируется единый тонкое и прочное соединение частей в единое целое.
Кузнечная
Неразъемное соединение обеспечивает внешнее давление на разогретые детали и элементы. Является одним из наиболее старинных способов выполнения работы, формируя крепкое объединение частей в единое целое.
Индукционнопрессовая
Используется электромагнитная индукция заготовки. Она возникает в металле при внесении в электромагнитное поле, создаваемое индуктором (обмоткой), которая питается переменным током. Используется с 40-х годов ХХ века для соединения тонкостенных деталей.
Дугопрессовая
Используется для соединения узкой направленности. Например, шпильки к металлической пластине. Электродом становится сама деталь. Тепло подается с помощью электрической сварочной дуги.
Шлакопрессовая
Технология повышенной производительности. Тепло формируется в расплавленном шлаке при погружении в него электрического тока без использования дуги. Наиболее удобен при создании швов, идущих снизу вверх. При выполнении детали ставятся вертикально с сохранением небольшого зазора. Поверхности закрываются ползунами, оснащенными для проведения трубками с водой. Равномерное остывание поверхностей обеспечивает постоянно движение ползунов.
Термитнопрессовая
Для получения тепла используется жидкий теяло-шситель, оно образуется за счет использования алюминиевого порошка и металла. По достижению нагрева на уровне фактически плавления, детали сдавливаются.
Печная
Вариант, хорошо известный нашим предкам. При нагреве используются горны или печи. При достижения должного уровня накаливания, выполняется сжатие.
Механический класс
При использовании механического класса используется только механическая энергия и давления. К распространенным вариантам относится:
- взрыв;
- ультразвуковое воздействие;
- трение;
- холодный способ и другое.
Распространен во всех отраслях производства за счет простоты и доступности.
Сварка взрывом
Удобна при соединении разных металлов. Применяется и с целью плакирования. Подобная технология часто неизвестна даже профессионалам высокого уровня. При выполнении на поверхностях проводится направленный взрыв. В результате чего происходит сплавление.
Холодная сварка
Соединение проводится под сильным давлением без выполнения нагрева. Склеивание осуществляется за счет происходящей пластической деформации. Специальные подготовка и оборудование не требуется. Часто используется в сантехнических работах и автолюбителями.
Ультразвуковая сварка
При воздействии используются ультразвуковые колебания. Для сжатия достаточно несколько единиц ньютона. В равной мере используется в радиоэлектронике или при работе с толстостенными изделиями. Принцип работы определяется ГОСТ 2601, СЭВ 5277. Кроме металлов так могут соединяться такие материалы, как кожа, ткани, пластмассы и другое.
Сварка трением
Основывается на использовании сильного давления. Соединяемые элементы крепко закрепляются. Один остается подвижным и при трении выполняет нагрев до состояния пластичности. Прочность шва формируется за счет разрушения окислов, жировых пленок, способных мешать уровню прочности получаемого шва.
Магнитоимпульсная
Относится у ударным типам работ с использованием соударения. Применяется пересечение магнитных полей за счет силы электромеханического взаимодействиями вихревых потоков. При столкновении электрическая энергия преобразуется в механическую с помощью установки магнитно-импульсной сварки. Детали устанавливаются под углом внахлестку.
Виды сварки в строительстве и виды сварных соединений
Основным видом соединений металлических строительных конструкций является сварка. Она почти полностью заменила другие виды соединений при изготовлении конструкций и широко применяется как заводе, так и при монтаже на строительной площадке. Сварка упрощает конструктивную форму соединения, дает экономию металла, позволяет применять высокопроизводительные механизированные способы, что значительно уменьшает трудоемкость изготовления конструкций. Сварочные соединения обладают не только прочностью, но и водо- и газонепроницаемостью, что особенно важно для листовых конструкций.
Однако возникающие при сварке внутренние остаточные напряжения в соединении усложняют его работу и в ряде случаев при действии динамических нагрузок и низких температур способствуют хрупкому разрушению. Выполнение сварки часто бывает затруднено при монтаже конструкций и соединении нескольких листов в пакеты. Оба эти обстоятельства в ряде случаев затрудняют применение сварки и заставляют обратиться к традиционным болтовым видам соединений.
В строительстве применяется главным образом электродуговая сварка: ручная, автоматическая, полуавтоматическая, а также электрошлаковая. Реже применяется контактная и газовая сварка. Другие виды сварки при сборке и монтаже строительных конструкций пока не получили распространения.
1. Ручная электродуговая сваркауниверсальна и широко распространена, так как может выполняться в любом пространственном положении. Она часто применяется при монтаже в труднодоступных местах, где механизированные способы сварки не могут быть причинены. Меньшая глубина проплавления основного металла и меньшая производительность ручной сварки из-за пониженной силы применяемого тока, а также меньшая стабильность ручного процесса по сравнению с автоматической сваркой под флюсом являются недостатками ручной сварки.
Электроды, применяющиеся для ручной сварки, подразделены на несколько типов по значению временного сопротивления металла шва.
2. Автоматическая и полуавтоматическая сварка под флюсом осуществляется автоматом с подачей сварочной проволоки d=2-5 мм без покрытия. Дуга возбуждается под слоем флюса, флюс расплавляется, легирует расплавленный металл содержащимися в нем примесями и надежно защищает его от соприкосновения с воздухом. Металл получается чистым с ничтожными количествами вредных примесей — кислорода, азота и др. Благодаря хорошей теплозащите расплавленный металл под слоем флюса остывает медленно, хорошо освобождается от пузырьков газов и шлака и отличается значительной плотностью и чистотой. Большая сила тока (600-1200 А и более), применяющаяся при автоматической сварке, и хорошая теплозащита шва обеспечивают глубокое проплавление свариваемых элементов и большую скорость сварки. Таким образом, хорошее качество швов и высокая производительность являются большими достоинствами автоматической сварки под флюсом, и ее применение желательно во всех соединениях, где это возможно.
К недостаткам относится затруднительность выполнения этой сварки в вертикальном и потолочном положении и в стесненных условиях, что ограничивает ее применение на монтаже.
Для коротких швов с успехом применяется полуавтоматическая сварка шланговым полуавтоматом. Процесс сварки ведется голой проволокой d > 3 мм под флюсом в нижнем положении или порошковой проволокой, свернутой в трубочку стальной лентой, внутри которой запрессован флюс, в любом положении. Сварка порошковой проволокой должна найти себе широкое применение при монтаже конструкций.
3. Электрошлаковая сварка представляет собой разновидность сварки плавлением; этот тип сварки удобен для вертикальных стыковых швов металла толщиной от 20 мм и более. Процесс сварки ведется голой электродной проволокой под слоем расплавленного шлака, сварочная ванна защищена с боков медными формирующими шов ползунами, охлаждаемыми проточной водой. Качество шва, выполняемого этим способом, получается очень высоким.
4. Сварка в среде углекислого газа ведется голой электродной проволокой d =1,4-2 мм на постоянном токе обратной полярности. Углекислый газ при высокой температуре активно взаимодействует со сталью, окисляя ее, что компенсируется повышенным содержанием раскислителей в электродной проволоке. Сварка в среде углекислого газа, не требуя приспособлений для удержания флюса, может выполняться в любом пространственном положении. Она обеспечивает получение высококачественных сварных соединений из различных металлов при высокой производительности труда (на 15-20 % выше, чем при полуавтоматической сварке под флюсом).
Поможем написать любую работу на аналогичную тему
Реферат
Виды сварки в строительстве и виды сварных соединений
От 250 руб
Контрольная работа
Виды сварки в строительстве и виды сварных соединений
От 250 руб
Курсовая работа
Виды сварки в строительстве и виды сварных соединений
От 700 руб
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимость
Какие бывают виды сварки?
Какие существуют виды сварки?
Со времен Древнего Египта люди сваривали неблагородный металл одним способом, формой или формой. Сварка не получает того признания, которого она заслуживает, но немногие навыки, созданные людьми, оказали такое большое влияние на повседневную жизнь среднего человека.
Вот основные методы сварки, как они использовались или используются. Продолжайте читать, чтобы узнать, как определить типы сварочных процессов, которые вам нужны для любых проектов, над которыми вы работаете.
Чтобы получить расценки на сварочные услуги, свяжитесь с Glenn Metalcraft сегодня.
Влияние сварки
Куда ни глянь, различные формы сварки влияют на нашу жизнь. Ваш автомобиль, мебель, бытовая техника и даже некоторая электроника имеют ту или иную форму сварки (отличную от пайки). С первых дней кузнечной сварки и до сегодняшних самых компьютеризированных, полуавтоматических и сложных методов сварки сварка помогла нам связывать металл, чтобы создавать вещи, которые действительно улучшают нашу жизнь.
Кузнечная сварка
Кузнечная сварка была самой ранней формой сварки. Это началось с Древнего Египта и породило кузнечное дело. Он включает в себя нагревание двух металлов до расплавленного состояния, а затем их растирание в единый металлический предмет.
Сварка пайкой
Этот вид сварки также уходит своими корнями в далекое прошлое. Сварка пайкой была обнаружена в археологических раскопках по всему миру. Он использовался для склеивания бронзы, серебра, золота и стали. Этот тип сварки все еще используется сегодня, в основном при работе с более мягкими металлами, которые плавятся при более низких температурах.
Дуговая сварка
Дуговая сварка является наиболее распространенным видом сварки и была разработана в Англии и Франции в начале 1800-х годов. Он использует электрический импульс, чтобы расплавить металл при чрезвычайно высоких температурах и провести его через соединение с помощью дуги, чтобы заполнить дугу невероятно прочной связью.
Дуговая сварка получила известность во время Первой мировой войны и со временем стала основным методом соединения в современном производстве. Во время войны (и последующих войн) это был жизненно важный инструмент для быстрого ремонта кораблей, чтобы они могли вернуться в бой или быть оснащены новым оборудованием.
Дуговая сварка улучшилась с точки зрения оборудования, безопасности, стоимости и качества сварки и теперь используется в нескольких различных формах для различных целей. Некоторые из наиболее распространенных методов сварки описаны ниже.
