Классификация сварочной дуги
По подключению к источнику питания различают, дугу прямого действия (зависимую дугу) и дугу косвенного действия (независимую дугу). В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
По применяемым электродам различают способы сварки плавящимся электродом и неплавящимся (угольным, графитовым и вольфрамовым). Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления.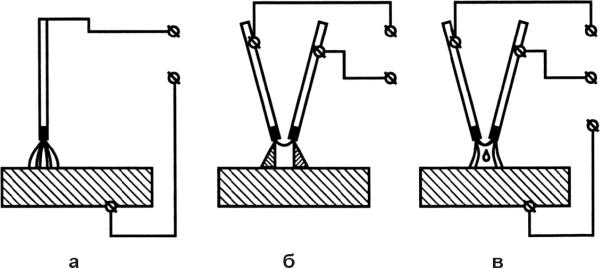
По полярности постоянного тока различают дуги, питаемые постоянным током прямой (минус на электроде) или обратной (плюс на электроде) полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
Расстояние от конца электрода до поверхности свариваемого металла называется длиной дуги. От длины дуги во многом зависит качество сварки. Очень большая длина приводит к насыщению металла кислородом и азотом воздуха. Увеличиваются потери тепла и разбрызгивание металла, ухудшается формирование сварного шва, образуются поры.
Очень большая длина приводит к насыщению металла кислородом и азотом воздуха. Увеличиваются потери тепла и разбрызгивание металла, ухудшается формирование сварного шва, образуются поры.
По условиям наблюдения за процессом горения дуги различают открытую, закрытую и полуоткрытую дугу. При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке основном металле и под гранулированным флюсом, и она невидима.
Узнать еще:
Презентация к уроку «Классификация сварочных дуг»
ТЕМА УРОКА:
Классификация
сварочных дуг
ЦЕЛИ УРОКА:
Образовательная: изучить виды и классификацию сварочных дуг.
Развивающая: создать на уроке условия для развития мыслительных способностей.
Воспитательная: воспитания в учениках средствами урока уверенности в своих силах.
АКТУАЛИЗАЦИЯ ОПОРНЫХ ЗНАНИЙ:
- Сварочной дугой называется ………
- Основные участки сварочной дуги.
- Основной участок падения напряжения на дуге.
- Чему равна длина дуги?
- Какая дуга называется стабильной?
В зависимости от того, в какой среде происходит дуговой разряд, различают различные виды сварочных дуг. Также сварочные дуги классифицируются по роду сварочного тока, электрода, принципа действия и полярности тока. Знание принципа работы дуги можно выбрать наиболее подходящий вариант для выполнения работы, исходя из свойств свариваемого материала, его толщины, требованиям к конструкции и т.д.
Сварочная дуга классифицируется по роду применяемого тока (постоянный, переменный, трехфазный) и по длительности горения (стационарная, импульсная).
По типу применяемого электрода дуга может возбуждаться между плавящимся (металлическом) и неплавящимся (угольным, вольфрамовым) электродами.
При прямой полярности отрицательный полюс силовой цепи (катод) находится на электроде, а положительный полюс (анод) — на основном металле. При обратной полярности «плюс» на электроде, а «минус» на изделии.
В зависимости от того, в какой среде происходит дуговой разряд, различают:
1. Открытая дуга, горящая в воздухе (в состав газовой среды зоны дуги входят воздух, пары электрода, электродного покрытия и свариваемого металла).
Дуговая сварка покрытыми электродами (открытая дуга)
- 2-стержень электрода
- 3-покрытие электрода
2. Закрытая дуга, горящая под слоем флюса (в состав газовой среды зоны дуги входят пары основного металла, проволоки и флюса)
Дуговая сварка под флюсом (закрытая дуга)
3. Дуга горящая в защитных газах (в состав газовой среды зоны дуги входят пары основного металла, проволока и защитный газ).
Дуга горящая в защитных газах (в состав газовой среды зоны дуги входят пары основного металла, проволока и защитный газ).
Дуга горящая в защитных газах
- 2-защитный газ
Электрошлаковая сварка (дуга горит только до расплавления шлака)
- 3-шлакрвая ванна
По принципу работы различают дугу прямого, косвенного и комбинированного действия.
Принципы работы дуги
Электрическая дуга:
- прямого (а)
- косвенного (б)
- комбинированного (в) действия
Вопросы для контроля:
1. Классификация сварочных дуг по:
- роду тока и длительности горения;
- типу применяемого электрода и полярности;
- принципу работы.
2. Состав газового промежутка:
Состав газового промежутка:
- сварка покрытыми электродами;
- сварка под флюсом;
- сварка в защитном газе.
3. принцип работы дуги:
- прямого действия;
- косвенного действия;
- трёхфазной.
ДОМАШНЕЕ ЗАДАНИЕ:
Проработать изученный материал по конспекту и других, рекомендованных источников информации.
Виды сварочных дуг — Прочее
ПЛАН УРОКА.
Тема урока: Виды сварочных дуг.
Цели урока:
образовательная: изучить виды и классификацию сварочных дуг;
развивающая: создать на уроке условия для развития мыслительных способностей;
воспитательная: воспитания в учениках средствами урока уверенности в своих силах.
Оснащение урока: учебник, ноутбук, проектор (содержит презентацию).
Тип урока: комбинированный.
ХОД УРОКА
Проверка присутствующих на уроке и их готовность к уроку…………..1мин.
Отметка отсутствующих и наличие учебных принадлежностей.
Объяснение и запись темы и целей урока…………………………………..2мин.
Актуализация опорных знаний………………………………………………5мин.
Сварочной дугой называется ………
Основные участки сварочной дуги.
Основной участок падения напряжения на дуге.
Чему равна длина дуги?
Какая дуга называется стабильной?
Мотивация учебной деятельности…………………………………………..3мин.
В зависимости от того, в какой среде происходит дуговой разряд, различают различные виды сварочных дуг. Также сварочные дуги классифицируются по роду сварочного тока, электрода, принципа действия и полярности тока. Знание принципа работы дуги можно выбрать наиболее подходящий вариант для выполнения работы, исходя из свойств свариваемого материала, его толщины, требованиям к конструкции и т. д.
д.
Изучение нового материала…………………………………………………26мин.
Конспектирование и объяснение нового материала.
Закрепление полученных знаний……………………………………………5мин.
Классификация сварочных дуг по:
роду тока и длительности горения;
типу применяемого электрода и полярности;принципу работы;
составу газового промежутка;
принципу работы дуги.
Подведение итогов урока………………………………………………………2мин.
Оценивание наиболее активных студентов.
Домашнее задание………………………………………………………………1мин.
Проработка изученного материала по конспекту и других, рекомендованных источников информации.
Виды сварочных дуг.
Сварочная дуга классифицируется по роду применяемого тока (постоянный, переменный, трехфазный) и по длительности горения (стационарная, импульсная).
По типу применяемого электрода дуга может возбуждаться между плавящимся (металлическом) и неплавящимся (угольным, вольфрамовым) электродами.
При прямой полярности отрицательный полюс силовой цепи (катод) находится на электроде, а положительный полюс (анод) — на основном металле. При обратной полярности «плюс» на электроде, а «минус» на изделии.
1 . Открытая дуга, горящая в воздухе (в состав газовой среды зоны дуги входят воздух, паря электрода, электродного покрытия и свариваемого металла).
2 . Закрытая дуга, горящая под слоем флюса (в состав газовой среды зоны дуги входят пары основного металла, проволоки и флюса).
3. Дуга горящая в защитных газах
(в состав газовой среды зоны дуги входят
пары основного металла,
проволока и защитный газ).
4.
По принципу работы различают дугу прямого, косвенного и комбинированного действия.
Основы сварочного дела Лекция №3 Электрическая дуга, виды электрической сварочной дуги.

СЛАЙД 12
Наиболее распространенными источниками тепла является электрическая сварочная дуга.
Электрическая сварочная дуга – мощный электрический разряд в сильно ионизораванной смеси газов и паров различных материалов, происходящий обычно при атмосферном давлении.
Впервые дуговой разряд наблюдал и описал академик В.В Петров в 1802г.
СЛАЙД 13 Различают следующие основные группы сварочных дуг:
— по виду воздействия на изделие – дуги прямого и косвенного действия;
— по роду тока – дуги постоянного и переменного тока;
— по типу электрода – дуги с плавящимся и неплавящимся электродами;
— по наличию ограничений развития дугового разряда в пространстве- свободные и сжатые дуги;
— по наличию препятствий для циркуляции газа в околодуговом пространстве;
—
возможности наблюдения за дуговым
разрядом – открытие и закрытие дуги.
СЛАЙД 14 В зависимости от числа электродов и способов включения электродов и свариваемой детали в электрическую цепь различают следующие виды сварочных дуг (рис. 2):
прямого действия, когда дуга горит между электродом и изделием – используется при: дуговой сварке покрытыми электродами; при сварке неплавящимся электродом в защитных газах; при сварке плавящимся электродом под флюсом или в защитных газах;
СЛАЙД 15 косвенного действия, когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь – используется при специальных видах сварки и атомно-водородной сварке и наплавке;
трехфазная дуга, возбуждаемая между двумя электродами, а также между каждым электродом и основным металлом – используется при сварке спиралешовных труб на станках автоматической сварки под флюсом.
СЛАЙД 16
а) б) в)
Рис. 2 Классификация сварочной дуги по
подключению к источнику питания:
2 Классификация сварочной дуги по
подключению к источнику питания:
а – прямого действия; б – косвенного действия; в – комбинированная (трехфазная)
СЛАЙД 17 По роду тока различают дуги, питаемые переменным и постоянным током. При применении, постоянного тока различают сварку на прямой и обратной полярности (см. рис. 3). В первом случае электрод подключается к отрицательному полюсу и служит катодом, а изделие – к положительному полюсу и служит анодом; во втором случае электрод подключается к положительному полюсу и служит анодом, а изделие – к отрицательному и служит катодом. СЛАЙД 18 В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными или вольфрамовыми) и плавящимися металлическими электродами.
СЛАЙД 19
а) б)
Рис. 3 Классификация сварочной дуги по полярности постоянного тока:
а
– прямая полярность; б
– обратная полярность.
В дугах с плавящимися электродами электрод и деталь расплавляются в общую сварочную ванну, а в дугах с неплавящимися электродами электрод является тугоплавким и не поставляет жидкий металл в сварочную ванну, хотя на торцах таких электродов и может появиться тонкая пленка жидкого металла. Для дуг постоянного тока характерны неизменность направления тока и, как правило, небольшие колебания его силы. В дугах переменного тока происходит непрерывное изменение направления и силы тока. Такие дуги угасают каждый раз при переходе тока через нуль и возбуждаются вновь при достижении между электродами необходимой для этой величины электродвижущей силы.
СЛАЙД 20 Дуга
считается свободной, если ее развитие
в пространстве ограничено только
естественными свойствами. При наличии
искусственных ограничений дуга называется
сжатой. Дуга считается открытой, если
около нее отсутствуют преграды (кроме
самих электродов), задерживающие
излучение дуги или препятствующие
наблюдению за ней, исключающие или
затрудняющие циркуляцию газа в
околодуговом пространстве. В противном
случае дуга считается закрытой. Примером
закрытой дуги является дуга под слоем
флюса.
В противном
случае дуга считается закрытой. Примером
закрытой дуги является дуга под слоем
флюса.
Классификация сварочной дуги. Контроль II
Данный модуль предназначен для проверки знаний по теме «Сварочная дуга»
Тип: Контрольный;
версия: 1.0.0.1 от 21.10.2010
Внимание! Для воспроизведения модуля
необходимо установить на компьютере
проигрыватель ресурсов.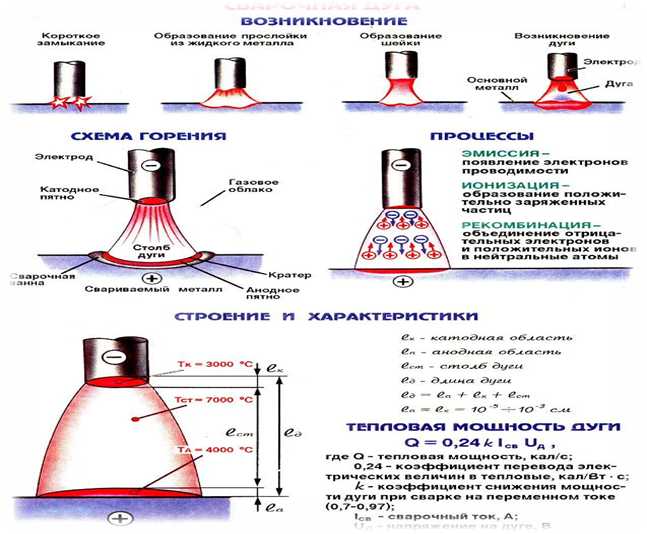
Категория пользователей
Преподаватель, ОбучаемыйКонтактное время
15 минутИнтерактивность
ВысокаяДисциплины
Тематика начального профессионального образования / Тематика начального профессионального образования наладчика сварочного и газоплазморезательного оборудованияСтатус
Завершенный вариант (готовый, окончательный)Тип ИР сферы образования
Контрольный модульЯзык
РусскийКлючевые слова
Области дугового промежуткаАвтор
Издатель
Правообладатель
Левин Юрий Юрьевич к.
 т.н.
т.н.Тел. — +7-495-341-9536, +7-495-341-9537
Эл. почта — [email protected]
Научный Центр внедрения телекоммуникационных технологий «ГРАЖДАНСКАЯ СЕТЬ» АНО
Научный Центр внедрения телекоммуникационных технологий «ГРАЖДАНСКАЯ СЕТЬ»
Россия, 115561, Москва, Москва, ул. Ключевая, д.4, корп.2,
Ключевая, д.4, корп.2,
Тел. — +7-495-341-9536, +7-495-341-9537
Сайт — http://www.urbannet.ru
Эл. почта — [email protected]
Министерство образования и науки России Федеральный орган исполнительной власти
Министерство образования и науки России
Россия, 115998, Москва, ул. Люсиновская, д. 51,
Люсиновская, д. 51,
Характеристики информационного ресурса
Тип используемых данных:
text/html, text/xml, text/javascript, image/png, audio/mpegОбъем цифрового ИР
1 619 508 байтПроигрыватель
multi-osКатегория модифицируемости компьютерного ИР
открытыйПризнак платности
бесплатныйНаличие ограничений по использованию
нет ограниченийРубрикация
Ступени образования
Начальное профессиональное образованиеЦелевое назначение
УчебноеТип ресурса
Открытая образовательная модульная мультимедийная система (ОМС)Классы общеобразовательной школы
Уровень образовательного стандарта
ФедеральныйХарактер обучения
БазовоеСтроение сварочной дуги — Энциклопедия по машиностроению XXL
Объясните строение сварочной дуги.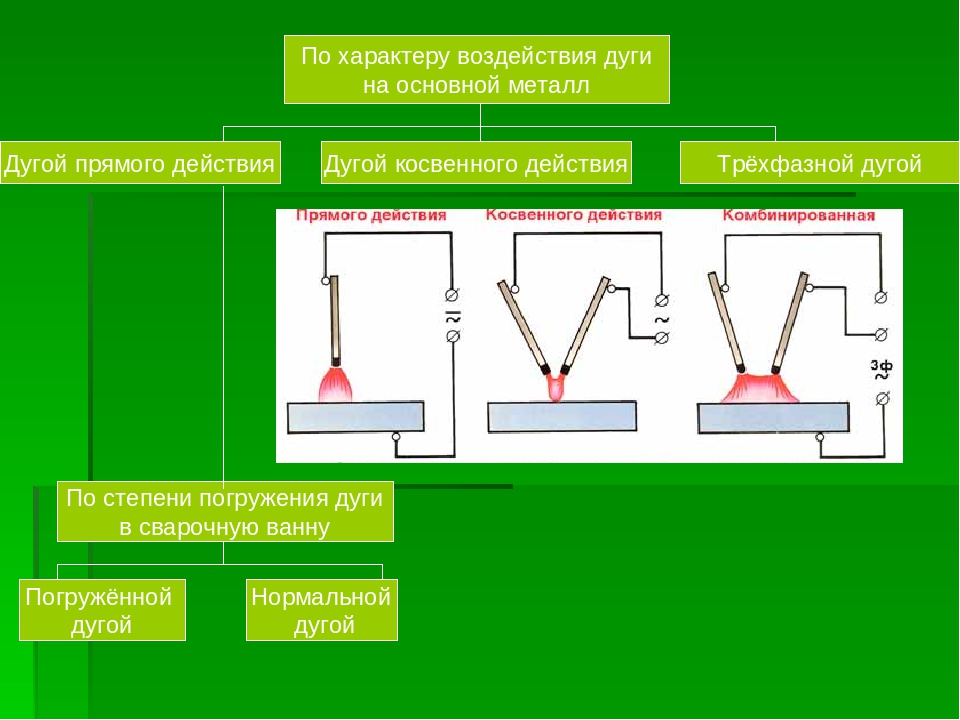 [c.19]
[c.19] Способы сварки в защитных газах 152 Стадии кристаллизации металла сварочной ванны 25 Строение сварочного пламени 71 Строение сварочной дуги 83 Стыковая сварка оплавлением 283 Стыковая сварка сопротивлением 283 Стыковое соединение 11 [c.394]
Строение сварочной дуги. Электрическая сварочная дуга постоянного тока имеет три основные четко выраженные зоны катодную область, анодную область и столб дуги (рис. 35). [c.73]
| Рис. 35. Строение сварочной дуги 1 — катодная зона 2 — анодная зона 3 — столб дуги 4 — ореол пламени 5 — сварочная ванна |
Строение сварочной дуги 4 Сумматор 77 [c.205]
Строение сварочной дуги. Сварочная дута состоит из катодной области, столба дуги и анод ной области (рис, 13). [c.16]
[c.16]
Схема строения сварочной дуги [c.142]
Строение, свойства и виды сварочной дуги. Электрод, присоединенный к положительному полюсу источника пи- тания сварочной дуги, называют анодом, а к отрицательному полюсу—катодом. При сварке на постоянном токе катодом может быть свариваемое изделие и электрод, т. е. сварочная дуга может иметь прямую и обратную полярность. При прямой полярности электрод соединен с минусом, а свариваемое изделие —с плюсом источника питания дуги. При обратной полярности это соединение выполнено наоборот. С помощью сварочной дуги обратной полярности уменьшают выделение тепла на свариваемом изделии (тонколистовой и легкоплавкий металл легированные стали, чувствительные к перегреву). [c.45]
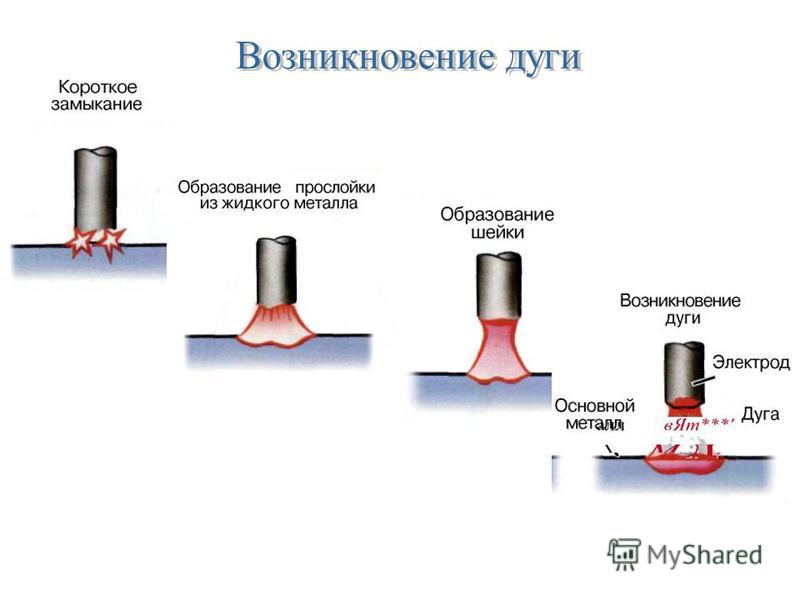
Зажигают дугу прикосновением конца электрода к изделию. В этот момент напряжение источника тока приближается к нулю, а сила тока возрастает до максимума.
 Точки соприкосновения электрода с изделием мгновенно нагреваются и металл частично испаряется. При отрыве электрода от изделия возникает электрический разряд в дуговом газовом промежутке. Такой электрический разряд, устойчиво горящий между электродом и изделием, называется сварочной дугой. Строение дуги показано на рис. 16. Основным участком дуги является- катодное пятно, представляющее собой ярко раскаленный участок на конце электрода, соединенного с отрицательным полюсом источника тока. Из катодного пятна, нагретого до высокой температуры, излучается поток электронов в газовый столб дуги. Устойчивость горения дуги в значительной степени зависит от температуры и состояния катодного пятна.
[c.39]
Точки соприкосновения электрода с изделием мгновенно нагреваются и металл частично испаряется. При отрыве электрода от изделия возникает электрический разряд в дуговом газовом промежутке. Такой электрический разряд, устойчиво горящий между электродом и изделием, называется сварочной дугой. Строение дуги показано на рис. 16. Основным участком дуги является- катодное пятно, представляющее собой ярко раскаленный участок на конце электрода, соединенного с отрицательным полюсом источника тока. Из катодного пятна, нагретого до высокой температуры, излучается поток электронов в газовый столб дуги. Устойчивость горения дуги в значительной степени зависит от температуры и состояния катодного пятна.
[c.39]Если мгновенно прекратить сварку и создать условия для предотвращения растекания головной части ванны, то характер кристаллизации можно представить так, как это изображено на рис. 3.9. Рост кристаллов начинается с закристаллизовавшейся поверхности металла шва. Кристаллы из хвостовой части вытягиваются вдоль оси шва, они имеют большую протяженность кристаллы с боковых поверхностей, растущие с кромок в задней части ванны, составляют с осью шва определенный угол. Размеры кристаллов, растущих с боковых поверхностей, и угол их наклона к оси шва зависят от многих факторов — толщины и массы сварив аемого металла, его температуры и теплофизических свойств, от скорости сварки, силы сварочного тока, технологии сварки (например, числа сварочных дуг) и др. При рассмотренном характере кристаллизации ванны кристаллическое строение сварного шва имеет вид, показанный на рис. 3.10.
[c.35]
Размеры кристаллов, растущих с боковых поверхностей, и угол их наклона к оси шва зависят от многих факторов — толщины и массы сварив аемого металла, его температуры и теплофизических свойств, от скорости сварки, силы сварочного тока, технологии сварки (например, числа сварочных дуг) и др. При рассмотренном характере кристаллизации ванны кристаллическое строение сварного шва имеет вид, показанный на рис. 3.10.
[c.35]
ОПРЕДЕЛЕНИЕ И СТРОЕНИЕ ДУГИ. КЛАССИФИКАЦИЯ СВАРОЧНЫХ ДУГ [c.120]
Так же, как и при кристаллизации отливок и слитков сварной шов кристаллизуется отдельными слоями. Толщина, каждого слоя не превышает десятых долей миллиметра. Относительно причины слоистого строения не существует единого мнения. Предполагается, что кристаллизация носит прерывистый характер в результате периодических остановок, вызванных задержками в уменьшении температуры сварочной ванны перед фронтом кристаллизации, вследствие выделения скрытой теплоты. При этом возможно даже частичное оплавление фронта образующейся твердой фазы. После остановки выделившаяся теплота отводится в основной металл, а затем кристаллизуется следующий слой. Возможно, что на слоистое строение дополнительно влияет волнообразное поступление металла в хвостовую-часть ванны отбрасываемого давлением дуги из реакционной зоны, что проявляется также и в чешуйчатом строении шва.
[c.521]
После остановки выделившаяся теплота отводится в основной металл, а затем кристаллизуется следующий слой. Возможно, что на слоистое строение дополнительно влияет волнообразное поступление металла в хвостовую-часть ванны отбрасываемого давлением дуги из реакционной зоны, что проявляется также и в чешуйчатом строении шва.
[c.521]
Утяжины. При сварке под флюсом на больших скоростях двумя и более дугами наблюдается образование своеобразных дефектов, получивших название утяжин. Утяжины представляют собой расположенные друг от друга на расстояниях, примерно равных длине сварочной ванны, усадочные рыхлости (трещины), распространяющиеся на 2—3 мм в глубь шва и на 5—8 мм вдоль его оси. Строение утяжин совпадает со строением усадочных рыхлостей, образующихся в кратере шва. Можно предположить, что появление утяжин связано с нарушением волнообразного поступления металла в хвостовую часть ванны. [c.268]
При выполнении сварочных работ металл под действием тепла электрической дуги нагревается и в зоне сварки наплавляется, образуя шов. После охлаждения шов имеет крупнозернистое строение и по своим свойствам походит на литой металл.
[c.194]
После охлаждения шов имеет крупнозернистое строение и по своим свойствам походит на литой металл.
[c.194]
Состав II строение частиц флюса оказывают заметное влияние на форму и размеры шва. При уменьшении насыпной массы флюса (пвмзоБидные флюсы) повышается газопроницаемость слоя флюса над сварочной ванной и, как результат этого, уменьшается давление в газовом пузыре дуги. Это приводит к увеличению толщины прослойки расплавленного металла под дугой, а значит, и к умень-н/ению глубины проплавления. Флюсы с низкплп стабилизирующими свойствами, как правило, способствуют более глубокому пронлавлеиию. [c.38]
Характер микроструктуры сварных швов аустенитных сталей в значительной степени определяется процессом первичной кристаллизации сварочной ванны. В отличие от жидкой стали, затвердевающей в изложнице, в сварочной ванне всегда существует готовая поверхность раздела между жидкой и твердой фазами — частично оплавленные дугой зерна основного металла или столбчатые кристаллы нижележащего сварного шва. Они служат подкладкой, с которой начинается рост кристаллов в сварочной ванне (рис. 24). Вследствие этого существует непосредственная связь между величиной зерна аустенитной стали и сечением столбчатых кристаллов, вырастающих из этих зерен. Чем крупнее зерно стали, тем крупнее кристаллы шва, и наоборот, чем мельче зерно стали, тем тоньше столбчатые кристаллы (рис. 24, а и б). К- В. Лю-бавский и Ф. И. Пашуканис впервые показали, что, подвергнув чеканке подлежащие ручной сварке кромки аустенитной стали и измельчив таким образом зерно в основном металле, можно в значительной степени измельчить и строение аустенитного шва. Аналогичная картина наблюдается и в случае сварки литых жаро-
[c.102]
Они служат подкладкой, с которой начинается рост кристаллов в сварочной ванне (рис. 24). Вследствие этого существует непосредственная связь между величиной зерна аустенитной стали и сечением столбчатых кристаллов, вырастающих из этих зерен. Чем крупнее зерно стали, тем крупнее кристаллы шва, и наоборот, чем мельче зерно стали, тем тоньше столбчатые кристаллы (рис. 24, а и б). К- В. Лю-бавский и Ф. И. Пашуканис впервые показали, что, подвергнув чеканке подлежащие ручной сварке кромки аустенитной стали и измельчив таким образом зерно в основном металле, можно в значительной степени измельчить и строение аустенитного шва. Аналогичная картина наблюдается и в случае сварки литых жаро-
[c.102]
Большинство неразъемных соединений получают сваркой плавлением с использованием мощного теплового источника — электрической дуги. При этом основной металл и электрод плавятся, образуя жидкую ванну. Температуры сварочной ванны и примыкающего металла достигают высоких значений. После кратковременного нагрева следует достаточно быстрое охлаждение, т.е. возникает своеобразный термический цикл, который определяет строение сварного шва и околошовной зоны. При сварке углеродистой стали структура околошовной зоны (зоны термического влияния) формируется в соответствии с диаграммой состояния Fe — ГезС (рис. 10.2). Шов имеет структуру литого металла, которая образуется в процессе первичной кристаллизации. Из-за направленного отвода теплоты кристаллы здесь приобретают столбчатую форму, вытянутую перпендикулярно линии сплавления.
