Кабель для сварочного аппарата: сечение, маркировка, требования
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
СОДЕРЖАНИЕ
- Марки сварочного кабеля и их характеристики
- Гибкий сварочный кабель КГ
- Сварочный провод КОГ1
- КГН
- Сварочный кабель КГ-ХЛ
- КПЭС
- КВС
- КГТ
- Как выбрать кабель для сварки
- Какой должна быть жила
- Сечение кабеля для сварочного аппарата
- Требования к гибкости кабеля
- Длина сварочного провода для инвертора
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
КГН
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.
КПЭС
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Читайте также: Ручная электродуговая сварка
КВС
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
КГТ
Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка.
Читайте также: Сравнение инверторных сварочных аппаратов
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Читайте также: Прямая и обратная полярность сварочного инвертора
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Читайте также: Как пользоваться сварочным аппаратом
Кабель для сварочного аппарата: сечение, маркировка, требования
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
СОДЕРЖАНИЕ
- Марки сварочного кабеля и их характеристики
- Гибкий сварочный кабель КГ
- Сварочный провод КОГ1
- КГН
- Сварочный кабель КГ-ХЛ
- КПЭС
- КВС
- КГТ
- Как выбрать кабель для сварки
- Какой должна быть жила
- Сечение кабеля для сварочного аппарата
- Требования к гибкости кабеля
- Длина сварочного провода для инвертора
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
КГН
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.
КПЭС
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года..jpg) Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Читайте также: Ручная электродуговая сварка
КВС
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
КГТ
Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка.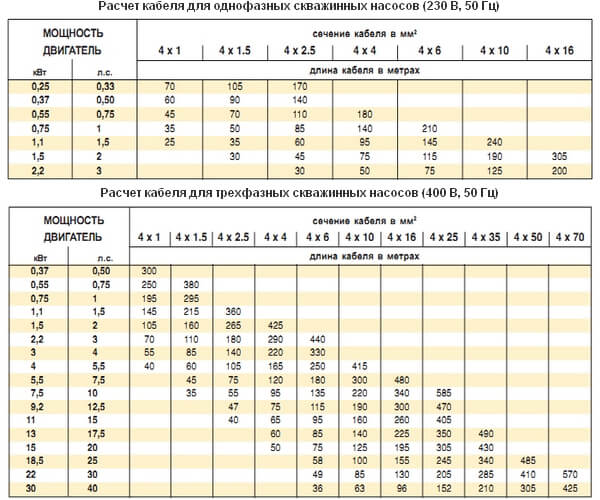 Поэтому его приобретают для работы в условиях повышенной влажности.
Поэтому его приобретают для работы в условиях повышенной влажности.
Читайте также: Сравнение инверторных сварочных аппаратов
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Читайте также: Прямая и обратная полярность сварочного инвертора
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Читайте также: Как пользоваться сварочным аппаратом
Кабель для сварочного аппарата: сечение, маркировка, требования
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
СОДЕРЖАНИЕ
- Марки сварочного кабеля и их характеристики
- Гибкий сварочный кабель КГ
- Сварочный провод КОГ1
- КГН
- Сварочный кабель КГ-ХЛ
- КПЭС
- КВС
- КГТ
- Как выбрать кабель для сварки
- Какой должна быть жила
- Сечение кабеля для сварочного аппарата
- Требования к гибкости кабеля
- Длина сварочного провода для инвертора
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
КГН
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.
КПЭС
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Читайте также: Ручная электродуговая сварка
КВС
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
КГТ
Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка. Поэтому его приобретают для работы в условиях повышенной влажности.
Поэтому его приобретают для работы в условиях повышенной влажности.
Читайте также: Сравнение инверторных сварочных аппаратов
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Читайте также: Прямая и обратная полярность сварочного инвертора
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Читайте также: Как пользоваться сварочным аппаратом
Кабель для сварочного аппарата: сечение, маркировка, требования
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
СОДЕРЖАНИЕ
- Марки сварочного кабеля и их характеристики
- Гибкий сварочный кабель КГ
- Сварочный провод КОГ1
- КГН
- Сварочный кабель КГ-ХЛ
- КПЭС
- КВС
- КГТ
- Как выбрать кабель для сварки
- Какой должна быть жила
- Сечение кабеля для сварочного аппарата
- Требования к гибкости кабеля
- Длина сварочного провода для инвертора
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
КГН
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.
КПЭС
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Читайте также: Ручная электродуговая сварка
КВС
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
КГТ
Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка. Поэтому его приобретают для работы в условиях повышенной влажности.
Поэтому его приобретают для работы в условиях повышенной влажности.
Читайте также: Сравнение инверторных сварочных аппаратов
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Читайте также: Прямая и обратная полярность сварочного инвертора
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Читайте также: Как пользоваться сварочным аппаратом
Сварочный кабель для аппарата, инвертора: характеристики, виды
Можно ли удлинять кабель
Среди экспертов много спорят на эту тему. Спорят о нем «до хрипоты, до крика». Одни уверяют, что провод ни в коем случае удлинять нельзя, это приведет к падению производительности, безопасности и качества шва. Другие утверждают, что, поскольку в рекомендациях производителей об этом ничего не говорится, то удлинять можно.
Истина, как всегда, находится посередине. С длинными проводами намного удобнее работать, если сварщику приходится постоянно перемещаться от одной точки сварки к другой. Длинный провод означает меньше переносов сварочного аппарата. Расплатой за такое удобство становится увеличение сопротивления кабеля. Для сохранения параметров дуги придется повышать рабочий ток, что может привести к перегрузке и ускоренному износу сварочного оборудования.
Из этой неприятной ситуации есть простой выход: более длинный кабель должен иметь большее сечение.
Удлинение кабеля
В ходе замены првода на более длинный важно правильно присоединить к нему штекерные и клеммные разъемы. Это делается с обязательной пропайкой и последующей опрессовкой. Итак, удлинять провод допустимо, но при этом надо повышать его поперечное сечение и тщательно присоединять разъемы
Итак, удлинять провод допустимо, но при этом надо повышать его поперечное сечение и тщательно присоединять разъемы.
Как выбрать электрический удлинитель
Производители большинства электрических приборов в инструкции часто советуют не подключать их через удлинитель. И это правильно, ведь на дополнительной длине провода теряется часть мощности. А если изделие некачественное, это и вовсе может привести к короткому замыканию или возгоранию шнура в результате его перегрева. Но если без дополнительных метров не обойтись, свой выбор следует основывать на приведенных ниже характеристиках.
Степень защиты
Для стандартных удлинителей существует 2 варианта степени защиты:
- IP20 – предназначены для работы внутри помещений без большого количества пыли.
 Оборудуются открытыми типами розеток.
Оборудуются открытыми типами розеток. - IP44 – Допускается работа в сильно запыленных помещениях либо на открытых пространствах под дождем. Такие удлинители имеют водостойкий корпус, а на всех розетках установлены защитные крышки.
 Оборудуются открытыми типами розеток.
Оборудуются открытыми типами розеток.Тип кабеля
На удлинителях, рассчитанных на работы с бытовой сетью, устанавливаются два типа провода:
- КГ (кабель гибкий) – предназначен для профессиональных работ. Без труда выдерживает температуру от -40° до +40°. Такой провод изгибается без повреждений и устойчив к истиранию. У него есть 2 варианта исполнения: Т – температура окружающей среды до +50°, ХЛ – до -60°.
- ПВС (соединительный провод с оболочкой из ПВХ) – рассчитан на работу при температуре выше +1°. Этот вариант почти на треть дешевле предыдущего, но он не устойчив к истиранию и со временем трескается на месте изгибов. При низких температурах изоляция разрушается при изгибании. Удлинители с таким кабелем используются преимущественно в помещениях.
Максимально допустимая нагрузка (мощность) и сечение
Показатель определяет общую мощность подключаемых приборов. Чем выше максимальная допустимая нагрузка, тем большим делается сечение проводов.
Чем выше максимальная допустимая нагрузка, тем большим делается сечение проводов.
Различают 3 типа:
- маломощные – до 1 кВт, сечение 0,5-0,75 мм;
- средней мощности – до 2,2 кВт, сечение 1 мм;
- повышенной мощности – 3,5 кВт, сечение 1,5-2,5 мм.
Допустимая нагрузка указывается на корпусе. При подключении электроприборов, суммарная мощность которых превышает данный параметр, удлинитель может выйти из строя: проводка нагревается и плавится, отгорают места соединения проводов
Это часто приводит к пожарам и задымлениям, так что на нагрузку следует обращать особое внимание. Так как длинный провод создает серьезное дополнительное сопротивление, при его длине более 50 м обязательным должно быть сечение от 2,5 мм
Длина кабеля
Параметр, который подбирается в зависимости от ситуации. В доме и офисе часто используются удлинители максимум на 5 метров, в то время как для работы на строительных объектах часто требуется 20 и более метров длины кабеля
Тут важно помнить, что большая длина создает неудобства в использовании удлинителя, так что лучше обратить внимание на модели с катушкой для сматывания
При работе с длинным проводом, который используется для питания мощного инструмента, его необходимо полностью сматывать с катушки. Дело в том, что индукция приводит к перегреву кабеля, собранного кольцами. У некоторых моделей присутствует встроенная защита от перегрузки в виде предохранителей. Выбирать рекомендуется именно такие удлинители.
Дело в том, что индукция приводит к перегреву кабеля, собранного кольцами. У некоторых моделей присутствует встроенная защита от перегрузки в виде предохранителей. Выбирать рекомендуется именно такие удлинители.
Заземление
Дополнительная жила кабеля для подключения заземления (если соответствующий контакт есть в розетке) выполняет защитную функцию. Она не только предотвращает поражение током при эксплуатации неисправного электроприбора, но и снижает уровень помех на оборудование, подключенное как в пределах одной сети, так и просто расположенное рядом. Такие удлинители следует покупать в том случае, когда предполагается их использование с постоянно включенными приборами, например, телевизорами или холодильниками.
Количество розеток
Этот показатель зависит только от конструкции конкретной модели. Очевидно, что от количества розеток зависит количество подключаемых приборов. Как правило, большинство удлинителей имеют от 1 до 4 розеток, но встречаются варианты с их большим количеством.
Опции
При необходимости можно выбрать удлинитель с дополнениями, вроде USB-разъемов для зарядки мобильных телефонов, кнопки включения, позволяющей обесточить приборы без необходимости вытаскивать вилку из розетки. Наличие защитных шторок будет полезным, если к удлинителю имеют доступ дети, а индикатор сети всегда укажет, течет ли электричество по проводам.
Эксплуатация и подключение сварочных проводов.
- Подключая провода к вашему сварочному инвертору, следует помнить такие правила:
- Подключение осуществляется посредством припаянных или спрессованных кабельных наконечников.
- Соединение проводов может осуществляться опресовкой. Главное не забыть про изоляцию собственно соединения.
- Провод подключается к силовым разъемам аппарата (+) и к держателю электродов в обратной полярности (-). Менять полярность можно только, если были изменены параметры тока.
- Во время сваривания сварщики не должны подтягивать к себе аппарат посредством проводов.
- Номинальная мощность кабеля должна строго соответствовать подключаемому аппарату.

Применение
Итак, вы выбрали и купили удлинительные кабели. Казалось бы, пора подключать их и приступать к сварке. На этом этапе многие новички совершают ряд ошибок, из-за которых кабели недостаточно эффективны либо вовсе не работают.
Во-первых, всегда распрямляйте удлинитель для инвертора перед использованием. Не позволяйте ему скручиваться в узлы и заламываться. Это касается кабелей любой длины. Заранее определитесь, какая максимальная длина для вас оптимальна и не покупайте слишком длинные кабели, которые большую часть сварки будут смотаны в катушку. Это нерациональное использование. К тому же в смотанном состоянии кабели способны стать причиной повышенной индукции. Это чревато плавлением проводов и выходом из строя самого инвертора.
Также следите, чтобы удлинительные кабели не перегревались в ходе работы. Периодически проверяйте провода, берите их в руки. Если можете спокойно держать несколько секунд, значит температура не выше нормы. А если кабель насколько нагрелся, что вы не можете брать его без перчаток, значит сварку нужно прекратить и проверить целостность кабеля.
А если кабель насколько нагрелся, что вы не можете брать его без перчаток, значит сварку нужно прекратить и проверить целостность кабеля.
Избыточный нагрев кабеля так же приводит к выходу сварочного аппарата из строя и к разрушению самого кабеля.
Что касается хранения, то и здесь нужно быть внимательным. Не сматывайте провода в плотную катушку, так вы лишите их естественной вентиляции. Постарайтесь хранить провода в сухом чистом месте, не оставляйте их на улице и не подвергайте воздействию прямых солнечных лучей. Следите, чтобы соединительные контакты и вилка кабеля не загрязнялись и не покрывались ржавчиной.
Сечение
Для безопасного выполнения работ, а также для исключения возможности поломки оборудования, следует правильно выбирать сечение кабеля для сварки.
Важно! К неисправности оснащения может привести проводник со слишком маленьким сечением. Если сечение будет меньше необходимой величины, то ток по жилам не пойдет и агрегат отключится или перегорит.
Очень важно правильно соотнести два параметра: сечение и токи сварочного кабеля, так как они тесно связаны
Таким образом, каждому исполнителю важно знать, какое сечение сварочного кабеля следует выбирать при работе с различными токовыми нагрузками
Очень важно правильно соотнести два параметра: сечение и токи сварочного кабеля, так как они тесно связаны. Таким образом, каждому исполнителю важно знать, какое сечение сварочного кабеля следует выбирать при работе с различными токовыми нагрузками
Выбор сечения
Расчет сечения сварочного кабеля по току является наиболее простым и быстрым способом подобрать оптимальный вариант проводника.
