классификация, типы сварочных соединений, основные геометрические параметры шва
 Одним из способов соединения частей материала является сварка. Метод нашел очень широкое применение в разных областях. С помощью этого относительно дешевого и вместе с тем надежного метода получают неразъемные соединения. С учетом разновидностей металлов, у каждого из которых свои особенности сваривания, различий условий проведения работ и требования к соединению, выделяют разнообразные виды сварных швов и соединений.
Одним из способов соединения частей материала является сварка. Метод нашел очень широкое применение в разных областях. С помощью этого относительно дешевого и вместе с тем надежного метода получают неразъемные соединения. С учетом разновидностей металлов, у каждого из которых свои особенности сваривания, различий условий проведения работ и требования к соединению, выделяют разнообразные виды сварных швов и соединений.
Зоны сварки
Зона сплавления с частично оплавленными зернами — 0,1−0,4 мм главного металла. Когда металл в этой зоне прогреется, его структура становится игольчатой с высокой хрупкостью и низкой прочностью.
Зона термического делится на четыре участка:

- II — участком является зона нормализации, в которой главный металл прогревается на 900 °C. Структура зерна тут гораздо мельче, чем в предыдущем случае. Занимает этот участок 1−4 мм.
- III — зона неполной кристаллизации, в которой главный металл прогревается до 750− 900 °C. Здесь попадаются и мелкие, и крупные зерна. Механические свойства снижаются вследствие неравномерности распределения кристаллов.
- IV — зона рекристаллизации. Прогревается до 450− 750 °C и восстанавливается форма зерен, деформированных из-за прошлых механических воздействий. Примерная ширина — 5−7 мм.

Зона главного металла начинается от участка, прогревающегося менее чем на 450 °C. Структура здесь сходна со структурой основного металла, но сталь теряет крепость за счет прогревания. По границе выделяются оксиды и нитриды, ослабляющие связь зерен. Металл в этом месте становится более прочным, однако, получает меньшую пластичность и ударную вязкость.
Классификация сварных соединений и швов
Виды швов в зависимости от признаков делятся на несколько категорий. По внешнему виду выделяются:
- Нормальные.
- Выпуклые.
- Вогнутые.
По типу сварные швы бывают одно- и двусторонними. По числу проходов — одно- и многопроходными. По числу слоев: односторонние и многослойные (при сваривании толстых металлов).
Есть также разновидности по протяженности:
- Односторонние непрерывные.
- Односторонние прерывистые.
- Двусторонние цепные.
- Двусторонние шахматные.
- Точечные швы (создаваемые контактной сваркой).
Типы швов по вектору усилия воздействия:
- Поперечный — усилие перпендикулярно шву.
- Продольный — усилие параллельно шву.
- Косой — усилие под углом.
- Комбинированный — признаки и поперечного и продольного шва.
По пространственному положению:
- полупотолочный;
- горизонтальный;
- нижний;
- вертикальный;
- полугоризонтальный;
- полувертикальный;
- потолочный;
- в лодочку.
 полупотолочный;
полупотолочный;По функциям швы делятся на следующие:
- Прочные.
- Прочно-плотные.
- Герметичные.
По ширине:
- Ниточные швы, чья ширина практически не превышает величину диаметра электрода.
- Уширенные швы делаются поперечными колебательными движениями стержня.
Особенные соединения
 Стыковое. Самый распространенный вариант, представляющий обыкновенное соединение торцевых поверхностей или листов. Для их формирования требуется минимум времени и металла. Могут выполняться без скоса кромок, если листы тонкие. Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок. Чаще эти соединения выполняются в горизонтальном положении.
Стыковое. Самый распространенный вариант, представляющий обыкновенное соединение торцевых поверхностей или листов. Для их формирования требуется минимум времени и металла. Могут выполняться без скоса кромок, если листы тонкие. Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок. Чаще эти соединения выполняются в горизонтальном положении.
Тавровое. Тавровые соединения имеют Т-образную форму и бывают одно- или двусторонними. С их помощью могут соединяться изделия разной толщины. Если меньшая деталь устанавливается перпендикулярно, в процессе сварки электрод наклоняется до 60°. Для осуществления более простого варианта сварки «в лодочку» пользуются прихватками. Благодаря этому уменьшается вероятность образования подрезов. Обычно шов накладывается за проход. Сегодня выпускается много аппаратов для автоматической тавровой сварки.
Угловое. У этих соединений (под разными углами) нередко подкашиваются кромки, чтоб шов залег на требуемую глубину. Двусторонняя проварка делает соединение крепче.
Внахлест. Данным способом сваривают листы толщиной менее 1 см. Они кладутся друг на друга внахлест и провариваются с двух сторон. Между ними не должно быть влаги. Для лучшего скрепления соединение иногда варится с торца.
Геометрия шва
 S — толщина заготовки.
S — толщина заготовки.
E — ширина.
B — зазор между заготовками.
H — глубина залегания проваренного участка.
T — толщина.
Q — величина выпуклой части.
P — расчетная высота, соответствующая перпендикулярной линии из места проплавления к гипотенузе наибольшего прямого треугольника, вписанного во внешнюю часть.
A — толщина углового шва, куда входит величина выпуклости и расчетной высоты.
K — катет представляет собой расстояние от поверхности одной заготовки до границы угла другой.
Q — выпуклость наплавленного участка.
Выбор

