Катеты сварных швов: характеристика и свойства
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва. Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой.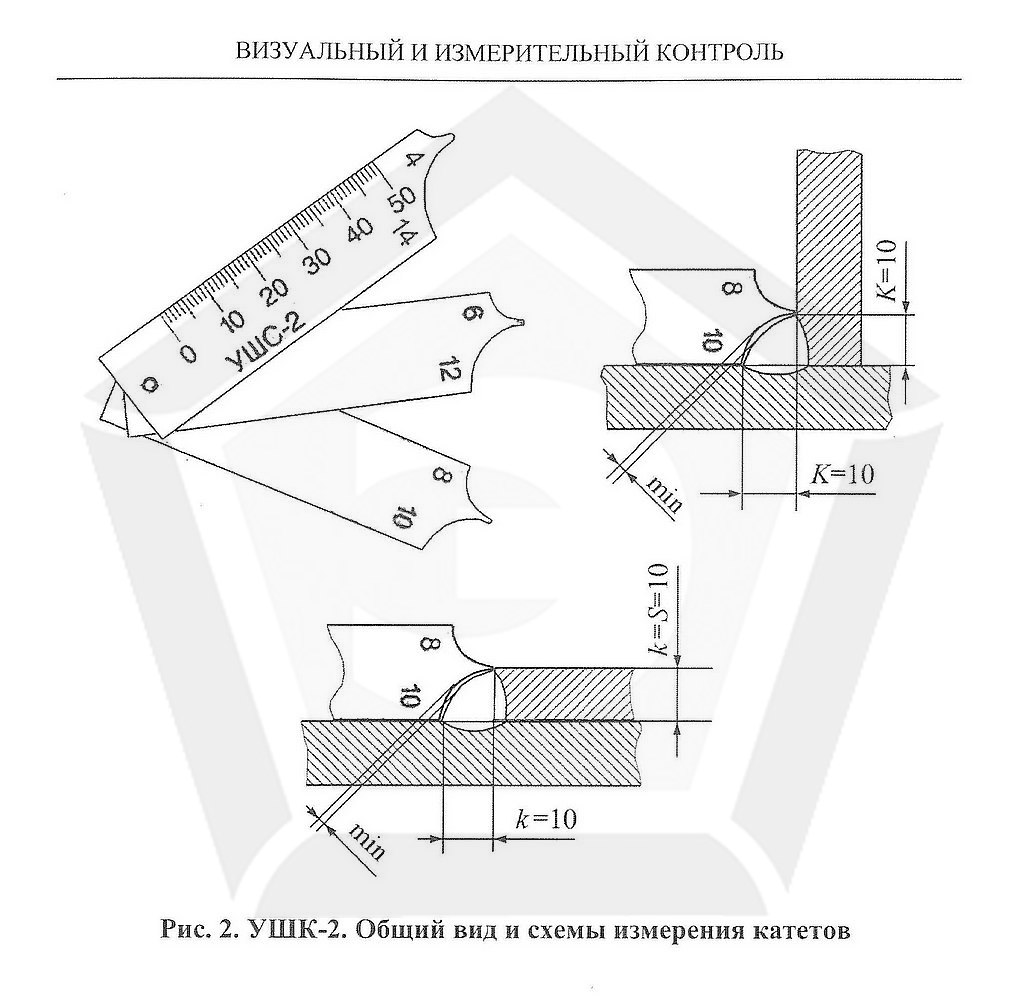
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода. Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
cccp3d.ru | Обозначение катетов сварных швов
By brigval · Posted
Более подробная информация здесь В версии 1.16
Добавлено: Сравнение проекта в состояниях «учтен» и «на изменении».
Добавлено: Быстрый поиск любых документов и составных частей изделия.
Добавлено: Поддержка проектов, в индексе (шифре, коде) которых присутствует пробел.
Добавлено: Возможность не отображать в окне программы четырехзначный код организации-разработчика.
Добавлено: Расчет стоимости ДСЕ.
Добавлено: Контроль изготовления (поставок) ДСЕ.
Добавлено: Отображение в строке состояния времени загрузки проекта.
Изменено: Раздел ВП, Код продукции и поставщик назначаются для каждого элемента персонально.
Изменено: Обработка (считывание данных из спецификаций) файлов XLSB, XLSM.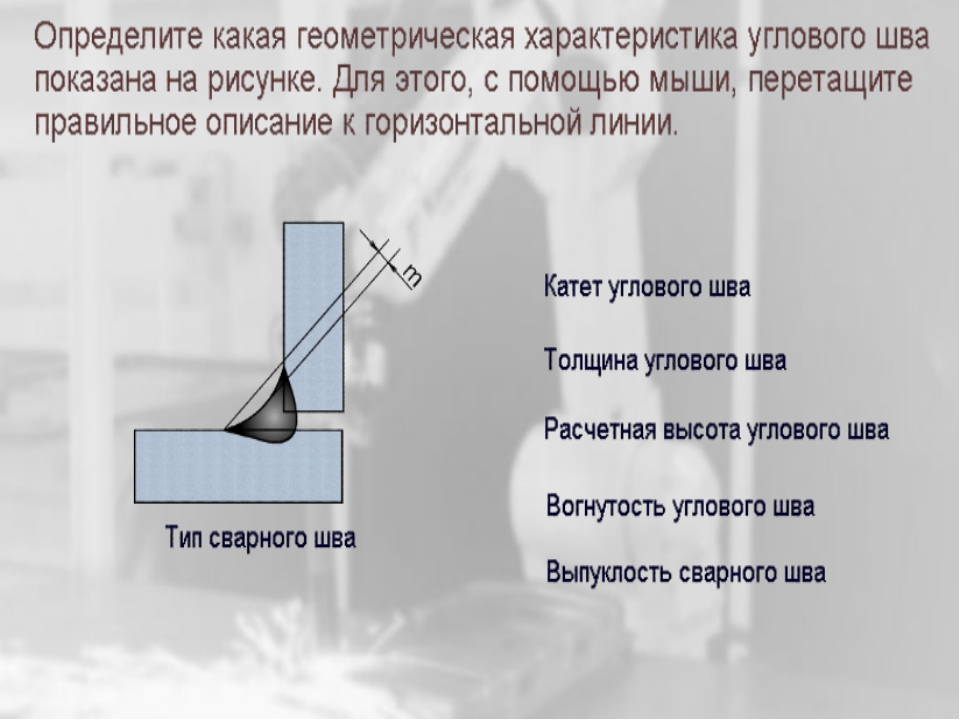
%d0%ba%d0%b0%d1%82%d0%b5%d1%82%20%d1%83%d0%b3%d0%bb%d0%be%d0%b2%d0%be%d0%b3%d0%be%20%d1%88%d0%b2%d0%b0 — со всех языков на все языки
Все языкиАбхазскийАдыгейскийАфрикаансАйнский языкАканАлтайскийАрагонскийАрабскийАстурийскийАймараАзербайджанскийБашкирскийБагобоБелорусскийБолгарскийТибетскийБурятскийКаталанскийЧеченскийШорскийЧерокиШайенскогоКриЧешскийКрымскотатарскийЦерковнославянский (Старославянский)ЧувашскийВаллийскийДатскийНемецкийДолганскийГреческийАнглийскийЭсперантоИспанскийЭстонскийБаскскийЭвенкийскийПерсидскийФинскийФарерскийФранцузскийИрландскийГэльскийГуараниКлингонскийЭльзасскийИвритХиндиХорватскийВерхнелужицкийГаитянскийВенгерскийАрмянскийИндонезийскийИнупиакИнгушскийИсландскийИтальянскийЯпонскийГрузинскийКарачаевскийЧеркесскийКазахскийКхмерскийКорейскийКумыкскийКурдскийКомиКиргизскийЛатинскийЛюксембургскийСефардскийЛингалаЛитовскийЛатышскийМаньчжурскийМикенскийМокшанскийМаориМарийскийМакедонскийКомиМонгольскийМалайскийМайяЭрзянскийНидерландскийНорвежскийНауатльОрокскийНогайскийОсетинскийОсманскийПенджабскийПалиПольскийПапьяментоДревнерусский