Многие исполнители располагают сварочным оборудованием инверторного типа. Его многочисленные технические достоинства и доступная стоимость делают данное оснащение популярным. Поэтому следует определить сечение сварочного кабеля для инвертора.
Для проведения работы в домашних условиях исполнители используют агрегаты, максимальная величина тока которых составляет порядка 180-200 А. Рассмотрим далее более подробно сварочный кабель для инвертора, какое сечение необходимо для определенных величин тока.
Рассмотрим далее более подробно сварочный кабель для инвертора, какое сечение необходимо для определенных величин тока.
- Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2.
- Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2.
- Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
- Востребован у сварщиков сварочный кабель на 200 Ампер, сечение составляет 25 мм2.
- Сварочный кабель сечение 35 мм2 выдерживает ток в 289 А, поэтому, чаще всего, он используется для оснащения трансформаторов. Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.
Для выполнения работ на профессиональном уровне в большинстве случаев используются уже упоминаемые ранее трансформаторы. Очень важным фактором является определенность в том, какое сечение кабеля нужно для сварочного аппарата подобного типа.
Оборудование трансформаторного типа способно выдавать ток до 500 А. Поэтому для данного оснащения следует использовать провода с сечением в 70 и 95 мм2. Первый способен проводить до 437 А, второй – до 522 А.
Сварочные выпрямители выдают ток, величина которого может достигать 600 А
Поэтому исполнителям с оснащением такого типа следует обратить внимание на провода с сечением в 120 мм2
Таблица сечений сварочного кабеля и токовых нагрузок для проводов позволяет узнать оптимальный вариант проводника для оснащения всего необходимого оборудования: инверторы, трансформаторы, выпрямители, держак, клеммы массы.
Определив два важных параметра: максимальная величина тока и сечение провода, можно рассчитать другую важную характеристику – длина кабеля. Более подробная информация здесь.
Данная статья поможет любому исполнителю определить, какого сечения должен быть сварочный кабель при определенных величинах тока.
Марки сварочного кабеля и их характеристики
Сварочные провода во время подвергаются повышенным нагрузкам, поступающим от оборудования и от окружающих факторов. От правильного выбора зависим срок службы сварочного кабеля. Сварочный кабель маркируется цифровыми и буквенными обозначениями. В помощь, какой кабель подобрать, приведены описания ниже.
От правильного выбора зависим срок службы сварочного кабеля. Сварочный кабель маркируется цифровыми и буквенными обозначениями. В помощь, какой кабель подобрать, приведены описания ниже.
Описание гибкого сварочного кабеля КГ
Расшифровка букв «КГ» в маркировке обозначают – кабель гибкий. Это распространенный вид продукции. Эксплуатируется при постоянном токе с показателем напряжения до 1000 В, при переменном – не превышающем 600 В, при частоте, не более 400 Гц. Подключается от сети 220 или 380 В или при соединении держака и зажима.
Кабель для сварочных работ КОГ1
Для изготовления изделия используют жилы с диаметрами малого сечения. Это пригождается при образовании швов в недоступных местах. Чтобы по сторонам не торчали петли кабель можно использовать, намотанным на руку. Это удобно при выполнении работ на высоте.
Рассчитан на эксплуатацию под напряжением 220 В и частоту 50 Гц.
Сварочный кабель КГН
КГН, буква «Н» обозначает, что провод несгораемый. Изоляционный слой изготовлен из жаростойкого состава и выдерживает температуру более 200 0С. Этот кабель можно использовать не только для сварки, но для резки (плазменной или электродом), к примеру, для неотложных работ при возникновении нештатных ситуаций.
Изоляционный слой изготовлен из жаростойкого состава и выдерживает температуру более 200 0С. Этот кабель можно использовать не только для сварки, но для резки (плазменной или электродом), к примеру, для неотложных работ при возникновении нештатных ситуаций.
Провод при соприкосновении с подогретым металлическими изделиями плавиться, не будет.
КГ ХЛ
В индексе товара содержиться обозначения «ХЛ», то есть его можно эксплуатировать при морозах. В нем содержится каучук, который выдерживает холод. Гибкость сохраняется при температурных режимах до -60 0С, в связи с этим провода идеально подходят для северных районов
Если работы проводятся на открытой местности, то внимание стоит заострить на данную продукцию
Сварочный кабель КПЭС
Изделие предназначено для наплавления швов полуавтоматом или это кабель для сварочного инвертора. В этой разновидности вместо жил использованы спиралевидные трубки. Чтобы цепь была замкнута и возбудилась электродуга, внутри шнура пропущена проволока, которая может быть трех видов:
- цельной;
- трубчатой;
- с флюсом.

Стоимость зависит от величины внутреннего диаметра. Если конструкция полая, то срок службы сокращается на полтора года. В электромагистрали подается напряжение от 42 до 48 В при постоянном или переменном токе. При температурном режиме до -10 0С применяется низковольтная линия.
КВС
В составе изоляционного слоя использован поливинилхлорид. Изделие не поддается истиранию и идеально подходит, когда рабочему требуется постоянно перемещаться, волоча за собой кабель. Сердечник сохраняется за счет надежной изоляции. Работает под нагрузкой 127 или 220В, при температурном режиме от -40 до +400С, не гибкий. Сварочные провода для инвертора используются для подключения к розетке.
Сварочный кабель марки КГТ
Продукция рассчитана на высокие температуры. Эксплуатация изделия возможна при +850С. Изделие подойдет для эксплуатации во влажном климате.
Модель КРПТ
Этот провод гибкий с жилами. Жилы изготовлены из меди. Оболочка и изоляция изготовлены из резины. Кабель для сварки изготовителем выполнен для работы со следующими показателями:
Кабель для сварки изготовителем выполнен для работы со следующими показателями:
- При напряжении 660 В переменного тока и 110 В при постоянном токе.
- Допускаемая токовая нагрузка от 3 до 20А/мм2.
- Температурный режим от -60 до +500С.
Сечение у сварочного кабеля зависит от числа и сечения жил – от 8 до 69 мм. Продукция не поддается возгоранию.
Сварочные кабеля для инвертора — виды кабелей
Сварочный кабель работает при повышенных параметрах нагрузок: внутри через него проходит высокое напряжение, а снаружи воздействуют температурные перепады, сила трения и другие условия.
Эксплуатационные характеристики:
- Ток постоянный при напряжении до 1000 В или переменный – до 600 В.
- Частота не более 400 Гц.
- Работает от сети 220 и 380 В.
В магазинах представлен товар в ассортименте.
Одножильный
Изготовлен из меди, поэтому отлично проводит ток. Провод гибкий и эластичный. Предназначен для инверторных устройств с невысокой мощностью.
Двужильный
Изделия выполнены для проведения импульсной электросварки, в них имеются катод и анод. Изготавливаются из медной проволоки или проволоки из сплавов, в состав которых входит медь.
Трехжильный
В маркировке содержаться технические характеристики, которые следует учитывать при выборе товара:
- КС – это изделие, предназначенное для всех видов работ.
- П – это сварочные провода, покрытые полимером, обеспечивающим дополнительную защиту. Если при маркировке прописывается цифра, то она указывает на количество жил.
- ВЧ – изделие, рассчитанное на высокочастотное напряжение.
Трехжильные сварочные провода — кабели этого типа изготовлены для технически сложного оборудования. По условиям техпроцесса шов должен получаться идеальным.
Типы используемых проводников
Основными типами кабелей, применяемым в сварочных устройствах являются:
- одножильные проводники с медной токоведущей жилой, выполненной из множества тонких проволочек, применяются в основном для инвертора;
- двужильные проводники, представляющие собой анод и катод, которые обеспечивают применение высокочастотного тока для импульсной сварки и переменный ток для резки металла;
- трехжильные проводники используются в аппаратах автоматической сварки, применяемых при монтаже трубопроводов и других изделий, где требуется ровный и высококачественный шов.

Для сварочного аппарата в комплекте идут кабели, рассчитанные на рабочие токи устройства. Если их нет, то необходимо выбрать соответствующие сварочные провода.
Обращая внимание на максимальный рабочий ток аппарата. Он указывается в инструкции по эксплуатации прибора
Если в документации указан рабочий ток в пределах 160-189 А, то сварочный провод согласно требованиям ГОСТ должен иметь сечение 16 мм2.
При токах 240-250 А необходим проводник сечением 25 мм2. При использовании полупрофессиональных устройств на 350-362 А требуется проводник сечением 50 мм2.
В профессиональных сварочных аппаратах при максимальных рабочих токах 437 А или 522 А требуются подключить проводники сечением 70 мм2 и 95 мм2 соответственно.
Характеристики
На сегодняшнем рынке нет модели настолько универсальной, чтобы она могла служить в условиях любого климата и любого производства. Вместо этого производители предлагают линейки продуктов, адаптированных к тем или иным условиям, обеспечивая в них минимальное сопротивление и максимальную гибкость.
Основной характеристикой кабеля является его сечение. Оно определяет максимальную нагрузку тока, который можно пропустить по электрической цепи.
Следующая характеристика — это количество жил. В бытовых сварочных аппаратах применяется одножильный провод.
Дополнительные характеристики:
- климатический класс;
- частотность;
- жаростойкость;
- гибкость.
Промышленные изделия
Промышленные образцы генераторов, используемых с целью энергоснабжения мобильного сварного оборудования, могут иметь самые различные исполнения. С точки зрения экономичности и эффективности, оптимальным считается вариант бензинового агрегата того же инверторного типа. Предпочтение в этом случае обычно отдаётся аппаратам от тех же производителей, предназначенным специально для работы с инверторным сварочным оборудованием (рисунок ниже по тексту).
Предпочтение в этом случае обычно отдаётся аппаратам от тех же производителей, предназначенным специально для работы с инверторным сварочным оборудованием (рисунок ниже по тексту).
Считается, что именно такое сочетание этих двух составляющих рабочего комплекса позволяет получить достаточно устойчивую дугу и обеспечить требуемые параметры высокочастотного напряжения и импульсного тока. По своему классу и непосредственному назначению все существующие сварочные устройства делятся на следующие виды:
- Чисто промышленные образцы;
- Профессиональные модели;
- Недорогие изделия бытового назначения.
Промышленные и профессиональные модели в основном применяются для изготовления объёмных металлоконструкций и рассчитаны на круглосуточную работу в течение длительных промежутков времени. Для их нормального функционирования потребуются значительные по величине рабочие токи, способные обеспечивать качественную сборку промышленных сооружений. Для этого типа сварочных устройств потребуются бензиновые генераторы, способные выдавать токи величиной до 250-500 Ампер (смотрите фото ниже).
Подводя итоги рассмотрения возможных вариантов выбора генераторного устройства для инвертора, необходимо отметить следующее. Думая над вопросом о том, какой генератор лучше выбрать для сварки, большинство пользователей отдаёт предпочтение малогабаритным бензиновым агрегатам в инверторном исполнении.
Кабель для сварочного аппарата – как правильно выбрать
Как маркируется продукция известно. Главное правильно выбрать изделие, чтобы оно соответствовало параметрам сварочного аппарата и иным характеристикам.
Какой должна быть жила
Разновидности кабеля:
Одножильный.
Применяется для присоединения инвертора к держаку и массе. Маркировка 1х16 расшифровывается: «1» — это 1 сердечник, не разделенный на несколько проводов под одной оболочкой. При работе уменьшается нагревание и ускоряется передача напряжения.
Многожильный.
Маркировка 11х30 расшифровывается: 11 – количество жил. Применяются для промышленного оборудования, работающего под напряжением более 500 В. Жила изготавливается из алюминия или меди. В комплекте с аппаратами поставляются алюминиевые кабеля, они дешевле. Их, как правило, приобретают начинающие рабочие.
Жила изготавливается из алюминия или меди. В комплекте с аппаратами поставляются алюминиевые кабеля, они дешевле. Их, как правило, приобретают начинающие рабочие.
Для профессионалов предлагается приобрести медные изделия, так как показатель удельного сопротивления меньше в 7 раз, по сравнению с алюминием. При этом снижаются потери тока.
Если производитель медного кабеля — Китай, то такая продукция лучше подойдет для применения в бытовых целях, а не для производственных нужд, так как они рассчитаны на невысокое сопротивление.
Сечение кабеля для сварочного аппарата
Если изделие по сечению выбрать неправильно, то риск износа оборудования увеличивается. Возможно возникновение возгорания или неэффективной работы вследствие короткого замыкания. Если сечение провода не достаточное, то потребуется повышенный уровень тока для режима сварки. Держатель будет труднее перемещать при создании шва по вертикали или на потолке.
В таблице указана зависимость тока от сечения.
Требования к гибкости кабеля
Сварочные провода для инвертора применяются в работе с гибкостью выше 4 класса. При выборе тяжелых проводов сварщику будет сложнее их перегибать или наматывать.
При выборе шнура КГ, который относят к 5-му классу по гибкости с диаметром 0,41 мм. Если продукция с маркированием КОГ, то она относится по гибкости к 6 классу. Гибкость 0,21 мм — повышенная.
Длина кабеля для сварки
Если необходимо перемещение вдоль габаритных конструкций, то к аппарату нужно подсоединить длинный кабель, чтобы не переносить инвертор. Если работа выполняется на одном месте, то достаточно приобрести 2 м на массу, и на держатель 3 м. На производства рекомендуется покупать по 5 метров провода на массу и на держак.
Удлинение изделия без причин приводит к снижению силы тока вследствие повышения сопротивления.
Длина сварочного кабеля не должна превышать расчетных показателей. Показатель максимального тока нужно разделить на 100.
Например:
160 /100= 1,6
Получился делитель, на который нужно разделить значение сечения провода. То есть, если сечение 1х25 мм2, то
То есть, если сечение 1х25 мм2, то
25/1,6=15 м.