Металл Дуговая сварка металлическим электродом в среде инертного газа (MIG)
Сварка MIG исключительно проста, но дает высококачественные сварные швы, и поэтому она является любимой для многих новых сварщиков. Процесс сварки происходит путем подачи присадочного металла на основе электрода в ту часть сварного шва, которая образует дугу, в то время как газ выбрасывается, чтобы защитить его от внешних элементов.
Обычно не используется для сварки металлов снаружи из-за необходимости использования газовой защиты. Тем не менее, его можно использовать для различных толщин, что делает его незаменимым для простых сварных швов. Проволока служит электродом и плавится, когда дуга проходит от кончика проволоки к основному металлу. Это действие создает ванну, которая затвердевает в сварной шов.
Процесс дуги контролируется сварщиком, что позволяет ему работать в своем собственном темпе. После завершения сварка MIG получается гладкой, плотной и очень линейной.
Сварка электродуговой сваркой электродуговой сваркой в среде защитного металла (SMAW)
Сварка электродом наиболее часто используется для несложных проектов, поскольку она проста в освоении, недорога и проста в совершенствовании. Недостатком сварки электродами является то, что она сильно разбрызгивается, в зависимости от навыков сварщика. Брызги делают последующую очистку почти неизбежной.
Создается дуга от стержня к основному металлу, а стержень служит присадочным металлом. Дуга будет генерировать тепло и поток, покрывать стержень, испаряться и защищать металл от окисления. Его можно использовать на открытом воздухе и в неблагоприятных погодных условиях, включая дождь, лед, снег и ветер. Кроме того, электродуговая сварка работает на ржавых, грязных и окрашенных поверхностях.
Еще одним преимуществом этого метода сварки является то, что существует множество типов электродов, и их легко заменить. Эта гибкость делает электродуговую сварку очень универсальной и позволяет работать с большинством металлов, включая нержавеющую сталь. Поскольку в процессе будет выделяться тепло, это не идеальный метод сварки тонких металлов.
TIG – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Этот тип сварки использует вольфрамовый электрод и не требует присадочного металла, что означает, что вы можете соединять два металла напрямую. Для этого типа сварки необходим защитный газ, который защищает сварной шов от внешних элементов. Разбрызгивания нет, соединение невероятно точное.
Дуговая сварка флюсовой проволокой (FCAW)
FCAW использует проволоку в качестве электрода, который имеет ядро из флюса, создающего газовую защиту вокруг сварного шва. FCAW лучше всего подходит для более толстых и тяжелых металлов, что делает его предпочтительным для ремонта тяжелого оборудования и компонентов с большими металлическими швами, таких как баржи. Процесс FCAW является чистым, не требует внешнего газа и доступен по цене.
Плазменная дуговая сварка
Меньшая дуга помогает создать высокоточный сварной шов при плазменной дуговой сварке. В этом методе также используется горелка другого типа, которая нагревается намного сильнее, чем традиционная горелка. Горелка настолько горячая, что даже основные металлы могут плавиться, что позволяет проводить плазменную сварку без присадочного металла.
Плазменно-дуговая сварка создает глубокий провар в относительно узких каналах сварки. Плазменно-дуговая сварка позволяет получать привлекательные сварные швы исключительной прочности. Его также можно выполнять на очень высоких скоростях, что делает его идеальным для некоторых видов производства.
Другие виды сварки
Несмотря на то, что методы сварки, описанные выше, являются наиболее популярными, также часто используются несколько других видов сварки. Каждый из этих методов используется в смешанных ситуациях, обычно в той или иной форме производства. Вот некоторые из них:
- Лазерная сварка
- Электронно-лучевая сварка
- Электрошлаковая сварка
- Сварка атомным водородом
Какие существуют виды сварки: Заключительные мысли
(GMAW), используются, потому что они просты, требуют небольшого специализированного оборудования, недороги, а полученный сварной шов превосходен и выглядит великолепно. Они наиболее популярны, потому что любой, от новичка до эксперта, может выполнять их с минимальными затратами времени на обучение.
Для получения дополнительной информации о сварке свяжитесь с Glenn Metalcraft.
Знакомство с прядением металлов
Glenn Metalcraft 25 ноября 2020 г.
Прядение металлов, иногда называемое формованием вращением, существует уже много столетий, и его можно проследить до гробницы египетского фараона. Увлекательно, но что
Подробнее »
Введение в роботизированную сварку
Glenn Metalcraft 1 декабря 2020 г.
Производство играет огромную роль в нашей повседневной жизни. От стульев, на которых мы сидим, до автомобилей, на которых мы ездим, роботизированная сварка коснулась многих из этих предметов.
Подробнее »
Виды сварки — Руководство для начинающих
Лучшие сварочные проекты для начинающих
Пожалуйста, включите JavaScript
Лучшие сварочные проекты для начинающих
Итак, вы хотите узнать о различных видах сварки, но не знаете, с чего начать ?
Из этой статьи вы узнаете:
- Краткая история сварки
- Хороший способ узнать о различных видах сварки
- Подробный обзор каждого вида сварки
- Некоторые хорошие сварочные аппараты, представленные сегодня на рынке
- Основные и дополнительные инструменты для сварщика
- Безопасность при сварке
К концу этой статьи вы, возможно, не станете опытным сварщиком, но у вас определенно будут базовые навыки работы сварки и различных видов сварки, которые возможны. Возможно, вы даже почувствуете себя более комфортно в производственном цехе!
Давайте действительно поговорим о сварке! Знаете ли вы, что сварка уходит своими корнями в бронзовый век? Древние люди обнаружили, что если вы используете тепло и давление, вы можете сплавить два соединения внахлестку (два куска металла, которые разделены пополам на конце — создавая соединение, которое ложится друг на друга) для изготовления таких предметов, как коробки. Со временем было открыто кузнечное дело. Возможно, вы помните классическую картину человека в магазине у огня и наковальни, отбивающей раскаленный металл. Эти кузнецы производили много полезных инструментов для ферм и деревень.
Затем, в 1800-х годах, лаборанты открыли, как использовать тепло дуги для соединения свинцовых пластин. Патенты на сварку были выданы во Франции, а затем и в Великобритании.
Сварка в том виде, в каком мы ее знаем сегодня, была открыта в 1890 году в Детройте. К.Л. Коффин обнаружил, что расплавленный металл может проходить по дуге и помещаться в соединение, чтобы сварить два куска материала вместе.
Изобретение защитного газа
Только в 19В 20-х годах начались исследования и испытания с использованием защитных газов. Защитные газы важны, потому что без них может получиться слабый сварной шов или много брызг. Брызги создают визуально неприятный сварной шов, который может потребовать дополнительной работы для зачистки.
Затем, в 1940-х годах, в результате исследований таких людей, как Х. М. Хобарт и П. К. Деверс, и их экспериментов с различными газами была открыта сварка ВИГ (GTAW), а затем MIG (GMAW).
Наконец, в конце 1950-х годов была открыта сварка под флюсом.
Теперь, когда у нас есть краткая история видов сварки, давайте углубимся в современную сварку.
Modern Welding Photo by Rob Lambert on UnsplashСуществует 5 основных типов сварки, которые мы здесь обсудим: )
Это ни в коем случае не исчерпывающий список – все еще существуют такие процессы, как EBW или электронно-лучевая сварка, сварка трением и лазерная сварка, но мы мы собираемся обсудить только наиболее распространенные методы, используемые на фабриках, в магазинах и домах по всему миру.
С чего начать
Есть много хороших способов научиться сварке, и нет неправильного порядка обучения сварке. Но в этой статье мы собираемся показать конкретный способ их изучения в следующем порядке: сварка электродом, кислородная сварка, сварка под флюсом, сварка MIG и сварка TIG. У каждого из них будут свои плюсы и минусы, которые мы обсудим и поможем вам найти лучший метод для вас.
Самое замечательное в сварке то, что каждый процесс имеет свои сильные и слабые стороны. Как сварщик, вы должны выбрать правильный процесс для своего проекта. Некоторые примеры основ сварки подходят для более тяжелых проектов. Сварка стержнями некрасива, но обычно намного прочнее, чем сварка MIG. MIG хорош для более тонких металлов, но проникновение может быть не таким хорошим, как палочка. TIG отлично подходит для художественных и коммерческих применений, где необходимы прочный сварной шов и косметический вид. Сварка с флюсовым сердечником отлично подходит для любителей, домашних мастеров и на заводах.
Итак, первое, что нужно решить: какой тип сварки вы хотите использовать?
Если вы хотите изучить все виды сварки, следуйте приведенному здесь порядку. Если вы просто случайный сварщик, вы также найдете процесс, который подходит именно вам, и вы сможете сразу же начать его изучать.
Итак, теперь, когда вы знакомы с историей сварки, различными типами сварочных процессов и вашими представлениями о типе сварки, которым вы хотите заниматься, давайте обсудим каждый процесс более подробно.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) Этот процесс, который обычно называют электродуговой сваркой, очень прост в освоении. При сварке электродами получаются прочные сплошные сварные швы, при этом не требуется внешний источник газа, как при сварке MIG или TIG. При сварке стержнем используется электрический ток для создания дуги между электродом (или стержнем — металлическим стержнем, который будет нагреваться электрической дугой и перемещаться) и основным металлом. Электрод нагревается и плавится, а биты переносятся на нагретый основной металл, создавая сварочную ванну, которая соединяет два металла вместе.
Экранирование
В этом процессе газ не требуется, так как электричество преобразуется в тепло в электроде. Когда электрод расплавляет покрытие (флюс) на стержне, создается газ (защитный газ), который защищает сварной шов от атмосферы и создает прочный сварной шов. Незащищенные сварные швы могут быть пористыми и, следовательно, слабыми. Пористый шов — это шов, который во время затвердевания поглотил кислород или другие газы из атмосферы. По мере того как сварной шов затвердевает, газ, который был захвачен и поглощен, стремится выйти – и поэтому обычно так и происходит, создавая микроотверстие в сварном шве. Но во многих случаях пористый сварной шов не может быть идентифицирован без передовых методов.
Кроме того, различные стержни или электроды могут быть выбраны в зависимости от типа и толщины соединяемого металла. Хороший выбор можно найти в любом сварочном магазине.
После укладки шва шлак (также образованный флюсовым покрытием на электроде) поднимается к верхней части шва и должен быть сколот отбойным молотком. Проволочную щетку можно использовать для окончательной очистки сварного шва, чтобы вы могли хорошо его рассмотреть и убедиться, что со сварным швом нет проблем. (Видимая пористость, слабое проплавление или растрескивание) Иногда вокруг сварного шва образуются избыточные брызги, которые необходимо очистить шлифовальной машиной.
