Сварочные клещи для точечной сварки своими руками: как собрать, характеристики, применение
Главная / Приспособления и детали
Назад
Время на чтение: 2 мин
0
217
Для того, чтобы соединить металлические элементы, чаще всего используют сварку. Для неё есть масса подходов и методов, и каждый используется в зависимости от ситуации и имеет свои плюсы и минусы.
Но основными критериями для выбора технологии всегда была скорость работы, свойства шва и, конечно, характеристики используемого металла.
Один из методов — точечная сварка (которую еще называют контактной) — соединяет в себе большинство преимуществ: быструю пайку, высокую точность, а также качество соединения, несложное исполнение.
Эту технологию можно использовать и в производственных цехах, и для домашнего ремонта. Лучше всего она проявляет себя при соединении тонких листов металла, поэтому часто является основной на автомобильных заводах.
Точечная сварка имеет один секретный нюанс. Чтобы сформировать точку сварки, мастер использует контактные сварочные клещи (зажим). Они могут не только прижимать элементы, но и нагревать их импульсами тока.
Чтобы сформировать точку сварки, мастер использует контактные сварочные клещи (зажим). Они могут не только прижимать элементы, но и нагревать их импульсами тока.
Это дополнение обеспечивает прочность сварного шва. Мы расскажем, как вы можете сделать сварочные клещи для точечной сварки дома самостоятельно, чтобы не платить лишнего за заводские в строительных гипермаркетах, тем самым сделать сварку дешевле.
- Общая информация
- Изготовление
- Заключение
Виды устройств
В ремонтных цехах, мастерских, а также в условиях небольших сборочных конвейеров, используется ручная контактная сварка. Основную роль в этом процессе играют зажимные сварочные клещи, которые обеспечивают сжатие заготовок с необходимым усилием и протекание через них электрического сварочного тока.
Зажимные клещи для сварки, применяемые в ремонтном и мелкосерийном производстве, могут иметь следующие виды исполнения:
- ручной вариант;
- подвесная конструкция.


Ручные клещи представляют собой приспособление, удерживаемое при сварке в руках, либо установленное на подставку. На фото изображены клещи КТР – 8.
Краткий перечень технических характеристик КТР – 8:
- клещи питаются от промышленной однофазной электрической сети 220 Вольт;
- мощность агрегата составляет 8 киловольт-ампер;
- общий вес – 14 килограммов;
- скорость выполнения операций достигает 3 сварные точки за 1 минуту при толщине двух свариваемых листов 1,5 миллиметра;
- напряжение холостого хода сварочного трансформатора – 2,5 Вольт.
После каждой точечной сварки необходим перерыв не менее 20 секунд. Максимальная толщина свариваемых листовых заготовок составляет 1,5 миллиметра. Агрегат очень удобен и прост в использовании, практически не требуется обучение персонала.
Ручные клещи для контактных сварочных работ применяются, как правило, при соединении относительно тонких заготовок. В ранних моделях, сжатие заготовок создавалось усилием сварщика через рычаг, как в обычных клещах.

Преимущества оборудования
Клещи для точечной сварки дают следующие преимущества:
- большая скорость работы;
- отсутствие необходимости в расходных материалах: плавящихся электродах, присадочных прутках, защитных газах;
- высокая прочность шва;
- малая масса и габариты сварочного аппарата;
- возможность создания герметичного соединения путем размещения по линии шва перекрывающихся сварочных пятен.
Контактную сварку широко используют для соединения тонколистовых заготовок, создании корпусов, сеток из арматуры, воздуховодов, емкостей для сыпучих продуктов и сосудов низкого давления. Применяет такая технология и при сборке и ремонте автомобильных кузовов. Самые миниатюрные сварочные клещи используют при сборке кожухов в приборостроении.
Работа споттером
Работать с тонким листовым материалом можно также споттером. В основном это устройство предназначено для приварки вспомогательных элементов к помятым кузовным деталям автомобилей при производстве кузовного ремонта.
Применение этой технологии позволяет выравнивать поврежденные элементы кузова, доступ к внутренним поверхностям которых затруднен. Помятые детали кузова в этом случае нет необходимости демонтировать.
Споттер не предназначен для выполнения большого объема сварочных работ. Энергия, необходимая для осуществления контактной сварки запасается в накопительном конденсаторе. Это позволяет сэкономить на трансформаторе, так как здесь его габариты и вес значительно меньше.
Но с другой стороны, заряд конденсатора требует некоторого времени, что снижает «скорострельность» устройства.
Подвесная модель
Этот вид оборудования используется в крупных ремонтных центрах и на промышленных предприятиях c серийным производством, выполняющим большое количество однотипных операций.
Самые совершенные модели снабжаются уравновешенным подвесом с гироскопом, стабилизирующим положение устройства в пространстве. В корпусе размещен мощный трансформаторный источник тока и автоматизированный блок управления, контролирующий силу тока, прижимное усилие и продолжительность импульса.
Производительная пневмосистема обеспечивает быстрое подведение электродов к заготовке, прижим с заданной силой и быстрое отведение. Пневмосистема питается от общецеховой магистрали сжатого воздуха или от отдельного компрессора.
Удобная рукоять позволяет точно наводить устройство на место сварки и нажатием кнопки давать команду на импульс.
Электроды
На конце рабочей части клещей расположены электроды, изолированные от металлических элементов конструкции и являющиеся сменными элементами устройства.
К каждому электроду подходит питающий кабель от сварочного трансформатора. Сжатие соединяемых деталей осуществляется электродами. Изготавливаются эти важнейшие элементы устройства из сплавов на основе меди.
Безусловно, этот выбор обусловлен высокими электротехническими качествами меди. Для увеличения прочности и жаростойкости изделий, а также уменьшения их выгорания в процессе эксплуатации, сплав обогащается легирующими добавками хрома, кадмия, бериллия и других элементов.
Важные параметры выбора
Выбирая аппарат, необходимо принимать во внимание их основные характеристики:
- Рабочий ток. Он определяет толщину соединяемых заготовок. При максимальном токе 3500А толщина соединяемых деталей до 1 мм. Ток в 6000А позволит иметь дело с заготовками до 4 мм.
- Вылет электродов. Определяет размеры заготовки со стороны шва и отстояние линии шва от края.
- Материал электродов. Применяются медные сплавы с присадками: Be, Cd, Cr и другими. Они способствуют увеличению срока службы электрода, повышая его прочность и снижая необходимость частого затачивания.
- Масса устройства. Сварочные клещи для выполнения точечной сварки рассчитаны на частое применение, поэтому слишком массивный агрегат будет приводить к быстрому утомлению работника и снижать производительность его труда.
Важно также учитывать тип привода прижима электродов, возможность их охлаждения, ток холостого хода, диапазон настройки длительности импульса и некоторые другие параметры.
Питание
Источником тока для сварочных клещей служат специальные понижающие трансформаторы. Сторона высокого напряжения подключается к промышленной электрической сети 380 Вольт, обмотка низкого напряжения обычно состоит из одного витка, выполненного цельным медным диском. Вторичная обмотка рассчитывается таким образом, что напряжение холостого хода составляет от 2 до 5 Вольт.
Ток, протекающий во вторичной обмотке клещей в процессе точечной контактной сварки, для разных моделей может достигать значений от 2 – 3 кА до 15 кА и выше.
Такие трансформаторы являются объемными и достаточно тяжелыми устройствами. Несмотря на это, в настоящее время преобладают конструкции, в которых трансформатор встраивается в общий корпус со сварочными клещами.
Это обусловлено тем, что в случае отдельного расположения трансформатора, необходимо обеспечивать его связь с электродами посредством кабеля большого сечения.
Такая связь, кроме того, что обладает большим весом и жесткостью, вызывает заметное падение напряжения в сварочной цепи. С весом же агрегата легко справиться, воспользовавшись подвесной конструкцией.
С весом же агрегата легко справиться, воспользовавшись подвесной конструкцией.
Как работать со сварочными клещами?
Наличие сварочных клещей устраняет основную проблему контактной сварки – необходимость подвода к рабочей зоне больших значений тока при одновременном обеспечении мобильности передвижения сварщика. Сварочная проволока в подобных ситуациях неприемлема, поэтому следует использовать только электроды. Особые требования предъявляются к корпусу: он должен обеспечивать безопасную передачу мощности, надёжность фиксации обеих зажимных узлов и удобство пользования. Поэтому сварочные клещи промышленного применения обычно снабжаются крепёжным узлом, при помощи которого они прикрепляются к более жёсткой из свариваемых деталей.
Подготовку к сварке с использованием сварочных клещей начинают с установки электродов в зажимных узлах. Чаще используется клеммный, более надёжный зажим. Важнейшей характеристикой оснастки является вылет – расстояние от оси поворота подвижного зажима до оси электрода. Величина вылета определяет максимальное расстояние от кромки свариваемого изделия. В большинстве конструкций оснастки вылет является величиной переменной, и варьируется в пределах 125…500 мм. Это повышает функциональность приспособления.
Величина вылета определяет максимальное расстояние от кромки свариваемого изделия. В большинстве конструкций оснастки вылет является величиной переменной, и варьируется в пределах 125…500 мм. Это повышает функциональность приспособления.
Вылет может регулироваться плавно и ступенчато. В более дешёвых конструкциях величина вылета изменяется переустановкой электрододержателей в требуемые пазы или отверстия на корпусе. В сварочных клещах с автоматическим приводом регулировка вылета иногда производится при помощи плунжера, выдвигаемого при помощи сжатого воздуха. Популярности у сварщиков такие устройства, однако, не получили: клещи становятся тяжелее, а для стабильности подачи воздуха требуется ресивер, что делает оснастку более громоздкой.
Определившись с величиной вылета, клещи устанавливают в необходимом месте и включают подачу тока. Реле обеспечит подачу тока к электродам при обеспечении требуемого усилия сжатия. Поставив очередную сварочную точку, педалью или рукояткой отключают питание, после чего перемещают инструмент в новое положение.
Самодельные
Начинают изготовление контактных клещей своими руками с основы конструкции. Для этого берут полосовую сталь толщиной 3-5 мм и шириной 20мм или круглый пруток в 12-16 мм. Из нее выгибают две половинки клещей. В середине следует предусмотреть отверстие для оси. Ось должна проходить через непроводящую втулку из гетинакса или фторопласта. Это позволит избежать электрического контакта между держателями электродов.
На концах сверлят отверстия для установки медных электродов. Концы пластин подгибаются таким образом, чтобы электроды сходились, двигаясь по одной линии. С других концов разделываются, обжимаются и пропаиваются кабели.
На рукоятки надевают отрезки резинового шланга. Это изолирует руки сварщика от токоведущих частей и повысит удобство работы.
Если клещи для выполнения контактной сварки планируется установить неподвижно и подносить к ним заготовки, одна ручка фиксируется к рабочему столу, а на другую надевают трубу — удлинитель для усиления прижима.
С трансформатора достаточной мощности снимают вторичную обмотку и заменяют ее двумя-тремя витками сварочного провода или медной жилы подходящего сечения. Управлять сварочным импульсом можно через ножной выключатель, подключенный через силовое реле.
Клещи для сварки, сделанные самостоятельно, позволят расширить возможности домашней мастерской в изготовлении конструкций из тонколистового металла. Необходимо только будет проверить мощность сети электроснабжения. Если мощность окажется недостаточной, работу устройства придется отложить до усиления электропроводки.
Также читайте на нашем сайте статью об устройстве для контактной сварки из трансформатора микроволновки
Производители
Выбирая изготовителя клещей для точечной сварки, нужно учитывать время его присутствия на рынке и общую репутацию. Фирмы с долгой историей дорожат своим добрым именем, используют для производства своей продукции самые передовые научные разработки и технические решения, применяют только качественные материалы.
Такой аппарат будет стоить существенно дороже, если сравнить его с продукцией малоизвестных фирм. Последние для удешевления продукции стремятся максимально упрощать конструкцию в ущерб долговечности и даже безопасности.
Процедурами контроля качества материалов, комплектующих и готовой продукции на этих предприятиях также часто пренебрегают. В результате недорогое изделие служит недолго и требует ремонта или замены. В этот момент выясняется, что сервисная сеть этого поставщика в стране не развита. Если планируется большой объем работ, лучше заплатить дороже и отдать предпочтение продукции проверенных временем поставщиков.
Среди российских производителей выделяется компанию Калибр, среди зарубежных- ESAB, Huter, Tecna.
Устройство сварочных клещей для точечной сварки
Сварочные клещи для точечной сварки обеспечивают и активное прохождение тока, и необходимую степень сжатия. Они представляют собой мини сварочный аппарат.
Точечная сварка металла базируется на двух явлениях — плавлении металла в месте контакта при прохождении тока высокой плотности и механическом сжатии зоны размягчения. При достаточно сильном сжатии между двумя деталями, разогретыми до состояния пластической деформации, происходит взаимодействие на молекулярном уровне — их частицы образуют монолит.
При достаточно сильном сжатии между двумя деталями, разогретыми до состояния пластической деформации, происходит взаимодействие на молекулярном уровне — их частицы образуют монолит.
Промышленные сварочные клещи для точечной сварки обеспечивают и активное прохождение тока, и необходимую степень сжатия. По сути, они представляют собой мини сварочный аппарат, соединяющий в себе трансформатор и механическое рычажное устройство для сжатия электродов. Промышленные клещи подразделяются на два вида — ручные и подвесные.
Ручные клещи предназначены для сваривания деталей толщиной (диаметром) до 1 мм. Ими можно сваривать листовой металл, пруток, проволоку, сетку. Подвесные — массивнее и мощнее, они применяются для сваривания деталей диаметром до 2 мм и более, в зависимости от мощности трансформатора и длины держателей электродов.
