Выбор сварочного защитного газа
Влияние сварочного газа на процесс сварки
Сварщики и специалисты в этой сфере часто упускают из виду применяемый ими защитный газ и его вклад в процесс сварки.
Защитные газы влияют на режим переноса металла, свойства и геометрию сварочного шва, задымленность и многие другие характеристики сварочного шва.
Правильный выбор защитного газа для процессов дуговой сварки металла, таких как аргонодуговая TIG сварка и полуавтоматическая сварка MIG MAG могут резко повысить скорость, качество сварки и глубину проплавления.
Чистые сварочные газы
Чистые газы, используемые для сварки, это аргон, гелий, и углекислый газ. Эти газы могут иметь как положительное, так и негативное воздействие на дуговой процесс сварки и появление дефектов в сварочном шве.
- Аргон
100% аргон обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов.
Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий.
- Гелий
Гелий также является одноатомным инертным газом, и чаще всего используется для аргонодуговой TIG сварки цветных металлов. В отличие от аргона, гелий имеет высокую проводимость тепла и потенциал ионизации, которые дают противоположный, чем при сварке в аргоне, эффект. Гелий обеспечивает широкий профиль сварочного шва, хорошее смачивание по краю и более высокое тепловложение, чем чистый аргон. - Углекислый газ
Углекислый газ CO2 – активный газ — обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. CO 2 является наиболее распространенным из химически активных газов, используемых в MAG сварке. И единственным газом , который можно использовать в чистом виде без добавления инертного газа.Углекислый газ является одним из самых дешевых защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом при сварочном процессе. CO2 обеспечивает очень глубокое проплавление, что полезно для сварки толстого металла, однако, при сварке в этом газе менее стабильна сварочная дуга, что приводит к большому образованию брызг. Также его применение ограничивается сваркой на короткой дуге и делает не возможной сварку со струйным переносом.

 И единственным газом , который можно использовать в чистом виде без добавления инертного газа.
И единственным газом , который можно использовать в чистом виде без добавления инертного газа.Сварочные газы, используемые как компоненты сварочной смеси газов
- Кислород
Кислород — двухатомный, активный защитный газ обычно используется для MIG MAG сварки как один из компонентов сварочной смеси, в концентрации менее 10%. - Водород
Водород — двухатомный, активный компонент защитного газа обычно используется в сварочной смеси в концентрации менее 10%. Водород используется главным образом при сварке аустенитной нержавеющей стали для удаления оксида и повышения тепловложения. Как и для всех газов из двухатомных молекул, результат — широкий на поверхности сварочный шов. Проплавление увеличенное. Водород не подходит для ферритных или мартенситных сталей из-за возникновения трещин.
Водород может быть использован в более высокой концентрации (от 30 до 40%) для плазменной резке нержавеющей стали — для увеличения мощности и сокращения шлака. - Азот
Азот используется реже всего для защитных целей. Он в основном используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях.
 Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса.
Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса. Он в основном используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях.
Он в основном используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях.Сварочные смеси газов
В зависимости от сварочного процесса и материалов для сварки используется множество различных сварочных газов и их смесей:
| Сварка TIG | Сварка MIG MAG |
|||||
| Сварочный газ или смесь |
Сталь | Нерж. сталь | Алюминий | Сталь | Нерж. сталь |
Алюминий |
| Аргон (Ar) | х | х | х | х | ||
| Гелий (He) | х | |||||
| Углекислый газ (СО2) | х |
|||||
| Смесь Ar/ СО2 | х | х | ||||
| Смесь Ar/ О2 | х | х | ||||
| Смесь Ar/ He | х | х | х | х | ||
| Смесь Ar/ СО2/ О2 | х | |||||
| Смесь Ar/ H2 | х | |||||
| Смесь Ar/ He/ СО2 | х | х | ||||
| Смесь He/ Ar/ СО2 | х | |||||
Стоимость сварочного газа на фоне общей стоимости сварочных работ
Если посмотреть на диаграмму распределения стоимости сварочных работ, то можно увидеть, что затраты на сварочный газ составляют всего 2-5% от всех затрат на сварку. Однако недооценивать эти затраты не следует.
Однако недооценивать эти затраты не следует.
Выбор правильного газа и его качество значительно влияют на расход сварочных материалов, геометрию сварочного шва и на весь процесс сварки в целом. Также выбор газа влияет и на затрачиваемый труд на исправление дефектов и обработку сварочного шва после сварки.
Надеемся данная статья было полезна для вас. На этом сайте вы найдете много других интересных и полезных статей. Спасибо.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Газ для полуавтоматической сварки: виды и особенности
Зачастую сварочный полуавтомат используют в связке с проволокой без защитной среды, которая свойственна электродам. При этом возникает опасность негативного влияния кислорода на сварочную ванну. Попадая из атмосферы кислород ухудшает качество сварного шва, а само соединение ненадежно и легко подвержено механическому воздействию.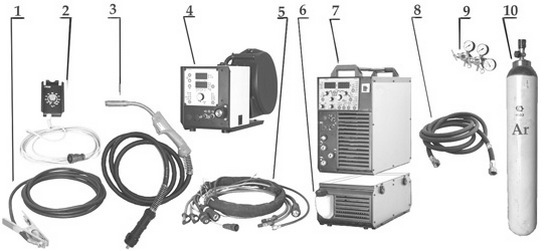
Этих трудностей можно избежать путем изоляции сварочной ванны с помощью газа. Конечно, вы можете применить метод обмазки электрода и использовать его, но связка проволока+газ гораздо эффективнее. В этой статье мы подробно расскажем, какой газ применять при сварке полуавтоматом, где он применяется и какие достоинства есть у такого метода сварки.
Содержание статьи
- Область применения защитного газа для сварки полуавтоматом
- Какой газ нужен для сварки полуавтоматом
- Критерии выбора
- Технология сварки
- Особенности выполнения сварки под газом
- Преимущества сварки с помощью газа
- Вместо заключения
Область применения защитного газа для сварки полуавтоматом
Область применения защитного газа широка: без него невозможно представить процесс сварки полуавтоматическим сварочным аппаратом (кроме тех случаев, когда используется самозащитная проволока), газ широко используется в авторемонтных мастерских, а также в цехах для сборки сложных конструкций из цветного металла. Кроме того, на большинстве металлургических предприятий и заводов используется полуавтоматическое сварочное оборудование, а где полуавтомат, там и газ.
Кроме того, на большинстве металлургических предприятий и заводов используется полуавтоматическое сварочное оборудование, а где полуавтомат, там и газ.
Какой газ нужен для сварки полуавтоматом
Выбирая, какой газ использовать для полуавтоматической сварки, нужно заранее знать виды и свойства каждого из газов, используемых в работе сварщика. Зачастую используются следующие газы:
- Ацетилен. Это самый распространенный сварочный газ, получивший свою популярность благодаря хорошим характеристикам. От других газов он отличается тем, что обладает самой высокой температурой горения, из-за чего его нередко используют даже для резки металла. Ацетилен добывается путем химического взаимодействия воды и углеродистого кальция, для его производства часто используются специальные генераторы. Обратите внимание, что углеродистый кальций в составе ацетилена склонен к повышенному поглощению влаги из атмосферы, так что соблюдайте безопасность при хранении этого вида газа. Ацетилен легче воздуха, прозрачный, но при этом его легко отличить по резкому специфическому запаху.
- Водород. Менее популярный вид газа, но все же использующийся для сварки стали и тонкого алюминия. Он не имеет запаха и цвета, но при этом считается очень взрывоопасным из-за своей главной особенности: при смешивании с кислородом водород начинает активно гореть и превращается в гремучий газ. По этой причине следите за давлением водородных баллонов, оно не должно превышать 15 мегапаскалей. Водород производят так же, как ацетилен, с помощью генераторов. Но помимо генератора водород можно добыть с помощью синтеза воды, когда кислород и водород разделяются.
- Коксовый газ. Вещество, не имеющее цвета, с сильным сероводородным запахом. По сути своей, это просто побочный продукт, получаемый при производстве кокса (который, в свою очередь, добывается из каменного угля). От других газов отличается относительной безопасностью, его можно перемещать даже через трубопровод. Применяется редко в силу специфичности характеристик.
- Природные газы. К ним относят метан, пропан и бутан, все они используются в сварочных работах, при том достаточно часто.
- Пиролизный газ. В отличие от водорода или ацетилена его не нужно генерировать, газ образовывается практически сам собой во время распада нефтепродуктов, в состав которых входит. Зачастую применяется для пайки, сварки и резки тонких сталей. Его транспортировка осуществляется так же, как и в случае с коксовым газом: по трубопроводу. У пиролизного газа есть один существенный недостаток: его использование приводит к образованию коррозии на горелке. Поэтому мы не рекомендуем использовать его на постоянной основе.


Критерии выбора
На какие критерии опираться при выборе газа для сварки? Прежде всего, обратите внимание на показатель температуры, который может обеспечить каждый вид газа. От этого показателя во многом и зависит выбор того или иного вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В интернете можно легко найти таблицы с характеристиками каждого из видов газов.
От этого показателя во многом и зависит выбор того или иного вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В интернете можно легко найти таблицы с характеристиками каждого из видов газов.
Обратите внимание! Если вы выбираете вещество и знаете, что будете хранить его долго, то отдайте предпочтение готовым газам. Не добывайте газы с помощью генератора. Эта особенность неактуальна, если вы планируете недолго хранить выбранный газ.
Технология сварки
Технология сварки с помощью газа будет одинаковой и в случае с использованием сварочной смеси, и в случае с использованием углекислоты. Ниже вы можете видеть таблицу с рекомендуемыми режимами сварки в углекислоте.
При газовой сварке крайне важно соблюдать технику безопасности. Перед работой обязательно проверьте все компоненты, их работоспособность и исправность. Особенно это касается клапана подачи газа для сварочного полуавтомата. Во время проведения сварочных работ газ должен полностью заполнять сварочную ванну, только в этом случае его применение даст нужный результат.
Особенности выполнения сварки под газом
Перед тем, как приступить к работе, учтите следующие важные особенности. Достичь наилучшего качества сварных швов можно лишь в том случае, если на сварочном аппарате правильно установлена мощность, проволока, защитный газ для сварки полуавтоматом и их подача подобраны в соответствии с той задачей, которую необходимо выполнить. Здесь не получится найти универсальный метод.
Учтите, что свариваемые поверхности будут довольно медленно нагреваться и охлаждаться. Поэтому нужно регулировать температуру пламени, если вы свариваете стальные или титановые детали. Температура регулируется в соответствии с положением пламени и изменяется вместе с углом наклона.
Для кузовных сварочных работ или сваривания трубопровода на улице лучше использовать баллоны с меньшим давлением, это упрощает сварку. В свою очередь, баллоны с высоким давлением максимально эффективны, если вы не перемещаетесь во время проведения сварочных работ.
При сварке с газом рекомендуется использовать проволоку с кремнием и марганцем в составе. В сварочных стандартах строго указаны марки проволок, используемых при сварке полуавтоматом. Расход проволоки нужно контролировать прямо во время работы и подавать одновременно вместе с газом. Это обеспечивает минимальное влияние кислорода на качество готового шва.
Преимущества сварки с помощью газа
Любой выбранный вами газ, используемый при сварке полуавтоматом, даст следующие дополнительные преимущества:
- Качество сварного шва станет заметно лучше, а его механическая надежность, пластичность и плотность увеличится в разы.
- Производительность труда сварщика увеличивается, а значит и эффективность сварочных работ становится выше.
- Любой металл начинает плавиться гораздо быстрее, экономя время и ресурсы, при этом практически не разбрызгивается в ходе работы.
- Сварщик получает стабильную дугу, благодаря чему работать легче.
- Практически нет задымления.
Вместо заключения
Сейчас полуавтоматическое сварочное оборудование используется практически повсеместно, начиная от частных умельцев и заканчивая крупными предприятиями. Мы уже выяснили, что газ идеален именно для полуавтоматической сварки, он улучшает характеристики готового шва и обеспечивает надежность сварного соединения. Но для положительного результата важно выбрать газ, подходящий именно для ваших сварочных работ. Также каждый сварщик должен знать нюансы хранения и применения газов, чтобы избежать несчастных случаев.
Использование сварочного полуавтомата в связке с газом обеспечивает высокое качество работы. Конечно, себестоимость сварочных работ с использованием газа может показаться завышенной, но учитывайте, что газ расширяет ваши возможности и позволяет сваривать практически любые металлы. Зачастую именно профессионалы используют в своей работе газ, потому что сварка с помощью полуавтомата требует высокой квалификации, но ничто не мешает новичку попробовать этот метод сварки. Желаем удачи!
Желаем удачи!
Выбираем сварочный защитный газ
Газ активно используется при сварке. В одних случаях он выступает топливом, за счет которого происходит горение факела и расплавление металла. В других случаях он предотвращает взаимодействие уже расплавленного металла с внешней средой. Тогда его роль защитная. Какие бывают виды защитных газов и для сварки каких металлов они подходят, рассмотрим в этой статье.
В этой статье:
Как действует защитный газ
В твердом виде металлы вступают в медленные химические реакции. Например, окисление нелегированной стали кислородом, находящимся в воздухе и воде, может длиться годами. Поэтому ржавчина проступает в виде небольшой точки на поверхности, потом разрастается и только спустя годы появляется сквозная коррозия.
Когда металл расплавляется, он становится открыт для быстрых химических реакций. Например, во многих сталях в составе есть углерод. Это активное вещество, взаимодействующее с кислородом, присутствующим в воздухе. Если при помощи электрической дуги создать сварочную ванну, но никак ее не защитить, молекулы углерода начнут притягиваться к молекулам кислорода, вырываясь из расплавленного металла. Когда ванна застынет, вся поверхность будет пронизана порами. Ни о какой герметичности и прочности соединения здесь не может быть и речи.
Защитный газ при сварке изолирует расплавленный металл от взаимодействия с внешней средой. В результате:
Дополнительная роль защитного газа — охлаждение шва после сварки. Если прекратить подачу смеси сразу при затухании электрической дуги, не до конца застывший металл успеет вступить в реакцию с кислородом и появится кратер. Такая точка на замке кольцевого шва водопроводной трубы станет причиной протечки. Пост подача газа позволяет быстрее остудить стык, продолжая при этом его защиту, и скорее перейти сварщику на следующую задачу.
Такая точка на замке кольцевого шва водопроводной трубы станет причиной протечки. Пост подача газа позволяет быстрее остудить стык, продолжая при этом его защиту, и скорее перейти сварщику на следующую задачу.
