Сварка на постоянном и переменном токе
На основе экспериментальных данных для сварки на постоянном и переменном токе прямой полярности под кислыми высокомарганцовистыми флюсами расчетные формулы имеют вид [c.54]Электроды с рудно-кислым покрытием обладают большой скоростью расплавления, нечувствительны к ржавчине и окалине на кромках свариваемых деталей. Ими можно вести сварку на постоянном и переменном токе во всех пространственных положениях. Их не рекомендуется применять для сварки стали с повышенным содержанием серы и углерода. [c.143]
В табл. 15 приведены основные преимущества и недостатки однопостовой сварки на постоянном и переменном токах. [c.291]
По роду тока различают сварку на постоянном и переменном токе (чаще на переменном), причём сварка на постоянном токе
[c.
Благоприятными сварочно-технологическими свойствами электродов являются легкость возбуждения дуги, ее стабильное горение при оптимальных режимах для данного диаметра и марки электрода, возможность сварки на постоянном и переменном токах, а [c.60]
Электроды. Неплавящиеся электроды разделяют на угольные, графитовые и вольфрамовые. Угольные и графитовые электроды применяют только при сварке на постоянном токе. Вольфрамовые электроды применяют при сварке на постоянном и переменном токе, при атомноводородной сварке и при сварке в атмосфере инертного газа. [c.461]
СВАРКА НА ПОСТОЯННОМ И ПЕРЕМЕННОМ ТОКЕ [c.124]
При сварке на постоянном и переменном токе швы имеют одинаковое качество, при условии соответствия марок электродов и правильного выполнения сварки. Экономически более выгодна сварка на переменном токе вследствие меньшего расхода электроэнергии, меньшей стоимости аппаратов переменного тока и более простого ухода за ними по сравнению с машинами постоянного тока.
Для предохранения электросварщика от поражения электрическим током необходимо применять автоматические устройства, снижающие напряжение холостого хода сварочных трансформаторов и преобразователей. Автоматические устройства могут снизить напряжение холостого хода до 12 в при обрыве дуги с выдержкой времени не более 0,5 сек. Автоматы АСН-1 или АСН-ЭО можно применять при сварке на постоянном и переменном токе без каких-либо переключателей при сварочном токе до 400 а. На токах до 500 а вне зависимости от типа трансформатора можно использовать автоматы АСТ-500. Сварочные работы внутри трубопроводов можно выполнять только при наличии специально разработанного проекта или инструкции по организации работ. При производстве работ сварщика должны страховать (вне трубопроводов) один или двое рабочих. Прежде чем приступить к работе внутри трубопровода, сварщик должен обвязаться спасательной веревкой, конец которой в течение всего процесса работы обязан держать страхующий его рабочий, который наблюдает также за состоянием сварщика и при необходимости оказывает ему помощь.
Кем и когда впервые были открыты способы сварки угольным и плавящимся электродами Нарисуйте схемы сварки обоих способов. 2. Какие проволоки, электроды и их покрытия применяют для ручной электродуговой сварки 3. Каковы преимущества и недостатки дуговой сварки на постоянном и переменном токе [c.97]
Автоматы можно использовать ири сварке на постоянном и переменном токах без каких-либо переключений. Они позволяют с помощью тумблера отключать сварочную цень, не отключая сварочного генератора или трансформатора, от питающей сети. [c.540]
[c.540]
Приварку болтов в защитном газе осуществляют на постоянном токе с подключением минуса источника питания к болту при использовании флюсовых кольцевых подкладок применяют сварку на постоянном и переменном токе. [c.76]
В1 Д сварочного тока обозначается буквами а (флюс пригоден для сварки на постоянном и переменном токе), или Ь (только на постоянном токе). Для обозначения рекомендуемого напряжения холостого хода источника и л служат латинские буквы х ([/ х 65 В), у ( / х = = 65- 80 В) или 2 ( у хх > 80 В).
Т — рутиловое покрытие содержит в своем составе значительное количество двуокиси титана в виде рутила. Электроды дают плотный металл швов при увеличении массы покрытия и при наличии ржавчины на кромках изделия. При сварке на постоянном и переменном токе разбрызгивание незначительно. Устойчивость горения дуги высокая, ( юр-мирование швов во всех пространственных положениях хорошее.
[c. 98]
98]
Электроды должны иметь хорошие сварочные свойства (сварка на постоянном и переменном токе, равномерное плавление, в наплавленном металле не должно быть пор, трещин и др. дефектов, покрытие не должно быть остродефицитным, не должно быть выделений вредных для здоровья рабочих паров и газов, электроды должны обладать высоким коэффициентом наплавки и т. д.). [c.284]
Исходя из приведенного материала, можно отметить серьезный положительный сдвиг в разработках инверторных источников питания для дуговой сварки за последние годы в России и СНГ. Отрадно, что при их реализации используются последние достижения электроники и цифровой техники. Однако в основном эти источники реализованы на тиристорах и не имеют в схемах управления микропроцессорной техники. Это снижает их рабочие качества по сравнению с подобной продукцией, выпускаемой зарубежными фирмами. А главное, у этих источников существенно снижены функциональные возможности, отражающие специфику технологии сварки на постоянном и переменном токе неплавящимся и плавящимся электродом.