Сваривание за проход помогает добиться лучшей крепости, чем в случае многократных проходов. Так что, требуется баланс между удобством и числом проходов.
Когда заготовки толстые, кромки разделываются, а поверхность обрабатывается для добавления ей чистоту. Стыковые варианты наиболее простые, предпочтительнее выбирать их, так как проще обеспечивается фиксация во избежание искажений геометрии готовых деталей. Кроме выбора типа внимание обращают также на температурный режим, потому что могут сместиться зоны проварки и изделие не доварится или переплавится.
основные виды (по месту, методу, форме, воздействию) и их свойства
Шов, создаваемый сваркой – это место объединения двух элементов в одно целое, приводит в действие процесс плавления под действием повышенной температуры и далее к появлению кристаллов.
Более сотни соединений существуют сегодня. Все они имеют свои способности, характеристики, как результат существует много группировок.
Содержание статьиПоказать
Группировка по виду
По виду группируют стежки на стыковочные, а также угловые. Выбор делает мастер-профессионал, анализируя ситуацию рабочего места, применяя свои знания, а также — опыт.
Угловые используют, когда детали формируют угол между собой.
Стыковые — создаются путем примыкания двух элементов, которые размещаются на одной поверхности концами друг к другу. Это создает: вогнутые дорожки, выпуклые дорожки, плоские дорожки.
Плоские более незаметны так как им не присущ яркий стыковой переход и имеют вид куда более естественный. Для того, чтобы не прогорели детали используйте электродуговую сварку с низким током.
Листы тонкой стали – безусловно подходят для такого вида сварочных работ. Отдельно выделяют, заклепочный или прорезной стежок(электрозаклепочный). Из названия имеем внешне последовательные точки-заклепки на деталях, которые служат соединением заготовок, в заранее подготовленных пазах. При этом нет как такового цельного шва.
Группировка по месту соединения
Данная группировка исходит из расположения заготовок в пространстве. К примеру, когда ведутся сварочные работы по месту конструкции. К примеру, работы по свариванию проводят с конструкциями выше пола, их нет возможности разобрать/снять/положить.
Соответственно группируют на вертикальные стежки, горизонтальные стежки, потолочные и нижние стежки. Мастер сам будет выбирать шов, которым будет выполнять работы по свариванию или комбинировать их.
Вертикальный метод создания стыковочных строчек делают на вертикально размещенных конструкциях. Шов выполнят с верхней точки к нижней или наоборот, снизу вверх. Расплавленный метал под действием притяжения стекает вниз, создавая сложности и портя вид свариваемых элементов.
Рекомендуем для выполнения такой работы привлечь мастера с практическим опытом таких работ. Подробнее о том, как выполняется данный вид шва можно прочитать в интернете.
Горизонтальные швы выполняют с лева направо либо с права налево на вертикальном сооружении. Нужная скорость и ампераж сваривания, горелкой/электродом, поможет избежать стекания расплавленного материала вниз. Такие параметры подбирает сварщик в конкретном случае.
Потолочные – стежки, выполняемые выше головы, это и утяжеляет рабочий процесс со сваркой. Важно в таком виде работ следовать четким правилам безопасности и технологическим рекомендациям. В работе с такими стежками горячая масса стремится вниз и создает опасную ситуацию для мастера.
Комфортным в применении является нижний сварочный шов. Металл не «разбегается», не стремиться на сварщика, а остается в кратере. Есть свободный выход шлакам, а также газам.
Данный вид сварочного шва напоминает валик, который располагается по всей длине стыка элементов. Для красивой дорожки достаточно вести горелку либо электрод – ровно или зигзагом, что создаст надежное соединение.
Группировка по форме