[c.288]
После кратковременного нагрева следует достаточно быстрое охлаждение, т.е. возникает своеобразный термический цикл, который определяет строение сварного шва и околошовной зоны. При сварке углеродистой стали структура околошовной зоны (зоны термического влияния) формируется в соответствии с диаграммой состояния Fe — ГезС (рис. 10.2). Шов имеет структуру литого металла, которая образуется в процессе первичной кристаллизации. Из-за направленного отвода теплоты кристаллы здесь приобретают столбчатую форму, вытянутую перпендикулярно линии сплавления.
[c.288]
Дуговая сварка плавлением при помощи электрической дуги или других источников тепловой энергии широко распространена благодаря простоте соединения частей металла путем местного расплавления соединяемых поверхностей. Расплавление основного и присадочного металла облегчает их физические контакты, обеспечивает подобно жидкостям смешивание металлов в жидкой сварочной ванне, одновременно удаляя оксиды и другие загрязнения. Происходят металлургическая обработка расплавленного металла и его затвердевание, образуются новые межатомные связи. В кристаллизуемом металле образуется сварной шов (рис. 1.2, в). Свойства сварного шва и соединения в целом регулируются технологией расплавления металла, процессом его обработки и кристаллизации. Взаимная растворимость в лфизико-химических свойств температуры плавления, теплопроводимости и др., а также несходством атомного строения. Некоторые металлы, например железо и свинец и др., не смешиваются при расплавлении и не образуют сварного соединения другие — железо и медь, железо и, никель, никель и медь хорошо смешиваются при сварке образуют твердые растворы. Для соединения металлов, не поддающихся смешиванию при расплавлении, применяют особые виды сварки и методы ее выполнения.
[c.8]
Происходят металлургическая обработка расплавленного металла и его затвердевание, образуются новые межатомные связи. В кристаллизуемом металле образуется сварной шов (рис. 1.2, в). Свойства сварного шва и соединения в целом регулируются технологией расплавления металла, процессом его обработки и кристаллизации. Взаимная растворимость в лфизико-химических свойств температуры плавления, теплопроводимости и др., а также несходством атомного строения. Некоторые металлы, например железо и свинец и др., не смешиваются при расплавлении и не образуют сварного соединения другие — железо и медь, железо и, никель, никель и медь хорошо смешиваются при сварке образуют твердые растворы. Для соединения металлов, не поддающихся смешиванию при расплавлении, применяют особые виды сварки и методы ее выполнения.
[c.8]
описание, длина дуги и условия ее появления
Сама по себе сварочная дуга — это электрический разряд, который существует достаточно долго. Находится он между электродов под напряжением, расположенных в смеси газов и паров. Основные характеристики сварочной дуги — температура и довольно высокая, а также большая плотность тока.
Основные характеристики сварочной дуги — температура и довольно высокая, а также большая плотность тока.
Общее описание
Возникает дуга между электродом и металлической заготовкой, с которой ведется работа. Образование данного разряда возникает из-за того, что происходит электрический пробой воздушного промежутка. Когда возникает такой эффект, происходит ионизация молекул газа, повышается не только его температура, но и электропроводность, сам газ переходит в состояние плазмы. Сварочный процесс, а точнее горение дуги, сопровождается такими эффектами, как выделение большого количества тепла и световой энергии. Именно из-за резкого изменения этих двух параметров в сторону их большого увеличения происходит процесс плавления металла, так как в локальном месте температура увеличивается в несколько раз. Совокупность всех этих действий и называется сваркой.
Свойства дуги
Для того чтобы появилась дуга, необходимо кратковременно прикоснуться электродом к заготовке, с которой нужно работать. Таким образом происходит короткое замыкание, вследствие которого появляется сварочная дуга, температура ее довольно быстро растет. После касания необходимо разорвать контакт и установить воздушный зазор. Так можно подобрать необходимую длину дуги для дальнейшей работы.
Таким образом происходит короткое замыкание, вследствие которого появляется сварочная дуга, температура ее довольно быстро растет. После касания необходимо разорвать контакт и установить воздушный зазор. Так можно подобрать необходимую длину дуги для дальнейшей работы.
Если разряд получится слишком коротким, то, возможно, что электрод прилипнет к обрабатываемому материалу. В этому случае плавка металла будет проходить слишком быстро, а это вызовет образование наплывов, что крайне нежелательно. Что касается характеристик слишком длинной дуги, то она неустойчива в плане горения. Температура сварочной дуги в зоне сварки в таком случае также не будет достигать требуемого значения. Довольно часто можно увидеть кривую дугу, а также сильную неустойчивость, когда работа проводится сварочным агрегатом промышленного назначения, особенно если ведется работа с деталями, имеющими большие габариты. Это часто называют магнитным дутьем.
Магнитное дутье
Суть такого метода состоит в том, что сварочный ток дуги способен создать небольшое магнитное поле, которое вполне может вступить во взаимодействие с магнитным полем, которое создается током, протекающим сквозь обрабатываемый элемент.![]() Другими словами, отклонение дуги происходит за счет того, что появляются некоторые магнитные силы. Этот процесс называется дутьем потому, что отклонение дуги со стороны выглядит так, будто оно происходит из-за сильного ветра. Реальных способов избавиться от этого явления нет. Для того чтобы минимизировать влияние этого эффекта, можно пользоваться укороченной дугой, а сам электрод должен быть расположен под определенным углом.
Другими словами, отклонение дуги происходит за счет того, что появляются некоторые магнитные силы. Этот процесс называется дутьем потому, что отклонение дуги со стороны выглядит так, будто оно происходит из-за сильного ветра. Реальных способов избавиться от этого явления нет. Для того чтобы минимизировать влияние этого эффекта, можно пользоваться укороченной дугой, а сам электрод должен быть расположен под определенным углом.
Структура дуги
В настоящее время сварка — это процесс, который разобран достаточно детально. Благодаря этому известно, что существует три области горения дуги. Те участки, которые прилегают к аноду и катоду, соответственно анодный и катодный участок. Естественно, что температура сварочной дуги при ручной дуговой сварке также будет отличаться в этих зонах. Существует третий участок, который находится между анодным и катодным. Это место принято называть столбом дуги. Температура, необходимая для плавления стали, примерно 1300-1500 градусов по Цельсию.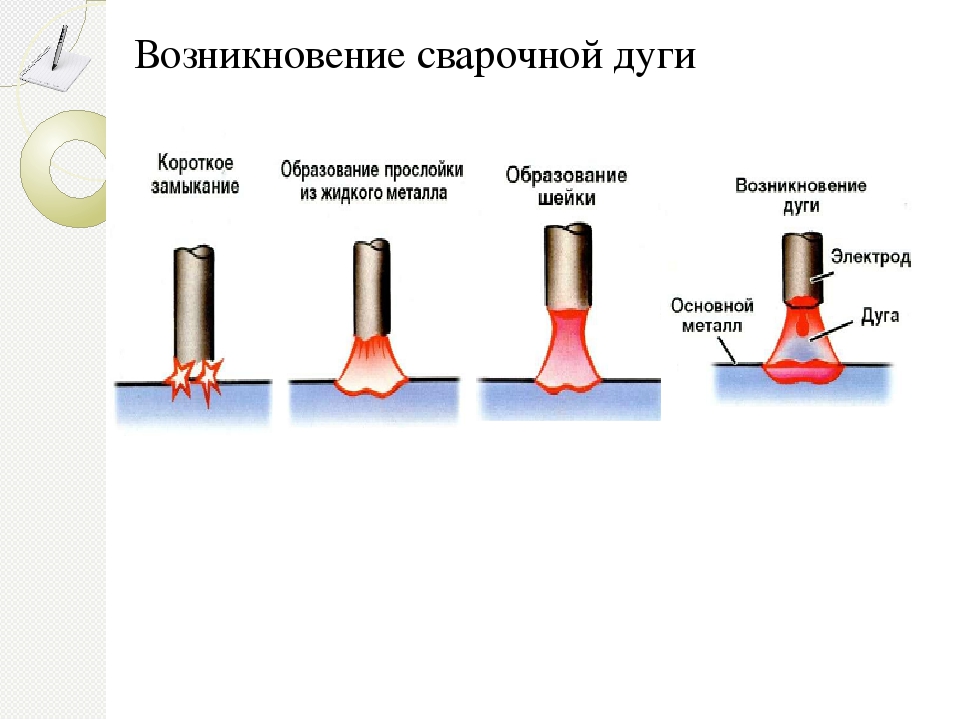 Температура столба сварочной дуги может достигать 7000 градусов по Цельсию. Хотя здесь справедливо будет отметить, что она не полностью передается на металл, однако и того значения хватает, чтобы успешно плавить материал. Есть несколько условий, которые необходимо создать, чтобы обеспечить стабильную дугу. Необходим стабильный ток с силой около 10 А. При таком значении можно поддерживать стабильную дугу с напряжением от 15 до 40 В. Стоит отметить, что значение тока в 10 А минимальное, максимальное может достигать 1000 А. Распределение напряжения по участкам неравномерно и больше всего оно в анодном и катодном. Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне. В таком случае распределение температуры в сварочной дуге также меняется, и наибольший градиент приходится на этот же участок. Зная эти особенности, становится понятно, почему важно правильно выбирать полярность при сварке.
Температура столба сварочной дуги может достигать 7000 градусов по Цельсию. Хотя здесь справедливо будет отметить, что она не полностью передается на металл, однако и того значения хватает, чтобы успешно плавить материал. Есть несколько условий, которые необходимо создать, чтобы обеспечить стабильную дугу. Необходим стабильный ток с силой около 10 А. При таком значении можно поддерживать стабильную дугу с напряжением от 15 до 40 В. Стоит отметить, что значение тока в 10 А минимальное, максимальное может достигать 1000 А. Распределение напряжения по участкам неравномерно и больше всего оно в анодном и катодном. Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне. В таком случае распределение температуры в сварочной дуге также меняется, и наибольший градиент приходится на этот же участок. Зная эти особенности, становится понятно, почему важно правильно выбирать полярность при сварке. Если соединить электрод с катодом, то можно достичь наибольшего значения температуры сварочной дуги.
Если соединить электрод с катодом, то можно достичь наибольшего значения температуры сварочной дуги.
Температурная зона
Несмотря на то, каким именно электродом проводится сварка, плавящимся или же неплавящимся, максимальный показатель температуры будет именно у столба сварочной дуги, от 5000 до 7000 градусов по Цельсию. Область с наименее низкой температурой сварочной дуги смещается в одну из его зон, анодную или же катодную. На этих участках наблюдается от 60 до 70 % от максимального значения температуры.
Сварка переменным током
Все описанное выше касалось процедуры проведения сварки с постоянным током. Однако для этих целей можно использовать и переменный ток. Что касается отрицательных сторон, то здесь заметно ухудшение устойчивости, а также частые скачки температуры горения сварочной дуги. Из преимуществ выделяется то, что можно использовать более простое, а значит более дешевое оборудование. Кроме того, при наличии переменной составляющей практически пропадает такой эффект, как магнитное дутье. Последнее отличие — это отсутствие необходимости в выборе полярности, так как при переменном токе смена происходит автоматически с частотой около 50 раз за секунду.
Последнее отличие — это отсутствие необходимости в выборе полярности, так как при переменном токе смена происходит автоматически с частотой около 50 раз за секунду.
Можно добавить, что при использовании ручного оборудования, кроме высокой температуры сварочной дуги при ручном дуговом методе, будет происходить излучение инфракрасных и ультрафиолетовых волн. В данном случае их испускает разряд. Это требует максимальных средств защиты для работника.
Среда горения дуги
На сегодняшний день существует несколько разных технологий, которые можно использовать во время сварки. Все они отличаются своими свойствами, параметрами и температурой сварочной дуги. Какие существуют методы? Открытый способ. В данном случае горение разряда осуществляется в атмосфере. Закрытый способ. Во время горения образуется достаточно высокая температура, вызывая сильное выделение газов, из-за сгорания флюса. Этот флюс содержится в обмазке, которая используется для обработки сварочных деталей. Способ с применением защитных летучих веществ. В данном случае к зоне сварки подается газ, который представлен обычно в виде аргона, гелия или же углекислого газа. Наличие такого способа оправдано тем, что он помогает избежать активного окисления материала, которое может возникать во время сварки, когда на металл воздействует кислород. Стоит добавить, что в некоторой мере распределение температуры в сварочной дуге идет таким образом, что в центральной части создается максимальное значение, создающее небольшой собственный микроклимат. В данном случае образуется небольшая область с повышенным значением давления. Такая область способна в некотором роде препятствовать поступлению воздуха. Использование флюса позволяет избавляться от кислорода в области действия сварки еще эффективнее. Если использовать при защите газы, то данный дефект удается устранить практически полностью.
Способ с применением защитных летучих веществ. В данном случае к зоне сварки подается газ, который представлен обычно в виде аргона, гелия или же углекислого газа. Наличие такого способа оправдано тем, что он помогает избежать активного окисления материала, которое может возникать во время сварки, когда на металл воздействует кислород. Стоит добавить, что в некоторой мере распределение температуры в сварочной дуге идет таким образом, что в центральной части создается максимальное значение, создающее небольшой собственный микроклимат. В данном случае образуется небольшая область с повышенным значением давления. Такая область способна в некотором роде препятствовать поступлению воздуха. Использование флюса позволяет избавляться от кислорода в области действия сварки еще эффективнее. Если использовать при защите газы, то данный дефект удается устранить практически полностью.
Классификация по продолжительности
Существует классификация сварочных дуговых разрядов по их продолжительности. Некоторые процессы осуществляются, когда дуга находится в таком режиме, как импульсный. Такие устройства проводят сварку короткими вспышками. На короткий промежуток времени, пока происходит вспыхивание, температура сварочной дуги успевает возрасти до такого значения, которого хватит, чтобы произвести локальную плавку металла. Сварка происходит очень точечно и только в том месте, где происходит касание устройства заготовки. Однако подавляющее большинство сварочных приборов использует сварочную дугу продолжительного действия. В течение такого процесса осуществляется непрерывное перемещение электрода вдоль тех кромок, которые нужно соединить. Есть области, которые называются сварочными ваннами. В таких участках температура дуги значительно повышена, и он следует за электродом. После того как электрод проходит участок, сварочная ванна уходит вслед за ним, из-за чего участок начинает довольно быстро охлаждаться. При охлаждении происходит процесс, который называют кристаллизацией. Вследствие этого и возникает сварочный шов.
Некоторые процессы осуществляются, когда дуга находится в таком режиме, как импульсный. Такие устройства проводят сварку короткими вспышками. На короткий промежуток времени, пока происходит вспыхивание, температура сварочной дуги успевает возрасти до такого значения, которого хватит, чтобы произвести локальную плавку металла. Сварка происходит очень точечно и только в том месте, где происходит касание устройства заготовки. Однако подавляющее большинство сварочных приборов использует сварочную дугу продолжительного действия. В течение такого процесса осуществляется непрерывное перемещение электрода вдоль тех кромок, которые нужно соединить. Есть области, которые называются сварочными ваннами. В таких участках температура дуги значительно повышена, и он следует за электродом. После того как электрод проходит участок, сварочная ванна уходит вслед за ним, из-за чего участок начинает довольно быстро охлаждаться. При охлаждении происходит процесс, который называют кристаллизацией. Вследствие этого и возникает сварочный шов.
Температура столба
Чуть более детально стоит разобрать столб дуги и его температуру. Дело в том, что этот параметр значительно зависит от нескольких параметров. Во-первых, сильно влияет материал, из которого создан электрод. Состав газа в дуге также играет важную роль. Во-вторых, существенное влияние оказывает и величина тока, так как при ее увеличении, к примеру, будет расти и температура дуги, и наоборот. В-третьих, тип электродного покрытия, а также полярность довольно важны.
Эластичность дуги
Во время сварки необходимо очень пристально следить за длиной дуги еще и потому, что от нее зависит такой параметр, как эластичность. Чтобы в результате получить качественный и прочный сварной шов, необходимо чтобы дуга горела стабильно и бесперебойно. Эластичность сварной дуги и является характеристикой, описывающей бесперебойность горения. Достаточная эластичность просматривается в том случае, если удается сохранить устойчивость процесса сварки при увеличении длины самой дуги. Эластичность сварочной дуги прямо пропорционально зависит от такой характеристики, как сила тока, использующаяся для проведения сварки.
Эластичность сварочной дуги прямо пропорционально зависит от такой характеристики, как сила тока, использующаяся для проведения сварки.
Типы сварки — Классификация сварочных процессов
Сварка — это процесс непрерывного соединения двух частей путем приложения тепла и (или) давления . В стык можно добавлять присадочный металл в зависимости от процесса сварки и типа стыка.
Американское сварочное общество (AWS) признало более 50 различных типов сварочных процессов, некоторые из них очень популярны в таких отраслях, как Дуговая сварка в защитном металлическом корпусе (SMAW) или Ручная сварка , Газ металлическая дуговая сварка (GMAW) , также известная как MIG / Сварка MAG , Дуговая сварка вольфрамовым электродом (GTAW) или Сварка TIG , Дуговая сварка под флюсом (SAW) и Дуговая сварка порошковой проволокой (FCAW), и т. Д.Принимая во внимание, что некоторые из них очень специфичны и ограничиваются несколькими отраслями, такими как Ультразвуковая сварка (USW), и Диффузионная сварка (DFW), и т. Д.
Д.Принимая во внимание, что некоторые из них очень специфичны и ограничиваются несколькими отраслями, такими как Ультразвуковая сварка (USW), и Диффузионная сварка (DFW), и т. Д.
Сварочные процессы в целом делятся на два типа;
- Процесс сварки давлением
- Процесс сварки плавлением:
В процессе сварки давлением соединение выполняется приложением внешнего давления или усилия в зоне контакта, что вызывает более или менее пластической деформации обеих контактных поверхностей.Облицовочные поверхности нагревают до некоторой степени, чтобы обеспечить или облегчить постоянное соединение.
Обычно теплота, используемая во время этого процесса сварки, намного меньше температуры плавления основного металла . В большинстве случаев при таких сварочных технологиях не требуется дополнительный присадочный металл.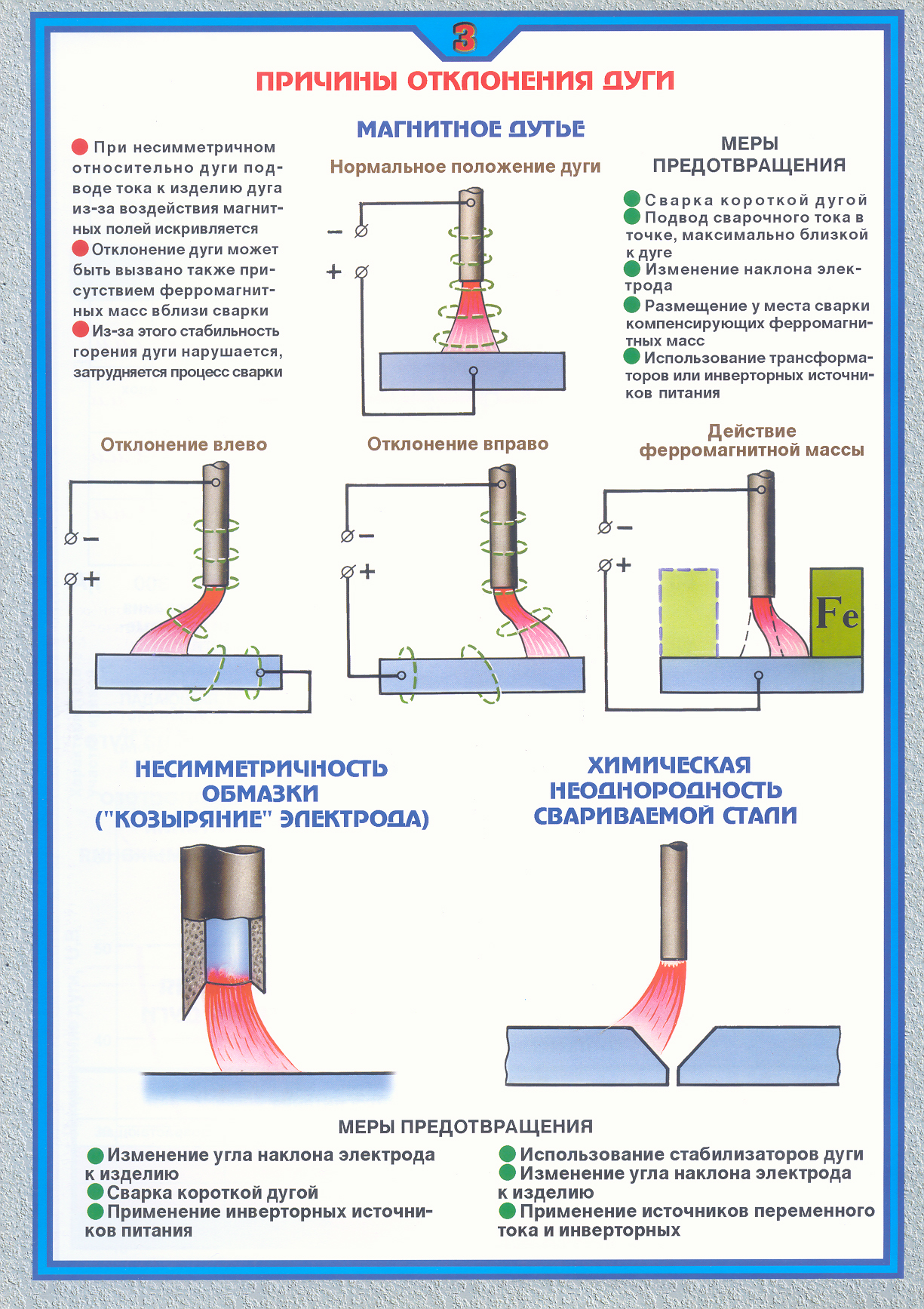 Сварка сопротивлением и диффузионная сварка являются примерами процесса сварки давлением.
Сварка сопротивлением и диффузионная сварка являются примерами процесса сварки давлением.
Принимая во внимание, что в процессе сварки плавлением соединение осуществляется путем плавления основных металлов в области контакта . Во время сварки плавлением не требуется внешнего давления или силы. и очень часто также используется присадочный металл. Процесс дуговой сварки — один из самых популярных процессов сварки, который принадлежит к семейству процессов сварки плавлением. Обычно используемые процессы сварки плавлением:
1. Дуговая сварка
2. Газовая сварка в кислородном газе
3. Электронно-лучевая сварка
4.Лазерная сварка
5. Термитная сварка
6. Электрошлаковая сварка
Некоторые процессы сварки давлением:
1. Сопротивление Сварка
Сопротивление Сварка
-
- Рельефная сварка
- Сварка оплавлением
- Сварка с осаждением
- Ударная сварка
2.Диффузионная сварка (DFW)
3. Сварка трением (FRW)
4. Ультразвуковая сварка (USW)
5. Холодная сварка под давлением
6. Кузнечная сварка
. Сварка взрывом (EXW)
Так классифицируются сварочные процессы, чтобы узнать больше об этих сварочных процессах, щелкните ссылку, приведенную ниже;
Для получения теоретических и практических лекций по сварке щелкните ссылку ниже;
Типы дуговой сварки: 5 типов
Следующие пункты выделяют пять основных типов дуговой сварки. Типы: 1. Углеродная сварка 2. Дуговая сварка металла 3. Дуговая сварка атомарным водородом 4. Дуговая сварка металла в инертном газе 5. Дуговая сварка под флюсом.
Типы: 1. Углеродная сварка 2. Дуговая сварка металла 3. Дуговая сварка атомарным водородом 4. Дуговая сварка металла в инертном газе 5. Дуговая сварка под флюсом.
Углеродная дуговая сварка отличается от металлической дуговой сварки тем, что это процесс лужения и в некоторой степени похож на процесс газовой сварки. Угольная дуга очень стабильна и проста в обслуживании. Длину дуги можно изменять в широких пределах, не вызывая ее гашения.Электрод не имеет тенденции к замерзанию или прилипанию, как в случае с металлическим электродом. Соответственно, дугу можно без труда зажигать в любой точке и быстро перемещать по поверхности изделия к точке, где должен быть выполнен сварной шов. Основные заявленные преимущества — высокая скорость плавления и эффективные сварные швы.
В этом процессе углеродный или графитовый стержень используется в качестве отрицательного электрода, а свариваемая деталь — как положительный. В основном используются графитовые электроды, так как они обеспечивают более длительный срок службы, имеют низкое сопротивление и, следовательно, могут проводить больший ток.Дуга, возникающая между двумя электродами, нагревает металл до температуры плавления. Это около 3200 ° C на отрицательном электроде и 3900 ° C на положительном электроде. Причина использования углеродного стержня в качестве отрицательного электрода заключается в том, что на кончике электрода будет генерироваться меньше тепла, чем на обрабатываемой детали, а углерод от электрода не будет плавиться и смешиваться с работой.
В основном используются графитовые электроды, так как они обеспечивают более длительный срок службы, имеют низкое сопротивление и, следовательно, могут проводить больший ток.Дуга, возникающая между двумя электродами, нагревает металл до температуры плавления. Это около 3200 ° C на отрицательном электроде и 3900 ° C на положительном электроде. Причина использования углеродного стержня в качестве отрицательного электрода заключается в том, что на кончике электрода будет генерироваться меньше тепла, чем на обрабатываемой детали, а углерод от электрода не будет плавиться и смешиваться с работой.
В этом случае сварной шов будет богат углеродом и, следовательно, очень хрупким и ненадежным.Для этого типа сварки можно использовать только постоянный ток. Использование переменного тока не рекомендуется, поскольку нельзя поддерживать фиксированную полярность. Этот процесс обычно применяется, когда добавление присадочного материала не требуется, например, фланцевых или краевых соединений, но если присадочный металл требуется, он обеспечивается сварочным стержнем, изготовленным из металла, аналогичного металлу свариваемого металла.