Электроды УОНИ-13/45 обеспечивают высокое качество наплавленного металла и применяются для наиболее ответственных сварочных работ как в заводских, так и в монтажных условиях. Сходными с ними являются электроды УП-2/45 и СМ-11, которые предназначены для сварки на постоянном и переменном токе. [c.52]
Полуавтомат ПШ-54 может быть использован для сварки на постоянном и переменном токе электродной проволокой диаметром 1,6—2 мм на тех же режимах, что и полуавтомат ПШ-5. Для сварки на постоянном токе полуавтомат ПШ-54 комплектуется только малогабаритным облегченным аппаратным ящиком. Для сварки на переменном токе к этому аппаратному ящику подключается силовой контактор, обеспечивающий отключение холостого хода сварочного трансформатора. [c.279]
Схемы сварки на постоянном и переменном токе в инертных газах показаны на [c.199]
Схемы установок для ручной аргонодуговой сварки на постоянном и переменном токе приведены на фиг. 7.
[c.18]
7.
[c.18]
Ручная дуговая сварка Ме-дугой ведется обычно электродами диаметром 2…6 мм на постоянном и переменном токах силой [c.93]
Холодная дуговая сварка стальными электродами может производиться на постоянном и переменном токах. Сварочный ток в а численно равен 35 й, где 6. — диаметр электрода в мм. При сварке с постановкой шпилек сначала обвариваются концы шпилек, а затем поверхность между ними. Во избежание излишнего разогрева металла сварку следует вести вразброс и с перерывами. Аналогично ведётся сварка медными электродами. Для электродов из монель-металла рекомендуются постоянный ток и обратная полярность. [c.425]
Электросварка. В условиях монтажной площадки применяется преимущественно электросварка вольтовой дугой. Сущность ее заключается в том, что у кромок свариваемого металла создается вольтова дуга, в пламени которой оплавляются кромки и приплав, образуя шов.

Сварку плавящимся и неплавящимся электродами можно осуществлять на постоянном и переменном токах (рис. 85). На переменном токе, как правило, производят сварку алюминиевых и магниевых сплавов, чтобы разрушать тугоплавкую окисную пленку на их поверхности. Сварку других металлов и сплавов можно выполнять постоянным и переменным токами, [c.155]
ЭШС осуществляют на постоянном и переменном токе при напряжении и = 40…55 В и при глубине шлаковой ванны = 40…50 мм. Увеличение глубины ванны приводит к непровару кромок, а уменьшение — к нарушению процесса сварки. [c.210]
Установку УДГ-180 используют для аргонодуговой сварки (ТИГ) на переменном токе алюминия и его сплавов, а также для ручной сварки (ММА) на переменном токе малоуглеродистых и низколегированных сталей штучными электродами. Для ручной дуговой сварки (ММА) штучными электродами на постоянном и переменном токе (металлов и сплавов всех видов) применяют универсальные установки УДГ-251 и УДГ-351. [c.259]
[c.259]
Электроды с рутиловым покрытием обладают хорошими сварочно-технологическими свойствами обеспечивают условия для формирования шва с плавным переходом к основному металлу, малое разбрызгивание расплава, легкую отделимость шлака, сварку во всех пространственных положениях, стабильное горение дуги на постоянном и переменном токах. Металл шва мало склонен к образованию пор при колебаниях длины дуги и сварке по окисленной или загрязненной поверхности. Наплавленный металл соответствует по химическому составу полуспокойной или спокойной стали. Покрытие этого вида имеют электроды марок АНО-4, ОЗС-12 и др.
Расходуемые электроды изготовляют прессованием или спеканием и последующей сваркой в нейтральной атмосфере. Плавку можно вести на постоянном и переменном токе. Выход металла в слитки составляет 85— 90%. [c.305]
Помимо электродов, указанных в табл. 10, для восстановительной наплавки могут быть использованы и другие марки. Например, для наплавки во всех пространственных положениях могут применяться электроды марки СМ-5 (тип Э42-Р), близкие по своим сварочно-технологическим свойствам к электродам ОММ-5, а также электроды марки СМ-11 (тип Э42А-Ф), близкие по своим сварочно-технологическим свойствам к электродам УОНИ 13/45. Электроды СМ-5 и СМ-11 пригодны для сварки на постоянном и переменном токе. Электроды СМ-5 имеют низкую склонность к образованию пор и трещин, допускают наплавку на незачищенные поверхности, однако они выделяют больше вредных аэрозолей и дыма, чем электроды ОММ-5.
[c.68]
Например, для наплавки во всех пространственных положениях могут применяться электроды марки СМ-5 (тип Э42-Р), близкие по своим сварочно-технологическим свойствам к электродам ОММ-5, а также электроды марки СМ-11 (тип Э42А-Ф), близкие по своим сварочно-технологическим свойствам к электродам УОНИ 13/45. Электроды СМ-5 и СМ-11 пригодны для сварки на постоянном и переменном токе. Электроды СМ-5 имеют низкую склонность к образованию пор и трещин, допускают наплавку на незачищенные поверхности, однако они выделяют больше вредных аэрозолей и дыма, чем электроды ОММ-5.
