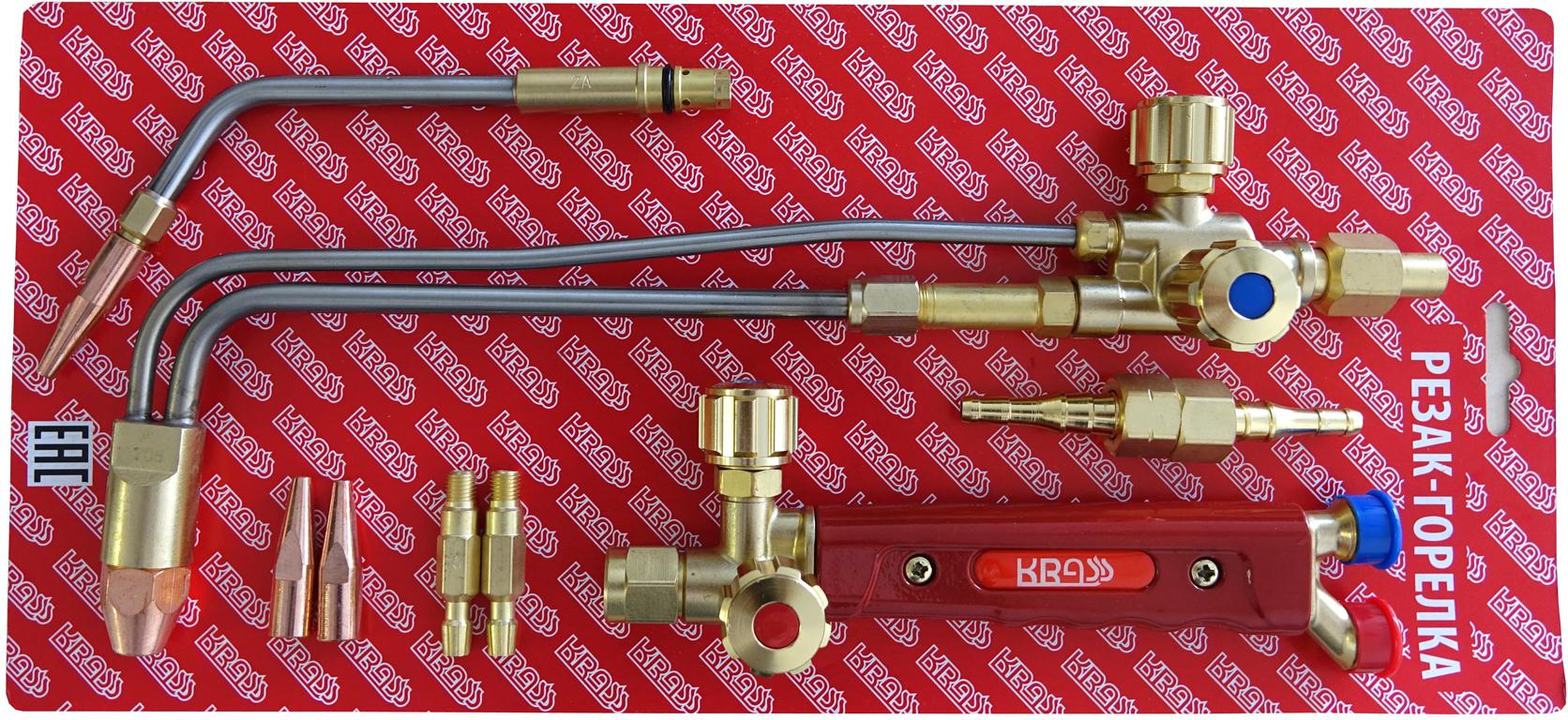
Новая линейка редукторов, резаков, горелок. Все для сварки
Кислород
Газообразный технический и медицинский кислород 02 должен быть изготовлен в соответствии с требованиями ГОСТ 5583 (ИСО 2046-73) «Кислород газообразный технический и медицинский. Технические условия» по технологическим регламентам, утвержденным в установленном порядке.
ГОСТ 5583-78 распространяется на технический и медицинский газообразный кислород, получаемый из атмосферного воздуха способом низкотемпературной ректификации’, а также на технический газообразный кислород, получаемый электролизом воды.
ГОСТ 5583 предусматривает следующие марки кислорода: первый сорт (объемная доля кислорода не менее 99,7%), второй сорт (объемная доля кислорода не менее 99,5%), медицинский кислород (объемная доля кислорода не менее 99,5%). Примеси кислорода — водяные пары, водород, углекислый газ и др.
Технический газообразный кислород применяют для газопламенной обработки металлов и других технических целей.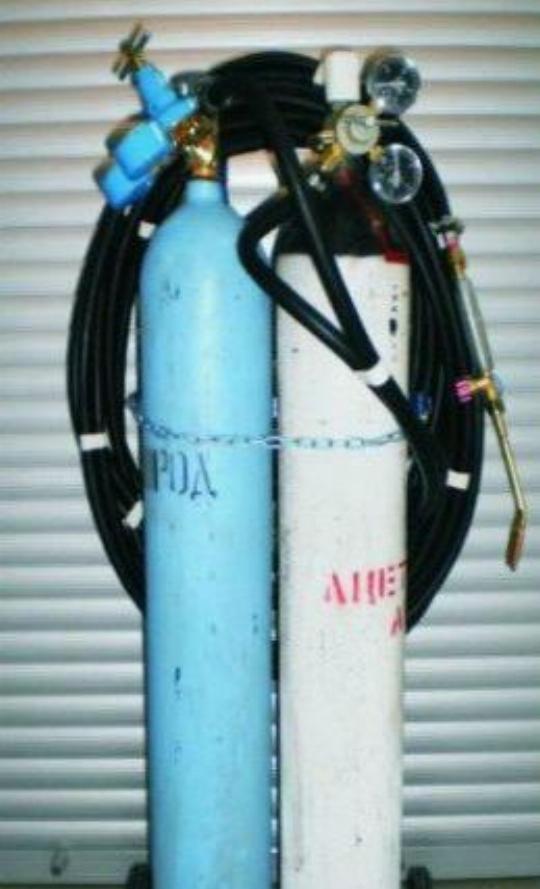
Кислород в чистом виде при температуре 20 °С и атмосферном давлении представляет собой прозрачный газ без цвета, запаха и вкуса, несколько тяжелее воздуха. Масса 1 м3 кислорода при 20 °С и нормальном атмосферном давлении (760 мм рт. ст.) равна 1,33 кг, а при 0 °С и нормальном атмосферном давлении — 1,43 кг. Кислород сжижается при нормальном давлении и температуре минус 182,9 °С. Жидкий кислород прозрачен и имеет голубоватый цвет. Масса 1 л жидкого кислорода равна 1,14 кг; при испарении 1 л кислорода образуется 860 л газа.
Кислород не токсичен, не горюч и не взрывоопасен, однако является сильным окислителем и резко увеличивает способность других материалов к горению. Поэтому для работы в контакте с кислородом могут использоваться только разрешенные для этого материалы (см. ГОСТ 12.2.052-81 «Оборудование, работающее с газообразным кислородом. Общие требования безопасности»).
Сжатый кислород, соприкасаясь с маслами и жирами, окисляет их достаточно быстро, в результате чего они самовоспламеняются или взрываются. Поэтому оборудование, контактирующее с кислородом, необходимо предохранять от загрязнения маслами.
Накопление кислорода в воздухе помещений создает опасность возникновения пожаров. Объемная доля кислорода в рабочих помещениях не должна превышать 23%. Нормальное содержание кислорода в воздухе составляет 21% (по объему). При содержании кислорода в воздухе менее 19% (по объему) человек ощущает кислородное голодание. В помещениях, где возможно увеличение объемной доли кислорода, должно быть ограничено пребывание людей и не должны находиться легковоспламеняющиеся материалы. Эти помещения должны быть оборудованы средствами контроля воздушной среды и вытяжной вентиляцией для проветривания.
При длительном вдыхании чистого кислорода (при атмосферном давлении) наступает смерть вследствие развития плеврального отека легких.
Кислород тяжелее воздуха. При утечке газообразного кислорода из-за неплотностей соединений оборудования и трубопроводов он может накапливаться в низких местах.
Повышенном опасность при работе с кислородом обусловлена следующими факторами:
• Поджигание материалов в кислороде происходит при воздействии источников, энергия которых в десятки раз меньше энергий, необходимых для поджигания материалов на воздухе. Источниками, приводящими к воспламенению, являются открытый огонь, курение, неисправная электропроводка, электрические разряды, статическое электричество, трение, гидроудары и газовые удары при резком открытии вентилей.
• Многие материалы, которые вообще не способны к горению на воздухе, в чистом кислороде способны к самоподдерживающемуся горению. Например, в кислороде (жидком и газообразном) способны гореть листовая сталь, стальные трубы, тонкие элементы из нержавеющей стали и других металлов. Из металлов интенсивно горят в кислороде титан, алюминий и его сплавы, углеродистые и нержавеющие стали. Медь и сплавы на ее основе не горят в кислороде, но при воздействии источников большой энергии (например, при горении неметаллического материала) возможно оплавление медных и латунных деталей. Конструкционные и уплотнительные неметаллические материалы (фибра, капрон, поликарбонат, резины на основе натуральных каучуков и др.) могут легко воспламеняться в кислороде высокого давления
Медь и сплавы на ее основе не горят в кислороде, но при воздействии источников большой энергии (например, при горении неметаллического материала) возможно оплавление медных и латунных деталей. Конструкционные и уплотнительные неметаллические материалы (фибра, капрон, поликарбонат, резины на основе натуральных каучуков и др.) могут легко воспламеняться в кислороде высокого давления
при появлении источника зажигания (искра, трение, ударная волна и т. п.). Загорание неметаллического материала может привести к загоранию контактирующего с ним металла.
• Скорость горения веществ и материалов в кислороде (жидком и газообразном) в 10-100 раз выше, чем на воздухе. Особенно велики скорости горения органических соединений.
• При пропитке кислородом ряда пористых материалов (асфальта, дерева и др.) образуются взрывчатые вещества — оксиликвиты, которые по мощности взрыва превосходят штатные взрывчатые вещества. В жидком кислороде способны детонировать некоторые порошки металлов, а также пленки масла и органических соединений.
