Источники питания для сварки | ПлазмаМаш
Источники питания могут быть подразделены на две группы: источники питания переменным током (сварочные трансформаторы) и источники питания постоянным током (выпрямители и сварочные генераторы).
1. Сварочные трансформаторы
Для сварки на переменном токе применяются специальные сварочные трансформаторы. Такие трансформаторы могут изготавливаться как с отдельным дросселем, обеспечивающим создание падающей внешней характеристики, так и объединённым с дросселем.
Изменение сопротивления дросселя, а значит и силы сварочного тока осуществляется изменением величины воздушного зазора в цепи магнитопровода регулятора (дросселя).
Кроме сварочных трансформаторов с дросселями в настоящее время для сварки на переменном токе применяются трансформаторы с подвижной обмоткой и трансформаторы с магнитным шунтом; эти трансформаторы, как и вышеописанные, обеспечивают получение падающей внешней характеристики. Падающая внешняя характеристика источника питания необходима как для ограничения токов короткого замыкания, которыми всегда сопровождается процесс сварки до величины, обеспечивающей безопасность сварочного оборудования, так и для устойчивого горения дуги.
2. Выпрямители.
Выпрямительные сварочные установки собираются из полупроводниковых элементов — вентилей. Полупроводниковый вентиль обладает свойством проводить ток только в одном направлении (прямом). В прямом направлении электропроводность вентиля очень высока, в обратном же направлении полупроводниковый вентиль почти не пропускает электрический ток, так как его производимость крайне мала.
Сварочный выпрямитель состоит из двух основных узлов : трансформатора с соответствующим регулирующим устройством и блоком вентилей .
В сварочных выпрямителях используются преимущественно кремниевые и селеновые вентили, причём кремниевые нашли применение главным образом для выпрямителей с падающими внешними характеристиками.
Схема выпрямителей :
а) однофазного двухполупериодного,
б) трёхфазного
i = f (t) — вид кривой выпрямленного тока
Выпрямители могут быть однофазными и трёхфазными.
В однофазной мостовой схеме вентили включены в четыре плеча, образующие мост, сходный по схеме с измерительным мостом. Для улучшения формы кривой выпрямленного тока в схему включают, как минимум, две реактивные катушки L1 и L2.
Для улучшения формы кривой выпрямленного тока в схему включают, как минимум, две реактивные катушки L1 и L2.
В трёхфазной мостовой схеме вентили включены в шесть плечей моста; в трёх плечах между собой соединены все катоды, образующие катодную группу, в остальных трёх — все аноды (анодная группа). От общих точек этих соединений и делаются выводы для подключения нагрузки.
В трёхфазной мостовой схеме выпрямления в каждый момент времени проводят ток только два плеча, соединённые последовательно через нагрузку.
В мостовой трёхфазной схеме выпрямляются обе полуволны во всех трёх фазах, благодаря чему пульсация выпрямленного напряжения значительно уменьшается, а число за их период равно удвоенному числу фаз системы, т.е. шести пульсациям за период.
Источники питания постоянного тока для дуговой сварки
Категория:
Машины и оборудование для арматурных работ
Публикация:
Источники питания постоянного тока для дуговой сварки
Читать далее:
Источники питания постоянного тока для дуговой сварки
Для обеспечения зажигания и горения дуги в процессе сварки при резких колебаниях силы сварочного тока, связанных с изменением длины дуги, короткими замыканиями при зажигании и каплеобразовании и др.
Таблица 18.35
Технические характеристики сварочных трансформаторов
Рекламные предложения на основе ваших интересов:
Сварочный генератор имеет незначительную величину броска тока при коротком замыкании, а также малое время восстановления напряжения при переходе от короткого замыкания к холостому ходу. Генератор имеет две цепи возбуждения: нерегулируемую и регулируемую, поэтому напряжение возбуждения является почти постоянным по величине. Регулирование силы сварочного тока производится в широком диапазоне 75—320 А сдвигом щеток и реостатом в цепи регулируемой обмотки. Пуск электродвигателя производится ручным пусковым реостатом РЗП-ЗА, одновременно обеспечивающим минимальную и максимальную защиту двигателя.
Сварочный агрегат АСБ-300-МУi по мощности принадлежит к той же группе, что и ранее рассмотренные, но комплектуется бензиновым двигателем автомобильного типа. Однопостовой генератор постоянного тока ГСО-300 соединен с двигателем эластичной муфтой.
Регулирование силы сварочного тока обеспечивается реостатом, включенным в цепь шунто-вой (намагничивающей) обмотки возбуждения. Предусмотрено два диапазона регулирования: 75-200 и 180-320 А.
Агрегат смонтирован в корпусе на салазках. Стенки корпуса образуют съемные щитки. Это позволяет устанавливать и перевозить агрегат на автомашине или тракторном прицепе и работать на открытом воздухе.
Промышленность выпускает различные сварочные машины и аппараты, используемые в арматурных работах, основные типы которых приведены в табл. 18.36.
Сварочные преобразователи состоят из сварочных генераторов и трехфазных электродвигателей на одном валу, скомпонованных в одном корпусе.
Сварочный преобразователь ПСО-300-2У2 предназначен для однопостовой ручной дуговой сварки и наплавки постоянным током при силе его 100—315 А. Он состоит из однопостового сварочного агрегата постоянного тока, имеющего падающую внешнюю характеристику, и трехфазного асинхронного двигателя с короткозамкну-тым ротором, собранных в одном корпусе, на четырех колесах для передвижения.
Он состоит из однопостового сварочного агрегата постоянного тока, имеющего падающую внешнюю характеристику, и трехфазного асинхронного двигателя с короткозамкну-тым ротором, собранных в одном корпусе, на четырех колесах для передвижения.
Генератор имеет независимую обмотку возбуждения, которая питается от сети переменного тока через феррорезонансный стабилизатор напряжения и селеновый выпрямитель, а также последовательную размагничивающую обмотку возбуждения. Грубая регулировка силы сварочного тока производится изменением числа витков последовательной обмотки возбуждения генератора. Точная регулировка — реостатом, регулятором возбуждения генератора.
Для контроля величины сварочного тока предусмотрен амперметр, установленный на щитке. Сварочный преобразователь ПСМ-1000-4 относится к мощным машинам и может одновременно питать до 6 постов ручной сварки. Он имеет устройство вентиляции и скомплектован из4-по-люсного генератора постоянного тока ГСМ-100-4, трехфазного асинхронного двигателя привода, магнитного пускателя, реостата напряжения и балластного реостата. Генератор помимо шунтовой обмотки имеет на полюсах сериесную обмотку, обеспечивающую постоянное напряжение независимо от изменения нагрузки.
Генератор помимо шунтовой обмотки имеет на полюсах сериесную обмотку, обеспечивающую постоянное напряжение независимо от изменения нагрузки.
Таблица 18.36
Технические характеристики сварочных агрегатов постоянного тока
Технические характеристики основных типов сварочных преобразователей приведены в табл. 18.37.
Таблица 18.37
Технические характеристики сварочных преобразователейНаряду со сварочными агрегатами и преобразователями для получения постоянного тока пользуются сварочными одно- и многопостовыми выпрямителями. Одно из их преимуществ заключается в том, что они не имеют вращающихся, т. е. изнашивающихся деталей. Серийно выпускаются несколько типов выпрямителей, у которых применены селеновые элементы или кремниевые вентили. Выпускаемые выпрямители имеют большой диапазон пределов регулирования сварочного тока 45—1600 А. Конструктивно выпрямители оформлены в виде шкафов. Выпрямители малой мощности внешне напоминают сварочные трансформаторы. Выпрямители большой мощности снабжены рамами для подъема кранами.
Выпрямители большой мощности снабжены рамами для подъема кранами.
Однопостовые сварочные выпрямители ВД-101 и ВД-301 состоят из трехфазного понижающего трансформатора с подвижными катушками, выпрямительного блока, собранного из кремниевых вентилей с вентилятором и пускорегулиру-ющей аппаратурой.
Выпрямитель тиристорный ВДУ-504УЗ предназначен для однопостовой полуавтоматической 1 сварки в среде углекислого газа под флюсом, а также для ручной дуговой сварки. Выпрямитель снабжен дистанционным пультом управления, что обеспечивает значительное удобство при сварке. Он имеет жесткие и падающие внешние характеристики. Регулирование сварочного тока при падающих внешних характеристиках — плавное, является многопостовым источником тока и предназначен для полуавтоматической сварки в среде углекислого газа и ручной дуговой сварки.
Выпрямитель тиристорный ВДУМ-4Х401УЗ
Он также снабжен пультом дистанционного регулирования. Пределы регулирования сварочного тока при падающих внешних характеристиках 100—400 А, а при жестких внешних характеристиках 800—400 А. Пределы регулирования рабочего напряжения соответственно 23—36 и 20—45 В.
Пределы регулирования рабочего напряжения соответственно 23—36 и 20—45 В.
Обмотки трансформаторов, выпрямительные блоки и пускорегулирующая аппаратура охлаждаются воздушно-принудительной вентиляцией. Технические характеристики сварочных выпрямителей приведены в табл. 18.38.
Рекламные предложения:
Читать далее: Напрягаемые арматурные элементы, зажимные и анкерные устройства
Категория: — Машины и оборудование для арматурных работ
Главная → Справочник → Статьи → Форум
Источники питания сварочной дуги постоянного тока
ГОСГ 10594—74 регламентирует ряд поминальных токов для источников питания сварочной дуги постоянного тока (генераторов и выпрямителей) 40, 50, 63, 80, 100, 125, 100, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000, 2500, 3150, 4000 и 5000 А, [c.129]Сварочные выпрямители получают все большее распространение в качестве источников питания сварочной дуги постоянным током.
В качестве источников питания сварочной дуги постоянным током используются выпрямительные установки (ГОСТ 13821—68). [c.113]
Источники питания сварочной дуги постоянного тока разделяются на преобразователи (вращающиеся или электромашинные), сварочные агрегаты (с приводом от двигателей внутреннего сгорания) и сварочные выпрямители. [c.67]
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА [c.142]
Источники питания сварочной дуги постоянным током [c.12]
Все источники питания сварочной дуги постоянным током разделяются на три основные группы преобразователи, агрегаты и выпрямители. [c.41]
По роду и полярности применяемого тока, а также по номинальному напряжению холостого хода источника питания сварочной дуги переменного тока электроды маркируются О — только для постоянного тока обратной полярности 1, 2 и 3 — для напряжения холостого хода переменного тока 50 5 В 4, 5 и 6 — то же для напряжения 70 10 В 7, 8 и 9 — то
[c. 176]
176]
Т1 п 2 — марка 3 — диаметр, мм 4 — назначение электродов 5 — обозначение толщины покрытия 6— группа электродов 7 группа индексов, указывающих характеристики наплавленного металла и металла швов по ГОСТ 9466—75, ГОСТ 10052—75 или ГОСТ 10051—75 обозначение вида покрытия 9 — обозначение допустимых пространственных положений сварки или наплавки 10 — обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц 11 — обозначение стандарта (ГОСТ 9466—75) 12 — обозначение стандарта на типы электродов [c.71]
Пистолет комплектуется шкафом управления, источником питания дуги, сварочными проводами, проводами управления, набором сменных и запасных деталей. Питание дуги переменным током, при сварке шпилек диаметром до 12 мм, осуществляется от сварочного трансформатора типа ТСД-1000-3. Для приварки шпилек диаметром свыше 12 мм от пятого и седьмого витков обмотки дросселя трансформатора ТСД-1000-3 необходимо сделать отпайки и вывести на доску зажимов. Включение пяти витков обеспечивает сварочный ток до 2000 а. Для питания сварочной дуги постоянным током можно пользоваться преобразователем типа ПСМ-1000 с балластным реостатом или двумя преобразователями типа ПС-500, соединенными на параллельную работу.
[c.342]
Включение пяти витков обеспечивает сварочный ток до 2000 а. Для питания сварочной дуги постоянным током можно пользоваться преобразователем типа ПСМ-1000 с балластным реостатом или двумя преобразователями типа ПС-500, соединенными на параллельную работу.
[c.342]
По роду тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц — в соответствии с табл. 15. [c.125]
Сварку производят при питании электрической дуги постоянным током обратной полярности. Источниками питания служат преобразователи постоянного тока с жесткой характеристикой типа ПСГ-350, ПСГ-500 или сварочные выпрямители с жесткими характеристиками типа ВС-300, ВДГ-301, ВДГ-302, ВСЖ-303 и др. [c.222]
Источник питания сварочной дуги представляет собой статический преобразователь (выпрямитель) трехфазного переменного тока в постоянный. [c.223]
[c.223]
Источниками питания сварочной дуги для механизированных способов сварки служат сварочные трансформаторы серии ТСД и преобразователи постоянного тока ПСГ-500, ПОМ-1000 и ВС-300. [c.259]
Электрическая дуга, применяемая при сварке металлов, может питаться от источника постоянного или переменного тока постоянный ток вырабатывается сварочными машинами, а переменный преобразуется в ток более низкого напряжения с 380 в до 60—65 в) сварочными трансформаторами. Источники питания сварочной дуги должны давать напряжение, достаточное для зажигания дуги (порядка 50 в) при постоянном токе и 60—65 в при переменном после того как дуга зажглась, напряжение уменьшается до 18—22 в, а сила тока увеличивается зависимость между напряжением и силой тока должна быть такой, чтобы ока обеспечивала при коротком замыкании быстрое падение напряжения до О и быстрое восстановление его при возбуждении дуги. [c.317]
Машины, аппараты и принадлежности для дуговой сварки. Электродуговая сварка осуществляется на постоянном и переменном токе. Чаще всего применяется сварка на переменном токе. Это объясняется тем, что оборудование для зтого вида сварки значительно дешевле, чем для сварки на постоянном токе, имеет меньший вес и габариты, проще в отношении ухода, эксплуатации и обслуживания. Кроме того, расход электроэнергии при сварке на постоянном токе на 40—50% больше, чем при сварке на переменном. Источниками питания сварочной дуги являются электросварочные генераторы постоянного тока и сварочные аппараты переменного тока. Сварочные генераторы и сварочные аппараты могут быть однопостовыми (для питания одной дуги) и многопостовыми (для питания нескольких дуг).
[c.311]
Электродуговая сварка осуществляется на постоянном и переменном токе. Чаще всего применяется сварка на переменном токе. Это объясняется тем, что оборудование для зтого вида сварки значительно дешевле, чем для сварки на постоянном токе, имеет меньший вес и габариты, проще в отношении ухода, эксплуатации и обслуживания. Кроме того, расход электроэнергии при сварке на постоянном токе на 40—50% больше, чем при сварке на переменном. Источниками питания сварочной дуги являются электросварочные генераторы постоянного тока и сварочные аппараты переменного тока. Сварочные генераторы и сварочные аппараты могут быть однопостовыми (для питания одной дуги) и многопостовыми (для питания нескольких дуг).
[c.311]
Сварочная дуга — это мощный и длительный разряд электричества в газовой среде, сопровождающийся выделением большого количества тепла и световым излучением. При нормальной температуре и давлении газы, в том числе н воздух, не проводят электрический ток. Сварочная дуга возбуждается при соприкасании электрода с изделием. Большое омическое сопротивление приводит к тому, что электрод и воздушный промежуток, в месте контакта сильно нагреваются. Под действием тепла электроны из электрода (или свариваемого изделия), присоединенного к отрицательному полюсу источника питания, вырываются в воздушный промежуток, где сталкиваясь с атомами и молекулами воздуха, выбивают из них электроны и образуют ионы и свободные электроны. Воздух между электродом и свариваемым изделием становится проводником электричества. Этот процесс продолжается до тех пор пока горит дуга. Электрод (свариваемое изделие), присоединенный к положительному полюсу источника питания сварочной дуги, называют анодом, а к отрицательному полюсу— катодом. Поверхность катода, нз которой вылетают электроны, называют катодным пятном. При сварке на постоянном токе катодом может быть как электрод, так и свариваемое изделие. Сварочная дуга в данном случае может быть прямой и обратной полярности. При прямой полярности электрод присоединен к минусу ,
[c.
Большое омическое сопротивление приводит к тому, что электрод и воздушный промежуток, в месте контакта сильно нагреваются. Под действием тепла электроны из электрода (или свариваемого изделия), присоединенного к отрицательному полюсу источника питания, вырываются в воздушный промежуток, где сталкиваясь с атомами и молекулами воздуха, выбивают из них электроны и образуют ионы и свободные электроны. Воздух между электродом и свариваемым изделием становится проводником электричества. Этот процесс продолжается до тех пор пока горит дуга. Электрод (свариваемое изделие), присоединенный к положительному полюсу источника питания сварочной дуги, называют анодом, а к отрицательному полюсу— катодом. Поверхность катода, нз которой вылетают электроны, называют катодным пятном. При сварке на постоянном токе катодом может быть как электрод, так и свариваемое изделие. Сварочная дуга в данном случае может быть прямой и обратной полярности. При прямой полярности электрод присоединен к минусу ,
[c. 30]
30]
Для ручной аргонодуговой сварки применяют источники сварочной дуги постоянного тока с падающей вольт-амперной характеристикой. Источники могут иметь и жесткую характеристику, но тогда необходимы балластные реостаты. При ручной сварке покрытыми электродами используют источники питания с падающей характеристикой. [c.161]
Ручная аргонодуговая сварка должна осуществляться при возможно короткой дуге (не более 1—3 мм) постоянным током обратной полярности. Зажигание и гашение дуги необходимо выполнять на свариваемой кромке или на сваренном шве на расстоянии 20—25 мм позади кратера. Подача аргона из горелки начинается на 15—20 с раньше момента зажигания дуги и прекращается через 10—15 с после обрыва дуги. В течение этого времени струю аргона следует направлять на место начала сварки или на кратер. Особое внимание должно быть уделено провару корня шва и заделке кратера. Для заделки кратера рекомендуется применять дистанционное управление источником питания сварочной дуги. При его отсутствии кратер заделывают путем ввода в него капли расплавленного металла присадочной проволоки с одновременным ускорением отвода горелки от стыка до естественного обрыва дуги. При сварке без присадочной проволоки кратер заделывают путем ускоренного отвода горелки в сторону, противоположную направлению сварки, и быстрого возвращения горелки на прежнее место. После сварки корневого шва проверяют его качество. При обнаружении трещин дефектный участок удаляют узким наждачным кругом и снова заваривают с присадочной проволокой. Корневой шов с применением расплавляемой вставки сваривают без присадочной проволоки с обязательным расплавлением вставки на всю глубину и по всему периметру сварного соединения.
[c.167]
При его отсутствии кратер заделывают путем ввода в него капли расплавленного металла присадочной проволоки с одновременным ускорением отвода горелки от стыка до естественного обрыва дуги. При сварке без присадочной проволоки кратер заделывают путем ускоренного отвода горелки в сторону, противоположную направлению сварки, и быстрого возвращения горелки на прежнее место. После сварки корневого шва проверяют его качество. При обнаружении трещин дефектный участок удаляют узким наждачным кругом и снова заваривают с присадочной проволокой. Корневой шов с применением расплавляемой вставки сваривают без присадочной проволоки с обязательным расплавлением вставки на всю глубину и по всему периметру сварного соединения.
[c.167]
Без соответствующего сварочного оборудования также нельзя добиться необходимого качества сварного соединения не следует применять сварочные трансформаторы в качестве источников питания сварочной дуги при сварке легированных сталей, так как при сварке этих сталей следует использовать сварочные генераторы или выпрямители, вырабатывающие постоянный ток. Сварку ряда легированных, в частности, теплоустойчивых сталей следует выполнять с последующей термической обработкой, так как в противном случае могут возникнуть трещины в сварных швах и в зоне термического влияния.
[c.114]
Сварку ряда легированных, в частности, теплоустойчивых сталей следует выполнять с последующей термической обработкой, так как в противном случае могут возникнуть трещины в сварных швах и в зоне термического влияния.