Некоторая защита расплавленного металла сварного шва может быть обеспечена за счет использования длинной дуги, которая создает оболочку из газообразного оксида углерода.Есть два метода дуговой сварки углем. В одном методе флюс не используется, а в другом методе используется флюс в виде порошка или пасты для предотвращения окисления сварного шва. Прежний метод применяется к цветным металлам, а более поздний метод обычно применяется к черным металлам.
Используются электроды диаметром до 25 мм с токами до 600 или 800 А, так что процесс угольной дуги хорошо подходит для быстрой работы или случаев, возникающих при ремонте отливок, когда большое количество присадочных металлов имеет быть депонированным.
Углеродная дуговая сварка применяется для сварки листовой стали, медных сплавов, латуни, бронзы и алюминия. Не подходит для вертикальной и потолочной сварки.
В другом процессе дуговой сварки углеродом, известном как сварка двойной угольной дугой, используются два углеродных электрода, между которыми образуется дуга, как показано на рис.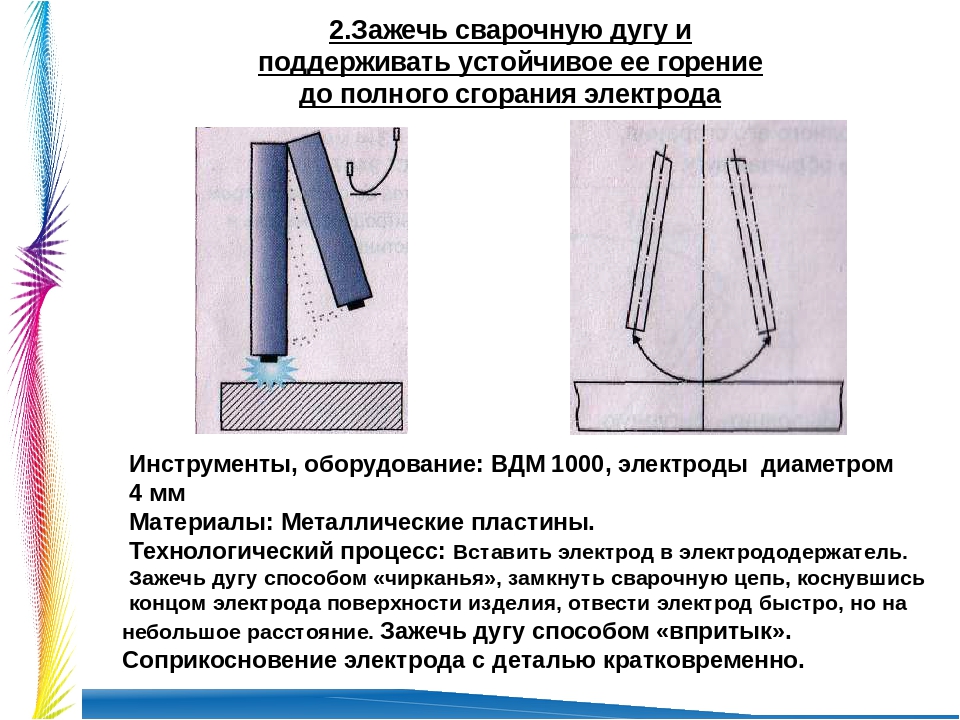 6.10 (b). Таким образом дуга генерирует тепло, которое прикладывается к свариваемым деталям, вызывая плавление кромок. В тяжелых сварных швах присадочный пруток плавится дугой и осаждается в сварном шве.Для сварки двойной угольной дугой рекомендуется источник переменного тока. В случае использования источника постоянного тока положительный электрод будет распадаться и потреблять намного быстрее, чем электрод с отрицательной полярностью, поскольку две трети общего тепла генерируется на положительном полюсе.
6.10 (b). Таким образом дуга генерирует тепло, которое прикладывается к свариваемым деталям, вызывая плавление кромок. В тяжелых сварных швах присадочный пруток плавится дугой и осаждается в сварном шве.Для сварки двойной угольной дугой рекомендуется источник переменного тока. В случае использования источника постоянного тока положительный электрод будет распадаться и потреблять намного быстрее, чем электрод с отрицательной полярностью, поскольку две трети общего тепла генерируется на положительном полюсе.
Это вызовет нестабильную дугу и потребует более частой регулировки электродов. Электроды, используемые для сварки двойной угольной дугой, имеют примерно такой же диаметр, что и толщина заготовки. Величина необходимого тока дуги зависит как от диаметра электрода, так и от толщины пластины.Сварка двойной угольной дугой, однако, более сложна, чем одинарная угольная дуга, но имеет то преимущество, что дуга не зависит от выполняемой работы и может перемещаться куда угодно, не гаснув. Более того, заготовка не является частью электрической цепи.
Более того, заготовка не является частью электрической цепи.
При этом типе сварки металлический стержень из того же металла, что и свариваемый, образует один из электродов, а также служит в качестве присадочного материала, при этом присадочный стержень отдельно не используется.Дуга, возникающая между свариваемым изделием и электродом, заставляет расплавленный стержень течь поперек дуги в металлическую ванну основного металла. Это осаждение металла осуществляется за счет контакта между расплавленным металлом и глобулами, образованными на конце присадочного стержня электрода.
Получаемая температура составляет примерно 2400 ° C и 2600 ° C на отрицательном и положительном электродах соответственно. Концентрация тепловой энергии на выводах электрода вызывает почти мгновенное плавление небольшой части свариваемой детали и прерывистый поток металла через дуговую струю.Металл в потоке дуги находится как в жидкой, так и в газообразной форме, при этом жидкий металл переносится через дугу за счет молекулярного притяжения, адгезии, когезии, поверхностного натяжения или их комбинации.
Для этого типа сварки можно использовать как переменный, так и постоянный ток. Для питания постоянного тока используется 50-60 Вольт, а для переменного тока 70-100 Вольт. Для токов выше 750 А переменного тока предпочтительнее оборудование, поскольку оно имеет высокий КПД, незначительные потери без нагрузки и минимальные затраты на обслуживание и начальные затраты.Сварка на постоянном токе также вызывает «дутье дуги» из-за магнитных сил, создаваемых током, проблемы, которой не существует при сварке на переменном токе, поскольку за каждой магнитной силой сразу же следует сила в противоположном направлении, а силы отклонения дуги равны автоматически отменяется.
Металл в расплавленном состоянии имеет сродство к посторонним элементам, таким как кислород, азот и т.д .; и для предотвращения попадания примесей в сварной шов современные электроды для дуговой сварки покрываются покрытием, которое под действием тепла сварки создает газовый экран вокруг дуги, а также образует шлак, который осаждается на расплавленном металле и вокруг него, защищая это от инородных тел на стадии охлаждения.![]() Правильный сварочный ток, напряжение и скорость сварки очень важны. Различные сварочные токи могут иметь решающее влияние на формирование правильных валиков.
Правильный сварочный ток, напряжение и скорость сварки очень важны. Различные сварочные токи могут иметь решающее влияние на формирование правильных валиков.
Сварка показывает характеристики валика в различных условиях:
(i) Слишком низкий сварочный ток, чрезмерное скопление металла
(ii) Слишком высокий сварочный ток, вызывающий чрезмерное разбрызгивание,
(iii) Слишком высокое напряжение Бусина слишком мала
(iv) Слишком низкая скорость сварки. Чрезмерное скопление металла шва.
Правильный ток и синхронизация создают гладкий, правильный валик правильной формы. Подрезание также является результатом слишком большого тока. Отсутствие достаточного тока приводит к перекрытию и отсутствию сплавления с металлом.
Тип № 3. Дуговая сварка в атомарном водороде :Принцип сварки атомарным водородом основан на:
(i) Возможность получения атомарного водорода с помощью электрической дуги между двумя вольфрамовыми электродами в атмосфере водорода при атмосферном давлении,
(ii) Очень высокая температура, вызванная рекомбинацией атомов, которая происходит в более холодных областях непосредственно за пределами дуги, и
(iii) Очень высокая теплопроводность водорода при высоких температурах из-за диссоциации молекул водорода в атомарное состояние, что приводит к чрезвычайно высокой скорости доставки тепла к свариваемым поверхностям — примерно вдвое больше, чем для пламя кислородно-ацетиленовой сварки.
В этом методе дуговой сварки дуга переменного тока поддерживается между двумя неплавящимися вольфрамовыми электродами, в то время как поток газообразного водорода под давлением около 0,5 кг / см 2 проходит через дугу и вокруг электродов. Источник переменного тока используется для обеспечения равного потребления электродов. Водород обычно подается из стальных баллонов и служит двоякой цели: во-первых, как защитный экран для дуги, во-вторых, как охлаждающий агент для раскаленных вольфрамовых электродов.
Когда молекулы водорода проходят через электрическую дугу, они переходят в атомарное состояние и, таким образом, поглощают значительное количество энергии, что приводит к охлаждению раскаленных вольфрамовых электродов. Но когда атомы водорода рекомбинируют в молекулы сразу за пределами дуги, выделяется большое количество тепла. Это дополнительное тепло, добавленное к интенсивному теплу самой дуги, дает температуру около 4000 ° C по сравнению с 2000 ° C, полученными при сочетании нормального водорода и кислорода.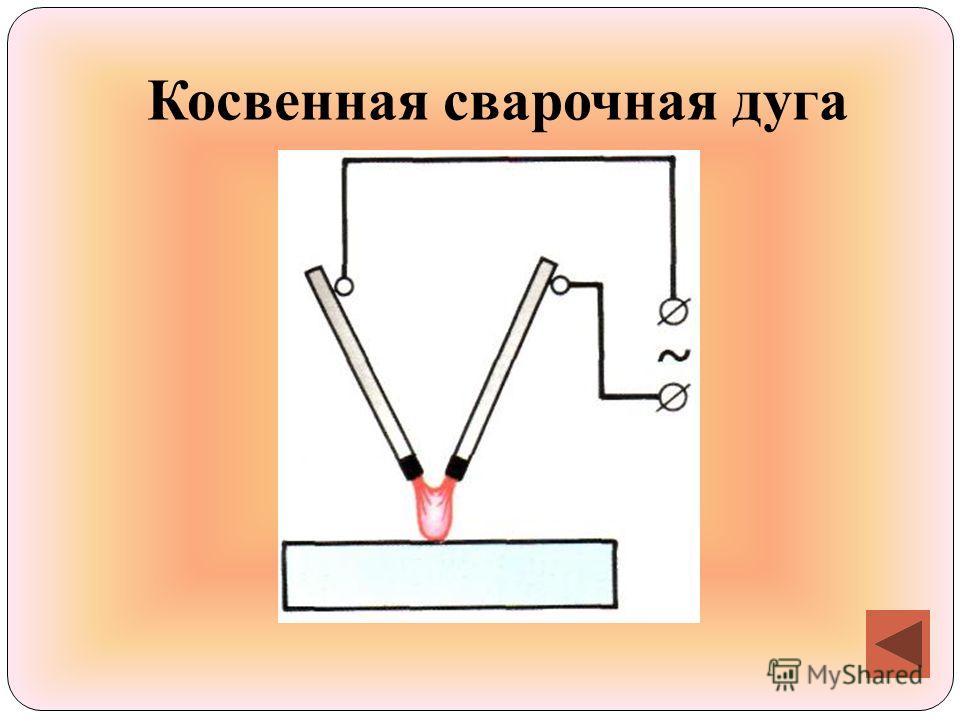
Это тепло используется при сварке плавлением. Когда требуется дополнительный металл, в стык вплавляются присадочные стержни. Из-за декарбонизирующего характера сварочного пламени (с образованием углеводородов) в материале присадочного стержня должно быть более высокое содержание углерода, чем в свариваемом материале, если готовый металл сварного шва должен иметь такое же содержание углерода, как и исходный материал. материал. Благодаря концентрированному теплу можно получить высокие скорости сварки, сохраняя при этом небольшие искажения.
Кроме того, водород исключает весь кислород и другие газы, которые могут соединяться с расплавленным металлом с образованием оксидов и других примесей. Он также удаляет оксиды с поверхности изделия. Таким образом, этот процесс позволяет получать гладкие, однородные, прочные и пластичные сварные швы. Разработана автоматика этого процесса, водород подается через водоохлаждаемый сопловой блок.
Могут использоваться токи дуги до 150 А, а устройства источника питания аналогичны таковым для обычной дуговой сварки на переменном токе, за исключением того, что напряжения трансформатора выше: около 300 В в разомкнутой цепи для зажигания дуги и от 80 до 100 В во время операционная.
Этот метод очень гибкий — можно сваривать практически любой металл или сплав, как черные, так и цветные. Его наибольшая полезность заключается в сварке плавлением определенных специальных железных сплавов, таких как хромоникелевые стали, алюминий и дюралюминий, но для сварки некоторых из этих материалов необходимо использовать флюс. Сварка тонких листов, изготовление труб и ремонт дорогостоящих инструментов и штампов — вот некоторые из распространенных применений этого метода.
Тип № 4. Дуговая сварка металла в инертном газе : Это процесс дуговой сварки металла в среде защитных газов, в котором используется интенсивное тепло электрической дуги между непрерывно подаваемой расходной электродной проволокой и свариваемым материалом.Плавящийся неизолированный электрод, образующий присадочный металл, автоматически подается с катушки на работу через сварочную горелку, которая также имеет сопло. Через это сопло гелий или аргон обдувается вокруг дуги и попадает на сварной шов. Из-за низкого напряжения дуги для данного сварочного тока аргон подходит для тонких материалов, так как снижается склонность к прожогу.
Из-за низкого напряжения дуги для данного сварочного тока аргон подходит для тонких материалов, так как снижается склонность к прожогу.
Из-за низкого напряжения дуги и малой мощности для данного сварочного тока в случае сварки в газообразном аргоне тенденция к плавлению металла, прогибу или прогону металла снижается, и, следовательно, это предпочтительнее для сварки в положении.С другой стороны, из-за высокого напряжения дуги и большой мощности в случае сварки в газообразном гелии он используется для сварки толстых материалов и металлов с высокой теплопроводностью. Смесь двух газов полезна для получения промежуточных характеристик. Можно использовать как переменный, так и постоянный ток.
Этот вид сварки имеет следующие преимущества:
(a) В этом методе возможна концентрация тепла и, таким образом, искажение сводится к минимуму.
(b) В этом методе флюс не требуется, поскольку атмосфера инертна и воздух не контактирует с расплавленным металлом.
Этот процесс особенно используется для сварки легких сплавов, нержавеющей стали и цветных металлов, таких как медь, алюминий и их сплавы. Для сварки алюминия и алюминиевых сплавов используется источник переменного тока и газ аргон, тогда как для сварки магния и сплавов магния используется либо источник переменного тока и газ аргон, либо источник постоянного тока, обратная полярность и либо газ аргон, либо гелий. Для сварки нержавеющей стали, мягкой стали, меди и медных сплавов используется постоянный ток и аргон, или гелий, или переменный ток, стабилизированный аргоном или гелием.
Тип № 5. Дуговая сварка под флюсом : Это процесс дуговой сварки, в котором используется дуга между неизолированным металлическим электродом и сварочной ванной. Дуга и расплавленный металл защищены слоем гранулированного флюса на заготовках. Процесс используется без давления и с присадочным металлом от электрода, а иногда и с дополнительным источником, таким как сварочный стержень, флюс или флюс с металлическими гранулами.
Это автоматический процесс, разработанный в первую очередь для производства высококачественных стыковых швов на толстых стальных листах, чем обычно подходит для других процессов ручной дуговой сварки.
Как и при открытой дуговой сварке, источником тепла при сварке под флюсом является электрическая дуга или дуги между металлическим электродом или электродами и изделием. Зона сварки защищена слоем флюса, поэтому дуга не видна. Отсюда и название «сварка под флюсом». Дуга плавит основной металл, электрод и флюс. Расплавленный флюс образует слой жидкого шлака, который образует защитную оболочку вокруг дуги и зоны сварки.
Прямо под наконечником электрода образуется сварочная ванна, содержащая некоторое количество расплавленного металла.При плавлении электродный металл образует глобулы, которые переходят в лужу и смешиваются с расплавленным основным металлом. Давление дуги выталкивает смесь из лужи, образуя сварной шов. Это действие продолжается, пока продолжается дуга. Форма и размер лужи сильно влияют на сварной шов.
Форма и размер лужи сильно влияют на сварной шов.
Способ выполнения сварного шва дуговой сваркой под флюсом схематически показан на рис. 6.13. Флюс непрерывно подается на изделие прямо перед продвигающейся дугой.Поскольку дуга не видна, оператор может носить защитные очки с обычными очками, не используя ни экран, ни шлем. Поскольку расплавленный флюс легче расплавленного металла, он всплывает на поверхность и затвердевает в виде корки хрупкого шлака, который легко удаляется с поверхности сварного шва. Большая часть флюса, нанесенного на работу, остается незакрепленной. Он восстанавливается путем всасывания в бункер для повторного использования.
Флюс может быть сделан из диоксида кремния, оксидов металлов и других соединений, сплавленных вместе, а затем измельченных до нужного размера.Другая группа флюсов состоит из аналогичного материала, «связанного» и сформированного в гранулы.
Электрод без покрытия подается с катушки вниз через пистолет или сопло. Оператор может двигать его медленно, понемногу для зажигания дуги, а затем установить правильную скорость подачи на блоке управления. Проволока из нескольких сплавов для стали, нержавеющей стали, меди и др. Доступна в диаметрах от 3 до 6 мм. Используемое напряжение составляет от 25 до 40 вольт. Используемый ток в значительной степени зависит от толщины заготовки.Обычно используется постоянный ток с током от 600 до 1000 А для сварки сплавов и нержавеющей стали, хотя переменный ток предпочтительнее, особенно для низкоуглеродистой стали. Сила переменного тока обычно составляет 2000 А.
Оператор может двигать его медленно, понемногу для зажигания дуги, а затем установить правильную скорость подачи на блоке управления. Проволока из нескольких сплавов для стали, нержавеющей стали, меди и др. Доступна в диаметрах от 3 до 6 мм. Используемое напряжение составляет от 25 до 40 вольт. Используемый ток в значительной степени зависит от толщины заготовки.Обычно используется постоянный ток с током от 600 до 1000 А для сварки сплавов и нержавеющей стали, хотя переменный ток предпочтительнее, особенно для низкоуглеродистой стали. Сила переменного тока обычно составляет 2000 А.
Преимущества дуговой сварки под флюсом:
(i) Отчасти потому, что она часто автоматизирована, она намного быстрее, чем обычная дуговая сварка. Скорость до 3800 мм / мин возможна на стали толщиной 3 мм при 100% эффективности.
(ii) Возможно глубокое проплавление при высоком качестве сварного шва.
(iii) Меньшая деформация возникает из-за высокой скорости и равномерного тепловложения, особенно в автоматическом режиме.
(iv) Подготовка кромок не требуется.
(v) Оператор не подвергается воздействию обычных брызг и может работать без шлема и других средств защиты.
(vi) Полученные сварные швы обладают хорошей пластичностью, ударной вязкостью, однородностью, низким содержанием азота и высокой коррозионной стойкостью.
(vii) Манипулятивные навыки обычно не используются.
(viii) Высокий коэффициент использования электродной проволоки.
(ix) Легко автоматизируется, что обеспечивает высокий фактор оператора.
(x) Дым практически отсутствует.
Дуговая сварка под флюсом широко используется при производстве толстолистовой стали. Сюда входит сварка конструкционных профилей, продольный шов труб большего диаметра, изготовление компонентов машин для всех видов тяжелой промышленности, изготовление сосудов и резервуаров для использования под давлением и хранения. Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях, где используется сталь средней и большой толщины.
Применяется также для наплавочных и монтажных работ, технического обслуживания и ремонта.
Что такое дуговая сварка? Типы, применение, основы рабочего процесса
Дуговая сварка — это старый сварочный процесс, который до сих пор очень популярен среди профессионалов и любителей.
Если вы интересуетесь дуговой сваркой, то наш сегодняшний пост предоставит вам всю необходимую информацию об этом виде сварки.
Чтобы узнать больше о дуговой сварке, мы начнем с ответа на очень важный вопрос: Что такое дуговая сварка?
Дуговая сварка — это процесс использования тепла, выделяемого электрической дугой, для расплавления металла и соединения двух деталей.
Он полагается на электричество, чтобы произвести необходимое количество тепла, необходимое для плавления металла и преобразования его в различные формы или связывания с другим куском металла.
Различные типы дуговой сварки
Существует 4 наиболее распространенных типа дуговой сварки: дуговая сварка защищенным металлом (SMAW), дуговая сварка порошковой проволокой (FCAW), газовая дуговая сварка металла (GMAW / MIG) и, наконец, газовая дуговая сварка вольфрамовым электродом. Сварка (GTAW / TIG).
Сварка (GTAW / TIG).
1. Дуговая сварка экранированным металлом (SMAW)
Это один из старейших и наиболее универсальных методов дуговой сварки, который обычно используется в строительстве и трубопроводных работах.
Это метод без давления, при котором покрытый флюсом электрод, питаемый переменным или постоянным током, используется на заготовке для образования дуги. Затем электрод вынимается, но на заготовке возникает дуга.
Тепло, выделяемое дугой, заставляет металл плавиться, позволяя ему связываться с другими металлами, когда детали начинают охлаждаться и затвердевать.
В этом процессе образуется шлак, который защищает сварной шов от оксидов и нитридов.
2. Дуговая сварка порошковой проволокой (FCAW)
Это полуавтоматический и автоматический процесс дуговой сварки, который был впервые разработан как альтернатива дуговой сварке в среде защитного металла.
В этом методе используются трубчатые электроды, заполненные флюсом, и из-за высокой скорости наплавки он часто используется на тяжелых заготовках, где необходимо сваривать толстые секции от 1 дюйма или более.
3. Газовая дуговая сварка металла (GMAW / MIG)
Используется в основном для тонких листов, так как выделяемое тепло относительно невелико, этот вид дуговой сварки прост и довольно экономичен.
Электроды здесь часто имеют дезокислители для предотвращения окисления, что позволяет сваривать сразу несколько слоев.
В этом процессе для защиты дуги используется аргон или гелий.
4. Газовая вольфрамо-дуговая газовая сварка (GTAW / TIG).
Вольфрамовый электрод используется для сварки нержавеющей стали или цветных металлов.
Процесс довольно сложный с использованием вольфрамового электрода, баллона с газом аргоном и источника постоянного тока.
Атмосфера инертного газа, которая работает как поток, создается с использованием газообразного аргона или гелия для предотвращения образования оксида, в то время как тепло вырабатывается дугой, создаваемой электродом.
Как работает дуговой сварщик
Работа дуговой сварки или аппарата для дуговой сварки заключается в получении плавления или плавления металла за счет тепла, а тепло создается электрической дугой.
Это делается для соединения двух поверхностей.
Свариваются такие вещи, как водопроводы, электрические вышки и даже автомобили и автобусы. Процесс сварки часто выполняется при промышленном производстве и строительстве стальных конструкций.
Поскольку процесс сварки включает в себя использование нескольких компонентов, аппарат для дуговой сварки не является отдельным устройством или машиной.Это набор из нескольких компонентов, которые работают вместе для достижения конечного результата.
Оборудование для дуговой сварки включает в себя:
Сварочный аппарат В зависимости от области применения в процессе можно использовать как постоянный, так и переменный ток. На выбор источника питания обычно влияют такие факторы, как тип свариваемого металла или используемые электроды, площадь помещения, универсальность оборудования и связанные с этим затраты.
Сварочные электроды — Обычно это кусок проволоки или стержень из металла или сплава, который используется для подачи присадочного металла. Между электродом и деталью возникает дуга. Электроды могут быть расходными и неплавящимися.
Между электродом и деталью возникает дуга. Электроды могут быть расходными и неплавящимися.
Держатель электрода — Используется для удержания электрода и проведения к нему тока. Он изолирован для защиты рук.
Сварочные кабели или свинец — Изолированные медные или алюминиевые кабели используются для передачи тока от источника питания через электрододержатель и к заготовке после прохождения дуги, прежде чем окончательно вернуться к источнику питания.
Зажим — Присоединяет один конец сварочного кабеля к заготовке
Отбойник — Включен для удаления шлака
Проволочная щетка — Используется для очистки области сварки
Процессы дуговой сварки :
В зависимости от типа дуговой сварки, который вы выберете, процесс будет несколько отличаться, как и использование компонентов.
Однако дуговой сварщик обычно использует электрическую дугу между электродом и заготовкой для плавления металлов.
Для предотвращения окисления можно использовать защитный газ, но иногда вместо газа также используются флюсы или покрытия.
Сварочный аппарат подключен к источнику питания и к нему прикреплены два кабеля.
К одному кабелю прикреплен зажим заземления на одном конце, который используется для зажима обрабатываемой детали, в то время как другой кабель проходит через электрододержатель, в котором находится электрод.
Вывод электрода помещается на свариваемый металл, и после того, как вывод отводится, возникает электрическая дуга.
По мере плавления дуги в сварное соединение необходимо подавать металлический наполнитель для придания сварным швам формы и внешнего вида.
Преимущества дуговой сварки
Дуговая сварка имеет много преимуществ, благодаря которым она является столь популярным видом сварки.
Вот некоторые из преимуществ дуговой сварки перед другими сварочными процессами:
- Рентабельность — Большинство используемых сварочных машин и оборудования доступны по цене и легко доступны.
 Количество компонентов, участвующих в процессе, также меньше, тем более что дуговая сварка может выполняться без использования газа.
Количество компонентов, участвующих в процессе, также меньше, тем более что дуговая сварка может выполняться без использования газа. - Versatile- Дуговую сварку можно выполнять даже на грязном металле.
- Легко транспортировать- Используемое оборудование очень портативно, поэтому вы можете переносить все необходимое и выполнять процедуры практически в любом месте
- Можно установить дома- Есть много аппаратов для дуговой сварки, которые предназначены для домашнего использования так как материалы портативны и доступны по цене
- Дуговая сварка может выполняться без использования газа, что позволяет выполнять сварку в любых погодных условиях и условиях окружающей среды
- Это один из самых быстрых методов сварки
 Количество компонентов, участвующих в процессе, также меньше, тем более что дуговая сварка может выполняться без использования газа.
Количество компонентов, участвующих в процессе, также меньше, тем более что дуговая сварка может выполняться без использования газа.Недостатки дуги Сварка
К сожалению, у этого метода сварки также есть несколько недостатков.
Здесь мы расскажем о некоторых из его недостатков:
- Операторы должны быть высококвалифицированными — Хотя дуговой сваркой можно заниматься где угодно и с минимальным оборудованием, это не самый простой вид сварки. Этот процесс требует, чтобы операторы имели полное представление о том, где процедуры могут быть довольно сложными.
- Больше отходов — По сравнению с другими видами сварки, дуговая сварка в целом оставляет больше отходов. С одной стороны, оборудование не слишком дорогое, но с увеличением количества отходов стоимость проекта, как правило, высока.
- Дуговая сварка не может применяться для некоторых материалов, в основном тонких металлов.
 Этот процесс требует, чтобы операторы имели полное представление о том, где процедуры могут быть довольно сложными.