В каких видах сварки применяются защитные газы
Защитные газы применяются в двух видах сварки:
 Электрод не плавится, поэтому воздушный зазор легко поддерживать. Тонкие заготовки до 2.0 мм можно соединять за счет расплавленного металла кромок, если не нужна высокая прочность шва. В других случаях подается дополнительный присадочный металл свободной рукой сварщика. Сварщик манипулирует горелкой, из сопла которой выходит защитный газ. Аргонодуговая сварка медленнее, чем полуавтоматическая, зато позволяет сваривать очень тонкие металлы, выполнять аккуратные швы.
Электрод не плавится, поэтому воздушный зазор легко поддерживать. Тонкие заготовки до 2.0 мм можно соединять за счет расплавленного металла кромок, если не нужна высокая прочность шва. В других случаях подается дополнительный присадочный металл свободной рукой сварщика. Сварщик манипулирует горелкой, из сопла которой выходит защитный газ. Аргонодуговая сварка медленнее, чем полуавтоматическая, зато позволяет сваривать очень тонкие металлы, выполнять аккуратные швы.Отличия по свойствам защитного газа
Защитные газы при сварке бывают инертными и активными. Еще практикуется смешивание их между собой или соединение нескольких инертных газов. Возможны тройные объединения.
Инертные
Инертные — относятся к VIII группе периодической системы Д. Менделеева. Они нейтральны к большинству других химических веществ, поэтому при соприкосновении с расплавленным металлом проявляют пассивность. Газ никак не реагирует на водород, а значит сварочная ванна не бурлит. Это объясняется тем, что молекулы газа насыщены электронами, отталкивающими любые молекулы других веществ, не давая вступать в соединение.
Это объясняется тем, что молекулы газа насыщены электронами, отталкивающими любые молекулы других веществ, не давая вступать в соединение.
Обозначаются инертные газы в названии сварки буквой «I», что означает Inert. Встречаются в аббревиатурах MIG (Metal Inert Gas) и TIG (Tungsten Inert Gas). Примеры инертных газов — аргон и гелий.
Активные
Активные — способны взаимодействовать с расплавленным металлом, изолируя его при этом от внешней среды. Могут растворяться в сварочной ванне. По свойствам активные газы подразделяются на окислительные (углекислый газ), восстановительные (водород) и газы с выборочной активностью. Последние вступают в реакцию только с определенными металлами, оставаясь к другим нейтральными. Например, азот активен только для алюминия и черных сталей.
Смешанные
Некоторые виды активных и пассивных газов смешиваются, что позволяет улучшать защиту сварочной ванны и облегчать наложение шва.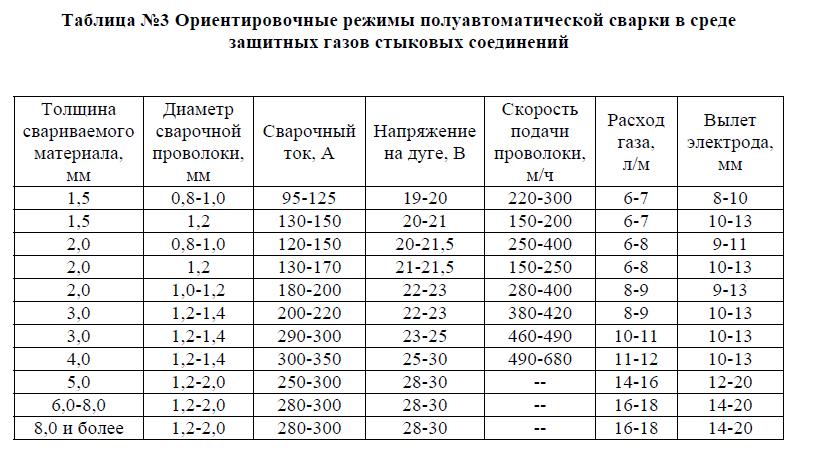 Такие смеси обозначаются как MIX и содействуют:
Такие смеси обозначаются как MIX и содействуют:
Один из самых распространенных примеров смеси — 80% аргона и 20% углекислоты. Иногда бывает 75/25%. Его используют для полуавтоматической сварки черных металлов.
Другие миксы состоят только из инертных газов. Смешиванию подвергаются аргон и гелий (40/60% или 35/65%), благодаря чему сварочная ванна защищена еще лучше. Такой микс содействует выделению тепла в зоне сварки, повышая глубину провара.
Какой конкретно газ выбирать для сварки и резки
Рассмотрим распространенные сварочные защитные газы, их свойства и применение, что упростит выбор для конкретной задачи.
Аргон (Ar)
Инертный газ, остающийся пассивным ко всем видам металлов. Не имеет запаха и цвета. Поставляется в серых баллонах с зеленой надписью. Чаще всего используется при аргонодуговой и полуавтоматической сварке легированных сталей, тугоплавких металлов, алюминия, меди. Как микс подходит для сварки углеродистых и малоуглеродистых сталей. Аргон тяжелее воздуха на 38%, поэтому эффективно вытесняет его из сварочной ванны, чем обеспечивает надежную защиту.
Не имеет запаха и цвета. Поставляется в серых баллонах с зеленой надписью. Чаще всего используется при аргонодуговой и полуавтоматической сварке легированных сталей, тугоплавких металлов, алюминия, меди. Как микс подходит для сварки углеродистых и малоуглеродистых сталей. Аргон тяжелее воздуха на 38%, поэтому эффективно вытесняет его из сварочной ванны, чем обеспечивает надежную защиту.
Углекислый газ (СО2)
Активный газ, без цвета и запаха, но с кислым вкусом. Не ядовит, растворяется в воде, взаимодействует с кислородом. Тяжелее воздуха, поэтому надежно изолирует расплавленный металл. Поставляется в черных баллонах с желтой надписью. Задействуется в полуавтоматической сварке MAG. Привлекателен низкой ценой, но выделяется повышенным разбрызгиванием металла и менее стабильной электрической дугой. При сварке с использованием углекислоты раздается характерный треск.
Чаще всего используется для кузовного ремонта, холодной посадки частей машины и пр. Хорошее качество шва обеспечивается применением углекислого газа 1 сорта. В нем нет азотной кислоты, спирта, эфиров и аммиака. Допускается использование пищевой углекислоты или газа 2 сорта, но из-за увеличенного содержания водяных паров снижаются пластические свойства стали и возможна повышенная пористость шва. Для соединения низколегированных и малоуглеродистых сталей можно подключать баллоны со смесью 30% кислорода и 70% углекислоты, но тогда окисляющие процессы увеличиваются.
Хорошее качество шва обеспечивается применением углекислого газа 1 сорта. В нем нет азотной кислоты, спирта, эфиров и аммиака. Допускается использование пищевой углекислоты или газа 2 сорта, но из-за увеличенного содержания водяных паров снижаются пластические свойства стали и возможна повышенная пористость шва. Для соединения низколегированных и малоуглеродистых сталей можно подключать баллоны со смесью 30% кислорода и 70% углекислоты, но тогда окисляющие процессы увеличиваются.
Гелий (Не)
Инертный газ, поставляемый в коричневых баллонах с белой надписью. Чистый гелий легче воздуха, поэтому для полноценной защиты сварочной ванны понадобится большой расход. Зато гелий содействует лучшему проплавлению за счет повышенного тепловложения. Подходит для сварки толстых легированных сталей и химически активных металлов. Но стоит чистый гелий дорого и применяется только на специфических производствах. Чаще оправдано использование смеси гелия с аргоном в пропорции 60/40%.
Азот
Газ без запаха и цвета. Вещество не горит, не поддерживает горение. Поставляется в черных баллонах с желтой надписью. По ГОСТу 9293-59 бывает 4-х сортов, с содержанием от 96 до 99.5%, остальное — кислород. Подходит для сварки меди.
Кислород
Активный, бесцветный, негорючий газ. Поставляется в синих баллонах с черной надписью. В чистом виде используется только для газопламенной резки и газовой сварки, поскольку активно поддерживает горение.
Для электросварки подается в качестве смеси с углекислотой или тройной смеси с углекислотой и аргоном. Содействует повышению тепловложения на поверхности материала, из-за чего форма проплавления становится не клиновидной, а в виде «гвоздя со шляпкой». Добавка кислорода улучшает капельный перенос металла. Подходит для сварки черных тонких металлов.
Водород
Активный газ, без запаха, цвета, поставляемый в зеленых баллонах с красной надписью. Используется при сварке только в смесях. Концентрация не превышает 10%. Применяется при сварке аустенитной нержавеющей стали. Смеси, где содержание водорода достигает 30-40%, подходят для плазменной резки нержавеющей стали, повышая мощность дуги и снижая количество нависающего на краях шлака.
Ответы на вопросы: о правильном выборе сварочного защитного газа Чем лучше варить малоуглеродистую сталь миксом или углекислотой? СкрытьПодробнее
При сварке чистой углекислотой дуга может немного гулять, повышается разбрызгивание металла. Аналогичный процесс в среде аргона и углекислоты проходит гораздо спокойнее, но стоит микс дороже. Для ответственных швов рекомендуем использовать защитный газ Ar+CO₂, а приварить пороги авто можно и дешевой углекислотой.
Баллоны с защитным газом бывают емкостью от 10 до 40 литров. Чем больше емкость, тем реже придется менять баллон при активной сварке. Но с увеличением вместимости, возрастает и вес. Например, баллон аргона 40 литров весит более 80 кг. Часто переставлять его неудобно, поэтому большие баллоны подходят только для стационарного рабочего места. Для выездной деятельности лучше купить баллон 10 л.
Где заправлять газовые баллоны? СкрытьПодробнееЗаправить пустой баллон защитным газом для сварки можно в пункте заправки или непосредственно на предприятии, которое производит нужный газ (у них есть заправочные пункты на территории). Важно обращаться к сертифицированным компаниям, которые проводят вакуумизацию перед заправкой, удаляя воздух и другие газы из баллона, иначе новый газ может плохо повлиять на качество сварки.
На что смотреть при покупке/обмене газового баллона для сварки? СкрытьПодробнее
Покупая сварочный баллон, проверьте дату следующего технического освидетельствования. Она не должна быть просрочена. При обмене пустого баллона на полный в специализированном пункте, смотрите тоже на дату ТО, но дополнительно оцените латунный вентиль. Он не должен быть погнут (иногда такое бывает от падения). Посмотрите на резьбу, куда будете прикручивать редуктор. Она не должна быть побита, иначе гайка не накрутится. Транспортировку баллона (пустого или полного) осуществляйте в защитном колпаке на вентиле.
Она не должна быть просрочена. При обмене пустого баллона на полный в специализированном пункте, смотрите тоже на дату ТО, но дополнительно оцените латунный вентиль. Он не должен быть погнут (иногда такое бывает от падения). Посмотрите на резьбу, куда будете прикручивать редуктор. Она не должна быть побита, иначе гайка не накрутится. Транспортировку баллона (пустого или полного) осуществляйте в защитном колпаке на вентиле.
Для каждого металла эти показатели разные. Для сварки черных или нержавеющих сталей настройте 0.5 с предпродувку и 5 с постродувку.
Как близко можно ставить баллоны с газом к месту сварки? СкрытьПодробнее
Если речь идет о защитных газах при сварке, которые не горят (углекислота, аргон, микс, гелий), то обязательного расстояния, на которое должны быть удалены баллоны нет. Но падающие искры на редуктор, манометр, газовый шланг вряд ли пойдут на пользу оборудованию, поэтому располагайте баллон на дистанции 2-3 м. Это поможет не толкнуть его случайно при перемещении сварщика по рабочему месту.
Это поможет не толкнуть его случайно при перемещении сварщика по рабочему месту.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Сварка полуавтоматом. Еще раз о подогревателе газа для новичков
В прошлой статье «Как избавиться от обмерзания» уже поднималась тема о необходимости подогрева углекислого газа, применяющегося в качестве защитной среды при полуавтоматической сварке. Тему есть еще чем дополнить, она не исчерпана, к тому же информация станет полезной для людей, которые хотят освоить азы сварочного дела, только начинают осваивать сварку.
Итак, при небольших объемах работ для сварки полуавтоматом достаточно иметь стандартный набор аксессуаров, таких как сварочная горелка, шланг по которому подается газ и проволока, клемма массы, баллон с газом. Его вполне достаточно, если вы только не занимаетесь сваркой с утра до вечера. С увеличением сваркочасов обязательно станет вопрос о покупке подогревателя газа.
Его вполне достаточно, если вы только не занимаетесь сваркой с утра до вечера. С увеличением сваркочасов обязательно станет вопрос о покупке подогревателя газа.
Для чего он нужен?
Газ находится в сжатом состоянии в баллоне. Для того, чтобы обеспечить работающее давление на выходе, необходим редуктор, который преобразует высокое давление в низкое. Например, в компрессоре воздух постоянно сжимается и из-за этого он нагревается, а в редукторе наоборот сжатый газ расширяется, переходя границу ( специальное отверстие, которое не дает газу выйти сразу) и при этом наблюдается обратный физический процесс –охлаждение. Из-за того, что углекислота находится в сильно сжатом состоянии процесс идет очень интенсивно и с сильным снижением температуры до -70 оС. К чему это может привести? Любой водяной пар, который находится в баллоне, начнет конденсироваться и образовывать кристаллы льда, которые оседая на деталях редуктора, могут закупорить отверстие и прекратить подачу. Кроме того, может произойти естественное сжатие деталей, так как известно, что все тела при нагреве испытывают расширение, а при охлаждении стремятся уменьшиться в размерах, в объеме. Особенно это относится к медным сплавам, таким как латунь, у которых высокий коэффициент линейного термического расширения. Соответственно, сварочные режимы, которые вы настроили на полуавтомате, собьются. То есть, если вы выставили расход 10 л/мин, то спустя какое-то время работы вы увидите, что газ практически не идет, так как детали изменились в размерах и «перекрыли» те показатели, которые вам необходимы были с начала и были заданы при комнатной температуре. Чтобы такое не происходило и необходим подогреватель газа.
Особенно это относится к медным сплавам, таким как латунь, у которых высокий коэффициент линейного термического расширения. Соответственно, сварочные режимы, которые вы настроили на полуавтомате, собьются. То есть, если вы выставили расход 10 л/мин, то спустя какое-то время работы вы увидите, что газ практически не идет, так как детали изменились в размерах и «перекрыли» те показатели, которые вам необходимы были с начала и были заданы при комнатной температуре. Чтобы такое не происходило и необходим подогреватель газа.
