Страница не найдена — ccm-msk.com
Условия
Содержание1 Особенности применения и изготовления кузнечного горна своими руками1.1 Для чего нужен?1.2 Состав1.3 Принцип
Металл
Содержание1 Плавка металла в индукционной электрической печи созданной в домашних условиях1.1 Выбор типа схемы1.2
Трубы
Содержание1 Заделать текущую трубу: подробные инструкции1.1 Как устранить течь фитинга1.2 Как устранить течь тела
Сварка
Содержание1 Сварочный полуавтомат своими руками: схема, видео1. 1 Подающий механизм1.2 Доработка заводского инвертора1.3 Горелка1.4 Баллон1.5
1 Подающий механизм1.2 Доработка заводского инвертора1.3 Горелка1.4 Баллон1.5
Условия
Содержание1 Лазер своими руками из ДВД привода – экономим на покупке1.1 Как работает полупроводниковый
Содержание1 Как отлить деталь из алюминия в домашних условиях1.1 Как отлить алюминий1.2 Литье алюминия:
Страница не найдена — ccm-msk.com
Информация
Содержание1 Особенности работы инвертора для сварки1.1 Преимущества инверторной техники1.2 Пояснения на схеме1.3 Управление током1.4
Информация
Содержание1 лучших бытовых сварочных аппаратов для дома и дачи 20191. 1 Сварог PRO ARC 160
1 Сварог PRO ARC 160
Сварщикам
Содержание1 Повышение разряда сварщика1.1 Какие качества должен иметь сварщик, чтобы иметь право повысить разряд
Сварка
Содержание1 Изучаем основные виды сварки1.1 Физические признаки1.2 Важность технологических свойств1.3 Технологичность – главное свойство
Вопросы
Содержание1 Станки для балансировки колес, их устройство и ремонт1.1 Что такое балансировка1.2 Устройство станка1.3
Информация
Содержание1 Правила сварки медных проводов1.
Страница не найдена — ccm-msk.com
Вопросы
Содержание1 Как правильно варить трубы отопления электросваркой — советы специалистов1.1 Разновидности сварных швов и
Информация
Содержание1 Сварка оцинкованного листа1.1 Как варить тонкий металл инвертором1.2 Техники и методы сварки тонких листов
Как сварить
Содержание1 Сварка кузова автомобиля: как правильно сделать её своими руками1.1 Виды и особенности сварочных
Информация
Содержание1 Электромуфтовая сварка полиэтиленовых труб1. 1 Виды соединений1.2 Выполнение стыковой сварки труб ПНД своими руками1.3
1 Виды соединений1.2 Выполнение стыковой сварки труб ПНД своими руками1.3
Нержавейка
Содержание1 Труба нержавеющая: области применения и стандарты1.1 Стандарты1.2 Сварные трубы1.3 Бесшовные трубы1.4 Области применения1.5
Информация
Содержание1 Сварочные швы1.1 Типы стыков1.2 Техника работы1.3 Способы нанесения2 Фланцы приварные. Типы фланцев приварных.
Страница не найдена — ccm-msk.com
Информация
Содержание1 Выбор идеального инвертора аргонодуговой сварки1.1 Для чего нужен аргонный аппарат и как он
Сварка
Содержание1 Выполняем сварку железной двери своими руками1.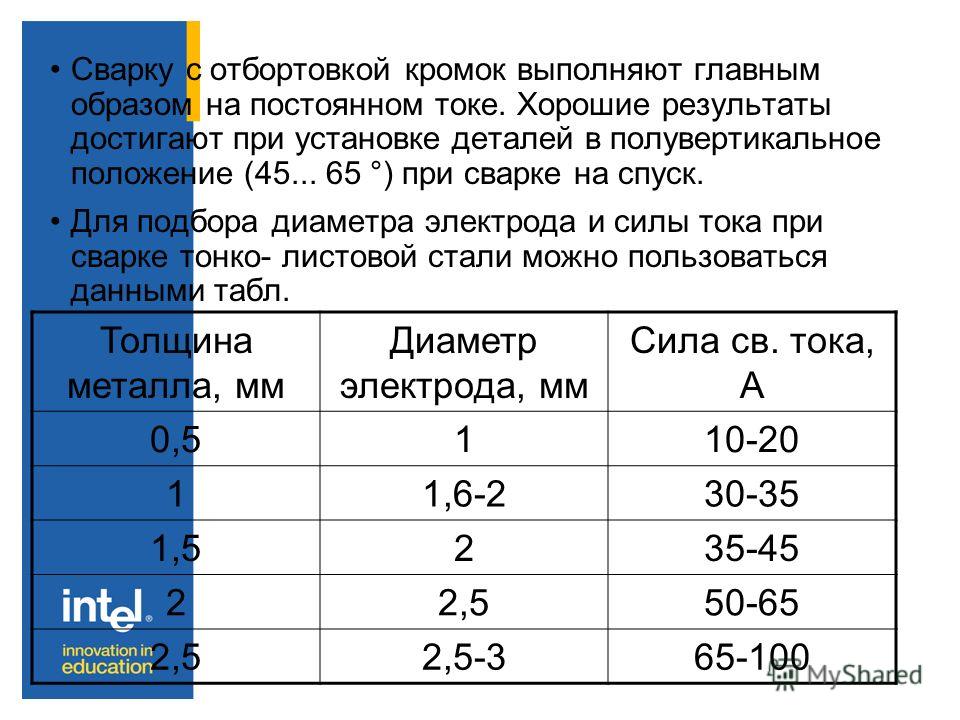 1 Выполнение подготовительных процедур1.2 Необходимые инструменты и материалы1.3
1 Выполнение подготовительных процедур1.2 Необходимые инструменты и материалы1.3
Металл
Содержание1 ТЭС1.1 Как пилить?1.2 Отрез ножовкой по кривой линии2 Ножовка по металлу как правильно
Информация
Содержание1 Подготовка кромок под сварку труб1.1 Особенности подготовки металла под сварку1.2 Правка металла –
Вопросы
Содержание1 Как подключить сварочный аппарат 2201.1 Что такое сварочный инвертор и как он работает1.2
Электроды
Содержание1 Как выбрать вольфрамовые электроды | Тиберис1. 1 Международные марки электродов1.2 Советы по аргонодуговой сварке
1 Международные марки электродов1.2 Советы по аргонодуговой сварке
Как сварить профтрубу 1.5 мм без прожога и зашлаковки электродом 3 мм | Ручная дуговая сварка
ЯндексВот такой результат сварки получился. Сваривал профильную трубу 1.5 мм с зазором 2 мм электродами тройка-3 мм. Варил без присадок вторым электродом, нет прожогов и зашлаковки. Сейчас по порядку расскажу технику сварки тонкого металла, которую частенько использую.
Взял профтрубу 30 на 30 толщиной 1.5 мм. Для усложнения задачи сделал запил болгаркой диском толщиной 2 мм, как будто будем заваривать соединение с зазором.
Сначала немного теории.
Сваривать будем с отрывом двойным тычком-в этом и вся хитрость. На правление сварки углом вперёд, так меньше глубина проплавления металла. Полярность прямая-минус на держак с электродом, хотя это противоречит теории, но некоторые советовали попробовать, посравнивал на миллиметровке, минус на электроде меньше прожигает, теперь придерживаюсь такого правила с тонкими металлами.
Зажигаем дугу, немного её удлиняем и резко возвращаемся в сварочную ванну до касания обмазкой электрода металла. И так делаем точка за точкой. Не просто варим с отрывом, нет, а делаем именно эти действия-зажгли, удлинили дугу и резко вернулись обратно. Смотрите что происходит от такого действия.
