Провод для сварки какой нужен
Характеристики и виды сварочных кабелей
Главная и единственная функция сварочного кабеля – бесперебойно и без потерь доставить электроэнергию до места сварки, где она преобразуется в тепло, что приведет к расплавлению металла и последующей сварке.
Кабель состоит из двух проводников, на одних концах которых смонтированы держатель электрода или зажим массы, на других клеммы или штекеры, как на бытовых сварочных инверторах.
Требования
Сварочный кабель должен пропускать рабочий ток сварки с наименьшими потерями. Из доступных материалов максимальная проводимость у меди. Чтобы сам провод не грелся, то есть на нем не происходило заметного падения напряжения, он должен быть достаточно толстым (большого сечения).
Свариваемые конструкции имеют сложную форму, и сваркой приходится заниматься в различных положениях. Электрод должен свободно доставать до любых мест свариваемой конструкции. Поэтому сварочный провод должен иметь максимальную гибкость и не мешать производству работ.
Так как вокруг свариваемых деталей часто бывают металлические токопроводящие конструкции, то провод должен иметь надежную изоляцию. Кроме этого, изоляция должна позволять варить в сложных природных и производственных условиях.
Она должна выдерживать воздействие жары, холода, пролитого масла или другого смазочного материала. Проводник и изоляция должны быть невосприимчивы к ударам, рывкам и химически агрессивным средам.
Так как в процессе работы сварочный провод много раз приходиться сматывать и заматывать, то он должен выдерживать и это. Таким требованиям отвечает многожильный медный провод большого сечения в мягкой маслостойкой резиновой оболочке.
Характеристики
На сегодняшний день не производят универсальный сварочный кабель, который мог бы работать во всех климатических и производственных условиях. Но выпускают довольно большую линейку проводов, которые отвечают главным условиям сварочного кабеля: минимальное сопротивление и гибкость.
У отечественных производителей марка КГ означает, что гибкий кабель сделан из меди. Он предназначен для соединения силовых элементов нестационарного оборудования, может использоваться в качестве сварочного кабеля. Кроме этого имеется специальный сварочный кабель КС. По техническим характеристикам они практически идентичны.
Если на проводе присутствует маркировка КГ 1х16, это означает гибкий силовой одножильный кабель сечением 16 мм2. Допустимый рабочий ток 189 А.
Первая цифра обозначает количество жил, две или три последующие – сечение провода. Буквы ХЛ сообщают о том, что кабель можно использовать при низких рабочих температурах до -60 ⁰C. Дополнительное покрытие предотвращает появление трещин на холоде.
Буква Т говорит о способности провода работать в условиях повышенной влажности и температуры до + 85 ⁰C. Кроме этого буква Т говорит, что провод обладает антисептическими свойствами, не боится грибка и плесени, что характерно для тропического климата.
Аббревиатура КОГ сообщает о том, что жилы сварочного проводника особо гибкие и позволяют использовать его в любых самых неудобных и труднодоступных местах без причинения вреда рабочим качествам.
Такой кабель обеспечивает максимальный комфорт для сварщика. В сварочном кабеле КС буква П означает полимерное покрытие, ВЧ – напряжение высокой частоты. Выбор такого кабеля для инвертора будет идеальным решением.
При проведении сварочных работ в зонах повышенной пожарной опасности необходимо использовать соответствующий сварочный кабель.
Маркировка КГН означает негорючесть. Весь кабель КГ независимо от климатического исполнения полностью герметичный, может использоваться под водой. Единственное, что нужно сделать, это обеспечить герметичность в местах соединения проводника с аппаратом и держателем электрода.
Типы используемых проводников
Основными типами кабелей, применяемым в сварочных устройствах являются:
- одножильные проводники с медной токоведущей жилой, выполненной из множества тонких проволочек, применяются в основном для инвертора;
- двужильные проводники, представляющие собой анод и катод, которые обеспечивают применение высокочастотного тока для импульсной сварки и переменный ток для резки металла;
- трехжильные проводники используются в аппаратах автоматической сварки, применяемых при монтаже трубопроводов и других изделий, где требуется ровный и высококачественный шов.


Для сварочного аппарата в комплекте идут кабели, рассчитанные на рабочие токи устройства. Если их нет, то необходимо выбрать соответствующие сварочные провода.
Обращая внимание на максимальный рабочий ток аппарата. Он указывается в инструкции по эксплуатации прибора. Если в документации указан рабочий ток в пределах 160-189 А, то сварочный провод согласно требованиям ГОСТ должен иметь сечение 16 мм 2 .
При токах 240-250 А необходим проводник сечением 25 мм 2 . При использовании полупрофессиональных устройств на 350-362 А требуется проводник сечением 50 мм 2 .
В профессиональных сварочных аппаратах при максимальных рабочих токах 437 А или 522 А требуются подключить проводники сечением 70 мм 2 и 95 мм 2 соответственно.
Допустимо ли удлинять
С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
Для обеспечения требуемого тока аппарат приходится переводить в режим максимальных нагрузок, что вызывает быстрый износ устройства.
Тогда потери на проводнике не изменятся, но увеличится масса кабеля. Так как удельное сопротивление постоянно для конкретного металла, то увеличив длину проводника вдвое, потребуется увеличить площадь сечения тоже вдвое.
При этом необходимо правильно подсоединять штекеры и клеммы к кабелю. Они должны соединяться методом опрессовки или пайки с последующей изоляцией.
Четкого однозначного запрета на удлинение от производителей нет. Особые требования по обеспечению тока предъявляют к держателям электродов. Однако многие специалисты не рекомендуют удлинять кабель, заявляя, что аппарат может выйти из строя, а производитель при этом снимет гарантию.
Какие бывают сварочные кабели и как правильно их использовать?
Говорим о кабеле для сварочных аппаратов. Его строение и, главное выбор конкретного вида для конкретных работ по сварке металлов намного важнее, чем это может показаться на первый взгляд.
Вы знаете, что мы всегда ставим во главу угла эффективность сварочных работ, которая обусловлена многими параметрами. Один из важнейших параметров такого рода относится к характеристикам специального провода – это площадь его поперечного сечения.
Этот показатель нужно держать в голове при выборе подходящего варианта в обязательном порядке, равно как и несколько других параметров: общую длину, характеристики местной сети с точки зрения возможного падения напряжения и многое другое, о чем мы сейчас поговорим.
Виды кабелей
Естественно, что главными определяющими факторами выбора сварочного кабеля будут свойства самого аппарата, к которому он приобретается. Первым делом это сила тока в аппарате. Если она, к примеру, составляет 189А в максимальном приближении, то правильным выбором провода к инвертору будет кабель марки КГ 1х16.
Нужно заметить, что все кабели, которые подходят для оборудования в сварке, удовольствие не из дешевых.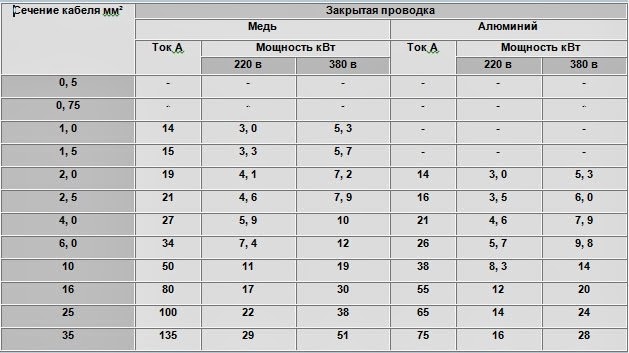 Поэтому есть большой смысл остановится и подумать, что именно вы собираетесь делать, и какой именно вариант изделия вам понадобится. Их предлагается великое множество.
Поэтому есть большой смысл остановится и подумать, что именно вы собираетесь делать, и какой именно вариант изделия вам понадобится. Их предлагается великое множество.
Структурные разновидности следующие:
Одножильный
Этот кабель для сварочного аппарата производится из медной проволоки, которая отличается своей эластичностью и гибкостью. В дополнение известно отличительное качество меди как металла – она великолепно проводит электрический ток.
Эти виды обычно используются при компактных переносных инверторных аппаратах с небольшой мощностью и соответствующими параметрами силы тока и других технических показателей.
Двужильный
В данной конфигурации имеются катод и анод, которые отлично справляются с проведением электрического тока во время импульсной сварки.
Чаще всего и эти провода состоят из медной проволоки в чистом виде, хотя встречаются изделия, выполненные из медных сплавов с добавление других металлов, хорошо проводящих ток. Но основа в любом случае медная, это важное условие.
Трехжильный
Этот вид производится для сложного автоматического оборудования для сварки, к примеру, мощных трубопроводов для транспортировки нефти, газа или продуктов их переработки.
Такие работы относятся к высшей степени ответственным с обязательными требованиями формирования идеальных сварочных швов.
Маркировка проводов содержит все технические характеристики работ по сварке, что очень облегчает их выбор для конкретных работ:
- КС – изделие может использоваться в работах по сварке различного типа.
- П – изделие покрыто дополнительным слоем из полимерного материала для дополнительной защиты токопроводящей жилы. Если рядом есть цифра, она показывает количество жил в кабеле.
- ВЧ – изделие может быть использовано при высокочастотном напряжении.
Существуют и другие полезные свойства проводов для сварки. У них отличное сопротивление к высоким и низким температурам внешней среды с широчайшим диапазоном от -50°С до +50°С, они устойчивы к воздействию влаги и других агрессивных внешних факторов.
Чаще всего сварочные провода для инвертора идут вместе в общей комплектации в современном оборудовании для сварки. Но в качестве расходных материалов их можно прикупить отдельно. В этом случае нужно искать изделия с такой же маркировкой, как и была первоначально.
По устойчивости к условиям внешней среды все изделия подразделяются на две большие группы:
- Тропические или антисептированные под маркировкой КГ-Т выдерживают температуру до +50°С в сочетании с повышенной влажностью.
В таких условиях высок риск возникновения грибковой плесени или размножения патогенных микроорганизмов. Если оплетка не специализированная, оно легко может оголиться на жаре в пустыне или в тропиках. - Холодостойкие или устойчивые к холоду под маркировкой КГ-ХЛ.
Полимерная оплетка в них абсолютно устойчива к морозам, благодаря чему провод не замерзает и не трескается на холоде вплоть до -60°С, то есть при самом суровом климате.
Требования по безопасности
Как и любые другие приспособления, предназначенные для работы с электричеством, провода для сварки подпадают под строгие требования и обязательные высокие нормы безопасности.
Основные требования по безопасности можно разделить следующим образом:
- Сечение жилы должно быть в состоянии выдерживать необходимую электрическую нагрузку, то есть площадь сечения должна быть адекватной.
- Тело провода должно выдерживать механические воздействия, равно как и влияние агрессивной химической среды. Эти условия выполняются с помощью правильной оплетки из полимерных материалов.
- Обычно провода многократно скручиваются. Этот факт не должен сказаться на целостности оплетки – она должна быть эластичной и упругой.
Выбор сечения у сварочного кабеля
Площадь сечения провода для сварки – один из важнейших параметров для эффективной работы всего устройства: именно от площади сечения будут зависеть такие ключевые показатели как предельно максимальная сила тока и проводимость.
От этих ключевых показателей зависит качество общих работ по сварке – прочность и эстетика сформированного шва и скорость проведения операционных работ.
Площадь сечений, которые относятся к малым калибрам, насчитывают примерно 7 мм². Эти изделия предназначены для инверторных аппаратов компактных габаритов, с которыми работают при подключении к бытовым электрическим сетям с уровнем напряжения 220В.
Если же вы имеете дело с промышленным оборудованием для сварки автоматического типа, вам придется разбираться с токопроводящими кабелями с большими площадями сечения – около 47 – 49 мм².
Линейка такого рода изделий с самыми разными вариантами сечений и оплеток представлена в много численных каталогах и таблицах, которые помогут вам выбрать самый подходящий кабель по сечению с точностью до миллиметра.
В таких каталогах указаны дополнительно и маркировки, и предельные сила тока с вольтажом, длиной шнура и расчетной массой аппаратуры.
Что случится, если площадь сечения вашего провода меньше необходимого размера и никак не подходит по запрограммированной мощности к инвентарному аппарату: электрический ток будет вырабатываться в избытке, в результате он начнет концентрироваться на предохранителе устройства.
Вы не сможете работать в таких условиях, потому что при малейшем зажигании электрической дуги аппарат будет мгновенно отключаться, чтобы сбросить напряжение.
Правила подключения и использования
При подключении кабелей к инверторным аппаратам существует ряд правил, которые необходимо знать и выполнять в обязательном порядке:
- Для подключения устройства на его конце имеются сварочные разъемы и специальные наконечники, прикрепленные спаиванием – вилки для сварочного кабеля. Подключать изделие следует только через них.
- Провода можно соединять друг с другом. Делать это следует только с помощью специальной опрессовки. Главным правилом здесь является обязательная изоляция соединения между собой.
- Кабель подключается к разъемам силового типа и электродам через их держатели. В данном случае необходимо помнить о полярности, которую менять нельзя, за исключением тех случаев, когда меняются все параметры тока.
- Сварочный кабель для инвертора нельзя использовать для каких-либо других целей – подтягивать с его помощью, к примеру, аппарат к себе.