языкПортугальскийКечуаКвеньяРумынский, МолдавскийАрумынскийРусскийСанскритСеверносаамскийЯкутскийСловацкийСловенскийАлбанскийСербскийШведскийСуахилиШумерскийСилезскийТофаларскийТаджикскийТайскийТуркменскийТагальскийТурецкийТатарскийТувинскийТвиУдмурдскийУйгурскийУкраинскийУрдуУрумскийУзбекскийВьетнамскийВепсскийВарайскийЮпийскийИдишЙорубаКитайский
Все языкиАбхазскийАдыгейскийАфрикаансАйнский языкАлтайскийАрабскийАварскийАймараАзербайджанскийБашкирскийБелорусскийБолгарскийКаталанскийЧеченскийЧаморроШорскийЧерокиЧешскийКрымскотатарскийЦерковнославянский (Старославянский)ЧувашскийДатскийНемецкийГреческийАнглийскийЭсперантоИспанскийЭстонскийБаскскийЭвенкийскийПерсидскийФинскийФарерскийФранцузскийИрландскийГалисийскийКлингонскийЭльзасскийИвритХиндиХорватскийГаитянскийВенгерскийАрмянскийИндонезийскийИнгушскийИсландскийИтальянскийИжорскийЯпонскийЛожбанГрузинскийКарачаевскийКазахскийКхмерскийКорейскийКумыкскийКурдскийЛатинскийЛингалаЛитовскийЛатышскийМокшанскийМаориМарийскийМакедонскийМонгольскийМалайскийМальтийскийМайяЭрзянскийНидерландскийНорвежскийОсетинскийПенджабскийПалиПольскийПапьяментоДревнерусский языкПуштуПортугальскийКечуаКвеньяРумынский, МолдавскийРусскийЯкутскийСловацкийСловенскийАлбанскийСербскийШведскийСуахилиТамильскийТаджикскийТайскийТуркменскийТагальскийТурецкийТатарскийУдмурдскийУйгурскийУкраинскийУрдуУрумскийУзбекскийВодскийВьетнамскийВепсскийИдишЙорубаКитайский
Сколько должен шириной быть сварочный шов.
 Что такое катет сварного шва
Что такое катет сварного шваПрочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета.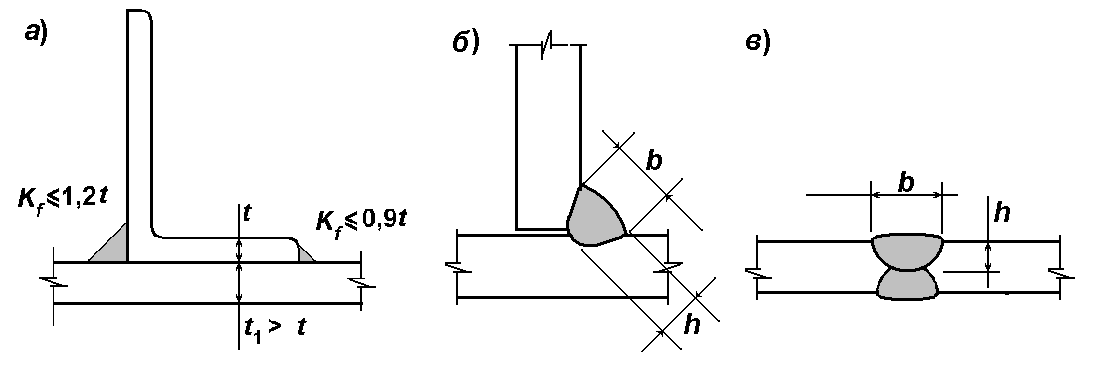 Такие приборы получили название «катетомеры сварщика».
Такие приборы получили название «катетомеры сварщика».
Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва.
Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой.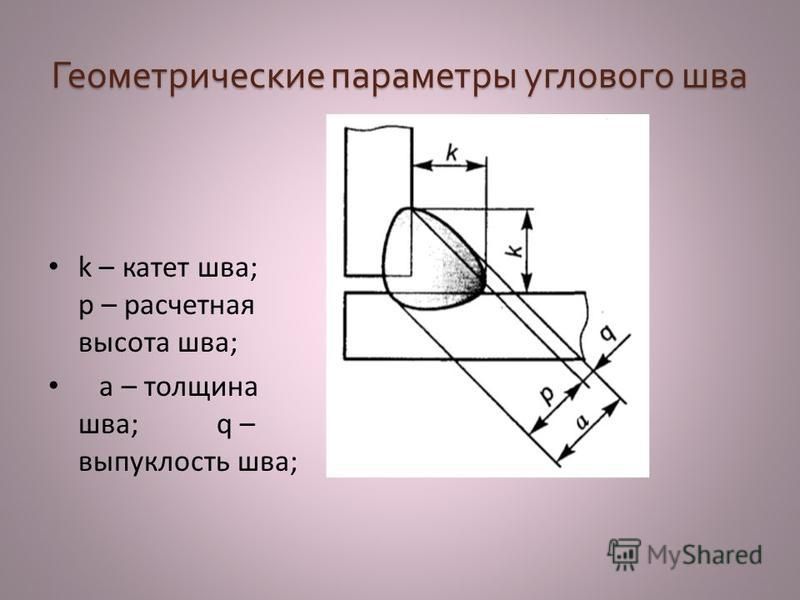 Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые.
Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки.
Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока.
Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода.
Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей.
Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки.
К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Тавровые и нахлесточные соединения
Угловые швы характеризуются катетом и формой шва. Различают три типа угловых швов: нормальный, выпуклый (усиленный) и вогнутый (ослабленный). Форма шва выбирается в зависимости от условий эксплуатации изделий. В сварных конструкциях, работающих под действием вибрационных нагрузок, тавровые и нахлесточные соединения стремятся выполнять вогнутыми швами.
Конструктивные элементы и форма угловых швов показаны на рис. 16. За катет К принимают меньший катет вписанного в сечение шва сварного соединения неравнобедренного треугольника (рис. 16, а) и катет вписанного равнобедренного треугольника (рис. 16, б и в). Выпуклость (усиление) шва сварного соединения q допускается: до 1 мм — при катете менее 5 мм, до 2 мм — при катете от 5 до 10 мм, до 3 мм- при катете свыше 10 мм. Вогнутость (ослабление) шва сварного соединения? допускается не более 3 мм. Величина катета шва сварных соединений устанавливается при проектировании. предельные отклонения катетов шва сварных соединений от номинальных размеров, указанных на чертежах, принимают: + 1 мм при катете меньше 6 мм, 12 мм при катете, равном или большем 6 мм.
Величина катета шва сварных соединений устанавливается при проектировании. предельные отклонения катетов шва сварных соединений от номинальных размеров, указанных на чертежах, принимают: + 1 мм при катете меньше 6 мм, 12 мм при катете, равном или большем 6 мм.
Автоматическую сварку угловых швов можно выполнять вертикальным электродом при положении изделия для сварки в симметричную или несимметричную «лодочку», а также наклонным электродом поперек шва при положении соединения не «в лодочку». При сварке в симметричную «лодочку» создаются наиболее благоприятные условия для формирования шва — жидкий расплавленный металл равномерно смачивает обе кромки свариваемого соединения, шов хорошо формируется, образуя плавный переход к основному металлу. Поэтому во всех случаях, когда позволяет установка изделия, следует применять сварку «в лодочку». При положении «в лодочку» за один проход можно выполнять швы значительно большего сечения, чем при положении не «в лодочку». При сварке «в лодочку» в связи с большой возможностью протекания жидкого металла и флюса через зазор к сборке предъявляются более жесткие требования, чем при сварке не «в лодочку».
В практике часто бывают затруднения в установке изделия в положение для сварки «в лодочку». В этих случаях применяют сварку наклонным электродом. Так, при изготовлении балок двутаврового и Н-образного сечения сварка четырех швов «в лодочку» связана с необходимостью трехкратной кантовки. При сварке наклонным электродом при положении изделия не «в лодочку» требуется лишь одна кантовка. Сокращение числа кантовок обеспечивает повышение производительности труда и снижение стоимости продукции.
При сварке наклонным электродом на параметры углового шва (рис. 17): глубину сплавления по линиям примыкания кромок, размеры горизонтального и вертикального катетов, а также на его форму большое влияние оказывает не только значение сварочного тока, но и диаметр электродной проволоки и угол наклона ее поперек шва.
Глубина проплавления в значительной степени зависит от угла наклона электрода. Для обеспечения максимальной глубины проплавления углового соединения и равенства горизонтального и вертикального катетов при односторонней сварке электродную проволоку необходимо наклонять в плоскости поперечного сечения на угол около 40° к плоскости вертикальной стенки. При сварке электродной проволокой диаметром 2 мм конец ее нужно направлять в вершину угла, при сварке проволокой диаметром 3-5 мм конец электрода из вершины угла следует смешать на горизонтальную полку на расстояние, равное примерно половине диаметра электрода.
Для обеспечения максимальной глубины проплавления углового соединения и равенства горизонтального и вертикального катетов при односторонней сварке электродную проволоку необходимо наклонять в плоскости поперечного сечения на угол около 40° к плоскости вертикальной стенки. При сварке электродной проволокой диаметром 2 мм конец ее нужно направлять в вершину угла, при сварке проволокой диаметром 3-5 мм конец электрода из вершины угла следует смешать на горизонтальную полку на расстояние, равное примерно половине диаметра электрода.
Зависимости размера катета шва от тока при сварке электродной проволокой диаметром 2 и 5 мм со скоростью 30 и 60 м/ч иллюстрируются графиками, приведенными на рис. 18. Из графиков видно, что при сварке электродной проволокой диаметром 2 мм достигается более широкий диапазон калибров шва при применении меньших сварочных токов. Возможность получения угловых швов с катетом 3-4 мм является весьма ценным преимуществом применения электродной проволоки диаметром 2 мм. При этом швы с катетом до 6 мм можно получать с вогнутой поверхностью. Сварку угловых швов с катетом 3-4 мм целесообразно производить на постоянном токе обратной полярности.
При сварке проволокой диаметром 5 мм швы с катетом меньше 5 мм получать практически невозможно.
При сварке наклонным электродом за один проход получаются угловые швы правильной формы с катетом не более 8 мм. При катетах более 8 мм жидкий металл стекает на горизонтальную полку, образуя наплавы, а на вертикальной стенке — подрезы. Для получения полноценных швов с катетом более 8 мм сварку наклонным электродом необходимо производить за несколько проходов.
При сварке электродной проволокой диаметром 2 мм вследствие более глубокого проплавления по сравнению со сваркой электродной проволокой диаметром 5 мм обеспечивается равнопрочность швов при меньших катетах. Поэтому объем наплавленного металла при сварке электродной проволокой диаметром 2 мм может быть уменьшен на 20-40%.