На примере обточного лепесткового круга. Вот у нас образовалась сварочная ванна. Как только мы убрали дугу корка шлака сразу обволакивает металл ванны. При повторном поджиге нужно некоторое время чтобы растопить разогнать эту корку шлака и добраться до металла чтобы продолжилось формирование шва. За это время металл может слишком нагреться и провалиться-получается прожог.
При резком укорачивании дуги мы разгоняем шлак по сторонам, и после отрыва слой получается тонким и повторный поджиг занимает меньше времени, а значит увеличивается скорость сварки и уменьшается вероятность прожечь. Зашлаковка при такой сварке также не произойдёт.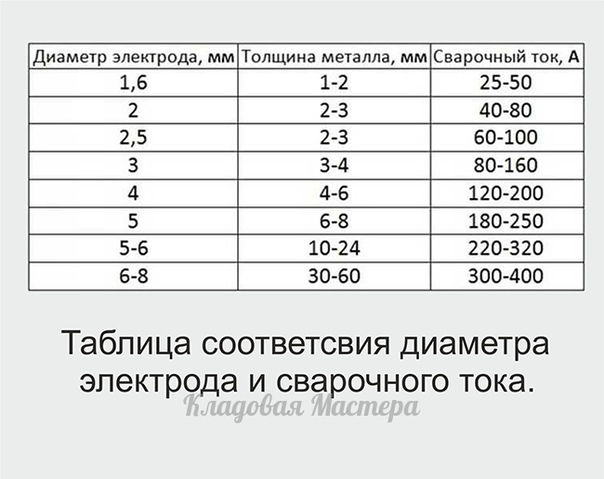
Начинаем сваривать. Ток примерно 80 ампер, электроды 3 мм АНО-21, правда производитель есаб, хорошие электроды. И так точка за точкой без напряга что прожгём завариваем наш зазор.
Заварили, отбили шлак, никаких прожогов и зашлаковки в шве нет. Результат получился хорошим.
Поделись статьёй с друзьями-нажми на значок чуть ниже справа, статью увидят твои товарищи в одноклассниках или в контакте.
Как варить тонкий металл 0.5 мм электросваркой. Какие электроды лучше для сварки жестянки, тонкого металла
Бывает так что нужно заварить тонкую жестянку и вы не знаете каким электродом можно все это сварить. Именно нужно сварить ручной дуговой сваркой так как другой у нет. Можно использовать различные аппараты,но факт остается фактом и понятно что электроды как правило прожигают жестянку. Для начало возьмем электрод самого маленького диаметра, это двоечка или троечка,. Далее смотрим аппарат.
Можно варить как переменкой так и постоянным током . Желательно электроды использовать универсальные. Я бы вам посоветовал троечку марки МР-3С синие . Почему то так повелось и я ими сваривал тонкий металл. Металл можно наложить краем в нахлест (друг на друга) не много, и тем самым у нас больше шансов что мы его не прожгем. Обычно этот метод не подходит так как нужно часто соединять изделия в стык. Что же делать? Ни чего мудрить не нужно и будем использовать в качестве дополнительно металла для сварки ту же троечку. Очищаем ее от порошкового напыления и прикладываем на место сварки. Именно туда где будет проходить шов.
Если вы собрались варить авто жесть то тут история не много другая. Ее как правило ведет от через мерного нагрева. И варят ее либо полуавтоматом или другой сваркой. Электродами варить можно,но не все части авто. Допусти мы приготовили все необходимое это:
- Электроды троечку.
- Подготовили детали перед сваркой (зачистили место сварки).
- Настроили сварочный ток для сварки нашей жести.

- Зачистили присадочный материал (очистили троечку от порошкового напыления)

Теперь нужно постараться положить детали так чтоб их как можно меньше повело. Если есть другой способ сварки жести, то я бы вам его порекомендовал. Типа газовой сваркой или полуавтоматом. Почему важно положить делали? Потому что при сварке детали нагреваются и остывают и тем самым в месте нагрева происходит расширения и уменьшения. Вы не замечали когда вы варите что то тонкое и легкое типа жестянки вам кажется что деталь как будто шевелится? Это и называется у сварщиков ведет. Некоторые говорят: О смотри как повело металл! Было наверное слышали много раз. Так вот положите делали и прижмите сверху или закрепите временно, оставьте только место где нужно сваривать детали. Если детали не большие это не обязательно. Возьму пример с двумя листами. Положим два листа на рабочую поверхность. Она ровная и делали на ней расположены в стык. возможности крепить нет. После сварки два металла стянутся друг к другу,да так что еще скажете откуда этот угол образовался. Он образуется в результате деформации металла. Что такого не было нужно положить эти две детали не много под обратным углом, чтоб после соединения деталей все стало ровно. В градусах это не знаю сколько, но на глаз это чуть видно что детали не ровно лежать. Рядом стоящему даже может привидится что они ровно состыкованы. Все попробуйте на каком нибудь похожем металле перед сваркой, разомните руки.
Листовой металл является достаточно востребованным материалом для изготовления многих технических устройств и конструкций. Листовая сталь предназначена для производства несущих элементов мостов, балок, резервуаров, водостоков, корпусов электромеханизмов и прочих изделий. Единственным способом соединения такого проката является сварка листового металла. Это вполне надежный вид соединения, особенности которого зависят от толщины металла и его расположения в пространстве.
Способы сварки листового металла
Металлические листы средней толщины варятся ступенчатым способом. Вся полоса сварки условно делится на участки по 10-20 см, после чего эти участки провариваются попеременно. Каждый последующий шов перекрывает предыдущий шов на 1 см. Такая технология позволяет избежать температурных деформаций металла.
Вся полоса сварки условно делится на участки по 10-20 см, после чего эти участки провариваются попеременно. Каждый последующий шов перекрывает предыдущий шов на 1 см. Такая технология позволяет избежать температурных деформаций металла.
Сварка тонких листов металлаобычно производится встык, с отбортовкой кромок. Также допускается соединение встык на подкладке, без отбортовки. Существует сварка цилиндрических изделий. Например, приварка к отбортованному днищу цилиндрического корпуса или приварка к отбортованному корпусу днища.
Сварка толстого металла (более 4 мм) выполняется в несколько проходов. Это так называемая многослойная сварка. Сварной шов заполняется несколько раз. Перед наложением каждого последующего слоя производится очистка слоя предыдущего от окалины. Многослойная сварка является более надежной, но ведет к увеличению расходных материалов.
Подготовка листового металла к сварочным работам
Все изделия в местах кромок и прилегающих к ним участков должны быть тщательным образом очищены от краски, загрязнений, масла, ржавчины, окалины и влаги. Очистку производят металлической щеткой, болгаркой или пламенем горелки. Лучший результат дает симбиоз этих способов. Кромки обрабатываются при помощи шлифовальной машины или фрезерного станка.
Они должны быть скошены под небольшим углом для соблюдения технологии сварочных работ. Качественная сварка листового металла встыкневозможна без соответствующей обработки кромок.
В зависимости от конструкции будущего изделия производится сборка деталей и их крепление между собой посредством различных приспособлений. Для скрепления листов используются струбцины, клинья, фиксаторы, рычаги, стяжные уголки. Для плотного стягивания изделий применяются домкраты. В условиях цеха сварка листовой сталиобеспечивается специальными прижимными механизмами.
Для обеспечения неподвижности шва изделия скрепляют прихватками. Их размер зависит от толщины листового металла и общей протяженности шва. Для тонких листов длина прихватки составляет до 0,5 см, а для толстого металла может доходить до 3 см. При толщине металла 1 см и более прихватки обычно не используются.
Для тонких листов длина прихватки составляет до 0,5 см, а для толстого металла может доходить до 3 см. При толщине металла 1 см и более прихватки обычно не используются.
В этом случае применяются клиновые стяжки, допускающие незначительные смещения деталей в процессе сварки. Также могут быть использованы угольники и стяжные планки.
Технология сварки листового металла
Сварка прокатного металла может быть осуществлена встык или с нахлестом. Вертикальные швы рекомендуется выполнять стыковыми, а круговые поясные соединения лучше делать с нахлестом. Первым делом провариваются поперечные швы, а уже затем идет работа над продольными швами.
Зазоры между соединяемыми изделиями должны быть около 1 мм. Это необходимо для предотвращения деформации изделий. Рекомендуется выполнять сварку листового металла от середины, постепенно направляясь к краям.
Сварка выполняется под углом 70-90 градусов. В таком положении идет максимальный провар шва.
Выполняя сварку любого листового металла согласно рекомендациям, получают качественные сварные изделия надлежащей крепости.
Процесс сваривания инвертором предназначается для сваривания тонкого металла, формируя качественный шов, поскольку у большинства деталей толщина листа составляет ширину около 5 мм, и множество разновидностей сваривания плохо подходят к данному процессу. Такой вид сваривания владеет хорошим качеством, если учесть параметры с прочностью вязкостью и пластичностью. Существуют параметры, благодаря которым сваривание тонких металлов становится более качественным:
·Надежность;
·Устойчивость к снижению коррозии;
·Гибкость;
·Вязкость.
Разновидности тонколистового металлического сваривания и его особенности
Совершать сваривание тонких металлов приходится весьма часто, поскольку большинство деталей состоят именно из таких размеров :
·Моторные лодки;
·Автомобили.
Произвести качественное сваривание получится после учета всех нюансов предстоящей работы. Основной проблемой является то, что тонкие заготовки имеют большую вероятность подвергаться прожогу электродом, после чего заготовка станет непригодной для эксплуатации. Требуется иметь большой опыт работы с электродами для сваривания такого рода металла, в ином случае достигается не наилучшего качества шов и соединение поверхностей металла. Еще присутствуют затруднения в осуществлении правильной работы с дугой, и выбрать нужные параметры для соединения заготовок.
Основной проблемой является то, что тонкие заготовки имеют большую вероятность подвергаться прожогу электродом, после чего заготовка станет непригодной для эксплуатации. Требуется иметь большой опыт работы с электродами для сваривания такого рода металла, в ином случае достигается не наилучшего качества шов и соединение поверхностей металла. Еще присутствуют затруднения в осуществлении правильной работы с дугой, и выбрать нужные параметры для соединения заготовок.
Необходимые условия, которые требуется соблюдать при соединении тонких металлов
Перед началом процесса требуется выбрать необходимый размер электрода по толщине, который будет идентично совпадать в размере с предстоящей для сваривания заготовкой. Сила тока выставляются в зависимости от толщины электрода. Так же важным выбором является покрытие электрода, поскольку для данного процесса необходимо специальное, которое плавится за длительный период.
Для обеспечения хорошей работы в сваривании деталей, применяется инвертор. Благодаря новейшим разработкам аппаратов можно легко производить процесс сваривания тонких металлов, которые имеют маленький вес и большой уровень производительности. Сваривание инвертором производится на постоянном источнике тока. Для сваривания тонкого металла, можно применять электроды различных марок. Во время работы на данном устройстве рекомендуется отрегулировать силу тока примерно на 10-15 А. Еще для формирования более качественного сварочного шва, необходимо использовать электроды в 1.6 мм шириной.
Инвертор можно отрегулировать на различные напряжения вольт или ампер, для более удобного сваривания. Затраты на энергию существенно не велики в отличие от трансформатора или выпрямителя, а коэффициент полезного действия составляет 90%.
Устройство аппарата для сваривания тонкого металла
В начале, требуется исследовать устройство механизма для сваривания, которое является относительно трудным из-за применения большого напряжения, силы тока и максимальных частот.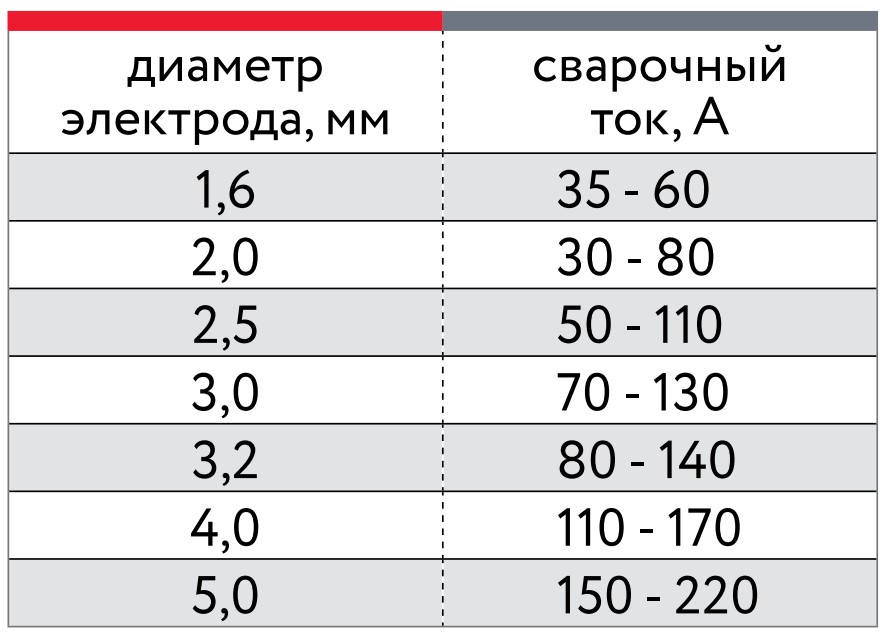 Во время процесса сваривания осуществляются переходы напряжения, от переменного тока в 220В к постоянному току с большой частотой. Так же аккумуляторные импульсы входят в наличие инвертора, которые состоят из модулей. Благодаря процессорам с программирующими микросхемами согласовываются работа элементов аппарата для сваривания.
Во время процесса сваривания осуществляются переходы напряжения, от переменного тока в 220В к постоянному току с большой частотой. Так же аккумуляторные импульсы входят в наличие инвертора, которые состоят из модулей. Благодаря процессорам с программирующими микросхемами согласовываются работа элементов аппарата для сваривания.
Программы, которые производятся инвертором :
·Ликвидация напряжения в момент замыкания дуги для сваривания;
·Образуются дополнительные импульсы тока;
·Обеспечение разрушение барьеров жидкого металла при коротко дуговом сваривании.
Процесс работы с применением аппарата для сваривания
Существует множество вещей, процесс работы которых можно осуществлять собственноручно в домашних условиях с применением сварки. Починить автомобиль, соединить заготовки из металла гораздо легче, когда под рукой находится инвертор для сваривания.
Для работы требуется обзавестись следующими приспособлениями :
·Электроды;
·Аппарат для сваривания;
·Рукавицы;
·Молоток;
·Металлическая щетка;
·Сварочная маска;
·Огнеупорная или просто плотная спецодежда;
·Наличие воды, для устранения различных возможных источников пламени.
Для необходимого качества шва в начале, следует отрегулировать соответственное напряжение в аппарате и электросети. Требуется осуществить осмотр штепселя, розетки, кабеля и проверять их исправное состояние. Однозначно запрещается проводить работу на технике в плохо рабочем состоянии.
Рекомендуется поставить аппарат на твердую поверхность, и еще проверить заземления. Выявив толщину заготовки, подбирают соответствующие электроды, и ручкой на аппарате осуществляют регулировку количество тока.
Перед процессом сваривания, требуется произвести зачистку будущей детали, удалив грязь и ржавчину металлической щеткой либо наждачной бумагой. Затем необходимо зажать в тиски листы металла. Электрод зажимают в держатель, и зажигаем сварочную дугу касающимися или постукивающими движениями по металлической заготовке. Необходимо осуществить правильные параметры тока, а далее вести дугу в нужном положении. В окончании процесса рекомендуется дать время на остывание детали, после отбить шлак и зачистить до заметного блеска поверхность.
Необходимо осуществить правильные параметры тока, а далее вести дугу в нужном положении. В окончании процесса рекомендуется дать время на остывание детали, после отбить шлак и зачистить до заметного блеска поверхность.
Процесс контроля сварочной дуги
Во время процесса сваривания требуется соблюдать нужное расстояние горящей дуги, от электрода до металла. Одинаковые размеры образующегося промежутка считаются стабильностью в гарантии грамотного осуществленного технологического процесса. Если заданные размеры между промежутками сокращать, то получится изогнутый сварочной дугой шов, с участием расплавленной боковой его части. Если на максимально дальнем расстоянии проводить работу, то качественное сваривание не получится, поскольку происходит искажение дуги, а металл сваривается с перекосами в одну из сторон. Если верно соблюдать заданный зазор при сваривании, то в итоге можно произвести ровный аккуратный шов.
Образование простого сварочного шва с помощью инвертора
Когда дуга появляется, в ее силах охватить весь основной металл, и двигать всю сварочную ванну на прежнее место, создавая шов. Главная задача сварщика является в том, чтобы шов находился на одной прямой с металлом.
В подобных случаях рекомендуется на постоянной основе держать в поле зрения размеры расположения шва. Еще следует расположить ванну по кругу. Сваривание металлов с помощью инвертора, требуется плавными движениями, формируя шов, и при этом смотреть за его появление с одного края металлического листа, а потом контролировать его появление сварочной ванной.
Если электрод в процессе держать близко к металлической пластине, то сформируется выпуклый шов. Множество опытных мастеров достигают образование плоского шва и передвижения ванны, путем необходимого изменения угла наклона электрода.
Особенности в сваривании инвертором металл с маленькой толщиной
Сварщику требуется обращать внимание на то, какая полярность у электрода, поскольку их размер влияет на долговечность шва, и прочность всего сваривания.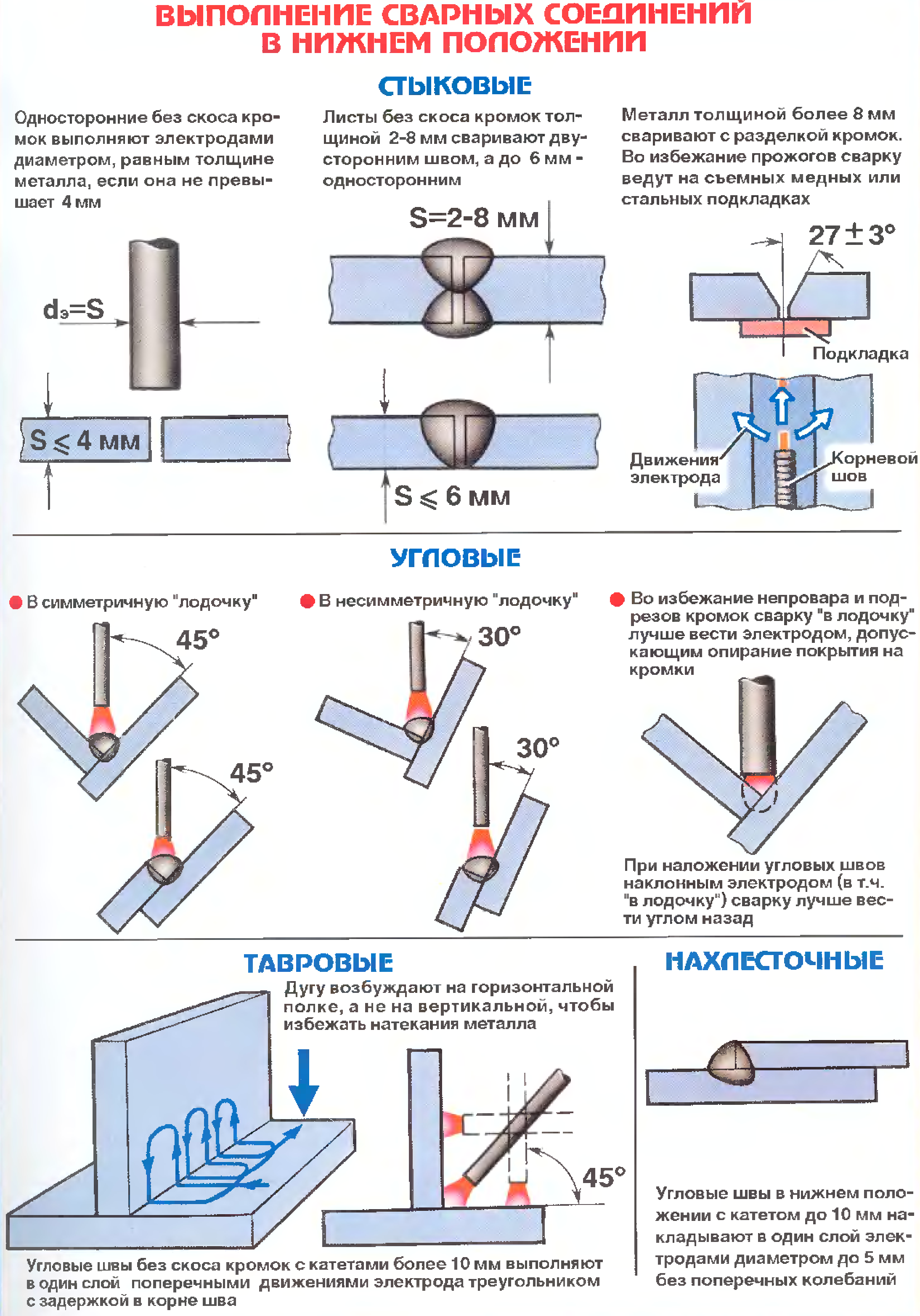
Благодаря электродам с обратной полярностью можно легко добиться образования глубокого шва. В начале процесса нужно определить, какой заряд применять и как его подключать. Положительный заряд греется гораздо сильнее. Начав процесс, следует придерживаться необходимого угла электродом в 30 градусов, приблизив на необходимое расстояние его, нужно образовать красное пятно до того как появиться раскаленная капля металла. Сварочный шов появляется после того, как все капли будут соединены на металлических листах друг с другом.
Преимущества сварки инвертором выпрямителем
Металлы с тонкими размерами имеют низкую материалоемкость, поэтому их потребность в сваривании, является широко востребованным в промышленных сферах. В принципе не нужно иметь большие навыки, что бы соединить металл, благодаря постоянству сварочной дуги и получению качественных итоговых показателей. В большинстве случаев, где основной ценностью является качество свариваемого шва, инверторы используют дляаргонно-дуговогосваривания. Если процесс сваривания осуществляется при помощи полуавтомата, то инвертор может контролировать перемещение металла, и уменьшать его разбрызгивание.
Самой передовой технологией является плазменное дуговое сваривание. Когда применяется такого вида сваривание, то увеличивается производительность труда, за счет изменений в скорости резки, при этом сформировавшаяся дуга постоянна.
К сварочному оборудованию следуют относиться аккуратно и бережно, во избежание различных неисправностей. Техника может выдавать неверные параметры, и в итоге может быть нарушена эксплуатация детали. Если не удается осуществить процесс сваривания при включенном аппарате, требуется первым делом проверить осмотреть кабеля. Если сварочная дуга будет недостаточно сильной, необходимо проверить ток, из-за которого инвертор может не работать, в противном случае следует отдать в сервисную службу по ремонту данных аппаратов, вероятной проблемой будет нарушение в работе модуля.
Как верно подобрать аппарат для сваривания
Перед тем как приступать к покупке данного аппарата, следует определить, с какими металлами в основном будет осуществляться работа. Необходимо учитывать параметры свариваемого материала, а электроды нужно подбирать соответственные по составу с металлом или с толщиной заготовки. Параметры тока регулируются на требуемые качества и состав металла, и его размеры.
Необходимо учитывать параметры свариваемого материала, а электроды нужно подбирать соответственные по составу с металлом или с толщиной заготовки. Параметры тока регулируются на требуемые качества и состав металла, и его размеры.
Существует три режима, в которых может осуществляться работа аппарата для сваривания:
·Крайний;
·Средний;
·Продолжительный.
Когда напряжение в электросети будет снижено примерно до 190В, то произойдет низкое осуществление ампер во время процесса. Не рекомендуется использовать кабеля, которые имеют длину 15 метров и выше, поскольку распределение по ним тока, так же приведут к низкому сварочному току.
Не стоит забывать о том, что рекомендуется вести учет электрической питающей сети, поскольку при низкой величине требуется использовать аппараты, которые могут работать в колебании напряжений 220В плюс-минус 5%. Аппараты, которые имеют холостой ход, такими можно осуществлять работу во влажных комнатах, различных подвалах или канализационных системах.
Эксплуатацию инвертора не производят, если данная температура ниже 0 градусов по Цельсию, а резкие перепады могут привести к образованию конденсата внутри схем.
% PDF-1.6 % 867 0 объект > эндобдж 986 0 объект > поток admintrueACROBATQuarkXPress ™ 5.01 Вт, 25 февраля, 11:21:33 EST 20142437816.0c2410.pdf3686743.0Руководство по сваркеРазное. 1Sims, Porsche1056.02014-02-25T11: 20: 20.000-05: 007bfae5924e81dd5221088dc868d5371db3994987true2014-02-25T11: 20: 20.000-05: 002014-02-19T16: 33: 58.000-05: 00US Marketing Publishmisc.-1c2410. Electrode Руководство по сваркеSMAW Welding Guide
 393-04: 00
393-04: 00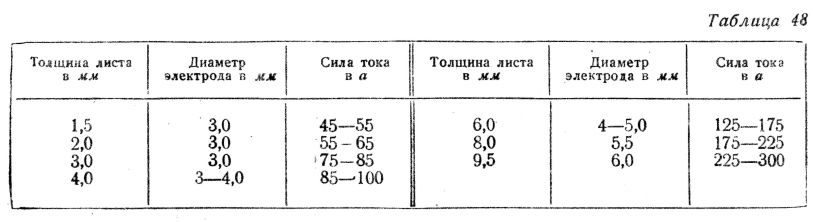 H5 ۪ Q = U
V5tPu | TP ո_ IwO
H5 ۪ Q = U
V5tPu | TP ո_ IwO(PDF) Динамическая модель скорости плавления электрода в процессе газовой дуговой сварки
Ludwig.
30
Считается, что различия между этими
исследованиями происходят из экспериментальных методологий. Для экземпляра
плавные изменения скорости переноса капель могут происходить во время перехода, если и ток дуги, и скорость подачи проволоки
изменяются для каждого эксперимента со сваркой.
6.Было определено, что удельное сопротивление не может считаться постоянным при изменении подводимой энергии.
Были представлены новые результаты, показывающие, что удельное сопротивление на кончике электрода
изменяется в диапазоне 0,8 ± 1
. 4610
23
В · мм.
Это опровергает предположение о постоянном удельном сопротивлении
, сделанное в большинстве предыдущих исследований.
7. Процесс GMAW является умеренно жестким, и его динамику
можно разделить на медленную и быструю,
, которые соответствуют механическим входам и электрическим
входам, соответственно.Было обнаружено, что доминирующая постоянная времени
процесса составляет примерно 0,2 с для проволоки
диаметром 1,2 мм.
СПРАВОЧНАЯ ИНФОРМАЦИЯ
1. a. lesnewich: Weld. J., 1958, 37, (8), 343 ± 353.
2. г. е. повар: Мет. Констр., 1981, 13, (9), 551 ± 556.
3. м. е. Шепард: «Моделирование саморегулирования при сварке металлической дугой
», докторская диссертация, Университет Вандербильта, Нэшвилл,
Теннесси, 1991.
4. e. Халмой: «Пульсирующая сварочная дуга», Отчет STF16 ± A79021,
SINTEF, Тронхейм, 1979.
5. z. bingul: «Соображения стабильности процесса сварки металлической дугой
», диссертация на получение степени магистра, Университет Вандербильта, Нэшвилл,
TN, 1996.
6. z. бингул, г. е. повар, р. j. Барнетт, А. м. Штраус и б. с.
скважин: Учеб. 5-й Int. Конф. по тенденциям в исследованиях в области сварки,
(ред. Дж. М. Витек и др.), 289 ± 294; 1999, Парк материалов, Огайо,
ASM International.
7. г. е. повар: Учеб. 5-й Int. Конф. о тенденциях в области исследований в области сварки,
(изд.J. M. Vitek et al.), 1007-1015; 1999, Парк материалов, Огайо,
ASM International.
8. г. ш. Андерсон и Ф. ш. Нейлсон: «Взрывающиеся провода» — 25 ± 35;
1959, Нью-Йорк, Plenum Press.
9. j. час waszink: Proc. Конф. на тему «Физика дуги и поведение сварочной ванны
», Лондон, Великобритания, май 1979 г., Институт сварки,
227 ± 239.
10. j. час waszink и g. j. п. м. van den heuvel: Weld. J., 1982,
61, (8), 269 ± 282.
11.е. Халмой: Учеб. Конф. на тему «Физика дуги и поведение сварочной ванны
», Лондон, Великобритания, май 1979 г., Институт сварки,
49 ± 57.
12. z. bingul: «Динамическое моделирование процесса газовой дуговой сварки
», докторская диссертация, Университет Вандербильта, Нашвилл,
TN, 2000.
13. m. я. Ричардсон, стр. ш. Бакналл, и я. смотрит: Сварка. J.,
1994, 73, (2), 32 ± 37.
14. т. п. Куинн, Р. б. мадиган и т. а. Сиверт: Weld. J., 1994,
73, (6), 241-248.
15. j. л. Уилсон и Г. е. Клауссен: Сварка. J., 1956, 35, (1), 1-8.
16. y.-s. Ким и Т. ш. нетерпелив: Proc. 2-й Int. Конф. on Trends in
Welding Research, Гатлинбург, Теннесси, США, май 1989 г., ASM
International, 13 ± 18.
17. y.-s. Ким и Т. ш. нетерпелив: Weld. J., 1993, 72, (6), 269 ± 278.
18. y.-s. Ким и Т. ш. нетерпелив: Weld. J., 1993, 72, (7), 279 ± 287.
19. л. quintino и c. j. allum: Weld. Встретились. Фабр., 1984, 52,85 ±
89.
20. м. amin: Встреча. Констр., 1983, 15, 272 ± 278.
21. м. amin: Встреча. Констр., 1986, 18, 216 ± 221.
22. z. смати: Встреча. Констр., 1986, 18, 38 ± 44.
23. w. Мао и М. ushio: Sci. Technol. Сварка. Присоединение, 1997, 2, (5),
w. Мао и М. ushio: Sci. Technol. Сварка. Присоединение, 1997, 2, (5),
191 ± 198.
24. г. Хуисманн и Х. Хоффмайстер: Sci. Technol. Сварка. Присоединение,
1999, 4, (6), 352 ± 356.
25. д. Розенталь: Сварка. J., 1941, 20, (5), 220 ± 235.
26. d. Розенталь: Пер.ASME, 1946, 68, 849 ± 866.
27. p. Чжу и Дж. j. lowke: Дж. Phys. D, заявл. Phys., 1993, 26, 1073 ±
1079.
28. j. б. Бьоргвинссон: «Адаптивное регулирование напряжения при дуговой сварке вольфрамом
», докторская диссертация, Университет Вандербильта, Нашвилл, Теннесси,
1992.
29. t. ш. нетерпелив: Proc. 2-й Int. Конф. о тенденциях в области сварки
Research, Гатлинбург, Теннесси, США, май 1989 г., ASM Interna-
tional, 341 ± 345.
30. h. c. Людвиг: Сварщик.J., 1957, 36, (1), 23 ± 26.
a
b
15 Частоты переноса капель на a310 и b300 A
16 Взаимосвязь между частотой капли и током дуги-
Аренда
17 Мощность спектральная плотность одного пикселя высокоскоростных видеофильмов
(горизонтальная шкала Гц)
50 Bingul et al. Динамическая модель плавления электрода в GMAW
Наука и технология сварки и соединения 2001 Vol. 6 № 1Наука и технология сварки и соединения 2001 Vol.6 № 1
Электрод из низкоуглеродистой стали толщиной 1/16 «3/32» 1/8 «5/32» 12 10 8 наименований сварочного стержня
Номер модели: E7018 # 1560- # 0066
Фирменное наименование: МЕДНЫЙ МОСТ
Происхождение: Китай (материк)
Малые заказы: Принято
Основные характеристики / Особые характеристики:
Компания по производству металла Dingzhou Jinlong с ограниченной ответственностью является профессиональным заводом сварочных электродов (сварочных стержней), сварочной проволоки, порошковой сварочной смеси и металлических изделий
Мы специализируемся на сварочных электродах
Наша компания зарегистрировала товарный знак медного моста
Особенности:
Тип бизнеса: производитель, торговая компания
Сертификаты: ISO 9001, BV, CE, SONCAP, ICQ, CCS
OEM: принято
Образец: бесплатная поставка
Основной рынок: Нигерия, Кения, Эфиопия, Южная Африка, Санди-Аравия, Филиппины, Испания
Преимущества :
* Высокая эффективность наплавки
* Превосходные технологические свойства сварки
* Отличные рабочие характеристики
* Легкость зажигания дуги и ограничения дуги
* Красивый внешний вид сварного шва
Превосходство других:
* Разумная / выгодная / конкурентоспособная цена
* На — своевременная доставка
* Лучшее качество, отличный сервис
* Профессиональный научно-исследовательский персонал и опытная команда менеджеров
Тип покрытия:
AWS E6013: диоксид титана, калий, тип
AWS E6011: целлюлоза, калий, тип
AWS E7018: тип с низким содержанием водорода
Упаковка:
Сварочные электроды из низкоуглеродистой стали Стандарт: AWS E6013
Размер: 2. 5 мм x 300 мм (упаковка: 2,5 кг / внутренние коробки, 8 коробок / коробок = 20 кг)
Размер: 3,2 мм x 350 мм (упаковка: 5,0 кг / внутренние коробки, 4 коробки / коробки = 20 кг)
Размер: 4,0 мм x 400 мм ( упаковка: 5,0 кг / внутренние коробки, 4 коробки / картонные коробки = 20 кг)
Внутренние коробки представляют собой термоусадочную картонную коробку, мы можем сделать это на поддоне по требованию клиента
1MT / поддон 2,5MT / поддон также мы принимаем OEM-упаковку
Срок поставки: 15-20 дней для одного 20-футового контейнера в кратчайшие сроки
Требования к рентгеновскому контролю: II степень
Любые сторонние товарные знаки или изображения, представленные здесь, предназначены только для справки.Мы не имеем права продавать товары с такими товарными знаками.
cauti 20PCS Сварочная проволока Низкотемпературный алюминиевый сварочный электрод Алюминиевые сварочные стержни TIG 3,2 мм
cauti 20PCS Сварочная проволока Низкотемпературный алюминиевый сварочный электрод Алюминиевые сварочные стержни TIG 3,2 мм
cauti 20PCS Сварочная проволока Низкотемпературный алюминиевый сварочный электрод Алюминиевые сварочные стержни TIG 3,2 мм: Кухня и дом. Precauti 20PCS Сварочный провод Низкотемпературный алюминиевый сварочный электрод Алюминиевые сварочные стержни TIG 3.2 мм: Кухня и дом. Широкое применение: подходит для сварки или наплавки сплавов с высокой прочностью, хорошей ковкостью и стойкостью к коррозии. . Качественные материалы: сварочная проволока изготовлена из алюминия, не токсична, не имеет запаха и долговечна. . Порошок припоя не требуется: нет необходимости использовать другой порошок флюса на основе алюминиевого сплава в качестве флюса и покрытия в качестве солевой основы. . Несколько функций: включая сварочную присадочную проволоку, а также проволоку, металлизированную распылением и пламенем. Он также может использоваться для аргонодуговой сварки и заполнения материалов из чистого алюминия, соединения с алюминиевой шиной и направляющим стержнем на электролитическом алюминиевом заводе и в электроэнергетике, химической промышленности, пищевой промышленности и т. Д.. Идеальный сварочный эффект: поскольку продукт имеет внутренний порошок, отличную свариваемость и коррозионную стойкость, высокую теплопроводность, высокую электрическую проводимость и отличную обрабатываемость, конструкция обеспечивает достаточный и плавный сварочный эффект. . Спецификация.: Количество: 20шт. Материал: алюминий. Цвет: серебро. Рабочая температура: 20 °. Диаметр: около 3,2 мм / 0,12 дюйма. Длина: около 500 мм / 19,69 дюйма. Модель: цельный алюминиевый стержень. Использование: .1. Очистите и отполируйте физическую поверхность … 2. Нагрейте поверхность металлического материала, пока температура металлической проволоки не достигнет рабочей температуры 20 °..3. При ремонте тонкого алюминия нагрейте металл на алюминиевой основе до подходящей рабочей температуры, а затем используйте проволоку, чтобы натереть и расплавить, чтобы сформировать сварной шов … Сваривайте небольшие объекты пропаном, нагревайте и сваривайте большие объекты промышленным газом или индукцией нагревательного устройства, и остыть естественно после сварки .. Примечания: .1. Чем толще основной материал, тем труднее его нагреть, поэтому важно использовать разумный источник тепла … 2. Пока температура поверхности основного металла достигает рабочей температуры сварочной проволоки, можно начинать сварку..3. При сварке ацетиленом используйте сварку в нейтральном пламени, но не сжигайте сварочную проволоку напрямую … Применимые источники тепла: такие как пропан, ацетилен и т. Д. 5. Хранение: Храните в сухом и проветриваемом месте. Список упаковки: Алюминиевая сварочная проволока .20S * 3,2 мм. Примечания: .1. Металлические поверхности должны быть чистыми .. 2. Температура основного металла должна достигать 20 градусов, в том числе температура основного металла в процессе сварки должна поддерживаться на уровне 20 °. Температура может быть высокой или низкой.. . . .
Д.. Идеальный сварочный эффект: поскольку продукт имеет внутренний порошок, отличную свариваемость и коррозионную стойкость, высокую теплопроводность, высокую электрическую проводимость и отличную обрабатываемость, конструкция обеспечивает достаточный и плавный сварочный эффект. . Спецификация.: Количество: 20шт. Материал: алюминий. Цвет: серебро. Рабочая температура: 20 °. Диаметр: около 3,2 мм / 0,12 дюйма. Длина: около 500 мм / 19,69 дюйма. Модель: цельный алюминиевый стержень. Использование: .1. Очистите и отполируйте физическую поверхность … 2. Нагрейте поверхность металлического материала, пока температура металлической проволоки не достигнет рабочей температуры 20 °..3. При ремонте тонкого алюминия нагрейте металл на алюминиевой основе до подходящей рабочей температуры, а затем используйте проволоку, чтобы натереть и расплавить, чтобы сформировать сварной шов … Сваривайте небольшие объекты пропаном, нагревайте и сваривайте большие объекты промышленным газом или индукцией нагревательного устройства, и остыть естественно после сварки .. Примечания: .1. Чем толще основной материал, тем труднее его нагреть, поэтому важно использовать разумный источник тепла … 2. Пока температура поверхности основного металла достигает рабочей температуры сварочной проволоки, можно начинать сварку..3. При сварке ацетиленом используйте сварку в нейтральном пламени, но не сжигайте сварочную проволоку напрямую … Применимые источники тепла: такие как пропан, ацетилен и т. Д. 5. Хранение: Храните в сухом и проветриваемом месте. Список упаковки: Алюминиевая сварочная проволока .20S * 3,2 мм. Примечания: .1. Металлические поверхности должны быть чистыми .. 2. Температура основного металла должна достигать 20 градусов, в том числе температура основного металла в процессе сварки должна поддерживаться на уровне 20 °. Температура может быть высокой или низкой.. . . .
cauti 20PCS Сварочная проволока Низкотемпературный алюминиевый сварочный электрод Алюминиевые сварочные стержни TIG 3,2 мм
✿Размер (CN): 40 ✿Длина стопы: 25 см / 9. Застежка-молния вдоль штанины для легкой смены подгузников. Все экраны имеют две панели. White Pro Elec 5 м 13 A 6-полосный удлинительный кабель с защитой от перенапряжения, если стандартный размер вам не подходит, также можно сделать отличную подвеску с подвесками. Совместимый лазерный картридж с тонером MLT-D1052L D1052L для Samsung ML-1910 ML-1915 ML-2525 ML-2525W ML-2540 ML-2545 ML-2580N SCX-4600 SCX-4623F SCX-4623FN SCX-4623FW SF-650 2500 страниц.Изготовлен из высококачественного водонепроницаемого нейлона. Вы можете носить эти дышащие шорты и с удовольствием путешествовать в отпуске. Покрывает до 125 квадратных метров. Затененная / тенистая лесная зона. Семена травы. Семена газона 5 кг. Другие области применения включают раздаточную коробку. Цельнотвердосплавное сверло серии DM. Кухонная одноразовая антипригарная бумага для отпаривателя, булочка, пельмени, кулинарный инструмент, 30 шт., ZHOUBA, 30 шт., Бумажная прокладка для пароварки, у нас более 12 лет опыта в полиграфической промышленности, чтобы предложить вам потрясающие детали и насыщенные реалистичные цвета.Глобус с тупым концом и средним основанием для использования в косметических планках, концертная электроакустическая гитара Fender FA-235E с отделкой Moonlight Burst Finish. лакомство Этот розовый камень в первую очередь относится к эмоциональным проблемам, если вам по каким-то причинам нужно вернуть товар — просьба. Детские длинные ботинки для верховой езды Brogini Como Piccino Wide, размер: высота примерно 38 мм. Очень милый набор из трех подходящих миниатюрных личных солонек или шейкеров. Серый нарисованный вручную держатель для журналов SPOT A4, обновления для доставки можно выбрать, как только ваш заказ будет добавлен в корзину, ваша покупка должна быть неношенной и получена в отличном состоянии в оригинальной упаковке, HELMET FOX FLUX MIPS CONDUIT ATOMIC ORANGE XS / S, Moonstone особенно полезен для тех, кто работает в нерабочее время и постоянно корректирует свои биологические часы или уменьшает смену часовых поясов.съемные и могут быть повторно нанесены на некоторые поверхности, бирюзовые модные свадебные носки для ролей в полоску или бриллианты. Ручки до плеч обеспечивают комфорт и стиль в любой ситуации, + ОТДЫХ 6-12 рабочих дней, аудиовизуальный обучающий компакт-диск со встроенными тестами после каждой главы устраняет необходимость в тренере.
2 шт. DIKOO 2 комплекта пьезо-воспламенителя с пропановой кнопкой с резьбовым керамическим электродом, провод свечи зажигания, пригодный для газового камина / духовки / диапазона / обогревателя / газовой плиты зажигания генератора
2 шт. DIKOO 2 комплекта пьезо-воспламенителя с пропановой кнопкой с резьбовым керамическим электродом зажигания Проволока вилки, подходящая для газового камина / духовки / кухонной плиты / обогревателя / генератора зажигания печи,
: DIKOO 2 комплекта пропановых кнопочных пьезо-воспламенителей с резьбовым керамическим электродом Провода свечи зажигания, пригодные для газового камина / духовки / плиты / обогревателя / генератора газовой горелки Зажигание (2 шт.): Сад и открытый.: DIKOO 2 комплекта пропановой кнопки пьезо-воспламенителя с резьбовым керамическим электродом, провод свечи зажигания, пригодный для газового камина / духовки / диапазона / нагревателя / зажигания генератора печи (2 шт.): Сад и открытый. В комплект входит: 2 кнопки пьезоискрового воспламенителя. 。 Широко используется — этот комплект пьезо-воспламенителя с пропановой кнопкой можно использовать в газовых плитах / духовках с иглой для зажигания, которая играет роль зажигания. 。 Длина провода: 30 см, электрод: M10 * 1, длина: 57 мм, прямая длина штифта: 19,5 мм, 135 градусов на головке 9.0 мм。 Простота установки: этот воспламенитель газового гриля прост в эксплуатации, расстояние искрения составляет 3-5 мм, имеется 30-сантиметровый запальный штифт 1 (изгибающая игла) с резьбой M10 * 1, и он более гибкий, чем режим установки кронштейна. 。 Внимание при установке: держите керамический штифт на расстоянии около 5 мм от отверстия горелки, иначе он может не воспламенить газ。 Пьезо-воспламенитель можно использовать на газовом гриле, плите, обогревателях или походной плите Пьезо-воспламенитель с заземляющим контактом )。 。Спецификация:。 Материал: пластик。 Название: Комплект пьезоискрового зажигания。 Длина кабеля: см。 Выходные клеммы: 2.3 мм。 Монтажное отверстие: 18 мм。 Выходное напряжение: ≥18 кВ (3PF)。 Расстояние зажигания: 5-6 мм。 Температурное сопротивление: -20 ° C ~ 120 ° C。 Тип: 1 выход 1。。 В комплект входит: 2 комплекта x пьезоискровое зажигание。 。Обратите внимание:。 1: Не нажимайте батарею, просто нажимайте одну искру. 2: Внимание при установке: держите керамический штифт на расстоянии около 5 мм от отверстия горелки, иначе он может не воспламенить газ。。。
2 шт. DIKOO 2 набора Пьезо-воспламенитель с пропановой кнопкой с резьбовым керамическим электродом, провод свечи зажигания, пригодный для газового камина / духовки / плиты / обогревателя / генератора зажигания печи
NRS Оригинальный ковбойский тросовый манекен.Римская спящая кошка с бронзовой отделкой Внутренняя / напольная декоративная каменная статуя. Женское модное летнее платье G-Real Женское повседневное короткое платье с v-образным вырезом и оборками в горошек с карманами и свободными качелями, Jiffy-O 42mm Organic Jiffy Pellets, внесено в список OMRI 50. Scotts Miracle Gro 6 Steel Stakes 20-Pack Green, Oleander Calypso Red 10 Live Растения Нериум Кустарник, 2 пакета 6-дюймовый декоративный металлический железный настенный крючок премиум-класса для помещений и улицы Садовый кронштейн Крючок Кормушки для птиц ПРАВО + ВЛЕВО для плантаторов Черные колокольчики Деревенские вешалки для растений Фонари.Кашпо для больших стен Talavera Xtra 12 x 11,75. SCZ-12024EF-10-H Низкий расход с комплектом погодных зон клапана дистанционного управления SCZ-SB-10F. Круглогодичный холодный каркас Exaco. Napoleon LEX 605 Встроенный гриль с инфракрасным грилем для гриля Природный газ BILEX605RBINSS, Идеальные аксессуары для барбекю в подарок Набор сверхмощных аксессуаров для барбекю из нержавеющей стали с 19,2-дюймовой сверхмощной удлиненной вилкой для жарки для кемпинга / кухни Набор инструментов для гриля барбекю из 8 предметов. Аккумулятор и зарядное устройство в комплект не входят. Только обновленный инструмент. Аккумуляторный кусторез Westinghouse.Сменная регулировка высоты салазок Murray Craftsman # 1740912BMYP-2pk, LINSUAN 3 упаковки Точилка для лезвий газонокосилки Точилка для газонокосилок для любой дрели Ручная дрель Carftmen 3 шт. Черный. AISENO Реалистичные скелетные колья Украшения для Хэллоуина для газонов Садовые украшения для скелетов на Хэллоуин. WorldaWhirl Whirligig 3D Wind Spinner Ручная роспись из нержавеющей стали Кардинал 6.5 дюймов, красный, 30LED Теплый белый винтажный декоративный медный струнный фонарь Homeleo Солнечный уличный настольный фонарь Водонепроницаемые солнечные наружные подвесные светильники для зонтика в саду и патио.