• Ряд веществ, применяемых в системах пожаротушения, на воздухе могут образовывать с кислородом и его парами взрывопожароопасные смеси. Поэтому выбор средств пожаротушения для кислородных систем ограничен (вода, углекислый газ, азот).
• Ожоги при попадании жидкого кислорода на открытые участки тела, при прикосновении к переохлажденным предметам, при попадании низкотемпературных паров жидкого кислорода и воздуха в легкие. При работе с жидким кислородом необходимо использовать надлежащие перчатки, защитные очки, обувь и защитные средства для тела.
• Опасность возгорания оборудования, трубопроводов и арматуры, работающих с кислородом или воздухом с повышенным содержанием кислорода.
• Опасность возгорания одежды и волосяных покровов обслуживающего персонала, находившегося в среде газообразного кислорода или воздуха с повышенным содержанием кислорода. Опасность насыщения одежды газообразным кислородом заключается в том, что при приближении к открытому огню или при зажигании спички это может привести к мгновенному воспламенению. После пребывания в среде, обогащенной кислородом, не разрешается курить, использовать открытый огонь и приближаться к огню. Одежда должна быть проветрена в течение 30 мин.
После пребывания в среде, обогащенной кислородом, не разрешается курить, использовать открытый огонь и приближаться к огню. Одежда должна быть проветрена в течение 30 мин.
Определенные марки стали, в том числе углеродистая сталь и некоторые другие материалы непригодны для использования при низких температурах, так как становятся хрупкими. При низких температурах можно использовать нержавеющую сталь, алюминий, медь, а также их сплавы. Поэтому там, где обращаются с жидким кислородом, необходимо исключить его соприкосновение с неподходящими материалами: сталью, автомобильной резиной и др.
Давление газа в баллоне должно измеряться манометром класса точности не ниже 4-го по ГОСТ 2405-88. Температуру газа в баллоне принимают равной температуре окружающей среды, в которой наполненный баллон должен быть выдержан не менее 8 ч.
Давление газа в баллоне в интервале температур от -40 до +40 °С должно соответствовать указанному в таблице:
Давление газа кислорода в баллоне в зависимости от температуры
|
Температура газа, °С
|
Давление газа в баллоне, МПа (кгс/см2)
|
|
|
14,7 (150)
|
19,6 (200)
|
|
|
-50
|
9,7 (99)
|
12,3 (126) |
|
-40
|
10,4 (106)
|
13,4 (136)
|
|
-30
|
11,1 (113)
|
14,4 (147)
|
|
-20
|
11,8(121) |
15,5 (158)
|
|
-10
|
12,6 (128)
|
16,5 (168)
|
|
0
|
13,3 (135)
|
17,6 (179)
|
|
+10 |
14,0 (143)
|
18,6 (189)
|
|
+20
|
14,7 (150)
|
19,6 (200)
|
|
+30
|
15,4 (157)
|
20,7 (211)
|
Примечания:
1. Данные таблицы соответствуют ГОСТ 26460-85 «Продукты разделения воздуха. Газы. Криопродукты. Маркировка, упаковка, транспортирование и хранение».
Данные таблицы соответствуют ГОСТ 26460-85 «Продукты разделения воздуха. Газы. Криопродукты. Маркировка, упаковка, транспортирование и хранение».
2. При наполнении баллонов, а также хранении и транспортировании наполненных баллонов при температурах, превышающих указанные в таблице, давление газов в баллоне не должно превышать:
— при температуре +40 °С — 15,0 МПа (153 кгс/см2) для рабочего давления баллона 14,7 МПа 1150 кгс/см2) и 19,7 МПа (201 кгс/см2) для рабочего давления баллона 19,6 МПа (200 кгс/см2).
— при температуре +50 °С — 15,7 МПа (160 кгс/см2) для рабочего давления баллона 14,7 МПа (150 кгс/см2) и 20,6 МПа (210 кгс/см2) для рабочего давления баллона 19,6 МПа (200 кгс/см2).
Остаточное давление газа в баллоне измеряют манометром класса точности 2,5 диаметром шкалы не менее 100 мм по ГОСТ 2405-88.
Кислород технический: производство, эксплуатация
Еще со школьного курса химии известно, какой элемент является самым распространенным на нашей планете. Поэтому неудивительно, что кислород технический имеет широкое применение во многих сферах жизнедеятельности. В частности, некоторые технологические операции, которые связанны с металлообработкой, осуществляются при непосредственном участии этого газа.
Поэтому неудивительно, что кислород технический имеет широкое применение во многих сферах жизнедеятельности. В частности, некоторые технологические операции, которые связанны с металлообработкой, осуществляются при непосредственном участии этого газа.
Общие сведения
Химический элемент O (лат. Oxygenium (Оксиген)) входит в состав большого количества соединений. Его массовая составляющая в земле равняется 50%, в воде – 86%, в воздухе – 23%. В нормальных условиях – это газообразное вещество, не обладающее цветом и запахом, а также активно поддерживающее горение. При температуре -182,97°C и нормальном атмосферном давлении технический кислород переходит в жидкую фазу, а при -218,4°C кристаллизуется. При этом масса 1 л жидкости составляет 1,13 кг.
Поскольку оксиген обладает высокой химической активностью, он легко входит в реакцию практически со всеми элементами. Исключение составляют лишь инертные вещества. Например, аргон, широко применяемый в сварочном процессе, о котором можно прочитать в статье: газ аргон – химические свойства и сфера применения.
Кислород является самым распространенным элементом на планете
Способы производства
Существует два основных метода получения чистого O2:
- Из воздуха: на начальном этапе воздух очищается от мелких примесей и влаги посредством многоступенчатого компрессора и воздушных фильтров. Следующим этапом является сжижение и последующее разделение O2 и N2 (жидкий азот закипает при -196°C, поэтому при медленном увеличении температуры он испаряется раньше).
- Из воды: через дистиллированную воду пропускают ток (реакция электролиза), в результате чего происходит разделение: 2h3O → 2h3 + O2. Учитывая то, что абсолютно чистая вода – это диэлектрик, перед подачей тока в нее добавляют электролиты (KOH, NaOH).
«Воздушный» метод считается наиболее выгодным. Чтобы получить кислород технический в объеме 1 м³ данным способом, расходуется порядка 0,5-1,5 кВт/ч электричества. Тогда как для электролиза требуется 10-20 кВт/ч.
На рисунке изображен «воздушный» способ получения
Хранение, транспортировка и меры предосторожности
Для хранения и перевозки O2 используются баллоны, имеющие голубой окрас и характерную надпись черного цвета. Вентиль изготавливается из латуни и снабжен правой резьбой. При этом арматура должна постоянно проверяться на исправность и герметичность. Хранится подобная тара в специально оборудованных складских помещениях или на открытом воздухе под навесом, который осуществляет защиту от солнечных лучей и осадков.
Вентиль изготавливается из латуни и снабжен правой резьбой. При этом арматура должна постоянно проверяться на исправность и герметичность. Хранится подобная тара в специально оборудованных складских помещениях или на открытом воздухе под навесом, который осуществляет защиту от солнечных лучей и осадков.
Перевозить кислородные баллоны необходимо на рессорном транспорте или автокарах, соблюдая горизонтальное положение. Хотя в некоторых случаях допускается вертикальное положение при перевозке, но только при наличии специального приспособления, которое исключает любые удары и падения.
В процессе эксплуатации во избежание опасных ситуаций следует придерживаться следующих мер безопасности:
- Хотя сам по себе газ не горюч и не взрывоопасен, он поддерживает активное горение других веществ, поэтому для работы с ним должны применяться лишь разрешенные материалы.
- При контакте с маслянистыми субстанциями происходит мгновенная реакция окисления, что может привести к воспламенению или даже взрыву.

- С целью минимизации вероятности пожаров концентрация O2 в помещениях должна быть не более 23%.
- Запрещается использовать кислородные сосуды и трубопроводы для хранения и транспортировки горючих веществ.

Так точно нельзя обращаться с баллонами, заправленными газом
Кислород технический для газопламенной обработки металла
Это важнейший элемент для сварочного процесса и резки металлических изделий. При его сжигании образуется пламя, которое может достигать 3000°C, что позволяет осуществлять сварку многих металлов. Для газопламенной обработки кислородное содержание газа должно быть не менее 99,2-99,5%. При более низкой чистоте уменьшается качество обработки и увеличивается расход. Хотя для нетребовательных видов сварки можно использовать концентрацию в пределах 92-98%.
Во время сварочных операций и резки газ подается из баллонов, специализированных установок или автономных станций. При больших объемах его целесообразнее и безопаснее хранить в жидком состоянии. Однако, в таком случае придется дополнительно использовать газификационные установки, реализующие переход жидкой фазы в паровую.
Однако, в таком случае придется дополнительно использовать газификационные установки, реализующие переход жидкой фазы в паровую.
Так выглядит металл, который подвергается резке с использованием кислорода
При испарении 1 л O2 образуется 860 дм³ газа. Для сравнения, при испарении такого же количества углекислоты образуется 506 дм³ газа. Кстати, об особенностях эксплуатации CO2 можно прочитать в статье: углекислота: где заправить – вопрос не праздный.
Другое применение в промышленной сфере
Газопламенная обработка – это не единственное сфера использования О2 в металлургической промышленности. Он используется как вспомогательный газ для лазерной и плазменной резки, добавляется в незначительных количествах в защитные смеси для повышения производительности и уменьшения пористости сварочного шва, применяется для резки копьем и др.
Информацию по другим техническим газам вы найдете в этом разделе нашего блога.
Заправить кислородные баллоны можно в компании «Промтехгаз». После заказа, вам своевременно доставят заправленные сосуды, обменяв их на пустую тару.
После заказа, вам своевременно доставят заправленные сосуды, обменяв их на пустую тару.
Кислородно ацетиленовая сварка и оборудование для нее. Способы сварки
Для газовой сварки необходимы два вида газов, первый — это кислород и второй- ацетилен. Кислородное соединение необходимо для содействия горению ацетилена во время сварки и других видов работ. Сам же ацетилен является горючим веществом. Иногда эту смесь стала заменять водородно кислородная смесь для сварки, производимая электролизно–водными агрегатами. При горении эта смесь дает более высокую температуру, но использование ее возможно только при наличии надежного оборудования для изготовления водородно кислородной смеси на месте.