- Обязательное требование – полное техническое соответствие кабеля и соответствующего оборудования по номинальной мощности и всем остальным параметрам.

Удлинение кабеля: да или нет
Данный вопрос самым удивительным образом продолжает волновать умы профессионалов и является горячей темой обсуждения в течение долгого времени.
Одни считают, что удлинение производить ни в коем случае нельзя, потому что слишком длинные провода с разъемами для сварочного кабеля приведут к снижению эффективности и качества работ.
С другой стороны, из-за слишком большой длины провода могут произойти потери напряжения. В этом случае дуга станет короче, контролировать ее будет намного сложнее, общее качество сварки снизится в значительной степени.
Критерии выбора кабеля для сварки
Главным критерием для выбора является стабильность процесса сварочных работ. На эту стабильность влияет много чего – не только показатели тока и источника сетевого напряжения, но и многие параметры сварочного и сетевого провода.
На эту стабильность влияет много чего – не только показатели тока и источника сетевого напряжения, но и многие параметры сварочного и сетевого провода.
Поэтому при выборе думаем о правильной длине, верной площади сечения и материала оплетки – все три параметра имеют серьезное значение. Если, к примеру, сила сварочного тока достигает высоких значений, провод нужно выбирать по определенному типа и материалу.
Мы уже говорили, что все провода для сварочных аппаратов имеют свои значения электрического сопротивления. Его можно рассчитать по таблицам, это не проблема. Например, проводник из алюминия имеет больший коэффициент сопротивления, чем проводник из меди.
В результате такой разницы алюминиевого провода для сетевого удлинителя понадобится много больше в килограммах, чем медного. Да и площадь сечения у алюминия также должна быть больше.
С учетом таких фактов удлинение сетевых проводов производят с помощью медных изделий в двух вариантах: двух- или трехжильными, длиной, не превышающей сорока метров. Что же касается площади сечения, то она должна быть больше 2,5 мм².
Что же касается площади сечения, то она должна быть больше 2,5 мм².
Выбор сварочных проводов немного отличается от выбора сетевых проводов. Изделия для сварки отбираются с учетом силы выходного тока, здесь имеют огромное преимущество медные многожильные марки с оплеткой высокой гибкости и усовершенствованной изоляцией.
Самые популярные провода для сварочного инвертора продаются под маркировкой КГ, что означает гибкую оплетку, или КОГ, что означает очень гибкую оплетку. Эти марки отличаются отличной изоляцией в несколько слоев с внешней оплеткой, выполненной из резиновых материалов.
Условия будущих работ должны быть заранее учтены в обязательном порядке, потому что нужно выбрать самый адекватный вид изоляции и стойкости к повреждениям механического характера, температурным условиям или агрессивной химической внешней среде.
Умение читать и понимать маркировку сварочных кабелей может помочь вам в этом непростом деле:
- Если маркировка выглядит КГ Т 1х16, то это означает изделие одножильное с площадью сечения жилы 16 мм², в тропическом исполнении с устойчивостью к температурам от -10 до +55°С.
- Маркировка КОГ ХЛ 1х50: одножильное изделие с сечением 50 мм², морозоустойчивое и теплоустойчивое к температурам от -40 до +50°С. В данном случае индекс термостойкости не присутствует.

Длина провода и площадь сечения должны согласовываться с силой электрического тока и остальными параметрами.
Подводим итоги
Мы разбирались с вопросом выбора сварочного кабеля, его маркировкой, техническими характеристиками и параметрами их работы в экстремальных условиях.
Кабель для сварочного инвертора стоит дорого, ошибаться с его выбором очень нежелательно, ведет помимо лишних трат вы рискуете получить целый набор неприятностей типа короткого замыкания или отсутствия возможности поджечь электрическую дугу.
Кабель для сварочного аппарата: марки, характеристики, как выбрать
Нередко кабели, поставляемые вместе со сварочными аппаратами, короткие и имеют алюминиевый сердечник, который быстро перегревается. Чтобы укомплектовать свой инвертор надежными шнурами для электрододержателя и зажима массы, нужно разобраться, какие марки сварочного провода бывают, и на что обращать внимание при выборе. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
Чтобы укомплектовать свой инвертор надежными шнурами для электрододержателя и зажима массы, нужно разобраться, какие марки сварочного провода бывают, и на что обращать внимание при выборе. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
Марки сварочного кабеля и их характеристики
Поскольку сварочный кабель испытывает повышенные нагрузки как со стороны аппарата, так и от внешних факторов (строительные условия, трение о землю или бетон, нагрев, мороз), то от правильности выбора зависит срок его службы и эффективность. Сперва вникнем, какие существуют сварочные кабели и в чем их отличия.
Это самый распространенный тип кабеля, который расшифровывается как «кабель гибкий». Он подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.
Cварочный кабель КГ.
В отличие от предыдущего кабеля, здесь используется более тонкий диаметр жил, поэтому шнур получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под непривычным углом. Еще это практично во время работы на высоте, где принято наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
Сварочный кабель КОГ1.
Такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого покрытия, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
Индекс этого товара содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав добавлен специальный каучук. Он сохраняет гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях крайнего Севера. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
Сварочный кабель КГ-ХЛ.
Это тип кабеля, где вместо жилы применяется спиралевидная трубка. Он рассчитан на пропуск внутри себя проволоки, для замыкания цепи и возбуждения электрической дуги. Проволока может быть как цельной, так и трубчатой, с флюсом внутри. Применяется кабель для сварки полуавтоматом. Цена кабеля зависит от внутреннего диаметра. Но полая конструкция содействует сокращению срока службы до 1.5 года. Такая электромагистраль способна передавать напряжение 42/48 В независимо от типа тока (переменный или постоянный). Применять низковольтную линию получится при температуре до -10 градусов.
Применять низковольтную линию получится при температуре до -10 градусов.
Сварочный кабель КПЭС.
Кабель с обозначением КВС подразумевает наличие в изоляции полихлорвинила. Такая оболочка более устойчива к истиранию и подходит в случаях, когда сварщику требуется часто перемещаться, волоча кабель по полу. Изоляция поможет сохранить сердечник от оголения. Кабель выдерживает стабильную передачу напряжения 127-220 В. Температурный диапазон составляет -40. +40 градусов. Но ПВХ не имеет такой гибкости как каучук, поэтому для электродержателя он не подходит. Чаще всего провод ПВХ используют для подключения сварочного аппарат к розетке.
Сварочный кабель КВС.
Этот тип кабеля выдерживает температуру воздуха до +85 градусов, поэтому оптимален для эксплуатации в жаркой среде. Покрытие активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
Как выбрать сварочный кабель
Разобравшись в маркировке товаров, перейдем к практичным советам по выбору. Сварочный кабель должен соответствовать аппарату, с которым он будет взаимодействовать. Существуют и другие параметры, подбираемые исходя из предстоящих задач по сварке.
Сварочный кабель должен соответствовать аппарату, с которым он будет взаимодействовать. Существуют и другие параметры, подбираемые исходя из предстоящих задач по сварке.
Какой должна быть жила сварочного кабеля
Сварочный кабель, присоединяемый от аппарата к держателю и массе, может быть одножильным (например, 1х16). Первая цифра означает, что в разрезе у него сердечник общий, не разделенный на две или три изолированные линии под единой оболочкой. Такое исполнение уменьшает нагрев и содействует ускоренной передаче напряжения от источника к держателю.
Одножильный сварочный кабель.
Многожильные кабеля обозначаются 11х30, где первая цифра указывает на наличие 11 раздельных жил. Такое исполнение применяется на промышленных установках, использующих напряжение 500 А и выше.
Многожильный сварочный кабель.
Сама жила бывает алюминиевой или медной. В магазинах чаще всего комплектуют сварочные аппараты алюминиевыми кабелями, поскольку они дешевле. Этого достаточно для начинающего сварщика или редкого использования инвертора.
Этого достаточно для начинающего сварщика или редкого использования инвертора.
Алюминиевый сварочный кабель.
Профессионалы же всегда устанавливают медные кабели, поскольку у них удельное сопротивление в 7 раз меньше, чем у алюминия. В результате потери тока сокращаются. Еще медь лучше гнется и меньше греется.
Медный сварочный кабель.
Китайский дешевый кабель может называться медным, но содержать Cu не более 70%. Это легко заметить по тусклому цвету жилы в разрезе. Для бытовых нужд товар подойдет, а вот для производства лучше от него отказаться.
Сечение сварочного кабеля
Внутри металлического сердечника находятся тонкие проводки, которых может быть от 30 до 1000. Их общее сечение выбирается по мощности аппарата и используемого тока. Например, кабель сечением 1х6 мм² рассчитан на максимальную нагрузку в 11 кВт с силой тока 80-100 А. Но никогда нельзя использовать расчетные значения по максимуму. Оптимально всегда делить их на 2. В итоге, такой провод подойдет для источника питания с потребляемой мощностью 5 кВт. При возрастании силы тока (А), необходимо увеличивать и сечение кабеля, иначе это все-равно, что пытаться заправлять автомобиль на АЗС через соломинку — суженный проход будет снижать производительность.
Чтобы не было потерь сварочного тока, сечение выбирают исходя из выдаваемой мощности аппарата по этой таблице.
Сечение сварочных кабелей
Раздел: Без рубрики
Сварочные кабели применяются для соединения оборудования с электрической сетью, а также с электрододержателем и клеммами массы. Поскольку провода выполняют такую важную функцию, как передача значительных величин тока, то к ним предъявляются строгие требования и высокие нормы безопасности.
Требования к кабелям
Главные требования и нормы, предъявляемые к проводникам:
- эксплуатация проводов осуществляется в различных условиях, поэтому они должны обладать устойчивостью к ударам, разрывам и агрессивным химическим средам;
- хранение шнуров осуществляется в смотанном виде, поэтому провод должен выдерживать многократные сматывания и разматывания;
- сечение кабеля для сварочного аппарата должно выдерживать токовую нагрузку оборудования. Поэтому очень важно правильно подбирать сечение провода. Именно данной теме будет посвящена наша статья.
 Поэтому очень важно правильно подбирать сечение провода. Именно данной теме будет посвящена наша статья.
Поэтому очень важно правильно подбирать сечение провода. Именно данной теме будет посвящена наша статья.Виды и маркировка
Российские и зарубежные производители предлагают достаточно широкий выбор кабелей, отличающихся между собой техническими характеристиками. К основным типам проводников относят следующие:
- одножильные провода применяются для оснащения переносных агрегатов, жила выполнена из меди или ее сплавов; самая популярная марка, сечение которой варьируется в значительных величинах – КГ, часто используется исполнителями КОГ;
- провода с двумя жилами и более имеют более широкое применение, они используются не только для различных видов сварки: дуговая, импульсная, автоматическая, но и для резки; более подробная информация представлена здесь.
Маркировка проводов для сварки осуществляется посредством сочетания буквенных и числовых обозначений: КС – кабель сварочный, цифры обозначают количество жил.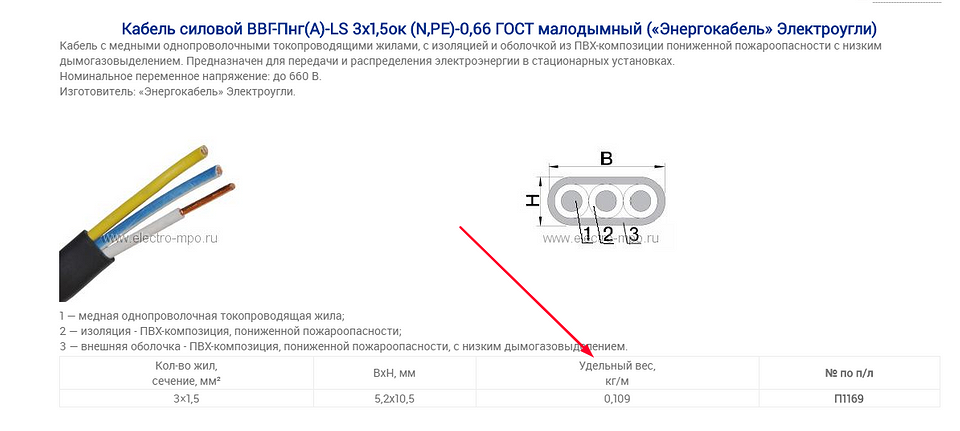
Кроме этого, производители выпускают проводники для применения в особых климатических условиях: кабели с обозначением Т – тропический, устойчивы к температурам до +50°С; КХ – подразумевает стойкость к холоду, к температурам до -60°С. Проводники без подобных обозначений предназначены для умеренных температур окружающей среды.
Для безопасного выполнения работ, а также для исключения возможности поломки оборудования, следует правильно выбирать сечение кабеля для сварки.
Очень важно правильно соотнести два параметра: сечение и токи сварочного кабеля, так как они тесно связаны. Таким образом, каждому исполнителю важно знать, какое сечение сварочного кабеля следует выбирать при работе с различными токовыми нагрузками.
Выбор сечения
Расчет сечения сварочного кабеля по току является наиболее простым и быстрым способом подобрать оптимальный вариант проводника.
Многие исполнители располагают сварочным оборудованием инверторного типа. Его многочисленные технические достоинства и доступная стоимость делают данное оснащение популярным. Поэтому следует определить сечение сварочного кабеля для инвертора.
