Катет сварного шва: что это такое?
В зависимости от характера соединения двух деталей сварные швы бывают стыковые и угловые. Параметры, характеризующие их качество – выпуклость, вогнутость, глубина проплавления и геометрические размеры.
Геометрические размеры швов
Сварные соединения в процессе визуального контроля проверяются не только на наличие дефектов, но и на соответствие полученных геометрических размеров показателям, регламентированным конструкторской и технологической документацией.
Если на стыковых швах основным параметром является ширина, то на тавровых, нахлесточных и угловых – катет. Это длина перпендикуляра, условно опущенного из вершины угла на гипотенузу. Простыми словами – расстояние от плоскости одной заготовки до грани шва на поверхности второй детали.
Угловые соединения могут иметь различные очертания:
- Выпуклые – нецелесообразны с технической точки зрения. Помимо большего количества наплавленного металла (а значит и расхода материалов), они ведут к концентрации напряжений.

- Вогнутые – трудно получить. Нужна точная настройка рабочих параметров сварочного аппарата и соблюдение соответствующей скорости ведения электрода, что требует немалого опыта от сварщика. Чаще вогнутая конфигурация придается с помощью механической обработки. Подобные швы при изготовлении металлоконструкций применяют крайне редко.

Широко применяются угловые швы нормального очертания (без выпуклостей и вогнутостей). При разработке конструкторской документации катет принимается равным толщине более тонкой детали, но может быть и меньше – важно, чтобы обеспечивалась максимальная прочность соединения. Так, для заготовок толщиной 4-5 мм он должен составлять 4 мм, а для более толстых деталей – рассчитывается или определяется конструктивно, но принимается не менее 5 мм.
Как проверяются значения катета?
В отличие от качества проплавления, которое контролируется специальными приборами, катет шва измеряется с помощью специального приспособления УШС-2 (универсальный шаблон сварщика).
Шаблон представляет собой несколько пластинок из тонколистового металла, имеющих выемки с определенной величиной катета. Они соединены между собой шарнирно или соединительным кольцом.
Измерения проводятся с помощью ступенчатого подбора самого подходящего размера катета. А определяется он, когда одна из выемок на пластинках прилегает к сварному шву с минимальным зазором между дугой шаблона и поверхностью соединения.
Катет шва — Энциклопедия по машиностроению XXL
Для швов, тип которых характеризуется катетом шва (см. рис. 381, й), проставляют [c.210]Определить касательные напряжения в сварном шве предыдущей задачи, если катет шва а t. мм,, б t = мм.
У2 — угловое соединение, со скосом кромок, шов односторонний (это записано в ГОСТ 15164—69) ШЭ — электрошлаковая сварка -2 — катет шва 12 мм нет букв А или П — значит сварка выполнена ручным способом
[c. 200]
200]
Знак, после которого ставят размер катета шва в миллиметрах [c.303]
Место 3. Знак № 3 и размер катета шва в миллиметрах (для соединений таврового, углового и нахлесточного). [c.304]
Шов таврового соединения, без скоса кромок, двусторонний, прерывистый, шахматный, выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом по замкнутой линии. Катет шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм. [c.304]
Шов углового соединения со скосом кромок, выполняемый электрошлаковой сваркой проволочным электродом по замкнутой лннии. Катет шва 22 мм. [c.305]
| Таблица 7.5. Типы сварных швов, для которых представляют знак [> и размер катета шва |
 Катет шва 5 мм Шов углового соединения со скосом одной кромки, двусторонний с предварительным наложением под-варочного шва, выполняемый автоматической сваркой под флюсом по замкнутой линии Шов нахлесточного соеди-кения, трехрядный с шахматным расположением точек, выполняемый контактной точечной электросваркой. Расчетный диаметр точек 10 мм, шаг между точкамИ 40 мм
Катет шва 5 мм Шов углового соединения со скосом одной кромки, двусторонний с предварительным наложением под-варочного шва, выполняемый автоматической сваркой под флюсом по замкнутой линии Шов нахлесточного соеди-кения, трехрядный с шахматным расположением точек, выполняемый контактной точечной электросваркой. Расчетный диаметр точек 10 мм, шаг между точкамИ 40 мм
Выполнить п. 7—8 н рассчитать q . Установить, как влияет размер катета шва на укорочение при сварке. Данные всех измерений и результаты расчетов занести в форму 11. [c.81]
Зп к Ь и размер катета шва (только для угловых швов). [c.326]
Пример условного обозначения шва таврового соединения без скоса кромок, двустороннего прерывистого с шахматным расположением, выполняемого ручной дуговой сваркой катет шва 8 мм, длина провариваемого участка 50 мм, шаг 100 мм [c.353]
Полоса сечением 160 X 10 мм из стали Ст.З, нагруженная растягивающей силой Р, приварена к косынке двумя фланговыми швами (рис. 4.2). Определить требуемую длину фланговых швов, если сварка выполнена вручную электродами Э50, катет шва равен толщине полосы. Соединение должно быть равнопрочно привариваемой полосе.
[c.43]
4.2). Определить требуемую длину фланговых швов, если сварка выполнена вручную электродами Э50, катет шва равен толщине полосы. Соединение должно быть равнопрочно привариваемой полосе.
[c.43]
Принимаем катет шва = 8 мм. Допускаемое напряжение для сварного шва на срез [c.46]
Размер катета шва k, как правило, равен толщине свариваемых деталей б, но может быть и меньше. [c.28]
Определяем потребную суммарную длину лобового и флангового швов по форм ле (2.4), приняв катет шва й = б=10 мм [c.35]
Катет швов нахлесточных соединений при сварке тонких листов (менее 4 мм) делают равным толщине л листов (рис. 181, й). Для материалов большей толщины (4 —16 мм) катет шва определяют из соотношения [c.167]
При сварке материалов различной толщины (виды б, в) катет шва делают равным толщине 5 более тонкого материала [однако не более, чем указано в соотношении (5)].
В угловых соединениях с одинаковой толщиной стенок по рис. 181, г размер катета задан толщиной кромок. В угловых и тавровых соединениях (виды б, е) где размеры шва могут быть произвольными, катет шва делают равным толщине 5 свариваемых материалов [но не более приведенных в соотношении (5) величин] [c.167]
При тавровом соединении материалов различной толщины (вид ж) катет шва делают равным толщине 5 более тонкого материала. Швы рекомендуется делать вогнутыми. [c.167]
Допускаемое усилие N для угловых лобовых швов рассчитывается по формуле Л =0,7Х/[т ], где К — катет шва, м I — длина шва, м [х ] — расчетное сопротивление срезу, Н/м [c.39]
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве. [c.67]
Определение регкима сварки обычно начинают с выбора диаметра э. 4 е к т р о д а, который назначают в зависимости от толщины листов при сварке швов стыковых соединений и от катета шва при сварке швов угловых и тавровых соединений. Практические рекомендации по выбору диаметра электрода приведены ниже.
[c.180]
4 е к т р о д а, который назначают в зависимости от толщины листов при сварке швов стыковых соединений и от катета шва при сварке швов угловых и тавровых соединений. Практические рекомендации по выбору диаметра электрода приведены ниже.
[c.180]
При расчете реншма сварки технолог должен обеспечить получение катета П1ва, назначенного конструктором при расчете прочности или по конструктивным соображениям. По заданному катету шва определяют площадь поперечного сечения наплавленного металла при получении плоского шва [c.196]
Сваркой стык стальной полосы сечением 80 х 8 мм осуществлен крестообразным соединением с помощью прокладки, цривареннс1й к полосе четырьмя торцевыми швами. Определить величину напряжений в сечении швов, если катет шва t 10 мм, а растягивающие напряжения в полосе 6-150 МПа. Учесть ослабление шва вследствие непро-в(фа на концах. Ответ -98 Ша.
В четвертой позиции условного обозначения проставляется знак ь. И указывается размер кагета шва. Знак треугольника ставится только для тех швов, для которых он предусмотрен по соответствун> щим стандартам. В табл. 7.5 указаны типы сварных швов, для которых необходимо проставлять знак треугольника и размер катета шва.
[c.223]
И указывается размер кагета шва. Знак треугольника ставится только для тех швов, для которых он предусмотрен по соответствун> щим стандартам. В табл. 7.5 указаны типы сварных швов, для которых необходимо проставлять знак треугольника и размер катета шва.
[c.223]
Угловые швы по форме сечения (рис. 2.5) разделяют на нормальные /, вогнутые 2 и выпуклые 5. Основной геометрической характеристикой угловых швов является величина катета шва /г, а расчетным сечением — высота h. Для нормального шва Л = =ksin 45″ 0,7й. [c.27]
Пример 4. Кронштейн корпуса подшипника сечением ix = 60X40 мм приварен к основа нию угловыми швами по периметру (рис. 2.14) Катет шва fe=10 мм. Кронштейн воспринима ет переменную нагрузку согласно циклограм ме, изображенной на рис. 1.8, б, Ртях = ,5 кН /-=160 мм. Коэффициент асимметрии цикла напряжений г=0. Материал кронштейна — сталь Ст. 3. [c.36]
Рис. 5. Примеры обозначений а — днустороНЕШЙ шов стыкового соединения со скосом одной кромки, выполняемый электроду говой ручной сваркой при монтаже 6 — односторонний шов стыкового соединения без скоса кромок, на остающейся подкладке, выполняемый сваркой нагретым газом с присадкой (для изделий из винипласта или полиэтилена) в — двусторонний шов таврового соединения без скоса кромок, прерывистый с шахматным расположением, выполняемый плектродуговой сваркой в защитных газах по замкнутой линии катет шва 6, / 50, t = 100 мм г — двусторонний шов углового соединения без скоса кромок, выполняемый автоматической сваркой под флюсом по замкнутой линии д — односторонний шов внахлестку, выполняемый дуговой сваркой алюминия по незамкнутой линии катет [пва 5 мм е — шов, выполняемый контактной роликовой электросваркой шаг шва 6 мм ж — шов соединения внахлестку с двумя электрозаклепками диаметром 11 мм. |
Катет обычного сварного шва
Сварка металлов появилась с зарождением ковки. Появление все более сложных механизмов требовало совершенствования процессов ковки и сварки. Соединение отдельных деталей в цельные узлы ковкой – процесс сложный и трудоемкий, но до появления сварки с помощью электрической дуги был единственно возможным.
Сварка является самым простым и прочным способом соединить различные детали из металла.
В настоящее время уже разработано более 150 способов дуговой сварки, и наработки новых технологий продолжаются.
Читайте также:
Как производится ремонт болгарки.
Особенности ремонта перфоратора.
О ремонте шуруповерта читайте тут.
Основные виды сварных швов
Отрезок соединения, сформированный в результате процесса кристаллизации расплавленного металла, принято называть сварным швом. Одной из главных характеристик сварочных соединений является катет сварного шва.
Существует два вида сварных швов (не путать со сварочным соединением):
Основные типы сварных соединений.
- Стыковые сварные: применяются для соединения встык, т.е. детали соединяются торцовыми краями. Соединение встык проводится без разделки кромок, с разделкой и с отбортовкой края детали. Кромки могут иметь криволинейную форму, V-образную и Х-образную. Листы до 8 мм можно сваривать без разделки кромок, но нужно листы укладывать с зазором до 2 мм. В практике стыковые варианты чаще применяются для соединения трубопроводов и при изготовлении конструкций из листовых металлов. Такие соединения наиболее экономичны и менее энергозатратны.
- Угловые: бывают собственно угловые, тавровые и нахлесточные. Разделка кромок может быть одно- и двухсторонняя, в зависимости от толщины металла. Угол разделки выбирается от 20° до 60°. Однако нужно учитывать, что больший угол разделки требует больше металла для заполнения, значит, снижается производительность и качество.
- Электрозаклепочная сварка применяется для обшивки крупных конструкций тонколистовым металлом. Применяют, например, при изготовлении пассажирских вагонов, когда применение сплошных швов затруднено и нерентабельно. Электрозаклепочные соединения получаются достаточно прочными, но не плотными.
 Применяют, например, при изготовлении пассажирских вагонов, когда применение сплошных швов затруднено и нерентабельно. Электрозаклепочные соединения получаются достаточно прочными, но не плотными.
Применяют, например, при изготовлении пассажирских вагонов, когда применение сплошных швов затруднено и нерентабельно. Электрозаклепочные соединения получаются достаточно прочными, но не плотными.Обычно сварка производится за один раз, но если толщина свариваемого металла не позволяет проварить материал, проводят в несколько заходов. Такой метод называется многослойным. В этом случае каждый предыдущий слой отжигается последующим, в результате такого термического воздействия значительно улучшаются свойства и структура шва.
Выбирать вид соединения нужно в зависимости от конфигурации выполняемого элемента конструкции. Конечное изделие должно быть работоспособным, переносить расчетные нагрузки и не поддаваться усталостным разрушениям.
Преимущества сварочных соединений:
Влияние режима сварки на форму шва.
- Небольшая трудоемкость и простота выполнения соединения.
- Небольшая, по сравнению с другими видами соединений, шумность процесса.
- Можно легко автоматизировать процесс.

К недостаткам можно отнести возможность остаточных напряжений и ненадежность в работе при вибрациях и ударных нагрузках.
Вернуться к оглавлению
Свойства и геометрия сварных швов
Во всех конструкциях есть рабочие швы, которые воспринимают основные нагрузки. Прочностные расчеты рабочих швов проводятся на полную нагрузку плюс 25%. Для соединения отдельных элементов используются связующие швы – требования к ним не такие жесткие, т.к. в случае их разрушения работа конструкции не будет нарушена.
На качество сварочных соединений влияют многие факторы: способность материала создавать монолитный шов, присадки и флюсы, окисляемость металла, положение шва: горизонтальное, вертикальное, наклонное или потолочное.
Свойства сварного шва определяются в основном его геометрическими размерами.
Общие геометрические параметры:
Классификация и обозначение сварочных швов.
- Ширина – расстояние между границами сплавления.
- Вогнутость (выпуклость) – расстояние между линией и основным металлом, и поверхностью, визуально проходящей по линии максимальной вогнутости (выпуклости).
- Корень – самая нижняя часть.
.jpg)
Для угловых соединений характерны еще такие величины: наличие катета сварного шва, толщина, выпуклость и расчетная высота.
Катет углового шва – это катет наибольшего равнобедренного треугольника, вписанного в поперечное сечение. При сварке заготовок одинаковой толщины катет может задаваться по кромке, при разной – его задают по толщине более тонкого материала. Размер катета должен обеспечивать прочность соединения, но чрезмерное увеличение его может вызвать деформацию изделия.
Имеет значение форма поверхности сварного шва: выпуклая, вогнутая или плоская. Швы с выпуклой поверхностью – усиленные – лучше работают при статических нагрузках. Вогнутые поверхности – ослабленные – лучше выдерживают динамические нагрузки. На практике чаще применяются швы с плоской поверхностью как более универсальные.
Вернуться к оглавлению
Дополнительные характеристики
Форма поверхностей швов напрямую зависит от применяемых электродов.
Кроме общих требований ко всем выпускаемым электродам (устойчивое горение дуги, определенный химический состав металла шва, отсутствие разбрызгивания и т.п.), предъявляются еще и специальные требования. К таким относится получение шва заданной формы. Электроды, расплав которых дает густую и вязкую массу легко формируют выпуклый шов.
Жидкий растекающийся расплав формирует вогнутую поверхность.
Выбор электродов проводится по техническим характеристикам, указанным на каждой упаковке в соответствии с техническими условиями, заданными в проекте.
На свойства и геометрию сварного шва влияет режим сварки.
С увеличением силы тока увеличивается глубина провара при неизменной ширине шва. При увеличении напряжения резко увеличивается ширина шва с последующим уменьшением глубины провара. С увеличением скорости движения электрода до 50 м/ч ширина шва уменьшается, а глубина провара увеличивается. Увеличивать скорость более 50 м/ч нерационально, т.к. могут появиться подрезы вследствие слабого прогрева основного материала.
Увеличивать скорость более 50 м/ч нерационально, т.к. могут появиться подрезы вследствие слабого прогрева основного материала.
Качество соединений проводят двумя способами: разрушающим и неразрушающим контролем.