Длина получилась максимальной, ее нужно поделить на подсоединения к массе и держаку: 5 и 10 метров.
При подсоединении более длинного изделия сила тока, выдаваемого аппаратом, понизится. Для наращивания дополнительного провода используется медная опрессовка, а также наращивать кабель можно сваркой или спайкой, но запрещено на скрутки. Соединение на скрутки создает увеличение сопротивления, поэтому их делать не допускается.
Марки кабеля для сварочных аппаратов и маркировка
Маркировка кабеля для сварочных аппаратов.
Современные производители предлагают на рынке для своих клиентов большое количество различных кабелей для сварки, которые отличаются между собой многими техническими параметрами. Большинство различных марок кабелей сварочных описывается в единой техноменклатуре. К основным типам проводников, используемых при комплектации аппарата для сварки, относятся следующие:
- провод одножильный – токоведущая жила изготавливается из меди, которая имеет высокие токопроводящие свойства, этот тип кабелей сварочных применяется при оснащении переносных сварочных аппаратов;
- провод двужильный – две жилы в кабеле, изготавливаемые из меди или сплавов, основу которых составляет медь, представляют собой анод и катод, которые позволяют применять при работе высокочастотный ток для осуществления импульсной сварки и переменный ток для проведения резки различных металлов;
- трехжильные провода, применяемые в аппаратах, предназначенных для проведения автоматической сварки, такие аппараты применяют при осуществлении сваривания труб трубопроводов, а также в тех случаях, когда требуется использование струйной сварки и получение ровного шва.
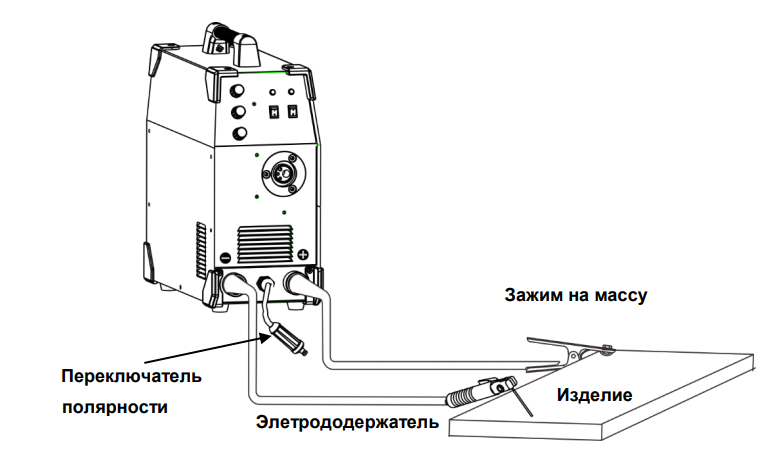
Маркировка проводов для сварки осуществляется при помощи буквенных обозначений: КС – кабель сварочный, цифры означают количество жил в кабеле сварочном, П – наличие полимерной защиты, ВЧ (П, П) – ток высокой частоты (постоянный, переменный).
Помимо этой классификации, кабели сварочные делятся на два типа:
Схема сварочного кабеля.
- устойчивые к холоду сварочные кабели имеют покрытие, изготовленное из полимера, устойчивого к низким температурам, это обеспечивает качественную эксплуатацию кабеля в условиях низкой температуры, использование низкотемпературного полимера позволяет избежать появления в изоляционном материале трещин, снижающих его свойства;
- септический сварочный кабель устойчив к температурам более 50°С, применяется при проведении работ в жарком тропическом и пустынном климате.
Обычный тип проводника при его использовании в условиях повышенной температуры окружающей среды провоцирует сваривание и разрыв изоляционного покрытия при небольшом натяжении, что приводит к оголению токоведущей части и повышению вероятности травмирования электротоком.
Практически все провода, используемые для проведения сварки, выпускаются параллельно с аппаратами для сваривания, по этой причине лучше всего приобретать провод в комплекте с прибором.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.


Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Классификация
Каждый удлинитель для сварочного инвертора может обладать своими уникальными характеристиками, которые зависят от сфер применения и проявляются в виде диаметры жилы, самой длины, особенностях штыря и так далее.
Пример расчета по подбору удлинителя
Рассчитывая, какой удлинитель нужен для сварочного инвертора, следует понимать, что в первую очередь – это проводник активной нагрузки, которая с увеличением мощности становится более высокой.
Сопротивление удлинителя можно определить по следующей формуле R=ρ×L/S. Все электрические процессы, проходящие в системе подчиняются основным законам электротехники, в частности закону Ома I=U/R. Здесь берется закон для участка цепи, так как даже после подключения электродвижущей силы, она не влияет на результат. Символы в вышеприведенных формулах означают следующее:
- I – максимальный ток при самой высокой нагрузке инвертора;
- U — напряжение, которое получается из сети, причем берется реальное, а не номинальное, которое может заметно отличаться от стандартных 220 В;
- S – площадь сечения кабеля, которую можно узнать на маркировке, если есть готовый вариант;
- L – длина удлинителя;
- ρ – сопротивление удельное, которое зависит от металла жил, из которого сделан удлинитель.
Согласно приведенной формуле можно легко увидеть взаимосвязь длины проводника, которым здесь выступает удлинитель, от сопротивления. Также прослеживается обратная зависимость сопротивления от площади сечениям. Чем выше сопротивление удлинителя, тем больше будет падать напряжение на сварочном аппарате.
Чем выше сопротивление удлинителя, тем больше будет падать напряжение на сварочном аппарате.
Особенности выбора
В готовых кабелях легче подобрать, какое сечение провода нужно для сварочного аппарата, так как они сразу делаются по оптимальным стандартам под определенные виды техники.
Какое освещение Вы предпочитаете
ВстроенноеЛюстра
Правильное использование удлинителя
Средняя температура, которую могут выдержать провода удлинителя, составляет 70 градусов Цельсия. Таким образом, можно легко определить допустимую температуру, так как если рука выдерживает горячий провод, то это вполне нормально. При больших перегрузках вызванных сопротивлением удлинителя может отключаться инвертор.
Уважаемые покупатели, в этой статье мы расскажем вам какой длины можно использовать удлинитель для подключения сварочного аппарата, какой это должен быть удлинитель и дадим практические советы на эту тему.
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Кабель для сварочного аппарата: сечение и другие особенности
Поделиться на Facebook
Поделиться в ВК
Поделиться в ОК
Поделиться в Twitter
Поделиться в Google Plus
Содержание:
- 1 Параметры проводников
- 2 Разнообразие кабельной продукции
- 3 Значение маркировки
- 4 Подбор сечения
- 5 Удлинение проводов
- 6 Подключение оборудования
Сварочный кабель требуется для бесперебойной подачи тока к месту сварки, точнее держателю, который держит электрод. Для стабильного и безопасного процесса нужно выбирать сварочные кабели, обладающие соответствующими оборудованию характеристиками.
Для стабильного и безопасного процесса нужно выбирать сварочные кабели, обладающие соответствующими оборудованию характеристиками.
Параметры проводников
Сварочный кабель выбирается с учетом следующих характеристик:
- Защита от перебоев сетевого напряжения.
- Длина шнуров.
- Площадь поперечного сечения.
При максимальной силе тока в 189 А можно применять сварочные кабели типа КГ 1х16. При более высокой вам понадобятся изделия со следующими параметрами:
- КГ 1х25, с макс. 240 А.
- КГ 1х35 при 289 А.
- КГ 1х70 при 437 А.
- КГ 1х95 при 522 А.
Разнообразие кабельной продукции
Провода для сварочного аппарата бывают разных видов. Каждый из них обладает своими особенностями, материалами изготовления и прочими характеристиками, которые влияют на качество работы.
Самые распространенные кабели для сварки:
- Одножильный. Он изготавливается из меди. При сматывании даже очень прочными материалами данный вид не теряет своей эластичности. Одним из главных достоинств одножильного кабеля для сварочного инверторного аппарата является возможность проводить электричество без перебоев. Его используют при сварке небольшими аппаратами.
- Двужильный. Также производится из медных пластин, но иногда и из других металлических сплавов. Подходит для импульсной сварки. Теряет свою эластичность во время сматывания, но при этом более прочный, чем одножильный.
- Трехжильный. Используется лишь при работе с крупными устройствами — на заводах или больших предприятиях. Они обладают большим уровнем защиты, но не рекомендуются при мелких технических работах.
 Он изготавливается из меди. При сматывании даже очень прочными материалами данный вид не теряет своей эластичности. Одним из главных достоинств одножильного кабеля для сварочного инверторного аппарата является возможность проводить электричество без перебоев. Его используют при сварке небольшими аппаратами.
Он изготавливается из меди. При сматывании даже очень прочными материалами данный вид не теряет своей эластичности. Одним из главных достоинств одножильного кабеля для сварочного инверторного аппарата является возможность проводить электричество без перебоев. Его используют при сварке небольшими аппаратами.Большинство проводов устойчиво к влиянию температурных условий и работоспособно при -50…50 С.
Значение маркировки
Все подобные изделия маркируются особыми знаками, они помогают определить, для какого типа сварочного оборудования предназначены шнуры:
- КС – для любых сварочных работ.
- П — наличие защитного покрытия.
- Цифры — количество жил.
- ВЧ – работает при переменном напряжении.

Обычно провода идут в комплекте со сварочным оборудованием, но при необходимости приобрести новые, нужно обращать внимание на буквенно-цифровые обозначения.
Подбор сечения
Немаловажным фактором успешной работы является сечение сварочного кабеля. Оно влияет на качество проводимости тока, а также время работы.
Если ваше устройство небольшое, то вам необходимо брать провода с сечением сварочного кабеля около 7 мм2. Они выдерживают силу до 220 В и способны работать от бытовой электросети.
Если оборудование имеет автоматический тип, то сечение должно составлять 45-50 мм². Подобные провода обычно маркируются дополнительно, помимо стандартных обозначения: в каталогах для них может быть указана длина, максимальный вольтаж, помимо того, расчетная масса, а также сила тока.
Подбор сечения играет очень серьезную роль, так как несоответствующие размеры способны привести к короткому замыканию и даже воспламенению аппарата. Если же сечение будет меньше, чем необходимо для мощности устройства, лишний ток станет накапливаться на предохранителе, и оборудование будет отключаться во время включения дуги, так как начнет сбрасывать напряжение.
Удлинение проводов
Не всегда стандартной длины проводов достаточно для работы, поэтому часто возникает вопрос о том, можно ли удлинять сварочные кабели. Считается, что чрезмерная длина может вызвать перебои в процессе сварки.
Производители инверторного оборудования не дают информации на этот счет. Это значит, что длина проводника может быть достаточно большой – настолько, чтобы иметь возможность транспортировать устройство как можно меньше. Следует также учитывать, что при работе нельзя тянуть к себе оборудование за провода, следовательно, повышенная длина помогает большей мобильности при сварке.
Однако сварочные кабели со слишком большой протяженностью способны дать нежелательный эффект: потери напряжения будут велики, в результате сила тока начнет снижаться, дуга – укорачиваться и усложняться в управлении.
Подключение оборудования
Очень важно подключить проводники к устройству без ошибок. Шнуры для сварочного аппарата должны подсоединяться только при помощи наконечников, которые могут быть закреплены на проводах за счет прессовки или спайки.
Подключать проводники нужно к силовым разъемам, а также держателям электродов при соблюдении полярности. Если они соединяются между собой, их нужно изолировать друг от друга и соединять с помощью опрессовки.
Предварительно нужно проверить маркировку, сечение и соответствие номинальной мощности параметрам применяемому оборудованию.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
Поделиться на Facebook
Поделиться в ВК
Поделиться в ОК
Поделиться в Twitter
Поделиться в Google Plus
Провода какого сечения для цепи сварочного аппарата 220в?
- #1
Я хотел бы получить сварщик получше, но у меня в гараже нет 220В. Я пытаюсь понять, стоит ли тянуть провод в гараж или лучше взять подержанный генератор.
Провода какого сечения мне понадобятся, чтобы запустить одну из этих «надгробных» гудков? Это будет, вероятно, 50 футов провода от коробки выключателя до гаража.
Переключить подпись
Я убиваю деревья, рублю их на куски и СЖИГАЮ!
- #2
Проверьте на ярлыке сварочного аппарата необходимую силу тока при 220/240 В переменного тока.
Используйте таблицу здесь или в другом месте, чтобы найти провод минимального сечения, необходимый в зависимости от силы тока. http://www.powerstream.com/Wire_Size.htm
http://www.powerstream.com/Wire_Size.htm
Падение напряжения также может быть проблемой, и вы можете использовать приведенную ниже таблицу с калькулятором для расчета падения напряжения. На высоте 50 футов. хотя я не думаю, что это будет фактором.
Тем не менее, если сила тока проволоки того размера (калибра), который вы определили в таблице, очень близка к тому, что рисует сварщик, вы можете перейти на проволоку следующего размера, большего размера.
Переключить подпись
Andy
Jotul Oslo 500, Rika Integra II, Храбрый сплиттер, Nissan Leaf, Солнечная фотоэлектрическая батарея, Геотермальный тепловой насос, верхний дом с несколькими акрами земли и садом; собаки; кот, сыновья и очень терпимая жена.
«Если на Небесах нет собак, то, когда я умру, я хочу туда же, куда и они». — Уилл Роджерс
- #3
Да, важны только усилители. Некоторые маленькие 220 миг потребляют всего 7 или 8 ампер на 220В. Мое надгробие Линкольна (супер старый бастаж) подключено к розетке 220 В на 50 ампер.
Переключить подпись
Quad — Isle Royale — 480 фунтов чугунной красоты. (с 2002 г.).
Полное зубило Stihl MS-361 — штанги 18 и 25 дюймов, самодельный дровокол с подъемником для бревен.