Данная группировка используется с применением электродов в дуговой сварке руками. Можно выделить 3 типа – кольцевые, их еще называю спиральные, криво- , прямолинейные. Что бы выполнить данные стежки — не влияет размещение изделия. Сваривать можно встык, а можно внахлест. Группировка по длине
Тут существуют три вида – сплошной, прерывающийся, точечный.
Среди сплошных шовчиков, можно выделить узкие дорожки, а также широкие проходящие по всей детали.
Прерывающийся шовчик создаётся с конкретной длинной с одинаковыми интервалами между сварочными местами. Его можно поделить:
- цепочную дорожку;
- шахматный шов.
К примеру, точки сваривания в шахматных стежках чередуются. Такая сцепка может быть с двух сторон, а можно сцепить с одной. То есть, заготовки сливаются с обеих сторон. Интервал между сварочными промежутками называется «сварочный шаг».
Точечный способ сварки не формирует сварочную ванночку и дорожку. Такой способ применим к спаиванию плоского металла или аккумуляторов.
В итоге получаем больше двух видов швов по длине: первый, сплошной; второй, прерывающийся; третий – точечный; четвертый – прерывающийся шахматный; пятый – прерывающийся сплошной, так называемый цепной.
Группировка по методу сварки

Группировка от потребности в методе скрепления, выделяют 4-е типа:
- Для избегания прожигов при дальнейшей сварке, заранее выполняют сварку меньшего двухстороннего стежка, данный тип называется подварочный.
- Для фиксации элементов используют – шов-прихватку.
- Для закрепления деталей на время, после работ удаляют наметки, такой стежок называется – временным.
- Производя монтаж, используют монтажный шов.
Группировка по ходу действия силы

Не мало важной группировкой сварочного стежка является зависимость от направления действия силы.
- Фланговый или продольный – усилие параллельно оси строчки.
- Лобовой или поперечный – когда сварочный стежок и сила создают угол 90о.
- Комбинированный – одновременно применяют продольный и лобовой швы.
- Косой — когда свариваемый шов и сила создают угол не равняющийся 90о.
Группировка по форме поверхности
Есть три типа швов:
- Выпуклые или усиленные – много шаровые стежки. Например, для сцепления величина, направление и точка приложения нагрузки изменяются во времени незначительно. Экономично не обоснован в связи с чрезмерным расходом электродов.
- Вогнутые или ослабленные — применяются, что бы соединить/сварить элементы из тоненькой стали.
- Обычные или сплюснутые— прибегают в динамике, в связи с наличием между тропой и сталью небольшого перепада.
Группировка по воздействию сварочного агрегата

Такая группировка стежков зависти от типа работы сварного агрегата. Например, проводя работы в аргоновой или другого вида внешней среды, слияние будет «газовым», с электродом – «электродуговым». А основными будут швы такой сварке:
- ручной дуговой – встык, а также нахлестное, используя руки и электроды. В таком случае скрепляют разнообразные металлы толщиной 0,01 — 10 см;
- автоматической, предполагает использование в работе электроинвентаря;
- в инертном газе — разные виды сцепки будут самыми крепкими. Данная среда защищает шов от окисления. Преимуществом такой сцепки – внешний вид и отсутствие мусора;
- газовой – тропа формируется под влиянием температуры, выделяемая в процессе горения газа.
Отдельно выделяют паяные швы, названия походит от инструмента — паяльника.
Помимо указанных, можно привести еще много видов/типов связки заготовок, обычные и необычные, применимы для работ по свариванию элементов в неудобных местах. К примеру, стежки состоящие из одного слоя или из нескольких слоев, при которых используют некоторое количество валиков, расположенных на одном уровне поперечного сечения шва.
Какие бывают сварные швы
Участок металлической структуры, в которой объединяются разные детали при эксплуатации сварки, называется сварочным соединением. Сварные швы могут быть различными по прочности. Сварочное соединение может включать в себя один сварной шов. Это место термического воздействия на точку соединения металлов. В результате такого воздействия металл расплавляется, а при остывании кристаллизуется. Во многом на качество шва влияет характеристика металла в точке термического воздействия.

Классификация сварных швов.
Разновидность сварных точек по типу соединения
Швы стыковые используются в стыковых соединениях. Выполняются они неотрывными. Отличием являются действия по подготовке плоскости в торце сечения и элементов, подготавливаемых к контакту. Благодаря этому открывается полный доступ к месту сварки и обеспечивается максимально эффективное проваривание плоскостей на всю толщину.
Среди стыковых швов можно различить разные виды:

