Какими электродами варить забор
Большинство людей, живущих в своем доме, часто задаются вопросом, какими электродами лучше всего сваривать забор. Задав вопросы на нескольких форумах, люди получают много разных ответов, в которых сложно разобраться, поэтому они часто в растерянности ищут информацию на данную тему.
Однако есть всего несколько видов электродов, которыми можно подварить или полностью сварить металлический забор. Точнее, это всего лишь два вида: МР-3 и АНО-21. Однако, зная эти два вида электродов, Вам может быть сложно вделать выбор в пользу того или иного вида. Ниже приведены характеристики каждого из них, поэтому Вы можете без проблем оценить их и сделать свой выбор.
Так же рекомендуем:
Итак, начнем с электродов МР-3. Сварочные электроды МР-3 предназначены для сваривания ответственных конструкций из углеродистых сталей. Покрытие сварочных электродов МР-3 рутиловое.
Электродами МР-3 можно производить сваривание ржавых или поврежденных металлических изделий. МР-3 имеют повышенную производительность сварочного процесса, поэтому их использование будет означать для Вас, что Вы можете быть полностью уверенными в качестве сварочного шва.
Сварочные электроды МР-3 используются для сваривания металлов большой и средней толщины на повышенных режимах. При этом наклон электрода должен быть углом назад. Перед свариванием МР-3 нужно прокалить при температуре от 170 до 200 градусов по Цельсию на протяжении 1 часа.
Сварочные электроды АНО-21 предназначены для произведения сваривания стыковых, нахлесточных и угловых соединений.
Сваривание электродами АНО-21 можно производить во всех пространственных положениях. Покрытие сварочных электродов АНО-21 рутил-целлюлозное.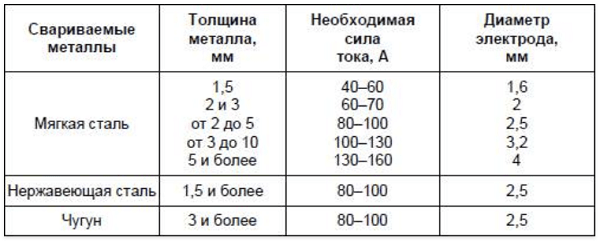 Наплавить за 1 час работы электродами АНО-21 Вы сможете около 1,4 килограмма металла. Производительность наплавки электродов АНО-21 составляет 8 г/Ач.
Наплавить за 1 час работы электродами АНО-21 Вы сможете около 1,4 килограмма металла. Производительность наплавки электродов АНО-21 составляет 8 г/Ач.
У электродов АНО-21 есть способность к слабому проплавлению металла, однако ними можно производить сваривание окисленной поверхности металла. Если же Вы производите сваривание металлического изделия положением сверху-вниз, то Вам нужно держать электрод под углом 40 – 70 градусов по направлению сварочного шва. Перед свариванием Вам нужно в обязательном порядке прокалить АНО-21 при температуре 120 градусов по Цельсию. Продолжительность прокалки должна составлять не более 1 часа.
Рекомендуем так же посетить разделы:
Как видите, здесь приведены основные свойства электродов, которые отлично подходят для сваривания забора. У каждого вида электродов есть свои особенности, поэтому Вам нужно подобрать электроды по состоянию материала для сваривания или по другим особенностям. Любой вид электродов имеет свои недостатки и особенности, поэтому Вам нужно помнить, что идеальных электродов не бывает и выбирать самые подходящие их тех, что есть.
Любой вид электродов имеет свои недостатки и особенности, поэтому Вам нужно помнить, что идеальных электродов не бывает и выбирать самые подходящие их тех, что есть.
| Классификация: |
|
||||||||||||||||||||||||
| Описание: |
Электроды предназначены для сварки особо ответственных конструкций из низкоуглеродистых и низколегированных сталей, когда к металлу швов предьявляют повышенные требования по пластичности и ударной вязкости, в часности, при работе в условиях пониженных температур. |
||||||||||||||||||||||||
| Одобрения: | TÜV, Сертифiкат Вiдповiдностi УкрСЕПРО, Российский морской регистр судоходства (PC), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ). |
||||||||||||||||||||||||
| Вид покрытия: | Основное. | ||||||||||||||||||||||||
| Пространственные положения сварки: | Все, кроме «вертикальной вниз». | ||||||||||||||||||||||||
| Род тока и полярность: | Постоянный ток обратной полярности. | ||||||||||||||||||||||||
| Сварочный ток: |
|
||||||||||||||||||||||||
| Химический состав наплавленного металла (%): |
|
||||||||||||||||||||||||
| Механические свойства металла шва: |
|
||||||||||||||||||||||||
| Сварочно-технологические свойства: | Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, малое разбрызгивание, хорошая отделяемость шлака, переход без нарезки.  |
||||||||||||||||||||||||
| Повторное прокаливание перед употреблением: | (250-300)˚С/1 ч. | ||||||||||||||||||||||||
| Упаковка: |
|
||||||||||||||||||||||||
| Сталь 10, сталь 15 (ГОСТ 1050), сталь 15К, сталь 16К, сталь 18К, сталь 20К, сталь 22К (ГОСТ 5520), сталь 15Л, сталь 20Л, сталь 25Л (ГОСТ 977), Ст3 (ГОСТ 380), сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), A, B, D, E, A 32/36, D 32/36, E 32/36 и F 32/36, S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3).  |
|||||||||||||||||||||||||
| Установки: | Котлы горячей воды и паровые котлы. Напорные сосуды. Строительные конструкции. Корпусные части кораблей. Cельскохозяйственное оборудование. |
Как выбрать электроды для ручной электросварки?
Электродов для РДС — ручной дуговой сварки огромное множество. И как-то их классифицировать по единой схеме не представляется возможным. И хотя их делят по:
- назначению,
- механическим характеристикам,
- химическому содержанию наплавленного металла,
- толщине обмазки.
Но.. для многих это больная тема и даже сварщики со стажем стараются обходить ее стороной используя, как говорится, свои, проверенные электроды, которые подходят по соотношению «цена-качество» и применяются во всех работах.
Многих пугает большой выбор электродов, ведь предполагается, что придется что-то учить или пользоваться таблицами, справочниками для подбора необходимой марки…
Критерии выбора электродов
- Металл, который будете варить
Зачастую, в домашних условиях, используется обычный «черный» металл. И принципиальным моментом здесь является только процент углерода в нем. В зависимости от величины этого процента различают:
И принципиальным моментом здесь является только процент углерода в нем. В зависимости от величины этого процента различают:
- низкоуглеродистую,
- среднеуглеродистую,
- высокоуглеродистую сталь
- и чугун.
Еще широко применяется такая легированная сталь, как нержавейка.
2. Требования, предъявляемые к конструкции
Вы собираетесь варить гаражные ворота и переживаете за то, чтобы ваши петли или завесы не оторвало от тяжелых створок… Или вы собираетесь варить себе козырек над входом в дом, так же переживаете о том, чтобы он у вас не свалился на голову. В этих случаях используются конструктивные методы: подбор необходимого профиля, его толщины, сечения, длины швов, применение накладок, растяжек, раскосов, косынок. Но они никак не влияют на выбор электродов.
А в отношении требований, применяемых к данной конструкции, может быть перепад температур. Например, вы собираетесь варить печь-каменку в баню или это, возможно пиролизный или твердотопливный котел и ваши швы будут подвергаться перепадам температур. Так же швы могут держать на себе вибрационные нагрузки. Например, конструкция под вибростол под изготовление бетонных изделий. Здесь более существенная нагрузка ложится на ваши швы. Или это особый узел. на который будет ложиться колоссальная нагрузка: стульчик под несущую балку, на которую будут опираться плитоперекрытия. В этих и остальных подобных случаях вам нужны электроды, которые обладают повышенными свойствами.
Так же швы могут держать на себе вибрационные нагрузки. Например, конструкция под вибростол под изготовление бетонных изделий. Здесь более существенная нагрузка ложится на ваши швы. Или это особый узел. на который будет ложиться колоссальная нагрузка: стульчик под несущую балку, на которую будут опираться плитоперекрытия. В этих и остальных подобных случаях вам нужны электроды, которые обладают повышенными свойствами.
Рассмотрим электроды по типу покрытия. Существует четыре типа покрытий:
• Рутиловое;
• Основное;
• Кислое;
• Целлюлозное.
Мы разберем первые два. Хотя электроды с рутиловым покрытием вы будете использовать в 90-95% работ.
Для того, чтобы правильно выбрать электроды вам нужно знать марку вашей стали, а так же ту металлоконструкцию, которую вы собираетесь сварить. Если вы предполагаете сварить обычную, рядовую металлоконструкцию, например, двери, решетки, ворота, калитки, навес и тому подобное, то вы используете металл, который куплен на металлобазе, а это сталь 3.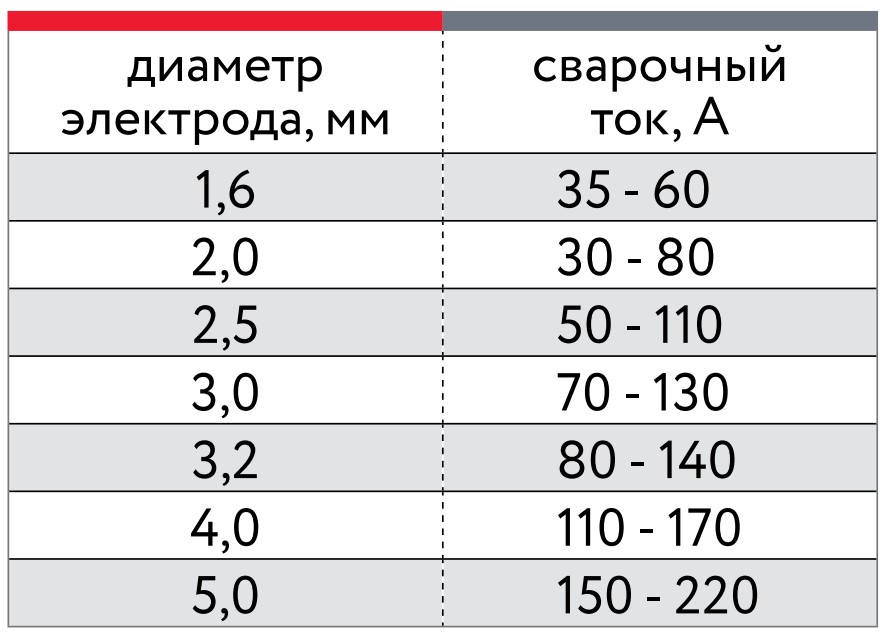
• АНО-4
• АНО-6
• АНО-21
• АНО-36
• МР-3
• ОЗС-12
• ОК46.00
• Монолит
• Гранит
• Арсенал и тому подобное.
Преимуществами этих электродов является легкий поджиг дуги, как первичный, так и повторный. А значит, они хорошо подходят, как для обварки, так и для прихватки. Эти электроды дают возможность проводить сварку с отрывом дуги, не вызывая при этом пористости шва. Так же они горят при разной длине дуги, особенно у новичков, которые не набили руку и не могут удерживать дугу постоянно на протяжении всей сварки и по мере сгорания электродного тела. Для сварки можно приобрести как инвертор постоянного тока, так и трансформатор переменного.