[c.68]
При сварке по способу Н. Г. Славянова вместо угольного или графитового электрода применяют металлический электрод, который расплавляясь, образует наплавлешшй металл шва. Для защиты расплавленного металла от окружающей атмосферы и его раскисления используют металлические электроды со специальными покрытиями Этот способ пригоден для сварки на постоянном и переменном токе. В настоящее время дуговая сварка по способу Н. Г. Славянова полу-
[c.142]
Г. Славянова полу-
[c.142]
На рис. 52 показана электрическая схема полуавтомата ПДШМ-500 для сварки на постоянном и переменном токе. [c.117]
На базе установок УДГ-301 промышленность выпускает установку УДГУ-301 для сварки на постоянном и переменном токе. [c.110]
Низкокремнистый окислительный флюс марки АН-26 (шлаковая система SiOa— aFg—AljOg— aO—MgO) предназначен для сварки аустенитно-феррнтных швов. Сварочная проволока при сварке под флюсом АН-26 должна быть легирована молибденом или ванадием (титан и алюминий выгорают, ниобий приводит к трещинам). Флюс применяют для сварки на постоянном и переменном токе. Флюс АН-26 широко используется на монтаже, так как он не гигроскопичен, обладает высокой прочностью, шлаковая корка хорошо отделяется от шва при сварке на любых режимах. [c.77]
Сварка вольфрамовым неплавящимся электродом в инертных газах производится переменным однофазным током. Для расширения использования однопроходной аргоно-дуговой сварки в ряде случаев используют трехфазную дугу. Материалом неплавящегося электрода служит вольфрам с присадкой из окиси лантана. Такие электроды применяют при сварке на постоянном и переменном токе. Для сварки на переменном токе применяют более технологичные электроды марки ВИ, содержащие окись иттрия и примеси металлического тантала и допускающие использование больших токов (до 1050 А на электрод диаметром 10 мм).
[c.198]
Для расширения использования однопроходной аргоно-дуговой сварки в ряде случаев используют трехфазную дугу. Материалом неплавящегося электрода служит вольфрам с присадкой из окиси лантана. Такие электроды применяют при сварке на постоянном и переменном токе. Для сварки на переменном токе применяют более технологичные электроды марки ВИ, содержащие окись иттрия и примеси металлического тантала и допускающие использование больших токов (до 1050 А на электрод диаметром 10 мм).
[c.198]
Флюсы перед сваркой прокаливаются. Влажность флюсоа АН-348А и ОСЦ-45 не должна быть более 0,1%. Эти флюсы могут применяться при сварке на постоянном и переменном токах. Керамический флюс КВС-1Э позволяет производить сварку при наличии ржавчины ча постоянном и переменном токах, [c.313]
Всесоюзным научно-исследовательским институтом строительства трубопроводов разработаны новые электроды с пластмассовым псжрытием ВСП-16 и ВСП-16М, у которых связующим и газозащитным компонентом является органическая смола. Эти электроды дешевле электродов на жидком стекле, не чувствительны к увлажнению, пригодны для сварки на постоянном и переменном токе. Механические свойства соединений, сваренных электродами ВСП с ферромолибденом, удовлетворяют требованиям, предъявляемым к соединениям, сваренным электродами Э50, а при отсутствии ферромолибдена в покрытии — Э42,
[c.64]
Эти электроды дешевле электродов на жидком стекле, не чувствительны к увлажнению, пригодны для сварки на постоянном и переменном токе. Механические свойства соединений, сваренных электродами ВСП с ферромолибденом, удовлетворяют требованиям, предъявляемым к соединениям, сваренным электродами Э50, а при отсутствии ферромолибдена в покрытии — Э42,
[c.64]
Оборудование для сварки неплавяш,имся электродом. Схемы установок для ручной аргоно-дуговой сварки на постоянном и переменном токе приведены на рис. 159. [c.303]
Два основных метода этого вида дуговой сварки показаны схематически на рис. 3. При сварке листов I металлическим электродом по способу Н. Г. Славянова (рис. 3, а) электрод 4 и кромки 7 свариваемого металла одновременно расплавляются сварочной дугой 2, образуя жидкий металл, заполняющий промежуток между свариваемыми частями. Для повышения качества наплавляемого металла электрод покрывается специальной обмазкой, которая расплавляется и покрывает жидкий металл слоем шлака.
 В шлак частично удаляются из расплавленного металла вредные примеси, кислород и др., а-также шлак защищает металл от вредного влияния кислорода и азота окружающего юздуха. Ток к электроду подводится через электродо-держатель 5 по гибкому проводу б, а к свариваемому металлу—по второму проводу через зажим 3. Этот способ наиболее широко применяется при дуговой сварке на постоянном и переменном токе.