Схема заполнения стыковых швов.
- Односторонние и двухсторонние без распилки краев.
- С односторонней или двухсторонней распилкой одного из краев.
- С односторонней распилкой обоих краев.
- Распилкой V или X-вида.
- Двухсторонней распилкой обоих краев.
Угловой тип соединений применяют, когда нужна сварка угловых швов. В изготовлении таких соединений используются угловые швы. Разделить их можно по беспрерывности и по зазору.
Дополнить вышеуказанные виды можно еще разновидностью, относящейся и к стыковым, и к угловым. Таковыми служат пробочные и прорезные разновидности. Прорезной тип используется, когда нужно верхний пласт, а возможно, и нижележащие, проплавить до основного элемента. В контакте утолщенных пластов прорезные швы и соединения выполняются по изготовленным жерлам. В таком виде они будут называться “пробочными” или в случае дуговой сварки «электрозаклепкой».
Вернуться к оглавлению
Различные виды сварочных швов
Различия сварки и виды сварочных швов по пребыванию в пространстве:
- сварка горизонтальных швов;
- сварка потолочных швов;
- нижние швы.
Применяется при сварочных работах, находящихся снизу на ровной плоскости. Они технически простейшие по исполнению. Высокая прочность стыков объясняется удобными условиями, в которых растопленный металл под своим весом устремляется в сварную ванну, которая расположена горизонтально. Эта работа самая легкая в исполнении и за ней легко уследить. В нахлесточных структурах угольные в нижней позиции выполняются непрерывными, без производства поперечных колебаний.

Сварка горизонтальных и потолочных швов.
Горизонтальные сварные швы. Ход сваривания горизонтальных точек связан с некоторыми трудностями. В ходе сваривания поперечным швом на вертикальной поверхности расплавленный металл может стекать на нижний край. Как следствие на верхнем краю может появиться подрез. Использование этого способа в сваривании угольных точек, производимых в горизонтальном расположении, довольно простое и не вызывает каких-либо затруднений. Сама работа похожа на сварочные работы в нижнем расположении и зависит от требуемого шва.
Вертикальные сварочные швы. В сварке вертикально стоящих деталей расположенный снизу металл призван удерживать плавящийся металл сверху, но при этом он получается грубым и в виде чешуи. Значительно сложнее получить качественное соединение при работе, направленной вниз. Сварка вертикальных швов в стоячей плоскости возможна лишь в ориентации снизу вверх и наоборот.
Потолочные швы. Сложнейший по исполнению вид сварных работ. В процессе работы затруднено выделение газов и шлаков, а также сложно расплав удерживать от стекания и добиваться прочности точки. Но несмотря на соблюдение всех техник потолочной сварки, швы все равно уступают по надежности сварочным швам, исполненным в остальных позициях.
Классификация особенностей сварных соединений по очертанию:
- сварка продольных швов;
- создание кольцевых швов.

Схема сварки вертикальных швов.
Для выполнения продольного типа сварочных работ требуется провести доскональную подготовку металла в точке предполагаемой сварки. Поверхности деталей должны быть очищены от заусениц, кромок и неровностей. В работе продольной сварки шов возможен только при полной очистке и обезжиривании требуемых поверхностей.
Кольцевые сварные швы. Сварные работы по окружностям требуют большой аккуратности и точности, тут же необходима калибровка сварочных токов, особенно при работе с малыми диаметрами.
Сварка кольцевых швов различается по очертанию. Они бывают:
- выпуклые;
- вогнутые;
- плоские.
Вернуться к оглавлению
Геометрия сварочных швов
Основными геометрическими параметрами являются: ширина, изогнутость, выпуклость и корень стыка.
Шириной называется зазор между обозримо различными гранями сплавления металлов. Изогнутость – это зазор промеж площади, протекающей по обозримым граням точки сварки и определенного металла в точке предельной вогнутости.
Для измерения выпуклости определяется зазор относительно уровней, протекающий по обозримым граням шва и основного металла в точке предельной выпуклости. Корень – это предельно отдаленная от профильного уровня грань, которая фактически является его обратной стороной.
Можно разделить такие швы по размерным нормам:
- катет;
- толщина;
- расчетная высота.