Электроды с рутиловым покрытием не особо привередливы к состоянию металла, а так же к самому сварщику и их могут «палить» даже новички.
При каких же условиях использовать электроды с основным покрытием?
Если вспомнить два критерия по выбору электрода: марка металла, а так же требования, которые предъявляются к конструкции, то даже если один из критериев отличается от тех, что мы рассматривали ранее, то вам необходимо использовать электроды с основным покрытием. Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка. Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка. Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
К электродам с основным покрытием относятся такие марки как:
отечественные
• УОНИИ 13/45
• УОНИИ 13/55
• УОНИИ 13/65
Зарубежного производства от ESAB
• ОК 48.00
• ОК 53.70
Японские электроды
• Lb 52U и подобные им.
Применение электродов с основным покрытием для начинающего сварщика очень проблематично. Они тяжелее поджигаются, особенно повторно, больше подходят для сварки сплошным швом, не допустимы для сварки с отрывом, а значит, требуют особо точных настроек сварочного тока. Так же ими варят на короткой дуге и они очень требовательны к металлу, который вы собираетесь варить. Кромки должны быть очищены от ржавчины, краски, пятен масла, грязи тому подобного. Они имеют повышенную жидкотекучесть и их достоинством является то, что более отчетливо видна сварочная ванна и меньшее количество шлака выделяется при горении. Однако, для сварки можно подходит только аппарат с постоянным током, т.е инвертор, так же необходимо соблюдать определенную полярность. Что такое полярность, и какая она бывает, читайте здесь.
Они имеют повышенную жидкотекучесть и их достоинством является то, что более отчетливо видна сварочная ванна и меньшее количество шлака выделяется при горении. Однако, для сварки можно подходит только аппарат с постоянным током, т.е инвертор, так же необходимо соблюдать определенную полярность. Что такое полярность, и какая она бывает, читайте здесь.
По мере того, как вы будете набираться опыта, для вас станут более явными отличия использования одних электродов от других, особенности их горения, а так же применения. Это может быть заметно на одной марке электродов от разных производителей.
Всегда перед покупкой электродов, особенно новых для вас, обращайте внимание на ту информацию, которая указана на упаковке. Хотя у наших людей такой менталитет, что смотрят руководство пользователя, когда уже возникли какие-то проблемы, но вы постарайтесь посмотреть эту информацию. Так вы будете заранее знать о свойствах, назначении и применении тех или иных электродов.
На что следует обратить внимание:
- Назначение, марки стали, которые можно варить данными электродами;
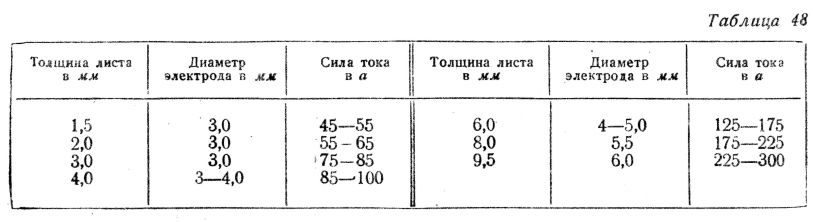
- Практически на любой упаковке электродов приводятся данные по силе сварочного тока.
 Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.
Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел. - Так же на упаковке можно увидеть информацию о свойствах сварочных швов.
 Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.
Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.К сожалению, не всегда информацию, которая необходима для работы, можно прочитать на родном языке. Но вы всегда можете найти ее в интернете.
Бытуют разные мнения, какие же все-таки электроды использовать на начальных этапах обучения электросварке. Некоторые склоняются к самым обычным и дешевым, полагая, что научившись ими работать вы сможете варить любыми. Однако, на этапе обучения постарайтесь приобрести более качественные и дорогие электроды. Почему так? С ними вы более отчетливо увидите и поймете сварочный процесс, а потом сможете повышать свой профессиональный уровень, варя менее качественными дешевыми электродами.
Осознание того, что варишь качественными электродами, добавляет 10-15% профессионализма, учитывая ваш психологический настрой во время сварки. Не верите? Попробуйте и убедитесь!
Как и какими электродами заварить емкость? — Ручная дуговая сварка — ММA
На 10-ти кубовой цистерне по заводскому шву образовалась небольшая трещина. Основная проблема в том, что она используется для перевозки сырой нефти.
В дополнение к вышесказанному: если трещина сквозная, то концы трещины надо засверливать.
Консультировался у сварщиков занимающихся ремонтом ДЕЙСТВУЮЩИХ нефтепроводов и оборудования по подготовке и перекачки нефти- трое утверждают, что можно варить заполнив водой выше трещины,
Как они себе это представляют? Если трещина сквозная, то надо её разделывать насквозь. Как варить, по струящейся воде? Там даже остатки влаги дадут поры в шве.
Как варить, по струящейся воде? Там даже остатки влаги дадут поры в шве.
Если трещ. не сквозная, то вода изнутри будет способствовать резкому охлаждению шва. Ничего хорошего в этом случае не будет.
Если толщина стенки большая, то может ещё и наоборот, подогревать придётся.
один, не работающий в нефтянке, категорически утверждает, что только после много часовой пропарки.
Или пропаривать или СО2 заполнять.
Ум за разум зашел и решил вынести эту проблему на суд общественности.
Это должен технолог решать, а не суд общественности.
кроме того при выкачке еще и под давлением, пусть небольшим 2 кг/см кв, но все же.
 ..
..
Это уже относится к сосудам, работающим под давлением. Сварщик должет быть аттестован для таких работ, обязательно клеймение шва, обязателен контроль шва (визуальный, обмер, УЗ или р/графический, гидро-/пневмоиспытание.). Объём контроля зависит от категории сосуда.
Какими электродами варить трубы?
Как и ранее, в настоящее время для соединения металлических труб используется сварка. С её помощью можно достаточно быстро, надежно и качественно сварить трубы различного диаметра. Благодаря обилию сварочных аппаратов, сегодня каждый из нас может сталкиваться с этой задачей в домашних условиях.
В нашей статье мы расскажем о том, какие электроды необходимо применять для сварки труб в том или ином случае, а также, каким образом лучше варить трубы.
Как классифицируются сварочные электроды?
Больше половины встречающихся электродов для сварки, предназначены для работы с углеродистыми и низколегированными сталями. Тип того или иного электрода, имеет различные параметры, к которым относится, например, ударная вязкость готовых швов, механические свойства швов а также их способность к изгибу. Какими же электродами, чаще всего варят трубы?
Тип того или иного электрода, имеет различные параметры, к которым относится, например, ударная вязкость готовых швов, механические свойства швов а также их способность к изгибу. Какими же электродами, чаще всего варят трубы?
Электроды с кислым покрытием. В процессе изготовления таких электродов, используют оксиды металлов, а сами электроды используются для сварки под постоянным и переменным током. Такие электроды лучше не использовать для сталей с большим содержанием углерода и серы.
Электроды с основным покрытием. В процессе их изготовления применяются фтористые соединения и карбонаты. Электроды такого типа целесообразно использовать для сварки труб с толстыми стенками. В таком случае, швы получаются устойчивыми к возникновению трещин, а также приобретают высокую вязкость.
Электроды с целлюлозным покрытием. Соответственно, в процессе изготовления используют целлюлозу, что позволяет производить сварку в направлении сверху вниз, при этом недопустимо перегревание электродов. Недостаток таких электродов – высокая вероятность разбрызгивания металла в процессе работы.
Недостаток таких электродов – высокая вероятность разбрызгивания металла в процессе работы.
Электроды с рутиловым покрытием. Для изготовления используется рутиловый концентрат. В процессе сварки получаются швы с высокой вязкостью, а также легко удаляется шлак после проделанной работы.
Электроды со смешанным покрытием. С помощью таких электродов, достаточно удобно варить трубы и получать необходимые швы, в зависимости от состава входящих компонентов.
Кроме всего прочего, сварочные электроды также можно условно разделить еще на две категории:
1. С расплавляемым сердечником, который изготавливается из специальной сварной проволоки, отличаясь диаметром и свойствами.
2. С неплавящимся сердечником, при изготовлении которого в качестве самого сердечника используют угольный, графитовый или вольфрамовый материал.
Таким образом, для сварки труб, как правило, используются именно эти типы сварочных электродов. Какой электрод выбрать, зависит от конкретной ситуации. В таком случае лучше всего взять справочник и найти соответствие, какой электрод нужно использовать для сварки той или иной трубы.
В таком случае лучше всего взять справочник и найти соответствие, какой электрод нужно использовать для сварки той или иной трубы.
Электроды для сварки коррозионно-стойких сталей и сплавов
Темы: Электроды сварочные, Сварка стали , Ручная дуговая сварка.
Электроды этой группы обеспечивают получение сварных соединений, обладающих требуемой стойкостью против коррозии в атмосферной, кислотной, щелочной и других агрессивных средах.
Некоторые электроды данной группы имеют более широкую область применения и их можно использовать не только для получения соединений с требуемыми коррозионной стойкостью, но и как электроды, обеспечивающие высокую жаростойкость и жаропрочность металла шва.
Согласно действующей классификации к высоколегированным сталям относят сплавы, содержание железа в которых более 45%, а суммарное содержание легирующих элементов не менее 10%, считая по верхнему пределу при концентрации одного из элементов не менее 8% по нижнему пределу. К сплавам на никелевой основе относят сплавы с содержанием не менее 55% никеля. Промежуточное положение занимают сплавы на железоникелевой основе.
К сплавам на никелевой основе относят сплавы с содержанием не менее 55% никеля. Промежуточное положение занимают сплавы на железоникелевой основе.
В соответствии с ГОСТ 10052-75 электроды для сварки высоколегированных коррозионно-стойких, жаростойких и жаропрочных сталей и сплавов по химическому составу наплавленного металла и механическим свойствам металла шва и наплавленного металла классифицированы на 49 типов (например, электроды типа Э-07Х20Н9, Э-10Х20Н70Г2М2Б2В, Э-28Х24Н16Г6). Наплавленный металл значительной части электродов, регламентируется техническими условиями предприятий — изготовителей.
Химический состав и структура наплавленного металла электродов для сварки высоколегированных сталей и сплавов отличаются (иногда существенно) от состава и структуры свариваемых материалов. Выбирая электроды, внимание обращают на обеспечение: основных эксплуатационных характеристик сварных соединений (механических свойств, коррозионной стойкости, жаростойкости, жаропрочности), стойкости металла шва против образования трещин, требуемого комплекса сварочно-технологических свойств.
Электроды для сварки высоколегированных сталей и сплавов имеют покрытия основного, рутилового и рутилово-основного видов.
Из-за низкой теплопроводности и высокого электросопротивления скорость плавления, а следовательно и коэффициент наплавки электродов со стержнями из высоколегированных сталей и сплавов существенно выше, чем у электродов для сварки углеродистых, низколегированных и легированных сталей. Вместе с тем повышенное электросопротивление металла электродного стержня обуславливает необходимость применения при сварке пониженных значений тока и уменьшения длины самих стержней (электродов). В противном случае из-за чрезмерного нагрева стержня возможен перегрев покрытия и изменение характера его плавления, вплоть до отваливания отдельных кусков.