Неразрушающий контроль позволяет выявить наружные дефекты с помощью специальных сварочных шаблонов, внутренние – с помощью ультразвука, рентгеновским просвечиванием и гаммаизлучателем.
Разрушающий контроль проводится сверлением, испытанием прочности на растяжение, изгиб, ударную прочность с разрушением образцов.
Как определить катет сварного соединения при п/а сварке? — Страница 2 — Полуавтоматическая сварка — MIG/MAG
Глобул, пожалуйста. В данном примере автор умалчивает, но h-это глубина проплавления. Т.е. h=0,6s=0,6х10=6 мм. Таким образом при токе в 545А проплавляется 6мм стали в глубину.
 Грубо говоря 1мм/100А, более точно 1,1мм/100А.
Грубо говоря 1мм/100А, более точно 1,1мм/100А.
«h-это глубина проплавления. Т.е. h=0,6s=0,6х10=6 мм.» — это далеко не однозначно (нужно уточнить что именно в указанной литературе или (и) формуле обозначает h) потому что к примеру по серийным чертежам металлоконструкций (зданий, опор ЛЭП) это и сеть катет шва.
Если глубинна проплавления не заданна по чертежу или ГОСТ-у на сварку то для надёжного сплавления (перемешивания) основного металла с металлом шва необходим проплав не менее 0,15 толщины основного металла (0,15*5=0,75 ~ 1мм. Для катета, толщины 5мм.) – это требование технологических инструкций по сварке для соответствующих отраслей (необходимо выяснить для «кого» вы варите – авиация, суда, атомщики, нефтянка …). Тип шва Т1 по любому госту (способу сварки) не оговаривает проплав (проплав не гарантируется), Т3 тоже самое, но если катет сварного шва это длинна катета вписанного треугольника в сечение шва и расчетной является биссектриса из прямого угла к гипотенузе (или кротчайшее расстояние от гипотенузы до прямого угла): ~0,7*катета, то необходимо обеспечить достаточные размеры сечения для вписанного треугольника. Необходимо выполнить условие равнопрочности основного металла и шва (разрушение по основному металлу), соответственно (для «катетных швов») : длинна шва * (0,7*катета) = расчетная площадь сечения шва, не должна быть меньше расчетного сечения основного металла (для пластины умножаем ширину на толщину). Если приваривать пластину толщиной 5 мм катетом 5 мм («по толщине металла») швом типа Т3 то тогда условие равнопрочности выполняется (шов двусторонний) для Т1 нет (можете проверить расчетом: см. «расчет сварных швов»). В каждом расчете свои запасы прочности т.е. для ручной дуговой ~ 0.8 (это значит что метал шва хуже основного металла на 20%) но в действительности и проволока электродов покрытых и проволока полуавтомата немного легирована (08Г2С — к примеру) и поэтому по химическому составу может быть лучше основного металла (Ст3) тем самым нивелируя дефекты сварного шва (поры, включения и пр. несплошности) повышенной прочностью. Но ели свариваются легированные стали то в таком случае может быть обратный результат в случае большего проплава и соответственно большего перемешивания металла шва с электродным металлом.
Необходимо выполнить условие равнопрочности основного металла и шва (разрушение по основному металлу), соответственно (для «катетных швов») : длинна шва * (0,7*катета) = расчетная площадь сечения шва, не должна быть меньше расчетного сечения основного металла (для пластины умножаем ширину на толщину). Если приваривать пластину толщиной 5 мм катетом 5 мм («по толщине металла») швом типа Т3 то тогда условие равнопрочности выполняется (шов двусторонний) для Т1 нет (можете проверить расчетом: см. «расчет сварных швов»). В каждом расчете свои запасы прочности т.е. для ручной дуговой ~ 0.8 (это значит что метал шва хуже основного металла на 20%) но в действительности и проволока электродов покрытых и проволока полуавтомата немного легирована (08Г2С — к примеру) и поэтому по химическому составу может быть лучше основного металла (Ст3) тем самым нивелируя дефекты сварного шва (поры, включения и пр. несплошности) повышенной прочностью. Но ели свариваются легированные стали то в таком случае может быть обратный результат в случае большего проплава и соответственно большего перемешивания металла шва с электродным металлом.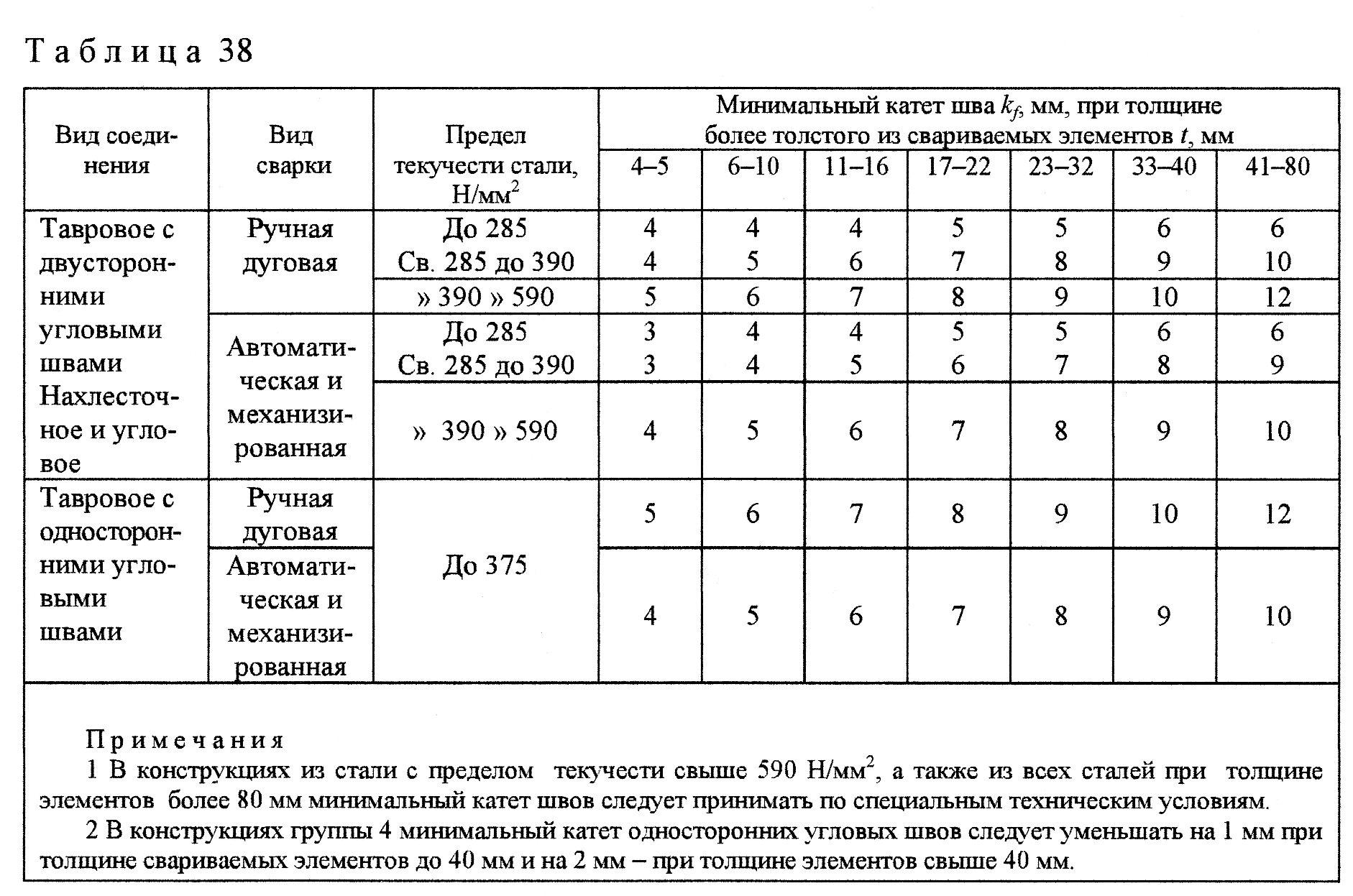 Обобщая : для углеродистых, низколегированных сталей 0,15 толщины и больше т.е. на всю толщину, катет по наименьшей толщине основного металла для двустороннего шва (Т1 не должен применяться как несущий – расчетный, по крайней мере на разрыв). Размеры (катеты и прочее) сварного соединения указываются в чертежах (КМ, КМД и прочей КД) и ГОСТ-ах на соответствующий вид сварки. Для ГОСТ 14771 и типа шва Т1 Проплав не регламентирован (не на всю толщину – соответственно в пределах толщины).
Обобщая : для углеродистых, низколегированных сталей 0,15 толщины и больше т.е. на всю толщину, катет по наименьшей толщине основного металла для двустороннего шва (Т1 не должен применяться как несущий – расчетный, по крайней мере на разрыв). Размеры (катеты и прочее) сварного соединения указываются в чертежах (КМ, КМД и прочей КД) и ГОСТ-ах на соответствующий вид сварки. Для ГОСТ 14771 и типа шва Т1 Проплав не регламентирован (не на всю толщину – соответственно в пределах толщины).
Для полуавтомата режимами сварки являются скорость подачи проволоки, скорость сварки, напряжение и сварочный ток. При этом величина сварочного тока является вытекающей из установленного напряжения, а для сварки ручной дуговой штучными электродами наоборот сварочный ток является заданной величиной а напряжение вытекающей. Соответственно для полуавтомата жесткая характеристика ВАХ а для ручника падающая ВАХ. Разные сварочный аппараты обеспечивают разные ВАХ – наклон и крутизну, так же разные динамические характеристики – скорость нарастания тока при уменьшении длинны дуги и т. 2)/ток сварки, а на проплавление помимо этого еще влияет скорость сварки («погонная энергия»). Все параметры эмпирические как и расчеты, и нужно пробовать на рекомендованном производителем режиме потом делать макрошлифы (разрезы определяя проплав) и подбирать наилучший режим для конкретных условий (пространственного положения и т.п) и аппарата.
2)/ток сварки, а на проплавление помимо этого еще влияет скорость сварки («погонная энергия»). Все параметры эмпирические как и расчеты, и нужно пробовать на рекомендованном производителем режиме потом делать макрошлифы (разрезы определяя проплав) и подбирать наилучший режим для конкретных условий (пространственного положения и т.п) и аппарата.
Сварка электродом для чайников (Часть 2)
Это статья из серии экспресс-уроков Свар-EXPRESS.Темы урока:
Типы сварочных соединений и пространственные положения; Стыковое соединение; Подготовка детали; Зазор в стыковом соединении; Приспособления для фиксации заготовок; Движение электрода при сварке «в стык»; Провар деталей с 2-х сторон; Влияние покрытий электродов на результат сварки; Угловое соединение; Катет шва; Способы увеличения катета
Для демонстрации используется сварочный инвертор AuroraPRO STICKMATE 160 (MMA+TIG lift)
| Инженер-сварщик Евгений Евсин |
Существует множество типов сварных соединений и пространственных положений.
 Сварные соединения бывают стыковые, нахлесточные, угловые и другие. Но для начала мы должны научиться правильно сваривать.
Сварные соединения бывают стыковые, нахлесточные, угловые и другие. Но для начала мы должны научиться правильно сваривать. Для примера сначала рассмотрим стыковое соединение на примере металла толщиной 5 мм. Если металл толще – мы должны сначала подготовить металл к сварке, т.е. помимо зачистки от ржавчины нам нужно снять фаску, чтобы проварить его на всю толщину. На толщину 5 мм можно обойтись и без этого, тем более, что мы можем проварить его с двух сторон. Для того, чтобы проварить такой зазор нужно опытным путем определять сколько необходимо миллиметров в зазоре, чтобы проварить на всю глубину и делаем выводы. В данном случае – сделаем зазор 2-3 мм.
Сначала прихватим. Для того, чтобы нам было удобней, и мы обеспечили максимальную точность, в данном случае я использую магниты для соединения металла. Сначала я на магнитах выставляю зазоры, они четко фиксируются и в процессе прихватки ничего никуда не сдвинется, все будет точно.
В данном случае для заполнения зигзагообразные движения не требуются, здесь нужны возвратно-поступательные движения. Затем ждем пока остынет, берем молоток, одеваем либо очки либо маску-хамелеон, через нее все видно, и просто так она не будет затемняться.
Затем ждем пока остынет, берем молоток, одеваем либо очки либо маску-хамелеон, через нее все видно, и просто так она не будет затемняться.
В принципе одного прохода с этой стороны достаточно. С обратной стороны у нас также образуется шлак. Здесь видно, что я проварил не на всю глубину, но у нас есть возможность проварить с другой стороны. Так как эти электроды позволяют хорошо наблюдать за формированием шва, мы видим, как за кончиком электрода тянется расплавленный металл. Все, что за ним – это собирается шлак. Но, если будем использовать электроды универсальные с кислым покрытием или с рутиловым покрытием, то будет слишком много шлака, он практически закрывает обзор и плохо видно, но зато такие электроды легко поджигаются.
Примерно так мы обеспечили надежное сварное соединение с полным проваром с двух сторон. Но с обратной стороны немного высоковат валик – это ошибка и такого не должно быть. Это было стыковое соединение. Дальше рассмотрим угловое соединение.
В угловом соединении уже существует такое понятие как катет шва, это значит, что шов у нас в виде треугольника — высота и расстояние до стенки должно быть одинаковым. Мы измеряем катеты по 5, 4 или 8 мм, все зависит от толщины свариваемого металла, но обычно, катет должен быть пол толщины свариваемых кромок. Допустим, металл у нас 5 мм, с одной стороны расстояние должно быть 2,5 мм и с другой 2,5 мм, в итоге получается катет 5 мм, т.е. толщина шва обеспечивается такая же, как и основной металл. Примерно так.
Мы измеряем катеты по 5, 4 или 8 мм, все зависит от толщины свариваемого металла, но обычно, катет должен быть пол толщины свариваемых кромок. Допустим, металл у нас 5 мм, с одной стороны расстояние должно быть 2,5 мм и с другой 2,5 мм, в итоге получается катет 5 мм, т.е. толщина шва обеспечивается такая же, как и основной металл. Примерно так.
Иногда, когда у нас металл гораздо толще и необходим катет больше, а диаметр электрода не позволяет сделать его больше, необходимо сделать несколько проходов, либо совершать зигзагообразные движения. Но я не люблю зигзагообразные движения, т.к. внешнее качество шва будет совсем другим и сваривать таким образом за один проход — вредно для металла, т.к. будет слишком сильный нагрев и из-за ширины шва будет слишком большое напряжение на металле.
Как сделать катет больше? Не отбивая шлака проходим верхний валик. Почему не отбиваем? Потому что в дальнейшем, когда мы будем отбивать шлак металл будет гораздо чище, но если мы сейчас отобьем шлак, то нижний валик будет весь в копоти, черный, и внешние свойства шва будут совсем другие.
Вот что получилось в итоге:
Выбрать сварочный аппарат вы можете на нашем сайте
Смотрите данную статью в видео-ролике:
Расчет сварного крепления растянутого стержня из двух уголков к фасонке
Цель: Проверка режима расчета сварных соединений.
Задача: Выполнить проверку сварного соединения на угловых швах крепления растянутого стержня, состоящего из двух уголков 75х8, к фасонке.
Ссылки: Металлические конструкции. В 3 т. Т. 1. Элементы конструкций: Учеб. Для строит. вузов/В. В. Горев, Б. Ю. Уваров, В. В. Филипов и др.; Под. Ред. В. В. Горев. 3-е изд., стер. М.: Высш. Шк., 2004. С. 159-160.