Для стабильности процесса сварки и благоприятного формирования угловых швов при сварке на переменном токе под стекловидным флюсом для проволоки диаметром 2 мм можно рекомендовать применение сварочного тока от 300 до 400 А.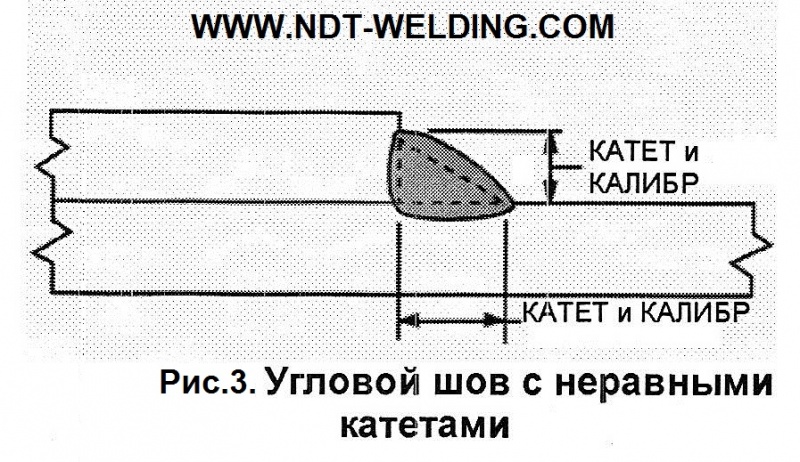 При пемзовидном флюсе стабильность горения дуги и формирование шва значительно улучшаются. Поверхность шва получается более ровной и менее выпуклой, чем при сварке под стекловидным флюсом. Для сварки угловых швов с катетом 8 мм под пемзовидным флюсом можно применять ток до 500 А, при этом скорость сварки может быть повышена примерно на 20-25% по сравнению со скоростью сварки под стекловидным флюсом.
При пемзовидном флюсе стабильность горения дуги и формирование шва значительно улучшаются. Поверхность шва получается более ровной и менее выпуклой, чем при сварке под стекловидным флюсом. Для сварки угловых швов с катетом 8 мм под пемзовидным флюсом можно применять ток до 500 А, при этом скорость сварки может быть повышена примерно на 20-25% по сравнению со скоростью сварки под стекловидным флюсом.
В строительной отрасли при сварке массивных металлических сооружений в стыках возникают серьезные нагрузки, что при несоблюдении технологии несет риски обрушения конструкции. Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Катетом сварного шва называют катет условного треугольника, который вписывается в поперечное сечение. Единой цифры, которая бы стала показателем надежного и качественного шва при определении его катета, нет. Чем больший размер равнобедренного треугольника можно вписать вместо шва, тем большие нагрузки он сможет выдержать. Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять. Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Как определить величину катета?
Для определения оптимального сварного соединения нужно произвести расчет шва, а также определить катет шва при сварке. При этом учитываются следующие факторы:
- толщина металлозаготовок;
- положение деталей относительно друг друга;
- вид шва, используемого при соединении.
Для каждого изделия катет подбирается индивидуально, но здесь речь идет лишь о работе с большими нагрузками. Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям. Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет определяется системой стандартизации ГОСТ 5264-80.
Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет определяется системой стандартизации ГОСТ 5264-80.
Катет шва при сварке равен толщине листов при нахлесточном соединении, но при этом она не должна превышать 4 мм. Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Как выбрать катет?
Определяется катет шва при так же, как и при соединении любых других элементов металлических конструкций. Размер зависит от нескольких параметров, в их числе положение заготовок, их длина и толщина. Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.
Сварной стыковой шов
Сварной стыковой шов предполагает следующую технологию — соединить два элемента сварки встык (т. е. расположить детали торцами поверхностей в одной или разных плоскостях). Разновидностей стыковых соединений более 30, все они предусмотрены ГОСТом. При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки. Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Соединение внахлест
Соединение внахлест — это метод сварки, когда детали расположены параллельно и их кромки перекрывают друг друга.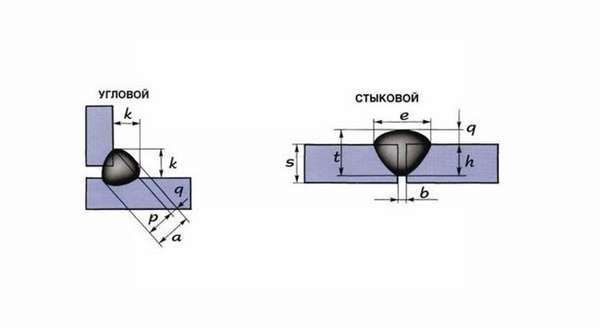 В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной. Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной. Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
Угловое соединение
Сварка двух деталей, кромки которых располагаются под углом относительно друг друга, происходит методом углового соединения. Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Тавровое сварное соединение
Часто возникает необходимость соединить элементы, которые расположены в разных плоскостях. Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом. Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым. Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Контроль качества шва
В любом из швов следует не забывать о катете шва при сварке, формула которого не является сложной и состоит в определении толщины металла. Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T — искомый катет, а S — гипотенуза или ширина валика шва.
Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T — искомый катет, а S — гипотенуза или ширина валика шва.
Провести контроль за соединением заготовок несложно, при этом используют визуальные и инструментальные методы (с помощью приборов). Разработан инструмент, определяющий катет шва при сварке. Как измерить им интересующий шов? Для этого нужно приложить прибор к двум частям заготовки, а середину направить на шов, после чего записать показатели и провести несложный расчет. Обычно шов получается выпуклый, но это самый ненадежный вариант. Ведь именно в такой форме концентрируется напряжение.
Идеальным вариантом является вогнутый шов, получить который достаточно сложно. Здесь нужно соблюдать скорость сварки, а также добиться правильной работы сварочного аппарата. Опытные мастера смогут сделать такой шов. Но чаще его получают механическим путем, просто срезая ненужную часть шва.
В зависимости от характера соединения двух деталей сварные швы бывают стыковые и угловые. Параметры, характеризующие их качество — выпуклость, вогнутость, глубина проплавления и геометрические размеры.
Геометрические размеры швов
Сварные соединения в процессе визуального контроля проверяются не только на наличие дефектов, но и на соответствие полученных геометрических размеров показателям, регламентированным конструкторской и технологической документацией.