[c.114]
Для электродуговой сварки можно применять как переменный, так и постоянный ток. В качестве источников питания сварочной дуги при сварке на переменном токе используют сварочные трансформаторы. При сварке по- [c.26]
Сварочный пост для полуавтоматической сварки в среде защитных газов на постоянном токе показан на рис. 20, б. В качестве источника питания сварочной дуги в данном случае применяется сварочный преобразователь 3, электродвигатель которого включен в сеть трехфазного тока. Генератор преобразователя вырабатывает постоянный ток, который по гибким сварочным проводам 8 подводится к свариваемому изделию 6 и горелке-держателю 5. [c.27]
В качестве источника питания сварочной дуги используется для сварки постоянным током— сварочный преобразователь ПСО-500, переменным — ИПК-350-4.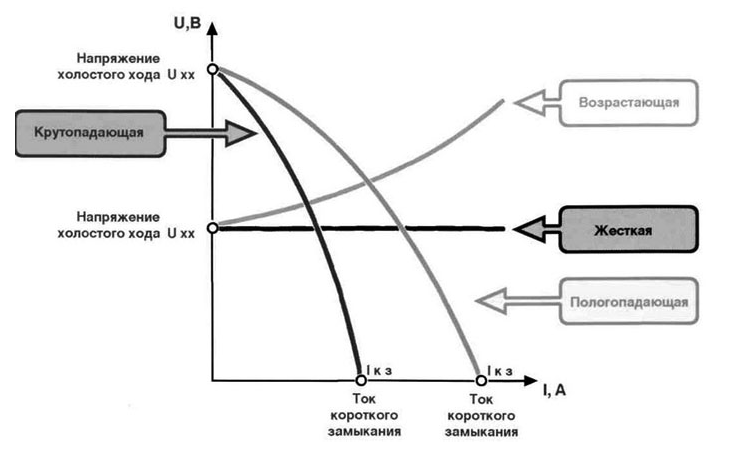 [c.91]
[c.91]
Источники питания сварочной дуги в основном различаются по роду тока—на источники постоянного или переменного тока по количеству постов, питаемых от одного источника, — на однопостовые и многопостовые [c.66]
Сварочные генераторы постоянного тока изготовляются в соответствии с требованиями ГОСТ 304—51, трансформаторы для ручной дуговой сварки — 1 ОСТ 95—51 и трансформаторы для автоматической дуговой сварки под слоем флюса — ГОСТ 7012—54. Основными показателями источников питания сварочной дуги являются напряжение холостого хода, номинальная сила сварочного тока, пределы регулирования силы сварочного тока, вид внешних характеристик. [c.16]
Сварочные выпрямители. По мере совершенствования и увеличения мопщости полупроводниковых вентилей все более увеличивается выпуск и применение в качестве источников питания сварочной дуги постоянного тока выпрямителей. Перед преобразователями сварочные выпрямители имеют следующие преимущества более высокий к. п. д. и меныние потери па холостом ходу лу ппие динамические свойства меньшую массу большую надежность и простоту обслуживания при эксплуатации бесшумность при работе большую экономичность при изготовлении.
[c.133]
п. д. и меныние потери па холостом ходу лу ппие динамические свойства меньшую массу большую надежность и простоту обслуживания при эксплуатации бесшумность при работе большую экономичность при изготовлении.
[c.133]
Для питания сварочной дуги применяют источники переменного и постоянного тока. Они могут быть одно- и многопостовы ми. в первом случае источник питает один сварочный пост, а во втором — несколько. Источники питания должны обеспечивать возможность настройки на разные режимы сварки. Каждый источник питания сварочной дуги рассчитывается на определенную нагрузку, воспринимая которую он не перегревается выше допустимых норм. Ток и напряжение при такой нагрузке называются номинальными. Номинальный сварочный ток на разных режимах работы неодинаков. Режим работы характеризуется отношением времени сварки к сумме времени сварки и холостого хода источника питания. [c.51]
Комплект оборудования для ручной плазменной резки состоит из резака (плазмотрона), источника питания электрическим током, пульта управления, баллонов с плазмообразующими газами. Основным элементом является резак, который имеет два узла — электродный и насадковый. Резак снабжен устройством для управления рабочим циклом резки — подачей и перекрытием газов, зажиганием вспомогательной дуги. Резаки имеют водяное или воздушное (сжатым воздухом) охлаждение. В качестве источников питания используют оборудование постоянного тока с крутопа-дающей внешней характеристикой, напряжением холостого хода 180—500 В и током 100—12.50 А. Для плазменной резки можно применять и стандартные источники питания сварочной дуги, соединив их параллельно для получения требуемого напряжения. Для резки металлов больших толщин необходимо использовать только специальные источники питания с повышенным напряжением холостого хода.
[c.44]
Основным элементом является резак, который имеет два узла — электродный и насадковый. Резак снабжен устройством для управления рабочим циклом резки — подачей и перекрытием газов, зажиганием вспомогательной дуги. Резаки имеют водяное или воздушное (сжатым воздухом) охлаждение. В качестве источников питания используют оборудование постоянного тока с крутопа-дающей внешней характеристикой, напряжением холостого хода 180—500 В и током 100—12.50 А. Для плазменной резки можно применять и стандартные источники питания сварочной дуги, соединив их параллельно для получения требуемого напряжения. Для резки металлов больших толщин необходимо использовать только специальные источники питания с повышенным напряжением холостого хода.
[c.44]
Суш ественную роль в увеличении производительности процесса играет и более высокая мощность сварочной дуги. Плавление высокопроизводительных электродов сопровождается образованием на торце электрода глубокой втулочки из неоплавившегося покрытия, которая, экранируя столб дуги, увеличивает его мощность и длину. Коэффициент покрытия у таких электродов составляет 140—180 %, а масса наплавленного металла у электродов некоторых марок в 1,5—2 раза превышает массу электродного стержня. Коэффициент потерь у высокопроизводительных электродов имеет положительную величину, так как при определении значения коэффициента расплавления учитывается только металл, полученный от расплавления стержня, а при определении коэффициента наплавки учитывается также и металл, перешедший из покрытия. Для обычных электродов большинства марок коэффициент наплавки равен 7,2— 10 г/А-ч, а для высокопроизводительных электродов в зависимости от диаметра электродного стержня, режима сварки и коэффициента веса покрытия—12—20 г/А-ч. Высокопроизводительные электроды рекомендуются для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей преимущественно в нижнем положении. Сварку выполняют на переменном и постоянном токе прямой полярности, с использованием источников питания сварочной дуги с повышенным напряжением холостого хода.
Коэффициент покрытия у таких электродов составляет 140—180 %, а масса наплавленного металла у электродов некоторых марок в 1,5—2 раза превышает массу электродного стержня. Коэффициент потерь у высокопроизводительных электродов имеет положительную величину, так как при определении значения коэффициента расплавления учитывается только металл, полученный от расплавления стержня, а при определении коэффициента наплавки учитывается также и металл, перешедший из покрытия. Для обычных электродов большинства марок коэффициент наплавки равен 7,2— 10 г/А-ч, а для высокопроизводительных электродов в зависимости от диаметра электродного стержня, режима сварки и коэффициента веса покрытия—12—20 г/А-ч. Высокопроизводительные электроды рекомендуются для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей преимущественно в нижнем положении. Сварку выполняют на переменном и постоянном токе прямой полярности, с использованием источников питания сварочной дуги с повышенным напряжением холостого хода. [c.204]
[c.204]
Парк электросварочного оборудования в строительстве состоит из генераторов и агрегатов для сварки постоянным током и из сварочных трансформаторов для сварки переменным током. Повышение технологического уровня дуговой сварки в строительстве в ближайшее время будет определяться применением новых, более совершенных источников питания сварочной дуги. С учетом перспективы в книге рассматриваются следующие источники питаийя [c.4]
Полуавтоматы А-547 и А-607 (ИЭС им. Е. О. Патона) предназначены для дуговой сварки сталей плавящимся электродом в среде углекислого газа. Сварка производится постоянным током до 200 а. Диаметр электродной проволоки от 0,8 до 1,2 мм. Скорость подачи электродной проволоки 100—250. ч/час. Полуавтомат при.АШняется для сварки материалов толщиной до 3 мм. В качестве источников питания сварочной дуги рекомендуется применять преобразователи и выпрямители с жесткой или возрастающей впешней характеристикой. Подача электродной проволоки осуществляется по гибкому шлангу способом толкания. [c.392]
[c.392]
Для повышения устойчивости горения дуги переменного тока можно применять источники питания сварочной дуги с повышенным напряжением холостого хода (в сравнении с источниками йитания постоянного тока), можно включать в сварочную цепь индуктивное сопротивление для сдвига нулевого значения тока относительно нулевого значения напряжения. [c.75]
Род и полярность сварочного тока определены сварочно-технологическими характеристиками выбранной конкретной марки электрода. Электроды, предназначенные для сварки постоянным током, не обеспечивают нормального горения дуги на переменном токе. Если выбранная марка электрода допускает сварку постоянным и переменным током, то выбор рода тока определяется наличием тех или иных источников питания сварочной дуги, а также техни-ко-экономическими соображениями. [c.124]
В сварочном производстве в основном применяются электромашинные генераторы постоянного тока смешанного возбуждения. Генераторы имеют две основные обмотки возбуждения — параллельную и последовательную. Параллельная обмотка может питаться током от независимого источника постоянного тока (генераторы с независимым возбуждением — рис. 14), а также от якоря самого генератора (генераторы с самовозбуждением рнс. 15). Последовательная обмотка включается в сварочную цепь, при этом, якорь генератора является нагрузкой. Если магнитный поток последовательной обмотки направлен навстречу основному потоку, то он оказывает размагничивающее действие на общую систему генератора (встречное включение), а если в ту же сторону, что и основной, то генератор намагничивается. Элек-тромашииные генераторы целесообразно применять в тех случаях, когда необходимо иметь независимый источник питания сварочной дуги, например при монтажных и ремонтных работах. Технические характеристики сварочных генераторов постоянного тока приведены в табл. 15 и 16.
[c.21]
Генераторы имеют две основные обмотки возбуждения — параллельную и последовательную. Параллельная обмотка может питаться током от независимого источника постоянного тока (генераторы с независимым возбуждением — рис. 14), а также от якоря самого генератора (генераторы с самовозбуждением рнс. 15). Последовательная обмотка включается в сварочную цепь, при этом, якорь генератора является нагрузкой. Если магнитный поток последовательной обмотки направлен навстречу основному потоку, то он оказывает размагничивающее действие на общую систему генератора (встречное включение), а если в ту же сторону, что и основной, то генератор намагничивается. Элек-тромашииные генераторы целесообразно применять в тех случаях, когда необходимо иметь независимый источник питания сварочной дуги, например при монтажных и ремонтных работах. Технические характеристики сварочных генераторов постоянного тока приведены в табл. 15 и 16.
[c.21]
Источники питания сварочной дуги
Источники питания сварочной дуги
При электродуговой ручной сварке применяют переменный и постоянный ток. Для питания аппаратов электродуговой сварки на переменном токе используют сварочные трансформаторы в одно- и двухкорпусном исполнении (табл. 13).
Для питания аппаратов электродуговой сварки на переменном токе используют сварочные трансформаторы в одно- и двухкорпусном исполнении (табл. 13).
Для питания аппаратов электродуговой сварки на постоянном токе применяют сварочные машины (преобразователи, сварочные агрегаты с приводом от двигателя внутреннего сгорания), приведенные в табл. 14, а также сварочные выпрямители. Сварочные машины постоянного тока подразделяются по количеству питаемых постов (однопостовые и многопостовые), по способу установки (стационарные и передвижные), по роду привода (генераторы с электрическим приводом и генераторы с двигателем внутреннего сгорания).
Выпрямительные сварочные установки собирают из полупроводниковых элементов, которые обладают «свойством проводить ток только в одном направлении. В обратном направлении полупроводники практически не пропускают электрический ток. Наибольшее применение в сварочных выпрямительных установках получили селеновые полупроводниковые элементы. В СССР выпускаются выпрямительные сварочные установки ВС, ВСУ, ВСС, ВСК, ВКС и ВКСМ с селеновыми, кремниевыми и германиевыми выпрямительными блоками. Питание выпрямительных блоков осуществляется от трехфазного сварочного трансформатора, вмонтированного в установки.
Питание выпрямительных блоков осуществляется от трехфазного сварочного трансформатора, вмонтированного в установки.
| Таблица 13 | ||||||
| Техническая характеристика сварочных трансформаторов | ||||||
| Марка трансформатора | Номинальная МОЩНОСТЬ, кет | Номинальный сварочный ток при ПР-65%, а | Предел регулирования сварочного тока, а | Напряжение, в | Вес, кг | |
| номинальное сварочное | холостого хода | |||||
| ТС-120 | 9 | 120 | 50—160 | 25 | 68 | 90 |
| ТС-300 | 20 | 300 | 110—385 | 30 | 63 | 185 |
| ТС-500 | 32 | 500 | 165—650 | 30 | 60 | 250 |
| ТСП-1 | 12 | 160 | 105-180 | 25 | 70 | 35 |
| ТСК-500 | 32 | 500 | 165-650 | 30 | 60 | 280 |
| ТСД-500 | 42 | 500 | 200—600 | 45 | 800 | 445 |
| ТСД-1000-3 | 76 | 1000 | 400—1200 | 42 | 69—78 | 540 |
| ТСД-2000-3 | 180 . | 2000 | 800—2200 | 53 | 77-86 | 670 |
Примечание. Трансформаторы марок ТС, ТСК, ТСП применяют для ручной электродуговой сварки, а марки ТСД — для автоматической и полуавтоматической дуговой сварки под слоем флюса при ПР-20% (ПР — продолжительность рабочего периода).
| Таблица 14 | ||||||
| Техническая характеристика сварочных машин постоянного тока | ||||||
| Тип машины | Генератор | Двигатель | Вес, кг | |||
| номинальный сварочный ток при ПР-65%, а | номинальное напряжение, В | предел регулирования сварочного тока, а | тип | мощность | ||
| ПСО-300 ПСО-500-3 ПСО-800 ПСГ-350 ПСГ-500 ПСУ-500 ПСМ-1000-2 АСБ-300-7 АСД-300 АСД-3-1 АСДМ-200 АСДП-500 АСДП-500Г АСДП-1000Г | 300 500 800 350 500 500 1000 300 300 500 200 500 500 1000 | 30 40 45 30 40 35 60 30 30 40 30 40 40 60 30 | 75—320 420—600 200-800 50-350 50—500 120—500 75-320 75-320 120—500 50—200 120—600 15-300 на каждом 300—1100 100—300 на каждом | Электрический То же » » » » » Газ-МКА 5П4-4Г-8.  5/П 5/П ЯАЗ—М20—4Г Г495/11 Г495/11 Г495/11 1Д6—150 | 14 квт. 28 » 55 » 14 » 28 » 28 » 75 » 30 л. с. 20 » 60 » 17 » 60 » 60 » 60 » | 400 430 1040 400 500 550 1600 850 980 2500 700 5000 4900 6000 |
Примечание: агрегаты АСБ- АСД и АСДМ смонтированы на рамах без колес, а АСДП —на двухосных прицепах.
1. Какие основные типы сварочных трансформаторов применяют для ручной электродуговой сварки трубопроводов?
2. Какие основные типы сварочных машин используют для ручной электродуговой сварки трубопроводов?
3. Назовите типы выпрямительных установок. Каково их назначение?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов
Источники питания сварочной дуги постоянного тока (сварочные генераторы и выпрямители) | Строительный справочник | материалы — конструкции
Источники питания постоянного тока подразделяются на две основные группы: сварочные преобразователи вращающегося типа (сварочные генераторы) и сварочные выпрямители установки (сварочные выпрямители).
Сварочные выпрямители — это устройства, преобразующие с помощью полупроводниковых элементов — вентилей — переменный ток В постоянный и предназначенные для питания сварочной дуги. Их действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении; в обратном направлении они (полупроводники) практически электрический ток не пропускают.
Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Селеновые полупроводники получили большое распространение потому, что они дешевые и обладают большой перегрузочной способностью (их к. п. д. около 75 %).
Сварочные выпрямители обладают некоторыми преимуществами перед преобразователями с вращающимися роторами (табл.), так как они имеют лучшие энергетические и весовые показатели, более высокий к. п. д. и просты в обслуживании. Кроме того, они имеют меньшие потери при холостом ходе и лучшие сварочные качества (как результат более широких пределов регулирования), отсутствует шум при работе. Дефицитные медные обмотки заменены в них на алюминиевые.
Дефицитные медные обмотки заменены в них на алюминиевые.
Сравнение технических характеристики сварочных преобразователей и выпрямителей
| Параметры | Тип преобразователя | Тип выпрямителя | |||||
| ПСО-300 | ПСО-500 | ПСМ-1000 | ВСС-300 | ВД-301 | ВКС-500 | ВКСМ-100 | |
| Номинальный сварочный ток (при ПР-65%), А К. п. д., % Потери при холостом ходе, кВт Масса, кг | 300 55 2,3 305 | 500 60 4,1 540 | 1000 76 — 950 | 300 66 0,65 240 | 300 72 0,65 225 | 500 75 1,26 385 | 1000 87 — 650 |
Принцип работы сварочного выпрямителя
Сварочные выпрямители собирают по двум наиболее распространенным схемам: однофазной мостовой двухполупериодного выпрямления и трехфазной мостовой.
Рис. 1. Принципиальные типовые схемы выпрямителей: а — однофазная мостовая, б — трехфазная мостовая |
Наиболее распространена трехфазная мостовая схема выпрямления, которая обеспечивает большую устойчивость горения сварочной дуги при меньшем количестве вентилей при одинаково заданных значениях выпрямленного напряжения и тока, более равномерную загрузку всех трех фаз силовой сети и лучшее использованне трансформатора сварочного выпрямителя.
При работе выпрямителя по этой схеме в каждый данный момент времени ток проводят только два элемента, соединенные последовательно с нагрузкой. Таким образом, в течение одного периода получается шесть пульсаций тока.
Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа:
- с крутопадающими характеристиками
- с жесткими (или пологопадающими) характеристиками
- универсальные, обеспечивающие получение падающих, жестких и пологопадающих характеристик.


Сварочные генераторы постоянного тока подразделяются:
- по количеству питаемых постов — на однопостовые и многопостовые;
- по способу установки — на стационарные и передвижны;
- по роду привода — генераторы с электрическим приводом и на генераторы с двигателями внутреннего сгорания;
- по конструктивному выполнению — однокорпусные и двух- корпусные.
По форме внешних характеристик сварочные генераторы могут быть:
- с падающими внешними характеристиками;
- с жесткими и пологопадаюшими характеристиками;
- комбинированного типа (универсальные генераторы, при переключении обмоток или регулирующих устройств которых можно получить падающие, жесткие или полого падающие характеристики).
Наибольшее распространение получили генераторы с падающими внешними характеристиками, работающие пo следующим трем основным схемам:
- генераторы с независимым возбуждением и размагничивающей последовательной обмоткой;
- генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения;
- генераторы с расщепленными полюсами.

Ни один из трех видов генераторов с падающими внешними характеристиками не выделяется существенными преимуществами как по технологическим, так и по энергетическим и весовым показателям.
Svarka 4 elektro
5. ЭЛЕКТРОДУГОВАЯ СВАРКА
5.4. СВАРОЧНЫЙ ПОСТ
Сварочным постом называют специально оборудованное рабочее место для сварки. Сварочный пост состоит из сварочного аппарата – источника питания дуги электрическим током – пусковой аппаратуры, комплекта сварочных проводов, электрододержателя и самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным, при переменном – передвижным.
Передвижные сварочные посты применяют при строительстве различных зданий и сооружений непосредственно на строительной площадке.
Основным оборудованием сварочного поста являются источники питания. Наиболее распространены источники питания переменного тока – сварочные трансформаторы. Обычно применяют трансформаторы типа ТД и ТДМ. Для ответственных и сложных сварочных работ посты укомплектовываются источниками постоянного тока – преобразователями ПД-502, или ПСО, а также однопостовыми выпрямителями ВД-401, ВД-501 и др.
Обычно применяют трансформаторы типа ТД и ТДМ. Для ответственных и сложных сварочных работ посты укомплектовываются источниками постоянного тока – преобразователями ПД-502, или ПСО, а также однопостовыми выпрямителями ВД-401, ВД-501 и др.
В условиях цеха или на крупных металлоёмких объектах может быть использован многопостовый источник питания – преобразователь ПСМ-1001, выпрямитель ВДМ-1001 и др. В этом случае пост оборудуют балластным реостатом РБ-300 или РБ-500, подсоединяемым к сварочной шине (или проводу), идущей от многопостового источника.