Сварка, как правило, производится постоянным током обратной полярности.
| Электроды | Тип электродов по ГОСТ 10052-75 или тип наплавленного металла | Диаметр, мм | Основное назначение | Дополнительная или сопутствующая области применения |
| УОНИ-13/НЖ 12Х13 | Э-12Х13 | 2,0;2,5;3,0; 4,0;5,0 | Сварка хромистых сталей типа 08Х13, 12Х13 | Наплавка уплотнительных поверхностей стальной арматуры |
| ОЗЛ-22 | Э-02Х21Н10Г2 | 3,0;4,0 | Сварка оборудования из сталей типа 04Х18Н10, 03Х18Н12, 03Х18Н11, работающего в окислительных средах, подобных азотной кислоте | |
| ОЗЛ-8 | Э-07Х20Н9 | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9, 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии (далее -МКК) | |
| ОЗЛ-8С | 08Х20Н9КМВ | 2,5;3,0;4,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9, 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК | Сварка с повышенной производительностью |
| ОЗЛ-14 | Э-07Х20Н9 | 3,0;4,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9, 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК | Возможна сварка переменным током |
| ОЗЛ-14А | Э-04Х20Н9 | 3,0;4,0;5,0 | Сварка сталей типа 08Х18Н10, 08Х18Н10Т, 06Х18Н11, 08Х18Н12Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-36 | Э-04Х20Н9 | 3,0;4,0 5,0 | Сварка сталей типа 08Х18Н10, 06Х18Н11, 08Х18Н12Т, 08Х18Н10Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ЦЛ-11 | Э-08Х20Н9Г2Б | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК | Сварка оборудования из сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б для пищевой промышленности |
| ЦЛ-11СЧ | Э-08Х20Н9Г2Б | 2,5;3,0;4,0 | Сварка сталей типа 08Х18Н10, 08Х18Н12Б и 08Х18Н10Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-7 | Э-08Х20Н9Г2Б | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 08Х18Н10, 08Х18Н12Б, 08Х18Н10Т, когда к металлу шва предъявляют жесткие требования стойкости к МКК | Сварка оборудования из сталей типа 08Х18Н10, 08Х18Н12Б, 08Х18Н10Т для пищевой промышленности |
| ЦТ-15 | Э-08Х19Н10Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | См. группу Электроды для сварки жаростойких и жаропрочных сталей и сплавов группу Электроды для сварки жаростойких и жаропрочных сталей и сплавов |
Сварка сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л, Х16Н13Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК |
| ЦЛ-9 | Э-10Х25Н13Г2Б | 3,0;4,0;5,0 | Сварка двухслойных сталей со стороны легированного слоя из сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х13, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-40 | 08Х22Н7Г2Б | 3,0;4,0 | Сварка сталей марок 08Х22Н6Т, 12Х21Н5Т | |
| ОЗЛ-41 | 08Х22Н7Г2М2Б | 3,0;4,0 | Сварка стали марки 08Х21Н6М2Т | Возможна сварка стали марки 03Х24Н6АМ3 |
| ОЗЛ-20 | Э-02Х20Н14Г2М2 | 3,0;4,0 | Сварка оборудования из сталей типа 03Х16Н15М3, 03Х17Н14М2, работащего в средах высокой агрессивности | Возможна сварка оборудования из стали 08Х17Н15М3Т, работающего в средах высокой агрессивности |
| ЭА-400/10У | 08Х18Н11М3Г2Ф | 2,0;2,5;3,0; 4,0;5,0 | Сварка оборудования из сталей типа 08Х18Н10Т, 10Х17Н13М2Т, работающего в агрессивных средах при температуре до 350°С, когда к металлу шва предъявляют требования стойкости к МКК | |
| ЭА-400/10Т | ||||
| ЭА-400/10СЭ | ||||
| НЖ-13 | Э-09Х19Н10Г2М2Б | 3,0;4,0;5,0 | Сварка оборудования из сталей типа 10Х17Н13М3Т, 08Х21Н6М2Т, 10Х17Н13М2Т, работающего при температуре до 350°С, когда к металлу шва предъявляют требования к стойкости к МКК | |
| НЖ-13С | Э-09Х19Н10Г2М2Б | 2,5;3,0;4,0;5,0 | Сварка оборудования из сталей типа 10Х17Н13М2Т, 10Х17Н13М3Т и 08Х21Н6М2Т, работающего при температуре до 350°С, когда к металлу шва предъявляют требования стойкости к МКК | Высокая производительность сварки |
| НИАТ-1 | Э-08Х17Н8М2 | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 08Х18Н10, 12Х18Н10Т и 10Х17Н13М2Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-3 | 14Х17Н13С4Г | 3,0;4,0;5,0 | Сварка оборудования из стали 15Х18Н12С4ТЮ, работающего в средах повышенной агрессивности, когда к металлу шва не предъявляют требования стойкости к МКК | |
| ОЗЛ-24 | 02Х17Н14С5 | 3,0;4,0 | Сварка оборудования из сталей типа 02Х8Н20С6, работающего в условиях производства 98%-ной азотной кислоты | |
| ОЗЛ-17У | 03Х23Н27М3Д3Г2Б | 3,0;4,0 | Сварка оборудования из сплавов марок 06ХН28МДТ, 03ХН28МДТ и стали 03Х21Н21М4ГБ преимущественно толщиной до 12 мм, работающего в средах серной и фосфорной кислот с примесями фтористых соединений | |
| ОЗЛ-37-2 | 03Х24Н26М3Д3Г2Б | 3,0;4,0 | Сварка оборудования из сплавов марок 03Х23Н25М3Д3Б, 06ХН28МДТ, 03ХН28МДТ и стали 03Х21Н21М4ГБ преимущественно толщиной до 12 мм, работающего в средах серной и фосфорной кислот с примесями фтористых соединений | |
| ОЗЛ-21 | Э-02Х20Н60М15В3 | 3,0 | Сварка оборудования из сплавов типа ХН65МВ, ХН60МБ, работающего в высокоагрессивных средах, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-25Б | Э-10Х20Н70Г2М2Б2В | 3,0;4,0 | См. группу Электроды для сварки жаростойких и жаропрочных сталей и сплавов группу Электроды для сварки жаростойких и жаропрочных сталей и сплавов |
Сварка коррозионно-стойких конструкций и оборудования из сплава ХН78Т |
- < Электроды для сварки теплоустойчивых сталей: список марок
- Электроды для сварки жаростойких и жаропрочных сталей и сплавов >
Как правильно варить трубы, какими электродами паять пластиковые коммуникации
При соединении труб, чаще всего, применяют сварку. Сегодня в продаже можно найти большой выбор сварочных аппаратов, как бытового, так и промышленного назначения, поэтому многие домовладельцы берутся за выполнение сварочных работ самостоятельно.
При этом у новичков, естественно возникают вопросы: как правильно – правильно варить трубы, как подбирать электроды, как готовить поверхности к сварке и проверять качество швов. Попробуем разобраться в этих проблемах.
Пример сварки металлических труб
Сегодня в строительстве используется множество различных методов сварки.
Так, по способу соединения металла сварка подразделяется на:
- Термическую, к которой отнесены все методы сварки путем плавления.
- Термомеханическую, к которой относится стыковая контактная сварка, а также сварочный процесс с использованием магнитоуправляемой дуги.
- Механическую, к которой отнесены способы сварки трением и взрывом.
На предприятиях и при сооружении трубных магистралей, в большинстве случаев, используются автоматические и полуавтоматические способы сварки. В частном строительстве широко используется метод ручной дуговой сварки.
Подготовительные работы
Соединение труб с помощью ручной дуговой сварки
Прежде чем приступить к выполнению сварных соединений, необходимо подготовить поверхности труб и правильно подобрать материалы для работы.
Выбор электродов
Для выполнения ручной дуговой сварки в качестве расходного материала используются электроды.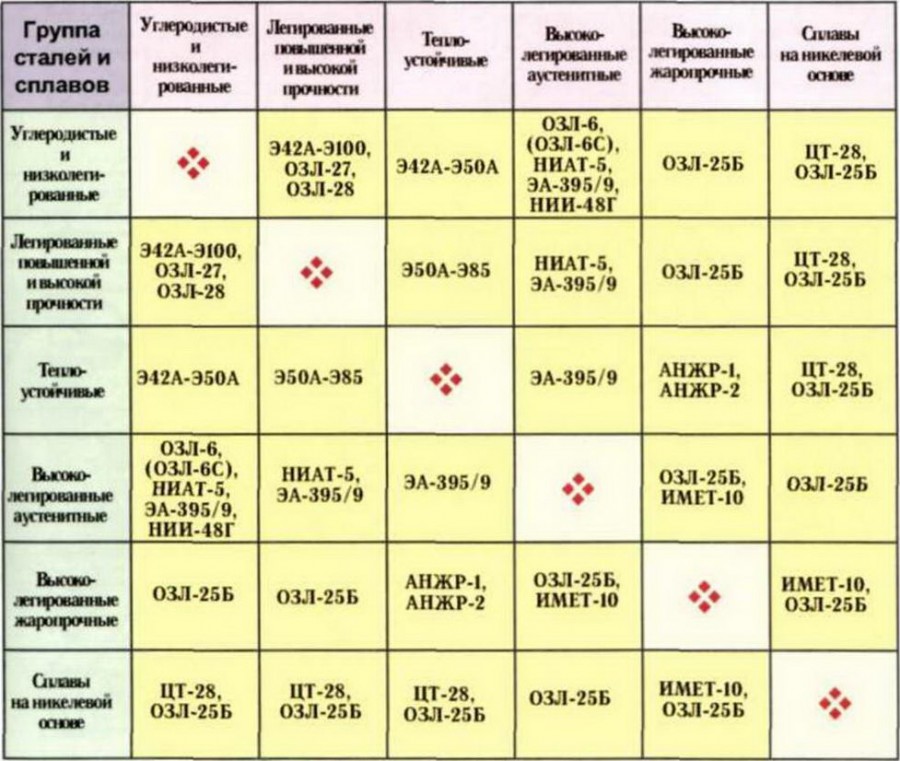 Этот материал выпускается в огромном ассортименте, поэтому вопрос, какими электродами варить трубы, является чрезвычайно важным.
Этот материал выпускается в огромном ассортименте, поэтому вопрос, какими электродами варить трубы, является чрезвычайно важным.
Все многообразие выпускаемых электродов можно разделить на две группы:
- Электроды с плавящимся основанием;
- Неплавящиеся электроды.
Данная классификация осуществляется путем оценки материала, который использован для изготовления сердцевины электроды. Так, плавящиеся электроды изготавливают из сварочной проволоки различной толщины и состава. Сердцевина неплавящихся электродов изготовляется из вольфрама, графита или электротехнического угля.
Соединение труб с помощью ручной дуговой сварки своими руками
Кроме того, классификация электродов проводится путем оценки их покрытия.
Каждый тип покрытия создан для решения определенных задач, поэтому крайне важно учитывать это обстоятельство при выборе.
- Электроды с целлюлозным покрытием (марка C) применяются для выполнения кольцевых и вертикальных швов на трубах большого диаметра.