Если на стыковых швах основным параметром является ширина, то на тавровых, нахлесточных и угловых — катет. Это длина перпендикуляра, условно опущенного из вершины угла на гипотенузу. Простыми словами — расстояние от плоскости одной заготовки до грани шва на поверхности второй детали.
Угловые соединения могут иметь различные очертания:
- Выпуклые — нецелесообразны с технической точки зрения. Помимо большего количества наплавленного металла (а значит и расхода материалов), они ведут к концентрации напряжений.

- Вогнутые — трудно получить. Нужна точная настройка рабочих параметров сварочного аппарата и соблюдение соответствующей скорости ведения электрода, что требует немалого опыта от сварщика. Чаще вогнутая конфигурация придается с помощью механической обработки. Подобные швы при изготовлении металлоконструкций применяют крайне редко.

Широко применяются угловые швы нормального очертания (без выпуклостей и вогнутостей). При разработке конструкторской документации катет принимается равным толщине более тонкой детали, но может быть и меньше — важно, чтобы обеспечивалась максимальная прочность соединения. Так, для заготовок толщиной 4-5 мм он должен составлять 4 мм, а для более толстых деталей — рассчитывается или определяется конструктивно, но принимается не менее 5 мм.
Как проверяются значения катета?
В отличие от качества проплавления, которое контролируется специальными приборами, катет шва измеряется с помощью специального приспособления УШС-2 (универсальный шаблон сварщика). Также его еще называют катетомер.
Шаблон представляет собой несколько пластинок из тонколистового металла, имеющих выемки с определенной величиной катета. Они соединены между собой шарнирно или соединительным кольцом.
Измерения проводятся с помощью ступенчатого подбора самого подходящего размера катета. А определяется он, когда одна из выемок на пластинках прилегает к сварному шву с минимальным зазором между дугой шаблона и поверхностью соединения.
Isaac Mizrahi Live! Брюки Sz 2 24/7 стрейч с широкими швами, черные, черные A279048
Состояние: Этот элемент новый, но он имеет дефект, указанный ниже. Дефект: Этот предмет является возвращаемой или демонстрационной моделью покупателя и может иметь признаки примерки, например запах духов или ворсинок, но в остальном он в отличном состоянии!Характеристики: Широкие штанины, без застежки, шов
Розничная цена: $ 59
Бренд: Isaac Mizrahi Live!
Тип размера: Стандартный размер
Размер: 2
Внутренний шов: 31
Стиль: Повседневные брюки
Стиль спереди: Плиссированный
Материал: Смеси хлопка
Содержание волокна: 52% хлопок , 41% вискоза, 7% спандекс
Цвет: Черный
направлений в США: БЕСПЛАТНО!
Канада: 1 доллар. 99 за единицу.
99 за единицу.
Остальной мир: 11,99 доллара за штуку.
Если вы уже оплатили товар, но вам нужно изменить адрес доставки, отправьте нам электронное письмо по адресу [email protected] со словами «ИЗМЕНЕНИЕ АДРЕСА» в поле темы. К сожалению, мы не можем нести ответственность за неверную адресную информацию, предоставленную во время оформления заказа, но мы обязательно сделаем все возможное, чтобы вовремя внести изменения.
Куда вы отправляете?Отправляем по всему миру!
Сколько времени займет получение моего заказа?После того, как ваш заказ покинет наш объект, доставка по США обычно занимает 3-5 рабочих дней. Международная доставка может занять 10-15 рабочих дней. Сроки доставки НЕ включают выходные и праздничные дни. Когда ваш заказ будет отправлен, мы отправим вам электронное письмо с номером для отслеживания (при его наличии). Не все заказы будут содержать номер для отслеживания.
В этих случаях мы будем рады вернуть вам деньги, если товар находится в том же состоянии, в каком был изначально отправлен. Любые бирки или ярлыки должны оставаться прикрепленными. Стоимость доставки в этом случае не возвращается. Вы должны связаться с нами перед возвратом товара.
Политика возврата Вы можете вернуть большинство новых неоткрытых товаров в течение 30 дней с момента доставки и получить полный возврат средств. Мы также оплатим стоимость обратной доставки, если возврат является результатом нашей ошибки (вы получили неправильный или бракованный товар и т. Д.).
Вы должны рассчитывать на получение возмещения в течение четырех недель с момента передачи посылки отправителю, но во многих случаях вы получите возмещение быстрее. Этот период времени включает в себя транзитное время, в течение которого мы получим ваш возврат от грузоотправителя (от 5 до 10 рабочих дней), время, необходимое нам для обработки вашего возврата после его получения (от 3 до 5 рабочих дней), и время, необходимое для этого. ваш банк для обработки нашего запроса на возврат (от 5 до 10 рабочих дней).
ваш банк для обработки нашего запроса на возврат (от 5 до 10 рабочих дней).
Если вам нужно вернуть товар, свяжитесь с нами, указав номер вашего заказа и подробную информацию о продукте, который вы хотите вернуть.Мы быстро ответим и предоставим инструкции по возврату товаров из вашего заказа.
Princess Seam in Pant Lgs
www.surefitdesigns.com и www.SFDLearningCenter.comБыли ли у вас мешки под задом? Эта конструктивная особенность, которой часто сопротивляются, может оказаться огромным преимуществом, когда брюки будут красиво сидеть под ягодицами. Это настолько функциональное дополнение к вашим штанам, что определенно стоит повторить информацию о том, как добавить линию Princess Line на заднюю или переднюю штанину.
Давайте посмотрим:
Шаг 1 — Продлите линию зерна до края талии и уровня подола.
Шаг 2 — Нарисуйте / переместите дротик так, чтобы он теперь располагался по обе стороны от расширенной линии зерна. Слегка изогните кончик дротика.
Шаг 3 — Нарисуйте новые линии зерна на боковой стороне задней и центральной части задней части на равном расстоянии от исходной линии зерна.
Шаг 4 — Нарисуйте двойные совпадающие выемки сверху и снизу, чтобы облегчить сшивание двух частей штанины вместе.
** Обозначьте каждую часть рисунка как «Сторона сзади» и «В центре сзади». Шаг 5 — Разрежьте две части. Добавьте полоску калькинга, чтобы вы могли добавить соответствующий припуск на шов 5/8 дюйма (1,6 см) к каждому обрезанному краю. Продлите соответствующие выемки на припуск на шов.