Этот процесс требует, чтобы операторы имели полное представление о том, где процедуры могут быть довольно сложными.Как использовать аппарат для дуговой сварки
Мы собираемся объяснить некоторые основные шаги того, как использовать аппарат для дуговой сварки, чтобы расплавить и соединить два куска металла вместе.
Шаг 1
Для начала вам необходимо подключить электрододержатель к сварочному аппарату для подачи тока.
Шаг 2
Поместите электрод, также известный как сварочный стержень, в изолированный электрододержатель и поверните ручку, чтобы надежно закрепить электрод внутри.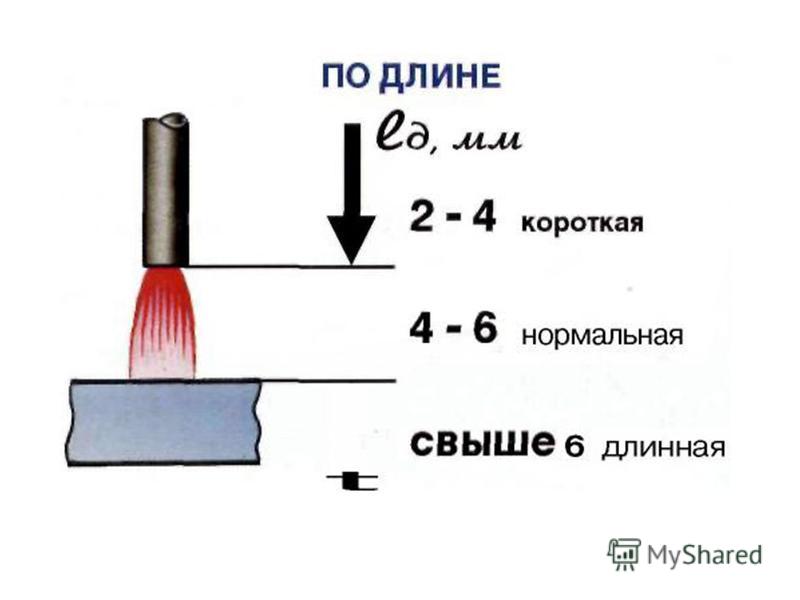
Шаг 3
Затем включите машину и выберите точное количество тока для зарядки электрода. Убедитесь, что зажим заземления подсоединен к стальному столу или заготовке.
Шаг 4
Установите контакт между электродом и изделием, чтобы замкнуть электрическую цепь, используя электричество, которое проходит через электрододержатель, вниз через металлическую деталь и обратно к сварочному аппарату через зажим заземления.
Step 5
Чтобы поджечь дугу, вы должны использовать легкое резкое движение, подобное легкому зажиганию спички.
Вы заметите расплавленный металл, образовавшийся между двумя частями, которые собираетесь соединить. Это происходит при образовании дуги.
Step 6
После того, как дуга зажглась, вы должны поддерживать ровную лужу расплавленного металла, и для этого вам необходимо поддерживать постоянное расстояние между концом стержня и металлической деталью.
Сварочный стержень будет становиться короче по мере сварки, потому что стержень оседает в центре плавящегося сплава.
Продолжайте перемещать стержень в боковом направлении и в то же время продолжайте толкать сварной шов.
Шаг 7
Убедитесь, что обе металлические детали, которые необходимо соединить, нагреваются одинаково.
Шаг 8
По окончании сварки выньте электрододержатель и выключите подачу тока.
Step 9
После завершения сварного шва дуговой сваркой на поверхности сварного шва будет темный осадок, образованный горящим флюсом от покрытия электрода.
Удалите эти остатки с помощью молотка и металлической щетки.
Электроды для дуговой сварки
Типы электродов для дуговой сварки:
Электроды для дуговой сварки можно разделить на 2 типа.Это:
- Расходные электроды
- Нерасходуемые электроды
Расходуемые электроды:
Когда электрод «расходуется» в процессе его использования, он считается расходуемым электродом.
Эти электроды изменяют структуру и обычно покрываются флюсом для защиты дуги и сварного шва и предотвращения окисления.
Расходуемый электрод обычно изготавливают в виде анода для получения более глубокого сварного шва, поскольку анод всегда имеет более высокую концентрацию тепла.Таким образом, электрод плавится быстрее и быстрее заполняет зазор в заготовке.
При сварке металлов в инертном газе этот тип электродов используется для дуговой сварки.
Неплавящиеся электроды
При высокой температуре плавления неплавящийся электрод не заполняет зазор в заготовке.
Обычно в этом случае обрабатываемая деталь должна иметь низкую температуру плавления или необходимо добавить присадочный металл с низкой температурой плавления.
В отличие от расходуемых электродов неплавящиеся электроды выполняются катодными, а свариваемая деталь — анодом.
Газовая вольфрамовая дуговая сварка — это один из методов дуговой сварки, в котором используется неплавящийся электрод из вольфрама или инертного и отдельного наполнителя.
Правила техники безопасности при дуговой сварке
Хотя аппарат для дуговой сварки является одним из наиболее широко применяемых сварочных устройств, при неправильном использовании он может вызвать серьезные травмы.
Следуя некоторым основным правилам, операторы могут быть защищены от травм, а риск несчастных случаев может быть значительно снижен.
- Надевайте соответствующую защитную одежду — наиболее важно защитить глаза, надев сварочную маску во время работы.Также необходимо постоянно носить перчатки и одежду с длинными рукавами, чтобы прикрыть открытые участки кожи.
- Прочтите руководство по технике безопасности — Если вы никогда раньше не пользовались дуговой сваркой, то это обязательно. Даже опытным операторам рекомендуется всегда обращаться к руководству, чтобы узнать больше о предупреждающих этикетках и другой важной информации об оборудовании.
- Не прикасайтесь к электроду и не работайте без электрододержателя и избегайте любого контакта с внутренними цепями, пока устройство заряжено.
- Поддерживайте свое оборудование и проверяйте наличие неисправных деталей- Чрезмерное использование машины может привести к повреждению из-за перегрева, поэтому знайте, когда дать машине отдохнуть. Также проверьте кабели на предмет износа.
- Обеспечьте надлежащую вентиляцию рабочего места.
- Держите свое рабочее место в чистоте и порядке, чтобы не было беспорядка. Место, где вы устанавливаете рабочее место, должно быть сухим и свободным от каких-либо вредных элементов.
 Также проверьте кабели на предмет износа.
Также проверьте кабели на предмет износа.Заключительные мысли
В заключение этого поста мы хотели бы напомнить нашим читателям, что важно знать все, что нужно узнать о дуговой сварке, прежде чем пытаться управлять дуговой сваркой, потому что для безопасного и успешного проведения процесса должен быть высококвалифицированным и иметь максимальные знания о выполняемых работах.
Начиная с покупки подходящего аппарата для дуговой сварки и заканчивая завершением сварочного проекта, требуется много планирования и усилий, поэтому, если вы действительно заинтересованы в дуговой сварке, будьте готовы потратить много времени и сначала изучить основные основы процесса сварки. .
Связанная публикация Вам может понравитьсяСварочная дуга: определение, структура и типы
Прочитав эту статью, вы узнаете: — 1. Определение сварочной дуги 2. Структура и характеристики сварочной дуги 3.Типы 4. Роль полярности электродов.
Определение сварочной дуги 2. Структура и характеристики сварочной дуги 3.Типы 4. Роль полярности электродов.
Дуга — это электрический разряд между двумя электродами, который возникает через электропроводящий горячий ионизированный газ, известный как плазма. Электрическая дуга, используемая для сварки, называется сварочной дугой, и обычно она возникает между тонким стержнем (или проволокой) и пластиной, поэтому она имеет форму колокола, как показано на рис. 3.1 (а).
Структура и характеристики сварочной дуги :Сварочная дуга — это сильноточный электрический разряд низкого напряжения, действующий обычно в диапазоне от 10 до 2000 ампер и от 10 до 50 вольт.В сварочной цепи дуга действует как нагрузочный резистор.
Вообще говоря, сварочная дуга состоит из механизма испускания электронов из катода, которые после прохождения через ионизированный горячий газ сливаются с анодом.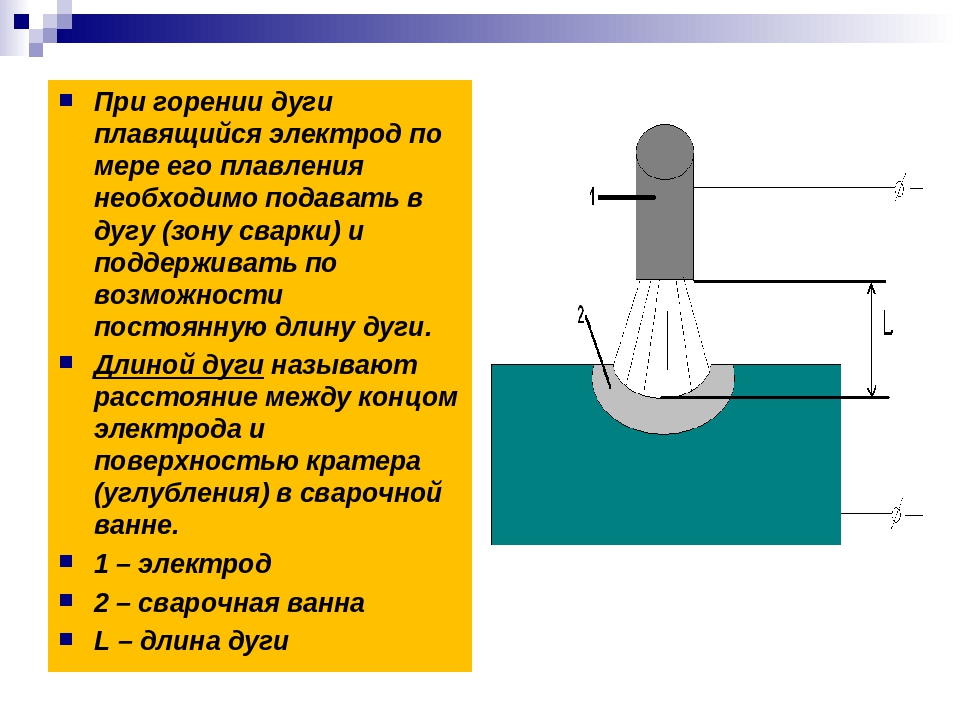 Для анализа сварочную дугу обычно разделяют на пять частей, а именно. катодное пятно, зона катодного падения, столб дуги, зоны анодного падения и анодное пятно. Падение напряжения на катоде и зонах падения напряжения на аноде довольно крутые, в то время как падение напряжения на столбе дуги более плавное, как показано на рис.3.1 (б). Из рисунка видно, что напряжение дуги (V) складывается из катодного падения (Vc), падения столбца (Vp) и падения на аноде (Va).
Для анализа сварочную дугу обычно разделяют на пять частей, а именно. катодное пятно, зона катодного падения, столб дуги, зоны анодного падения и анодное пятно. Падение напряжения на катоде и зонах падения напряжения на аноде довольно крутые, в то время как падение напряжения на столбе дуги более плавное, как показано на рис.3.1 (б). Из рисунка видно, что напряжение дуги (V) складывается из катодного падения (Vc), падения столбца (Vp) и падения на аноде (Va).
Это можно выразить как:
В = Vc + Vp + Va ……. (3-1)
Хотя сварочная дуга обычно имеет форму колокола, могут иметь место значительные колебания ее формы в тех сварочных процессах, где стержневой электрод (называемый просто электродом в остальной части текста) является расходуемым, например, при дуговой сварке в среде защитного металла и газовая дуговая сварка металла.Чтобы получить исчерпывающие сведения о поведении сварочной дуги, необходимо знать характеристики ее различных зон.
Катодное пятно :
Это та часть отрицательного электрода, откуда излучаются электроны. Наблюдались три типа режимов катодного пятна.
Наблюдались три типа режимов катодного пятна.
Это:
(а) Режим подвижного катодного пятна,
(б) Режим термоэмиссионного катодного пятна и
(c) Нормальный режим.
В подвижном катоде в режиме пятен одно или несколько очень маленьких катодных пятен появляются на поверхности катода и перемещаются с высокой скоростью от 5 до 10 м / с и обычно оставляют видимый след. Поведение подвижного катодного пятна зависит от материала, на котором оно образуется. Например, на алюминии наблюдаются множественные пятна, которые образуют сложную серию разветвленных дорожек, в то время как на меди оставленный след обычно один без каких-либо ответвлений, как показано на рис. 3.2.
Оксидная пленка на поверхности металла разрыхляется движением подвижного катодного пятна, а иногда также теряется слой металла.Эта характеристика делает подвижный катод очень важным для использования в промышленности, особенно для сварки алюминия и магния. Плотность тока в таком катодном пятне составляет порядка от 10 2 до 10 3 А / мм 2 .
В термоэлектронном режиме катодное пятно образуется на конце остроконечного стержня из вольфрама или торированного вольфрама, используемого с защитой аргоном. Катодное пятно остается фиксированным и имеет плотность тока порядка 10 2 А / мм 2 .Он виден либо как яркое пятно, либо может быть обнаружен по схождению столба дуги к точке на поверхности катода.
В нормальном режиме катодное пятно не образует четко определенного пятна. Например, в случае стального электрода с низкоуглеродистым покрытием катодное пятно, кажется, охватывает весь расплавленный наконечник электрода. Подобный тип катодного пятна наблюдается при дуговой сварке вольфрамовым электродом в газовой среде с использованием вольфрамового электрода с закругленным концом, экранированного аргоном, как показано на рис. 3.3.
Вольфрамовая дуга, экранированная аргоном, работает либо с четко определенным катодным пятном второго типа, либо с плохо определенным катодным пятном третьего типа, и вольт-амперные характеристики в этих двух случаях различаются.
Механизмы эмиссии электронов :
Эмиссия электронов с катода может быть вызвана любым из нескольких механизмов, таких как термоэлектронная эмиссия, автоэлектронная или автоэлектронная эмиссия, фотоэлектрическая эмиссия и вторичная эмиссия.
а. Термоэлектронная эмиссия:
Он включает освобождение электронов от нагретых электродов. По мере повышения температуры электрода кинетическая энергия свободных электронов увеличивается до точки, при которой они могут вылетать с поверхности отрицательного электрода в катодном пятне в свободное от поля пространство снаружи, несмотря на притяжение положительным электродом. ионы, оставленные на катоде.
Эмиссия электронов углеродным и вольфрамовым катодами считается термоэлектронной по своему характеру, но большинство других металлов кипят при температурах значительно ниже температуры, необходимой для термоэлектронной эмиссии.
г. Автоэлектронная эмиссия:
Этот тип электронной эмиссии создается достаточно сильным электрическим полем, то есть когда напряжение на электродах настолько велико (порядка 10 4 вольт), что воздух между ними ионизируется под его влиянием и электрическим разрядом. происходит с эмиссией электронов с поверхности катода.
происходит с эмиссией электронов с поверхности катода.
г. Фотоэлектрическое излучение:
Это происходит, когда энергия в форме луча света падает на поверхность катода и приводит к увеличению кинетической энергии электронов и, таким образом, к их излучению с катода в вакуум или другой материал. Такой механизм электронной эмиссии используется при генерации рентгеновских лучей.
г. Вторичные выбросы:
Относится к испусканию электронов под действием быстро движущихся ионов.Когда скорость падающих ионов превышает орбитальные скорости электронов в атомах материала катода, это приводит к изгнанию (или испусканию) электронов.
В процессах сварки электронная эмиссия либо термоэмиссионного типа, например, при газовой вольфрамовой сварке, плазменно-дуговой сварке и сварке угольной дугой, либо является автоэмиссионной в сочетании со вспомогательными средствами ионизации воздушного зазора между электродами. и обрабатываемые детали, например для дуговой сварки в защитном металлическом корпусе, дуговой сварки под флюсом и газовой дуговой сварки.
Эмиссия электронов из катодного пятна зависит от энергии возбуждения или работы выхода материала, которая определяется как энергия, необходимая в электрон-вольтах (эВ) или джоулях, чтобы высвободить один электрон с поверхности материал в окружающее пространство. Потенциал ионизации, который определяется как энергия на единицу заряда в вольтах, необходимая для удаления электрона от атома на бесконечное расстояние, также играет важную роль в поддержании электрического разряда.Оба параметра для большинства материалов, участвующих в сварке, приведены в таблице 3.1.
Зона катодного падения :
Это газовая область, непосредственно примыкающая к катоду, в которой происходит резкое падение напряжения. Совокупный размер зоны катодной капли и зоны анодной капли составляет порядка 10 2 мм, что почти равно длине свободного пробега электронов. Было обнаружено, что падение напряжения в зоне катодного падения для вольфрамового электрода, экранированного аргоном, составляет около 8 вольт при 100 ампер, и оно увеличивается с уменьшением тока.
Колонна Arc:
Это яркая видимая часть дуги, имеющая высокую температуру и низкий градиент потенциала. Температура столба дуги зависит от присутствующих в нем газов и величины сварочного тока, протекающего в цепи. Обычно температура колонки варьируется от 6000 ° C для паров железа до примерно 20000 ° C для вольфрамовой дуги, защищенной аргоном. При такой высокой температуре все молекулярные газы, присутствующие в колонке, расщепляются на атомарную форму, а сами атомы далее диссоциируют на электроны и ионы.Однако количество электронов и ионов в любом заданном объеме дуги остается неизменным, таким образом, дуга остается электрически нейтральной.
Так как средний ион примерно в тысячу раз тяжелее электрона, электроны гораздо более подвижны и, следовательно, переносят большую часть тока через столб дуги. Градиент потенциала в колонне ниже, чем градиент потенциала в зоне катодного падения или в зоне падения анода, и обычно он колеблется от 0-5 до 5 вольт / мм для вольфрамовых дуг, экранированных аргоном, тогда как для дуговой сварки защищенным металлом он обычно составляет около 1 вольт. / мм.
/ мм.
Сварочная дуга почти всегда возникает между стержнем или проволочным электродом и плоской или широкой заготовкой. Это, независимо от полярности электрода, приводит к образованию дуги в форме раструба или конуса с вершиной конуса на кончике стержневого электрода или рядом с ним. Из-за этого сужения дуги вблизи стержневого электрода она имеет самую высокую плотность энергии там, но из-за охлаждающего эффекта из-за близости электрода максимальная температура находится в ядре колонны.
Область, в которой суженный столбик встречается с электродом, называется корнем дуги.Распределение температуры в столбе дуги для вольфрамовой дуги, экранированной аргоном 200 ампер, показано на рис. 3.4.
Рис. 3.4 Распределение температуры в столбе дуги
При протекании тока в столбе дуги возникают электромагнитные силы. Также хорошо известно, что два параллельных проводника, по которым течет ток в одном направлении, притягиваются друг к другу.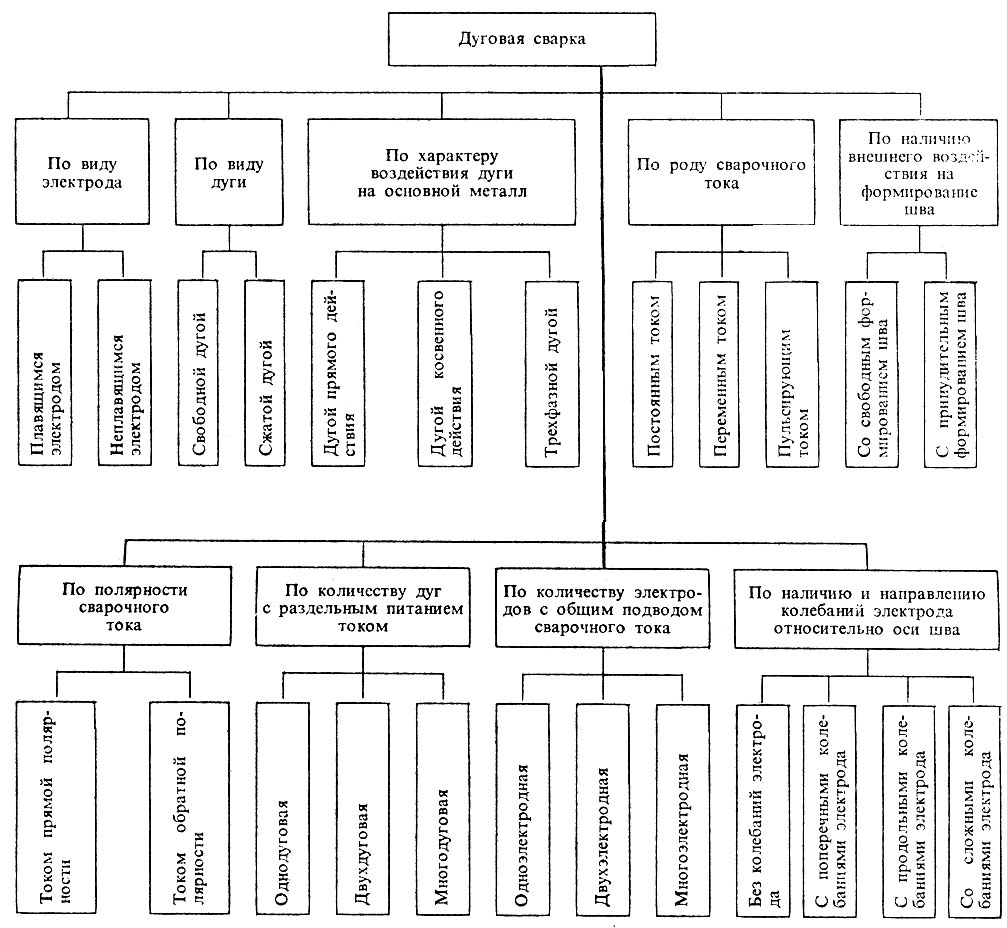
Если ток проходит через газовый цилиндр, его можно рассматривать как состоящий из большого количества кольцевых цилиндрических проводников, следовательно, между различными газовыми цилиндрами существует взаимное притяжение, при этом все силы действуют внутрь из-за высокой плотности тока в сердечнике дирижер.
Эти сжимающие силы уравновешиваются градиентом статического давления, установленным в газовом проводнике с нулевым давлением на внешней периферии и максимальным по оси.
Однако в данном случае из-за конической формы дуги электромагнитные силы, действующие на нее, имеют две составляющие, причем статическое давление имеет две противоположные составляющие, одна из которых расположена вдоль оси дуги и является причиной образования плазмы. струя, которая течет со скоростью около 10 4 см / сек по направлению к заготовке.Осевая скорость плазмы уменьшается по мере приближения к периферии дуги, как показано на рис. 3.5.
В установившемся режиме плазменная струя имеет обтекаемый поток, скорость которого приблизительно пропорциональна сварочному току. На рис. 3.6 показана диаграмма линий потока газа и линий скорости в угольной дуге 200А. Считается, что значительное количество тепловой энергии передается заготовке посредством конвективных потоков плазменной струи.
На рис. 3.6 показана диаграмма линий потока газа и линий скорости в угольной дуге 200А. Считается, что значительное количество тепловой энергии передается заготовке посредством конвективных потоков плазменной струи.
Фиг.3.6 Линии потока газа и линии скорости плазмы при сварке угольной дугой
Когда ток в дуге несимметричен, это приводит к возникновению магнитных сил, которые отклоняют столб дуги. Если это происходит в сварочной дуге, это называется дуговым разрядом и часто приводит к некорректным сварным швам.
Зона анода и падения анода:
Достигнув анода, электроны теряют теплоту конденсации. Однако, в отличие от катодного пятна, редко можно увидеть четко очерченное анодное пятно, а плотность тока также мала, как показано на рис.3.7 для вольфрамового катода, экранированного аргоном, на 200 А и анода из медной пластины. Токопроводящая площадь анода немного меньше самого широкого распространения дуги на конце анода, а средняя плотность тока также довольно мала.
Падение напряжения в зоне анодного падения дуги этого типа составляет b6 от 1 до 3 вольт. Глубина анодной зоны падения составляет порядка от 10 -2 до 10 -1 мм. Когда стержневой электрод действует как анод, он занимает нижнюю полусферу расплавленной капли на кончике электрода.Однако в случае струи плазмы низкого давления анод, по-видимому, охватывает каплю расплава.
Общее тепловложение на аноде происходит из-за конденсации электронов, а также проводимости и конвекции из-за плазменной струи. В дуге постоянного тока с неплавящимся электродом, например, из вольфрама или углерода, тепло анода больше, чем тепло высвобождается на катоде, как показано на рис. 3.8.
С увеличением длины сварочной дуги напряжение на дуге увеличивается и, следовательно, для тока выше примерно 100 А тепловложение увеличивается с увеличением столба дуги, особенно для режима катодного пятна, как показано на рис.3.9. Однако с увеличением длины столбца ширина столбца также увеличивается, что приводит к еще более низкой плотности тока на аноде и, таким образом, анод становится более рассеянным.
КПД дуги:
Из описания характеристик различных частей сварочной дуги можно определить КПД дуги, математическая обработка которого следующая:
Итак, общая тепловая энергия, выделяемая на аноде, q a , определяется суммой энергии, полученной через электроны, и энергии, полученной при прохождении через зону падения анода, т.е.е.,
Задача 1:
Найдите эффективность дуги для процесса GTAW, если сварочный ток составляет 150 ампер, а напряжение дуги 20 вольт. Предположим, что катодное падение составляет 8 вольт, а анодное падение — 3 вольта, при этом 30% энергии столба дуги передается аноду. Возьмем температуру дуги как 15000 К. Работа выхода, ɸ 0 для вольфрама = 4,5 эВ и постоянной Больцмана = 8,62 x 10 -5 эВ / К.
Решение:
Задача 2:
При дуговой сварке вольфрамом в среде аргона катодное падение составило 10 вольт при сварочном токе 120 вольт и напряжении дуги 18 вольт. Определите (а) длину дуги, если КПД дуги составляет 55% при температуре дуги 10000 Кельвинов.
Определите (а) длину дуги, если КПД дуги составляет 55% при температуре дуги 10000 Кельвинов.
Предположим, что падение напряжения на колонке составляет 1,2 В на 1 мм, и что 20% тепла колонки передается аноду.
(b) Эффективность дуги, если те же параметры процесса применимы к процессу GMAW и проволочный электрод выполнен в качестве анода.
Возьмем работу выхода для вольфрама при OK = 4,5 эВ и постоянную Больцмана. К ’= 8-60 x10 -5 эВИК
Решение:
Типы сварочных дуг :
С точки зрения сварки дуги бывают двух типов, а именно., неподвижная или неподвижная или фиксированная дуга и подвижная или движущаяся или бегущая дуга Фиксированная дуга образуется между неплавящимся электродом и заготовкой. Дуга может использоваться с наполнителем или без него. В первом случае отдельная проволока вводится в столб дуги и, таким образом, расплавляется для передачи в сварочную ванну под совместным действием силы тяжести, электромагнитных сил и механической силы, действующей на плазменную струю, в неподвижной дуге большая часть тепла уходит. к неплавящемуся электроду остается неиспользованным, и, возможно, его придется отводить охлаждающей водой или защитным газом.Таким образом, тепловой КПД такой дуги невелик и может составлять от 45 до 60%. Этот тип дуги наблюдается при сварке угольной дугой, газовой вольфрамовой дугой и плазменной дугой.