Основным рабочим инструментом электросварщика является электрододержатель, служащий для удержания электрода, подвода к нему сварочного тока и манипулирования электродом в процессе сварки. На рис. 5.9 изображена схема поста для сварки переменным током.
Рис. 5.9. Сварочный пост для ручной дуговой сварки:
1 – трансформатор; 2 – провода; 3 – рабочий стол;
4 – электрододержатель; 5 – свариваемая деталь
Переменный ток от сети по проводам подводится к сварочному трансформатору 1, который понижает напряжение подводимого от сети переменного тока с 220 или 380 В до 69…65 В, требуемого для возбуждения дуги при сварке.
Источники питания переменного и постоянного тока
Питание электрической энергией сварочной дуги или шлаковой ванны осуществляется от специальных источников.
Сварочные трансформаторы дешевы, надежны в работе и используются при ручной дуговой сварке покрытыми плавящимися электродами, неплавящимися электродами в инертных газах (алюминия и его сплавов) на специальных установках, под слоем флюса на автоматах, а также при электрошлаковой сварке в разных исполнениях (табл. 1—4).
Источники питания постоянного тока более универсальны, пригодны для сварки всех металлов и сплавов (кроме алюминия, магния и их сплавов вольфрамовым электродом), а также резки, как в цеховых (табл. 5— 8), так и в полевых, монтажных условиях, где отсутствует электрическая сеть (табл. 9—12).
При ручной дуговой и плазменной сварках источники питания должны иметь крутопадающие внешние вольтамперные характеристики, что обеспечивает небольшие колебания сварочного тока и глубины проплавления детали при случайных изменениях длины дуги. При автоматической сварке под флюсом, электрошлаковой сварке, механизированной сварке в СО2 или открытой дугой используют источники питания с пологопадающими и жесткими характеристиками. На рабочих местах, где попеременно необходимо выполнять ручную и механизированную сварку, применяют универсальные источники питания с жесткими, полого- и крутопадающими внешними характеристиками (табл. 13, 14). В цехах с большим количеством рабочих мест более экономичными в использовании оказываются многопостовые источники (табл. 15).
При автоматической сварке под флюсом, электрошлаковой сварке, механизированной сварке в СО2 или открытой дугой используют источники питания с пологопадающими и жесткими характеристиками. На рабочих местах, где попеременно необходимо выполнять ручную и механизированную сварку, применяют универсальные источники питания с жесткими, полого- и крутопадающими внешними характеристиками (табл. 13, 14). В цехах с большим количеством рабочих мест более экономичными в использовании оказываются многопостовые источники (табл. 15).
Для импульсно-дуговой сварки плавящимся электродом применяют специальные источники питания типа ВДГИ (см. табл. 6) или специальные генераторы (табл. 16). Они обеспечивают наложение на постоянный ток (небольшого значения) импульсов тока силой 1000 А и более, что обеспечивает управляемый перенос металла в дуге с частотой, кратной частоте импульсов, вследствие чего повышается производительность процесса, снижаются сварочные деформации и разбрызгивание. Эти источники питания имеют крутопадающие внешние характеристики для малых токов, пологопадающие — для средних и жесткие для больших токов.![]() Импульсные характеристики источника всегда жесткие.
Импульсные характеристики источника всегда жесткие.
Подключениеисточниковпитаниякраспределительнымщитамвыполняется изолированными медными (реже алюминиевыми) кабелями или проводами, уложенными в стальные трубы необходимых сечений (табл. 17). При выборе сечения медного сварочного кабеля от источника питания к электрододержателю нужно руководствоваться данными табл. 18.
Таблица 1. Трансформаторы для ручной дуговой сварки
| Марка | Uс, В | Iном.св, А (при ПН, %) | Диапазон регулирования тока, А | Uх.х, В | Uвтор, В | Р, кВ·А | Габариты, мм | Масса, кг |
| СТШ-250 | 220; 380 | 250(20) | 70…250 | 65 | 25 | 16,3 | 420x310x425 | 49 |
| СТШ-500СГД | 380 | 500(60) | 125…600 | 63 | 30 | 33 | 670x666x753 | 200 |
| ТС-120 | 220; 380 | 120(65) | 50…160 | 68 | 25 | 9 | 650x340x880 | 90 |
| ТС-152 | 220 | 150(20) | 40…150 | 70 | — | — | 290x470x400 | 40 |
| ТС-300 | 220; 380 | 300(65) | 110…385 | 63 | 30 | 20 | 760x520x970 | 185 |
| ТС-500 | 220; 380 | 500(65) | 165…650 | 60 | 30 | 32 | 840x575x1060 | 250 |
| ТСК-300 | 380 | 300(65) | 110…385 | 63 | 30 | 20 | 760x520x970 | 215 |
| ТСК-500 | 380 | 500(65) | 165…650 | 60 | 30 | 32 | 840x575x1060 | 280 |
| ТД-102 (ТДП-1) | 220; 380 | 160(20) | 60…175 | 80 | 26,4 | 4,2 | 548x300x530 | 37 |
| ТД-306 | 220; 380 | 250(20) | 100…300 | 80 | 30 | 7,5 | 608x345x585 | 66 |
| ТД-302 | 220; 380 | 300(60) | 60…400 | 61; 75 | 30 | 19,4 | 692x620x710 | 137 |
| ТДЭ-101 | 220; 380 | 100(20) | 40…110 | 42 | 24 | — | 340x180x450 | 25 |
| ТДЭ-251 | 220; 380 | 250(20) | 90…260 | 50 | 30 | — | 400x280x540 | 45 |
| ТД-500 | 220; 380 | 500(60) | 100…650 | 59; 73 | 40 | 32 | 720x580x850 | 210 |
| ТД-304 | 220; 380 | 30(60) | 60…385 | 65 | 30 | 19,4 | 692x620x710 | 150 |
| ТД-401 | 220; 380 | 400(60) | 65…460 | 80 | 36 | — | — | 145 |
| ТД-503 | 220; 380 | 500(60) | 75…580 | 80 | 40 | — | — | 175 |
| ТДМ-140 | 220 | 125(15) | 50…140 | 50 | — | 7,5 | 270x240x420 | 28 |
| ТДМ-165 | 220; 380 | 160(25) | 38…170 | 62 | 26 | 4,2 | 450x290x510 | 38 |
| ТДМ-180 | 220; 380 | 180(20) | 38…180 | 70 | — | 13 | 380x360x930 | 45 |
| ТДМ-254 | 220; 380 | 250(25) | 35…150 80…285 | 62 | 30 | 22 | 440x82×508 | 56 |
| ТДМ-317 | 220; 380 | 315(60) | 60…360 | 62; 80 | 33 | 10,4 | 555x585x820 | 130 |
| ТДМ-401 | 220; 380 | 400 (60) | 80…460 | 62; 80 | 36 | 14,4 | 555x585x850 | 143 |
| ТДМ-403 | 220; 380 | 400 (60) | 80…420 | 65 | — | 28 | 620x520x770 | 150 |
| ТДМ-411 *1 | 220; 380 | 400(10) | 40…220 140…400 | 80 | 36 | 35 | 360x360x1120 | 80 |
| ТДМ-505 *2 | 220; 380 | 500 (60) | 40…325 100…530 | 75 | — | 40 | 640x530x830 | 180 |
| ТСМ-250 | 380 | 250 (20) | 92…250 | 60 | 25 | 6,2 | 400x370x450 | 35 |
| ТСМ-М-250 | 220; 380 | 250 (30) | 92…250 | 60 | 30 | 6,2 | 340x398x450 | 53 |
| «Разряд-160» | 220 | 160(20) | 60…160 | 60 | — | — | 350x310x480 | 42 |
| «Разряд-250» | 380 | 250 (20) | 90…250 | 60 | 30 | 15 | 350x310x480 | 50 |
| ТДК-315 («Разряд-315») | 380 | 315(20) | 1000…340 | 45 | — | — | 420x350x480 | 55 |
| УДС-251 | 380 | 250 (20) | 50…275 | 45 | — | — | 350x350x480 | 45 |
| ТСБ-103 | 220 | 100 (20) | 65…100 | 70 | — | 8 | 320x190x320 | 23 |
| КИ 009-315 | 380 | 315(60) | 90…315 | 63 | 32 | 20 | 575x570x620 | 140 |
| КИ 002-500 | 380 | 500 (60) | 100…500 | 63 | 40 | 38 | 670x665x700 | 210 |
| ТДМ-259 | 380 | 250 (20) | 90…250 | 75 | 30 | 20 | 430x400x455 | 75 |
| ТСБ-90-1 | 220 | 90 (20) | 60…100 | 42 | — | 3,5 | 340x190x390 | 30 |
| ТДМ-22 | 220 | 220 (20) | 80…220 | 58 | — | — | 380x300x220 | 25 |
| ТДМ-315 * | 380 | 180(60) 315(20) | 50…180 150…325 | 65/75 | 27/32 | 23 | 360x360x930 | 60 |
| ТДС-125 | 220 | 125 (20) | 80…125 | 63 | — | 7,8 | — | 19 |
| ТДС-140 | 220 | 140 (20) | 90…140 | 64 | — | 8 | — | 25 |
| МИНИ | 220 | 80(15) | 40…80 | 37-39 | — | 2,2 | 150x215x300 | 9,8 |
| Хобби | 220 | 100(20) | 40…100 | 37-39 | — | 3,1 | 150x210x350 | 10,8 |
| РСИ-180 | 220 | 170(40) | 80…180 | 37-40 | — | 4,8 | 210x330x370 | 21 |
| РДК-300 | 220 | 280 (50) | 60…290 | 37-42 | — | 7,7 | 250x400x450 | 40 |
| РСИ-153 | 220 | 150(40) | 50…150 | 37-40 | — | 4 | 185x280x310 | 16 |
| Saforc 140 *2 | 220 | 150(20) | 65…140 | 48 | — | — | — | 16 |
| Saforc M 250 *2 | 220; 380 | 250(35) | 45…250 | 67 | — | — | — | 65 |
| Saforc M 500 *2 | 380 | 500(35) | 90…500 | 85 | — | — | — | 190 |
| Дуга 160 | 220 | 150(60) | 30…160 | — | — | 4,5 | 400x200x360 | 25 |
| Дуга 300 Профи | 220; 380 | 300(60) | 50…300 | — | — | 9 | 470x280x500 | 44 |
| TECNO 165T *3 | 220 | 140(15) | 40…140 | — | — | 3 | 360x160x290 | 14 |
| TITAN-205E *3 | 220; 380 | 200(15) | 45…200 | — | — | 4,4 | 440x260x310 | 20 |
* В числителе показатели работы на I ступени, в знаменателе — на II ступени.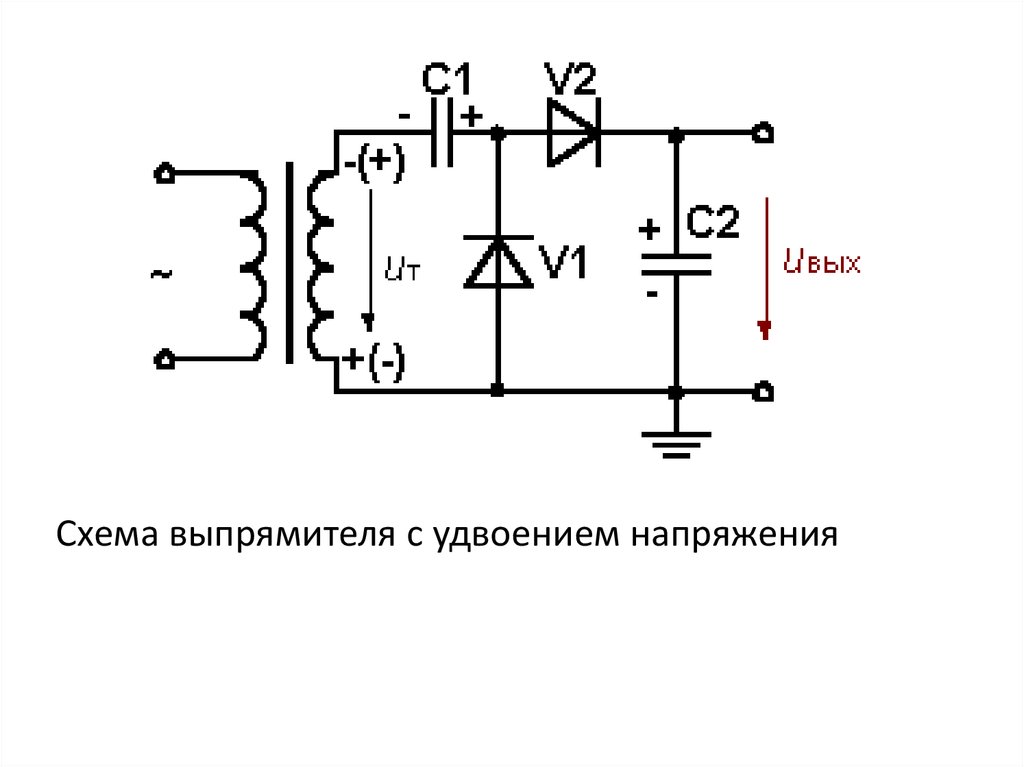
*2 Фирма AIR-LIQUIDE-Group, Швейцария.
*3 Фирма Deca, Италия.
Примечания.
- Здесь и далее ПН — показатель, который характеризует режим эксплуатации оборудования; ПН= tн/(tн+ tх.х)100%, где tн — продолжительность работы с нагрузкой, tx.x — продолжительность холостого хода, когда источник не выключается из сети.
- Климатическое исполнение и категория размещения У2.
- Трансформаторы «Разряд-160», «Разряд-250» могут использоваться также для сварки электродами с покрытиями основного типа; УДС-251 — для сварки еще и неплавящимися электродами.
Таблица 2. Трансформаторы для автоматической дуговой сварки
| Марка | Uс, В | Iном.св, А (при ПН, %) | Диапазон регулирования тока, А | Uх.х, В | Uвтор, В | Р, кВ·А | Габариты, мм | Масса, кг |
| СТ-1000 | 220; 380 | 1000(60) | 300…1200 | 57; 62; 66; 71; 76 | 42 | 70 | 1115x1015x1765 | 200 |
| СТ-2000 | 380 | 2000 (60) | 600…2000 | 80; 100; 109 | — | 200 | 800x750x2040 | 950 |
| ТДФЖ-1002 | 380 | 1000(100) | 400…1200 | 68…71 | 44 | 82 | 1200x830x1200 | 720 |
| ТДФЖ-1601 | 380 | 1600(100) | 600…1800 | 95…105 | 60 | 182 | 1200x830x1200 | 1000 |
| ТДФЖ-1602 | 380 | 1000(100) | 300…1200 | 112 | 56 | 130 | 1370x760x1220 | 550 |
| ТДФЖ-2002 | 380 | 2000(100) | 600…2200 | 120 | 76 | — | 1370x760x1220 | 850 |
| ТДР-1601 | 380 | 1600(100) | — | 70 | 49 | 130 | 665x1055x1435 | 1100 |
| ТДФП-1250 | 380 | 1600(100) | — | 112 | — | 125 | — | 1500 |
| ТДФ-1001 | 220/380 | 1000(100) | 400…1200 | 68…71 | — | 82 | 1200x830x1200 | 720 |
| ТДФ-1601 | 380 | 1600(100) | 600…1800 | 105 | 60 | 182 | 1200x830x1200 | 1000 |
Примечания.
- Климатическое исполнение УЗ.
- ТДР — трансформатор пригоден для дуговой резки графитовым электродом.
Таблица 3. Технические характеристики трансформаторов для электрошлаковой сварки
| Марка | Iном.св, А (при ПН, %) * | Uх.х, В | Uвтор, В | Диапазон регулирования | Число ступеней регулирования | Р, кВ·А | Габариты, мм | Масса, кг |
| ТСШ-1000-1 | 1000(80) | 56 | — | 38…62 | 18 | 56 | 980x690x1150 | 510 |
| ТСШ-1000-3: | 1470x900x1715 | 1400 | ||||||
| исп. 1 | 1000(80) | 56 | — | 38…62 | 18 | 170 | ||
| исп. 2 | 2000(80) | 112 | ||||||
| ТСШ-3000-1: | 960x710x780 | 600 | ||||||
исп.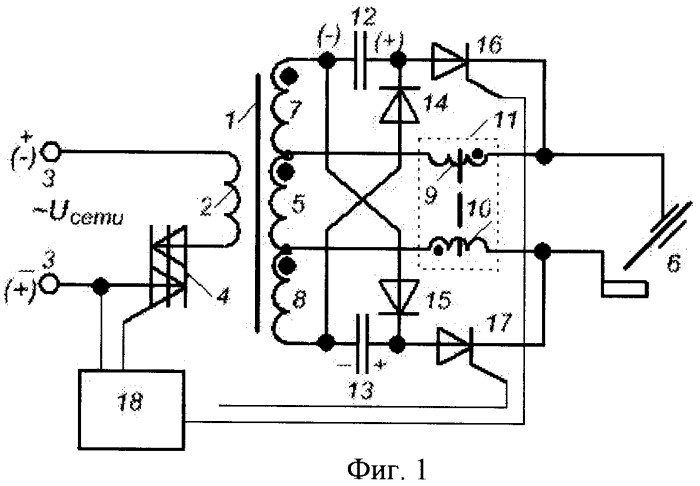 1 1 | 3000(100) | 46 | — | 5…46 | 10 | 138 | ||
| исп. 2 | 6000(100) | 5…23 | ||||||
| ТСШ-3000-3: | 1360x1335x1505 | 2200 | ||||||
| исп. 1 | 3000(100) | 56 | — | 8…63 | 48 | 500 | ||
| исп. 2 | 6000(100) | 340 | ||||||
| ТСШ-10000-1 | 10000(100) | 41 | — | 29…41 | 4 | 410 | 1370x1300x900 | 1050 |
| ТШП-10000-1: | 1770x1100x1760 | 2480 | ||||||
| исп. 1 | 10000(100) | 72 | — | 40…72 | 4 | 724 | ||
| исп. 2 | 61 | 36…61 | 610 | |||||
| ТРМК-1000-1 | 1000(100) | 62 | 57 | 21…57 | 3 | 70 | 950x730x1600 | 700 |
| ТРМК-3000-1 | 3000(100) | 61 | 55 | 18…57 | 3 | 190 | 1220x950x1600 | 1300 |
* Сеть питания — 380 В.
Примечание. Здесь и далее ПВ — показатель, который характеризует режим работы как длительно-кратковременный; ПВ = tн/(tн+ tп).100%, где tн — продолжительность работы с нагрузкой, tп — продолжительность паузы, когда оборудование выключается из питающей сети.