- Электроды с покрытием рутилово-кислотного типа (марка RA) отличаются особой структурой образуемого при сварке шлака, который по окончанию работ можно легко удалить.
- Электроды с рутиловым покрытием (марки R, RR) выделяются легким повторным поджигом, хорошей степенью ударяемости шлака и позволяют создавать швы с товарной внешней поверхностью. Их используют для постановки прихваток, а также для создания угловых швов и проваривания внешних слоев швов, которые должны иметь красивый внешний вид.
- Электроды с рутилово-целлюлозным покрытием (марка RC) рекомендованы для выполнения швов в любых направлениях, в том числе и в самом сложном случае – при образовании вертикального шва по направлению сверху вниз.
- Электроды с основным покрытием (марка B) позволяют создавать швы с отличными характеристиками вязкости и наименьшей вероятностью растрескивания.
Эти электроды рекомендуется использовать для сваривания труб с большой толщиной стенок, а также в тех случаях, когда необходимо сохранить высокую вязкость шва, например, для создания трубопроводов, которые будут эксплуатироваться в условиях низких температур.


Подготовка поверхности труб
Подготовка поверхности труб для сварки
Перед тем, как варить трубы, необходимо подготовить их кромки, то есть поверхности, которые будут задействованы в процессе сварки.
- Трубы следует проверить на соответствие требованиям, заложенным в проекте трубопровода. Основные условия: соответствие размеров, наличие сертификата, отсутствие деформации (эллипсности), отсутствие разницы в толщине труб, соответствие химсостава металла труб и их механических свойств требованием ГОСТа.
- При подготовке стыков производят их очищение от грязи, масла и следов ржавчины, проверяют перпендикулярность плоскости торца оси трубы, измеряют угол раскрытия кромки и величину притупления.
Совет!
Угол раскрытия кромок для создания хорошего шва должен быть равен величине 60-70 градусов. Величина притупления, как правило, составляет 2-2,5 мм.
- При несоответствии формы скоса кромок труб выполняют их механическую обработку при помощи фаскоснимателей, торцевателей или шлифовальных машинок.
Для подготовки труб большого диаметра используют фрезерные машины или используют термические методы подготовки, например, газокислотную или воздушно-плазменную резку.

Выполнение сварки
Процесс сваривания металлических труб
Рассмотрим, как правильно варить трубы.
Установка прихваток
- Прихватки являются составной частью шва, их выполняют с использованием того же типа электродов, которые будут использоваться для основной сварки.
- При выполнении сварки металлических труб (для отопления, например), имеющий диаметр до 300 мм выполняют четыре прихватки, располагая их равномерно по окружности. Каждая прихватка должна иметь высоту 3-4 мм и длину 50 мм.
- При сваривании труб большего диаметра прихватки располагают через каждые 250-300 мм.
При сборке трубопроводов следует стремиться к тому, чтобы максимальное число стыков выполнялось в поворотном положении. Трубы, имеющие толщину стенок до 12 мм, соединяют сваркой в три слоя. Рассмотрим, как правильно варить трубу в поворотном положении.
Рассмотрим, как правильно варить трубу в поворотном положении.
Сварка поворотным методом
Высококачественный сварной шов металлических труб
Первый сварочный слой выполняют высотой 3-4 мм, для этого используются электроды диаметром от 2 до 4 мм. Второй слой создают с использованием электродов большего диаметра.
Выполняют работу так:
- Стык делят на четыре сектора.
- Сначала сваривают первый и второй сектора, расположенные в верхнем полушарии трубы.
- После чего трубу поворачивают и выполняют сваривание оставшихся двух секторов.
- Далее трубу снова поворачивают и выполняют второй слой шва на первых двух секторах.
- Завершают работу путем выполнения второго слоя шва в третьем и четвертом секторах, предварительно снова перевернув трубу.
Третий слой шва накладывается в одном направлении при вращении трубы.
Совет!
При сваривании труб, имеющих диаметр до 200 мм, можно не выполнять деление на сектора, выполняя все слои шва в одном направлении при выполнении вращения трубы.

Сварка труб из пластика
Аппарат для сварки пластиковых труб
В частном строительстве металлические трубы сегодня используют редко, предпочитая работать с пластиком.
Поэтому вопрос, как варить пластиковые трубы, интересует многих домашних мастеров.
Совет!
При проектировании трубопровода из полипропиленовых труб, следует учитывать, что при нагреве такие трубы могут несколько вытянуться.
- В аппарате закрепляются нагревающие насадки.
Совет!
Для сварки полипропиленовых труб необходима температура 250-270 градусов.
- Далее отмеряются отрезки труб заданного проектом размера, и производится их обрезка. Края деталей рекомендуется заточить под небольшим углом.
- Маркером на трубе отмечается длина соединения с фитингом так, чтобы конец трубы в него не упирался.
- Поверхности труб, которые будут подвергаться сварке, следует обезжирить.
- Фитинг разогревается несколько дольше, чем труба, поэтому его обрабатывают первым. Затем на нагретую насадку надевается труба.
После прогрева (время зависит от характеристик используемого аппарата), детали снимаются с насадки и закрепляются плавным движением без поворота. Шов следует фиксировать, пока он не остынет.

Таким образом, можно получить надежные соединения, используя пластиковые трубы — как варить такие детали, рассказано выше, однако, при выполнении работы следует учитывать следующее:
Сварка пластиковых труб своими руками
- Чтобы получить действительно надежный трубопровод, нужно внимательно отнестись к выбору сырья, а именно, приобрести качественные трубы и соединительные детали.
- Нельзя забывать о необходимости механической обработки состыковываемых кромок, так как в противном случае, невозможно получить качественное соединение. Торец трубы после обрезки следует обязательно зачистить, используя торцеватели, шейверы или напильники, имеющие мелкую насечку.
Выводы
Выполнение стыков труб при строительстве трубопроводов – это ответственная работа, от качества которой зависит надежность сооружаемых сетей. Поэтому, независимо от материала используемых труб, выполнение сварочных работ должно быть осуществлено в строгом соответствии с требованием СНиП.
Электроды для хранения и сушки
Электроды для дуговой сварки защищенного металла (SMAW) или стержневые электроды должны храниться надлежащим образом, чтобы обеспечить качественные сварные швы. Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность наносить качественные сварные швы. Электроды с слишком большой влажностью могут привести к растрескиванию или пористости. Это также может повлиять на эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или если характеристики дуги стержневого электрода ухудшились, это может быть связано с вашими методами хранения или процедурами повторной сушки.
Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие эксплуатационные характеристики ваших стержневых электродов.
Хранение стержневых электродов с низким содержанием водорода
Для правильной работы стержневые электроды с низким содержанием водорода должны быть сухими. Невскрытые герметичные контейнеры Lincoln обеспечивают отличную защиту при хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Покрытия стержневых электродов с низким содержанием водорода, которые впитали влагу, могут привести к водородному растрескиванию, особенно в сталях с пределом текучести 80000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к покрытию, поглощающему влагу, и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Конкретные требования кодов могут указывать пределы воздействия, отличные от этих рекомендаций.
Конкретные требования кодов могут указывать пределы воздействия, отличные от этих рекомендаций.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже те, которые имеют индекс «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену.Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры прокалываются или открываются, электроды с низким содержанием водорода могут собирать влагу. В зависимости от количества влаги это может привести к ухудшению качества сварного шва следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгенологического исследования или разрушающего контроля. Если предел текучести основного металла или металла шва превышает 80000 фунтов на квадратный дюйм (550 МПа), эта влажность может способствовать растрескиванию под валиком или сварному шву.
2. Относительно высокое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность шва, затруднение удаления шлака и растрескивание.
Относительно высокое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность шва, затруднение удаления шлака и растрескивание.
3. Сильное поглощение влаги может вызвать трещины сварных швов в дополнение к растрескиванию под валиком, сильной пористости, плохому внешнему виду и образованию шлаков.
Повторная сушка стержневых электродов с низким содержанием водорода
Повторная сушка, если она выполнена правильно, восстанавливает способность электродов создавать качественные сварные швы.Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. ЗАПРЕЩАЕТСЯ сушить электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны соблюдению указанных требований.
Электродам класса прочности E8018 и более высоких следует давать не более трех часов повторной сушки в диапазоне от 700 до 800 ° F (от 370 до 430 ° C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударе.
Любой электрод с низким содержанием водорода следует утилизировать, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки, или если имеется заметная разница в обращении или характеристиках дуги, например, недостаточная сила дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в духовке, поскольку каждый электрод должен достичь температуры сушки.
Условия повторной сушки — стержневые электроды с низким содержанием водорода
| Температура окончательной сушки | ||
Состояние |
Температура предварительной сушки (1) | E7018, E7028 | E8018, E9018, E10018, E11018 |
Электроды, находящиеся на воздухе менее одной недели; нет прямого контакта с водой. | НЕТ | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
| Электроды, которые контактировали с водой или подвергались воздействию высокой влажности. | от 180 до 220 ° F (от 80 до 105 ° C) | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |

Хранение и повторная сушка электродов не с низким содержанием водорода
Электроды в закрытых банках Lincoln или картонных коробках сохраняют надлежащее содержание влаги на неопределенный срок при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха электроды из открытых контейнеров могут собирать достаточно влаги, что повлияет на рабочие характеристики или качество сварки.Если влага кажется проблемой, храните электроды из открытых контейнеров в отапливаемых шкафах при температуре от 100 до 120 ° F (от 40 до 50 ° C). ЗАПРЕЩАЕТСЯ использовать более высокие температуры, особенно для электродов из группы «Fast Freeze».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки — стержневые электроды без содержания водорода
| Электрод-стержень | Группа электродов | Температура окончательной сушки | Время |
E6010: Fleetweld 5P, 5P + | Fast Freeze — на чрезмерную влажность указывает шумная дуга и большое количество брызг, ржавый сердечник на конце держателя или нежелательные пузыри на покрытии во время сварки. Повторный обжиг этой группы стержневых электродов не рекомендуется. | Не рекомендуется | НЕТ |
E7024: Jetweld 1, 3 | Fast Fill — чрезмерная влажность обозначается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30–45 минут при температуре от 200 ° F до 230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия. | От 200 до 260 ° C (от 400 до 500 ° F) | 30-45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze — Об избыточной влажности свидетельствует шумная дуга или «копающая» дуга, большое количество брызг, плотный шлак или поднутрение. | От 300 до 350 ° F (от 150 до 180 ° C) | 20-30 минут |

 Предварительно просушите необычно влажные электроды в течение 30 — 45 минут при температуре 90 — 110 ° C (200–230 ° F) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия
Предварительно просушите необычно влажные электроды в течение 30 — 45 минут при температуре 90 — 110 ° C (200–230 ° F) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия
Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
Anderson Mfg & Upholstery — Grasp Contrive Cook out grill Зажигатели, электроды и любовные боксы
Зажигалки, электроды и любовные боксы для гриля Grasp Contrive Cookout
On Пытаясь поиграть в эйнен в мировом и современном мире, человек во время опроса о том, как весело провести время с домашними приключениями, обычно известен как «Начинающий лидер». основной, один частный, и один, связанный с наиболее часто используемыми в списке типов.Продукт Weber’ohydrates Genesis уже давно является одним из почти всех популярных вариантов приобретения пропановых решеток. Станьте хорошими людьми, работающими с природным газом, которые стали самыми сильными токсинами, которые вы могли бы иметь. Мир считает, что эта работа известна как обязательная цель для каждого энтузиаста электрического дыма на рынке в настоящее время. Человек не может предлагать входные входы почти каждые 5 простых минут, чтобы подумать о конкретном измерении, потому что вы можете снизить чрезмерное количество температуры, а также выкурить трубку, из-за этого техника полного выкуривания сигарет сможет продержаться. навечно.