Серийные сварочные промышленные клещи для точечной сварки производятся практически всеми компаниями, занимающимися выпуском сварочного оборудования и рассчитаны на ток 220 или 380 В. Особенностью таких клещей является тип трансформатора. Он должен преобразовать обычный переменный ток частотой 50 Гц в импульс короткого времени действия, обладающий небольшим напряжением и высокой силой тока, которая достигает 3800 А. Некоторые модели могут вырабатывать ток до 6000А.
Особенностью таких клещей является тип трансформатора. Он должен преобразовать обычный переменный ток частотой 50 Гц в импульс короткого времени действия, обладающий небольшим напряжением и высокой силой тока, которая достигает 3800 А. Некоторые модели могут вырабатывать ток до 6000А.
Длительность импульса регулируется тиристорным или семисторным микроконтроллером, установленным как штатная деталь клещей. Ток включается кнопкой или педалью. Высокие силы тока, проходящие по проводам и электродам, требуют, чтобы токопроводящие части были как можно короче, чтобы сократить потери энергии на их нагревание. Именно этот факт и вызвал необходимость установки трансформатора непосредственно на механической части.
Для усиления механического давления ручные и подвесные клещи для точечной сварки могут оснащаться пневматическим приводом. Он увеличивает механическое давление без роста усилия со стороны оператора, но несколько увеличивает вес самой установки. Тем не менее, вес пневматических клещей для точечной сварки небольших деталей, например, от компании Dalex, достигает всего несколько килограммов. Ими можно оперировать одной рукой.
Ими можно оперировать одной рукой.
Более массивные устройства подвешиваются на гидравлических или механических приспособлениях и подаются в зону сварки вручную или при помощи пульта управления.
Принципиальная схема сварочных клещей выглядит так:
Раздвигаться могут как два держателя, так и только верхний, это зависит от особенностей сферы применения и класса свариваемых деталей.
Многие модели сварочных клещей оборудованы держателями электродов изменяемой длины в пределах 10-60 см. Это позволяет вести сварку в труднодоступных местах и на габаритных конструкциях. Отдельное место занимают клещи для установки на роботизированных станках, они могут быть более габаритными — точность сваривания обеспечивается электронным программируемым оборудованием.
Производители сварочных клещей
Занимаются конструированием и производством клещей точечной сварки много компаний, специализирующихся на сварочном оборудовании. В их арсенале как универсальные ручные или подвесные модели, которые можно настроить в довольно широких пределах, так и узкоспециализированные, например, для сварки дисков автомобильных колес или частей рам.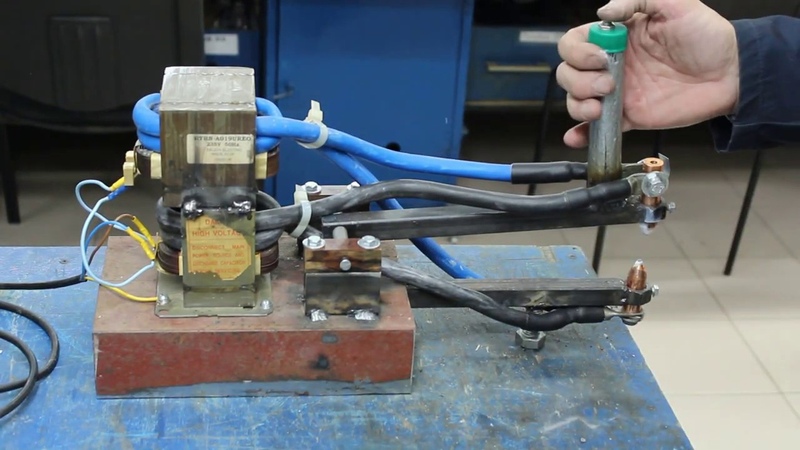
Самыми известными производителями клещей являются PEI-POINT (Италия), «ИТС» (Россия), FOXWELD (Италия), Dalex Schweißmaschinen, ELMATech GmbH (Германия) и несколько других компаний международного уровня.
Для бытового использования можно купить относительно недорогие китайские инструменты, которые не слишком пригодные для промышленного использования, но вполне уместны в гараже или домашней мастерской. Нечастую сварку стали, алюминия, меди и других цветных металлов они обеспечивают на достаточно качественном уровне.
Самодельные клещи для точечной сварки
Но, при некоторой доле умения и старания, сделать клещи для точечной сварки своими руками не слишком сложно. Правда, в большинстве случаев, они принадлежат к комбинированному виду, в котором трансформаторная часть и механическая несколько разнесены в пространстве, как, например, показано в видеоролике:
Такая конструкция связана с тем, что довольно сложно сделать компактный трансформатор и скомбинировать его с клещами таким образом, чтобы аппарат получился сбалансированным и, одновременно, достаточно мощным. А баланс очень важен для достижения высокой точности сварки.
В большинстве случаев домашние умельцы строят стационарные клещи, которые устанавливаются на станину и перемещается свариваемая деталь. Но в этом случае утрачивается основное их свойство — мобильность и возможность сварки в любом положении.
Удачные механические решения самодельных клещей представлены на фото:
- Механические самодельные клещи
- Механические самодельные клещи
Полет фантазии самодеятельных конструкторов неограничен, поэтому в интернете можно встретить множество весьма оригинальных конструкций, которые работают не хуже, а то и лучше, заводских. Слово «самодеятельные» совершенно не обидное — оно показывает, что конструкторская мысль не ограничена узкими рамками технических заданий предприятия и может работать свободно.
Слово «самодеятельные» совершенно не обидное — оно показывает, что конструкторская мысль не ограничена узкими рамками технических заданий предприятия и может работать свободно.
Если в вашем гараже или мастерской работает точечная сварка собственной конструкции — поделитесь схемой, фото, видео или описанием с нашими читателями. Это, без сомнения, вызовет немалый интерес.
Клещи для контактной сварки своими руками
Загорелся идеей реализовать аппарат точечной сварки.
Вот пробный вариант клещей.
Испытания показали что надо дорабатывать и клещи и транс:
— перемотать транс заменить вторичную обмотку на более толстый провод
— уменьшить количество соединений (начинают сильно греться)
Если все получится выложу видео работы данного чудо агрегата.
Комментарии 50
тоже мотал споттер. транс 30килограмм. 120кв. вторичка. 5 волльт на выходе. липнет отлично. а как контактная на варит, только гвозди.
липнет отлично. а как контактная на варит, только гвозди.
))) тоже намотал под споттер для мелочи кузовной. транс финский 500ВА, проводу на 60кв гдето, и напруги 6-5в. Осталось оформить молоточек с микриком и контактор.
Зачем в 2013 году придумывать велосипед.
затем что этот велосипед минимум 30 деревянных стоит (хороший не китайский) )))))
Зачем в 2013 году придумывать велосипед.
да и просто потому что хочется )))))
УВАЖАЕМЫЙ не кисляч. я написал это не в том плане чтоб было обидно.ИМХО. просто все это ест в продаже. А то что придумываете это хорошо.
Зачем в 2013 году придумывать велосипед.
А в 2012 причин было больше?)))))
Хорошая задумка. Удачи! Видел в старых журналах аппарат точечное сварки, там трансформаторы (дросели) использовались от ламп дневного света.
а наладчики данных девайсов заводских не могут выложить характеристики хотя бы…
я подобной фиговиной тоже баловался. У меня транс от микроволновки и повод толщиной с мезинец намотан в 1,5 витка. Гвозди 100 цинкованные плавить может. Попробуй, вдруг получится чего нить.
У меня транс от микроволновки и повод толщиной с мезинец намотан в 1,5 витка. Гвозди 100 цинкованные плавить может. Попробуй, вдруг получится чего нить.
Можно поподробнее? Я экспериментировал с трансом от микроволновки, наматывал 1-2 витка провода от лебёдки… однако как-то не идёт процесс, тока маловато…
тоже интересует вариант… Пластины транса микроволновки вроде как заварены, как его тогда разбирать?
я его не разберал, просто отпилил вторичку и намотал свою.
поищи в интернете «сварочный аппарат из транса от микроволновки»
Спасибо за наводку:))
как говорил один известный человек.»главное нАчать.»
«Чтобы меньше было потерь в трансформаторе, его стоит намотать на кольце, » совершенно верно подсказано.
у тороидального транса кпд намного выше.
промаппараты еще с водяным охлаждением.
(+) естественно !
Чтобы меньше было потерь в трансформаторе, его стоит намотать на кольце, используя, либо сердечник от ЛАТРа с его обмоткой. в качестве первички, либо Пакет от асинхронного электродвигателя (статор) на 3-5 к Вт, удалив обмотки и срезав пазы.
Что именно интересует?
Как можно из железа ассинхронного двига сделать точечную сварку.Если есть фото и схемы буду благодарен Вам.
Нужен статор асинхронного двигателя Из пазов надо удалить обмотки и вытащить весь пакет железа из корпуса (можно распилить болгаркой). Как правило, пакет стянут стальными скобами. Это надо сохранить. Потом, по возможности, удалить пазы (на токарном станке, можно зубилом, но долго и трудно).
Далее, рассчитываем обмотки. Измеряем сечение железного кольца (толщину стенки в самом тонком месте умножаем на высоту пакета). По эмпирической формуле 50/S, где (S — площадь сечения сердечника в кв. см.) получаем количество витков на один Вольт. Умножаем на 220, — получаем число витков первички. Сечение провода берем из расчета 1 кв. мм сечения (по школьной формуле — «пи эр квадрат». где эр — радиус сечения, пи — 3,14.) на 10 Ампер. Токи вычисляем через формулу соотношения обмоток трансформатора. Сварочный ток — где-то 1500 Ампер при напряжении около 2-3 Вольта. Примерно, коэффициент трансформации равен 1/100. Значит ток в первичке — 15 Ампер. Площадь сечения провода первички 1,5 кв мм (нетрудно вычислить диаметр провода 1,5 делим на 3,14, из результата берем корень квадратный и умножаем на 2 . Получается, округленно, диаметр 1,5 мм.
По эмпирической формуле 50/S, где (S — площадь сечения сердечника в кв. см.) получаем количество витков на один Вольт. Умножаем на 220, — получаем число витков первички. Сечение провода берем из расчета 1 кв. мм сечения (по школьной формуле — «пи эр квадрат». где эр — радиус сечения, пи — 3,14.) на 10 Ампер. Токи вычисляем через формулу соотношения обмоток трансформатора. Сварочный ток — где-то 1500 Ампер при напряжении около 2-3 Вольта. Примерно, коэффициент трансформации равен 1/100. Значит ток в первичке — 15 Ампер. Площадь сечения провода первички 1,5 кв мм (нетрудно вычислить диаметр провода 1,5 делим на 3,14, из результата берем корень квадратный и умножаем на 2 . Получается, округленно, диаметр 1,5 мм.
Вот где-то так.
Спасибо.Очень полезная информация.Попробую сделать.
Да, не за что. Рад помочь.
хорошая задумка удачи в доработках!
интересная задумка! буду следить!
вроде не вольтаж опасен а ток. чем сильнее ток, тем меньше шансов на жизнь. 1500А эт как-то дохрена
1500 Ампер — это ток через железо, у него очень малое сопротивление. По закону Ома, ток равен напряжению, деленному на сопротивление. У человека сопротивление тело значительно больше, поэтому ток через тело будет ничтожен. Не пугают же 12 Вольт аккумулятора.
Юзал такую сварку только заводскую, пять точек и остужать приходилось в ведре с водой.
это точно греется сильно(((((((((((
но процесс изготовления это же самое интересное)))))
если все заработает как надо потом можно электроды с охлаждением поставить
а транс как ? не греется?
Юзал такую сварку только заводскую, пять точек и остужать приходилось в ведре с водой.
Красавцы ! Удачи в доработках !
А если вместо транса инвертор использовать? Более деликатно ведь получится, с регулировкой под толщину листа. Но и дороже, к сожалению.
Но и дороже, к сожалению.
у инвертора напряжение в пределах 20 -30 вольт и ток от 40 до 200 ампер, а здесь ток около 1500 и напряжение 5-8 вольт
Клещи сварочные для контактной сварки — самый востребованный инструмент при выполнении сварочных работ. Существует огромное количество разных соединительных приспособлений, но вариант сварочные клещи предпочитают большинство сварщиков, так как они имеют множество достоинств. Например:
- отсутствует необходимость приобретения профессионального сварочного оборудования, дополнительных специфических приспособлений;
- простота выполнения сварочных работ — от сварщика требуется всего лишь выполнить нагревание электротоком металла;
- прочность фиксации свариваемых изделий позволяет выполнять высококачественные соединения.
Принцип работы сварочных клещей
Трансформатор, который обладает значительной массой, в процессе выполнения сварочных работ стоит на одном месте. Сварщик подсоединяет к нему небольшой переносной прибор, которым непосредственно и осуществляет необходимые работы. Для соединения отдельных частей сварочного оборудования используется гибкий многожильный кабель, который вставляется в резиновый шланг с водой для охлаждения.
Для соединения отдельных частей сварочного оборудования используется гибкий многожильный кабель, который вставляется в резиновый шланг с водой для охлаждения.
Клещи для контактной точечной сварки представляют собой пистолет, подсоединяемый одним контактом к трансформатору, вторым — к свариваемому металлу.
С помощью такого пистолета сварочную точку можно поставить на любом участке изделия. В данной ситуации сварочные клещи не понадобятся.
Особенности сварных работ с использованием клещей
- Металлические образцы сжимаются клещами, благодаря вмонтированным в них электродам происходит их соединение.