Поэтому следует определить сечение сварочного кабеля для инвертора.
Для проведения работы в домашних условиях исполнители используют агрегаты, максимальная величина тока которых составляет порядка 180-200 А. Рассмотрим далее более подробно сварочный кабель для инвертора, какое сечение необходимо для определенных величин тока.
- Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2.
- Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2.
- Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
- Востребован у сварщиков сварочный кабель на 200 Ампер, сечение составляет 25 мм2.
- Сварочный кабель сечение 35 мм2 выдерживает ток в 289 А, поэтому, чаще всего, он используется для оснащения трансформаторов. Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.
 Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.
Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.Для выполнения работ на профессиональном уровне в большинстве случаев используются уже упоминаемые ранее трансформаторы. Очень важным фактором является определенность в том, какое сечение кабеля нужно для сварочного аппарата подобного типа.
Оборудование трансформаторного типа способно выдавать ток до 500 А. Поэтому для данного оснащения следует использовать провода с сечением в 70 и 95 мм2. Первый способен проводить до 437 А, второй – до 522 А.
Сварочные выпрямители выдают ток, величина которого может достигать 600 А. Поэтому исполнителям с оснащением такого типа следует обратить внимание на провода с сечением в 120 мм2.
Таблица сечений сварочного кабеля и токовых нагрузок для проводов позволяет узнать оптимальный вариант проводника для оснащения всего необходимого оборудования: инверторы, трансформаторы, выпрямители, держак, клеммы массы.
Определив два важных параметра: максимальная величина тока и сечение провода, можно рассчитать другую важную характеристику – длина кабеля. Более подробная информация здесь.
Данная статья поможет любому исполнителю определить, какого сечения должен быть сварочный кабель при определенных величинах тока.
Выбор сварочного кабеля
Подписка на рассылку
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.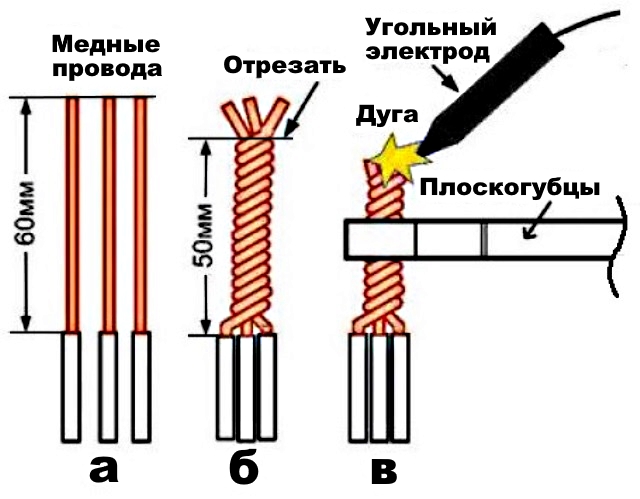
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора
Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм2.
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.
- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.

Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.

Какая электропроводка в доме выдержит сварочный аппарат
Несколько лет назад инверторные сварочные аппараты стали финансово доступны большинству домашних умельцев. Хотя мощность таких сварочных аппаратов не очень большая, около 5 кВт, но она может стать испытанием для электропроводки частного дома, или электропроводки на даче. Что сделать, чтобы избежать неприятностей, как правильно подключить инвертор, чтобы и сварка хорошо работала, и электропроводка была цела?
Лучше установить розетку от электрощита
Чем меньше будет соединений через винтовые или зажимные соединения в розетках и монтажных коробках в цепи электропроводки от электрощита и до сварочного аппарата, тем лучше. Самым надежным и правильным решением будет установить розетку напрямую от автоматического выключателя в электрощите. Установка розетки много сил и средств не займет, да и место для неё можно выделить хоть на уличной стороне дома, а вот от возможных неприятностей такая розетка может избавить. Установить розетку нужно мощную, к примеру, на 16А, а 6А и 10А розетки в данном случае лучше не использовать, все равно они выйдут со временем из строя. Если розетка планируется быть установлена на улице, то можно приобрести розетку с крышкой, меньше будет попадать на контакты розетки пыли и влаги, которые ухудшают контакт. Вообще, электромонтажные работы всегда нужно выполнять аккуратно и с учетом возможных проблемных случаев. Так, при установке розетки на деревянную стену нужно понимать, что при длительном ведении сварки розетка может нагреться достаточно сильно. Поэтому, чтобы избежать пожароопасных ситуаций, нужно между деревянной поверхностью стены и розеткой установить прокладку по размеру розетки из асбестовой пластины и жести. Такая прокладка не даст нагреться деревянной стене, даже если розетка в каком либо месте обуглится. На этом примере можно понять, как сберечь и дом, и электропроводку в доме. Такой электромонтаж 16А розетки позволяет без опаски включать инверторный сварочный аппарат с выходным током до 160А. Что при ведении сварочных работ в частном доме вполне достаточно и для сварки и для резки.
В электрощите эта розетка подключается к отдельному автомату на 16А фирмы АВВ, Легранд и т.д. Подключается она проводом, а точнее кабелем. А вот каким?
Подключить розетку нужно кабелем ВВГ
Для подключения розетки для сварочного аппарата нужно использовать кабель ВВГнг сечением 2.5 мм2. Вести его от электрощита можно любым удобным способом. Это может быть и гофра и кабель-канал и скрытым способом в штукатурке. Как показывает практика кабель ВВГнг, не поддерживающий горение пока лучший для ведения электромонтажных работ, особенно в таких случаях.
При подключении сварочного аппарата в обычную розетку электропроводки в доме
Если нет возможности установить такую розетку и нужно обязательно включить сварочный аппарат в обычную розетку, то выбирайте розетки в доме самые мощные из тех, что есть. При использовании розеток для небольшого тока, например в 6А, возможен перегрев контактов, оплавление и обугливание розетки, короткое замыкание. Может пострадать и электропроводка в доме, в монтажных коробках могут оплавиться и обуглиться винтовые или зажимные соединения. Часть электропроводки в доме может выйти из строя.
Чтобы такого не произошло, выходной ток сварочного аппарата нужно устанавливать не более 80А и варить точечно или кратковременно, чтобы электропроводка успевала остывать. Резать металл лучше болгаркой, а не высоким током сварочного аппарата. Нужно часто контролировать состояние розетки, проводов, чтобы вовремя предотвратить неисправность электропроводки.
При отсутствии в частном доме розетки для сварочного аппарата мы можем установить такую розетку, выполняем электромонтажные работы грамотно и надежно.
обратный провод — это… Что такое обратный провод?
- обратный провод
обратный провод
—7.6.50. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока в указанных в 7.6.48 установках стационарного использования, могут служить гибкие и жесткие провода, а также, где это возможно, стальные или алюминиевые шины любого профиля достаточного сечения, сварочные плиты, стеллажи и свариваемая конструкция (см. также 7.6.51 и 7.6.52).
В электросварочных установках с переносными и передвижными сварочными трансформаторами обратный провод должен быть изолированным так же, как и прямой, присоединяемый к электрододержателю.
Элементы, используемые в качестве обратного провода, должно надежно соединяться сваркой или с помощью болтов, струбцин либо зажимов.
7.6.51. В установках для автоматической дуговой сварки в случае необходимости (например, при сварке круговых швов) допускается соединение обратного провода со свариваемым изделием при помощи скользящего контакта соответствующей конструкции.
7.6.52. В качестве обратного провода не допускается использование металлических строительных конструкций зданий, трубопроводов и технологического оборудования, а также проводников сети заземления.[ПУЭ]
Параллельные тексты EN-RU
Direct current supply gives also the great advantage of having the contact line consisting of a single conductor since the rails provide the return conductor.
[ABB]Еще одно преимущество применения постоянного тока в рельсовом транспорте заключается в том, что используется только один контактный провод, поскольку функцию обратного провода выполняют рельсы.
[Перевод Интент]Тематики
- транспорт в целом
EN
- return
- return cable
- return conductor
- return line
- return wire
Справочник технического переводчика. – Интент. 2009-2013.
- обратный пробой
- предоставление идентификационных карточек
ОБРАТНЫЙ ПРОВОД — служит для возвращения электр. тока к своему источнику. На электрифицированных дорогах О. п. являются рельсы жел. дор. пути. В цепях связи и сигнализации в качестве О. п. часто служит земля. Технический железнодорожный словарь. М.:… … Технический железнодорожный словарь
обратный провод — grįžtamasis laidas statusas T sritis automatika atitikmenys: angl. return conductor vok. Rückleiter, m rus. обратный провод, m pranc. fil de retour, m … Automatikos terminų žodynas
обратный провод — atgalinis laidas statusas T sritis radioelektronika atitikmenys: angl. return conductor vok. Rückleiter, m rus. обратный провод, m pranc. fil de retour, m … Radioelektronikos terminų žodynas
обратный провод (в тяговой сети с отсасывающими трансформаторами) — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN negative feeder … Справочник технического переводчика
общий обратный провод — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN common return … Справочник технического переводчика
Особенности производства электросварочных работ — 9.3.5. Особенности производства электросварочных работ : электросварочные установки разрешается присоединять к электросети коллекторов через индивидуальный отключающий аппарат и приборы защиты (подключение должен производить электротехнический… … Словарь-справочник терминов нормативно-технической документации
трамвай — я; м. [англ. tramway] Городская наземная электрическая железная дорога; поезд для такой дороги или вагон. Т. номер 6. В городке нет трамвая. Сесть в т., на т. Ехать в трамвае, на трамвае. Трамваи ещё не ходят. ◁ Трамвайный, ая, ое. Т. вагон. Т ая … Энциклопедический словарь
Высоковольтная линия постоянного тока — (HVDC) используется для передачи больших электрических мощностей по сравнению с системами переменного тока. При передаче электроэнергии на большие расстояния устройства системы HVDC менее дороги и имеют более низкие электрические потери. Даже при … Википедия
земля, используемая в качестве обратного провода — Нрк. обратный провод земля Путь электрического тока между заземляющими устройствами, образуемый Землей и проводниками или проводящими частями. [ГОСТ Р МЭК 60050 826 2009] EN earth return path ground return path (US) electrically conductive path… … Справочник технического переводчика
Отсасывающий трансформатор — специализированный Трансформатор, предназначенный для уменьшения влияния электромагнитного поля однофазного переменного тока, протекающего по проводам контактной сети (См. Контактная сеть), на воздушные и кабельные линии связи,… … Большая советская энциклопедия
Смотреть что такое «обратный провод» в других словарях:
Длина сварочных кабелей — Справочник сварщика
Достаточно часто в интернет-магазинах и на форумах, сварщики жалуются на короткие сварочные кабели, идущие в комплекте со сварочным аппаратом. Действительно, эта проблема имеет место быть, ведь производители силового сварочного оборудования исходят из своих эксплуатационных соображений. А сварочный аппарат, попадая в руки к покупателю, эксплуатируется в несколько других случаях, чем представлял производитель. Отсюда и берется весь негатив и недовольство от покупателей.
В этой статье мы поговорим об оптимальной длине сварочного кабеля и о том, какой она должна быть. Проблема актуальна как для начинающих сварщиков, так и для опытных специалистов.
На самом деле ответ на этот вопрос очень прост – каждый выбирает оптимальную длину кабеля для себя, и видит её такой, какой посчитает удобной. Другое дело, вы можете не знать о том, какой будет удобна длина для вас. В этом и постараемся разобраться.
Мнение о том, что чем длиннее кабели, тем лучше – ошибочно. Простой пример – сварщик, который работает на высоте с небольшим сварочным инвертором, висящим через плечо. В таком случае будут удобными именно короткие кабели, поскольку они не будут свисать вниз, цепляться, запутываться и мешать сварщику в работе. Вся длина, которая ему нужна, вмещается на расстоянии вытянутой руки.
Совершенно противоположный пример, когда сварщик работает в условиях ограниченного пространства. Например, необходимо провести сварку внутри трубы, в диаметр, которого едва ли влезает сам сварщик. В таком случае ему потребуются длинные сварочные кабели, чтобы подобраться к месту сварки, оставив снаружи сварочный аппарат.
Также, не стоит забывать, что сварочных кабелей должно быть два – для работы с электродом и зажима на массу. И в некоторых ситуациях длина этих кабелей нужна разная. К примеру, если вы работаете над сваркой забора. Аппарат можно поставить в одном месте, прицепить массу где-нибудь рядом со сварочным инвертором, а самому отойти на 5-10 метров с кабелем для электродов, и спокойно выполнять работу.
Длина сварочных кабелей должна быть еще такой, с которой сможет справляться сам аппарат. К примеру, не качественный сварочный аппарат не сможет работать с 5-ти метровыми кабелями. Поэтому, стоит учитывать и этот момент.
Опытные сварщики сходятся во мнении, что оптимальной длиной сварочных кабелей являются значения 3 метра на держак для электродов и 2 метра на массу. Для тех, кому определенно нужны кабели подлиннее, оптимальными будут значения в 2 раза выше – то есть, 4 метра на массу и 6 метров на электрододержатель. В остальном, стоит руководствоваться исходя из своих предпочтений.
Выбор и расчет мощности автоматического выключателя
В данной статье мы расскажем, как подобрать и рассчитать мощность автоматического выключателя, а так же опишем принцип его назначения.