к неплавящемуся электроду остается неиспользованным, и, возможно, его придется отводить охлаждающей водой или защитным газом.Таким образом, тепловой КПД такой дуги невелик и может составлять от 45 до 60%. Этот тип дуги наблюдается при сварке угольной дугой, газовой вольфрамовой дугой и плазменной дугой.
Между плавящимся электродом и деталью образуется подвижная дуга. По мере плавления присадочной проволоки расплавленный металл на конце электрода отделяется под действием силы тяжести, электромагнитных сил, силы, оказываемой плазменной струей, и пинч-эффекта. Однако удерживающая сила из-за поверхностного натяжения также действует на каплю.По мере плавления электрода дуга продолжает двигаться вверх по электроду. Подвижная дуга используется в таких процессах, как дуговая сварка металлическим электродом в защитных оболочках, дуговая сварка металлическим электродом в газовой среде и дуговая сварка под флюсом.
Дуга, при которой расплавленный металл с кончика электрода проходит через него и становится частью сварочной ванны, называется «металлической дугой».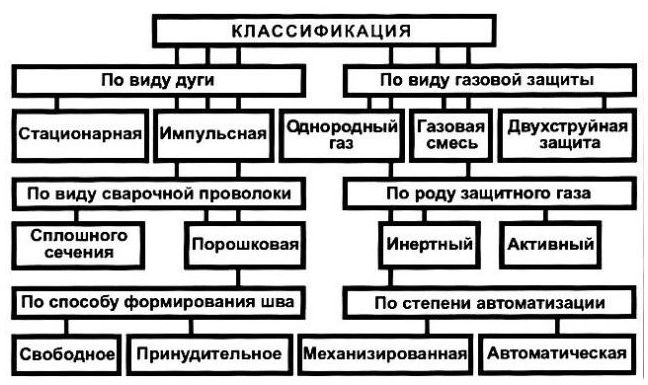 Подвижная дуга — это металлическая дуга.
Подвижная дуга — это металлическая дуга.
Большая часть тепла, поступающего на электрод в подвижной дуге, используется для плавления металла и, таким образом, используется эффективно.Таким образом, тепловой КПД процесса с использованием подвижной дуги высок и обычно составляет от 75 до 90%. Следовательно, сварочные процессы с использованием подвижной дуги термически более эффективны, чем процессы с использованием неподвижной или фиксированной дуги.
Роль полярности электродов в дуговой сварке:Дуговая сварка может выполняться на переменном или постоянном токе. Если используется переменный ток, нет вопроса о полярности электродов, поскольку она меняется каждые полупериод. Однако, если используется постоянный ток, можно сделать электрод либо отрицательным, либо положительным.
На аноде выделяется больше тепла, поэтому во всех процессах с использованием неплавящихся электродов лучше подключать электрод к отрицательной клемме, чтобы минимизировать тепловые потери. Однако это может быть не всегда возможно, потому что время от времени необходимо использовать очищающее действие подвижного катодного пятна для отделения прочного тугоплавкого оксидного слоя от металла, например, при сварке алюминия и магния.
Однако это может быть не всегда возможно, потому что время от времени необходимо использовать очищающее действие подвижного катодного пятна для отделения прочного тугоплавкого оксидного слоя от металла, например, при сварке алюминия и магния.
В таких случаях предпочтительно использовать переменный ток, чтобы найти компромисс между термической эффективностью и чистящим действием.Таким образом, в процессах дуговой сварки вольфрамовым электродом и угольной дуговой сварки обычно используются источники переменного тока, когда обязательно требуется опора на заготовку. Когда такого принуждения нет, можно использовать dcen.
Однако для дуговой сварки экранированным металлом сварочный трансформатор переменного тока довольно популярен, и в то же время при тех же технических характеристиках он намного дешевле, чем сварочный электродвигатель-генератор постоянного тока или комплект трансформатора с выпрямителем, необходимый для получения питания постоянного тока. Также при сварке на постоянном токе есть устройство смены дуги, которое может вызвать неприемлемый зигзагообразный шов низкого качества.
Из-за регулярного прерывания дуги переменного тока не рекомендуется использовать неизолированную проволоку, например, при газовой дуговой сварке металла. Однако для дуговой сварки защищенным металлом были разработаны соответствующие электродные покрытия, которые облегчают зажигание и поддержание сварочной дуги.
При использовании расходуемого электрода перенос металла от проволочного электрода к обрабатываемой детали является более равномерным, частым и более направленным, если электрод выполнен положительным. Поэтому DCEP или обратная полярность являются популярными для GMAW, который также обеспечивает необходимое очищающее действие на металлах с прочным оксидным слоем, таких как алюминий.
Применение типов дуги при промышленной сварке | Международный журнал машиностроения и материаловедения
Введение
Дуговая сварка — ключевой процесс в промышленном производстве (Найду и др., 2003), а дуговая сварка металлическим электродом (GMAW) широко используется во многих обрабатывающих отраслях из-за ее фундаментальных преимуществ. , такие как регулируемые профили проплавления, гладкий валик, малое разбрызгивание и высокая скорость сварки (Kah et al. 2009). За последние два десятилетия GMAW стала основной технологией в индустрии роботизированной сварки (Chen and Wu 2009).Тип дуги является важным фактором во многих приложениях; однако явление дуги полностью не объяснено и проявляет неизвестные свойства и поведение.
, такие как регулируемые профили проплавления, гладкий валик, малое разбрызгивание и высокая скорость сварки (Kah et al. 2009). За последние два десятилетия GMAW стала основной технологией в индустрии роботизированной сварки (Chen and Wu 2009).Тип дуги является важным фактором во многих приложениях; однако явление дуги полностью не объяснено и проявляет неизвестные свойства и поведение.
Использование дуги соответствующего типа при сварке различных материалов с разной толщиной позволяет сократить расходы, сократить время производства и повысить качество. В последнее время важной проблемой стало соединение тонких материалов и материалов, чувствительных к нагреванию. Лучшее понимание явлений дуги может помочь разработать и усовершенствовать интегрированный дизайн промышленных сварочных систем (Iordachescu and Quintino 2008).В связи с увеличением разнообразия соединяемых материалов и множества различных дуговых процессов необходимость понимания различных типов процессов дуговой сварки становится как никогда актуальной. Кроме того, при управлении и изменении процесса сварки знание явления дуги облегчит получение улучшенного качества сварных швов и надежных соединений (Eagar 1990a, b).
Кроме того, при управлении и изменении процесса сварки знание явления дуги облегчит получение улучшенного качества сварных швов и надежных соединений (Eagar 1990a, b).
В этом исследовании дается краткое введение в характеристики дуги, обсуждается классификация сварочных дуг, проводится сравнение дуг и обсуждаются преимущества и недостатки различных дуг.Наконец, рассматриваются типы сварочных дуг и их роль в промышленном применении.
Характеристики дуги
Сварочную дугу можно рассматривать как проводник газа, который преобразует электрическую энергию в тепловую (Найду и др., 2003). В исследовании Ланкастера (1984) сварочная дуга рассматривается как цилиндрическое тело газа, которое ограничено температурным градиентом. Одна из проблем, с которой обычно сталкивается сварочная промышленность, — это плохая стабильность дуги. Стабильность дуги и длина дуги влияют на характер переноса металла (Pal et al.2010). При стабильной дуге перенос металла происходит равномерно, а количество брызг минимально (Hermans and Ouden 1999).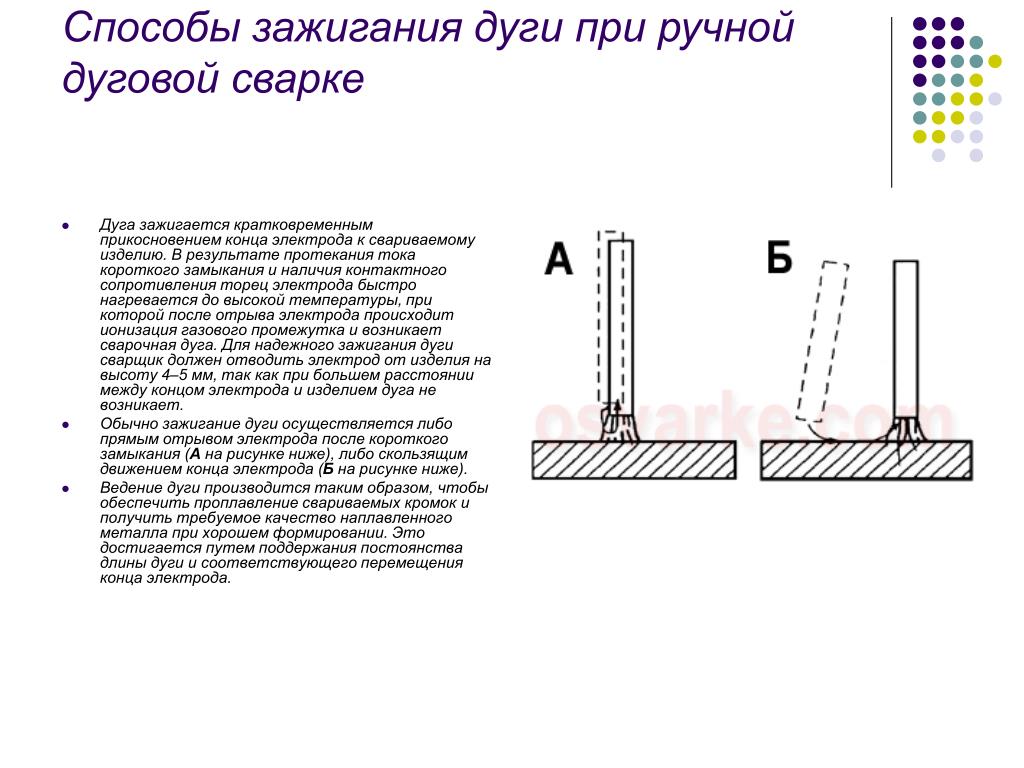 В ситуации стабильной дуги можно найти взаимосвязь между напряжением и током, показанную на рисунке 1 (Ibrahim Khan 2007). График показывает, что дуга не подчиняется закону Ома. Кроме того, уменьшающаяся часть характеристики дуги является частью Айртона и характеризуется нестабильной дугой, в то время как часть Ома, увеличивающаяся область, применяется при сварке. Другие факторы, такие как атмосфера дуги, длина дуги и используемые металлы, также влияют на наклон кривой.
В ситуации стабильной дуги можно найти взаимосвязь между напряжением и током, показанную на рисунке 1 (Ibrahim Khan 2007). График показывает, что дуга не подчиняется закону Ома. Кроме того, уменьшающаяся часть характеристики дуги является частью Айртона и характеризуется нестабильной дугой, в то время как часть Ома, увеличивающаяся область, применяется при сварке. Другие факторы, такие как атмосфера дуги, длина дуги и используемые металлы, также влияют на наклон кривой.
Типичная характеристика дуги по сравнению с законом Ома (Ибрагим Хан 2007 г. ).
Дуговая плазма
Дуговая плазма представляет собой ионизированное состояние сварочного газа и представляет собой смесь почти равных количеств электронов и ионов. Плазма переносит ток дуги. Большая часть токопроводимости переносится электронами. В случае дуговой сварки электродом обычно считается катод, а заготовка — анод. Электроны выходят из электрода (т. Е. Отрицательного вывода) и направляются в заготовку (т.е. положительный вывод) (Найду и др., 2003). Чтобы определить влияние дуговой плазмы на сварочную ванну, следует учитывать четыре фактора: (i) тепловой поток, (ii) плотность тока, (iii) напряжение сдвига и (iv) давление дуги.
Электроны выходят из электрода (т. Е. Отрицательного вывода) и направляются в заготовку (т.е. положительный вывод) (Найду и др., 2003). Чтобы определить влияние дуговой плазмы на сварочную ванну, следует учитывать четыре фактора: (i) тепловой поток, (ii) плотность тока, (iii) напряжение сдвига и (iv) давление дуги.
Существует прямая зависимость между увеличением теплового потока и плотности тока и глубиной сварочной ванны. Увеличение напряжения сдвига в расплавленной ванне способствует протеканию наружу потока в верхней части сварочной ванны, а увеличение давления дуги может привести к более вогнутой поверхности сварочной ванны (Мерфи и др.2009 г.). Однако давление дуги не влияет на плоскостность поверхности сварочной ванны, когда ток составляет менее 200 А (Лин и Игар, 1985; Ван и Цай, 2001).
Температура дуги
Первоначально считалось, что температура сварочной дуги складывается из тепла плазмы дуги, но Кобайн и Бургер (1955) показали, что большая часть тепла, передаваемого на заготовку от электрода, происходит от потока ток в металл. Позже это понимание было расширено Куигли и др.(1973), которые отметили, что только 20% тепла переносится горячими газами, а 80% остается в электрическом токе. В зависимости от точной природы плазмы и силы тока, протекающего через нее, температура сварочной дуги варьируется от 5 000 до 30 000 К (Найду и др. 2003; Роберт и Месслер 2004). В некоторых случаях мощность чрезвычайно высока, и температура может подниматься до 50 000 К (Найду и др. 2003).
Позже это понимание было расширено Куигли и др.(1973), которые отметили, что только 20% тепла переносится горячими газами, а 80% остается в электрическом токе. В зависимости от точной природы плазмы и силы тока, протекающего через нее, температура сварочной дуги варьируется от 5 000 до 30 000 К (Найду и др. 2003; Роберт и Месслер 2004). В некоторых случаях мощность чрезвычайно высока, и температура может подниматься до 50 000 К (Найду и др. 2003).
На температуру плазмы влияют два важных фактора: конкретная плазма и ее плотность (Роберт и Месслер, 2004).При дуговой сварке однокомпонентным газом, который используется в некоторых сварочных процессах, температура в GMAW ниже, потому что расплавленные капли, пар и ионы металлов более концентрированы. На рисунке 2 показано распределение температуры дуги при сварке алюминия методом GMA при 250 А. Как видно, центральная сердцевина дуги имеет самую высокую температуру, которая изменяется в зависимости от используемого защитного газа (Роберт и Месслер, 2004).
Распределение температуры дуги при сварке GMA алюминия при 250 А (Smårs and Acinger 1968 г. ).
Ток дуги
На процесс сварки влияет несколько факторов, таких как ток дуги, напряжение дуги, скорость перемещения горелки, присадочная проволока и частота вращения (Лу и др. 2009; Мун и др. 2006). При выборе этих параметров следует учитывать количество подводимого тепла и желаемое плавление (Мин и др. 2011). На режим дуги и, следовательно, на качество сварки большое влияние оказывает сила тока (Hu and Tsai 2006). На глубину проплавления также существенно влияет ток дуги.При дуговой сварке металлическим газом увеличение тока дуги увеличивает проплавление шва. Однако повышенное проникновение в стык также увеличивает вероятность прожога и растрескивания при затвердевании. Эксперименты, проведенные Ху и Цай (2006), показали, что более высокий ток приводит к более высокой электромагнитной силе, которая заставляет каплю отделяться от электрода к сварочной ванне.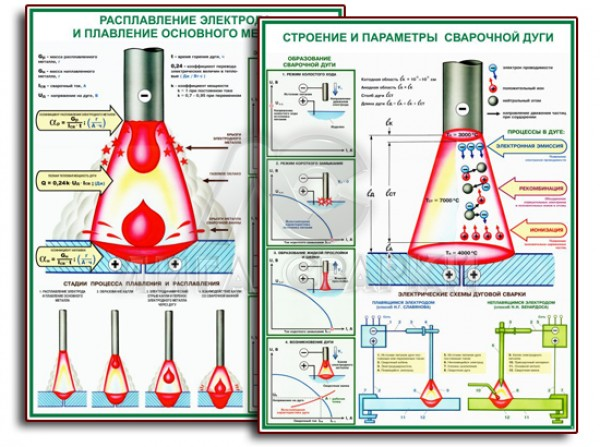 Кроме того, при более высоком токе размер расплавленной капли меньше и частота появления капель выше.
Кроме того, при более высоком токе размер расплавленной капли меньше и частота появления капель выше.
Напряжение дуги
Напряжение дуги пропорционально длине дуги.Следовательно, напряжением дуги можно управлять, изменяя длину дуги (Найду и др., 2003). На рис. 3 показаны кривые напряжения дуги типичного источника питания на диаграмме сварочного тока и напряжения. Видно, что небольшое изменение напряжения приводит к очень большому изменению сварочного тока. Как следствие взаимосвязи между сварочным током и напряжением дуги, свойства и геометрия сварного шва могут быть предсказаны (Shoeb et al.2013): при сварке высоким напряжением образуется очень широкий валик с возможными поднутрениями и вогнутой формой, а сварка тоже низкое напряжение приводит к образованию сварного шва низкого качества.
Рисунок 3 Саморегулирование напряжения дуги (Найду и др. 2003 г. ).
Как видно из рисунка 3, напряжение значительно изменяется при небольшом изменении длины дуги, в то время как изменение тока незначительно. Следовательно, длина дуги больше влияет на напряжение, чем на сварочный ток. Длина дуги на этой диаграмме разделена на три части: длинную, среднюю и малую, которые представляют собой так называемые кривые источника напряжения.Соединение кривых CC и CV с кривой источника напряжения называется рабочей точкой источника питания и может быть изменено в процессе сварки (Найду и др., 2003).
Проникновение дуги
Чтобы определить глубину проникновения дуги, необходимо знать положение дуги, которое рассчитывается на основе таких параметров, как сварочное напряжение, сварочный ток и скорость подачи проволоки. Положение дуги определяется как сумма удлинения провода и длины дуги. На рисунке 4 эти параметры показаны для GMAW как L и L a , соответственно.Расстояние между сварочной горелкой и заготовкой составляет H , а параметр P отображает глубину проплавления (Ивата и др. 2009a, b).
2009a, b).
Параметры для прогнозирования положения дуги (Ивата и др. 2009a , б ).
На рис. 5 показана взаимосвязь между положением дуги и проплавлением при сварке плоских листов под флюсом.Подгоночная линия на графике показывает, что значения проникновения дуги и положения дуги очень близки. Таким образом, взаимосвязь такая, как и ожидалось (Ивата и др., 2009a, b).
Рисунок 5Сравнение прогнозируемой и фактической глубины проникновения для SAW (Ивата и др. 2009a , б ).
Эффективность дуги
Эффективность дуги является важным фактором в процессах дуговой сварки и обычно объясняется как вклад тепла в металл, деленный на общую тепловую энергию дуги (Eagar 1990a). Другими словами, эффективность дуги измеряется как количество энергии дуги, подводимой к подложке (Дюпон и Мардер, 1995). Эффективность дуги влияет на скорость сварки и может варьироваться от 60% до 99% для различных сварочных процессов (Eagar 1990b). Важно знать эффективность дуги, чтобы измерить эффективность плавления, как экспериментально, так и с помощью моделей теплового потока (Dupont and Marder 1995). Параметры сварки (например, ток и напряжение) мало влияют на эффективность дуги для данного процесса, а эффективность процессов сварки неплавящимся электродом считается немного ниже, чем у процессов с плавящимися электродами (Kou 1987; Lancaster 1984).Подвод тепла можно рассчитать с использованием КПД дуги по формуле, показанной в уравнении 1 (Gunaraj and Murugan, 2002):
Другими словами, эффективность дуги измеряется как количество энергии дуги, подводимой к подложке (Дюпон и Мардер, 1995). Эффективность дуги влияет на скорость сварки и может варьироваться от 60% до 99% для различных сварочных процессов (Eagar 1990b). Важно знать эффективность дуги, чтобы измерить эффективность плавления, как экспериментально, так и с помощью моделей теплового потока (Dupont and Marder 1995). Параметры сварки (например, ток и напряжение) мало влияют на эффективность дуги для данного процесса, а эффективность процессов сварки неплавящимся электродом считается немного ниже, чем у процессов с плавящимися электродами (Kou 1987; Lancaster 1984).Подвод тепла можно рассчитать с использованием КПД дуги по формуле, показанной в уравнении 1 (Gunaraj and Murugan, 2002):
$$ \ mathrm {Heat} \; \ mathrm {input} \ left (\ frac {\ mathrm {kJ}} {\ mathrm {cm}} \ right) = \ frac {\ mathrm {Arc} \; \ mathrm {Voltage} \ times \ mathrm {Arc} \; \ mathrm {current}} {\ mathrm {Welding} \; \ mathrm {скорость} \ times 1000} \ times \ mathrm {Arc} \; \ mathrm {эффективность} $$
(1)
Стабильность дуги
Стабильность дуги — еще одна важная характеристика дуговой сварки.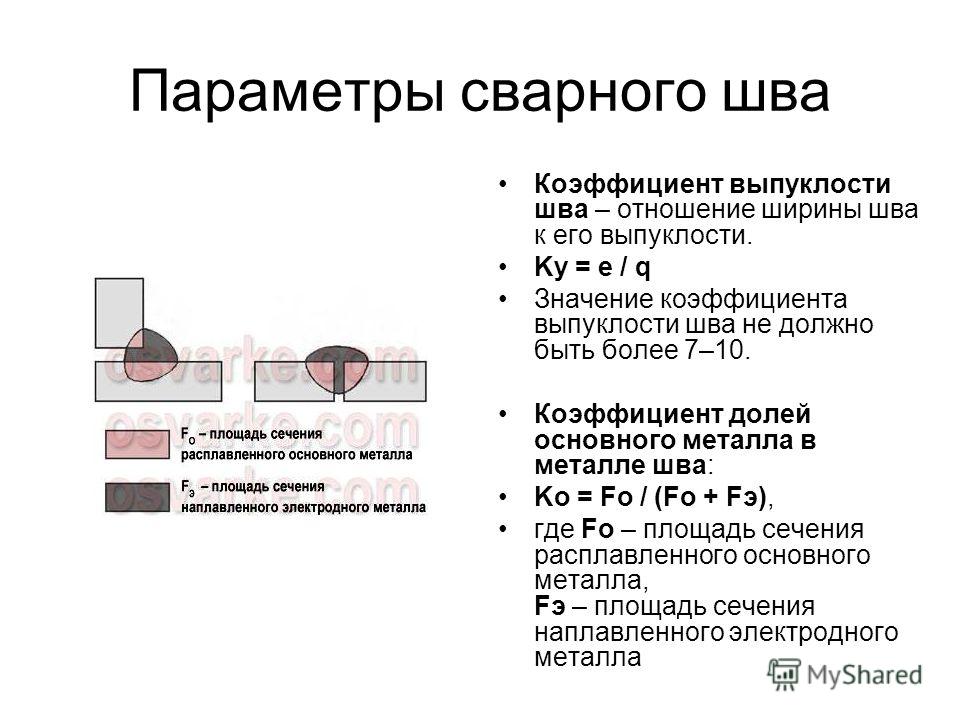 На стабильность дуги влияют такие параметры, как мощность дуги, режим переноса металла и регулярность режима переноса металла (Ghosh et al. 2006). Брызги во время сварки — главный отрицательный результат плохой стабильности дуги; разбрызгивание приводит к потерям материала, увеличивает время очистки и снижает качество сварного шва (Suban and Tusek 2003).
На стабильность дуги влияют такие параметры, как мощность дуги, режим переноса металла и регулярность режима переноса металла (Ghosh et al. 2006). Брызги во время сварки — главный отрицательный результат плохой стабильности дуги; разбрызгивание приводит к потерям материала, увеличивает время очистки и снижает качество сварного шва (Suban and Tusek 2003).
Свойства идеальной и стабильной сварочной дуги следующие (Suban and Tusek 2003): (i) форма всего переносимого материала постоянна, (ii) длина дуги постоянна, и (iii) существует небольшое количество брызг или их полное отсутствие.
При сварке плавящимся электродом, например GMAW, стабильность дуги зависит от поведения корня дуги (Коста и др., 2010). Еще одним фактором стабильности дуги является смесь защитного газа. Стабильность дуги ниже в газовой смеси с повышенным содержанием диоксида углерода (CO 2 ). На рисунке 6 показано, что большая длина дуги и более тонкое изотермическое распределение — две характеристики смеси с низким содержанием диоксида углерода (Pires et al. 2007).
2007).
Распределение температуры для смесей: высокое (слева) и низкое (справа) содержание диоксида углерода. Для того же тока и напряжения I 1 выше, чем I 2 (Pires et al.2007)
Дуговый разряд
Дуговый разряд — это явление, при котором дуга имеет тенденцию отделяться от точка сварки, как если бы дул сильный ветер (Найду и др., 2003). Причиной возникновения дуги является дисбаланс магнитного поля, окружающего заготовку (Gerbec 2009). Обычно это явление происходит в трех ситуациях: (i) направление тока изменяется, (ii) вокруг сварочной дуги есть магнитные материалы, и (iii) магнитные материалы находятся рядом с краем пластины (Naidu et al.2003 г.). Удар дуги обычно наблюдается только при высоких сварочных токах постоянного тока. Этого можно избежать, уменьшив уровень тока, используя сварочный ток переменного тока и размагничивая приспособление (Gerbec 2009). Напряжение дуги влияет на отклонение дуги, так что дуга с более низким напряжением становится короче и жестче и имеет лучшее сопротивление отклонению, чем дуга с более высоким напряжением дуги.
Как упоминалось ранее, тепловая энергия дуги создается за счет электрических реакций между анодом и катодом внутри плазмы.2 $$
(2)
В данной формуле и α , и β являются константами, l s — удельное сопротивление электрода, α ω — это площадь поперечного сечения проволоки, а I — сварочный ток (Найду и др., 2003).
Пинч-эффект
Дуга во всех проводниках, по которым проходит ток, окружена магнитным полем (Luksa 2006).При дуговой сварке площадь поперечного сечения плавящегося электрода меняется, а направление электромагнитной силы зависит от направления потока сварочного тока. Магнитное поле имеет силу, направленную к центру дуги, так называемую силу Лоренца. С увеличением силы тока увеличивается сила тока и радиальное сужение дуги из-за большей магнитной силы. Этот процесс называется пинч-эффектом (Дзельницки, 2000; Роберт, Месслер, 2004). Величина сжимающего усилия напрямую зависит от сварочного тока и диаметра проволоки и влияет на отрыв капли от сварного шва (Kasikci 2003).Пинч-эффект показан на Рисунке 7 (Надзам, 2006).
Величина сжимающего усилия напрямую зависит от сварочного тока и диаметра проволоки и влияет на отрыв капли от сварного шва (Kasikci 2003).Пинч-эффект показан на Рисунке 7 (Надзам, 2006).
Пинч-эффект при передаче короткого замыкания (Надзам 2006 г. ).
Когда площадь поперечного сечения электрода увеличивается, сила Лоренца действует в том же направлении, что и ток. Уменьшение площади поперечного сечения электрода заставляет силу Лоренца действовать в направлении, обратном току.Сила Лоренца может действовать двумя способами, отделяя капли от наконечника электрода до сварочной ванны. Во-первых, если электрод положительный и размер капли больше диаметра проволочного электрода, магнитная сила разделяет каплю. Во-вторых, есть сужение или сужение. В этом случае магнитная сила действует в обоих направлениях от точки сужения (Роберт и Месслер, 2004).