[c.12]
В шлак частично удаляются из расплавленного металла вредные примеси, кислород и др., а-также шлак защищает металл от вредного влияния кислорода и азота окружающего юздуха. Ток к электроду подводится через электродо-держатель 5 по гибкому проводу б, а к свариваемому металлу—по второму проводу через зажим 3. Этот способ наиболее широко применяется при дуговой сварке на постоянном и переменном токе.
[c.12]Электроды с органическим покрытием, применяемые для сварки во всех пространственных положениях на постоянном и переменном токе, дают небольшое количество легкоотделяемого шлака. Высокое содержание восстановительных газов обеспечивает получение качественного металла шва, но может вызывать появление пор. [c.144]
Выбор электродов для электрической дуговой сварки
Электрическая дуговая сварка одинаково применима как на производстве, так и в быту. Она отличается практичностью, удобностью в применении и доступностью. Но для максимального эффекта от работы можно достичь благодаря правильному подбору электродов для сварки.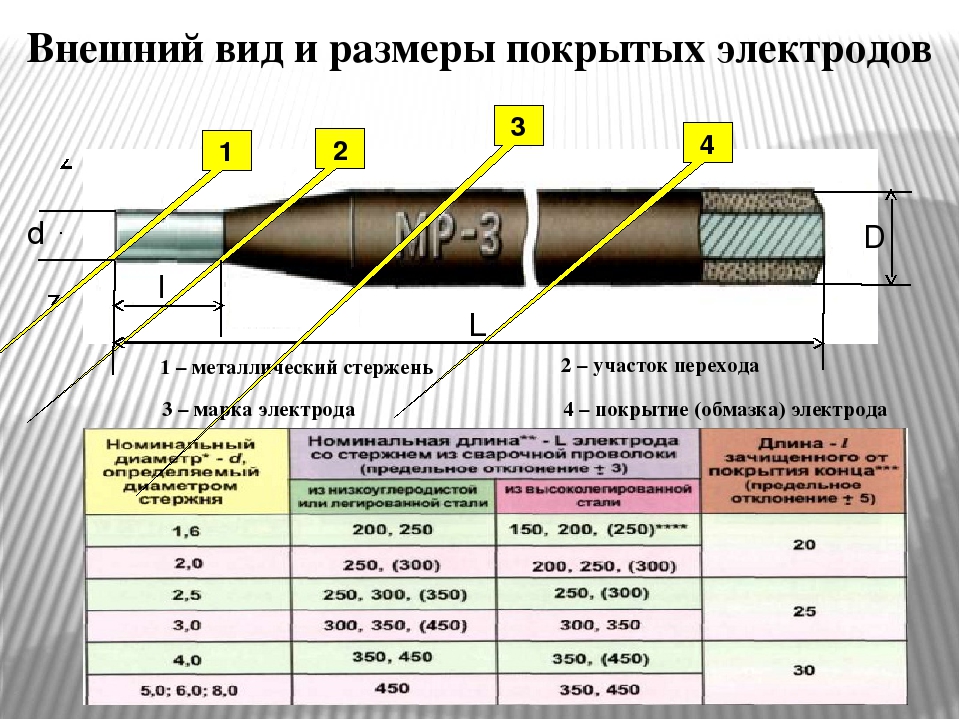
Классификация и виды
Выбор электродов зависит от нескольких факторов, один из которых – вид сварки:
- Бытовые сварочные аппараты, предназначены для работы от сети в 220В с частотой в 50 Гц. Сила тока, как правило, не превышает 200А, а сам сварочник можно свободно перемещать, что оптимально подходит для использования в быту и труднодоступных местах на производстве. Ярким примером послужат инверторные сварочные аппараты, использующие для работы постоянный ток.
- Профессиональные (стационарные) сварочные аппараты, имеют большую мощность и выдают больше 200А. Они работают от сетей в 220-380В и предназначены для более надежной и качественной обварки металла. Сюда можно отнести, трансформаторы, выпрямители и полуавтоматы, работающие с переменным током.
Важно: полуавтоматическая сварка для работы не использует электроды. Вместо этого – проволока и смеси газов. Такой вид сварки подходит для качественного равномерного шва с глубоким прогревом металла и используется, в основном, в ответственных конструкциях.


Классификация
На современном рынке представлено огромное количество сварочных электродов. И чтобы подобрать максимально эффективный вариант, необходимо определить вид сварочных работ. Здесь можно выделить электроды для:
- Сплавов с теплоустойчивыми характеристиками
- Алюминиевых сплавов
- Чугуна
- Высоколегированной стали
- Низколегированной стали
- Медных сплавов
Важно: Сварочные электроды, предназначенные для цветных металлов и их сплавов, не подойдут при работе с черными металлами.
Тип покрытия сердечника электрода зависит от применяемого тока – постоянного или переменного.
- Основные электроды, отличаются высокой механической прочностью и применяются, в основном, для переменного тока в стационарных сварочных аппаратах. Классическим представителем этого класса могут служить электроды модели УОНИ. Они обеспечивают хороший прогрев металла, ровный шов и приспособлены к суровым условиям. Но такие электроды не предназначены для работы по влажной поверхности, требуют более тщательной настройки электрической дуги.