Автоматический выключатель или проще в народе — автомат «пробка», по назначению, должен защищать линию от разрушения электрическим током, значения которого могут превышать расчетное значение для этой проводной сети. Говоря более простым языком, автоматы служат для защиты электро-сетей и электрического оборудования от перегрузок и токов короткого замыкания, а так же отключений электрических цепей и оперативных нечастых включений.
Для примера, возьмем частый случай, а именно кухонную комнату, где электромонтаж розеток выполнен кабелем ВВГ 3-2,5 предельное значение тока для такого кабеля будет равняться 25А. После нам нужно подсчитать суммарную мощность электроприборов подключенных к этой линии сети и узнать, не будет ли превышено значение этого показателя.
Расчет мощности электроприборов на кухне:
- холодильник 0.5 kW+ микроволновка 1.6 kW+ телевизор 0.4 kW + чайник 2.0 kW + блендер 0.1 kW = 4.6 kW
Получившиеся от электроприборов киловатты переводим в Ватты 4.5 kW * 1000 = 4500 W
Далее, Ваты (W) переводим в Амперы, для этого приводим простейшую формулу P (мощность) / U (Напряжение) = I (сила тока)
Зачастую устанавливая автомат для кухни, принимают во внимание коэффициент спроса, который рассчитывается от количества потребителей, т.е.:
- количество потребителей 2 коэффициент 0,8
- количество потребителей 3 коэффициент 0,75
- количество потребителей 5-200 коэффициент 0,7
Для нашего случая, выберем число потребителей в количестве 3-х, с учетом коэффициента рабочий ток составит 15,33 А.
После определения рабочего тока нашей проводки, подбираем автомат «пробку», который эту проводку будет защищать. Номинал автомата выбирается либо равным номинальному току проводки, либо меньшим. Иногда используют автомат с номиналом, немного превышающим рабочий ток проводки, в нашем случае подойдет автомат на 16А.
Стандартно номинал автоматов по току, составляет: 6, 10, 16, 20, 25, 32, 40, 50, 63.
Сечение и материал кабеля проводки
При выборе автомата, помимо подключенной нагрузке (рабочему току) весомую роль играет сечение кабеля сети. Обязательно уточните тип, сечение и марку отходящего кабеля (если нет возможности уточнить все показатели, то необходимо знать хотя бы сечение) и только после этого устанавливайте нужный Вам автомат.
И так, уточняем сечение жил провода и сверяемся с таблицей, нет ли превышения максимально допустимого тока для данного проводника.
| Сечение жилы мм2 | Для меди | Для алюминия |
|---|---|---|
| 0,75 | 11 | 8 |
| 1,0 | 15 | 11 |
| 1,5 | 17 | 13 |
| 2,5 | 25 | 19 |
| 4,0 | 35 | 28 |
| 6,0 | 42 | 32 |
| 10 | 60 | 47 |
| 16 | 80 | 60 |
Подобный расчет и выбор автоматического выключателя применим к гаражу или рабочему месту, где могут использоваться разные виды сварочного оборудования и прочих инструментов. Но, чаще в гараже проложена разводка освещения, выполненная под нагрузку 16А на одну точку и то, только на освещение. Значит и автоматы защиты по стандарту стоят 16А из-за этого и бывают проблемы с напряжением в гараже приводящие к поломке оборудования. Берегите свой силовой аппарат!
Как своими руками быстро изготовить толстый провод (шину) для сварочного трансформатора, сварочные кабеля — Меандр — занимательная электроника
Люблю я мастерить. Частенько что-то делаю своими руками. Имею в хозяйстве множество разных инструментов и приспособлений. И вот очень мне захотелось изготовить сварочный трансформатор. Но не простой, а для контактной сварки.
Как известно, силовая обмотка сварочного трансформатора (любого) мотается толстым медным (реже алюминиевым) проводом. Толщина (площадь сечения провода) зависит от величины желаемого сварочного тока. В аппарате ручной дуговой сварки домашнего изготовления сечение «шины» колеблется от 20 до 60 мм. Кв. для токов от 60 до 250 Ампер. В аппарате контактной сварки (даже маломощном) ток должен быть хотя-бы 1000 Ампер. Иначе варить придется только тонкие медные провода, а о качественной сварке железных листов и прутков можно забыть.
В моем случае сечение сварочной шины должно было быть 300 мм.кв. для тока от 1000 до 1300 Ампер. И мне пришлось самостоятельно изготовить обмотку сварочного трансформатора для аппарата контактной сварки. Покупать толстый медный провод диаметром 20 мм смысла небыло, провод очень твердый, согнуть его в домашних условиях не получится. Купить мягкий кабель сечением 300 кв. мм. тоже не могу – не нашел такого в продаже. Да и стоит он наверное прилично. Опять же, самодельный кабель уступает в качестве фабричному, но во много раз дешевле. Да и сознание того, что это «сам сделал» добавляет хорошего настроения.
Расчет сечения шины и количества жил
Но у меня в хозяйстве есть достаточное количество отрезков тонкого медного обмоточного провода диаметром 0,65 и 0,75 мм.
Подсчитав имеющиеся провода. получил, что для получения нужного сечения шины нужно сложить 1060 тонких проводов. Но как аккуратно свить 1060 тонких проводочков?
Здесь нужно упомянуть, что на производстве, при изготовлении подобных аппаратов сварочную обмотку делают из медных трубок или медных колец изготовленных методом литья. А потом много колец соединяют параллельно для получения нужного сечение и соответственно большого тока сварки. Вот я и решил разделить кабель на 2 части, мотать двумя кабелями по 3 витка и соединить их параллельно. Итак, делаю изготовить вторичную обмотку трансформатора из имеющихся тонких проводов. Вторичка будет состоять из 2 шин по 150 см. кв. Шина нужна не длинная (2 метра всего), но толстая.
В ближайший выходной день, готовлю дли…инный тонкий провод. Этот провод делаю из коротких проводов одинаковой толщины и разной длины (от 0,3 до 15 метров). Сращиваю провода, как показано на рисунке. Сперва снимаю ножом или наждачной бумагой, зажатой между пальцами лаковую изоляцию с участка 2 см с обоих концов провода. После складываю провода крестом на расстоянии 1 см от концов, скручиваю в противоположных направлениях. Получается скрутка, как на рисунке 1 слева. Потом паяю эту скрутку мягким радиолюбительским припоем. Получается некоторое утолщение на проводе — рис. 1 справа. Конечно, изоляции на этом месте нет, но я не особенно расстраиваюсь – мне это ни к чему. Готовый длинный провод сматываю на подходящую катушку.
Приспособление для скручивания жил в шину (кабель)
Из доски длиной больше 2 метров я устраиваю мобильный намоточный цех. Креплю струбциной доску к столу, иначе при работе она обязательно съедет со стола. К доске прикручиваю 2 уголка, на расстоянии 2 метра – рис. 2. В одном уголке делаю отверстие и вставляю Z образную проволочку с крючком на конце. В этот крючок нужно будет цеплять провод. Сам крючок перемещается на некоторое расстояние, так, чтобы изменять длину будущего кабеля в процессе закручивания шины. Если он не сможет перемещаться, то кабель скрутить не получится. Ведь при навивке проводов общая длина кабеля уменьшится.
Сперва закрепляю крючок с помощью упорных брусков и металлической скобы со стороны получившейся ручки для вращения – рис.3. Потом наматываю ранее заготовленный тонкий провод так, как показано на рисунке 4 и 5.
Провод удобно подавать с закрепленной катушки. Поскольку я мотаю 500 жил, то нужно 250 витков провода. Когда нужное количество провода (количество жил) намотано, снимаю крепление с ручки и кручу по часовой стрелке – рис.6. В то же время помощник берет весь пучок проводов с противоположного конца и крутит в ту же сторону.
И так мы двое пытаемся скрутить кабель. И так, докрутившись до предела возможностей, понимаю, что больше не закручу. Закрепляю с помощью брусков шурупов и скобы ручку. Оцениваю толщину кабеля – примерно 2 см.После такой неординарной работы заправляюсь чашкой кофе, потом с помощью Киперной Ленты изолирую шину — накручиваю ленту на кабель.
Максимально сильно натягиваю ленту, чтобы плотно сжать маленькие проводочки, рис. 7 и 8. Ленту нужно заготовить заранее, накрутив ее на какое-то подходящее кольцо – так удобнее натягивать ленту при наматывании на шину. Обязательно укладываю витки ленты внахлест почти на половину ширины ленты рис. 9. Это даст возможность сохранить слой изоляции при намотке на сердечник. Дело в том, что наматывая я изгибаю кабель. Толстый кабель ОЧЕНЬ сильно рвет изоляцию по наружному радиусу изгиба. Если витки изоляции будут с большим нахлёстом друг на друга, они скользят относительно друг-друга, частично слазят, когда провод растягивается в месте изгиба. В том числе и по наружному радиусу изгиба.
Как у меня получилось обмотать жгут проводов – видно на фото 10. Потом поверх киперной ленты скрепляю еще и скотчем, наматывая его также внахлест, рис. 11. Скотч поможет при намотке – он хорошо скользит.
Готовую шину снимаю и подвешиваю вертикально, рис.12. Снова заправляюсь чашкой кофе на этот раз с пирожком. Потом также изготавливаю и вторую шину. На фото видно обе шины вместе, рядом со спичечным коробком. Длина шины после скрутки уменьшилась на 10 см. Но это было учтено при изготовлении.
Хоть шины и толстые — получились достаточно мягкими. Благодаря оборачиванию скотчем их поверхность прекрасно скользит. Я без труда намотал 3 витка одной шиной и 3 витка другой, рис 13 и 14.
Сварочный кабель гибкий КГ 50 мм² для сварочных работ 10 метров ГОСТ ККЗ арт. 01-8414-10
Кабель силовой КГтп-ХЛ 1х50 конструктивно состоит из элементов: — Токопроводящая жила, скрученная из медных проволок (класс 5) по ГОСТ 22483-2012. — Слой из полиэтилентерефталатной пленки марки ПЭТ-Э. — Изоляция из резины типа РТИ-1 или РТИ-1-ХЛ на основе натурального и бутадиенового каучуков. Возможно наложение на токопроводящую жилу синтетической плёнки для предотвращения прилипания изоляции. — Оболочка из резины типа РШТ-2 на основе изопренового и бутадиенового каучуков (изоляционно-защитная оболочка одножильных кабелей из резины типа РТИШМ на основе изопренового и бутадиенового каучуков). Кабель силовой КГтп-ХЛ 1х50 конструктивно состоит из элементов: — Токопроводящая жила, скрученная из медных проволок (класс 5) по ГОСТ 22483-2012. — Слой из полиэтилентерефталатной пленки марки ПЭТ-Э. — Изоляция из резины типа РТИ-1 или РТИ-1-ХЛ на основе натурального и бутадиенового каучуков. Возможно наложение на токопроводящую жилу синтетической плёнки для предотвращения прилипания изоляции. — Оболочка из резины типа РШТ-2 на основе изопренового и бутадиенового каучуков (изоляционно-защитная оболочка одножильных кабелей из резины типа РТИШМ на основе изопренового и бутадиенового каучуков). Применение: Кабели КГ используют в силовых агрегатах, подвижных подъемных механизмах, подъемно-транспортном оборудовании, электроинструментах и других оборудованиях повышенной мощности, а также в сварочных аппаратах для осуществления различных видов сварочных работ. Кабели предназначены для присоединения передвижных механизмов к электрическим сетям при переменном напряжении 660 В частотой до 400 Гц или постоянном напряжении 1000 В, при изгибах с радиусом не менее 8 диаметров кабеля при допустимой температуре нагрева токопроводящих жил до 75°С. Диапазон допустимых температур –60° +50° С. Расшифровка кабеля: К — Кабель Г — Гибкий тп — изоляция и оболочка из термоэластопласта ХЛ — холодостойкое исполнение Технические характеристики: Номинальное переменное напряжение: 660 В частотой до 400 Гц Номинальное постоянное напряжение: 1000 В Испытательное переменное напряжение: 2,5 кВ частотой 50 Гц Время выдержки при испытании: 5 мин. Сопротивление изоляции при 20 °С: не менее 50 МОм•км Допустимая температура нагрева жил: 75 °С Минимальный радиус изгиба: 8 наружных диаметров Диапазон рабочих температур: −60…+50 °C Срок службы: не менее 4 лет (срок службы исчисляется с момента изготовления кабеля)
Установите розетку 220 В для вашего сварочного аппарата
В какой-то момент большинство редукторов больше не может сопротивляться желанию сделать две металлические части одной. И почему бы нет? Приличное сварочное оборудование теперь недорогое и доступно для энтузиастов любого уровня подготовки. Я унаследовал аккуратно использованный сварочный аппарат Lincoln Electric AC-225, который дал мне хороший повод отойти от моего сварочного аппарата MIG и овладеть древним искусством сварки штангой. Также потребовалось установить в гараже розетку на 220В.
Перед этим я должен сказать, что я НЕ лицензированный электрик.Я даже не электрик без лицензии. Фактически, однажды я убил себя электрическим током, устанавливая посудомоечную машину. Это правдивая история. Электричество может быть опасным, а источника питания, проходящего через вашу электрическую панель, более чем достаточно, чтобы убить вас в захватывающем шоу света и огня.
Итак, с учетом сказанного и со здоровым страхом перед электричеством, приступим — на ваш страх и риск! Хотя инцидент с посудомоечной машиной теперь ускользает из памяти, он произвел на меня такое впечатление, что я обратился за помощью к специалистам-электрикам в моем местном хозяйственном магазине для этого проекта.Я бы посоветовал вам сделать то же самое или проконсультироваться с производителем оборудования, которое вы собираетесь использовать в цепи, перед покупкой материалов.
- Прежде чем прикасаться к чему-либо еще, отключите основное питание блока выключателя.
- Снимите металлическую крышку, чтобы получить доступ к выключателям. Вам нужно будет указать марку и модель вашей коробки, а также определить, есть ли в ней место для двухполюсного выключателя — они занимают два места. Если вы зашли так далеко, то готовы отправиться в магазин бытовой техники или электроснабжения, чтобы купить выключатель, кусок электрического провода и розетку.СОВЕТ. Обратите особое внимание на качество материалов, которые вы покупаете для этого проекта. Перегрузка цепи представляет собой явную опасность возгорания и поражения электрическим током, а также может повредить ваше оборудование. Обязательно приобретите автоматический выключатель, рассчитанный на силу тока или выше требуемой для вашего сварщика, провод соответствующего калибра для цепи такого размера и соответствующую розетку, соответствующую вилке сварщика. Если вы не знаете, что именно покупать, обратитесь за помощью. Для моего Lincoln Electric Arc 225 требуется двухполюсный прерыватель на 50 А и трехконтактная розетка с проводом не менее 6, соединяющим их.Здесь важно отметить, что на фотографиях моей установки и черный, и белый провода горячие. В четырехпроводной схеме белый цвет, вероятно, будет нейтральным, а черный и красный — горячими. Зеленые или голые медные провода обычно являются заземляющими проводами. Поскольку это трехпроводная установка, мы используем белый цвет для второго горячего провода.
- На стороне прерывателя провода подсоедините горячий провод к каждому винту прерывателя и защелкните прерыватель в коробке. УБЕДИТЕСЬ, ЧТО В КОРОБКЕ ОТСУТСТВУЕТ ИСТОЧНИК ПИТАНИЯ! Затем найдите пустое место на шине заземления и подключите провод заземления.Убедитесь, что вы подключаете заземление к шине заземления, а не к шине нейтрали.
- Теперь дважды проверьте свои соединения, чтобы убедиться, что провода проложены правильно и все установлено надежно. Если вас устраивает, подсоедините розетку к стойке на стене и установите крышку розетки.
- Установите на место крышку выходной коробки, снова включите главный выключатель, подключите сварочный аппарат и проверьте питание! Удачи и счастливой сварки!
Как подключить розетку 220 к сварщику?
Любой электромонтаж может быть опасной задачей и требует соответствующих знаний.Электропроводка 220В для сварщика — это такой процесс, но если вы знаете, как это сделать, это тоже возможно. Обычно для выполнения этой работы требуется квалифицированный электрик, но если вы чувствуете себя достаточно уверенно в обращении с электрооборудованием, эта статья для вас.
Сварочный аппарат на 220 В подходит для тяжелых условий эксплуатации, и вам потребуется подключить внешнюю сварочную розетку для домашних сварочных работ. Кроме того, этот тип сварочного аппарата потребляет большое количество тока, поэтому он требует прочной проводки.
Вам также необходимо знать правильный размер автоматического выключателя и величину силы тока, прежде чем вы сможете безопасно пользоваться сварочным аппаратом. Для сварщика на 220 В вам понадобится выключатель на 50 А и трехконтактная розетка для тяжелых условий эксплуатации.
Калибр проволоки также должен соответствовать определенному току, необходимому вашему сварщику. Например, в нашем случае для автоматического выключателя на 50 ампер потребуется провод 6-го калибра. Итак, без лишних слов, давайте перейдем к пошаговой инструкции, как подключить сварщику розетку 220 В.
Подключение розетки 220 к сварщику: пошаговая инструкцияДля этого проекта вам понадобятся;
- A 6 Провод AVG
- Монтаж заподлицо, 2 монтажной коробки
- Двухполюсный выключатель 50 А
- Некоррозионный клей
- Выходная крышка
- Устройство для разрыва кабеля и зачистки проводов
Прежде всего выключите автоматический выключатель и заблокируйте ручку.Основное питание коробки выключателя должно быть отключено и не прикасайтесь ни к чему, особенно к металлическим частям, прежде чем включить выключатель.
Шаг 2После выключения автоматического выключателя вы можете перейти к доступу к выключателям, сняв металлическую крышку. К настоящему моменту мы полагаем, что вы уже приобрели прерыватель, розетку (2-местную коробку для скрытого монтажа) и кусок электрического провода в вашем местном магазине электроснабжения.
Обеспечьте получение высококачественных материалов для этого проекта, чтобы предотвратить опасность поражения электрическим током и повреждения вашего оборудования.Например, перегрузка цепи представляет собой явную опасность, поэтому, если вы не знаете, что делать, вам следует обратиться за помощью. Таким образом, убедитесь, что выключатель рассчитан на силу тока или выше, требуемую для вашего сварщика, а также убедитесь, что провод и розетка правильного калибра соответствуют вилке вашего сварщика.
Шаг 3Следующим шагом является определение марки вашего блока выключателя, чтобы определить, может ли он при необходимости вместить двухполюсный выключатель.
Щелкните, чтобы выбрать лучший двухполюсный выключатель на 50 А
Шаг 4Разместите двухполюсный выключатель на 50 А внутри коробки выключателя в двух отведенных местах.
Шаг 5Определите расстояние от автоматического выключателя до места, где вы хотите установить розетку. Отметьте в стене отверстие, куда вы хотите подключить розетку 220 В, затем прикрепите 2-местную коробку для скрытого монтажа и прикрутите ее. Выберите самый короткий маршрут, и вам может потребоваться пройти сквозь стены или пол. Кроме того, вам может потребоваться выполнить несколько измерений в зависимости от препятствий между коробкой автоматического выключателя и розеткой или планировки вашего помещения.
Шаг 6Теперь пора выполнить электромонтаж. Вам понадобится как минимум около 6 дюймов провода внутри вашей 2-х канальной коробки. Используйте кабельный рыхлитель, чтобы снять пластиковую оболочку с провода. Некоторая оболочка должна оставаться открытой в вашей коробке для розеток.
Шаг 7Используйте тот же рыхлитель кабеля, чтобы вытащить около 12 дюймов пластиковой оболочки провода, который будет использоваться внутри коробки автоматического выключателя. Как и в коробке с 2-мя блоками, в коробке автоматического выключателя должна оставаться открытая пластиковая оболочка.
Шаг 8На этом этапе вам нужно подключить провода. Во-первых, вам нужно поработать с проводами внутри 2-х групповой коробки. В идеале для этого проекта у вас будут черный, красный и неизолированный провода. И черный, и красный горячие, а голый — земля. Некоторые соединения могут иметь белый цвет, но он нейтральный, поэтому в этом нет необходимости.
Шаг 9Теперь используйте инструмент для зачистки проводов, чтобы снять 1 дюйм оболочки на конце провода, и будьте осторожны, чтобы не зачистить больше, чем рекомендуется.Нанесите на концы проводов неагрессивный материал, чтобы предотвратить коррозию соединения.
Шаг 10Возьмите провода (черный, красный и неизолированный) и закрепите их соответствующими винтами. Красный и черный должны быть подключены к двухконтактной клемме, а неизолированный провод — к клемме заземления. Теперь вы можете надеть крышку и убедиться, что она правильно закреплена. Вот и все с коробкой на 2 группы.
Шаг 11Следующим шагом является соединение всех трех проводов с автоматическим выключателем.Снова необходимо снять провода и обернуть их антикоррозийным покрытием на концах, чтобы установить надежное соединение. Вы можете использовать руководство по эксплуатации выключателя, чтобы узнать правильные клеммы для подключения проводов. Если у вас есть белый провод, вам нужно будет его герметично закрыть и надежно удерживать внутри двухкладового ящика.
Шаг 12Еще раз проверьте все, чтобы убедиться, что ваши соединения проложены правильно и что провода установлены надежно. Если вас устраивают соединения, накройте коробку автоматического выключателя и подключите сварочный аппарат к розетке.Теперь вы можете включить основной источник питания, а затем выключатель на 50 А, и теперь ваша машина готова к сварке.
Заключительные замечанияМы надеемся, что мы постарались объяснить процесс максимально простым языком, и при соблюдении надлежащих мер безопасности вы сможете запустить розетку 220 для сварщика с помощью всего лишь нескольких инструментов. Имейте в виду, что для этого проекта вам необходимо получить качественные материалы, но если вам недостаточно комфортно, всегда полезно нанять лицензированного электрика.Безопасная сварка!
Автоматический выключатель какого размера мне нужен для сварщика?
ПредохранительПроводка любого устройства должна соответствовать его текущие требования, и, как вы знаете, сварщики потребляют огромное количество тока и нужна прочная проводка.
Таким образом, вам необходимо знать правильный размер автоматического выключателя для сварочного аппарата, а также величину силы тока, необходимую для работы сварочного аппарата MIG.
Прерыватель какого размера мне нужен для сварочного аппарата 220в?Размеры выключателя обычно определяются количество тока, которое необходимо устройствам.Например, устройство, которому требуется Для 27 ампер потребуется автоматический выключатель на 30 ампер.
Между тем, калибр провода, используемый для подключения цепи, также должен выдерживать определенный ток, допускаемый автоматическим выключателем. Для схемы с автоматическим выключателем на 20 ампер потребуется как минимум провод 12 калибра.
Таким образом, для сварщиков 220 В вам понадобится выключатель минимум на 30-40 А, в то время как для меньших 115 В будет достаточно выключателя на 20-30 А. Для трехфазного тока вам понадобится прерыватель на 50 ампер в зависимости от его напряжения.
Для нужного вам типа розеток меньшая 115В Сварщик допускает нормальную домашнюю розетку с 3 контактами. Работает от сварочного аппарата 220 В или 30 А штепсельная вилка, вам понадобится 4-контактная или 3-контактная розетка для тяжелых условий эксплуатации.
Размеры проводов и схемы сварочного аппаратаПроводники различных размеров с изоляцией поддерживают различные величины тока. Например, проволока 8-го калибра может работать при минимум 40 ампер тока, а на 50 ампер потребуется провод 6-го калибра.
Кроме того, всегда лучше подобрать размер проводки. и сварочные схемы на основе требований к входному току вашего сварщик.
Например, сварочному аппарату на 240 В, 40–50 А на входе потребуется автоматический выключатель на 50 А плюс проводка 6 калибра. Между тем, сварщикам, работающим при входном токе 30-40 ампер, понадобится провод 8-го калибра и как минимум 40-амперный выключатель. Сварщики меньшего размера, работающие ниже 30 А, могут использовать автоматический выключатель на 30 А и провод 10 калибра.
Если вы ищете надежный выключатель, я бы порекомендовал следующие:
220 вольт: https://amzn.to/2h2diIk
120 вольт: https: // amzn.to / 2vbIvG7
Сколько ампер нужно для MIG Сварщик?Это зависит от вашего сварочного аппарата MIG и от того, что вы планируете с его помощью сваривать. Вот несколько основных вопросов, чтобы определить, сколько ампер вам нужно для сварочного аппарата MIG.
- Материал толщина сварного шва
Если вы планируете для сварки более толстых материалов толщиной около ½ дюйма вам понадобится 220v сварщик, так как он может помочь вам гореть сильнее и проникнуть в материал.
Между тем, если вы собирается только сваривать материалы толщиной ¼ дюйма или меньше, тогда небольшой сварочный аппарат на 110 В должно хватить.
Если вы планируете запустить производство для малого бизнеса или водить сварщика по ферме, затем Вы можете использовать сварочные аппараты на 220 В.
Но если вы хотите использовать сварочный аппарат для более эффективного и высокотехнологичного производства, то лучше всего подойдет трехфазный сварочный аппарат, который должен давать вам мощность 300-600 ампер или более, что маловероятно.
Обратите внимание, что для работы трехфазного сварочного аппарата вам потребуется трехфазное питание. В большинстве домов может работать сварочный аппарат только на 200 ампер. Итак, вам понадобится переделанная проводка для работы такого сварочного аппарата.
Однако, если вы только планируйте использовать сварочный аппарат для небольших проектов в небольшом магазине или доме, а затем Сварщик с напряжением 110 В, требующий 30 А и производящий до 140, вполне подойдет.
Последнее, что вам нужно будет подумать о власти. Если вы ведете сварку в гараже с доступ к 115 вольт, тогда это может ограничить вас в том, что вы можете получить.
Для небольших магазинов или фермы, у вас будет возможность сварщиков 220 В, что позволит вам получить более высокую машина силы тока. Наконец, если вы ведете малый или средний бизнес, тогда вам понадобится доступ к 3-фазному питанию, чтобы работать больше сварщики.
Еще одно важное Соображение: рабочий цикл
Рабочий цикл — это время, в течение которого сварщик может работать при определенном токе. Обычно рабочий цикл отображается в процентах.
Если у сварщика 30 процентов при рабочем цикле 90 ампер, это означает, что он может непрерывно сваривать при минимум 3 минуты и требуется 7-минутный перерыв, прежде чем вы сможете начать сварку очередной раз.
Если у сварщика есть рабочий цикл 20 процентов при 90 А, затем вы можете непрерывно сваривать в течение 2 минут, затем дайте ему остыть в течение 8 минут.
Проще говоря:
Каждые 10 процентов рабочий цикл = 1 минута времени сварки
Теперь, в чем проблема с рабочим циклом?
Это когда вам нужно для длительной сварки подряд. Для большинства людей это может быть не так проблема, но для тех, кто работает со сложными материалами над большими проектами, тогда в игру вступает долгий рабочий цикл.
Другая проблема с рабочим циклом заключается в том, что чем больше ампер вы используете, тем ниже рабочий цикл.Например, сварочный аппарат меньшего размера на 110 В, работающий на 140 А, должен иметь рабочий цикл только 30% при 90 А.
Хорошие новости: есть сварщики, которые могут работать со 100-процентным рабочим циклом. Но это более крупные сварочные аппараты, которые обычно работают от трехфазного источника питания. Для среднего сварщика, это не вариант.
Сварщики, работающие на более высокие токи лучше подходят для сварки материалов, так как вы можете сократить их и возьмите более высокий рабочий цикл.
Например, сварщик с 40-процентным рабочим циклом при 250 ампер может получить более высокий рабочий цикл, если вы сокращаете ампер на 200.Тогда рабочий цикл, вероятно, составляет 100%, поэтому вы не необходимо постоянно работать с максимальным током.
Преимущества Сварочные аппараты с большим током
Сварочные аппараты с большим током предложить вам больше преимуществ. Некоторые из них включают:
- СВАРКА БОЛЕЕ ТОЛЩИХ МАТЕРИАЛОВ: Сварочный аппарат с большей силой тока позволяет без проблем сваривать более толстые материалы.
- ГЛУБОКОЕ ПРОБИВАНИЕ: С точки зрения сварки проплавление — всегда главное.Чем глубже проникает сварной шов, тем больше вероятность, что он будет держаться.
- ЧИСТЫЕ И СОГЛАСОВАННЫЕ ШВЫ: Сварочные аппараты с большей силой тока обеспечивают стабильный и чистый вид сварных швов, что придает вашим проектам профессиональный вид.
- БОЛЬШЕ ОПЦИЙ: В конце концов, сварочный аппарат с более высокой силой тока просто предоставляет вам больше возможностей, когда дело доходит до настроек мощности.
Заключение
Подводя итог, для небольшого сварочного аппарата на 110 В я бы использовал автоматический выключатель не менее 30 А.Для более мощных сварочных аппаратов на 220 вольт я бы использовал прерыватель не менее 40 ампер, возможно, даже больше, если возможно. Предохранитель большего размера для проводки вашей мастерской еще более важен, если вы планируете запускать несколько инструментов одновременно. Например, сваривайте, шлифуйте и, возможно, также используйте воздушный компрессор. Чтобы выполнять все задачи одновременно, вам понадобится больший ток, следовательно, больший автоматический выключатель.
Как выбрать сварочную проволоку для стали — Baker’s Gas & Welding Supplies, Inc.
Выбор правильного типа сварочной проволоки для стали важен для внешнего вида и прочности создаваемых сварных швов.Выбор некоторых вариантов сварочной проволоки зависит от типа сварочного аппарата, используемого сварщиком, или от метода сварки, который вы будете использовать. Имейте в виду, что выбранный вами тип проволоки будет составлять большую часть создаваемого сварного шва. Сварочную проволоку можно найти там, где вы покупаете сварочные материалы, или в Интернете.
Первое, что вам следует сделать при выборе сварочной проволоки, — это выбрать порошковую проволоку , если вы не собираетесь использовать защитный газ во время сварки. Этот тип проволоки, как правило, изготовлен из серебристой стали снаружи с внутренним сердечником из флюса, который будет гореть и защищать зону сварки, а также помогает предотвратить загрязнение.Сварочная проволока с флюсовым сердечником обычно обеспечивает более глубокое проплавление шва, чем сплошная проволока. При выборе сварочной проволоки следует также руководствоваться типом защитного газа , который вы будете использовать. Например, если вы используете газ аргон, газ течет из горелки MIG во время сварки, что обычно обеспечивает тот же тип защиты, что и проволока с флюсовым сердечником. Газ аргон обеспечивает такой же защитный экран, который создается проволокой с сердечником. При сварке с использованием защитного газа на открытом воздухе вы должны принять соответствующие меры предосторожности, потому что даже самый легкий ветерок может привести к тому, что газ выйдет за пределы области сварного шва, что может нарушить качество сварного шва.
Вы также должны принять во внимание тип материала, который вы будете сваривать . Если вы собираетесь сваривать тонкие металлы, достаточно будет проволоки размером 0,030 дюйма. Однако, если вы собираетесь работать с очень тонкой сталью, такой как автомобильный листовой металл, вы можете пойти тоньше и использовать проволоку толщиной 0,024 дюйма. Наименьший размер сварочной проволоки с флюсовым сердечником составляет 0,030 дюйма. Не забывайте, что размер наконечника сварочного пистолета также должен соответствовать размеру используемой проволоки.Если вам нужно заменить наконечник сварочного пистолета, все, что вам нужно сделать, это отвинтить его с помощью плоскогубцев или руками, установить / установить наконечник подходящего размера и затянуть. Этого же метода следует придерживаться, если вы собираетесь использовать сварочную проволоку большей толщины. Если вам необходимо сваривать более толстые стали, вам понадобится сварочная проволока диаметром от 0,035 до 0,045 дюйма. Если свариваемая сталь имеет толщину 3/16 дюйма или больше, вам может потребоваться несколько проходов, чтобы сварной шов прошел достаточно глубоко. Выполнение нескольких проходов на более толстой стали также обеспечит получение хорошего и прочного сварного шва.
Справочник— Сварочное оборудование Справочник
— Сварочное оборудование 3 Направляющая трубка для проволоки, также называемая «контактной трубкой», изготовлена из меди и используется для подачи сварочного тока на проволоку а также направить проволоку на работу.Горелка (и направляющая трубка) подсоединены к источнику сварочного тока мощностью кабель. Поскольку проволока должна легко проходить через направляющую трубку, а также хороший электрический контакт, диаметр отверстия трубки это важно. Буклет с инструкциями, прилагаемый к каждому горелки, указаны контактные трубки правильного размера для каждого размера провода. Трубка, которая является сменной деталью, должен быть надежно заблокирован к горелке и по центру колбы защитного газа. В чашка защитного газа направляет защитный колпак газа в зону сварки.Большой чашки используются для сильноточных работ, где сварочная ванна большая. Для слаботочной сварки используются чашки меньшего размера. Канал для проволоки и его вкладыш соединяются между горелка и приводные (подающие) ролики проволоки. Они направляют провод к горелке и в контактную трубку. Равномерная подача проволоки необходима для стабильность дуги. Когда не правильно поддерживая кабелепровод и лайнер, проволока может застрять. Лайнер может быть либо неотъемлемая часть кабелепровода или поставляется в отдельности.В любом случае важны внутренний диаметр и материал футеровки. При использовании электродов из стальной проволоки используется стальная пружинная гильза. Рекомендовано. Нейлоновые и другие пластиковые вкладыши следует используется для алюминиевой проволоки. В документации, поставляемой с каждой горелкой, перечислены рекомендуемые каналы и вкладыши для каждого размера проволоки и материал. Продолжение на следующей странице … УПРАВЛЕНИЕ СВАРКОЙ И МОТОР ПОДАЧИ ПРОВОЛОКИ Управление сваркой и электродвигатель подачи проволоки часто входят в комплект поставки. в одной упаковке (механизм подачи проволоки) как показано на Рисунок 2-1 .Их основная функция — вытаскивать сварочную проволоку из катушки и подавать ее в дуга. Контроль поддерживает заранее определенные скорость подачи проволоки в зависимости от области применения. Контроль не только поддерживает заданную скорость независимо от нагрузки, но также регулирует запуск и остановку подачи проволоки по сигналу от выключатель горелки. Защитный газ, вода, мощность сварки обычно передается на горелку через блок управления. За счет использования соленоидов, газа и воды поток согласован с потоком сварочного тока.Контроль определяет последовательность подачи газа и включения питания контактор питания. Это также позволяет некоторому количеству газа течь перед и после дугового режима.СКОЛЬКО ПРОВОДА? СКОЛЬКО ГАЗА?
На главную / СКОЛЬКО ПРОВОДА? СКОЛЬКО ГАЗА?Используя простую математику, Kevin Beardsley из Lincoln Electric показывает, как производить расчеты, необходимые для очень точной оценки количества сварочной проволоки и защитного газа, необходимых для выполнения заявленной работы.
Меня часто спрашивают, как рассчитать сметные затраты на сварку для указанных работ. Используя простую математику, мы можем произвести расчеты, необходимые для очень точной оценки количества сварочной проволоки и защитного газа, необходимых для выполнения работы.
Например, предположим, что цех только что получил предложение о новой работе, включающей сварку угловых швов на 5 000 футов 1/4 дюйма. Сколько сварочной проволоки им нужно купить и через сколько газовых баллонов они пройдут? Прежде чем ответить на эти вопросы, обратите внимание, что формулировка этого вопроса говорит нам о том, что этот цех уже определил две важные переменные: размер сварного шва и количество футов сварного шва в работе.Кроме того, они учитывают стоимость защитного газа в предложении, что очень разумно.
Вес металла шва на фут можно рассчитать, или значения для угловых швов можно найти в Таблице 1 рядом. Эти значения взяты из Таблицы 12-1 в «Справочнике по процедурам дуговой сварки » компании Lincoln Electric Company (Кливленд, Огайо). Расчет количества фунтов сварочной проволоки, необходимого для работы, следующий:
фунтов сварочной проволоки = (вес металла шва на фут) x (фут сварного шва для работы)
Пример расчета № 1
фунтов сварочной проволоки, необходимой для углового шва диаметром 5 000 футов с плоским профилем сварного шва (с использованием значений из таблицы 1).
фунтов необходимой сварочной проволоки = (0,129 фунта / фут) x (5000 футов) ÷ 0,85 = 645 фунтов сплошной проволоки
фунтов необходимой сварочной проволоки с сердечником = (0,129 фунта / фут) x (5000 футов) = 759 фунтов сплошной провод
Зная, сколько фунтов сварочной проволоки необходимо для сварочной работы, можно сравнить стоимость различных размеров и типов сварочной проволоки. Сварочную проволоку покупают за фунт, и цена за фунт варьируется в зависимости от типа сварочной проволоки (сплошная или порошковая), диаметра проволоки и типа упаковки (размер катушек, барабанов, ящиков и т. Д.). Таким образом, можно составить точное предложение на основе желаемого сварочного процесса (например, типа проволоки, диаметра проволоки и типа упаковки).
Использование защитного газа можно рассчитать на основе расхода (SCFH), используемого во время производства, и часов сварки, необходимых для выполнения работы, следующим образом:
Требуемый кубический фут газа = (расход SCFH) x (часы сварки)
Пример расчета № 2
Кубических футов необходимого защитного газа = (40 SCFH) x (100 часов сварки) = 4000 CF
Типичный баллон размера «E» с защитным газом 75Ar / 25CO 2 содержит чуть более 300 куб. Футов газа.Поэтому для сварочных работ необходимо приобрести около 13 газовых баллонов. Хитрость заключается в том, чтобы выяснить, сколько часов на сварку отводится на работу. Лучше всего рассчитать, используя скорость наплавки:
. Скорость наплавки (фунт / час) = 13,1 x (диаметр проволоки) 2 x (скорость подачи проволоки) x (эффективность)
— Диаметр проволоки в дюймах (дюймах)
— Скорость подачи проволоки в дюймах в минуту (дюймах / мин. )
— КПД (1,0 для сплошной проволоки, 0,85 для порошковой проволоки
— Это вычисление только для стали
Пример: диаметр проволоки = 0.045 дюймов (1,2 мм) сплошная проволока, скорость подачи проволоки = 300 дюймов / мин
Скорость наплавки = 13,1 x (0,045) 2 x (300) x (1,0) = 7,96 фунтов / час
Пример расчета № 3
кубических футов защитного газа, необходимого для 5 000 футов 5 углового сварного шва с использованием сплошной проволоки 0,45 дюйма, при скорости наплавки = 7,96 фунтов / час и стандартной скорости потока защитного газа 40 стандартных кубических футов в час.
Из первого расчета мы знаем, что нам нужно 645 фунтов сплошной проволоки для 5000 футов сварного шва 1/4 дюйма, следовательно:
Часы сварки для работы = 645 фунтов ÷ 7.96 фунтов / час = 81 час сварки
Кубических футов необходимого защитного газа = (40 SCFH) x (81 час сварки) = 3240 CF
Для этой сварочной работы вам потребуется примерно одиннадцать баллонов с защитным газом размера E. Опять же, тип смеси защитного газа (75Ar / 25CO 2 , 100% CO 2 и т. Д.) Определяет стоимость газа, а также упаковку. Знание того, сколько кубических футов защитного газа, поможет вам получить лучшую цену и лучший сервис от вашего газораспределителя.