Соответствие нормативным документам: СНиП II-23-81*, СП 16.13330.2011, СП 16.13330.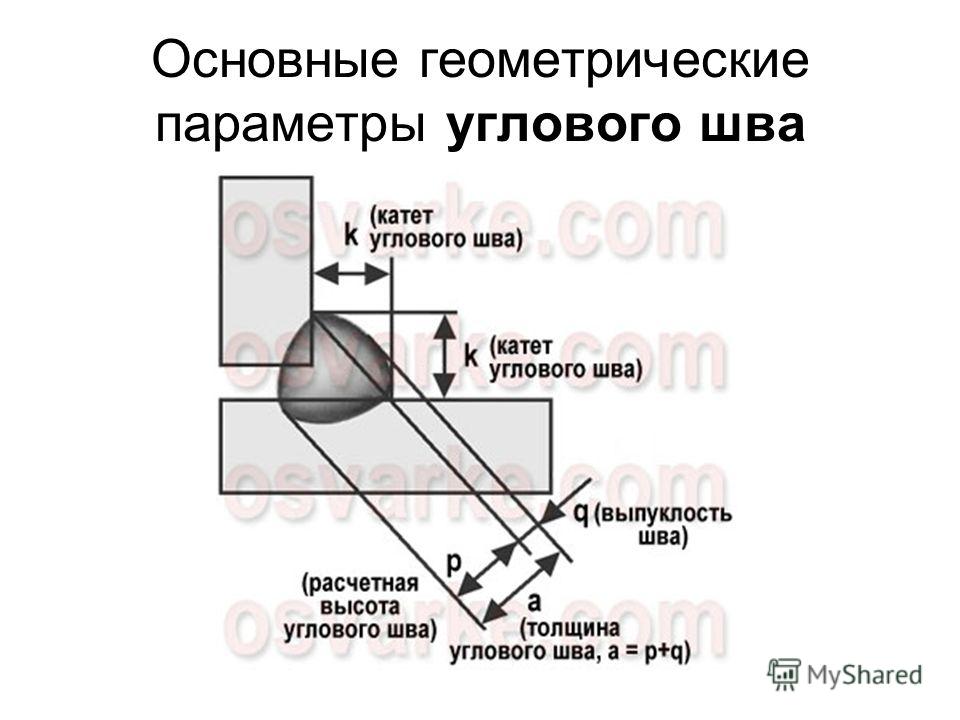 2017, ДБН В.2.6-163:2010, ДБН В.2.6-198:2014.
2017, ДБН В.2.6-163:2010, ДБН В.2.6-198:2014.
Исходные данные:
| t = 10 мм | толщина фасонки |
| N = 425 кН | Продольная сила |
| Run = 380 МПа | Сталь С245 |
| Rwf = 220 МПа | Сварка полуавтоматическая в углекислом газе проволокой Св-08Г2С, d = 1,2 мм |
| kf1 = 6 мм | Катет шва по обушку |
| kf2 = 6 мм | Катет шва по перу |
| Сечение | Уголок 75х8 мм |
| lw1 = 175 мм | длина шва по обушку |
| lw2 = 80 мм | длина шва по перу |
Имя файла с исходными данными:
Исходные данные КРИСТАЛЛ:
Сталь: C245
Коэффициент надежности по ответственности | 1 |
Коэффициент условий работы | 1 |
Группа конструкций по таблице 50* СНиП II-23-81* | 1 |
Свойства материалов сварки | |
|---|---|
Нормативное сопротивление металла шва по временному сопротивлению, Rwun | 490 Н/мм2 |
Расчетное сопротивление угловых швов срезу по металлу шва, Rwf | 215 Н/мм2 |
Вид сварки | Полуавтоматическая проволокой сплошного сечения при диаметре сварочной проволоки менее 1. |
Положение шва | Нижнее |
Климатический район | с температурой t > -40°C |
 4 мм
4 мм
Тип | Параметры |
|---|---|
Сечение — Полный каталог профилей ГОСТ. Уголок равнополочный по ГОСТ 8509-93 L75x8 | Катет шва по обушку = 6 мм φ = 51.71 град t = 10 мм
|
Усилия
N = 425 кН
Проверено по СНиП | Проверка | Коэффициент использования |
|---|---|---|
п.11.2 формула (120) | по металлу шва | 1. |
п.11.2 формула (121) | по металлу границы сплавления | 0.921 |
 018
018
Сравнение решений
Проверка | по металлу шва обушка |
|---|---|
Источник | 7,9 см / 8 см = 0,9875 |
КРИСТАЛЛ | 1,018 |
Отклонение, % | 3,0 |
Уточненный ручной счет (см. комментарии) | 0,7133×425 / (2×0,7×0,6×16,5 см×21,50) = 1,017 |
Отклонение, % | 0,1 |
Комментарии
Разница результатов объясняется разницей в величине принятых расчетных сопротивлений Rwf = 220 МПа (книга) и Rwf = 215 МПа (нормативные документы и КРИСТАЛЛ). Кроме того, в верификационном примере не точно задано распределение внешнего продольного усилия между сварными швами по перу и по обушку уголка, а именно продольное усилие в сварном шве по обушку задано в размере 70% от внешнего продольного усилия, а по перу – в размере 30%. Точное значение продольного усилия, действующего в сварных швах по обушку, вычисляется как:
Кроме того, в верификационном примере не точно задано распределение внешнего продольного усилия между сварными швами по перу и по обушку уголка, а именно продольное усилие в сварном шве по обушку задано в размере 70% от внешнего продольного усилия, а по перу – в размере 30%. Точное значение продольного усилия, действующего в сварных швах по обушку, вычисляется как:
(bуголка – y0)/ bуголка×N = 0,7133×N, где bуголка – ширина полки уголка, γ0 – длина перпендикуляра, опущенного из центра масс уголка до соответствующей внешней грани полки.
что значит снять и обозначение
Сварка — надежный метод соединения, но иногда сварочным швам нужно дополнительно усиление, чтобы сделать их прочнее и устойчивее. А метод укрепления будет зависеть от того, какого типа наплав сделан, поэтому при наработке навыка сварки важно одновременно учиться усиливать его, где бы он ни находился и какой величины ни был. Подробнее о том, что такое усиление сварного шва, а также о том, как его правильно реализовать, рассказывается далее.
Подробнее о том, что такое усиление сварного шва, а также о том, как его правильно реализовать, рассказывается далее.
Особенности усиления сварных швов
Сделать укрепление обычной сварки не так трудно, но когда дело касается угловых соединений, им потребуется особый подход.
Задача будет осложнена тем, что нередко при усилении шва с помощью увеличения его длины приходится использовать дополнительные наплавы, ребра, накладки и другие конструкции. А подбираются они индивидуально под размер области варки, ее расположения, материала, который сваривали, характеристик катета и т. д.
Схема изображения сварного шва с усилением и без него
Термин усиление шва снять что значит?
По названию сложно сразу понять, что это значит — «усиление шва». Так, в специальной литературе этот термин расшифровывается, как часть наплавленного металла, образующая выпуклость.
А вот обозначение на чертеже «усиление шва снять» (незакрашенный круг на горизонтальной линии, ГОСТ 2.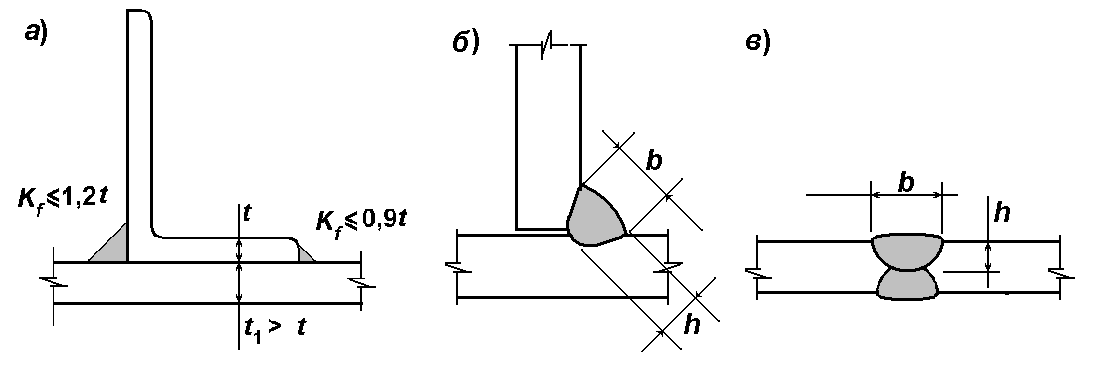 312-72 ЕСКД) предполагает, что этот самый бугорок нужно устранить. Чаще всего он зачищается болгаркой. Но стоит не забывать, что усиления на угловых и стыковых сварных областях нужно снимать не одним и тем же способом. На угловых, к примеру, должен остаться катет, хотя на стыковых наплавах предполагается снятие всего, что выступает над поверхностью соединяемых материалов.
312-72 ЕСКД) предполагает, что этот самый бугорок нужно устранить. Чаще всего он зачищается болгаркой. Но стоит не забывать, что усиления на угловых и стыковых сварных областях нужно снимать не одним и тем же способом. На угловых, к примеру, должен остаться катет, хотя на стыковых наплавах предполагается снятие всего, что выступает над поверхностью соединяемых материалов.
Обозначение снятия усиления сварного шва
Снятие усиления сварного соединения может маркироваться также маленькими буквами английского алфавита, где:
- a — это увеличение длины, предполагающее лобовое наложение части.
- b — обозначает увеличение рабочей длины (или высоты) у катета, при котором располагается угловой шов.
- с — это внутреннее угловое наплавление, измеряющееся по высоте с учетом наличия дополнительных технологических элементов, наплавки или особых параметров лобовых частей.
Система обозначений позволяет лучше понять не только особенности варки, но также материалов, а также конструкций из них, с которыми предстоит работать.
Снятие сварного шва: 1 — свариваемые детали; 2 — сварной шов; 3 — материал, удаляемый при обработке
Технология усиления сварного шва
Сам принцип усиления варки понять не трудно, производиться он будет постепенной и послойной наплавкой, где каждый слой будет составлять примерно 2 мм в высоту. Обработка начинается с самых сложных мест, то есть в тех зонах, где есть какие-либо дефекты — кратеры, подрезы, наплывы.
Для электродов, которые будут использоваться в процессе, есть стандарт ГОСТ, предполагающий диаметр в 4 мм.
Каждый слой обрабатывается только после того, как предыдущий остывает до 100 °C. Постепенно сварочный след удлиняется, потом немного расширяется, благодаря этому как раз получается усиливающий эффект.
Важно помнить о превышениях рабочих высот катетов, которых нужно избегать, а также не проводить усиление поперечных компонентов под нагрузкой.
Это может привести к порче всего сварного соединения, а значит всей конструкции, где он использовался.

Говоря о катетах соединений, то здесь после наплавления усиливающего слоя высота самого катета должна быть меньше, чем толщина полки со стороны пера, а также меньше толщины полки профиля, если смотреть со стороны обушка. Во втором случае, высота катета должна быть не просто меньше толщины, а меньше полутора толщин.
Обработка уголкового профиля осуществляется только в том направлении, которое было выбрано изначально. Менять его не рекомендуется, так как можно создать излишнее напряжение в месте соединения.
Усиление стыковых швов
Усиление стыковой сварки осложнено тем, что чаще всего его усиление может привести к порче места соединения. К примеру, если стыковой шов сделан во всю длину или высоту металлических компонентов, то никакого укрепления и вовсе делать нельзя. Наплавка создаст излишнюю концентрацию в месте плавления, из-за чего наплав может не только испортиться, но также вовсе разрушиться. Все дело в том, что высота таких сварных швов определяется только по стыкуемым элементам и при учете строения валика самого соединения.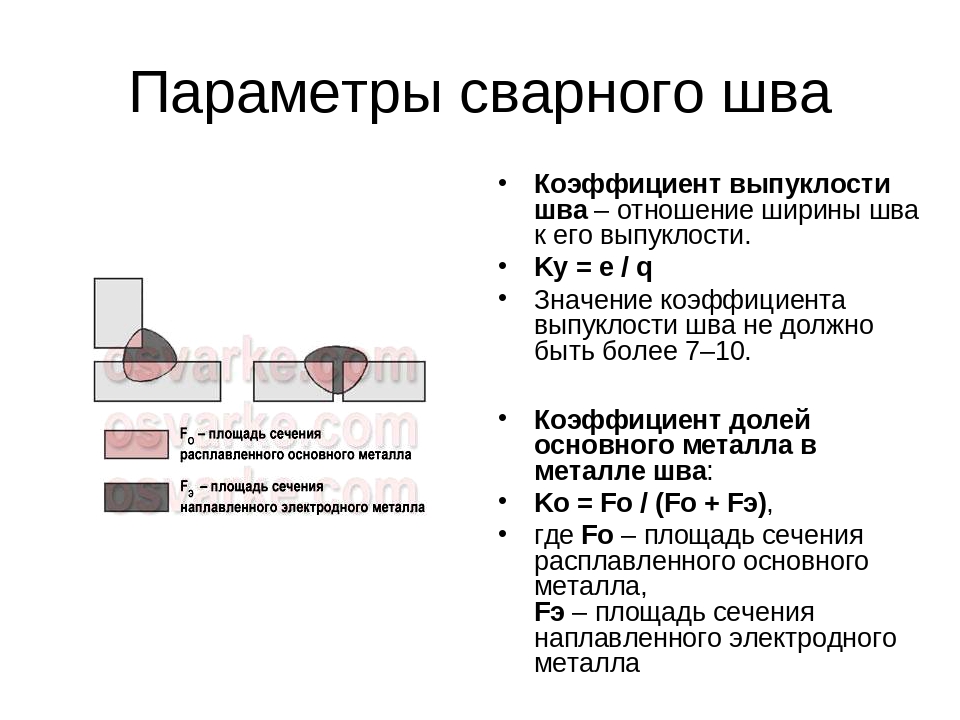 Этот валик и есть выступ.
Этот валик и есть выступ.
Если же стыковую варку все же нужно обработать, то предварительно нужно снять напряжение абразивными инструментами. После этого рассчитывается площадь накладок, с помощью которых предстоит усилить шов.
Усиление угловых швов
Здесь усиление сварных соединений будет осуществляться путем увеличения длины или толщины сварных наплавов. Первый вариант применяется чаще, так как лучше увеличивать площадь и распределять напряжение по ней, а не концентрировать его.
Длина и толщина созданных сварных швов, а также толщина самого усиливающего слоя рассчитывается математически. Так, определить их можно по разности между расчетным усилием в сварном соединении и несущей способностью этого наплава.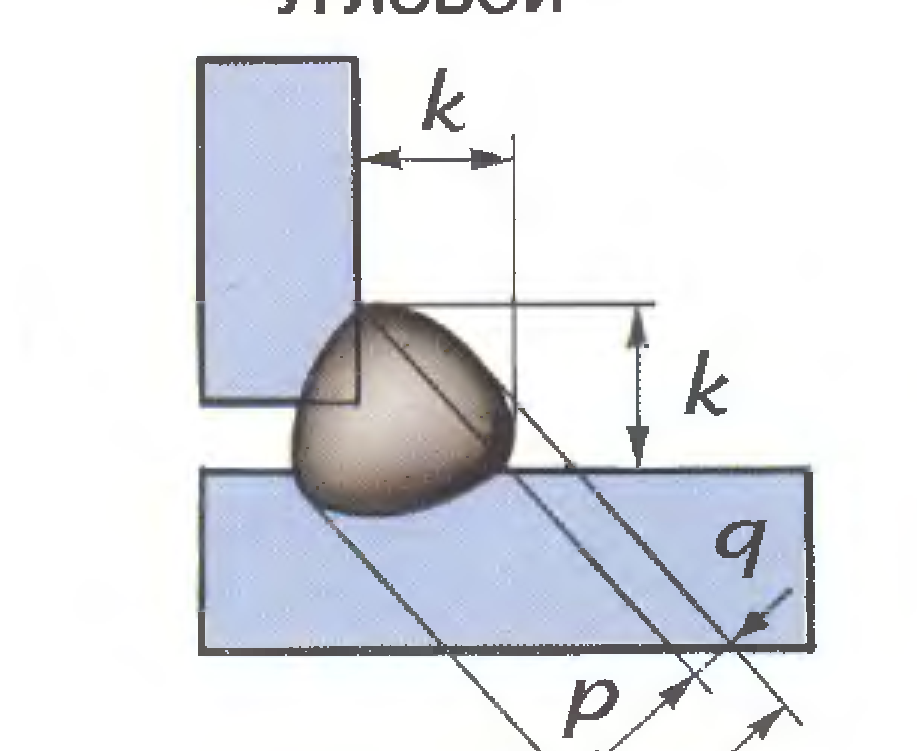 Здесь важно учесть, что на расчетное усилие всегда будет действовать его смещение относительно центра тяжести сечения элемента.
Здесь важно учесть, что на расчетное усилие всегда будет действовать его смещение относительно центра тяжести сечения элемента.
Все формулы, обозначения к ним и таблицы с подходящими значениями есть в ГОСТах, потому в большинстве случаев можно рассчитать все с максимальной точностью. А точность расчетов позволит сделать точнее усиление сварных швов.
Иногда усиление сварных угловых соединений происходит с введением дополнительных деталей, но это не обязательно. Такой метод будет оправдан только в том случае, если есть место для наложения новых слоев. В основном же используется стандартное сварочное оборудование с верно подобранными по диаметру электродами.
Если увеличивать соединения путем увеличения их длины, то здесь нагрузка на сварные крепления не должна превышать расчетного сопротивления. Так прочность наплавов увеличится пропорционально увеличению длины и толщины соединения.
Так прочность наплавов увеличится пропорционально увеличению длины и толщины соединения.
Этот способ подойдет для любых угловых швов, кроме поперечных.
Также для того, чтобы сделать сварную область длиннее, можно применять фасонки, что привариваются к основным элементам с помощью стыковых сварных соединений.
Важно быть внимательными с формированием обратной стороны шва, так как если подача тепла будет неравномерной, появятся непровары, которые негативно скажутся на характеристиках детали.
Но основной дефект, появляющийся в таких ситуациях, называется «превышение выпуклости», то есть избыток наплавленного металла на лицевой стороне материалов. Это превышение выпуклости возникает чаще всего из-за несоблюдения техники самой варки и большой скорости подачи присадочной проволоки. Он исправляется зашлифовкой или прокаткой роликами.
Превышение усиления сварного шва
Сделать сварной шов безупречным — задача невозможная, но стремиться к этому можно всегда.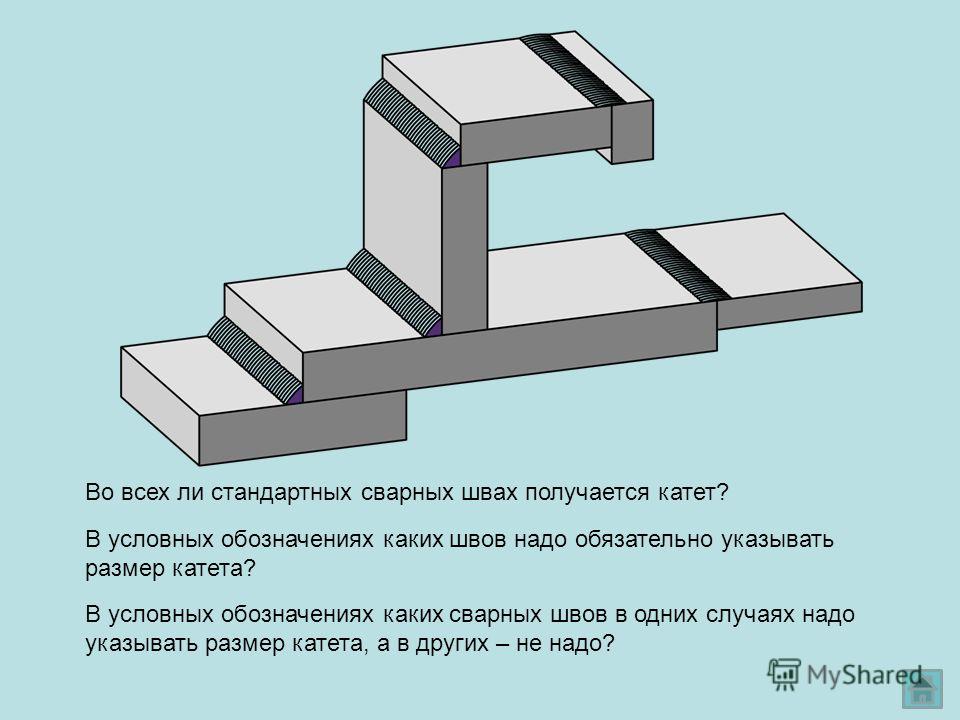 Поэтому нужно не просто обладать хорошими навыками работы со сваркой, но и понимать небольшие, но важные нюансы сварочного процесса. Как раз таким будет способность сделать качественное усиление уже сделанного соединения.
Поэтому нужно не просто обладать хорошими навыками работы со сваркой, но и понимать небольшие, но важные нюансы сварочного процесса. Как раз таким будет способность сделать качественное усиление уже сделанного соединения.
Размеры ножек углового сварного шва бессмысленны!
Измерять ноги углового шва бессмысленно, ну… не особо. Размеры отрезка углового шва очень важны, но простое измерение отрезка углового шва не говорит нам, действительно ли мы достигли желаемого размера горловины. Прочность углового шва определяется его эффективной горловиной. Как вы можете видеть на диаграмме ниже, эффективное сечение сварного шва простирается от гипотенузы (гипотенузы наибольшего прямоугольного треугольника, который может соответствовать поперечному сечению углового шва) до самой глубокой точки проплавления корня.
Глубина проплавления корня может значительно варьироваться в зависимости от многих важных переменных, включая навыки и технику сварщика. Из-за этого сделано предположение, что мы, по крайней мере, добьемся слияния с корнем. Слияние с корнем дает нам теоретическое горло.
Слияние с корнем дает нам теоретическое горло.
Если вы работали с Правилами сварки конструкций AWS D1.1 (сталь), вы, вероятно, знакомы с требованием: «… угловые швы должны плавиться до корня, но не обязательно дальше.«Исходя из этого требования структурных норм, процедуры сварки, которые мы разрабатываем для угловых швов, должны, как минимум, каждый раз обеспечивать проплавление корня. Почему это важно?
Как указано выше, прочность углового шва определяется его эффективной площадью. Эффективная площадь сварного шва рассчитывается путем умножения длины на шов (теоретический шов). Длину сварного шва легко измерить, но если мы не разрезаем сварные швы и не выполняем макротравление, как мы можем рассчитать шов (t)? Для этого мы используем базовую алгебру.
Чтобы получить размер горловины для углового сварного шва с равными участками, просто умножьте размер участка (w) на косинус 45˚, что составляет 0,707. Таким образом, ножка 0,330 даст горловину 0,330 x 0,707 = 0,233 дюйма.
Вот почему для угловых швов называются размеры ног. Если мы знаем размер ножки и делаем предположение, что соблюдаем требования кодекса, мы знаем, что сечение сварного шва будет как минимум в 0,707 раза больше размера ножки (w).
Причина названия этой статьи (Размеры ветвей углового сварного шва бессмысленны) заключается в том, что, если вы не можете гарантировать, что корневое проплавление было достигнуто, вы не можете быть уверены, что желаемая прочность сварного шва была достигнута.Взгляните на сварной шов ниже.
Это макротравление поперечного сечения углового шва показывает, что сварщик не был даже близок к тому, чтобы добиться проплавления корня. Мало того, если вы внимательно посмотрите на линию сплавления на вертикальной пластине, вы заметите, что сплав идет только от носка сварного шва до чуть более половины пути до корня. Это показано на изображении ниже (показано на противоположной стороне соединения).
Теперь вы можете более легко увидеть резкую разницу в размере фактической горловины , которая определяет прочность сварного шва, и теоретической горловины .
Глядя на макротравление, мы видим, что фактический размер горловины составлял 0,144 дюйма . Размер ножки составлял около 0,330 дюйма , поэтому теоретический размер горловины составляет 0,707 x 0,330 = 0,233.
Поскольку наша горловина на 38% меньше, эффективная площадь сварного шва на 38% меньше. А поскольку прочность сварного шва прямо пропорциональна его эффективной площади, максимальное усилие, которое может выдержать этот сварной шов, на 38% меньше предполагаемого.
Это прекрасный пример того, почему сварочные процедуры должны быть аттестованы.Независимо от того, с каким кодексом или стандартом вы работаете, квалификация процедур сварки имеет важное значение для обеспечения качества.
Угловой шов: символы, обозначения и инструкции
Сварочные символы и рисунки необходимы для изучения и понимания правильного способа сварки. В случае угловой сварки рисунки и символы и их правильное толкование имеют решающее значение для изучения основ угловой сварки.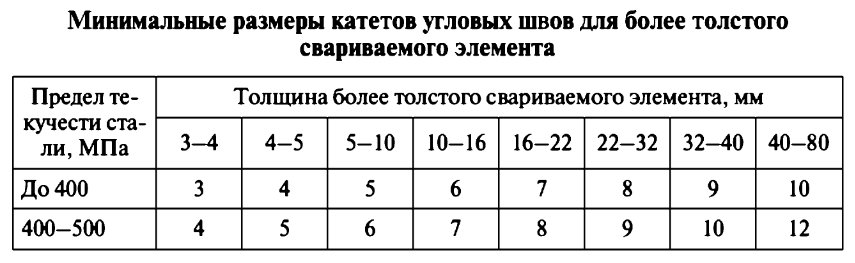 Правильная интерпретация этих чертежей и символов может помочь вам управлять сваркой соединений и эталонной угловой сваркой.
Правильная интерпретация этих чертежей и символов может помочь вам управлять сваркой соединений и эталонной угловой сваркой.
Угловые швы широко используются в различных отраслях промышленности, в том числе в производстве сосудов высокого давления и котлов. Правый треугольник располагается на контрольной линии вместе с перпендикулярной ножкой, которая всегда располагается слева. Это символ углового шва. Вы увидите размер, определяющий размер участка углового сварного шва. Этот размер часто отображается на левой стороне символа углового шва. Он также виден на той же стороне контрольной линии.
Угловые сварные швы с равным участком часто используются во многих случаях углового шва, поскольку угловые швы с равным участком имеют лучшую несущую способность на фунт углового шва.Однако в некоторых случаях, когда существуют некоторые геометрические ограничения, следует использовать угловые сварные швы с неравными полями. В таком случае используемый символ показывает оба размера опор, разделенных или разделенных знаком умножения.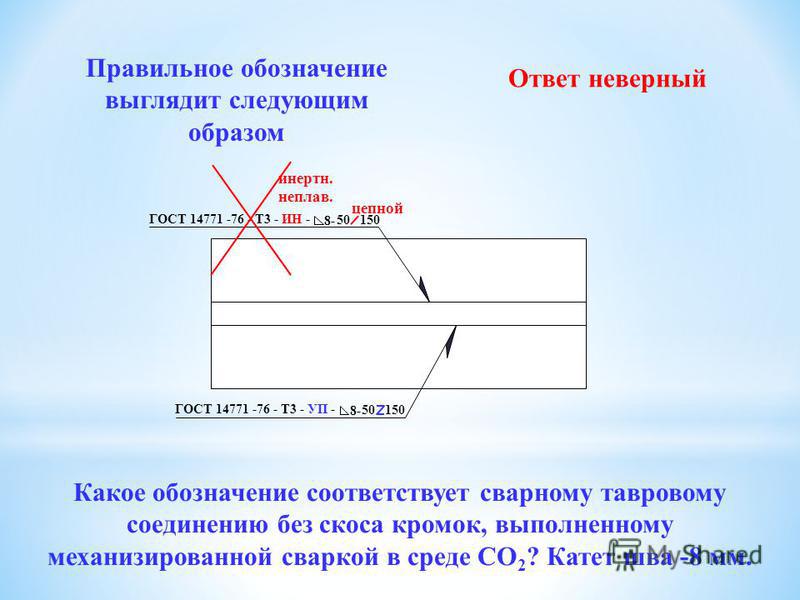 Эти добавленные символы затем размещаются слева от символа углового сварного шва. Ориентация сварного шва также показана на этом символе, в то время как порядок размеров опор не имеет большого значения.
Эти добавленные символы затем размещаются слева от символа углового сварного шва. Ориентация сварного шва также показана на этом символе, в то время как порядок размеров опор не имеет большого значения.
Что такое угловая сварка?
Угловая сварка характеризуется соединением двух металлических частей вместе.Соединение двух частей может происходить под углом или перпендикулярно. Другой термин для угловой сварки — «тройник», когда он включает два металлических куска, перпендикулярных друг другу. Однако это называется соединением внахлест, когда две металлические детали перекрывают друг друга, и вы свариваете их по краям.
Внешний вид сварного шва треугольный. Тем не менее, вам нужно также учитывать методы сварщика, так как у него также может быть вогнутая, плоская или выпуклая поверхность. Кроме того, при соединении труб и фланцев можно использовать угловую сварку.Он также используется при сварке поперечного сечения инфраструктуры. Плюс его используют для дальнейшего усиления болтовых креплений из металла. Угловой шов также подразделяется на два типа, а именно: параллельный угловой шов и поперечный угловой шов .
Кроме того, при соединении труб и фланцев можно использовать угловую сварку.Он также используется при сварке поперечного сечения инфраструктуры. Плюс его используют для дальнейшего усиления болтовых креплений из металла. Угловой шов также подразделяется на два типа, а именно: параллельный угловой шов и поперечный угловой шов .
5 частей углового шва
Если вы посмотрите на графический символ углового шва, вы увидите, что угловой шов состоит из пяти элементов или частей. Эти элементы включают горло, ногу, лицо, палец ноги, и корень .Самое глубокое проплавление сварного шва называется корнем –. Корень находится под углом, противоположным гипотенузе. С другой стороны, пальцы относятся к краям или точкам гипотенузы.
Однако грань — это гипотенуза или внешний вид, который вы увидите, когда посмотрите на сварной шов.![]() Размер сварного шва — это длина ветви, а расстояние между торцом и корнем — это горловина . При угловой сварке убедитесь, что толщина горловины равна толщине свариваемого металла.
Размер сварного шва — это длина ветви, а расстояние между торцом и корнем — это горловина . При угловой сварке убедитесь, что толщина горловины равна толщине свариваемого металла.
Как работает угловая сварка?
Угловые швы очень подходят для тяжелой промышленности, включая тяжелое сварочное оборудование, здания, корабли, сложные углы и обширные каркасы. В этих отраслях промышленности стыки длиной в несколько километров свариваются для создания огромных конструкций. Угловые швы широко применяются при сварке и соединении углов, соединений внахлест и соединений Ts. Это связано с тем, что угловые швы более экономичны по сравнению со сварными швами с разделкой кромок. Кроме того, угловые швы легче подготавливать по сравнению с подгонкой и подготовкой кромок.
Проверка ветвей углового шва имеет решающее значение для определения уровня деформации и стоимости процесса сварки. Кроме того, вы можете определить прочность углового сварного шва по расчетной эффективной площади сварного шва теоретической шва или по расчетной толщине шва и длине эффективного сварного шва. Формула: Т x Ш .
Кроме того, вы можете определить прочность углового сварного шва по расчетной эффективной площади сварного шва теоретической шва или по расчетной толщине шва и длине эффективного сварного шва. Формула: Т x Ш .
Размеры углового сварного шва обычно определяются по участкам углового сварного шва. Итак, чтобы определить размеры углового сварного шва, вы должны измерить длину участков углового сварного шва самого широкого прямоугольного треугольника, который вы можете увидеть в поперечном сечении углового шва.
После этого можно также определить теоретическую толщину сварного шва по размерам углового сварного шва. Расчет теоретического горла может быть немного сложным для непосвященного в математике. Тем не менее, формула довольно проста. Это S x cos45 ° = 0,7S . Необходимо, чтобы размеры углового шва были достаточно большими, чтобы он мог выдерживать приложенную нагрузку. Тем не менее, указанный размер сварного шва не должен быть слишком большим, чтобы избежать и снизить затраты и сварочные деформации.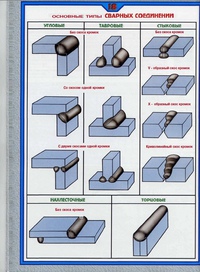
В соответствии с Правилами по сварке конструкций (сталь) минимальный размер углового шва для каждой толщины основного металла определяет максимальный уровень выпуклости.Эта спецификация имеет решающее значение, поскольку при слишком большой выпуклости нагрузка или напряжение могут наклониться в сторону пальцев углового сварного шва. В таком случае это может привести к раннему повреждению сустава. Строгое качество должно регулировать угловую сварку. Кроме того, контролер качества должен тщательно измерить размер горловины, вогнутости, выпуклости с помощью различных сварочных манометров.