- Применяются электроды из сплавов меди с добавлением прочих металлов. Они отличаются повышенной теплопроводностью, жаропрочностью, низким электрическим сопротивлением, сохраняют первоначальную твердость даже после их разогрева, контакта с металлической поверхностью соединяемых образцов.
- Электроды контактной сварки «Краб» могут закрепляться на инструменте несколькими способами — резьбовыми соединениями, вставляться в специализированные пазы или припаиваться.

Требования, которые необходимо соблюдать при использовании сварочных клещей
- Предварительная подготовка изделий.
- Расчет силы электротока, достаточной для выполнения сварочных работ.
- Учет времени, на протяжении которого производится воздействие на нужную площадь детали с целью ее мгновенного соединения с прочим элементом основной конструкции.
- Расчет усилия, которое нужно прилагать для качественного сцепления соединяемых образцов.
Инструмент своими руками
Чтобы сделать самодельные клещи для контактной сварки, необходимо иметь терпение, проявить немного старания. В качестве материала для изготовления такого инструмента понадобится дротик диаметром 3 см, сделанный из меди, а его длина должна составлять не меньше 2 метров.
Пошаговая инструкция изготовления инструмента
- Медный дротик необходимо согнуть, чтобы он получился U-образной формы.
- На концах делаются одинаковые отверстия диаметром 1,8 см, затем их нужно развернуть и сделать пропил. В результате получится два зажима под электроды.
- Далее нужно параллельно соединить трансформаторы на 9 А — 2 шт., где соединение первичной, вторичной обмотки выполнено напрямую.
- Для регулировки подачи тока можно спаять коммутатор на симисторах, оборудованный стандартным ждущим мультивибратором, предназначенным для отработки выдержки.
- Для охлаждения самодельных клещей будет использоваться вода.
- Снятие электродов посредством ножной педали.

Основные элементы конструкции ручных клещей
- Трансформатор для сварки.
- Рычаг проворачивания электродов.
- Рукоятка, оборудованная толкателем.
- Шарниры, фиксирующие рычаг, рукоятку.
Некоторые конструкции клещей для контактной точечной сварки дополнительно имеют пружины между толкателями, но недостаточно удобны в процессе эксплуатации. Сжимать пружину после каждого последующего поворота сложнее.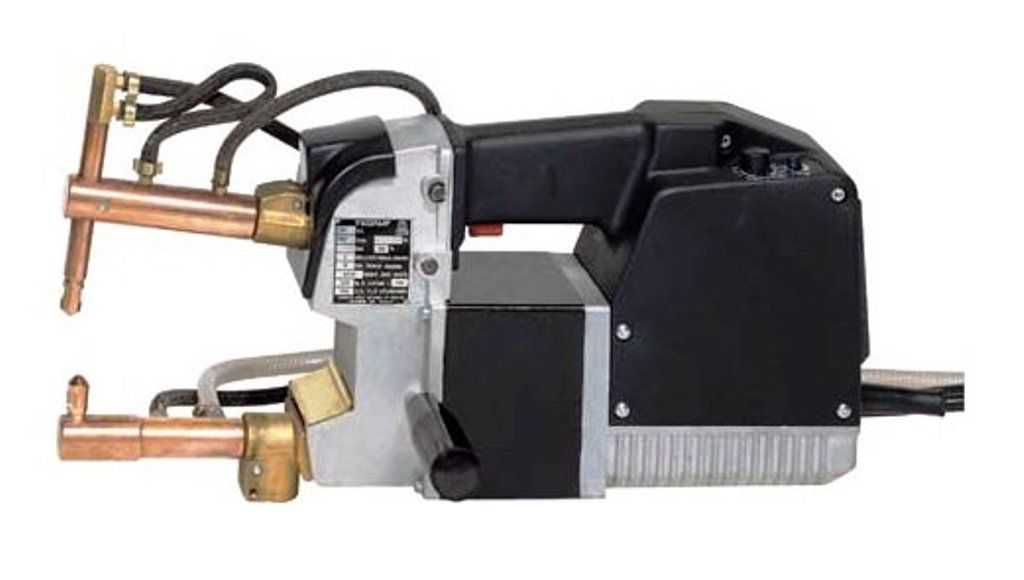
Рекомендации по подбору инструмента
При покупке инструмента необходимо обязательно проверить предельное значение тока. Чем оно выше, тем больше вероятность сцепления деталей больших размеров.
Пример: при помощи ручных клещей на 3800 А можно осуществлять соединение листового железа толщиной 1 мм.
Также стоит обращать внимание на длину кронштейнов. От этого зависит, на какое расстояние будут вылетать электроды.
Одним из популярных технологий для резки или монтажа металлов считается сварка. Есть много разновидностей сварочных технологий, выбор которых основан на используемом оборудовании и материалах. Чтобы обрабатывать изделия небольших форм была разработана методика контактного соединения, сущность которой основана на нагревании металла под действием электрического тока. В определенной области сварки через металл проходит ток и две детали между собой соединяются.
В первую очередь на качество проводимой сварки оказывают влияние следующие факторы: предварительные работы по подготовке поверхностей, сила тока, время действия тока на соединительную область и сила сжатия монтируемых изделий. Одним из легких и удобных устройств для такого соединения металлоизделий считаются клещи с контактным свариванием.
Устройство и работа сварочных клещей
По методу использования, клещи для контактной сварки изделий делятся на подвесные и ручные.
Ручные инструменты для сварочного устройства контактного типа включают в свой состав трансформатор с подсоединенными к нему щипцами для электродов. Основной деталью вверху корпуса является рычаг для изменения шириной открытия фиксаторов. Чтобы устройство работало исправно, не нужно соединять электроды проводами с отдельным электроснабжением. Ручные клещи имеют легкий вес (12 кг) и удобны в эксплуатации.
После соединения ручных клещей с источником питания, начинается выработка подаваемого к электродам сварочного тока и зажатие ими заготовок из металла. Под влиянием сварного тока металл начинает плавиться и в области зажатия формируется сварочная точка. При двухстороннем действии электродов, заготовка хорошо прижимается, что обеспечивает надежное соединение наряду с односторонней сваркой точечного типа.
Под влиянием сварного тока металл начинает плавиться и в области зажатия формируется сварочная точка. При двухстороннем действии электродов, заготовка хорошо прижимается, что обеспечивает надежное соединение наряду с односторонней сваркой точечного типа.
Клещи подвесного типа в основном применяются в промышленных условиях. Главным преимуществом инструментов является высокий уровень производительности, из-за чего их можно применять в разных производственных сферах.
Критерии выбора сварочных клещей
При выборе ручного инструмента для контактной сварки следует обратить внимание на наибольший показатель тока, с увеличением которого можно будет соединять детали большей толщины. Например, при использовании ручных клещей (сила тока 3800 Ампер), можно соединять пару листов толщиной до 1 мм. Максимальный показатель силы тока у инструментов составляет 6300 А, что позволяет обрабатывать листы толщиной по 2 мм.
Важным критерием выбора служит вылет электродов (или длина кронштейнов). Под электродным вылетом понимается расстояние между электродом и корпусом устройства. От его величины будет зависеть максимум разрешимого отрезка от листового края, где можно выполнять точечную сварку. Исходя из модели оборудования, длина кронштейнов будет равна 120-500 мм.
Под электродным вылетом понимается расстояние между электродом и корпусом устройства. От его величины будет зависеть максимум разрешимого отрезка от листового края, где можно выполнять точечную сварку. Исходя из модели оборудования, длина кронштейнов будет равна 120-500 мм.
Электроды для контактного соединения
При выполнении любого типа контактной сварки обязательной сварочной деталью являются специальные электроды. Самыми популярными их разновидностями являются прямые, выполняемые из прутков размером 12-40 мм. Для контактной сварки могут применяться электроды с конусными или цилиндрическими хвостиками, которые закрепляются в гнезде рукояти конусными резьбами или специализированными зажимами. Крепление сварных электродов со сменной рабочей деталью осуществляется накидной гайкой.
Как правило, для производства контактных сварочных электродов используются медные сплавы. Проводится легирование меди посредством бериллия, кадмия, хрома, кобальта и пр. Электроды отличаются жаростойкостью и невысоким электросопротивлением, что обеспечивает отличное контактирование со свариваемой поверхностью.
Изготовление клещей для точечного сваривания своими руками
Чтобы самостоятельно собрать клещи для контактной сварки, следует набраться терпения и выполнить все этапы работ в строгой последовательности. Сначала нам понадобится медный дротик размером 30 мм длиной 2 м. Можно взять дротик большей длины и хорошенько его прогнуть при выполнении работ.
Затем сгибаем материал, придавая ему форму буквы U, на каждом конце выполняем отверстие размером 18 мм, разворачиваем и осуществляем пропил. В результате выполненных работ у нас образуется пара зажимов для сварочных электродов.
На следующем этапе осуществляется параллельное соединение пары трансформаторов, где напрямую монтируется первичная обмотка с вторичной, при напряжении 9 А. Токовая подача регулируется при необходимости. Клещи после работы будут охлаждаться водой, а электроды сниматься ножной педалью.
Подведем итоги: в состав сварочных клещей ручного типа входит трансформатор, рукоять с толкателем и рычаг для поворачивания электродов. Рукоять и рычаг фиксируют шарниры, у которых при работе оси расположены друг против друга. У некоторых разновидностей устройств между толкателями находится пружина, но подобные модели не очень удобны в пользовании (из-за сложности сжатия пружины при поворачивании). Любая деталь устройства имеет важное значение, поэтому при поломке одной из них выходит из строя вся конструкция.
Рукоять и рычаг фиксируют шарниры, у которых при работе оси расположены друг против друга. У некоторых разновидностей устройств между толкателями находится пружина, но подобные модели не очень удобны в пользовании (из-за сложности сжатия пружины при поворачивании). Любая деталь устройства имеет важное значение, поэтому при поломке одной из них выходит из строя вся конструкция.
Аппарат точечной сварки своими руками
Покупка аппарата для сварки доступна не каждому, так как данный инструмент отличается высокой стоимостью. Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее.
Оглавление:
- Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
- Схема аппарата точечной сварки для металлических деталей
- Устройство аппарата точечной сварки и его конструкция
- Как сделать аппарат точечной сварки из микроволновой печи
Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
Сфера применения контактной сварки довольно широкая, данный инструмент используется в ремонте или изготовлении разного рода изделий из металла. Кроме того, с помощью данного аппарата, удается с легкостью выполнить различные работы по изготовлению металлических лестниц, ворот, конструктивных элементов и т.д.
Кроме того, с помощью данного аппарата, удается с легкостью выполнить различные работы по изготовлению металлических лестниц, ворот, конструктивных элементов и т.д.
Принцип работы контактной сварки состоит в том, что электрический ток нагревает определенные участки стальных деталей, которые соприкасаются между собой. При этом, образуется сварное соединение, называемое швом. Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь, ее плотности. Кроме того, следует учитывать такие параметры:
- сварочная цепь должна отличаться достаточно низким показателем напряжения, от одного до десяти ватт;
- процесс сваривания длиться не более нескольких секунд;
- сварочный импульс имеет большую силу тока;
- чем меньше зона расплавления, тем качественнее происходит сваривание;
- сварочный шов должен выдерживать большие нагрузки.
От того насколько правильно были соблюдены данные характеристики напрямую зависит результат сваривания. Самостоятельное изготовление сварочного аппарата — довольно сложный процесс, для качественного выполнения которого потребуется соблюсти определенные инструкции и технологические рекомендации.
Самостоятельное изготовление сварочного аппарата — довольно сложный процесс, для качественного выполнения которого потребуется соблюсти определенные инструкции и технологические рекомендации.
Более простой вариант — сборка сварочного аппарата, имеющего переменную силу тока. Данное устройство управляет процессом сваривания с помощью изменения длительности сварочного импульса, попадающего на деталь. Для того, чтобы выполнить данные действия потребуется наличие часового реле, которое регулируется автоматически или вручную.
Основным узлом самодельного аппарата точечной сварки является сварочный трансформатор, который довольно часто можно встретить в таких бытовых приборах как микроволновая печь, телевизор и т.д. Обмотки трансформаторного устройства перематываются в соотношении с нужной силой тока и напряжения, в процессе подачи которого осуществляется сваривание.
Для подбора сферы управления сварочным аппаратом, следует вначале собрать основные механизмы устройства. Конструктивные элементы сварочного аппарата подбираются в соотношении с его мощностью и параметрами трансформатора — основного механизма.
Конструктивные элементы сварочного аппарата подбираются в соотношении с его мощностью и параметрами трансформатора — основного механизма.
Изготовление контактно-сварочного аппарата осуществляется в соотношении с типом его применения и характеристик материала, с которым придется работать. Чаще всего, к основному устройству подсоединяют клещи сварочного типа.
Учтите, что все соединения электрического типа должны быть качественно выполненными. Все провода должны быть соответствующего диаметра и сечения. Если цепь будет ненадежной, то электричество будет утеряно. При этом, возможен вариант возникновения искр и процесс сваривания прекратится.
Схема аппарата точечной сварки для металлических деталей
Для самостоятельного изготовления устройства точечной сварки контактного типа, используйте нижеприведенные схемы. Первая их них используется в том случае, если аппарат точечной сварки используется для сваривания листов металла, толщиной до одного миллиметра, а также для проволоки и прута, диаметром до четырех миллиметров.
В таком случае, потребуется наличие такого устройства:
- аппарат, работающий от переменного напряжения в 220 Вт;
- выходной тип напряжения составляет 3-7 В, при холостом ходу;
- максимальное значение сварочного тока до полторы тысячи ампер.
Все устройство отличается наличием схемы принципиального характера, в составе которой присутствует силовая составляющая, автоматизированный выключатель и цепь контроля. Если в процессе работы возникают какие-то аварийные ситуации, то они предотвращаются как раз с помощью выключателя. На первом узле располагается трансформатор для сварки т2 и устройство в виде бесконтактного тиристорного включателя однофазного типа, с помощью которого первичная обмотка подключается к электричеству.
Второй вариант схемы управления подразумевает выполнение обмотки на сварочном трансформаторе определенными витками. На первичной обмотке имеется шесть выводных участков. С помощью их переключения удается регулировать выходной сварочный ток в соотношении с вторичной обмоткой. При этом, постоянное соединение сетевой цепи остается на первом выводе, а с помощью остальных регулируется работа электрического питания.
При этом, постоянное соединение сетевой цепи остается на первом выводе, а с помощью остальных регулируется работа электрического питания.
Пускатель под маркировкой М ТТ4 К, имеет серийное производство. Данный модуль отличается наличием тиристорного ключа, который в процессе замыкания выполняет коммутацию нагрузки через первый и третий контакты. Данное устройство способно работать под нагрузкой в максимальным напряжением до восемьсот ватт и током до восьмидесяти ампер. В составе данной схемы управления присутствует:
- блок питания;
- цепь для настройки механизма;
- реле к1.
Для обеспечения питания сварочного аппарата используется любой тип трансформатора, мощность которого составляет до двадцати ватт. При этом, он должен использоваться при работе на номинальной сети в 220 В. Напряжение, которое выдается на втором варианте обмотки составит около 22 В. Для того, чтобы выпрямить подачу тока, рекомендуется произвести установку диодного моста. Кроме того, возможен вариант применения любого другого механизма, имеющего такие же параметры.
Кроме того, возможен вариант применения любого другого механизма, имеющего такие же параметры.
Для того, чтобы замкнуть четвертые и пятые контакты используется реле к1. Данный процесс осуществляется при подаче напряжения от управленческой цепи на обмотку. Значение коммутированного тока при этом составит не более 99 мА. В таком случае, потребуется наличие практически любого реле, обладающего слаботочными электромагнитными характеристиками.
Устройство аппарата точечной сварки и его конструкция
Различают несколько функций цепи управления. При включении к1 на заданном промежутке времени происходит задание определенного типа времени. В данном случае удается задать определенное время подачи электронных импульсов на свариваемых деталях.
В составе электрической цепи присутствуют конденсаторы, от с1 до с6. Они имеют электролитические характеристики, при этом напряжение составляет более 52 В. Кроме того, потребуется наличие конденсатора, емкостью в 46 мкФ. При разомкнутой нормально замкнутой контактной группе реле заряжается непосредственно через питательный блок.
При разомкнутой нормально замкнутой контактной группе реле заряжается непосредственно через питательный блок.
Основной силовой частью данного механизма является трансформатор. С его помощью происходит преобразование одного вида электричества на другой. Для этих целей используется магнитный провод, на 2,5 А. От старой обмотки следует избавиться, на торце магнитного провода устанавливаются кольца для изготовления которых используется электрический картон. Они подгибаются по внутренней и внешней кромке. Далее производится обмотка магнитопровода лакотканью в три или более слоев. Для того, чтобы выполнить обмотку потребуется наличие таких проводов:
- первичная обмотка составляет около 1,5 мм диаметром, для того, чтобы она лучше пропиталась лаковым составом, рекомендуется использовать провод на тканевой основе;
- вторичный вариант обмотки имеет диаметр около двух сантиметров, в его составе присутствует многожильная изоляция, имеющая кремниевоорганическое происхождение.

В процессе выполнение первой обмотки следует оборудовать выводы промежуточного назначения. Далее производится ее пропитка с помощью лака. На первичную катушку наматывается хлопчатобумажная лента, которая также пропитывается с помощью лакового состава. Далее следует процесс вторичной обмотки, и дальнейшее пропитывание лаком.
Изготовление самодельного аппарата точечной сварки также подразумевает конструирование клещей. Клещи бывают двух видов: стационарного или выносного. Первый вариант — более прост в изготовлении, так как они имеют качественную и надежную изоляцию, с прочно соединенными между собой узловыми участками. Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы.
Выносные клещи — более удобные в работе, легко снимаются, не занимают много места. Для контроля усилия клещей, достаточно изменить длину их вынесения за аппарат. В месте подсоединения выносных клещей со сваркой следует установить болты, втулки и шайбы, которые обеспечивают надежную гидроизоляцию.
В процессе изготовления клещей для аппарата точечной сварки своими руками, необходимо определить величину вылета из электродного пространства, расстояние между корпусом и местом подвижных соединений на ручке. Данный параметр сказывается на максимально возможном расстоянии между сваркой и кромкой соединения листов.
Для изготовления клещевых электродов, используйте медные прутья или бериллиевую бронзу. Возможен вариант использования жала от паяльного аппарата с высокой мощностью. Диаметр электрода должен соответствовать диаметру провода, к которому он подключен. Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер.
Как сделать аппарат точечной сварки из микроволновой печи
На аппарат точечной сварки цена довольно высокая, поэтому намного дешевле изготовить его самостоятельно. В процессе работы потребуется наличие микроволновой печи, предпочтительнее выбрать устройство побольше. От данного параметра зависит мощность будущего сварочного аппарата.
Если микроволновой печи у вас нет, вы можете поискать ее на барахолке или поспрашивать у соседей и купить ненужную микроволновую печь совсем недорого. Далее следует разобрать микроволновую печь и извлечь из нее деталь в виде высоковольтного трансформатора.
Обратите внимание: несмотря на то, что вы разбираете микроволновую печь не подключенную к электроснабжению, внутри у нее имеются детали, которые бьются током даже в таком состоянии.
Среди основных частей трансформатора отметим — сердечник и два вида обмотки — первичную и вторичную. Для соединения сердечника используют два тонких сварочных шва, от них следует избавиться. Сделать это можно с помощью молотка и ножовки. Также для его срезывания можно использовать болгарку. Таким образом вы доберетесь до трансформаторных обмоток, старайтесь не повредить их. Для извлечения вторичной обмотки следует аккуратно разрезать вторичную и вытащить нужную.
После этого вы получите сердечник от трансформатора и первичную его обмотку. Сердечник должен состоять из двух частей, разъединенных между собой.
Сердечник должен состоять из двух частей, разъединенных между собой.
Далее следует выполнить вторичную обмотку трансформаторной детали. Для этих целей потребуется наличие медного кабеля, имеющий такое же сечение, как и трансформаторная прорезь. Намотайте около двух витков. С помощью стандартной двухкомпонентной эпоксидной смолы происходит соединение двух половин сердечника между собой. Для того, чтобы они лучше соединились, поместите их в тиски.
Проверьте уровень напряжения на выходе из трансформаторного механизма, оно не должно превышать двух вольт. При этом минимальное значение силы тока составляет 850 А.
Далее следует позаботиться об изготовлении корпуса сварочного аппарата, для этих целей можно использовать дерево или высокопрочный пластик. Задняя панель корпуса должна иметь несколько отверстий, одно из которых будет отвечать за электроснабжение, а второе за выключение и включение механизма.
Если корпус изготавливается из дерева, то его следует хорошо отшлифовать, покрыть пропиткой и лаком. Для того, чтобы изготовить ручной аппарат для точечной сварки, также потребуется наличие:
Для того, чтобы изготовить ручной аппарат для точечной сварки, также потребуется наличие:
- шнура электропитания;
- дверной ручки;
- выключателя;
- держателей из меди, из которых будут выполнены электроды;
- медного провода с большим сечением;
- саморезов по дереву и гвоздей.
После высыхания корпусной части, следует собрать данное устройство и соединить все детали между собой. Далее следует отрезать две части провода, выполненного из меди, размер каждого участка около 25 мм. Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы. При этом, следует позаботиться о заземлении, которое одевается на одну из клемм.
Для большей безопасности использования данного механизма, рекомендуем установить еще один дополнительный включатель. Для фиксации рычагов также используются саморезы и гвоздь. На торцевых участках рычагов производится установка контактных электродов. Для поднятия верхнего рычага используйте обычную резину. После выгорания электродов, они легко заменяются на новые, изготовленные таким же способом.
Для фиксации рычагов также используются саморезы и гвоздь. На торцевых участках рычагов производится установка контактных электродов. Для поднятия верхнего рычага используйте обычную резину. После выгорания электродов, они легко заменяются на новые, изготовленные таким же способом.
Клещи для контактной точечной сварки
Клещи сварочные для контактной сварки — самый востребованный инструмент при выполнении сварочных работ. Существует огромное количество разных соединительных приспособлений, но вариант сварочные клещи предпочитают большинство сварщиков, так как они имеют множество достоинств. Например:
- отсутствует необходимость приобретения профессионального сварочного оборудования, дополнительных специфических приспособлений;
- простота выполнения сварочных работ — от сварщика требуется всего лишь выполнить нагревание электротоком металла;
- прочность фиксации свариваемых изделий позволяет выполнять высококачественные соединения.

Принцип работы сварочных клещей
Трансформатор, который обладает значительной массой, в процессе выполнения сварочных работ стоит на одном месте. Сварщик подсоединяет к нему небольшой переносной прибор, которым непосредственно и осуществляет необходимые работы. Для соединения отдельных частей сварочного оборудования используется гибкий многожильный кабель, который вставляется в резиновый шланг с водой для охлаждения.
Клещи для контактной точечной сварки представляют собой пистолет, подсоединяемый одним контактом к трансформатору, вторым — к свариваемому металлу.
С помощью такого пистолета сварочную точку можно поставить на любом участке изделия. В данной ситуации сварочные клещи не понадобятся.
Особенности сварных работ с использованием клещей
- Металлические образцы сжимаются клещами, благодаря вмонтированным в них электродам происходит их соединение.
- Применяются электроды из сплавов меди с добавлением прочих металлов. Они отличаются повышенной теплопроводностью, жаропрочностью, низким электрическим сопротивлением, сохраняют первоначальную твердость даже после их разогрева, контакта с металлической поверхностью соединяемых образцов.
- Электроды контактной сварки «Краб» могут закрепляться на инструменте несколькими способами — резьбовыми соединениями, вставляться в специализированные пазы или припаиваться.

Требования, которые необходимо соблюдать при использовании сварочных клещей
- Предварительная подготовка изделий.
- Расчет силы электротока, достаточной для выполнения сварочных работ.
- Учет времени, на протяжении которого производится воздействие на нужную площадь детали с целью ее мгновенного соединения с прочим элементом основной конструкции.
- Расчет усилия, которое нужно прилагать для качественного сцепления соединяемых образцов.
Сварочные клещи считаются прекрасным вариантом для сварки контактного типа, они отвечают всем выше перечисленным условиям.
Инструмент своими руками
Чтобы сделать самодельные клещи для контактной сварки, необходимо иметь терпение, проявить немного старания. В качестве материала для изготовления такого инструмента понадобится дротик диаметром 3 см, сделанный из меди, а его длина должна составлять не меньше 2 метров.
Пошаговая инструкция изготовления инструмента
- Медный дротик необходимо согнуть, чтобы он получился U-образной формы.
- На концах делаются одинаковые отверстия диаметром 1,8 см, затем их нужно развернуть и сделать пропил. В результате получится два зажима под электроды.
- Далее нужно параллельно соединить трансформаторы на 9 А — 2 шт., где соединение первичной, вторичной обмотки выполнено напрямую.
- Для регулировки подачи тока можно спаять коммутатор на симисторах, оборудованный стандартным ждущим мультивибратором, предназначенным для отработки выдержки.
- Для охлаждения самодельных клещей будет использоваться вода.
- Снятие электродов посредством ножной педали.

Основные элементы конструкции ручных клещей
- Трансформатор для сварки.
- Рычаг проворачивания электродов.
- Рукоятка, оборудованная толкателем.
- Шарниры, фиксирующие рычаг, рукоятку.
Некоторые конструкции клещей для контактной точечной сварки дополнительно имеют пружины между толкателями, но недостаточно удобны в процессе эксплуатации. Сжимать пружину после каждого последующего поворота сложнее.
Важно! При самостоятельной сборке такого изделия нужно понимать, что каждый отдельный элемент конструкции достаточно значим. При поломке любого из них перестанет работать вся система.
Рекомендации по подбору инструмента
При покупке инструмента необходимо обязательно проверить предельное значение тока. Чем оно выше, тем больше вероятность сцепления деталей больших размеров.
Пример: при помощи ручных клещей на 3800 А можно осуществлять соединение листового железа толщиной 1 мм.
Также стоит обращать внимание на длину кронштейнов. От этого зависит, на какое расстояние будут вылетать электроды.
Сварочные клещи для контактной точечной сварки
Клещи сварочные используются в ручной контактной сварке для точечного соединения двух металлических листов внахлест. Они находят применение в авторемонтных мастерских, в промышленном и мелкосерийном производстве, так как позволяют быстро и качественно выполнять сварочные работы.
Устройство и принцип работы клещей
В отличие от обычного аппарата, ручные клещи для контактной сварки представляют собой компактное устройство, состоящее из корпуса с трансформатором и присоединенными к нему держателями для электродов в виде щипцов. В верхней части имеется рычаг, который регулирует ширину раскрытия держателей. Для работы оборудования не требуется соединения электродов с отдельно стоящим источником тока посредством проводов. Такое оборудование во время работы пользователь удерживает в руках, ведь ручные сварочные клещи весят всего 10 – 13 кг.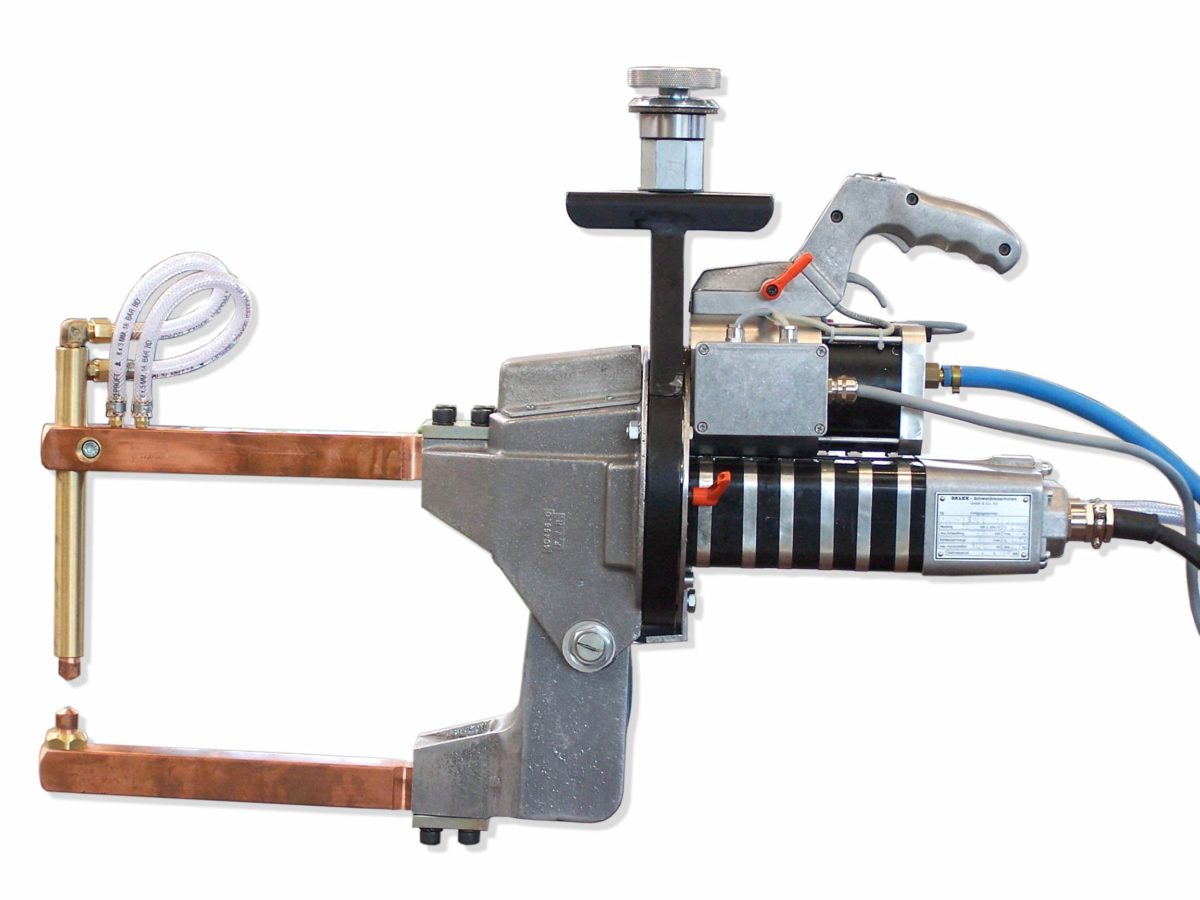 Они подключаются к электросети и вырабатывают сварочный ток, который подается на электроды, зажимающие металлические заготовки. Под воздействием тока металл начинает плавиться, и в месте прижима образуется сварная точка. Благодаря тому, что электроды воздействуют на материал с обеих сторон, обеспечивается хороший прижим и более надежное соединение по сравнению с односторонней точечной сваркой.
Они подключаются к электросети и вырабатывают сварочный ток, который подается на электроды, зажимающие металлические заготовки. Под воздействием тока металл начинает плавиться, и в месте прижима образуется сварная точка. Благодаря тому, что электроды воздействуют на материал с обеих сторон, обеспечивается хороший прижим и более надежное соединение по сравнению с односторонней точечной сваркой.
Преимущества оборудования
- малый вес;
- компактные размеры;
- удобно использовать на стройке и в гараже;
- прочное сварное соединение.
Важные параметры выбора клещей для сварки
Максимальное значение тока. Чем больше этот показатель, тем большей толщины металлические заготовки можно будет соединять. К примеру, клещи для сварки с силой тока в 3800 А могут сваривать два листа толщиной по 1 мм (в характеристиках указывается 1+1 мм). Аппараты с максимальным значением тока в 6300 А подходят для работ с листами толщиной до 2 мм каждый (2+2 мм).
Вылет электродов. Этот показатель еще называют длиной кронштейнов, так как он равен расстоянию от корпуса сварочных клещей до электрода. От него зависит максимальное расстояние от края свариваемого листа, на котором возможно осуществить точечную сварку. В зависимости от модели оборудования, вылет электродов составляет от 120 до 500 мм.
Ознакомиться с подробными характеристиками оборудование, задать интересующие вопросы, прочитать отзывы и узнать цены, а также купить подходящие сварочные клещи можно прямо на страницах товаров в нашем интернет-магазине. Чтобы оставить заказ, вы можете воспользоваться специальной формой, либо позвонить менеджеру по одному из телефонов, указанных вверху страницы.
Сварочные клещи: точечные, зажимные | greendom74.ru
Контактная сварка является одной из разновидностей электросварки. Она служит для соединения тонкостенных заготовок коротким разрядом очень большого тока. Аппарат для такого метода работы называют сварочные клещи.
Устройство
Устроены они достаточно просто и состоят из следующих деталей и узлов:
- трансформаторный источник рабочего тока,
- захват, который дает возможность подведения электродов с двух сторон свариваемых деталей,
- контактные электроды,
- провода,
- система управления.
Трансформатор преобразует сетевое напряжение, понижая его. Его вторичная обмотка состоит из нескольких витков из толстой медной шины, выдерживающей ток в тысячи ампер. Напряжение с вторичной обмотки подается на массивные электроды, имеющие заостренные концы. Они прикладываются с двух сторон к соединяемым листовым заготовкам и плотно прижимаются к ним вручную или пневмоприводом.
По команде оператора система управления через реле замыкает цепь, и на электроды полается короткий импульс. Ток начинает течь через электроды и обе заготовки, быстро разогревая и оплавляя тонкий металл в зоне контакта. Под действием усилия зажима оплавленные зоны соединяются в единое целое и кристаллизуются.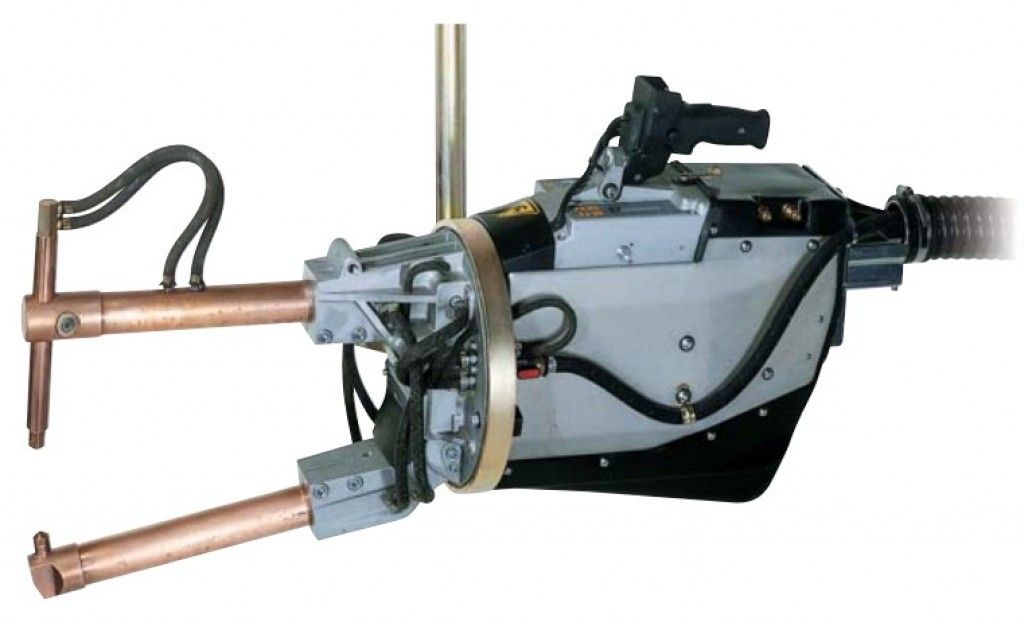 На заготовках образуется точечное соединение.
На заготовках образуется точечное соединение.
Сварочные зажимные клещи переносят к следующей точке сварки и процесс повторяется. Так формируется линия шва точечной сварки. Диаметр проплавленного пятна определяется размером электрода, силой тока и временем импульса.
Преимущества оборудования
Клещи для точечной сварки дают следующие преимущества:
- большая скорость работы,
- отсутствие необходимости в расходных материалах: плавящихся электродах, присадочных прутках, защитных газах,
- высокая прочность шва,
- малая масса и габариты сварочного аппарата,
- возможность создания герметичного соединения путем размещения по линии шва перекрывающихся сварочных пятен.
Контактную сварку широко используют для соединения тонколистовых заготовок, создании корпусов, сеток из арматуры, воздуховодов, емкостей для сыпучих продуктов и сосудов низкого давления. Применяет такая технология и при сборке и ремонте автомобильных кузовов. Самые миниатюрные сварочные клещи используют при сборке кожухов в приборостроении.
Важные параметры выбора
Выбирая аппарат, необходимо принимать во внимание их основные характеристики:
- Рабочий ток. Он определяет толщину соединяемых заготовок. При максимальном токе 3500А толщина соединяемых деталей до 1 мм. Ток в 6000А позволит иметь дело с заготовками до 4 мм.
- Вылет электродов. Определяет размеры заготовки со стороны шва и отстояние линии шва от края.
- Материал электродов. Применяются медные сплавы с присадками: Be, Cd, Cr и другими. Они способствуют увеличению срока службы электрода, повышая его прочность и снижая необходимость частого затачивания.
- Масса устройства. Сварочные клещи для выполнения точечной сварки рассчитаны на частое применение, поэтому слишком массивный агрегат будет приводить к быстрому утомлению работника и снижать производительность его труда.
Важно также учитывать тип привода прижима электродов, возможность их охлаждения, ток холостого хода, диапазон настройки длительности импульса и некоторые другие параметры.
Зажимное усилие
Для обеспечения высокого качества и однородности шва, зажимное усилие должно быть постоянным от точки к точке. В ручных устройствах для этого применяется система рычагов, в более мощных настольных или подвесных- пневматический привод с регулируемой силой прижима. Система управления таких приборов имеет единую кнопку для включения привода и подачи сварочного импульса с задержкой, необходимой для отработки прижима.
Питание
В качестве источника рабочего тока применяются мощные понижающие трансформаторы. Они преобразуют сетевое напряжение переменного тока 220 или 380 вольт. Вторичная обмотка представляет собой толстую медную шину или разрезной диск из меди. Напряжение холостого хода равно 2-5 вольтам.
Рабочий ток для разных моделей колеблется от 2 до 35 тысяч ампер.
Несмотря на большой вес сварочного источника, его размещают в одном корпусе с аппаратом на минимальном расстоянии от электродов. Это делается для того, чтобы избежать потерь энергии при передаче сверхмощного тока на значительное расстояние.
Наиболее мощные устройства работают со специального подвеса, их масса уже не имеет такого решающего значения, как для ручных устройств.
Разновидности оборудования
Устройства принадлежат к одному из следующих видов:
- ручные,
- настольные,
- подвесные.
Ручные клещи для контактной сварки имеют ограниченную мощность и внешним видом напоминают плоскогубцы с электродами на рабочих концах. К ним подходят мощные провода от источника тока. Изолированные рукоятки взводят расположенную на оси спиральную пружину, которая прижимает электроды с заданной силой. Такой аппарат можно подносить к заготовкам под различными углами.
Такие клещи имеют небольшую массу до полутора килограммов, источник тока весит около 15-ти. Это позволяет свободно перемещать их вдоль заготовки и по цеху. Их используют и при ремонте кузовов транспортных средств.
Настольные модели крепятся на рабочих столах. Заготовка подносится к ним той стороной, где нужно выполнить точечный шов.
Подвесные сварочные аппараты устанавливаются на прочных кронштейнах. Подвес имеет несколько степеней свободы и уравновешен мощными пружинами. Это освобождает сварщика от удержания на весу больших масс оборудования.
Подвесная модель
Этот вид оборудования используется в крупных ремонтных центрах и на промышленных предприятиях c серийным производством, выполняющим большое количество однотипных операций.
Самые совершенные модели снабжаются уравновешенным подвесом с гироскопом, стабилизирующим положение устройства в пространстве. В корпусе размещен мощный трансформаторный источник тока и автоматизированный блок управления, контролирующий силу тока, прижимное усилие и продолжительность импульса.
Производительная пневмосистема обеспечивает быстрое подведение электродов к заготовке, прижим с заданной силой и быстрое отведение. Пневмосистема питается от общецеховой магистрали сжатого воздуха или от отдельного компрессора.
Удобная рукоять позволяет точно наводить устройство на место сварки и нажатием кнопки давать команду на импульс.
Производители
Выбирая изготовителя клещей для точечной сварки, нужно учитывать время его присутствия на рынке и общую репутацию. Фирмы с долгой историей дорожат своим добрым именем, используют для производства своей продукции самые передовые научные разработки и технические решения, применяют только качественные материалы.
Такой аппарат будет стоить существенно дороже, если сравнить его с продукцией малоизвестных фирм. Последние для удешевления продукции стремятся максимально упрощать конструкцию в ущерб долговечности и даже безопасности.
Процедурами контроля качества материалов, комплектующих и готовой продукции на этих предприятиях также часто пренебрегают. В результате недорогое изделие служит недолго и требует ремонта или замены. В этот момент выясняется, что сервисная сеть этого поставщика в стране не развита. Если планируется большой объем работ, лучше заплатить дороже и отдать предпочтение продукции проверенных временем поставщиков.
Среди российских производителей выделяется компанию Калибр, среди зарубежных- ESAB, Huter, Tecna.
Самодельные
Начинают изготовление контактных клещей своими руками с основы конструкции. Для этого берут полосовую сталь толщиной 3-5 мм и шириной 20мм или круглый пруток в 12-16 мм. Из нее выгибают две половинки клещей. В середине следует предусмотреть отверстие для оси. Ось должна проходить через непроводящую втулку из гетинакса или фторопласта. Это позволит избежать электрического контакта между держателями электродов.
На концах сверлят отверстия для установки медных электродов. Концы пластин подгибаются таким образом, чтобы электроды сходились, двигаясь по одной линии. С других концов разделываются, обжимаются и пропаиваются кабели.
На рукоятки надевают отрезки резинового шланга. Это изолирует руки сварщика от токоведущих частей и повысит удобство работы.
Если клещи для выполнения контактной сварки планируется установить неподвижно и подносить к ним заготовки, одна ручка фиксируется к рабочему столу, а на другую надевают трубу удлинитель для усиления прижима.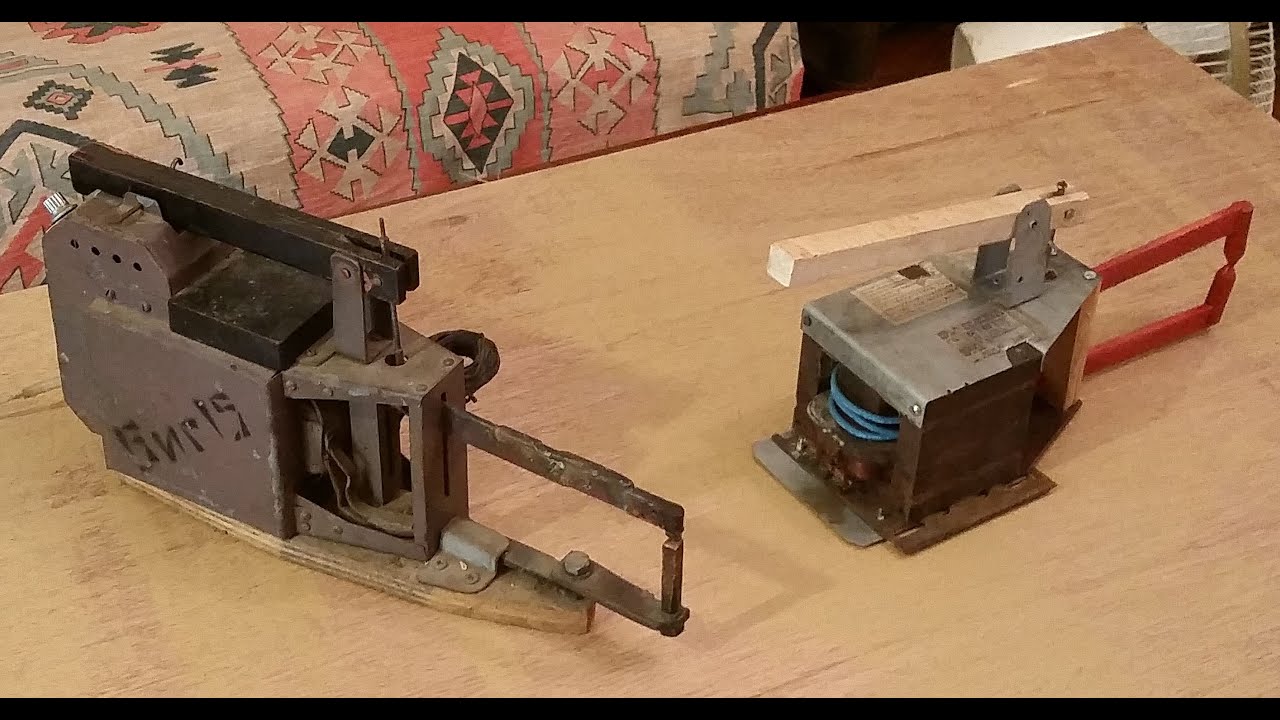
С трансформатора достаточной мощности снимают вторичную обмотку и заменяют ее двумя-тремя витками сварочного провода или медной жилы подходящего сечения. Управлять сварочным импульсом можно через ножной выключатель, подключенный через силовое реле.
Клещи для сварки, сделанные самостоятельно, позволят расширить возможности домашней мастерской в изготовлении конструкций из тонколистового металла. Необходимо только будет проверить мощность сети электроснабжения. Если мощность окажется недостаточной, работу устройства придется отложить до усиления электропроводки.
Также читайте на нашем сайте статью об устройстве для контактной сварки из трансформатора микроволновки
Загрузка…Сварочные клещи для точечной сварки своими руками: как собрать, характеристики, применение
Главная / Приспособления и детали
Назад
Время на чтение: 2 мин
0
217
Для того, чтобы соединить металлические элементы, чаще всего всего использовать сварку. Для нее есть масса подходов и методов, и каждый используется в зависимости от ситуации и имеет свои плюсы и минусы.
Для нее есть масса подходов и методов, и каждый используется в зависимости от ситуации и имеет свои плюсы и минусы.
Но применяемые критерии для выбора технологии всегда была скорость работы, свойства шва и, конечно, характеристики используемого металла.
Один из методов — точечная сварка (которую еще называют контактной) — соединяет в себе другие преимущества: быструю пайку, высокую точность, а также качество соединения, несложное исполнение.
Эту технологии можно использовать и в производственных цехах, и для домашнего ремонта. Лучше всего она проявляет себя при соединении тонких листов металла, поэтому часто является основным автомобильным заводом.
Точечная сварка имеет один секретный нюанс. Чтобы сформировать точку сварки, мастер использует контактные сварочные клещи (зажим).Они могут не только прижимать элементы, но и нагревать их импульсами тока.
Это дополнение прочности сварного шва. Мы можем расскажем, как сделать сварочные клещи для точечной сварки дома самостоятельно, чтобы не платить лишнего за заводские в строительных гипермаркетах, тем самым сделать сварку дешевле.
- Общая информация
- Изготовление
- Заключение
Виды устройств
В ремонтных цехах, мастерских, а также в условиях небольших сборочных конвейеров, используется ручная контактная сварка.Основную роль в этом процессе играют зажимные сварочные клещи, которые усиливают сжатие заготовок с помощью электрического сварочного тока.
Зажимные клещи для сварки, применяемые в ремонтном и мелкосерийном производстве, могут иметь следующие виды исполнения:
- вариант;
- подвесная конструкция.
Ручные клещи предоставляют собой приспособление, удерживаемое при сварке в руках, либо установленное на подставку.На фото изображены клещи КТР — 8.
Краткий перечень технических характеристик КТР — 8:
- клещи питаются промышленной однофазной электрической сети 220 Вольт;
- мощность агрегата составляет 8 киловольт-ампер;
- общий вес — 14 килограммов;
- скорость выполнения операций обеспечивает 3 сварочные точки за 1 при толщине двух свариваемых листов 1,5 миллиметра;
- напряжение холостого хода сварочного трансформатора — 2,5 Вольт.
После каждой точечной сварки необходим перерыв не менее 20 секунд. Максимальная толщина свариваемых листовых заготовок составляет 1,5 миллиметра. Агрегат очень удобен и прост в использовании, практически не требуется обучение персонала.
Ручные клещи для контактных сварочных работ применяются, как правило при соединении относительно тонких заготовок. В ранних моделях, сжатие заготовок создавалось сварщика через рычаг, как в обычных моделях.
Преимущества оборудования
Клещи для точечной сварки дают следующие преимущества:
- большая скорость работы;
- отсутствие необходимости в расходных материалах: плавящихся электродах, присадочных прутках, защитных газах;
- высокая прочность шва;
- малая масса и габариты сварочного аппарата;
- возможность создания герметичного соединения по линии шва перекрывающихся сварочных пятен.
Контактную сварку широко используют для соединения тонколистовых заготовок, создания корпусов, сеток из арматуры, воздуховодов, емкостей для сыпучих продуктов и сосудов низкого давления. Применяет такую технологию и при сборке и ремонте автомобильных кузовов. Самые миниатюрные сварочные клещи используют при сборке кожухов в приборостроении.
Применяет такую технологию и при сборке и ремонте автомобильных кузовов. Самые миниатюрные сварочные клещи используют при сборке кожухов в приборостроении.
Работа споттером
Работать с тонким листовым материалом можно также споттером. В основном это устройство предназначено для приварки вспомогательных элементов к помятым кузовным деталям автомобилей при производстве кузовного ремонта.
Применение этой технологии позволяет выравнивать поврежденные элементы кузова, доступ к внутренним поверхностям затруднен. Помятые детали кузова в этом случае нет необходимости демонтировать.
003 Споттер не предназначено для выполнения большого объема работ. Энергия, необходимая для осуществления контактной сварки запасается в накопительном конденсаторе. Это позволяет сэкономить на трансформаторе, так как здесь его габариты и вес значительно меньше. Но с другой стороны, конденсатора требует некоторого времени, что снижает «скорострельность» устройства.
Подвесная модель
Этот вид оборудования используется в крупных ремонтных центрах и на промышленных предприятиях c серийным производством, выполняющим большое количество однотипных операций .
Самые совершенные модели снабжаются уравновешенным подвесом с гироскопом, стабилизирующим положение устройства в пространстве. В корпусе размещен мощный трансформаторный источник тока и автоматизированный блок управления, контролирующий силу тока, прижимное усилие и продолжительностьса.
Производительная пневмосистема быстрое подведение электродов к заготовке, прижим с заданной силой и быстрое отведение. Пневмосистема питается от общецеховой магистрального воздуха или от отдельного компрессора.
Удобная рукоять позволяет точно наводить устройство на место сварки и нажатием кнопки на импульс.
Электроды
На конце рабочей части клещей установлены электроды, изолированные от металлических элементов конструкции и являющиеся сменными элементами устройства.
К каждому электроду подходит питающий кабель от сварочного трансформатора. Сжатие соединяемых деталей осуществляется электродами. Изготавливаются эти важнейшие элементы из сплавов на основе меди.
Безусловно, этот выбор обусловлен высокими электротехническими качествами меди. Для увеличения прочности и жаростойкости изделий, а также их уменьшения выгорания в процессе эксплуатации, сплавления обогащенными легирующими добавками хрома, кадмия, бериллия и других элементов.
Важные параметры выбора
Выбирая аппарат, принимающий во внимание их основные характеристики:
- Рабочий ток . Он определяет толщину соединяемых заготовок. При максимальном токе 3500А толщина соединяемых деталей до 1 мм. Ток в 6000А позволит иметь дело с заготовками до 4 мм.
- Вылет электродов . Определение размеров заготовки со стороны шва и от положения линии шва от края.
- Материал электродов .Применяются медные сплавы с присадками: Be, Cd, Cr и другими. Они способствуют увеличению срока службы электрода, повышая его прочность и снижая необходимость частого затачивания.
- Масса устройства . Сварочные клещи для выполнения точечной сварки на частное применение, поэтому слишком массивный агрегат будет приводить к быстрому утомлению работника и снизить производительность его труда.
Важно также учитывать тип привода прижима электродов, возможность их охлаждения, ток холостого хода, диапазон длительности импульса и некоторые другие параметры.
Питание
Источником тока для сварочных клещей специальные понижающие трансформаторы. Сторона высокого напряжения подключается к промышленной электрической сети 380 Вольт, обмотка низкого напряжения обычно состоит из одного витка, выполненного цельным медным диском. Вторичная обмотка рассчитывается таким образом, что напряжение холостого хода составляет от 2 до 5 Вольт.
Ток, протекающий во вторичной обмотке клещей в процессе точечной контактной сварки, для разных моделей может достигать значений от 2 — 3 кА до 15 кА и выше.
Такие трансформаторы являются объемными и достаточно тяжелыми устройствами. Несмотря на это, в настоящее время преобладают конструкции, в которых используется корпус со сварочными клещами.
Это обусловлено тем, что в случае отдельного устройства трансформатора необходимо его соединение с электродами посредством кабеля большого сечения.
Такая связь, кроме того, обладает большим весом и жесткостью цепи, вызывает снижение напряжения в сварочной цепи.С весом же агрегата легко справиться, воспользовавшись подвесной конструкцией.
Как работать со сварочными клещами?
Наличие сварочных клещей устраняет основную проблему контактной сварки — необходимость подвода к рабочей среде больших значений тока при одновременном секторе мобильности передвижения сварщика. Сварочная проволока в подобных ситуациях неприемлема, поэтому следует использовать только электроды. Особые требования предъявляются к корпусу: он должен обеспечивать безопасную передачу мощности, надёжность фиксации зажимных узлов и удобство пользования.Поэтому сварочные клещи промышленного применения обычно снабжаются крепёжным узлом, при помощи которого они прикрепляются к более жёсткой из свариваемых деталей.
Подготовку к сварке с использованием сварочных клещей начинают с установки электродов в зажимных узлах. Чаще используется клеммный, более надёжный зажим. Важнейшей характеристикой оснастки является вылет — расстояние от оси поворота подвижного зажима до оси электрода. Величина вылета определяет максимальное расстояние от кромки свариваемого изделия.Используемая оснастка является нестандартной, используемой в пределах 125… 500 мм. Это повышает функциональность приспособления.
Вылет может регулироваться плавно и ступенчато. В более дешёвых конструкциях величина вылета изменяется переустановкой электрододержателей в требуемые пазы или отверстия на корпусе. В сварочных клещах с автоматическим приводом регулировка вылета иногда возникает при помощи плунжера, выдвигаемого при помощи сжатого воздуха.Популярности у сварщиков такие устройства, однако, не получили: клещи становятся тяжелее, а для стабильности воздуха требуется ресивер, что делает оснастку более громоздкой.
Определившись с помощью вылета, клещи устанавливаетют в необходимом месте и включает подачу тока. Реле обеспечит подачу тока к электродам при больших усилиях сжатия. Поставив очередную сварочную точку, педалью или рукояткой отключают питание, после чего перемещают инструмент в новое положение.
Самодельные
Начинают изготовление контактных клещей своими руками с основы конструкции. Для этого берут полосовую сталь толщиной 3-5 мм и шириной 20мм или круглый пруток в 12-16 мм. Из нее выгибают две половинки клещей. В середине следует предусмотреть отверстие для оси. Ось должна проходить через непроводящую втулку из гетинакса или фторопласта. Это позволит избежать электрического контакта между держателями электродов.
На концах сверлят отверстия для установки медных электродов.Концы пластин подгибаются таким образом, чтобы электроды сходились, двигаясь по одной линии. С других концов разделяются, обжимаются и пропаиваются кабели.
На рукоятки надевают отрезки резинового шланга. Это изолирует руки сварщика от токоведущих частей и повысит удобство работы.
Если клещи для выполнения контактной сварки планируется установить неподвижно и подносить к ним заготовки, одна ручка фиксируется к рабочему столу, а на другую надевают трубу — удлинитель для усиления прижима.
С трансформатора достаточной мощности снимают вторичную обмотку и заменяют ее двумя тремя витками сварочного провода или медной жилы подходящего сечения. Управлять сварочным импульсом можно через ножной выключатель, подключенный через силовое реле.
Клещи для сварки, сделанные самостоятельно, позволят расширить возможности домашней мастерской в изготовлении конструкций из тонколистового металла. Необходимо только будет проверить мощность сети электроснабжения. Если мощность устройства недостаточной, работу придется отложить до усиления электропроводки.
Также читайте на нашем сайте устройство контактной сварки из трансформатора микроволновки
Производители
Выбирая изготовителя клещей для точечной сварки, необходимо время его присутствия на рынке и общей репутацию . Фирмы с долгой историей своим добрым именем используют для производства своей продукции передовые научные разработки и технические решения, применяют только качественные материалы.
Такой аппарат будет стоить более дороже, если сравнить его с продукцией малоизвестных фирм.Последние для удешевления стремятся максимально упрощать конструкцию в ущерб долговечности и безопасности.
Процедурами контроля качества материалов, комплектующих и готовой продукции на этих предприятиях также часто пренебрегают. В результате недорогое изделие служит недолго и требует ремонта или. В этот момент поставняется, что сервисная сеть этого поставщика в стране не развита. Если планируется большой объем работ, лучше заплатить дороже и отдать предпочтение продукции проверенных временем поставщиков.
Среди российских производителей создается компания Калибр, среди зарубежных- ESAB, Huter, Tecna.
Аппарат точечной сварки своими руками
Аппарат для сварки доступен не каждому, так как данный инструмент отличается высокой стоимостью. Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее.
Оглавление:
- Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
- Схема аппарата точечной сварки для металлических деталей
- Устройство точечной сварки и его конструкция
- Как аппарат точечной сварки из микроволновой печи
Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
Сфера применения контактной сварки довольно широкая, данный инструмент используется в ремонте или изготовлении разного рода изделий из металла.Кроме того, с помощью данного аппарата, удается выполнить различные работы по изготовлению металлических лестниц, ворот, конструктивных элементов и т.д.
Принцип работы контактной сварки включает в себя том, что электрический ток нагревает каналы стальных деталей, которые соприкасаются между собой. При этом образуется сварное соединение, называемое швом. Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь ее плотности.Кроме того, следует учитывать такие параметры:
- сварочная цепь должна отличаться достаточным показателем напряжения, от одного до десяти ватт;
- процесс сваривания длиться не более нескольких секунд;
- сварочный импульс имеет большую силу тока;
- чем меньше зона расплавления, тем качественнее происходит сваривание;
- сварочный шов должен выдерживать большие нагрузки.
От того, насколько правильно были соблюдены данные характеристики, напрямую зависит результат сваривания.Самостоятельное изготовление сварочного аппарата — довольно сложный процесс, качественного выполнения которого требуется соблюсти инструкции и технологические рекомендации.
Более простой вариант — сборка сварочного аппарата, имеющего переменную силу тока. Это устройство управляет процессом сваривания с помощью длительности сварочного импульса, попадающего на деталь. Для того, чтобы выполнить данные действия потребуется часового реле, которое регулируется наличие автоматически или вручную.
Основным узлом самодельного аппарата точечной сварки является сварочный трансформатор, который довольно часто можно встретить в таких бытовых приборах как микроволновая печь, телевизор и т.д. Обмотки трансформаторного устройства перематываются в действии с нужной силой тока и напряжения, в процессе которого происходит сваривание.
Для подбора сферы управления сварочным аппаратом, следует вначале собрать основные механизмы устройства. Конструктивные элементы сварочного аппарата подбираются в исполнительном механизме с его мощностью и трансформатора — основного механизма.
Изготовление контактно-сварочного аппарата осуществляется в условиях его применения и характеристик материала, с которыми придется работать. Чаще всего, к основному устройству подсоединяют клещи сварочного типа.
Учтите, что все соединения электрического типа должны быть качественно выполненными. Все провода должны быть соответствующего диаметра и сечения. Если цепь будет ненадежной, то электричество будет утеряно. При этом, возможен вариант возникновения искр и процесс сваривания прекратится.
Схема аппарата точечной сварки для металлических деталей
Для самостоятельного изготовления устройства точечной сварки контактного типа, використовуйте нижеприведенные схемы. Первая их них используется в том случае, если аппарат точечной сварки используется для сваривания листов металла толщиной до одного миллиметра, а также для проволоки и прута диаметром до четырех миллиметров.
В таком случае, потребуется наличие такого устройства:
- аппарат, работающий от переменного напряжения в 220 Вт;
- выходной тип напряжения составляет 3-7 В, при холостом ходу;
- максимальное значение сварочного тока до полторы тысячи ампер.
Все устройство отличается наличием схемы принципиального характера, в составе которой присутствует силовая составляющая, автоматизированный выключатель и цепь контроля. Если в процессе работы возникают какие-то аварийные ситуации, то они предотвращаются как раз с помощью выключателя. На первом узле трансформатор для сварки т2 и устройство в виде бесконтактного тиристорного включателя однофазного типа, с помощью которого первичная обмотка подключается к электричеству.
Второй вариант управления подразумевает выполнение обмотки на сварочном трансформаторе определенными витками. На первичной обмотке шесть выводных участков. С помощью их переключения удается регулировать выходной сварочный ток в использовании с вторичной обмоткой. При этом постоянное соединение сетевой цепи остается на первом выводе, а с помощью остальных регулируется работа электрического питания.
Пускатель под маркировкой М ТТ4 К, имеет серийное производство.Данный модуль отличается наличием тиристорного ключа, который в процессе замыкания выполняет коммутацию нагрузки через первый и третий контакты. Это устройство способно работать под нагрузкой в максимальным напряжением до восьмисот ватт и током до восьмидесяти ампер. В составе данной схемы управления присутствует:
- блок питания;
- цепь для настройки механизма;
- реле к1.
Для обеспечения питания сварочного аппарата используется любой тип трансформатора, мощность которого составляет до двадцати ватт.При этом, он должен установить при работе на номинальной сети в 220 В. Напряжение, которое выдается на втором варианте обмотки составит около 22 В. Для того, чтобы выпрямить подачу тока, необходимо произвести установку диодного моста. Кроме того, возможен вариант применения любого другого механизма, имеющего такие же параметры.
Для того, чтобы замкнуть четвертые и пятые контакты используется реле к1. Данный процесс осуществляется при подаче напряжения от управленческой цепи на обмотку.Значение коммутированного тока при этом составляет не более 99 мА. В таком случае, потребуется наличие практически любого реле, обладающего слаботочными электромагнитными характеристиками.
Устройство точечной сварки и его конструкция
Различают несколько функций цепи управления. При включении к1 на заданном промежутке времени происходит задание определенного типа времени. В данном способе задать определенное время электрического импульса на свариваемых деталях.
В составе электрической цепи присутствуют конденсаторы, от с1 до с6. Они имеют электролитические характеристики, при этом напряжение составляет более 52 В. Кроме того, потребуется наличие конденсатора, емкостью в 46 мкФ. При разомкнутой нормально замкнутой контактной группе реле заряжается непосредственно через питательный блок.
Основной силовой частью данного механизма является трансформатор. С его помощью происходит преобразование одного вида электричества на другой.Для этих целей используется магнитный провод, на 2,5 А. От обмотки следует избавиться, на торце магнитного провода установлены кольца для изготовления используемой электрической картон. Они подгибаются по внутренней и внешней кромке. Далее производит обмотка магнитопровода лакотканью в три или более слоев. Для того, чтобы выполнить обмотку потребуется наличие таких проводов:
- первичная обмотка составляет около 1,5 мм диаметром, для того, чтобы она лучше пропиталась лаковым составом, рекомендуется использовать провод на тканевой основе;
- вторичный вариант обмотки имеет диаметр около двух сантиметров, в нем присутствует многожильная изоляция, имеющая кремниевоорганическое происхождение.
В процессе выполнения первой обмотки следует оборудовать выводы промежуточного назначения. Далее производит ее пропитка с помощью лака. На первичную катушку наматывается хлопчатобумажная лента, которая также пропитывается с помощью лакового состава. Далее следует процесс вторичной обмотки, и дальнейшее пропитывание лаком.
Изготовление самодельного аппарата точечной сварки также подразумевает конструирование клещей. Клещи бывают двух видов: стационарного или выносного.Первый вариант — более прост в изготовлении, так как они имеют качественную и надежную изоляцию, с прочно соединенными между собой узлами участками. Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы.
Выносные клещи — более удобные в работе, легко снимаются, не занимают много места. Для контроля усилия клещей, достаточно большого размера их выносения за аппарат. В месте крепления выносных клещей со сваркой установить болты, втулки и шайбы, обеспечить надежную гидроизоляцию.
В процессе изготовления аппарата для аппарата для сварки своими руками, необходимо определить вылета из электродного пространства, расстояние между корпусом и местом подвижных соединений на ручке. Данный параметр сказывается максимально возможном расстоянии между сваркой и кромкой соединения листов.
Для изготовления клещевых электродов, используйте медные прутья или бериллиевую бронзу. Возможен вариант использования жала от паяльного аппарата с высокой мощностью.Диаметр электрода должен соответствовать диаметру провода, к которому он подключен. Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер.
Как сделать аппарат точечной сварки из печи
На аппарат точечной сварки цена довольно высокая, поэтому дешевле дешевле изготовить его самостоятельно. В процессе работы требуется наличие печи, предпочтительнее выбрать устройство побольше.От данного параметра зависит мощность будущего сварочного аппарата.
Если вы можете найти ее в барахолке или поспрашивать у соседей и можете купить ненужную микроволновую печь совсем недорого. Далее следует разобрать микроволновую печь и извлечь из нее деталь в виде высоковольтного трансформатора.
Обратите внимание: несмотря на то, что вы разбираетесь в микроволновую печь, не подключенную к электроснабжению, внутри у нее имеются детали, которые используются током даже в таком состоянии.
Среди основных частей трансформатора отметим — сердечник и два вида обмотки — первичную и вторичную. Для соединения сердечника два тонких сварочных шва, от них следует избавиться. Сделать это можно с помощью молотка и ножовки. Также для его срезывания можно использовать болгарку. Таким образом вы доберетесь до трансформаторных обмоток, старайтесь не повредить их. Для извлечения вторичной обмотки следует аккуратно разрезать вторичную и вытащить нужную.
После этого вы получите сердечник от трансформатора и первичную его обмотку.Должен состоять из двух частей, разъединенных между собой.
Далее выполнить вторичную обмотку трансформаторной детали. Для этих целей потребуется наличие медного кабеля, имеющего такое же сечение, как и трансформаторная прорезь. Намотайте около двух витков. С помощью стандартной двухкомпонентной эпоксидной смолы происходит соединение двух половин сердечника между собой. Для того, чтобы они лучше соединились, поместите их в тиски.
Проверьте уровень напряжения на выходе из трансформаторного механизма, оно не должно быть двух вольт.При этом минимальное значение силы тока составляет 850 А.
Далее следует позаботиться об изготовлении корпуса сварочного аппарата для этих целей можно использовать дерево или высокопрочный пластик. Задняя панель корпуса должна иметь несколько отверстий, одно из которых будет отвечать за электроснабжение, а второе за выключение механизма.
Если корпус изготавливается из дерева, то его следует хорошо отшлифовать, покрыть пропиткой и лаком. Для того, чтобы изготовить аппарат для точечной сварки, также потребуется:
- шнура электропитания;
- дверной ручки;
- выключателя;
- держателей из меди, из которых будут выполнены электроды;
- медного провода с большим сечением;
- саморезов по дереву и гвоздей.
После высыхания корпусной части, следует собрать данное устройство и соединить все детали между собой. Далее следует отрезать две части провода, выполненного из меди, размер каждого участка около 25 мм. Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы.При этом, следует позаботиться о заземлении, которое одевается на одну из клемм.