Шаг 6 — Изогните и сформируйте шов по линии принцессы Эта изогнутая строчка может быть более или менее изогнутой, чтобы ткань лучше соответствовала форме вашего тела.
Вот видео, показывающее, как добавить шов принцессы к передней части штанины, но независимо от того, вставляете ли вы его в переднюю или заднюю штанину, процесс остается одинаковым. (Это видео, скорее всего, не будет отображаться в вашей программе электронной почты — если вы читаете этот блог именно в нем.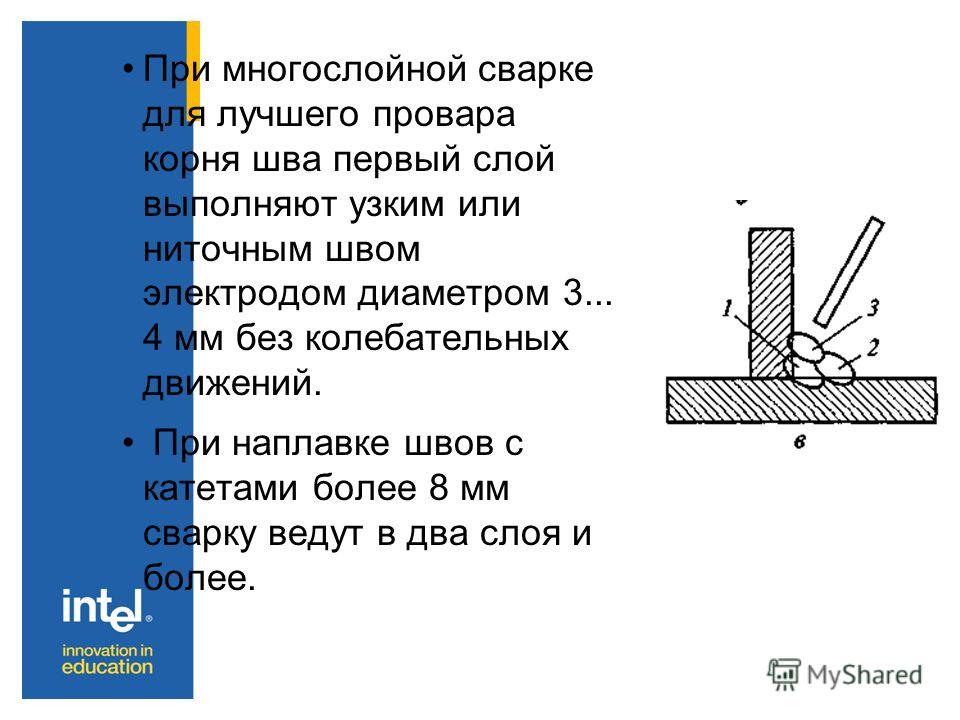 Вам нужно будет посмотреть его на планшете или компьютере).
Вам нужно будет посмотреть его на планшете или компьютере).
Посмотрите на эти укороченные брюки на спине.
Удачной установки!
Гленда…Хороший стежок
Джинсы Slim Leg с отделкой индиго швами
3,99 фунтов стерлингов — стандартная доставка в течение 3–7 рабочих дней — отслеживание и подписка на обслуживание Royal Mail. (Понедельник — суббота) 4,99 фунтов стерлингов — Доставка на следующий рабочий день — (только для материковой части Великобритании, необходимо заказывать до 22:00 с понедельника по пятницу или до 16:00 в воскресенье, чтобы получить понедельник) 4,99 фунтов стерлингов — доставка в субботу — (только для материковой части Великобритании, необходимо заказывать до 22:00 в пятницу ) 5,99 фунтов стерлингов — доставка по воскресеньям — (только для материковой части Великобритании, необходимо заказывать до 16:00 в субботу) Бесплатная доставка по Великобритании Стоимость корзины после скидок составляет более 60 фунтов.* Рекламные цены на доставку требуют минимальных затрат в размере 15 фунтов стерлингов ** Если вы не можете принять доставку, курьер попытается оставить вашу посылку у соседа *** Обратите внимание: доставка на следующий рабочий день, доставка в субботу и воскресенье не включает доставку следующие почтовые индексы; AB, BT, DD, EH, FK, GR, GY, H, HS, IM, IV, JE, KA, KW, KY, PA, PH, PO, TR и ZEВарианты международной доставки | Срок поставки | Доставка | Доставка | Доставка | Доставка |
Республика Ирландия Стандарт | 3-4 рабочих дня | £ 3.99 | $ 5,86 | € 5,24 | $ 8,11 |
Ирландия На следующий день | 1 рабочих дней | £ 5,99 | $ 7,32 | € 6,55 | 10 долларов США.14 |
Западноевропейский стандарт | 7-10 рабочих дней | £ 6,99 | $ 10,26 | € 9,18 | $ 14,21 |
США Приоритет | 1-2 рабочих дня | £ 12.99 | $ 16,79 | € 14,79 | $ 22.10 |
США и Канада | 7-10 рабочих дней | £ 7,99 | $ 11,73 | € 10,50 | 16 долларов.24 |
Австралия | 5-6 рабочих дней | £ 7,99 | $ 11,73 | € 10,50 | $ 16,24 |
Австралия Экспресс | 3 рабочих дня | £ 12.99 | $ 17,15 | € 14,58 | $ 21.96 |
Первая мировая зона | 8-10 рабочих дней | £ 7,99 | $ 11,73 | € 10,50 | 16 долларов.24 |
Остальной мир | 8-10 рабочих дней | £ 7,99 | $ 11,73 | € 10,50 | $ 16,24 |
Обратите внимание: Цены могут отличаться в зависимости от курса конвертации валюты.
Приоритет Западная Европа Включает — Австрия, Бельгия, Дания, Финляндия, Франция, Германия, Греция, Исландия, Италия, Люксембург, Нидерланды, Португалия, Испания, Швеция, Швейцария.
Мировая зона 1 включает — Канада, Израиль, Саудовская Аравия, ОАЭ, Китай, Япония, Новая Зеландия, Сингапур, Южная Корея, Тайвань.
NB: UAE — заказы в ОАЭ должны включать почтовый ящик, чтобы наш оператор мог успешно доставить их.
США Приоритет — заказы должны быть размещены до 15:00 с понедельника по пятницу. Обратите внимание, что эта услуга включает в себя все таможенные пошлины, уплачиваемые до доставки заказа, поэтому дополнительная плата не взимается.
Repulic of Ireland на следующий день — Заказы должны быть размещены до 15:00 с понедельника по пятницу.Обратите внимание, что эта услуга включает почтовые индексы Южной и Северной Ирландии.
Мы стремимся доставлять все заказы в установленные сроки. По независящим от нас причинам это может быть дольше. Если вы заказываете товар, которого нет в наличии, когда наш веб-сайт еще не проинформировал вас об отсутствии товара, мы свяжемся с вами по телефону или электронной почте как можно быстрее, чтобы уведомить вас — вы имеете право отменить заказ на этом этапе отложенная доставка может быть неудобной.
Все заказы будут доставлены курьерской службой до 22:00.
В случае, если заказ будет доставлен поврежденным, то есть есть видимые повреждения товара или упаковки, мы просим вас отказаться от доставки и потребовать, чтобы он был отправлен нам обратно. Затем мы проверим повреждение и сразу же отправим вам замену.
Все поставки требуют подписи кого-либо на территории клиента. Если подпись не может быть получена выбранной нами компанией по доставке, тогда будет оставлена визитная карточка, и товар / предметы будут возвращены на склад, откуда вам нужно будет организовать повторную доставку.(Единственное исключение из этого — если выбрана услуга без отслеживания для США / Австралии — если это выбрано, In The Style не несет ответственности за недостающие посылки)
Мы оставляем за собой право отменить любой заказ, который слишком сложен с точки зрения логистики, и будем рассматривать этот заказ как отмененный. Возврат будет предоставлен, если какие-либо деньги были уплачены.
Плоский шов — вручную Лондон
Мы ненадолго прерываем шитье Flora Dress Sewalong, чтобы представить вам еще один маленький светоотражатель, который мы добавим в нашу постоянно растущую галерею Nerdy Sewing Tips — сегодня это плоский шов.
Так что же такое плоский шов ?? Что ж, если ты сейчас в джинсах, просто взгляни на свою промежность! Внутренний шов брюк на джинсах, да и на большинстве брюк RTW — это плоский шов. С технической точки зрения, плоский шов — это очень прочный шов, который имеет две строчки, видимые с правой стороны, и без громоздких лишних припусков на шов внутри. Звучит сложно, правда? Супер неправильно! Ребята, я приношу вам отличную новость — плоский шов как никогда легко снять…
Куда, зачем и как делать
Эта техника идеально подходит для обработки внутренней части брюк или шорт. Сам шов обеспечивает сверхпрочность и долговечность, к тому же на внутренней стороне нет досадных излишков шва, которые натирают и раздражают кожу. В качестве дополнительного бонуса плоский шов не будет изнашиваться, поскольку избыточный припуск на шов полностью закрыт, как французский шов.
Шаг 1
Начните с определения «лицевой» и «изнаночной» стороны вашей ткани.Правая сторона — это та сторона, которую вы хотите показать снаружи.
Шаг 2
Заколите ткань булавками, изнаночных сторон вместе, по необработанным краям для сшивания.
Шаг 3
Прострочите с обычным припуском на шов в зависимости от рисунка, с которым вы работаете. Вероятно, это будет 5/8 дюйма или 15 мм.
Шаг 4
Теперь нам нужно обрезать лишний припуск на шов примерно до 5-8 мм с только на одну длину. Сожмите припуск на шов так, чтобы более широкая длина покрывала только что обрезанную длину.
Шаг 5
Сложите и прижмите более широкую часть так, чтобы она начала охватывать более узкую. Приколоть на место.
Шаг 6
Чтобы закрепить все это и закончить плоский шов, прострочите как можно ближе к спрессованному сгибу, предпочтительно на 1-2 мм от сгиба.
Нажмите еще раз, и готово! Справа должно получиться так:
А вот так с изнанки:
Как сшить заднюю ногу оленя
, Джон Селик, CEC, CCA
От фермы к столу.Местный. Ремесленник. Повар за рулем.Это термины, которые сегодня доминируют в кулинарии, но никогда не использовались, когда я только начинал заниматься этим бизнесом. В то время модные слова имели прямое отношение к французской кухне, такие слова, как «импортный», «столовый» и «французский» преобладали в меню изысканной кухни. Но некоторое время назад произошла перемена, и американские повара начали использовать местные ингредиенты, которые и определили, что такое американская кухня сегодня.
Переход от празднования импортных продуктов к местным ингредиентам, таким как куры и свиньи, выращенные на фермах, всегда заставлял меня задаваться вопросом, почему оленина не занимает более заметного места в сегодняшнем меню.Я живу недалеко от крупного американского города, и весь год вижу оленей, гуляющих по моему заднему двору, но еще не видел, чтобы по ним бродили куры или свиньи. Каждый раз, когда я вижу оленя, я удивляюсь, почему мы не используем этот американский ингредиент чаще в наших меню. Еще мне интересно, что я могу сделать, чтобы олени перестали есть мои цветы.
Я вообще-то никогда не охотился. То, что я росла в городе, никогда не давало мне возможности сделать это. Я знаю много людей, которые действительно охотятся, и они часто приносят мне подарки, например, домашнюю колбасу из оленины и смоки.Задние ремни — это ценное имущество. Каждый охотник хранит их при себе, но они любят делиться рецептами на спине. Остальное животное, кажется, превращается в измельченное или тушеное мясо.
Что, если бы охотники подошли к оленю с точки зрения повара? Можно ли было бы лучше использовать шею и задние лапы, которые предлагают восхитительные разрезы, не уступающие по качеству задним ремням?
Я беседовал со Скоттом Бурганом. Он шеф-повар, который готовит американскую кухню; его меню включают сезонные продукты с местных ферм.Еще он охотник. Наши многолетние разговоры о разделке оленей вдохновили его на создание таких блюд, как отбивные из оленины, osso bucco и жаркое из филе для своих друзей и семьи. Для работы он закупает местные продукты у своего поставщика. Мы знаем, что должны предлагать продукты только от надежных поставщиков, поэтому можно ли побудить наших поставщиков предлагать большее разнообразие местных продуктов из оленины?
Возможно, если бы повара были более знакомы с этим животным, они бы знали, чего они хотят от него и что просить у своих продавцов.Итак, шеф-повар Бургун и я решили подготовить небольшую демонстрацию.