Типы дуги
После первой классификации типов дуги в 1976 г. (Lancaster 1984) было предложено несколько дополнительных классификаций.Короткая дуга, шаровидная дуга и дуга со струйным переносом являются тремя основными классификациями типов дуги Американским сварочным обществом (AWS) (Iordachescu and Quintino 2008). Международный институт сварки (IIW) в 1984 году разделил типы дуги струйного распыления на три категории: (i) капельное или проекционное распыление, (ii) вращающееся распыление и (iii) струящееся распыление (Iordachescu and Quintino 2008; Lancaster 1986). ). Норриш (2003), а затем Пономарев и др. (2003) изменили эту категоризацию. Использование цифрового управления источниками питания привело ко многим улучшениям в управлении дугой, особенно при сварке короткими и импульсными дугами.Цифровое управление увеличивает скорость реакции инвертора источника питания, а использование сложного программного обеспечения позволяет напрямую влиять на дугу (Weman 2003; Iordachescu and Quintino 2008).
В таблице 1 обобщена попытка классификации переноса металла. Использование цифрового управления источниками питания привело ко многим улучшениям в управлении дугой, особенно при сварке короткими и импульсными дугами. Цифровое управление увеличивает скорость реакции инвертора источника питания, а использование сложного программного обеспечения позволяет напрямую влиять на дугу (Weman 2003; Iordachescu and Quintino 2008).Текущая классификация дуги IIW показана в таблице 2. Таблица также включает пример процесса сварки и доминирующую силу для каждого типа режима переноса (Iordachescu и Quintino 2008; Robert and Messler 2004).
Таблица 1 Сводная информация об эволюции режима переноса металла Таблица 2 IIW классификация режимов переноса металла и примеры сварочных процессов a Различные факторы побудили усилия по классификации дуги и переноса металла, в том числе необходимость лучшего понимания процесса, чтобы иметь возможность лучше его исследовать и контролировать. Лучшая классификация позволила различить дугу по капельному переносу. Таким образом, в зависимости от стабильности дуги может происходить желательный (например, перемычка, распыление) или нежелательный (например, отталкиваемый, взрывной) перенос металла.
Лучшая классификация позволила различить дугу по капельному переносу. Таким образом, в зависимости от стабильности дуги может происходить желательный (например, перемычка, распыление) или нежелательный (например, отталкиваемый, взрывной) перенос металла.
При мостовом переносе расплавленный металл растет, пока не коснется сварочной ванны. Возникает короткое замыкание и повышается ток; таким образом, сжатие и разрыв отделяют каплю. При переносе в полете нет контакта между электродной проволокой и сварочной ванной (Li and Zhang 2007).Если размер капель, оторвавшихся от электрода до расплавленной сварочной ванны, меньше диаметра электродной проволоки, то в дуговом режиме проектируется распыление. Если расплавленный металл от электрода вращается, это называется вращающейся струей дуги. Для упрощения терминологии спроецированное распыление чаще всего называют дугой распыления (Роберт и Месслер, 2004). Характеристики, которые обычно типичны для спроецированной струйной дуги, — это устойчивый отрыв, малое разбрызгивание, постоянный размер капли и прямой перенос капель. Следовательно, этот режим дуги предпочтителен при обычном GMAW (Li and Zhang 2007).
Следовательно, этот режим дуги предпочтителен при обычном GMAW (Li and Zhang 2007).
Режимы дуги связаны с напряжением дуги и уровнем тока. Изменяя эти два параметра, можно изменять режимы дуги. При небольшом токе капля не образуется, пока не коснется сварочной ванны; этот режим дуги — так называемая короткая дуга. Режим дуги меняется на шаровую дугу, когда ток увеличивается так, что возникает небольшая электромагнитная сила (Wang et al. 2004). В шаровой дуге диаметр капли больше, чем у электрода, и капля образуется под действием силы тяжести.При дальнейшем увеличении тока тип дуги меняется на спроецированную дугу с разбрызгиванием, затем на струящуюся дугу и, наконец, на вращающуюся дугу (Li and Zhang 2007). Различные типы дуг могут быть показаны на диаграммах напряжения и тока дуги.
В качестве иллюстрации влияния тока, напряжения и состава защитного газа Иордакеску и Квинтино на заседании IIW в 2003 году классифицировали типы дуги на основе «естественных режимов переноса». Однако сегодня из-за использования более совершенных контроллеров естественные режимы передачи уже не используются так часто (Iordachescu and Quintino 2008).На рисунке 8 из исследования Пономарева показан тип дуги в зависимости от тока, напряжения и защитного газа (Пономарев и др., 2003).
Однако сегодня из-за использования более совершенных контроллеров естественные режимы передачи уже не используются так часто (Iordachescu and Quintino 2008).На рисунке 8 из исследования Пономарева показан тип дуги в зависимости от тока, напряжения и защитного газа (Пономарев и др., 2003).
IIW классификация переноса металла, отображаемая на диаграмме напряжения дуги и сварочного тока (Пономарев и др. 2003 г. ).
Переходный ток был важной темой в типе дуги при сварке GMA.Он устанавливает предел между шаровидной дугой и дугой со струйным переносом и определяет рабочие условия процесса сварки, как было предложено Пономаревым и др. (2003) на рисунке 8. Согласно Иордакеску и Квинтино (2008), может быть второй переходный ток между короткой дугой и шаровидной дугой, как показано на рисунке 9. Цель предложения состоит в том, чтобы охватить как обычную, так и проецируемую струю. .
.
Основные режимы передачи. Диаграмма U (I) на основе классификации Иордакеску и Кинтино (2008).
В дополнение ко второй линии переходного тока, исследование Иордакеску и Квинтино (2008) предложило новую классификацию режима переноса дуги в GMAW в зависимости от тока, напряжения и защитного газа: короткое замыкание, глобулярная капля, шаровой отталкивающий, капельный, струйный и вращающийся режимы переноса. Рисунок 9 иллюстрирует эту классификацию дуг в GMAW (Iordachescu and Quintino 2008). На рисунке показаны контролируемый, основной и переходный режимы на той же диаграмме, и каждая часть разделена зонами переходного тока.Первый переходный ток разделяет контролируемую и основную моды, а второй переходный ток разделяет области спрея и глобулярной основной группы. Кроме того, режим дуги меняется с увеличением сварочного тока и напряжения дуги. На рисунке показано, что электрический ток при переносе короткой дуги ниже, чем в других типах дуг, и что вращающийся перенос требует большого тока.
В таблице 3 показан режим переноса типа дуги из классификации стандартов DIN для сварки GMA (Iordachescu and Quintino 2008).Размер капель и режим переноса металла также названы для каждого типа дуги. Знание типа дуги и соответствующего режима переноса уменьшается, если игнорировать их соответствующее применение. Важность соответствующих приложений возрастает с разработкой нового термочувствительного металла (Matusiak and Pfeifer 2011).
Таблица 3 Классификация переноса металла при сварке GMA в соответствии со стандартами DIN (Iordachescu and Quintino 2008 г. )Сравнение различных типов дуги: преимущества и недостатки
В этом разделе дается сравнение типов сварочной дуги.Список сварочных дуг состоит из естественных и контролируемых типов. В таблице 4 представлена сравнительная таблица основных свойств типов дуги. В зависимости от типа дуги и свойств дуги в таблице указаны характеристики для промышленного применения. Можно заметить, что традиционная управляющая дуга демонстрирует более низкую стабильность дуги и, следовательно, низкую производительность с точки зрения качества сварки. Кроме того, операция невозможна во всех положениях, кроме короткой дуги. Управляемая дуга демонстрирует более высокую скорость наплавки и лучшую стабильность.Вследствие повышения устойчивости увеличивается производительность. Экономия самая высокая, но оборудование немного дороже. Уровень разбрызгивания выше при неконтролируемой шаровой дуге; однако регулируемая короткая дуга может обеспечить сварку практически без брызг. Подвод тепла сводится к минимуму с помощью регулируемой короткой дуги, но дуга с более высокой скоростью наплавки требует достаточного тепловложения. Управление направлено на ограничение неожиданного короткого замыкания дуги, работа стабильна, а затраты на экономию значительно улучшаются.Слабость шаровой дуги может быть успешно уменьшена за счет управления скрытой дугой, проплавление увеличивается, а разбрызгивание подавляется.
В зависимости от типа дуги и свойств дуги в таблице указаны характеристики для промышленного применения. Можно заметить, что традиционная управляющая дуга демонстрирует более низкую стабильность дуги и, следовательно, низкую производительность с точки зрения качества сварки. Кроме того, операция невозможна во всех положениях, кроме короткой дуги. Управляемая дуга демонстрирует более высокую скорость наплавки и лучшую стабильность.Вследствие повышения устойчивости увеличивается производительность. Экономия самая высокая, но оборудование немного дороже. Уровень разбрызгивания выше при неконтролируемой шаровой дуге; однако регулируемая короткая дуга может обеспечить сварку практически без брызг. Подвод тепла сводится к минимуму с помощью регулируемой короткой дуги, но дуга с более высокой скоростью наплавки требует достаточного тепловложения. Управление направлено на ограничение неожиданного короткого замыкания дуги, работа стабильна, а затраты на экономию значительно улучшаются.Слабость шаровой дуги может быть успешно уменьшена за счет управления скрытой дугой, проплавление увеличивается, а разбрызгивание подавляется.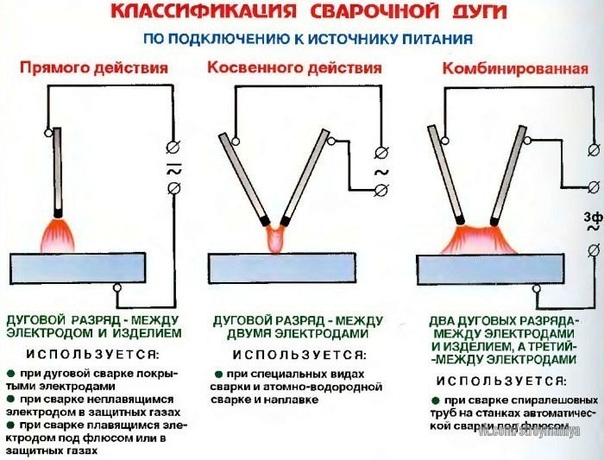 Импульсное управление — наиболее стабильная дуга с более высоким диапазоном тока; следовательно, можно сваривать более толстый профиль и более широкий диапазон металла.
Импульсное управление — наиболее стабильная дуга с более высоким диапазоном тока; следовательно, можно сваривать более толстый профиль и более широкий диапазон металла.
Применение различных типов дуги
Правильный выбор типа дуги может снизить риск появления дефектов сварки и повысить производительность.В этом разделе обсуждаются применения дугового типа. Обсуждение начинается с естественной дуги, затем следует управляемая дуга. Обсуждение основано на сравнительной характеристике из таблицы 4 относительно их применения, а в таблице 5 представлены типы дуги и их применения.
Таблица 5 Сварочная дуга и приложенияКороткая дуга
Короткая дуга подходит для применений, требующих низкого тепловложения, и позволяет соединять тонкие материалы и листы в любом положении. Это хороший выбор, когда необходимо свести к минимуму деформацию конструкции. Он подходит для сварных швов с канавкой в качестве корневого прохода или для заполнения зазоров стыков, а также для корневого прохода сварных швов с открытыми канавками и пластинчатых сварных швов. Режим короткой дуги широко используется в трубной промышленности и очень применим для корневых швов труб. Его можно использовать с углеродистой сталью со 100% -ным защитным газом из двуокиси углерода или смесью максимум 25% CO 2 и остальным аргоном. Режим короткой дуги также применим к низкоуглеродистой стали, низколегированной стали и нержавеющей стали толщиной от 0.5 и 2,6 мм. Однако он не может выполнять сварку алюминия (Deruntz 2003). Хотя обычная короткая дуга используется во многих приложениях, ее использование ограничено из-за высокого потенциального избыточного образования брызг, образования дыма, отсутствия плавления, меньшей перекрываемости зазора и нестабильности дуги (Hermans and Ouden 1999; Jenkins et al.
Это хороший выбор, когда необходимо свести к минимуму деформацию конструкции. Он подходит для сварных швов с канавкой в качестве корневого прохода или для заполнения зазоров стыков, а также для корневого прохода сварных швов с открытыми канавками и пластинчатых сварных швов. Режим короткой дуги широко используется в трубной промышленности и очень применим для корневых швов труб. Его можно использовать с углеродистой сталью со 100% -ным защитным газом из двуокиси углерода или смесью максимум 25% CO 2 и остальным аргоном. Режим короткой дуги также применим к низкоуглеродистой стали, низколегированной стали и нержавеющей стали толщиной от 0.5 и 2,6 мм. Однако он не может выполнять сварку алюминия (Deruntz 2003). Хотя обычная короткая дуга используется во многих приложениях, ее использование ограничено из-за высокого потенциального избыточного образования брызг, образования дыма, отсутствия плавления, меньшей перекрываемости зазора и нестабильности дуги (Hermans and Ouden 1999; Jenkins et al. 2005). Плохая работа обычной короткой дуги является результатом ограниченной способности источника питания управлять каждой последовательностью режима короткого замыкания металла (Lyttle and Praxair 1990; Althouse et al.2004; Laren 2004; Goecke 2005a, b; Джеффус и Бауэр, 2010). Вследствие этого ограничения обычная короткая дуга постепенно заменяется управляемой короткой дугой при корневом проходе листового металла.
2005). Плохая работа обычной короткой дуги является результатом ограниченной способности источника питания управлять каждой последовательностью режима короткого замыкания металла (Lyttle and Praxair 1990; Althouse et al.2004; Laren 2004; Goecke 2005a, b; Джеффус и Бауэр, 2010). Вследствие этого ограничения обычная короткая дуга постепенно заменяется управляемой короткой дугой при корневом проходе листового металла.
Шаровидная дуга
Режим шаровидной дуги имеет мало применений из-за множества недостатков. Из-за размера капли (больше диаметра электрода) она может неожиданно коснуться сварочной ванны и вызвать короткое замыкание. Корень дуги очень подвижен, поэтому силы дуги имеют тенденцию перемещать каплю неравномерно, что вызывает высокий уровень разбрызгивания и нестабильность сварного шва.Кроме того, расплавленный металл не ускоряется по направлению к сварочной ванне, что приводит к неглубокому и широкому сварному шву. Крупные капли отделяются на низких частотах (<10 Гц), что снижает производительность. Следовательно, режим глобальной дуги ограничен сварными соединениями низкого качества, сваренными в плоском положении сварки или вертикальном положении вниз (Kou 2003; Xu and Wu 2007). Наиболее подходящее применение для шаровидной дуги — это сварка тонких материалов при очень малых токах. Хотя его также можно использовать с более высоким током, это неэффективно.Он подходит для GMAW стали (Althouse et al. 2004; Jeffus and Bower 2010).
Следовательно, режим глобальной дуги ограничен сварными соединениями низкого качества, сваренными в плоском положении сварки или вертикальном положении вниз (Kou 2003; Xu and Wu 2007). Наиболее подходящее применение для шаровидной дуги — это сварка тонких материалов при очень малых токах. Хотя его также можно использовать с более высоким током, это неэффективно.Он подходит для GMAW стали (Althouse et al. 2004; Jeffus and Bower 2010).
Распылительная дуга
Распылительная дуга требуется для более толстого сечения, чем короткая дуга. Он очень подходит, когда требуется высокая скорость наплавки и когда требуется глубокое проплавление для сварки массивных основных материалов, которые могут выдерживать большое количество тепла. Большая сварочная ванна затрудняет сварку в вертикальном или верхнем положении, особенно в случае простой углеродистой стали и нержавеющей стали. При соединении сталей ток перехода можно изменять в большей степени, чем при сварке алюминиевых сплавов. Распылительная дуга может использоваться практически со всеми распространенными сплавами, содержащими алюминий, а также с никелевыми сплавами, медными сплавами, нержавеющими сталями, магнием и углеродистой сталью (Lyttle и Praxair 1990; Althouse et al. 2004; Robert and Messler 2004; Goecke 2005a, b ; Джеффус и Бауэр 2010). Несмотря на преимущества традиционной струйной дуги, нестабильность дуги и неупорядоченный перенос металла ограничивают ее применение. В режиме струйной дуги ток и напряжение почти постоянны, что приводит к случайному размеру и частоте капель (Hutt and Lucas 1982).Следовательно, образуется большое количество дыма, брызг и тепла. В результате недостаточного контроля качество сварки может ухудшиться. Также следует отметить, что защитный газ на основе аргона, используемый для создания дуги с распылением, дороже, чем CO 2 . Ввиду этих недостатков струйная дуга не подходит для алюминия, конструкционной стали, стали с покрытием и высокопрочных сталей.
Распылительная дуга может использоваться практически со всеми распространенными сплавами, содержащими алюминий, а также с никелевыми сплавами, медными сплавами, нержавеющими сталями, магнием и углеродистой сталью (Lyttle и Praxair 1990; Althouse et al. 2004; Robert and Messler 2004; Goecke 2005a, b ; Джеффус и Бауэр 2010). Несмотря на преимущества традиционной струйной дуги, нестабильность дуги и неупорядоченный перенос металла ограничивают ее применение. В режиме струйной дуги ток и напряжение почти постоянны, что приводит к случайному размеру и частоте капель (Hutt and Lucas 1982).Следовательно, образуется большое количество дыма, брызг и тепла. В результате недостаточного контроля качество сварки может ухудшиться. Также следует отметить, что защитный газ на основе аргона, используемый для создания дуги с распылением, дороже, чем CO 2 . Ввиду этих недостатков струйная дуга не подходит для алюминия, конструкционной стали, стали с покрытием и высокопрочных сталей.
Управляемая дуга короткого замыкания
Эти типы дуги относятся к категории режимов с управляемой формой волны.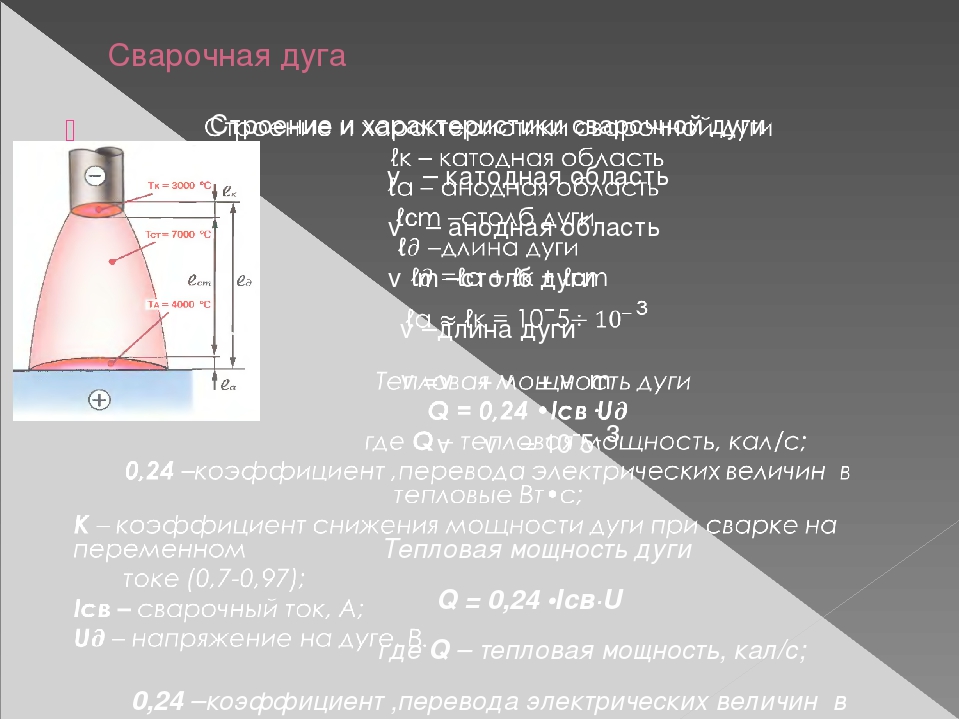 Отделение капель во время короткого замыкания контролируется для уменьшения образования брызг и дыма и повышения производительности (Stava 1993; Goecke 2005a, b; Huisman 2000). Эти дуги продаются на коммерческом рынке под разными торговыми названиями: Перенос холодного металла (CMT): (FRONIUS International GmbH), ColdArc: (EWM Hightec Welding GmbH), Передача поверхностного натяжения (STT): (Lincoln Electric), Cold Process (CP) : (CLOOS), FastRoot (KEMPPI), Регулируемое осаждение металлов (RMD): (Miller Electric Mfg) и т. Д.Pépe et al. (2011) исследовали эффективность управляемого GMAW. Результаты показали, что для STT, Fast root и CMT эффективность составляет около 85%. Управляемая короткая дуга может использоваться практически во всех положениях сварки, почти со всеми видами металлических материалов и с разной толщиной. Контролируемая короткая дуга применяется для соединения тонких листов, соединения металлических листов из нержавеющей стали с цинковым и непокрытым покрытием, а также для соединения алюминиевых сплавов.
Отделение капель во время короткого замыкания контролируется для уменьшения образования брызг и дыма и повышения производительности (Stava 1993; Goecke 2005a, b; Huisman 2000). Эти дуги продаются на коммерческом рынке под разными торговыми названиями: Перенос холодного металла (CMT): (FRONIUS International GmbH), ColdArc: (EWM Hightec Welding GmbH), Передача поверхностного натяжения (STT): (Lincoln Electric), Cold Process (CP) : (CLOOS), FastRoot (KEMPPI), Регулируемое осаждение металлов (RMD): (Miller Electric Mfg) и т. Д.Pépe et al. (2011) исследовали эффективность управляемого GMAW. Результаты показали, что для STT, Fast root и CMT эффективность составляет около 85%. Управляемая короткая дуга может использоваться практически во всех положениях сварки, почти со всеми видами металлических материалов и с разной толщиной. Контролируемая короткая дуга применяется для соединения тонких листов, соединения металлических листов из нержавеющей стали с цинковым и непокрытым покрытием, а также для соединения алюминиевых сплавов. Также возможна сварка очень тонких металлических листов из углеродистой стали, высоколегированной стали, низколегированной стали и алюминия (Deruntz 2003).В настоящее время толщина материалов, используемых в автомобильной промышленности, становится ниже 0,3 мм, и процесс GMAW с короткой дугой больше не подходит. Другими применениями управляемой короткой дуги являются роботизированная сварка GMAW и пайка сверхлегких листов в ручном и автоматическом режимах в любом положении. Можно сваривать разнородные материалы, такие как алюминий и сталь, сталь и магний, а также магниевые сплавы (Rosado et al. 2008; Srinivasan and Balasubramanian 2011; Matusiak and Pfeifer 2011).Хотя управление короткой дугой обеспечивает большую гибкость приложений, для этого требуются усовершенствованный источник питания, а иногда и специальные горелки.
Также возможна сварка очень тонких металлических листов из углеродистой стали, высоколегированной стали, низколегированной стали и алюминия (Deruntz 2003).В настоящее время толщина материалов, используемых в автомобильной промышленности, становится ниже 0,3 мм, и процесс GMAW с короткой дугой больше не подходит. Другими применениями управляемой короткой дуги являются роботизированная сварка GMAW и пайка сверхлегких листов в ручном и автоматическом режимах в любом положении. Можно сваривать разнородные материалы, такие как алюминий и сталь, сталь и магний, а также магниевые сплавы (Rosado et al. 2008; Srinivasan and Balasubramanian 2011; Matusiak and Pfeifer 2011).Хотя управление короткой дугой обеспечивает большую гибкость приложений, для этого требуются усовершенствованный источник питания, а иногда и специальные горелки.
Управляемая шаровая дуга
В этом режиме дуга используется в диапазоне тока шаровидной дуги, но с короткой длиной дуги. Это позволяет дуге работать под поверхностью сварочной ванны (так называемая «скрытая дуга») и использовать давление дуги экранированного CO 2 для улавливания брызг. По данным Nishiguchi et al.(1975), метод сварки в скрытой дуге позволяет достичь более высоких скоростей сварки и скорости осаждения присадочного металла, чем шаровая дуга. Скорость сварки может достигать 2540 мм / мин, а очистка минимальна (Lienert et al. 2011). Stol et al. (2006) изучали использование GMAW с заглубленной дугой для сварных швов. Подход со скрытой дугой имеет большой потенциал для использования в автомобильной, железнодорожной и морской промышленности при сварке узлов. Примером применения является сварка краев и сторон алюминиевых деталей в качестве альтернативы GMAW.Режим управляемой шаровидной дуги можно использовать для угловых или шовных сварных швов внахлестку, тройников и стыковых соединений с квадратными канавками. Он подходит для механизированной сварки тонких материалов на высоких скоростях и может использоваться при полностью механизированной или автоматической газовой дуговой сварке металла. Он также используется при сварке цилиндров из труб. Скрытая дуга может использоваться в автомобилях при стыковой сварке кузова и полуавтоматической сварке рамы и кузова (Kielhorn et al.
По данным Nishiguchi et al.(1975), метод сварки в скрытой дуге позволяет достичь более высоких скоростей сварки и скорости осаждения присадочного металла, чем шаровая дуга. Скорость сварки может достигать 2540 мм / мин, а очистка минимальна (Lienert et al. 2011). Stol et al. (2006) изучали использование GMAW с заглубленной дугой для сварных швов. Подход со скрытой дугой имеет большой потенциал для использования в автомобильной, железнодорожной и морской промышленности при сварке узлов. Примером применения является сварка краев и сторон алюминиевых деталей в качестве альтернативы GMAW.Режим управляемой шаровидной дуги можно использовать для угловых или шовных сварных швов внахлестку, тройников и стыковых соединений с квадратными канавками. Он подходит для механизированной сварки тонких материалов на высоких скоростях и может использоваться при полностью механизированной или автоматической газовой дуговой сварке металла. Он также используется при сварке цилиндров из труб. Скрытая дуга может использоваться в автомобилях при стыковой сварке кузова и полуавтоматической сварке рамы и кузова (Kielhorn et al. 2001; Aoki et al. 2003; Kah et al. 2013).
2001; Aoki et al. 2003; Kah et al. 2013).