- Сварочные электроды с рутиловым покрытием считаются универсальными, способными работать как на постоянном, так и переменном токах. Их можно использовать при сварке ржавых металлов, в местах с повышенной влажностью, что делает их незаменимыми помощниками при работе с инверторным сварочным аппаратом. Самой распространенной моделью таких электродов являются МР.
 Они обеспечивают хороший прогрев металла, ровный шов и приспособлены к суровым условиям. Но такие электроды не предназначены для работы по влажной поверхности, требуют более тщательной настройки электрической дуги.
Они обеспечивают хороший прогрев металла, ровный шов и приспособлены к суровым условиям. Но такие электроды не предназначены для работы по влажной поверхности, требуют более тщательной настройки электрической дуги.Важным пунктом при работе со сваркой является определение толщины металла рабочей поверхности. Ведь именно толщина определяет количество тепла и тока для сварки.
Определение диаметра стержня
Чем толще металл, тем сложнее его прогреть. Именно поэтому сварочные электроды бывают разных размеров. Здесь стоит отметить:
- Чем больше диаметр стержня электрода, тем проще прогреть металл. Например, для металла в 3 мм вполне достаточно электрода 1,5 мм, а вот металл толщиной в 10 мм им не прогреть.
- Чем толще электрод, тем больше силы тока необходимо для стабильной дуги.
- Самый востребованный размер электродов в быту – 2,5-3 мм.
- Размер электродов колеблется от 0,2 до 6 мм. В особых случаях изготавливают их на заказ по нестандартным размерам.
Советы по выбору электродов
Качество расходуемого материала упростит сварочную работу и поможет добиться эффективного результата. Поэтому при выборе сварочного электрода стоит акцентировать внимание на известных марках, давно утвердивших себя на рынке.
Вести сварочные работы на поверхности с большим процентом влажности и ржавчины лучше электродами с рутиловым покрытием. А ответственные швы и толстый металл лучше доверить основным электродам.
Технологические отличия сварки постоянным и переменным током
При выполнении сварки постоянным током (DC) образуется сравнительно мало брызг металла, что сводит к минимуму хлопоты по очистке заготовок по окончании обработки. Сварочные аппараты, функционирующие в таком режиме, характеризуются низкой шумностью работы и высоким коэффициентом полезного действия. Создание неразъемных соединений с подачей постоянного тока обладает преимуществом в виде малого расхода присадочного материала.
Другие отличительные особенности режимов DC и AC
В процессе сварки переменным током наблюдается относительно высокая степень отклонения дуги от заданного направления. Как следствие, создать ровный и прочный шов в режиме AC гораздо сложнее, чем при DC. Тем не менее сварка переменным током лучше приспособлена для соединения толстостенных заготовок. К тому же в режиме AC удобно выполнять быструю наплавку металла. Сварка на постоянном токе характеризуется более высокой стабильностью при использовании электродов с большим поперечником.
В отличие от DC-режима, AC позволяет эффективно обрабатывать намагниченные металлические заготовки. Создание неразъемных соединений при переменном токе обеспечивает глубокий провар шва, что обуславливает широкое применение этого способа в кораблестроении и при возведении массивных металлоконструкций.
Сварка в режиме AC лучше подходит для обработки тугоплавких металлов. Сварочные полуавтоматы, подающие переменный ток, считаются более эффективными при заваривании деталей с коррозионными поражениями. Режим DC, в свою очередь, обладает преимуществом в виде лучшей приспособленности для обработки заготовок толщиной в считанные миллиметры.
Выполнение сварки постоянным током считается более эффективным при соединении металлических заготовок в среде инертного газа. Сварка в режиме DC характеризуется быстротой осаждения, что удобно при большой толщине наплавляемого слоя металла. Еще одним преимуществом соединения металлических заготовок при постоянном токе выступает меньший риск выхода сварочного оборудования из строя на фоне перегрузок.
При сварке на переменном токе электрод обычно скручивается и используется, поэтому геометрия наконечника не требуется. Следовательно, этот раздел предназначен для сварки постоянным током. Сварка должна в первую очередь соответствовать рекомендациям и размерам поставщика оборудования, так как они обычно выполняются. много работ по квалификации и поиску и устранению неисправностей, чтобы оптимизировать подготовку электродов для их оборудования.Однако где эти спецификации не существуют, или сварщик или инженер хотели бы изменить эти настройки, чтобы, возможно, улучшить и оптимизировать свою сварку, Pro-Fusion предлагает следующие рекомендации:
Кроме того, чтобы графически продемонстрировать, как выбор конуса повлияет на размер сварного шва и величину проплавления, ниже приведен чертеж, на котором показаны типичные изображения формы дуги и результирующего профиля сварного шва для различных конусов.
|
Наплавочные металлы для сварки TIG и их наилучшее применение
При выборе правильного присадочного металла для сварки TIG на рынке представлен широкий ассортимент продукции.Существует множество наполнителей, от стали и алюминия до вольфрама. Каждый из них имеет разные преимущества, поэтому определите масштаб проекта и убедитесь, что любой наполнитель, который вы используете, соответствует задаче. Обязательно ознакомьтесь со всеми спецификациями удилищ, прежде чем зажигать дугу.
Вольфрамовые электроды
С технической точки зрения вольфрамовые электроды, используемые при сварке, не предназначены для использования в качестве присадочного стержня. Вольфрам вынослив и обладает высокой термостойкостью, с самой высокой температурой плавления среди всех металлов (3 410 ° C / 6 170 ° F).Эти вольфрамовые электроды можно купить в нескольких количествах, но обычно они поставляются в упаковках по 10 штук. Они имеют разный диаметр и бывают длиной семь или три дюйма, и какой из них вам нужен, зависит от того, какой стандартный наконечник прилагается к вашей горелке TIG. Вы можете приобрести электроды, состоящие либо из чистого вольфрама, либо из смеси вольфрама и других редких элементов, оксидов и сплавов, а концы электродов имеют цветовую маркировку для облегчения идентификации. Выбор электрода также зависит от основного материала, его толщины и от того, свариваете ли вы на постоянном или переменном токе.
Электроды из чистого вольфрама (EWP; ISO = W), цветная маркировка: зеленый
Изготовлен из вольфрама 99,50%, это экономичный вариант, но он имеет самый высокий уровень потребления. Чистый вольфрам обычно используется для сварки алюминия и магния на переменном токе при малых токах и при нагревании образует чистый, скругленный наконечник. Эти электроды обеспечивают стабильность дуги при сварке на переменном токе. Он обычно не используется для сварки постоянным током просто потому, что он не обеспечивает сильного зажигания дуги, обычно связанного с другими гибридами, такими как торированные или церированные электроды.
Торированные вольфрамовые электроды (EWTh-2; ISO = WT20) с красной маркировкой
Дорогие и радиоактивные, эти стержни содержат минимум 97,30% вольфрама и 1,70–2,20% тория и иногда их называют 2% торированными. При шлифовании следует надевать респиратор, прикрывать кожу и избегать контакта с металлом при нагревании. Торированные электроды чаще всего используются в Америке и популярны благодаря своей стабильности, долговечности и простоте использования. Торированные электроды в основном используются для сварки постоянным током (углеродистых и нержавеющих сталей, никеля и титана), а также специальной сварки переменным током, поскольку они идеально подходят для тонкого алюминия (или материалов менее 0.060 дюймов).
Сертифицированные вольфрамовые электроды (EWTh-2; ISO = WC20) с оранжевой цветовой кодировкой
Эти нерадиоактивные стержни, содержащие минимум 97,30% вольфрама и 1,80–2,20% церия, иногда называют 2% -й церитированными. Эти электроды являются хорошей заменой торированного вольфрама. Они могут достигать высоких токов и иметь хорошую стабильность дуги, и они лучше всего работают при сварке постоянным током при малых токах, но являются универсальными. Серый вольфрам используется в производстве орбитальных труб и труб, при обработке тонкого листового металла или в проектах со сложными деталями.Как и торированный, церированный лучше всего подходит для сварки углеродистых и нержавеющих сталей, никеля и титана. Не рекомендуется использовать церированный вольфрам при более высоких значениях силы тока.
Ищете бесплатный и краткий справочник по поиску и устранению неисправностей TIG? Загрузите его здесь.
Электроды из вольфрама с лантаном (EWIa-1.5; ISO = WL15), золото, цветовая кодировка
Они содержат минимум 97,80% вольфрама и 1,30–1,70% лантана, или лантана, и также известны как 1,5% лантана. Эти электроды обладают отличным зажиганием дуги, низкой скоростью догорания, отличной стабильностью дуги и имеют отличные характеристики повторного зажигания, очень похожие на церированный вольфрам, и идеально подходят для оптимизации вашей сварки.Эти электроды также имеют такую же проводимость, что и торированный вольфрам, и в некоторых случаях вы можете использовать эти стержни для замены торированного вольфрама без необходимости вносить изменения в программу. Это также более безопасный и дешевый заменитель торированного вольфрама. Эти электроды можно использовать для стали и нержавеющей стали в широком диапазоне токов.
Циркониевые вольфрамовые электроды (EWZr-2; ISO = WZ3) Коричневый с цветовой кодировкой
С минимальным содержанием вольфрама 99,10% и циркония 0,15-0,40% они создают чрезвычайно стабильную дугу, которая сопротивляется расщеплению вольфрама.Они идеально подходят для сварки на переменном токе, поскольку имеют скругленный наконечник и обладают высокой устойчивостью к загрязнениям. По проводимости он похож на торированный вольфрам. При этом с точки зрения производительности это худший нерадиоактивный вольфрам. Циркониевый вольфрам не рекомендуется для сварки постоянным током.
Стержни для наполнения TIG
Отличается от вольфрамовых электродов тем, что их необходимо вручную вводить в лужу с расплавом. Стержень должен правильно соответствовать свариваемому материалу, а толщина материала будет определять диаметр стержня.Большинство стержней для сварки TIG изготавливаются из мягкой стали, нержавеющей стали, никеля, алюминия и т. Д. При склеивании подобных материалов всегда правильно использовать стержень из того же металла для склеивания. Например, если вы пытались приварить алюминий к алюминию, вы использовали бы алюминиевый стержень. Для ремонта, специализированных проектов и исправлений вам может потребоваться выбрать стержень, который отличается от одного или обоих основных материалов. Например, для сварки стали и чугуна можно использовать никелевый пруток. Другие примеры: стержни из углеродистой стали обычно используются для небольших труб / труб и листового металла; прутки из нержавеющей стали популярны благодаря своей высокой стойкости к ржавчине и коррозии при производстве.
Заключение
При выборе присадочного металла всегда важно учитывать основной металл, его тип соединения, толщину и термические свойства, а также ток, который вы будете использовать. В Интернете есть множество полезных таблиц с подробным описанием различных сплавов и металлов, с которыми следует использовать присадочный пруток.
Для получения помощи в поиске и устранении неисправностей при сварке TIG загрузите этот бесплатный удобный контрольный список!
Типы вольфрамовых электродов GTAW: выбор электрода для сварки TIG
Вольфрам имеет самую высокую температуру плавления среди всех металлов при 3422 ° C (6192 ° F), в три раза плотнее стали и является любимым металлом тех, кто хочет пробивать большие отверстия в предметах.Однако вольфрам может как создавать, так и разрушать, и эти свойства делают его идеальным для использования в качестве сварочного электрода. Вольфрамовые электроды важны при сварке некоторых из наиболее полезных, но труднообрабатываемых металлов и сплавов, известных человечеству.
Однако не все вольфрамовые электроды созданы одинаковыми. Тип вольфрамового электрода, выбранный для сварочного проекта, имеет большое значение для окончательного качества производимых сварных швов. Часто, поскольку вольфрам довольно дорогой, производители предпочитают использовать наиболее распространенный и наименее дорогой из доступных вольфрамов.Однако качество вольфрама действительно влияет на процесс сварки. Для GTAW экономичным выбором является не самый дешевый вольфрам, а правильный вольфрам с надлежащей отделкой для сварочного применения. Выбор правильного типа вольфрамового электрода GTAW для типа соединения и свариваемого материала имеет жизненно важное значение для создания точно оптимизированных сварных швов, которые требуются в современной промышленности.
Стандартные типы вольфрамовых электродов GTAWОптимизация сварных швов для обеспечения однородности, прочности и надежности имеет жизненно важное значение для удовлетворения требований современной промышленности и в будущем станет еще более актуальной.В значительной степени способность сварщиков как отдельных лиц и сварки как дисциплины решать эти задачи будет зависеть от качества вольфрамовых электродов, используемых в этих проектах. Состав и обработка вольфрамовых электродов являются ключевыми факторами, способствующими стабильной сварочной дуге, кристаллическому образованию отложенного металла и структурной форме сварного шва. Существует несколько типов стандартных вольфрамовых электродов для GTAW, и их состав можно сразу определить по цвету несварочного наконечника электрода.Менее распространенные типы вольфрамовых электродов, предназначенные для специальной сварки, можно отличить по отсутствию цвета, а их точный состав и предполагаемое использование должны быть указаны на упаковке и в документации для отслеживания.
Излишне говорить, что если тип вольфрама не может быть определен, его не следует использовать для сварки, а поскольку некоторые легирующие агенты, добавленные к вольфраму, такие как торий, создают радиационный риск при проглатывании, сварщик не должен шлифовать или обрабатывать вольфрамовый электрод, если они не уверены, из чего он сделан.
Цветовая кодировка наиболее распространенных типов вольфрамовых электродов GTAW, их состав и некоторые примечательные особенности приведены в таблице ниже:
| Цвет | Добавка | Процентное содержание вольфрама | Процентное содержание добавки | Текущее | Примечательные черты 04 | 9000 9000 | AC | Стабильная дуга при сварке на переменном токе, обычно не используется для сварки на постоянном токе.Наконечник скручен, обычно используется для алюминия. |
| Красный | Торий | 97,3 | 1,7-2,2 | AC / DC | Пониженная скорость потребления, сильное зажигание дуги, пониженное осаждение вольфрама. Однако торий радиоактивен. | |
| Оранжевый | Церий | 97,3 | 1,8–2,2 | AC / DC | Отличное зажигание дуги при низких значениях тока; хорошо работает с тонким или нежным металлом. | |
| Золото | Лантан | 97.8 | 1,3–1,7 | AC / DC | Превосходное зажигание дуги и стабильность дуги как при низких, так и при высоких температурах. На данный момент лучшая альтернатива торированному. | |
| Коричневый | Цирконий | 99,1 | 0,15-0,4 | Только переменный ток | Чрезвычайно стабильная дуга и низкий уровень вольфрама в сварном шве. Наконечник скручен, обычно используется для алюминия. | |
| Серый | Нестандартный, может включать любые предыдущие добавки, наряду с тербием и иттрием. | NA | NA | NA | Обозначает нестандартный вольфрамовый электрод GTAW для специального использования. |
Добавки в вольфрамовый электрод изменяют его свойства как незаметно, так и в значительной степени. Оксиды тория, церия, лантана и циркония, введенные в вольфрам, понижают работу выхода электрона или минимальное количество энергии, необходимое для перемещения электрона от атома. Это означает, что для зажигания дуги и ее поддержания требуется меньше энергии.В результате повышается стабильность дуги, улучшается формирование сварного шва и снижается уровень тепловложения в заготовке.