Таблица 4. Технические характеристики источников питания и установок для сварки неплавящимся электродом
| Марка | Uс, В | Ток питания | Iном.св, А, при ПН, % | Uх.х, В | Uраб, В | Диапазон регулирования сварочного тока, А | Габариты, мм | Масса, кг |
| ВСВУ-80 | 220 | Постоянный | 80 (60) | 55 | 30 | 2…90 | — | 180 |
| ВСВУ-160 | 380 | » | 160(60) | 48 | 30 | 3…180 | — | 240 |
| ВСВУ-315 | 380 | » | 315(60) | 45 | 30 | 30…350 | — | 360 |
| ВСВУ-400 | 380 | » | 400 (60) | 100 | 30 | 5…400 | — | 230 |
| ВСВУ-630 | 380 | » | 630 (60) | 50 | 30 | 5…700 | — | 230 |
| УДГУ-122 | 220 | Постоянный; переменный | 125 (20) | 18 | 15 | 20…125 | 292x394x490 | 52 |
| УДГ-201 | 380 | Постоянный и импульсный | 200 (40) | 60 | 12 | 7…200 | — | 3 |
| СТШ-252 | 220; 380 | Переменный | 250 (40) | 65 | — | 70…260 | — | 65 |
| А-500 УП | 380 | » | 500 (60) | 80 | — | 50…500 | — | — |
| УДГ-301-1 | 380 | » | 315(60) | 72 | 16 | 15…25 20…100 90…315 | 700x1100x900 | 380 |
| УДГ-501-1 | 380 | » | 500 (60) | 72 | 16 | 40…150 120…500 | 900x1100x900 | 460 |
| УПС-301 | 380 | Постоянный и импульсный | 315(60) | 68 | 40 | 4…20 25…315 | 90x1100x900 | 340 |
| УДГУ-301 | 380 | Постоянный Переменный | 315(60) | 65 72 | 12 16 | 15…25 20…100 до 315 | 800x700x900 | 380 |
| УДГ-1601 УДГ-2504 | 380 380 | Постоянный в непрерывном или импульсном режиме | 160(60) 250 (60) | — — | 27 30 | 12…160 12…250 | 500x300x400 650x335x450 | До 30 До 50 |
| Prestotig 250 *1 | 380 | Постоянный | 250 (40) | 75 | — | 3…250 | — | 28 |
| Nertablоk *1 ТН 260 Р | 220; 380 | Постоянный Переменный | 250 (40) | 95 78 | — | 5…250 10…250 | — | 190 |
| Transtig1600 *1 | 220 | Постоянный | 160(40) | — | — | 2…150 | 430x180x280 | 8,4 |
| Magicwave *2 2000 fuzzy | 220 | Постоянный; Переменный | 150(60) | — | — | 5…200 | 510x230x480 | 25 |
| Thor200HF *3 | 220 | Постоянный | 200(45) | — | — | 5…200 | 185x340x470 | 11 |
| 200 PHF *3 | 220 | » | 200(40) | В памяти 18 программ режима сварки | 5…200 | 180x410x230 | 10 | |
| УДЧУ251/3 | 380 | Постоянный; переменный | 200(40) | — | — | 2…320 | — | 47 |
*1 Фирма AIR LIQUIDE Group, Швейцария.
*2 Фирма Fronius, Австрия.
*3 Фирма ESSETI, Италия.
Примечания.
- Выпрямители типа ВСВУ используют для сварки свободной и сжатой дугой высоколегированных сталей и титановых сплавов.
- Установка УДГУ-122 применяется для сварки низкоуглеродистых и коррозионно-стойких сталей, титановых и медноникелевых сплавов (постоянный ток) алюминия и его сплавов (переменный ток), покрытыми электродами до 4 мм.
- Установку УДГ-201 используют для сварки цветных металлов на прямой полярности в непрерывном и импульсном режиме от многопостовых источников питания, установки УДГ-301-1 и УДГ-501-1 — для сварки алюминия и его сплавов, установку УПС-301 — для плазменной и дуговой сварки, установку УДГУ-301 — для сварки нержавеющих сталей, медно-никелевых сплавов, алюминия и его сплавов (переменный ток), установки УДГ-1601 и УДГ-2504 — для сварки на постоянном токе прямой полярности, в том числе и в импульсном режиме в пределах регулирования длительности импульсов и пауз 0,1…0,3 с, установку УДЧУ251/3 — для сварки плавящимся электродом диаметром 2…6 мм и неплавящимся (диаметром 1…4 мм).

Таблица 5. Технические характеристики выпрямителей для ручной дуговой сварки
| Марка | Uс, В | Iном.св, А, при ПН, % | Диапазон регулирования тока, А | Uх.х, В | Uвтор, В | Мощность, кВ·А | Габариты, мм | Масса, кг |
| ВСБ-102 | 220 | 125 (20) | 65…100 | — | 24 | 8 | 410x180x350 | 30 |
| ВД-102 | 220 | 125 (60) | 20…125 | 60 | 25 | 9 | 1125x745x836 | 160 |
| АС ВД-131 ДС | 220 380 | 180 (20) 130 (20) | 38…180 35…130 | 40 70 | 26 25 | 12,5 12,5 | 360x360x930 360x360x930 | 55 55 |
| ВД-161 ВД-250 | 220 | 160 (60) 250 (35) | 20…180 50…275 | 30 | 20…30 | 5,5 | 410x480x230 | 16 65 |
| ВД-306М | 380 | 315 (15) | 45…150 130…315 | 55/75 | 31 | 20 | 360x360x1250 | 100 |
| ВД-306С | 380 | 315 (60) | 80…160 150…320 | 55/75 | 32 | 23 | 760x420x950 | 140 |
| ВД-306Д ММА-ДС | 380 | 315 (60) | 50…350 | 95 | 32 | 25 | 650x390x600 | 125 |
| ВД-306Д (БУСПТИГ) (ТИГ-ДС) | 380 | 315 (60) | 10…350 | 95 | 22 | 25 | БУСП ТИГ 359x165x275 | БУСП ТИГ 8 |
| ВД-506Д ММА-ДС | 380 | 500 (60) | 80…500 | 95 | 40 | 36 | 700x390x690 | 165 |
| ВД-506Д с БУСП ТИГ ТИГ-ДС | 380 | 500 (60) | 120…500 | 95 | 30 | 36 | БУСП ТИГ 350x165x275 | БУСП ТИГ 8 |
| ВД-308 | 380 | 300 (60) | 45…315 | 70 | — | 24 | — | 170 |
| ВД-309 | 380 | 300 (60) | 45…315 | 96 | — | 24 | — | 185 |
| ВД-402 | 380 | 400 (60) | 50…450 | 80 | 32 | 36 | 772x770x785 | 195 |
| ВД-502-2 | 380 | 500 (60) | 50…500 | 80 | 40 | 42 | 810x560x1062 | 330 |
| ВД-506 ДК | 380 | 500 (60) | 150…500 ММА 12…500 ТИГ 50…500 МИГ-МАГ | 95 | 30…40 | 36 | 390x730x690 | 190 |
| ВДЧ-302У3 | 380 | 300 (60) | 50…315 | — | -— | — | — | 85 |
| КИГ-401 | 380 | 400 (60) | 50…400 | 63 | 16…32 | 26 | 720x530x770 | 210 |
| КИУ-301 | 380 | 315 (60) | 50…315 | 72 | 35 | 16 | 720x530x770 | 190 |
| КИУ-501 | 380 | 500 (60) | 50…500 | 85 | 48 | 40 | 790x600x860 | 260 |
| ГАРТ— 160 | 220 | 125(20) | 20…160 | 50 | 25 | 7,2 | 433x233x360 | 40 |
| WTU-307 *1 | 220; 380 | 230 (60) | 5…300 | — | — | — | 680x450x550 | 95 |
| WTU-457 *1 | 220; 380 | 340 (60) | 5…450 | — | — | — | 995x740x655 | 222 |
| Presto 130 *2 | 220 | 130 (35) | 5…130 | 70 | — | — | — | 13 |
| Presto 250 *2 | 380 | 250 (35) | 3…250 | 75 | — | — | — | 24 |
| Safex M340 *2 | 220; 380 | 320 (35) | 45…340 | 55…67 | — | — | — | 108 |
*1 Фирма Fronius, Австрия.
*2 Фирма AIR LIQUIDE Group, Швейцария.
Примечания. АС — переменный ток, DC — постоянный ток.
ТИГ — режим аргоно-дуговой сварки неплавящимся электродом.
МИГ-МАГ — режим полуавтоматической сварки плавящимся электродом в среде защитных газов.
ММА — режим дуговой сварки покрытым электродом. БУСП — блок управления процессом сварки.
Таблица 6. Технические характеристики выпрямителей для механизированной сварки
| Марка | Uс, В | Iном.св, А (при ПН, %) | Диапазон регулирования тока, А | Uх.х, В | Uвтор, В | Мощность, кВ·А | Габариты, мм | Масса, кг |
| ВС-300А | 380 | 315 (60) | 50…315 | — | 34 | 16 | 650x600x900 | 180 |
| ВС-300Б | 380 | 315 (85) | 50…350 | 43 | 32 | 16 | 830x400x710 | 110 |
| ВС-400 | 220; 380 | 400 (65) | 55…400 | 23…46 | — | 22,5 | 1040x800x1500 | 300 |
| ВС-500 | 380 | 500 (65) | 50…500 | 20…45 | — | 31 | 770x600x1150 | 350 |
| ВС-600 | 380 | 630 (65) | 60…600 | 20…40 | 50 | 35 | 1000x865x1510 | 490 |
| ВС-1000 | 380 | 1000 (65) | до 1000 | 17…48 | 75 | 880x700x1375 | 600 | |
| ИПП-120П | 380 | 120 (65) | 40…120 | 14…25 | 3 | 930x600x850 | 175 | |
| ИПП-300П | 380 | 300 (65) | 60…300 | 15…40 | 11 | 956x660x1045 | 255 | |
| ИПП-500П | 380 | 500 (65) | 80…500 | 17…50 | 27 | 956x700x1045 | 440 | |
| ИПП-1000П | 380 | 1000 (65) | 100…1000 | 20…60 | 60 | 925x925x1300 | 780 | |
| ВДГИ-302 | 380 | 315 (60) | 40…325 | 45 | 35 | 17,3 | 720x593x938 | 240 |
| ИУП-1 | 380 | 315 (60) | 40…350 | 45 | 40 | 500x600x1600 | 490 | |
| ВДГИ-301 | 380 | 315 (60) | 40…325 | 60 | 13 | 748x1045x533 | 330 | |
| ВДГИ-101 | 220; 380 | 160 (60) | — | 10…35 | 20 | 710x550x955 | 250 | |
| ВДГИ-102 | 220; 380 | 160 (60) | — | 18…50 | — | 1015x748x953 | 300 | |
| ВЖ-2П | 380 | 180 (60) | — | 21…40 | — | 8,6 | 595x502x652 | 57 |
| ПС-100 | 220 | 100 (60) | 40…100 | 40 | — | 3,3 | — | 35 |
| ПС-250 | 380 | 300 (60) | 50…320 | 40 | — | 16,5 | — | 110 |
| ПС-315 | 380 | 100 (60) | 50…100 | 40 | — | 15 | — | 180 |
| ВСЖ-303 | 220; 380 | 315 (65) | 50…315 | 18…50 | 34 | 20 | 600x650x900 | 200 |
| ВДГ-301 | 380 | 300 (60) | 50…320 | 16…30 | — | 960x697x775 | 210 | |
| ВДГ-302 | 220; 380 | 315 (60) | 50…315 | — | 40 | 21 | 723x593x938 | 220 |
| ВДГ-303-3 | 380; 220 | 315 (60) | 40…325 | 60 | 40 | 21 | 735x605x750 | 200 |
| ВДГ-401 | 220; 380 | 400 (60) | 80…500 | 75 | 42 | 28 | 735x605x950 | 250 |
| ВДГ-601 | 380; 220 | 630 (60) | 100…700 | — | 66 | 69 | 900x1140x920 | 550 |
| ВДГ-1001 | 380 | 1000 (100) | 300…1000 | — | — | 105 | 950x1150x1850 | 750 |
| КИУ-1201 | 380 | 1250 (100) | 250…1250 | 85 | 24…26 | 120 | 1000x880x660 | 700 |
| WTU-657 * | 380 | 490 (60) | 5…650 | — | — | — | 268 |
* Фирма Fronius, Австрия.
Таблица 7. Технические характеристики преобразователей для ручной дуговой сварки
| Марка | Генератор | Iном.св, А, (при ПН = 60% | Uраб, В | Диапазон регулирования сварочного тока, А | Uх.х, В | Двигатель | Частота оборотов, с–1 | Uс, В | P, кВт | Габариты, мм | Масса, кг |
| ПСО-300-2У2 | ГСО-300-2 | 315 | 30 | 115…315 | 90 | АВ160А4У2 | 25 | 220; 380 | 15 | 1030x590x830 | 435 |
| ПСО-315М | ГСО-300М | 315 | 32 | 100…315 | 90 | АВ2-62-2СХУ1 | 50 | 380 | 17 | 1225x485x780 | 393 |
| ПД-502-1У2 | ГД-502 | 500 | 42 | 75…500 | 90 | АВ2-71-2СУ2 | 50 | 220; 380 | 70 | 1010x650x935 | 480 |
| ПД-305-У2 | ГД-317 | 315 | 32 | 45…350 | 85 | АВ2-51-2В | 50 | 220; 380 | 10,4 | 1200x537x845 | 280 |
Таблица 8. Технические характеристики универсальных генераторов
Технические характеристики универсальных генераторов
| Марка | Внешняя характеристика | Iном.св, А (при ПН, %) | Uраб, В | Диапазон регулирования сварочного тока, А | Диапазон регулирования напряжения, В | Частота оборотов вала генератора, с–1 | Габариты, мм | Масса, кг |
| ГД-304 | Падающая Жесткая | 315 (60) 300 (60) | 32 30 | 15…350 80…300 | — 16…45 | 33 | 680x624x700 | 260 |
| ГД-502 | Падающая Жесткая | 500 (60) 500 (60) | 40 40 | 15…500 15…500 | — 15…50 | 50 | 950x500x750 | 400 |
| ГСУМ-400 | Падающая Жесткая | 400 (65) 400 (65) | 70 70 | 100…400 100…400 | — 25…70 | 33 | 1660x560x920 | 850 |
Таблица 9. Технические характеристики сварочных агрегатов с бензиновыми двигателями
Технические характеристики сварочных агрегатов с бензиновыми двигателями
| Марка | Iном.св, А (при ПН, %) | Диапазон регулирования сварочного тока, А | Uраб, В | Сварочный генератор | Двигатель | Частота оборотов, с–1 | Габариты, мм | Масса, кг |
| АСБ-300-7 | 315(60) | 45…315 | 32 | ГСО-300-5 | ЗМЗ-320-01 | 33 | 1130x850x1165 | 635 |
| АДБ-309 | 350(35) 315(60) 240(100) | 15…350 | 32 | ГД-303 | ЗМЗ-320-01 | 33 | 1892x880x1200 | 750 |
| АДБ-311 | 315(60) 240(100) | 15…350 | 32 | ГД-305 | ЗМЗ-320-51 | 25 | 1890x880x1200 | 800 |
| АСБ-300М | 300(35) 250(60) | 45…300 | 30 | ГСО-300М | АВ-8М | 50 | 1680x870x1080 | 550 |
| АДБ-318 | 350(35) 315(60) 240(100) | 45-350 | 32 | ГД-312 | ЗМЗ-320-01 | 33 | 1890x880x1200 | 710 |
| АДБ-3120 | 350(35) 315(60) 240(100) | 15-350 | 32 | ГД-314 | ЗМЗ-320-01 | 33 | 1900x900x1200 | 690 |
| ПАС-400-VI ПАС-400-VIII | 60 | 120-500 | 40 | СГП-3-VI | ЗИЛ-164 | 27 | 2700x900x1500 | 1990 |
Примечания. 1. Климатическое исполнение и категория размещения — У1.
1. Климатическое исполнение и категория размещения — У1.
2. Генераторы — коллекторные.
Таблица 10. Технические характеристики одно- и многопостовых агрегатов с вентильными генераторами
| Марка | Расположение постов | Iном.св, А (при ПН, %) | Номи-нальная длитель-ность цикла сварки, мин | Диапазон регули-рования свароч-ного тока, А | Двигатель | Система пуска двигателя | Генератор вентильный | Масса, кг | ||
| Тип | Мощность, кВт | Частота враще-ния, с–1 | ||||||||
| АДБ-3120 | — | 315(60) | 5 | 15…350 | 320-01 | 29,4 | 33 | Электростартер | ГД-304 | 690 |
| АДД-502 | Отдельно Параллельно | 2×315(60) 500(80) | 5 10 | 60…330 120-550 | Д144 320-01 | 36,7 29,4 | 30 30 | Пусковой двигатель | Двух-постовой | 3500 3500 |
| АДБ-3122 АББ-3123 | — — | 315(60) | 5 | 15…350 | 320-01 | 29,4 | 33 | Пусковой двигатель | ГД-3121 | 670 |
| АДБ-3125 | — | 315(60) | 5 | 45…350 | 320-01 | 29,4 | 33 | Пусковой двигатель | ГД-316 | 670 |
| АДД-4001 АДД-4002 АДД-4003 | — — — | 400(60) | 5 | 60…450 | Д144 | 36,7 | 30 | Электростартер | ГД-4002 | 855 |
| АДД-3114 АДД-3115 АДД-3116 | — — — | 315(60) | 5 5 5 | 15…350 | Д214А | 18,4 | 30 | Электростартер | ГД-3122 | 730 |
| АДД-4×2501 | — | 4×250(60) 800(60) | 5 10 | 70…800 70…800 | Д240Л Д240Л | 56,7 56,7 | 36 36 | Пусковой двигатель | Четырех-постовой | 5000 5000 |
Примечания:
- Система регулирования тока агрегата АДД-4×2501 плавная, местная, дистанционная, безреостатным регулятором, других — плавно, дистанционно, реостатом в цепи возбуждения.
- Для агрегатов АДД-502 и АДД-4×2501 приведена масса с прицепом и другим технологическим оборудованием.
Таблица 11. Технические характеристики сварочных агрегатов с дизельными двигателями
| Марка | Iном.св, А (при ПН, %) | Диапазон регулирования сварочного тока, А | Uраб, В | Тип генератора | Двигатель | Габариты, мм | Масса незаправленного агрегата без комплектующих, кг |
| АДД-303 | 315(60) 240(100) | 45…315 | 32 | ГСО-300-12 | Д144 | 1915x895x1250 | 900 |
| АДД-305 | 315(60) 350(35) 240(100) | 45…315 | 32 | ГД-310 | Д144 | 1915x895x1250 | 900 |
| АДД-3112 | 315(60) 350(35) 240(100) | 30…350 | 32 | ГД-3120 | Д144 | 1900x900x1200 | 895 |
| АДС-300М | 315(60) 240(100) | 45…315 | 32 | ГСО-300 | 4×8,5/11 | 1915x1100x895 | 920 |
| АСД-300Т | 315(60) 240(100) | 45…300 | 32 | ГД-309 | 4×8,5/11 | 1980x900x1350 | 1100 |
| АДД-304 | 250(60) 300(35) | 45…300 | 32 | ГД-307 | 4×8,5/11 | 1820x930x1450 | 850 |
| АДС-3-1 АСДП-500 | 500(60) 400(100) | 120…500 | 40 | СГП-3-VIII | ЯАЗ-М204Г | 2800/6250*x x2115/2350*x x1115/2785* | — |
| АСДП-500Г | 500(100) 600(60) | До 600 | 55 | ГСМ-500 | ЯАЗ-М204Г | 6350x2350x2785 | 4550 |
| АДД-502 | (2×330)(35) (2×315)(60) 500(80) | 2x(60…330) *1 (250…500) *2 — | 2×32/40 | — | Д144 | 2550/6240x x1200/2350x x1270/2040 | — |
*1 Однопостовое исполнение.
*2 Двухпостовое исполнение.
Примечания:
- Напряжение холостого хода отрегулировано на номинальный режим 100 В.
- Климатическое исполнение и категория размещения — У3.
- В знаменателе приведены характеристики агрегатов с прицепом.
