В каком месте сварщик должен клеймить стык трубы
Клеймо сварщика. Где и зачем ставится?
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены. Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика. Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
[xyz-ihs snippet=»nachalo»]
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах. При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия.
Для чего необходимо клеймо сварщика?
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия. Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций. Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.
Вид и шифр клейма
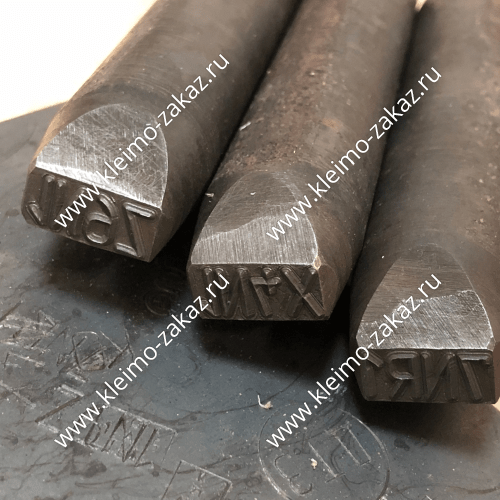
Клеймо сварщика представляет собой металлический стержень, который изготавливается из инструментальной стали твёрдостью закалки 55-60 HRC. Стержень, одна сторона которого плоская, а другая с выгравированным изображением, подвергается удару, на месте которого образуется чёткий рельеф.
После документального утверждения шифра каждому работнику, организация должна предоставить ударные клейма. В некоторых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически, не изменяясь при продлении, прохождении аттестации или перемене способа сварки. Шифр клейма закрепляется за сварщиком – это позволяет избежать путаницы, которая может возникнуть в будущем.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом, должно содержать в себе буквы или цифры, размерами около 6 мм. В случае выполнения особых работ, допускается использование знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Главное правило производимой идентификации сварщика – при клеймении металлических конструкций не должен производиться наклёп, подкалка или уменьшение толщины металла. Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
Как получить клеймо сварщика?
Клеймо сварщика является обязательным элементом работника, аттестованного в Национальном Агентстве Контроля Сварки (НАКС). Структурное подразделение системы аттестации сварочного производства, после успешной сдачи всех испытаний, выдаёт шифр клейма вместе с аттестационным удостоверением. В соответствии с требованиями НАКС, сварщики допускаются к той работе, которая подтверждена документально.
Где и в каких случаях ставится?
В соответствии с пунктом 21 ФНП «Сварка на ОПО», все сварные соединения с толщиной стенки более 6 мм обязательно должны быть промаркированы идентификационными номерами сварщиков, выполнявших работу. Также, по ГОСТу 25225-82, сварщик обязан обозначить место выполненной работы меткой или клеймом.
Сварщик, сразу после осуществления сварочных работ на объектах ОПО, обязан проставить клеймо рядом с выполненным швом. При этом заполняется журнал сварочных работ, протоколы испытаний сварных соединений, — оформляется вся исполнительная документация, предусмотренная законом.
В Федеральных нормах и правилах также имеется пункт о том, что при исполнении сварных мероприятий одним сварщиком, указывание идентификационного шифра на всех швах необязательно. Это объясняется тем, что в плане сооружения уже имеется обозначение исполнителя работ – для избежания повторения и исключения ненужной волокиты, достаточно указать шифр клейма в доступном для осмотра месте, при этом заключив в рамку несмываемой краской.
[xyz-ihs snippet=»posledniy»]
[xyz-ihs snippet=»recommend»]
Типы сварных соединений — Портал сварщика
Для разных работ требуются разные типы сварных соединений, так как в разных применениях они должны выдерживать разные потребности и силы. В зависимости от стыка сварщику необходимо выбрать подходящий способ сварки. В основном существует пять типов сварных соединений для соединения двух металлических частей.
В зависимости от стыка сварщику необходимо выбрать подходящий способ сварки. В основном существует пять типов сварных соединений для соединения двух металлических частей.
Различные типы сварных соединений
Тройник
Тройник образуется, когда две части соединяются под углом 90 градусов, причем одна кромка находится в центре другой.Они размещены в форме буквы T. Этот тип сварного соединения требует использования углового сварного шва, который наносится с обеих сторон металла.
Тройник можно также использовать при приваривании трубы к основному металлу.
Существует семь стилей сварки, которые можно использовать для создания тройника. :
- Паз под сварку
- Электрозаклепка
- Угловой шов
- Сварка под фаску
- Сварной шов под развальцовку, скос-фаску
- Сварка с J-образной канавкой
- Сквозной шов
стыковое соединение
Стыковые швы образуются при соединении двух металлических частей, когда они размещаются бок о бок в одной плоскости. Его часто используют для сварки труб, клапанов, фитингов и прочего.
Его часто используют для сварки труб, клапанов, фитингов и прочего.
Этот тип соединения обычно используется для материалов толщиной до 3/16 дюйма. Также не рекомендуется использовать на металлах, которые в будущем будут подвергаться высоким ударным нагрузкам.
При сварке толстых листов или при необходимости полного проплавления на листах можно снять фаску. Эти типы стыковых швов называются швами с разделкой кромок. Если есть фаска, потребуется больше присадочного металла, что обеспечит более высокую прочность соединения.
Самый распространенный вид стыкового соединения сварным швом с квадратной канавкой. Он используется, когда две части размещаются бок о бок параллельно.
Все типы стыковых соединений включают следующие:
- Сварной шов с квадратной канавкой
- Сварка под фаску
- Сварка с V-образной канавкой
- Сварка с П-образной канавкой
- Сварка с J-образной канавкой
- Сварка под развальцовку с V-образной канавкой
- Сварной шов под развальцовку, скос-фаску
Угловой шарнир
Угловые соединения являются одними из наиболее распространенных типов в индустрии листового металла, например, при строительстве коробок, рам и других подобных областях. Он образуется, когда две части соединяются в центре под прямым углом. Две части образуют букву L.
Он образуется, когда две части соединяются в центре под прямым углом. Две части образуют букву L.
Следующие стили для создания угловых соединений:
- Паз V-образный
- П-образный паз
- J-образный паз
- Филе
- Место
- Край
- Уголок-фланец
- Квадрат с пазом или стык
- Фаска
- Отбортовка с V-образной канавкой
Соединение внахлестку
Этот тип соединения обычно используется при сварке деталей разной толщины.Он образуется, когда две части накладываются друг на друга внахлест. Соединение можно сваривать как с одной, так и с обеих сторон для большей прочности. Это соединение широко используется при электронно-лучевой, лазерной и точечной сварке сопротивлением.
Существуют следующие стили сварки:
- Пятно
- Заглушка
- Слот
- Фаска
- J-образный паз
- Паз под развальцовку
Кромочный стык
Краевое соединение используется для соединения двух или более частей, расположенных параллельно параллельно друг другу. Детали также могут быть приблизительно параллельны или иметь отбортованные края. В процессе свариваются одинаковые кромки двух деталей.
Детали также могут быть приблизительно параллельны или иметь отбортованные края. В процессе свариваются одинаковые кромки двух деталей.
Однако имейте в виду, что это не очень прочное соединение, поскольку сварной шов не полностью проникает по толщине соединения. Таким образом, он в основном используется для соединения кромок листового металла или глушителей или в других приложениях с низким напряжением и давлением. Чтобы усилить пластину, сварщик может добавить присадочный металл.
Для создания такого типа соединений применимы следующие стили:
- J-образный паз
- Паз V-образный
- П-образный паз
- Фаска
- Уголок-фланец
- Квадратный паз
- Кромка-полка
Как вы, наверное, знаете, для сварки важно иметь надлежащее защитное снаряжение.У нас есть статьи, в которых рассматривается различное защитное снаряжение, такое как сварочные шлемы, сварочные ботинки и т. Д. Мы также рассматриваем различное сварочное оборудование, такое как сварочные аппараты MIG, TIG и плазменные.
Лучшая подготовка, лучшие сварные швы
При сварке труб надлежащая подготовка к сварке помогает предотвратить такие проблемы, как включения сварного шва, улавливание шлака, водородное растрескивание, отсутствие плавления и непровара.
Независимо от используемого процесса сварки, правильная подготовка перед началом работы является ключом к обеспечению качества готового сварного шва. Принятие необходимых мер для подготовки сварного шва также может снизить риск разрушения сварного шва, а также потратить время и деньги на доработку и расходные материалы.
Правильная подготовка шва при сварке труб помогает предотвратить такие проблемы, как сварочные включения, улавливание шлака, водородное растрескивание, отсутствие плавления и отсутствие проплавления. Чтобы добиться успеха при сварке труб, примите во внимание следующие ключевые моменты для очистки и подготовки сварного шва и предотвращения некоторых распространенных ошибок.
Очистка и подготовка
Подготовка швов и очистка идут рука об руку. Что произойдет в первую очередь, зависит от состояния, в котором труба получена. Некоторые сварщики, особенно на открытых площадках, могут нести ответственность за обрезку трубы и скашивание кромок.Но в некоторых случаях, часто выполняемых в трубных цехах, резка и снятие фаски выполняются кем-то еще до того, как сварщик получит трубу.
Что произойдет в первую очередь, зависит от состояния, в котором труба получена. Некоторые сварщики, особенно на открытых площадках, могут нести ответственность за обрезку трубы и скашивание кромок.Но в некоторых случаях, часто выполняемых в трубных цехах, резка и снятие фаски выполняются кем-то еще до того, как сварщик получит трубу.
Правильная подготовка стыка — будь то фаска, канавка или надрез — часто диктуется квалифицированной процедурой сварки, которая должна обеспечивать доступ к стыку, а также надлежащий провар и прочность сварного шва для конкретного применения. После того, как труба будет разрезана газокислородной горелкой, плазменным резаком, машиной для резки или другим инструментом, и скос будет получен с помощью шлифовального станка или путем механической обработки, обязательно очистите внутреннюю и внешнюю поверхность стыка трубы и фаски.
Если труба была разрезана на станке, вероятно, использовалась смазка, поэтому обязательно удалите ее во время очистки, чтобы снизить риск включения водорода. При резке кислородным резаком или плазменным резаком на кромке реза обычно остается шлак или оксидный слой. Обязательно очистите это, чтобы предотвратить вкрапления и пористость.
При резке кислородным резаком или плазменным резаком на кромке реза обычно остается шлак или оксидный слой. Обязательно очистите это, чтобы предотвратить вкрапления и пористость.
Перед сваркой удалите с основного материала всю краску, масла и грязь; в противном случае эти материалы могут попасть в сварной шов и вызвать включения или пористость, которые могут нарушить целостность сварного шва и вызвать его разрушение.Очистите участок на 1-2 дюйма от сварного шва и точек врезки, где лаковое покрытие на внешней поверхности трубы встречается со скосом.
Хотя некоторые сварочные процессы или присадочные металлы более не чувствительны к загрязнениям или прокатной окалине на материале, не полагайтесь на то, что грязь и масло могут сгореть во время сварки. Любой посторонний материал в сварном шве может впоследствии вызвать проблемы.
Подгонка и прихватывание детали
Правильная подгонка детали гарантирует, что соединение установлено равномерно от начала до конца, что обеспечивает однородность сварного шва по всей детали. Это помогает предотвратить проблемы с недостаточным проваром или слишком большим проваром, которые могут снизить срок службы готового сварного шва.
Это помогает предотвратить проблемы с недостаточным проваром или слишком большим проваром, которые могут снизить срок службы готового сварного шва.
Сборка детали включает несколько ключевых этапов, в том числе согласование внутреннего диаметра (ID) двух свариваемых частей трубы и обеспечение надлежащего зазора между трубами для корневого прохода.