Управляемая струйная дуга
Для управления подводом тепла и уменьшения образования брызг и дыма были разработаны источники питания, способные выпускать одну каплю в течение последовательности дуги и импульсов. В дуге используется постоянный ток (например, импульсный GMAW) или переменный ток (например, AC-GMAW) с различными формами волны тока. Импульсная дуга может использоваться во всех положениях сварки и с любой толщиной основного материала как в ручных, так и в автоматических сварочных системах. Сварка вне положения также возможна из-за того, что уровень тока ниже среднего.Из-за низкого тепловложения этот режим подходит для заполнения зазоров. Он широко используется в GMAW алюминия (Kah et al. 2012). Этот метод подходит для сварки всех стандартных и высокоэффективных марок нержавеющей стали при использовании присадочных металлов на основе никеля или нержавеющей стали. Также высоколегированные стали можно сваривать импульсной дугой. Сверхаустенитная нержавеющая сталь демонстрирует лучшие механические и металлургические свойства с оптимальными параметрами при сварке GMA по сравнению с традиционной напылением (Sathiya et al.2012). Импульсная дуговая сварка находит применение в судостроительной промышленности, например, при сварке вне положения высокопрочных низколегированных базовых материалов при изготовлении корпусов судов. Преимущества импульсной дуги в судостроении заключаются в том, что ее электродный КПД выше по сравнению с дуговой сваркой с сердечником из флюса (FCAW), и она может обеспечивать меньшее количество водородных отложений при сварке швов (Lyttle and Praxair 1990; Knopp and Lorenz 2002; Althouse et al. 2004; Ларен 2004; Уэяма и др. 2005; Лебедев 2010; Торбати и др. 2011; Ка и др.2013).
Сверхаустенитная нержавеющая сталь демонстрирует лучшие механические и металлургические свойства с оптимальными параметрами при сварке GMA по сравнению с традиционной напылением (Sathiya et al.2012). Импульсная дуговая сварка находит применение в судостроительной промышленности, например, при сварке вне положения высокопрочных низколегированных базовых материалов при изготовлении корпусов судов. Преимущества импульсной дуги в судостроении заключаются в том, что ее электродный КПД выше по сравнению с дуговой сваркой с сердечником из флюса (FCAW), и она может обеспечивать меньшее количество водородных отложений при сварке швов (Lyttle and Praxair 1990; Knopp and Lorenz 2002; Althouse et al. 2004; Ларен 2004; Уэяма и др. 2005; Лебедев 2010; Торбати и др. 2011; Ка и др.2013).
Дуга повышенной мощности
Перенос металла потоком и вращением происходит в более высоких диапазонах мощности. Вращение расплавленного металла является результатом более длинного вылета электрода (от 25 до 35 мм) и более высоких значений тока и напряжения, из-за которых струя металла отклоняется от оси симметрии и начинает вращаться под действием магнитных сил.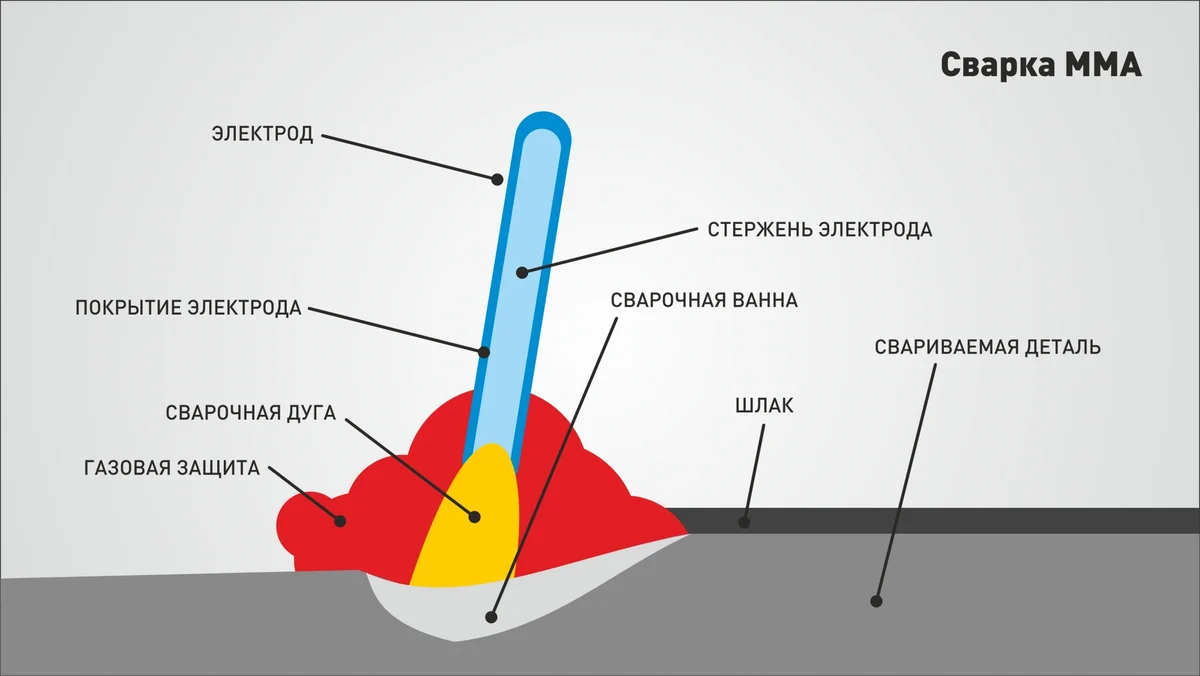 Хотя стыковая сварка является наиболее типичным применением сварки в режиме вращающейся дуги, вращающуюся дугу также можно использовать при сварке в узкий зазор. Этим методом можно сваривать толстые толстые листы.Благодаря гибкости, эффективности и производительности этого режима его можно использовать при производстве больших и тяжелых конструктивных элементов (Church and Imaizumi 1990). Хотя Черч и Имаидзуми (1990) сообщают, что этот процесс требует четвертичной защиты (He-Ni-CO 2 и O 2 ), что допускает очень ограниченные допуски, Субан и Тусек (2003) указали, что двоичный защитный газ (аргон и CO 2 ) может дать удовлетворительные результаты при оптимальных параметрах сварки.Полное использование его потенциала происходит в полностью механизированных процедурах (Masseti 2010). Крупномасштабные детали мостов, тяжелое машиностроение, судостроение и тяжелые цилиндрические конструкции — вот лишь некоторые примеры его применения. Новая разработка вращающейся дуги, вращение которой происходит не за счет магнитного эффекта, а за счет специальных небольших вращающихся горелок, позволяет применять режим вращающейся дуги для угловой сварки в судостроении, на мостах и т.
Хотя стыковая сварка является наиболее типичным применением сварки в режиме вращающейся дуги, вращающуюся дугу также можно использовать при сварке в узкий зазор. Этим методом можно сваривать толстые толстые листы.Благодаря гибкости, эффективности и производительности этого режима его можно использовать при производстве больших и тяжелых конструктивных элементов (Church and Imaizumi 1990). Хотя Черч и Имаидзуми (1990) сообщают, что этот процесс требует четвертичной защиты (He-Ni-CO 2 и O 2 ), что допускает очень ограниченные допуски, Субан и Тусек (2003) указали, что двоичный защитный газ (аргон и CO 2 ) может дать удовлетворительные результаты при оптимальных параметрах сварки.Полное использование его потенциала происходит в полностью механизированных процедурах (Masseti 2010). Крупномасштабные детали мостов, тяжелое машиностроение, судостроение и тяжелые цилиндрические конструкции — вот лишь некоторые примеры его применения. Новая разработка вращающейся дуги, вращение которой происходит не за счет магнитного эффекта, а за счет специальных небольших вращающихся горелок, позволяет применять режим вращающейся дуги для угловой сварки в судостроении, на мостах и т. Д. Режим также подходит для малых Пластины из углеродистой стали (Ивата и др.2009а, б; Ян и др. 2009; Christensen et al. 2005).
Д. Режим также подходит для малых Пластины из углеродистой стали (Ивата и др.2009а, б; Ян и др. 2009; Christensen et al. 2005).
(PDF) Использование типов дуги при промышленной сварке
Ка, П., Джибрил, А., Мартикайнен, Дж., И Суоранта, Р. (2012). Возможность технологической сварки тонких алюминиевых сплавов
. Международный журнал машиностроения и материаловедения,
7 (3), 232–242.
Ка, П., Мартикайнен, Дж., Йернстрем, П., и Ууситало, Дж. (2009). Влияние геометрии стыка
и установочных зазоров на качество угловых стыков в новой модифицированной короткой дуги GMAW.
Международный научно-технический и производственный журнал, The Paton Welding
Journal, 5,27–33.
Ка, П., Мвола, Б., Суоранта, Р., и Мартикайнен, Дж. (2013). Модифицированные процессы GMAW:
Контроль тепловложения. Письма о продвинутой науке, 19 (3), 710–718.
Канг, М.Дж., Ким, Ю., Ан, С., и Ри, С. (2003). Оценка скорости разбрызгивания в области передачи короткого замыкания
GMAW. Сварочный журнал, 82, 188с – 196с.
Сварочный журнал, 82, 188с – 196с.
Касикчи И. (2003).Влияние расстояния между зазорами на механические свойства и характеристики поперечного сечения стыковых швов МИГ-МАГ. Анкара: Ближний Восток
Технический университет.
Килхорн, штат Вашингтон, Адони, Й, Холдрен, Р.Л., Хоррокс, Р.К. и Ниссли, штат Невада. (2001). Обзор
процессов соединения, резки и родственных процессов (9-е изд.). Нью-Йорк: AWS.
Кнопп Н. и Лоренц Х. (2002). Сварка алюминиевых материалов методом MIG стала проще. Золинген:
EWM Hightec Welding GmbH.
Коу С. (1987). Сварочная металлургия. Нью-Йорк: Вили.
Ко, С. (2003). Металлургия сварки (2-е изд.). Нью-Джерси: Уайли.
Ланкастер, Дж. (1984). Физика сварки. Нью-Йорк: Международный институт сварки.
Ланкастер, JF. (1986). Физика сварки (2-е изд.). Оксфорд: Международный
Институт сварки.
Ларен, М. (2004). Руководство по сварке Avesta: Практика и продукция для сварки нержавеющей стали
. Швеция: AvestaWeldingAB.
Швеция: AvestaWeldingAB.
Лебедев В.А. (2010). Тенденции развития механизированной сварки с управляемым переносом электродного металла
(обзор). Международный научный и
Технологический и производственный журнал, 10,37–44.
Ли К. и Чжан Ю. (2007). Перенос металла при двухэлектродной газовой дуговой сварке.
Производство и инженерия, 129 (6), 991–999.
Линерт, Т., Сиверт, Т., Бабу, С., и Акофф, В. (2011). Справочник ASM, том. 6A: сварка
основы и процессы.Огайо: ASM International.
Лин, М.Л. и Игар, TW. (1985). Влияние давления дуги на геометрию сварочной ванны.
Welding Journal, 64 (6), 163s – 169s.
Лу, Кью, Ю, З., Сюй, Дж. И Хе, Дж. (2009). Исследование параметров сварки в узкий зазор
оптимизация. На Международной конференции по измерительной технике и автоматизации мехатроники
, Чжанцзяцзе, Хунань, апрель.
Лукас В., Иордакеску Д. и Пономарев В. (2005). Классификация переноса металла
режимов в GMAW, IIW Doc.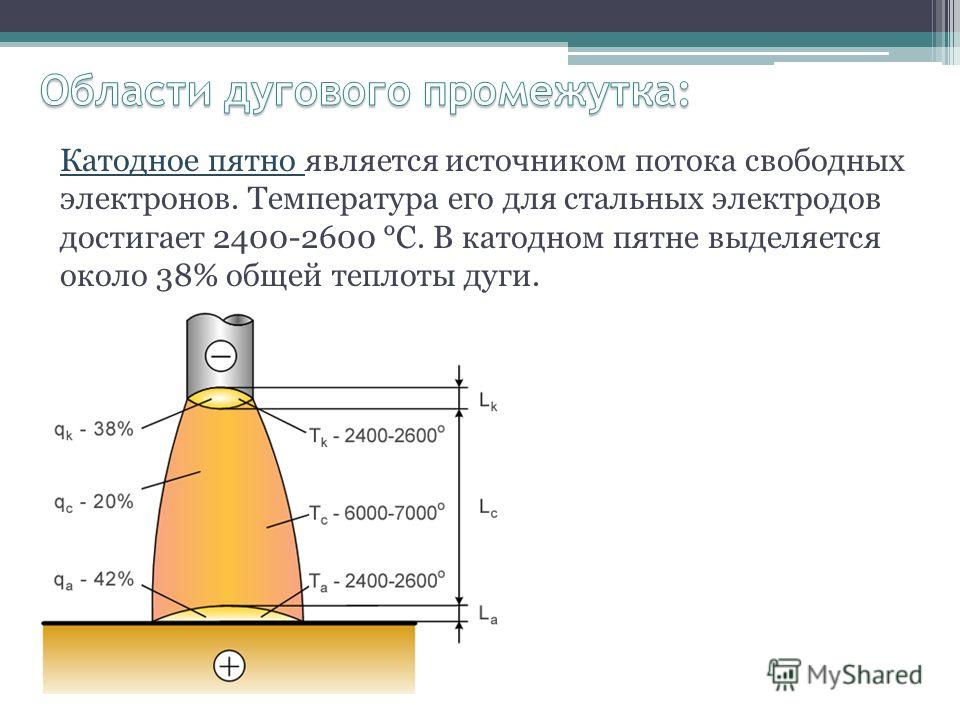 XII-1859-05. Вильпент, Франция: Международный институт сварки
XII-1859-05. Вильпент, Франция: Международный институт сварки
.
Лукса К. (2006). Влияние сварного шва на стабильность дуги сварки GMA при коротком замыкании. Журнал
Технология обработки материалов, 175,285–290.
Lyttle, KA, & Praxair, I. (1990). Справочник ASM, т. 6. Огайо: ASM International.
Массети, Ф. (2010). Новые технологии сварки подвесных мостов. Сварка
Интернациональ, 18 (10), 785–797.
Матусиак Дж. И Пфейфер Т.(2011). Низкоэнергетическая дуговая сварка с защитой газа — влияние
материально-технологических условий на качество соединения и выброс
примесей на рабочем месте. Welding International, 25 (1), 24–31.
Мин, Д., Синь-хуа, Т., Фэн-гуй, Л., и Шунь, Ю. (2011). Сварка закаленных и отпущенных сталей
высокоскоростной дугой в системе MAG с узким зазором. Int J Adv Manuf Technol,
Springer Science, 55 (5-8), 527–533.
Мун, H-S, Ким, YB, и Битти, RJ.(2006). Объединение данных с нескольких датчиков для повышения производительности и надежности полностью автоматической сварочной системы
. Международный журнал
Международный журнал
передовых производственных технологий, 28 286–293.
Мерфи, А.Б., Танака, М., Ямамото, К., Таширо, С., и Лоук, Дж. (2009). CFD-моделирование дуговой сварки
: важность дуговой плазмы. На седьмой международной конференции
по CFD в горнодобывающей и перерабатывающей промышленности, Мельбурн, декабрь.
Надзам, Дж.(2006). Руководство по сварке GMAW. Огайо, США: Lincoln Electric.
Найду Д.С., Озчелик С. и Мур К. (2003) .Моделирование, определение и управление газовой дугой
Сварка (1-е изд.). Великобритания: Эльзевир.
Nishiguchi, K, Matsuyama, K, Terai, K, & Ikeda, K. (1975). Дуговая информация при высокоскоростной сварке металлическим электродом в защитных газах
(Proc. 2nd Int. Symp. Of the Japan Welding Soc. On
Advanced Welding Technology ). Осака: Японское общество сварки. Документ 2-2- (10).
Норриш, Дж.(2003). Обзор классификации переноса металла при дуговой сварке (IIW DOC.
XII-1769-03. Бухарест). Вильпент, Франция: Международный институт сварки.
Бухарест). Вильпент, Франция: Международный институт сварки.
Pal, K, Bhattacharya, S, & Pal, SK. (2010). Исследование звука дуги и переноса металла
режимов для оперативного мониторинга при импульсной газовой дуговой сварке. Журнал материалов
Технология обработки, 210, 1397–1410.
Pépe, N, Egerland, S, Colegrove, AP, Yapp, D, Leonhartsberger, A, & Scotti, A.(2011).
Измерение эффективности контролируемых процессов газовой дуговой сварки.
Наука и технология сварки и соединения, 16 (5), 412–417.
Пирес, И, Квинтино, Л., и Миранда, РМ. (2007). Анализ влияния смеси защитного газа
на режимы переноса металла газовой дуги и скорость образования дыма.
Материалы и дизайн, 28,1623–1631.
Пономарев В., Скотти А., Сильвинский А., Аль-Эрхайем О. (2003) Атлас сварки MIG / MAG
Режимы переноса металла (IIW Doc.XII-1771 по 1775–03 гг. Бухарест). Вильпент, Франция:
Международный институт сварки.
Quigley, MBC, Richards, PH, Swift-Hook, DT, & Gick, AEF. (1973). Тепловой поток к заготовке
(1973). Тепловой поток к заготовке
от сварочной дуги TIG. Journal of Physics D: Applied Physics, 6, 2250.
Роберт В. и Месслер Дж. (2004). Принцип сварки. Сингапур: Wiley-VCH Verlag
GmbH & Co.
Rosado, T, Almeida, P, Pires, I, Miranda, R, & Quintino, L.(2008). Инновация в дуговой сварке
. 5 ° Congresso Luso-Moçambicano de Engenharia, Мапуту, сентябрь.
Португалия: INEGI, Leça do Balio.
Sathiya, P, Sudhakaran, A, & Soundararajan, R. (2012). Механические и металлургические
исследования по газовой дуговой сварке сверхаустенитной нержавеющей стали.
Международный журнал машиностроения и материаловедения, 7 (1), 107–112.
Saunders, HL. (1997). Сварка алюминия: теория и практика.США: AmericanSocietyfor
Metals.
Скотти, А., Пономарев, В., и Лукас, В. (2012). Классификация
, ориентированная на научное применение, для режимов переноса металла при сварке GMA. Журнал материалов
Технология обработки, 212 (6), 1406–1413.
Шуб, М., Парвез, М., и Кумари, П. (2013). Влияние параметров входного процесса сварки MIG
на геометрию сварного шва на стали HSLA. Международный журнал
Инженерная наука и технологии., 5 (1), 200–212.
Smårs, E, & Acinger, K. (1968). Перенос материала и распределение температуры при дуговой плавке
. IIW-Document 212-168-68, Исследовательская группа Международного института сварки
SG212, Физика сварки. Вильпент, Франция: Международный институт сварки.
Шринивасан, К., и Баласубраманян, В. (2011). Влияние переноса металла с поверхностным натяжением на скорость образования дыма
при дуговой сварке порошковой проволокой стали HSLA. Международный
Журнал передовых производственных технологий, 56 (1–4), 125–134.
Става, EK. (1993). Источник питания для переноса поверхностного натяжения: новый сварочный аппарат
с малым разбрызгиванием. Сварочный журнал, 72 (1), 25–29.
Stol, I, Williams, KL, & Gaydos, DW. (2006). Использование заглубленной газовой металлической дуги для сварных швов.
(2006). Использование заглубленной газовой металлической дуги для сварных швов.
Американское сварочное общество, 85,28–33.
Субан, М., и Тусек, Дж. (2003). Методы определения устойчивости дуги. Журнал
Технология обработки материалов, 143–144, 430–437.
Сузуки, р.(2012). Современное состояние управления процессом плавления капли и ванны в газе
металлическая дуговая сварка. Welding International, 79 (6), 569–575.
Торбати, А.М., Миранда, Р.М., Квинтино, Л., Уильямс, С., и Япп, Д. (2011). Оптимизация
процедур для GMAW биметаллических труб. Журнал технологий обработки материалов,
211 (6), 1112–1116.
Ueyama, T, Tong, H, Harada, S, Passmore, R, & Ushio, M. (2005) .ACpulsedGMAW
улучшает соединение листового металла. Сварочный журнал, 84 (2), 40–46.
Ван, Г, Хуанг, П.Г., и Чжан, Ю.М. (2004). Численный анализ переноса металла при газовой дуговой сварке
в модифицированном импульсном режиме тока. Металлургический и
Металлургический и
Сделки с материалами B, 35B, 857–866.
Wang, Y, & Tsai, HL. (2001). Удар капель наполнителя и динамика сварочной ванны
в процессе газовой дуговой сварки. Международный журнал тепла и массы
Transfer, 44,2067–2080.
Веман, К. (2003).Справочник по процессу сварки. Кембридж: Woodhead Publishing Ltd.
Xu, G, & Wu, C. (2007). Численный анализ геометрии сварочной ванны при шаровидной газовой сварке
. Границы материаловедения в Китае, 1 (1), 24–29.
Ян, CL, Го, N, Линь, SB, Фан, CL, и Чжан, YQ. (2009). Применение системы вращающейся дуги
для горизонтальной сварки в узкий зазор. Наука и технология сварки и
соединения, Институт материалов, минералов и горного дела, 14 (2), 172–177.
doi: 10.1186 / s40712-014-0015-6
Цитируйте эту статью как: Kah et al.: Использование различных типов дуги в промышленной сварке.
Международный журнал машиностроения и материаловедения, 2014 г. 9:15.
9:15.
Kah et al. Международный журнал машиностроения и материаловедения, 2014 г., 9:15 Страница 12 из 12
http://www.springer.com/40712/content/9/1/15
Использование типов дуги в промышленной сварке
Введение
Дуговая сварка — ключевой процесс в промышленном производстве (Найду и др.2003), а газовая дуговая сварка (GMAW) широко используется во многих обрабатывающих отраслях промышленности благодаря своим фундаментальным преимуществам, таким как регулируемые профили проплавления, гладкий валик, низкий уровень разбрызгивания и высокая скорость сварки (Kah et al. 2009). За последние два десятилетия GMAW стала основной технологией в индустрии роботизированной сварки (Chen and Wu 2009). Тип дуги является важным фактором во многих приложениях; однако явление дуги полностью не объяснено и проявляет неизвестные свойства и поведение.
Использование дуги соответствующего типа при сварке различных материалов с разной толщиной позволяет сократить расходы, сократить время производства и повысить качество. В последнее время важной проблемой стало соединение тонких материалов и материалов, чувствительных к нагреванию. Лучшее понимание явлений дуги может помочь разработать и усовершенствовать интегрированный дизайн промышленных сварочных систем (Iordachescu and Quintino 2008). В связи с увеличением разнообразия соединяемых материалов и множества различных дуговых процессов необходимость понимания различных типов процессов дуговой сварки становится как никогда актуальной.Кроме того, при управлении и изменении процесса сварки знание явления дуги облегчит получение улучшенного качества сварных швов и надежных соединений (Eagar 1990a, b).
В последнее время важной проблемой стало соединение тонких материалов и материалов, чувствительных к нагреванию. Лучшее понимание явлений дуги может помочь разработать и усовершенствовать интегрированный дизайн промышленных сварочных систем (Iordachescu and Quintino 2008). В связи с увеличением разнообразия соединяемых материалов и множества различных дуговых процессов необходимость понимания различных типов процессов дуговой сварки становится как никогда актуальной.Кроме того, при управлении и изменении процесса сварки знание явления дуги облегчит получение улучшенного качества сварных швов и надежных соединений (Eagar 1990a, b).
В этом исследовании дается краткое введение в характеристики дуги, обсуждается классификация сварочных дуг, проводится сравнение дуг и обсуждаются преимущества и недостатки различных дуг. Наконец, рассматриваются типы сварочных дуг и их роль в промышленном применении.
Характеристики дуги
Сварочную дугу можно рассматривать как проводник газа, который преобразует электрическую энергию в тепловую (Найду и др. 2003 г.). В исследовании Ланкастера (1984) сварочная дуга рассматривается как цилиндрическое тело газа, которое ограничено температурным градиентом. Одна из проблем, с которой обычно сталкивается сварочная промышленность, — это плохая стабильность дуги. Стабильность дуги и длина дуги влияют на процесс переноса металла (Pal et al. 2010). При стабильной дуге перенос металла происходит равномерно, а количество брызг минимально (Hermans and Ouden 1999). В ситуации стабильной дуги можно найти взаимосвязь между напряжением и током, показанную на рисунке 1 (Ibrahim Khan 2007).График показывает, что дуга не подчиняется закону Ома. Кроме того, уменьшающаяся часть характеристики дуги является частью Айртона и характеризуется нестабильной дугой, в то время как часть Ома, увеличивающаяся область, применяется при сварке. Другие факторы, такие как атмосфера дуги, длина дуги и используемые металлы, также влияют на наклон кривой.
2003 г.). В исследовании Ланкастера (1984) сварочная дуга рассматривается как цилиндрическое тело газа, которое ограничено температурным градиентом. Одна из проблем, с которой обычно сталкивается сварочная промышленность, — это плохая стабильность дуги. Стабильность дуги и длина дуги влияют на процесс переноса металла (Pal et al. 2010). При стабильной дуге перенос металла происходит равномерно, а количество брызг минимально (Hermans and Ouden 1999). В ситуации стабильной дуги можно найти взаимосвязь между напряжением и током, показанную на рисунке 1 (Ibrahim Khan 2007).График показывает, что дуга не подчиняется закону Ома. Кроме того, уменьшающаяся часть характеристики дуги является частью Айртона и характеризуется нестабильной дугой, в то время как часть Ома, увеличивающаяся область, применяется при сварке. Другие факторы, такие как атмосфера дуги, длина дуги и используемые металлы, также влияют на наклон кривой.
Типичная характеристика дуги по сравнению с законом Ома (Ибрагим Хан 2007 г. ).
Дуговая плазма
Дуговая плазма представляет собой ионизированное состояние сварочного газа и представляет собой смесь почти равных количеств электронов и ионов. Плазма переносит ток дуги. Большая часть токопроводимости переносится электронами. В случае дуговой сварки электродом обычно считается катод, а заготовка — анод. Электроны выходят из электрода (т. Е. Отрицательного вывода) и направляются в заготовку (т.е.е. положительный полюс) (Найду и др., 2003). Чтобы определить влияние дуговой плазмы на сварочную ванну, следует учитывать четыре фактора: (i) тепловой поток, (ii) плотность тока, (iii) напряжение сдвига и (iv) давление дуги.
Существует прямая зависимость между увеличением теплового потока и плотности тока и глубиной сварочной ванны. Увеличение напряжения сдвига в расплавленной ванне способствует протеканию наружу потока в верхней части сварочной ванны, а увеличение давления дуги может привести к более вогнутой поверхности сварочной ванны (Мерфи и др.2009 г.). Однако давление дуги не влияет на плоскостность поверхности сварочной ванны, когда ток составляет менее 200 А (Лин и Игар, 1985; Ван и Цай, 2001).
Температура дуги
Первоначально считалось, что температура сварочной дуги складывается из тепла плазмы дуги, но Кобайн и Бургер (1955) показали, что большая часть тепла, передаваемого на заготовку от электрода, происходит от потока ток в металл. Позже это понимание было расширено Куигли и др.(1973), которые отметили, что только 20% тепла переносится горячими газами, а 80% остается в электрическом токе. В зависимости от точной природы плазмы и силы тока, протекающего через нее, температура сварочной дуги варьируется от 5 000 до 30 000 К (Найду и др. 2003; Роберт и Месслер 2004). В некоторых случаях мощность чрезвычайно высока, и температура может подниматься до 50 000 К (Найду и др. 2003).