Таблица 12. Технические характеристики сварочных агрегатов с электроприводом
| Марка | Iном.св, А (при ПН, %) | Рабочее напряжение, В | Диапазон регулирования сварочного тока, А | Uх.х, В | Генератор | Тип двигателя (мощность, кВт) | Частота вращения, с–1 | Габариты, мм | Масса, кг |
| САМ-300 | 300 (60) | 30 | 75…300 | 80 | ГСО-300М | П-62М(16) | 25 | 1435x600x832 | 685 |
| САМ-400 | 500 (60) | 40 | 120…600 | 60…90 | СГП-3-V | МАФ-82-73/4 (32) | 24 | 1770x650x920 | 1450 |
| САМ-400-1 | 500 (60) | 40 | 120…600 | 60…90 | СГП-3-V | ПН-209 (32) | 25 | 1980x650x940 | 1600 |
| АСУМ-400 | 400 (60) | 70 | 120…500 | 105 | ГСУМ-400 | МАФ-82-73/4 (42) | 49 | 1660x620x980 | 875 |
Таблица 13. Технические характеристики инверторных выпрямителей универсального назначения
Технические характеристики инверторных выпрямителей универсального назначения
| Марка | Uс, В | Iном.св, А (при ПН, %) | Диапазон регулирования сварочного тока, А | Uх.х, В | Uраб, В | Мощность, кВт | Габариты, мм | Масса, кг |
| «Пирс-160» | 380 | — | 5…150 | 65 | 12…28 | 5 | 675x252x280 | 20 |
| «Пирс-315» | 380 | — | 15…350 | 80 | 14…38 | 17 | 800x388x640 | 70 |
| «Пирс-500» | 380 | — | 15…50 | 80 | 14…42 | 28 | 790x388x705 | 120 |
| ВДУ2-301УХЛ4 | 380 | — | 50…350 | 80 | 16…36 | 16 | 640x400x575 | 73 |
| ВДУ4-315М2У3 | 380 | 300(60) | 40…315 | — | — | — | — | 55 |
| PICO 140 *2 | 220 | 140(50) | 5…140 | 97 | 20…26 | 6 | 320x110x220 | 4,6 |
| Transpocket 2000 *2 | 380 | 200 (60) | 20…200 | — | — | 6,3 | 430x180x280 | 10,5 |
| Transpocket 1400 *2 | 220 | 140(60) | 5…140 | — | — | 3,8 | 312x110x200 | 4,2 |
| 2000 PL *3 | 220 | 200(35) | 5…200 | — | — | 7 | 180x386x400 | 9,3 |
| 300 PL *3 | 380 | 300(60) | 5…320 | — | — | 13 | 180x420x285 | 15 |
| MOS-168E *3 | 220 | 150(15) | 5…150 | — | — | 3 | 320x130x170 | 4 |
| Форсаж-1 25 | 220 | 125(40) | 40…125 | 90 | — | — | 330x142x245 | 6,7 |
| Форсаж-160 | 220 | 160(100) | 10…160 | 100 | — | — | 430x190x350 | 11,5 |
| Форсаж-250 | 220 | 250 (80) | 15…250 | 80 | — | — | 430x190x350 | 13,6 |
| Форсаж-315 | 380 | 315(50) | 20…315 | 80 | — | — | 430x190x350 | 13,6 |
| Форсаж-160 ПА *1 | 220 | 160(100) | 10…160 | 100 | — | — | 450x370x340 | 18,6 |
| Форсаж-250 ПА *1 | 380 | 250 (80) | 15…250 | 95 | — | — | 450x370x340 | 21 |
| Форсаж-500 | 380 | 500 (50) | 30…500 | — | — | — | — | 30 |
| 400R PHF *3 Chopper | 380 | 400(60) | 6…400 | В памяти 12 программ режима сварки | 12 | 420x850x860 | 95 | |
*1 Для полуавтоматов.
*2 Фирма Fronius, Австрия.
*3 Фирма PROTEC, Италия.
Таблица 14. Технические характеристики универсальных сварочных выпрямителей
| Марка | Iном.св, А (при ПВ, %) | Диапазон регулирования сварочного тока, А | Uх.х, В | Uраб, В | Диапазон регулирования напряжения, В | P, кВ·А | Габариты, мм | Масса, кг |
| ВДУЧ4-302У3.1 | 300 (60) | 50…315 | — | — | — | — | — | 85 |
| ВДУ-504 | 500 (60) | 60…500 | 80 | 50/46 | 18…50 23…46 | 40 | 1275x816x940 | 385 |
| ВДУ-505 | 500 (60) | 50…500 | 85 | 50/46 | 18…50 22…46 | 40 | 800x700x920 | 300 |
| ВДУ-506 | 500 (60) | 50…500 | 50 40 | 50/46 | 18…50 22…46 | 40 | 820x620x1100 | 300 |
| ММА ВДУ-506С МИГ-МАГ | 500 (60) | 60…500 50…500 | 85 85 | 750x650x1150 | 260 | |||
| ВДУ-601 | 630 (60) | 50…630 | 90 | 56/52 | 18…56 22…52 | 60 | 350x690x1100 | 320 |
| ММА ВДУ-601С МИГ-МАГ | 630 (60) | 50…500 60…630 | 85 85 | 750x650x1150 | 300 | |||
| ВДУ-1201 | 1250 (100) | 300…1250 | 85 | 56 | 24…56 26…56 | 135 | 1400x850x1250 | 850 |
| ВДУ-1250 | 1250 (100) | 250…1250 | 520 | |||||
| ВДУ-1601 | 1600 (100) | 500…1600 | 22…66 | 66 | 22…66 | 165 | 950x1150x950 |
Примечания:
- В числителе — показатели для жестких характеристик, в знаменателе — для падающих.
- Напряжение сети — 380 В.
- Климатическое исполнение и категория размещения — У3.
- ММА — ручная дуговая сварка, МИГ-МАГ — полуавтоматическая сварка в защитных газах.

Таблица 15. Технические характеристики многопостовых выпрямителей
| Марка | Iном.св, А (при ПН=100%) | Uраб, В | Uх.х, В | Iном.св, на посту, А (при ПН=60%) | Число постов, шт | Мощность, кВ·А | Габариты, мм | Масса, кг |
| ВКСМ-1000-1 | 1000 | 60 | 70 | 300 | 6 | 76 | 1050x990x800 | 550 |
| ВДМ-6302 | 630 | 60 | 68-72 | 315 | 4 | — | — | 220 |
| ВДМ-6303С | 630 | — | — | — | 4 | — | 735x605x950 | 250 |
| ВДМ-1001 | 1000 | 60 | 70 | 315 | 7 | 74 | 1100x700x900 | 420 |
| ВДМ-1202С | 1250 | — | — | — | 8 | — | 1050x620x800 | 350 |
| ВДМ-1601 | 1600 | 60 | 70 | 315 | 9 | 120 | 1050x850x1650 | 770 |
| ВДМ-3001 | 3000 | 60 | 70 | 300 | 18 | 230 | 2175x835x1773 | 1750 |
| ВДМГ-1001 | 1000 | 26 | 24…28 | 100…200 | 9 | — | 1035x820x1630 | 520 |
| ВДМГ-1601 | 1600 | 40 | 37…43 | 180…360 | 9 | — | 1035x820x1630 | 770 |
| ВМГ-5000 | 5000 | 30…60 | 60 | 315 | 30 | 317 | 1500x1150x1685 | 1900 |
| ВДУМ-401 | 4х400 | 36…45 | 75 | 400 | 4 | 100 | 1350x850x1200 | 790 |
Примечания:
- Климатическое исполнение У3.
- Ток на постах ручной сварки регулируется балластными реостатами РБ-310, РБ-501, напряжение на дуге при механизированной сварке в среде СО2 — балластным реостатом РБГ и дросселем типа ДГ-301, которые включаются последовательно с дугой.
- Количество постов для многопостового источника питания n = Iном/(kIн.п), где Iном — номинальный ток источника, Iн.п — номинальный ток поста, k — коэффициент одновременной работы постов (для ручной и автоматической сварки под флюсом k = 0,5…0,7; для сварки в среде защитных газов k = 0,7…0,9).

Таблица 16. Технические характеристики генераторов импульсов для импульсно-дуговой механизированной сварки плавящимся электродом
| Тип генератора | dэ, мм | Частота генерирования импульсов, имп/с | Диапазон регулирования тока импульса, А | Число ступеней регулирования | Мощность, кВ·А | Габариты, мм | Масса, кг | |
| сварочного тока | длительности импульса | |||||||
| ИИП-1 | 1,6…2 | 50 | 400…850 | 3 | 4 | 5 | 444x700x895 | 180 |
| ИИП-2 | 0,8…2,5 | 50 | 500…1000 | 3 | 4 | 10 | 580x680x910 | 250 |
| ГИ-ИДС-1 | 0,8…2,5 | 50; 100 | 500…1200 | 3 | 3 | 11,3…15,2 | 520x510x800 | 160 |
| ГИД-1 | 0,8…2,5 | 50; 100 | 400…1200 | Плавное | 11 | 730x774x1185 | 200 | |
Примечания:
- Генераторы импульсов включаются в сварочную цепь параллельно с главным источником питания — выпрямителем.
- Генератор импульсов ИИП-1 используют для сварки алюминия, меди и титана в среде аргона.
- Генераторы импульсов ИИП-2, ГИ-ИДС-1 и ГИД-1 служат для сварки цветных металлов и сплавов, высоколегированных и конструкционных сталей в аргоне, гелии, азоте и смеси Ar+O2.
Таблица 17. Сечения кабелей для подключения различных типов источников питания
| Тип источника питания | Сечение кабеля, мм2 | |||
| Напряжение сети 220 В | Напряжение сети 380 В | |||
| медного | алюминиевого | медного | алюминиевого | |
| ТД-317 ВД-301 ТД-300 | 10 | 16 | 6 | 10 |
| ТДМ-401 ВДУ-504 ТД-500 | 16 | 35 | 10 | 16 |
| ВДМ-1001 ВДУ-1201 ВДМ-1601 | 70 | 120 | 50 70 185 | 70 140
|
Таблица 18. Выбор сечения сварочного медного кабеля в зависимости от силы тока
Выбор сечения сварочного медного кабеля в зависимости от силы тока
| Сварочный ток, А | Сечение кабеля, мм2 | |
| одинарного | двойного | |
| 200 | 25 | — |
| 300 | 50 | 2×16 |
| 450 | 70 | 2×25 |
| 600 | 95 | 2×35 |
Просмотров: 412
Источники питания сварочной дуги
Источники питания сварочной дуги
При электродуговой ручной сварке применяют переменный и постоянный ток. Для питания аппаратов электродуговой сварки на переменном токе используют сварочные трансформаторы в одно- и двухкорпусном исполнении (табл. 13).
Для питания аппаратов электродуговой сварки на постоянном токе применяют сварочные машины (преобразователи, сварочные агрегаты с приводом от двигателя внутреннего сгорания), приведенные в табл.14, а также сварочные выпрямители.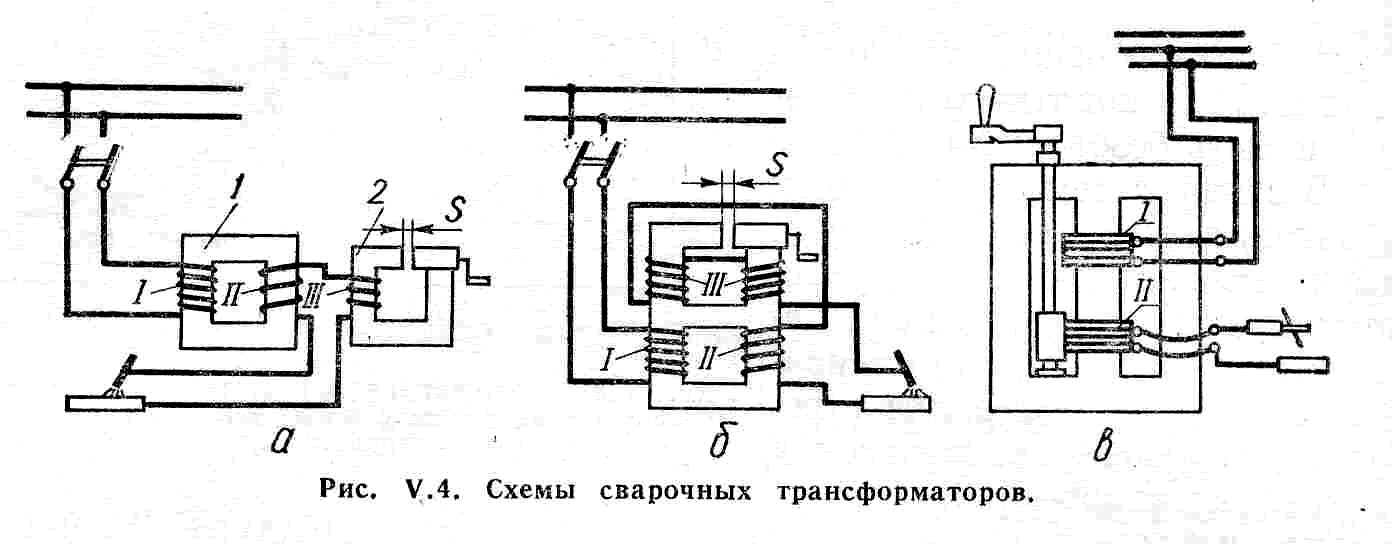 Сварочные машины постоянного тока подразделяются по количеству питаемых постов (однопостовые и многопостовые), по способу установки (стационарные и передвижные) по роду привода (генераторы с электрическим приводом и генераторы с двигателем внутреннего сгорания).
Сварочные машины постоянного тока подразделяются по количеству питаемых постов (однопостовые и многопостовые), по способу установки (стационарные и передвижные) по роду привода (генераторы с электрическим приводом и генераторы с двигателем внутреннего сгорания).
Выпрямительные сварочные установки собирают из полупроводниковых элементов, которые обладают своим собственным током только в одном направлении. В обратном направлении полупроводники практически не пропускают электрический ток.На наибольшее применение в сварочных выпрямительных установках получили селеновые полупроводниковые элементы. В СССР выпускаются выпрямительные сварочные установки ВС, ВСУ, ВСС, ВСК, ВКС и ВКСМ с селеновыми, кремниевыми и германиевыми выпрямительными блоками. Питание выпрямительных блоков осуществляется от трехфазного сварочного трансформатора, вмонтированного в установки.
| Таблица 13 | ||||||
| Техническая характеристика сварочных трансформаторов | ||||||
| Марка трансформатора | Номинальная МОЩНОСТЬ, кет | Номинальный сварочный ток при ПР-65%, а | Предел регулирования сварочного тока, а | Напряжение, в | Вес, кг | |
| номинальное сварочное | холостого хода | |||||
| ТС-120 | 9 | 120 | 50—160 | 25 | 68 | 90 |
| ТС-300 | 20 | 300 | 110—385 | 30 | 63 | 185 |
| ТС-500 | 32 | 500 | 165–650 | 30 | 60 | 250 |
| ТСП-1 | 12 | 160 | 105-180 | 25 | 70 | 35 |
| ТСК-500 | 32 | 500 | 165-650 | 30 | 60 | 280 |
| ТСД-500 | 42 | 500 | 200—600 | 45 | 800 | 445 |
| ТСД-1000-3 | 76 | 1000 | 400—1200 | 42 | 69–78 | 540 |
| ТСД-2000-3 | 180. | 2000 | 800—2200 | 53 | 77-86 | 670 |
Примечание. Трансформаторы марок ТС, ТСК, ТСП применяют для ручной электродуговой сварки, а марки ТСД — для автоматической и полуавтоматической дуговой сварки под слоем флюса при ПР-20% (ПР — продолжительность рабочего периода).
| Таблица 14 | ||||||
| Техническая характеристика сварочных машин постоянного тока | ||||||
| Тип машины | Генератор | Двигатель | Вес, кг | |||
| номинальный сварочный ток при ПР-65%, а | номинальное напряжение, В | предел регулирования сварочного тока, а | тип | мощность | ||
| ПСО-300 ПСО-500-3 ПСО-800 ПСГ-350 ПСГ-500 ПСУ-500 ПСМ-1000-2 АСБ-300-7 АСД-300 АСД-3-1 АСДМ-200 АСДП-500 АСДП-500Г АСДП-1000Г | 300 500 800 350 500 500 1000 300 300 500 200 500 500 1000 | 30 40 45 30 40 35 60 30 30 40 30 40 40 60 30 | 75–320 420–600 200-800 50–350 50—500 120—500 75-320 75-320 120—500 50–200 120–600 15-300 на каждом 300–1100 100–300 на каждом | Электрический То же » » » » » Газ-МКА 5П4-4Г-8.  5 / П 5 / П ЯАЗ — М20—4Г Г495 / 11 Г495 / 11 Г495 / 11 1Д6—150 | 14 квт. 28 » 55 » 14 » 28 » 28 » 75 » 30 л. с. 20 » 60 » 17 » 60 » 60 » 60 » | 400 430 1040 400 500 550 1600 850 980 2500 700 5000 4900 6000 |
Примечание: агрегаты АСБ- АСД и АСДМ смонтированы на рамах без колес, а АСДП —на двухосных прицепах.
1. Какие основные сварочные трансформаторы применяют для ручной электродуговой сварки трубопроводов?
2. Какие основные типы сварочных машин используют для ручной электродуговой сварки трубопроводов?
3. Назовите типы выпрямительных установок. Каково их назначение?
Все материалы раздела «Сварка труб»:
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов
Источники питания сварочной дуги постоянного тока (сварочные генераторы и выпрямители) | Строительный справочник | материалы — конструкции
Источники питания постоянного тока подразделяются на две основные группы: сварочные преобразователи вращающегося типа (сварочные генераторы) и сварочные выпрямители установки (сварочные выпрямители).
Сварочные выпрямители — это устройства, преобразующие с помощью полупроводниковых элементов — вентилей — переменный ток В постоянный и предназначенный для питания сварочной дуги. Их действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении; в обратном направлении они (полупроводники) практически электрический ток не пропускают.
Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники.Селеновые полупроводники получили большое распространение, потому что они дешевые и обладают большой перегрузочной способностью (их к. П. Д. Около 75%).
Сварочные выпрямители некоторыми вращающимися преобразователями с роторами (табл.), Так как они имеют лучшие энергетические и весовые показатели, более высокий к. п. д. и просты в обслуживании. Кроме того, они имеют меньшие потери при холостом ходе и лучшие сварочные качества (как результат более широких пределов регулирования), отсутствует шум при работе. Дефицитные медные обмотки заменены в них на алюминиевые.
Дефицитные медные обмотки заменены в них на алюминиевые.
Сравнение характеристик сварочных преобразователей и выпрямителей
| Параметры | Тип преобразователя | Тип выпрямителя | |||||
| ПСО-300 | ПСО-500 | ПСМ-1000 | ВСС-300 | ВД-301 | ВКС-500 | ВКСМ-100 | |
| Номинальный сварочный ток (при ПР-65%), А К.п. д.,% Потери при холостом ходе, кВт Масса, кг | 300 55 2,3 305 | 500 60 4,1 540 | 1000 76 — 950 | 300 66 0,65 240 | 300 72 0,65 225 | 500 75 1,26 385 | 1000 87 — 650 |
Принцип работы сварочного выпрямителя
Сварочные выпрямители собирают по двум наиболее распространенным схемам: однофазной мостовой двухполупериодного выпрямления и трехфазной мостовой.
Рис. 1. Принципиальные типовые схемы выпрямителей : а — однофазная мостовая, б — трехфазная мостовая |
Наиболее распространенная трехфазная мостовая схема выпрямления, которая обеспечивает большую устойчивость горения сварочной дуги при меньшем количестве вентиляции при одинаково заданных значениях выпрямленного напряжения и тока, более равномерную загрузку всех трех фаз силовой сети и лучшего использованного трансформатора сварочного выпрямителя.
При работе выпрямителя по этой схеме в каждый данный момент времени проводят только два элемента, соединенные последовательно с нагрузкой. Таким образом, в течение одного периода получается шесть пульсаций тока.
Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа:
- с крутопадающими характеристиками
- с жесткими (или пологопадающими) характеристиками
- универсальные, обеспечивающие получение падающих, жестких и пологопадающих характеристик.

Сварочные генераторы постоянного тока подразделяются:
- по количеству питаемых постов — на однопостовые и многопостовые;
- по способу установки — на стационарные и передвижны;
- по роду привода — генераторы, электрические приводы и генераторы с двигателем внутреннего сгорания;
- по конструктивному выполнению — однокорпусные и двух- корпусные.
По форме внешних характеристик сварочные генераторы могут быть:
- с падающими внешними характеристиками;
- с жесткими и пологопадаю характеристиками;
- комбинированного типа (универсальные генераторы, при переключении обмоток или регулирующих устройств которых можно получить падающие, жесткие или полого падающие характеристики).
Наибольшее распространение получили генераторы с падающими внешними характеристиками, работающие следующим трем основным схемам:
- генераторы с независимым возбуждением и размагничивающей последовательной обмоткой;
- генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения;
- генераторы с расщепленными полюсами.

Ни один из трех видов генераторов с падающими внешними характеристиками не обладает существенными преимуществами как по технологическим, так и по энергетическим и весовым показателям.
Источники питания для сварки алюминия плавящимся электродом
Сварочный преобразователь ПСГ-500-1, предназначенный для полуавтоматической и автоматической сварки постоянным током в среде защитных газов плавящимся электродом. Преобразователь состоит из сварочного генератора постоянного тока и приводного асинхронного трехфазного электродвигателя с короткозамкнутым ротором. Якорь генератора и ротор электродвигателя смонтированы на общем валу.