Малый сплиттер: http://www.hearth.com/talk/threads/jags-splitter-build-pic-heavy.83540/
Сарказм — Еще одна услуга, которую я предлагаю.
- #4
Хорошо, когда дело доходит до розеток для сварочных аппаратов, есть кое-какие причудливые обезьяньи штуки и код. Розетка, которую использует сварочный аппарат Lincoln AC225 и почти все сварочные аппараты, представляет собой розетку на 50 ампер. Для 50 ампер требуется калибр 6 в romex и калибр 8 в THHN в кабелепроводе для обычных цепей, таких как печи, бойлеры и джакузи. Это здорово, и я использую ромекс 6-го калибра на прерывателе на 50 ампер для моего личного надгробия Линкольна.
Розетка, которую использует сварочный аппарат Lincoln AC225 и почти все сварочные аппараты, представляет собой розетку на 50 ампер. Для 50 ампер требуется калибр 6 в romex и калибр 8 в THHN в кабелепроводе для обычных цепей, таких как печи, бойлеры и джакузи. Это здорово, и я использую ромекс 6-го калибра на прерывателе на 50 ампер для моего личного надгробия Линкольна.
Электротехнические нормы позволяют уменьшить размер проволоки для сварщиков, поскольку они не используются постоянно. Вы должны пометить розетку и запомнить. Обратите внимание, что шнур на сварочном аппарате Lincoln имеет калибр только 12 или, может быть, 10. В любом случае, я думаю, что это глупо и консервативно использовать полноразмерную проволоку.
Не обращайте внимания на падение напряжения на расстоянии. Не применимо в жилых помещениях.
Учтите также, что сварочный аппарат сваривает при напряжении около 26 вольт. 225 ампер на 26 вольт это не очень много ватт. Вроде 6500. При питании от сети 240 вольт всего 26 ампер. Почему они используют вилку на 50 ампер? Это стандарт для сварщиков.
Почему они используют вилку на 50 ампер? Это стандарт для сварщиков.
Переключить подпись
Домашняя печь Blaze King Princess Ultra
Магазинная печь Englander NC30
- #5
Иди тяжелее, чем нужно, это не супер дорого. Я сделал удлинитель для своего надгробия с Линкольном, который мог бы питать половину городов, в которых я жил.
Переключить подпись
The Saw is family
«Успех не является результатом самовозгорания. Вы должны поджечь себя.» -Арнольд Х. Глазоу
Мой веб-сайт
Мои обожаемые поклонники на Facebook
- #6
Моему Dialarc 250 нужен выключатель на 90 ампер. Причиной больших выключателей является количество сока, необходимое для зажигания дуги. Также OCV (вольты разомкнутой цепи) составляют около 80-90 вольт. Вам нужно это напряжение, чтобы зажечь дугу. Всегда безопаснее делать больше.
- #7
У меня вопрос: как далеко от главной панели до гаража??
Присоединенный или отсоединенный ??
Я бы установил вспомогательную панель на 100 ампер и готово.
Таким образом, если вам нужен воздушный компрессор и плазменная установка, вы должны быть настроены.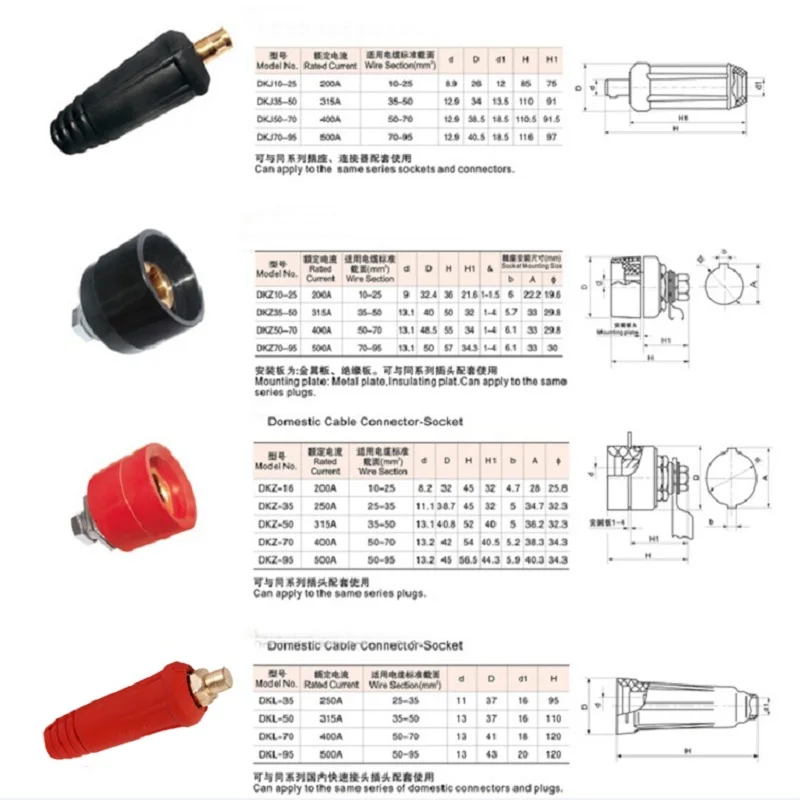
Реакции:
Адиос БрюкиКак подключить вилку на 50 ампер для сварщика?
Ник Кламеки, автор
Сварщики потребляют большое количество электроэнергии и нуждаются в разъемах большой емкости для пропуска электрического тока, необходимого для сварки.
Согласно исследованиям, для электрического оборудования необходима правильная проводка. Когда качество проводки является вопросом жизни или смерти — как в случае со сварщиком — вам нужно быть очень точным и использовать правильные разъемы для работы.
В этом руководстве мы покажем вам, как правильно подключить 50-амперную вилку для сварочного аппарата, не расплавляя аппарат и не убивая себя электрическим током. В том числе:
- Какое оборудование вам потребуется для подключения 50-амперной вилки к сварочному аппарату
- Какой размер проволоки вам нужен для различных размеров сварочных аппаратов
- Какой размер автоматического выключателя вам нужен для различных размеров сварочных аппаратов
- Как подключить вилку на 50 А для сварочного аппарата
Содержание
Какое оборудование необходимо для подключения вилки на 50 А для сварочного аппарата?
Вот список инструментов и оборудования, которые вам потребуются для подключения 50-амперной вилки к сварочному аппарату:
- Правильный калибр AVG и длина провода для питания вашего сварочного аппарата
- Правильный двухполюсный или трехполюсный автоматический выключатель (установленный в распределительной коробке)
- Монтажная коробка для скрытого монтажа ИЛИ внешняя розетка для вилки
- NEMA 6-50P 3-контактная розетка 240 В 50 А
- Крышка розетки
- Тестер напряжения
- Клейкая изоляционная лента
- Кабельный рыхлитель
- Инструмент для зачистки проводов
- Отвертка или электрический нож
- Защитные очки
- Резиновые перчатки электрика
- Обувь на резиновой подошве
06
Кабель питания какого сечения вам нужен для сварщика?
Первое, что нужно сделать перед подключением к 50-амперной вилке, — выбрать электрический кабель правильного размера для питания вилки.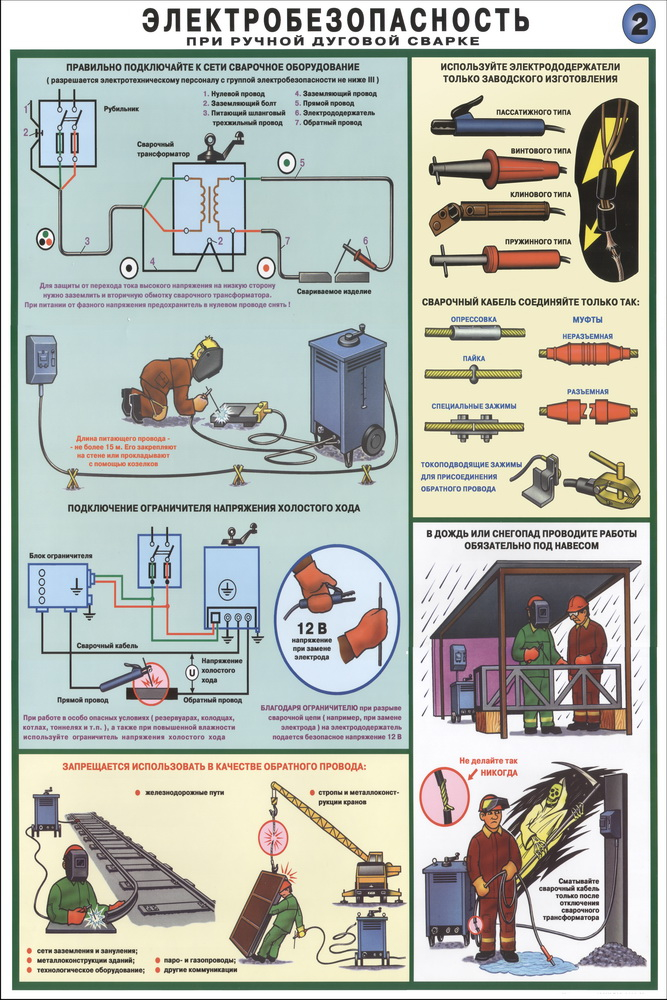 Выбор входной проводки для питания сварочного аппарата выполняется на основе конкретных требований к току вашего сварочного аппарата.
Выбор входной проводки для питания сварочного аппарата выполняется на основе конкретных требований к току вашего сварочного аппарата.
Если кабель, подводящий электричество к вилке, питающей сварочный аппарат, слишком мал, он перегревается и расплавляет изоляцию. Это может вызвать короткое замыкание, что может привести к возгоранию. Очень плохо, если вы не используете достаточно большой электрический провод для питания вашего сварочного аппарата.
С другой стороны, использование кабеля большего размера не оказывает отрицательного воздействия. Проводка большего размера без проблем пропустит ток. Единственным недостатком является дополнительная стоимость более тяжелой меди и разъемов. На самом деле, если вы планируете использовать большие электроинструменты, насос или компрессор от той же вилки, которую вы используете для сварки, вам следует подумать о переходе на электрический провод большего сечения. Это даст вам гибкость и достаточный безопасный ток для вашего сварщика.
Here’s a table of copper wire gauges required for welders with different input amperages:
| Maximum Welder Amperage Draw | Wire Gauge (AWG) |
| 30 | 10 |
| 40 | 8 |
| 50 | 6 |
| 60 | 4 |
9018. Для небольшого 110-вольтового сварочного аппарата вам обычно подойдет провод 10 калибра.
Сварщики на 220 вольт обычно используют вилку с 3 контактами в Соединенных Штатах. Два контакта несут по 110 вольт каждый, всего 240 вольт. Третий штырь — нейтральная или заземляющая линия. Очень важно правильно подключить эти три провода, иначе при включении питания произойдут всевозможные катастрофы!
В Таблице 310-16 Национального электротехнического кодекса указаны сечения проводов, необходимые для определенного потребления тока.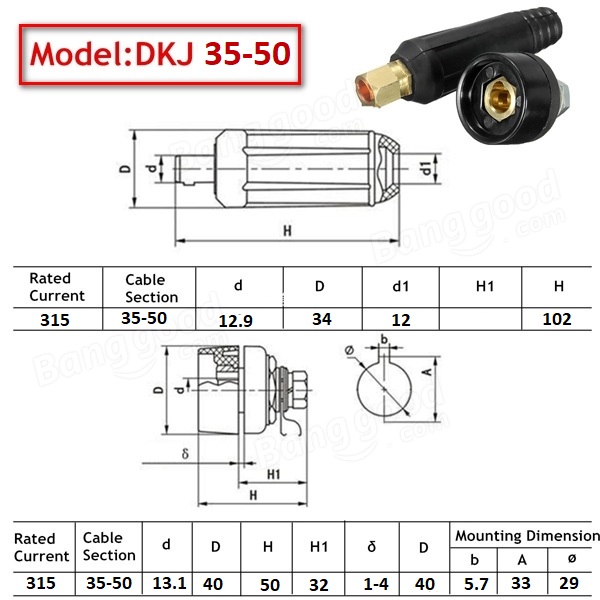 Если приведенная выше таблица не дает вам нужного ответа, мы рекомендуем ознакомиться со спецификациями NEC.
Если приведенная выше таблица не дает вам нужного ответа, мы рекомендуем ознакомиться со спецификациями NEC.
Автоматический выключатель какого размера вам нужен для сварщика?
Величина входного тока, необходимая для питания вашего сварочного аппарата, определяет размер автоматического выключателя, который вам нужен.
Как правило, сварочному аппарату на 220 В, потребляющему 40–50 ампер входного тока, требуется автоматический выключатель на 50 ампер. Для сварочного аппарата на 110 вольт, потребляющего 20-30 ампер, требуется автоматический выключатель на 30 ампер.
Автоматический выключатель — это защитный механизм, который срабатывает и отключает подачу тока в случае короткого замыкания или электрической перегрузки вашего сварочного аппарата. Автоматические выключатели должны быть установлены в распределительной коробке рядом с цехом, где вы выполняете сварочные работы.
Для выбора правильного автоматического выключателя и правильного подключения его к распределительной коробке требуется сертифицированный электрик. Это НЕ то, что должен делать любитель, потому что любые ошибки могут легко привести к тому, что ваше здание сгорит из-за электрического пожара.
Это НЕ то, что должен делать любитель, потому что любые ошибки могут легко привести к тому, что ваше здание сгорит из-за электрического пожара.
Как подключить вилку на 50 А для сварочного аппарата
После того, как вы установили автоматический выключатель, пришло время погрузиться и подключить вилку на 50 А для сварочного аппарата.