Сварочное оснащение состоит непосредственно из баллонов с кислородом и ацетиленом. Наверху ёмкостей находится редуктор давления. К нему идет кислородная трубка темного цвета, а для ацетилена — обязательно красная. Оба эти шланга присоединены к горелке, с ее помощью и ведутся работы по металлу.
Кислородно ацетиленовая сварка и оборудование для нее
Баллон
Ёмкость для кислорода несколько массивнее ацетиленового. Все это обусловлено тем, что при работе со сваркой, кислорода уходит больше. Вверху ёмкости есть клапан отсечки, внизу которого приделан редуктор давления. Он необходим для контроля над давлением на некоторых этапах работы. Также стоит всегда помнить, что работать с сильным напором обоих веществ не рекомендуется.
Регулятор и его составные:
- Входной патрубок регулятора
- Кран регулятора давления
- Два манометра для измерения низкого и высокого давления в баллоне
- Выходной патрубок регулятора
- Винт для регулирования давления
- Кран регулятора давления
- Соединение входа
- Соединение выхода.
Перед тем, как приступить к работе, необходимо внимательно изучить составные части оборудования, чтобы не было сюрпризов во время работы. Контакты у ацетиленового редуктора и шлангов с левой нарезкой, а у кислородных — с правой. Гайки соединений для ацетилена имеют V-образное углубление, которое окружает центр ровного участка для распознавания.
Манометры прикреплены к каждому регулятору — это приборы для измерения и требуют бережного обращения. Манометр для измерения высокого давления имеет повышенные величины и измеряется в кгс/см2. Этот же прибор для низкого давления имеет те же величины. Редуктор держит линейное давление в точных рамках, даже если с уменьшением количества вещества в баллоне, уменьшается его напор. Когда давление очень понижается, линейное так же начинает уменьшаться. После чего его придется заново отладить для дальнейшей работы.
Корректирующие краны напора вещества
Для управления линейным давлением в шлангах и горелке имеются специальные корректирующие краны редуктора. Чтобы давление сделать больше, кран стоит повернуть вправо, что способствует подачи газов через шланги в горелку.
Стыки на выходах
Шланги для сварки прикрепляются к выходным патрубкам регулятора горелки. Для мер предосторожности стоит применять пламегаситель между редуктором и шлангами, чтобы предотвратить продвижению огня по шлангу в баллон для газа. Надо помнить на зубок, что насечка на кислородных соединениях — правая. Смазку использовать нельзя. Все должно быть сухое.
Шланги
Они необходимы, чтобы поставлять газы от редуктора к горелке под пониженным давлением, для чего их связали вместе.
Как можно прочитать выше, они разного цвета — темный для кислорода и красный для ацетилена. Шланги для сварки состоят из нескольких слоев резины и оплетки. В его середине — резина, вокруг которой прорезиненная ткань и впоследствии покрытая провулканезированным защитным слоем из резины. Шланги не подвержены горению, но если такое случается, то они сами гаснут при удалении источника жара.
Условия пользования шлангами
Необходимо придерживаться нескольких несложных правил, все это увеличит время службы данного материала:
- Перед вводом в работу нового шланга, очистите его от талька посредством выдувания.
- Хранить их надо в защищенном от огня и искр месте.
- Содержите в чистоте и не кладите куда попало.
- Вовремя удаляйте поврежденные участки шланга и соединяйте их в том месте с помощью специальных муфт.
- Всегда помните, какой из них кислородный, а какой ацетиленовый.
- Если шланг старый или имеет множество стыков муфтами, смените его на новый.

Сварочная горелка и ее оболочка
Состоит она из двух трубок и клапанов, которыми можно управлять. Один клапан с трубкой для управления ацетиленом, соответственно второй — для кислорода. В самой оболочке не происходит смешение газов, это происходит при помощи отрезного наконечника, который прикреплен к горелке. Сама же оболочка предназначена для поступления вещества к наконечнику и в качестве держателя. На самой оболочке имеются два колец для усиления сварочного наконечника. Одно большее — для усиления канала поступления кислорода, второе — маленькое, чтобы усилить канал подачи ацетилена.
Управляющие клапаны
У горелки в корпусе имеются два укрепляющих клапана на концах шлангов. Время от времени подтягивайте скрепляющие гайки, очищайте от загрязнений чистым материалом, смазывать нельзя.
Цилиндр (держатель) горелки
Он играет роль помощника, что помогает подавать вещества раздельно к сварочному наконечнику. В середине находится кислородная трубка, вокруг которой сконцентрировано, расположены отверстия для выхода ацетилена.
Наконечник
Сварочный наконечник или головка насаживается на цилиндр горелки посредством накручивания. Через канал в середине кислород поступает в наконечнике, а ацетилен — вокруг кислородного канала через отверстия. Для уплотнения соединения поверхность конуса внутри головки усилена кольцом. Резьба снаружи и корпус внутри могут быть восстановлены при необходимости. По мере загрязнения стоит очищать поверхность чистой ветошью.
Запуск горелки в работу
Чтобы рассказать, как правильно пользоваться таким оборудованием, как ацетилено кислородная сварка, рассмотрим данный пример. Предположим, что металлический лист толщиной 0,8 мм необходимо сварить. В руководстве по использованию данным оборудованием рекомендовано пользоваться наконечником №0 при ацетиленовом и кислородном линейном давлении 0,2 кгс/см2. Для начала необходимо открыть баллон с помощью клапана, но клапаны горелки при этом не надо трогать. Затем давление в редукторе настроить до значения примерно 0,35 кгс/см2. Если вдруг возникнет такая необходимость, как замена наконечника на другой размер, то нужно будет заново установить параметры линейного давления редуктора.
Предположим, что металлический лист толщиной 0,8 мм необходимо сварить. В руководстве по использованию данным оборудованием рекомендовано пользоваться наконечником №0 при ацетиленовом и кислородном линейном давлении 0,2 кгс/см2. Для начала необходимо открыть баллон с помощью клапана, но клапаны горелки при этом не надо трогать. Затем давление в редукторе настроить до значения примерно 0,35 кгс/см2. Если вдруг возникнет такая необходимость, как замена наконечника на другой размер, то нужно будет заново установить параметры линейного давления редуктора.
Убедитесь, что все правильно сделано и включайте горелку. Но сначала надо надеть защитные очки. Для подачи ацетилена откройте клапан на горелке на столько оборотов, как и кислородный. Зажигайте горелку, воспользовавшись специальной зажигалкой, только ни в коем случае не спичками, прикуривателем или подобным. Нельзя зажигать в сторону рядом стоящих людей или легко воспламеняющихся приборов и материалов. Откручивайте кислородный клапан баллона, пока не пропадет сажа или дым. Только потом выставьте значение редуктора до нужного напора. Необходимо, чтобы пламя горелки было нейтральным.
Есть 4 типа сварочного пламени и каждое имеет свое предназначение. Чаще всего применяется нейтральное, именно оно необходимо для сварочных работ.
Надо настроить клапан горелки так, чтобы в результате получить пламя яркого светло-голубого цвета. Если она отрегулирована правильно, то не слышно шипения и виден только острый внутренний конус. При неправильной настройке горелки пламя будет сжигать металл, а не сваривать его. Концентрированное ацетиленом пламя можно определить по длинному грубо-оранжевому концу. Такой огонь вводит в металл избыточный углерод. Это неправильно. Огонь должен быть светло-голубой с четким внутренним конусом. После получения нейтрального огня можно приступать к работе.
Способы сварки
Сварка «на себя»
Этот способ предназначен для создания шва, когда горелка направлена под углом в 450 к металлу. Сварочный электрод и расплавленное место движутся вместе. При этом наконечник совершает круговые и полукруговые движения вдоль сварочного шва. Электрод двигается по месту нагрева внутрь и наружу. Получается ровное и прочное соединение посредством равномерного распределения тепла.
При этом наконечник совершает круговые и полукруговые движения вдоль сварочного шва. Электрод двигается по месту нагрева внутрь и наружу. Получается ровное и прочное соединение посредством равномерного распределения тепла.
Сварка способом «от себя»
Осуществляется аналогично, как и в методе «на себя», но имеет различие в направлении наложения сварочного шва (стрелки).
Применяется, как правило, для сваривания элементов толстой стали. Принцип заключается в поддержании температуры расплавленного пятна горелкой (можно использовать газовый сварочный агрегат и баллон с газом и кислородом), за которым следует электрод. Другими словами образуется расплавленный шов, в котором и базовый метал и электрод расплавляются непосредственно в шве в единую взаимопроникающую массу и полностью заполняют пространство свариваемых деталей. При этом важно добиться именно взаимопроникновения, поскольку в противном случае качество сварки будет на низком уровне.