Цель этой статьи — помочь магазинам подготовить точные сметы на сварку с помощью нескольких расчетов. Однако выполнение математических расчетов и создание чисел также поможет вам управлять своими операциями для повышения прибыльности. Из этих расчетов мы знаем, что сварка при более низкой скорости наплавки и более высокой скорости потока потребует времени и денег. Я хотел бы поблагодарить Региса Гейслера из Lincoln Electric за вдохновение для этой статьи, основанное на его страсти к тому, чтобы помочь сварочным цехам стать более прибыльными.
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Кевин Бердсли, зарегистрированный профессиональный инженер с 21-летним производственным опытом, работает инженером-прикладником в Lincoln Electric , 22801 St. Clair Avenue, Cleveland, OH 44117-1199, www.lincolnelectric.com . С вопросами или комментариями по этой колонке обращайтесь к Кевину по телефону 216-383-2259 или [email protected] .
Сколько ампер мне ДЕЙСТВИТЕЛЬНО нужно для сварочного аппарата MIG >> 200-300 ампер?
Вы когда-нибудь задумывались, сколько ампер вам нужно для сварочного аппарата MIG? Мало что важнее для сварщиков, чем убедиться, что у них есть необходимая сила тока.
Слишком низкая сила тока, и вы не сможете зажечь сварщика, не говоря уже о тепле и мощности, необходимых для плавления и сварки твердого металла.
Если слишком много, можно обжечь металл, вызвать расслоение металла или перегрузить сварочный аппарат и даже привести к его взрыву.
Сколько ампер вам действительно нужно для сварочного аппарата MIG? В среднем вам требуется 140 ампер для сварщиков на 115 вольт, чтобы сваривать сталь толщиной до дюйма, и около 200 ампер для сварщиков на 220 вольт и сваривать материал толщиной до ½ дюйма .
Сколько ампер мне действительно нужно для сварочного аппарата MIG?Вы должны помнить, что сила тока зависит от многих факторов , таких как тип и толщина материала . сколько ампер на сварщика?
Ответ на этот вопрос будет зависеть от того, какой сварочный аппарат вы используете.
Сварка MIG — это вариант выбора для многих сварщиков, особенно новичков, что вызывает другой вопрос — «сколько ампер для работы сварщика»
Таблица ампер сварщикаСобираетесь ли вы сваривать мягко? сталь ? Или вы ожидаете работы с нержавеющей сталью, алюминием или экзотическим металлом или сплавом?
Какая наибольшая толщина материала , который вы ожидаете, придется соединить? Ответы на эти вопросы помогут вам определить, сколько машин вам нужно.
Всегда лучше иметь немного больше, чем вам нужно, потому что даже тип соединения, которое вы свариваете, может повлиять на настройки силы тока, которые вам понадобятся для правильного выполнения работы.
Связанное чтение: Недавно я написал статью, в которой более подробно описываю «5 типов сварных соединений и их использование — полное руководство». Прочтите эту статью здесь.
Если вы свариваете низкоуглеродистую сталь методом сварки штангой, тип используемого электрода будет влиять на рекомендуемый диапазон силы тока.
E6013 — универсальный электрод, который будет сваривать низкоуглеродистую сталь толщиной 2 мм с настройкой силы тока от 35 до 60.
В то же время для электрода E6010 или E6011 потребуется диапазон от 40 до 85 ампер.
Для сварки TIG низкоуглеродистой стали толщиной 2 мм вам потребуется 60 ампер, для замкнутого корневого стыкового соединения, 75 ампер для углового соединения и только 55 ампер для соединения внахлест или внешнего угла.
Для MIG-сварки низкоуглеродистой стали хорошее практическое правило — регулировать уровень силы тока сварщика, используя один ампер на каждую тысячную дюйма толщины.
Это будет означать, что от 75 до 80 ампер будет хорошей настройкой для начала для мягкой стали толщиной 2 мм.
Подходящий диапазон силы тока сварщика будет меняться в зависимости от типа свариваемого материала и толщины этого материала.
Итак, вам нужно будет принять во внимание ряд материалов, над которыми вы хотите работать, когда вы определяете, сколько усилителей вам понадобится.
Давайте подробнее рассмотрим, как работает сила тока для сварщиков, особенности сварки и сварки MIG, а также как можно поддерживать правильные настройки устройства.
Тип материалаПрежде всего, вам нужно подумать, какой тип материала вы свариваете. Разные материалы имеют разную степень прочности, а разные металлы имеют разную температуру плавления.
Это множество отличительных черт, а это означает, что нельзя и не следует использовать одинаковую силу тока для разных материалов.
Среди наиболее часто используемых металлов при сварке — алюминий, нержавеющая сталь и низкоуглеродистая сталь.
Для сварки этих, а также других металлов вам понадобится калькулятор точки плавления, чтобы определить, насколько горячим вам должен быть сварщик, чтобы плавить и эффективно сваривать.
Существует также тот факт, что не все разновидности данного металла созданы одинаково или имеют одинаковые сварочные свойства.
Например, существует три основных типа нержавеющей стали: аустенитная, ферритная и мартенситная. Вы должны различать их при определении количества тепла и, следовательно, силы тока сварщика, необходимого для эффективного плавления и сварки с каждым из них.
Межкристаллитная коррозия возникает, когда нержавеющая сталь подвергается воздействию высоких температур, например, при сварке, что, в свою очередь, может затруднить сварку.
В то время как аустенитные и ферритные нержавеющие стали обычно хорошо свариваются, мартенситные нержавеющие стали тверже и склонны к растрескиванию, что затрудняет их сварку.
В результате вам может потребоваться большая сила тока, чтобы справиться с ними.
А как насчет низкоуглеродистой стали?
Что ж, если вы ищете металл, который легко сваривать с помощью сварочного аппарата MIG, вам повезло.Низкоуглеродистая сталь хорошо сваривается, требует меньших усилий и, следовательно, силы тока, чем другие металлы.
Одна из причин этого заключается в том, что его низкое содержание углерода делает его менее пластичным, что, в свою очередь, делает его менее хрупким, что позволяет избежать проблем с растрескиванием, характерных для мартенситной нержавеющей стали.
размер проводаВыберите размер провода в соответствии с силой тока. Мы рекомендуем не менять проволоку, поэтому выберите наиболее часто используемую толщину.
| Размер провода | А |
|---|---|
| .023 дюйма | 30-130 ампер |
| 0,030 дюйма | 40-145 ампер |
| 0,035 дюйма | 50-180 ампер |
| 0,045 дюйма | 75-250 ампер39 905 |
Сила тока зависит от скорости подачи проволоки, а также от глубины проплавления сварного шва.
Слишком высокая скорость может привести к прогоранию. Мы рекомендуем прочитать ваше руководство или спецификацию сварного шва.
Как правило, используйте множители в следующей таблице для определения скорости подачи проволоки.
то есть для проволоки 0,030 дюйма умножьте ее на 2 дюйма на ампер, чтобы найти скорость подачи проволоки в дюймах в минуту (ipm).
| Сечение провода | Умножьте на | , используя 1/8 дюйма (125 А) |
|---|---|---|
| 0,023 дюйма | 3,5 дюйма на ампер | 3.5 x 125 = 437,5 дюймов в минуту |
| 0,030 дюйма | 2 дюйма на ампер | 2 x 125 = 250 дюймов в минуту |
| 0,035 дюйма | 1,6 дюйма на усилитель | 1,6 x 125 = 200 дюймов в минуту |
| 0,045 дюйма | 1 дюйм на ампер | 1 x 125 = 125 дюймов в минуту |
Даже если вы начинающий сварщик MIG, это не должно вызывать слишком много проблем. Удивительно, что толщина играет огромную роль в определении того, сколько тепла, мощности и, следовательно, силы тока вам нужно, чтобы что-то сварить.
При этом, хотя толщина всегда имеет значение, фактическая разница в силе тока может сильно варьироваться в зависимости от типа свариваемого металла.
В случае алюминия, например, хорошее практическое правило при сварке TIG — 1 ампер на 0,001 толщины.
Тем не менее, это правило начинает разрушаться при толщине более дюйма.
В целом, чем толще кусок алюминия, тем меньше увеличивается сила тока.То же основное правило справедливо и для сварки MIG.
Сила тока для нержавеющей и низкоуглеродистой стали имеет тенденцию быть немного менее высокой, требуя только 2/3 ампер на каждые 0,001 толщины, что в среднем составляет около 40 ампер на 1 мм.
Равномерная толщина зависит от других факторов; однако, включая направление теплового потока.
В конце концов, причина, по которой требуется большая сила тока при большей толщине, заключается в том, что для успешного плавления и сварки требуется больший тепловой поток.
Если часть этого теплового потока рассеивается, часть этого тепла теряется, и, таким образом, вам потребуется еще больше тепла, чем вам могло бы потребоваться, если бы поток был более концентрированным.
| Калибр | Толщина металла (мм) | Толщина металла (дюймы) | Требуемый ток |
|---|---|---|---|
| 8 | 4,2. | ||
| 10 | 3,4 | .135 | 135 |
| 12 | 2,7 | .105 | 105 |
| 14 | 1,9 | .075 | 75 |
| 16 .060 | 60 | ||
| 18 | 1,2 | .048 | 48 |
| 20 | 0,9 | .036 | 36 |
| 224 | .030 | 30 | |
| 24 | 0,6 | .024 | 24 |
Хорошим примером этого являются шарниры. В этих деталях тепловой поток рассеивается в разных направлениях, в которых соединения простираются и прикрепляются к другим частям металла.
В результате тепловой поток и, следовательно, сила тока, необходимые для сварки этих деталей, будут больше, чем у их аналогов с прямыми кромками.
И последнее, но не менее важное: стоит отметить величину напряжения, которое потребуется для питания самого сварочного аппарата.110 В на каждую 1/4 дюйма — хороший показатель для начала сварочных работ.
Как вы планируете использовать сварочный аппаратТолщина свариваемого материала — это одно, но для чего вы его свариваете в первую очередь? Фактическая сварочная работа, которую вы пытаетесь выполнить, может сильно повлиять на то, сколько ампер вам потребуется для питания устройства.
Если вы выполняете работу, требующую дополнительной мощности, вам, естественно, понадобится дополнительная сила тока.
Сварочные ворота, оборудование и другие предметы, типичные для сельскохозяйственных работ, обычно требуют сварочного аппарата с напряжением не менее 200 В.
Однако, если вы хотите выполнять работу с более высоким октановым числом или выполняете задачи, требующие трехфазного сварочного аппарата, вам понадобится что-то с током от 300 до 600 ампер.
Связанная статья : Какие газы используют сварочные аппараты MIG >> Сварочный защитный газ | Полное руководство
С другой стороны, если вы просто используете свой сварочный аппарат MIG для хобби или низкоуровневых проектов, вам не понадобится такая большая сила тока.Машины на 110 В, которая может производить 140 А, должно быть достаточно.
Вы также захотите подумать о том, где вы используете этот сварочный аппарат. Розетки в большинстве домов могут поддерживать этот диапазон 110 В, но при превышении этого диапазона вам, вероятно, потребуется купить адаптер или генератор, чтобы убедиться, что ваш источник питания может выдерживать необходимую для работы силу тока.
Ссылки по теме: Руководство покупателя портативного сварочного аппарата : 5 вещей, на которые следует обратить внимание
Сколько ампер потребляет сварочный аппарат?
Даже если вы говорите о конкретном сварочном аппарате, вопрос о том, сколько ампер он потребляет, все равно потребует длинного ответа.
Это связано с тем, что практически любой современный сварочный аппарат имеет регулируемые параметры силы тока, которые позволяют пользователю точно настроить работу аппарата, чтобы сделать его более мощным, когда требуется больше мощности, и более легким управлением, когда это то, чего требует работа.
Сколько ампер потребляет сварочный аппарат? Ответ зависит от машины, о которой вы говорите. Но некоторые возразят, что это даже неправильный вопрос.
Количество ампер, необходимое сварщику, зависит от типа выполняемой сварки, типа свариваемого материала или материалов, толщины и чистоты материалов и т. Д.
Легко найти сварочные аппараты, которые подходят для выполнения небольших работ с более легкими материалами.
Часто эти машины доступны по цене, просты в настройке, использовании и обслуживании.
Но эти машины, как правило, имеют ограниченную мощность и, как правило, не то, что вам нужно, если вы выполняете более крупную, технически сложную работу или работу в сложных условиях.
Ссылки по теме: Сколько типов сварочных аппаратов существует и их применение?
Сколько силы тока нужно искать у сварщика?
Сварка — один из самых полезных навыков, которым вы можете научиться.Независимо от того, хотите ли вы сделать сварку своим основным занятием или просто хотите иметь возможность ремонтировать оборудование на ферме или в магазине, есть много всего, что можно сделать с помощью базовых знаний и навыков.
Сварка играет важную роль во всем, от искусства до тяжелой промышленности. Совершенно очевидно, что то, что работает для современной скульптуры, отличается от того, что подходит для судостроения или промышленной обработки железа.