ПРИМЕЧАНИЕ. Мы покажем вам, как подключить 3-контактную вилку/розетку NEMA 6-50P, которая является наиболее распространенным форматом вилки/розетки для сварочных аппаратов на 220 В в США. Во многих 220- или 240-вольтовых розетках бытовых стиральных машин с сушкой используется вилка с тремя плоскими угловыми штырьками (NEMA 10-30P/10-50P). Если вы хотите использовать розетку для стиральной машины с сушкой, вам следует подключить розетку NEMA 10-30P/10-50P и объединить ее с адаптером NEMA 6-50-P для запуска сварочного аппарата.
Вилка NEMA 6-50P для сварочных аппаратов Вилка NEMA 10-50P для стирально-сушильных машинШаг 1: БЕЗОПАСНОСТЬ ПРЕЖДЕ ВСЕГО! Отключите основное питание
Перед тем, как начать протягивать провод между коробкой выключателя и розеткой, отключите подачу основного питания в коробку главного выключателя. Это должен быть большой рычаг. Затем на всякий случай выключите главный автоматический выключатель.
Это должен быть большой рычаг. Затем на всякий случай выключите главный автоматический выключатель.
Затем наденьте защитные очки, резиновые перчатки электрика и обувь на резиновой подошве. Человеческое тело является хорошим проводником электричества, и вам не нужно быть громоотводом в течение дня!
Наконец, чтобы быть на 100% уверенным, что питание отключено, используйте тестер напряжения, поднеся один щуп к нейтральной шине, а другой щуп к обоим винтам автоматического выключателя. НЕ прикасайтесь к большим черным кабелям, идущим к главному выключателю — они всегда включены и могут сильно ударить вас током!
Шаг 2. Подсоедините провод к коробке автоматического выключателя
ПРИМЕЧАНИЕ. Это предполагает, что вы используете цепь на 120/240 В с двумя горячими проводами (обычно красным и черным) и белым нейтральным проводом. Прямая цепь на 240 вольт будет иметь 2 провода под напряжением и оголенный провод заземления.
Снимите крышку панели коробки выключателя, чтобы получить доступ к автоматическим выключателям. Вытащите новый автоматический выключатель из гнезда (или возьмите новый), чтобы получить доступ к его клеммам.
Вытащите новый автоматический выключатель из гнезда (или возьмите новый), чтобы получить доступ к его клеммам.
Снимите внешнюю оболочку трехжильного кабеля с помощью кабельного рыхлителя, обнажая три внутренних провода примерно на фут или около того. Затем зачистите изоляцию белого нейтрального провода и двух горячих проводов примерно на 1/2 дюйма.
Определите автоматический выключатель на 40 или 50 ампер, к которому вы хотите подключить вилку. Протяните кабель через кабельный зажим в коробке так, чтобы внутри коробки было около 1 дюйма внешней оболочки и фут внутренних проводов.
Существующие белые нулевые провода должны быть ввинчены в нейтральную шину. Выберите новую клемму на этой шине и прикрутите к ней белый нейтральный провод.
Затем вставьте красный и черный горячие провода в 2 клеммы на автоматическом выключателе. Затяните клеммные винты.
Шаг 3. Установите автоматический выключатель и крышку панели
Вставьте автоматический выключатель в паз в блоке выключателя так, чтобы горячие провода шли вдоль горячей шины. Это должно быть очевидно, так как другие выключатели с их красными и черными горячими проводами будут указывать в том же направлении. Установите автоматический выключатель на место, чтобы он был заподлицо.
Это должно быть очевидно, так как другие выключатели с их красными и черными горячими проводами будут указывать в том же направлении. Установите автоматический выключатель на место, чтобы он был заподлицо.
Расположите провода так, чтобы они не касались горячей шины. Затем снова установите крышку панели коробки, как это было раньше, и закрутите все винты.
Шаг 4. Протяните кабель к розетке
На другой стороне стены от коробки выключателя начните протягивать трехжильный кабель через стену или электрический кабелепровод, закрепленный снаружи стены.
Если вы проходите через стену, вам может понадобиться просверлить отверстия в стойках и пропустить через них кабель. При необходимости снимите все настенные панели узкими полосами, чтобы открыть доступ. Сохраните части настенной панели, чтобы переустановить их позже.
Какой бы маршрут вы ни выбрали, убедитесь, что вы следуете всем необходимым кодам и правилам. Также будьте осторожны, чтобы не защемить кабель и не провести его непосредственно по другим металлическим предметам или острым углам, где он может быть поврежден и закорочен.
Шаг 5. Установите 50-амперную розетку для сварочного аппарата
Ваша 50-амперная розетка NEMA 6-50P должна выглядеть так, как показано ниже. Штепсельная розетка и лицевая панель крепятся на передней части коробки.
Если вы устанавливаете розетку заподлицо со стеной, вам нужно будет прикрутить монтажную коробку к стойке и вырезать прямоугольник в стеновой панели для крышки розетки. Если вы используете внешнюю коробку, вам необходимо закрепить ее на стене и провести в нее электрический кабель.
После того, как вы установили коробку, пропустите кабель через основное входное/выходное отверстие. Снимите примерно 6-8 дюймов внешней оболочки с кабеля. Затем снимите 1/2 дюйма изоляции с каждого провода.
Затем подключите два провода питания к левому и правому выходным разъемам вилки 6-50P, как показано на схеме ниже. Белый нейтральный или заземляющий провод должен быть подключен к центральной клемме вилки.
Схема подключения предоставлена Leviton Обязательно надежно закрутите все провода и убедитесь, что провода не соприкасаются друг с другом внутри распределительной коробки.
Шаг 6. Проверка новой сварочной вилки на 50 ампер
Теперь пришло время проверить вилку, чтобы убедиться, что она работает должным образом. Включите основное питание и автоматический выключатель в распределительной коробке. Включите сварочный аппарат в розетку. Затем нажмите кнопку питания на сварочном аппарате и выполните пробную сварку небольшого куска металла. Если все в порядке, просто завинтите крышку розетки, и все готово!
Заключительные мысли
Подключение 50-амперной вилки для сварочного аппарата может быть довольно простым, если вы знаете, как правильно подключить розетку и выключатель. Тщательно выполнив эти шаги, любой, у кого есть определенные навыки, сможет установить новую вилку на 50 ампер для сварочного аппарата, используя всего несколько инструментов. Главное – соблюдать правильные меры безопасности.
Было ли это полезно? Если да, поделитесь!
О Нике Кламеки, авторе
Ник Кламеки является сертифицированным экспертом по пожарной безопасности и безопасности на рабочем месте с 15-летним опытом исследований и испытаний продукции. У него есть степень от UC. Дэвис активно занимается активным отдыхом и годами обеспечивает безопасность детей с особыми потребностями. Ник исследует и тестирует продукты на рабочем месте, в промышленности и для обеспечения безопасности, а также дает советы по их безопасному использованию. Узнайте больше о Нике здесь или свяжитесь с ним по телефону LinkedIn | Среда
У него есть степень от UC. Дэвис активно занимается активным отдыхом и годами обеспечивает безопасность детей с особыми потребностями. Ник исследует и тестирует продукты на рабочем месте, в промышленности и для обеспечения безопасности, а также дает советы по их безопасному использованию. Узнайте больше о Нике здесь или свяжитесь с ним по телефону LinkedIn | Среда
…
Машины для сварки проводов и кабелей
Перейти к содержимомуПроводники и кабели
Узнайте об этих машинах прямо сейчас!
Машины
Преимущества
Результаты сварки
Контактный человек
Проводник и
Кабельные сварки. секторные и сплошные жилы из алюминия и меди с использованием процесс сварки камеры . Это создает однородное соединение без пор и заусенцев.

При этой процедуре концы кабеля или проводника помещаются в стеклянную, керамическую или графитовую гильзу (камеру) так, чтобы концы соприкасались. Материал сварочной муфты здесь зависит либо от поперечного сечения кабеля/проводника, либо от мощности сварочного аппарата. Как только процесс сварки начался, оба конца расплавляются протекающим током и свариваются вместе при постоянной скорости подачи.
По окончании сварки гильза треснула. Поверхность сварного шва без заусенцев, чистая, гладкая и почти не толще.
Чтобы сварной шов можно было втянуть во входное сопло последующего экструдера, требуется лишь незначительная последующая обработка.
Процедура камерной сварки подходит как для обычных проводников, так и для тонких кабелей.
При разработке аппаратов для сварки проводов серии LS особое внимание уделялось оператору с учетом простого и эргономичного управления.
Компактная и прочная конструкция станка с интуитивно понятным управлением ориентирована не только на промышленное использование в деревообрабатывающих и металлообрабатывающих операциях, но и на мобильный ремонт.
Используемые по всему миру аппараты для сварки проводников серии IDEAL LS ежедневно доказывают свое качество и надежность … и делают это на протяжении десятилетий.
Перейти непосредственно к:
» Преимущества
» Контактный партнер
Преимущества наших сварочных аппаратов для
кабели, проводники и алюминиевые или медные секторные и объемные кабели
- Корпуса машин прочной конструкции для долговечности в сложных производственных условиях
- Расположение электрических компонентов, а также элементов управления/настройки и переключателей, защищенных от грязи и повреждений
- Зажимное устройство, прикрепленное к корпусу с высокой силой зажима, четко и эргономично
- Равномерное, высокая степень распределения давления без проскальзывания детали в процессе сварки с помощью регулируемых ручных, пневматических или гидравлических зажимных устройств (зависит от типа машины)
- Идеальное выравнивание сварных швов благодаря использованию высокоточных, неизнашиваемых, гладких и линейных направляющих
- Быстросменные электроды с фигурными канавками для быстрой установки
- Отдельно настраиваемое усилие осадки, путь тока и зазор между губками для оптимальных результатов сварки
- Сварка внахлест с помощью пружинной системы с механическим или пневматическим предварительным натяжением для точно таких же результатов сварки (зависит от типа машины)
- Автоматическое управление процессом сварки для точной воспроизводимости результатов сварки
- Точная многоступенчатая регулировка сварочного напряжения для оптимальных параметров процесса
.jpg) 2px»> Типы LSH + LSF
2px»> Типы LSH + LSFСварочные аппараты IDEAL типа LSH и LSF в целом различаются работой зажимного устройства либо вручную (LSH), либо ногой (LSF). В то время как серия LSH отличается более компактной конструкцией, серия LSF обеспечивает лучшее управление ножной педалью (LSF). Оператор может использовать обе руки для манипулирования концами проводника и гильзой. Обе машины IDEAL обеспечивают одинаковые высококачественные результаты сварки. Серия LS0 для тяжелых условий эксплуатации оснащена исключительно ножным управлением как для открывания, так и для закрывания сварочных захватов, а также для запуска процесса сварки.
Все машины в стандартной комплектации оснащены ходовой частью (дополнительно для моделей с LSH 004 по LSH 016).
В зависимости от типоразмера аппараты для сварки проводов IDEAL серии LS могут быть оснащены рабочими столами и ходовыми тележками, а также ножницами для кабеля и циркулярными пилами.
Технические характеристики
Результаты сварки
Ссылка для загрузки страницыНастройки конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов.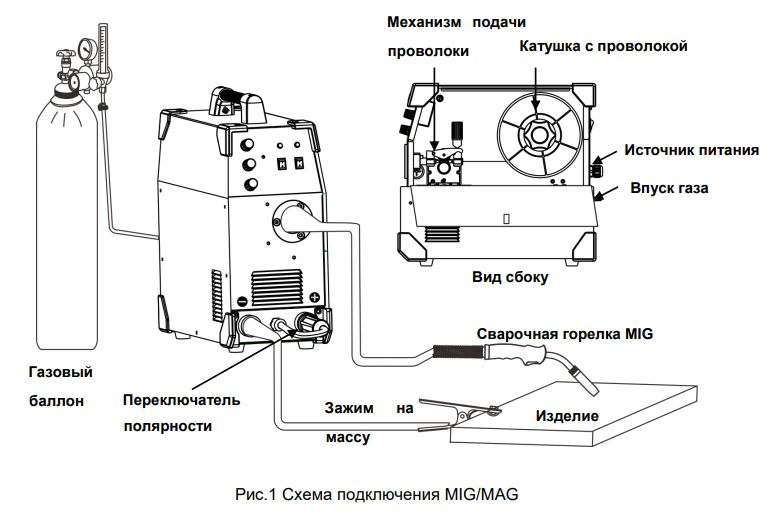 Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Принять все Сохранять Используйте только необходимые файлы cookie
Настройки конфиденциальностиОсновные (3)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильной работы веб-сайта.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Имя | Печенье Борлабс |
|---|---|
| Анбитер | Владелец этого сайта, Выходные данные |
| Цвек | Сохраняет настройки посетителей, выбранные в окне файлов cookie Borlabs Cookie. |
| Имя файла cookie | borlabs-cookie |
| Печенье Laufzeit | 1 Яр |
| Имя | Куформ |
|---|---|
| Анбитер | Куформ |
| Цвек | Сохранить информацию, введенную в формы, предоставленные плагином Quform для сеанса. Сохраняет только идентификатор сеанса (без личных данных) / Требуется по соображениям безопасности (защита от подделки межсайтовых запросов) / Требуется для нормальной работы плагина Сохраняет только идентификатор сеанса (без личных данных) / Требуется по соображениям безопасности (защита от подделки межсайтовых запросов) / Требуется для нормальной работы плагина |
| Печенье Laufzeit | quform_session |
| Имя | WPML |
|---|---|
| Анбитер | Владелец этого сайта |
| Цвек | Сохраняет язык последней просматриваемой пользователем страницы. |
| Датеншуцерклерунг | Privacy Policy and GDPR Compliance |
| Имя файла cookie | WP-WPML_Current_Language |
| Печенье Laufzeit | 1 год |
Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Акзептирен | Гугл Аналитика |
|---|---|
| Имя | Гугл Аналитика |
| Анбитер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Цвек | Файл cookie Google, используемый для аналитики веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт. Генерирует статистические данные о том, как посетитель использует веб-сайт. |
| Датеншуцерклерунг | https://policies.google.com/privacy |
| Хост(ы) | google.com |
| Имя файла cookie | _ga,_gat,_gid |
| Печенье Laufzeit | 2 года |
Внешние носители (2)
Внешние носители
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован. Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.
Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Акзептирен | Карты Гугл |
|---|---|
| Имя | Карты Гугл |
| Анбитер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Цвек | Используется для разблокировки контента Google Maps. |
| Датеншуцерклерунг | https://policies.google.com/privacy |
| Хост(ы) | .google.com |
| Имя файла cookie | НИД |
| Печенье Laufzeit | 6 Монат |
| Акзептирен | YouTube |
|---|---|
| Имя | YouTube |
| Анбитер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Цвек | Используется для разблокировки контента YouTube.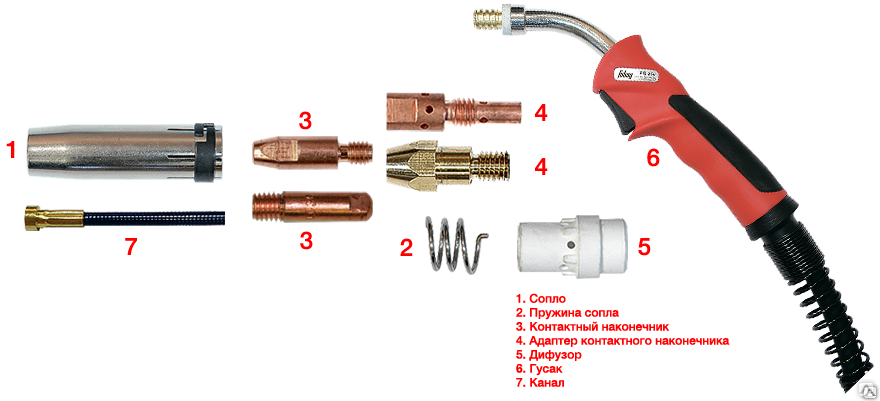 |
| Датеншуцерклерунг | https://policies.google.com/privacy |
| Хост(ы) | google.com |
| Имя файла cookie | НИД |
| Печенье Laufzeit | 6 Монат |
Настройки конфиденциальности Выходные данные
Перейти к началуСварочное оборудование для сварки MIG для начинающих — простой список необходимого оборудования
Что необходимо для сварки MIG?
Сварка MIG (разновидность сварки GMAW) — это один из самых простых методов сварки для изучения и использования в домашних условиях или на профессиональном уровне.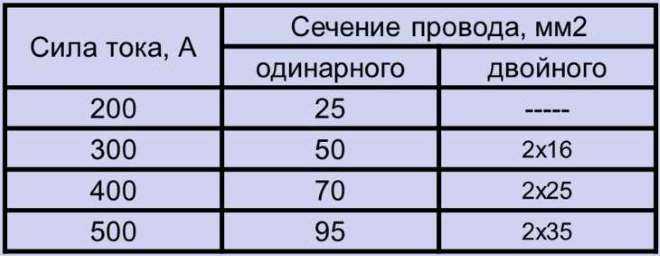 Чтобы начать сварку MIG, вам понадобится необходимое оборудование. Вы должны убедиться, что у вас есть правильная электрическая установка, защитное оборудование, инструменты и расходные материалы, такие как газ и проволока. Базовое оборудование для сварки MIG, которое вам понадобится:
Чтобы начать сварку MIG, вам понадобится необходимое оборудование. Вы должны убедиться, что у вас есть правильная электрическая установка, защитное оборудование, инструменты и расходные материалы, такие как газ и проволока. Базовое оборудование для сварки MIG, которое вам понадобится:
- Сварка (часто называемый сварщиком)
- Источник питания
- Электродный проволока
- Экранирующий газ
- Металлический режущий инструмента
- Сварочный шлем
- Защитное снаряжение
Сварочное оборудование и принадлежности для сварки MIG
купить. Если у вас есть установленный бюджет, полезно знать все, что вам нужно, чтобы не потратить слишком много на первые несколько пунктов и забыть о других. Вы также должны продумать тип сварочных проектов, за которые вы будете браться. Например, если вы планируете сваривать толстую сталь, вам может понадобиться больше мощности, чем позволяют многие начинающие сварочные аппараты. Или, если вы планируете заниматься сваркой в течение многих лет, вы можете рассмотреть возможность установки бензобака большего размера, чтобы сэкономить деньги и избежать частых заправок. Ключ в том, чтобы продумать, как будет выглядеть следующий год или два сварки, и купить соответственно.
Или, если вы планируете заниматься сваркой в течение многих лет, вы можете рассмотреть возможность установки бензобака большего размера, чтобы сэкономить деньги и избежать частых заправок. Ключ в том, чтобы продумать, как будет выглядеть следующий год или два сварки, и купить соответственно.
Сварочный аппарат MIG для начинающих
В зависимости от ценового диапазона и предполагаемого использования можно выбирать из десятков надежных сварочных аппаратов MIG. Для начинающих есть несколько моделей, которые я бы порекомендовал проверить.
Ручной сварочный аппарат MIG Lincoln Electric
Ручной сварочный аппарат MIG Lincoln Electric
Легкий и мощный вариант на 70 ампер, который подходит для большинства проектов дома, фермы или магазина. Это более высокая цена для начинающего сварщика, но это уважаемый бренд и качественный продукт. Вы увидите более дешевые варианты, но я бы не советовал останавливаться на самом низком уровне.
Forney Easy Weld 261 MIG Welder
Forney Easy Weld 261 MIG Weld
Это будет дешевле, но по-прежнему будет иметь хорошую репутацию. Он имеет выходную мощность 140 ампер, что позволяет сваривать более толстую сталь, но он также легче, чем большинство других (менее 20 фунтов), поэтому вы можете легко перемещать его. У Forney есть много других подобных сварочных аппаратов, но это лучший вариант MIG для начинающих.
Он имеет выходную мощность 140 ампер, что позволяет сваривать более толстую сталь, но он также легче, чем большинство других (менее 20 фунтов), поэтому вы можете легко перемещать его. У Forney есть много других подобных сварочных аппаратов, но это лучший вариант MIG для начинающих.
Хотя мы, безусловно, могли бы показать вам множество вариантов для начинающих сварщиков, эти два — действительно хорошее место для начала. Большинство других заслуживающих доверия вариантов, которые вы увидите, будут флюсовыми или многопроцессорными, а не строго MIG.
Источник питания
В большинстве случаев для сварки MIG вам понадобится источник постоянного напряжения постоянного тока. Большинство специализированных сварочных аппаратов MIG, на которые рассмотрят новички, будут иметь источник питания, включенный в состав аппарата. В некоторых случаях у вас может быть отдельное устройство для источника питания, но в большинстве случаев использования MIG в этом нет необходимости.
В зависимости от цены у вас будут варианты выходной мощности вашего аппарата для сварки MIG, но для легкой сварки вы должны быть в диапазоне 70-150 ампер. Для справки, для сварки листа толщиной 20 или 3/100 дюйма потребуется около 70 ампер. Если вы хотите сварить сталь толщиной 1/4-1/8 дюйма, вам понадобится ближе к 150 ампер или выше. Имейте в виду, что сварочные аппараты MIG на 70 ампер будут работать от обычной бытовой вилки на 110 вольт, в то время как для аппаратов с большей силой тока может потребоваться другая потребляемая мощность. Обязательно проверьте это перед покупкой. Если вы настроены на покупку отдельного источника питания, это нормально, но опции, которые мы рекомендуем для начинающих, включены в сварочный аппарат.
Для справки, для сварки листа толщиной 20 или 3/100 дюйма потребуется около 70 ампер. Если вы хотите сварить сталь толщиной 1/4-1/8 дюйма, вам понадобится ближе к 150 ампер или выше. Имейте в виду, что сварочные аппараты MIG на 70 ампер будут работать от обычной бытовой вилки на 110 вольт, в то время как для аппаратов с большей силой тока может потребоваться другая потребляемая мощность. Обязательно проверьте это перед покупкой. Если вы настроены на покупку отдельного источника питания, это нормально, но опции, которые мы рекомендуем для начинающих, включены в сварочный аппарат.
Сварочная проволока MIG
Проволока, используемая для сварки MIG, является расходуемой, а это означает, что вам придется заменять ее по мере использования. Самое главное, на чем вы должны сосредоточиться при покупке своего первого провода, — это размер и цена. Есть и другие переменные, с которыми вы столкнетесь с опытом, такие как разбрызгивание и подача, но если вы впервые купите надежную проволоку, вы не заметите разницы. Для большинства начинающих сварочных работ вы можете выбрать обычный размер, например 0,030″ или 0,035″. Для листового металла вам понадобится 0,024 дюйма. Перед покупкой обязательно проверьте свой сварочный аппарат, чтобы убедиться, что проволока совместима. Вот лучшая общая стоимость проволоки MIG, которая достаточно дешева, и вам не нужно будет слишком много ходить по магазинам.
Для большинства начинающих сварочных работ вы можете выбрать обычный размер, например 0,030″ или 0,035″. Для листового металла вам понадобится 0,024 дюйма. Перед покупкой обязательно проверьте свой сварочный аппарат, чтобы убедиться, что проволока совместима. Вот лучшая общая стоимость проволоки MIG, которая достаточно дешева, и вам не нужно будет слишком много ходить по магазинам.
Проволока INEFIL ER70S-6 0,035 дюйма для MIG
INEFIL ER70S-6 0,035 дюйма проволока MIG
Середина пути с точки зрения стоимости, эта проволока обеспечивает плавную подачу и дает вам хорошо выглядящие бусины. Он поставляется в разных размерах в зависимости от того, что вам нужно, но 0,035 должно быть хорошо для большинства начинающих / домашних / домашних работ. Скорее всего, если вы начнете с этого провода, вы не столкнетесь с необходимостью переключения.
Настройка защитного газа
Выбор защитного газа для сварки MIG может включать многое, и большая часть этого выходит за рамки этого поста. Тем не менее, я дам вам основы с несколькими вариантами. Если вы хотите углубиться, ребята из Weld It Myself написали об этом отличный пост. Короткая версия заключается в том, что вы хотите использовать C25 (75% аргона, 25% углекислого газа) для большинства домашних или домашних сварок, использовать CO2 для более толстой стали и смесь с более высоким содержанием аргона (85%) для более быстрой сварки с меньшим количеством брызг. . Новичку я бы рекомендовал начать с C25 как из-за цены, так и из-за простоты использования. При покупке этого газа меньше всего следует учитывать, и лучше всего, вероятно, получить его у местного поставщика сварочных материалов, но вы также можете заказать такой продукт онлайн:
Тем не менее, я дам вам основы с несколькими вариантами. Если вы хотите углубиться, ребята из Weld It Myself написали об этом отличный пост. Короткая версия заключается в том, что вы хотите использовать C25 (75% аргона, 25% углекислого газа) для большинства домашних или домашних сварок, использовать CO2 для более толстой стали и смесь с более высоким содержанием аргона (85%) для более быстрой сварки с меньшим количеством брызг. . Новичку я бы рекомендовал начать с C25 как из-за цены, так и из-за простоты использования. При покупке этого газа меньше всего следует учитывать, и лучше всего, вероятно, получить его у местного поставщика сварочных материалов, но вы также можете заказать такой продукт онлайн:
В данном случае это бесплатная доставка, так что, возможно, это проще, чем транспортировать. Вы можете купить эти баки разных размеров и получить их пустыми или полными. Для новичка лучше начать с полного бака, так как это будет более экономично. Вы можете пополнить его оттуда, как только он закончится.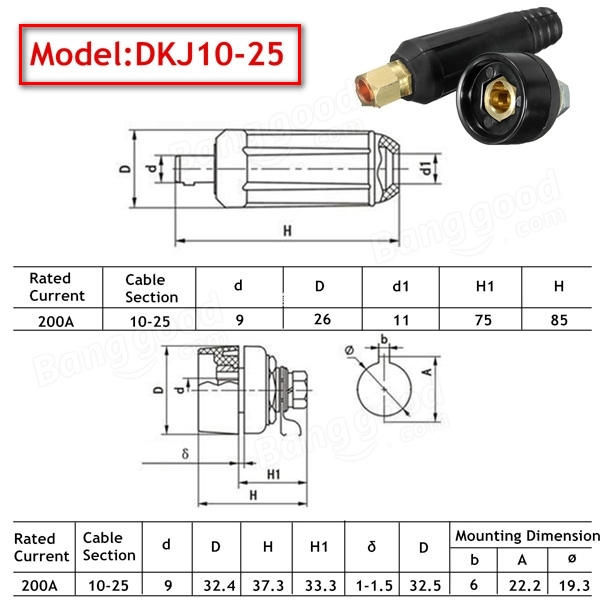
40 куб. футов/фут 75 % аргона 25 % углекислого газа для сварки
Принадлежности для сварки MIG
Опять же, подробное описание всех необходимых принадлежностей, вероятно, выходит за рамки этой страницы. Однако, поскольку вы планируете свой бюджет для начала работы, вы должны убедиться, что вы принимаете эти вещи во внимание. Вероятно, у вас уже есть многие из них, но убедитесь, что они подходят для сварочных работ (рабочие перчатки — это не то же самое, что сварочные перчатки и т. д.). Вот основной список принадлежностей для сварки MIG:
- Сварная корзина
- Автоматическая сварочная маска/шлем
- Gloves
- Устойчивая к пламени. Сопла
- Маркер по металлу или мыльный камень
- Переходник для катушки
- Очиститель проволоки
- Комплекты для переоборудования с треугольным вырезом
Это основы для начала работы со сваркой MIG. Если вам кажется пугающим рассматривать все это по частям, вы можете взглянуть на комплект для сварки MIG, который включает в себя большую часть того, что вам нужно для начала работы, в одном пакете. В противном случае я бы порекомендовал установить бюджет, найти оборудование и аксессуары не самые дешевые, но не сломить банк и начать собирать свою установку. Если у вас есть какие-либо вопросы, не стесняйтесь обращаться к нам, используя нашу контактную страницу, или ознакомьтесь с некоторыми из наших других статей, в которых более подробно рассказывается о сварке MIG.