Подогреватель состоит из простого нагревательного элемента, через который течет электрический ток. Он нагревает катушку и корпус, соответственно, любой газ, который проходит через устройство, воспринимает тепло. Этого будет достаточно, чтобы не переохладить редуктор. Подогреватели бывают электронные или биметаллические с регулятором, которые вкл/выкл. при перегреве (как в обычном утюге). По питанию они разделяются на 220В, либо 24В и 36В. Низковольтные подогреватели поставляются без вилки, так как подразумевается присоединение к вилке или источнику питания (БП, трансформатор). При подключении 24В мощность снижается и максимальные параметры проходящего газа будут занижены. Если вы занимаетесь большими объемами сварочных работ, низковольтного подогревателя может оказаться недостаточно. Тридцатишестивольтный девайс уже может обеспечить до 50 л/мин прогрев газа и работы не остановятся, например, из-за сбоя настроек.
При подключении 24В мощность снижается и максимальные параметры проходящего газа будут занижены. Если вы занимаетесь большими объемами сварочных работ, низковольтного подогревателя может оказаться недостаточно. Тридцатишестивольтный девайс уже может обеспечить до 50 л/мин прогрев газа и работы не остановятся, например, из-за сбоя настроек.
P.S. При покупке полуавтомата обращайте внимание на такую важную вещь: блок питания для подогревателя газа должен находится в самом аппарате и включаться в момент нажатия кнопку подачи проволоки сварочной горелки. Почему это так важно? Устройство подогрева работает только когда вы варите (когда это действительно необходимо). В противном случае, если подогреватель работает от отдельного питания, он будет «надеяться» только на собственный терморегулятор и перегреваться до своего максимального значения (70 -80 оС). Газ же поступает очень холодный – это приводит к резкому температурному перепаду, что может привести к снижению срока эксплуатации нагревателя.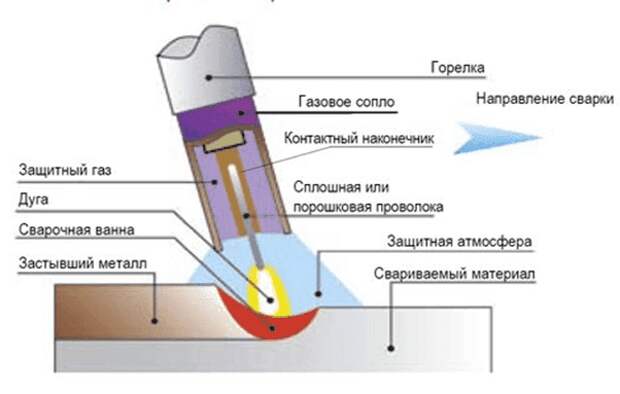
Сварка полуавтоматом без газа, только порошковой проволокой
Сварка полуавтоматом без газа, только порошковой проволокойСегодня сварка без сомнений занимает одно из лидирующих мест при производстве металлоконструкций. Полуавтоматическая сварка, как наиболее популярный вариант электродуговой сварки, даёт прекрасную возможность увеличить производительность труда и качество предоставляемой продукции.
Полуавтоматическая сварка без газа представляет собой механизированную подачу порошковой проволоки к месту сварки. Выглядит такая проволока в виде непрерывного электрода, который состоит из металлической оболочки и сердечника с порошком-наполнителем внутри.
Именно порошок позволяет защитить зону сварки и обеспечить стабильную, а также устойчивую дугу. В чем преимущества, а в чем недостатки использования порошковой проволоки без газа? Для чего вообще предназначена полуавтоматическая сварка без газового баллона?
Плюсы и минусы использования полуавтомата без газового баллона
Для сварки полуавтоматом применяется специальная электродная проволока. Поступая к месту сварки через сварочную головку, проволока плавит металл и надежно соединяет его. Использование защитных газов и особых флюсов даёт возможность увеличить глубину проплавления металла, даже используя для этого малые величины сварочного тока.
Поступая к месту сварки через сварочную головку, проволока плавит металл и надежно соединяет его. Использование защитных газов и особых флюсов даёт возможность увеличить глубину проплавления металла, даже используя для этого малые величины сварочного тока.
Но самое главное преимущество заключается в качестве сварочного шва и увеличении производительности труда. Не менее важно и то, что сварка полуавтоматом идеально подходит для соединения тонких металлов, там, где обычный электрод оказывается бессильным.
Несмотря на все это, сварка полуавтоматом без газа, одной порошковой проволокой, требует опыта. При работе с такой сваркой очень сложно следить за ходом образования шва. Также, учитывая хрупкость порошковой проволоки, особого неудобства доставляет осторожная работа со шлангом. Здесь важно исключить резкие движения.
При использовании порошковой проволоки для сварки полуавтоматом без газа требуется обязательное соблюдение полярности подключения сварочного аппарата. К держателю с массой и к изделию следует подсоединять плюсовую клемму, то есть в прямом варианте. Данная особенность связана с тем, что при плавлении порошковой проволоки нужна высокая температура, под воздействием которой образовывалось бы облако защитного газа.
К держателю с массой и к изделию следует подсоединять плюсовую клемму, то есть в прямом варианте. Данная особенность связана с тем, что при плавлении порошковой проволоки нужна высокая температура, под воздействием которой образовывалось бы облако защитного газа.
Плюсы сварки полуавтоматом без газа, только порошковой проволокой
Преимущества полуавтоматической сварки без газа, одной лишь порошковой проволокой, очевидны. В первую очередь, это отсутствие необходимости использовать газовую аппаратуру. К слову, удовольствие это не дешевое, поэтому многие как раз и отказываются от полуавтоматической сварки.
Второе преимущество связано с большим выбором сварочной проволоки для полуавтоматов. Всё это даёт прекрасную возможность получить наиболее правильный химический состав наплавленного шва, а также, определённые свойства дуги. Именно в связи с этим, сварка полуавтоматом без газа доступна каждому.
При этом стоит понимать, что использовать простую сварочную проволоку для сварки полуавтоматом без газового баллона нельзя. Можно применять только порошковую проволоку, поскольку в противном случае, сварочный шов будет неровным, с большим содержанием раковин.
Можно применять только порошковую проволоку, поскольку в противном случае, сварочный шов будет неровным, с большим содержанием раковин.
Поделиться в соцсетях
Для чего нужен защитный газ?
Важным элементом сварки методами TIG, MIG/MAG является защитный газ. TIG-сварка – ручная дуговая сварка неплавящимся электродом из вольфрама в среде защитного газа. Сварка MIG/MAG – дуговая сварка металлическим электродом в среде защитного газа.
Высокое качество сварки и производительность процесса зависит от защитного газа. Воздушная среда вокруг места сварки может содержать вредные примеси, частицы влаги, загрязнители. В результате при попадании воздуха в шов его коррозийная стойкость и прочность значительно снижаются, могут образоваться поры, измениться геометрические характеристики сварного соединения. Защитный газ соответственно защищает еще расплавленный сварной шов в процессе затвердевания от возможного окисления, влажности и других примесей в воздухе.
В качестве защитных газов используются инертные и активные газы. Наиболее распространенными защитными газами являются инертные газы гелий и аргон и активные – углекислый газ и кислород. Также могут использоваться их смеси.
Инертные газы не вступают в реакцию с расплавленным материалом свариваемых изделий. Функция инертного газа – только защита шва во время процесса. Инертный газ используется в сварке методом TIG и MIG. Активный газ напротив активно участвует в сварочном процессе. Газ стабилизирует дугу и обеспечивает равномерный перенос материала в сварной шов. Активный газ используется в сварке методом MAG.
Ярким примером защитного газа в сварочном процессе выступает аргон. Аргон абсолютно не реагирует ни с какими видами металлов, поэтому не вступает в реакцию с расплавленным металлов шва в любых условиях. Аргон наиболее широко используется в сварке методом TIG. Но при этом смесь углекислого газа и аргона уже относится к активным газам, как и, например, смесь кислорода с углекислым газом, и уже активно реагирует с материалом шва, поэтому не подходит для TIG-сварки.
Аргон не вызывает окисления и не влияет на итоговый химический состав сварного шва. Также инертным газом является гелий. Использование гелия позволяет лучше проплавить кромки и повысить скорость сварки по сравнению с аргоном. Поэтому часто используют смесь аргона с гелий для получения преимущества от использования обоих видов газов. Смесь аргона с гелием используется при сварке методами TIG и MIG.
Активные газы – углекислый газ и кислород – используются в качестве окисляющего компонента в сварке методом MAG. Их использование позволяет стабилизировать дугу и обеспечить более равномерный перенос материала. Активные газы обычно используются в виде смесей. Процентное содержание того или иного газа в смеси зависит от типа свариваемой стали.
Также к активным газам, применяемым в сварке, относят водород и азот. Водород применяется для работы с некоторыми видами нержавеющих сталей. Азот подходит для работы с медью.
Выбор сварочного защитного газа — Торговый Дом Центр Сварки
Защитный газ играет наиважнейшую роль в процессе создания качественного сварного соединения для следующих видов сварки:
- MIG — Metal Inert Gas. Метод дуговой сварки в защитной среде инертного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
- MAG — Metal Active Gas. Так же, метод полуавтоматической сварки, но уже в среде активного газа.
- TIG — Tungsten Inert Gas. Технология дуговой сварки в среде инертного газа неплавящимся электродом.
 Метод дуговой сварки в защитной среде инертного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Метод дуговой сварки в защитной среде инертного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.Зачем нужен защитный газ в сварке?
Сварочная ванна подвержена негативному влиянию кислорода из атмосферы, который может ослабить коррозионную стойкость шва, снизить его прочность и привести к образованию пор. Поток газа заключает сварочную ванну в защитную оболочку, предохраняя от вредного внешнего воздействия атмосферного воздуха, тем самым защищая затвердевающий расплавленный сварной шов от окисления, а также от содержащихся в воздухе примесей и влаги.Виды защитных газов.
Инертные. Вид газов, которые химически не взаимодействуют с нагретым металлом и не растворяются в нем. Предназначены для сварки алюминия, магния, сварки титана и их сплавов, склонных при нагреве к энергичному взаимодействию с кислородом, азотом и водородом.
Предназначены для сварки алюминия, магния, сварки титана и их сплавов, склонных при нагреве к энергичному взаимодействию с кислородом, азотом и водородом.
Пример: Аргон, Гелий, Азот (только при сварке меди и медных сплавов).
Активные. Вступают в химическое взаимодействие со свариваемым металлом и растворяются в нем.
Пример: Углекислый Газ, Водород, Кислород, Азот.
Основные сварочные газы:
|
Бесцветный, неядовитый, взрывобезопасный газ без вкуса и запаха. Обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов, например алюминий. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов. |

|
Легче воздуха, без запаха, цвета, вкуса, не ядовит. Является одноатомным инертным газом. Чаще всего используется для аргонодуговой TIG сварки цветных металлов и для сварки в потолочном положении. Имеет высокую проводимость тепла и потенциал ионизации. При сварке гелием профиль сварочного шва получается широким, хорошо смочен по краю и с довольно высоким тепловложением. Благодаря этим особенностям его чаще всего используется в качестве добавок к аргону и применяется для сваривания химически чистых или активных металлов, алюминиевых или магниевых сплавов, для обеспечения большой глубины проплавления. Хранится и транспортируется в коричневых баллонах с белой надписью. |
- УГЛЕКИСЛЫЙ ГАЗ
|
Углекислый газ обеспечивает довольно глубокое проплавление, поэтому популярен при сварке толстого металла. К недостаткам сварки в среде углекислого газа относится менее стабильная сварочная дуга, приводящая к большому образованию брызг. Также его возможна работа только на короткой дуге. Обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. Хранится и транспортируется в баллонах черного цвета с желтой надписью. |

Сварочные газы, используемые как компоненты сварочной смеси газов:
Смеси газов имеют более высокие технологические показатели, чем чистые газы. При применении их в сварочном процессе мы получаем: мелкокапельный перенос жидкого металла, формирование качественного шва, уменьшение потерь на разбрызгивание.
|
Кислород — двухатомный, активный защитный газ. Обычно используется для MIG MAG сварки как один из компонентов сварочной смеси, в концентрации менее 10%. Кислород обеспечивает очень широкий профиль сварочного шва с неглубоким проплавлением и высокое тепловложение на поверхности металла. Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса. Хранится и транспортируется в баллонах голубого цвета с черной надписью. |

|
Водород — двухатомный, активный газ. Применяется при сварке аустенитной нержавеющей стали для удаления оксида и повышения тепловложения. В результате получается широкий сварочный шов с увеличенным проплавлением. Концентрация в сварочной смеси обычно не более 10%, а при плазменной резке нержавеющей стали от 30 до 40%. Хранится и транспортируется в баллонах зеленого цвета с красной надписью.
|
|
Азот используется реже всего для защитных целей сварочной ванны. Он, в основном, используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях. Хранится и транспортируется в баллонах черного цвета с желтой надписью. |
Сварочные смеси газов:
Отличаются от химически чистых газов более высокими технологическими показателями. Позволяют получить мелкокапельный перенос жидкого металла, формируют более качественный шов и уменьшает потери на разбрызгивание. При помощи сочетания сварочных газов можно добиться увеличения производительности процесса сварки, увеличить глубину проплавления, стабилизировать электрическую дугу, повысить качество сварного соединения.|
|
Сварка TIG |
Сварка MIG/MAG |
||||
|
Сварочный газ или |
сталь |
нерж. |
алюминий |
сталь |
нерж. сталь |
алюминий |
|
Аргон (Ar) |
+ |
+ |
+ |
+ |
||
|
Гелий (He) |
+ |
|||||
| Углекислый газ (СО2) |
+ |
|||||
| Смесь Ar/ СО2 |
+ |
+ |
||||
| Смесь Ar/ О2 |
+ |
+ |
||||
| Смесь Ar/ He |
+ |
+ |
+ |
+ |
||
| Смесь Ar/ СО2/ О2 |
+ |
|||||
| Смесь Ar/ H2 |
+ |
|||||
| Смесь He/ Ar/ СО2 |
+ |
|||||
| Смесь Ar/ He/ СО2 |
+ |
+ |
||||
 сталь
сталь
Какой газ лучше всего использовать для сварки MIG?
0Последнее обновление:
Кредит: stafichukanatoly, Pixabay
При сваркеMIG используется ручной пистолет с кабельным электродом, подаваемым на катушку, и газовое сопло, которое выпускает поток газа к месту сварки. Этот газ предотвращает контакт азота, кислорода и других газов окружающей среды со сварным швом. Это гарантирует, что есть сильные и стабильные результаты.
Загрязнение может привести к низкому качеству сварного шва на вашей детали.Поэтому выбор подходящего газа необходим, если вы хотите добиться наилучших результатов. Однако какой газ лучше всего использовать при сварке MIG?
К сожалению, получить ответ не так-то просто. Для получения наилучших результатов разным металлам требуются разные типы газа. Во многих случаях смесь углекислого газа и аргона 75/25 дает отличные результаты для многих металлов. Теперь давайте рассмотрим некоторые варианты и обсудим, как выбрать предпочтительный сварочный газ MIG для вашего предприятия.Читайте дальше, чтобы узнать больше!