- Обвалочный нож — это все, что вам нужно для разделки швов на задней ноге. Шеф-повар Бургун использует пилу для кости для приготовления оссо букко.
2. Используйте основные методы разделки швов, чтобы удалить вырезку.
3. Снимите кончик вырезки по шву.
4. После удаления филе с окорока потребуется дальнейшее удаление жира.
5. Снимите серебряную пленку. Этот стейк лучше всего готовить средней прожарки.
6. Следующим разрезом удаляется верхний круг.
7. Держите нож за бедренной костью, чтобы удалить раунд.
8. Этот кусок часто разделывают на более мелкие бифштексы, но он был бы отличным, если бы его использовали в качестве жаркого. Это также идеальный нарез для наполнения и раскатывания. Охотники традиционно вырезают кости из окорока и филе, а затем используют все остальное для измельчения или тушения мяса, но, с точки зрения повара, от голени больше пользы.
9. Круглый наконечник часто используется для вяленого мяса или тушеного мяса, но он отлично прожаривается на медленном огне.
10. Этот олень на малой стороне (большой доллар снова ускользнул от шеф-повара Бургуна). Голень часто режут для тушеного мяса, но при медленном тушении на кости получается впечатляющий оссобукко. Бедренную кость можно использовать для большого поголовья оленей. Любые видимые жирные или серебристые корки должны быть удалены с разрезов, которые используются для жарки или жарки — они придают дикий вкус.
Лакированные чулочно-носочные изделия в годы войны | Искусство и культура
С труднодоступными нейлоновыми или шелковыми чулками женщины выглядели как чулки, натянутые на их ноги.
Итак, сегодня субботний вечер 1941 года, и вы хотите носить чулки с коктейльным платьем, но новый нейлон из чудесного материала был нормирован на военные нужды и исчез с полок универмагов.Что вы делаете в такие времена патриотических лишений? Вы проявляете изобретательность и покрываете ноги слоем макияжа телесного цвета и выстилаете заднюю часть каждой ноги швом trompe l’oeil.
Удачное наложение жидких чулок и швов.
На прошлой неделе в первом посте из серии Stocking Series мы узнали об огромном приеме нейлоновых чулочно-носочных изделий. 16 мая 1940 года, официально названный «День нейлона», четыре миллиона пар нейлоновых нейлонов поступили в магазины и были распроданы в течение двух дней! Но только год спустя революционный продукт стал дефицитным, когда экономика времен Второй мировой войны направила весь нейлон на производство парашютов, веревок и сетей.
Жидкие чулки были настолько примечательным явлением, что даже в Смитсоновском институте есть бутылка в своей коллекции. Жидкие чулки Leg Silque Liquid Stockings, Национальный музей американской истории.
Плакат времен Второй мировой войны, Музей Эмберли, Великобритания.
Когда возобладал долг, новая мода возникла из нейлонового пайка. Это называлось жидкими чулками. Тональный крем для ног, нанесенный аккуратно и равномерно, чтобы создать иллюзию шланга.Опытные пользователи стали еще более реалистичными, используя черные карандаши для подводки глаз, чтобы нарисовать «шов».
Рисование линии шва на чулках «Makeup» с помощью ручки отвертки, зажима для велосипедной ноги и карандаша для бровей, 1942 г. Bettman / Corbis
Проблемы со швом? Без проблем! Эта штуковина, состоящая из ручки отвертки, зажима для велосипедной ноги и обычного карандаша для бровей, подойдет вам!
Бар для макияжа ног, 1944 год, в универмаге.
Для тех женщин, которые ошеломлены вариантами — макияж для ног Энн Бартон, лосьон для чулок Гарриет Хаббард Эйер, искусство ног Патрика, подвеска для ног от Cosmetic House, палка для ноги Хелены Рубинштейн и макияж для торта от Max Factor, для начала, — или неуверенные Что касается техники нанесения, то барная стойка для макияжа ног в местном универмаге может дать некоторые рекомендации по украшению их глаз.
Понравилась статья?
ПОДПИШИТЕСЬ на нашу рассылку новостей
Вот почему у вас появляется раздражающее скручивание швов на джинсах, и что вы можете сделать, чтобы этого не произошло.
КОГДА-ЛИБО задавался вопросом, почему шов ваших джинсов может двигаться, становясь шатким на одной из ваших ног? Что ж, вот ответ, и, вероятно, не то, что вы ожидаете.
Если вы часто носите джинсы, вы, вероятно, уже сталкивались с этой странной проблемой раньше, и, что хуже всего, вы вряд ли сможете ее исправить.
2
Вы когда-нибудь задумывались, почему иногда ваши швы двигались так, что один стекал по вашей голени? Что ж, вот ответ Фото: Getty Images И кажется, что поражена только одна нога, в то время как один шов ноги идет прямо, как и должен быть, а другой выглядит так, как будто он вышел из строя, и расположен над вашей кожей.
Но почему именно это происходит?
Раздражающий перекос происходит по двум причинам: во-первых, из-за используемого денима, а во-вторых, из-за того, как он прошит.
Если ваши джинсы сделаны из сырого (несанфорированного) денима, они с большей вероятностью будут давать усадку, чем промышленно производимый (санкционированный) деним.
2
Это происходит из-за того, из какого материала сделаны ваши джинсы и сколько вы их стираете Фото: ImgurФактически, при первой стирке сырого денима он сжимается на 10 процентов, потому что санфорированный деним был зафиксирован и сжался в мельница.
Также способ ткачества джинсовой ткани также играет роль в том, как джинсовая ткань дает усадку, и она имеет тенденцию следовать в этом направлении.
Например, шов левой ноги переместится влево, а шов правой ноги переместится за ногу.
WTF
body talk
Начните думать о сексе, когда вы рветесь в туалет, и о 9 других странных лайфхакахRevealed
Bra-vo!
Вот почему вы всю жизнь неправильно носили бюстгальтерМамы знают лучше
Храните постельное белье в наволочке и влажно протирайте ковер: мамы раскрывают свои ОЧЕНЬ умные лайфхакиВидео
Кусок торта
Вы всю жизнь неправильно нарезали торт… и так он будет намного свежееЧто вы можете с этим поделать?
К сожалению, когда повреждение нанесено, вы ничего не можете с этим поделать.
Но для справки в будущем, если вы покупаете новую пару джинсов, вам следует проверить, не сырые ли они или нет, чтобы определить, сдвинется ли шов.