На температуру плазмы влияют два важных фактора: конкретная плазма и ее плотность (Роберт и Месслер, 2004).При дуговой сварке однокомпонентным газом, который используется в некоторых сварочных процессах, температура в GMAW ниже, потому что расплавленные капли, пар и ионы металлов более концентрированы. На рисунке 2 показано распределение температуры дуги при сварке алюминия методом GMA при 250 А. Как видно, центральная сердцевина дуги имеет самую высокую температуру, которая изменяется в зависимости от используемого защитного газа (Роберт и Месслер, 2004).
Рисунок 2Распределение температуры дуги при сварке GMA алюминия при 250 А (Smårs and Acinger 1968 г. ).
Ток дуги
На процесс сварки влияет несколько факторов, таких как ток дуги, напряжение дуги, скорость перемещения горелки, присадочная проволока и частота вращения (Лу и др. 2009; Мун и др. 2006). При выборе этих параметров следует учитывать количество подводимого тепла и желаемое плавление (Мин и др. 2011). На режим дуги и, следовательно, на качество сварки большое влияние оказывает сила тока (Hu and Tsai 2006). На глубину проплавления также существенно влияет ток дуги.При дуговой сварке металлическим газом увеличение тока дуги увеличивает проплавление шва. Однако повышенное проникновение в стык также увеличивает вероятность прожога и растрескивания при затвердевании. Эксперименты, проведенные Ху и Цай (2006), показали, что более высокий ток приводит к более высокой электромагнитной силе, которая заставляет каплю отделяться от электрода к сварочной ванне. Кроме того, при более высоком токе размер расплавленной капли меньше и частота появления капель выше.
Напряжение дуги
Напряжение дуги пропорционально длине дуги.Следовательно, напряжением дуги можно управлять, изменяя длину дуги (Найду и др., 2003). На рис. 3 показаны кривые напряжения дуги типичного источника питания на диаграмме сварочного тока и напряжения. Видно, что небольшое изменение напряжения приводит к очень большому изменению сварочного тока. Как следствие взаимосвязи между сварочным током и напряжением дуги, свойства и геометрия сварного шва могут быть предсказаны (Shoeb et al.2013): при сварке высоким напряжением образуется очень широкий валик с возможными поднутрениями и вогнутой формой, а сварка тоже низкое напряжение приводит к образованию сварного шва низкого качества.
Рисунок 3Саморегулирование напряжения дуги (Найду и др. 2003 г. ).
Как видно из рисунка 3, напряжение значительно изменяется при небольшом изменении длины дуги, в то время как изменение тока незначительно. Следовательно, длина дуги больше влияет на напряжение, чем на сварочный ток. Длина дуги на этой диаграмме разделена на три части: длинную, среднюю и малую, которые представляют собой так называемые кривые источника напряжения.Соединение кривых CC и CV с кривой источника напряжения называется рабочей точкой источника питания и может быть изменено в процессе сварки (Найду и др., 2003).
Проникновение дуги
Чтобы определить глубину проникновения дуги, необходимо знать положение дуги, которое рассчитывается на основе таких параметров, как сварочное напряжение, сварочный ток и скорость подачи проволоки. Положение дуги определяется как сумма удлинения провода и длины дуги. На рисунке 4 эти параметры показаны для GMAW как L и L a , соответственно.Расстояние между сварочной горелкой и заготовкой составляет H , а параметр P отображает глубину проплавления (Ивата и др. 2009a, b).
Рисунок 4Параметры для прогнозирования положения дуги (Ивата и др. 2009a , б ).
На рис. 5 показана взаимосвязь между положением дуги и проплавлением при сварке плоских листов под флюсом.Подгоночная линия на графике показывает, что значения проникновения дуги и положения дуги очень близки. Таким образом, взаимосвязь такая, как и ожидалось (Ивата и др., 2009a, b).
Рисунок 5Сравнение прогнозируемой и фактической глубины проникновения для SAW (Ивата и др. 2009a , б ).
Эффективность дуги
Эффективность дуги является важным фактором в процессах дуговой сварки и обычно объясняется как вклад тепла в металл, деленный на общую тепловую энергию дуги (Eagar 1990a).Другими словами, эффективность дуги измеряется как количество энергии дуги, подводимой к подложке (Дюпон и Мардер, 1995). Эффективность дуги влияет на скорость сварки и может варьироваться от 60% до 99% для различных сварочных процессов (Eagar 1990b). Важно знать эффективность дуги, чтобы измерить эффективность плавления, как экспериментально, так и с помощью моделей теплового потока (Dupont and Marder 1995). Параметры сварки (например, ток и напряжение) мало влияют на эффективность дуги для данного процесса, а эффективность процессов сварки неплавящимся электродом считается немного ниже, чем у процессов с плавящимися электродами (Kou 1987; Lancaster 1984).Подвод тепла можно рассчитать с использованием КПД дуги по формуле, показанной в уравнении 1 (Gunaraj and Murugan, 2002):
$$ \ mathrm {Heat} \; \ mathrm {input} \ left (\ frac {\ mathrm {kJ}} {\ mathrm {cm}} \ right) = \ frac {\ mathrm {Arc} \; \ mathrm {Voltage} \ times \ mathrm {Arc} \; \ mathrm {current}} {\ mathrm {Welding} \; \ mathrm {скорость} \ times 1000} \ times \ mathrm {Arc} \; \ mathrm {эффективность} $$
(1)
Стабильность дуги
Стабильность дуги — еще одна важная характеристика дуговой сварки.На стабильность дуги влияют такие параметры, как мощность дуги, режим переноса металла и регулярность режима переноса металла (Ghosh et al. 2006). Брызги во время сварки — главный отрицательный результат плохой стабильности дуги; разбрызгивание приводит к потерям материала, увеличивает время очистки и снижает качество сварного шва (Suban and Tusek 2003).
Свойства идеальной и стабильной сварочной дуги следующие (Suban and Tusek 2003): (i) форма всего переносимого материала постоянна, (ii) длина дуги постоянна, и (iii) существует небольшое количество брызг или их полное отсутствие.
При сварке плавящимся электродом, например GMAW, стабильность дуги зависит от поведения корня дуги (Коста и др., 2010). Еще одним фактором стабильности дуги является смесь защитного газа. Стабильность дуги ниже в газовой смеси с повышенным содержанием диоксида углерода (CO 2 ). На рисунке 6 показано, что большая длина дуги и более тонкое изотермическое распределение — две характеристики смеси с низким содержанием диоксида углерода (Pires et al. 2007).
Рисунок 6Распределение температуры для смесей: высокое (слева) и низкое (справа) содержание диоксида углерода. Для того же тока и напряжения I 1 выше, чем I 2 (Pires et al.2007)
Дуговый разряд
Дуговый разряд — это явление, при котором дуга имеет тенденцию отделяться от точка сварки, как если бы дул сильный ветер (Найду и др., 2003). Причиной возникновения дуги является дисбаланс магнитного поля, окружающего заготовку (Gerbec 2009). Обычно это явление происходит в трех ситуациях: (i) направление тока изменяется, (ii) вокруг сварочной дуги есть магнитные материалы, и (iii) магнитные материалы находятся рядом с краем пластины (Naidu et al.2003 г.). Удар дуги обычно наблюдается только при высоких сварочных токах постоянного тока. Этого можно избежать, уменьшив уровень тока, используя сварочный ток переменного тока и размагничивая приспособление (Gerbec 2009). Напряжение дуги влияет на отклонение дуги, так что дуга с более низким напряжением становится короче и жестче и имеет лучшее сопротивление отклонению, чем дуга с более высоким напряжением дуги.
Как упоминалось ранее, тепловая энергия дуги создается за счет электрических реакций между анодом и катодом внутри плазмы.2 $$
(2)
В данной формуле и α , и β являются константами, l s — удельное сопротивление электрода, α ω — это площадь поперечного сечения проволоки, а I — сварочный ток (Найду и др., 2003).
Пинч-эффект
Дуга во всех проводниках, по которым проходит ток, окружена магнитным полем (Luksa 2006).При дуговой сварке площадь поперечного сечения плавящегося электрода меняется, а направление электромагнитной силы зависит от направления потока сварочного тока. Магнитное поле имеет силу, направленную к центру дуги, так называемую силу Лоренца. С увеличением силы тока увеличивается сила тока и радиальное сужение дуги из-за большей магнитной силы. Этот процесс называется пинч-эффектом (Дзельницки, 2000; Роберт, Месслер, 2004). Величина сжимающего усилия напрямую зависит от сварочного тока и диаметра проволоки и влияет на отрыв капли от сварного шва (Kasikci 2003).Пинч-эффект показан на Рисунке 7 (Надзам, 2006).
Рисунок 7Пинч-эффект при передаче короткого замыкания (Надзам 2006 г. ).
Когда площадь поперечного сечения электрода увеличивается, сила Лоренца действует в том же направлении, что и ток. Уменьшение площади поперечного сечения электрода заставляет силу Лоренца действовать в направлении, обратном току.Сила Лоренца может действовать двумя способами, отделяя капли от наконечника электрода до сварочной ванны. Во-первых, если электрод положительный и размер капли больше диаметра проволочного электрода, магнитная сила разделяет каплю. Во-вторых, есть сужение или сужение. В этом случае магнитная сила действует в обоих направлениях от точки сужения (Роберт и Месслер, 2004).
Типы дуги
После первой классификации типов дуги в 1976 г. (Lancaster 1984) было предложено несколько дополнительных классификаций.Короткая дуга, шаровидная дуга и дуга со струйным переносом являются тремя основными классификациями типов дуги Американским сварочным обществом (AWS) (Iordachescu and Quintino 2008). Международный институт сварки (IIW) в 1984 году разделил типы дуги струйного распыления на три категории: (i) капельное или проекционное распыление, (ii) вращающееся распыление и (iii) струящееся распыление (Iordachescu and Quintino 2008; Lancaster 1986). ). Норриш (2003), а затем Пономарев и др. (2003) изменили эту категоризацию. Использование цифрового управления источниками питания привело ко многим улучшениям в управлении дугой, особенно при сварке короткими и импульсными дугами.Цифровое управление увеличивает скорость реакции инвертора источника питания, а использование сложного программного обеспечения позволяет напрямую влиять на дугу (Weman 2003; Iordachescu and Quintino 2008).
В таблице 1 обобщена попытка классификации переноса металла. Использование цифрового управления источниками питания привело ко многим улучшениям в управлении дугой, особенно при сварке короткими и импульсными дугами. Цифровое управление увеличивает скорость реакции инвертора источника питания, а использование сложного программного обеспечения позволяет напрямую влиять на дугу (Weman 2003; Iordachescu and Quintino 2008).Текущая классификация дуги IIW показана в таблице 2. Таблица также включает пример процесса сварки и доминирующую силу для каждого типа режима переноса (Iordachescu и Quintino 2008; Robert and Messler 2004).
Таблица 1 Сводная информация об эволюции режима переноса металла Таблица 2 IIW классификация режимов переноса металла и примеры сварочных процессов aРазличные факторы побудили усилия по классификации дуги и переноса металла, в том числе необходимость лучшего понимания процесса, чтобы иметь возможность лучше его исследовать и контролировать.Лучшая классификация позволила различить дугу по капельному переносу. Таким образом, в зависимости от стабильности дуги может происходить желательный (например, перемычка, распыление) или нежелательный (например, отталкиваемый, взрывной) перенос металла.
При мостовом переносе расплавленный металл растет, пока не коснется сварочной ванны. Возникает короткое замыкание и повышается ток; таким образом, сжатие и разрыв отделяют каплю. При переносе в полете нет контакта между электродной проволокой и сварочной ванной (Li and Zhang 2007).Если размер капель, оторвавшихся от электрода до расплавленной сварочной ванны, меньше диаметра электродной проволоки, то в дуговом режиме проектируется распыление. Если расплавленный металл от электрода вращается, это называется вращающейся струей дуги. Для упрощения терминологии спроецированное распыление чаще всего называют дугой распыления (Роберт и Месслер, 2004). Характеристики, которые обычно типичны для спроецированной струйной дуги, — это устойчивый отрыв, малое разбрызгивание, постоянный размер капли и прямой перенос капель. Следовательно, этот режим дуги предпочтителен при обычном GMAW (Li and Zhang 2007).
Режимы дуги связаны с напряжением дуги и уровнем тока. Изменяя эти два параметра, можно изменять режимы дуги. При небольшом токе капля не образуется, пока не коснется сварочной ванны; этот режим дуги — так называемая короткая дуга. Режим дуги меняется на шаровую дугу, когда ток увеличивается так, что возникает небольшая электромагнитная сила (Wang et al. 2004). В шаровой дуге диаметр капли больше, чем у электрода, и капля образуется под действием силы тяжести.При дальнейшем увеличении тока тип дуги меняется на спроецированную дугу с разбрызгиванием, затем на струящуюся дугу и, наконец, на вращающуюся дугу (Li and Zhang 2007). Различные типы дуг могут быть показаны на диаграммах напряжения и тока дуги.
В качестве иллюстрации влияния тока, напряжения и состава защитного газа Иордакеску и Квинтино на заседании IIW в 2003 году классифицировали типы дуги на основе «естественных режимов переноса». Однако сегодня из-за использования более совершенных контроллеров естественные режимы передачи уже не используются так часто (Iordachescu and Quintino 2008).На рисунке 8 из исследования Пономарева показан тип дуги в зависимости от тока, напряжения и защитного газа (Пономарев и др., 2003).
Рисунок 8IIW классификация переноса металла, отображаемая на диаграмме напряжения дуги и сварочного тока (Пономарев и др. 2003 г. ).
Переходный ток был важной темой в типе дуги при сварке GMA.Он устанавливает предел между шаровидной дугой и дугой со струйным переносом и определяет рабочие условия процесса сварки, как было предложено Пономаревым и др. (2003) на рисунке 8. Согласно Иордакеску и Квинтино (2008), может быть второй переходный ток между короткой дугой и шаровидной дугой, как показано на рисунке 9. Цель предложения состоит в том, чтобы охватить как обычную, так и проецируемую струю. .
Рисунок 9Основные режимы передачи. Диаграмма U (I) на основе классификации Иордакеску и Кинтино (2008).
В дополнение ко второй линии переходного тока, исследование Иордакеску и Квинтино (2008) предложило новую классификацию режима переноса дуги в GMAW в зависимости от тока, напряжения и защитного газа: короткое замыкание, глобулярная капля, шаровой отталкивающий, капельный, струйный и вращающийся режимы переноса. Рисунок 9 иллюстрирует эту классификацию дуг в GMAW (Iordachescu and Quintino 2008). На рисунке показаны контролируемый, основной и переходный режимы на той же диаграмме, и каждая часть разделена зонами переходного тока.Первый переходный ток разделяет контролируемую и основную моды, а второй переходный ток разделяет области спрея и глобулярной основной группы. Кроме того, режим дуги меняется с увеличением сварочного тока и напряжения дуги. На рисунке показано, что электрический ток при переносе короткой дуги ниже, чем в других типах дуг, и что вращающийся перенос требует большого тока.
В таблице 3 показан режим переноса типа дуги из классификации стандартов DIN для сварки GMA (Iordachescu and Quintino 2008).Размер капель и режим переноса металла также названы для каждого типа дуги. Знание типа дуги и соответствующего режима переноса уменьшается, если игнорировать их соответствующее применение. Важность соответствующих приложений возрастает с разработкой нового термочувствительного металла (Matusiak and Pfeifer 2011).
Таблица 3 Классификация переноса металла при сварке GMA в соответствии со стандартами DIN (Iordachescu and Quintino 2008 г. )Сравнение различных типов дуги: преимущества и недостатки
В этом разделе дается сравнение типов сварочной дуги.Список сварочных дуг состоит из естественных и контролируемых типов. В таблице 4 представлена сравнительная таблица основных свойств типов дуги. В зависимости от типа дуги и свойств дуги в таблице указаны характеристики для промышленного применения. Можно заметить, что традиционная управляющая дуга демонстрирует более низкую стабильность дуги и, следовательно, низкую производительность с точки зрения качества сварки. Кроме того, операция невозможна во всех положениях, кроме короткой дуги. Управляемая дуга демонстрирует более высокую скорость наплавки и лучшую стабильность.Вследствие повышения устойчивости увеличивается производительность. Экономия самая высокая, но оборудование немного дороже. Уровень разбрызгивания выше при неконтролируемой шаровой дуге; однако регулируемая короткая дуга может обеспечить сварку практически без брызг. Подвод тепла сводится к минимуму с помощью регулируемой короткой дуги, но дуга с более высокой скоростью наплавки требует достаточного тепловложения. Управление направлено на ограничение неожиданного короткого замыкания дуги, работа стабильна, а затраты на экономию значительно улучшаются.Слабость шаровой дуги может быть успешно уменьшена за счет управления скрытой дугой, проплавление увеличивается, а разбрызгивание подавляется. Импульсное управление — наиболее стабильная дуга с более высоким диапазоном тока; следовательно, можно сваривать более толстый профиль и более широкий диапазон металла.
Таблица 4 Сравнение различных сварочных дуг aПрименение различных типов дуги
Правильный выбор типа дуги может снизить риск появления дефектов сварки и повысить производительность.В этом разделе обсуждаются применения дугового типа. Обсуждение начинается с естественной дуги, затем следует управляемая дуга. Обсуждение основано на сравнительной характеристике из таблицы 4 относительно их применения, а в таблице 5 представлены типы дуги и их применения.
Таблица 5 Сварочная дуга и приложенияКороткая дуга
Короткая дуга подходит для применений, требующих низкого тепловложения, и позволяет соединять тонкие материалы и листы в любом положении.Это хороший выбор, когда необходимо свести к минимуму деформацию конструкции. Он подходит для сварных швов с канавкой в качестве корневого прохода или для заполнения зазоров стыков, а также для корневого прохода сварных швов с открытыми канавками и пластинчатых сварных швов. Режим короткой дуги широко используется в трубной промышленности и очень применим для корневых швов труб. Его можно использовать с углеродистой сталью со 100% -ным защитным газом из двуокиси углерода или смесью максимум 25% CO 2 и остальным аргоном. Режим короткой дуги также применим к низкоуглеродистой стали, низколегированной стали и нержавеющей стали толщиной от 0.5 и 2,6 мм. Однако он не может выполнять сварку алюминия (Deruntz 2003). Хотя обычная короткая дуга используется во многих приложениях, ее использование ограничено из-за высокого потенциального избыточного образования брызг, образования дыма, отсутствия плавления, меньшей перекрываемости зазора и нестабильности дуги (Hermans and Ouden 1999; Jenkins et al. 2005). Плохая работа обычной короткой дуги является результатом ограниченной способности источника питания управлять каждой последовательностью режима короткого замыкания металла (Lyttle and Praxair 1990; Althouse et al.2004; Laren 2004; Goecke 2005a, b; Джеффус и Бауэр, 2010). Вследствие этого ограничения обычная короткая дуга постепенно заменяется управляемой короткой дугой при корневом проходе листового металла.
Шаровидная дуга
Режим шаровидной дуги имеет мало применений из-за множества недостатков. Из-за размера капли (больше диаметра электрода) она может неожиданно коснуться сварочной ванны и вызвать короткое замыкание. Корень дуги очень подвижен, поэтому силы дуги имеют тенденцию перемещать каплю неравномерно, что вызывает высокий уровень разбрызгивания и нестабильность сварного шва.Кроме того, расплавленный металл не ускоряется по направлению к сварочной ванне, что приводит к неглубокому и широкому сварному шву. Крупные капли отделяются на низких частотах (<10 Гц), что снижает производительность. Следовательно, режим глобальной дуги ограничен сварными соединениями низкого качества, сваренными в плоском положении сварки или вертикальном положении вниз (Kou 2003; Xu and Wu 2007). Наиболее подходящее применение для шаровидной дуги - это сварка тонких материалов при очень малых токах. Хотя его также можно использовать с более высоким током, это неэффективно.Он подходит для GMAW стали (Althouse et al. 2004; Jeffus and Bower 2010).
Распылительная дуга
Распылительная дуга требуется для более толстого сечения, чем короткая дуга. Он очень подходит, когда требуется высокая скорость наплавки и когда требуется глубокое проплавление для сварки массивных основных материалов, которые могут выдерживать большое количество тепла. Большая сварочная ванна затрудняет сварку в вертикальном или верхнем положении, особенно в случае простой углеродистой стали и нержавеющей стали. При соединении сталей ток перехода можно изменять в большей степени, чем при сварке алюминиевых сплавов.Распылительная дуга может использоваться практически со всеми распространенными сплавами, содержащими алюминий, а также с никелевыми сплавами, медными сплавами, нержавеющими сталями, магнием и углеродистой сталью (Lyttle и Praxair 1990; Althouse et al. 2004; Robert and Messler 2004; Goecke 2005a, b ; Джеффус и Бауэр 2010). Несмотря на преимущества традиционной струйной дуги, нестабильность дуги и неупорядоченный перенос металла ограничивают ее применение. В режиме струйной дуги ток и напряжение почти постоянны, что приводит к случайному размеру и частоте капель (Hutt and Lucas 1982).Следовательно, образуется большое количество дыма, брызг и тепла. В результате недостаточного контроля качество сварки может ухудшиться. Также следует отметить, что защитный газ на основе аргона, используемый для создания дуги с распылением, дороже, чем CO 2 . Ввиду этих недостатков струйная дуга не подходит для алюминия, конструкционной стали, стали с покрытием и высокопрочных сталей.
Управляемая дуга короткого замыкания
Эти типы дуги относятся к категории режимов с управляемой формой волны.Отделение капель во время короткого замыкания контролируется для уменьшения образования брызг и дыма и повышения производительности (Stava 1993; Goecke 2005a, b; Huisman 2000). Эти дуги продаются на коммерческом рынке под разными торговыми названиями: Перенос холодного металла (CMT): (FRONIUS International GmbH), ColdArc: (EWM Hightec Welding GmbH), Передача поверхностного натяжения (STT): (Lincoln Electric), Cold Process (CP) : (CLOOS), FastRoot (KEMPPI), Регулируемое осаждение металлов (RMD): (Miller Electric Mfg) и т. Д.Pépe et al. (2011) исследовали эффективность управляемого GMAW. Результаты показали, что для STT, Fast root и CMT эффективность составляет около 85%. Управляемая короткая дуга может использоваться практически во всех положениях сварки, почти со всеми видами металлических материалов и с разной толщиной. Контролируемая короткая дуга применяется для соединения тонких листов, соединения металлических листов из нержавеющей стали с цинковым и непокрытым покрытием, а также для соединения алюминиевых сплавов. Также возможна сварка очень тонких металлических листов из углеродистой стали, высоколегированной стали, низколегированной стали и алюминия (Deruntz 2003).В настоящее время толщина материалов, используемых в автомобильной промышленности, становится ниже 0,3 мм, и процесс GMAW с короткой дугой больше не подходит. Другими применениями управляемой короткой дуги являются роботизированная сварка GMAW и пайка сверхлегких листов в ручном и автоматическом режимах в любом положении. Можно сваривать разнородные материалы, такие как алюминий и сталь, сталь и магний, а также магниевые сплавы (Rosado et al. 2008; Srinivasan and Balasubramanian 2011; Matusiak and Pfeifer 2011).Хотя управление короткой дугой обеспечивает большую гибкость приложений, для этого требуются усовершенствованный источник питания, а иногда и специальные горелки.
Управляемая шаровая дуга
В этом режиме дуга используется в диапазоне тока шаровидной дуги, но с короткой длиной дуги. Это позволяет дуге работать под поверхностью сварочной ванны (так называемая «скрытая дуга») и использовать давление дуги экранированного CO 2 для улавливания брызг. По данным Nishiguchi et al.(1975), метод сварки в скрытой дуге позволяет достичь более высоких скоростей сварки и скорости осаждения присадочного металла, чем шаровая дуга. Скорость сварки может достигать 2540 мм / мин, а очистка минимальна (Lienert et al. 2011). Stol et al. (2006) изучали использование GMAW с заглубленной дугой для сварных швов. Подход со скрытой дугой имеет большой потенциал для использования в автомобильной, железнодорожной и морской промышленности при сварке узлов. Примером применения является сварка краев и сторон алюминиевых деталей в качестве альтернативы GMAW.Режим управляемой шаровидной дуги можно использовать для угловых или шовных сварных швов внахлестку, тройников и стыковых соединений с квадратными канавками. Он подходит для механизированной сварки тонких материалов на высоких скоростях и может использоваться при полностью механизированной или автоматической газовой дуговой сварке металла. Он также используется при сварке цилиндров из труб. Скрытая дуга может использоваться в автомобилях при стыковой сварке кузова и полуавтоматической сварке рамы и кузова (Kielhorn et al. 2001; Aoki et al. 2003; Kah et al. 2013).
Управляемая струйная дуга
Для управления подводом тепла и уменьшения образования брызг и дыма были разработаны источники питания, способные выпускать одну каплю в течение последовательности дуги и импульсов. В дуге используется постоянный ток (например, импульсный GMAW) или переменный ток (например, AC-GMAW) с различными формами волны тока. Импульсная дуга может использоваться во всех положениях сварки и с любой толщиной основного материала как в ручных, так и в автоматических сварочных системах. Сварка вне положения также возможна из-за того, что уровень тока ниже среднего.Из-за низкого тепловложения этот режим подходит для заполнения зазоров. Он широко используется в GMAW алюминия (Kah et al. 2012). Этот метод подходит для сварки всех стандартных и высокоэффективных марок нержавеющей стали при использовании присадочных металлов на основе никеля или нержавеющей стали. Также высоколегированные стали можно сваривать импульсной дугой. Сверхаустенитная нержавеющая сталь демонстрирует лучшие механические и металлургические свойства с оптимальными параметрами при сварке GMA по сравнению с традиционной напылением (Sathiya et al.2012). Импульсная дуговая сварка находит применение в судостроительной промышленности, например, при сварке вне положения высокопрочных низколегированных базовых материалов при изготовлении корпусов судов. Преимущества импульсной дуги в судостроении заключаются в том, что ее электродный КПД выше по сравнению с дуговой сваркой с сердечником из флюса (FCAW), и она может обеспечивать меньшее количество водородных отложений при сварке швов (Lyttle and Praxair 1990; Knopp and Lorenz 2002; Althouse et al. 2004; Ларен 2004; Уэяма и др. 2005; Лебедев 2010; Торбати и др. 2011; Ка и др.2013).
Дуга повышенной мощности
Перенос металла потоком и вращением происходит в более высоких диапазонах мощности. Вращение расплавленного металла является результатом более длинного вылета электрода (от 25 до 35 мм) и более высоких значений тока и напряжения, из-за которых струя металла отклоняется от оси симметрии и начинает вращаться под действием магнитных сил. Хотя стыковая сварка является наиболее типичным применением сварки в режиме вращающейся дуги, вращающуюся дугу также можно использовать при сварке в узкий зазор. Этим методом можно сваривать толстые толстые листы.Благодаря гибкости, эффективности и производительности этого режима его можно использовать при производстве больших и тяжелых конструктивных элементов (Church and Imaizumi 1990).