Лучший газ для сварки MIG: какие есть варианты?
Сварка MIG происходит с помощью дуги, возникающей через постоянный твердый кабельный электрод. Электрод пропускается через сварочный пистолет и образует сварочную ванну на поверхности металла, которая соединяет два основных материала.
Электрод пропускается через сварочный пистолет и образует сварочную ванну на поверхности металла, которая соединяет два основных материала.
Дуга защищается с помощью защитного газа, который также проходит через сварочную горелку. Защитный газ также защищает сварочную ванну от загрязнения. Различные газы могут защитить сварочную ванну от загрязнения окружающей среды.Их можно разделить на инертные и неинертные газы.
Кредит: Bru-nO, Pixabay
. Инертные газы (благородные газы)В стандартных условиях окружающей среды благородные газы обладают высокой устойчивостью к химическим изменениям. Это означает, что наилучшую защиту защитного шва и дуги обеспечивают благородные газы.
Гелий и аргон — самые распространенные благородные газы. Эти два газа обычно используются при сварке TIG и MIG.
Большинство начинающих сварщиков спрашивают: «Могу ли я сваривать низкоуглеродистую сталь с использованием аргона?»
Да, можно.
Помимо двуокиси углерода, аргон является одним из наиболее распространенных защитных газов, используемых при сварке. Обычно аргон используется сам по себе, 100% или в сочетании с одним или двумя другими газами, чтобы обеспечить более глубокое проникновение в металл.
Благодаря защите аргоном обеспечивается более широкий, но не слишком глубокий провар сварного шва. Он отлично поддерживает дугу под постоянным углом. Гелий может образовывать более глубокий сварной шов и вызывать более горячий ожог по сравнению с аргоном. Однако он более дорогостоящий по сравнению с аргоном.
Благородные газы образуют намного меньше брызг при сварке, поскольку они обладают более высокой стойкостью к химическим реакциям, чем полуинертные или неинертные газы. Гелий значительно снижает пористость сварного шва.
Однако гелий потребляет гораздо больше энергии, чем аргон, и требует большего ухода, так как он может стать жарким и привести к перегреву и выгоранию.
Многие сварщики комбинируют гелий и аргон с другими недорогими газами, чтобы снизить затраты. А поскольку чистый аргон и гелий рекомендуются только для цветных металлов, таких как медь и алюминий, смешивание также важно.
Выбор подходящего защитного газа
Многочисленные сварочные аппараты MIG предлагают различные варианты использования защитного газа. Вы должны оценить свои цели в области сварки и области применения, чтобы выбрать то, что подходит именно вам.
Сварочные газы играют решающую роль в сварочных работах. Они предотвращают попадание атмосферных газов, таких как азот, водород и кислород, в сварочную ванну. Эти атмосферные газы могут вызвать проблемы с качеством готового сварного шва, как только они попадут в сварочную ванну.Следовательно, необходим защитный газ.
Вопрос в том, какой защитный газ использовать? Аргон, диоксид углерода, кислород и гелий — четыре наиболее часто используемых защитных газа. Каждый из них предлагает беспрецедентные преимущества и недостатки в каждом приложении.
При выборе учитывайте следующее:
- Цена на газ
- Характеристики готового шва
- Подготовка и очистка после сварки
- Основной металл
- Ваши цели производительности
Стоимость газа
В любой производственной процедуре решающим фактором является стоимость.Некоторые газы стоят дороже, чем другие. CO2 (углекислый газ) — самый доступный газ из четырех газов, используемых при сварке MIG.
Вы можете использовать его в чистом виде и, следовательно, вам не нужен вторичный газ. Это сэкономит вам больше денег.
Кредит: Мимзи, Pixabay
Характеристики готового сварного шва
Некоторые детали требуют точной обработки. Позже вы можете убрать другие, в то время как другие не нуждаются в каких-либо особых требованиях к отделке. Аргон или смесь аргона с углекислым газом — лучший вариант, если вам нужно меньше брызг, лучшее сварочное действие или более плоские профили станины.
Аргон — благородный газ, поэтому он не вступает в реакцию с расплавленным сварным швом. Однако это дорого. Добавление диоксида углерода может снизить затраты и по-прежнему обеспечивать приемлемое качество сварки.
Подготовка и очистка после сваркиЕсли вас беспокоит подготовка и очистка после сварки, лучшим выбором будет смесь аргона и углекислого газа. Он обеспечивает превосходную стабильность дуги, регулирование образования луж и меньшее разбрызгивание по сравнению с чистым диоксидом углерода.
Основной материалГелий и углекислый газ обеспечивают глубокие и широкие сварные швы и поэтому идеально подходят для толстых основных материалов.Цветные металлы, такие как магний, алюминий и титан, лучше всего работают с чистым аргоном.
Гелий является отличным газом с этими металлами, а также с нержавеющей сталью. Кислород хорошо работает с мягким углеродом, нержавеющей сталью и низколегированной сталью. Однако это приводит к коррозии. Поэтому не используйте его с магнием, медью, алюминием или любыми другими экзотическими металлами.
Однако это приводит к коррозии. Поэтому не используйте его с магнием, медью, алюминием или любыми другими экзотическими металлами.
Смесь аргона и диоксида углерода хорошо работает при распылении, что увеличивает производительность.Другой предпочтительной смесью является аргон и гелий. В этой смеси скорость является фактором. Это создает более горячую дугу, которая быстро распространяется и увеличивает производительность.
Газы, используемые при сварке MIG
АргонКредит: byrev, Pixabay
Смесь от 75 до 95% аргона и от 5 до 25% диоксида углерода может быть лучшим выбором для фирм, которые больше внимания уделяют качеству сварки. Он предлагает более подходящую комбинацию регулирования образования лужи, стабильности дуги и меньшего разбрызгивания, чем чистый углекислый газ.
С этой смесью вы можете использовать процедуру переноса распылением, которая может обеспечить высокую производительность и более привлекательные сварные швы. Аргон также создает более узкий профиль проплавления, что полезно для стыковых и угловых швов.
Аргон также создает более узкий профиль проплавления, что полезно для стыковых и угловых швов.
При сварке цветных металлов, таких как титан, алюминий и магний, необходимо использовать 100% аргон.
Свойства аргона:
- Не подходит для стали.
- Это лучший газ для цветных металлов.
CO2 (диоксид углерода)
Кредит: Bru-nO, Pixabay
.При сварке MIG углекислый газ является наиболее распространенным химически активным газом. Это единственный газ, который можно использовать в чистом виде без добавления благородных газов. углекислый газ также является самым дешевым из защитных газов, что делает его привлекательным выбором, когда материальные затраты являются главным приоритетом.
Чистый диоксид углерода обеспечивает глубокое проплавление шва, что полезно при сварке широких металлов.Однако он также генерирует менее устойчивую дугу и больше брызг, чем при смешивании с другими газами. Кроме того, это ограничивается только процедурой короткого замыкания.
Кроме того, это ограничивается только процедурой короткого замыкания.
Свойства диоксида углерода:
- Проникает глубже.
- Образует много брызг.
- Недорого.
- Нельзя использовать с тонким металлом.
Кислород
Кредит: Мимзи, Pixabay
Это химически активный газ, который обычно используется в соотношении 9% или меньше для повышения текучести сварочной ванны, стабильности дуги при работе с мягким углеродом, проплавлением, нержавеющей сталью и низколегированной сталью.Однако это приводит к коррозии металла шва. Поэтому не используйте его с магнием, алюминием, медью или любыми другими экзотическими металлами.
Вы не можете использовать кислород как чистый газ. Однако вы можете смешивать его в количестве от 1% до 5% аргона и диоксида углерода. Это помогает улучшить качество сварки.
Кислород и аргон в основном используются для струйного переноса нержавеющей стали для создания устойчивой дуги. Однако из-за повышенной текучести сварочной ванны сварка в нерабочем положении может стать проблемой.
Свойства кислорода:
- Вы не можете использовать его в одиночку, так как он вызывает коррозию.
Гелий
Кредит: virusmon, Pixabay
.Как и чистый аргон, гелий в основном используется с цветными металлами, а также с нержавеющей сталью. Поскольку он обеспечивает широкий и глубокий профиль проникновения, гелий хорошо работает с толстыми металлами и обычно используется в соотношении от 25 до 75% гелия к 75 и 25% аргона.
Регулируя эти соотношения, изменяются скорость движения, профиль борта и глубина проникновения. Гелий создает более «горячую» дугу, что обеспечивает более высокую скорость движения и более высокую производительность.
Однако он самый дорогостоящий и требует более высокой скорости потока по сравнению с аргоном. Вы должны рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Когда дело доходит до сварки нержавеющей стали, гелий в основном используется в тройной комбинации диоксида углерода и аргона.
Вы должны рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Когда дело доходит до сварки нержавеющей стали, гелий в основном используется в тройной комбинации диоксида углерода и аргона.
Свойства гелия:
- Обычно не используется
- Лучшее для цветных металлов.
- Подходит для толстого основного металла.
Изображение предоставлено: Studio 72, Shutterstock
Преимущество смеси аргона и диоксида углерода и 100% диоксида углерода
Эти две газовые смеси имеют разные преимущества и недостатки. Тот, который вы будете использовать, зависит от вашей конкретной цели сварки.
Смесь аргона и диоксида углерода для защитыЕсли ваш защитный газ содержит более высокий процент смеси аргона, тогда у вас будут проекты более высокого качества.
Смесь 75-25 позволяет работать быстро и, следовательно, ваши готовые проекты будут иметь гораздо более чистый вид. Смесь предпочтительнее, если вы работаете над хрупкими проектами с более тонкими сварными швами или металлами, лежащими на верхних поверхностях ваших конструкций.
Смесь предпочтительнее, если вы работаете над хрупкими проектами с более тонкими сварными швами или металлами, лежащими на верхних поверхностях ваших конструкций.
Некоторые люди также увеличивают долю аргона и выбирают смесь 85% -25%, поскольку она обеспечивает им более гладкую поверхность борта.
Тем не менее, есть две проблемы со смесью с высоким содержанием аргона. Во-первых, это дорого. Если вы опытный сварщик, убедитесь, что ваши расходы не превышают цену, которую вы запрашиваете за свои услуги.
Другая проблема заключается в том, что более высокая концентрация аргона снижает скорость проникновения дуги. По этой причине сварщики не используют чистый аргон для сварки. Защитные газы, содержащие благородный газ, такой как аргон, не подходят для сварки MIG низкоуглеродистой стали, потому что они обычно приводят к некрасивому, непоследовательному сварному шву.
100% двуокись углерода для защиты Если вас беспокоит стоимость и вы не хотите, чтобы ваши сварные швы выглядели наилучшим образом, вы можете использовать диоксид углерода для сварки MIG низкоуглеродистой стали. Это значительно дешевле, чем смесь аргона, и его можно приобрести в розничных магазинах.
Это значительно дешевле, чем смесь аргона, и его можно приобрести в розничных магазинах.
не является благородным газом, как аргон. Однако он обеспечивает достаточную химическую защиту, которая обычно используется при сварке MIG в качестве защитного газа. Реакция с дугой вызывает ощущение «горячего», по сравнению со смесью C25.
Обеспечивает более глубокое проникновение в соединительные металлы и создает прочный, более крупный валик. При использовании чистого углекислого газа электрическая дуга нестабильна.Это заставляет дугу потрескивать и хлопать сильнее, образуя брызги.
Также при сварке образует небольшое количество дыма и дыма. Более высокое разбрызгивание означает, что после завершения работы потребуется дополнительная очистка. Не следует использовать чистый углекислый газ, если вы свариваете более тонкие металлические калибры при низком токе. Это потому, что дуга может пробить раму.
Заключение: как выбрать лучший газ для сварки MIG
Если вы ищете лучший газ для сварки MIG, который имеет широкое применение, возможно, лучшим выбором будет 25% углекислого газа и 75% аргона или что-то подобное, например смесь 80/20.
Если у вас ограниченный бюджет и вы не против убрать немного дополнительных брызг, углекислый газ стоит недорого и отлично, когда дело доходит до экспериментов и любительской сварки. Использование 100% аргона для сварки алюминия методом MIG или, как правило, для сварки TIG.
С нержавеющей сталью все становится дороже, если больше гелия смешать с аргоном и углекислым газом или кислородом. Там у вас также есть возможность выбрать более дешевый C2 со смесью 98/20.
Всегда принимайте во внимание металлы, которые вы хотите сваривать, и убедитесь, что вы получаете максимальную отдачу от потока газа.Не забывайте, что ключом к надежному рисунку валика и предотвращению перегрева металла является ваш предпочтительный газ и его скорость потока.
Для настройки расхода газа и экспериментов свяжитесь с производителем, чтобы узнать, что подойдет вам лучше всего и что будет удобным.
Кредит избранного изображения: stafichukanatoly, Pixabay
Как выбрать типы защитного газа для GMAW
- Гелий имеет более низкую плотность, чем аргон, который требует более высоких скоростей потока. Гелий также является газом с одним атомом, который обычно используется для более толстых материалов. Это также хороший выбор для сварки алюминия. Потому что, несмотря на его ограниченно высокую цену, гелий уже редко встречается в отрасли.
 Гелий также является газом с одним атомом, который обычно используется для более толстых материалов. Это также хороший выбор для сварки алюминия. Потому что, несмотря на его ограниченно высокую цену, гелий уже редко встречается в отрасли.
Гелий также является газом с одним атомом, который обычно используется для более толстых материалов. Это также хороший выбор для сварки алюминия. Потому что, несмотря на его ограниченно высокую цену, гелий уже редко встречается в отрасли.- Двуокись углерода (CO 2 ) редко используется сама по себе, потому что она дает широкий сварной шов и часто приводит к образованию большого количества брызг. CO 2 чаще всего сочетается с аргоном для получения наилучшего конечного результата. CO 2 также является химически активным газом, что означает, что он имеет высокий потенциал ионизации.
Газы, используемые в смесях
- Кислород — это двухатомная молекула, обычно добавляемая в газовые смеси GTAW в количестве 10% или меньше. Его можно рассматривать как дополнение к аргону для GMAW, поскольку он может помочь создать глубокий и узкий проплавленный сварной шов в специализированных приложениях.

- Водород — активный защитный газ, который также обычно используется в смесях GMAW в количестве 10% или меньше.Эта двухатомная молекула имеет тенденцию давать горячие бусинки с широкой поверхностью. Водород в основном используется в материалах из нержавеющей стали для улучшения текучести и увеличения скорости движения.