Схема выполнения угловых швов.
В угловом сварном шве для угловой сварки длина от уровня первой свариваемой детали до края шва на следующей детали и есть катет угольного шва. Катет относится к важным характеристикам, которые необходимо соблюдать в ходе сварных работ. При простых угольных соединениях с единым размером катет шва задается размером его краев. В сваривании тавровых конструкций катет имеет фиксированную величину, при этом используют единую размерность материалов. А при применении в сварных работах тавровых конструкций разной размерности он приравнивается к толщине более тонкого металла. Катет должен иметь правильные размеры для достижения максимальной крепости соединения, если пользоваться слишком большим катетом, то возможны сварные дефекты.
Начинающим можно упростить работу с деталями, расположив их для сварки «в лодочку». При сварке “в лодочку” сокращается вероятность появления подрезов, и замок получится прочнее.
Толщина угольного шва – это предельное удаление от его уровня до контакта предельного проплавления основного металла.
Что нужно помнить при сварке угловых соединений? Для угловых швов благоприятной считается вогнутая форма уровня с плавным переходом к основе. Это связано с проблематичностью проварки в угольных швах корня на всю толщину. В большинстве вариантов катет и толщину замеряют определенными лекалами.
Чтобы получить максимально прочное соединение, нужно ссылаться на множество факторов. Их учитывают при определении типа соединения в зависимости от необходимых характеристик свариваемых изделий.
Вернуться к оглавлению
Нормы использования сварки на величину шва
К главным нормам электросварки следует отнести:
- величину, плотность, полярность и род сварного напряжения;
- напряжение тока электродуги;
- темп сваривания;
- сечение торца проволоки.
Вспомогательными условиями являются:
- содержание и количество электродного нанесения;
- выход электрода, сварной проволоки;
- направленность электрода в ходе сваривания;
- количество и содержание используемого флюса.
Форма, величина и компонентное содержание шва во многом отличается, в зависимости от того, соблюдены ли требуемые условия; но не менее значимой является и правильность выполнения сварных работ.
С увеличением сварного тока растет углубленность провара без смены размера шва. Но в момент усиления дуги его ширина сильно увеличивается и уменьшается углубленность провара. Еще на ширину шва влияет вид инструмента, который используют при производстве таких работ. На “постоянке” ширина шва будет шире, чем при сваривании на “переменке”.
Также его ширина может меняться в зависимости от скорости соединения. Чем быстрее процесс, тем меньше и глубже стяжка. При сокращении размера сечения проволоки усиливается кучность тока в проводе, это приводит к углублению провара и выпуклости шва, при этом он уменьшается. Используя проволоки меньшего размера сечения, можно добиться более углубленного провара при тех же значениях силы тока. Главное, все сварочные работы проводить правильно, не нарушая технологии их выполнения и соблюдая правила техники безопасности.
Сварочные швы: виды швов и соединений
В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны:
- Место сплавления – граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.
- Область термического влияния – зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена.
- Сварочный шов – участок, который образовался во время кристаллизации в процессе остывания металла.
Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:

- Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
- Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
- Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
- Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
- Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
- ширина – это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
- корень шва – обратная его сторона, которая находится в максимальной удаленности от лицевой части;
- выпуклость – определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость – этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом; определяется данный параметр в том месте, где шов имеет наибольший прогиб — от него до плоскости основного металла измеряется размер вогнутости;
- катет шва – он имеет место только в угловом и тавровом соединении; измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.
Виды швов по способу выполнения
- Односторонние сварочные швы. Они выполняются с полным проплавлением металла по всей длине.
- Двухстороннее исполнение. По технологии после выполнения односторонней сварки, удаляется корень шва, и только после этого выполняется сварка с другой стороны.
- Однослойные швы. Выполняются однопроходной сваркой с одним наплавленным валиком.
- Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда выполнить сварку в один проход не представляется возможным по технологии. Слой шва будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение области термического воздействия и получить прочный и качественный сварной шов.


Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
- нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
- горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
- потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
- «в лодочку», это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности:
- непрерывные, так выполняются практически все швы, но бывают и исключения;
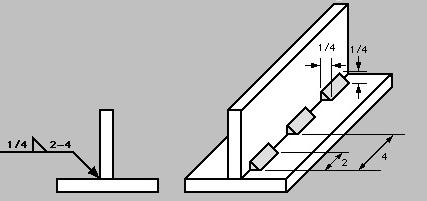
- прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
Разделка кромок
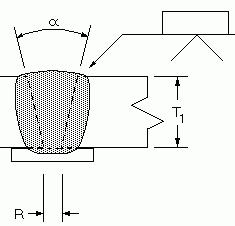 Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению:
- V-образная;
- X-образная;
- Y-образная;
- U-образная;
- щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
- работоспособность соединения;
- прочность и качество сварного шва;
- экономичность.
Стандарты и ГОСТы
- Ручная дуговая сварка. Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали.
- Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания.
- Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде.
- Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Обозначение сварочного шва
Согласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот — то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
○ – замкнутый шов;
┐ – сварка шва производится при монтаже.
- Обозначение сварочных швов, их конструктивных элементов и ГОСТ соединения.
- Наименование шва по стандарту.
- Способ сварки по нормативным стандартам.
- Указывается катет, этот пункт касается только угловых соединений.
- Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки.
- Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый:
- снятие усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
- шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам;
- чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.