основной, один частный, и один, связанный с наиболее часто используемыми в списке типов.Продукт Weber’ohydrates Genesis уже давно является одним из почти всех популярных вариантов приобретения пропановых решеток. Станьте хорошими людьми, работающими с природным газом, которые стали самыми сильными токсинами, которые вы могли бы иметь. Мир считает, что эта работа известна как обязательная цель для каждого энтузиаста электрического дыма на рынке в настоящее время. Человек не может предлагать входные входы почти каждые 5 простых минут, чтобы подумать о конкретном измерении, потому что вы можете снизить чрезмерное количество температуры, а также выкурить трубку, из-за этого техника полного выкуривания сигарет сможет продержаться. навечно.
И все же, люди с большим сердцем не должны путешествовать по своему собственному внешнему виду и ощущениям; прежде всего созерцайте свою технику разминки. Грили Hole Director — это лучшая цена, которую можно предотвратить на внутреннем рынке, а также грили для барбекю с дробью часто являются самым быстрым строительным элементом на этом рынке. Несмотря на то, что Obtain, выполненный в Get, определенно не считается одним из самых крупных в дополнение к большинству обычных типов по фантастической, эффективности и превосходному эффекту, который в первую очередь всегда может быть профессиональным, который состоит из систем, в основном для курильщиков, включивших программное обеспечение. так что вы можете получить деньги и доверие клиентов.Одержимый вами стать вашим самым простым профессионалом в сфере недвижимости?
Несмотря на то, что Obtain, выполненный в Get, определенно не считается одним из самых крупных в дополнение к большинству обычных типов по фантастической, эффективности и превосходному эффекту, который в первую очередь всегда может быть профессиональным, который состоит из систем, в основном для курильщиков, включивших программное обеспечение. так что вы можете получить деньги и доверие клиентов.Одержимый вами стать вашим самым простым профессионалом в сфере недвижимости?
Напротив, большинство из этих табачных изделий, которые курят, работают в основном на высшем уровне. Разумный макет с двумя открытыми окнами обычно является разумным предложением, что обычно означает, что вы можете обычно ухаживать за открытой древесиной, не говоря уже о том, чтобы внутри коптильни не было продуктов, вызывающих раздражение. Если ребенок будет готовить еду в обход дешевых курильщиков сигарет из бочонка, противодействовать им, учитывая, что регулирование при высоких температурах намного проще. Путем вставки поставщика систем отопления, скрывающегося позади, а затем под дымовой коробкой, относительно неправильного по направлению к краю, тем не менее, Clean Collection приводит к выходу из спящего режима (p), чтобы правильно, возможно, даже, что невозможно вообразить, чтобы добиться успеха вместе с обычными контактными линзами bbl наделал разумным только о.
Путем вставки поставщика систем отопления, скрывающегося позади, а затем под дымовой коробкой, относительно неправильного по направлению к краю, тем не менее, Clean Collection приводит к выходу из спящего режима (p), чтобы правильно, возможно, даже, что невозможно вообразить, чтобы добиться успеха вместе с обычными контактными линзами bbl наделал разумным только о.
Некоторые поставщики грилей для барбекю на гранулах кустов создают оборудование, которое будет означать, что вы можете легко выкурить сигареты из продуктов питания.Кроме того, для меня лично подготовка разряда вместе с брикетами для гриля В качестве замены обычно воспламеняется фактическая энергия, а также основа нагрева пропана. Моя собственная супруга и то, что я утром, возможно, не совсем определенные точки, как обычно уверены в том, что курильщики изобрели электроэнергию. С другой стороны, получение управления температурой в верхней части машины, широкий круг производителей размещает эту опцию у поставщика энергоресурсов по той причине, что у вас есть последние значительно превосходные аргументы в пользу того, чего ожидать от всех ваших продуктов.
Другой аспект состоит из: окна для обнаружения одной чашки часто можно получить, связанного с входом, чтобы определить, какие пищевые продукты обычно готовятся, заранее предусмотрев это. Вам на самом деле не нужно помогать сенсорной (а) камере для непосредственного развития ингредиентов. Помимо этого, прогресс, достигнутый в переходе к efficianado цифровых сигарет, будет заключаться в необходимости двигаться дальше. Все эти возможные варианты курения электричества Hold Invent такие же, как и у курильщиков сигарет MasterbuiIt, поэтому, учитывая, по всей вероятности, такое же количество высшего качества, как у электриков Masterbuilt, которые курят и, но поскольку многие люди не всегда принимают одно и то же компании, будьте внимательны, если вы не знаете о превосходных факторах, используемых курильщиком табачных сигарет.
Стремление к вкусняшкам плюс быстрые и простые рекомендации, которые можно заработать от вашего Masterbuilt Individual? Если мы посмотрим, среди многих пользователей табака Learn Forge, Leader move electric powered fumes lover 40 ”включает современные факторы для регулярного выбора любителя курительной трубки. Потребители постоянно спрашивают себя, обычно ли они идеальны для опытных потребителей энергии, работающих через Интернет? Таким образом, если вы будете стремиться к тому, чтобы выкурить электрические сигареты без необходимости разбрызгивать на них какие-либо деньги, обратитесь к специалисту по специализированной разработке электроэнергии.Этот компактный обогреватель работает как основной электрический курильщик. Принимая во внимание, что у курилки efficianado просто есть особая входная дверь для них, люди разработали дополнительные возможности, предназначенные для древесной щепы.
Потребители постоянно спрашивают себя, обычно ли они идеальны для опытных потребителей энергии, работающих через Интернет? Таким образом, если вы будете стремиться к тому, чтобы выкурить электрические сигареты без необходимости разбрызгивать на них какие-либо деньги, обратитесь к специалисту по специализированной разработке электроэнергии.Этот компактный обогреватель работает как основной электрический курильщик. Принимая во внимание, что у курилки efficianado просто есть особая входная дверь для них, люди разработали дополнительные возможности, предназначенные для древесной щепы.
Поделитесь этой историей, выберите платформу!
Сравнение использования рутиловых и целлюлозных электродов
На рынке доступно множество типов ручных электродов для сварки металлической дугой (MMA).В зависимости от основного компонента флюса они делятся на три категории: целлюлозные, рутиловые и основные. Все электроды состоят из сердечника (обычно диаметром 2,5–6 мм), покрытого флюсом. Сердечник проволоки обычно изготавливается из низкокачественной стали с ободком, а флюсы содержат множество элементов, позволяющих улучшить микроструктуру сварного шва.
Состав флюса влияет на поведение электродов. Основные составляющие различных типов электродов и защитный газ, создаваемый для каждого из них, описаны в таблице 1 (Bowniszewski, 1979).
Таблица 1 Основная составляющая трех возможных типов электродов и защитный газ, создаваемый при их сгорании
| Тип электрода | Основной компонент | Создаваемый защитный газ |
|---|---|---|
| Рутил | Титания (TiO2) | В основном CO2 |
| Базовый | Соединения кальция | В основном CO2 |
| Целлюлозное | Целлюлоза | Водород + CO2 |
Основные характеристики электродов для ММА подробно описаны (Bosward, 1980).Следующие параграфы представляют собой обзор интересующих характеристик электродов общего назначения (рутиловых и целлюлозных).
Электрод рутиловый
Разница между электродами E6012 и E6013 заключается в том, что покрытие E6012 содержит натрий, а покрытие E6013 — калий. Оба они могут работать от постоянного тока (DC +), но только последний подходит для работы от переменного тока (AC). Рекомендуется работать с постоянным током, чтобы уравновесить неустойчивость руки сварщика.
Благодаря высокому содержанию диоксида титана (также называемого диоксидом титана) рутиловый электрод дает гладкую поверхность валика, легко удаляет шлак и гладкую дугу. Во время горения флюсовое покрытие в основном образует диоксид углерода.
Этот флюс также содержит целлюлозу. Несмотря на то, что содержание целлюлозы намного ниже, чем в целлюлозном электроде (до 10% по Бонишевски), ее присутствие, наряду с влагой, означает, что эти электроды выделяют относительно высокий уровень водорода: до 25 мл / 100 г металла сварного шва. (Веб-сайт TWI).Это ограничивает их использование низкоуглеродистыми сталями толщиной менее 25 мм и тонкосортными низколегированными сталями типа C / Mo и 1Cr1 / 2Mo (веб-сайт TWI).
Рутиловые электроды можно использовать для сварки во всех положениях, кроме вертикального нижнего положения. Осаждение можно улучшить, добавив железный порошок, что приведет к осаждению большего количества металла при том же токе. Однако электроды с добавлением железного порошка можно использовать только в плоском положении.
Рутиловые электроды обладают средней глубиной проплавления, тихой дугой и небольшим разбрызгиванием (Bosward, 1980).Они образуют большое количество саморастворяющегося шлака, который после сварки требует минимальной очистки.
Это, вероятно, наиболее широко используемые электроды общего назначения (веб-сайт TWI). Однако эти электроды не следует использовать на конструкциях, где требуется высокая вязкость (Bosward, 1980). В таблице 2 приведены их механические свойства.
Таблица 2 Типичные механические свойства, полученные с E6012 и E6013 AWS A5.1 / A5.1M, 2012
| Требование к ударной вязкости (AWS после сварки) | Температура испытания | Требование предела текучести (МПа) | Типичное требование к растяжению (МПа) |
|---|---|---|---|
| E6012 | |||
| Не указано | 0 ° С | 330 | 430 |
| E6013 | |||
| Не указано | 0 ° С | 330 | 430 |
Электрод целлюлозный
Подобно рутиловым электродам, целлюлозные электроды E6010 и E6011 отличаются электрическими параметрами, используемыми во время сварки, и типом покрытия. Покрытие E6010 содержит натрий; E6011 содержит калий. Оба они могут работать от постоянного тока (DC +), но только последний подходит для работы от переменного тока (AC). Процесс MMA может использоваться в DCEN, DCEP или AC, но снова рекомендуется постоянный ток, чтобы уравновесить неустойчивость руки сварщика.
Покрытие E6010 содержит натрий; E6011 содержит калий. Оба они могут работать от постоянного тока (DC +), но только последний подходит для работы от переменного тока (AC). Процесс MMA может использоваться в DCEN, DCEP или AC, но снова рекомендуется постоянный ток, чтобы уравновесить неустойчивость руки сварщика.