При выборе защитного газа для GMAW необходимо учитывать три основных компонента: тип материала, тип наполнителя и режим переноса.
- Тип материала : Наиболее важным фактором является соответствие вашего газа типу материала.Например, сталь намного плотнее алюминия, поэтому для достижения желаемого результата сварки требуется другой защитный газ. Также важно учитывать толщину материалов, поскольку более толстые материалы потребуют более высоких тепловложений.
- Присадочный металл Тип : дважды проверьте соответствие присадочного металла основному материалу. Это даст вам уверенность, когда дело доходит до выбора наилучшего защитного газа.
- Режим переноса сварки : определите, используете ли вы короткое замыкание, дугу с разбрызгиванием, импульсную дугу или глобальный перенос.Каждый режим передачи будет лучше работать с определенными защитными газами, чем с другими.
Когда дело доходит до защитного газа для GMAW, нужно учесть гораздо больше. Следите за новостями в следующих статьях, в которых мы рассмотрим правильный поток защитного газа и подробно расскажем о процессе GMAW для каждого типа материала!
GMAW Welding Equipment Builders Выбор подходящего защитного газа — важный шаг на пути к успеху сварки.При правильной оптимизации это не только улучшит качество сварки, но и сэкономит деньги и время. Команда Bancroft Engineering может помочь вам выбрать подходящий защитный газ и убедиться, что ваша автоматизированная или полуавтоматическая сварочная система дает наилучшие результаты. Свяжитесь с нашими инженерами-сварщиками сегодня!
Свяжитесь с нашими инженерами-сварщиками сегодня!
Что такое сварка MIG (GMAW)?
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите веб-сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не входят выпускники, недоступные
для работы по причине продолжения образования, военной службы, состояния здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие специализированные программы повышения квалификации и занятые на должностях.
которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП
образовательное учреждение и не может гарантировать работу или заработную плату.
ИМП
образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и специалисты по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200.Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрении работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Дополнительная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант Salute to Service доступен всем ветеранам, имеющим право на участие, во всех местах на территории кампуса.Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Ориентировочная годовая средняя заработная плата техников и механиков в области автомобильного сервиса в Службе занятости и заработной платы Бюро статистики труда США, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, сервисный писатель, инспектор по смогу и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве.
Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20,59 доллара.
Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, сервисный писатель, инспектор по смогу и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве.
Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20,59 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Специалисты по обслуживанию автомобилей
и механики, дата просмотра 2 июня 2021 г.)
Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Специалисты по обслуживанию автомобилей
и механики, дата просмотра 2 июня 2021 г.)
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и брейзеров в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. ИМП
достижения выпускников могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Начальный уровень
зарплаты могут быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
сертифицированный инспектор и контроль качества. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве сварщиков, резчиков, паяльщиков и брейзеров в штате Массачусетс (51-4121)
составляет от 34 399 до 48 009 долларов (данные по Массачусетсу и развитию рабочей силы, май 2019 г., просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует зарплаты начального уровня.
данные. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,97 и 14,24 доллара соответственно.
Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
сертифицированный инспектор и контроль качества. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве сварщиков, резчиков, паяльщиков и брейзеров в штате Массачусетс (51-4121)
составляет от 34 399 до 48 009 долларов (данные по Массачусетсу и развитию рабочей силы, май 2019 г., просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует зарплаты начального уровня.
данные. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Сварщики, Резаки, Паящики,
и Brazers, просмотрено 2 июня 2021 г.)
(Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Сварщики, Резаки, Паящики,
и Brazers, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения для конкретного производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата специалистов по ремонту автомобилей и связанных с ними ремонтных работ в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Выпускников ИТИ
достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня
может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
оценщик, оценщик и инспектор.Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс
составляет от 30 765 до 34 075 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по ремонту дорожных покрытий в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара. 40. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Ремонтники, просмотрено 2 июня 2021 г.)
40. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Ремонтники, просмотрено 2 июня 2021 г.)
29) Расчетная годовая средняя зарплата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г.UTI является образовательным учреждением и не может гарантировать трудоустройство или
оплата труда. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на
заработная плата. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников.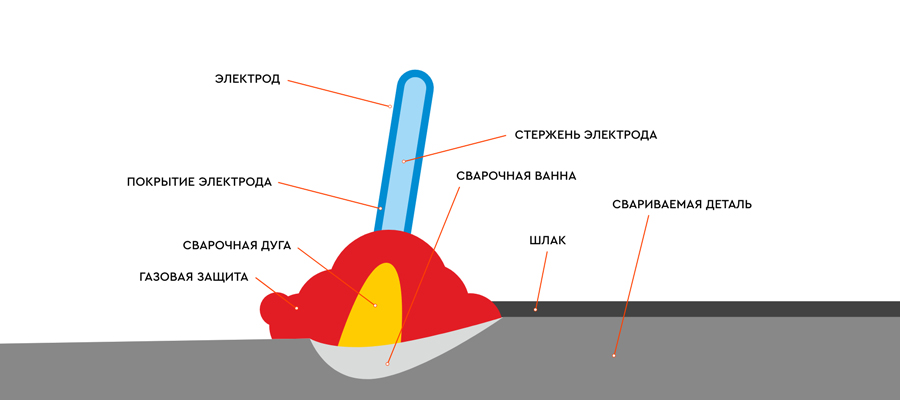 Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса — от 34 323 до 70 713 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi / OccupationalEmploymentAndWageSpecificOccupations #). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата квалифицированных дизельных техников составляет около 50%.
в Северной Каролине, опубликованная в мае 2021 года, стоит 23 доллара.20. Бюро статистики труда не публикует данные о заработной плате начального уровня.
Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса — от 34 323 до 70 713 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi / OccupationalEmploymentAndWageSpecificOccupations #). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата квалифицированных дизельных техников составляет около 50%.
в Северной Каролине, опубликованная в мае 2021 года, стоит 23 доллара.20. Бюро статистики труда не публикует данные о заработной плате начального уровня.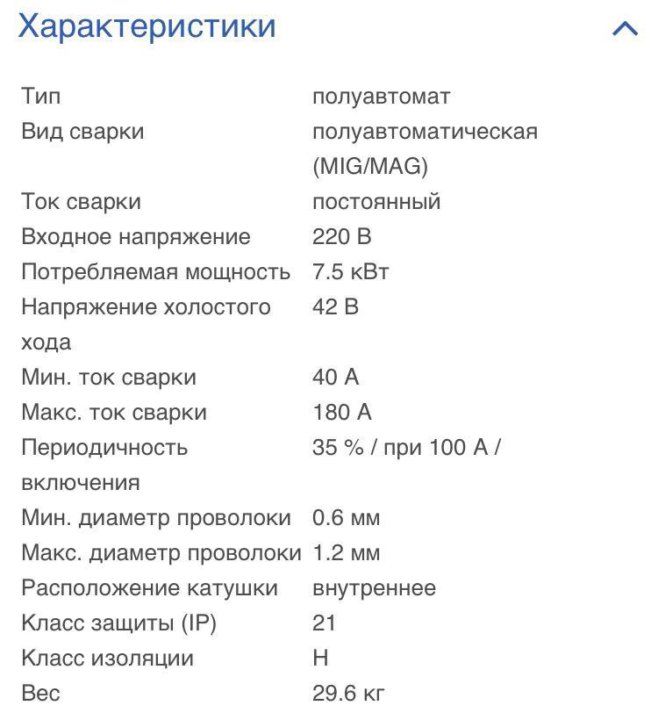 Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда, занятости и заработной платы США, май 2020 г. Механики автобусов и грузовиков и специалисты по дизельным двигателям, дата просмотра 2 июня 2021 г.)
Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда, занятости и заработной платы США, май 2020 г. Механики автобусов и грузовиков и специалисты по дизельным двигателям, дата просмотра 2 июня 2021 г.)
30) Расчетная годовая средняя зарплата механиков мотоциклов в Бюро статистики труда США ‘ Трудовая занятость и заработная плата, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ
может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс).
Рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2021 года, составляет 15 долларов.94. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 доллара соответственно.
Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс).
Рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2021 года, составляет 15 долларов.94. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Motorcycle Mechanics,
просмотрено 2 июня 2021 г.)
(Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Motorcycle Mechanics,
просмотрено 2 июня 2021 г.)
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
Достижения выпускников ММИ могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.
Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических,
такие как обслуживание оборудования, инспектор и помощник по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса стоит от 30 740 до 41 331 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18 долларов.61. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Специалисты по обслуживанию, просмотр 2 июня 2021 г.
Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса стоит от 30 740 до 41 331 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18 долларов.61. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Специалисты по обслуживанию, просмотр 2 июня 2021 г. )
)
33) Курсы различаются в зависимости от кампуса. За подробностями обращайтесь к представителю программы в кампусе, в котором вы заинтересованы.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.S. Профессиональная занятость и заработная плата Бюро статистики труда, май 2020 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.
Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей.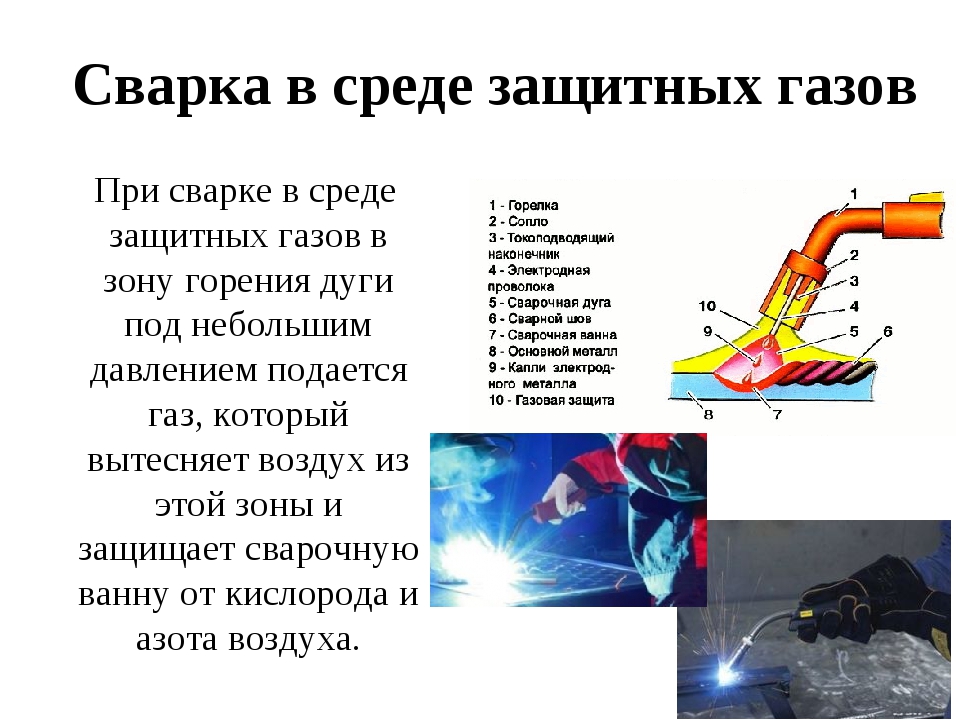 Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и
Пластмасса (51-4011) в Содружестве Массачусетса стоит 37 638 долларов (Массачусетсская рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20,24 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Компьютер с ЧПУ
Операторы инструментов, просмотр 2 июня 2021 г.
Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и
Пластмасса (51-4011) в Содружестве Массачусетса стоит 37 638 долларов (Массачусетсская рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20,24 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Компьютер с ЧПУ
Операторы инструментов, просмотр 2 июня 2021 г. )
)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям — 296 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 161 800; и операторы инструментов с ЧПУ, 154 500.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
39) Повышение квалификации доступно выпускникам только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.S. Бюро статистики труда прогнозирует в среднем 69 000 вакансий в год в период с 2020 по 2030 год. В число вакансий входят вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. См. Таблицу 1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
42) Для сварщиков, резаков, паяльщиков и паяльщиков U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 49 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу
1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
См. Таблицу
1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 28 100 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10. Разделения и вакансии по профессиям, прогнозируемые на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
44) Для кузовных и связанных с ним ремонтников: U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 15 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10.
Разделение и вакансии по профессиям, прогноз на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10.
Разделение и вакансии по профессиям, прогноз на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
45) Для операторов инструментов с ЧПУ: U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 16 500 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. Видеть Таблица 1.10 Профильные увольнения и вакансии, прогнозируемые на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков к 2030 году составит 705 900 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls. gov, просмотр 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls. gov, просмотр 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
48) По прогнозам Бюро статистики труда США, общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2030 году составит 296 800 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
49) По прогнозам Бюро статистики труда США, общая занятость в сфере автомобильного кузова и связанных с ним ремонтных мастерских составит 161800 человек к 2030 году. См. Таблицу 1.2.
Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено в ноябре
18, 2021.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено в ноябре
18, 2021.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране к 2030 году составит 452 400 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Обновлено в ноябре 18, 2021.
51) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость операторов компьютерных инструментов с числовым программным управлением составит 154 500 человек. www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
52) Бюро статистики труда США прогнозирует, что в период с 2020 по 2030 год среднегодовое количество вакансий по стране в каждой из следующих профессий составит: Техники и механики автомобильного сервиса — 69 000; Механика автобусов и грузовиков и дизельный двигатель
Специалисты — 28 100 человек; и сварщики, резаки, паяльщики и паяльщики, 49 200. Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2020–2030 годы, Бюро США.
of Labor Statistics, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 года.
Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2020–2030 годы, Бюро США.
of Labor Statistics, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 года.
53) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям, 296 800 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
Оборудование для полуавтоматической системы GMAW | Металлургия
Эта статья проливает свет на пять основных устройств, необходимых для полуавтоматической системы GMAW.К оборудованию относятся: 1. Источник питания 2. Узлы подачи проволоки 3. Пистолет GMAW и сборка канала подачи проволоки 4. Системы защитного газа и охлаждающей воды 5. Используемые материалы.
Оборудование №1. Источник питания: GMAW использует постоянный ток. и почти всегда с положительным электродом. Такое состояние сварки приводит к стабильной дуге с плавным переносом металла, что приводит к малому разбрызгиванию и получению сварного шва хорошего качества. Переменный ток не подходит для GMAW, потому что он приводит к гашению дуги каждые полупериод и может не только вызвать частичное выпрямление сварочного тока, но также может привести к полному гашению дуги.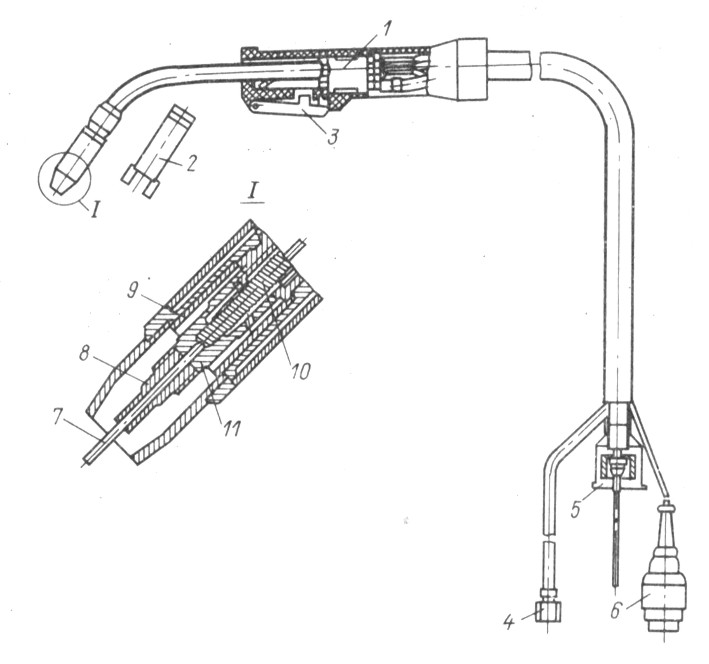 Постоянный ток с отрицательным электродом, хотя и дает более высокую скорость наплавки, также не является предпочтительным, поскольку может вызвать нестабильную и неустойчивую дугу. Более того, это устраняет преимущество дуговой очистки рабочей поверхности.
Постоянный ток с отрицательным электродом, хотя и дает более высокую скорость наплавки, также не является предпочтительным, поскольку может вызвать нестабильную и неустойчивую дугу. Более того, это устраняет преимущество дуговой очистки рабочей поверхности.
Могут использоваться как трансформаторно-выпрямительный агрегат, так и источник питания мотор-генератор. Источники питания GMAW обычно рассчитаны на 60% и 100% рабочий цикл для полуавтоматического и автоматического режимов соответственно. Статическая вольт-амперная характеристика источника питания может варьироваться от постоянного напряжения или плоской характеристики до постоянного тока.Для автоматического процесса GMAW иногда используется источник питания с нарастающей вольт-амперной характеристикой.
Источник питания с плоской характеристикой более популярен для GMAW, поскольку он обеспечивает саморегулирование сварочной дуги. Таким образом, можно использовать устройство подачи проволоки с настройками постоянной скорости. В таком аппарате сварочный ток напрямую зависит от скорости подачи проволоки. Поэтому для достижения высоких скоростей наплавки проволоку подают с более высокими скоростями подачи. Такой источник питания дает очень высокий ток, если электрод замыкается на заготовку.Источники питания этого типа используются для сварки всех металлов.
В таком аппарате сварочный ток напрямую зависит от скорости подачи проволоки. Поэтому для достижения высоких скоростей наплавки проволоку подают с более высокими скоростями подачи. Такой источник питания дает очень высокий ток, если электрод замыкается на заготовку.Источники питания этого типа используются для сварки всех металлов.
Для источника питания с падающей ВАХ желаемый ток получается путем соответствующей настройки на машине. Длина дуги контролируется автоматической регулировкой скорости подачи проволоки. К этому типу источника питания лучше всего подходят электроды большого диаметра с автоматическим или механизированным режимом. Большинство источников питания постоянного тока имеют падающую характеристику V-I, хотя также доступны источники питания постоянного тока.Однако источники постоянного тока не обеспечивают саморегулирования длины дуги; Схема измерения напряжения используется для поддержания желаемой длины дуги за счет изменения скорости электрода.
Источники питания с возрастающей характеристикой V-I иногда используются с автоматизированной системой GMAW с более толстыми электродами, чем те, которые используются в полуавтоматической системе. Диапазон напряжений для такого источника питания больше, чем для источника постоянного напряжения, и в нем по мере увеличения тока напряжение также увеличивается.
Диапазон напряжений для такого источника питания больше, чем для источника постоянного напряжения, и в нем по мере увеличения тока напряжение также увеличивается.
В автоматическом GMAW устройство подачи проволоки также включает в себя сварочную горелку, однако в полуавтоматическом режиме они разделены для обеспечения гибкости процесса. Чтобы протолкнуть проволоку через несколько метров гибкого трубопровода со скоростью от 2-5 до 25 м / мин, необходимо иметь мощные двигатели подачи проволоки, приводящие в движение ролики с нескользящей насечкой или с V-образной канавкой.
Эти двигатели обычно являются электрическими (типа постоянного тока) с регулируемой скоростью.Подача проволоки обычно поддерживается постоянной посредством предварительной настройки, поэтому большинство двигателей подачи имеют шунтирующую обмотку или типы с постоянными магнитами. Однако двигатели с регулируемой скоростью вращения используются с источниками постоянного тока. Скорость такого двигателя изменяется в зависимости от обратной связи для поддержания постоянной длины дуги.
Скорость такого двигателя изменяется в зависимости от обратной связи для поддержания постоянной длины дуги.
Помимо механизма привода проволоки, устройство подачи проволоки также содержит устройство для управления потоком газа, двухпозиционный переключатель для подачи тока и для заправки проволоки для начальной регулировки.
Оборудование № 3. Пистолет GMAW и узел канала подачи проволоки: Пистолетыдля большинства универсальных работ GMAW имеют допустимую нагрузку по току до 200 А и имеют воздушное охлаждение дуги. Существует три типа таких пистолетов, а именно: нажимного типа, тянущего типа и пушпульного типа.
Пистолет нажимного типа обычно подключается к устройству подачи проволоки через гибкий трубопровод с максимальной длиной около 4 м. Проволока проталкивается через канал механизмом подачи проволоки.Такое расположение считается удовлетворительным для стальной проволоки диаметром от 0-8 до 2-4 мм и алюминиевой проволоки диаметром от 1,2 до 3,2 мм.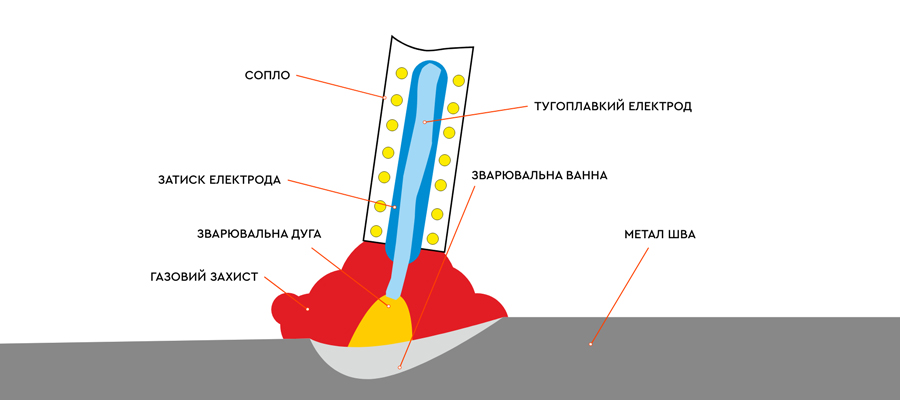
Пистолет прижимного типа содержит автономный механизм подачи проволоки для подачи проволоки с удаленной катушки по гибкому каналу на длину до 15 м. Когда такой пистолет используется в сочетании с механизмом подачи толкающего типа, он называется двухтактным, и приводные двигатели синхронизируются, чтобы избежать несоответствия и повреждения проволочного электрода. С этими типами подающих механизмов можно использовать стальную и алюминиевую проволоку диаметром от 0-8 до 1-6 мм.
Пистолеты GMAW, которые требуются для подачи алюминиевой проволоки диаметром менее 1,6 мм, снабжены автономным механизмом подачи и подачи проволоки. Катушка с проволокой обычно имеет диаметр 100 мм, а ее вес с проволокой составляет от 0,5 до 1 кг. Обычно в таких горелках используется прижимной механизм подачи проволоки с диаметром проволоки от 0,8 до 1,2 мм.
Пистолеты GMAW для более высоких токов (200-750 А) относятся к типу с водяным охлаждением, в которых вода циркулирует в каналах вокруг контактной трубки и газового сопла. Маневренность таких орудий снижается из-за увеличенного веса, поэтому их часто используют с механизированными и автоматическими сварочными системами.
Маневренность таких орудий снижается из-за увеличенного веса, поэтому их часто используют с механизированными и автоматическими сварочными системами.
Подача тока к электроду обеспечивается в пистолете с помощью контактной трубки из медного сплава с резьбой. Трубки разного диаметра подходят для разного диаметра проволоки, чтобы обеспечить хороший контакт.
Канал подачи проволоки должен иметь гладкое отверстие, но должен плотно окружать проволоку, чтобы избежать ее коробления. Трубопровод должен быть гибким, но достаточно жестким, чтобы избежать перегибов при изгибе до небольшого радиуса.Обычно для подачи стальной проволоки подходят спиральные стальные (карнизные) трубы. Однако алюминиевые провода истираются и заедают, если в них не вставлены нейлоновые или тефлоновые футеровки.
Оборудование № 4. Системы защитного газа и охлаждающей воды: Регуляторы давления газа устанавливаются на стандартных газовых баллонах для обеспечения постоянного давления и расхода защитного газа. Для контроля расхода газа предусмотрен расходомер в виде калиброванной пластмассовой трубки.Калибровка обычно выражается в л / мин. Расходомеры газа для разных газов имеют разные калибровки из-за разницы в их плотностях, поэтому один расходомер не может использоваться для всех газов.
Для контроля расхода газа предусмотрен расходомер в виде калиброванной пластмассовой трубки.Калибровка обычно выражается в л / мин. Расходомеры газа для разных газов имеют разные калибровки из-за разницы в их плотностях, поэтому один расходомер не может использоваться для всех газов.
В баллоне высокого давления обычно имеется индивидуальный защитный газ, а газовую смесь обычно можно получить у поставщика по запросу. Однако также доступны газосмесительные установки, которые можно подсоединять к двум баллонам с разными газами для получения смесей в желаемых пропорциях.Такие агрегаты чаще всего используются для смешивания CO 2 и аргона.
В пистолетах GMAW для использования с током выше 200 А для охлаждения сопла используется вода. Водяное охлаждение значительно увеличивает срок службы контактной трубки и сопла. Это также облегчает удаление брызг из сопла. Сверхмощные механизированные или автоматические головки также имеют контактные трубки с водяным охлаждением.
Пистолеты с водяным охлаждением часто снабжены механизмом для автоматического отключения подачи тока, когда поток воды прекращается; это защищает пистолет от перегрева в случае внезапного прекращения подачи воды.
Электромагнитные клапаныпредназначены для включения и выключения газа и воды, в то время как реле включают и выключают двигатель механизма подачи проволоки и контакторы тока. Обычно с этим справляется единственный переключатель, встроенный в пистолет.
Оборудование № 5. Используемые материалы:Материалы, используемые для GMAW, — это присадочный металл и защитный газ. Подающую проволоку и защитный газ необходимо тщательно выбирать в соответствии с свариваемым материалом, а также с учетом вариаций процесса (MIG, CO 2 , FCAW и т. Д.) быть трудоустроенным.
Присадочная или подающая проволока выбирается таким образом, чтобы обеспечить совместимость основного металла и наплавленного металла, чтобы получить металл требуемого состава и прочности. Национальные и международные стандарты содержат рекомендации по выбору присадочного металла для свариваемого металла.
Национальные и международные стандарты содержат рекомендации по выбору присадочного металла для свариваемого металла.
Присадочная проволока продается в катушках разного размера и веса с аккуратной намоткой слоев для подачи в пистолет с минимальным риском заедания. Провода с чрезмерно жестким характером часто перекручиваются, вызывая затруднения при подаче и пружинящее действие.Такие провода также имеют тенденцию закручиваться по спирали на выходе из контактной трубки, что часто приводит к волнистому валику. Присадочную проволоку нагружают на катушки трением, чтобы разматывать при небольшом натяжении. В подающей проволоке предусмотрено механическое запорное устройство, чтобы избежать перебега подающей проволоки из-за инерции, когда ток отключен.
Выбор защитного газа зависит от состава рабочего материала, типа присадочной проволоки, положения сварки, варианта процесса и желаемого качества сварки.Таблицу 5-6 можно использовать в качестве руководства при выборе защитного газа.
Расход газа зависит от размера сопла пистолета GMAW и составляет от 4 до 40 л / мин; однако наиболее часто используемый диапазон составляет от 7 до 12 л / мин.
Процесс сварки MIG или газовой дуговой сварки (GMAW)
Сварка MIG сплошной проволокой
Газовая дуговая сварка металлическим электродом (GMAW) или M etal I nert G as (MIG) Сварка (MIG) была впервые запатентована в США в 1949 году для сварки алюминия.Дуга и сварочная ванна, сформированные с использованием неизолированного проволочного электрода, были защищены газообразным гелием, доступным в то время. Примерно с 1952 года этот процесс стал популярным в Великобритании для сварки алюминия с использованием аргона в качестве защитного газа и для углеродистой стали с использованием CO 2 .
Смеси CO 2 и аргона CO 2 известны как процессы с металлоактивным газом (MAG). MIG — привлекательная альтернатива MMA, предлагающая высокие скорости наплавки и высокую производительность.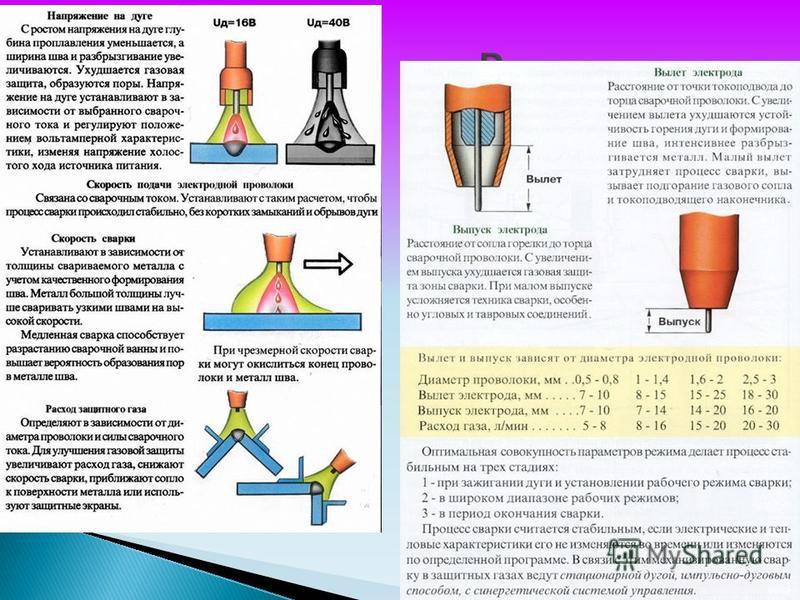
(1) Направление движения, (2) Контактная трубка, (3) Электрод, (4) Защитный газ, (5) Расплавленный металл шва, (6) Затвердевший металл шва, (7) Заготовка
Характеристики процесса
MIG похож на MMA в том, что тепло для сварки создается за счет образования дуги между металлическим электродом и заготовкой; электрод плавится, образуя сварной валик.Основные отличия заключаются в том, что металлический электрод представляет собой проволоку небольшого диаметра, подаваемую с катушки, и требуется подача защитного газа извне. Поскольку проволока подается непрерывно, этот процесс часто называют полуавтоматической сваркой.
Режим переноса металла
Способ или режим, в котором металл переходит от электрода в сварочную ванну, в значительной степени определяет рабочие характеристики процесса. Существует три основных режима переноса металла.
- Короткое замыкание
- Капли / спрей
- Импульсный
Короткое замыкание и импульсный перенос металла используются для работы с низким током, в то время как перенос металла распылением используется только при высоких сварочных токах. При коротком замыкании или переносе «погружением» расплавленный металл, образующийся на конце проволоки, переносится путем погружения проволоки в сварочную ванну. Это достигается установкой низкого напряжения; для проволоки диаметром 1,2 мм напряжение дуги варьируется от 17 В (100 А) до 22 В (200 А). Чтобы минимизировать разбрызгивание, необходимо соблюдать осторожность при настройке напряжения и индуктивности в зависимости от скорости подачи проволоки. Индуктивность используется для управления скачком тока, возникающим при погружении проволоки в сварочную ванну.
При коротком замыкании или переносе «погружением» расплавленный металл, образующийся на конце проволоки, переносится путем погружения проволоки в сварочную ванну. Это достигается установкой низкого напряжения; для проволоки диаметром 1,2 мм напряжение дуги варьируется от 17 В (100 А) до 22 В (200 А). Чтобы минимизировать разбрызгивание, необходимо соблюдать осторожность при настройке напряжения и индуктивности в зависимости от скорости подачи проволоки. Индуктивность используется для управления скачком тока, возникающим при погружении проволоки в сварочную ванну.
Для капельного или распылительного переноса необходимо гораздо более высокое напряжение, чтобы провод не касался контакта i.е. короткое замыкание, со сварочной ванной; для проволоки диаметром 1,2 мм напряжение дуги варьируется от 27 В (250 А) до 35 В (400 А). Расплавленный металл на кончике проволоки переходит в сварочную ванну в виде брызг из мелких капель (диаметром примерно с проволоку и меньше). Однако существует минимальный уровень тока, порог, ниже которого капли не будут принудительно выбрасываться через дугу. Если попытаться применить технику открытой дуги намного ниже порогового уровня тока, малых сил дуги будет недостаточно для предотвращения образования больших капель на конце проволоки.Эти капли будут беспорядочно перемещаться по дуге под действием обычных гравитационных сил. Импульсный режим был разработан как средство стабилизации разомкнутой дуги при низких уровнях тока, то есть ниже порогового уровня, во избежание короткого замыкания и разбрызгивания. Перенос металла достигается применением импульсов тока, каждый из которых имеет силу, достаточную для отделения капли. Синергетическая импульсная сварка MIG относится к особому типу контроллера, который позволяет настраивать источник питания (параметры импульса) в зависимости от состава и диаметра проволоки, а также частоты импульсов, чтобы установить скорость подачи проволоки.
Если попытаться применить технику открытой дуги намного ниже порогового уровня тока, малых сил дуги будет недостаточно для предотвращения образования больших капель на конце проволоки.Эти капли будут беспорядочно перемещаться по дуге под действием обычных гравитационных сил. Импульсный режим был разработан как средство стабилизации разомкнутой дуги при низких уровнях тока, то есть ниже порогового уровня, во избежание короткого замыкания и разбрызгивания. Перенос металла достигается применением импульсов тока, каждый из которых имеет силу, достаточную для отделения капли. Синергетическая импульсная сварка MIG относится к особому типу контроллера, который позволяет настраивать источник питания (параметры импульса) в зависимости от состава и диаметра проволоки, а также частоты импульсов, чтобы установить скорость подачи проволоки.
типичная горелка MIG (фото любезно предоставлено Fronius International GmbH)
Защитный газ
Помимо общей защиты дуги и сварочной ванны, защитный газ выполняет ряд важных функций.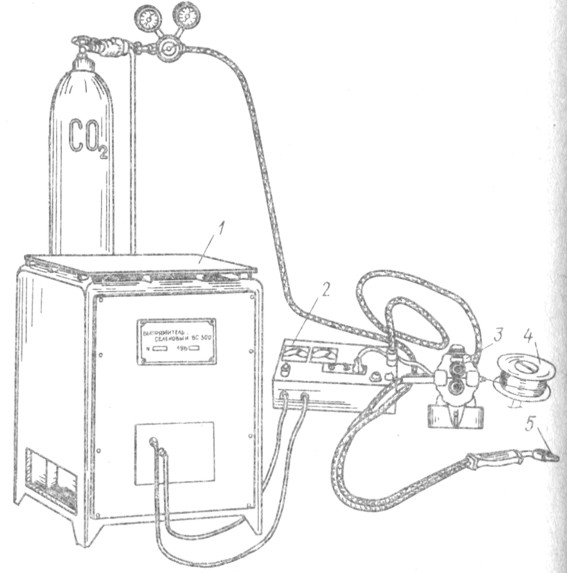
- образует дуговую плазму
- стабилизирует корни дуги на поверхности материала
- обеспечивает плавный перенос капель расплава от проволоки в сварочную ванну.
Таким образом, защитный газ будет иметь существенное влияние на стабильность дуги и переноса металла, а также на поведение сварочной ванны, в частности, на ее проплавление.Защитные газы общего назначения для сварки MIG представляют собой смеси аргона, кислорода и CO 2 , а специальные газовые смеси могут содержать гелий. Газы, которые обычно используются для различных материалов: ..
Стали
- CO 2
- аргон +2 до 5% кислорода
- аргон от +5 до 25% CO 2
Цветные металлы
Газы на основе аргона по сравнению с CO 2 , как правило, более устойчивы к настройкам параметров и создают более низкие уровни разбрызгивания в режиме переноса по наклону.Однако существует больший риск отсутствия дефектов плавления, поскольку эти газы более холодные. Поскольку CO 1 не может использоваться в режимах открытой дуги (импульсный или струйный перенос) из-за высоких сил обратной плазмы, обычно используются газы на основе аргона, содержащие кислород или CO 2 .
Поскольку CO 1 не может использоваться в режимах открытой дуги (импульсный или струйный перенос) из-за высоких сил обратной плазмы, обычно используются газы на основе аргона, содержащие кислород или CO 2 .
Приложения
MIG широко используется в большинстве отраслей промышленности и составляет более 50% всего наплавленного металла сварных швов. По сравнению с MMA, MIG имеет преимущество с точки зрения гибкости, скорости наплавки и пригодности для механизации.Однако следует отметить, что, хотя MIG идеально подходит для «разбрызгивания» металла, от сварщика требуется высокая степень манипулятивного мастерства.
Справочная информация ..
TWI — Всемирный центр технологий соединения материалов (там можно найти много информации о сварке).
Для голландцев, смотрите NIL — Nederlands Instituut voor Lastechniek
Стандартные сварочные процессы | Инспекционная
Существует много различных типов сварочных процессов, некоторые из которых используются чаще, чем другие. В нефтеперерабатывающей и нефтехимической промышленности в основном используется дуговая сварка . Дуговая сварка — это процесс, при котором источник сварочного тока используется для создания электрической дуги (для создания тепла) между расходуемым или неплавящимся электродом и основным материалом для плавления металлов в точке сварки.
В нефтеперерабатывающей и нефтехимической промышленности в основном используется дуговая сварка . Дуговая сварка — это процесс, при котором источник сварочного тока используется для создания электрической дуги (для создания тепла) между расходуемым или неплавящимся электродом и основным материалом для плавления металлов в точке сварки.
Если говорить еще больше, существует несколько способов дуговой сварки. Некоторые из этих процессов, включая их преимущества и ограничения, описаны в разделах ниже.
Дуговая сварка защищенного металла (SMAW)
Дуговая сварка защищенного металла (SMAW), также называемая «сваркой штучной сваркой», является наиболее часто используемым из различных методов дуговой сварки (дуговая сварка — это процесс, в котором используется электричество для получения тепла, достаточного для плавления и соединения металлов). В этом процессе сварки используется постоянный переменный ток (AC) или постоянный ток (DC), который протекает через покрытый флюсом электрод, чтобы создать дугу между электродом и соединяемыми металлами. При возникновении дуги основной металл заготовки и электродный металл плавятся вместе, образуя сварочную ванну.Флюс на электроде разлагается по мере плавления электрода, защищая дугу. Этот флюс предотвращает окисление сварного шва окружающим воздухом.
При возникновении дуги основной металл заготовки и электродный металл плавятся вместе, образуя сварочную ванну.Флюс на электроде разлагается по мере плавления электрода, защищая дугу. Этот флюс предотвращает окисление сварного шва окружающим воздухом.
Ключевые преимущества и ограничения этого процесса дуговой сварки:
Преимущества:
- Поскольку это наиболее часто используемый вид дуговой сварки, сварочные аппараты и оборудование всегда доступны.
- Оборудование относительно недорогое, а уровень обучения ниже, чем у других сварочных процессов.
- Поскольку дуга защищена флюсом, нанесенным на электрод, SMAW является отличным процессом на открытом воздухе / при сильном ветре, где защитный газ может улетучиться.
Ограничения:
- SMAW образует шлак на сварном шве, который необходимо удалять после каждого прохода, при остановках и пусках, а также перед началом нового сварного шва.
- Скорость наплавки (количество наплавленного металла, которое может быть нанесено в фунтах в час) ниже, чем у других процессов, таких как GMAW.

Газовая дуговая сварка вольфрамом (GTAW)
Газовая вольфрамовая дуговая сварка (GTAW), также называемая сваркой вольфрамовым инертным газом (TIG), представляет собой метод дуговой сварки, в котором используется неплавящийся вольфрамовый электрод и который может использоваться с добавлением присадочного металла или без него. Если используется наполнитель, длинный стержень подается в сварочную ванну рукой сварщика, не имеющим горелки.
GTAW использует источник постоянного или переменного тока. Постоянный ток обычно выполняется с отрицательно заряженным электродом и положительно заряженной деталью, что известно как отрицательная полярность электрода постоянного тока (DCEN).Сварка DCEN обеспечивает более глубокое проплавление и повышенную скорость сварки. Переменный ток обеспечивает катодную очистку, которая удаляет оксиды с поверхности детали, что происходит во время той части волны переменного тока, когда электрод является положительным. Этот эффект необходим при сварке цветных металлов, таких как алюминий или магний.
Переменный ток обеспечивает катодную очистку, которая удаляет оксиды с поверхности детали, что происходит во время той части волны переменного тока, когда электрод является положительным. Этот эффект необходим при сварке цветных металлов, таких как алюминий или магний.
Ключевые преимущества и ограничения этого процесса дуговой сварки:
Преимущества:
- При правильном выполнении GTAW дает сварные швы высокой чистоты, которые обычно чистые и не имеют дефектов.В результате этот метод требует небольшой очистки шва после сварки.
- GTAW полезен для небольших производств, так как он отлично контролирует проплавление корневого прохода сварного шва.
- GTAW может использоваться без присадочного металла, в зависимости от заготовки, и полезен при сварке цветных металлов.
Ограничения:
- GTAW имеет очень низкую скорость осаждения и малую стойкость к загрязнению электродов или загрязнений на присадочных или основных металлах.
- Требуются высококвалифицированные сварщики из-за сложной техники, связанной с этим процессом.
- Сварка на открытом воздухе или в местах с высокой турбулентностью воздуха может быть затруднена.

Газовая дуговая сварка металла (GMAW)
Газовая дуговая сварка металла (GMAW), также называемая «сваркой MIG», представляет собой метод дуговой сварки, при котором в качестве электрода используется тонкая проволока, подаваемая с катушки внутри сварочного аппарата. Проволока течет из катушки по трубке в направляющую для проволоки и выходит из конца сварочной горелки.На сварочной горелке есть спусковой крючок, и при активации проволока непрерывно подается, зажигается дуга, и защитный газ аргон выпускается вокруг дуги, причем все это происходит одновременно. Проволока действует как присадочный металл в GMAW, поэтому она является расходуемым электродом.
Ключевые преимущества и ограничения этого процесса дуговой сварки:
Преимущества:
- GMAW довольно прост в эксплуатации, так как курок активирует все три важных этапа процесса сварки: дугу, газ и присадочный металл.
- Скорость наплавки очень высока из-за подачи проволоки.
- Защитный газ предотвращает образование шлака, что позволяет минимизировать очистку шва после сварки.
- GMAW работает с большинством товарных металлов и сплавов.
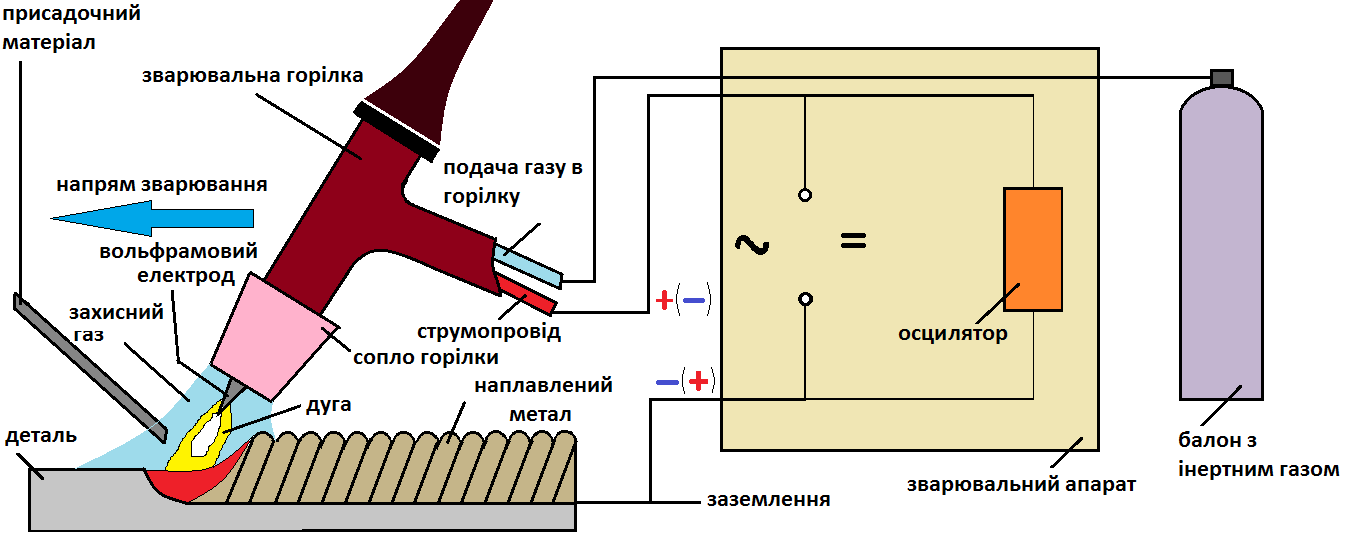
Ограничения:
- Сварочное оборудование GMAW сложнее, дороже и менее портативно, чем сварочное оборудование SMAW.
