Классификация сварных швов | Сварка металлов и материалов
Сварной шов
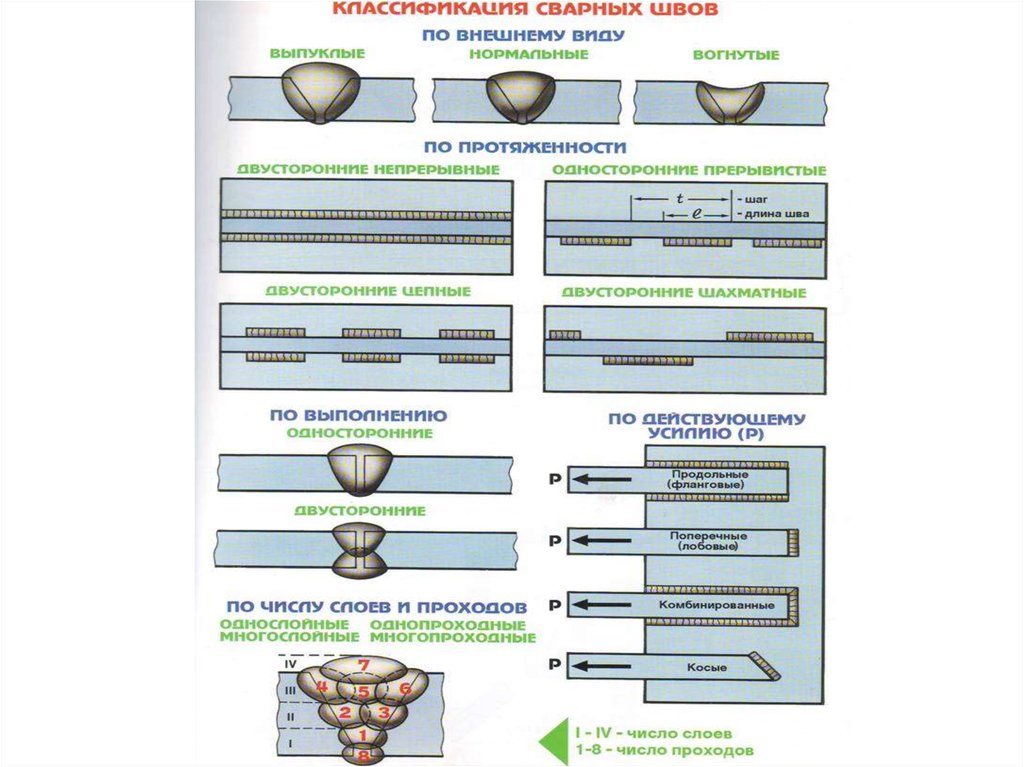
конструкций из стали, и их сплавов различаются по ряду признаков.
По действующему усилию
По положению относительно действующего усилия Р швы могут быть лобовыми, косыми и фланговыми. Эти определения относятся к угловым швам нахлесточных соединений (рис. 2.7). Лобовой шов расположен перпендикулярно усилию, фланговый — параллельно, а косой — под углом.
По углу наклона
Разделение сварных швов по основным положениям установил ГОСТ 11969-79*, Согласно ГОСТу положение сварки определяется углом
Рис. 2.7. Расположение швов относительно действующего усилия Р а — лобовой, б — фланговый; в -косой; г -лобовой и косые швы
Рис. 2.8. Форма швов: а — выпуклые; б — без выпуклости; в — вогнутые
наклона а продольной оси шва и углом поворота Р поперечной его оси относительно их нулевых положений. Если отдельные слои многослойного шва выполняются в разных положениях, обозначения относятся к каждому слою в отдельности. В табл. 2.1 показаны схемы различных положений и их обозначения. Стрелкой, направленной вверх, обозначена сварка на подъем, направленной вниз — сварка на спуск. По удобству и легкости выполнения самое лучшее положение — это Л и Н, затем положения усложняются в таком порядке: Пв, Пг, В, Г, Пп и П, последние два — самые трудные для выполнения, их следует избегать.
В табл. 2.1 показаны схемы различных положений и их обозначения. Стрелкой, направленной вверх, обозначена сварка на подъем, направленной вниз — сварка на спуск. По удобству и легкости выполнения самое лучшее положение — это Л и Н, затем положения усложняются в таком порядке: Пв, Пг, В, Г, Пп и П, последние два — самые трудные для выполнения, их следует избегать.
Таблица 2.1
Примечания: 1. Предельные отклонения во всех положениях. 2. Iо и I — положение продольной оси шва; II0 и II — положение поперечной оси шва.
По протяженности
различаются по их протяженности и бывают непрерывными и прерывистыми. В основном все швы выполняют непрерывными, однако иногда применяют прерывистые швы, если не требуется их сплошности и при малых нагрузках. При сборке конструкций под сварку часто употребляют сборочные швы — прихватки, которые ставят с перерывами, для предварительного закрепления конструкций. В зависимости от веса собираемых элементов и их толщины назначают длину и сечение прихваток: чем больше вес и толщина, тем больше должно быть прихваток.