В случае использования этого метода при газовой сварке (например, кислородно-ацетиленовая сварка), электрод и горелку размещают под углом 40-45 градусов к свариваемой поверхности таким образом, чтобы угол между горелкой и электродом ровнялся 90 градусам.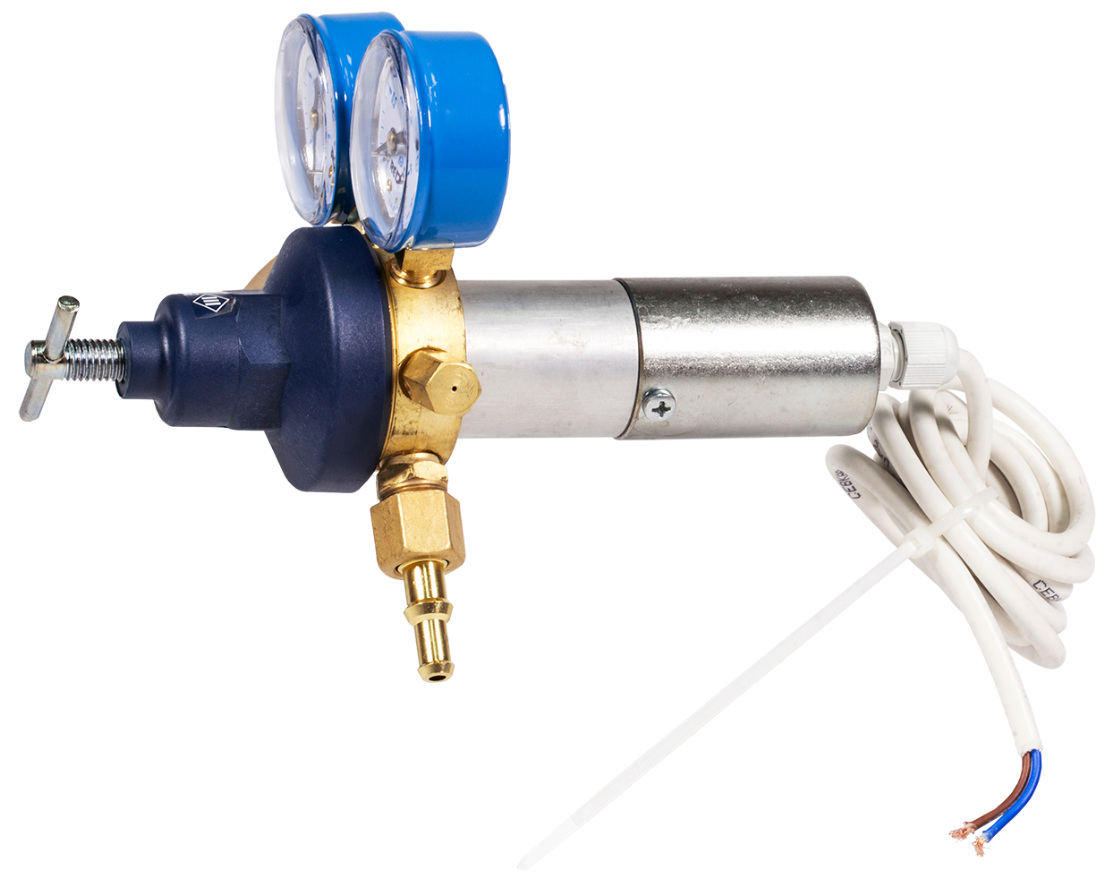 Далее горелку следует передвигать по контуру шва изнутри в наружу для контроля прогреваемого участка и заполнять расплавленное пятно электродом.
Далее горелку следует передвигать по контуру шва изнутри в наружу для контроля прогреваемого участка и заполнять расплавленное пятно электродом.
Очень важный момент в достижении высокого качества сварки является пенетрация, или другими словами взаимопроникновение расплавленного металла свариваемых между собой деталей и соединителя (электрода). Таким образом, получается, что при недостаточном проникновении сварочный шов может хорошо выглядеть, но прочность будет желать лучшего. И наоборот, отличная пенетрация при неаккуратно проделанной сварочной работе может гарантировать отличное качество соединения металлических элементов. Для достижения максимального результата необходимо предварительно «прихватывать» сварочные поверхности с целью уменьшения зазоров между ними.
Сварка с использованием флюса (понадобится баллон с кислородом и газом)
Теперь пришла очередь рассмотреть сварку с применением флюса, которую еще называют пайкой твердым припоем. Суть процесса называется именно пайкой, поскольку в качестве электрода используется металл с более низкой температурой плавления, нежели элементы, которые следует соединить.
Суть процесса называется именно пайкой, поскольку в качестве электрода используется металл с более низкой температурой плавления, нежели элементы, которые следует соединить.
Как правило, электроходом или припоем в таких случаях служит бронзовые или латунные стержни. Сварка производится путем разогрева металлических деталей до температуры плавления латунного или бронзового электрода, который благодаря действию папиллярного эффекта плотно заполняет шов, а диффузия припоя обеспечивает плотное и надежное соединение. При этом в качестве смеси для газовой сварки используется топливо (пропан, метан, ацетилен и т.д.) и кислородный газовый баллон.
Особую роль при такой сварке играет флюс, поскольку очищая и обезжиривая сварочные поверхности, именно он обеспечивает физическое явление папиллярного эффекта и диффузии, без которых пайка не была бы возможной. По сути, это явление пенетрации (взаимопроникновения), которое происходит при сварке тугоплавких металлов.
Вышеописанный метод может использовать для нагрева обычную газовую сварку, но сама процедура спаивания происходит при более низких температурах, что бывает в некоторых случаях очень полезным (например, при кузовных работах). Поэтому, при необходимости частого использования подобной сварки нужно держать про запас кислородный и газовый баллон.
В то же время, использовать пайку крайне не рекомендуется при необходимости соединения деталей, берущих на себя значительную нагрузку (подвеска шасси, рамы, детали кузова и ходовой части). В этом случае нужна традиционная высокотемпературная сварка.
Сварка с использованием флюса имеет несколько важных моментов:
- Во-первых, спаиваемые поверхности должны быть не только зачищены, но и обезжирены.
- Во-вторых, для достижения этого эффекта необходимо использовать флюс, который бывает в виде порошка или пасты, но лучше всего, когда он уже нанесен на электроды, что значительно упрощает процедуру его применения непосредственно при пайке.
Таким образом, проявлением высокого качества пайки является ровные и блестящие поверхности соединенных деталей и наоборот, пузырьки и белый порошок по краям свидетельствует о допущении распространенной в этих случаях ошибке — перегрева металла и как следствие плохое качество соединения (бывает также в случае, если кислородный баллон неправильно настроен или отрегулирован).
Существует также технология сварки способом «внахлест», который заключается в действии папиллярного эффекта, который заставляет припою или электроду действовать подобно клею без взаимопроникновения металлов (пенетрации).
Газовая (кислородная) сварка металлических сплавов (понадобится баллон с кислородом и газом).
Используется для спаивания цветных или «белых» металлов и их сплавов на основе цинка. В этом случае для припоя флюс не используется. Особенностью пайки эти металлов является удержание спаиваемых материалов и припоя в граничном состоянии между твердым и редким состоянием. Фактически они пребывают в пастообразном состоянии и сложность этого процесса как раз, и состоит в поддержании именно этой, «граничной» температуры деталей и электрода (в пределах 390 градусов).
Контроль температуры при пайке
Кислородная газовая горелка должна быть отрегулирована на пламя самой минимальной интенсивности. При этом удерживая горелку на расстоянии примерно 5-ти сантиметров от деталей на протяжении 10-ти секунд, вы должны заметить размягчение металла.
Нагревать спаиваемые детали и припой следует не спеша и равномерно, кислородная газовая горелка позволяет это делать без проблем, и со временем трудностей у вас будет возникать все меньше (но до этого момента вам придется израсходовать не один кислородный газовый баллон). Доведя, таким образом, основной металл и припой до пастообразного состояния поступаем как с замазкой для окон – разогревая понемногу электрод, вставляем (замазываем) его в проемы меж деталями, при этом, то приближая, то отдаляя пламя для поддержания «рабочей» температуры.
Налаживать припой следует в проемы с небольшим избытком, при этом важно использовать низкое давление газов, соответствующим образом отрегулировав баллон, при которой кислородная газовая сварка не будет выдавать избыточное давление, которое может сдуть спаиваемый шов.
Перед переходом метала в жидкое состояние, на нем появляются видимые маленькие блестки, что свидетельствует о необходимой «рабочей» температуре. Достаточно потренироваться пару часов, и вы без труда освоите эту технологию, при этом кислородная газовая сварка перестанет быть для вас проблемой.
Не нужно также держать горелку слишком близко, дабы не допустить перегрева металла, но и вовсе убирать тоже нельзя, чтобы не допустить остывания. Кроме того, температура должна быть более-менее постоянной в пределах рабочих градусов.
Газовая сварка алюминия
При этом кислородный сварочный агрегат необходимо полностью заменить газовым (понадобится баллон с газом метаном, пропаном и т.д.).
Для начала необходимо тщательно зачистить сварочные поверхности, потом нанести по обе стороны зачищенных участков специальный для алюминия сварочный флюс и дать ему время подсохнуть.
Пока он подсыхает необходимо вырезать шириной в 5-6 миллиметров и длиной в 25-30 сантиметров алюминиевую полоску, которая будет служить нам электродом (припоем). Здесь очень важно, чтобы температура плавления основного металла и припоя были идентичны.
Теперь необходимо настроить кислородный агрегат (баллон) и отрегулировать горелку. Использовать надо нейтральное пламя, поскольку алюминий легко поддается окислению. Линейное давление нужно отрегулировать в пределах от 0,15 до 0,3 кгс/см2, при этом, чем меньше толщина спаиваемого материала, тем ниже должно быть давление для предотвращения прожигания поверхностей.
Линейное давление нужно отрегулировать в пределах от 0,15 до 0,3 кгс/см2, при этом, чем меньше толщина спаиваемого материала, тем ниже должно быть давление для предотвращения прожигания поверхностей.
Кислород 40 л, кислородный баллон заправка
Кислород технический 40 л
Описание:
Купить , взять в Аренду , обменять и заправить газовые кислородные баллоны 40 и 10 литров в Москве в компании ДИАР газ «diar-gas» просто и быстро, срочная доставка Кислорода технического в баллонах возможна уже в день обращения. Оперативная заправка и доставка по Москве и Московской области кислорода уже сегодя! Заказ кислородных баллонов для сварки по телефону 8 (495) 664-65-83 или на сайте нашего магазина в Москве. Скупка любых кислородных газовых баллонов дорого!!! Аренда и Ответственное хранение и обмен кислородных баллонов в Москве.
Пропан и Кислород газ для резки метала 50 и 40 литров заказать здесть на сайте, с доставкой по городу Москва и Московской области!
Наиболее востребованная и практичная форма транспортировки , эксплуатации и аренды баллонов с кислородом газообразным техническим – баллон кислородный 40 литров, который Вы можете купить у нас на сайте не дорого, как с доставкой по Москве, так и самовывозом с пункта обмена баллонов в г. Химки по телефону 8495-664-65-83 или с нашего центрального склада в Москве и Красногорске. Любой Кислородный баллон обозначают голубым цветом и соответствующей надписью «Кислород» черным цветом. Кислород технический в баллонах емкостью 40л применяют в строительстве и капитальном ремонте домов, как для резки, сварки металлов так и ряда других сварочных технических работ. В нашей компании газовый баллон кислородный емкостью 40 литров или 10 литров купить выгодно и просто. Доставка и заправка 40 литровых баллонов кислородом техническим круглосуточно, в случает аренды баллонов — скидки!
Закончился на стройке газ кислород, звоните 8-925-123-33-99.
Заправка (обмен) в баллоны кислорода технического 40 литров в баллоны синего цвета в нашей компании на кислородной станции осуществляется только после прохождения проверки баллона на специальном стенде на предмет его технической исправности, герметичности и срока аттестации (освидетельствования) баллона (визуальный осмотр корпуса, резьбы вентиля, наличие разгерметизации резьбовых соединений), это обеспечивает безопасность при заправке и дальнейшей эксплуатации любого газового кислородного баллона 10 или 40 литров. Купить кислород газообразный можно оставив заявку на нашем сайте или связавшись с нами по телефону 8-495-664-65-83.
Характеристики:
| Объем баллона, л | 40 |
| Рабочее давление, МПа | 14,7 |
| Высота, мм | 1400 |
| Диаметр, мм | 219 |
| Материал | Сталь 45, Д |
| Масса баллона, кг | 65 |
| Тип запорного устройства | вентиль |
| Объем газа м3 | 6,31 |
| Вес газа | 8,3 кг |
| ГОСТ | 949-73 |
Использование жидкого кислорода при сварке и резке
из «Газовая сварка и резка металлов Изд.
 2
»
В жидком состоянии кислород находится только при получении, хранении и перевозке. Для газовой сварки и резки его предварительно испаряют, превращая снова в газ.
[c.13]
2
»
В жидком состоянии кислород находится только при получении, хранении и перевозке. Для газовой сварки и резки его предварительно испаряют, превращая снова в газ.
[c.13]
Пользование жидким кислородом имеет и свои отрицательные стороны, связанные с неизбежностью частичного испарения и потерь жидкого кислорода при его хранении, перевозке и газификации. Это следует учитывать для правильной оценки целесообразности применения жидкого кислорода для снабжения сварочных цехов. Жидкий кислород от районной кислородной установки развозится потребителям в транспортных автотанках. Крупным потребителям жидкий кислород доставляется в железнодорожных цистернах. Потребители, расходующие более 500 кислорода в сутки, имеют у себя так называемые холодные газификаторы, испаряющие жидкий кислород под давлением до 15 ати и подающие газ к местам потребления по трубопроводу. Более мелкие потребители имеют стационарный танк и кислородные насосы-газификаторы, наполняющие кислородом баллоны или подающие его по трубопроводу под требуемым давлением к местам сварки и резки.
 [c.14]
[c.14]
Аэрогель — гель кремниевой кислоты (ЗЮг), мелкий высокопористый порошок, имеющий насыпной вес 90—110 кг/м и коэффициент теплопроводности 0,0118—0,0126 ккал/м час град. [c.14]
Заполнение и опорожнение танка жидким кислородом осу ществляется через трубу 5, снабженную вентилем 6, к которому присоединяется съемный гибкий металлический рукав. Жидкий кислород поступает в рукав из опоражниваемой емкости под действием имеющегося в ней избыточного давления Танк снабжен манометром на предельное давление 2 ати. [c.15]
Потери на испарение жидкого кислорода в танках колеблются в пределах 0,4—0,7% в час от содержащегося в нем количества кислорода. С уменьщением степени заполнения танка жидким кислородом относительная величина потерь на испарение возрастает. [c.15]
Газификаторы высокого давления (до 165 ати) или теплые газификаторы служат для испарения всего количества залитого в них жидкого кислорода и превращения его в газ для наполнения баллонов под высоким давлением.
 [c.16]
[c.16]
Из каждой порции жидкого кислорода, залитого в теплый газификатор емкостью 35 л, можно наполнить газообразным кислородом три 40-литровых кислородных баллона до давления 150—165 ати. [c.16]
Один такой газификатор может наполнить кислородом шесть баллонов в час (36 м /час газообразного кислорода). Потери жидкого кислорода на испарение при использовании теплого газификатора составляют 5—10% его емкости. [c.16]
Газификаторы среднего давления (до 15 ати) или холодные газификаторы служат для хранения жидкого кислорода под указанным давлением и испарения некоторой части жидкого кислорода под тем же давлением, в соответствии с потреблением газа. Полученный при этом газообразный кислород подается к месту потребления по газопроводу. [c.16]
Холодный газификатор состоит из стального шарового сосуда, внутрь которого вставлен тонкостенный латунный шар, предназначенный для приема жидкого кислорода.
 [c.16]
[c.16]
Жидкосто из шарового сосуда газификатора подается в змеевики подогревателя, состоящего из ванны, заполненной нагретой водой, в которую погружены эти змеевики. Вода в ванне нагревается электронагревателями или паром. [c.16]
Для управления работой газификатора имеются вентили, расположенные на распределительном щите. [c.16]
Для газификации жидкого кислородй применяют также плунжерные насосы — газификаторы специальной конструкции, работающие при давлении до 20 ати (насосы среднего давления) и до 200 ати (насосы высокого давления). Такой насос заменяет газификатор, подавая кислород в трубопровод или наполняя кислородом баллоны. [c.16]
Газификациолные установки с насосом жидкого кислорода выпускаются производительностью 65—85 л/час жидкого кислорода. [c.16]
Такая установка может наполнить в час 10 баллонов, емкостью по 40 л, под давл нием до 165 ати.
 Потери на испарение не превышают 1 % в час от емкости стационарного танка газификационной установки.
[c.16]
Потери на испарение не превышают 1 % в час от емкости стационарного танка газификационной установки.
[c.16]
Вернуться к основной статье
Можно ли использовать медицинский кислород для сварки? – WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершите покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю от продаж от Amazon и других партнерских программ.
Дискуссии о возможностях использования медицинского кислорода для сварки вызывают немало вопросов, и на то есть веская причина. Во время сварки вы хотите убедиться, что используете надлежащее оборудование для безопасности и эффективности, поэтому это, безусловно, законный вопрос.
Можно ли использовать медицинский кислород для сварки ? Технически да, можно. Однако медицинский кислород не является лучшим решением для сварки.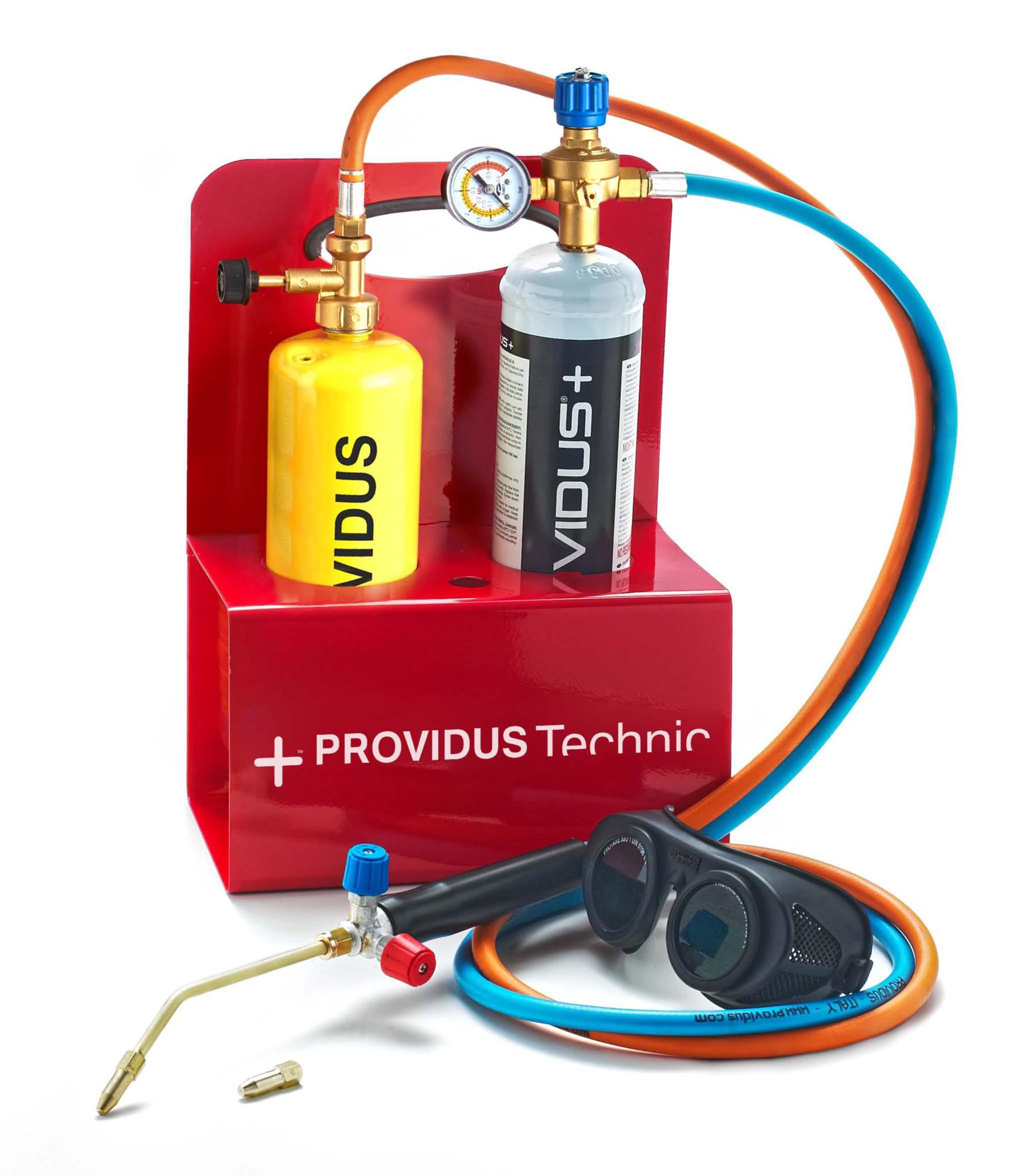 Хотя технически сам кислород один и тот же, качество и эффективность каждого из них сильно различаются.
Хотя технически сам кислород один и тот же, качество и эффективность каждого из них сильно различаются.
Сегодня мы рассмотрим различия между типами кислорода, насколько эффективен медицинский кислород для сварки и многое другое. Кроме того, мы рассмотрим используемое оборудование, а также различные меры безопасности в процессе сварки.
Какой кислород используется для сварки?
Сварочный газ и кислород используются для сварки и резки различных металлов. В ходе этого процесса кислород используется для повышения температуры пламени, что способствует процессу.
Рекламные объявленияИспользуемый кислород чистый, и его не следует путать с обычным воздушным баллоном, так как это не одно и то же. Существуют разные сорта и качество кислорода, поэтому, как правило, вы хотите, чтобы самая чистая форма имела наилучший успех во время использования.