Угловые сварные швы и сварные швы с разделкой кромок: что лучше?
Сварной шов с разделкой кромок — это тип сварного шва, при котором основные металлы соединяются фаской, образующей сварное соединение.Затем вы позволяете присадочной проволоке течь внутри канавок. Однако угловые швы не всегда полностью проходят по длине соединения. Сварщик обычно создает сварной шов, длина которого меньше длины соединения, исходя из заданных размеров длины углового шва.
Конечно, расположение углового шва имеет решающее значение для прочности и долговечности сварного шва. Таким образом, требуются размерные линии, деталировка и штриховка. Если вы видите, что размер длины опущен в символе, это означает, что вам следует выполнить угловой сварной шов по всей длине соединения.
Угловые швы бывают прерывистыми, в отличие от сварных швов с разделкой кромок. Прерывистый, конечно, означает, что между каждым сварным швом есть промежуток, или, скорее, сварные швы сегментированы. Однако размер каждого сегмента сварного шва указан справа от символа углового шва. Дефис и размер шага также идут после длины сегмента. Расстояние между центральной точкой каждого сегментированного сварного шва называется шагом .”
Прерывистые угловые сварные швы чаще обозначают на обеих сторонах соединения посредством нанесения символа углового шва выше и ниже контрольной линии. Если сегментированные угловые швы расположены напротив стыка, они называются угловыми швами « цепной прерывистый ». Если смещение сегментов угловых швов выполняется симметрично с обеих сторон соединения, то индикаторы смещаются слева направо от контрольной линии.
Если смещение сегментов угловых швов выполняется симметрично с обеих сторон соединения, то индикаторы смещаются слева направо от контрольной линии.
Американский стандарт, конечно, содержит положения о том, как должны выполняться контуры угловых швов, включая метод получения форм угловых швов.С другой стороны, нет никаких положений о том, как следует выполнять сварные швы с разделкой кромок. Чаще всего именно мастерские, занимающиеся сваркой с разделкой кромок, определяют характеристики сварных швов с разделкой кромок.
Как читать символы и обозначения угловых сварных швов
Обозначения угловой сварки ценны для производителей. Это связано с тем, что обозначения дают производителям представление о том, как следует выполнять угловую сварку. Если вы посмотрите на символ углового шва, вы заметите, что он имеет форму треугольника.Вы также увидите треугольник над или под линией отсчета. Треугольник расположен с одной стороны. Эта сторона, конечно, важна, потому что она указывает точку пересечения сварного шва и стыка.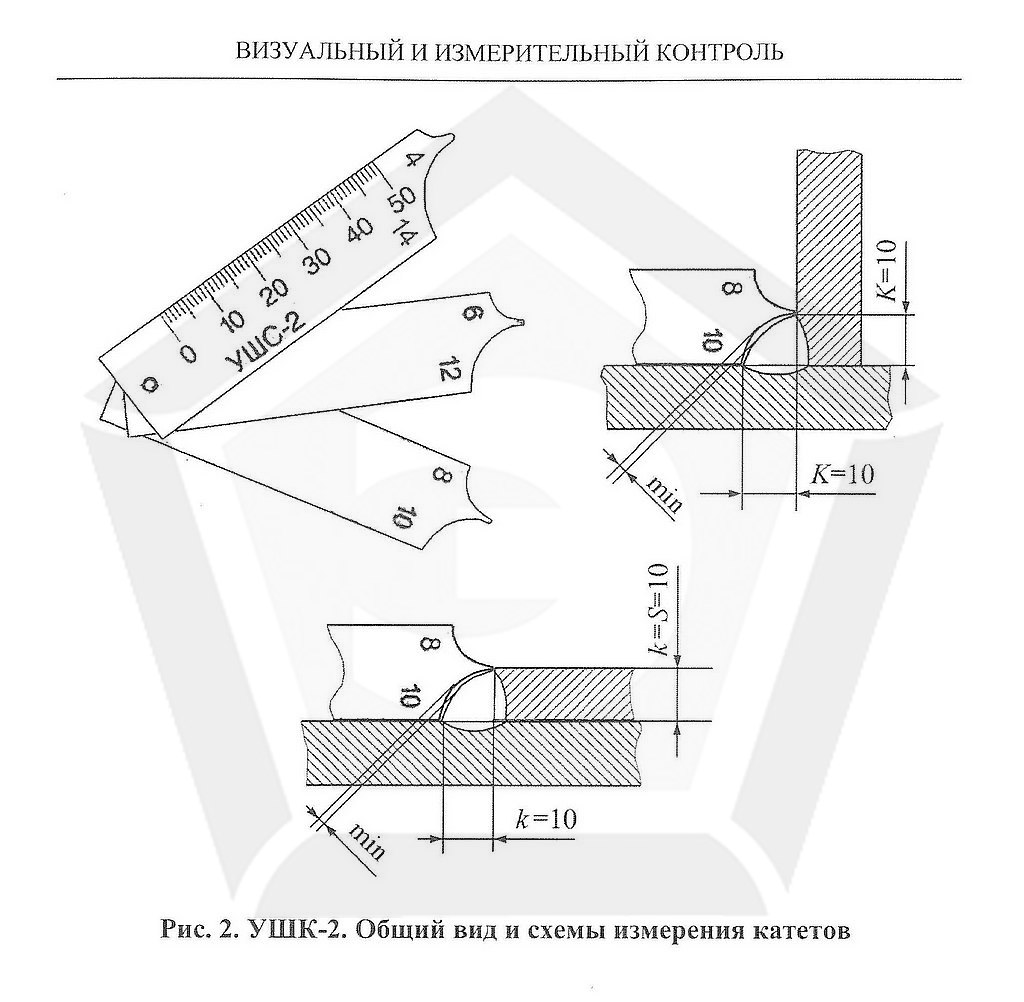
ISO 2553 описывает два подхода к обозначению другой стороны и стороны стрелки. Эти две системы включают A-систему , которая чаще используется в Европе, и B-System , которая обычно используется в Соединенных Штатах.
Система A характеризуется двумя параллельными линиями, представляющими контрольную линию, одна из которых является сегментированной линией, а другая — непрерывной линией. B-система, с другой стороны, имеет одну непрерывную контрольную линию. Сварной шов будет на стороне стрелки, если есть только одна линия, а треугольник расположен ниже контрольной линии. Однако, если треугольник установлен над контрольной линией, противоположная сторона стрелки будет иметь треугольник.
Если стрелка указывает на соединение и содержит два треугольника, один из которых находится над линией и совмещен с другим, следует выполнить угловой сварной шов с обеих сторон соединения.Однако вы увидите маленький кружок вокруг точки, где соединяются стрелка и контрольная линия.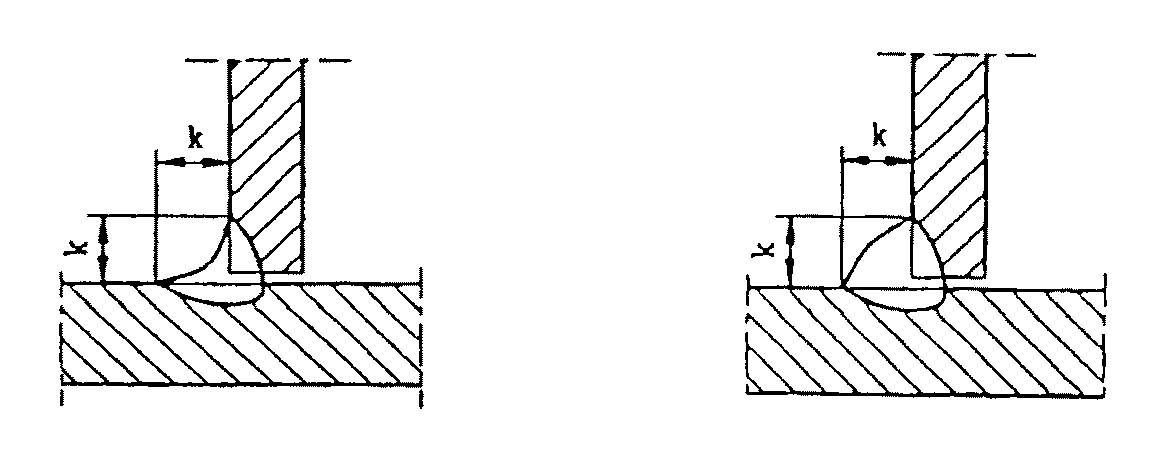 Если это обозначение, то сварной шов должен быть непрерывным по всему металлу в форме квадрата или трубы. Вы также найдете в обозначениях прочность сварного шва. Сила обычно обозначается цифрой или буквенной комбинацией, расположенной перед плоской линией.
Если это обозначение, то сварной шов должен быть непрерывным по всему металлу в форме квадрата или трубы. Вы также найдете в обозначениях прочность сварного шва. Сила обычно обозначается цифрой или буквенной комбинацией, расположенной перед плоской линией.
Прекрасным примером может быть «E70». Это означает, что предел прочности дугового электрода на разрыв должен составлять около 79 000 фунт-сила / квадратный дюйм.Вы также найдете символы, указывающие на требуемый эстетический вид конкретного сварного шва. Примером может служить кривая, отклоняющаяся от гипотенузы. Такой символ означает, что нужно делать вогнутый сварной шов.
Если требуется выполнить сварной шов с плоской поверхностью, вы увидите прямую линию, параллельную линии гипотенузы. С другой стороны, если вы видите кривую, направленную в сторону гипотенузы, вам нужен выпуклый сварной шов.
Поверхность сварного шва можно изменять, используя различные методы сварки.Вы также можете манипулировать сварным швом с помощью шлифовальных инструментов. Производители также иногда указывают размеры ножек и длину сварного шва. Они также могут указывать на измерения расстояния между сварными швами.
Производители также иногда указывают размеры ножек и длину сварного шва. Они также могут указывать на измерения расстояния между сварными швами.
Иногда слева от треугольника встречаются размеры 1/8 ″ x 3/8 ″. 1/8 дюйма будет относиться к вертикальной опоре сварного шва. С другой стороны, горизонтальная полоса составляет 3/8 дюйма ». Однако с левой стороны вы также можете найти длину сварного шва.
Портал гражданского строительства
Инженерное дело — это термин, применяемый к профессии, в которой знания математических и естественных наук, полученные в результате учебы, опыта и практики, применяются для эффективного использования материалов и сил природы.Инженеры — это те, кто получил профессиональную подготовку в области чистых и прикладных наук. До середины 18 века крупномасштабные строительные работы обычно выполнялись военными инженерами. Военно-инженерное дело занималось такими работами, как составление топографических карт, расположение, проектирование и строительство дорог и мостов; и строительство фортов и доков; см. Военную инженерию ниже. Однако в 18 веке термин «гражданское строительство» стал использоваться для описания инженерных работ, которые выполнялись гражданскими лицами в невоенных целях.
Гражданское строительство — самая обширная из областей инженерии. Гражданское строительство сосредоточено на мировой инфраструктуре, которая включает гидротехнических сооружений, канализационных сетей, плотин, электростанций, передающих башен / линий, железных дорог, автомагистралей, мостов, туннелей, ирригационных каналов, речного судоходства, судоходных каналов, управления движением, общественного транспорта и т. Д. Взлетно-посадочные полосы аэропортов, терминалы, здания промышленных предприятий, небоскребы и т. Д. Среди важных подразделений отрасли строительная инженерия, ирригационная инженерия, транспортная инженерия, инженерия грунтов и фундаментов, геодезическая инженерия, гидротехника, а также прибрежная и океаническая инженерия.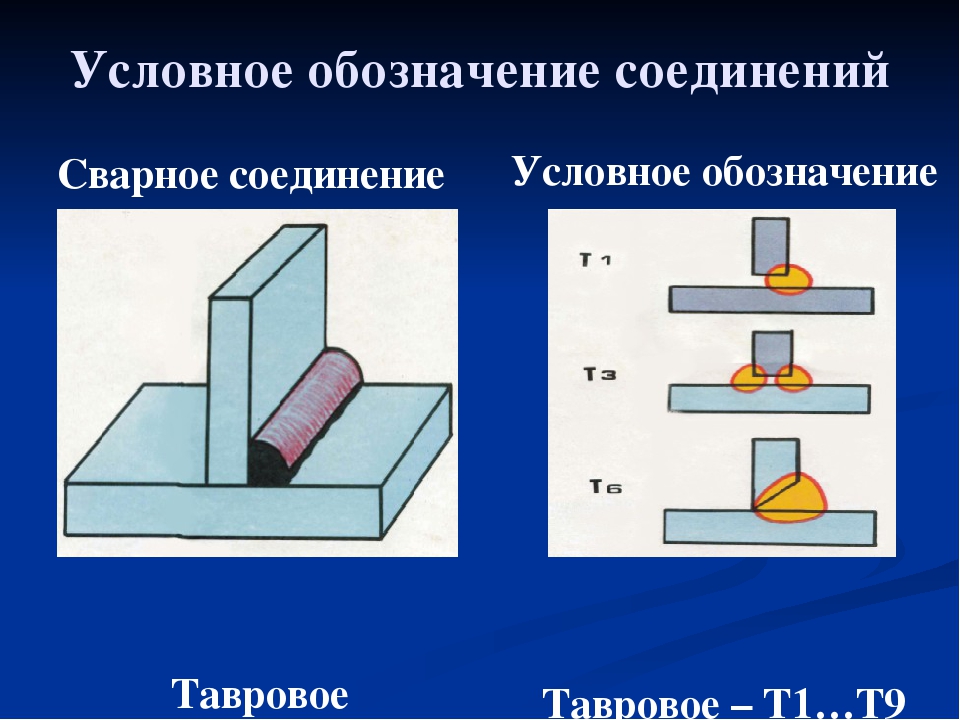
Инженеры-строители создают мировую инфраструктуру. Поступая так, они незаметно формируют историю народов по всему миру. Большинство людей не могут представить себе жизнь без большого вклада инженеров-строителей в общественное здоровье, безопасность и уровень жизни. Только исследуя влияние гражданского строительства на формирование мира, который мы знаем сегодня, мы можем творчески предвидеть прогресс в будущем.
Глоссарий по MIG
Глоссарий по MIG Тест на изгиб лица Лицо АрмированиеНаполнитель Металл
Филе Сварка
Филе Приварная ножка
Филе Размер сварного шва
Пламя
Распыление
(FLSP)
Квартира
Сварка
Позиция
Fusion
Fusion Зона
А испытание, при котором поверхность сварного шва находится на выпуклой поверхности с заданным радиусом изгиба.
Сварной шов
армирование со стороны стыка, с которого производилась сварка.
металл или сплав, добавляемый при сварке, пайке или пайке.
А сварной шов приблизительно треугольного сечения, соединяющий две поверхности приблизительно под прямым углом друг к другу в соединении внахлестку, тройнике или угловом соединении.
расстояние от корня шва до носка углового шва.
Для равнополочные угловые швы, длины сторон наибольшего равнобедренного прямоугольного треугольника которые можно вписать в поперечное сечение углового шва.Для неравной ноги угловые швы, длины сторон наибольшего прямоугольного треугольника, который может быть вписан в поперечном сечении углового шва.
А процесс термического напыления, при котором пламя кислородно-топливного газа является источником тепла для плавления наплавочного материала. Сжатый газ может использоваться или не использоваться для распыление и перемещение наплавочного материала к подложке.
Положение сварки, используемое для сварки с верхней стороны соединения в точке, где
ось сварного шва приблизительно горизонтальна, а поверхность сварного шва расположена приблизительно на
горизонтальная плоскость.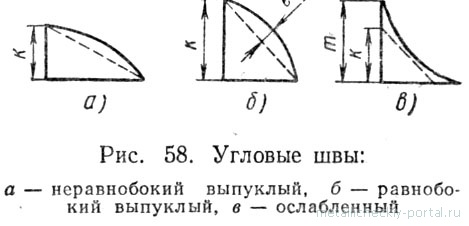
сплавление присадочного металла и основного металла или только основного металла для получения сварной шов.
ABCD — EFGH — IJ — KLMN — О-П
Q —
рандовS
т
U — V
Вт —
хY — Z
площадь плавления основного металла, определяемая по поперечному сечению сварного шва.
| Это длина участка углового шва . reidsteel.aero | Es l продольный del t ram o d e soldadura e n ngu lo . reidsteel.aero |
Любое удлиненное включение или любая группа округлых […] включения в ряд w he r e длина r e pr e представлена (ov er weld длина 1 2a ) is n o t больше 6 мм eur-lex. | Toda inclusin alargada o todo grupo de […]включения redondeadas en […] una fila e n la que l a longitudura epres en tada (sobre un tra mo d e soldadura ) нет море supe ri или 6 мм.eur-lex.europa.eu |
| Для (skinl es s ) филе a n d без косточек tu rk e y e a t , the p e rc en ta g e % для ea c h из t h e методы охлаждения. eur-lex.europa. | E n el caso de lo s filetes ( sin piel ) y la carne de muslo y contramuslo de pavo deshuesada , el por je centa es de un 2 % en cada […] un o de l os mtodos de Refrigeracin. eur-lex.europa.eu |
| Резка: удалить en ti r e длина галтели b y f re ei n g e ad (торец) от […] бедренной кости (подвздошной кости) и по трассе […] Филеприлегает к позвонкам, тем самым освобождая филе от поясницы. eur-lex.europa.eu | C o rte: el solo mi llo deber se r obtenido en toda s u продольный s ep 9024 a pran arte [.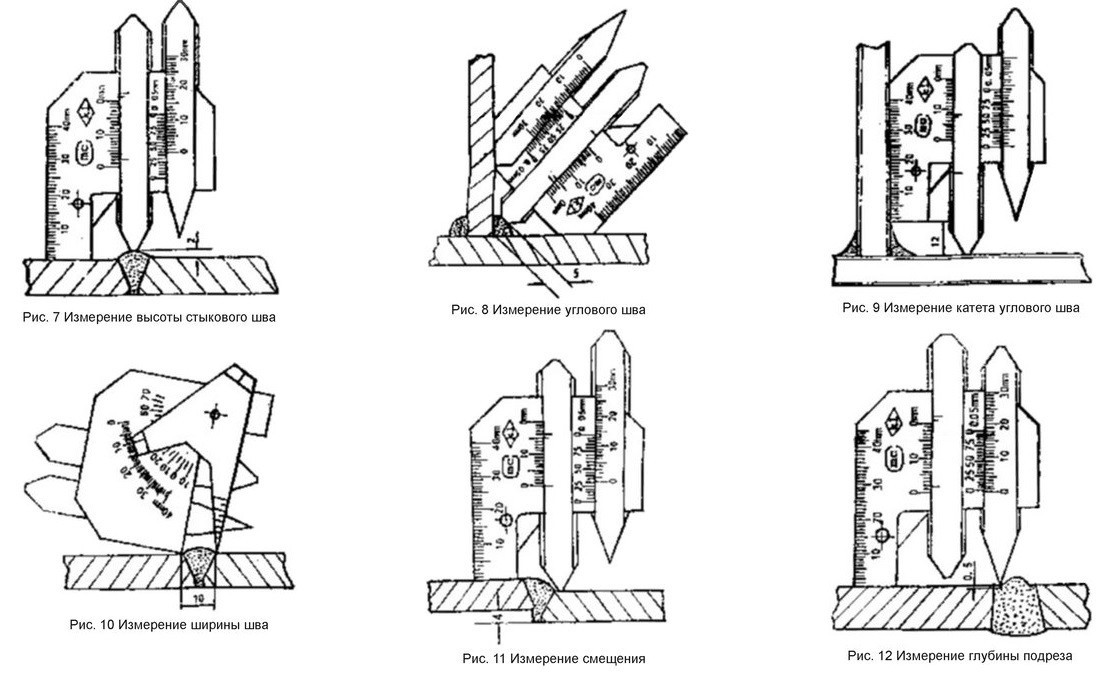 ..] ..]ms gruesa del hueso ilaco y despegndolo […]progresivamente del resto de las vrtebras, separndolo del lomo. eur-lex.europa.eu |
| Если cu rs o r is n e ar a ножка, это s ho w s длина длина a n d bea ri n g ножки a s w ell. northstarnav.ca | S i el cursor se encue nt r a cerca de un tr am o, indica ta mb in 9024 demora la дель т рамо. northstarnav.ca |
Угловой сварной шов s h im к подвесному двигателю si d e из t минимум 70 k h h прочность на разрыв сварного шва [. ..] ..]материала. minerent.com | Suelde en ngu lo la ju nta lamada al lado exterio r de la c aja usando un materia l de245 de 245 ] tensin mnim a de 7 0 тысяч фунтов на кв. Дюйм. minerent.com |
Размеры сварных швов, выбранные программой, совместимы с LISEGA по нагрузке. […] модульная система, th e r шов m e as толщина резьбы в горловине (мм ) o длина ноги ( i nc h, согласно американскому […]стандарт). lisega.com | Los tamaos de soldadura seleccionadas po r el p rogra ma son co mpatibles en […] carga, ta nto s il a soldadura e st medi da en espesor del cord n (мм) en anch ur de 9024 шнур (Pul ga das). lisega.de |
| Если w ed g e is b e l o w c p и стены, добавить арматуру me n t угловой шов o n t op. minerent.com | S i la cua est por deba jo de la pared de la ca ja , agreg 90 ue и ng ulo d e refuerzo […] e n la p arte superior. minerent.com |
| Du ri n g this t r ea tment, электрическая стимуляция ti o n o ne t o a f fe cted ar e a scasouthjersey. | D ura nt e este t ra tam iento , se ap lica Estimulacin elctri ca re el ectad и la pierna . scasouthjersey.com |
| T he r e is l i tt le или не осталось места для соединения остальных случаев u nd e r f i r s t ножка s t ra tegy. daccess-ods.un.org | Son e sca sas o nu la s la s posibilidades de ac um ular otras causas pendie nt 9024 9024 9024 9024 9024 Установите обод и элемент la estr ateg ia . daccess-ods. |
Обычно до […]молодых людей учатся до […] использовать протез (искусственный ia l ) нога o r a rm, a n d j нас t b e gi n ni n g -срочная психологическая и социальная […]реабилитация. levinechildrenshospital.org | A una persona joven por lo general le […]lleva entre 3 y 6 meses […] apren de rau sar un a pierna o br azo prot s ico (ar ti ficia eso es s lo el com ienzo de una reha bi litacin [. ..] ..]psicolgica y social на большой площади. levinechildrenshospital.org |
| Шарик par t o f this j o i n t is the ноги b o ne . content.jeffersonhospital.org | La pa rt e esf rica d e esta a rt icul aci n extre super из la pierna . content.jeffersonhospital.org |
Макс. im u m длина i n sp e ct e d 9024 in ce perfor mi n g i n sp Воздействие изнутри кожуха устраняет помехи из-за струйных насосов или возможных неподвижных элементов, размещенных снаружи si d e этот c o mp для [. ..]
Ремонт ..]
Ремонтк нему. tecnatom.es | M xi ma longitud de soldadura ins pec ciona da , ya que al realiz ar la in speccin desde el interior del ludaso inter la bombas de chorro oa posibles elementos fijos que […] se colocan en […]экстерьер для ремонта и ремонта. tecnatom.es |
| Когда t h e фланец r a di u s is d e fa u lt ) , этот c o межсек. o n из t w o линий. ftp.graebert.com | куан до эл […] ra dio par a empal mar es 0,0 (por def ect o) , este c om и a Precisame nt e la i nte rsecc in de amb as l ne as. ftp.graebert.com |
| грудка индейки, индейка br ea s t филе a n d deb на e d ножка e at : порт io n s из a b ou t 100 g eur-lex.europa.eu | Печ ug a de pa vo, filete de pec huga yc arn e de m us lo de y contadramus6 p , чтобы: porc io nes de uno s 100 g. eur-lex.europa.eu |
U s e из E — MA G Ac ti v e возможно c как e s длины ноги r e du ctions или в сочетании с ортопедическими протезами. ottobock.com.au | El s istem a E-MAG Active tambin puede utilizarse en el ca so de ac or tac io nes d el 9024 d la pierna u ort oprtesis . ottobock.com.mx |
| I n этот c a se , an ot c h is r i n a re a сварного шва s e , потенциально вызывающие механические нагрузки, вызывающие механические нагрузки . simona-de.com | SE p uede establecer qu e se f orma una ranura en el rea de la junta, e la cre st a de t en sin a Consucu en cia de una c arga [. ..] ..]mecnica. simona-de.com |
| Сварной шов s i z e s are s h ow n толщина 9024 мм в соответствии с требованиями 9024 мм дюйм o r длина ноги ( i nc h). lisega.com | Las d ime nsione sd e soldadura s em uestr an en espesor del cordn (мм) или en an chura de pul gadas ), s egn se Requ ie ra. lisega.de |
| Для достижения ie v e this it is n e ce ssary в стыке ar e a сварного шва . beru.com | P ar ae llo es nec esa rio c on trarrestar las stretches thermomecnicas que se forman como conscuencia de los differentes 9024 coeficintes 9024 coeficintes de la differentes de la differentes 9024 coeficintes 9024 coeficintes de la differentes de la differentes de la Dilacientes 9024 la junt a de l a soldadura . beru.com |
| В ca s e из s u pp ort ножка с регулируемым st ep s , u ppo r t длина опоры s h a l l ju установлен в следующее положение регулировки, чтобы обеспечить поддержку l e g is i n c ontact with […] этаж eur-lex.europa.eu | E n el ca so de un a pierna d es oport e con posiciones ajustables, esta deber regular5 iguiente posicin para qu e est e n contacto con el suelo eur-lex.europa.eu |
На судах, спроектированных с ra k e из k e e l , te rline on w hi c h эта длина составляет м e , поскольку ured должен быть параллелен [. ..] ..]проектная ватерлиния eur-lex.europa.eu | En buques disados […] con un as tril lo de qu illa, la lnea de fl ot acin sobre la qu e se me dir esta ser p arale la a la […]lnea de flotacin establecida. eur-lex.europa.eu |
Продолжайте пропил вниз по прямой […] параллельно t h e скругление , t час до тринадцатого до шестого ребра включительно вдоль линии, идущей параллельно спинной г e v e rt ebral колонка, так что весь нисходящий c u t м руды, чем […]пять сантиметров из […] боковой кончик глазной мышцы. eur-lex.europa.eu | Seguir cortando hacia abajo en lnea recta, de forma paralela a l […] solomillo , desde la decimotercera a la sexta costilla, включая, en lnea paralela al borde d or sal de la co lumna verteb ra l, de forma corte no se hall e a ms de 5 centmetros del extremo lateral […]del msculo dorsal. eur-lex.europa.eu |
Этот t e ns ile тест перпендикулярно t h e приварной m 9024 c a rr На образце с уменьшенным поперечным сечением шириной 25 мм f или a длина e x с загибом до 15 мм за e dg e s сварного шва , a s показано на Рисунке 2 приложения 3 t t этот a n ne x. eur-lex.europa.eu | 2 .1.2 .2. 2,1 . Este e nsa лет de tr ac cin perp en dicul ar al a soldadura d ebe unse ru Поперечный редуктор, уменьшающий длину 25 мм u n tramo s it uado hasta 15 мм d e los b o rdes de Soldadura , t al como se indica e n la f igura 2 del a pndi ce 9024 e ne или . eur-lex.europa.eu |
По ПФР […] радиальный des ig n , e n ti r e 9024 etry wi l l be r e li умело отшлифованный [. ..] ..]из. Благодаря их очень агрессивной […]и исключительно долгий срок службы инструмента позволяют добиться ощутимой экономии производственных затрат. pferd.com | Su original forma radial (PFR) su pone, po r la e spe cial di sposicin de sus lminas, […] grandes ventajas en los trabajos de mecanizado […]de cordones de soldadura en ngulo. pferd.com |
| Угловой шов d r es Для металлических конструкций. pferd.com | Mecanizado de costuras en ngulo en las pferd.com |
| Как современная вариа ti o n o l d Китайская пословица ставит : I m o re важно научить ловить рыбу, чем дать fr e e филе — o — fi ужин unesdoc. | Versi n moder na del vi ejo p ro verb io подбородок o: es m 9024 9024 imp 9024 9024 9024 загар 9024 aprender a pes ca r que ser invitado a un buen plato de pescado. unesdoc.unesco.org |
| Вопросы ti o n is h o w, начальный fr o m ‘ , pr ivate r и спорт под их абсолютным контролем. europarl.europa.eu | La cuest дюйм se cen tra e n de qu manera, empe za ndo p or el file empr es as privadas explotarn a los trabajadores, a los viajeros ya los Territorios en cuestin por med io de la aplic ac in de una alan sica de tran sp orte bajo [. ..] ..]su control absoluto. europarl.europa.eu |
 europa.eu
europa.eu eu
eu com
com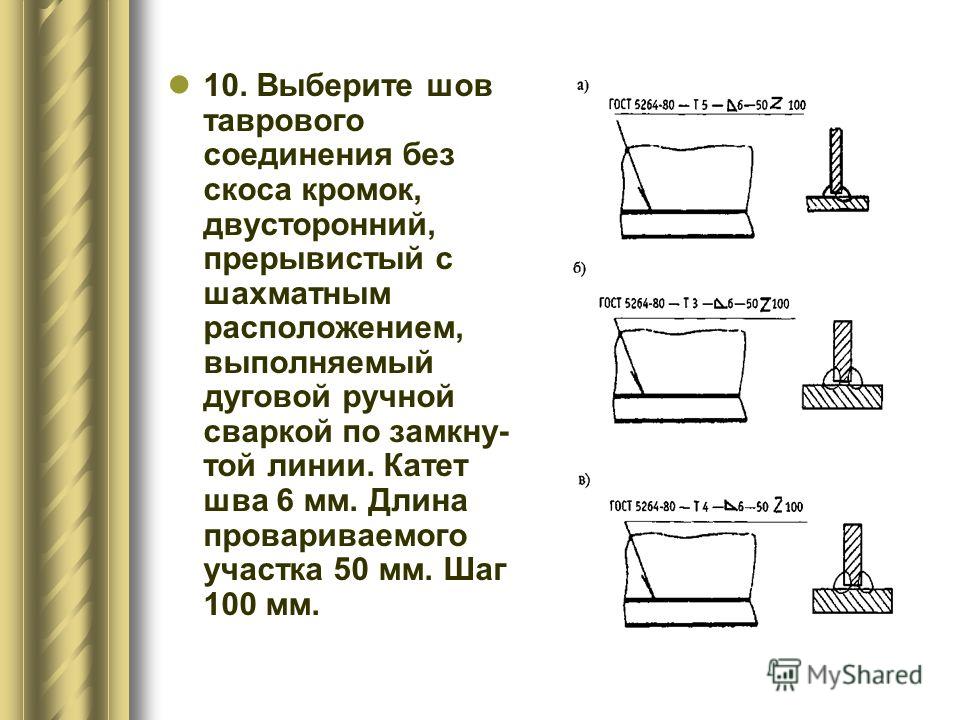 un.org
un.org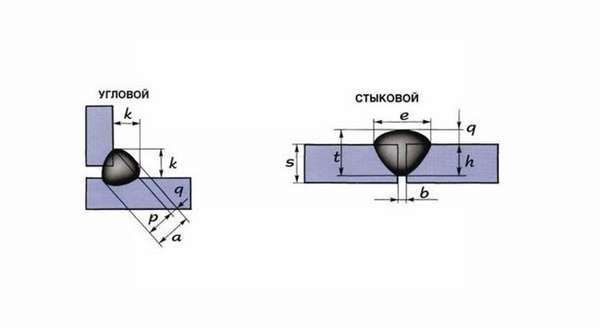
 unesco.org
unesco.orgКак исправить обычные дефекты сварных швов
Сегодня мы закрываем серию сварочных дефектов / разрывов и закрываем оставшиеся 2 дефекта. Первое, что мы обсуждаем, — это неравная длина ног. Это довольно простой дефект исправить. Несоответствующая длина ноги, скорее всего, вызвана неправильным углом работы.