По внешней форме
По внешней форме и количеству наплавленного металла различают швы выпуклые и вогнутые (рис. 2.8). Как правило, все швы выполняют выпуклыми с небольшим усилением, номинальная величина которого 0,5 мм установлена ГОСТ 5264-80. Иногда требуется делать швы без выпуклости, что должно быть указано в чертежах. Вогнутыми выполняют угловые швы, что также указывается в чертежах и требуется для улучшения работы сварных соединений при переменных нагрузках или по другой причине. Стыковые швы согнутыми не делают, вогнутость таких швов
Рис. 2.9. Многослойные швы: a — стыковой; б — угловой
является браком. Стыковые и угловые швы могут быть однослойными при небольшой толщине свариваемых деталей или многослойными (рис. 2.9) при большой толщине. Однослойные швы, как правило, бывают однопроходными, а многослойные — многопроходными. По характеру требований, предъявляемых к сварным швам, они могут быть прочными или плотными (непроницаемыми для газов или жидкости). Как правило, (особенно стыковые) должны быть равнопрочны основному металлу, а также должны быть прочноплотными.
Как правило, (особенно стыковые) должны быть равнопрочны основному металлу, а также должны быть прочноплотными.
Похожие материалы
|
Классификация сварных швов Категория: Сварные соединения Классификация сварных швов Сварные швы подразделяются по виду сварного соединения и геометрическому очертанию сечения шва на стыковые и угловые. Стыковой шов характеризуется шириной (b) и усилением Лв, глубиной провара hn, угловой — Катетом К, шириной В, толщиной Н. Стыковые швы применяют для выполнения стыковых, торцовых, отбортованных, а иногда и угловых соединений. Угловые швы применяют в нахлесточных, тавровых и угловых соединениях. Размеры сечения швов установлены ГОСТ 5264—69. По форме наружной поверхности стыковые швы могут быть плоские или выпуклые. По положению в пространстве различают швы нижние, вертикальные, горизонтальные и потолочные. Рис. 1. Классификация сварных швов по геометрическому очертанию сечения Сварка нижних швов наиболее удобна, легко поддается меха низации. Рис. 2. Классификация сварных швов: а — по положению в пространстве, б — по протяженности, е — по отношению к направлению действующих усилий, г — по форме наружной поверхности По отношению к направлению действующих усилий швы подразделяются на фланговые (боковые) и продольные, оси которых параллельны направлению усилия; лобовые, оси которых перпендикулярны к направлению усилия; комбинированные и косые. По протяженности различают швы сплошные и прерывистые. Прерывистый шов может быть цепным или шахматным. Цепной шов представляет собой двусторонний прерывистый шов таврового соединения, в котором участки сварки и промежутки расположены по обеим сторонам стенки один против другого. Шахматный шов — двусторонний прерывистый шов таврового соединения, в котором промежутки на одной стороне стенки расположены против сваренных участков шва на другой стороне. Расстояние от начала проваренного участка шва до начала следующего участка называется шагом шва. Прерывистые швы применяют в соединениях, не требующих герметичности (непроницаемости) и когда сплошные швы слабо нагружены. Сварные соединения со сплошными швами лучше выдерживают знакопеременную нагрузку и меньше поддаются коррозии, чем соединения с прерывистыми швами. Особо ответственные сварные изделия, как правило, выполняются со сплошными швами. По условиям работы швы подразделяются на рабочие, воспринимающие внешние нагрузки, и связующие (соединительные швы), предназначенные только для скрепления частей изделия. Реклама:Читать далее:Условные обозначения швов сварных соединении
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

 Наиболее сложен и труден потолочный шов, выполне ние которого требует специальной тренировки. Выполнение гори зонтальных и вертикальных швов на вертикальной плоскости не сколько труднее, чем нижних, но легче потолочных. Вертикаль ные, горизонтальные и потолочные швы в большинстве случаев применяют в строительстве и монтаже крупных сооружений и значительно реже — в заводских условиях, где с помощью приспособлений удается почти полностью сваривать конструкцию только в нижнем положении. Многие сварщики высокой квалификации выполняют вертикальные швы с лучшим качеством, чем нижние, так как в этом случае из сварочной ванны легче удаляются загрязнения и металл шва становится чище, плотнее и прочнее.
Наиболее сложен и труден потолочный шов, выполне ние которого требует специальной тренировки. Выполнение гори зонтальных и вертикальных швов на вертикальной плоскости не сколько труднее, чем нижних, но легче потолочных. Вертикаль ные, горизонтальные и потолочные швы в большинстве случаев применяют в строительстве и монтаже крупных сооружений и значительно реже — в заводских условиях, где с помощью приспособлений удается почти полностью сваривать конструкцию только в нижнем положении. Многие сварщики высокой квалификации выполняют вертикальные швы с лучшим качеством, чем нижние, так как в этом случае из сварочной ванны легче удаляются загрязнения и металл шва становится чище, плотнее и прочнее.
 Связующие швы часто называют нерабочими швами.