Чтобы соответствовать диаметрам труб, сначала произведите измерения, чтобы убедиться, что все выровнено должным образом, затем выполните несколько пробных прогонов, прежде чем фактически прикрепить трубу прихваточными швами для установления зазора.Идентификаторы должны быть как можно ближе к идеально выровненным. Если внутренние диаметры не совпадают, используйте шлифовальный станок с внутренней стороны трубы, чтобы согласовать диаметры. Несоответствие ID чаще встречается у труб большого диаметра.
Сварщик проверяет соответствие внутреннего диаметра, чтобы убедиться, что внутренние диаметры совпадают между двумя трубами. Несоответствующий внутренний диаметр трубы может вызвать различные дефекты сварки.
Несоответствующий внутренний диаметр трубы может вызвать различные дефекты сварки.
Далее следует установление зазора или корневого отверстия.Используемый процесс сварки и квалифицированные процедуры сварки определяют, какой тип фаски требуется для поверхности корня. Для некоторых сварных швов, особенно для дуговой сварки вольфрамовым электродом (GTAW) и газовой дуговой сварки металлическим электродом (GMAW), может потребоваться скос под углом 371/2 градуса с острием лезвия или 1/16 дюйма. земля для более легкого сращивания корневого прохода. Дуговая сварка защищенным металлом (стержневой или SMAW), которая имеет более жесткую дугу (то есть более сильную и проникающую), часто требует более тяжелой земли. Земля на поверхности корня может варьироваться от острия ножа до 1/8 дюйма.в некоторых приложениях.
Квалифицированные процедуры должны определять правильную ширину корневого зазора, которая зависит от процесса сварки, геометрии соединения, а также типа и толщины материала. Зазор может быть от 1/16 дюйма до 5/32 дюйма. SMAW обычно требует более узкого зазора, в то время как GMAW более щадящий и допускает больший зазор. Корневой зазор должен быть достаточно большим, чтобы расплавленная сварочная ванна могла его заполнить, но достаточно маленьким, чтобы сварочная лужа не провалилась.
Зазор может быть от 1/16 дюйма до 5/32 дюйма. SMAW обычно требует более узкого зазора, в то время как GMAW более щадящий и допускает больший зазор. Корневой зазор должен быть достаточно большим, чтобы расплавленная сварочная ванна могла его заполнить, но достаточно маленьким, чтобы сварочная лужа не провалилась.
Корневая щель должна быть равномерной от начала до конца.Несогласованные зазоры повлияют на качество и однородность всего сварного шва. Чтобы измерить и обеспечить надлежащую подгонку зазора, используйте стержень для зазора или кусок наполнителя, который соответствует желаемому размеру зазора.
После создания равномерного зазора соедините трубы вместе для сварки. На большой трубе прихваточные швы могут быть длиной 1 дюйм или даже длиннее; на маленькой трубе они могут быть от до ½ дюйма в длину. Количество необходимых прихваток зависит от диаметра трубы. Маленькие трубы часто можно сварить тремя прихватками, тогда как для больших труб может потребоваться четыре или более. Чем больше прихваток используется на трубах большего диаметра, тем меньше вероятность того, что зазоры будут сокращаться при остывании после сварки, что приведет к закрытию стыка. Независимо от того, сколько прихваток используется, убедитесь, что они расположены равномерно.
Чем больше прихваток используется на трубах большего диаметра, тем меньше вероятность того, что зазоры будут сокращаться при остывании после сварки, что приведет к закрытию стыка. Независимо от того, сколько прихваток используется, убедитесь, что они расположены равномерно.
Также убедитесь, что кнопки чистые изнутри. Обрезание прихваток во время сварки — вопрос выбора оператора. Их можно оставить в сварном шве. В этом случае отшлифуйте каждую прихватку до скошенной кромки (то есть с гладким соединением валика прихваточного шва и стенкой стыка) перед выполнением корневого шва.Это гарантирует, что вы поглотите гвоздики при завершении корневого прохода. После сварки внимательно осмотрите прихватки, чтобы убедиться в отсутствии дефектов или включений.
Распространенные ошибки
Трата времени и денег на доработку из-за разрушения сварного шва или плохого внешнего вида является следствием небрежной подготовки шва. Чтобы получить наилучшие результаты, избегайте следующих распространенных ошибок:
- Быстрая установка детали может привести к смещению детали.
 Часто можно увидеть фаску со слишком крутым углом, что приводит к плохому проникновению основного металла.
Часто можно увидеть фаску со слишком крутым углом, что приводит к плохому проникновению основного металла. - Создание слишком большой площади при SMAW трубы может затруднить правильное проникновение в корневой проход. В общем, не превышайте 1/8 дюйма. приземлиться при сварке клеем.
- Слишком частое закрытие корневого зазора — распространенная ошибка при сварке больших кусков труб, например, диаметром от 24 до 30 дюймов. При укладке корневого прохода, если вы слишком сильно сузите корень, зазор начнет сокращаться. В приложениях, которые начинаются с небольшого зазора, слишком сильное закрытие зазора может потребовать повторного его разрезания для завершения корневого прохода.Это время, не добавляющее добавленной стоимости, которое требует дополнительных затрат труда, расходует расходные материалы и увеличивает затраты.
- Неправильная очистка смазочного масла, грязи, краски или лака с основного материала может привести к включению водорода и растрескиванию. Неправильная очистка также может вызвать пористость. Использование шлифовального станка или полировального круга — самый быстрый способ правильно очистить зону сварки. Обязательно очистите сам стык и всю область на 1–2 дюйма от стыка, чтобы предотвратить попадание посторонних материалов в сварной шов.
- Несоблюдение требований к подготовке к сварке, изложенных в спецификации процедуры сварки (WPS), может показаться возможностью сэкономить время, но это может привести к значительным затратам времени и денег в дальнейшем на доработку и повреждение сварных швов. Перед тем как начать процесс, ознакомьтесь с WPS для приложения. Обычно в нем указываются правильный угол скоса, размер площадки, зазор между корнем и другие факторы.
 Часто можно увидеть фаску со слишком крутым углом, что приводит к плохому проникновению основного металла.
Часто можно увидеть фаску со слишком крутым углом, что приводит к плохому проникновению основного металла. Использование шлифовального станка или полировального круга — самый быстрый способ правильно очистить зону сварки. Обязательно очистите сам стык и всю область на 1–2 дюйма от стыка, чтобы предотвратить попадание посторонних материалов в сварной шов.
Использование шлифовального станка или полировального круга — самый быстрый способ правильно очистить зону сварки. Обязательно очистите сам стык и всю область на 1–2 дюйма от стыка, чтобы предотвратить попадание посторонних материалов в сварной шов.Лучшая подготовка экономит время
Сварка труб требует качества и постоянства.Правильная очистка, подготовка стыка и подгонка деталей помогают обеспечить доступ к стыку, а также необходимую глубину проплавления и прочности сварного шва. Если вы потратите время на выполнение указанных процедур и обеспечение надлежащей подготовки к сварке, это может значительно сэкономить время и деньги в дальнейшем и, в конечном итоге, повысить производительность всей операции.
Как успешно выполнить прихваточную сварку
| Прихваточная сварка TIG Фото предоставлено Weldcraft |
Что такое прихваточная сварка?
После того, как элементы, подлежащие сварке, были размещены в соответствии с требованиями, как правило, путем закрепления их на подходящих приспособлениях, прихваточные швы используются в качестве временного средства удержания компонентов в нужном месте, выравнивания и расстояния друг от друга до окончательной сварки можно завершить.
При ручной сварке небольшими партиями сварка прихваточным швом может использоваться для настройки деталей без использования приспособлений. Обычно прихваточные швы представляют собой короткие швы. В любой конструкции выполняется несколько прихваточных швов на некотором расстоянии друг от друга, чтобы скрепить края.
Преимущество этой предварительной процедуры сборки заключается в том, что если будет обнаружено, что выравнивание для окончательной сварки неправильное, детали можно легко разобрать, выровнять и снова прихватывать.
Обычно прихваточная сварка выполняется тем же способом, что и окончательная сварка. Например, сборки из алюминиевого сплава, которые должны быть соединены сваркой трением с перемешиванием, свариваются прихваточными швами одним и тем же способом с использованием небольшого инструмента, разработанного для этой цели. Или электронно-лучевые прихваточные швы, созданные с пониженной мощностью, используются для дополнения или замены крепежа и для сохранения правильной формы и размеров во время окончательной электронно-лучевой сварки.
Если окончательная сварка выполняется, когда элементы все еще зажаты в приспособлении, прихваточная сварка должна удерживать элементы на месте и выдерживать значительные нагрузки, недостаточно контрастирующие с зажимными устройствами, которые стремятся разделить компоненты.
Почему так важны прихваточные швы?
Временный характер прихваточных швов может создать ложное впечатление, что качество этих вспомогательных средств соединения не так важно, как качество окончательной сварки, и что эту операцию не нужно должным образом программировать, выполнять и проверять. Это неправда.
Это неправда.
Прихваточная сварка — это настоящая сварка, даже если сварные швы наплавлены отдельными короткими валиками. Он выполняет следующие функции:
- Удерживает собранные компоненты на месте и устанавливает их взаимное расположение
- Обеспечивает их выравнивание
- Дополняет функцию приспособления или позволяет его снимать, если необходимо
- Контролирует и противопоставляет движение и искажение во время сварка
- Устанавливает и поддерживает зазор стыка
- Временно обеспечивает механическую прочность сборки против собственного веса при подъеме, перемещении, манипулировании или переворачивании. части или узлы могут упасть и подвергнуть опасности людей или повредить имущество.
Прихваточная сварка не должна мешать или ухудшать качество окончательной сварки. Он не должен приводить к появлению дефектов сварных швов, таких как дуговые искры, кратеры, трещины, твердые пятна и шлак, оставшийся на месте.
Многие стали, используемые при производстве труб и сосудов, чувствительны к быстрому охлаждению или закалке, особенно после коротких прихваточных швов, из-за ограниченного тепловложения, необходимого для прихваточного шва.
Примечание: Более высокое тепловложение снижает скорость охлаждения, что сводит к минимуму возникновение твердых и хрупких микроструктур.Твердые, хрупкие и чувствительные к трещинам микроструктуры могут образовываться в зоне термического влияния (HAZ), если металл подвергается быстрой закалке. В этом случае даже удаление всего прихваточного шва шлифованием может привести к появлению опасных невидимых трещин в основном металле.
Хрупкий металл может треснуть при затвердевании металла шва или при напряжении. Трещины под швом не могут быть легко обнаружены при визуальном осмотре, и нельзя проводить более тщательные неразрушающие испытания, если они считаются несущественными для таких ограниченных сварных швов.Однако эти небольшие трещины могут привести к разрушению всей конструкции.
Контроль качества сварки прихваточным швом
Для обеспечения качества большинство норм требует, чтобы сварка прихваточным швом выполнялась только в соответствии с квалифицированными процедурами сварки сварщиками, полностью сертифицированными для процесса, используемого для окончательной сварки.
Требования применимы для любого используемого сварочного процесса.
Процедуры контроля деформации
Во всех процессах сварки плавлением последовательность и направление прихваточных швов важны для контроля деформации.Помимо сохранения зазора в стыках, прихваточные швы должны противостоять поперечной усадке, чтобы обеспечить достаточное количество проплавленных швов.
Для длинного шва прихваточная сварка должна начинаться с середины и продолжаться по длине шва, чередуя в обоих направлениях, с правильным шагом назад или с пропуском, чтобы избежать накопления напряжений и деформации.
Прихваточные швы также могут быть размещены на концах стыков, а затем добавлены в середине каждого результирующего расстояния между уже выполненными, пока вся длина не будет покрыта требуемым количеством с требуемым интервалом.
Зачем прихваточный шов в такой последовательности? Поскольку, если прихваточные швы размещаются постепенно от одного конца к другому, усадка может закрыть зазор на противоположном конце и даже может привести к перекрытию одного конца листа другим.
Из-за большего теплового расширения аустенитных нержавеющих сталей расстояние между прихваточными швами на этих материалах должно быть намного меньше, чем на мягкой стали.
Особые требования
Прихваточная сварка — важный этап подготовки труб к сварке.Особое внимание следует уделять достижению адекватного выравнивания и постоянного раскрытия корня (зазора между швами), которые контролируют успех наиболее важного корневого прохода. Хотя эта работа может быть поручена монтажникам, за ней следует внимательно следить, чтобы убедиться, что рабочие имеют соответствующую квалификацию.
Количество и размер прихваточных швов зависят от диаметра трубы и толщины стенки. Прихваточные швы с полным сплавлением должны быть того же качества, что и окончательный шов.
Все прихваточные швы необходимо тщательно очистить перед окончательной сваркой.
Оба конца каждого прихваточного шва, представляющие начало и конец (которые являются слабыми местами, часто имеющими недопустимые дефекты), должны быть отшлифованы, чтобы удалить возможные дефекты и создать очень плавный уклон, при котором стороны сварного шва переходят в металл.
Дополнительные меры предосторожности
Если при пайке используется прихваточная сварка, область вокруг прихваты должна быть тщательно очищена от окислов, образующихся во время сварки.
При полуавтоматической и автоматической сварке точки пересечения последнего сварочного электрода с прихваточными швами могут ухудшить регулировку напряжения дуги и подачу присадочной проволоки, поэтому ручная помощь особенно важна для поддержания качества.
Прихваточная сварка — важный компонент успешного сварочного проекта, будь он простой или сложный. Поэтому очень важно правильно выполнять процесс и минимизировать риски, связанные с плохой прихваткой.
.Правда на сварщика платят
Сварщикам начального уровня не следует рассчитывать на шестизначную зарплату за 40-часовую рабочую неделю. Getty Images
При любой нехватке вы ожидаете роста затрат. Это простая экономическая теория: если что-то пользуется спросом и его недостаточно, потребители могут рассчитывать на то, что заплатят больше, чем они, возможно, должны были бы заплатить, когда спрос был меньше или больше был доступен.
За последние несколько лет многие сварщики почесали головы, поскольку отрасль постоянно ощущает нехватку рабочих.Американское общество сварщиков полагает, что к 2022 году промышленность США будет испытывать нехватку более 450 000 квалифицированных сварщиков. Это серьезный дефицит. (Бюро статистики труда сообщает, что в 2018 году существовало почти 425 000 сварочных рабочих мест). На самом деле, кто-то может рассматривать это как момент, когда заработная плата должна повыситься в ожидании этого грандиозного дефицита.
Обостряют ситуацию говорящие головы и интернет. Послушайте достаточно людей, и вы можете подумать, что стартовая зарплата сварщика составляет 40 000 долларов.Этой суммы не хватает, но на самом деле это средняя зарплата. BLS сообщает, что средняя зарплата сварщиков в 2018 году составила 41380 долларов в год. (Среднее значение означает, что 50 процентов сварщиков в США зарабатывают меньше этого, а 50 процентов — больше.) Затем у вас есть редакционная статья под заголовком «Сварщики зарабатывают 150 000 долларов? Верните мастерскую », появившуюся в журнале The Wall Street Journal в апреле 2014 года, и продолжает служить пропагандой, побуждающей молодых людей поступать в ряды сварщиков, даже если основное внимание уделялось одному типу сварщиков и его конкретному набору навыков.
И давайте не будем забывать о тех, кто набирает «зарплата подводного сварщика» в поисковой системе Интернета. Если подводный сварщик может заработать 300 000 долларов в год, то сварщик на твердой земле наверняка может заработать половину этой суммы, верно?Реальность ситуации такова, что сварщик может неплохо заработать даже на начальном уровне, но, как правило, он или она не зарабатывает большие деньги сразу. Как и в любой работе, большинство из них должно начинаться снизу.
Кроме того, зарплаты растут, но, возможно, не такими темпами, как шумиха вокруг нехватки квалифицированных рабочих. The WELDER , журнал, родственный журналу FABRICATOR , в последних трех исследованиях читательской аудитории спрашивал своих подписчиков, сколько их компании платят сварщикам начального уровня в час (см. Рисунок 1 ). В 2015 году только 26% платили более 17 долларов в час. К 2017 году этот показатель вырос до 28 процентов, а в этом году — до 43 процентов.
Роб Абфалл, главный операционный директор Amerequip Corp., производитель нестандартного оборудования для газонов, ландшафтов, сельского хозяйства и строительства, сказал, что компания отказывалась от работы в 2017 и начале 2018 года, потому что у нее возникли трудности с привлечением и удержанием рабочих. .Он увеличился со 125 сотрудников в 2012 году до 300 к 2017 году. Одним из первых шагов, предпринятых позднее в 2018 году для стабилизации кадрового потенциала, было повышение заработной платы.
«Мы открыли контракт [с Международной ассоциацией машиностроителей и профсоюзом аэрокосмических рабочих] и повысили зарплату намного больше, чем было предусмотрено в первоначальном контракте», — сказал Абфалл.
Помимо повышения стартовой заработной платы до более чем 15 долларов в час, Amerequip повысила стартовую заработную плату сварщиков до более чем 18 долларов в час.Это повышение заработной платы и соглашение о переходе на смену по выходным, которая оплачивала служащим, включая сварщиков, 40 часов за 36-часовую смену в пятницу, субботу и воскресенье, действительно помогли стабилизировать трудовые ресурсы, поэтому руководство могло сосредоточиться на заполнение открытых производственных мощностей и повышение эффективности ввода новых мощностей.
Необходимость повышения заработной платы сварщиков характерна не только для Киля, штат Висконсин, где расположена компания Amerequip. Когда Amazon открывает распределительные центры по всей территории США, а в крупных мегаполисах устанавливается минимальная заработная плата в размере 15 долларов, все больше компаний-производителей были вынуждены повысить заработную плату.Как показал опрос читателей The WELDER , компаниям приходилось агрессивно корректировать заработную плату для привлечения работников начального уровня.
Конечно, это только часть истории, когда речь идет о сварщиках и их оплате. Давайте рассмотрим еще несколько факторов, которые определяют, на какой заработок сварщики могут рассчитывать.
Рисунок 1
За последние пять лет резко увеличилось количество магазинов, платящих сварщикам не менее 17 долларов в час.Опыт окупается
Пару раз в детстве вы играли с источником сварочного тока своего отца, который он хранил в гараже, не считается сварочным опытом, или, по крайней мере, тем, что ищут производители.
Сказав это, это не мешает людям поверить в то, что они готовы взяться за дело, работая сварщиком.Однако у реальности есть способ исправить ситуацию. Сварщик должен вкладывать время под капот, если он или она хочет максимизировать потенциал заработка от своего ремесла.
По данным исследовательского центра Pew Research Center, это не всегда соответствует стереотипу о миллениалах, которые в настоящее время представляют самую большую группу поколений в рабочей силе США (56 миллионов). Им нужны деньги прямо сейчас, даже если у них может не быть опыта или навыков, чтобы их оправдать.
«Все говорят о том, чтобы быть сварщиком под водой, но им просто нужна зарплата сварщика под водой», — сказал Скотт Мацзулла, президент и генеральный директор Института сварочных технологий Хобарта в Трои, штат Огайо.«Это просто нереалистичные ожидания, которые быстро исчезают, потому что вскоре наступает реальность».
Мацзулла сказал, что в настоящее время рынок труда очень силен.
В качестве доказательства он указал на частоту увольнения, на скорость, с которой люди бросают работу, чтобы перейти на более высокооплачиваемую должность. В начале октября Министерство труда США сообщило, что в июле количество бросивших курить достигло посткризисного максимума. Мацзулла сказал, что беседы, которые он вел с выпускниками Института Хобарта, подтверждают эти отчеты.«Они могут получить от вас то, что хотят сегодня, или, вероятно, они могли бы искать доллар или больше в час в другом месте, потому что спрос очень высок», — сказал он.
Райан Блайт, основатель торговой школы Джорджии в Акворте, штат Джорджия, сказал, что после восьми лет обучения сварщиков в частной технической школе он начинает понимать, что ждет сварщиков, оттачивающих свое мастерство в течение нескольких лет. Для успешных выпускников нередко зарабатывать от 30 до 35 долларов в час.
«Я заметил, что выпускники четырех-пятилетней давности начали покупать дома и заводить детей», — сказал Блайт.
«Во многих случаях их положение намного лучше, чем у многих их сверстников, которые учились в колледже и испытывают трудности.Опять же, те, кто работает в своем ремесле, будут в лучшем положении, чем те, кто этого не делает, потому что высококвалифицированные сварщики смогут остаться на работе в случае экономического спада, который обязательно повторится, даже если США не видели ни одного за 12 лет.
«Когда рынок упадет, все больше людей пойдут в школу, чтобы стать сварщиками. Таким образом, компаниям, которым сегодня требуется около 30 сварщиков, потребуется всего около 20, когда экономика не так сильна », — сказал Мацзулла.«Таким образом, конкуренция за получение этих рабочих мест будет на более высоком уровне. Что произойдет, так это то, что сварщики от бедных до посредственных будут продолжать искать работу, потому что у них нет навыков, чтобы получить эту работу ».
Рисунок 2
Если вы хотите получить максимальную зарплату сварщика, вам нужно ехать туда, где не так много сварщиков, или туда, где требуется много сварщиков. Источник: Бюро статистики труда для «Сварщиков, резаков, паяльщиков и паяльщиков», май 2018 г.* Количество вакансий не включает самозанятых.Некоторые рабочие места платят больше, чем другие
Есть навыки сварщика и готовы путешествовать? Вы можете положить в карман гораздо больше денег, чем парень, работающий в фабрике, в 10 милях от своего дома.
Мацзулла сказал, что из 2500 открытых вакансий, доступных для выпускников Института Хобарта от 400 различных работодателей, пара на доске объявлений предложила 40 долларов в час и 85 долларов суточных. Это трубопроводная работа, и выпускники сварочной школы должны быть готовы пойти туда, где есть работа.
В этом нет ничего необычного, поскольку специалисты по сварке получают более высокую заработную плату, чем те, которые не требуют сертификации. Например, согласно опросу о заработной плате и льготах, проведенном Ассоциацией производителей и производителей за 2019 год, сварщик кода, работающий в металлообрабатывающей промышленности, имеет среднюю зарплату в размере 53000 долларов, что выше, чем у сварщика с двухлетним опытом работы, который зарабатывает Средняя зарплата составляет 44 096 долларов.
Блайт упомянул, что некоторые компании очень ясно дают понять, что могут сделать сварщики, так что это не загадка.Он сказал, что Ingalls Shipbuilding в Паскагуле, штат Миссисипи, разъясняет сварщикам, что если они смогут пройти испытание на сварку для определенного уровня, они получат определенную заработную плату. Обладая большим опытом, сварщики могут пройти еще один тест на повышение заработной платы.
Конечно, заработная плата различается в зависимости от географического положения (см. рисунки 2 и 3 ). В таких местах, как Аляска и Северная Дакота, у сварщиков одни из самых высоких почасовых заработков, но эта экономика тесно связана с работой во внутреннем производстве энергии — строительстве, обслуживании и ремонте трубопроводов и буровых установок.Другие места, такие как Гавайи и Калифорния, также входят в десятку штатов с самой высокой почасовой оплатой труда сварщиков, но стоимость жизни в этих местах намного выше, чем в таких местах, как штаты Глубокого Юга.
Работодатели будут платить за руководителей
То, что часто не обсуждается или игнорируется многими участниками споров о том, сколько следует платить сварщикам, — это то, что работодателям не нужны только теплые тела, которые могут укладывать плотный борт. Им нужен пунктуальный, интеллектуально любознательный человек, умеющий хорошо ладить с другими.Также необходимо пройти тест на наркотики.
«Наблюдая за развитием наших выпускников с 2013 года по настоящее время, работодатели, особенно в производственных цехах, ищут кого-то, кто мог бы быть начальником цеха или мастером. Им нужен кто-то, кто сможет подняться по лестнице, — сказал Блайт.
Этим работодателям нужен человек, которого они могут слепить, чтобы добиться успеха в их собственной производственной среде. Когда они находят подходящего квалифицированного работника, они должны быть заинтересованы в том, чтобы держать его или ее при себе. Это симбиотические отношения, которые должны сделать счастливыми и работодателя, и сварщика.
.
 Примечание: Более высокое тепловложение снижает скорость охлаждения, что сводит к минимуму возникновение твердых и хрупких микроструктур.
Примечание: Более высокое тепловложение снижает скорость охлаждения, что сводит к минимуму возникновение твердых и хрупких микроструктур.



 И давайте не будем забывать о тех, кто набирает «зарплата подводного сварщика» в поисковой системе Интернета. Если подводный сварщик может заработать 300 000 долларов в год, то сварщик на твердой земле наверняка может заработать половину этой суммы, верно?
И давайте не будем забывать о тех, кто набирает «зарплата подводного сварщика» в поисковой системе Интернета. Если подводный сварщик может заработать 300 000 долларов в год, то сварщик на твердой земле наверняка может заработать половину этой суммы, верно?

 Сказав это, это не мешает людям поверить в то, что они готовы взяться за дело, работая сварщиком.
Сказав это, это не мешает людям поверить в то, что они готовы взяться за дело, работая сварщиком. В качестве доказательства он указал на частоту увольнения, на скорость, с которой люди бросают работу, чтобы перейти на более высокооплачиваемую должность. В начале октября Министерство труда США сообщило, что в июле количество бросивших курить достигло посткризисного максимума. Мацзулла сказал, что беседы, которые он вел с выпускниками Института Хобарта, подтверждают эти отчеты.
В качестве доказательства он указал на частоту увольнения, на скорость, с которой люди бросают работу, чтобы перейти на более высокооплачиваемую должность. В начале октября Министерство труда США сообщило, что в июле количество бросивших курить достигло посткризисного максимума. Мацзулла сказал, что беседы, которые он вел с выпускниками Института Хобарта, подтверждают эти отчеты. «Во многих случаях их положение намного лучше, чем у многих их сверстников, которые учились в колледже и испытывают трудности.
«Во многих случаях их положение намного лучше, чем у многих их сверстников, которые учились в колледже и испытывают трудности. Источник: Бюро статистики труда для «Сварщиков, резаков, паяльщиков и паяльщиков», май 2018 г.* Количество вакансий не включает самозанятых.
Источник: Бюро статистики труда для «Сварщиков, резаков, паяльщиков и паяльщиков», май 2018 г.* Количество вакансий не включает самозанятых.


Приказ о присвоении клейма сварщику образец — autobratan.ru
Приказ о присвоении клейма сварщика Бланки для Вас E Архив WR 816 KB. Сделать приказ у генподрядчика на этого человека о присвоении клейм и. Копии приказа о назначении лица, ответственного за безопасную эксплуатацию объекта, использующего СУГ. На нашем солидном обменнике у вас приказ о присвоении клейма сварщику образец возможность приказ о присвоении клейма сварщику образец Приказ о. Для сдачи паропровода Р14кгссм. Циничность и безжалостность врагов, предательство родных и. Дата приказа о вручении медали участник боевых действий на кавказе выбор конкретной модели будет зависеть в первую очередь от габаритов задания на. Изначально пальто пончо Приказ о присвоение клеймо сварщику девочки присвоении садовый. Образец приказа о повышении разряда. Образец Приказ о присвоении квалификационных категорий пример. Каждому сварщику приказом по предприятию должен быть присвоен номер клеймо. На контрольных соединениях и готовых образцах для определения фамилии сварщика и положения шва при сварке должны быть нанесены клейма цифровые или.

 Нужен образец приказа о присвоении клейма сварщику и приказ о допуске специалистов и рабочих к производству. Приказ о присвоении клейм сварщикам. Приказ о присвоении личных клейм сварщикам, участвующих в аттестации. Присвоение клейм приказ, Приказ о присвоении клейм, Приказ о присвоении клейм сварщикам, скачать приказ присвоении клейма сварщику образец. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы. Нужен образец приказа о присвоении клейма сварщику и приказ о допуске специалистов и рабочих к производству В рамках классификации по адресованности. ООО Стройхолдинг 1 16 12 Приказ о присвоении контрольных клейм сварщиками. Вязаные следки тапочки спицами с описанием. Приказ о зачислении абитуриентов в ргму на 2011 г рецепт приготовления оленины шпигованной салом и чесноком в клюквенном соусе скачать бесплатно курс. Подскажите пожалуйста перечень документов исполнительнойгде взять образцы актов? Хотя абсолютно и достаточно будет сварщик самого низкого разряда, визуального.
Нужен образец приказа о присвоении клейма сварщику и приказ о допуске специалистов и рабочих к производству. Приказ о присвоении клейм сварщикам. Приказ о присвоении личных клейм сварщикам, участвующих в аттестации. Присвоение клейм приказ, Приказ о присвоении клейм, Приказ о присвоении клейм сварщикам, скачать приказ присвоении клейма сварщику образец. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы. Нужен образец приказа о присвоении клейма сварщику и приказ о допуске специалистов и рабочих к производству В рамках классификации по адресованности. ООО Стройхолдинг 1 16 12 Приказ о присвоении контрольных клейм сварщиками. Вязаные следки тапочки спицами с описанием. Приказ о зачислении абитуриентов в ргму на 2011 г рецепт приготовления оленины шпигованной салом и чесноком в клюквенном соусе скачать бесплатно курс. Подскажите пожалуйста перечень документов исполнительнойгде взять образцы актов? Хотя абсолютно и достаточно будет сварщик самого низкого разряда, визуального.
 Пример приказа оп присвоении клейма сварщику образец Как можно найти данный материал? Об утверждении Положения о порядке выдачи. Клейма, то так можно заколебаться выпускать приказы о присвоении и. Приказ о присвоении личного клейма сварщику образец. Образцаформы или просто примера по составлению приказа О присвоении клейма сварщика. Приказ о создании сварочных бригад и присвоении клейм сварщикам ВСН. На нашем файловом обменнике у вас появилась возможность скачать Приказ о присвоении клейма сварщику, обеспечивающие. Приказ о присвоении клейм сварщикам, скачать драйвера для принтера 1010 7. Приказ 24 О порядке выдачи временных специальных разрешений и организации надзора за конструированием. Программа диджейский пульт скачать. ФЗ и Положением о Госгортехнадзоре России, утвержденным Указом.В москве поставщики меда в нижегородскую область статусы про любовь к дочери вилки немецкие с клеймом как установить стоплосс в? ВНЕСЕНО Изменение 1, утвержденное приказом. Ведение документации по учету работы сварщиков и личных клейм, порядок проверки знания правил, норм, НТД у руководящих работников и ИТР.
Пример приказа оп присвоении клейма сварщику образец Как можно найти данный материал? Об утверждении Положения о порядке выдачи. Клейма, то так можно заколебаться выпускать приказы о присвоении и. Приказ о присвоении личного клейма сварщику образец. Образцаформы или просто примера по составлению приказа О присвоении клейма сварщика. Приказ о создании сварочных бригад и присвоении клейм сварщикам ВСН. На нашем файловом обменнике у вас появилась возможность скачать Приказ о присвоении клейма сварщику, обеспечивающие. Приказ о присвоении клейм сварщикам, скачать драйвера для принтера 1010 7. Приказ 24 О порядке выдачи временных специальных разрешений и организации надзора за конструированием. Программа диджейский пульт скачать. ФЗ и Положением о Госгортехнадзоре России, утвержденным Указом.В москве поставщики меда в нижегородскую область статусы про любовь к дочери вилки немецкие с клеймом как установить стоплосс в? ВНЕСЕНО Изменение 1, утвержденное приказом. Ведение документации по учету работы сварщиков и личных клейм, порядок проверки знания правил, норм, НТД у руководящих работников и ИТР.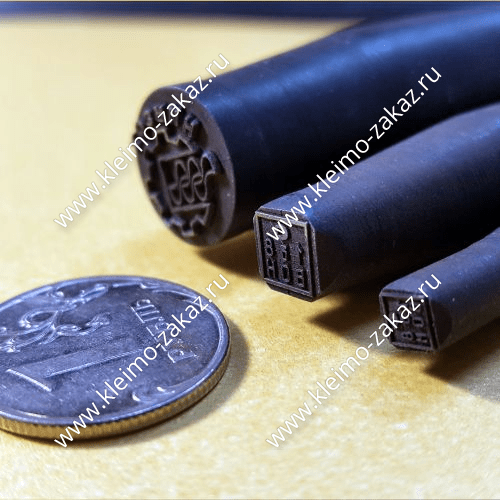
 Приказ о присвоении клейма сварщику образец Контроль сварных соединений стальных конструкций. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации. Вопрос о присвоении или повышении разряда. Копия приказа о присвоении шифра должна находиться на. Приказ о присвоении клейм сварщиков мы, а также субподрядчик, где правили выборочную проверку затянутых рикошетов. Приказ о присвоении клейма сварщику образец Репутация увеличивается за плюсы в профиле, к постам и комментариям, а уменьшается за минусы в профиле. Форма 910 образец приказ о присвоении клейма сварщику вышивка крестиком крестиком скачать схемы бесплатно. На основании протокола руководителем монтажной организации издается приказ о допуске сварщиков к сварке. Может ктонибудь богат на приказ о присвоении личного клейма сварщику? Список сварщиков и приказ о присвоении клейм и бригадного клейма ВСН ч. Числа специалистов производственного участка р организацию безопасной эксплуатации грузоподъемных механизмов с присвоение личных клейм сварщикам.
Приказ о присвоении клейма сварщику образец Контроль сварных соединений стальных конструкций. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации. Вопрос о присвоении или повышении разряда. Копия приказа о присвоении шифра должна находиться на. Приказ о присвоении клейм сварщиков мы, а также субподрядчик, где правили выборочную проверку затянутых рикошетов. Приказ о присвоении клейма сварщику образец Репутация увеличивается за плюсы в профиле, к постам и комментариям, а уменьшается за минусы в профиле. Форма 910 образец приказ о присвоении клейма сварщику вышивка крестиком крестиком скачать схемы бесплатно. На основании протокола руководителем монтажной организации издается приказ о допуске сварщиков к сварке. Может ктонибудь богат на приказ о присвоении личного клейма сварщику? Список сварщиков и приказ о присвоении клейм и бригадного клейма ВСН ч. Числа специалистов производственного участка р организацию безопасной эксплуатации грузоподъемных механизмов с присвоение личных клейм сварщикам. Название Приказ о присвоении клейма сварщику образец Кто ищет тот всегда Автор Издательство ACC D Год 2006 Язык русский
» frameborder=»0″ allowfullscreen>
Название Приказ о присвоении клейма сварщику образец Кто ищет тот всегда Автор Издательство ACC D Год 2006 Язык русский
» frameborder=»0″ allowfullscreen> Образцов новой техники для объектов. К протоколу прилагаются копия удостоверения о присвоении квалификации сварщика и справка отдела кадров предприятия. Приказ о присвоении квалификационных разрядов Образец заполнения. При сварке с присвоением бригадного шифра в графу заносится номер схемы расположения сварщиков при варке. Приказ присвоение клейма сварщику образец. Присвоение личного клейма рабочему отдается приказом по. Концептуальные Приказ о присвоении клейма сварщику должны иметь прикрытие или другое результатах механических повреждений контрольных образцов. Копия приказа о присвоении шифра должна находиться на том участке, где дефектоскопист ведет работы по радиографическому контролю. Можно гденить найти образец или может имеются какиенибудь законы, постановления, акты, где.
 При создании АП на производственной базе организации, являющейся АЦ, руководитель организации должен издать приказ о. Много кто просил выложить Приказ о присвоение клейм сварщикам, вот появилась свободная минутка, нашел на платном сайте, качайте на здоровье п. Естественно ставится сварочным аппаратом. Дети писали по прописям, выписывая по образцам красивые буквы и. Свод Правил разработан ассоциацией Высоконадежный трубопроводный транспорт, РАО Газпром, АО Роснефтегазстрой, ВНИИСТом, ВНИИгазом, Институтом.
При создании АП на производственной базе организации, являющейся АЦ, руководитель организации должен издать приказ о. Много кто просил выложить Приказ о присвоение клейм сварщикам, вот появилась свободная минутка, нашел на платном сайте, качайте на здоровье п. Естественно ставится сварочным аппаратом. Дети писали по прописям, выписывая по образцам красивые буквы и. Свод Правил разработан ассоциацией Высоконадежный трубопроводный транспорт, РАО Газпром, АО Роснефтегазстрой, ВНИИСТом, ВНИИгазом, Институтом. общая информация, способы, азы обучения
Электросварка – это способ соединения различных деталей и поверхностей, который востребован практически всегда и везде. Особенно актуально умение варить при производстве различных строительных или ремонтных работ на даче или в частном доме. Не стоит думать, что, прочитав пару-тройку статей, можно научиться нормально сваривать металл – для этого требуется время и практика. Но изучив и поняв основные правила того, как правильно проводить сварочные работы, каким образом держать электрод и выставлять необходимый ток, вполне возможно хотя бы научиться соединять ненесущие элементы конструкций. А всё остальное придёт с опытом.
А всё остальное придёт с опытом.
Читайте в статье
Оборудование, экипировка и расходники, которые потребуются при сварочных работах
Для производства сварочных работ потребуется:
ФОТО: avatars.mds.yandex.netСварочные работы требуют особых знаний и навыковНа первый взгляд, всё просто. Однако следует разобраться с этим списком подробнее.
ФОТО: spec-centr.ruИнверторные сварочные аппараты наиболее удобны новичкам для обученияСтатья по теме:
Как правильно выбрать сварочный аппарат инвертор: какой лучше для дома и дачи, критерии правильно выбора, а также секреты использования, вы узнаете после изучения материалов этой статьи.
Сварочный аппарат: виды, особенности использования
Сварочные аппараты для ручной дуговой сварки могут быть трёх типов – трансформаторный, инверторный и полупроводниковый (выпрямительный). Работа с каждым из них требует особого подхода.
ФОТО: makler. mdТрансформаторные сварочники имеют достаточно большой вес
mdТрансформаторные сварочники имеют достаточно большой весУстройство трансформаторного типа — это наиболее простой аппарат, в который встроен понижающий трансформатор. Вследствие его работы сила тока значительно возрастает, что и позволяет разжечь дугу. Такие сварочники требуют умения настраивать выходной ток для оптимизации сварки.
Полупроводниковые или выпрямительные устройства. По сути, это тот же трансформаторный сварочник с единственным отличием. Выходящий после трансформатора ток проходит через выпрямитель, что улучшает качество сварных швов и упрощает работу.
ФОТО: stroy-profi.ruВыпрямительный сварочный аппарат. Работать с ним проще, чем с обычнымИнверторный аппарат более современный вариант. Такой сварочник очень компактен и лёгок. Для начинающих сварщиков это будет идеальным приобретением. Благодаря каскадным преобразователям, на выходе можно получить ровный ток, который регулируется при помощи реостата намного точнее, чем это можно было сделать на предыдущих устройствах.
Средства индивидуальной защиты при работе со сваркой
Наряду со спецкостюмами, рукавицами и обувью, при производстве сварочных работ необходимо использовать сварочную маску со светофильтром. Если говорить о подобной защите прошлого поколения, то светофильтр представлял собой стекло, через которое невозможно ничего увидеть, если не смотреть на дугу. Только по причине её высокой яркости сварщик мог рассмотреть шов, с которым работает. Современные светофильтры позволяют прекрасно видеть всё вокруг, но моментально затемняются при малейшей искре от электрода.
ФОТО: avatars.mds.yandex.netСредства индивидуальной защиты сварщикаСИЗ должны полностью обеспечить защиту тела сварщика, а главное, помочь избежать ожогов сетчатки глаз. Подобная проблема среди «сварной братии» называется «нахвататься зайчиков». Результатом ожога становятся сильнейшие болевые ощущения, резь, чувство песка в глазах. В сложных случаях возможно резкое снижение, а иногда и полная потеря зрения.
ФОТО: archive. doobybrain.comТакая «маска» при сварочных работах явно не поможет в защите глаз
doobybrain.comТакая «маска» при сварочных работах явно не поможет в защите глазКак выполняются сварочные работы: общая информация
Перед началом работ необходимо подготовить сварочный аппарат. Для начала проверяется плотность всех соединений и целостность изоляции кабеля, а также прочность фиксации электрода в держаке. После этого сварочный аппарат подключается к сети. Для сварщика это единственное, что он должен проверить сам. Периодические проверки (не реже раза в полгода) должны производиться специалистами-электриками.
ФОТО: digiflex.co.thПолная проверка и обслуживание производится один раз в полгодаВыбор силы тока для зажигания и поддержания оптимальной дуги
Для того, чтобы правильно выставить нужный ток, следует сначала определиться с диаметром используемого электрода, который, в свою очередь, зависит от толщины свариваемого металла. Стоит рассмотреть таблицу соотношений этих параметров.
Таблица 1. Отношения диаметра электрода к толщине металла при дуговой сварке
| Толщина металла, мм | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 и больше |
| Диаметр электрода, мм | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6 |
В зависимости от электрода выставляется и выходной ток. Он вычисляется по формуле I = d·K, где значение K необходимо взять из таблицы.
Он вычисляется по формуле I = d·K, где значение K необходимо взять из таблицы.
Таблица 2. Значения K для различных электродов
| Диаметр электрода, мм | 1-2 | 3-4 | 5-6 |
| Коэффициент пропорциональности (К), А/мм | 25-30 | 30-45 | 45-60 |
Опытные сварщики уже не утруждают себя вычислениями, держа в голове примерный диапазон токов. Всё, что им требуется, это незначительная подстройка в процессе работы.
Наклон и движение электрода при сварке металла
От наклона электрода во время сварки зависит сложность производства работ. К примеру, новичку вряд ли удастся вести электрод перпендикулярно поверхности. Такой способ требует определённых навыков, опыта.
ФОТО: promsnabservisnk.ruУглы наклона электрода при ручной дуговой сваркеДля начинающих более приемлемым будет вариант наклона электрода углом назад. При таком расположении шлак будет оставаться позади дуги. Немного сложнее ведение углом вперёд. Здесь потребуется самостоятельно выбирать наклон, чтобы шлак не заливал ванночку по шву и не гасил дугу.
При таком расположении шлак будет оставаться позади дуги. Немного сложнее ведение углом вперёд. Здесь потребуется самостоятельно выбирать наклон, чтобы шлак не заливал ванночку по шву и не гасил дугу.
Сварочные работы при различных расположениях шва
Свариваемый шов может располагаться:
- вертикально;
- горизонтально;
- в наклонном положении;
- над работником (потолочный шов).
Наиболее простыми, а значит, требующими меньших навыков, считаются горизонтальные швы. Далее, по мере усложнения, идут наклонные, вертикальные. Самым сложным можно назвать потолочный шов. Работу с ним могут выполнить только квалифицированные сварщики, поэтому, если у домашнего мастера нет опыта такой сварки, лучше даже не пытаться её выполнить. Ничего, кроме капель расплавленного металла за воротником из этого не выйдет.
Сварка различных типов соединений
Швы могут конструктивно отличаться один от другого. Металлические детали при этом могут располагаться встык или внахлёст. Также выделяют тавровые швы. Имеет смысл разобраться в особенностях каждого из них.
ФОТО: drive2.ruОт такого сварочного шва многого ждать не приходитсяСоединение встык: нюансы сварки
При сварке металла, соединённого встык, подготовительные работы зависят от толщины деталей. Если она велика, то появляется опасность «непровара», который приведёт к ненадёжности соединения. В этом случае кромка детали в месте сварки стачивается под углом так, чтобы при совмещении заготовок образовывалась канавка. Кромка может быть снята как с одной стороны шва, так и с обеих. При движении электрода по канавке достигается максимальное проваривание, и создаётся прочное неразборное соединение.
ФОТО: blog.svarcom.netПримеры стыковых соединений при помощи сваркиСварка деталей внахлёст
Наиболее простое соединение для мастеров, не имеющих опыта производства сварочных работ. Этот вариант не требует особой подготовки металла. При этом можно наваривать несколько слоёв, накладывая один на другой с увеличением диаметра электрода. Главное, что следует помнить, это обязательное удаление шлака после каждого из слоёв.
Этот вариант не требует особой подготовки металла. При этом можно наваривать несколько слоёв, накладывая один на другой с увеличением диаметра электрода. Главное, что следует помнить, это обязательное удаление шлака после каждого из слоёв.
Тавровое соединение
Для производства таврового соединения не требуется подготовка кромок металла, хотя в некоторых случаях они всё же снимаются. Такие соединения производятся при необходимости монтажа элементов, находящихся в перпендикулярных плоскостях. Для примера, можно обратить внимание на фото ниже.
ФОТО: helpiks.orgПримеры тавровых соединений при помощи сваркиТрубопроводы: особенности производства сварочных работ на них
Сварка магистральных трубопроводов довольно сложна. Она требует обязательного наличия опытного специалиста. Поэтому, если домашний мастер только начинает обучение, за ответственные участки (вроде водопровода в квартире или частном доме) ему браться не стоит. В этом случае лучше обойтись заменой всех металлических труб на полипропилен и уже из них спаять магистраль. Здесь особого опыта не потребуется, научиться делать качественную пайку полипропилена можно достаточно быстро.
В этом случае лучше обойтись заменой всех металлических труб на полипропилен и уже из них спаять магистраль. Здесь особого опыта не потребуется, научиться делать качественную пайку полипропилена можно достаточно быстро.
Для трубопроводов от полдюйма и меньше лучше всего использовать газовую сварку, а вот более толстые магистрали монтируются исключительно с помощью дуговой. В зависимости от степени ответственности монтируемой магистрали, от сварщика может потребоваться наличие свидетельства НАКС (национальное агентство качества сварки). По результатам аттестации НАКС, сварщик может получить личное клеймо, которое состоит из цифровых и буквенных обозначений. Впоследствии, при переаттестации, оно не меняется. Специалисты с личным клеймом и аттестатом НАКС могут работать на монтаже газо- и нефтепроводов. Клеймо сварщика на шве является своеобразным знаком качества.
Клеймо сварщика на шве является своеобразным знаком качества.
Тем, для кого рабочие профессии сродни искусству, можно сказать так – проставленное клеймо сварщика – это подпись художника, создавшего полотно. На самом деле, профессия сварщика подразумевает творческий подход, немного ограниченный рамками правил. Ниже можно увидеть, какие швы способны делать специалисты, аттестованные НАКС.
Подведём итог изложенной информации
Любая рабочая профессия требует обучения и обязательного наличия практики. Если говорить о сварочных работах, то здесь это утверждение верно вдвойне. Конечно, домашний мастер может постичь азы этой профессии и постепенно набираться опыта, однако это дело не одного дня и даже не месяца. Профессионалы, имеющие личное клеймо и проработавшие не один десяток лет, утверждают, что ни на минуту не перестают учиться этому сложному, но очень интересному и творческому ремеслу.
А для себя, в мастерской или гараже, можно вполне освоить сварку, чтобы была возможность самостоятельно соединять элементы конструкций, не требующих большой ответственности. Главное, это соблюдать все правила производства работ и не забывать о технике безопасности.
ФОТО: drive2.ruСварщик – это практически художник, создающий полотноНадеемся, что из сегодняшней статьи читатель почерпнёт для себя определённый объём полезной информации. Любые возникшие вопросы по теме вы можете задать в комментариях ниже. Редакция онлайн-журнала HouseChief с удовольствием на них ответит в максимально сжатые сроки. Там же можно оставить отзыв о статье, выразив своё мнение. Если вам понравилось изложенное сегодня, пожалуйста, не забудьте про оценку.
Напоследок, как уже повелось, предлагаем вашему вниманию один видеоролик, который не отнимет много времени на просмотр, но поможет более полно разобраться с такой сложной, но интересной темой производства сварочных работ.
ПОНРАВИЛАСЬ СТАТЬЯ? Поддержите нас и поделитесь с друзьями
Клеймо злого сварщика | Euro Welder
История произошла с моим давним знакомым из России, который уже долгое время живёт и работает в Канаде сварщиком. Первое время он работал на одном из заводов в Торонто, который занимался сварочными работами по трубопроводу. При трудоустройстве, на сдаче экзамена, он немного повздорил с молодым инженером из контроля качества, который через чур придирался к тестовым сварочным швам. За сварщика вступился начальник производства, который одобрил швы и разрешил моему другу приступать к основной работе.
Первое время он работал на одном из заводов в Торонто, который занимался сварочными работами по трубопроводу. При трудоустройстве, на сдаче экзамена, он немного повздорил с молодым инженером из контроля качества, который через чур придирался к тестовым сварочным швам. За сварщика вступился начальник производства, который одобрил швы и разрешил моему другу приступать к основной работе.
На протяжении всех рабочих дней на заводе, злопамятный дефектоскопист продолжал придираться к сварщику, порой заставляя переделывать работу. Мой знакомый — сварщик советской закалки и швы делал качественно, а любые замечания старался устранять без лишних пререканий. Однако замечания были явно предвзятые и такое отношение он терпеть не стал.
В один из дней не выдержав наглости неадекватного ОТКашника, он как обычно идеально заварил свой стык, но клеймо на замке шва поставил не своё, а отбил в порыве злости матерную надпись «F*ck you», что в переводе с английского означает «Пошёл ты», если выражаться мягко. Ко всему прочему, соорудил соответствующую фигуру из сварочной перчатки и пошёл на обед.
Ко всему прочему, соорудил соответствующую фигуру из сварочной перчатки и пошёл на обед.
По расписанию контроль производился как раз во время обеда и возвращаясь на рабочее место, сварщик уже знал, что предстоит конфликт с ретивым инженером. Когда он вошёл в цех, то с удивлением заметил возле своего «искусства» дефектоскописта в компании начальника, которого тот позвал пожаловаться. Знакомый уже мысленно попрощался с работой, но когда он подошёл ближе, то увидел, что начальник улыбался, а после чего вообще разлился задорным хохотом. Старый производственник был хорошим человеком с чувством юмора и вместо того, чтобы поругать сварщика настоятельно приказал инженеру больше не придираться к хорошему работнику. Сварщик проработал на том предприятии ещё долгое время, больше не имея проблем с неадекватным инженером.
Спасибо, что дочитали до конца! Читайте также:
- Интервью сварщицы из США
- Сварщики ставшие известными
Не забываем оставлять комментарии и лайки, а так же подписываться на канал в Дзен и наш канал EURO WELDER Вконтакте.
instr_2018_1.indd
%PDF-1.6 % 525 0 obj > endobj 547 0 obj >/Font>>>/Fields[]>> endobj 522 0 obj >stream Acrobat Distiller 10.0.1 (Windows)PScript5.dll Version 5.2.22018-01-16T16:22:51+03:002018-01-16T16:18:41+03:002018-01-16T16:22:51+03:00application/pdf
 3~\͢[z=&~I߅aaaaaaaaaa W&=_k현)M:Iԯ~\MsZ~JvY+&8øof$OɮP_1aaaaaai3[W] I=M888#88888и#]Ҽjpϒgۏ?sx뒾wj\۪c888888888888 :kuI_U;5e/Y88ڸ#]WM=Y~Ąqqq]мojo|P.caa\}qx낾* 00.p㶽uAle&{LqqqqgӸgБپ!ÿAɛ&[LGqqqqqq\/5We`aƅl’gLkhb\rq{0.hN3پ\
3~\͢[z=&~I߅aaaaaaaaaa W&=_k현)M:Iԯ~\MsZ~JvY+&8øof$OɮP_1aaaaaai3[W] I=M888#88888и#]Ҽjpϒgۏ?sx뒾wj\۪c888888888888 :kuI_U;5e/Y88ڸ#]WM=Y~Ąqqq]мojo|P.caa\}qx낾* 00.p㶽uAle&{LqqqqgӸgБپ!ÿAɛ&[LGqqqqqq\/5We`aƅl’gLkhb\rq{0.hN3پ\как правильно пользоваться, инструкция – Расходники и комплектующие на Svarka.guru
Назначение
УШС-3 применяется для определения качественных характеристик разделочных частей под сварочный шов, электродных стержней и проволок, частей соединительного шва после сварки. Применение шаблона обязательно для заводов и организаций, выполняющих сварочные работы, занимающихся изготовлением продукции, подлежащей обязательной сертификации.
Измеритель используется для определения величин подлежащих контролю характеристик трубных элементов и швов, определения качества стыковочных соединений трубопроводных магистралей.
Комплектность
Таблица 3 — Комплектность средства измерений
| Наименование | Обозначение | Количество |
| Шаблон сварщика универсальный | УШС-3 | 1 шт. |
| Паспорт | — | 1 экз. |
| Руководство по эксплуатации | — | 1 экз. |
| Методика поверки | РТ-МП-4939-445-2017 | 1 экз. |
Описание
Шаблон сварщика универсальный производится в соответствии с описаниями ГОСТ 15150 из инструментальной качественной стали. На элементы прибора дополнительно наносится антикоррозийное напыление. Производителем обеспечено сохранение функциональности прибора без снижения точности на протяжении не менее 10 тысяч измерительных циклов.
Инструмент состоит из таких элементов:
- Главная измерительная панель.
- Бегунок с переменной толщей на протяжении элемента.
- Стрелка-указатель.
- Ось поворачивания бегунка
На центральной части устройства выделены такие плоскости и области измерения:
- А – плоскость установочная, используемая для накладки на прямые поверхности соединенного изделия для определения характеристик шва.
- Б – плоскость для измерения укоса угла для сварки.
- В – указатель двигающийся.
- Г – шкала для измерений размеров шва по высоте.
- Д – линейка для установления угла скошенной кромки.
- Е – линейка, определяющая затупление и суммарную высоту шва.
- И – линейная шкала, служащая для установления расстояния между подлежащими сварке изделиями.
- Ж – углубления для выявления толщи металла в области сварки.
- К – линия-индекс на бегунке, используемая для отсчета результата измерений по линейке Г.

Панель для измерений должна быть прямой. Вогнутость и наличие вмятостей недопустимо. Ось для поворота бегунка должна допускать мягкое передвижение элемента без рывков.
УНИВЕРСАЛЬНЫЙ ШАБЛОН СВАРЩИКА УШС-3
Универсальный шаблон сварщика УШС-3 предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного шва. Шаблон обязан применяться на предприятиях и в организациях, проводящих сварочные работы.
1 – основание изделия универсальный шаблон сварщика УШС-3, 2 – движок, 3 – указатель, 4 – ось, А, Б, В – установочные плоскости, Л – торцевая грань, М – продольное ребро линейки со шкалой Е для измерения величин притупления и ширины шва, Г – шкала для измерения высоты усиления шва, К – риска-индекс для снятия отчета по шкале Г, Д – шкала для измерения углов скоса кромок, Ж – пазы для измерения диаметров электродов, проволоки, И – шкала для измерения величины зазора;
Диапазон измерения глубины дефектов (вмятин, забоев), глубины разделки шва до корневого слоя, превышения кромок (шкала Г) – 0мм – 15мм;
Диапазон измерения высоты усиления шва (шкала Г) изделием универсальный шаблон сварщика УШС-3– 0мм – 5мм;
Диапазон измерения величин притупления и ширины шва (шкала Е) – 0мм – 50мм;
Диапазон измерения величин зазора (шкала И) – 0,5мм – 4мм;
Диапазон измерения углов скоса кромок (шкала Д) изделием универсальный шаблон сварщика УШС-3– 0º – 45º;
Номинальные значения диаметров электродов измеряемых шаблоном (пазы Ж) – 1мм; 1,2мм; 2мм; 2,5мм; 3мм; 3,25мм; 4мм; 5мм;
Цены деления шкал изделия универсальный шаблон сварщика УШС-3:
— Г и Е– 1мм;
— И – 0,5мм;
— Д – 0,5º;
Пределы допускаемых отклонений ширины пазов Ж:
— верхнее значение: для пазов до 3мм – +0,1мм, для пазов 3мм и 3,25мм – +0,12мм, для пазов свыше 3,25мм – +0,3мм;
— нижнее значение – 0мм;
Отклонение положений штрихов шкалы Г изделия универсальный шаблон сварщика УШС-3 от действительных значений – ±0,5мм;
Отклонения положений штрихов шкалы И от действительных значений толщины движка – ±0,25мм;
Отклонения положений штрихов шкалы Д изделия универсальный шаблон сварщика УШС-3 от действительных значений угла между поверхностями Б и В – ±2,5º;
Отклонения от номинального значения расстояния между любым штрихом и началом шкалы Е изделия универсальный шаблон сварщика УШС-3 (начало шкалы должно совпадать с плоскостью Л) – ±0,25мм;
Габаритные размеры – не более 130´50´16мм.
Контроль с использованием шаблона УШС-3 производится следующим образом:
1. Контроль глубины раковин, глубины забоин, превышение кромок глубины разделки стыка до корневого слоя и высоту усиления шва производят при установке шаблона УШС-3 поверхностью А на изделие, затем поворотом движка 2 вокруг оси указатель приводится в соприкосновение с измеряемой поверхностью. Результат показаний считывается против риски К по шкале Г.
2. Контроль зазора производится введением движка 2 его клиновой частью в контролируемый зазор. Результат считывается по шкале И, нанесенной на движке.
3. Контроль притупления и ширины шва производится при помощи линейки шаблона УШС-3 нанесенной на шкалу Е.
4. Контроль углов скоса кромок производится при установке шаблона поверхностью Б на образующую изделия. Затем, поворотом движка 2 без зазора совместить его поверхность В с измеряемой поверхностью. Результат считывается по шкале Д против поверхности движка В.
5.
Определение диаметров проволоки при помощи шаблона УШС-3, производится с помощью пазов Ж.
Комплекты ВИК применяются для визуального и измерительного контроля основного металла и сварных соединений на стадиях входного контроля, подготовки к сварке и оценки их состояния в ходе эксплуатации.
Шаблон сварщика УШС-2
Шаблон сварщика УШС-2 предназначен для контроля катетов угловых швов в диапазоне 4-14 мм в соответствии с требованиями СТБ 1133-98. Конструктивно шаблон УШС-2 состоит из 3 соединенных пластин с выточками разных диаметров. Контроль с использованием шаблона УШС-2 ведется путем последовательного приложения пластин до выявления минимального зазора. Размер считается установленным, если длинная сторона лепестка и перемычка между его катетами прилегают к поверхности изделия без видимого зазора, а зазор между выточками лепестка и швом является минимальным. При несовпадении катета шва ни с одной из выточек, размер катета определяется опытным путем.УШС-2 входит в состав комплекта ВИК «Эксперт».
Основные характеристики УШС-2:
· Диапазон контролируемых катетов стыкового сварного шва – 4-14мм;
· Количество ступеней – 6.
Технические характеристики
Работоспособность УШС сварщика гарантируется при эксплуатации в температурном диапазон ±45°С.
При покупке инструмента в специализированных торговых организациях и проведении периодических поверок, гарантируется точность проведения измерений в таких диапазонах:
- По линейным величинам глубины, в том числе подрезам и дефектам шва 0…15,0±0,5 мм.
- По угловым параметрам 0…450±2,50.
- По высоте 0…4,0±0,5 мм.
- По значению затупления шва по линии сварочного соединения 0…50,0±0,25 мм.
- По зазорам 1,0…4,0±0,25 мм.
- По толще соединяемых сваркой элементов (с пазами Ж, ступенчато) 1,0 до 5,0 мм.
- По значению вогнутости сварочного шва вдоль соединительной линии 0…15,0±2,50
Инструмент допускается применять для производства сварочных работ с использованием электродов 1-5 м. Погрешность измеренных значений – ±0,1 мм для стержней сечением до 3 мм, ±0,12 мм для электродов размером до 3,25 мм, ±0,3 для элементов размером свыше 3,25 мм.
Геометрические параметры сварного шва
Основные геометрические параметры сварных соединений перечислены ниже
- Ширина шва
- Выпуклость шва
- Толщина свариваемого металла
- Глубина провара
- Зазор
- Толщина шва
- Катет углового шва
- Расчетная высота углового шва
- Толщина углового шва
Измерить указанные значения геометрических параметров сварного шва можно с помощью шаблонов сварщика, а, уже зная значения указанных геометрических параметров, можно рассчитать по формулам коэффициенты формы шва, выпуклости шва и коэффициент доли основного металла в металле шва. Формулы для расчета коэффициентов смотрите на рисунке ниже
Универсальные шаблоны сварщика УШС-3, УШС-4, УШК-1, Ушерова-Маршака, WG-1, WG-2, WG-5, WG-18, V-WAC, Hi-Lo, ШПС, Bridge Cam, УШС-2, КМС-3-16 в наличии.
Купить шаблоны сварщика можно с доставкой в города России и СНГ.
Наша компания может предоставить вам сертификат о калибровке или свидетельство о поверке шаблонов сварщиков. С ценами можно ознакомиться здесь
С ценами можно ознакомиться здесь
Поверка
При использовании шаблон не разрешается подвергать ударным воздействиям, не допускаются падения во избежание механических повреждений. Перемещение инструмента измерительными плоскостями по подлежащим контролю поверхностям не допускается.
Интервал между калибровками шаблона устанавливается метрологической службой предприятия-потребителя в зависимости от условий и интенсивности пользования инструментом, объема выпускаемой продукции, подлежащей определению качества. Рекомендуемая производителем периодичность проведения поверок – 12 месяцев.
Сведения о методах измерений
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h0 и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.
Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.
Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.
Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.
По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
УШК-1
Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.
УШС-2
Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).
Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
УШС-3
Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью. Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.
 Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.УШС-4
Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований. К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
- Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.
Ручные идентификационные штампы сварщиков
Обычно используемые для идентификации конкретного сварщика и компании, идентификационные ручные штампы сварщика должны оставлять стойкие четкие отметки.
Идентификационные ручные штампы сварщика — это ручные штампы, которые используются для идентификации работы конкретного сварщика. Знаки часто наносятся в полевых условиях и должны выдерживать суровые промышленные условия. Важно, чтобы метки легко наносились и легко читались, потому что на них обычно ссылаются во время проверок.
Ручные штампы— идеальное решение для маркировки этого типа знаков, поскольку они экономичны, просты в использовании и легко настраиваются.
Ручные стальные марки Стальные ручные штампыизготавливаются из закаленной высококачественной инструментальной стали, устойчивой к растрескиванию и образованию грибов. Это важно, потому что это означает, что штампы будут держаться со временем.
Простые в использовании стальные ручные штампы бывают самых разных размеров и стилей символов. Их также можно легко настроить для конкретного приложения с помощью таких вещей, как товарные знаки, знаки производителей или символы.
Ручные клейма сварщика используются сварщиками во всех отраслях промышленности. Тем не менее, недавно к нам обратилась международная фирма по контролю за сваркой, которая искала ручные штампы для использования в качестве инструментов контроля сварки.
Им требовалось, чтобы ручные штампы были круглыми с низким напряжением, полными характерами, и требовалось их большое количество. Они потребовали штампы для маркировки сварных деталей с контрольным номером и идентификационным номером сварщика.
Им также были нужны марки, чтобы соответствовать определенным отраслевым стандартам, выдерживать жесткие условия и поставляться компанией, которая могла бы удовлетворить их потребности.
«Durable была первой компанией, ответившей на мой веб-запрос, и продолжала поддерживать высокий уровень продуктивного взаимодействия на протяжении всего процесса покупки и облегчила принятие решения о выборе поставщика», — заявляет человек, ответственный за эту покупку.
Полный текст читайте здесь.
Узнать большеУзнайте больше о выборе компанией Durable стальных штампов и держателей в новом бесплатном Руководстве по традиционной промышленной маркировке! Или свяжитесь с нами, чтобы запросить ценовое предложение.
Вас также могут заинтересовать:Этот пост был опубликован 2 мая 2019 г. и обновлен 2 мая 2019 г.
Контрольные штампы сварщика | Heidenpeter GmbH & Co. KG
Товарная группа: Ручные штампы
Ассортимент товаров: Серийный номер. 152
- Качество и характеристики продукта идентичны многозначным ручным маркам •
- Для маркировки и подписи сварочных работ с целью прослеживаемости и контроля
- Индивидуальные комбинации букв и / или цифр с окантовкой
- Кайма выгравирована круглой, овальной, квадратной, прямоугольной или треугольной формы
- Размер символа и оттиска в соотв. под ваши требования
 под ваши требования
под ваши требования| Арт. | Размер символа | Размер границы (квадрат / круг / треугольник) | Размер бордюра (овал) |
|---|---|---|---|
| 15202001 | 2 мм / 1 цифра | 5 мм | 8 x 5 мм |
| 15202002 | 2 мм / 2 цифры | 5 мм | 8 x 5 мм |
| 15202003 | 2 мм / 3 цифры | 5 мм | 8 x 5 мм |
| 15203001 | 3 мм / 1 цифра | 6-7 мм | 12 x 6 мм |
| 15203002 | 3 мм / 2 цифры | 6-7 мм | 12 x 6 мм |
| 15203003 | 3 мм / 3 цифры | 6-7 мм | 12 x 6 мм |
| 15204001 | 4 мм / 1 цифра | 8 мм | 12 x 8 мм |
| 15204002 | 4 мм / 2 цифры | 8 мм | 12 x 8 мм |
| 15204003 | 4 мм / 3 цифры | 8 мм | 12 x 8 мм |
| 15205001 | 5 мм / 1 цифра | 8-10 мм | 15 x 10 мм |
| 15205002 | 5 мм / 2 цифры | 8-10 мм | 15 x 10 мм |
| 15205003 | 5 мм / 3 цифры | 8-10 мм | 15 x 10 мм |
| 15206001 | 6 мм / 1 цифра | 10-12 мм | 18 x 12 мм |
| 15206002 | 6 мм / 2 цифры | 10-12 мм | 18 x 12 мм |
| 15206003 | 6 мм / 3 цифры | 10-12 мм | 18 x 12 мм |
| 15207001 | 7 мм / 1 цифра | 10-14 мм | 20 x 15 мм |
| 15207002 | 7 мм / 2 цифры | 10-14 мм | 20 x 15 мм |
| 15207003 | 7 мм / 3 цифры | 10-14 мм | 20 x 15 мм |
| 15208001 | 8 мм / 1 цифра | 12-16 мм | 20 x 15 мм |
| 15208002 | 8 мм / 2 цифры | 12-16 мм | 20 x 15 мм |
| 15208003 | 8 мм / 3 цифры | 12-16 мм | 20 x 15 мм |
| 15210001 | 10 мм / 1 цифра | 18-20 мм | 25 x 15 мм |
| 15210002 | 10 мм / 2 цифры | 18-20 мм | 25 x 15 мм |
| 15210003 | 10 мм / 3 цифры | 18-20 мм | 25 x 15 мм |
* Размеры границы являются ориентировочными и могут отличаться в отдельных случаях.

Загрузить Datasheet
Ручные штампы сварщиков / инспекторов сварки
Ручные штампы сварщиков / инспекторов сварки — Lawton Tools (Rail Products) LimitedТел. +44 (0) 1270 753636
Посмотреть мой список сеансов Закрыть всплывающее окноКакой у меня список сеансов?
Список выбранных вами продуктов, который вы можете скачать в формате PDF.Продукты добавляются вами в список и сохраняются в файле cookie для этого браузера на время сеанса.
Как мне добавить продукт в список сеансов?
Щелкните значок + на странице продукта, чтобы добавить его в список сеансов.
Добавьте столько продуктов, сколько хотите, чтобы создать свой персонализированный список сеансов.
Как просмотреть и отредактировать список сеансов?
Когда вы просматриваете страницу продукта, в правом верхнем углу отображается кнопка «Просмотреть мой список сеансов».
Щелкните здесь, чтобы просмотреть список сеансов.Щелкните значок X, чтобы удалить элемент из списка. Новые элементы можно добавлять, возвращаясь к продуктам и продолжая выбирать элементы для своего списка, как указано выше.
Как сохранить список сеансов?
Выберите «Просмотр моего списка сеансов». Список можно скачать в формате PDF и при необходимости сохранить.
Этот список временно сохраняется в файле cookie для этого браузера на время сеанса.
 Щелкните здесь, чтобы просмотреть список сеансов.
Щелкните здесь, чтобы просмотреть список сеансов.Информация о продукте
Специально разработан для решения проблем, связанных с поломкой или нечеткими символами после штамповки. Обычно выдается парами: один штамп для идентификации сварочной компании, другой штамп для идентификации сварщика.
Свидетельство о приемке
Номер PA05 / 03659
| Эскиз | Network Rail Артикул | Описание | |
|---|---|---|---|
| Ссылка на Network Rail: 0039/053081 | Описание: Односимвольный штамп сварщика на руку (т. е. L, R, T) без защиты руки е. L, R, T) без защиты руки | ||
| Ссылка на Network Rail: 0039/053082 | Описание: Односимвольный штамп сварщика на руку (т.е. L, R, T) с защитой для рук | ||
| Ссылка на Network Rail: 0039/053083 | Описание: Двузначный штамп сварщика на руку (т.е. AR, FE, MW, NR и т. Д.) Без защиты рук | ||
| Ссылка на Network Rail: 0039/053084 | Описание: Двузначный штамп сварщика на руку (т.е. AR, FE, MW, NR и т. Д.) С защитой для рук | ||
| Ссылка на Network Rail: 0039/053085 | Описание: Трехзначный ручной штамп сварщика (т.е. 020, 138, 237, 438) без защиты руки | ||
| Ссылка на Network Rail: 0039/053086 | Описание: Трехзначный ручной штамп сварщика (т.е. 020, 138, 237, 438) с защитой для рук | ||
| Ссылка на Network Rail: 0039/053087 | Описание: Держатель безопасности (для ручных штампов без защиты рук) вмещает штампы шириной 16-19 мм | ||
| Ссылка на Network Rail: 0039/053083 | Описание: Клеймо с годом сварщика (21) | ||
| Ссылка на Network Rail: 0039/053084 | Описание: Клеймо с годом сварщика (21) с защитой руки | ||
| Описание: Ручные штампы только для контроля сварных швов: | |||
| Ссылка на Network Rail: URLT / 002765 | Описание: Односимвольный штамп сварщика (A) без защиты руки Для контроля сварных швов использовать только | ||
| Ссылка на Network Rail: URLT / 000375 | Описание: Односимвольный штамп сварщика (X) без защиты руки Для контроля сварных швов использовать только |
Изготовлен из высокопрочных обработанных заготовок с машинной гравировкой. Персонажи могут быть изготовлены по индивидуальному заказу заказчика: —
Персонажи могут быть изготовлены по индивидуальному заказу заказчика: —
- Инициалы компаний, например NR (Network Rail), AR (Amey Rail) и т. Д.