- Из-за выхода защитного газа из сопла сварка на участках с большой тягой затруднена.
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой (FCAW) — это процесс дуговой сварки, в котором для сварки основного металла используется трубчатый электрод с сердечником из флюса. Оборудование, используемое во время этого процесса, очень похоже, а иногда и то же самое, что и GMAW. Проволока с флюсовым сердечником все еще вытягивается из катушки; однако специальные ролики используются для предотвращения раздавливания электрода с сердечником из флюса. Подобно GMAW, проволока течет из катушки через трубку в направляющую для проволоки и выходит из конца сварочной горелки.
Подобно GMAW, проволока течет из катушки через трубку в направляющую для проволоки и выходит из конца сварочной горелки.
Двумя основными типами сварки сердечником флюсом являются самозащита (FCAW-S) и газовая защита (FCAW-G). FCAW-S содержит флюс внутри электрода, который полностью экранирует дугу от открытой атмосферы. FCAW-G использует защитный газ вокруг дуги (аналогично GMAW) в качестве вторичной защиты порошковой проволоки. Электрод с порошковой проволокой действует как присадочный металл и экран в FCAW и, следовательно, является расходуемым электродом. FCAW обычно представляет собой процесс DCEN, но иногда используется DCEP (обратная полярность), когда полярность меняется, и теперь электрод становится положительным.
Ключевые преимущества и ограничения этого процесса дуговой сварки:
Преимущества:
- Нет дополнительных затрат на защитный газ при использовании FCAW-S, и сварка в ветреную погоду не требует дополнительных затрат, поскольку дуга полностью экранируется сердечником из флюса.
- FCAW-G обычно использует CO2 в качестве защитного газа, который дешевле, чем аргон.
- FCAW-G отличается очень быстрым процессом наплавки.
- Шлак, оставшийся от флюса, может поддерживать основу сварного шва и придавать ей нужную форму.
Ограничения:
- FCAW образует шлак на сварном шве, который необходимо удалять после каждого прохода сварки. Оборудование
- FCAW очень сложное.
- При сварке корневого прохода необходим подкладочный материал.
- FCAW-S не рекомендуется для сварки под давлением.
- FCAW-S выделяет большое количество сварочного дыма, для которого требуется вытяжное оборудование.
Дуговая сварка под флюсом (SAW)
Дуговая сварка под флюсом (SAW) — это процесс дуговой сварки, в котором используется одна или несколько дуг между непрерывно подаваемым (через катушку) неизолированным металлическим электродом (электродами), покрытым флюсом, и сварочной ванной.Вокруг контактного наконечника находится сопло, из которого вытекает сыпучий гранулированный флюс, защищающий и погружающий дугу. Поскольку сварочное оборудование очень тяжелое и громоздкое, сварка под фрезой не выполняется вручную и обычно представляет собой автоматический или полуавтоматический процесс. SAW может использовать источники питания постоянного или постоянного тока. Пила широко используется в производстве сосудов высокого давления и труб.
Ключевые преимущества и ограничения этого процесса дуговой сварки:
Преимущества:
- Поскольку процесс обычно является полуавтоматическим или автоматическим, SAW имеет очень высокую производительность наплавки.
- SAW обеспечивает неизменно высокое качество и повторяемость сварных швов.
Ограничения:
- Требуются источники питания с высоким током, которые могут работать при 100% рабочем цикле.
- Сварной шов не виден во время процесса сварки, так как его покрывает флюс. Оборудование
- SAW дорогое и не такое портативное, как другие процессы, что обычно ограничивает его использование в магазинах или на плоских позициях.
Дуговая сварка шпилькой (SW)
Дуговая сварка шпилек (SW) — это процесс дуговой сварки, обычно DCEN, при котором для приваривания к основному металлу используется металлическая шпилька.SW — это специализированный процесс, который обычно используется для приваривания стержней / цилиндров большого диаметра к базовой детали. В нефтяной промышленности SW в основном используется для приваривания изоляции и огнеупорных опор к резервуарам и сосудам под давлением. Шпилька или застежка помещается в головку пистолета, а затем приводится в контакт с основным металлом. После нажатия на спусковой крючок шпилька немного приподнимается над основным металлом, и дуга начинает плавить основной металл и шпильку. Как только шпилька и металл расплавлены, шпилька под давлением погружается в основной металл, образуя сварной шов за секунды.
Ключевые преимущества и ограничения этого процесса дуговой сварки:
Преимущества:
- SW имеет высокую производительность, так как обычно бывает полуавтоматической или автоматической.
- Процесс SW можно использовать во всех положениях сварки.
Ограничения:
- SW в первую очередь подходит только для углеродистой и низколегированной стали.
- Поскольку он настолько специализирован, его можно применить только к нескольким приложениям.
Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка (PAW) — это процесс дуговой сварки, являющийся разновидностью GTAW. Разница в том, что вольфрамовый электрод расположен внутри корпуса горелки. Этот процесс редко используется при изготовлении и ремонте оборудования, работающего под давлением. Дуга с переносом плазмы (PTA) и дуга без переноса или плазменное напыление (PS) — это два типа PAW.
При использовании PTA дуга все еще создается между электродом и заготовкой; однако дуга сужается анодом.Плазма или ионизированный газ пропускается через небольшое отверстие на конце анода, помогая сжимать дугу. Это делает дугу очень сфокусированной на небольшой площади и очень горячей (до 20 000 ° F), что позволяет достичь очень глубокого проплавления сварного шва. Присадочный металл осаждается в виде порошка из анода. В процессе PS дуга зажигается между электродом и анодом (вместо заготовки). PS не применяется для прочных сварных швов, а вместо этого используется для нанесения поверхностных покрытий.
Ключевые преимущества и ограничения этого процесса дуговой сварки:
Преимущества:
- Порошковый присадочный металл открывает множество возможностей для использования в материалах, таких как добавление карбида, поскольку можно смешивать собственный присадочный металл вместо того, чтобы ограничиваться присадочными металлами проволочного типа.
- PAW дает узкие сварные швы из-за концентрации дуги.
- Обладает высокой проникающей способностью за счет концентрации дуги.
- Имеет меньшее общее тепловложение.
Ограничения:
- Оборудование для плазменно-дуговой сварки и затраты на техническое обслуживание очень высоки.
- PAW требует высококвалифицированных сварщиков из-за сложной техники, используемой в процессе.
- Из-за анода, ограничивающего дугу, горелка довольно громоздкая, что затрудняет сварку узких швов.
Электрогазовая сварка (EGW)
Электрогазовая сварка (EGW) — это процесс дуговой сварки, который похож на GMAW в том, что в соединение можно подавать твердый электрод.EGW также похож на FCAW в том, что можно использовать трубчатый электрод с флюсовой сердцевиной. Обычно медные башмаки устанавливаются таким образом, чтобы перекрыть зазор стыка на двух свариваемых деталях. Эти мосты могут иметь или не иметь водяное охлаждение для облегчения процесса сварки. В EGW сварочный шов подается непрерывно проволокой, которая также является электродом, параллельно заготовкам. Это вызывает постоянное осаждение металла шва на дне движущейся полости. Дуга защищена защитным газом, подаваемым извне.EGW в основном применяется при строительстве резервуаров для хранения, корпусов судов и сосудов высокого давления и отлично подходит для сварки очень толстых материалов.
Ключевые преимущества и ограничения этого процесса дуговой сварки:
Преимущества:
- EGW обычно допускает однопроходную сварку.
- EGW имеет высокую производительность наплавки и обеспечивает очень небольшую деформацию сварного шва.
- Существует возможность добавлять в сварную конструкцию полезные легирующие элементы.
Недостатки:
- EGW имеет низкий рейтинг ударной вязкости.
- Поскольку оборудование крупное и требуются системы наведения, настройка занимает много времени.
- Требуется защитный газ от внешнего источника.
MIG и TIG-сварка — полное сравнение
Изображение предоставлено: Данил Евский / Shutterstock.com
Сварка MIG (металл в инертном газе) и TIG (вольфрамовый инертный газ) — это методы соединения металлов, в которых используется защитный газ для защиты образующихся и затвердевающих соединений от атмосферы.Эти два процесса отличаются от сварки штучной сваркой, когда горящий флюс, окружающий электрод, создает защитное облако над зоной сварного шва.
Эти три метода известны под общим названием дуговой сварки и используют тепло, выделяемое электрической дугой, для разжижения металла. Ручная сварка более формально называется дуговой сваркой защищенного металла или SMAW, тогда как MIG известна как газовая дуговая сварка металла или GMAW, а TIG известна как газовая вольфрамовая дуговая сварка или GTAW. Эти три метода продвигаются к все большему и большему контролю и все большей и большей точности с соответствующим увеличением затрат на оборудование.Сварка палкой, пожалуй, самая грубая из трех, но она находит огромное применение при производстве стальных конструкций, производстве тяжелого оборудования, прокладке трубопроводов, ремонте строительного оборудования, шлифовке поверхности землеройных / режущих инструментов и т. Д. Основным преимуществом сварки штангой, помимо простоты, является ее полезность на открытом воздухе, где защита от горящего флюса не нарушается ветром.
В этой статье кратко описаны различия между двумя методами сварки в инертном газе, MIG и TIG.
Сварка МИГ
Существует некоторая историческая дискуссия о том, означает ли «M» в слове MIG металл, как принято считать, или «Механизированный», как это есть на самом деле. В этом механизированном процессе электрод автоматически подается в сварочную ванну, когда сварщик удерживает спусковой крючок. Сварщику нужно только перемещать сварочную горелку MIG вдоль стыка, и аппарат MIG подает сварочную проволоку, распределяя по ней атмосферу инертного газа. Отпустите курок, и процесс остановится. Отсутствует дым от горящего флюса, нет шлака, покрывающего стык после его затвердевания, и сварщику не нужно вручную подавать электрод в лужу по мере его расходования — три характеристики, связанные со сваркой стержнем.
Конечно, здесь требуется сложная настройка. Сварочная проволока продается в катушках и изготавливается не только из различных диаметров, но и из различных материалов, как и электроды для стержневой сварки. Ролики, которые подают сварочную проволоку от катушки до горелки, должны иметь размер в соответствии с диаметром проволоки, как и кончик горелки, откуда проволока выходит. Более мягкие металлы, такие как алюминий, плохо подаются от машины к пистолету, поэтому требуют отдельного приспособления, которое позволяет расположить устройство подачи катушек ближе к самому пистолету.Сварщику необходимо выбрать соответствующую силу тока (как при сварке штучной сваркой), а также скорость подачи в зависимости от размера сварного шва и толщины материала. Большая часть этой информации зашифрована, чтобы служить отправной точкой.
Также важен выбор защитного газа и его расхода. Для разных металлов используются разные газовые смеси. Скорость потока регулируется, среди прочего, в зависимости от скорости движения, и некоторое количество газа должно продолжать поступать на соединение после прекращения сварки, чтобы обеспечить покрытие по мере затвердевания металла.Основным преимуществом сварки MIG перед сваркой штучной сваркой является эффективность использования материала. Сварщик MIG теоретически может выполнять непрерывную сварку, пока не закончится катушка; сварщик должен брать новую палку каждые несколько дюймов и счищать шлак при перезапуске. Те маленькие заглушки, которые сварщик должен выбрасывать, каждый раз на дюйм или два, могут привести к значительным потерям материала в ходе многих сварных швов.
Некоторые утверждают, что сварка MIG — самый простой из трех процессов для изучения: они говорят, что если вы умеете герметизировать, то можете и MIG.Хотя это может быть правдой с точки зрения одного фактора, с которым приходится иметь дело, а именно ручной подачи присадочного металла в шов, для выполнения качественной сварки MIG, такой же красивой, как и сам шов, требуется довольно много техники и знаний. может быть. В действительности существует четыре типа процессов MIG: перенос при коротком замыкании, перенос распылением, импульсный перенос распылением и глобулярный перенос.
СваркаMIG используется для сварки стали, нержавеющей стали и алюминия. Нержавеющая сталь обычно требует 90% / 7.Смесь 5% / 2,5% гелия / аргона / диоксида углерода, в то время как для сварки алюминия используются прямые смеси аргона или аргона / гелия.
Сварка TIG
Высокая температура плавления вольфрама позволяет ему производить дугу, достаточно горячую, чтобы плавить сталь, не расходуя себя. Для добавления материала в сварное соединение используется отдельный присадочный стержень. Таким образом, сварка TIG является процессом, выполняемым двумя руками, а не механизированным, хотя также можно использовать механизм подачи проволоки. Доступен педальный переключатель, чтобы еще больше усложнить ситуацию.
Это педальный переключатель, который дает сварщику минутный контроль над тем, что происходит в сварочной ванне или лужице.Количество тепла, поступающего в металл, можно изменять, просто нажимая на «газ» или выпуская его, контролируя силу тока дуги. Этот контроль позволяет соединять очень тонкие металлы — думаю, пиво разжижается — без прожигания. Точно так же при ручном манипулировании присадочным стержнем сварщик имеет прямое управление очень многими параметрами. Как и в случае сварки MIG, защитный газ выходит через сопло горелки TIG. Сам факел требует какого-то охлаждения.
Легко понять, почему TIG является наиболее сложным для изучения из трех процессов.Вольфрамовые электроды необходимо правильно заземлить и обслуживать. Для получения потрясающе красивых сварных швов можно использовать специальные методы, такие как «ходьба по чашке». Как и в случае сварных швов MIG, эстетика оставляет желать лучшего. Сварка TIG используется для получения чрезвычайно чистых сварных швов, что может быть подходящим для трубопроводной системы, работающей с высокоочищенными химическими веществами.
СваркуTIG можно использовать для сварки стали, нержавеющей стали, алюминия, никелевых сплавов, магния, меди, латуни и бронзы. Используются газовые смеси, аналогичные тем, которые используются для сварки MIG.
Сводка
В этой статье представлено краткое описание сварки MIG и TIG. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.