Связующие швы часто называют нерабочими швами.Классификация сертификации сварщиков | Work
By Lindsey Thompson
Ряд профессиональных ассоциаций и компаний, занимающихся сваркой, предлагают сертификаты для сварщиков. Сварочные сертификаты обеспечивают сварщикам легитимность в этой области, дополнительные знания через сертификационные курсы и возможность доказать свои навыки сварки потенциальным работодателям. Поскольку сварщики используют разные типы сварных швов и сварочные процессы, поставщики сертификации классифицируют сертификаты сварки по разным категориям.
Поскольку сварщики используют разные типы сварных швов и сварочные процессы, поставщики сертификации классифицируют сертификаты сварки по разным категориям.
Сварочные процессы
Сварщики могут получить сертификаты по наиболее распространенным типам сварочных процессов — дуговой сварке в среде защитного газа, дуговой сварке вольфрамовым электродом и дуговой сварке в среде защитного газа. Основной поставщик сертификатов сварки, Американское общество сварщиков, AWS, использует дополнительные классификации для других сварочных процессов, таких как дуговая сварка металлическим электродом с коротким замыканием, дуга с флюсовой сердцевиной, дуга под флюсом и пайка. AWS дает каждому типу сертификации процесса сварки аббревиатуру. Например, AWS классифицирует дуговую сварку защитным металлом как SMAW.
Положение и тип
Положение и тип сварного шва — еще одна основная классификация, которую используют сварщики при получении сертификата. Позиция описывает размещение металлической пластины или трубы, на которой работает сварщик, и включает плоскую, горизонтальную, вертикальную и потолочную сварку пластин. Для труб положения включают вертикальное положение, вертикальное положение под углом 45 градусов и ограниченное положение. Сварной шов с разделкой кромок и угловой шов описывают два наиболее часто используемых типа сварных швов. Сварщики используют цифры для описания положения и буквы для описания типа сварного шва для сертификации. Например, сварной шов с плоской канавкой на металлической пластине классифицируется как 1G.
Для труб положения включают вертикальное положение, вертикальное положение под углом 45 градусов и ограниченное положение. Сварной шов с разделкой кромок и угловой шов описывают два наиболее часто используемых типа сварных швов. Сварщики используют цифры для описания положения и буквы для описания типа сварного шва для сертификации. Например, сварной шов с плоской канавкой на металлической пластине классифицируется как 1G.
Газы, присадочный металл и основной металл
Сварщики используют несколько различных типов газов и проходят сертификацию по каждому из них, включая аргон, гелий, аргон/двуокись углерода и двуокись углерода. Поставщики сертификации используют обозначение каждого газа в периодической таблице для классификации этого газа. AWS также предлагает сертификационные классификации для сварщиков присадочных и основных металлов. Присадочные металлы получают классификационный номер AWS, и AWS использует классификацию Американского общества испытаний и материалов для классификации основных металлов. Классификация основных металлов описывает типы свариваемых металлов, а также предел прочности на растяжение и предел текучести этого металла.
Классификация основных металлов описывает типы свариваемых металлов, а также предел прочности на растяжение и предел текучести этого металла.
Типы сертификатов
Каждый поставщик сертификатов имеет множество типов сертификатов. Наряду с общими званиями сертифицированного сварщика AWS также предлагает звания «Сертифицированный роботизированной дуговой сварки», «Сертифицированный инженер по сварке», «Сертифицированный инспектор по сварке», «Сертифицированный инструктор по сварке», «Сертифицированный супервайзер по сварке», «Сертифицированный торговый представитель по сварке» и «Сертифицированный производитель сварки». Сертификационные классификации для сварки также представлены в виде кодов, включая Кодекс структурной сварки для стали, Кодекс структурной сварки для алюминия, трубчатых конструкций, тонколистовой стали, арматурной стали, сварки листового металла, сварки химических заводов и нефтяных труб и сварки железных дорог. Американское общество инженеров-механиков предлагает коды для сварки котлов и сосудов под давлением, а Американский институт нефти имеет свои собственные коды для сварки газо- и нефтепроводов.
Справочные материалы
- Американское общество сварщиков: Заявление сертифицированного сварщика
- Американское общество сварщиков: Интерпретация кодов на сертификационных картах AWS
- Weld Reality: Американское общество испытаний материалов и процедур сварки
- Департамент строительства и безопасности Лос-Анджелеса: Сертификация сварщиков
- Go Welding: Сертификация сварки
- Американское общество инженеров-механиков: Сертификация котлов и сосудов под давлением
- Американский институт нефти: сертификация
Биография писателя
Линдси Томпсон начала свою писательскую карьеру в 2001 году. Ее работы публиковались в журналах «Member Magazine» и «The Ohio Journalist» Художественного музея Цинциннати. Вы также найдете ее работы на таких сайтах, как Airbnb, Chron.com и USAToday.com. Томпсон имеет степень бакалавра журналистики Школы журналистики Скриппса Университета Огайо.
 Щелкните здесь, чтобы узнать больше об eFatigue.
Щелкните здесь, чтобы узнать больше об eFatigue. Классификация сварного соединения зависит от:
Классификация сварного соединения зависит от: