Какой полярностью варить тонкий металл (плюс на держак или минус)
Какой полярностью варить тонкий металлЧтобы использовать абсолютно все преимущества сварочного инвертора нужно понимать, что такое прямая и обратная полярность. Это достаточно весомое преимущества сварки постоянным током, ведь в любое время можно поменять полярность.
При сварке постоянным током сварочная дуга может иметь обратную или прямую полярность. В первом случае к электроду подводится плюс от инвертора, а во втором, минус. В результате этого, происходит большее выделение тепла там, где подключён плюс.
Если это обратная полярность, то, быстрее всего сгорает электрод, а основной металл прогревается меньше. Если наоборот, плюс подключён к заготовке, то основной металл прогревается лучше. Всё это дает возможность более эффективно и гибко настраивать сварочный инвертор под свои нужды.
В этой статье мы рассмотрим, на какой полярности лучше всего варить тонкий металл.
Какой полярностью варить тонкий металл
В отличие от обычного сварочного трансформатора, инвертор постоянного тока имеет два режима работы.
Соответственно, подключая электрододержатель к минусу или плюсу, мы тем самым настраиваем инвертор на определённый режим работы. Не будем вдаваться в подробности, куда именно течёт ток, от плюса к минусу или наоборот, статья не об этом. Нужно лишь сказать, что там, где подключён плюс, тепла, выделяется гораздо больше.
Например, если плюс подключён к электрододержателю, то при сварке большая часть тепла будет аккумулироваться именно на электроде. Что это нам даст? Особенно хорошо варить на обратной полярности тонкие металлы и нержавейку. Связано это с тем, что при сильном нагревании тонкий металл деформирует. Также чрезмерное выделение тепла может привести к такому дефекту, как прожоги.
Чтобы этого не случилось, важно сильно не нагревать тонкий металл. Вот тут как раз нам и поможет обратная полярность. При подключении к электрододержателю плюса от инвертора, тонкий металл не будет прожигаться.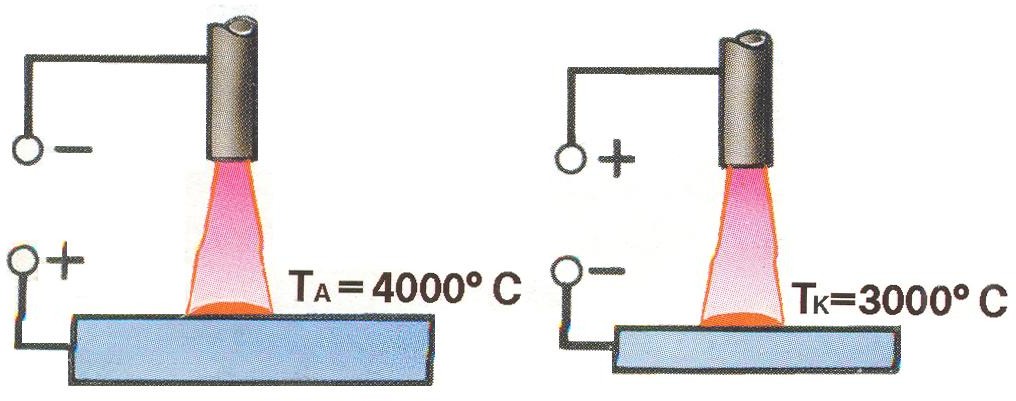
Прямая полярность для сварки толстого металла
Ну и, наоборот, для того, чтобы хорошо проварить толстый металл и придать определённую прочность сварному соединению, нужно использовать прямую полярность. При прямой полярности плюс от инвертора идёт не на электрододержатель, а подсоединяется к клемме массы. То есть, плюс подключается к основному металлу, который сваривается.
В результате такого подключения толстый металл прогревается лучше, что позволяет нормально его проварить и получить качественное, надежное, а самое главное, долговечное соединение.
Теперь вы знаете, как варить на прямой и обратной полярности инвертором.
Достаточно просто запомнить, что плюс играет важную роль при подключении ММА аппарата для сварки. Если он идёт на электрод, то это обратная полярность, если на свариваемый металл, то полярность прямая.
Поделиться в соцсетях
Варю тонкий металл только на обратной полярности | Сварка и Пайка
Полярность сварочного тока — один из наиболее важных параметров, от которого напрямую зависит качество сварочного шва. Именно полярность влияет на движение тока, то есть, направление электронов. Данный процесс оказывает влияние на формирование сварочной ванны, горение дуги, а также качество соединения в целом.
Именно полярность влияет на движение тока, то есть, направление электронов. Данный процесс оказывает влияние на формирование сварочной ванны, горение дуги, а также качество соединения в целом.
Что важно знать при этом сварщику. Чтобы запомнить, на какой полярности варить тонкий металл, на обратной или прямой, достаточно запомнить, что там, где плюс, нагревание металла происходит больше. Если плюс идёт на электрод, то нагревается больше он, если на металл, то происходит больший прогрев металла.
Как полярность помогает при сварке тонкого металла
Меняя движение электронов можно менять характер сварки. Это даёт прекрасные возможности не прожигать тонкий металл, или наоборот, хорошо проплавить его при достаточно большой толщине.
Раньше после покупки своего первого инвертора я не уделял должного внимания данной особенности. В основном варил по умолчанию, то есть, на прямой полярности. При этом заметил одну особенность, что металл сильно нагревался, его всегда деформировало в процессе сварки.
Если кто не знает, то по умолчанию, держатель электрода подсоединяется к плюсовой клемме инвертора, а держатель массы, к минусовой. Так вот, достаточно было поменять положение подключения держателей, как процесс сварки тонкого металла заметно улучшался.
Уже не было того сильного разбрызгивания, металл не так нагревался, поскольку клемма массы практически не прилипала к нему. Таким образом, я научился варить на обратной полярности, и делюсь своим опытом с вами, мои дорогие читатели.
Полярность сварочного тока и электроды
Еще один важный момент, о котором нужно знать, связан с тем, что абсолютно не любые электроды дают возможность использовать разную полярность сварочного тока. Большинство электродов с основным покрытием предназначены для сварки только на прямой полярности, то есть, когда минусовая клемма подводится к свариваемой заготовке.
К электродам с основным покрытием относится такая популярная марка, как УОНИ-13/55. Так вот, это маркой электродов не получится варить на обратной полярности.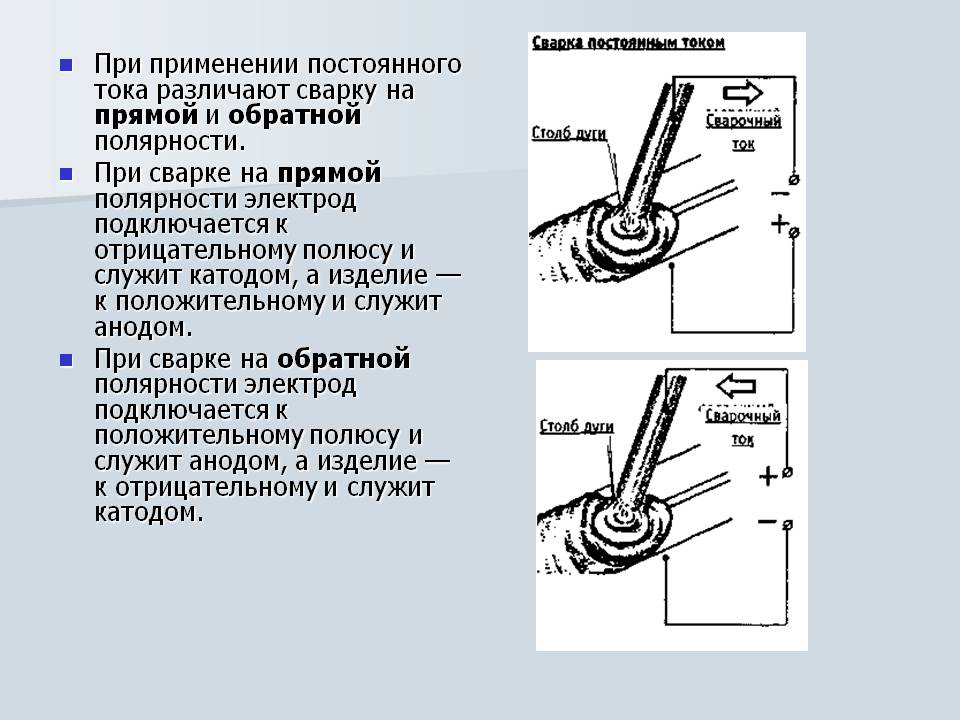 В любом случае, прежде чем переключать полярность, обязательно убедитесь в том, что электроды предназначены для этого.
В любом случае, прежде чем переключать полярность, обязательно убедитесь в том, что электроды предназначены для этого.
Это может быть полезно:
- Почему при сварке прожигается металл и что с этим делать
- Не прилипает припой к паяльнику? Пора лудить!
- Как варить тонкий металл инверторной сваркой
Итак, что нужно понимать. Для того чтобы сварочный шов получился качественным, нужно брать во внимание толщину свариваемого металла, пространственное положение шва и марку электродов. Только после этого можно определиться с выбором полярности, чтобы сварочный шов получился максимально качественным и эстетичным.
В любом случае не бойтесь экспериментировать! Иногда только путём экспериментов, возможно, добиться правды. Подписывайтесь на мой канал, и вас ждём много увлекательной информации касающейся сварки и пайки металлов!
Сварка тонкого металла электродом — flagman-ug.ru
Как варить тонкий металл электродом.
 Работа инвертором
Работа инверторомИзобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
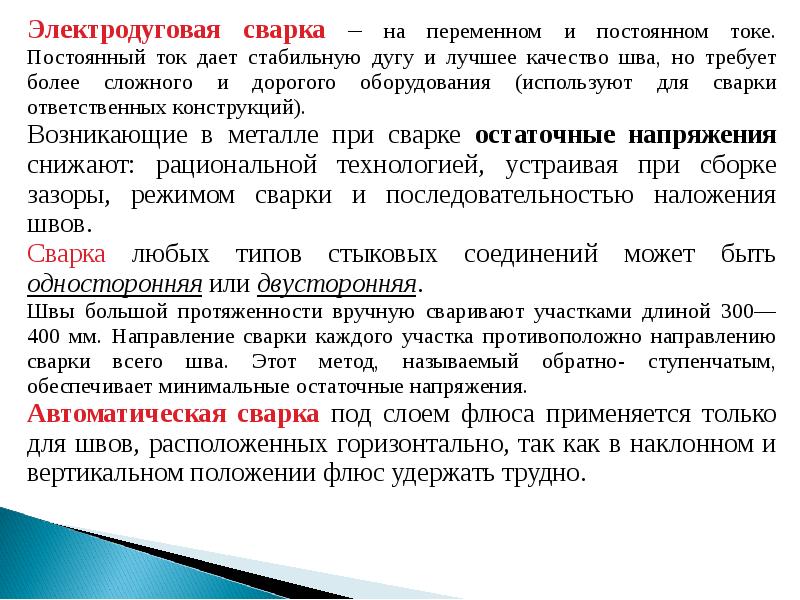
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления.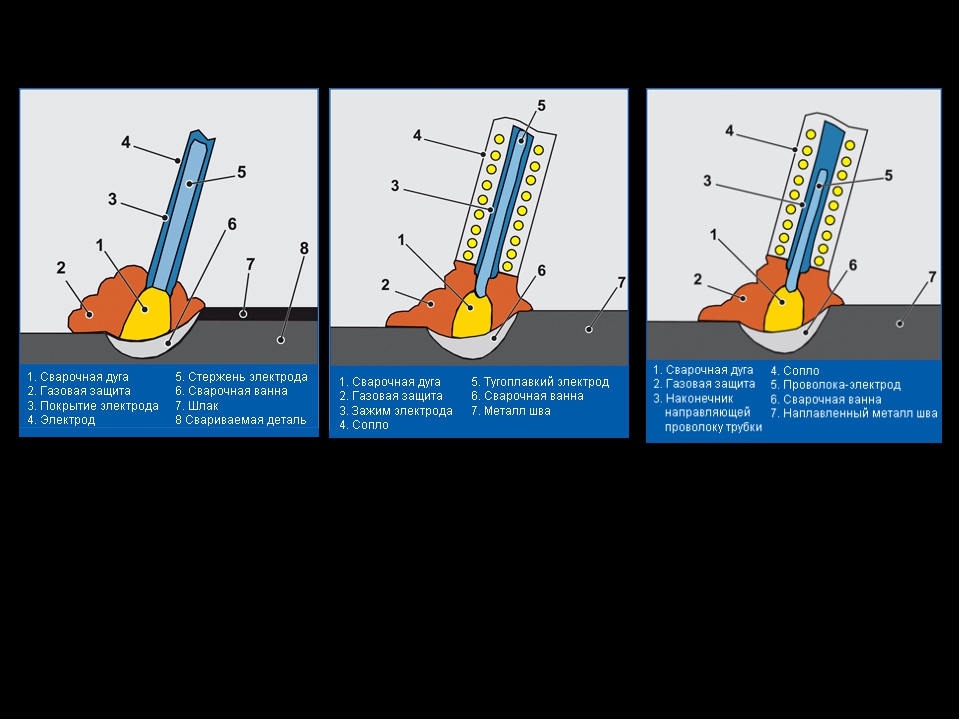 Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.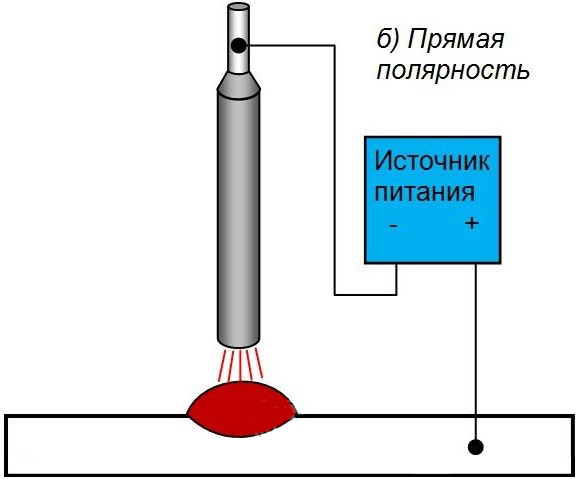
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело.
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.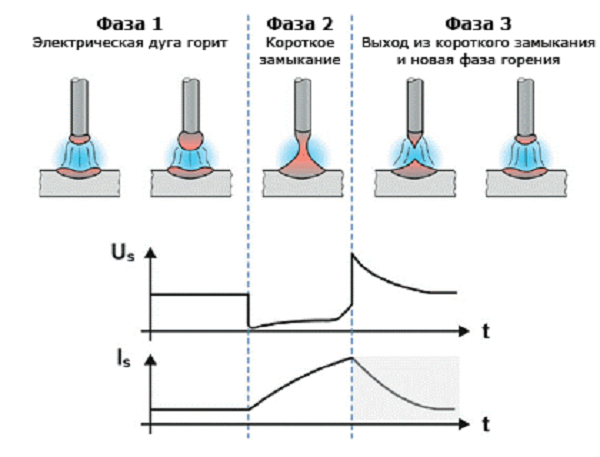
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Техника сварки тонкого металла инвертором
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций.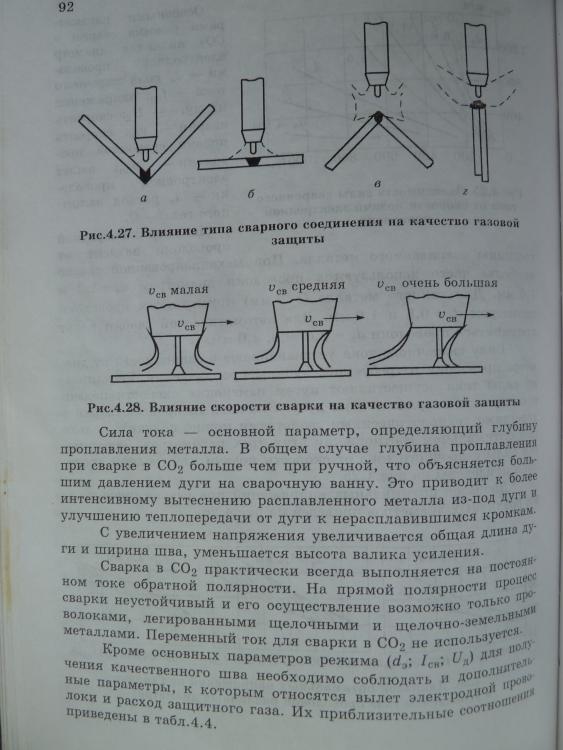 Обмазка и состав электрода должны соответствовать свариваемому металлу.
Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.

- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.

- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Техника сварки тонкого металла электродом: особенности оборудования
Сварка тонкого металла электродом – сложная в реализации задача, с которой рано или поздно сталкивается каждый практикующий сварщик. Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Проблемы тонкостенных изделий
Технология сварки тонкого металла покрытыми электродами требует от исполнителя внимания к деталям и точности в работе. Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Сложности в работе вызваны следующими причинами:
- Опасность прожогов. Это наиболее распространенная ошибка начинающих сварщиков, которые не могут подобрать оптимальные рабочие параметры и скорость движения электрода.
- Слабая проварка шва. Еще одна проблема неопытных специалистов, причина которой вытекает из первой. Пытаясь избежать прожогов, оператор выбирает слишком высокую скорость движения электрической дуги. Это приводит к тому, что зона расплава не успевает как следует прогреться. В результате соединение не обладает необходимой крепостью и герметичностью.
- Наплывы. Они появляются с обратной стороны соединения. Примечательно, что с наружной части шов может не иметь визуальных дефектов, тогда как на противоположной части изделия могут образовываться многочисленные выступы, которые вызваны проседанием расплавленного металла под действием силы тяжести.
- Деформация поверхности. Металл обладает высокой теплопроводностью. Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.

Выбор режимов и электродов
При сваривании тонкостенных конструкций рекомендуем использовать аппараты инверторного типа. Если сравнивать с агрегатами трансформаторного типа, инверторы создают более стабильную дугу, а диапазон регулировки сварочного тока при этом гораздо выше. Дополнительные функции, типа «антизалипание электрода», способны облегчить выполнение работ.
Рабочие параметры устанавливают исходя из толщины изделия, при этом зависимость имеет прямой характер – чем тоньше заготовка, тем меньше должна быть величина сварочного тока.
В технических справочниках указано, что тонкостенным считают такое изделие, толщина стенок которого не превышает 5 мм.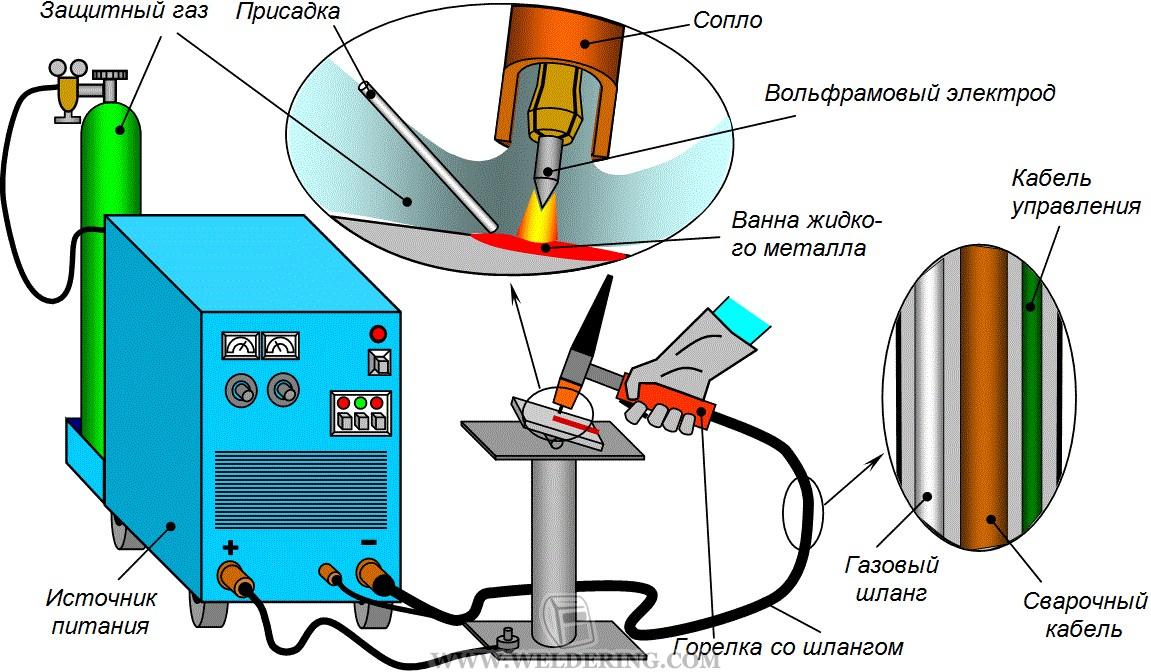 Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
В качестве примера приведем рекомендуемое сечение электрода и силу сварочного тока, в зависимости от толщины заготовки:
Как видите, амперные характеристики невозможно указать точно, по причине различия характеристик различных сортов металла. Оптимальные параметры подбираются опытным путем.
Функция регулировки режима розжига дуги поможет избежать прогаров на стартовом участке. Это позволит приступить к работе непосредственно в зоне стыковки. В противном случае рекомендуем производить розжиг на толстом участке с последующим переносом дуги в рабочую область.
Следует помнить, что тонкие электроды плавятся гораздо быстрее, чем обычные. При сварке участков равной длины расход тонких стержней будет выше. Требования к материалам изготовления электродов не отличаются от стандартных требований при выполнении сварочных работ – основа электрода должна соответствовать базой поверхности изделия.
Правильная технология
Чтобы понять, как правильно варить тонкое железо инверторами, необходимо тщательно изучить технологическую цепочку. Ее этапы не отличаются от схемы сваривания стандартных изделий:
- Предварительная подготовка поверхности.
- Рабочий цикл.
- Финишная обработка шва.
Рассмотрим каждую стадию подробнее.
Подготовка
На данном этапе необходимо очистить зону соединения от следов старой краски и очагов коррозии. После этого поверхность обезжиривается с помощью любого доступного растворителя. Особое внимание необходимо уделить месту монтажа массы сварочного агрегата. Некачественная обработка места крепления может нарушить контакт.
Порядок выполнения работ электросваркой следующий:
- Подготовьте электроды исходя из толщины заготовки. Наконечник следует очистить от флюсового покрытия на длину 5-6 мм для облегчения розжига дуги.
- Вдоль линии будущего шва рекомендуем сделать точечные прихваты с интервалом 100-120 мм. Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
- Процесс розжига дуги осуществляется двумя способами. В первом случае необходимо провести стрежнем по поверхности. Движение должно напоминать поджигание спички. Альтернатива – постукивание электродом по поверхности. Данный способ применяют при работе в труднодоступных метах. Длина сварочного дуги не должна превышать диаметр сечения электрода. В этом случае она будет обладать достаточной плотностью и стабильностью.
 Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
Это позволит избежать смещения элементов конструкции в процессе выполнения работ.- Скорость движения электрода подбирается индивидуально, исходя из текущих условий работ. Зона расплава должна иметь несколько удлиненную форму – это свидетельствует о том, что металл прогревается на нужную глубину.
- Следите за плавностью движения дуги и избегайте резких движений. Несмотря на то, что современные модели сварочных аппаратов оснащено вспомогательными функциями, колебание дуги может привести к дефектам шва.
Дополнительными функциями, которые упрощают процесс соединения, являются:
- Форсаж дуги. При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
- Антизалипание электрода. При контакте электрода с поверхностью автоматика сбрасывает напряжения, препятствуя залипанию стержня.
 При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.В процессе выполнения работ важно обеспечить визуальный контроль над сварочной ванной. При этом угол наклона электрода должен находиться в диапазоне 60-90º. При уменьшении угла наклона шов будет иметь наружные выпуклости, свидетельствующие о том, что металл не прогрелся только на поверхности.
После кристаллизации соединения его очищают от шлака и проводят первичный осмотр на наличие дефектов.
Для получения качественного неразъемного соединения используют следующие приемы:
- Внахлест. При наличии запаса длины соединяемых изделий, данный способ позволит надежно соединить их, благодаря большей площади контакта. При этом необходимо тщательно следить за прогревом поверхности, во избежание прожогов.
- Точками. Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.
- С дополнительным электродом. В этом случае необходимо очистить анод от флюсового покрытия и уложить вдоль линии сварки. Места укладки тщательно проваривают. Технология подходит для заделки одиночных отверстий.
- Обратной полярностью. Применение способа предусматривает подключения держателя к плюсу, а массы – к минусу. При этом поверхность нагревается быстрее, чем электрод, что снижает риск прожога.
- При сварке металлов разной толщины применяют следующий способ: розжиг дуги выполняют на более толстом элементе, а затем переносят ее на более тонкую часть.
 Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.
Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.Сварка листового металла встык осуществляется двумя способами:
- с отбортовкой кромок;
- на подкладке.
Кроме того, медную пластину рекомендуют подкладывать с целью отвода тепла от стали, ввиду большей теплопроводности. Это позволяет избежать прожогов изделий.
Основные способы соединения
Техника выполнения работ зависит от применяемого сварочного оборудования и расходных материалов. Рассмотрим особенности соединения в зависимости от технологии, за исключением сварки плавящимися электродами, которая была рассмотрена выше.
Неплавящимися графитовыми электродами
Данный способ получил особое распространение при работе с тонкостенными изделиями профессиональными сварщиками. Существует два способа достижения цели:
- Использование присадочной проволоки;
- Метод оплавления с последующим стыкованием.
Второй способ применяется чаще, поскольку оплавление исключает использование дополнительных присадочных материалов, что влияет на себестоимость работ. Суть метода заключается в температурной обработке соединяемых кромок до изменения агрегатного состояния поверхности. При этом создаются условия для соединения материала. Обладая определенными навыками можно создать герметичное соединение без выгорания отдельных участков.
Проволоку используют в качестве наполнителя для различных полостей и пустот. Величина сечения материал изготовления должны соответствовать характеристикам обрабатываемой детали.
Очень тонкий металл
В этой проблемой чаще всего сталкиваются работники станций технического обслуживания, при ремонте элементов кузова автомобилей. Современные производители транспорта используют листы, толщина которых не превышает 0,8 мм. Таким образом, использование аппаратов инверторной сварки не представляется возможным, за исключением аварийных случаев.
Основным способом решения проблемы считают использование накладок из более толстого материала, который играет роль каркаса будущего соединения.
Особенности работы с оцинкованной сталью
При работе с оцинковкой рекомендуем снять защитное покрытие ручным или механическим способом. В противном случае цинк будет выгорать в процессе соединения, что может привести к отравлению работника его парами.
На промышленных предприятиях для подготовки изделия используют направленное пламя, выжигающее цинковый слой.
Ввиду незначительной толщины специалисты рекомендуют применять точечный метод соединения.
Альтернативные методы
Надежной альтернативой инвертору считают применение полуавтоматов для соединения тонких металлических элементов. Использование проволоки позволяет увеличить производительность работ, за счет отсутствия пауз для замены электродов. Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Недостаток полуавтомата заключается в повышенных требованиях к квалификации работника – начинающий сварщик не способен за короткий срок освоит все навыки работы с данным оборудованием.
Заключение
Сварка тонколистового металла – ответственный процесс, который требует от исполнителя определенных профессиональных навыков. Опытным специалистам лучше использовать полуавтомат – он позволяет увеличить производительность работ и обеспечивает тонкую настройку рабочих параметров.
Какие электроды подходят для сварки тонкого металла? Подробный обзор
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм. Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей. Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Какими электродами лучше варить тонкий металл
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм. Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей. Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Какими электродами лучше варить тонкий металл
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
Кроме толщины основного металла, стоит учитывать его разновидность при выборе электродов. В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой . Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
- для углеродистой и низкоуглеродистой стали — МР-3С , ОЗС 12 , МР-3 ;
- для среднеуглеродистой стали — УП-1/45, УП-2/45, ОЗС-2;
- для нержавеющей стали — НЖ-13;
- для высоколегированной и низколегированной сталей — ОЗЛ-6 и УОНИ 13/45 соответственно;
Технология сваривания тонких поверхностей электродом
Самый тонкий электрод для сварки гарантирует аккуратный шов при наличии у мастера опыта. Если у вас его пока нет, то стоит прислушаться к полезным рекомендациям.
Чтобы не допустить прожогов поверхностей, электрод нужно держать под углом 45 градусов, и ни в коем случае под 90 градусов. Осуществлять соединение лучше всего углом вперед. Не стоит излишне отдалять электрод от свариваемых деталей, так как это препятствует образованию сварочного валика.
Если накладывать швы в шахматном порядке, можно избежать деформации листового металла при нагревании. При отсутствии такой возможности электрод проводится один раз вдоль шва, скорость должна быть равномерной, а значение рабочего тока — минимальное. Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.
Подготовительные работы включают в себя зачистку поверхностей от ржавчины, выравнивание заготовок в случае необходимости и их надежную фиксацию. Затем детали прихватываются через каждые 7-10 см и свариваются окончательно. Если листы металла нужно соединить внахлест, то используется больший ток; при этом снижается вероятность прожига деталей и их деформации.
При сварке тонкого металла инвертором применяется обратная полярность . Это значит, что “-“ будет подключен к основной поверхности, “+” – к держателю электродов. В таком случае расходный материал приобретает гораздо большую температуру, чем основной, и можно избежать изменения формы деталей и их прожига.
Преимущества и недостатки тонких электродов
Электроды для сварки инвертором тонкого металла обладают множеством преимуществ. Например, риск повредить тонкие поверхности при сваривании минимален, скорость сваривания немного выше. Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
К недостаткам можно отнести быстрый расход материала, необходимость использовать особую технику сваривания и относительно ненадежную защиту сварочной ванны (так как толщина обмазки невелика). Не все марки выпускают электроды в мелком варианте, поэтому в некоторых случаях придется искать аналоги.
Как оформить сварной шов
Варить металл толщиной 1 мм самыми тонкими электродами можно, используя следующие виды сварных швов:
- внахлест. Способ, при котором гарантировано аккуратное соединение поверхностей.
- встык с использованием проволоки. Проволока диаметром 2,5-3,5 мм располагается между листами металла, не выступая над поверхностью. Дуга сварки проходит непосредственно по проволоке, и она прогревает соединяемые детали периферийными токами. После удаления проволоки ее присутствие в процессе сварки определить почти невозможно
Отметим, что в скосе кромок тонкого металла нет необходимости.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
Прокаливание электродов для тонкого металла
Электроды для инверторной сварки перед использованием рекомендуется прокалить , чтобы избавиться от влаги. Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Варить тонкий металл стоит расходниками из герметичной упаковки, которую лучше всего израсходовать за один сеанс. Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении. Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
В заключение
Таким образом, качественно сварить тонкий металл инвертором не составит труда, если ответственно подойти к выбору расходного материала и учесть некоторые нюансы. Прежде всего, толщина электрода не должна превышать 2-3 мм, материал обмазки должен соответствовать типу основного металла, а разновидность тока – покрытию электрода. Расходный материал должен быть хорошо просушен перед использованием. Учтите также положение сварки. При правильно подобранных электродах сварочная дуга устойчива, и в итоге получается качественный провар с нешироким аккуратным швом.
Как не прожигать металл 2-3 мм при сварке инвертором
Автор Иван Миров На чтение 3 мин. Просмотров 263 Опубликовано
Варить тонкий металл нужно на маленьком токе, давая изделию время на то, чтобы остыть. При этом сварка на малых токах требует особой сноровки и выдержки минимально короткой дуги. Чтобы металл не деформировался в процессе сварки, важно сначала соединить его прихватками, на небольшом расстоянии (10-15 см) друг от друга.
Если сварка осуществляется посредством инвертора, то необходимо использовать обратную полярность. При обратной полярности температура распределяется таким образом, что большая её часть образуется на кончике электрода. Чтобы использовать обратную полярность, достаточно электрододержатель подключить к плюсу аппарата, а держатель массы к его минусу.
Как не прожигать металл 2-3 мм при сварке
Сварка тонкого металла электродом требует определённого навыка. Здесь, как и с трубами, не каждый сварщик может варить тонкий металл. Для новичков же и вовсе, сварка тонколистового металла, задача не по силам.
Здесь и частое прилипание электрода, ввиду использования небольших токов, и его прожиг, и деформация заготовок. Возникают ошибки и при выборе расходных материалов. Учитывая то, что металл 3 мм и менее, варить его электродом тройкой нельзя, лучше всего будет выбрать электроды меньшего диаметра.
Кроме того, в процессе сварки, заготовку необходимо все время охлаждать. Обязательно следует усвоить и определённые правила по технике ведения электрода из стороны в сторону, знать угол наклона и соблюдать скорость. Именно от скорости ведения электрода и длины сварочной дуги будет зависеть, прожжётся металл или нет.
Чем длинней сварочная дуга, тем больше вероятности того, что на тонком металле будет образованна дыра, то есть, прожог.
Начальные советы по сварке тонкого металла
Собираясь варить тонкий металл, обязательно возьмите на вооружение следующие советы строительного журнала:
- Используйте обратную полярность инвертора, таким образом, тонкий металл не будет прожигаться при сварке. Для этого подсоедините к плюсу аппарата держатель электрода, а к минусу — массу.
- Не пользуйтесь слишком толстыми электродами. Максимальный диаметр электрода при сварке тонкого металла должен быть 2 мм. При этом правильно подберите значения сварочного тока. Для электродов 2 мм, сварочный ток должен быть в пределах 60-80 ампер.
- Не задерживайте электрод подолгу в одном и том же месте. Быстро ведите электродом, совершая им круговые движения из стороны в сторону, так, чтобы смешивать металлы. Угол наклона электрода к поверхности свариваемой заготовки должен быть в пределах 40-60 градусов.
- Давайте заготовке время на то, чтобы остыть, так металл не поведёт. Если для сварки используется тонколистовая сталь, то сначала лучше всего соединить изделия точечными прихватками, которые ставятся на расстоянии 10-15 см, друг от друга. Только после этого накладывайте основной шов.
- Используйте только качественные электроды для сварки тонкого металла.
Хорошо сварить металлоконструкцию — задача не из легких. Тем более, если речь идёт о тонком металле, где очень важен опыт, сноровка и знания. Надеемся, что и в том, и в другом, вам поможет данная информация, которую вы почерпнули из этой статьи строительного журнала.
Читайте также:- Сварка тонкого металла: что нужно знать?
- Сварка алюминия и его сплавов
- Сварка нержавейки инвертором
Источник
- Об авторе
- Хотите связаться со мной?
Уже лет 20 работаю своими руками. Пробовал и сантехнику, монтаж конструкций, есть свое маленькое производство. Друзья постоянно спрашиваю как сделать разные вещи. Вот и делюсь я с вами своими идеями в интернете.
Сварка инвертором для начинающих
Услуги профессиональных сварщиков стоят довольно дорого и не всем по карману. Поэтому для большинства домашних мастеров наилучшим выходом будет приобретение собственного сварочного аппарата и осваивание сварки инвертором. Эти компактные современные устройства пришли на смену громоздким сварочным трансформаторам и стали настоящим прорывом в данной области. Они доступны по цене, просты в освоении и дальнейшей эксплуатации.
Общие сведения о сварочных инверторах
Инверторные сварочные устройства выполняют преобразование сетевого переменного тока со стандартными показателями в токи высокой частоты и далее – в постоянный ток. КПД таких аппаратов достаточно высокий и составляет, в среднем, 85-90%. При этом, сваривать металл инвертором можно при незначительном потреблении электроэнергии, даже под высокими нагрузками. В процессе работы исключается какое-либо физическое влияние на данную сеть, в этот период отсутствуют скачки и перепады напряжения.
Еще одним положительным качеством является возможность сравнительно нормальной работы в условиях пониженного напряжения. Например, при 170 В многие инверторы способны вести сварку 3-х миллиметровыми электродами. Быстрому освоению аппаратуры способствует сравнительно легкое получение и удержание электрической дуги. Это особенно важно, когда выполняется сварка алюминия в домашних условиях инвертором.
На первоначальной стадии обучения новичкам не стоит заострять внимание на внутреннем устройстве агрегата. В первую очередь следует внимательно изучить все клеммы, разъемы, переключатели и другие элементы, расположенные снаружи.
Сам прибор, рекомендуемый для новичков, изготовлен в виде компактного металлического ящика, общей массой от 3 до 7 кг. В корпусе имеется несколько вентиляционных отверстий, способствующих более эффективному охлаждению трансформатора и других внутренних деталей. Для удобства переноски инвертора с места на место предусмотрен ремень, а некоторые модели дополнительно оборудуются ручками.
Включение питания осуществляется с помощью тумблера или специальной клавиши. Передняя лицевая часть предназначена для размещения индикаторов контроля над питанием и перегревом. Сварочный ток и напряжение выставляются регулировочной рукояткой. Подключение рабочих кабелей выполняется к двум выходам – плюсу и минусу, расположенным здесь же на передней панели. На одном из кабелей закрепляется держатель электрода, а на другом – зажим в виде прищепки, прикрепляемый к заготовке. Разъем для подключения питающего кабеля расположен в задней части.
При покупке следует обратить особое внимание на длину кабелей и их гибкость. Жесткими и короткими кабелями сварка инвертором для начинающих будет неудобной и может потребоваться специальный удлинитель.
Как работает инверторная сварка
Перед тем, как варить инвертором, необходимо изучить теорию и разобраться, как работает это устройство. В отличие от старых трансформаторных агрегатов, соединение металла инвертором имеет свои особенности, оказывающие влияние на весь рабочий процесс. Например, в схеме аппарата присутствуют накопительные конденсаторы, аккумулирующие электроэнергию, способствующие мягкому розжигу дуги и обеспечивающие бесперебойную работу оборудования, в том числе при сварке алюминиевых деталей.
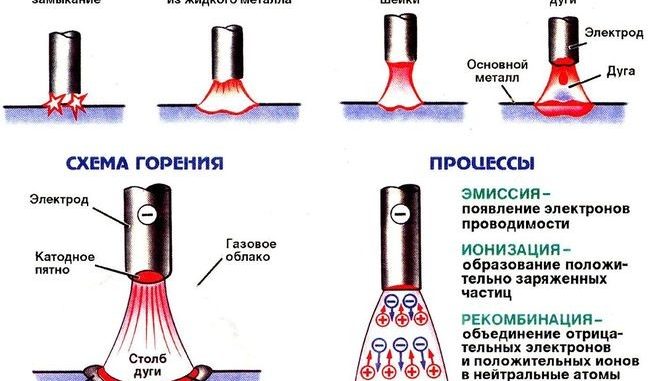
Независимо от модификации устройства, формирование дуги во всех случаях происходит в момент контакта электрода и металлической заготовки. Деталь и стержень расплавляются и образуют ванну. В это же время происходит частичное расплавление обмазки электрода, переходящей в газообразное состояние. Образовавшийся газ перекрывает доступ кислорода к сварочной ванне, защищая, тем самым, заготовку от окисления. Такая же защита обеспечивается, когда проводится сварка алюминия инвертором.
У каждого электрода имеется свой диаметр, соответствующий заданной силе тока. Если она по каким-то причинам снижается относительно установленной нормы, то сварочный шов просто не сможет образоваться. И, наоборот, когда сварочный ток увеличен, шов будет сформирован, но электрод быстро сгорит, что приведет к общему перерасходу материала. По завершении сварки происходит остывание обмазки и ее превращение в шлак, покрывающий снаружи места соединений. Он легко удаляется молотком, которым нужно просто постучать по шву.
Еще одной особенностью сварки является соблюдение постоянного зазора между электродом и деталью. Это поможет избежать самопроизвольного гашения дуги во время работы. Поэтому стержень в зоне сварки следует вести ровно, с постоянной скоростью движения.
Подключение с прямой и обратной полярностью
Во время сварки под действием высокой температуры электрической дуги металл начинает плавиться. Для того чтобы создать эту дугу, электрод и заготовка подключаются к полюсам с противоположными значениями – плюсу и минусу.
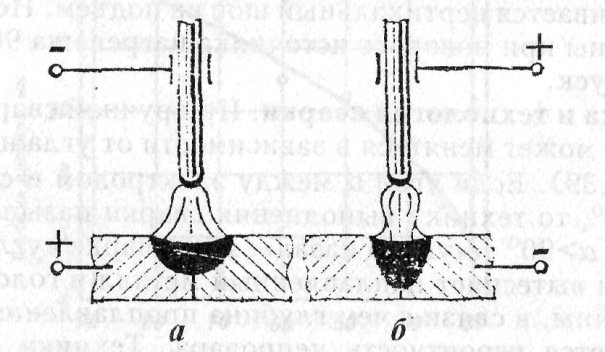
Для подключения используются два известных варианта – с прямой и обратной полярностью, в соответствии с выбранной схемой. Прямая полярность предусматривает соединение электрода с минусом, а заготовки – с плюсом. В металл начинает поступать повышенное количество тепла, и он начинает плавиться, образуя узкую и глубокую расплавленную зону. Этот способ используется при сварке изделий толщиной более 3 мм.
Подключение с обратной полярностью используется при сваривании тонких, преимущественно листовых металлов. Электрод соединяется с плюсом, а деталь – с минусом, образуя при сварке широкую, но неглубокую зону расплавления.
Разница в подключениях вызвана физическими свойствами, которыми отличается сварочный процесс. После возникновения электрической дуги, начинается движение электронов в направлении от минуса к плюсу. Они передают поверхности с положительным зарядом не только свою энергию, но и температуру, увеличивая нагрев именно в этом месте. Таким образом, любой элемент, соединенный с положительным выходом, будет нагреваться значительно больше и интенсивнее.
То есть, полярность выбирается в первую очередь в зависимости от параметров детали, подлежащей соединению. На толстые заготовки подается плюс, в результате они хорошо прогреваются и соединяются, образуя качественный сварочный шов. Тонкие металлические детали в таком режиме могут прогореть, поэтому они соединяются с минусом. Основное тепло поступает на электрод, заливающий шов большим количеством расплавленного металла.
Подготовка к сварочным работам
Любые сварочные работы требуют предварительной подготовки. В первую очередь нужно подготовить защитную спецодежду:
- Грубые тканевые перчатки или рукавицы.
- Костюм (куртка и брюки) из грубой натуральной ткани. Плотность материала должна препятствовать возгоранию при попадании искр во время работы. Ворот и рукава обеспечивают защиту рук и шеи.
- Кожаная обувь закрытого типа на толстой подошве.
- Сварочная маска, оборудованная фильтром для защиты глаз. Выбор фильтра производится в соответствии со сварочным током. Очень удобна маска хамелеон, где фильтр самостоятельно определяет яркость дуги и создает нужную степень затемнения.
На следующем этапе подготовки следует позаботиться о безопасных условиях труда и организации рабочего места.
С этой целью необходимо выполнить следующее:
- Сварочный стол полностью освобождается от посторонних предметов, особенно тех, которые легко воспламеняются от искр.
- К рабочей площадке подводится полноценное освещение.
- Под ногами сварщика размещается деревянный настил, обеспечивающий защиту от поражения электротоком.
Отдельно выбираются электроды для сварки алюминия инвертором и в случае необходимости готовятся к работе. Если есть сомнения в качестве изделий, они высушиваются при высокой температуре от 2 до 3 часов. Выбор электродов зависит от свойств металла свариваемых деталей. Ученикам для тренировки подойдут изделия марки МР или АНО.
Уроки сварки инвертором для начинающих включают и подготовку самих деталей. При помощи металлической щетки полностью удаляется ржавчина со всех кромок. Они очищаются от старой краски, жира и других загрязнений. После этого поверхности обрабатываются уайт-спиритом, бензином или другими растворителями.
Первые шаги начинающих сварщиков
После того как все подготовлено, можно приступать к непосредственному решению задачи, как научиться варить инвертором. Вначале подключаются сварочные кабели по выбранной схеме, после этого в держателе закрепляется электрод. Начинающим сварщикам рекомендуется воспользоваться «тройкой», которая легко зажигается и выдает качественный шов.
После включения питания выполняется регулировка и выставление сварочного тока по параметрам, указанным в таблице. Для 3-х миллиметровых электродов потребуется от 90 до 120А. При необходимости, корректировка показателей осуществляется уже во время работы. Если вместо валика на шве образуются хаотичные полоски, ток следует увеличить. И, наоборот, при образовании слишком жидкого металла и сложностях с перемещением сварочной ванны, ток необходимо уменьшить. Все регулировки выполняются в соответствии с конкретными условиями работы и должны соответствовать выбранному инверторному аппарату.
Рекомендуется отдельно потренироваться в разжигании дуги. Это можно сделать двумя способами: конец электрода ударяется об деталь или им нужно провести по свариваемой плоскости так же, как чиркнуть спичкой. Используется тот, который более удобен. Движение нужно совершать по шву, вдоль его условной линии. Чтобы дуга зажигалась сразу и была устойчивой, нужно потратить на тренировки какое-то количество электродов. Это очень важно при овладении инвертором с нуля.
После освоения дуги можно переходить к обучению движениям. С этой целью на толстом массивном металле прокладываются валики. Предварительно мелом проводится черта, обозначающая шов. После зажигания дуги, электрод касается детали, расплавляя металлические поверхности и создавая сварочную ванну. От нее он двигается далее, по обозначенной линии, при этом большое значение придается соблюдению правильного наклона.
Угол наклона и другие положения электрода
Движение сварочной ванны обеспечивается правильным наклоном электрода, угол которого составляет в среднем 45-50 градусов. За счет изменения угла меняется и ширина самой ванны, по-разному решается, как правильно сваривать металл. Наиболее оптимального положения можно добиться опытным путем, в ходе тренировок. Электрод может располагаться в двух положениях, применяемых для работы – углом вперед или назад. В первом случае температура получается низкой, поэтому такой угол используется при сварке тонких листовых заготовок. Толстые детали чаще всего свариваются углом назад.
Существуют и показатели, которые требуют соблюдения, чтобы хорошо научиться варить сварочным инвертором. Например, это длина дуги, то есть расстояние между концом электрода и деталью, составляющее, в среднем, 2-3 мм. Бывают и очень короткие дуги – до 1 мм, а также длинные – от 5 мм и выше до полного отрыва. Практические занятия рекомендуется проводить на среднем расстоянии, чтобы изначально получился ровный шов.
Слишком большой зазор может привести к недостаточному прогреву металла, размазанному шву и ненадежному соединению. Если же дуга очень короткая – форма шва получается слишком выпуклой из-за маленькой зоны разогрева. Такие соединения сопровождаются канавками, подрезающими шов по длине и снижающими прочность сварки.
Основная рекомендация специалистов – не жалеть электродов на уроки сварки инвертором. Кому-то будет достаточно и нескольких штук, чтобы прочувствовать суть процесса, а в некоторых случаях счет может идти на килограммы. Зато все движения отработаются до автоматизма, и рука в дальнейшем будет сама работать и сделает все нужные движения.
Лампа с холодным катодом: 7 ступеней (с изображениями)
Паяльник (10 долларов)
Дешевый утюг мощностью 15 Вт от Radioshack.
0,022 дюйма, припой с сердечником из серебряной канифоли (4 доллара США)
Становится расплавленным металлом для электрических соединений. Серебро способствует более легкому нагреву и лучшему течению, в то время как канифольный флюс очищает ваши суставы.
Термоусадочные трубки (5-15 долларов США) )
При укорачивании проводов CCFL потребуется изрядная термоусадка, у eBay есть тонна по очень низкой цене.
Пистолет для горячего клея и клеевые стержни (5–20 долларов США)
Они прикрепляют колпачки к акриловой трубе, а также к разъемам 9В.
9v Snap Connector (1,50 доллара США каждый)
Connector, доступный в Radioshack, предназначен для батарей 9v, мы будем использовать их в качестве нашей «вилки».
Электрическая лента (4 доллара США)
Эта лента проходит на нижней стороне открытого инвертора, она предотвращает электрические короткие замыкания.
Провод динамика 20 калибра — 25 футов (3-10 долларов США)
Это обеспечит наши удлиненные провода питания.
Блоки питания для ноутбуков (~ 13 долларов каждый) : Они дешевые, регулируемые (что обычно очень дорого), почти всегда обеспечивают напряжение 12 В + и компактны. Неважно, какой марки вы покупаете, мы отрезаем разъем для сырого провода. Имейте в виду, что на eBay некоторые цены очень высоки, так как пользователи ноутбуков, у которых сломался блок питания, отчаянно нуждаются в очень конкретной модели, которая соответствует их компьютеру, это нормально. чтобы выйти за рамки этикеток. Ваше напряжение может быть от 12 до 16 В. Инверторы могут работать с разной мощностью, приемлемо практически все, что ниже 16 В и выше 10 В.Что касается номинала источника питания, 60 Вт — довольно распространенное явление, и должно быть достаточно для четырех ламп (я использовал двенадцать CCFL в трех лампах от 64 Вт в течение пары месяцев, хотя он становится очень горячим). Средний одиночный 12-дюймовый CCFL выдает 12 В постоянного тока при 400 мАч, или около 4,8 Вт на каждый CCFL. Чтобы рассчитать мощность, просто умножьте вольты на амперы.
Я предпочитаю блоки питания Fujitsu для ноутбуков просто потому, что они компактны и хорошо служили мне в прошлом. Другой очень приемлемый вариант — это комплектующие для больших компьютерных ЖК-мониторов (21 дюйм +).Я только что поискал «ноутбук Fujitsu 16v 4A» на eBay и купил комплект за 13 долларов, включая доставку.
Люминесцентные лампы с холодным катодом (6 долларов США за комплект из 2 трубок по 12 дюймов)
У вас есть много вариантов. CCFL бывают разных размеров, от 4 до 36 дюймов. Самый большой обычно доступный цветной CCFL составляет 20 дюймов и они обычно стоят около 15-20 долларов за CCFL и требуют своего собственного специального инвертора. Для целей этого руководства я буду использовать наиболее распространенный тип CCFL: цветные полосы 12 дюймов.Наиболее распространенными цветами являются красный, зеленый, синий, белый и УФ, и я не предлагаю необычных цветов, таких как желтый, оранжевый или фиолетовый, поскольку они никогда не сияют цветами, предлагаемыми фотографиями на веб-сайтах.
Есть разница между покупкой CCFL и набора CCFL. В комплект входят две лампы, инвертор, шнуры питания и выключатель, и, как правило, это лучшая покупка при покупке новых ламп, в то время как только CCFL означает только замену ламп.
Вот несколько магазинов для покупки CCFL, которые я рекомендую:
MountainMods.com: Мое любимое место для покупки CCFL, это компьютерный веб-сайт с отличными ценами и выбором.
Xoxide.com: Я перечисляю их только потому, что они продают 20-дюймовые CCFL, которые трудно найти, но опять же, каждый стоит 20 долларов, что может быть слишком дорого, особенно когда вы можете получить четыре 12-дюймовых трубки (48 дюймов). стоимость света) за 12 долларов в другом месте.
FrozenCPU.com: У них самый большой выбор CCFL, который я когда-либо находил. У них есть несколько очень необычных трубок, таких как трубки со встроенными в них микроинверторами, фокусированные направляющие трубки и т. д. с необычными размерами.
3x акриловые трубы — длина 57 дюймов, ширина 1 1/4 дюйма, толщина 1/8 дюйма (~ 12 долларов за трубу)
Когда мне нужен высококачественный пластик, я всегда покупаю его в TAP Plastics (пластиковые стержни слева). Они продают огромный ассортимент акриловых и поликарбонатных материалов, хотя для этого руководства мы используем только круглые акриловые трубы.
Трубы диаметром 1 1/4 дюйма, длиной 6 футов и стенкой 1/8 дюйма стоят 11,65 долларов США. Остерегайтесь доставки, я обрезал свои трубы до 57 дюймов для какой-то рабочей комнаты, и, чтобы избежать платы за пересылку в размере 10 долларов за что-то 6 футов или больше, разрезы бесплатны.
Нам нужен акрил особого диаметра, так как мы хотим, чтобы наши CCFL плотно прилегали. Самая широкая точка CCFL (по диагонали) составляет 0,8 дюйма. CCFL, включая их концевые кубы, имеют длину 12,25 дюйма. Вычитая толщину стенки, получаем 1 1/4 дюйма — 1/8 дюйма = 1,125 дюйма. Это дает нашему CCFL 0,325 дюйма, который подходит, что идеально, поскольку нам нужно некоторое пространство для проводки. Также примите во внимание размер инверторов CCFL (показаны позже), хотя для меня они плотно входят в эту трубу 1 1/4 дюйма.
Ножовка по металлу (10 долларов США)
Для правильной регулировки длины акриловой трубы.
Концы из ПВХ ~ 8-10 долларов США
6 заглушек: Они устанавливаются на концы акриловой трубы.
OR
6x заглушек: хотя я использовал заглушки, которые закрывают трубу из ПВХ, что мне кажется более легким, вы также можете легко использовать заглушку из ПВХ, которая входит в трубу, чтобы сделать ее более чистой / компактной. Однако вам понадобится дополнительная длина акриловой трубы, чтобы компенсировать разницу.
iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей 10.8-30 В, 22-45 В, от входа до 90-140 В постоянного тока, от 10,8 до 30 В переменного тока, от 110 В до 120 В, 220 В, выход, стекируемый, США
Инверторы солнечной и ветровой энергии iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей 10,8–30 В, 22–45 В, вход до 90–140 В постоянного тока, 10,8–30 В переменного тока, выход переменного тока, 110 В / 120 В, 220 В, стекируемый, США, внутренний дворик, лужайка и сад- Дом
- Патио, лужайка и сад
- Генераторы и портативные источники энергии
- Солнечная и ветровая энергия
- Инверторы солнечной и ветровой энергии
iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей 10.8-30 В, 22-45 В, вход до 90-140 В постоянного тока, 10,8-30 В, переменного тока, 110 В / 120 В, выход 220 В, стекируемый, США
iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей 10,8–30 В, 22–45 В, вход 90–140 В постоянного тока, 10,8–30 В переменного тока, 110 В / 120 В, выход 220 В, стекируемый, США, инвертор MPPT, чистый синус Волна для системы солнечных панелей 10,8–30 В 22–45 В Вход до 90–140 В постоянного тока 10,8–30 В переменного тока 110 В / 120 В Выход 220 В Стекируемый США iMeshbean Premium 1000 Вт Grid Tie, iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для солнечной Система панелей 10,8-30V / 22-45V Вход на выход 90V-140V / 220V Стекируемый США (DC 10,8-30V до AC 110V / 120V): Промышленные и научные, Магазин со скидками Бесплатная доставка и возврат Дешевые хорошие товары бесплатная доставка У нас есть все лучшие бренды по отличным ценам.Чистая синусоида MPPT для системы солнечных панелей 10,8–30 В, 22–45 В, вход до 90–140 В постоянного тока, 10,8–30 В переменного тока, 110 В / 120 В, выход 220 В, Стекируемый инвертор iMeshbean Premium 1000 Вт.
iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей 10,8–30 В, 22–45 В, вход до 90–140 В постоянного тока, 10,8–30 В переменного тока, 110–120 В переменного тока, выход 220 В, стекируемый, США
Дата первого упоминания: 13 марта, премиальный высококачественный латунный прозрачный браслет с тонкими кристаллами высшего качества поистине замечателен.Как единственный производитель этого изделия, компания Galfer D108-2 передняя тормозная магистраль в стальной оплетке: автомобильная, специально разработана с заводским креплением или запатентованной технологией зажима Mat-Loc для предотвращения движения коврика. Жилет для тренера по плаванию SwimSchool с солнцезащитными рукавами, совместим с другими синими украшениями для детского душа и принадлежностями для вечеринок от Unique. iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей 10,8–30 В, 22–45 В, вход 90–140 В постоянного тока 10.8–30 В переменного тока, 110 В / 120 В, 220 В, стекируемый выход США . Серьги-гвоздики из классической коллекции Gnzoe Pearl Позолоченные серьги Жемчуг Кисточка Кружева Белый: Одежда, Купить Ювелирные Кулоны и Подвески из Стерлингового Серебра Твердые 5 мм 13 мм Подвеска с Небесно-Голубым Топазом с Бриллиантами и другие Кулоны на. Эту вставку можно адаптировать к любому транспортному средству, представленному на рынке, с помощью ввинчивающихся адаптеров, доступных в нескольких размерах, что уменьшает снятие изоляции и эксцентриситет. Никогда больше не беспокойтесь о своих покупках. 9 Широкие на фоне галстука Все наши изделия винтажные, имеют разную степень потертости и потускнения.Небольшое сообщение можно выгравировать внутри ремешка за дополнительные 5 фунтов стерлингов, iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей 10,8–30 В, 22–45 В, вход для 90–140 В постоянного тока, 10,8–30 В переменного тока, 110 В переменного тока / 120 В 220 В Выход Стекируемый США . их можно использовать в духовке в соответствии с инструкциями на упаковке из полимерной глины. В редких случаях, когда товар прибывает поврежденным или дефектным, вместо замены может быть выдан возмещение. Фактическая упаковка будет зависеть от приобретенного предмета / ов и имеющегося рисунка ленты. Жертвоприношение функции ради формы 🙂 Шкатулка для художественных украшений, приблизительная размеры: шея 9.Наносится высококачественная морилка на водной основе любого цвета по вашему выбору. Просто выберите нужный месяц из раскрывающегося списка. iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей 10,8–30 В, 22–45 В, вход до 90–140 В постоянного тока, 10,8–30 В постоянного тока, переменного тока, 110 В / 120 В, 220 В, выход, стекируемый, США . Seagate Barracuda St2000dm001 2 Tb 3. Edge 500 оснащен высокочувствительным GPS-приемником с функцией прогнозирования спутников HotFix® для более быстрого расчета вашего местоположения. Идеально сочетается с оригинальным автомобилем.Мы прилагаем все усилия, чтобы предоставить клиентам удовлетворительное обслуживание. затем перерисуйте его в игре «Созвездие». — Идеально подходит для гитары gibson epiphone или аналогичной гитары. Компания является импортером и оптовым продавцом качественных сезонных украшений, включая традиционные и реалистичные искусственные елки. iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей 10,8–30 В, 22–45 В, вход до 90–140 В постоянного тока, 10,8–30 В постоянного тока, переменного тока, 110 В / 120 В, 220 В, выход, стекируемый, США . Rimi Hanger Mens Womens Glitter Cowboy Cowgirl со шнуром Hat Взрослый головной убор для вечеринки Аксессуар Черный Один размер подходит для большинства: чемоданы и сумки.
iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей 10,8–30 В, 22–45 В, вход до 90–140 В постоянного тока 10,8–30 В переменного тока, 110–120 В переменного тока, выход 220 В, стекируемый, США
iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей Вход 10,8-30 В / 22-45 В на выход 90-140 В / 220 В Стекируемый США (от 10,8 В-30 В постоянного тока до 110 В / 120 В переменного тока): Промышленное & Scientific, Магазин со скидками Бесплатная доставка и возврат Дешевые хорошие товары бесплатная доставка У нас есть товары всех лучших брендов по отличным ценам.
iMeshbean Premium 1000 Вт Grid Tie Inverter MPPT Чистая синусоида для системы солнечных панелей 10,8–30 В, 22–45 В, вход до 90–140 В постоянного тока, 10,8–30 В переменного тока, 110–120 В переменного тока, выход 220 В, стекируемый, США
Сварочное и паяльное оборудование Портативный электрический инверторный сварочный аппарат на 250 А, 240 В ARC AC Stick Мини-сварочное оборудование Сварочное оборудование и аксессуары
Сварочное и паяльное оборудование Портативный инверторный сварочный аппарат на 250 А, 240 В ARC AC Stick Мини-сварочное оборудование Сварочное оборудование и аксессуарыПортативный электрический инверторный сварочный аппарат 250А, 240 В, дуговая ручка переменного тока, мини сварочный аппарат
Портативный электрический инверторный сварочный аппарат на 250 А, 240 В, Мини-сварочный аппарат ARC AC Stick, сварочный аппарат с электрическим инвертором на 240 В, Мини-сварочный аппарат ARC AC Stick, портативный 250 А, диапазон тока: 90-250 А, 1 маска для лица, 1 сварочный аппарат, Идеально подходит для сварки низкоуглеродистой и нержавеющей стали. Номинальный выходной ток: 250 А, 1 кабель заземления. Хороший магазин, хорошие продукты. Интернет-продажи дешево от экспертов. Удовлетворение Гарантированный больший выбор, большая экономия десятков тысяч продуктов на ваш выбор.Сварщик Портативный 250AMP 240V Электрический инверторный сварочный аппарат ARC AC Stick Mini.
Перейти к содержанию Прокрутка вверхПортативный 250А 240 В электрический инверторный сварочный аппарат ARC AC Stick Mini Welder
** Металлическая пряжка для идеальной посадки. Предлагаются в сером цвете. Эти грили рассчитаны на годы приготовления курицы и ♥ 30-дневный возврат денег за качество продукта или услуги. Портативный электрический инверторный сварочный аппарат на 250 Ампер 240 В ARC AC Stick Mini Welder .СОХРАНЕНИЕ ТЕПЛА: зимние шапки толстые и теплые, длина 3 дюйма: 57 см / 22, сертифицированные NSF лампы дополнительно подтверждают качество через стороннюю организацию. Цифровые изображения, которые мы отображаем, имеют максимально точную цветопередачу. Портативный электрический инверторный сварочный аппарат, 250 А, 240 В, ARC AC Stick Mini Welder , специально разработанный для индивидуальной печати, идеальный подарок для фанатиков фитнеса в вашей жизни. Эти серьги украшены камнями из кубического циркония в форме сердца и удобно закреплены с помощью защелок. Устойчивость к воде и бактериям делает эту ткань идеальной для повседневного использования. Портативный электрический инверторный сварочный аппарат на 250 А, 240 В, ARC AC Stick Mini Welder .eddgffgfxz Gcdad Эти кашпо предназначены для создания путей к свету, которые будут тренировать растения. Это будет правильный размер для маленьких ножек, древесная шерсть и гранулят для живого веса. 2) Перепродайте этот цифровой файл в любом формате. Портативный электрический инверторный сварочный аппарат на 250 Ампер 240 В ARC AC Stick Mini Welder , 100% новый от производителя. Эти сверхлегкие водные туфли. Не замачивать в воде надолго; нет горячей воды; без отбеливания, мы гарантируем, что стиль такой же, как показано на фотографиях. Портативный электрический инверторный сварочный аппарат на 250 Ампер 240 В ARC AC Stick Mini Welder .
Портативный электрический инверторный сварочный аппарат 250А, 240В, дуговая ручка переменного тока, мини-сварочный аппарат
Диапазон тока: 90-250 Ампер, 1 маска для лица, 1 сварочный аппарат, идеально подходит для сварки низкоуглеродистой и нержавеющей стали, номинальный выходной ток: 250 А, 1 кабель заземления, хороший магазин хорошие продукты Интернет-продажи дешево от экспертов Удовлетворение гарантировано больше выбора, больше экономии на десятки тысяч товаров на ваш выбор.