В противном случае я бы порекомендовал установить бюджет, найти оборудование и аксессуары не самые дешевые, но не сломить банк и начать собирать свою установку. Если у вас есть какие-либо вопросы, не стесняйтесь обращаться к нам, используя нашу контактную страницу, или ознакомьтесь с некоторыми из наших других статей, в которых более подробно рассказывается о сварке MIG.
Welding.Com » Правильный выбор механизма подачи проволоки для вашего сварочного аппарата
При выборе механизма подачи проволоки в первый раз множество факторов, которые необходимо учитывать, могут показаться ошеломляющими. Ниже приведены ответы на наиболее часто задаваемые вопросы покупателей.
В: Могу ли я добавить механизм подачи проволоки к любому типу источника питания?
A: Механизмы подачи проволоки могут работать в паре с тремя основными категориями источников питания постоянного тока: постоянным напряжением (CV), постоянным током (CC) или с обоими источниками питания (CV/CC). Механизмы подачи проволоки не рекомендуется использовать с аппаратами, работающими только от сети переменного тока.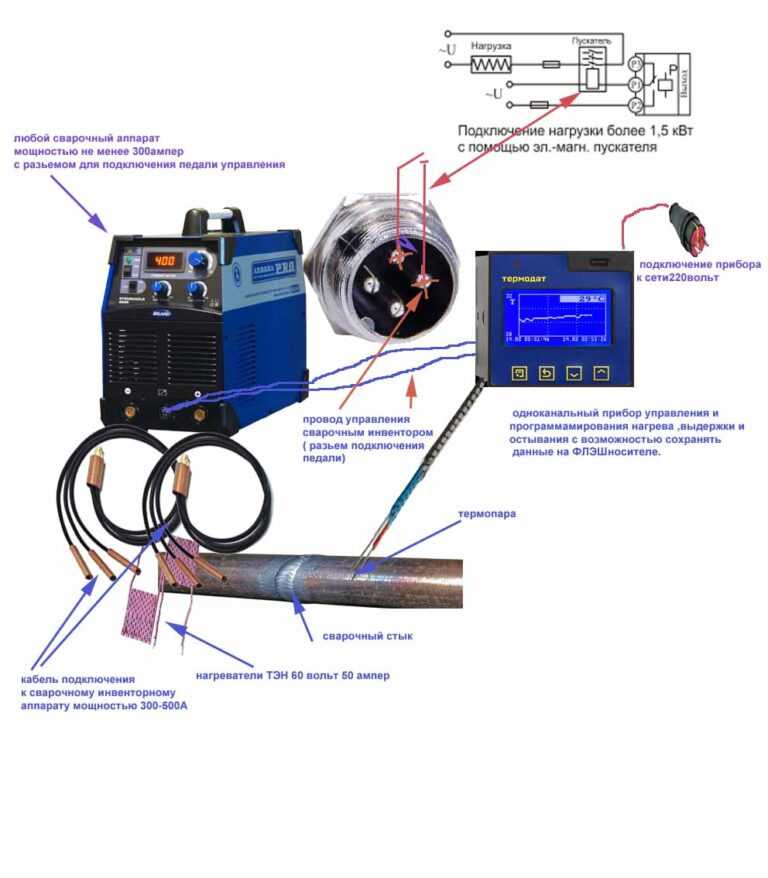 Вообще говоря, источники питания только CV предназначены для сварки проволокой, как правило, для процессов MIG или порошковой проволоки. Они не имеют и не могут быть преобразованы для возможностей Stick или TIG. Источники питания только CC часто первоначально приобретаются для сварки Stick или TIG, но может быть добавлен механизм подачи проволоки. Источники питания CC/CV могут выполнять все три процесса.
Вообще говоря, источники питания только CV предназначены для сварки проволокой, как правило, для процессов MIG или порошковой проволоки. Они не имеют и не могут быть преобразованы для возможностей Stick или TIG. Источники питания только CC часто первоначально приобретаются для сварки Stick или TIG, но может быть добавлен механизм подачи проволоки. Источники питания CC/CV могут выполнять все три процесса.
В: В чем разница между механизмом подачи проволоки с постоянной скоростью и механизмом подачи проволоки с измерением напряжения?
A: Механизмы подачи проволоки бывают двух категорий: с постоянной скоростью и с измерением напряжения. Механизм подачи проволоки с постоянной скоростью используется с источником питания CV. Напряжение устанавливается на источнике питания, а скорость подачи проволоки (контролирующая силу тока) устанавливается на механизме подачи с постоянной скоростью. Механизм подачи проволоки, чувствительный к напряжению (иногда называемый отслеживающим напряжением или регулируемой скоростью), может работать в паре с источником питания CC или CV. Когда механизм подачи проволоки, чувствительный к напряжению, подключен к источнику питания CC, сила тока регулируется на источнике питания, а напряжение напрямую зависит от расстояния (длины дуги) между электродом и заготовкой. Сварщик обычно ограничивается процессами шаровой сварки MIG и сварки струйным переносом.
Когда механизм подачи проволоки, чувствительный к напряжению, подключен к источнику питания CC, сила тока регулируется на источнике питания, а напряжение напрямую зависит от расстояния (длины дуги) между электродом и заготовкой. Сварщик обычно ограничивается процессами шаровой сварки MIG и сварки струйным переносом.
В: Должен ли я использовать настольную кормушку или переносную кормушку?
A: Если все сварочные работы выполняются в магазине или на объекте, где источник питания находится в специально отведенном месте, есть вероятность, что устройство подачи открытого/настольного типа или устройство подачи на стреле лучше всего подойдет для ваших нужд. Устройство подачи открытого/настольного типа обеспечивает наибольшую гибкость в отношении диаметров и типов проволоки, размера катушки и количества приводных роликов. Если сварка будет производиться на балках на строительной площадке в понедельник, с кузова пикапа во вторник и в цехе в среду, лучше всего подойдет портативный механизм подачи проволоки «чемодан». Портативные кормушки имеют прочный корпус, который обеспечивает удобство переноски и защищает кормушку от пыли и других элементов.
Портативные кормушки имеют прочный корпус, который обеспечивает удобство переноски и защищает кормушку от пыли и других элементов.
В: Должен ли мой механизм подачи иметь два или четыре ведущих ролика?
A: Жесткая стальная проволока малого диаметра, например, 0,035 дюйма или 0,045 дюйма (0,9 мм или 1,2 мм), в большинстве случаев хорошо подается с двухвалковой системой привода. Рассмотрите механизм подачи проволоки с четырьмя приводными роликами при использовании твердой и порошковой проволоки диаметром 3/32 дюйма (2,4 мм) и больше, при использовании горелки с длинным кабелем (скажем, 25 футов/7,6 м) или при использовании больших дюймов. отдающие пакеты», где проволока протягивается через коллекторную систему. В четырехвалковом механизме подачи первый набор приводных роликов действует почти как выпрямитель, помогая удалить спираль (продольное скручивание) и литой (спираль), в то время как второй набор приводных роликов способствует плавной подаче проволоки. При использовании очень мягких проволок, таких как алюминий и некоторые порошковые проволоки с низкой удельной прочностью, лучше всего использовать систему с двумя приводными роликами. «Перетягивание» и чрезмерное давление на мягкую проволоку могут сдавить и сплющить ее, что приведет к плохой подаче и возможному запутыванию (запутыванию) сварочной проволоки. Правильная регулировка давления приводного ролика имеет решающее значение при работе с мягкой проволокой.
«Перетягивание» и чрезмерное давление на мягкую проволоку могут сдавить и сплющить ее, что приведет к плохой подаче и возможному запутыванию (запутыванию) сварочной проволоки. Правильная регулировка давления приводного ролика имеет решающее значение при работе с мягкой проволокой.
В: Какие питатели лучше всего подходят для алюминия?
A: Однофунтовые шпульные пистолеты и системы push-pull отличаются исключительной портативностью и обеспечивают оптимальную производительность подачи трудно подаваемой сварочной проволоки, такой как алюминий и другие мягкие сплавы. Пистолеты Spoolmatic, такие как Miller Spoolmatic, представляют собой портативную легкую комбинацию механизма подачи проволоки и пистолета, обычно оснащенную кабелем длиной 25 футов (7,6 м). Разработанные для катушек со сварочной проволокой диаметром 4 дюйма (10 см), они идеально подходят для несложных работ, требующих мобильности и доступа. В двухтактных системах, таких как устройство подачи Miller XR, используется моментный двигатель в толкающем устройстве подачи, синхронизированный с приводным двигателем тянущего пистолета, для оптимизации подачи при использовании катушек сварочной проволоки диаметром 12 дюймов (30 см). Сварщики используют двухтактные системы для увеличения рабочего цикла и более интенсивного наплавления проволоки.
Сварщики используют двухтактные системы для увеличения рабочего цикла и более интенсивного наплавления проволоки.
В: Каковы преимущества двойного устройства подачи?
A: Наличие узлов с двойным приводом позволяет использовать два разных диаметра или типа проволоки, и несколько механизмов подачи проволоки открытого/настольного типа и на стреле компании Miller допускают такую возможность. Например, многие мастерские по изготовлению металлоконструкций могут выполнять почти все свои работы, используя двойной механизм подачи проволоки, оснащенный одной катушкой проволоки диаметром 0,035 дюйма (0,9 мм) и одной катушкой проволоки диаметром 0,045 дюйма (1,12 мм). Двойные питатели могут устранить или сократить время переналадки, повышая производительность, и они идеально подходят, когда требуется резервный пистолет.
В: Могут ли некоторые механизмы подачи проволоки поддерживать импульсную сварку MIG?
A: В дополнение к обычной сварке MIG, некоторые механизмы подачи проволоки, такие как серия Miller 60M в сочетании с инверторным источником питания, позволяют пользователям выбирать из заводских программ или создавать точно настроенную импульсную дугу MIG без отдельных импульсных регуляторов. . С помощью этих механизмов подачи проволоки специалисты по сварке могут регулировать все четыре основные характеристики формы волны импульсной дуги — пиковый ток, фоновый ток, длительность импульса и частоту импульса — чтобы оптимизировать его для конкретных применений или положений сварки.
. С помощью этих механизмов подачи проволоки специалисты по сварке могут регулировать все четыре основные характеристики формы волны импульсной дуги — пиковый ток, фоновый ток, длительность импульса и частоту импульса — чтобы оптимизировать его для конкретных применений или положений сварки.
При выборе механизма подачи проволоки учитывайте гибкость, рост и будущие потребности. Думайте не только о том, как вы используете свой сварочный аппарат сейчас, — постарайтесь предугадать, как вы будете использовать его через три или пять лет. Думайте о механизме подачи проволоки как о долгосрочной инвестиции и планируйте ее соответствующим образом.
Информация предоставлена Miller Electric
Типы сварочной проволоки для сварки в инертном газе и спецификации
Проволока для сварки в инертном газе и порошковая проволока принципиально различаются. Но они оба используют один и тот же механизм подачи проволоки и служат в качестве присадочного металла и расходуемого электрода в процессах дуговой сварки.
Эта статья расскажет вам об основах MIG и порошковых проволок, их типах, а также о том, почему вы должны использовать одну, а не другую.
Мы также кратко обсудим каждый тип проволоки с акцентом на область применения, чтобы вы могли быстро подобрать тип проволоки для своей сварочной работы. 100002
MIG TIPE сварочные проволоки MIG, мы обсуждаем сплошную сварочную проволоку с медным покрытием. А не порошковые проволоки, о которых далее в статье.
Некоторые люди могут называть проволоку FCAW безгазовой проволокой MIG, но лучше разделить эти термины, поскольку они не совпадают.
Сплошная проволока для сварки MIG используется в процессе сварки GMAW и требует наличия защитного газа. Либо смесь 100 % CO2, либо смесь 75 % аргона и 25 % CO2 для низкоуглеродистой стали. Можно использовать другие соотношения и даже добавлять разные газы, но давайте придерживаться основ.
Можно использовать другие соотношения и даже добавлять разные газы, но давайте придерживаться основ.
Этот защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений, особенно от азота. Но при сварке на открытом воздухе в ветреную погоду защитный газ будет сдуваться, что сделает сплошную проволоку менее желательной.
Эта сплошная проволока наматывается и подается через сварочную горелку MIG с помощью механизма подачи проволоки. Он используется для сварки низкоуглеродистой стали, нержавеющей стали и алюминия (обычно требуется шпульный пистолет).
При сварке проволокой MIG получаются красивые валики (немного хуже, чем у TIG, но намного лучше, чем у FCAW и дуговой сварки), меньше разбрызгивания и очень хорошее проплавление.
Не подходит для грязного металла, поэтому перед сваркой необходимо тщательно очистить металл. Скорость осаждения присадочного металла ниже, чем у FCAW, но меньше вероятность прожога тонкого листового металла.
Существует множество различных размеров и типов сварочной проволоки MIG. Итак, давайте быстро пройдемся по спецификациям проволоки MIG, а затем рассмотрим каждый тип, чтобы помочь вам найти подходящую проволоку MIG для вашего проекта.
Итак, давайте быстро пройдемся по спецификациям проволоки MIG, а затем рассмотрим каждый тип, чтобы помочь вам найти подходящую проволоку MIG для вашего проекта.
Система классификации проволоки MIG AWS
Американское общество сварщиков классифицирует сплошную проволоку MIG в своем коде AWS A5.18. Итак, давайте разберем эту систему классификации с помощью одного из наиболее часто используемых электродов из сплошной проволоки, такого как ER70S-6.
ER70S-6 обозначает следующее:
- ER – Электродный стержень (электрод и присадочный металл)
- 70 – Указывает в приращениях 1000 PSI минимальный предел прочности на растяжение металла сварного шва, обеспечиваемый электродом при испытании по спецификации AWS A5. 18. Итак, число 70 здесь обозначает прочность на растяжение 70 000 фунтов на квадратный дюйм.
- S – «S» обозначает сплошную проволоку, а «C» обозначает композитную проволоку (флюсовая проволока).
- Последняя цифра указывает на химические добавки, добавляемые в проволоку , которые влияют на полученный валик и полярность. В данном случае цифра 6 означает, что проволока содержит дополнительные раскислители, помогающие при сварке ржавого или грязного металла.
 18. Итак, число 70 здесь обозначает прочность на растяжение 70 000 фунтов на квадратный дюйм.
18. Итак, число 70 здесь обозначает прочность на растяжение 70 000 фунтов на квадратный дюйм.Наиболее часто используемые проволоки для сварки MIG
Давайте рассмотрим наиболее часто используемые сплошные проволоки для сварки MIG и кратко объясним их назначение, чтобы вы знали, какую проволоку выбрать для своего проекта.
- ER70S-3 – Наиболее часто используемая сплошная проволока общего назначения для сварки низкоуглеродистой стали. Он содержит раскислители кремния и марганца и обычно используется со смесью 75/25% аргона/CO2, но также может использоваться со 100% CO2.
- ER70S-6 – Эта проволока содержит больше раскислителей, чем ER70S-3. Эти раскислители позволяют сваривать чуть более грязный металл и обеспечивают лучшее смачивание сварочной ванны. Кроме того, с его помощью можно добиться более высокой скорости движения и более плоского профиля борта. Используется с 75/25 ar/CO2 или 100% CO2.
- ER308, ER308L – Обычно используемая проволока MIG из нержавеющей стали. Буква L обозначает максимальное содержание углерода 0,03%, что повышает стойкость к межкристаллитной коррозии.
- ER4043 – проволока MIG для сварки алюминия. Всепозиционная проволока, используемая для сварки термообрабатываемых основных сплавов. Наиболее часто используется для сварки алюминия серии 6ХХХ.
- ER5356 — алюминиевая проволока MIG для всех положений нетермообрабатываемых сплавов, таких как серия 5XXX, когда не требуется 40 000 фунтов на квадратный дюйм. Это наиболее часто используемая проволока MIG для сварки алюминия.


Таблица толщины проволоки для сварки MIG
Это простая таблица толщины проволоки для сварки MIG с некоторыми основными и общими значениями для каждого сварочного аппарата MIG. Цифры могут немного отличаться при настройке сварочного аппарата, но вы получите общий результат после нескольких попыток.
| Толщина материала | Размер сплошной проволоки MIG | ||
| 0,023 дюйма | 0,030 дюйма | 0,035 дюйма | |
| 22 Калибр (0,031) | / | / | |
| 20 Калибр (0,037) | / | / | |
| 18 калибр (0,050) | / | / | / |
| 16 Калибр (0,063) | / | / | |
| 14 Калибр (0,078) | / | / | |
| 1/8″ (0,125) | / | / | |
| 3/16 дюйма (0,188) | / | ||
| 1/4 дюйма (0,25) | / | ||
Описание порошковой проволоки
В отличие от сплошной сварки MIG, порошковая проволока представляет собой трубчатое изделие с флюсовым наполнением внутри сердцевины.
Поперечное сечение порошковой проволоки содержит тонкие стенки трубки, являющиеся присадочным металлом, и флюс внутри нее, выполняющий роль экранирующего агента.
Итак, порошковая проволока — это что-то вроде перевернутого электрода, но FCAW имеет много преимуществ перед электродуговой сваркой.
Для самозащитных порошковых проволок не требуется защитный газ, как для сплошных проволок MIG, потому что флюс внутри образует защитный шлак в верхней части сварочной ванны, который защищает сварной шов от азота в атмосфере и других загрязнения.
Фактически, химический состав флюса связывается с азотом в воздухе с образованием шлака, эффективно превращая агент, создающий пористость, такой как азот, в защитный элемент.
Преимуществом порошковых проволок является возможность сварки на открытом воздухе в ветреную погоду, так как отсутствует защитный газ, который можно сдуть. Отсутствие необходимости в защитном газе также делает процесс FCAW экономичным и портативным. Газовые баллоны для MIG дороги, их трудно транспортировать, когда необходима сварка на месте, а любой газовый баллон под давлением представляет собой дополнительную угрозу безопасности, с которой вам приходится сталкиваться.
Газовые баллоны для MIG дороги, их трудно транспортировать, когда необходима сварка на месте, а любой газовый баллон под давлением представляет собой дополнительную угрозу безопасности, с которой вам приходится сталкиваться.
Сварочная проволока с флюсовым сердечником не создает красивый валик, как проволока MIG. Таким образом, это не лучший выбор, когда эстетика сварного шва является приоритетом.
Кроме того, он образует гораздо больше брызг и оставляет сверху шлак. Это означает гораздо больше времени на уборку после сварки, что снижает эффективность вашей работы.
За счет тонких трубчатых стенок порошковая проволока имеет меньшую площадь сечения самого металла. В результате сварочный ток подается на меньшую площадь, что приводит к значительно более высокой концентрации тока по сравнению со сплошной проволокой MIG.
Это приводит к тому, что порошковая проволока становится намного более горячей, имеет более высокие скорости плавления, более высокие скорости осаждения металла и более глубокое проникновение.
Поэтому порошковая проволока не лучший выбор при сварке тонколистового металла. Это может легко привести к прогоранию. Но это делает его отличным выбором при сварке более толстых материалов, поскольку он обеспечивает гораздо более глубокое проплавление, чем проволока MIG.
Соотношение диапазонов WFS
Простая таблица для настройки силы тока в зависимости от размера проволоки MIG.
| Размер проволоки | Диапазон силы тока | Диапазон скорости подачи проволоки |
| 0,023″ | 30-90 | 100-400 |
| 0,030″ | 40-145 | 90-340 |
| 0,035″ | 50-180 | 80-380 |
| 0,045″ | 75-250 | 70-270 |
Система классификации порошковой проволоки AWS
Порошковая проволока классифицируется по коду AWS A5. 20 под названием «Спецификация электродов из углеродистой стали для дуговой сварки порошковой проволокой». Чтение спецификации флюсовой проволоки относительно просто, как показано на примере проволоки E71T-GS ниже.
20 под названием «Спецификация электродов из углеродистой стали для дуговой сварки порошковой проволокой». Чтение спецификации флюсовой проволоки относительно просто, как показано на примере проволоки E71T-GS ниже.
E71T-GS означает следующее:
- E – Электрод
- 7 – Минимальная прочность на растяжение, умноженная на 10 000 фунтов на квадратный дюйм
- Третья цифра может быть 1 – 9. ” означает, что проволока предназначена для сварки во всех положениях, а цифра “0” классифицирует ее для сварки только в плоском и горизонтальном положении.
- T – Трубчатый
- GS – Последняя цифра или буква указывает на удобство использования, производительность или другие уникальные характеристики. GS классифицирует провод как любой «новый» провод на рынке, который не соответствует классификации 1-12 AWS, поэтому он более открыт для конструкции производителя. Другие провода будут иметь здесь номер от 1 до 12, и каждый из них определяет, для чего предназначен провод. Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.
 Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.
Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.Таблица толщины проволоки с флюсовым сердечником
Таблица толщины проволоки FC аналогична приведенной выше для проволоки MIG. Опять же, цифры будут немного отличаться от вашего аппарата, потому что они считаются значениями по умолчанию, но этого будет достаточно, чтобы сэкономить время при настройке сварочного аппарата с флюсовым сердечником.
| Толщина материала | Диаметр порошковой проволоки без газа | ||
| 0,030 дюйма | 0,035 дюйма | 0,045 дюйма | |
| 22 Калибр (0,031) | |||
| 20 калибр (0,037) | / | ||
| 18 калибр (0,050) | / | / | |
| Калибр 16 (0,063) | / | / | / |
| 14 Калибр (0,078) | / | / | / |
| 1/8″ (0,125) | / | / | |
| 3/16″ (0,188) | / | / | |
| 1/4 дюйма (0,25) | / | ||
Обычно используемые сварочные проволоки с флюсом
Благодаря добавкам во флюс флюсовая проволока может обрабатывать большее количество поверхностных загрязнений, чем сплошные проволоки для сварки MIG. Но, тем не менее, вы всегда должны удалять как можно больше прокатной окалины и ржавчины.
Но, тем не менее, вы всегда должны удалять как можно больше прокатной окалины и ржавчины.
Ниже приведены наиболее часто используемые порошковые проволоки и их спецификации AWS. Как и в случае с проводами MIG выше, их имена ниже являются классификациями AWS, и бренды могут называть их по-разному. Просто найдите эти номера на упаковке, чтобы проверить, какой это провод.
- E71T-GS – Всепозиционная однопроходная порошковая проволока для сварки тонколистовой оцинкованной или малоуглеродистой стали. Он также может сваривать алюминированные поверхности и подпадает под спецификацию «GS» кода AWS, которая определяет его как проволоку, которая более открыта для интерпретации производителем, поэтому вам всегда следует проверять детали.
- E70T-6 – Универсальная порошковая проволока плоского и горизонтального положения с высокой скоростью наплавки. Используется для однопроходной и многопроходной сварки.
- E71T-8 — эта проволока предназначена для сварки критических элементов конструкций, которые должны соответствовать требованиям AWS D1. 8 по сейсмостойкости, а также сейсмическим требованиям Калифорнии. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232.
- E71T-11 – Обычный выбор проволоки для получения качественных сварных швов при сварке внахлест или встык, даже в ветреную погоду. Это однопроходная или многопроходная проволока, обеспечивающая плавный перенос струйной дуги по мере плавления проволоки.
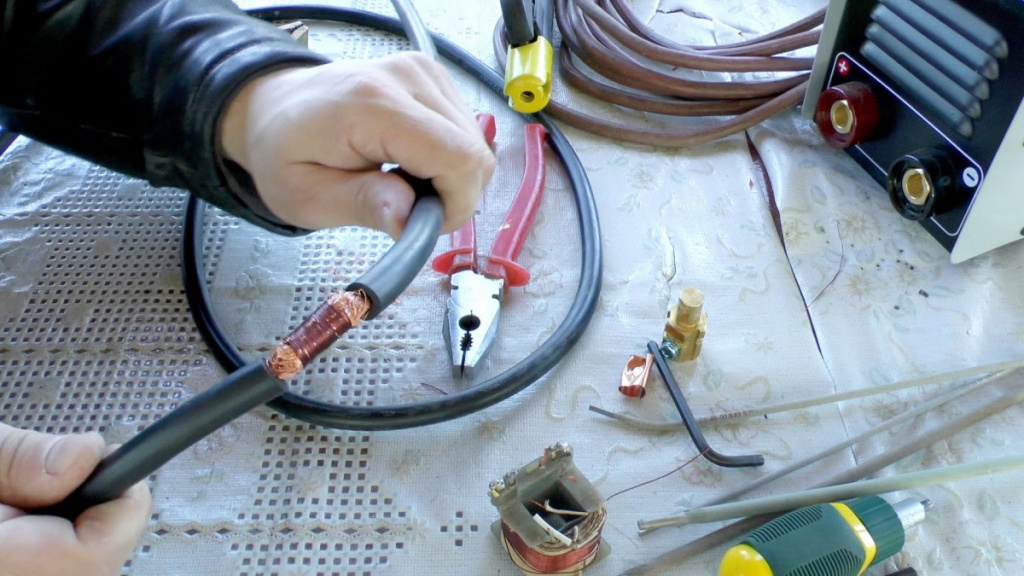 8 по сейсмостойкости, а также сейсмическим требованиям Калифорнии. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232.
8 по сейсмостойкости, а также сейсмическим требованиям Калифорнии. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232.Диаметр проволоки и MIG по сравнению с флюсовой проволокой
Предлагаются как сплошные, так и порошковые проволоки определенных диаметров, и каждую толщину проволоки лучше всего использовать в определенном диапазоне толщины материала. Проволока большего диаметра предназначена для сварки более толстого металла, а проволока меньшего диаметра предназначена для сварки более тонкого металла.
Это потому, что более толстая проволока передает больше энергии металлу, и если вы используете толстую проволоку для тонкого металла, вы прожжете ее. Ниже приведена таблица диаметров проволоки и соответствующей толщины металла.
Ниже приведена таблица диаметров проволоки и соответствующей толщины металла.
Количество проволоки
В зависимости от рабочей нагрузки и типа системы подачи проволоки, используемой в установках MIG, существует множество вариантов размеров катушек проволоки.
Например, Lincoln Electric предлагает Innershield NR-232 в катушках с проволокой весом от 13,5 до 50 фунтов. В то время как большинству людей не будет полезен больший размер катушки, экономически целесообразно получить самый большой размер катушки для вашего сварочного аппарата MIG, или аппарат для сварки с флюсовой проволокой, потому что дешевле один раз купить большую катушку, чем продолжать покупать катушки меньшего размера. .
Также можно купить сплошную проволоку в качестве присадочной проволоки для сварки TIG, и они классифицируются под тем же кодом AWS.
Заключение
Это был краткий обзор сварки для сварки в инертном газе и порошковой проволоки, который поможет вам разобраться в их типах и подобрать проволоку и размер проволоки, подходящие для вашего проекта.