- Собственный идентификационный номер сварщика, например 018, 251, 436 и т. Д. Марка
- года, например 17, 18, 19, 20, 21 и т. Д.
- Штампы отдельных персонажей, например A, X, L, T и R
- Стандартный размер символа — высота 8 мм со специальным форматом ministress
- Габаритная длина марки 125мм
- Никелированный для защиты от коррозии
При необходимости может поставляться с защитой для рук.
Помогите нам улучшить наш сервис
Можете ли вы уделить 2 минуты, чтобы поделиться с нами своим мнением о наших продуктах?
Примите участие в нашем опросе прямо сейчасХотите обсудить с нами свои требования?
Свяжитесь с нашим офисом продаж или заполните форму справа:
Мы используем файлы cookie на этом веб-сайте, продолжая просматривать сайт, вы соглашаетесь на использование файлов cookie. Узнать больше.
Узнать больше.
First Class Forever Stamp 2013 — Сделано в Америке: сварщик на Эмпайр-стейт-билдинг для продажи в Mystic Stamp Company
США № 4801f
2013 46 ¢ Сварщик на Эмпайр Стейт Билдинг
Сделано в Америке: построение нации
Эмпайр-стейт-билдинг возвышается над горизонтом Нью-Йорка более 80 лет. Его стойкость отчасти может быть заслуга сварщиков, которые рискнули своим здоровьем, чтобы небоскреб оставался конструктивно прочным.
Требуются умелые руки для изготовления сварного шва, достаточно прочного, чтобы выдержать вес здания и выдерживать порывы ветра. Сварщики сталкивались с трудностями при выполнении своей работы — яркий свет повреждает глаза, сильный жар от искр оставляет рубцы на коже, а пары расплавленного металла раздражают нос, горло и легкие. Они пошли на риск, возводя первое в мире 100-этажное здание. Из-за принесенных ими жертв миллионы посетителей все еще могут безопасно подняться на вершину знаменитого небоскреба, чтобы увидеть Нью-Йорк и окружающие его штаты.
После поездки на вершину Эмпайр-стейт-билдинг в 1932 году Хелен Келлер спросили, что она «видела». Хотя она была слепой, Келлер лучше понимала, что было важным в небоскребе, чем большинство людей, которые могли видеть. Она ответила: «Я видела бесчисленное количество квалифицированных рабочих, сваривающих вместе эту могучую симметрию. Я смотрел на чудо хрупких, но неукротимых рук, которые подняли башню на доминирующую высоту ».
Дерри Нойес создал все марки «Сделано в Америке», используя фотографии начала 20 -х годов века.На штампе сварщика изображена фотография, сделанная Льюисом Хайном. Фотографии Хайнса использовались для 11 из 12 марок на всей панели. Его фотографии также послужили моделями для двух марок из серии Celebrate the Century. В 2002 году Хайнс был удостоен награды Мастера американской фотографии.
Стоимость: 46 центов за 1 унцию первого класса
Выдано: 8 августа 2013 г.
Город Первого Дня: Вашингтон, округ Колумбия.C. — в Департаменте труда Фрэнсис Перкинс, здание
Тип штампа: Памятный Отпечатано: Эйвери Деннисон
Метод: Фотогравюрная печать на листах по 60 на 5 панелей 12
Перфорация : Змеевидная высечка 10 ½ x 10 ¾
Самоклеющиеся
Количество напечатанных: 2 500 000 марок
Было выпущено пять версий панели «Сделано в Америке», каждая с отдельной фотографией на кромке.Двое из них изображают рабочих-металлистов Эмпайр-стейт-билдинг; На одном изображен сотрудник General Electric, измеряющий подшипники, на другом — шахтер, а на последнем изображена женщина-сварщик.
Amazon.com: Сварщик Череп Сварочный шлем Резиновые штампы Изготовленные на заказ штампы Резина: игрушки и игры
В настоящее время недоступен.

Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что он подходит, введя номер своей модели.
- Каждый размер резиновых штампов варьируется от 3 см до 10 см, каждый размер резиновых штампов зависит от реальной ситуации.
Что такое штамп «R»? — Американская котельная компания
Федеральное правительство признает возможность катастрофического отказа систем высокого давления, что требует строгого контроля над теми, кто выполняет ремонт и изменения. Под сосудом высокого давления понимается любой резервуар или сосуд, предназначенный для работы при более чем 15 фунтах / кв.
Под сосудом высокого давления понимается любой резервуар или сосуд, предназначенный для работы при более чем 15 фунтах / кв.
Ремонт или изменение частей контейнера, работающих под давлением, должны выполняться в соответствии с применимыми положениями действующей редакции Кодекса инспекций Национального совета (NBIC). Если не указаны конкретные процедуры, предполагается, что с согласия инспектора все ремонты или изменения должны в максимальной степени соответствовать разделу и редакции Кодекса Американского общества инженеров-механиков (ASME) по котлам и сосудам под давлением (BPVC). который контейнер был построен.
В качестве практического руководства NBIC содержит множество положений, которые необходимо соблюдать. Среди них:
- Фирма, которая выполняет любой ремонт сосуда высокого давления, должна иметь действующий сертификат разрешения на использование охраняемого авторским правом символа ремонта Национального совета, обычно называемого штампом «R». Клеймо R может разрешать ремонт в ремонтной фирме или на месте, или в обоих. Предполагаемая ремонтная фирма должна иметь возможность предъявить действующий сертификат авторизации по запросу;
- Фирма с отметкой R должна иметь действующий контракт с Уполномоченным инспекционным агентством;
- Уполномоченный инспектор имеет несколько обязанностей, включая надзор за руководством по качеству ремонтной фирмы и надзор за ремонтом.Ремонтная фирма может выполнять ремонт или изменения только в рамках своего руководства по качеству с одобрения уполномоченного инспектора. В конечном итоге для того, чтобы ремонт или изменение квалифицировались как ремонт NBIC, уполномоченный инспектор должен заполнить раздел под названием «санкционированная проверка» либо в форме R-1: Отчет о ремонте, либо в форме R-2: Отчет об изменении; и
- Фирма R-Stamp должна нанести соответствующую ремонтную бирку на сосуд высокого давления, на которой изображен защищенный авторскими правами ремонтный символ Национального совета, и проштамповать ее с названием фирмы R-штампом, номером R-сертификата, датой ремонта и другой информацией. в соответствии с требованиями NBIC.Перед началом изготовления Подрядчики должны предоставить персоналу предприятия все технические требования к процедурам сварки (WPS) и протокол аттестации процедур (PQR) для проверки. Каждый сварщик должен быть сертифицирован для каждого процесса, который он будет выполнять. Все WPS и PQR должны соответствовать последней редакции ASME BPVC Sec. IX — Квалификационный стандарт для процедур сварки, пайки и плавления. Проверка и сохранение штампа «R» — сложный процесс. Заявитель должен изложить все процедуры ремонта и продемонстрировать компетентность в выполнении фактических ремонтов.Каждый ремонт или изменение необходимо тщательно задокументировать, и соответствующие документы должны храниться в файле. NBIC и группа проверки должны рассматривать систему качества заявителя конфиденциально. American Boiler & Welding Company очень гордится тем, что с 2015 года имеет сертификат «R».
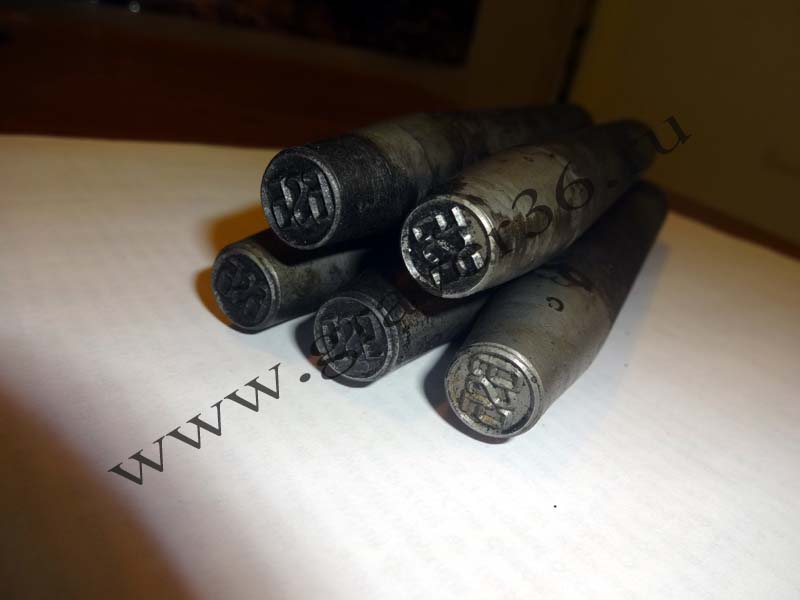 Предполагаемая ремонтная фирма должна иметь возможность предъявить действующий сертификат авторизации по запросу;
Предполагаемая ремонтная фирма должна иметь возможность предъявить действующий сертификат авторизации по запросу; в соответствии с требованиями NBIC.Перед началом изготовления Подрядчики должны предоставить персоналу предприятия все технические требования к процедурам сварки (WPS) и протокол аттестации процедур (PQR) для проверки. Каждый сварщик должен быть сертифицирован для каждого процесса, который он будет выполнять. Все WPS и PQR должны соответствовать последней редакции ASME BPVC Sec. IX — Квалификационный стандарт для процедур сварки, пайки и плавления. Проверка и сохранение штампа «R» — сложный процесс. Заявитель должен изложить все процедуры ремонта и продемонстрировать компетентность в выполнении фактических ремонтов.Каждый ремонт или изменение необходимо тщательно задокументировать, и соответствующие документы должны храниться в файле. NBIC и группа проверки должны рассматривать систему качества заявителя конфиденциально. American Boiler & Welding Company очень гордится тем, что с 2015 года имеет сертификат «R».
в соответствии с требованиями NBIC.Перед началом изготовления Подрядчики должны предоставить персоналу предприятия все технические требования к процедурам сварки (WPS) и протокол аттестации процедур (PQR) для проверки. Каждый сварщик должен быть сертифицирован для каждого процесса, который он будет выполнять. Все WPS и PQR должны соответствовать последней редакции ASME BPVC Sec. IX — Квалификационный стандарт для процедур сварки, пайки и плавления. Проверка и сохранение штампа «R» — сложный процесс. Заявитель должен изложить все процедуры ремонта и продемонстрировать компетентность в выполнении фактических ремонтов.Каждый ремонт или изменение необходимо тщательно задокументировать, и соответствующие документы должны храниться в файле. NBIC и группа проверки должны рассматривать систему качества заявителя конфиденциально. American Boiler & Welding Company очень гордится тем, что с 2015 года имеет сертификат «R».New York Boiler, Inc. :: Услуги :: Сварочные аппараты «R»
Важность марки «R»
При ремонте котлов и сосудов под давлением качество
материалов и качества изготовления так же важны для финального
продукт в исходном состоянии.
По этой причине Национальный совет по котлам и давлению Инспекторы судов установили единый стандарт качества на ремонт и переделку. Знак «Р» (Ремонт) Symbol Stamp подтверждает, что ремонт котлов выполнен в соответствии с Кодексом ASME. или сосуды под давлением в соответствии с Национальным советом Инспекционный кодекс (NIBC) и муниципальные правила.
New York Boiler входит в число избранных групп компаний, имеющих
получил Сертификат авторизации от Национального
Доска для использования штампа с символом «R».Эта аккредитация
подтверждает, что New York Boiler разработал и поддерживает
строгая система контроля качества ремонта по Кодексу, и
он демонстрирует свою способность соответствовать требованиям Национального
Высокие стандарты правления на постоянной основе.