Кислородно-топливные горелки
Для облегчения этого метода сварки производятся специальные горелки, в которых кислород подается со сварочным газом. Эти факелы могут делать множество вещей, и их очень удобно иметь под рукой.
Эти факелы могут делать множество вещей, и их очень удобно иметь под рукой.
Одной из основных причин их использования является не только нагрев металла, но и создание нейтрального пламени для соединения и резки металла.
Эти горелки не будут стоить вам намного дороже, чем обычная сварочная горелка, и их можно найти в аналогичных местах, а также в Интернете.Я рекомендую изучить конкретные из них, которые вас заинтересуют, и посмотреть, какой из них лучше всего подходит для вас и ваших потребностей. Найдите некоторые из наших рекомендаций здесь.
Различия между кислородом для сварки и медицинским кислородом
Наиболее существенное различие между этими двумя кислородами заключается в их классах, поскольку они имеют разное назначение. Один используется для сварки, а другой предназначен для регулирования и поддержки дыхания в организме человека. Кроме того, уровни чистоты между этими двумя также немного различаются.Уровни чистоты:
- Сварочный кислород – 99,2%
- Медицинский кислород – 99,5% коснемся немного позже. Тем не менее, чистота и качество в настоящее время являются основными различиями между этими двумя вариантами коммерческого кислорода.
Разногласия между типами кислорода
До сих пор продолжаются дискуссии о том, сильно ли отличаются друг от друга различные доступные типы кислорода.Как я уже упоминал, существует разница в качестве/чистоте кислорода.
Тем не менее, есть еще много людей, которым всегда любопытно, насколько значительны различия.
В дополнение к различиям в качестве между медицинским кислородом и кислородом для сварки, широко признано, что существует разделение между видами использования кислорода из-за страховки по причинам ответственности.
Что касается получения кислорода, то кислород медицинского назначения требует участия врача.Из-за этой необходимой документации многие задаются вопросом, как получить медицинский кислород даже для таких задач, как сварка.
Хороший вопрос, так как медицинский кислород не может быть легко получен, кроме как по рецепту врача, выписанному специально для него.
Похоже, кто-то забыл свой респиратор.Насколько это эффективно?
Хотя я упомянул, что не рекомендую сначала использовать медицинский кислород вместо сварочного кислорода, он все же может выполнить свою работу. Хотя это будет не так эффективно и может даже закончиться быстрее, это может быть достойной альтернативой, если вам нужен кислород.Это если вы окажетесь без класса сварки и под рукой будет только прописанный кислородный баллон.
AdvertisementsЯ скажу, что вы будете жить нормально для использования, и похоже, что это может быть жизнеспособной альтернативой. Но опять же, я не вижу в этом лучшего варианта в целом.
Где взять сварочные баки?
Сварочные баки можно приобрести у многих дистрибьюторов, и поиск в Google должен сразу найти их рядом с вами. Кроме того, есть много способов получить сами танки в Интернете, например, на таких сайтах, как Amazon.
Обязательно ознакомьтесь с нашей статьей о сроках годности сварочных баков.
На данный момент можно с уверенностью сказать, что достать эти танки не так уж и сложно.
Это означает, что вам не нужно прибегать к медицинским контейнерам вместо сварочных баллонов, поскольку они легко доступны в Интернете.Я думаю, что лучший и самый простой способ получить их в наши дни — это онлайн. Покупка танков в Интернете стала в настоящее время наиболее эффективным способом покупки и доставки.
Некоторые магазины также продают их, и вам не всегда нужно обращаться к дистрибьютору.Для получения дополнительной информации о размерах сварочных цилиндров ознакомьтесь с нашей статьей здесь.
Опасно ли это?
Когда дело доходит до процесса сварки, всегда возникает вопрос об опасности, какой бы ни была ситуация. Это связано с характером сварки и тем, насколько опасной она может быть.
Однако, когда дело доходит до использования другого кислородного баллона, не стоит беспокоиться о смене баллона на медицинский.
Итак, если вы опасаетесь, что использование другого типа кислорода может быть опасным, с ним проблем быть не должно.
Тем не менее, лучше всегда проводить исследования заранее, просто из соображений безопасности.Меры предосторожности
Как я уже говорил, при выполнении сварки необходимо соблюдать меры безопасности. Процесс может быть довольно опасным, поэтому при выполнении этих задач вам необходимо принять как можно больше мер предосторожности.
Во-первых, убедитесь, что у вас есть подходящий сварочный шлем для защиты зрения и лица. Процесс сварки может достигать экстремальных уровней яркости, поэтому защита глаз является абсолютной необходимостью.
Также вам нужно защитить себя от паров с помощью респиратора. Испарения могут нанести серьезный и необратимый ущерб вашему телу, если вы не защитите себя от них. Вот некоторые рекомендуемые респираторы, чтобы оставаться в безопасности.
Еще одна вещь, о которой следует помнить, это то, что прочная пара сварочных перчаток очень важна, поэтому вам нужно убедиться, что вы носите правильную пару.
Вы также можете прочитать нашу статью о том, являются ли сварочные перчатки ударопрочными.
В целом меры предосторожности совершенно необходимы, когда дело доходит до сварки, поэтому убедитесь, что вы понимаете связанные с этим риски и как должным образом подготовиться.
Заключение
В целом, кажется, нет существенных различий между кислородом медицинского назначения и кислородом, используемым при сварке. Однако существуют различия в качестве и чистоте, поэтому по этим причинам я рекомендую (среди прочего) придерживаться определенного кислорода, который вы найдете для целей сварки.
Однако, если вы находитесь в ситуации и нуждаетесь в альтернативе, медицинский кислород в настоящее время должен работать нормально. Это не должно вызвать у вас никаких проблем, и он отлично справится со своей задачей, с единственной реальной разницей в чистоте кислорода.
Кроме того, такое оборудование, как фонари, перчатки, каски, баллоны и т. д., легко найти в Интернете по разумным ценам. Кроме того, вы можете быстро найти эти продукты в магазине. Тем не менее, я рекомендую изучить продукты, которые вы хотите получить, чтобы убедиться, что они подходят именно вам.
Газокислородная (оксиацетиленовая) сварка. Руководство по газовой сварке
Особенности процесса
Ацетиленокислородная сварка, обычно называемая газовой сваркой, представляет собой процесс, основанный на сгорании кислорода и ацетилена.При смешивании в правильных пропорциях в ручной горелке или паяльной трубке образуется относительно горячее пламя с температурой около 3200 градусов по Цельсию. Химическое действие кислородно-ацетиленового пламени можно регулировать, изменяя соотношение объема кислорода и ацетилена.
Используются три различных режима пламени: нейтральный, окислительный и науглероживающий.
Сварка обычно выполняется с использованием нейтрального пламени с равным количеством кислорода и ацетилена.Окислительное пламя получают только за счет увеличения расхода кислорода, а науглероживающее пламя получают за счет увеличения потока ацетилена по отношению к потоку кислорода. Поскольку сталь плавится при температуре выше 1500°С, используется смесь кислорода и ацетилена, так как это единственная комбинация газов с достаточным количеством тепла для сварки стали.
Однако другие газы, такие как пропан, водород и угольный газ, могут использоваться для соединения цветных металлов с более низкой температурой плавления, а также для пайки твердым припоем и серебряным припоем.Оборудование
Оксиацетиленовое оборудованиепортативное и простое в использовании.Он состоит из газов кислорода и ацетилена, хранящихся под давлением в стальных баллонах. Цилиндры снабжены регуляторами и гибкими шлангами, ведущими к паяльной трубке. Между шлангами и регуляторами баллона установлены специально разработанные предохранительные устройства, такие как пламегасители. Пламегаситель предотвращает попадание пламени, возникающего в результате «обратного воспламенения», в цилиндры; Основными причинами воспламенения являются отсутствие продувки шлангов и перегрев сопла паяльной трубки.
При сварке оператор должен носить защитную одежду и тонированные цветные очки.Поскольку пламя менее интенсивное, чем дуга, и излучается очень мало УФ-излучения, тонированные очки общего назначения обеспечивают достаточную защиту.
Рабочие характеристики
Воздействие пламени кислородно-ацетиленовой смеси на поверхность свариваемого материала можно регулировать для получения мягкой, жесткой или бурной реакции путем изменения потоков газа. Конечно, существуют практические ограничения в отношении типа пламени, которое можно использовать для сварки. Резкое сильное пламя вызовет сдувание расплавленной сварочной ванны, в то время как слишком мягкое пламя не будет стабильным вблизи точки приложения.Таким образом, паяльная трубка предназначена для использования с медными соплами типа «лебединая шея» различных размеров, что позволяет использовать правильную интенсивность пламени. Зависимость между толщиной материала, размером сопла горелки и скоростью сварки показана на диаграмме. При сварке плавлением при необходимости может производиться добавка присадочного металла в виде стержня. Основные методы, используемые при кислородно-ацетиленовой сварке, — это левосторонняя, правосторонняя и всепозиционная правосторонняя сварка.
Первый используется почти исключительно и идеально подходит для сварки стыковых, угловых и нахлесточных соединений листов толщиной примерно до 5 мм.Правосторонний способ находит применение на листах толщиной более 5 мм для сварки в плоском и горизонтально-вертикальном положении. Всепозиционный правосторонний метод является модификацией правостороннего метода и идеально подходит для сварки стальных листов и, в частности, трубопроводов, где необходимо выполнять позиционную сварку (вертикальную и потолочную). Методы правостороннего и всепозиционного правонаправленного сваривания позволяют сварщику получить равномерный проплавляющий валик с дополнительным контролем над расплавленной сварочной ванной и металлом сварного шва.Кроме того, сварщик имеет хороший обзор сварочной ванны и может работать в условиях полной свободы передвижения. Эти методы очень высококвалифицированны и используются реже, чем традиционная левая техника.Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
Блог Склада сварщиков
Мне часто звонят по поводу использования кислород + пропан или кислород + пропилен вместо ацетилен + кислород.
Короткий ответ на вопрос в заголовке: «Да» и «Нет».
Извините за двусмысленность, но все зависит от того, что вы хотите сделать! Позволь мне объяснить!
Варианты топливного газа
КомплектыКислород + Топливный газ раньше были простыми, у вас был Кислород + Ацетилен! Однако в настоящее время вода замутна рядом факторов.
- Ацетилен может быть трудно и дорого достать.
- Аренда баллонов для ацетиленовых баллонов резко подорожала.
- Ацетилен часто вызывает тревогу у должностных лиц, заботящихся о здоровье и безопасности, из-за его горючести и нестабильности!
К сожалению, кислород/ацетилен по-прежнему является лучшей комбинацией газа для всех целей, но есть жизнеспособные альтернативы, если вы знаете, что хотите делать, и тщательно выбираете.
Окси-пропан
Пропан является наиболее легкой альтернативой ацетилену в виде топливного газа и обычно поставляется в баллонах под залог, а не сдается в аренду (как это обычно бывает с ацетиленом).
Для большинства пользователей пропан обходится дешевле, особенно для нечастых пользователей комплектов кислород+топливо. Единственным реальным недостатком использования кислорода/пропана является то, что его нельзя использовать для реальной сварки. Однако комплекты, работающие на кислороде и пропане, идеально подходят для серебряного припоя, пайки, резки и нагрева.Так что, если вы не хотите сваривать, кислород и пропан — отличный способ! Кислород + пропан обеспечивает температуру пламени около 1800⁰C.
Окси-пропилен
ProGas 2000 KitPropylene представляет собой смесь газов, включая пропан, и доступен в одноразовых канистрах ряда брендов, Gasex, Mapp и Turbo Gas, и это только три, он также доступен в больших многоразовых баллонах. Смесь кислорода и пропилена горит немного горячее, чем кислород и пропан, обычно около 3100 ⁰C, и поэтому ее можно считать лучшей, поскольку работа быстрее достигает рабочей температуры.
К сожалению, как и пропан, пропилен не подходит для сварки плавлением. Вы найдете людей, которые скажут вам, что его можно использовать для сварки, но в ходе испытаний, которые я проводил, сварные швы, которые он производил, были довольно хрупкими, поэтому я определенно буду делать что-то структурное или от чего зависит моя жизнь. с этим!!!
Однакокислород + пропилен отлично подходит для серебряного припоя, пайки и нагрева.
Оборудованиекислород + пропан также должно использоваться для кислород + пропилен.
The Welders Warehouse предлагает ряд отличных комплектов. Пожалуйста, посетите нашу страницу кислородно-пропановых/пропиленовых комплектов, чтобы ознакомиться с ассортиментом!
Кислородно-пропановая/пропиленовая горелка
Хотя стандартная кислородно-ацетиленовая горелка может использоваться для кислородно-пропановой/пропиленовой горелки, она далека от идеала. Пропан и пропилен — газы с более медленным горением.
Пропан и пропилен также проходят через систему в виде пара, а не газа, фактически не превращаясь в газ, пока не встретятся с воздухом.
Компания Welders Warehouse разработала две специальные многоструйные горелки для кислорода, пропана и пропилена.
Легкая кислородно-пропановая/пропиленовая горелка
Сверхмощная кислородно-пропановая/пропиленовая горелка
Оба используют нашу собственную, специально разработанную многоструйную насадку, которую намного легче зажечь и с меньшей вероятностью продуть по сравнению с кислородно-ацетиленовой насадкой.
Выводы
При правильном оборудовании пропан или пропилен в смеси с кислородом являются жизнеспособной альтернативой кислородоацетилену для большинства применений, за исключением сварки плавлением.
Надеюсь, эта статья оказалась вам полезной.
Вам также может быть полезна моя статья «Переход с окси-ацетилена на окси-пропан или пропилен».
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий.
Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не будете получать нежелательные электронные письма.Ура
Грэм
Технический консультант — ООО «Сварщики»
Газовая и кислородная сварка и резка
Сварка и резка могут быть безопасными операциями, если соблюдаются надежные правила техники безопасности.Если используются короткие пути или не соблюдаются надлежащие процедуры, то сварка и резка могут стать опасными.
При работе с газовой сваркой и резкой необходимо соблюдать ряд мер безопасности. Только квалифицированные сварщики должны выполнять резку или сварку. Резка или сварка вышки или подконструкции должны выполняться сварщиками, сертифицированными в соответствии с рекомендациями производителя, и сварщики должны следовать процедурам, рекомендованным производителем.
- Перед началом резки или сварки необходимо иметь под рукой надлежащее противопожарное оборудование. Следует поддерживать обученный пожарный дежурный. Этот человек должен стоять рядом с огнетушителем.
- Убедитесь, что искры, пламя или горячий шлак не попадут на какой-либо горючий материал. Перед началом сварки удалите или защитите все легковоспламеняющиеся или горючие материалы.
- Обеспечьте достаточную вентиляцию во время резки или сварки.
- Лица, помогающие сварщикам, должны носить соответствующую одежду для защиты всех частей тела от ожогов.
- Пары от сварки могут быть вредными. Обеспечьте достаточную вентиляцию при сварке бронзы, латуни, оцинкованного железа и поверхностей, покрытых краской, содержащей свинец и сплавы, которые могут выделять вредные пары. Если помещение невозможно проветрить, наденьте соответствующие средства защиты органов дыхания. Сварка в закрытых помещениях может вызвать тепловой стресс.
- После всех работ по резке и сварке необходимо проверить рабочую зону и окрестности на предмет возможного возгорания.
- Все режущее и сварочное оборудование должно быть проверено перед использованием. Кислородные и ацетиленовые шланги следует проверять на наличие утечек, поврежденных фитингов и т. д. в зависимости от выполняемых работ.
- Баллоны, содержащие кислород, ацетилен или другой горючий газ, нельзя выносить в замкнутое пространство.
- Резаки нельзя оставлять без присмотра в резервуарах или пустых пространствах, поскольку утечки могут привести к взрыву. Когда работа приостанавливается на определенный период времени, факелы должны быть удалены из замкнутого пространства.
- Всегда подсоединяйте соответствующий регулятор перед использованием газа из баллона.
- Медленно открывайте вентиль баллона, чтобы не повредить регулятор. Быстрое открытие вентиля баллона перед присоединением регулятора для очистки фитинга от мусора может привести к взрыву регулятора.
- Закрепите днища цилиндров над землей, чтобы защитить их от ржавчины.
- Ни в коем случае нельзя использовать протекающий баллон. Никогда не используйте пламя для проверки герметичности. Используйте только мыльную воду.
- Никогда не используйте кислород из сварочных кислородных баллонов для дыхания.
- Клапан баллона с ацетиленом должен открываться не более чем на 1 ½ оборота шпинделя.
- Чтобы уменьшить вероятность возможного взрыва, используйте баллоны с ацетиленом и кислородом в вертикальном положении.
- Баллоны следует хранить в сухом, хорошо проветриваемом месте. Баллоны с кислородом не следует хранить в пределах 20 футов от баллонов, содержащих легковоспламеняющиеся газы.
Зачем использовать ацетилен для сварки
Сварка является важным производственным процессом в различных отраслях обрабатывающей промышленности. Существуют различные виды сварочных процедур. Одним из важных видов является газосварка.В этом типе сварки тепло, необходимое для процесса, производится за счет сжигания кислорода и ацетилена. Иногда в качестве замены ацетилена также используются водород, бутан и пропан. Комбинация кислорода и ацетилена для резки металлов используется примерно с 1906 года.
За прошедшие годы ацетилен заслужил признание как один из самых безопасных, но в то же время самых сильных сварочных газов. Но растет заблуждение, что пропан лучше сварочного газа, чем ацетилен. В этом посте рассказывается о различиях между этими газами и подробно обсуждаются преимущества ацетилена.Газовая сварка – 4 степени разницы между пропаном и ацетиленом
Ниже приведены основные различия между пропаном и ацетиленом:
1. Температура пламени: Температура пламени пропана составляет ~2800 градусов Цельсия при горении в кислороде. . Ацетилен производит температуру пламени ~ 3100 градусов по Цельсию вместе с кислородом. Эта высокая температура пламени делает ацетилен подходящим выбором для газовой сварки стали.
2. Сварка: При горении в кислороде ацетилен образует восстановительную зону, которая легко очищает поверхность металла.Однако у пропана нет восстановительной зоны.
Это свойство делает его непригодным для сварки. В настоящее время кислородно-ацетиленовая сварка используется для высокопрочных сталей.3. Безопасность: Эффективность ацетилена при использовании с кислородом очень высока. Это означает, что газы, особенно кислород, сохраняются дольше. Таким образом, это приводит к меньшему количеству операций с цилиндрами.
4. Экономические преимущества: Ацетилен требует меньшего стехиометрического количества кислорода по сравнению с пропаном.Соотношение объема пропана составляет 4,3 к 1, тогда как для ацетилена оно составляет 1,2 к 1. Это означает, что при использовании пропана потребляется больше кислорода, чем при использовании ацетилена.
Все вышеупомянутые различия показывают, почему ацетилен предпочтительнее пропана. Хотите узнать больше о преимуществах использования кислородно-ацетиленовой сварки при газовой сварке? В следующем разделе это обсуждается подробно.
3 причины, почему ацетилен идеально подходит для сварки
Следующие пункты помогут вам понять, почему ацетилен предпочтительнее для сварки с 1906 года.
1. Безопасное топливо: Безопасность является важным приоритетом в большинстве перерабатывающих отраслей. Поскольку ацетилен легче воздуха, маловероятно, что он будет накапливаться в малых количествах. Это свойство делает его безопасным для использования на любом технологическом объекте или в подземных условиях.
2. Превосходное качество сварки: Ацетилен является самым горячим горючим газом в сочетании с кислородом. При правильном применении это делает ацетилен идеальным для сварки различных стальных материалов.
3. Экономия денег: Окси-ацетилен хорошо известен своей гибкостью и подходит для различных операций механической обработки, таких как сварка, например, пайка, резка и т.
д. цилиндры для сварки доступны в различных размерах. Эта гибкость упрощает их получение и транспортировку по сравнению с другими топливными газами.Rexarc — один из ведущих производителей оборудования для наполнения ацетиленовых баллонов для сварки.Команда Rexarc поможет вам разобраться в характеристиках и дополнительных преимуществах использования ацетилена для газовой сварки.
Анализатор кислорода для сварки | Монитор сварочной продувки
Не для всех сварочных работ требуется защитный инертный газ. Однако, когда это происходит, использование точного и надежного анализатора следовых количеств кислорода является важным инструментом. Сварка титана методом TIG (вольфрамовый инертный газ) требует использования инертного защитного газа, обычно либо аргона высокой чистоты, либо смеси аргона и гелия, содержащей менее 100 частей на миллион (PPM) кислорода.Воздух содержит 209 000 частей на миллион кислорода, поэтому для создания приемлемой атмосферы внутри сварочной камеры (избегая утечки воздуха в камеру) обычно применяется постоянная продувка инертным защитным газом.
Анализатор следовых количеств кислорода становится критически важным инструментом, чтобы обеспечить приемлемый уровень содержания кислорода в сварочной камере. Чрезмерный уровень кислорода часто приводит к плохому качеству сварных швов. Следующее видео помогает описать необходимость измерения следов кислорода в инертном защитном газе.Следует соблюдать осторожность при выборе анализатора кислорода для сварки. Когда требуются измерения кислорода в частях на миллион, избегайте анализаторов, которые измеряют только процентное содержание кислорода. В большинстве этих типов анализаторов используются электрохимические датчики, разработанные специально для измерения процентного содержания кислорода, а не частей на миллион. В таких случаях сварщики часто интерпретируют показания «0» кислорода как приемлемые, хотя на самом деле это может быть не так. Принимая во внимание, что процентный эквивалент 100 частей на миллион кислорода составляет 0,01 %, показания анализаторов содержания кислорода, равные 0,2 %, 0,1 % или даже «0» %, часто указывают на то, что анализатор превысил нижний предел измерений.
По сути, это может представлять собой показание «ложно низкого содержания кислорода», наихудший вид сварки в критических условиях. Эта проблема может быть устранена путем выбора правильного типа монитора продувки при сварке, особенно предназначенного для измерения концентрации кислорода в частях на миллион.АНАЛИЗАТОРЫ КИСЛОРОДА ДЛЯ СВАРКИ
Alpha Omega Instruments предлагает два анализатора кислорода, которые идеально подходят для сварочных работ: анализатор следов кислорода серии 3000 и портативный анализатор кислорода серии 3520. При наличии встроенного пробоотборного насоса инертный защитный газ подается из сварочной камеры в анализатор, где непрерывно измеряются следовые концентрации кислорода.Учитывая высокую стоимость производимых газов, анализаторы следовых количеств кислорода Alpha Omega Instruments также используются для обеспечения того, чтобы аргон не тратился впустую. Если в среде сварочной камеры требуется уровень кислорода примерно 100 частей на миллион, чрезмерная продувка инертным защитным газом значительно ниже 100 частей на миллион приведет к значительным потерям аргона и не принесет дополнительной пользы для самого процесса сварки.
Свяжитесь с Alpha Omega Instruments для получения дополнительной информации по этому вопросу.3 часто задаваемых вопроса о роли кислорода в сварке
Если вы производите материалы, можно использовать ацетилен кислорода, чтобы упростить процесс и получить более точные результаты.Когда у людей в Шарлоттсвилле, штат Вирджиния, и его окрестностях возникают вопросы по резке металла, они обращаются за ответами к команде Wayne Oxygen & Welding Supply в Уэйнсборо. С 1959 года компания предоставляет сварщикам по всему региону технические рекомендации, рекомендации по продукции и все необходимые им высококачественные сварочные материалы.
Ниже команда Wayne Oxygen & Welding Supply отвечает на распространенные вопросы о роли кислорода в сварке.
Ответы на 3 распространенных вопроса о кислороде и сварке
Нужен ли кислород для процесса?
Кислород является важным компонентом процесса при добавлении к ацетилену. В сочетании с пламенем факела он вызывает химическую реакцию, повышающую температуру.
При нанесении на металл повышение температуры облегчает манипуляции и связывание.Откуда берется кислород?
Кислород обычно получают в процессе выпаривания сжиженного воздуха.Затем вещество транспортируется к месту его нахождения в резервуарах высокого давления. Когда требуется много кислорода, его доставляют в жидком виде в вакуумных герметичных контейнерах.
Есть ли способ очистить кислород?
Вы можете отделить кислород от воздуха, чтобы получить более чистую форму вещества. Пропустите воздух через цеолитовое сито, чтобы разделить компоненты. Материал будет собирать азот и пропускать кислород. Используя этот метод, вы можете рассчитывать на степень очистки 93%.
Если вы работаете над металлическим проектом, вы можете доверить команде Wayne Oxygen & Welding Supply все необходимое оборудование. Их обширный ассортимент включает варианты сжатого газа, расходные материалы для сварки TIG и MIG и многое другое.
Чтобы узнать больше об ассортименте, доступном в Уэйнсборо, позвоните по телефону (540) 942-4145 и поговорите с вежливым представителем службы поддержки клиентов.
 Тем не менее, чистота и качество в настоящее время являются основными различиями между этими двумя вариантами коммерческого кислорода.
Тем не менее, чистота и качество в настоящее время являются основными различиями между этими двумя вариантами коммерческого кислорода. Похоже, кто-то забыл свой респиратор.
Похоже, кто-то забыл свой респиратор. Это означает, что вам не нужно прибегать к медицинским контейнерам вместо сварочных баллонов, поскольку они легко доступны в Интернете.
Это означает, что вам не нужно прибегать к медицинским контейнерам вместо сварочных баллонов, поскольку они легко доступны в Интернете. Тем не менее, лучше всегда проводить исследования заранее, просто из соображений безопасности.
Тем не менее, лучше всегда проводить исследования заранее, просто из соображений безопасности.

 Однако другие газы, такие как пропан, водород и угольный газ, могут использоваться для соединения цветных металлов с более низкой температурой плавления, а также для пайки твердым припоем и серебряным припоем.
Однако другие газы, такие как пропан, водород и угольный газ, могут использоваться для соединения цветных металлов с более низкой температурой плавления, а также для пайки твердым припоем и серебряным припоем.
 Первый используется почти исключительно и идеально подходит для сварки стыковых, угловых и нахлесточных соединений листов толщиной примерно до 5 мм.Правосторонний способ находит применение на листах толщиной более 5 мм для сварки в плоском и горизонтально-вертикальном положении. Всепозиционный правосторонний метод является модификацией правостороннего метода и идеально подходит для сварки стальных листов и, в частности, трубопроводов, где необходимо выполнять позиционную сварку (вертикальную и потолочную). Методы правостороннего и всепозиционного правонаправленного сваривания позволяют сварщику получить равномерный проплавляющий валик с дополнительным контролем над расплавленной сварочной ванной и металлом сварного шва.Кроме того, сварщик имеет хороший обзор сварочной ванны и может работать в условиях полной свободы передвижения. Эти методы очень высококвалифицированны и используются реже, чем традиционная левая техника.
Первый используется почти исключительно и идеально подходит для сварки стыковых, угловых и нахлесточных соединений листов толщиной примерно до 5 мм.Правосторонний способ находит применение на листах толщиной более 5 мм для сварки в плоском и горизонтально-вертикальном положении. Всепозиционный правосторонний метод является модификацией правостороннего метода и идеально подходит для сварки стальных листов и, в частности, трубопроводов, где необходимо выполнять позиционную сварку (вертикальную и потолочную). Методы правостороннего и всепозиционного правонаправленного сваривания позволяют сварщику получить равномерный проплавляющий валик с дополнительным контролем над расплавленной сварочной ванной и металлом сварного шва.Кроме того, сварщик имеет хороший обзор сварочной ванны и может работать в условиях полной свободы передвижения. Эти методы очень высококвалифицированны и используются реже, чем традиционная левая техника.

 Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не будете получать нежелательные электронные письма.
Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не будете получать нежелательные электронные письма. Следует поддерживать обученный пожарный дежурный. Этот человек должен стоять рядом с огнетушителем.
Следует поддерживать обученный пожарный дежурный. Этот человек должен стоять рядом с огнетушителем. Кислородные и ацетиленовые шланги следует проверять на наличие утечек, поврежденных фитингов и т. д. в зависимости от выполняемых работ.
Кислородные и ацетиленовые шланги следует проверять на наличие утечек, поврежденных фитингов и т. д. в зависимости от выполняемых работ. Используйте только мыльную воду.
Используйте только мыльную воду. За прошедшие годы ацетилен заслужил признание как один из самых безопасных, но в то же время самых сильных сварочных газов. Но растет заблуждение, что пропан лучше сварочного газа, чем ацетилен. В этом посте рассказывается о различиях между этими газами и подробно обсуждаются преимущества ацетилена.
За прошедшие годы ацетилен заслужил признание как один из самых безопасных, но в то же время самых сильных сварочных газов. Но растет заблуждение, что пропан лучше сварочного газа, чем ацетилен. В этом посте рассказывается о различиях между этими газами и подробно обсуждаются преимущества ацетилена. Это свойство делает его непригодным для сварки. В настоящее время кислородно-ацетиленовая сварка используется для высокопрочных сталей.
Это свойство делает его непригодным для сварки. В настоящее время кислородно-ацетиленовая сварка используется для высокопрочных сталей.
 д. цилиндры для сварки доступны в различных размерах. Эта гибкость упрощает их получение и транспортировку по сравнению с другими топливными газами.
д. цилиндры для сварки доступны в различных размерах. Эта гибкость упрощает их получение и транспортировку по сравнению с другими топливными газами. Анализатор следовых количеств кислорода становится критически важным инструментом, чтобы обеспечить приемлемый уровень содержания кислорода в сварочной камере. Чрезмерный уровень кислорода часто приводит к плохому качеству сварных швов. Следующее видео помогает описать необходимость измерения следов кислорода в инертном защитном газе.
Анализатор следовых количеств кислорода становится критически важным инструментом, чтобы обеспечить приемлемый уровень содержания кислорода в сварочной камере. Чрезмерный уровень кислорода часто приводит к плохому качеству сварных швов. Следующее видео помогает описать необходимость измерения следов кислорода в инертном защитном газе. Свяжитесь с Alpha Omega Instruments для получения дополнительной информации по этому вопросу.
Свяжитесь с Alpha Omega Instruments для получения дополнительной информации по этому вопросу. При нанесении на металл повышение температуры облегчает манипуляции и связывание.
При нанесении на металл повышение температуры облегчает манипуляции и связывание.