Зачем палочная сварка?
Вся эта информация может показаться слишком большой, однако есть причины, по которым сварка электродом является одной из старейших современных форм сварки – она работает! Сильные сварные швы могут быть созданы очень легко. По мере повышения вашего уровня навыков вы сможете выполнять более сложные сварочные работы, такие как сварка труб и сварка под сложными углами. Но как только вы познакомитесь со сваркой электродом, вы обнаружите, что она является основой тяжелого строительства (здания и офисные башни) и ремонта тяжелого оборудования в полевых условиях, такого как поезда, грузовики и землеройно-шахтное оборудование.
Сварка электродом, в отличие от кислородной сварки или сварки TIG, требует только одной руки для управления электродом и укладки сварного шва. Кроме того, при сварке электродом нет необходимости подготавливать основной металл и очищать его, как при сварке MIG или TIG.
Ацетиленовая сварка (OFW) Фото Четана Менарии на UnsplashВторой тип сварки, который мы обсудим, это ацетиленовая сварка. Этот тип сварки использует два резервуара, один для источника топлива, а другой для кислорода. Топливо и кислород смешиваются и сосредотачиваются на заготовке, чтобы создать металлическую ванну (и можно добавить больше присадочного металла), чтобы создать сварной шов, который соединит работу вместе.
Два газа смешиваются в рукоятке горелки и образуют пламя, которое сварщик держит и помещает на место сварки. Ацетилен горит при высокой температуре, от 3200 до 5300 градусов по Фаренгейту — в зависимости от того, как смешано топливо. Одной из основных проблем является то, что ацетилен может быть дорогим, поэтому при выполнении крупных производственных работ, например, на заводах, стоимость быстро увеличивается.
Факел — это место, где пламя контролируется сварщиком. Различные наконечники могут быть выбраны, чтобы повлиять на размер и форму пламени. Пламя можно разделить на три части или зоны пламени: кончик синей выдры, внутренний кончик (или перо) и внутреннее ядро. Затем пламя регулируется количеством кислорода, добавляемого в смесь, и, как правило, выбор правильного пламени зависит от типа металла, который вы свариваете.
Бассейн — это ключ
Металлический «бассейн» или расплавленный металл создается на вашей заготовке и должен перемещаться вдоль соединения. Бассейн будет двигаться к точке, которая является самой горячей. Таким образом, вы всегда двигаете горелку немного впереди металлической ванны, и создается сварной шов. Теперь, в зависимости от размера, прочности и расположения создаваемого сварного шва, вам может понадобиться добавить присадочный стержень. Присадочный стержень — это кусок металла, который вы погружаете в ванну с металлом, добавляя материал к заготовке, тем самым создавая прочный сварной шов. Для этого потребуются две руки: одна для горелки, а другая для добавления присадочного металла.
После некоторой практики это станет второй натурой. При кислородной сварке вы также можете нагревать металл, чтобы согнуть его и придать ему форму, в отличие от сварки MIG, TIG или флюсовой сварки. Кроме того, с помощью кислородной сварки вы также можете паять металл, когда присадочный металл плавится при температуре ниже, чем основной металл, и создается сварной шов.
Кислородно-кислородная сварка используется во многих областях, но она используется для соединения всех типов металлов, толстых и тонких, потому что у вас есть такой контроль над настройками пламени. Он широко используется в строительной отрасли, особенно при капитальном ремонте и монтаже трубопроводов.
Сварка под флюсом (FCAW) Сварка под флюсом (FCAW) начала завоевывать популярность на рынке примерно в 1960-х годах. Для этого вида сварки газ не нужен. Используемая проволока содержит внутри экранирующий элемент, поэтому при нагревании электрод выделяет защитный газ. Это гарантирует, что сварной шов будет прочным и защищенным от окружающей среды. Помните ущерб, создаваемый при образовании пористости?
Сварка FCAW используется на заводах и нравится многим сварщикам-любителям. На производственных предприятиях, таких как автомобили, это минимизирует время простоя, связанное с заменой баков, и стоимость газа. Многие машины с флюсовыми сердечниками на рынке отлично подходят для мягкой стали толщиной менее 1/4, что подходит для большинства домашних проектов. Мы расскажем о некоторых отличных проектах для начинающих в другой статье.
Сварка под флюсом аналогична сварке MIG тем, что у вас есть горелка (или пистолет) и спусковой механизм. Как только ваша заготовка установлена, вы в основном наводите и стреляете, чтобы наложить сварной шов. Пистолет контролирует подачу проволоки к сварному шву, а скорость подачи проволоки зависит от размера и толщины сварного шва, который вы хотите создать. Здесь пригодится обучение скорости и контролю при кислородной сварке.
Преимущества сварки FCAW
Самым большим преимуществом сварки под флюсом является то, что ее можно использовать для различных типов металлов, которые не являются слишком толстыми. Кроме того, строгая очистка или подготовка металлов (всегда рекомендуется для прочного незагрязненного сварного шва) не являются необходимыми. Кроме того, поскольку защитный газ создается проволокой при нагревании, вам не нужно беспокоиться о том, что защитный газ улетучится, как при сварке MIG или TIG.
Это делает сварку с флюсовым сердечником идеальной для использования на стройплощадке, которая может находиться в удаленном месте, а металлы могут быть пыльными и грязными. Сварочные аппараты с флюсовой проволокой обычно используются на фермах и промышленных предприятиях, где оборудование может выйти из строя в труднодоступных местах.
Еще одним преимуществом сварки под флюсом является то, что многие из сварочных аппаратов под флюсом могут быть легко преобразованы в полноценные сварочные аппараты MIG. Просто добавив регулятор, бак (со смесью CO2/аргон) и присадочную проволоку, вы получите готовый к работе аппарат MIG.
Сварка МИГ (GMAW) обычно используется на заводах, производственных линиях, в металлообрабатывающих цехах и даже сварщиками-любителями. Сварка по своему устройству очень похожа на сварку под флюсом. Там есть сам сварочный аппарат, бензобак, пистолет, который питает вашу проволоку и ваш заземляющий зажим. Когда вы подготавливаете заготовку, вы настраиваете пистолет и нажимаете на спусковой крючок. Ваш сварной шов наложен на заготовку и здесь важна скорость руки,
При сварке MIG прочный сварной шов создается после очистки и подготовки металла. Если присутствуют загрязнения, такие как пыль, масло, прокатная окалина или ржавчина, они могут попасть в сварной шов и загрязнить его. Таким образом, вызывая слабый сварной шов.
Одна из причин, по которой MIG-сварка присутствует на заводах, заключается в том, что свариваемый металл контролируется. Его можно подготовить заранее, очистить и затем отправить на линию для сварки.
Нажмите здесь, чтобы просмотреть видеоролик Miller Electric о методах сварки MIG.
Сварка MIG предпочтительнее на заводах и производственных линиях, поскольку высококачественные сварные швы могут быть получены быстро и многократно с минимальной очисткой от шлака, в отличие от сварки под флюсом или сварки электродом.
Photo by boostinjay on Unsplash Сварка ВИГ (GTAW)Теперь сварка ВИГ или GTAW очень универсальна. Его можно использовать на всех типах стали, алюминии, латуни, меди и большинстве цветных металлов. Многие считают, что TIG труднее всего освоить, потому что он требует от оператора наиболее развитого уровня навыков.
Почему это сложнее
Сварка ВИГ отличается от сварки МИГ и дуговой сварки несколькими особенностями. Наиболее заметная разница заключается в том, как вы держите горелку и используете педаль для регулирования нагрева. Сварка TIG начинается с небольшой горелки, которую держат между указательным и средним пальцами. Так же, как человек держит карандаш. Вы выбираете нужные настройки, а затем поджигаете свой факел до основного металла и формируете лужу расплавленного металла.
Как и при кислородной сварке, вы хотите вытянуть эту ванну вперед вдоль стыка и добавить присадочный металл. Ваша педаль контролирует количество тепла, выделяемого при прикосновении, и степень проникновения, которую вы можете достичь. Сварка TIG является отличным выбором для многих применений, поскольку сварные швы получаются прочными и однородными при правильном выполнении. Вольфрамовый наконечник не является расходуемым, как при сварке MIG, когда проволока становится присадочным металлом.
При сварке TIG вы будете использовать левую руку (если вы правша) для подачи присадочного металла к заготовке. Помимо подачи присадочного металла, оператор должен координировать управление педалью с управлением горелкой. В сварке TIG определенно много движущихся частей. Следовательно, вы можете понять, почему мы оставили его напоследок в этой статье. Если вы знакомы с основами сварки электродом, контролем сварочной ванны при кислородной сварке, управлением скоростью и подачей при сварке МИГ, у вас определенно будут навыки для сварки ТИГ.
До сих пор мы рассмотрели различные типы сварки, их возможности и плюсы и минусы каждого из них. Давайте обсудим некоторые аппараты, представленные на рынке сегодня.
Аппараты для сварки флюсом / MIG Как мы уже говорили, есть много хороших сварочных аппаратов под флюсом, которые мастера-любители и случайные сварщики используют в течение многих лет. Преимущество сварочных аппаратов Flux MIG заключается в том, что при желании их можно переоборудовать на газ. Сварка под флюсом отлично подходит для случайных сварщиков, потому что вам не нужно беспокоиться о настройке газа, а флюс будет обрабатывать более легкую сталь, используемую в большинстве домашних проектов.
Популярным сварочным аппаратом MIG/Flux является Lincoln Electric Pro MIG 180.
Комбинация MIG/TIG/STICKЭто действительно отличная установка, поскольку в одном аппарате можно использовать три типа сварочных аппаратов. Теперь это немного дороже, чем начинать с простого сварочного аппарата для надгробной сварки. Но если вы серьезно относитесь к сварке, это идеальная установка. У вас будет установка MIG для быстрой обработки металлов средней и легкой толщины.
У вас будет установка рукояти для более тяжелых металлов и тех, которые требуют прочных сварных швов, таких как ремонт тяжелого оборудования и структурные работы. Кроме того, вы сможете выполнять великолепно выглядящие сварные швы с помощью установки TIG — идея для косметических сварных швов для использования на приборах или произведениях искусства.
Принадлежности для сварки При сварке вам обязательно понадобятся припасы. Стержни называются расходными материалами, потому что присадочный металл израсходован в процессе сварки. Для сварки MIG вашими расходными материалами будут флюсовая проволока или стальная проволока.
Вы также захотите убедиться, что в ваших баллонах достаточно газа для сварочного проекта, и ваш LWS (местный поставщик сварочных материалов) сможет справиться с этим. В следующем разделе поговорим о шлифовальных камнях, подушечках и отделочных материалах.
Защитное снаряжениеНесколько слов о безопасности: все виды сварки по своей природе опасны. Все, к чему прикасается сварщик, может сжечь, порезать или убить вас. Это утверждение не предназначено для того, чтобы отпугнуть вас от сварки. Сварка — это действительно приятный процесс, и чувство гордости, которое вы испытываете, когда завершаете свой собственный проект, приносит огромное удовлетворение. При безопасном выполнении сварка ничем не отличается от вождения автомобиля.
Основное снаряжение, которое должен иметь каждый сварщик, это капюшон, куртка и хороший комплект перчаток.
Капюшон центральный для сварщика. Сварка излучает концентрированный ультрафиолетовый свет, который может повредить ваши глаза. Вам нужен капюшон, который затемняется при сварке, чтобы вы могли защитить глаза от ультрафиолетового излучения. Он также защищает ваше лицо от искр и расплавленного металла. Капюшон также должен быть удобным во время сварки. Читайте обзор 10 лучших сварочных масок для начинающих здесь.
Хорошая куртка будет удобной в носке и защитит руки, шею и грудь от сварочных искр. Сварщика всегда можно узнать по дыркам на его одежде! Хорошая куртка поможет вам сосредоточиться на сварке, а не на укусе сварочных искр.
Наконец, перчатки необходимы. Необходимо защищать от искр и тепла, выделяемых при сварке любого типа. Хороший набор тяжелых перчаток для сварки MIG и дуговой сварки можно найти здесь.
Для сварки TIG более легкий комплект кожаных перчаток поможет вам контролировать горелку. Они также защитят от расплавленного металла, хороший набор для рассмотрения.
Когда вы начинаете сварку любого типа, необходимы некоторые основные полезные инструменты. Много раз вам захочется создать небольшой проект с нуля. Это будет означать резку металлической заготовки по размеру. Затем вам нужно будет скрепить детали, прежде чем приваривать их на месте. После того, как вы сварите его вместе, вы захотите очистить или снять сварные швы, чтобы вы могли осмотреть их и подготовить деталь к отделке.
Сварщику необходим хороший набор зажимов, чтобы вы могли скреплять соединения и детали вашего проекта перед сваркой прихватками. Струбцины также полезны в полевых условиях, так как вы можете скреплять сломанные детали для ремонта.
Электроинструменты
Удаление сварного шва невозможно без хорошей угловой шлифовальной машины. Они очень доступны по цене для такой хорошей модели, как Dewalt. Лучшей моделью будет аккумуляторная угловая шлифовальная машина. С ним вы можете маневрировать в ограниченном пространстве без ограничения шнура. Хороший набор шлифовальных камней и набор шлифовальных кругов творят чудеса (для начала подойдет зернистость от 36 до 100) и помогут вам легко снимать сварные швы.
Кроме того, некоторые другие необходимые инструменты: пара ножниц для проволоки для сварки MIG и отбойный молоток для сварки стержнем и флюсом. Ножницы MIG помогают обрезать проволоку, чтобы получить чистый конец после сварки. Это важно, потому что после сварки на проволоке образуется небольшой валик. И если его не отрезать, он может прыгнуть на ваш следующий сварной шов и приземлиться на вашу заготовку, которую нужно будет очистить позже, или, что еще хуже, приземлиться на вас! Наконец, я не хочу, чтобы вы забыли хорошую измерительную ленту и немного мыльного камня, чтобы вы могли отметить свой металл, где вам нужно резать, сверлить или работать.
Усовершенствованные инструменты Итак, предметы, которые я хочу упомянуть, но не обязательные для начинающего сварщика, такие как хорошая ленточная пила, сварочная тележка, ленточная шлифовальная машина, сварочный стол и несколько мощных магнитов.
Сварочная тележка необходима в мастерской, чтобы вы могли перемещать свои резервуары и сварочный аппарат по объектам, которые вы производите. Было бы трудно перемещать что-либо вручную и неэффективно. Хороший сварочный стол действительно на вес золота. Хороший стол будет иметь регулировки, чтобы его можно было выровнять. Кроме того, он будет иметь твердую поверхность и хорошую кромку по краю, чтобы вы могли закрепить свои С-образные зажимы и удерживать свою работу. Хорошая полка для хранения под вашим столом поможет хранить прокладки и небольшой кусочек металла, которые пригодятся во время проекта или для будущих проектов.
Ленточная пила поможет вам быстро и легко распилить заготовку до нужного размера. Хорошие модели имеют автоматический упор, поэтому вам не нужно измерять размер каждого куска металла. Вы просто измеряете длину обрезки, перемещаете регулируемый упор, чтобы отобразить правильную длину, а затем протягиваете материал до упора. Он эффективен и с ним приятно работать.
У каждого типа сварки есть свои преимущества и недостатки, как мы обсуждали в этой статье. Понимая каждый процесс сварки, вы лучше понимаете, какой тип лучше всего подходит для изучения. Как и любое хорошее ремесло, сварка требует времени и терпения для освоения. Выделяя немного времени каждый день, вы сможете освоить каждый вид сварки за короткое время. Либо дома, либо в сварочной школе.
Читать далее
- Какой метод сварки и металл лучше всего подходит для начинающих художников?
- Как размагнитить металл перед сваркой?
- Как выбрать размер чашки для сварки TIG?
- Что такое сварка электрозаклепкой?
- Сварка прихватками
Три основных типа сварки
Сварка, процесс соединения металлов с использованием тепла и электричества, требуется во всех видах производства и строительства. Будь то гоночный автомобиль, небоскреб, самолет или металлическая мебель для патио, сварщик необходим для пайки металлических компонентов.
Всегда пользующиеся большим спросом сварщики получают конкурентоспособную заработную плату и гарантии занятости. Это также вариант карьеры, на который стоит обратить внимание большему количеству женщин, поскольку многие сварные швы требуют дотошности маленьких рук. Вот три основных типа сварки и их применение.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Из всех видов сварки дуговая сварка металлическим электродом в среде защитного газа (также называемая дуговой сваркой) является наиболее распространенной. Часто называемая просто дуговой сваркой, это самая старая и наиболее экономичная форма. «Дуга» — это интенсивный конус тепла, в котором металлы плавятся и соединяются.
Для этого процесса электрод или «стержень» покрывают металлическим покрытием, которое плавится и образует газовую защиту при воздействии тепла. Когда электричество проходит через наконечник электрода с покрытием и касается основного металла, зажигается дуга.
В этот момент металлический электрод плавится в сварочной ванне и становится частью сварного шва, когда металл затвердевает. В ходе этого процесса образуется шлак, стеклообразный побочный продукт, который необходимо отщеплять.
Сварка электродом лучше всего подходит для более толстых металлов, таких как нержавеющая сталь, высоколегированная сталь, низколегированная сталь, чугун из углеродистой стали и ковкий чугун.
Он используется в производстве конструкционной стали, судостроении, ремонте сельскохозяйственного оборудования, сварке труб, строительстве электростанций и любых сварочных работах с использованием металла толщиной 1/16 дюйма или более. Это не лучший выбор для тонколистового металла.
MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
При сварке в среде инертного газа используется катушка с проволокой из сплошной стали, которая подается через контактный наконечник горелки MIG. Иногда ее называют полуавтоматической сваркой, потому что сварочная проволока, электричество и защитный газ подаются через «пистолет» MIG, одновременно создавая сварной шов и защищая его от воздуха.
Сварочный аппарат MIG непрерывно заполняет свариваемый шов, и нет необходимости менять электроды между сварками. Он использует комбинацию инертных газов; Аргон, углекислый газ и гелий.
Четыре компонента сварки MIG:
- Источник питания обеспечивает электричество для выработки тепла.
- Система подачи проволоки подает проволоку с катушки к сварному соединению.
- Рукоятка с триггером управляет механизмом подачи проволоки.
- Защитный газ защищает сварной шов от воздуха.
Основным назначением сварки MIG является обработка листового металла и высокопроизводительное производство. Его можно использовать на алюминии, низкоуглеродистой стали и нержавеющей стали.
Предпочтителен для сварки внутри помещений, где сквозняки не будут смещать газовую защиту, но также может использоваться в полевых условиях с ветрозащитными экранами. Применяется для ремонта автомобилей, металлических ограждений, рельсов, тракторов.
TIG – Дуговая сварка вольфрамовым электродом (GTAW)
При сварке вольфрамовым электродом в среде инертного газа для сварки используется газ аргон. Это один из самых сложных процессов сварки для изучения, но он также очень универсален, когда речь идет о различных типах металлов.
Сварка TIG, требующая использования двух рук, выполняется путем удерживания горелки TIG одной рукой и добавления присадочного металла в свариваемое соединение другой рукой.
Медленный процесс, при правильном выполнении получается высококачественный сварной шов. Сварка TIG используется для критических сварных соединений, где необходимы небольшие точные сварные швы, а также для сварки металлов, отличных от обычной стали.
Поскольку он не выделяет токсичных паров или дыма, он идеально подходит для сварки в ограниченном пространстве. В сварке TIG используется вольфрам, очень твердый и слегка радиоактивный хрупкий металл.
Из него делают электрод, создающий дугу, способную поддерживать температуру до 11 000 градусов по Фаренгейту. Когда два куска металла начинают плавиться в дуге, сварщик заполняет стык вручную, погружая сварочную проволоку в дугу.
Затем создается цельный кусок металла. Сварка TIG используется производителями автомобилей для изготовления крыльев, а также при строительстве космических кораблей и самолетов. Художникам нравится использовать сварку TIG для скульптуры из-за ее превосходного качества.
Другие виды сварки
Благодаря новым инновациям стали популярными другие виды сварки. Ниже перечислены несколько различных типов сварки.
- Дуговая сварка порошковой проволокой. Подобно сварке MIG, дуговая сварка с флюсовой проволокой использует флюсовый сердечник на электроде. Это защищает сварной шов от воздуха, что позволяет выполнять сварку на открытом воздухе.
- Роботизированная дуговая сварка. Благодаря возросшему спросу на производительность и качество, роботизированная сварка стала более популярной и доступной. Как следует из названия, сварка выполняется автоматически машиной. Для настройки оборудования нужен человек.
Все виды сварки связаны с высоким напряжением, которое может быть опасным, если не принять надлежащих мер предосторожности. Надлежащие сварочные материалы должны включать в себя огнеупорные кожаные сварочные перчатки, защитную огнестойкую одежду и обувь, сварочную шапочку, лицевой щиток и надлежащие защитные очки.
Подготовка к карьере сварщика
Пришло время взять свою жизнь под контроль. Если вас интересует сварка как профессия, запишитесь на программу обучения, которая может дать вам образование и подготовку, необходимые для открытия дверей.
Южный институт карьеры предлагает 7-месячную программу по сварке, которая подготовит вас к работе в области дуговой сварки защищенным металлом (сварка стержнем), дуговой сварки металлическим электродом в среде защитного газа (GMAW/MIG), дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW/TIG), и дуговая сварка порошковой проволокой (FCAW).
По окончании учебы вы будете готовы работать сварщиком TIG, MIG или комбинированной сваркой, рабочим листового металла, трубомонтажником или изготовителем. Вы можете сразу начать накапливать часы практического опыта, необходимые для прохождения сертификации.
Посетите наш веб-сайт или позвоните нам сегодня по номеру по телефону 1.888.SCI.TEXAS . Позвольте нашей опытной команде приемных комиссий провести вас через процесс, чтобы начать воплощать свои мечты в реальность.
Источники
https://www.bls.gov/ooh/production/welders-cutters-solderers-and-brazers.htm#tab-6
https://www.gowelding.org/
https ://www.sciencedirect.com/topics/materials-science/shielded-metal-arc-welding
https://www.twi-global.com/technical-knowledge/job-knowledge/robotic-arc-welding-135
Отказ от ответственности в блоге: Информация, представленная в этом блоге, предназначена только для общих информационных целей. SCITexas.edu не предполагает и не гарантирует возможности получения дохода или ожидаемую заработную плату на основе программ, предлагаемых Southern Careers Institute. Информация о карьере и программах, указанная в этом блоге, не гарантирует, что программы и особенности предлагаются в Southern Careers Institute.
Виды сварки, используемые в сосудах под давлением
Сосуды под давлением существуют с самого начала промышленной революции. Их можно использовать для хранения большего объема продуктов, чем это было бы возможно при нормальном атмосферном давлении, а поскольку повышение давления снижает температуру кипения, сосуды под давлением также можно использовать для обработки — приготовления — продуктов быстрее или с меньшими затратами энергии, чем было бы возможно иначе. Они используются в пищевой, фармацевтической и химической промышленности, а также в ядерной энергетике как для выработки электроэнергии, так и для хранения жидкостей и газов.
При таком разнообразии областей применения типы используемых сосудов под давлением и типы сварки, используемые в сосудах под давлением, невероятно разнообразны. Основная общность сосудов под давлением заключается в том, что они хранят большое количество потенциальной энергии. Недостаток или слабое место в сосуде может привести к выходу из строя сосуда и одновременному высвобождению всей его энергии при взрыве. Поэтому важно, чтобы сварные швы сосудов под давлением были надежными и не имели дефектов. Тип сварки, используемый для создания сосуда под давлением, будет определяться назначением этого сосуда под давлением.
При сварке сосудов под давлением основное внимание уделяется удержанию содержимого под давлением. Существует давняя история плохо построенных или плохо обслуживаемых сосудов под давлением, в которых происходит потеря герметичности и, как следствие, взрыв.
Взрывы сосудов высокого давления обычно считаются проблемой раннего индустриального периода, но они все еще происходят регулярно. Наряду с другими катастрофами в 2020 году произошел взрыв на заводе по производству бумаги, а также взрыв со смертельным исходом во время испытаний аппарата для приготовления гуакамоле под высоким давлением. Эти инциденты четко подчеркивают важность качественной сварки.
Судя по упомянутым выше несчастным случаям, производитель гуакамоле, вероятно, был построен в соответствии с более строгими требованиями. Он был спроектирован и построен таким образом, чтобы еда внутри не содержала промышленных загрязнителей, а также выдерживала давление. Это ограничило бы процессы сварки, которые можно было бы использовать, теми процессами, окончательные сварные швы которых могут соответствовать санитарным требованиям для пищевых продуктов. Биофармацевтическая промышленность и полупроводниковая промышленность имеют схожие требования к чистоте, которые ограничивают типы сварки, используемые в сосудах под давлением, предназначенных для этих отраслей.
Типы сварки, используемые в сосудах под давлением Сосуды под давлением почти всегда имеют сферическую или цилиндрическую форму, так как эта форма не имеет углов, которые могли бы образовать точки напряжения в конструкции. Чтобы содержать продукты высокого давления, сосуды под давлением почти всегда изготавливаются из металла толщиной 3 миллиметра (около ⅛ дюйма) или более.
Края пластин, используемых для изготовления сосуда под давлением, обычно обрабатываются для создания угловой фаски, которая позволяет корневому проходу сварного шва полностью проникать через соединение. Когда две составные пластины расположены рядом, они образуют глубокую V-образную или U-образную канавку. Как только корневой проход соединит две пластины, последующие проходы заполнят эту канавку металлом, в результате чего получится гладкое непрерывное пространство из однородного или почти однородного металла. Это во многом тот же процесс сварки, который используется при сварке труб большого диаметра и при сварке узких разделок. Знакомство с этими двумя типами сварки может дать сварщикам и руководителям сварочных работ хорошее представление о том, как сваривать сосуды под давлением.
Следующие типы сварки используются для сварки соединений сосудов под давлением:
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW): В этом процессе сварки используется расходуемый электрод с флюсовым покрытием. Это часто считается формой дуговой сварки по умолчанию. Он очень портативный, а оборудование недорогое и широкодоступное. Однако это требует высокой квалификации, а качество получаемых сварных швов зависит от квалификации сварщика.
- Дуговая сварка с флюсовой сердцевиной (FCAW): В этом методе используется расходуемый проволочный электрод с сердечником из флюса. Он похож на SMAW по формированию сварного шва, но из-за непрерывной подачи проволоки требует меньше навыков для работы.
- Дуговая сварка металлическим газом (GMAW): GMAW включает сварку с использованием непрерывного электрода с подачей проволоки и инертного защитного газа. Это один из самых простых сварочных процессов, который делает сварные швы более чистыми, чем SMAW или FCAW. Однако известно, что он страдает от непредсказуемых ошибок слияния, которые не возникают в описанных выше процессах.
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW): В этом методе используется вольфрамовый электрод и инертный защитный газ. Он производит очень чистые сварные швы с отличным плавлением и проплавлением, но это медленный процесс, и его трудно освоить. Это затрудняет заполнение объема, необходимого для выполнения сварки сосуда под давлением.
- Дуговая сварка под флюсом (SAW): При SAW сварка погружается во флюс для защиты от кислорода и других газов в атмосфере. Это чистый процесс сварки с высокой скоростью наплавки; однако это не портативный, готовый к работе процесс.
Из типов сварки, используемых в сосудах под давлением, один, выбранный для конкретного проекта, должен соответствовать потребностям продукта, который сосуд высокого давления будет хранить или производить, и давлению, при котором продукт будет поддерживаться. В нефтяной промышленности сосуды под давлением поддерживаются при относительно низком давлении, и хотя коррозия может быть проблемой, санитарные соображения — нет. В результате часто используются более быстрые и целесообразные процессы, такие как SMAW и FCAW.
В проектах с более высокими техническими характеристиками и более высоким давлением чаще используются процессы сварки, дающие более стабильные результаты, такие как GMAW или SMAW. В отраслях, где и давление, и санитария являются серьезной проблемой, корневой шов, который будет соприкасаться с продуктом, скорее всего, будет сварен с использованием GTAW, поскольку он обеспечивает гораздо более чистый и гладкий шов, чем любой другой тип сварки. Однако, учитывая объем сварки, который требуется для сосуда под давлением, это может занять довольно много времени, если делать это вручную. Механизированные процессы сварки, такие как орбитальная сварка, могут помочь увеличить скорость сварки GTAW, используемой в сосудах под давлением.
Использование орбитальной сварки для сварки сосудов под давлением Орбитальная сварка была разработана в связи с необходимостью создания высококачественных сварных швов на гидравлических и авиационных трубах для аэрокосмических проектов. Цилиндрическая природа этих сварных швов представляла собой проблему для ручных сварщиков, а изменения давления при изменении высоты самолета приводили к утечкам. Орбитальная GTAW успешно произвела высококачественные сварные швы, которые сохраняли целостность при таких интенсивных изменениях давления. С тех пор он используется для создания одинаково качественных сварных швов в технологических трубопроводах и сосудах под давлением в нефтяной, биофармацевтической, полупроводниковой и других отраслях промышленности.
Орбитальная сварка — это лишь один из многих видов сварки, используемых в сосудах под давлением, но, безусловно, это лучший выбор для сварки сосудов под давлением с высокими требованиями к чистоте и прочности. Биофармацевтическая и полупроводниковая промышленность представляют два примера приложений, которые могут выиграть от согласованности и гигиены орбитальной сварки. Поскольку требования к производству продукции становятся все более жесткими, а государственные и регулирующие органы становятся все менее терпимыми к авариям, значение орбитальной сварки GTAW в строительстве сосудов высокого давления будет только расти.
Arc Machines, Inc. предлагает первоклассные сварочные головки, источники питания и аксессуары для вашего орбитального проекта сосуда высокого давления GTAW. По вопросам, касающимся продуктов, обращайтесь по адресу [email protected]. По вопросам обслуживания обращайтесь по адресу [email protected]. Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами по телефону , чтобы договориться о встрече.
Что такое сварка? — Определение | Виды сварки
Что такое сварка?
Сварка — это производственный процесс, в котором используется тепло, давление или и то, и другое для сплавления двух или более деталей вместе с образованием соединения по мере охлаждения деталей. Сварка обычно используется с металлами и термопластами, но также может использоваться с деревом. Готовое сварное соединение можно назвать сваркой.
Некоторые материалы требуют использования специальных процессов и методов. Некоторые из них считаются «несвариваемыми». Этот термин обычно не встречается в словарях, но полезен и описателен в технике.
Соединяемая деталь называется основным материалом. Материалы, которые добавляются для образования соединения, называются наполнителями или расходными материалами. По форме этих материалов их можно назвать подложками или трубками, порошковыми проволоками, плавящимися электродами (для дуговой сварки) и др.
Расходные материалы обычно выбирают близкими по составу к основному металлу, поэтому они образуют однородный шов, но бывают случаи, например, при сварке хрупкого чугуна, где используются присадки самого разного состава и поэтому свойства сильно различаются. Эти сварные швы называются разнородными сварными швами.
Готовое сварное соединение иногда называют сваркой.
Определение сварки
Сварка – это производственный процесс, при котором две или более деталей сплавляются друг с другом посредством тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Сварка осуществляется путем соединения двух материалов без клея. В отличие от пайки и пайки, при которых используются клеи с низкой температурой плавления, сварка соединяет две детали напрямую.
Большая часть сварки, которая производится сегодня, делится на одну из двух категорий: дуговая сварка и сварка горелкой.
Дуговая сварка использует электрическую дугу для расплавления рабочего материала и присадочного металла (иногда называемого сварочным стержнем) до сварных соединений. Дуговая сварка предполагает подключение заземляющего провода к сварочному материалу или другим металлическим поверхностям.
Другая проволока, называемая выводом электрода, помещается в свариваемый материал. Электрическая дуга возникает, когда провод удаляется от материала. Это немного похоже на искру, которую вы получаете, когда снимаете соединительный кабель с автомобильного аккумулятора. Дуга расплавляет заготовку вместе с присадочным материалом, который помогает соединить детали вместе.
Заполнение сварного шва присадкой требует твердой руки и внимания к деталям. По мере плавления стержня сварщик должен непрерывно подавать присадку в соединение небольшими равномерными возвратно-поступательными движениями. Именно эти движения придают шву уникальный вид. Перемещение дуги слишком быстро или слишком медленно, слишком близко или слишком далеко от материала может привести к плохому сварному шву.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW или дуговая сварка), дуговая сварка металлическим электродом в среде защитного газа (более известная как сварка металлическим электродом в среде инертного газа или MIG) и дуговая сварка вольфрамовым электродом (часто называемая TIG или сварка вольфрамовым электродом в среде инертного газа) являются примерами дуговой сварки. сварка.
Каждый из этих трех распространенных методов имеет свои сильные и слабые стороны. Например, дуговая сварка дешева и проста в освоении. Кроме того, он медленнее и менее гибок, чем другие методы. И наоборот, сварка TIG сложна в освоении и требует сложных сварочных установок. Тем не менее, сварка TIG обеспечивает высокое качество сварных швов и позволяет сваривать материалы, которые иначе невозможно.
Газовая сварка представляет собой еще один распространенный метод сварки. В этом процессе обычно используется кислородно-ацетиленовая горелка для расплавления заготовки и сварочного стержня. Сварщик управляет горелкой и стержнем одновременно, что дает вам более точный контроль над сваркой. Сварка горелкой стала менее распространенной в промышленности, но по-прежнему часто используется для ремонтных работ, а также в скульптурах.
Типы сварки
Существует четыре основных типа сварки. MIG – дуговая сварка металлическим электродом в среде защитного газа (GMAW), TIG – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), электродуговая сварка металлическим электродом (SMAW) и дуговая сварка с флюсовой проволокой (FCAW). Здесь мы углубимся в каждый тип сварки.
1. СВАРКА МИГ или GMAW
Сварка МИГ является одним из наиболее распространенных видов сварки, которую должны освоить новички. Сварка MIG используется в автомобильной промышленности для ремонта выхлопных газов автомобилей и строительства домов и зданий. Дуговая сварка, в которой используется непрерывная проволока, называемая электродом. Он также использует защитный газ, который проходит через сварочный пистолет и защищает его от загрязнения.
Сварка МИГ на самом деле представляет собой два разных типа сварки. В первом используется неизолированный провод, а во втором — флюсовые сердечники. Неизолированная проволока MIG может использоваться для соединения тонких металлических полос. Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, так как не требуется расходомер или источник газа. Сварка MIG обычно используется сварщиками-любителями и мастерами-любителями, у которых нет денег на дорогостоящее оборудование.
2. СВАРКА ВИГ ИЛИ GTAW
Как и сварка ВИГ, сварка ВИГ использует дугу, но это также одна из самых сложных для освоения технологий сварки. Вольфрамовые электроды используются при сварке TIG. Вольфрам является одним из самых твердых металлических материалов. Он не плавится и не горит.
Сварка ВИГ может выполняться с помощью процесса, называемого плавлением, с присадочным металлом или без него. TIG также использует внешний источник газа, такой как аргон или гелий.
Для сварки TIG требуются обе руки. Держите горелку TIG одной рукой, а другой направляйте стержень. Эта горелка производит тепло и дугу, которая используется для сварки наиболее распространенных металлов, включая алюминий, сталь, сплавы никеля, сплавы меди, кобальт и титан.
Сварочный аппарат TIG можно использовать для сварки стали, нержавеющей стали, хромомолибдена, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота. TIG — полезный процесс сварки рам велосипедов, газонокосилок, дверных ручек, крыльев и т. д.
В аэрокосмической и автомобильной промышленности, как и в других отраслях промышленности, используется сварка TIG. Это также отличный тип сварки для Айовы, так как фермерам очень удобно сваривать рамы вагонов, крылья и другое жизненно важное оборудование.
3. СВАРКА ЗАЖИМОМ ИЛИ ПЛАВКА
Хотите принести домой сварку? Основным преимуществом сварки электродами является ее мобильность. Сварка стержнем применяется при строительстве, техническом обслуживании и ремонте подводных трубопроводов и промышленном производстве. В этом типе сварки используется дуговая сварка защитным металлом, более известная как сварка электродом.
Сварка стержнем, которую также называют дуговой сваркой, выполняется по старинке. Сварке стержнем немного сложнее научиться, чем сварке MIG, но если вы хотите попробовать ее дома, оборудование для сварки стержнем можно приобрести за небольшую часть стоимости. Стержневые сварочные электроды используются для сварки электродами.
Используйте защищенные расходные материалы электроды или стержни. Палка размягчается и соединяет металл, нагревая его электрической дугой между металлическим электродом с покрытием и заготовкой из основного металла. Когда палочка плавится, защитное покрытие также плавится, защищая зону сварки от кислорода и других газов в воздухе.
4. ДУГОВАЯ СВАРКА ПОРОШКОВОЙ ПРОБКОЙ (FCAW)
Этот тип сварки подобен сварке MIG. На самом деле сварочные аппараты MIG часто в два раза дороже, чем сварочные аппараты FCAW. Как и при сварке MIG, проволока, которая действует как электрод и присадочный металл, продевается через стержень. Здесь все начинает меняться. В FCAW проволока имеет флюсовый сердечник, который образует газовую защиту вокруг сварного шва. Это устраняет необходимость во внешнем источнике газа.
FCAW — это тип высокотемпературной сварки, поэтому он подходит для более толстых и тяжелых металлов. По этой причине его часто используют для ремонта тяжелой техники. Это эффективный процесс с небольшими отходами. Это экономично, потому что не нужен внешний газ. Однако остается немного шлака, который необходимо немного очистить, чтобы получить хороший сварной шов.
5. ПЛАЗМЕННО-ДУГОВАЯ СВАРКА
Плазменно-дуговая сварка — это точный метод, обычно используемый в аэрокосмической промышленности для металлов толщиной до 0,015 дюйма. Примерами таких применений являются лопатки двигателей и воздушные уплотнения. Плазменно-дуговая сварка технически очень похожа на сварку TIG, но она имеет встроенный электрод и использует ионизированный газ в дуге для выработки тепла.
Типичная комбинация газов: аргон в качестве плазмообразующего газа и аргон и 2-5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазмообразующего газа, но высокая температура гелия снижает силу тока сопла.
Хотите узнать больше о плазменной сварке? Прочтите эту статью.
6. ЛАЗЕРНАЯ СВАРКА
Этот тип сварки можно использовать для металлов или термопластов. Как следует из названия, лазер используется в качестве источника тепла для создания сварного шва. Работает с углеродистой сталью, нержавеющей сталью, сталью HSLA, титаном и алюминием. Он широко используется в производственных отраслях, таких как автомобильная промышленность, поскольку его можно легко автоматизировать с помощью робототехники.
7. ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
Тип сварки, при котором высокоскоростной электронный луч использует кинетическую энергию для выработки тепла для соединения двух материалов. Это очень жесткий метод сварки, который выполняется механически и в основном в вакууме.
8. ГАЗОВАЯ СВАРКА
Газовая сварка используется редко и в основном заменена сваркой TIG. Газовые сварщики требуют кислорода и ацетилена и очень портативны. Иногда их используют для сварки деталей выхлопной системы автомобиля.
9. АТОМНО-ВОДОРОДНАЯ СВАРКА
Атомно-водородная сварка представляет собой разновидность сверхвысокотемпературной сварки, ранее известную как атомно-дуговая сварка. В этом типе сварки два вольфрамовых электрода защищены газообразным водородом. Он может достигать температур выше, чем ацетиленовая горелка, и может выполняться с присадочным металлом или без него. Это старая форма сварки, которая в последние годы была заменена сваркой MIG.
10. ЭЛЕКТРОСЛАГ
Это современный процесс сварки, используемый для вертикального соединения тонких краев двух металлических листов. Сварка выполняется между кромками двух панелей, а не снаружи стыка.
Медная электродная проволока проходит через расходуемую металлическую направляющую трубку, которая действует как наполнитель. При подаче электрического тока создается дуга, которая начинает сварку в нижней части шва и медленно движется вверх, создавая сварной шов вместо шва по мере его продвижения. Это автоматизированный процесс и выполняется машинами.
Типы сварных швов
1. Угловой сварной шов
Угловой сварной шов относится к процессу соединения двух металлических частей вертикально или под углом. Эти сварные швы обычно называются тройниковыми соединениями, двумя металлическими частями, перпендикулярными друг другу, или соединениями внахлестку, двумя металлическими частями, которые накладываются друг на друга и свариваются по краям.
Сварной шов имеет треугольную форму и в зависимости от квалификации сварщика может быть вогнутым, плоским или выпуклым. Сварщики используют угловые сварные швы при соединении фланцев с трубами и секциями приварки подконструкции, а также когда болты недостаточно прочны и легко изнашиваются.
Угловой сварной шов соединяет две поверхности перпендикулярно и образует между ними почти прямой угол. Этот вид сварки можно разделить на следующие подгруппы:
- Полное заполнение углов. Для сплошных угловых швов размер шва равен толщине соединяемых тонкостенных деталей.
- Ступенчатый прерывистый угловой шов. Неясный чередующийся ребристый сварной шов характеризуется образованием двух смещенных чередующихся линий сварного шва по обе стороны от стыка.
- Цепная попеременно-угловая сварка. Прерванные угловые швы образуют цепочку из двух линий прерывистых угловых швов примерно напротив друг друга по обе стороны от Т-образного стыка.
Универсальность и низкая стоимость угловых швов делают их одним из наиболее широко используемых соединений в сварочной промышленности. Типичные области применения включают:
- Соединительные фланцы с трубами
- Соединения раскосов
- Срезные выступы
- Накладки
- Основания колонн
- Швы и швы
2. Сварные швы
Сварные швы с разделкой кромок определяются как отверстие между двумя элементами соединения, которое обеспечивает пространство для вставки металла. После угловых швов швы с разделкой кромок являются наиболее широко используемыми сварными швами. Вторым по распространенности методом сварки является сварка разделкой.
Сварка пазов представляет собой установку гайки в паз между двумя соединяемыми деталями. Тип используемого сварного шва определяет способ подготовки швов, стыков или поверхностей.
Сварка по канавке позволяет соединять детали на одной плите, помещая сварной шов в канавку между деталями. Основные типы сварных швов с разделкой кромок:
- Сварной шов с разделкой кромок
- Сварной шов с разделкой кромок
- Сварной шов с разделкой кромок с одинарной кромкой
- Сварка с разделкой под квадрат
Процесс сварки разделкой с разделкой обычно медленный и трудный по сравнению с другими формами сварки и обычно требует специальных фасок на одной или обеих сторонах для соединения.
Тем не менее, он обеспечивает прочный сварной шов, который легко контролировать и обеспечивает превосходный контроль деформации. Общие области применения сварки разделочной кромкой включают:
- Моментные соединения
- Соединения колонн
- Соединения полой конструкционной стали (HSS)
к сплошной поверхности для получения желаемых свойств или размеров.
Наплавка — это процесс сварки, используемый для нанесения твердого износостойкого металлического слоя на поверхность или кромку изношенных деталей. Один из самых экономичных способов увеличения и поддержания ресурса строительных машин, инструментов и оборудования.
Наплавочный шов состоит из одного или нескольких стрингеров или плетеных валиков. Обработка поверхности, также называемая наплавкой или износом, часто используется для ремонта изношенных валов, шестерен или режущих кромок.
Наиболее распространенные типы наплавки включают:
- Дуговая сварка флюсом (FCAW) наплавка
- Плавление в печи
- Газовая дуговая сварка металлом (GMAW) наплавка
- Газовая дуговая сварка вольфрамовым электродом (GTAW) -ацетиленовая поверхностная сварка
- Плазменно-дуговая наплавка
- Наплавка дуговой сваркой под флюсом (SAW)
- Наплавка дуговой сваркой под флюсом (SMAW)
Поверхностная сварка обычно используется для добавления износостойкого металлического слоя к объекту для укрепления его поверхности или восстановления изношенных участков . В этом случае сварка производится с использованием металла с более высокой износостойкостью, чем основной материал.
Эта технология является одним из наиболее экономичных способов защиты и продления срока службы оборудования и инструментов, используемых в агрессивных и подверженных износу условиях. Поверхностная сварка также может использоваться в сочетании со стыковыми соединениями для улучшения качества конечного шва.
4. Сварка штекерным соединением
Сварка штекерным соединением, также называемая сваркой розеткой, представляет собой соединение двух металлов сварным швом, который помещается в небольшое круглое отверстие. Этот процесс обычно включает наложение двух металлов внахлест, при этом верхний металл имеет отверстие для наплавки.
Сварка электрозаклепками является альтернативой точечной сварке, используемой производителями автомобилей, у которых нет доступа к аппарату для точечной сварки. Обычно используется при ремонте автомобилей своими руками для замены точечной сварки на фланцах панелей, которые изначально были приварены точечной сваркой.
Сварка пробкой, если она выполнена правильно, прочнее оригинальной точечной сварки. Производители раллийных автомобилей часто используют этот метод, и он приемлем в тестах MOT в Великобритании в качестве альтернативы точечной сварке, используемой для ремонта старых автомобилей.
Другие области применения:
- Сварка стержней внутри трубы
- Соединение металлов разной толщины
- Производство и ремонт автомобильных кузовов
удлиненное отверстие. Отверстие может быть открыто с одного конца и частично или полностью заполнено сварочным материалом.
Это сварной шов, который соединяет щелевое отверстие в одном элементе соединения внахлестку или тройника с поверхностью другого элемента, выходящего через отверстие. Это отверстие может быть открытым с одной стороны и может быть частично или полностью заполнено металлом шва.
Щелевой шов соединяет одну поверхность с другой через щелевое отверстие. Различие между электродной и щелевой сваркой заключается в том, что форма электродных сварных швов определяется диаметром, а форма щелевых сварных швов определяется диаметром и длиной.
В зависимости от спецификации детали отверстие может быть открытым с одной стороны или отверстие может быть частично или полностью заполнено сварочным материалом.
Сварные швы с прорезями полезны, когда конструкция детали требует перекрытия двух поверхностей. Особые области применения щелевой сварки:
- Передача усилия сдвига в соединениях внахлестку
- Предотвращение коробления в местах соединения внахлестку
6. Сварка оплавлением
Сварка оплавлением представляет собой метод контактной сварки, не требующий присадочного металла. В процессе сварки оплавлением электрический ток подается для создания сопротивления между двумя соединяемыми поверхностями. Когда две поверхности соприкасаются с небольшим контактом, протекает электрический ток, и материал плавится.
Расплавленный материал выбрасывается из соединения в виде брызг расплавленных частиц, создавая уникальное промывочное действие. Оксиды и другие загрязнения удаляются с поверхности раздела и образуют термически размягченную область на краю двух поверхностей.
После того, как материал достаточно расплавится, прикладывается сила, чтобы соединить поверхности вместе. Это облегчает создание стыковых швов без расплавленного материала на стыке.
Процесс сварки оплавлением является быстрым, экономичным и позволяет сплавлять разнородные металлы с разными температурами плавления. Часто используется сварка оплавлением:
- Соединение секций магистральных рельсов в железнодорожном строительстве
- Соединение толстых заготовок, таких как цепи или трубы
- Соединение металлических листов, стержней и стержней
разнородных материалов в соединении с помощью электрического тока и давления. Сварка швов возможна благодаря контактному сопротивлению, создаваемому между двумя металлами. При прохождении тока между металлами в небольших зазорах выделяется тепло.
Этот процесс в основном используется для металлов, поскольку они легко проводят электричество и могут выдерживать относительно высокое давление. При прохождении тока между металлами в небольших зазорах выделяется тепло. Электроды поддерживают и контролируют поток электричества.
Этот тип сварки может быть создан двумя способами:
- Сварка контактным швом. Сварка контактным швом представляет собой адаптацию точечной сварки, в которой вместо неподвижного стержня на сварочном электроде используется мотор-колесо. Общие области применения включают обработку листового металла и производство автомобильных деталей, таких как топливные баки, радиаторы и стальные барабаны.
- Сварка швов трением. При сварке фрикционным швом вместо электрода для выделения тепла используется трение. Это позволяет поверхностям сливаться в твердую фазу, исключая тем самым возникновение взаимной диффузии. Сварка швом трением часто предпочтительнее для материалов, которые по своей природе трудно сваривать с использованием обычных методов дуговой сварки.
К преимуществам шовной сварки относятся:
- Обеспечивает прочный и долговечный шов
- Относительно простота выполнения
- Идеально подходит для изготовления сосудов, непроницаемых для жидкости и газа.
8. Точечная сварка
Точечная сварка (также называемая контактной точечной сваркой) представляет собой процесс контактной сварки. Этот процесс сварки в основном используется для сварки двух или более металлических листов путем приложения давления и тепла от электрического тока к области сварки.
Это делается путем размещения электрода из медного сплава на поверхности листа, где применяется давление и ток, и выделяется тепло при протекании тока через стойкий материал, такой как низкоуглеродистая сталь.
Точечная сварка относительно проста и недорога, что делает ее популярным выбором сварки в нескольких основных отраслях промышленности, включая:
- Автомобильная промышленность
- Авиакосмическая промышленность
- Строительство
- Электроника
- Сборка металлической мебели 9039 Железная дорога Сварка
- Высококачественные сварные швы с меньшим количеством дефектов плавления
- Совместимость с широким спектром стандартных и трудносвариваемых материалов
- Простое сварочное оборудование контролировать, эксплуатировать и обслуживать
- Сварные соединения прочны и могут быть прочнее основного металла.
- Может сваривать различные материалы.
- Сварку можно выполнять где угодно и не требуется большого расстояния.
- Элегантный внешний вид и простота дизайна.
- Их можно сделать любой формы, любого направления.
- Может быть автоматическим.
- Обеспечивает идеально жесткое соединение.
- Простое добавление и модификация существующих конструкций.
- Возможна деформация элементов при сварке из-за неравномерного нагрева и охлаждения.
- Это неразъемные соединения, поэтому для их разделения необходимо разрезать сварные швы.
- Высокие начальные инвестиции.
- Изготовление листового металла.
- Автомобильная и аэрокосмическая промышленность.
- Соединение черных и цветных металлов.
- Соединение тонких металлов.
Сварка внахлест (UW)/контактная стыковая сварка представляет собой метод сварки, при котором происходит коалесценция одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, полученного от сопротивления электрическому току через область, где эти поверхности находятся в контакте. контакт.
Подайте давление перед началом нагрева и поддерживайте давление во время нагрева. Оборудование, используемое для сварки под флюсом, очень похоже на оборудование для сварки оплавлением. Доступно только в том случае, если свариваемые детали имеют одинаковое поперечное сечение.
Соседние поверхности должны быть тщательно подготовлены для обеспечения надлежащего обогрева. Отличие сварки оплавлением в том, что детали зажимаются сварочным аппаратом и к ним прикладывается усилие для плотного соединения.
Ток большой силы тока проходит через переход и нагревает поверхность перехода. Когда они нагреваются до надлежащей температуры ковки, прикладывается возмущающая сила, и ток прерывается. Сращение происходит из-за высокой температуры и давления работы на суставных поверхностях. После охлаждения мощность отключается, и сварка завершается.
Рекламные объявления
Процесс сварки проникновением имеет несколько явных преимуществ, в том числе:
Преимущества сварки
Недостатки сварки
Применение сварки
Сварка обычно используется в сосудах под давлением, мостах, зданиях, самолетах и космических кораблях, железнодорожном и судостроении, автомобильной, электротехнической, электронной и оборонной промышленности, трубопроводах и железных дорогах, а также атомных электростанциях. Монтаж.
Часто задаваемые вопросы.
Что такое сварка?
Сварка — это производственный процесс, при котором две или более деталей сплавляются друг с другом с помощью тепла, давления или того и другого, образуя соединение по мере охлаждения деталей . Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Как работает сварка?
Сварочные работы путем соединения двух материалов вместе без отдельного связующего материала. В отличие от пайки твердым припоем и пайки, в которых используется связующее вещество с более низкой температурой плавления, сварка соединяет две заготовки непосредственно друг с другом.
Какие существуют 4 типа сварки?
Существует четыре основных типа сварки. MIG – дуговая сварка металлическим электродом в среде защитного газа (GMAW), TIG – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), электродуговая сварка металлическим электродом (SMAW) и дуговая сварка с флюсовой проволокой (FCAW).
Сколько сварщики зарабатывают в год?
Сколько зарабатывает сварщик? Ну, в сварке вы можете зарабатывать от 29 000 до 117 000 долларов в год, при этом средняя годовая зарплата составляет 58 000 долларов. Опыт и уровень образования влияют на то, сколько зарабатывает сварщик. Отличные навыки и опыт могут привести к более высокой оплате.
Какие существуют 7 основных видов сварки?
Основные виды сварки:
1. Сварка МИГ – Дуговая сварка металлическим электродом в газе (GMAW)
2. Сварка ВИГ – Дуговая сварка вольфрамовым электродом в газе (GTAW)
3. Сварка электродом – Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
4. Сварка под флюсом – дуговая сварка порошковой проволокой (FCAW)
5. Сварка энергетическим лучом (EBW)
6. Сварка атомным водородом (AHW)
7. Дуговая сварка вольфрамовым электродом в среде защитного газа.
8. Плазменная дуговая сварка.
4 популярные виды сварочных работ на стройках
Сварка используется большинством промышленных компаний, таких как производители автомобилей, железнодорожные системы, аэрокосмическая промышленность и особенно строительный бизнес. Само собой разумеется, что этот сектор является прибыльной отраслью.
Однако, по данным GoWelding, большинство сварочных предприятий не в состоянии идти в ногу с конкурентным рынком из-за сварки плохого качества. Другим является также нехватка рабочей силы в этой области. Последнее, но не менее важное — это плохая подготовка.
Для строительных площадок, на которых часто используются эти сварочные процессы, теория и практическая работа являются обязательными, например, изучение различных процедур сварки или просто знание различных размеров сварочных прутков. Тем не менее, независимо от того, создаете ли вы строительный бизнес или сварочную компанию, очень важно, чтобы вы сначала ознакомились с 4 наиболее популярными типами сварочных процедур.
Дуговая сварка/SMAW сварка
Дуговая сварка, также известная как SMAW (дуговая сварка защищенным металлом), в основном используется для соединения стальных конструкций. Это также типичный процесс при производстве промышленной стали и железа.
Этот тип также относится к категории сварки электродами и обычно выполняется вручную. Оператор использует палку, работающую от электрического тока. Затем оператор прикладывает стержень к зоне сварки. Затем тепло создает дугу между двумя материалами — палкой и металлами.
Прежде всего, убедитесь, что вы используете стержень, который подходит для вашей машины. Затем настройте машину должным образом, чтобы убедиться в правильности настройки конкретного электрода для сварки электродом. Различные настройки включают DCEN (отрицательный постоянный ток), DCEP (положительный постоянный ток) или переменный ток (AC).
Каждый тип тока приводит к различным настройкам дуги. Отрицательный DC имеет меньшее проникновение, чем положительный DC, что делает последний лучше для склеивания более толстых материалов. С другой стороны, AC и DC Negative лучше подходят для сварки более тонких материалов.
Теперь при настройке машины вы также устанавливаете силу тока. Идеальной отправной точкой будет 0,001 дюйма или 1 ампер. Оттуда вы можете отрегулировать силу тока в зависимости от шаблонов дуги, к которым вы стремитесь.
Следующим фактором, который следует помнить при использовании этой техники, является длина дуги. Длина дуги зависит от того, насколько далеко находятся заготовка и электрод. Помните, что длина дуги влияет на сварочное напряжение. Это означает, что всегда следите за тем, чтобы диаметр дуги оставался таким же, как у вашего электрода.
Преимущество этого метода сварки в том, что для завершения сварки не требуется дорогостоящее оборудование. Кроме того, нет необходимости использовать защитное стекло. Следовательно, этот тип отлично подходит для переноски.
Сварка TIG/GTAW
По сравнению со всеми другими способами сварки, упомянутыми в этом списке, метод TIG (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) считается наиболее сложным. Как следует из названия, в этом типе используется вольфрамовый электрод для соединения металлов.
Оператор должен быть достаточно опытным, чтобы справиться с этой сложной процедурой, так как для получения качественных сварных швов требуются две руки. В то время как одна рука нагревает горелку TIG на цветном металле, чтобы сформировать дугу, другая рука подает топливо на сварочный стержень.
И хотя это самое сложное в освоении, оно также и самое полезное, поскольку его можно использовать в любых сварочных проектах — больших или малых. Этот метод можно использовать для сварки латуни, меди, магния, бронзы, нержавеющей стали, алюминия, стали, никелевых сплавов и даже золота!
Особенность сварки TIG заключается в том, что она обеспечивает более чистые сварные швы благодаря механизму управления. Нагрев регулируется ножной педалью. Этот метод позволяет сварщику либо охлаждать, либо нагревать сварной шов, обеспечивая точность контроля валика.
В этом методе используется только необходимое количество присадочного металла в сварочной ванне, что предотвращает искры или брызги. Кроме того, газообразный аргон также защищает ванну от загрязнения. Таким образом, нет флюса или шлака, мешающих обзору сварщика. Наконец, этот метод не производит паров или дыма, потому что в свариваемом материале нет загрязняющих веществ.
Некоторые аппараты для сварки TIG могут иметь различные функции, одной из которых является функция высокочастотного пуска. Эта функция пропускает шаг, который физически затрагивает дугу. Как только источник питания создает короткий момент высокого напряжения, включается горелка TIG. В свою очередь, он создает дугу с расстоянием в один дюйм между металлом и горелкой.
Сварка MIG/GMAW
В отличие от сварки TIG, MIG (металл в инертном газе) или GMAW (дуговая сварка металлом в газе) является любимой процедурой каждого домовладельца, поскольку ее очень легко освоить. И по сравнению с SMAW, он использует защитный газ на проволочном электроде для нагрева.
Для этого метода также потребуется источник постоянного тока. Несмотря на то, что он широко используется в бытовых сварочных проектах, этот тип также используется промышленными компаниями, поскольку его можно автоматизировать.
Этот метод считается полуавтоматическим. И хотя это по-прежнему требует определенных навыков, аппараты для сварки MIG обычно выполняют работу по заполнению свариваемых материалов. Кроме того, сварщику также не нужно менять электроды между сварными швами.
Сварщики MIG должны учитывать эти четыре фактора при выборе этого метода. Первый — это, очевидно, источник питания для выработки тепла из электричества. Второй — это система подачи проволоки, которая включает в себя катушку, подающую проволоку на сварной шов. Третий — ручка управления. Эта ручка управляет механизмом подачи проволоки. Последнее, но не менее важное, это защитный газ для защиты воздуха от сварного шва.
В отличие от других типов сварки, для сварки MIG требуется только стандартная полярность и тип напряжения, аналогичный напряжению автомобильного аккумулятора, который представляет собой постоянный ток. Он течет от отрицательного к положительному току. С другой стороны, используемый тип полярности также является положительным электродом постоянного тока. И в отличие от типов сварки Arc и TIG, MIG использует источник питания постоянного напряжения.
Сварочные аппараты FCA/FCAW
Подобно SMAW, FCA или FCAW (дуговой сварке порошковой проволокой), защитный газ не требуется. Однако у них есть и существенное отличие, заключающееся в использовании стержневых электродов или, в данном случае, в их отсутствии.
Поскольку для нагрева и соединения металлов не требуется стержневой электрод, этот метод считается более удобным, чем SMAW. Кроме того, FCAW также требует постоянного напряжения тока для питания расходуемого трубчатого электрода.
Техника сварки FCA обычно используется для строительства мостов, барж, кораблестроения, конструкционной стали или любых работ по ремонту тяжелого оборудования. И этот метод сопряжен с трудностями; поэтому опытный сварщик должен правильно выполнять сварку.
Двумя наиболее распространенными проблемами, особенно на строительных площадках, являются обратное прожигание и застревание птиц, вызывающие перебои в подаче проволоки. Прожог – это накопление сварного шва в контактном наконечнике из-за неправильной скорости подачи проволоки. Например, если скорость подачи проволоки низкая или горелка находится слишком близко к металлу.
В этом случае очень важно увеличить скорость подачи проволоки. Кроме того, расстояние от заготовки до контактного наконечника пистолета должно быть не более 1 ¼ дюйма.