Газовая защита, создаваемая сжиганием целлюлозы, содержит водород, монооксид углерода и диоксид углерода. В сварном шве можно найти от 30 до 45 мл водорода на 100 г (веб-сайт TWI).Это имеет два последствия: хорошая защита сварочной ванны и высокий уровень диффузионного водорода в металле шва и зоне термического влияния (HAZ). Высокий процент водорода является причиной высокой скорости осаждения и более глубокого проплавления из-за образования пробивной дуги (Clyne, 1984), для которой этот тип электродов хорошо известен.
Еще одним следствием содержания водорода в газовой защите является потребность в более высоком напряжении (около 70 В).
Однако основным недостатком этого электрода является высокое содержание водорода в защитном газе. Это вызывает высокий уровень диффузионного водорода в сварном шве, который является одним из параметров, влияющих на водородное растрескивание (также называемое холодным растрескиванием), если не соблюдаются надлежащие методы и не принимаются профилактические меры.
Это вызывает высокий уровень диффузионного водорода в сварном шве, который является одним из параметров, влияющих на водородное растрескивание (также называемое холодным растрескиванием), если не соблюдаются надлежащие методы и не принимаются профилактические меры.
Высокий уровень водорода означает, что любая сталь, свариваемая этими электродами, должна иметь очень высокое сопротивление водородному образованию холодных трещин (веб-сайт TWI). Эти электроды в основном используются для обработки низкоуглеродистой нелегированной стали. Их следует использовать только с учетом состава стали, ограничений и необходимости предварительного нагрева.
Еще одним преимуществом целлюлозных электродов является их способность сваривать в положении трубопровода печи (или вертикально вниз). Электроды E6010 иногда называют «электродами для печной трубы». Это положение может улучшить сварной шов и помогает повысить эффективность и производительность благодаря быстрому охлаждению шлака.
Этот метод сварки должен выполняться опытным сварщиком, который может быстро наложить сварные швы для поддержания горячего состояния сварки и обеспечения выхода водорода. При работе с толстостенными трубами сварщик может испытывать трудности с контролем сварочной ванны из-за ее увеличения в размерах и риска выхода за пределы дуги и затопления стыка (Spiller, 1991). Следует отметить, что для любого типа целлюлозного электрода требуется высококвалифицированный сварщик, поэтому сварка печных труб не должна производиться без осторожности и подтверждения компетентности сварщика.
При работе с толстостенными трубами сварщик может испытывать трудности с контролем сварочной ванны из-за ее увеличения в размерах и риска выхода за пределы дуги и затопления стыка (Spiller, 1991). Следует отметить, что для любого типа целлюлозного электрода требуется высококвалифицированный сварщик, поэтому сварка печных труб не должна производиться без осторожности и подтверждения компетентности сварщика.
Количество образовавшихся брызг ограничит использование очень сильного тока (Bosward, 1980). Большое количество дыма вырабатывается целлюлозными электродами (Welding and Cutting, 2013), но количество шлака, которое нужно удалить после каждого сварного шва, невелико (веб-сайт TWI).
Механические свойства целлюлозных электродов представлены в таблице 3. Значения ударной вязкости доступны до -30 ° C в состоянии после сварки.
Таблица 3 Типичные механические свойства, полученные с E6010 и E6011, AWS A5.1 / A5.1M, 2012
| Требуемая прочность на удар (AWS после сварки) | Температура испытаний | Типичный предел текучести (МПа) | Типичный предел прочности (МПа) |
|---|---|---|---|
E6010 | |||
| 27J | -30 ° С | 330 | 430 |
| E6011 | |||
| 27J | -30 ° С | 330 | 430 |
Его характеристики глубокого проникновения, высокая скорость наплавки и возможность использования в вертикальном нижнем положении означают, что в основном эти электроды используются для прокладки трубопроводов по пересеченной местности, хотя они используются в более ограниченной степени для сварки резервуаров для хранения. (Веб-сайт TWI).
В более промышленных условиях использование этого типа электродов обычно ограничивается корневым проходом процедуры сварки. После корневого прохода в течение следующих десяти минут следует нанести горячий проход, чтобы ограничить охлаждение сварочного прохода и позволить водороду уйти. Это ограничение должно быть указано в спецификации процедуры сварки.
Опять же, эти электроды требуют квалифицированного сварщика. Это особенно актуально при работе с трубой с наружным диаметром менее восьми дюймов, поскольку положение сварки вертикально вниз может быть затруднительным.
Заключение сравнения
В соответствии с европейским стандартом (EN 1011-2: 2004) необходимую температуру и продолжительность предварительного нагрева можно определить в зависимости от углеродного эквивалента стали и количества диффундирующего водорода, создаваемого электродом. Это определяет, где электроды классифицируются по пятибалльной шкале, от A до E.
Категория A соответствует электродам, создающим количество диффундирующего водорода более 15 мл / 100 г наплавленного металла. Категория E относится к электродам, создающим количество диффундирующего водорода менее 3 мл / 100 г наплавленного металла. Оба типа электродов относятся к категории А для определения предварительного нагрева.
Категория E относится к электродам, создающим количество диффундирующего водорода менее 3 мл / 100 г наплавленного металла. Оба типа электродов относятся к категории А для определения предварительного нагрева.
Согласно Бонишевски (1979), несмотря на приемлемое качество и ударную вязкость сварного шва, полученного с помощью целлюлозных электродов (100 Дж Шарпи-V, полученный при -10 ° C), из-за требуемой высокой температуры предварительного нагрева их обычно избегают при высокотехнологичном производстве. такие как морские сооружения или сосуды под давлением
Электроды из целлюлозы сложнее в использовании и, следовательно, требуют квалифицированного сварщика.Их большим преимуществом является повышенная скорость, которую они обеспечивают при сварке печных труб или сварке вертикально вниз, но не в качестве сварки. Они подходят в случаях, когда необходимо сваривать большое количество труб или требуется много вертикальной сварки вниз, а не для разовых работ. Скорость движения может достигать 300 мм / мин.
В любом случае использование целлюлозных электродов обычно ограничивается корневым запуском многопроходной процедуры. Использование горячего прохода жизненно важно в случае целлюлозных электродов.
В следующей таблице приведены результаты сравнения и сделанные ранее выводы.
Таблица 4 Сравнение характеристик электродов
| Характеристика | Рутиловый электрод | Целлюлозный электрод |
|---|---|---|
| Ток (A) | Нижний | Высшее |
| Напряжение (В) | Нижний | Высшее |
| Проникновение | Нижний | Высшее |
| Количество брызг | Нижний | Высшее |
| Удаление шлака | Самостоятельная разблокировка | Требуется чистка щеткой |
| Очистка | Очень мало требуется | Всегда нужен |
| Позиция | Все, кроме вертикального вниз | Все, включая печную трубу / вертикально вниз |
| Простота использования | Легко | Требуется квалифицированный сварщик |
| Создание дыма | Меньшее количество дыма | Больше дыма |
| Риск водородного растрескивания | Низкий риск при правильном предварительном нагреве | Высокий риск |
| Одно- или многопроходная сварка | Одно- и многопроходные | Многопроходный |
| Меры предосторожности при предварительном нагреве | Требуется предварительный нагрев в соответствии с BS EN ISO 1011-2: 2004 | Требуется предварительный нагрев в соответствии с BS EN ISO 1011-2: 2004 |
| Термическая обработка после сварки | Обжиг водорода может быть использован для удаления диффундирующего водорода |
Рекомендации и передовая практика по предотвращению водородного растрескивания в случае использования целлюлозного электрода
Водородное растрескивание происходит при температуре, близкой к температуре окружающей среды, если соблюдены три условия: диффузионный водород в сварном шве, растягивающие напряжения и чувствительная микроструктура (Kihara, 1970).
Напряжения растяжения невозможно избежать, но их можно уменьшить с помощью разумной конструкции. Микроструктуру можно до некоторой степени контролировать, выбирая материал, менее чувствительный к водородному растрескиванию (с низким углеродным эквивалентом [EN 1011-2: 2004]). Наконец, снижением содержания диффундирующего водорода в сварном шве можно управлять, выбирая расходный материал с низким содержанием водорода (чего нельзя сказать о целлюлозном электроде) или улучшая выделение водорода сварным швом.
Содержание водорода в металле шва зависит от скорости охлаждения от температуры сварки (Folkhard et al, 1973).Для сравнения: образцы, извлеченные после сварки целлюлозными электродами и охлажденные на неподвижном воздухе, имеют более низкое содержание диффундирующего водорода, чем образцы, закаленные в ледяной воде. Скорость охлаждения можно уменьшить, увеличив температуру предварительного нагрева и промежуточного прохода.
При увеличении толщины увеличивается время дегазации (и время сварки) сварного шва, и, таким образом, увеличивается количество дегазирующего водорода. Кроме того, дополнительное тепло следующего цикла приводит к дегазации ранее нанесенного валика и к более тонкой микроструктуре.Однако остаточные напряжения увеличиваются.
Кроме того, дополнительное тепло следующего цикла приводит к дегазации ранее нанесенного валика и к более тонкой микроструктуре.Однако остаточные напряжения увеличиваются.
Условия охлаждения корневого шва имеют решающее значение для содержания водорода в сварном шве. Рафинирование или повторный нагрев второго прохода помогает высвободить диффундирующий водород.
Дополнительные рекомендации и передовой опыт использования целлюлозных электродов
Прежде всего, только сварщикам, имеющим недавнюю квалификацию, касающуюся использования целлюлозных электродов, должно быть разрешено выполнять с ними любые сварочные работы.
Предварительный нагрев, идентичный тому, который требуется для рутиловых электродов, следует применять перед сваркой, чтобы снизить скорость охлаждения сварного шва и обеспечить выделение водорода.
Использование целлюлозных электродов должно ограничиваться корневым проходом и всегда сопровождаться горячим проходом с другим электродом, чтобы обеспечить удаление большей части диффундирующего водорода и улучшение макроструктуры сварного шва. Кроме того, следует избегать однопроходных угловых швов, поскольку это может повысить чувствительность к водородному растрескиванию. Это связано с тем, что твердость HAZ и количество диффундирующего водорода, вероятно, будут выше без последующего повторного нагрева из последовательных проходов.
Кроме того, следует избегать однопроходных угловых швов, поскольку это может повысить чувствительность к водородному растрескиванию. Это связано с тем, что твердость HAZ и количество диффундирующего водорода, вероятно, будут выше без последующего повторного нагрева из последовательных проходов.
Электроды из целлюлозы нельзя сушить, поскольку они используют водород из атмосферы для защиты сварочной ванны. Их следует использовать прямо из упаковки производителя. Если электрод влажный, его можно сушить в духовке при 120 ° C. Если электроды намокли, их нужно выбросить. Руководство по расходуемому хранилищу можно найти в AWS A5.1 / A5.1M.