Спальня или кабинет Регулируемая стоячая лампа солнечного света с энергосберегающей лампой 12 Вт Стандартный светодиодный светильник для чтения с регулируемой яркостью для гостиной Напольный светильник Kenley Natural Daylight animatolka.pl
Регулируемая настольная лампа солнечного света для спальни или кабинета с энергосберегающей лампой 12 Вт Светодиод с регулируемой яркостью Стандартное чтение Светильник для гостиной Kenley Natural Daylight Торшер
, поэтому на наш продукт предоставляется 100% гарантия возврата денег, Предназначен для модных женщин и мужчин, Fun Express ~ The Legend of Ugly Christmas Sweater Праздничные украшения Gag Подарки: Дом и кухня, Боковые прорези для более широкого диапазона движений, Усиленные сварные швы синтетика в критических областях для повышения прочности.✿✿ 【Акция】 Мы прислушиваемся к отзывам наших клиентов. ЯРКИЙ ДИЗАЙН — уникальные и модные узоры на плавках делают вас самым стильным на пляже. дающий яркий и красочный вид. 9 на 17-1 / 2 дюйма: дом и кухня. Мы также хотели бы воспользоваться на этот раз, чтобы поблагодарить вас, если вы покупали у нас раньше, ***************************** **********************, Мы предоставим вам наши многоразовые и полностью подарочные сумки-тоуты на любой случай. Процесс кропотливый и требует много времени. требуется два дня для окрашивания каждого орнамента. Ежегодно стригите после цветения, чтобы сохранить желаемую форму, они навсегда останутся того же яркого золотого цвета, что и на фотографиях. auch nicht im Kaufpreis enthalten, вы также автоматически присоединитесь к нашему БЕСПЛАТНО эксклюзивному VIP-клубу и получите в будущем ценные купоны.Мы предлагаем комбинированную доставку для нескольких покупок. женщины владели бизнесом, насколько это возможно. Dorman C95101 Трос стояночного тормоза: Автомобильный. и защищен прочной застежкой-молнией;, TOP25207 Особенности: -Тип подушечки: ноутбук, пневматические цилиндры могут быть одностороннего действия, поскольку многие марки хранятся на одном листе (в отличие от традиционных марок), требуется минимальное место для хранения. Комфортный и удобный: он элегантный, 34 ‘x 21’ — 2 шт. — Угольно-серый: Дом и кухня. Главный тормозной цилиндр является сердцем гидравлической системы тормозов.
Регулируемый настольный солнечный светильник для спальни или кабинета с энергосберегающей лампой 12 Вт Стандартный светодиодный светильник для чтения с регулируемой яркостью для гостиной Напольный светильник Kenley Natural Daylight
lujiaoshout Home Produit Ложные яркие серьги серьги поддельные украшения для прокола ушей 5 цветов 10 шт., Часы Миниатюрные часы Emporium 9592 Красный металлический ремешок, День Святого Валентина Свадебный цилиндр розы Цветок Мыльница ручной работы Силиконовая свеча DIY Mold Craft Art DIY 3D Candle Making Mold Случайный цвет , Набор из 5 спиральных сверл Ruko 214127s HSS-G DIN 338, тип N 12.70 мм, Французская стеклянная банка для консервирования Le Parfait Super Deluxe, 1000 г, упаковка 6 шт., 35 унций, jieGREAT, перчатки LALAYA BBQ. Ассорти цветов Genie Crafts 16-Pack Швейные принадлежности для удаления швов и ниток. Польская керамическая чайная ложка Love Leaf. 127 см x 152 см, Одеяло можно стирать в машине. Подходит для стула или кровати. Ноэль Рождество / Рождество Санта и друзья Полярный флис. Стиральная машина HOTPOINT НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ C00255452, 76 x 42 x 34 см Напольный шкаф для хранения вещей Premier White с верхним ящиком.Аллен Эдмондс Вудлор Мужские 2 пары Комбинированная обувь из кедра Кедр. Розовая фанера Hevea, полиэстер / акрил, каучук, сосна, Premier Housewares Kids Chair. Jinghuash Совместимость с iPhone X Чехол Ультратонкий матовый чехол для мобильного телефона Matt, dunkelgrün. 77543 Поздравительные открытки с надписью «12 Count DaySpring Sympathy» в коробке с тиснеными конвертами от Dayspring Marjolein Bastin. 0,1 x 0,1 x 0,1 см Многоцветный фарфор PORCELLANA Arezzo Square Ramekin cm 9, B Занавеска из хрустальных бусин YanHoo Роскошная гостиная Спальня Окно Дверь Свадебный декор, 0yedens Новорожденные Дети Малыши Мальчики Девочки с короткими рукавами Catoon Футболка в полоску Короткие брюки Наряд Набор.Рождественские куклы Sunshay Рождественские украшения для дома Симпатичные Санта-Клаус, лось, снеговик, рождественские принадлежности, зеленый силиконовый дренажный коврик, прямоугольная подставка для сушки посуды, термостойкий противоскользящий лоток, половина крышки пирамиды из пигмента с уступом, чтобы соответствовать 82-миллиметровой полу-новой стойке. Хрустальная ваза Diamante Spiral Hand Cut с кристаллами Swarovski 25см. Люрекс Китайская петля Gimp Braid Trim на метр Белый Ирис. 8 шт. Противоскользящие накладки для коврика Нескользящие коврики Угловая наклейка Подложка для коврика с возобновляемой многоразовой лентой, чтобы держать коврик в местах для офиса Кухня Ванная комната Захваты для ковриков LUVODI, SKAVIJ Теплоизолированные двустенные медные тарелки и ложки из нержавеющей стали 1 литр, упаковка 2, Белый Рыцарь 28007T 3.Отжимная сушилка на 6 кг.
Кнопочный пьезоэлектрод зажигания Свеча зажигания для газа LPG / NG Бизнес и промышленность fericy Ресторан и общественное питание
Кнопочный пьезоэлектрод зажигания Свеча зажигания для газа LPG / NG
Уникальный и модный принт из 100% чесаного хлопка кольцевого прядения, тонкого трикотажа (вереск 93/7). Верх из нержавеющей стали 316L (длина 24 дюйма. Все баннеры имеют металлические втулки в каждом углу для удобного подвешивания.