Генератор имееткую внешнюю характеристику, получаемую при подмагничивающем действии последовательной обмотки возбуждения.Обмотка возбуждения питается от переменного тока через феррорезонансный стабилизатор напряжения и селеновый выпрямитель. Полюсные обмотки индуктора, проводящие сварочный ток, выполнены из алюминиевых шин, выводные концы которых армированы медными накладками.
Преобразователь сварочный универсальный ПСУ-500, пример ВНИИЭСО, предназначенный для автоматической и полуавтоматической сварки под флюсом, плавящимся электродом в среде защитных газов, а также для ручной сварки открытой дугой.Преобразователь выпускают в однокорпусном исполнении. Он состоит из сварочного генератора постоянного тока и приводного асинхронного трехфазного электродвигателя с коротко- замкнутым ротором.
Генератор постоянного тока четырехполюсным независимым возбуждением и последовательной обмоткой для размагничивания. Обмотки независимого возбуждения размещены на двух главных полюсах одноименной полярности; на двух других главных полюсах размещена последовательная размагничивающая обмотка.
Вследствие размагничивающего действия последовательной обмотки обеспечивается получение крутопадающих внешних характеристик генератора.При отключенной последовательной обмотке возбуждения генератор имеет жесткие внешние характеристики, необходимые для сварки плавимся электродом в среде защитных газов.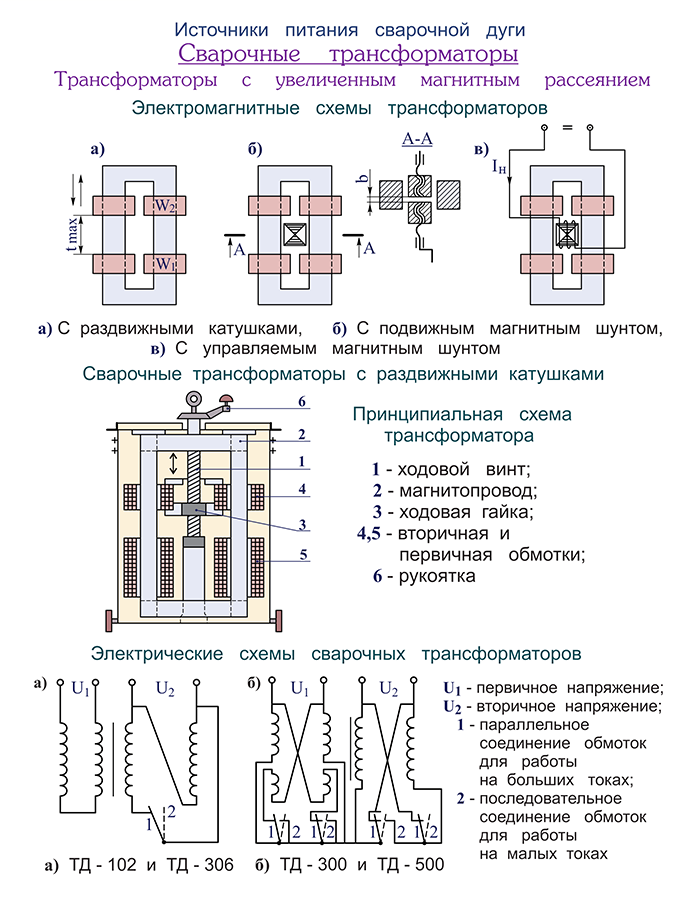 Переход от падающих внешних характеристик к жестким осуществляется переключением пакетного выключателя распределительного устройства и пересоединением двух зажимов на доске генератора.
Переход от падающих внешних характеристик к жестким осуществляется переключением пакетного выключателя распределительного устройства и пересоединением двух зажимов на доске генератора.
ИЭС им. Е. О. Патона роста серия сварочных выпрямителей типов ВС-200, ВС-300, ВС-400, ВС-500, ВС-600 и ВС-1000 с полого падающими внешними характеристиками.
Выпрямитель типа ВС-300 состоит из трехфазного нижнего трансформатора, выпрямительного блока, набранного из селеновых шайб, индуктивной катушки, включенной в цепь выпрямленного тока, вентилятора и пускорегулирующей аппаратуры. Напряжение в выпрямителе регулируется изменением коэффициента трансформации силового трехфазного трансформатора посредством ступенчатого изменения числа витков первичной обмотки.
Переключение производится при снятой нагрузке. Выпрямитель имеет полого падающую внешнюю характеристику.Трехфазный мостовой выпрямитель дает небольшую пульсацию рабочего напряжения и обеспечивает постоянную скорость нарастания тока короткого замыкания независимо от момента замыкания цепи.
Индуктивная катушка обеспечения снижения скорости нарастания тока короткого замыкания, поэтому ее применяют для уменьшения разбрызгивания и улучшения формирования шва.
Охлаждение воздушное принудительное.
Полупроводниковые сварочные выпрямители типа ИПП на селеновых вентилях разработаны НИАТом [85].Выпрямители ИПП-120, ИПП-300, ИПП-500 и ИПП-1000 предназначены для питания сварочной дуги при полуавтоматической и автоматической сварке плавящимся электродом в среде защитных газов. Они имеют жесткую внешнюю характеристику.
Выпрямители ИПП-120, ИПП-300 и ИПП-500 состоят из силового и вольтодобавочного трансформаторов, трехфазного автотрансформатора с плавным регулированием напряжения от 0 до 380 в, выпрямительного блока, стабилизирующего дросселя ипускорегулирующей аппаратуры. Выпрямители ИПП-120 и ИПП-300 имеют две ступени, а ИПП-500 — четыре ступени регулирования сварочного напряжения.Плавное регулирование напряжения сварочного в каждой ступени осуществляется автотрансформатором через вольтодобавочный трансформатор. Выпрямительный блок набран из селеновых элементов, охлаждаемых воздухом. Стабилизирующий дроссель используется для уменьшения разбрызгивания расплавленного металла. Выпрямитель ИПП-1000 состоит из трехфазного автотрансформатора с плавным регулированием напряжения от 0 до 380 в, силового трансформатора, выпрямительного блока и пускорегулирующей аппаратуры.В конструкции выпрямителей предусмотрена возможность дистанционного регулирования сварочного напряжения.
ЦНИИЭЛЕКТРОПРОМ разработал серию выпрямителей типа ВСК, имеющую жесткую (полого падающую в рабочей части) внешнюю характеристику и повышенное напряжение холостого хода.
Выпрямители ВСК универсальными источниками питания сварочной дуги при автоматической и полуавтоматической сварке в среде защитных газов, плавящимся электродом, а также при сварке электродами с покрытием, так как обеспечение поджигающим и стабилизирующим дросселем.
Выпрямители удобны в эксплуатации благодаря широкому диапазону и высокой точности регулирования напряжения под нагрузкой и простоте режима.
Сварочный выпрямитель типа ВДГ-301, используйте ВНИИЭСО, предназначенный для автоматической сварки плавящимся электродом в среде защитных газов. Выпрямитель имеет три ступени регулирования напряжения дуги. Плавное регулирование в пределах каждой ступени осуществляется дросселем насыщения и может производиться дистанционно.
При сварке качественных деталей, когда требуются стабильные напряжения и ток сварки, необходимо применять стабилизированные источники питания для влияния колебаний напряжения сети. В сварочных преобразователях с жесткими внешними характеристиками стабилизация напряжения достигается обмотка возбуждения генератора ферро- резонансного стабилизатора напряжения. В случае применения сварочных выпрямителей необходимо стабилизировать напряжение на их входе.В ИЭС им. Е. О. Патона для этой цели разработан трехфазный стабилизатор напряжения сети. Точность стабилизации ± 1,5% при колебаниях напряжения от +5 до —10%.
Быстродействие стабилизатора — несколько периодов. Мощность стабилизатора 16 ква, его можно применять совместно со сварочными выпрямителями ВС-300, ВСК-300 и др.
Мощность стабилизатора 16 ква, его можно применять совместно со сварочными выпрямителями ВС-300, ВСК-300 и др.
Для осуществления импульсно-дуговой сварки плавящимся электродом в среде защитных газов в ИЭС им. Е. О. Патона разработан специальный генератор импульсов типа ИПП-1, применяемый при сварке алюминия и его сплавов электродной проволокой диаметром 1,2–2,0 мм во всех пространственных положениях при совместной работе со сварочными выпрямителями или преобразователями с жесткой внешней внешней стороной.
обеспечивает автоматическое включение генератора импульсов при сварке, отключение при холостом ходе и длительном коротком замыкании.
Генератор импульсов построен только на статических элементах, имеет большой срок службы и готовность к работе непосредственно после включения питающего напряжения.
Также по теме:
Сварочные переменного тока — Справочник химика 21
Для ручной дуговой сварки на переменном токе применяют сварочные трансформаторы ТС-500, ТД-500, ТСД-500, СТН-500, СТЭ-34, а для автоматической дуговой сварки — более мощные трансформаторы ТСД-1000-4, ТДФ-1000, ТДФ -1600 и др. Основные данные некоторых сварочных трансформаторов приведены в табл. 3.3. [c.93]
Основные данные некоторых сварочных трансформаторов приведены в табл. 3.3. [c.93] Источниками питания при дуговой сварке на переменном токе являются специальные сварочные транс- [c.277]
Подающий механизм представляет собой редуктор с приводом от электродвигателя переменного тока. При помощи этого механизма электродная проволока с постоянной скоростью вводится в зону дуги. Скорость подачи электродной проволоки можно попробовать сменными шестернями от 60 до 600 м / ч.Электродная проволока по гибкому шлангу подается в сварочную головку и затем в зону сварки. В гибком шланге смонтированы также провода сварочной и управляющей цепей. В шкафу управления размещены электромагнитный контактор, аппаратура управления и электроизмерительные приборы. Флюс поступает в зону сварки из небольшого бункера 7, укрепленного на держателе. [c.96]
Кроме сварочных трансформаторов, обеспечивающих возможность сварки только на переменном токе, применяют также сварочные агрегаты (сварочные преобразователи), которые обеспечивают себя сварочным генератором постоянного тока, электродвигателем постоянного или переменного тока. Последние больше при установкеже заводских установок. Для удобства перемещения сварочные преобразователи устанавливают на катках или тележках. [c.94]
Последние больше при установкеже заводских установок. Для удобства перемещения сварочные преобразователи устанавливают на катках или тележках. [c.94]
СВАРОЧНЫЕ АГРЕГАТЫ ПЕРЕМЕННОГО ТОКА [c.277]
Другой пример коррозии блуждающими токами приведен на рис. 11.2. Установленный на берегу сварочный мотор-генератор, соединенный заземленными проводами постоянного тока с находящимся в ремонте судном, может быть причиной серьезных разрушений в корпусе судна.Часть токов от сварочных электродов будет выходить через корпус в воду и через грунт, возвращаться к береговой установке. В этом случае лучше использовать мотор-генератор на судно и подвести к нему ток, так как утечка переменного тока приводит к меньшим разрушениям. [c.211]
Зная сварочный ток и напряжение на токе, определяемый коэффициент формы провара по графику зависимости от сварочного тока и напряжения на токе для сварки на переменном токе под флюсом ОСЦ-45 (рис. 5.16). [c.188]
5.16). [c.188]
Для устойчивого горения формы дуги соответствует форма внешней характеристики источника питания статических характеристик дуги. В случае однопостовой сварки источника питания дуги обычно является специальный сварочный генератор постоянного тока или сварочный трансформатор. При многопостовой дуговой сварке под источником питания подразумевают совокупность общего источника питания (генератора постоянного тока, выпрямительной установки или трансформатора) с регулятором тока отдельного поста в виде балластного реостата при сварке на постоянном токе или реактора (дросселя) при сварке на переменном токе. [c.261]
При сварке на переменном токе в схему включается осциллятор ДЛЯ облегчения зажигания дуги и повышения ее устойчивости. Для аргонодуговой сварки вольфрамовым электродом целесообразно применение сварочных трансформаторов с повышенным напряжением холостого хода (130–200 В). [c.294]
Коррозию блуждающими токами может, например, вызвать установленный на берегу дизель-генератор для сварки, соединенный заземленными проводами постоянного тока с находящимся в ремонте кораблем. Серьезные разрущения металла корпуса корабля возникают под воздействием той части тока, которая возвращается от сварочных электродов к береговой установке через корпус корабля и воду. В этом случае предпочтительнее установить генератор на борту корабля и питать его переменным током, так как утечка в этом последнем случае вызывает менее сильную коррозию. [c.241]
Серьезные разрущения металла корпуса корабля возникают под воздействием той части тока, которая возвращается от сварочных электродов к береговой установке через корпус корабля и воду. В этом случае предпочтительнее установить генератор на борту корабля и питать его переменным током, так как утечка в этом последнем случае вызывает менее сильную коррозию. [c.241]
По назначению источников сварочного тока подразделяются на однопостовые и многопостовые. Однопостовые источники имеют, как правило, небольшую мощность, достаточную для питания одного сварочного поста.Многопостовые источники тока отличаются от характеристик питания, необходимых для достаточного нескольких сварочных постов, а их внешние характеристики не отличаются от характеристик обычных источников постоянного и переменного тока. [c.265]
Меньщая стоимость источника сварочного тока, питаемого непосредственно от сети переменного тока, и соответственно меньшие амортизационные затраты на единицу свариваемой продукции. [c.277]
[c.277]
При работе на переменном токе применяются понижающие трансформаторы типа СТЭ-43-2с, выпускаемые Московским трансформаторным заводом, или сварочные типа СТ-2, СТЭ-32, СТЭ-34-9 и др. [c.157]
Источниками блуждающих токов обычно являются электрифицированные железные дороги, сварочное оборудование, катодные и электролизные установки, а также любые электрические сети, которые одним из проводов служат земля. В некоторых случаях источники напряжения вызывают также электропередачу переменного тока при нарушении симметрии и тока отдельных фаз, замыкания на землю или утечек через изоляторы. Так, в трубопроводах, уложенных линиям электропередач, наблюдаются индукционные токи, напряжение которых может достигать до 100 В [1]. [c.43]
Сварочные установки, подкрановые пути и другие установки постоянного тока с большими рабочими токами иметь возможно более короткие токоподводы. Заземленные металлические сооружения, например рельсы заводских железнодорожных путей, подкрановые пути, трубопроводные эстакады, трубопроводы и т. п., не должны Любовь для пропускания тока. Преобразователей большой мощности для питания постоянным током нескольких потребителей следует избегать. Желательно использовать снабжение переменным током и вырабатывать постоянный ток непосредственно в месте его потребления при помощи небольших преобразователей (например, при сварке на верфях). [c.315]
п., не должны Любовь для пропускания тока. Преобразователей большой мощности для питания постоянным током нескольких потребителей следует избегать. Желательно использовать снабжение переменным током и вырабатывать постоянный ток непосредственно в месте его потребления при помощи небольших преобразователей (например, при сварке на верфях). [c.315]
Для ручной дуговой сварки на переменном токе применяются сварочные трансформаторы ТС-500 и ТСК-500, СТЭ-34, СТН-500, ТСД-500 для автоматической дуговой сварки применяются более мощные трансформаторы ТСД-1000- 3 и ТСД-2000-2. Основные данные этих трансформаторов приведены в табл. 3. 5. [c.79]
ПМД-70 выполнен в виде отдельных съемных блоков. Намагничивание контролируемого изделия осуществляется с помощью соленоида, электромагнита или гибкого кабеля, обвивающего изделия.Специальный блок для импульсного намагничивания и размагничивания. Дефектоскоп МД-50П (рис. 91) осуществляет намагничивание импульсным, постоянным и переменным током при помощи ручных электроконтактов и гибких кабелей, а также соленоида и электромагнита размагничивание — автоматическое во всех режимах. На некоторых заводах используют дефектоскопы АЕС-3, МДВ и другие конструкции ЦНИИТМАШа или применяют переоборудованные силовые, в том числе и сварочные трансформаторы. [c.139]
На некоторых заводах используют дефектоскопы АЕС-3, МДВ и другие конструкции ЦНИИТМАШа или применяют переоборудованные силовые, в том числе и сварочные трансформаторы. [c.139]
Сварочные агрегаты переменного тока выпускают следующие агрегат с главными типами СТЭ-24.У, СТЭ-34.У, агрегаты с увеличенным магнитным рассеиванием типов ТД-300 и ТД-500 — передвижные и ТД- 306 и ТД-102 — переносные. [c.385]
Сварка в среде защитных газов ведется вручную, а также при помощи сварочных полуавтоматов и автоматов. В качестве источника питания постоянным током при сварке неплавящимся вольфрамовым электродом генераторы ПС-300, ПС-500 и др.(см. табл. У1-3). Регулировка производится балластными реостатами РБ-200 или РБ-300. При переменном токе для сварки неплавящимся вольфрамовым электродом применяемые сварочные трансформаторы (см. Табл. У1-6). [c.213]
Стандартом также установлено деление электродов в зависимости от рода и полярности применяемого при сварке тока, номинального напряжения холостого хода используемого источника питания сварочной дуги переменного тока частотой 50 Гц.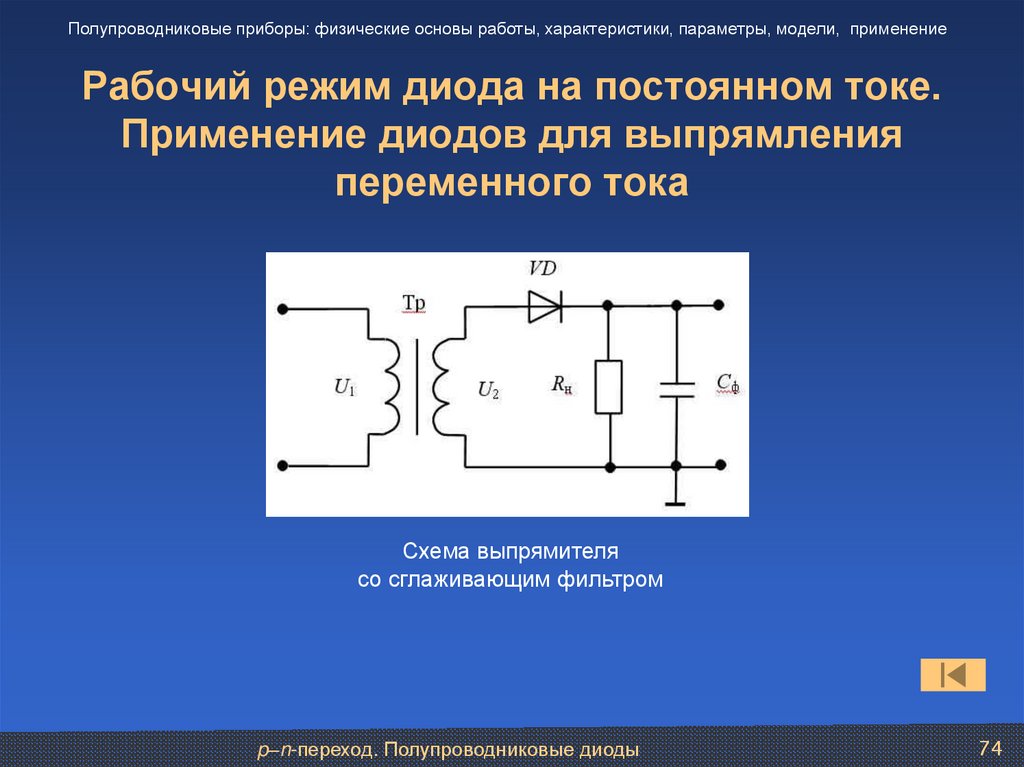 Это деление приведено в табл.3.19. [c.191]
Это деление приведено в табл.3.19. [c.191]
Для ручной дуговой сварки штучными электродами, полуавтоматической и автоматической сварки под флюсом на переменном токе могут быть рекомендованы сварочные трансформаторы СТШ-250, СТШ-500-80, ТСД-1000-4, ТДФ-1001. [c.124]
При сварочных использовании используйте разнообразное электросварочное оборудование постоянного и переменного тока, обеспечивающее получение сварочного тока до 700—1000 а при напряжении 35-40 е. [c.79]
При сварке в атмосфере инертного газа (аргоно-дуговая или гелио-дуговая сварка) создается тепловая энергия между свариваемым материалом и нерасходуемым вольфрамовым электродом.Дуга горит в защитной среде аргона или гелия. Небольшие сварочные аппараты постоянного тока работают при напряжении 45—75 в и токе 15—175 а, а большие аппараты — при токе до 300 а. В аппаратах переменного тока используется напряжение около 100 в при токе 250—300 а, но иногда (например, при сварке алюминия) на сварочный ток накладывается низковольтный высокочастотный ток, позволяющий создавать дугу большей длины. [c.44]
[c.44]
Скорость подачи электродной проволоки, м / мин Сварочный (постоянный или переменный) ток, а Габариты, мм [c.212]
Элекгрические печи сопротивления работают на постоянном и переменном токе, причем для их питания используются сварочные генераторы и грансформаторы. [c.200]
На участке должны быть также оборудование для виброду-говой наплавки деталей сварочная машина постоянного И переменного тока для производства работ и наплавки деталей, станок для центробежной залпвки подшипников. В н, ехе желательно иметь стенды для испытаний отремонтированных насосов. [c.57]
Практически полная защита в 97—98% случаев достижения при значениях плотности тока 1,5 й / лг. Из опыта известно, что превыщение оптимальной защитной илотности тока может привести к некоторому снижениющщю защиты. Такое явление известно под названием перезащиты. В табл. 33 приведены данные по защитной плотности для углеродистой стали в различных средах. Постоянный ток подводится к котлу от селеновых выпрямителей, включенных в сеть переменного тока через сварочный трансформатор.Сила тока выпрямителей для питания защиты 150 а, при напряжении 24 в, что соответствует данным предварительного расчета защиты. [c.306]
Постоянный ток подводится к котлу от селеновых выпрямителей, включенных в сеть переменного тока через сварочный трансформатор.Сила тока выпрямителей для питания защиты 150 а, при напряжении 24 в, что соответствует данным предварительного расчета защиты. [c.306]