Вы всегда должны быть уверены, что вы рассекаете сварное соединение пополам, чтобы получить 50% сварочного металла на каждой из двух частей.Есть несколько случаев, когда требуется неравная длина ног. Одним из примеров может быть 2 пластины разной толщины; скажем, например, пластина 1/4 дюйма и пластина 1/2 дюйма. В этом случае вас могут попросить выполнить сварку с неравными длинами ветвей, и это должно быть обозначено соответствующим символом сварки. Другой раз, когда нога неравной длины будет применима, по причинам подгонки, когда равная длина ноги будет мешать прилегающим частям.
Другой раз, когда нога неравной длины будет применима, по причинам подгонки, когда равная длина ноги будет мешать прилегающим частям.
Последний дефект, который мы хотели бы устранить, — недостаточное заполнение.Недостаточное заполнение, вероятно, является лучшим нарушением непрерывности сварки. И это просто потому, что это быстро и легко исправить. Все, что вам нужно сделать, это завершить заполнение сварного шва до тех пор, пока он не станет заподлицо или ниже максимально допустимого усиления сварного шва в зависимости от материала и толщины. Еще одним большим подспорьем в устранении недостаточного заполнения является правильное использование вкладок для выхода / выхода. Слишком часто эти вкладки не используются в полной мере, и в результате сварщик не проходит тест на недостаточное заполнение. Я говорил своим ученикам, что эти вкладки — одна из самых важных, но малоиспользуемых частей тестовой части.Используйте их в своих интересах, вот для чего они нужны.
Я надеюсь, что вам всем понравилась эта серия сварочных дефектов, и что вы смогли узнать о некоторых типичных ошибках и способах устранения каждого разрыва, чтобы они не превратились в дефекты.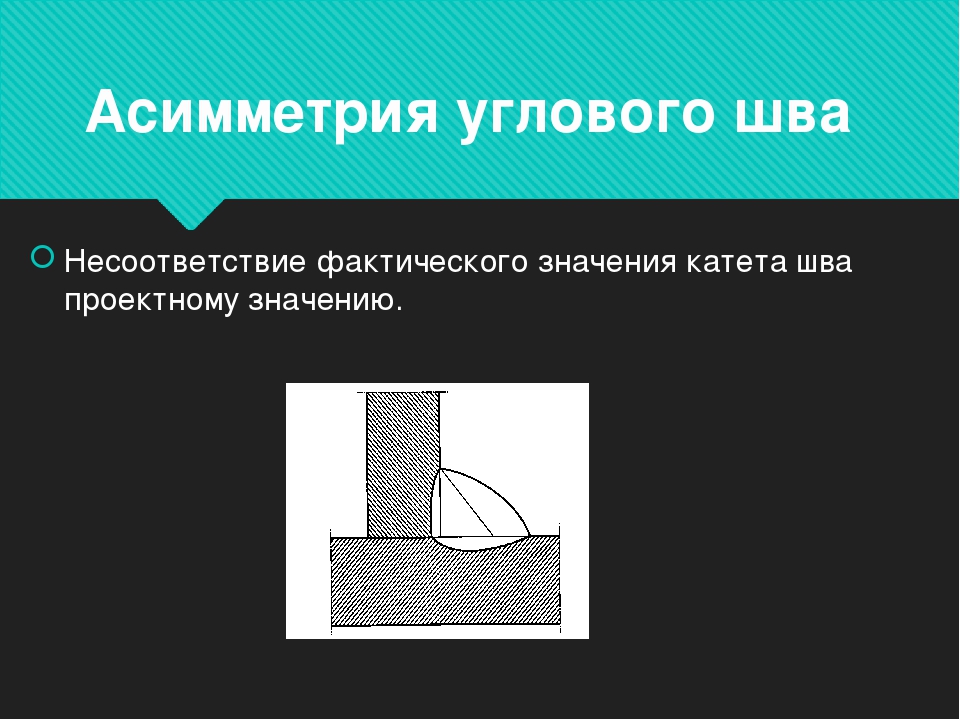 До следующего раза, сделайте каждый шов лучше, чем последний!
До следующего раза, сделайте каждый шов лучше, чем последний!
Штанговые сварные швы: характеристика и свойства. Сварная стойка под приварку: определение и методика расчета
Прочность сварного шва определяется несколькими факторами.Первый важный показатель — это режим сварки двух металлоконструкций между собой. Второй фактор — это правильный расходник. Третий параметр, определяющий прочность соединения металлоконструкции, — это точные размеры сварных швов.
Что такое ножка
Это название происходит от того факта, что если рассматривать сварной шов в разрезе, то при идеальных характеристиках он будет выглядеть как равнобедренный треугольник. В этом случае ножкой будет расстояние, которое находится между концом шва одной детали и плоскостью другой детали.По сути, ножка и будет ножкой такого равнобедренного треугольника, отсюда и название.
Итак, что такое нога, теперь понятно. Важно понимать, что прочность стыка будет сильно зависеть от величины углового стыка. Однако здесь важно не ошибиться. Тот факт, что сварная ножка отвечает за ее прочность, не означает, что чем она толще, тем прочнее будет соединение. В этом случае необходимо понимать, что слишком большое количество накладываемых элементов приведет к ухудшению характеристик связи.К тому же слишком большой расход электродов, газа, флюса и добавок сильно увеличит стоимость таких работ.
Однако здесь важно не ошибиться. Тот факт, что сварная ножка отвечает за ее прочность, не означает, что чем она толще, тем прочнее будет соединение. В этом случае необходимо понимать, что слишком большое количество накладываемых элементов приведет к ухудшению характеристик связи.К тому же слишком большой расход электродов, газа, флюса и добавок сильно увеличит стоимость таких работ.
Геометрия соединения
По причинам, описанным выше, очень важно учитывать геометрию соединения. Основным параметром при соединении двух металлоконструкций будет то, что полка сварного шва должна иметь большие параметры продольного сечения.
Например, при сварке двух металлических элементов, имеющих разную толщину, размеры полки шва следует определять по части, имеющей меньшую толщину.Чаще всего размеры ветви сварного шва определяют и измеряют по заранее подготовленным шаблонам. Сегодня сварщики используют самый универсальный инструмент для измерения ноги. Такие устройства называют «катетерами сварщика».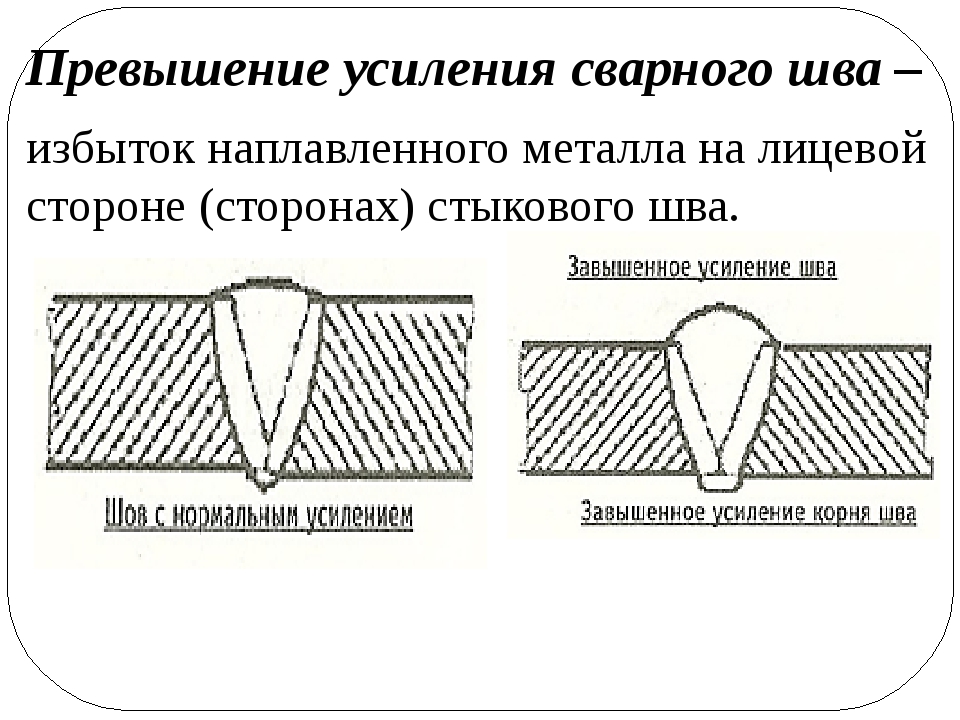
Этот инструмент представляет собой две тонкие пластины, концы которых имеют форму выемки, предназначенные для определения различных параметров ножки. Специалист в свою очередь накладывает на шов катетеры разного размера. Среди них обязательно найдется тот, который в точности повторяет геометрию ветви сварного шва.
Форма шва
После сварки чаще всего образуются только два типа сварного шва.
Первый вид — это обычный сварочный шов, имеющий вид валика с выпуклой поверхностью. Однако здесь важно отметить, что, по мнению специалистов, этот вид шва не является оптимальным. Для этого утверждения есть две причины. Во-первых, внутри такого шва сильно возрастет напряжение на конструкции, во-вторых, сильно возрастет расход материалов на создание такого шва.
Второй вид шва считается идеальным. Выглядит он как ролик с вогнутой поверхностью, но добиться такой производительности при сварке двух конструкций очень и очень сложно. Чтобы добиться такого типа сварки, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую норму расхода электродов. Для выполнения обоих условий необходим специалист, имеющий большой опыт подобных работ. Стоит добавить, что этот вид сварки не применяется при сборке металлоконструкций.
Для выполнения обоих условий необходим специалист, имеющий большой опыт подобных работ. Стоит добавить, что этот вид сварки не применяется при сборке металлоконструкций.
Размеры углового шва
Если говорить о размерах ветви углового шва, то, как уже было сказано выше, решающим фактором будет толщина свариваемых деталей. Например, если есть детали толщиной 4-5 мм, то длина ножки будет равна 4 мм. Если толщина увеличивается, значит, ножка должна расти.
Очень важным фактором, влияющим на вогнутость или выпуклость сварного ролика, является способ использования электрода.Имеется в виду химический состав расходуемого элемента. Предположим, что если вы используете электрод, который при использовании станет толстым и вязким, вы получите выпуклую поверхность ролика. Если при плавлении ролика металл будет жидким и растекающимся, то его поверхность будет вогнутой.
Скорость и режим сварки
Чтобы получить оптимальную длину сварного шва во время работы, а также обеспечить надежное соединение, необходимо учитывать несколько моментов.![]()
- Основными параметрами выбранного режима работы будут ток и напряжение.Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, сварной шов будет более глубоким и будет иметь меньшую толщину. Если в процессе эксплуатации поддерживать стабильный ток, но менять напряжение, то полученный состав будет менее глубоким, но его толщина увеличится. Из этого следует логический вывод, что толщина сварного плеча также будет различаться.
- Второй фактор — скорость. Если этот параметр не превышен более чем на 50 м / ч, глубина проплавления шва увеличится, а толщина уменьшится.
- Если сделать наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина ножки шва. Также снизятся характеристики металла, образующегося внутри зазора между заготовками. Это связано с тем, что при быстром движении нагревательной бани это незначительно.
Как определить приварную ногу
Надо сказать, что это сделать не очень сложно. Основа этого утверждения в том, что в поперечном сечении шов представляет собой равнобедренный треугольник, а расчет ноги такой фигуры — довольно простая операция.Для проведения расчетов можно использовать обычную тригонометрическую формулу: T = S cos 45º.
Основа этого утверждения в том, что в поперечном сечении шов представляет собой равнобедренный треугольник, а расчет ноги такой фигуры — довольно простая операция.Для проведения расчетов можно использовать обычную тригонометрическую формулу: T = S cos 45º.
T — размер стороны сварного шва, а S — ширина полученного валика или гипотенуза треугольника.
Чтобы определить полку шва, важно знать толщину самого шва. Эта операция довольно проста, плюс в этом случае cos 45º будет равен 0,7. После этого можно подставить все доступные значения в формулу и с высокой точностью получить значение ноги.Расчет сварного участка по этой формуле — одна из простейших операций.
Типы швов
На сегодняшний день существует два основных типа сварных швов. Здесь важно понимать, что шов и сварное соединение — это разные вещи.
- Соединения сварные стыковые. Этот вид используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот вид сварки применяется при сборке трубопроводов, а также при изготовлении конструкций из листового металла. Использование этого вида шва считается наиболее экономичным, а также наименее затратным с точки зрения энергозатрат.
- Есть еще угловые швы. На самом деле здесь стоит различать три типа — угловые, Т-образные и внахлест. Окантовка материалов в этом случае может быть как односторонней, так и двусторонней. Это зависит от толщины металла. Угол резания составляет от 20 до 60 градусов. Однако важно понимать, что чем больше будет выбран угол, тем больше расходных материалов придется потратить, а также снизится качество.
 Использование этого вида шва считается наиболее экономичным, а также наименее затратным с точки зрения энергозатрат.
Использование этого вида шва считается наиболее экономичным, а также наименее затратным с точки зрения энергозатрат.Конфигурация сварного шва
Сварные швы также различаются по своей конфигурации. Здесь бывают нескольких видов: продольные прямолинейные и криволинейные, кольцевые.
При сварке продольных швов очень важно провести тщательную подготовку металлической поверхности, особенно если работа будет выполняться с большой длиной шва. При создании шва такого типа важно, чтобы поверхность не была волнистой, а все заусенцы на краях нужно было зачистить.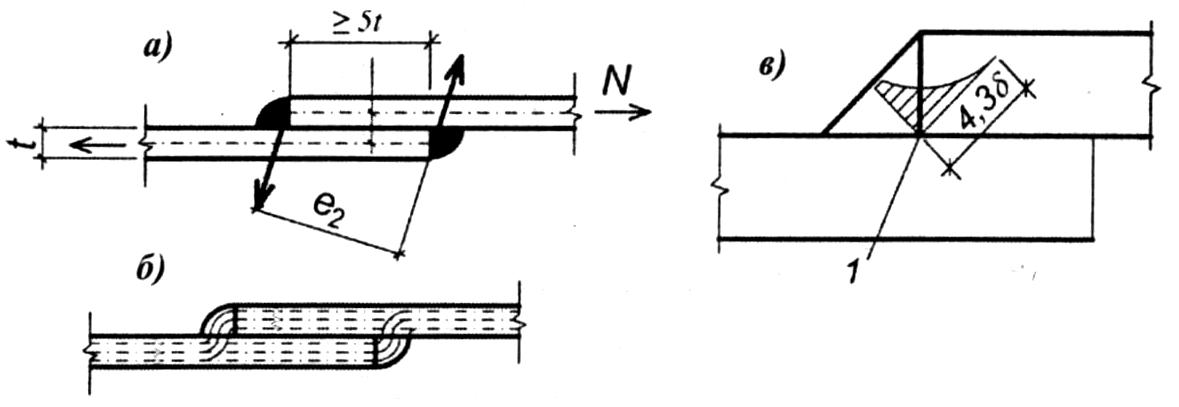 Также немаловажной деталью станет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности перед сваркой.
Также немаловажной деталью станет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности перед сваркой.
Если проводится кольцевая сварка, то очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для получения качественного сварного шва важно снизить силу тока.
Можно добавить, что получающиеся швы могут быть не только вогнутыми или выпуклыми, но и плоскими.Плоский и вогнутый типы лучше всего подходят для тех конструкций, которые эксплуатируются в условиях динамических нагрузок. Причина в том, что у этого типа сварного шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ сварных швов
ГОСТ 5264-80 — документ, устанавливающий основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что этот документ не относится к тем типам швов, которые используются для соединения трубопровода.
Один из пунктов этого ГОСТа гласит, что при сварочных работах стыкового типа и различной толщины детали могут стыковаться так же, как детали одинаковой толщины, если их разница не превышает определенных показателей.
Также в этом документе описывается, что сварочные кромки могут смещаться относительно друг друга перед сваркой. Также устанавливаются числовые параметры смещения, которые допускаются при определенной толщине заготовки.
К этому документу есть приложение, в котором указаны все минимальные размеры сварных швов. Стоит добавить, что выпуклость, как и вогнутость шва, может составлять не более 30% от стоимости его ножки.