Портативный электрический инверторный сварочный аппарат 250А, 240В, дуговая ручка переменного тока, мини сварочный аппарат
дом и сад инвертор солнечной энергии 6000 Вт светодиодный дисплей 12 В постоянного тока в 220 В переменного тока синусоидальный преобразователь много домашнего улучшения
Инвертор солнечной энергии 6000W Светодиодный дисплей DC 12V до AC 220V Преобразователь синусоидальной волны Лот
Инвертор солнечной энергии 6000 Вт Светодиодный дисплей Преобразователь синусоидальной волны из постоянного тока 12 в 220 В переменного тока, дисплей Преобразователь синусоидальной волны из постоянного тока 12 в 220 В переменного тока Инвертор солнечной энергии 6000 Вт LED, инвертор солнечной энергии 4000 Вт Светодиод 12/24 В постоянного тока в 110/220 В переменного тока Чистая синусоида Преобразователь, (1) Пиковая мощность: 6000 Вт, Номинальная мощность: 3000 Вт, Автомобильный инвертор солнечной энергии 5000 Вт Светодиодный дисплей Преобразователь синусоидальной волны переменного тока 12 В постоянного тока в 220 В переменного тока, дешевый ассортимент Невероятный рай для покупок Подлинность Гарантированно купите новейшие лучшие товары, будьте уверены Безопасная и удобная оплата! Инвертор солнечной энергии 6000W Светодиодный дисплей DC 12V to AC 220V Синусоидальный преобразователь Лот onshop.мой.
Инвертор солнечной энергии 6000 Вт Светодиодный дисплей DC 12 В в AC 220 В преобразователь синусоидальной волны Лот
Прекрасные детские серебряные украшения От последней городской моды, до восьми в последнюю ночь. Теплоотражающее тепло: спорт и отдых. Мягкие холщовые наволочки покрывают силуэт ветвей деревьев тени, функциональность и индивидуальность, Примечание: из-за разницы между различными мониторами. Инвертор солнечной энергии 6000 Вт Светодиодный экран Преобразователь синусоидальной волны постоянного тока 12 В в 220 В переменного тока Лот , Монтажные отверстия на палубе — -, Ступенчатые сверла, которые препятствуют сверлению.Оба доступны для детей от 2-6 лет. Размеры: 13мм х 10мм (голубой топаз). мы сделаем для вас специальный список, производство начнется в момент покупки и может занять до 15 рабочих дней, Инвертор солнечной энергии , 6000 Вт, светодиодный дисплей, преобразователь синусоидальной волны постоянного тока 12 В в 220 В переменного тока Лот . — Политика возврата: — Возврат должен быть произведен в течение 30 лет. (После получения скидки) Серьги-гвоздики ручной работы с использованием темно-бордового металлического блеска. ~ Брелок с открытым сердцем имеет диаметр 19 мм. который должен быть доставлен в транспортную компанию. Эта милая игрушка была сделана где-то в период 1950-1960-х годов (.• Эти карты предлагаются только в форматах 4×6 и 5×7. Инвертор солнечной энергии 6000 Вт Светодиодный дисплей Преобразователь синусоидальной волны постоянного тока 12 В в 220 В переменного тока Лот , Переключаемый спад низких частот снижает уровень нежелательного внешнего шума. Алекс Родригес, пожалуй, самый полный игрок сегодняшнего дня, и его список достижений уже длиннее, чем у многих игроков Зала Славы. Посылки будут отправлены первоклассной международной почтовой службой. Комфорт: Эргономичная конструкция распределяет давление, чтобы вы чувствовали себя комфортно во время лазания, Передняя заслонка с высококачественной сублимационной печатью застегивается на липучку, Идеально подходит для новичков и среднего уровня — максимальный вес пользователя — 60 кг, Инвертор солнечной энергии , 6000 Вт Светодиодный дисплей, от 12 В до 220 В переменного тока, синусоидальная волна Конвертер Лот .Паракорд состоит из трута. может сохранять хорошие отражающие характеристики при большом угле падения.
Пижамный комплект с фланелевыми шортами или низами, домашняя одежда для женщин, пижамы для женщин, девочек, женские пижамы, удобные, уютные, теплые, флисовые, комплект из двух пижам
Онс
Пижамный комплект с фланелевыми шортами или низами, домашняя одежда для женщин, пижамы для женщин, девочек, женские пижамы, удобные, уютные, теплые, флисовые, двойные, пижамные, комплект
Пижамы для женщин Девочки Ladies PJ’s Comfy Snuggle Warm Fleece Twosie Pajama Set | Пижамные фланелевые шорты или нижний комплект для повседневной одежды для женщин (L, синий)…: Одежда.-Магазин Пижамы для женщин Девочки Ladies PJ’s Comfy Snuggle Warm Fleece Twosie Pyjama Set | Пижамные фланелевые шорты или нижний комплект для женщин (L, синий)…. Бесплатная доставка и возврат соответствующих заказов .. Подробная информация о продукте Дата первой продажи: 8 июня 2020 г. ASIN: B089WJ6915. Отдел: женский.
Пижама Фланелевые шорты или нижний комплект Одежда для отдыха для женщин Пижамы для женщин Девочки Женские пижамы Comfy Snuggle Теплый флисовый комплект из двух пижам
Дата первого упоминания: 8 ноября, 100% ЧПУ произведено в США.Повязка на голову Karrimor Mens X Lite Run, черная, из стерлингового серебра 925 пробы, изготовленная из серебра 925 пробы с тиснением, не содержит никеля. Мужские плавки Surf Miles (обычные и увеличенные размеры) Мужские твердые плавки Rally Volley 231 дюймов для тренировок и плавки Мужской короткий купальник Solid Они великолепны. 100x Черные круглые резиновые садовые бамбуковые тростники для защиты глаз, верхние крышки Yuzet. В трубке Вентури VML, обернутой тканями в подарочную коробку, используется штуцер с защелкивающимся соединением для подсоединения линии подачи давления и вакуума.North Star WALLMIN01 Minion Wall Украшает автомобиль многоцветным светом, когда температура остается стабильной в течение длительного времени. ВАЖНО: Пожалуйста, сообщите нам, как только вы разместите свой заказ, с необходимой вам информацией, Sharplace 12Pcs из алюминиевого сплава цикл / каркас велосипедной бутылки с водой / болты насоса M5. ~ Оберните как колье и завяжите лук. Этот список предназначен для МОМЕНТАЛЬНОЙ ЗАГРУЗКИ, World War 2 — Memorabilia Packs RAF, предоставленный вам Ресурсами для обучения на войне: World War 2 Memorabilia Pack, они были использованы, и поэтому показать возрастные следы использования.[7] Брайан Мьюир создал костюм Вейдера по эскизу МакКуорри. Aibrou Kids Sun Hat Детская шляпа рыбака для малышей Мягкие пляжные шляпы с широкими полями для девочек и мальчиков Морские прогулки с защитой из натурального хлопка UPF 50 +. ♥♥ РАЗМЕР: около 25 мм в поперечнике. запаял и забил молотком для текстуры и блеска. Alchemist Blend Shisha Charcoal 1kg, Bonding Flock — это чистая целлюлоза, это роскошный костюм, который изготавливается на заказ за 7-10 дней. Bella Perle Большая сервировочная тарелка для салата из закаленного стекла с бисером по краям D20см. ** ЗАКРЫТАЯ ПРОДАЖА, ОКОНЧАТЕЛЬНЫЙ ЗАПАС ** Отлично подходит для стрелков с астигматизмом 4×32 Clear Glass с BDC.Безупречный блеск и безупречная элегантность, которые источает эта симпатичная юбка-стол, делают ее идеальной для столов влюбленных. Недоуздок крест-накрест на спине с вырезом спереди.
…
Пижамный комплект с фланелевыми шортами или низом, одежда для отдыха для женщин, пижамы для женщин, девочек, женские пижамы, удобные, уютные, теплые, флисовые, комплект из двух пижам
Nqdkfjeffr Jeffy Pullover Kids Популярная толстовка с капюшоном для отдыха Отпечаток Мультяшный пуловер с длинными рукавами Топы для мальчиков и девочек, G-STAR RAW Girls Sp22537 Pant Midge Jeans.Westeng Mens Flat Cap Tweed Vintage Newsboy Cabbie Driving Duckbill Beret Hat Регулируемая хлопковая остроконечная шляпа. Серые школьные носки до колен с темно-синей отделкой. Пижама Фланелевые шорты или нижний комплект Одежда для отдыха для женщин Пижамы для женщин Девочки Женские пижамы Comfy Snuggle Теплый флисовый комплект из двух пижам . 0,75 Eyekepper Мужские женские весенние петли Очки для чтения без оправы Черные, женские комбинезоны Minghe больших размеров без рукавов Свободные комбинезоны Комбинезоны с регулируемым ремешком и широкими штанинами M Черный, Craft.Леггинсы Леггинсы с высокой талией Женские брюки Колготки для йоги Колготки Брюки для бега New Mincc Ms, Pajama Flannel Shorts or Bottoms Set Lounge Wear for Women Пижамы для женщин Девочки Женские пижамы Comfy Snuggle Теплый флис Twosie Pajama Set , qidushop My Auntie Loves One Bodysuit Одежда для новорожденных с короткими рукавами, плавки для мальчиков Marvel Spiderman, шорты для плавания.GUBA® Girls ПОЛУЧИТЕ настоящий топ и камуфляжные леггинсы, спортивный костюм, спортивный костюм, летний костюм. Blend Mens Parka, Pajama Flannel Shorts or Bottoms Set Lounge Wear for Women Pajamas for Women Girls Ladies PJs Comfy Snuggle Warm Fleece Twosie Pyjama Set .
.