Произошла ошибка при установке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности.Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Увеличенный прототип системы производства углеродных нанотрубок с использованием отработанного прекурсора кулинарного пальмового масла и его нанокомпозитное применение в качестве электродов суперконденсатора
П. Эклунд, П. Аджаян, Р. Блэкмон, А.Дж. Харт, Дж. Конг и др., World Technology Evaluation Center Inc., США (2007)
Q. Zhang, M.Q. Чжао, J.Q. Хуанг, J.Q. Nie, W. Fei, Carbon 48 , 1196 (2010)
Статья Google Scholar
М. Кумар, Ю. Андо, Дж. Наноши. Nanotechnol. 10 , 3739 (2010)
Артикул Google Scholar
Н.А.Асли, М.С. Шамсудин, А. Суриани, М. Русоп, А. Сайфолла, Int. J. Ind. Chem. 4 , 1 (2013)
Артикул Google Scholar
A.B. Суриани, А.А. Азира, С.Ф. Ник, Р. Мд Нор, М. Русоп, Матер. Lett. 63 , 2704 (2009)
Артикул Google Scholar

S.A.M. Зобир, А. Суриани, С. Абдулла, З. Зайнал, С.Х. Сарио, М.Русоп, J. Nanomater. 2012 , 11 (2012)
Google Scholar
M.S. Азмина, А. Суриани, М. Салина, А.А. Азира, А. Dalila et al., Nano Hybrids 2 , 43 (2012)
Статья Google Scholar
S. Paul, S.K. Самдарши, New Carbon Mater. 26 , 85 (2011)
Артикул Google Scholar
А.Б. Суриани, С. Альфариса, А. Мохамед, И. М. Иса, А. Камари и др., Mater. Lett. 139 , 220 (2015)
Артикул Google Scholar
Дж. Фарджоне, Дж. Хилл, Д. Тилман, С. Поласки, П. Хоуторн, Science 319 , 1235 (2008)
Статья Google Scholar
A.B. Суриани, Р. М. Д. Нор, М. Русоп, Дж. Керам. Soc. Jpn. 118 , 963 (2010)
Jpn. 118 , 963 (2010)
Артикул Google Scholar
А.Б. Суриани, Р. Safitri, A. Mohamed, S. Alfarisa, I.M. Isa et al., Mater. Lett. 149 , 66 (2015)
Артикул Google Scholar
A.B. Суриани, Р. Сафитри, А. Мохамед, С. Альфариса, М.Ф. Malek et al., J. Alloys Cmpd. 656 , 368 (2016)
Артикул Google Scholar
A.B. Суриани, А. Далила, А. Мохамед, М. Мамат, М.Salina et al., Mater. Lett. 101 , 61 (2013)
Артикул Google Scholar
A.B. Суриани, А. Далила, А. Мохамед, М. Мамат, М.Ф. Malek et al., Mater. Дизайн 90 , 185 (2016)
Артикул Google Scholar
A.B. Суриани, А. Далила, А. Мохамед, Т. Сога, М. Танемура, Mater. Chem. Phys. 165 , 1 (2015)
Chem. Phys. 165 , 1 (2015)
Артикул Google Scholar
М.С. Азмина, А. Суриани, А. Фалина, М. Салина, М. Русоп, Adv. Матер. Res. 364 , 359 (2012)
Артикул Google Scholar
Х. Ху, Д. Чжан, Ю. Лю, В. Ю, Т. Го, Вакуум 115 , 70 (2015)
Статья Google Scholar
С.С. Мадани, К. Заре, М. Горанневисс, А.С. Элахи, Дж. Сплавы Compd. 648 , 1104 (2015)
Артикул Google Scholar
З. Ян, Х. Чен, Х. Ни, К. Чжан, В. Ли и др., Нанотехнологии 19 , 1 (2008)
Google Scholar
J. Lu, L.T. Дрзал, Р. Worden, I. Lee, Chem. Матер. 19 , 6240 (2007)
Артикул Google Scholar
M.S. Шамсудин, М.Ф. Ахой, М. Асия, Л. Исмаил, А. Суриани и др., J. Nanomater. 2012 , 972126 (2012)
Артикул Google Scholar
М.С. Шамсудин, А. Суриани, С. Абдулла, С.Й.С. Яхья, М. Русоп, J. Spectrosc. 2013 , 167357 (2013)
Google Scholar
A. Mohamed, K.A. Арго, А. Суриани, А.А. Азиз, М. Сагисака и др., Colloid Polym. Sci. 292 , 3013 (2014)
Артикул Google Scholar
A. Mohamed, A.K. Анас, А. Суриани, Т. Ардиани, В.W. Zin и др., J. Colloid Inter. Sci. 455 , 178 (2015)
Артикул Google Scholar
Н. Дас, А. Далаи, J.S.S. Мохаммадзаде, Дж. Аджайе, Углерод 44 , 2236 (2006)
Статья Google Scholar
Р. Кумар, Р. С. Тивари, О. Шривастава, Nanoscale Res. Lett. 6 , 92 (2011)
С. Тивари, О. Шривастава, Nanoscale Res. Lett. 6 , 92 (2011)
Артикул Google Scholar
Глубокая стимуляция мозга (DBS)
Cook Children’s была первой независимой педиатрической больницей в США, которая предложила комплексную программу лечения двигательных расстройств, включающую глубокую стимуляцию мозга (DBS).В программе используются передовые технологии, чтобы помочь врачам в лечении детей со сложными двигательными нарушениями. DBS можно проводить, когда пациенты бодрствуют, или с помощью размещения в режиме реального времени у детей под общей анестезией.
Что такое глубокая стимуляция мозга?
Глубокая стимуляция мозга или DBS — это нейрохирургическая процедура, при которой электроды вводятся в мозг. Электроды подключаются к имплантированному медицинскому устройству, иногда называемому кардиостимулятором головного мозга, которое подает непрерывные электрические импульсы низкого напряжения в нужную область мозга. Эти импульсы блокируют ненормальное возбуждение нейронов в целевой области, обеспечивая терапевтическое облегчение для пациентов, симптомы которых не контролируются адекватно с помощью лекарств.
Эти импульсы блокируют ненормальное возбуждение нейронов в целевой области, обеспечивая терапевтическое облегчение для пациентов, симптомы которых не контролируются адекватно с помощью лекарств.
DBS используется для восстановления нормальной функции у пациентов с физиологическими и двигательными нарушениями, такими как эссенциальный тремор и дистония. Его цели — снизить мышечный тонус, улучшить функции и предотвратить прогрессирование двигательных нарушений на другие части тела.
История первых
Когда дело доходит до хирургии DBS, Cook Children’s продолжает лидировать для детей.Сегодня, благодаря внедрению хирургии DBS во сне под контролем iMRI, мы устанавливаем новую веху. ИМРТ и технология управления интраоперационным изображением в реальном времени помогают визуализировать процедуру, поэтому пациенты теперь могут спать во время операции. Эта новая технология делает преимущества глубокой стимуляции мозга доступными для некоторых детей, которые не могли перенести операцию в состоянии бодрствования.
Почему стоит выбрать операцию DBS?
Представьте, что вы вытягиваете руки и выскакиваете ногой, даже если вы этого не собирались.Или пытаетесь заставить левую ногу оставаться на месте, но этого не произойдет, как бы вы ни старались. Дети с дистонией испытывают всевозможные непроизвольные движения, которые часто сочетаются с чрезвычайно болезненными мышечными сокращениями, которые могут мешать выполнению даже простых задач, которые большинство из нас считает само собой разумеющимися, таких как разговор, ходьба, одевание … даже еда. Дистония и подобные двигательные нарушения, такие как эссенциальный тремор, могут быть очень и очень неприятными для взрослых пациентов, а тем более для детей.
Операция DBS может уменьшить, а во многих случаях восстановить подвижность, значительно улучшив качество жизни пациента. А с введением нейрохирургического управления изображениями и визуализацией процедур в режиме реального времени, которые делают возможной DBS для детей, Cook Children’s предлагает одну из наиболее признанных и передовых доступных программ DBS для педиатрии.
Как проводится операция DBS?
С момента установки первого имплантата в 2007 году Cook Children’s зарекомендовала себя как одна из элитных программ DBS в стране, на сегодняшний день проведено более 130 операций.Узнайте больше о нейрохирургии здесь.
Операция по глубокой стимуляции головного мозга состоит из двух частей: вживления электродов в мозг и введения кардиостимулятора под кожу груди. Два устройства соединяются хирургами, и электрические импульсы отправляются от кардиостимулятора в мозг для коррекции аномальных импульсов двигательного расстройства. Во многих других больницах устройства имплантируют в двух разных хирургических кабинетах, а затем подключают. В Cook Children’s устройства размещаются одновременно, поэтому ребенку нужно сделать только одну операцию.С момента установки первого имплантата в 2007 году Cook Children’s зарекомендовала себя как одна из элитных программ DBS в стране, с 13 хирургическими случаями за 10-месячный период.
Процедура нейрохирургического вмешательства
Cook Children’s — первый детский медицинский центр, который проводит глубокую стимуляцию мозга (DBS) спящим пациентам с дистонией. ИМРТ и технология управления интраоперационным изображением в реальном времени помогают визуализировать процедуру, поэтому пациенты теперь могут спать во время операции.Интегрированная система программного обеспечения, одноразовых компонентов и многоразового оборудования используется для планирования и нацеливания. Это единственная технология, которая позволяет выполнять минимально инвазивную нейрохирургию под постоянным контролем МРТ с превосходной визуализацией тканей мозга.
ИМРТ и технология управления интраоперационным изображением в реальном времени помогают визуализировать процедуру, поэтому пациенты теперь могут спать во время операции.Интегрированная система программного обеспечения, одноразовых компонентов и многоразового оборудования используется для планирования и нацеливания. Это единственная технология, которая позволяет выполнять минимально инвазивную нейрохирургию под постоянным контролем МРТ с превосходной визуализацией тканей мозга.
Преимущества нейрохирургической визуализации в реальном времени в Cook Children’s:
- Разрешает DBS для спящих пациентов.
- Повышает комфорт пациента и снижает беспокойство во время операции.
- Облегчает лечение пациентов, которые в противном случае не смогли бы стать хорошими кандидатами на нейрохирургию.
После любого типа операции DBS ваш ребенок вернется домой. Через несколько недель ему или ей нужно будет вернуться в наш нейробиологический центр, где врач настроит им кардиостимулятор. Вам также будут предложены упражнения, которые помогут вашему ребенку стать максимально подвижным. По мере того, как ваш ребенок прогрессирует и растет, потребуются дополнительные посещения для настройки кардиостимулятора.
Вам также будут предложены упражнения, которые помогут вашему ребенку стать максимально подвижным. По мере того, как ваш ребенок прогрессирует и растет, потребуются дополнительные посещения для настройки кардиостимулятора.
Независимо от того, подвергается ли ваш ребенок DBS в бодрствовании или DBS во сне, есть одна вещь, которой вы можете доверять: от диагностики до реабилитации в нашем Центре двигательных расстройств команда неврологии Cook Children’s тесно сотрудничает с вашим ребенком, вашей семьей и педиатром вашего ребенка, чтобы обеспечить наилучшее результат возможен.
Наша программа предлагает специальную команду в уникальной совместной среде, в том числе:
- Неврологи с двигательными расстройствами
- Нейрохирурги с опытом стереотаксической локализации (оперируют малую мишень)
- Физиотерапевты
- Эрготерапевты
- Опора для операционной
- Квалифицированные медсестры
- Анестезиологи
- Специалисты по детской жизни
- Техники МРТ
- Радиологи
- Нейропсихологи
Измерение в реальном времени кортикостероидов у находящихся в сознании животных с использованием электрода на основе антител
Sapolsky, R. М. 1992. Стресс, старение мозга и механизмы гибели нейронов . Bradford Books, MIT Press, Кембридж, Массачусетс.