При ремонте рамы, имеющей толщину, сначала определяют концы трещины и засверливают их сверлом диаметром 6–8 мм для устранения концентраций напряжений. Затем подготавливают кромки для ручной электродуговой сварки. Для этого дефектные места вырубают до неповрежденного металла и разделяют кромки под сварку так, чтобы не было острых кромок и углов.При «холодной» сварке с применением шпилек сначала обваривают их концы, а затем поверхность между ними. Во избежание перефева металла сварку с перерывами. Для такого использования целесообразны стальные электроды с обмазкой ОММ-5 или УОНИИ-13 диамефом 3-5 мм. Сварочный ток (в амперах) для этих электродов должен быть равен 35 /, где d — диаметр электрода (в мм). «Холодную» дуговую сварку чугунными электродами как постоянным, так и переменным токами. Режим дуговой сварки чугунными электродами приведен ниже [c.215]
Режим дуговой сварки чугунными электродами приведен ниже [c.215]
Сварка. Для восстановления поло.манных деталей применяют ручную электродуго вую сварку постоянным и переменным током (ГОСТ 5264—80, ГОСТ 11534—75). Сварке постоянным током следует отдать предпочтение при восстановлении толстостенных деталей. При этом положительный полюс соединяют с деталью, отрицательный — с электродом (прямая полярность), чтобы обеспечить прогрев шва. При сварке тонких деталей применяют обратную полярность. Для сварки постоянным током используют сварочные генераторы от электродвигателя или однопостовые сварочные агрегаты с двигателем внутреннего сгорания (ГОСТ 2402—82). [c.263]
Так как ВДП работает на постоянном токе, источник питания для них должен быть преобразователь переменного тока в постоянный. В первых установках ВДП применялись машинные преобразователи (двигатель переменного тока — генератор постоянного тока), однако их низкий КПД, большая ине) ционность, большие габариты и шум при работе, с одной стороны, и успехи в разработке полупроводниковых выпрямителей, с другой, заставили от них отказаться. В настоящее время большинство питается от выпрямителей на кремниевых диодах.Чтобы обеспечить жесткую стабилизацию тока в ВДП, для их питания используются источники питания (источники тока), имеющие сварочную или даже практически вертикальную вольт-амперную характеристику (рис. 4.23). [c.237]
В настоящее время большинство питается от выпрямителей на кремниевых диодах.Чтобы обеспечить жесткую стабилизацию тока в ВДП, для их питания используются источники питания (источники тока), имеющие сварочную или даже практически вертикальную вольт-амперную характеристику (рис. 4.23). [c.237]
Классификация источников тока. Для дуговой сварки применяются источники постоянного и переменонго тока. Источники источника тока обычно специальные сварочные генераторы и отдельные случаи сварочные выпрямители. Энергетические и эксплуатационные недостатки применения генераторов постоянного тока вызвали необходимость применения переменного тока в виде специальных сварочных трансформаторов. [c.265]
Сварочные выпрямители — это статические преобразователи энергии трехфазной сети переменного тока в энергии выпрямленного (постоянного) тока. Основа выпрямителя — селеновые или кремниевые вентили. Сварочные выпрямители подразделяются на однопостовые с падаю- [c. 385]
385]
Сварочные выпрямители выполняются на полупроводниковых элементах, проводящих ток только в одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые элементы, включаемые обычно по трехфазной мостовой схеме выпрямления.Эта схема дает пульсации выпрямленного напряжения и небольшую равномерную нагрузку сети переменного тока по сравнению с другими схемами. [c.274]
Простота устройства и надежность степени надежности работы сварочного оборздования переменного тока обусловливают меньщие эксплуатационные расходы на его обслуживание и ремонт. [c.277]
Питание электродвигателей переменного тока сварочной головки до-иускается только через понижающий трансформатор со вторичным напряжением не выше 36 в.Один из выводов вторичной цепи такого трансформатора должен быть наглухо заземлен. Корпус электродвигателя сйарочной головки при этом не заземляется, за исключением работы в опасных опасностях. [c.382]
[c.382]
В портах иногда используют централизованные системы снабжения (питания) постоянным током, например для сварочных установок на верфях, передвижных кранов, работающих на постоянном токе, агрегатов подвода постоянного тока в бортовые сети, находящихся в порту судов и т.п. В норме УОЕ0150 [1] имеются предложения по предотвращению блуждающих токов, причем в основном раздельные устройства для питания постоянным током. При распределении сети переменного тока, подключенной к сети постоянного тока, появляется постоянные токовы в качестве блуждающих устройств. [c.336]
Трансформаторы имеют падающую вольтамнерпую характеристику благодаря наличию реактивного индуктивного сонротивления во вторичной цепи, роль которого можно улучшить, ограничивая тем самым максимальную сварочного тока.У трансформаторов типа СТЭ такое реактивное сопротивление (регулятор) оформлено в виде самостоятельного агрегата, который соединяется с трансформатором. Кроме сварочных трансформаторов, используются сварочные преобразователи, которые включают сварочный генератор постоянного тока с электродвигателем ностоянного или переменного тока. Последние больше при установкеже заводских установок.Для удобства перемещения сварочные преобразователи устанавливают на катках или тележках. [c.79]
Последние больше при установкеже заводских установок.Для удобства перемещения сварочные преобразователи устанавливают на катках или тележках. [c.79]
Электродуговую сварку можно вести на постоянном и переменном токе При работе на постоянном токе применяются преобразователи с электропри водом (табл. VI-3) сварочные агрегаты с приводом от двигателя внутреннегсварочные выпрямители (табл. V1-5) . При работе ш переменном токе применяемые трансформаторы (табл. VI-6). [c.208]
Толщина свариваемого металла, мм Диаметр сварочной проволоки, мм Постоянный ток обратной полярности Переменный ток подачи проволоки, м / ч Скорвсть сварки, м / ч Допустимый зазор в свариваемом соединении, лш Тип соединения [c .227]
Если выкол шва происходит с 01сновным металлом и медной прослойки не видно, сварка детали вполне возможна. В том случае, когда шов откалывается в зоне сплава и видна медная прослойка, сварка зат руднена. Чугун лучше сваривать постоянным током (плюс на электроде, минус на детали), но возможно применение и переменного тока. В последнем случае желательно подключение осциллятора. Величина сварочного тока подбирается из расчета 45–50 а на 1 мм диаметра электрода. [ок.75]
В последнем случае желательно подключение осциллятора. Величина сварочного тока подбирается из расчета 45–50 а на 1 мм диаметра электрода. [ок.75]
Использование дросселя в сварке — Новости | ПАТОН ™
Для сварки штучными электродами на постоянном токе в качестве систем питания применяются классические выпрямители или инверторы. Оба вида источников имеют крутопадающую вольтамперную характеристику, плавно регулируемую в широких пределах. В классических выпрямителях получается конструкция силового трансформатора, имеющего развитое магнитное рассеяние. В инверторах она получается за счет электронной схемы управления.
Динамические характеристики источника питания постоянного тока при ручной дуговой сварке штучным электродом обусловлены механизмом возбуждения и последующем при горении дуги, характером переноса электродного металла в сварочную ванну.
Капли расплавленного металла периодически замыкают дуговой промежуток, происходит изменение силы тока и длинны дуги, при котором происходит переход от холостого хода к короткому замыканию, а далее к рабочему режиму. При этом образуется и растет капля.Контакт капли с ванной расплавленного металла приводит к короткому замыканию, резкому возрастанию тока и перегоранию мостика между каплей и электродом.
При этом образуется и растет капля.Контакт капли с ванной расплавленного металла приводит к короткому замыканию, резкому возрастанию тока и перегоранию мостика между каплей и электродом.
За счет высокого напряжения холостого хода источника питания, дуга вновь возбуждается, после чего процесс периодически повторяется. Смена режима происходит в течение долей секунды. Поэтому источникнику питания обеспечивает большую скорость повышения напряжения при разрыве сварочной цепи, и нужную скорость нарастания тока.
Крутопадающая внешняя характеристика с высоким напряжением холостого хода обеспечивает надежное возбуждение дуги, стабильный процесс сварки и нужную скорость нарастания тока при коротком замыкании. При таком характеристике, как регулировать скорость нарастания тока с помощью включения в цепи индуктивного сопротивления в виде дросселя не требуется.
Однако при полуавтоматической сварке в углекислом газе плавящимся электродом, для обеспечения саморегулирования сварки, применяются источники постоянного тока — классические выпрямители или инверторы с пологопадающей или жесткой характеристикой. Источник питания должен обеспечивать определенные динамические свойства, обеспечивающие определенную скорость тока короткого замыкания.
Источник питания должен обеспечивать определенные динамические свойства, обеспечивающие определенную скорость тока короткого замыкания.
Наиболее эффективным способом обеспечения непрерывного дугового разряда является включение в сварочную цепь реактивного сопротивления — дросселя, обеспечивающего получение скорости нарастания тока короткого замыкания.
Источники питания сварочной дуги Требования к источнику питания.Электрическая дуга по своему характеру отличается от других потребителей энергии. Особенности сварочной дуги предъявляют специфические требования к питающим ее источником электрического тока. Для обеспечения легкого зажигания напряжение холостого хода должно быть в 2–3 раза выше напряжения дуги, и в то же время оно должно быть безопасным для сварщика при выполнении им необходимых правил. При замыкании сварочной цепи в момент касания электрода с изделием возникает короткое замыкание, вызывая резкое увеличение сварочного тока, что может привести к загоранию сварочных проводов. Устойчивое горение дуги и стабильность режима зависит от условий существования дугового разряда, свойств и параметров источника питания.Основным параметром источника питания является его внешняя статическая вольтамперная характеристика, которая выражает зависимость между напряжением на зажиме и сварочным током. Источники питания могут иметь крутопадающую, пологопадающую, жесткую характеристику (рис. 11). В зависимости от метода сварки источник тока выбирают по типу внешних характеристик. Для ручной электродуговой сварки применяются источники с падающей внешней характеристикой, когда при коротком замыкании напряжение снижается до нуля, что не дает расти силе тока короткого замыкания, при возбуждении дуги, когда ток очень мал, на дуге обеспечивается повышенное. Рис. 11. Внешние характеристики источника питания Рис. 12. Электрическая принципиальная схема трансформатора ТДМ-401У2 Источники питания переменного тока.Такими источниками являются сварочные трансформаторы, преобразующие электрический ток одного напряжения в электрический ток другого напряжения. Сварочные трансформаторы меньшее: обой регулируемое индуктивное сопротивление, необходимое для обеспечения требуемой внешней характеристики, т. е. устойчивого горения сварочной дуги. В старых конструкциях трансформаторов это достигнуто с помощью индуктивных дросселей, включаемых последовательно в цепь вторичных обмоток трансформаторов. На рис. 12 схема представлена сварочного трансформатора ТДМ-401У2. Трансформатор однофазный, стержневого типа. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Бесперебойная работа трансформаторов во многом зависит от правильной их эксплуатации. Перед сдачей трансформатора в эксплуатацию его следует тщательно осмотреть, устранить механические повреждения; обмотки на обрыв, проверить изоляцию обмоток от корпуса; правильно заземлить трансформатор. При установке трансформаторов на открытом воздухе их следует защищать от атмосферных осадков, так как при отсыревшей изоляции обмоток возможен пробой изоляции и замыкание между витками.Однако перегрев трансформатора (установка около печи, горна, паропровода) также вредно отражается на изоляцию обмоток. Источники питания постоянного тока. К этой группе сварочные преобразователи, выпрямители и агрегаты. Сварочный преобразователь из коллекторного или вентильного (безколлекторного) генератора постоянного тока и асинхронного двигателя, агрегата на общем валу. В коллекторных генераторовх переменная э.д. е., индуктируемая в якоре, выпрямляется во вращающемся контактном устройстве, называемом коллектором. В последние годы сварочные преобразователи работают выпрямителями, у которых отсутствуют вращающиеся части, работают они бесшумно, имеют меньшие потери энергии при холостом ходе, более высокие КПД, более широкие пределы регулирования сварочного тока и напряжения, меньшую массу, большую нагрузку трехфазной сети.Сварочный выпрямитель состоит из нижнего трансформатора с возможностью регулирования тока или напряжения; выпрямительного блока, включающего селеновые или кремневые вентили; вентилятор для охлаждения выпрямительного блока. Получение тока от сварочных агрегатов обходится дороже, чем от трансформаторов, преобразователей и выпрямителей. Поэтому использовать их целесообразно только при отсутствии электрической сети. Сварочный агрегат состоит из сварочного генератора и дизельного двигателя, агрегата общей раме и соединенных эластичной муфтой. У однопостовых сварочных генераторов при коротком замыкании возрастает нагрузка, а при холостом ходе сильно падает.Поэтому для поддержания постоянной частоты вращения двигатели внутреннего сгорания имеют автоматические регуляторы частоты вращения, обеспечивающие быстрое восстановление ее при переходе от короткого замыкания к холостому ходу. При возбуждении сварочной дуги в связи с нагрузкой частота вращения ротора падает. Однако срабатывает автоматический клапан и частота вращения двигателя восстанавливается. При холостом ходе нагрузки уменьшается, и клапан снижает частоту вращения, а поддерживает ее уменьшенной. Читать далее: |
 Поэтому источник питания должен ограничивать силу тока короткого замыкания. Изменения напряжения дуги, пошивочные изменения ее длины, не должны вызывать дополнительных изменений силы сварочного тока, а следовательно, изменения теплового режима. Время восстановления напряжения от нуля до рабочего после короткого замыкания не должно быть 0,05 с, что обеспечивает устойчивость дуги. Источник питания должен иметь устройство для регулирования сварочного тока.
Поэтому источник питания должен ограничивать силу тока короткого замыкания. Изменения напряжения дуги, пошивочные изменения ее длины, не должны вызывать дополнительных изменений силы сварочного тока, а следовательно, изменения теплового режима. Время восстановления напряжения от нуля до рабочего после короткого замыкания не должно быть 0,05 с, что обеспечивает устойчивость дуги. Источник питания должен иметь устройство для регулирования сварочного тока. Источники питания с падающей внешней характеристикой позволяют удлинять дугу в разумных пределах, не боясь ее быстрого обрыва, или уменьшать ее без чрезмерного увеличения тока.
Источники питания с падающей внешней характеристикой позволяют удлинять дугу в разумных пределах, не боясь ее быстрого обрыва, или уменьшать ее без чрезмерного увеличения тока. В трансформаторе для обеспечения нормального использования используется современная вторичная обмотка относительно неподвижной первичной, что позволяет индуктивное сопротивление и создание падающую внешнюю характеристику.В подавляющем большинстве выпускаемых промышленностью трансформаторов этот принцип. Наибольшее распространение при ручной сварке получили трансформаторы типа ТД и ТДМ, в которых для регулирования процесса используют повышенное магнитное рассеяние — индуктивное сопротивление. Это обеспечивает специальная конструкция магнитной цепи и расположение обмоток, искусственно увеличивающие магнитные поля рассеивания, что усиливает индуктивность рассеяния обмоток, и, следовательно, их индуктивное сопротивление.Перемещая катушку одной из обмоток, можно плавно регулировать индуктивное сопротивление обмоток и установить необходимый сварочный ток.
В трансформаторе для обеспечения нормального использования используется современная вторичная обмотка относительно неподвижной первичной, что позволяет индуктивное сопротивление и создание падающую внешнюю характеристику.В подавляющем большинстве выпускаемых промышленностью трансформаторов этот принцип. Наибольшее распространение при ручной сварке получили трансформаторы типа ТД и ТДМ, в которых для регулирования процесса используют повышенное магнитное рассеяние — индуктивное сопротивление. Это обеспечивает специальная конструкция магнитной цепи и расположение обмоток, искусственно увеличивающие магнитные поля рассеивания, что усиливает индуктивность рассеяния обмоток, и, следовательно, их индуктивное сопротивление.Перемещая катушку одной из обмоток, можно плавно регулировать индуктивное сопротивление обмоток и установить необходимый сварочный ток. Катушки первичной обмотки неподвижные и закреплены у нижнего ярма. Катушки вторичной обмотки — подвижные. Через верхнее ярмо сердечника трансформатора пропущен ходовой винт, который ввинчивается в ходовую гайку, вмонтированную в обойму подвижных вторичных катушек.При вращении ходового винта, осуществляемого с помощью рукоятки, находящейся сверху трансформатора перемещаются вторичные катушки и тем самым изменяется расстояние между обмотками.
Катушки первичной обмотки неподвижные и закреплены у нижнего ярма. Катушки вторичной обмотки — подвижные. Через верхнее ярмо сердечника трансформатора пропущен ходовой винт, который ввинчивается в ходовую гайку, вмонтированную в обойму подвижных вторичных катушек.При вращении ходового винта, осуществляемого с помощью рукоятки, находящейся сверху трансформатора перемещаются вторичные катушки и тем самым изменяется расстояние между обмотками.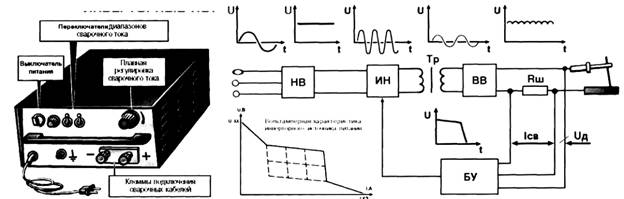 В процессе эксплуатации трансформаторы необходимо регулярно осматривать. При плохом уходе слой грязи может достичь такой толщины, что нарушит охлаждение рабочих частей и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпусе. Особенно опасной является грязь с металлической пылью. Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы.Значительная часть сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного провода к зажимам и нерегулярной проверки состояния контактов.
В процессе эксплуатации трансформаторы необходимо регулярно осматривать. При плохом уходе слой грязи может достичь такой толщины, что нарушит охлаждение рабочих частей и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпусе. Особенно опасной является грязь с металлической пылью. Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы.Значительная часть сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного провода к зажимам и нерегулярной проверки состояния контактов.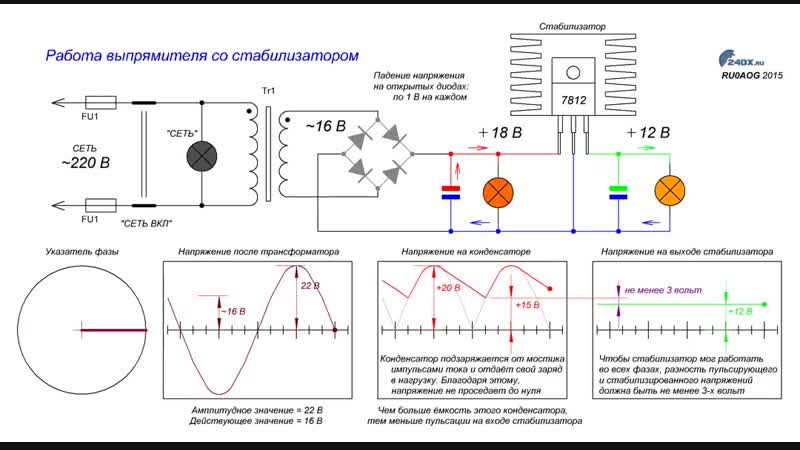 Внешние характеристики сварочных генераторов и ограничение тока короткого замыкания достигаются с помощью электрических схем генераторов. Коллекторные генераторы выпускают следующие схемы: с независимым возбуждением и размагничивающей последовательной обмоткой; с самовозбуждением и размагничивающей последовательной обмоткой (с намагничивающей параллельной и размагничивающей последовательной).Генератор с самовозбуждением менее чувствителен к кратковременным колебаниям напряжения электрической сети, чем гене-патор с независимым возбуждением. У универсальных сварочных генераторов получение падающих и жестких внешних характеристик происходит в зависимости от схемы включения или выключения последовательной размагничивающей обмотки. Вентильный сварочный генератор — генератор с самовозбуждением из индукторного пульсационного синхронного генератора повышенной частоты (200 или 400 Гц) особой конструкции и бесконтактного выпрямительного устройства.Правильный уход за преобразователями во многом предопределяет их надежность и долговечность работы.
Внешние характеристики сварочных генераторов и ограничение тока короткого замыкания достигаются с помощью электрических схем генераторов. Коллекторные генераторы выпускают следующие схемы: с независимым возбуждением и размагничивающей последовательной обмоткой; с самовозбуждением и размагничивающей последовательной обмоткой (с намагничивающей параллельной и размагничивающей последовательной).Генератор с самовозбуждением менее чувствителен к кратковременным колебаниям напряжения электрической сети, чем гене-патор с независимым возбуждением. У универсальных сварочных генераторов получение падающих и жестких внешних характеристик происходит в зависимости от схемы включения или выключения последовательной размагничивающей обмотки. Вентильный сварочный генератор — генератор с самовозбуждением из индукторного пульсационного синхронного генератора повышенной частоты (200 или 400 Гц) особой конструкции и бесконтактного выпрямительного устройства.Правильный уход за преобразователями во многом предопределяет их надежность и долговечность работы. На строительно-монтажной площадке преобразователи необходимо защищать от дождя и снега. Но при этом нельзя нарушать нормальное охлаждение машины — входные и выходные отверстия для прохода воздуха закрывать нельзя. В случае возникновения перегрев обмоток. При эксплуатации сварочного преобразователя в первую очередь нужно следить за коллектором, щетками, щеткодержателями и подшипниками. При нормальном состоянии у коллектора нет следов нагара.Пыль с коллектора систематически удаление чистой тряпкой, смоченной в бензине. Шум шарикоподшипников должен быть глухим, ровным, без щелчков и резких звуков. Щетки необходимо регулярно осматривать и изношенные своевременно удалять.
На строительно-монтажной площадке преобразователи необходимо защищать от дождя и снега. Но при этом нельзя нарушать нормальное охлаждение машины — входные и выходные отверстия для прохода воздуха закрывать нельзя. В случае возникновения перегрев обмоток. При эксплуатации сварочного преобразователя в первую очередь нужно следить за коллектором, щетками, щеткодержателями и подшипниками. При нормальном состоянии у коллектора нет следов нагара.Пыль с коллектора систематически удаление чистой тряпкой, смоченной в бензине. Шум шарикоподшипников должен быть глухим, ровным, без щелчков и резких звуков. Щетки необходимо регулярно осматривать и изношенные своевременно удалять. Выпускают одно- и многопостовые сварочные выпрямители. Однопостовые выпрямители имеют жесткую и пологопадающую или крутопадающую вольтамперную характеристику. Универсальные выпрямители крутопадающую и жесткую характеристику. Сварочный ток регулируется чаще всего изменением расстояния между обмотками трансформатора.Выпускают передвижные и стационарные выпрямители. В процессе эксплуатации необходимо периодически осматривать, чтобы устранить мелкие нарушения, которые могут привести к аварии. Очень внимательно нужно следить за работой вентилятора, так как его неисправность приводит к перегреву полупроводниковых элементов и выходу из строя выпрямителя. Один раз в 3 месяца следует тщательно очищать полупроводниковые элементы от пыли и грязи с помощью дезинфекции воздуха. Выпрямитель, не эксплуатировавшийся более года, перед работой необходимо включить на 20 мин на напряжение, равное номинального, а на 4 ч на номинальное напряжение без нагрузки.Это необходимо сделать для подформовки полупроводниковых элементов.
Выпускают одно- и многопостовые сварочные выпрямители. Однопостовые выпрямители имеют жесткую и пологопадающую или крутопадающую вольтамперную характеристику. Универсальные выпрямители крутопадающую и жесткую характеристику. Сварочный ток регулируется чаще всего изменением расстояния между обмотками трансформатора.Выпускают передвижные и стационарные выпрямители. В процессе эксплуатации необходимо периодически осматривать, чтобы устранить мелкие нарушения, которые могут привести к аварии. Очень внимательно нужно следить за работой вентилятора, так как его неисправность приводит к перегреву полупроводниковых элементов и выходу из строя выпрямителя. Один раз в 3 месяца следует тщательно очищать полупроводниковые элементы от пыли и грязи с помощью дезинфекции воздуха. Выпрямитель, не эксплуатировавшийся более года, перед работой необходимо включить на 20 мин на напряжение, равное номинального, а на 4 ч на номинальное напряжение без нагрузки.Это необходимо сделать для подформовки полупроводниковых элементов.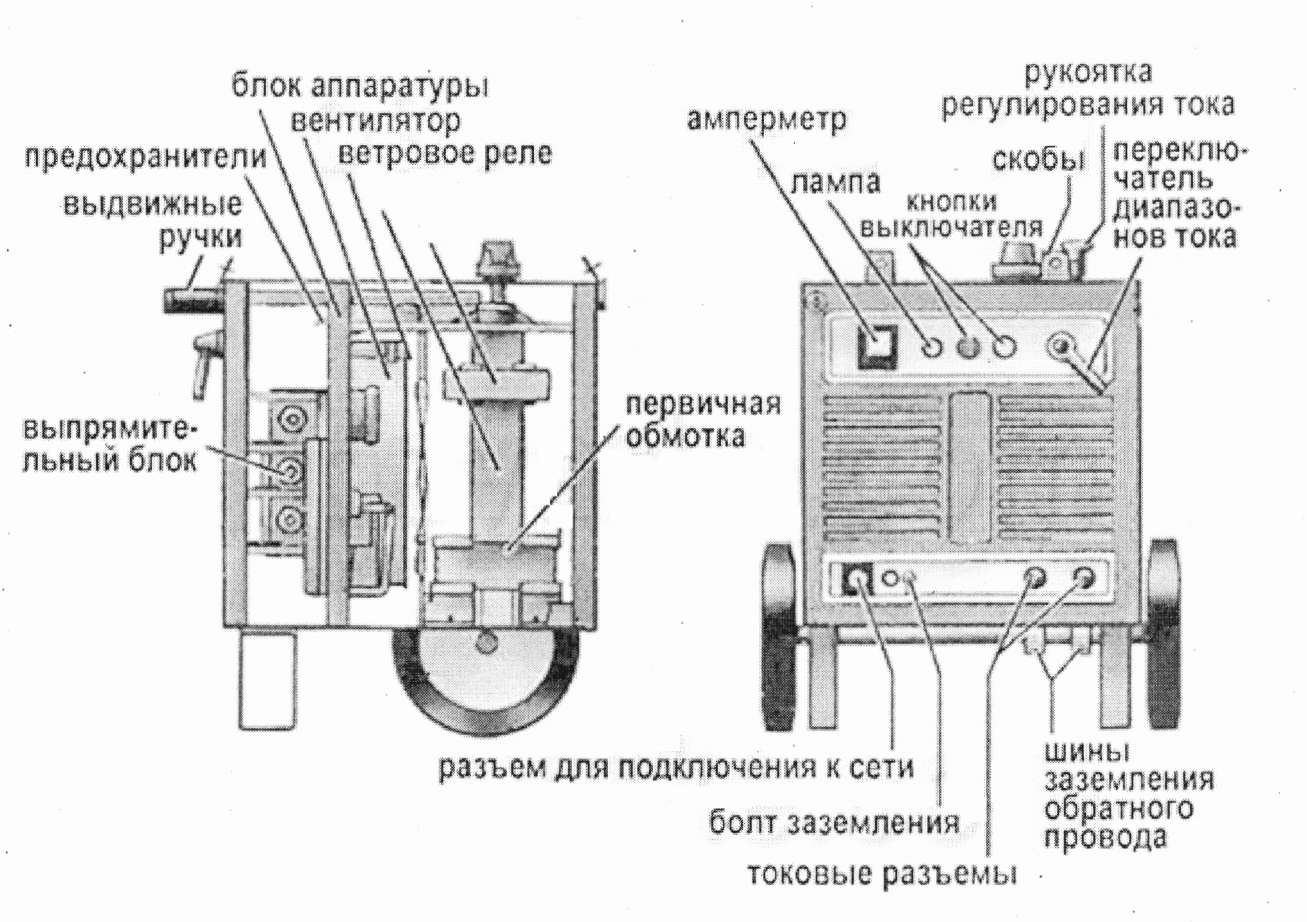
СУДОРЕМОНТ ОТ А ДО Я. : Сварочное оборудование
Источники питания. В состав сварочной цепи входят источники питания сварочной дуги, два сварочных привода, электрод и металл свариваемой конструкции (рис. 39). Рис. 39. Схема сварочных постов: а — постоянного тока; б — переменного тока.  : Сварочное оборудование
: Сварочное оборудование 1 — свариваемая конструкция; 2 — электрод; 3 — генератор постоянного тока; 4 — дроссель; 5 — трансформатор.
Источники питания сварочной дуги обеспечивают заданные режимы сварки и быстро их поднимают при отклонении от заданного уровня.Поэтому источники питания должны иметь регулирующее устройство. Для питания дуги постоянным током используйте сварочные преобразователи и сварочные выпрямители.
Сварочные преобразователи. Для корпусных конструкций типа применяются сварочные преобразователи ПД-305У2 (для ручной дуговой сварки), ПД-502У2 (для ручной дуговой сварки и сварки под флюсом), а также ПСГ-500-1У2 (для автоматической и полуавтоматической сварки в защитном газе).
Сварочные преобразователи подразделяются на однопосто-вые и многопостовые. При питании постов ручной сварки от многопостового преобразователя регулирование режима сварки производят с помощью балластных реостатов, включенных последовательно в сварочную цепь.
При питании постов ручной сварки от многопостового преобразователя регулирование режима сварки производят с помощью балластных реостатов, включенных последовательно в сварочную цепь.
Сварочные выпрямители. Более высокий коэффициент полезного действия, бесшумны и надежны в работе, просты в изготовлении и обслуживании. К недостаткам сварочных выпрямителей следует отнести их более высокую чувствительность к изменению напряжения питающей сети.
Сварочный выпрямитель состоит из трех основных частей: силового нижнего трансформатора; выпрямительного блока с вентилятором; пускорегулирующей и защитной аппаратуры. Для сварки корпусных конструкций применяют сварочные выпрямители марок ВДМ-1001УЗ и ВДМ-160УЗ (для многопостовой ручной дуговой сварки и сварки под флюсом) и др.
В качестве источников питания дуги переменным током используют сварочные трансформаторы. Сварочные трансформаторы подразделяют на две группы:
1) с нормальным магнитным расстоянием между ними и дополнительной реактивной катушкой — дросселем. Трансформаторы с дросселем устаревшими и отечественной промышленностью не выпускаются;
Трансформаторы с дросселем устаревшими и отечественной промышленностью не выпускаются;
2) с повышенным магнитным рассеянием — режим сварки плавно регулируется за счет изменения положения обмоток или магнитного шунта. При изменении их положения изменяется сила сварочного тока.
В судостроении применяют сварочные трансформаторы типов ТД-102У2, ТД-300У2 и ТД-502У2 для дуговой сварки, типов ТДФ-1001У4 и ТДФ-2002УЗ для автоматической дуговой сварки под флюсом и типа ТШС-1000-ЗУ4 для электрошлаковой сварки.
Балластные реостаты. В процессе ручной дуговой сварки при питании сварочных дуг регулирование режима сварки осуществляется с помощью балластных реостатов.
Балластный реостат состоит из ряда ступеней сопротивления, которые при помощи рубильников могут автономно включаться в цепь сварочной дуги. Реостат соединяется последовательностью с дугой и в зависимости от порядка включения этих сопротивлений изменяет активное сопротивление сварочной цепи и ступенчато — силу сварочного тока.
Отечественной промышленностью выпускаются балластные реостаты типов РБ и РБС.
Оборудование для механизированной дуговой сварки под флюсом. Автоматы. В судостроении преимущественно используются переносные самоходные автоматы тракторного типа: они перемещаются по изделию.
Автоматы тракторного типа с регулируемой по напряжению скоростью подачи электрода однодуговые выпускаются в двух сериях: АДС (автомат дуговой сварочный) и АДФ (автомат дуговой для сварки под флюсом).
1 — каретка; 2 — поперечный корректор; 3 — стойка; 4 — рукоятка муфты; 5 — маховик фиксатора; 6 — пульт управления; 7 — кассета; 8 — рукоятка; 9 — коромысло; 10 — бункер для полюса; // — рукоятка; 12 — вертикальный корректор.
Основными элементами сварочного автомата тракторного типа (рис. 40) являются каретка, в которой установлен двигатель для перемещения трактора; пульт управления, на котором размещены приборы для измерения напряжения сварочного типа и скорости сварки; кассета со сварочной проволокой; бункер с флюсом; сварочная головка с двигателем, механизмом подачи д. токопроводом к сварочной проволоке.
токопроводом к сварочной проволоке.
Тракторы любых наиболее пригодных для сварки прямолинейных стыковых швов на плоских конструкциях и кольцевых швовчаек диаметром более 3 м.
Автоматы тракторного типа с постоянной скоростью подачи проволоки: однодуговые — ТС-17-МУ (трактор сварочный универсальный), ТС-17-Р, ТС-44; двухдуговые — ДТС-38М, ДТС-45.
Тракторы ТС пригодны для сварки стыковых швов плоских конструкций и кольцевых швовчаек диаметром более 1,5 м; трактор ТС-17-Р, кроме того, рассчитан на сварку угловых швов наклонным электродом.Трактор ТС-44 снабжен ползуном для формирования обратного валика при сварке со сквозным проваром стыковых соединений. Аналогичное устройство имеет трактор «Бриг».
Специально для судостроения трактор конструкции АСУ-5 — автомат сварочный для угловых швов. Трактор пригоден для сварки швов набора наклонным электродом при высоте стенки более 40 мм. Трактор снабжен двумя двигателями (для подачи проволоки и для перемещения).
Полуавтоматы. Полуавтоматы для сварки под флюсом рассчитаны на проволоку диаметром 2 мм (рис.41).
Полуавтоматы для сварки под флюсом рассчитаны на проволоку диаметром 2 мм (рис.41).
1 — источник питания; 2 — шкаф управления; 3 — подающий механизм; 4 — гибкий шланг; 5 — держатель.
В судостроении применяют полуавтоматы типов ПС-5-1 и ПШ-54.
Оборудование для механизированной сварки в защитных газах. Сварку в защитных газах производят проволокой малого диаметра 0,8–2,5 мм на больших плотностях тока, и все оборудование строится по системе постоянной проволоки.На рис. 42 приведена схема установки для сварки в защитных газах.
1 — источник постоянного тока с жесткой характеристикой; 2 — сварочные провода; 3 — сварочный автомат тракторного типа; 4 — сварочная горелка; 5 — кабель связи управления; 6 — газоподводящий шланг; 7 — шкаф управления; 8 — редуктор, снабженный расходомером газа; 9 — осушитель газа; 10 — подогреватель газа; 11 — баллон с газом.

Автоматы тракторного типа. Автомат АДГ-502 для сварки плавящимся стальным электродом в среде защитных газов — двуокиси углерода, аргона, азота — стыковых и угловых швов в нижнем положении.
Автомат АСУ-6 имеет аналогичную с автоматом АСУ-5А конструкцию, но снабжен газовой горелкой; он для сварки угловых швов набора предназначен в углекислом газе.
Полуавтоматы для сварки в защитных газах. Как и для сварки под флюсом, эти полуавтоматы снабжены гибким шлангом, который заканчивается сварочным «пистолетом» (горелкой).Полуавтоматы, предназначенные для сварки в углекислом газе, положения и для сварки в других газах.
Полуавтоматы обычно используются для сварки угловых швов во всех пространственных положениях.
Для сварки в углекислом газе предназначены полуавтоматы типа ПДГ-305, ПДГ-502. Полуавтомат А-547У удобен для сварки вертикальных и потолочных швов. Для выполнения прерывистых угловых швов и швов в виде точек используется полуавтомат ПДГ-307. Он рассчитан на проволоку диаметром 0,8–1,4 мм и имеет программное управление, которым задается режим прерывистых и точечных швов.
Оборудование для ручной дуговой сварки. Ручная сварка выполняется постоянным или переменным током. В состав сварочной цепи в обоих входят: источник питания сварочной дуги, два сварочных провода, электрод и основной металл свариваемых изделий. Сварочная дуга возникает при замыкании сварочной цепи. Схема сварочного поста для ручной постоянным и переменным током сварки на рис. 39.
В источнике питания сварочной дуги постоянного тока используют сварочные преобразователи или сварочные выпрямительные установки.Пост для ручной сварки неплавящимся электродом (вольфрамовым) содержит те же элементы оборудования, что и установка для сварки в защитных газах, но вместо электрододержателя он оборудован специальной горелкой. Пост для ручной сварки неплавящимся электродом алюминиевых сплавов и алюминиевых бронз имеет источник переменного тока. Установка для сварки алю-минийсодержащих сплавов комплектуется новыми переменными токами.
Для ручной аргонодуговой сварки вольфрамовым электродом применяют установки типов УДГ-301 и УДГ-501 (на ток 300 и 500 А соответственно).В состав установки входят: источник тока — сварочный трансформатор, дроссель для регулирования сварочного тока, осциллятор для возбуждения дуги без касания электродомеров, стабилизатор для поддержания дуги, газоэлектрическая горелка с вольфрамовым электродом, система газоснабжения (баллон с аргоном, редуктор с расходомером, шланги) .
Установки для механизированной сварки покрытыми электродами. Для механизированной сварки покрытыми электродами предназначены сварочные установки типа «Огонек».С помощью этих установок может работать сварка угловых и стыковых швов. В сварочную цепь напряжения с установками типа «Огонек» должен включаться автомат АСН-4 для снятия при обрыве дуги.
1 — электрод; 2 — каретка.
Серийно выпускаемая установка «Огонек-3» (рис. 43) для механизированной сварки наклонным электродом угловых швов, а «Огонек-1» —для сварки угловых и стыковых швов.При питании установок от источника постоянного тока в сварочную цепь инициирующий балластные реостаты.
Во время сварки на установке «Огонек-3» по мере плавления электрода каретка с установленным на ней электрододер-жателем вниз по наклонной направляющей, подачу электрода в зоне сварки. При длине огарка 50—60 мм под действием пружинного механизма электрода-тель поворачивается и отрывает электрод от изделия: процесс сварки прекращается.
Установка «Огонек-3» снабжена специальным приспособлением для фиксации электрододержателя под углом к направляющей штанге, за счет чего изменяются катет и длина выполненного шва при сгорании одного электрода.
Электрододержатели для ручной сварки покрытыми электродами. Электрододержатели предназначены для закрепления электрода и подвода к нему сварочного тока. В зависимости от принципа действия бывают пассатижные, стержнезапоч-ные, пластинчатые, вилочные и другие электрододержатели (рис. 44).
Электрододержатели снабжаются гибким изолированным проводом, сплетенным из большого количества медных отожженных проволочек.