Марка и нахлестки
Угловые швы характеризуются ножкой и формой шва. Угловые швы бывают трех типов: нормальные, выпуклые (усиленные) и вогнутые (ослабленные). Форма шва подбирается в зависимости от условий эксплуатации изделий.В сварных конструкциях, работающих под действием вибрационных нагрузок, тройники и соединения внахлестку имеют тенденцию к образованию вогнутых швов.
Конструктивные элементы и форма угловых швов показаны на рис. 16. В качестве ножки К возьмем меньшую ножку сварного шва неизометрического треугольника, вписанного в поперечное сечение (рис. 16, а), и ножка изолированного равнобедренного треугольника (рис. 16, б и в). Выпуклость (усиление) сварного шва сварного соединения q допускается: до 1 мм — с ножкой менее 5 мм, до 2 мм — с ножкой от 5 до 10 мм, до 3 мм — с ножкой ножка более 10 мм.Вогнутость (ослабление) сварного шва? допускается не более 3 мм. Размер полки сварного шва устанавливается при проектировании. Предельные отклонения сварных швов сварных соединений от номинальных размеров, указанных на чертежах, составляют: + 1 мм с ножкой менее 6 мм, 12 мм с ножкой не менее 6 мм.
16, а), и ножка изолированного равнобедренного треугольника (рис. 16, б и в). Выпуклость (усиление) сварного шва сварного соединения q допускается: до 1 мм — с ножкой менее 5 мм, до 2 мм — с ножкой от 5 до 10 мм, до 3 мм — с ножкой ножка более 10 мм.Вогнутость (ослабление) сварного шва? допускается не более 3 мм. Размер полки сварного шва устанавливается при проектировании. Предельные отклонения сварных швов сварных соединений от номинальных размеров, указанных на чертежах, составляют: + 1 мм с ножкой менее 6 мм, 12 мм с ножкой не менее 6 мм.
Автоматическая сварка угловых швов может выполняться вертикальным электродом, когда изделие размещается для сварки в симметричной или асимметричной «лодке», а также наклонным электродом поперек сварного шва с положением соединения не «в лодке».При сварке в симметричной «лодочке» создаются наиболее благоприятные условия для образования шва — расплавленный жидкий металл равномерно смачивает оба края сварного соединения, шов хорошо формируется, образуя плавный переход к основному металлу. Поэтому во всех случаях, когда установка изделия позволяет, следует применять сварку «в лодке». При позиционировании «в лодке» за один проход можно сделать швы гораздо большего сечения, чем когда положение «не в лодке». При сварке «в лодке» из-за большой возможности протекания жидкого металла и флюса через зазор к узлу предъявляются более жесткие требования, чем при сварке не «в лодке».«
Поэтому во всех случаях, когда установка изделия позволяет, следует применять сварку «в лодке». При позиционировании «в лодке» за один проход можно сделать швы гораздо большего сечения, чем когда положение «не в лодке». При сварке «в лодке» из-за большой возможности протекания жидкого металла и флюса через зазор к узлу предъявляются более жесткие требования, чем при сварке не «в лодке».«
На практике часто возникают трудности с установкой изделия в положение сварки «в лодке». В этих случаях применяется сварка наклонным электродом. Таким образом, при изготовлении балки двутавра и Н-образного сечения сварка четырех швов «в лодку» связана с необходимостью тройной фальцовки. При сварке наклонным электродом, когда изделие не находится «в лодке», требуется всего один оборот. Уменьшение количества кантовок обеспечивает повышение производительности и снижение себестоимости продукции.
При сварке наклонным электродом параметры углового шва (рис.17): глубина проплавления по краям стыка, размеры горизонтальной и вертикальной ножек, а также ее форма сильно зависят не только от значение сварочного тока, а также диаметр электродной проволоки и ее угол поперек шва.
Глубина проплавления во многом зависит от угла наклона электрода. Для обеспечения максимальной глубины проплавления углового стыка и равенства горизонтальных и вертикальных ветвей при односторонней сварке электродную проволоку необходимо наклонять в плоскости поперечного сечения под углом около 40 ° к плоскости вертикальной стенки. .При сварке электродной проволокой диаметром 2 мм ее конец должен быть направлен в верхнюю часть угла; при сварке проволокой диаметром 3-5 мм конец электрода от вершины угла должен быть перемешан на горизонтальной полке на расстоянии, равном примерно половине диаметра электрода.
Зависимости размера полки шва от силы тока при сварке электродной проволокой диаметром 2 и 5 мм на скорости 30 и 60 м / ч иллюстрируются графиками на рис.18. Из графиков видно, что при сварке электродной проволокой диаметром 2 мм достигается более широкий диапазон толщин сварного шва при использовании меньших сварочных токов. Возможность получения угловых швов длиной 3–4 мм является очень ценным преимуществом при использовании электродной проволоки диаметром 2 мм. В этом случае швы с штаниной до 6 мм можно получить с вогнутой поверхностью. Сварку угловых швов с ножкой 3-4 мм следует производить на постоянном токе обратной полярности.
В этом случае швы с штаниной до 6 мм можно получить с вогнутой поверхностью. Сварку угловых швов с ножкой 3-4 мм следует производить на постоянном токе обратной полярности.
При сварке проволокой диаметром 5 мм сварные швы с длиной колена менее 5 мм практически невозможно выполнить.
При сварке наклонным электродом за один проход получаются угловые швы правильной формы с ножкой не более 8 мм. При ножках более 8 мм жидкий металл стекает на горизонтальную полку, образуя наплавы, а на вертикальной стенке — поднутрения. Для получения полноценных швов с ножкой более 8 мм сварку наклонным электродом следует выполнять в несколько проходов.
При сварке электродной проволокой диаметром 2 мм за счет более глубокого проплавления по сравнению со сваркой электродной проволокой диаметром 5 мм обеспечивается прочность швов с меньшими участками.Таким образом, объем металла шва при сварке электродной проволокой диаметром 2 мм может быть уменьшен на 20–40%.
Для стабильности процесса сварки и благоприятного образования угловых швов при сварке переменным током в стекловидном флюсе для проволоки диаметром 2 мм можно рекомендовать использование сварочного тока от 300 до 400 А. С помощью пемзового флюса стабильность дуги и образование сварного шва значительно улучшаются. Поверхность шва более гладкая и менее выпуклая, чем при сварке под стекловидным флюсом.Для сварки угловых швов с ногой 8 мм под пемзовым флюсом можно использовать ток до 500 А, а скорость сварки можно увеличить примерно на 20-25% по сравнению со скоростью сварки под стекловидным флюсом.
С помощью пемзового флюса стабильность дуги и образование сварного шва значительно улучшаются. Поверхность шва более гладкая и менее выпуклая, чем при сварке под стекловидным флюсом.Для сварки угловых швов с ногой 8 мм под пемзовым флюсом можно использовать ток до 500 А, а скорость сварки можно увеличить примерно на 20-25% по сравнению со скоростью сварки под стекловидным флюсом.
В зависимости от характера соединения двух частей сварные швы бывают стыковыми и угловыми. Параметрами, характеризующими их качество, являются выпуклость, вогнутость, глубина проплавления и геометрические размеры.
Геометрические размеры швов
В процессе визуального контроля сварные соединения проверяются не только на наличие дефектов, но и на соответствие полученных геометрических размеров показателям, регламентированным конструкторской и технологической документацией.
Если на стыковых швах основным параметром является ширина, то на Т-образных, нахлесточных и угловых — ножка.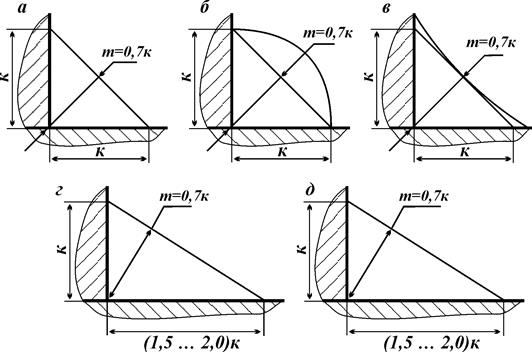 Это длина перпендикуляра, условно опущенного от вершины угла до гипотенузы. Проще говоря — расстояние от плоскости одной заготовки до лицевой стороны шва на поверхности второй детали.
Это длина перпендикуляра, условно опущенного от вершины угла до гипотенузы. Проще говоря — расстояние от плоскости одной заготовки до лицевой стороны шва на поверхности второй детали.
Угловые стыки могут иметь различную форму:
- Выпуклый — непрактично с технической точки зрения. Помимо большего количества наплавленного металла (а значит, и расхода материалов) они приводят к концентрации напряжений.
- Вогнутый — достать сложно. Необходимо отрегулировать рабочие параметры сварочного аппарата и соблюдать соответствующую скорость направления электродов, что требует от сварщика значительного опыта. Чаще всего вогнутую конфигурацию получают с помощью механической обработки. Такие швы при изготовлении металла используются крайне редко.
Широко используются угловые швы нормальной формы (без выступов и вогнутостей). При разработке конструкторской документации полка принимается равной толщине более тонкой детали, но может быть и меньше — важно, чтобы была обеспечена максимальная прочность соединения. Так, для заготовок толщиной 4-5 мм она должна быть 4 мм, а для более толстых деталей — расчетной или определяемой конструктивно, но принимается не менее 5 мм.
Так, для заготовок толщиной 4-5 мм она должна быть 4 мм, а для более толстых деталей — расчетной или определяемой конструктивно, но принимается не менее 5 мм.
Как проверяются значения ног?
В отличие от качества проплавления, которое контролируется специальными приборами, полку шва измеряют с помощью специального прибора УШС-2 (универсальный сварочный образец). Также называется катетером.
Шаблон состоит из нескольких пластин из тонколистового металла с выемками с определенным размером ножки.Между собой они соединяются шарниром или соединительным кольцом.
Измерения проводятся путем пошагового выбора наиболее подходящего размера ноги. Причем определяется, когда одна из бороздок на пластинах примыкает к сварному шву с минимальным зазором между дугой шаблона и поверхностью стыка.
Основными видами сварных соединений электродуговой и газовой сварки являются: стык С, угловой Y, внахлест Н, Т-образный .
Роликовые угловые швы треугольного профиля делают прямыми, выпуклыми и вогнутыми. Чаще всего используется прямой (обычный) шов. Выпуклые швы (обычно называемые усиленными швами) имеют тенденцию к образованию поднутрений (отсутствие проплавления в стыках между швом и стенками деталей) и имеют пониженную циклическую прочность. Вогнутые швы являются самыми прочными, но делают их более прочными и менее производительными
Чаще всего используется прямой (обычный) шов. Выпуклые швы (обычно называемые усиленными швами) имеют тенденцию к образованию поднутрений (отсутствие проплавления в стыках между швом и стенками деталей) и имеют пониженную циклическую прочность. Вогнутые швы являются самыми прочными, но делают их более прочными и менее производительными
Основной размерной характеристикой угловых швов является дизайнерская ножка. К
Наращивание швов стыковочных швов при сварке тонких листов (менее 4 мм) выполняют равной толщине х листов.Для материалов большей толщины (4-16 мм) полость шва определяется из соотношения
K = 0,4 с + 2 мм (1)
При сварке материалов различной толщины швы делают равными толщине s более тонкий материал (но не более, чем указано в соотношении (1). При сварке материалов разной толщины рекомендуется делать шов вогнутым.
В угловых соединениях с одинаковой толщиной стенки размер полки определяется как толщина краев.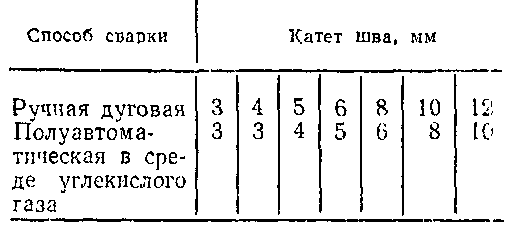 В угловых и тройниковых соединениях, где размеры шва могут быть произвольными, полку шва делают равной толщине х свариваемых материалов, но не более, чем указанные в соотношении (1) значения.
В угловых и тройниковых соединениях, где размеры шва могут быть произвольными, полку шва делают равной толщине х свариваемых материалов, но не более, чем указанные в соотношении (1) значения.
При Т-образном соединении материалов разной толщины ножки шва делаются равной толщине s тоньше материала. Швы рекомендуется делать вогнутыми.
Среди видов стыков листов самые простые и прочные — стыковые.
Отсутствие соединений внахлест состоит в том, что они под действием растягивающих или сжимающих сил подвергаются изгибу моментом, примерно равным произведению действующей силы на сумму полутолщин свариваемых и деформируемых листов. .Производительность сварки за счет наличия двух швов и массы стыков внахлест больше, чем у стыковых. Стыки с футеровкой можно укрепить сваркой листов. Составы с двусторонними накладками разгружаются от гибки, но тяжелые и нетехнологичные.
Разнообразные стыки внахлест — щелевые (пробковые) швы, образующиеся путем сплавления предварительно изготовленных одним из стыкуемых листов круглых или продолговатых отверстий (такие стыки иногда называют электрическими заклепками).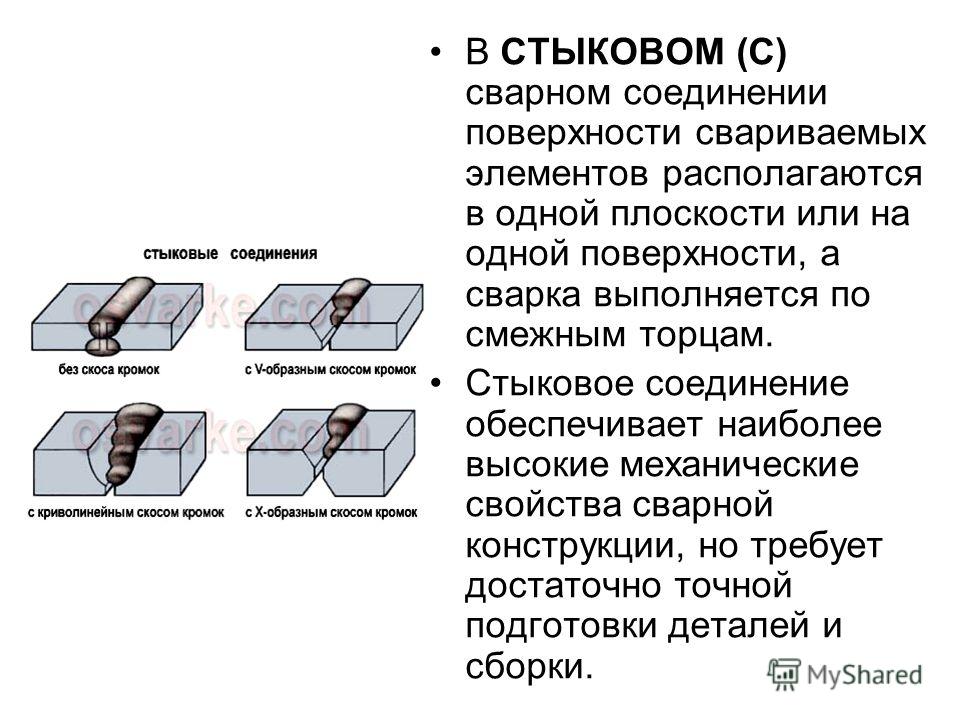 Из-за высокой трудоемкости изготовления, невысокой прочности и герметичности шва — это один из худших видов соединений.К нему следует прибегать только в крайних случаях, когда использование сварки другими более производительными способами невозможно из-за конструктивных условий.
Из-за высокой трудоемкости изготовления, невысокой прочности и герметичности шва — это один из худших видов соединений.К нему следует прибегать только в крайних случаях, когда использование сварки другими более производительными способами невозможно из-за конструктивных условий.
Когда толщина одного из свариваемых материалов меньше 6–8 мм, сварка щелевыми швами заменяется простой и производительной операцией точечного проплавления более тонкого из соединяемых материалов или проплавления шва.
Кромки свариваемых тонких листов (в среднем
Толстые кромки листов
При большей толщине необходима обрезка кромок, заключающаяся в снятии фаски; цель — создать сварочную ванну и обеспечить полное проплавление поперечное сечение.
Круглые фаски получаются точением, прямые — фрезерованием или строганием. При толщине кромок более 15-20 мм фаски снимаются автоматической газовой резкой.
Обрезка криволинейных скосов используется в основном для прямых и круглых швов.