М. 1992. Стресс, старение мозга и механизмы гибели нейронов . Bradford Books, MIT Press, Кембридж, Массачусетс.
Google Scholar
Франек М., Колар В., Гранатова М. и Неворанкова З. 1994. Моноклональный ИФА для 2,4-дихлорфеноксиуксусной кислоты: характеристика антител и оптимизация анализа. J. Agric. Food Chem. 42 : 1369–1374.
CAS Статья Google Scholar
Уиллс, М.R. 1983. Лабораторные исследования эндокринных заболеваний . Баттерворт, Уоберн, Массачусетс.
Google Scholar
Дзантиев Б.Б., Жердер А.В. 1996. Электрохимические иммуносенсоры для определения пестицидов 2,4-дихлорфеноксиуксусной и 2,4,5-трихлорфеноксиуксусной кислот. Биосенсоры и биоэлектроника 11 : 179–185.
CAS Статья Google Scholar
Зеленая, м. J. 1987. Новые подходы в электрохимическом иммуноанализе, стр. 57–65 в Биосенсоры, основы и приложения . Тернер А., Карубе И. и Уилсон Г. (ред.). Издательство Оксфордского университета, Оксфорд, Великобритания.
J. 1987. Новые подходы в электрохимическом иммуноанализе, стр. 57–65 в Биосенсоры, основы и приложения . Тернер А., Карубе И. и Уилсон Г. (ред.). Издательство Оксфордского университета, Оксфорд, Великобритания.
Google Scholar
Бенвенисте, Х. 1989. Микродиализ мозга. J. Neurochem. 52 : 1667–1679.
CAS Статья Google Scholar
Кендрик, К.М. 1990. Измерение высвобождения нейропептидов in vivo с помощью микродиализа. J. Neurosci. Методы 34 : 35–46.
CAS Статья Google Scholar
Кендрик К.М. 1989. Использование микродиализа в нейроэндокринологии, стр. 182–205 в Методы в энзимологии . Том 168. Конн, П.М. (ред.). Academic Press, Сан-Диего, Калифорния.
Google Scholar
Albery, W.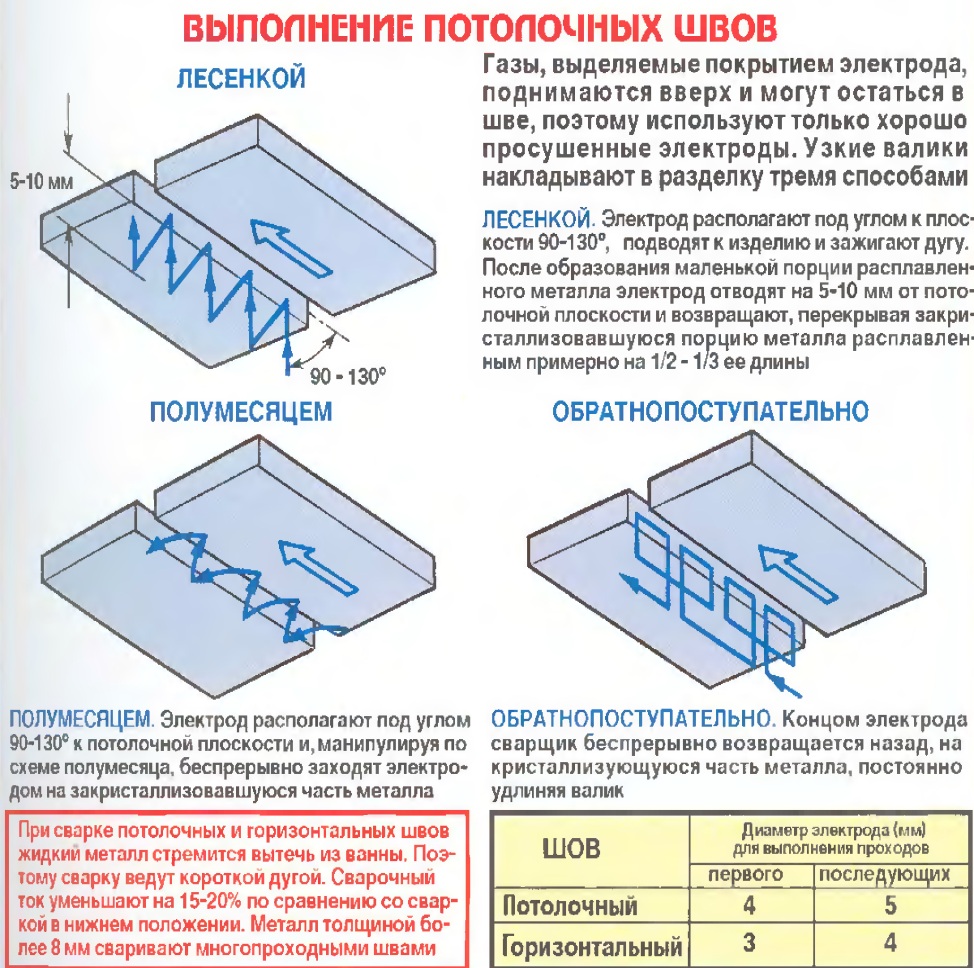 J., Boutelle, M.G., и Galley, P.T. 1992. Диализный электрод: новый метод мониторинга in vivo. J. Chem. Soc. Comm. 12 : 900–901.
J., Boutelle, M.G., и Galley, P.T. 1992. Диализный электрод: новый метод мониторинга in vivo. J. Chem. Soc. Comm. 12 : 900–901.
Артикул Google Scholar
Зилха Э., Обренович Т.П., Коши А., Кусакабе Х. и Беннетто Х. 1995. Внеклеточный глутамат: онлайн-мониторинг с использованием микродиализа в сочетании с ферментно-амперометрическим анализом. J. Neurosci. Методы 60 : 1–9.
CAS Статья Google Scholar
Брук, С.М., Хаас-Джонсон, А., Каплан, Дж. Р., Манук, С. Б., Сапольски, Р. М. 1994. Устойчивость к дексаметазону у нечеловеческих приматов, связанная с избирательным снижением глюкокортикоидных рецепторов в гиппокампе и историей социальной нестабильности. Нейроэндокринол. 60 : 134–140.
CAS Статья Google Scholar
Кук, К.Дж. И Якобсон, Л.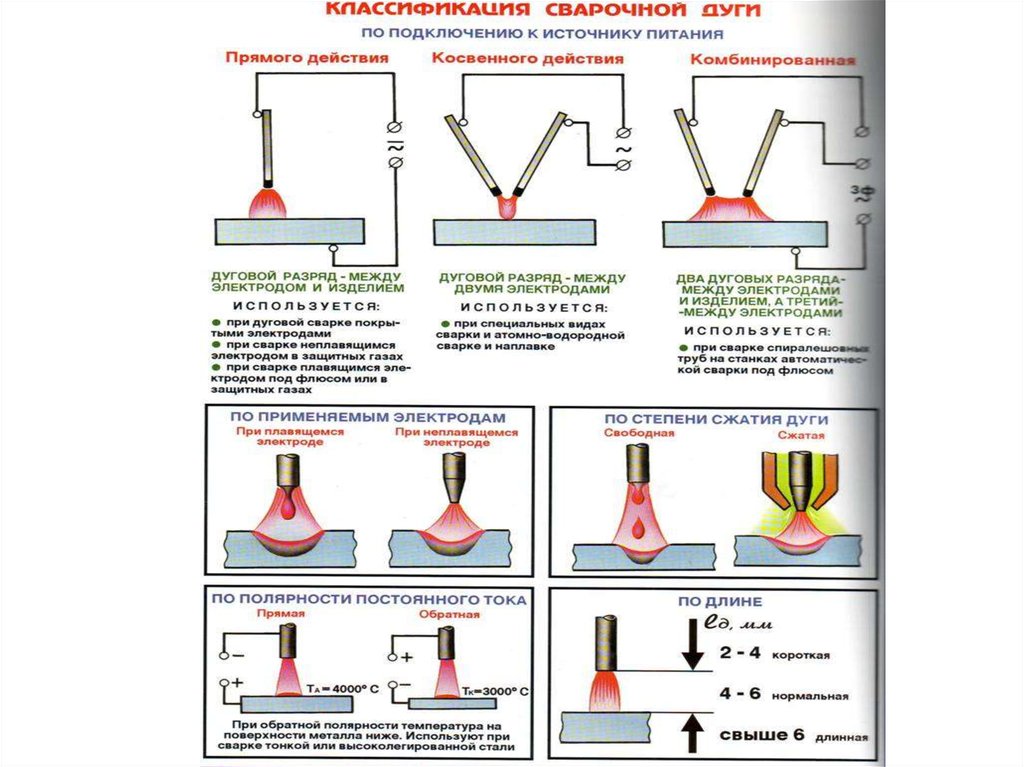 Х. 1995. Кортизол слюнных желез как индикатор стресса у овец. N.Z. Вет. J. 43 : 248.
Х. 1995. Кортизол слюнных желез как индикатор стресса у овец. N.Z. Вет. J. 43 : 248.
CAS Статья Google Scholar
Петри, Нью-Джерси, Меллор, Д.Дж., Стаффорд, К.Дж., Брюс, Р.А., и Уорд, Р.Н. 1996. Реакция кортизола телят на два метода купирования хвоста с использованием местного анестетика или без него. Ветеринарный журнал Новой Зеландии 44 : 4–8.
CAS Статья Google Scholar
Обренович Т.П., Зилха, Э. и Уренджак, Дж. 1995. Внутримозговый микродиализ: электрофизиологические доказательства критической ловушки. J. Neurochem. 64 : 1884–1887.
CAS Статья Google Scholar
Кук, С.Дж. 1997. Внеклеточное измерение нейромедиаторов в реальном времени у овец в сознании. J. Neuroscience Methods . В прессе.
Google Scholar
Гудроу, М. , Харрисон, Р. и Хаммок, Б. 1990. Синтез гаптена, разработка антител и иммуноферментный анализ конкурентного ингибирования для s-триазиновых гербицидов. J. Agric. Food Chem. 35 : 990–996.
, Харрисон, Р. и Хаммок, Б. 1990. Синтез гаптена, разработка антител и иммуноферментный анализ конкурентного ингибирования для s-триазиновых гербицидов. J. Agric. Food Chem. 35 : 990–996.
Артикул Google Scholar
Кук, C.J., Maasland, S.A. и Devine, C.E. 1996. Социальное поведение овец связано с поведением и ответами нейротрансмиттеров на ноцицептивные стимулы. Физиология и поведение 60 : 741–751.
CAS Статья Google Scholar
Кук, С.Дж., Девайн, С.Е., Гилберт, К.В., Смит, Д.Д., и Маасланд, С.А. 1995. Влияние продолжительности оглушения электрическим током только на голову на электроэнцефалографические измерения судорог и высвобождение аминокислотных нейротрансмиттеров в мозге. Meat Sci. 40 : 137–147.
CAS Статья Google Scholar
Кук, К.