Эти типы легированных вольфрамовых электродов GTAW создают более качественные сварные швы в тонкостенных трубках и деликатных деталях, которые могут прожечь электроды из чистого вольфрама. Это также означает, что они лучше подходят для сварки металлов, чувствительных к нагреву. Выбор вольфрамового электрода особенно важен, когда речь идет о сварке Monel®, Inconel® и других металлов с аналогичными требованиями, поскольку высококачественные электроды обеспечивают дополнительный уровень контроля.GTAW уже широко признан лучшим способом сварки Monel®, и выбор правильного электрода является ключевым шагом в обеспечении высококачественной сварки Monel®. Однако состав вольфрамового электрода, используемого для сварки, — не единственный фактор, который имеет значение. Геометрия наконечника электрода, заостренный или скрученный, угол наклона, качество поверхности и процесс, используемый для его шлифовки, могут повлиять на полученный сварной шов.
Шлифовальные наконечники вольфрамовых электродов для сварных швов высшего качестваОбычно вольфрамовые электроды всех типов поставляются с тупыми концами, и сварщик должен отшлифовать их до необходимой формы с помощью настольного шлифовального станка.Это обеспечивает достаточно хороший сварной шов для обычных ручных операций. Однако каждый сварщик может приготовить вольфрам по-разному, используя несколько методов измельчения. Вариации и грубый помол, возникающие в результате этих методов, могут повлиять на электрод следующим образом:
- Испарение: Грубый сварной шов позволяет большему количеству материала, с которым легирован вольфрам, отделяться от электрода во время сварки. Это сокращает общий срок службы электрода и вносит непредвиденные изменения в процесс сварки TIG, поскольку свойства электрода меняются по мере его использования.
- Стабильность дуги: Вольфрамовый электрод, заточенный вручную, может быть очень неровным на микроскопическом уровне или даже невооруженным глазом. Это повлияет на начало дуги, форму дуги и стабильность дуги во время сварки. А поскольку образование сварного шва является результатом воздействия на молекулярном уровне, даже небольшие дефекты шлифования могут иметь большое влияние на готовый сварной шов.
- Включения вольфрама: При шлифовке вольфрамового электрода неизбежно образуются микроскопические заусенцы. В процессе сварки эти микроскопические заусенцы могут отламываться и попадать в сварной шов.Это форма загрязнения, и даже небольшое количество вольфрама в сварном шве неприемлемо в некоторых современных высокоуровневых приложениях и может способствовать дорогостоящим и ненужным сбоям неразрушающего контроля (NDT).
Неожиданные отклонения в сварных швах становятся менее приемлемыми, поскольку технические стандарты и требования к точности и стабильности растут. Использование вольфрамовых электродов с машинной шлифовкой гарантирует, что электрод заземлен с жесткими допусками, и что поверхность будет значительно более однородной, что исключает шлифовку электрода как источник отклонений в производстве сварных швов.Это помогает сварщикам и сварочным процессам соответствовать все более высоким стандартам. Устранение отклонений особенно важно в случае сварки, выполняемой автоматическими и орбитальными сварочными аппаратами, поскольку они не могут рефлекторно адаптироваться к изменениям в середине сварного шва так же, как это может сделать опытный сварщик. Использование вольфрамовых электродов с машинной шлифовкой в сочетании с автоматическими и орбитальными сварочными аппаратами также может значительно сократить время простоя. Это связано с сочетанием прецизионного предварительно обработанного вольфрама и исключительного контроля дуги, обеспечиваемого автоматизированным приложением GTAW.
В то же время, когда растет спрос на точную сварку высокого уровня, становится все меньше сварщиков, обладающих навыками и опытом, необходимыми для выполнения этих сварных швов. Решением для многих производителей стала автоматизация процесса сварки. Это особенно верно при сложной сварке труб и труб, при которой электрод необходимо перемещать по всей окружности круглой детали. Однако для автоматизированной орбитальной сварки требуется постоянство, которое может быть обеспечено только прецизионными электродами, заземленными на станке.Разработчик любой программы сварки TIG должен уделять выбору типа вольфрамового электрода GTAW столько же внимания, сколько квалификации сварщика и выбору сварочного аппарата. Вольфрамовые электроды находятся в самом центре современных передовых технологий, и они будут иметь еще большее значение при производстве технологий завтрашнего дня.
Arc Machines, Inc. находится на переднем крае сварочных технологий, предлагая передовые, надежные аппараты для орбитальной сварки GTAW и предварительно заземленные вольфрамовые электроды GTAW, необходимые для их поддержки.По вопросам, касающимся продуктов, обращайтесь по адресу [email protected]. По вопросам обслуживания обращайтесь по адресу [email protected]. Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами , чтобы договориться о встрече.