Один из первых вопросов, которые вам нужно задать о сварочном аппарате, заключается в том, будете ли вы использовать его для решения специализированных задач или вам нужно, чтобы он подходил для работы в качестве универсального специалиста.
Тип работы, которую вы выполняете, будет определять, нужен ли вам аппарат для сварки MIG, TIG или стержневой сваркой, а также сколько мощности вам нужно от аппарата.
Более высокая сила тока даст вам больше возможностей, но это может привести к компромиссам, таким как более высокая цена и меньшая портативность, что сделает машину с высоким усилителем менее желательной.
Чем выше сила тока, тем глубже проплавление, что позволяет сваривать более толстые материалы и работать быстрее и чище.
Сила тока также является ключевым фактором, определяющим рабочий цикл, который влияет на количество времени, в течение которого вы можете работать, прежде чем дать машине отдохнуть.
Если вы покупаете сварочный аппарат, вы должны спросить, сколько ампер вам нужно, а также сколько вы можете использовать и сколько позволяет ваш бюджет.
Подойдя к покупке таким образом, вы сможете найти машину, которая выполнит нужную вам работу, не взяв на себя бремя перепланировки рабочего места или беспричинного перерасхода бюджета.
Вопросы, которые следует задать перед покупкой сварочного аппарата
Если вы только начинаете заниматься сваркой и еще не определились с предпочтениями, вам нужно будет провести небольшое исследование.
В настоящее время широко распространены как минимум три метода сварки, и многие высокопроизводительные машины дадут вам возможность использовать более одного метода. Некоторые машины даже позволяют переключаться между всеми тремя.
Сварка палкой, вероятно, является самым простым и основным методом для освоения, но она проста только в ограниченном числе обстоятельств, и может быть трудно получить хорошие результаты на некоторых материалах или толщинах.
Сварку MIG и TIG немного сложнее изучить, но она дает сварщикам более широкий спектр возможностей с точки зрения того, над чем они могут работать и где они могут работать.
Независимо от того, выберете ли вы сварку штучной сваркой, MIG или TIG, это поможет определить, сколько ампер вам потребуется от вашего аппарата для выполнения тех видов работы, которые вы хотите выполнять.
Есть много работ, которые вы можете выполнять с помощью любого из трех методов, но метод, который вы используете, поможет определить требования к силе тока для работы.
Недавно я написал статью, в которой более подробно описываю «различные типы сварочных аппаратов и их использование». Прочтите эту статью здесь.
Сколько ампер можно использовать?
Сварочные аппараты, достаточно мощные, чтобы обеспечивать более высокую силу тока, обычно представляют собой трехфазные аппараты, которым требуется доступ к трехфазному источнику питания.
Это не вариант для большинства домов или магазинов товаров для хобби. Даже если доступна мощная трехконтактная или четырехконтактная розетка, вам все равно может потребоваться модернизировать автоматические выключатели, прежде чем вы сможете запустить сверхмощную машину, способную выдавать от 300 до 600 ампер.
К счастью, 150–200 ампер хватит для подавляющего большинства сварочных задач. Это означает, что розетки 115 В или 220 В — это все, что вам нужно для работы вашей машины.
Если вы не покупаете машину, которая может работать со 100% -ным рабочим циклом на сложных материалах , вы сможете получить более чем достаточно машины, не прибегая к переналадке проводки или капитальному ремонту.
Сколько ампер вы можете себе позволить?
Когда дело доходит до покупки сварочного аппарата, стоит потратить немного больше, чтобы получить больше аппарата, чем вы думаете, что вам понадобится, и убедиться, что это качественное оборудование, которое будет работать долгое время.
В то же время вам не пойдет на пользу потратить слишком много денег на получение самой большой и лучшей машины, если вы никогда не будете использовать половину мощности или функций, которые поставляются с ней.
Почему важна более высокая сила токаОбсудив, какие факторы влияют на выбор, стоит внимательнее рассмотреть, почему более высокая сила тока имеет значение в первую очередь. Хотя вы и не хотите ничего делать, с более высокими значениями тока, как правило, легче работать.
Есть несколько преимуществ использования более высоких значений силы тока, не последнее из которых состоит в том, что большая сила тока просто означает больше возможностей.
Чем больше тепла и энергии вы можете произвести, тем больше у вас возможностей для сварки, что всегда хорошо.
Затем возникает проблема проникновения в сам металл. Чем тверже или толще металл, тем он будет тверже, что, естественно, потребует от вас больших усилий.
Тем не менее, это может слишком быстро стать утомительным и утомительным занятием. Кроме того, количество усилий и сил, которые вы можете лично вложить в проект, конечно.
Добавление дополнительной силы тока к миксу, таким образом, может быть отличным способом уменьшить сложность для себя. В конце концов, если есть большая сила тока и, следовательно, больше тепла, соответствующий металл можно расплавить гораздо быстрее, что потребует от вас меньше времени на сварку .
Конечно, вы должны практиковать это умеренно. Слишком быстрое добавление слишком большой силы тока может вызвать ожоги и другие серьезные проблемы с безопасностью. Тем не менее, при правильной практике больше силы тока означает меньше усилий.
Это особенно актуально при сварке более толстых материалов. Как уже было сказано, чем толще металл, тем больше на него потребуется силы тока. Более быстрое увеличение этого числа при соблюдении протоколов безопасности может помочь вам сваривать более толстые и быстрее.
Наконец, есть тот факт, что более высокие усилители обеспечивают большую стабильность. При более низкой силе тока работа занимает больше времени, а значит, больше времени на ошибки.
Более высокий ток ускоряет процесс.Они также помогут сделать сварку более гладкой. В результате вы можете сваривать все эти мелкие дефекты, делая работу более плавной, стабильной и, следовательно, более качественной.
Принимая во внимание эти факторы, вы можете быть уверены в том, что у вас есть возможность запитать ваш сварочный аппарат MIG с силой тока, достаточной для выполнения работы.
Могу ли я запустить сварщика на 30-амперном выключателе?Могу ли я запустить сварщика на 30-амперном выключателе? Да. В случае небольших сварочных аппаратов с напряжением 115 В вы сможете запускать их с автоматическим выключателем на 20–30 ампер.Сварщик на 220 В не может работать при низком токе и потребует минимум 30 ампер, но рекомендуется более 30 ампер.
В конце концов, все сводится к вашему использованию и интенсивности проекта. Если вы планируете использовать сварочный аппарат MIG для небольших проектов, таких как ежедневное техническое обслуживание дома, то небольшой сварочный аппарат может отлично работать с 30-амперным выключателем.
Тем не менее, важно отметить, что 30-амперный выключатель не сработает, если вы достигнете 30-амперного лимита, но он сократит период времени для этого.
Какой толщины можно использовать для сварки MIG на 180 А?Какую толщину можно использовать для сварки MIG при 180 А сваркой ? Сварщик MIG с током 180 ампер подходит для сварки до 0,035 дюйма. В некоторых случаях можно сваривать ½ дюйма. Однако уровень его проникновения не так эффективен.
Толщина, превышающая указанные параметры (0,035 дюйма), может отрицательно повлиять на уровень проникновения, следовательно, потребуется гораздо больше усилий.
Когда дело доходит до толщины стали для сварочных аппаратов MIG, важно понимать, что сварочные аппараты, использующие однопроходный режим, требуют 1 ампер на 0.001 дюйм толщины. Это также можно понимать как 250 ампер на каждую 1/4 дюйма.
Насколько толстый может сваривать сварщик на 70 А?Какую толщину может сваривать сварочный аппарат на 70 А? Сварочные аппараты на 70 А идеально подходят для сварки листов толщиной до 1/8 дюйма. Это доказывает, что 70 А лучше всего подходят для сложных работ и небольших сварочных работ.
Сварочные аппараты на 70 А — это небольшие портативные сварочные аппараты, которые чрезвычайно удобны в использовании для легких целей.
Несмотря на то, что сварочные аппараты на 70 А не являются тяжелыми, они помогают выполнять небольшие работы по дому и дают вам возможность выбрать электроды и системы заземления.
Следует иметь в виду, что, хотя сварочные аппараты на 70 А являются более прочными и доступными по цене, ими чрезвычайно сложно управлять, и для этого потребуется время как на изучение аппарата, так и на процесс сварки с ним.
Сколько ампер у сварочного аппарата Lincoln 225?Сколько ампер у сварочного аппарата Lincoln 225? Как следует из названия, Lincoln 225 Welder потребляет до 225 ампер.Lincoln 225 Welder обеспечивает мощность от 40 до 225 ампер без перегрузки машины.
Этот сварочный аппарат известен как одна из самых мощных машин, обеспечивающих максимальную универсальность.
Он разработан для работы с металлами толщиной 16 и более. Гладкая дуга переменного тока позволяет использовать этот станок для обработки различных металлов.
Полный диапазон селекторного переключателя от 40 до 225 ампер позволяет быстро установить ток питания в соответствии с вашим проектом.
Если сила тока меньше 40 ампер, это может не позволить использовать машину на максимальной мощности, поэтому всегда проверяйте, чтобы сила тока находилась в указанных диапазонах.
Какую толщину можно сварить с помощью Hobart 140?Какую толщину можно сваривать с помощью Hobart 140? Поскольку Hobart 140 обладает хорошими рабочими параметрами, он позволяет сваривать тонкую сталь толщиной от 24 до колоссальных-дюймовых стальных листов.
Хотя вы можете сваривать в заданном диапазоне за один проход, Hobart 140 также позволяет сваривать более толстые материалы за несколько проходов.
Hobart 140 — одна из самых универсальных машин благодаря своей компактности и эффективному дизайну.
Это сварочный аппарат MIG с подачей проволоки, предназначенный для работы на бытовом стандарте напряжением 115 В.
Относительно проще установить и использовать порошковую стальную, сплошную и алюминиевую проволоку.
Его диапазон толщины позволяет работать с кузовами автомобилей, при домашнем ремонте или даже на тяжелых объектах, требующих дополнительной мощности.
Если вас интересуют сварочные приспособления или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем (БЕЗ КАДРА)
Часто задаваемые вопросы
Вот несколько распространенных Вопросы, которые часто возникают у людей об усилителях сварочного аппарата MIG:
Могу ли я установить вилку на 50 ампер на выключатель на 30 ампер?
Мощность выключателя определяет предел отвода тока.Для любого выключателя рекомендуется использовать не более 80% фактической мощности выключателя.
Могу ли я поставить вилку на 50 ампер на выключатель на 30 ампер? 30-амперный выключатель строго определяет предел в 30 ампер, поэтому вы не должны использовать более 24–25 ампер при использовании 30-амперного выключателя.
Вы не должны превышать пропускную способность цепи из-за использования оборудования, требующего большого тока. Это не только вызовет сбой в работе схемы, но и может повредить ваше устройство.
Можно ли вставить вилку на 15 ампер в розетку на 20 ампер?
Номинал розетки всегда должен быть выше, чем вилка, которая к ней подключается. Большинство бытовых приборов включают в себя 15 ампер плюс, что позволяет использовать их в розетках на 15 или 20 ампер.
Можно ли вставить вилку на 15 ампер в розетку на 20 ампер? Да, вы можете это сделать. У усилителя на 15 А плюс два параллельных контакта и контакт заземления, который можно легко подключить к розетке на 20 А.
Розетка на 20 ампер предоставляет вам широкий выбор вариантов использования вилки, но всегда следует помнить, что предел силы тока не должен превышаться.
Розетка на 20 А рассчитана на больший приток тока и позволяет использовать более мощные приборы. Более мощные электроинструменты, включая сварочные аппараты, можно использовать с розеткой на 20 А.
Сколько ампер у Lincoln 140?
Сколько ампер у Lincoln 140? Эта машина зарекомендовала себя как прочная и надежная благодаря своему инструменту на 140 ампер, который выполняет свою работу при обычном бытовом питании 120 вольт.
Он поставляется в двух вариантах, называемых 140 HD и 140 C, которые имеют одинаковое потребление тока, но различаются по качеству компонентов.
Несмотря на то, что это варианты, оба сварщика позволяют без проблем вывести до 140 ампер.
Минимальное требование к току составляет 30 ампер и позволяет сваривать низкоуглеродистую сталь толщиной до 5/16 дюйма без газа и сварку MIG до 3/16 дюйма за один проход с газом.
Lincoln 140 — один из лучших сварочных аппаратов, доступных на рынке.
Заключение
Когда дело доходит до сварки, простых ответов не так много. Это потому, что многое из того, что вам нужно знать, чтобы найти правильный ответ, зависит от таких переменных, как тип выполняемой вами работы и тип материалов, которые вы свариваете.
Если вы знаете, что у вас достаточно сварочных работ, чтобы сделать то, что вы собираетесь инвестировать в машину, вы должны знать конкретные ответы на эти вопросы, которые позволят вам определить, сколько машины достаточно, а сколько слишком много.
источники:
https://www.millerwelds.com/resources/weld-setting-calculators/stick-welding-calculator
https://www.mig-welding.co.uk/tig-calculator.htm
Рекомендуемая литература
Можно ли сваривать MIG под дождем или во влажной среде?
В чем разница между сваркой TIG и MIG? Какой из них лучше?
Могут ли сварщики MIG сваривать алюминий? | Как успешно сваривать алюминий?
Как найти правильные настройки сварочного аппарата MIG для любого проекта >> Видео