Для большей безопасности использования данного механизма рекомендуем установить еще один дополнительный включатель. Для фиксации рычагов также используются саморезы и гвоздь. На торцевых участках рычагов производится установка контактных электродов. Для поднятия верхнего рычага використовуйте обычную резину. После выгорания электродов они легко заменяются на новые, изготовленные таким же способом.
Клещи для контактной точечной сварки
Клещи сварочные для контактной сварки — востребованный инструмент при выполнении сварочных работ. Существует огромное количество разных соединительных приспособлений, но сварочные клещи предпочитают большинство сварщиков, так как они имеют множество достоинств. Например:
- отсутствует необходимость приобретения специального сварочного оборудования, дополнительных специфических приспособлений;
- простота выполнения сварочных работ — от сварщика требуется всего лишь выполнить нагревание электротоком металла;
Прочность фиксации- свариваемых позволяет выполнять высококачественные соединения.
Принцип работы сварочных клещей
Трансформатор, который является одним из представителей массой, в процессе сварочных работ стоит на одном месте. Сварщик подсоединяет к нему небольшой переносной прибор, которым непосредственно и осуществляет необходимые работы. Для соединения отдельных частей сварочного оборудования используется гибкий многожильный кабель, который вставляется в резиновый шланг с водой для охлаждения.
 youtube.com/embed/IXn48ZAYiMY?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/IXn48ZAYiMY?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»/>
Клещи для контактной точечной сварки замените собой пистолет, подсоединяемый одним контактом к трансформатору, вторым — к свариваемому металлу.
С помощью такого пистолета сварочную точку можно поставить на любой участок изделия. В данной ситуации сварочные клещи не понадобятся.
Особенности сварных работ с использованием клещей
- Металлические образцы сжимаются клещами, благодаря вмонтированным в них электродам происходит их соединение.
- Применяются применяются из сплавов с добавлением прочих металлов. Они повышенной теплопроводностью, жаропрочностью, низким сопротивлением, обладают высоким сопротивлением даже после их разогрева, контакта с металлической поверхностью соединяемых образцов.
- Электроды контактной сварки «Краб» могут закрепляться на инструментах через резьбовые соединения, вставляться в специализированные пазы или припаиваться.
Требования, которые необходимо соблюдать при использовании сварочных клещей
- Предварительная подготовка изделий.
- Расчет силы электротока, достаточной для выполнения сварочных работ.
- Учет времени, на протяжении которого производится воздействие на нужную площадь с целью ее мгновенного соединения с основной конструкции.
- Расчет усилий, которое нужно прилагать для качественного сцепления соединяемых образцов.
Сварочные клещи считаются прекрасным для сварки контактного типа, они соответствуют всем выше перечисленным условиям.
Инструмент своими руками
Чтобы сделать самодельные клещи для контактной сварки, необходимо иметь терпение, проявить немного старания. В качестве материала для изготовления такого инструмента понадобится длина 3 см, сделанная из меди, а его длина должна составлять не меньше 2 метров.
Пошаговая инструкция изготовления инструмента
- Медный дротик необходимо согнуть, чтобы он получился U-образной формы.
- На концах делаются одинаковые отверстия диаметром 1,8 см, затем их нужно развернуть и сделать пропил. В результате получится два зажима под электроды.
- Далее нужно соединить трансформаторы на 9 А — 2 шт., Где соединение первичной, вторичной обмотки выполнено напрямую.
- Для регулировки подачи тока можно спаять коммутатор на симисторах, оборудованный стандартным ждущим мультивибратором, предназначенным для отработки выдержки.
- Для охлаждения самодельных клещей будет нагреваться вода.
- Снятие электродов посредством ножной педали.
Основные элементы конструкции ручных клещей
- Трансформатор для сварки.
- Рычаг проворачивания электродов.
- Рукоятка, используемый толкателем.
- Шарниры, фиксирующие рычаг, рукоятку.
Некоторые конструкции клещей для контактной точечной сварки используют пружины между толкателями, но недостаточно удобны в процессе эксплуатации.Сжимать пружину после каждого последующего поворота сложнее.
Важно! При самостоятельной сборке такого оборудования нужно понимать, что каждый отдельный элемент конструкции достаточно значим. При поломке любого из них перестанет работать вся система.
Рекомендации по подбору инструмента
При покупке необходимо обязательно проверить предельное значение тока. Чем оно выше, тем больше вероятность сцепления деталей больших размеров.
Пример: при помощи ручных клещей на 3800 А можно осуществить соединение листового железа толщиной 1 мм.
Также стоит обращать внимание на длину кронштейнов. От этого зависит, на какое расстояние будут вылетать электроды.
Зажимные клещи для контактной точечной сварки своими руками (ручные, пневматические)
Контактный метод широко применяемого на производстве и в быту. В процессе сваривания металлов электроток большой мощности прогревает место спайки, при механическом сжатании образует прочное точечное соединение. Ключ для сварки одновременно обеспечивает прогрев и усиленное сжатие двух металлических полос.
Аппараты модификации модификации можно увидеть в заводских цехах и небольших автомастерских. Ими быстро делаются прочные точечные сварные швы каркасных конструкций, корпусных изделий, воздуховодов, различных емкостей. Оборудование не требует расходных материалов.
Устройство и принцип работы
Любые сварочные клещиоят пяти основных элементов:
- блока питания, обеспечение электроснабжения необходимой мощности (с этой справляется трансформатор),
- пускового устройства,
- двух проводников, соединяющих блок питания с концами зажимного устройство (куски кабеля с большим сечением),
- двух жестких токопроводов, по которому выполняется функция рычагов зажимного устройства,
- двух плотных электродов, способных выдержать сжимающую нагрузку и создающую электрическую дугу, прогревающую металл.
По сути, чертеж зажимов прост. Это те же плоскогубцы, к ручкам которых подведены провода, а на месте зажимных пластин электроды. Для электропитания используют мощные трансформаторы, запитывающиеся от трехфазной сети 380 В. Они оснащены цельным медным диском вторичной обмотки. Необходимая разница потенциалов холостого хода составляет от двух до пяти вольт. Сила тока контактной сварки в зависимости от вида агрегатов изменяется от 2 до 15 кА.
Для того, чтобы металл плотно сваривать, нужна мощная дуга.От нее в месте соединения двух листов внахлест образуется 2-3 миллиметровая точка с общей кристаллической структурой. Для плотного контакта ручки сжимаются с усилием, поэтому ручные клещи делают с длинными ручками.
Читайте также: Как сделать тележку для сварочного полуавтомата
Электроды для контактной сварки должны обладать жесткостью, стойкостью к окислению. Они производятся из медных сплавов. Могут быть съемными и приваренными к концам. Электроды бывают с заострёнными и тупыми, закругленными, концами. Площадь их соприкосновения при контакте — это точка сварки.
Достоинства:
- такое сварочное оборудование удобно транспортировать,
- при работе не нарушается поверхностный слой антикоррозионной защиты,
- зажимные ручки делают легкими, чтобы сварщику было удобно работать,
- для работы не требуется специальных навыков и длительного обучения,
- шов можно контролировать в процессе сварки,
- свариваемая поверхность остаётся ровной и практически гладкой,
- электроды в процессе соединения металлов не разрушаются, не загрязняются.
Разновидности оборудования
Все сварочные клещи работают по одному принципу: при подаче тока электроды сжимаются. Они различаются по форме крепления и методу создания силовой нагрузки. Они бывают двух видов:
- ручные (они отличаются небольшим весом),
- подвесные (зажимные рычаги закрепляются на кронштейнах или стационарно размещаются на столах так, чтобы контакты находились на весу, в руках сварщик свободно держит свариваемые детали).
Подвесные промышленные клещи для создания большого сжимающего усилия оборудуют пневматическим толкателем. При необходимости можно сделать подвесные ручные клещи, для этого их хорошенько в вертикальной плоскости. В тисках зажимают нижнюю ручку, верхняя остается свободной. Такая конструкция облегчает труд сварщика.
Клещи зажимные сварочные легче сжимать рычаги, опираясь на прижимнойг всем телом.
Параметры выбора клещей для сварки
Для подбора сварочного оборудования необходимо знать, по каким параметрам оцениваются агрегаты контактной точечной сварки:
- мощностные характеристики: сила тока и рабочее напряжение, от них зависит разогревающая способность дуги: она должна соответствовать температуре плавления соединяемых сплавов (для 4 мм соединения требуется ток не менее 6 кА),
- расстояние между электродами и центральной осью сварочных клещей, (вылет электродов определяет глубину захода инструмента на свариваемые поверхности),
- крепление электродов: они фиксируются зажимными держателями и резьбовым соединением (предпочтительнее зажимы),
- физические свойства электродов (влияние компонентов медных сплавов на электропроводность),
- характеристики (измеряется количество соединений, сделанных в течение часа),
- вес сварочного аппарата,
- конструктивн ое решение: ручные клещи или подвесные.
- мощность готовых сварочных клещей колеблется от 2 до 6 кВА.
Читайте также: Сварочная маска с подачей воздуха
Особенности ручных клещей:
- чем длиннее провод от трансформатора до электродов, тем больше мощности,
- чем больше вылет электродов, тем тяжелее инструмент,
- чем тяжелее зажимные ручки , тем труднее работать.
Самодельные клещи для контактной сварки
Клещи для точечной сварки своими руками изготовить вполне реально.Пошаговая инструкция:
- Делают зажимное устройство. Для ручек используют металлические 20 мм толщиной до 3-х мм или металлические стержни. Из них выгибают два держателя, которые затем скрепляют подвижным осевым соединением. Для удобства места соединения оборудуют разгибающую пружину.
- Продумывают крепление электродов. Сварочные клещи с одной стороны концов оснащают болтовыми креплениями сменных электродов, с другой стороны подводят к ним электрический шнур.
- Подводится провод, к ручкам он крепится клеммами.Для обеспечения электробезопасности рукоятки покрывают изоляционными материалами.
- Вытачивают электроды. Их делают из медных или бронзовых прутков, добиваясь минимальных контактных площадок. Иногда вместо электродов вставляют жала электропаяльников.
- Подбирают блок питания. Лучше использовать готовый мощный трансформатор. Если его нет, вместо вторичной обмотки прикрепляют три плотных витка кабеля с медной жилой. Иногда два трансформатора подключают параллельно, это позволяет увеличить общую мощность в цепи.
- Аппарат оснащают включателем. Пусковой механизм удобней крепить на прижимную рукоятку. Но иногда его монтируют на базе коробки старого устройства, в этом случае он находится отдельно.
- Проверяют все соединения индикатором, самодельный сварочный аппарат для точечных швов готов к работе.
Загрузка . .. Сварочные клещи: точечные, зажимные | greendom74.ru
Контактная сварка одной из разновидностей электросварки.Она служит для соединения тонкостенных заготовок коротким разрядом очень большого тока. Аппарат для такого метода работы называют сварочные клещи.
Устройство
Устроены они достаточно просто и состоят из следующих деталей и узлов:
- трансформаторный источник рабочего тока,
- захват, который дает возможность подведения электродов с двух сторон свариваемых деталей,
- контактные электроды,
- провода,
- система управления.
Трансформатор преобразует сетевое напряжение, понижая его. Его вторичная обмотка состоит из нескольких витков из толстой медной шины, выдерживающей ток в тысячи ампер. Напряжение с вторичной обмотки на массивные электроды, имеющие заостренные концы. Они прикладываются с двух сторон к соединяемым листовым заготовкам и плотно прижимаются к ним вручную или пневмоприводом.
По команде оператора система управления через реле замыкает цепь, и на электроды полается короткий импульс.Ток начинает течь через электроды и обе заготовки, быстро разогревая и оплавляя тонкий металл в точке контакта. Под действием зажима оплавленные зоны соединяются в единое целое и кристаллизуются.
Сварочные зажимные клещи переносят к следующей точке сварки и процесс повторяется. Так формируется линия шва точечной сварки. Диаметр проплавленного пятна определяется размером электрода, силой тока и временем импульса.
Преимущества оборудования
Клещи для точечной сварки дают следующие преимущества:
- большая скорость работы,
- отсутствие необходимости в расходных материалах: плавящихся электродах, прутках, защитных газах,
- высокая прочность шва,
- малая масса и габариты сварочного аппарата,
- возможность создания герметичного соединения путем размещения по линии шва перекрывающихся сварочных пятен.
Контактную сварку широко используют для соединения тонколистовых заготовок, создания корпусов, сеток из арматуры, воздуховодов, емкостей для сыпучих продуктов и сосудов низкого давления. Применяет такую технологию и при сборке и ремонте автомобильных кузовов. Самые миниатюрные сварочные клещи используют при сборке кожухов в приборостроении.
Важные параметры выбора
Выбирая аппарат, необходимо принимать во внимание основные характеристики:
- Рабочий ток .Он определяет толщину соединяемых заготовок. При максимальном токе 3500А толщина соединяемых деталей до 1 мм. Ток в 6000А позволит иметь дело с заготовками до 4 мм.
- Вылет электродов . Определение размеров заготовки со стороны шва и от положения линии шва от края.
- Материал электродов . Применяются медные сплавы с присадками: Be, Cd, Cr и другими. Они способствуют увеличению срока службы электрода, повышая его прочность и снижая необходимость частого затачивания.
- Масса устройства . Сварочные клещи для выполнения точечной сварки на частное применение, поэтому слишком массивный агрегат будет приводить к быстрому утомлению работника и снизить производительность его труда.
Важно также тип привода прижима электродов, возможность их охлаждения, ток холостого хода, диапазон длительности импульса и некоторые другие параметры.
Зажимное усилие
Для обеспечения высокого качества и однородности шва зажимное усилие должно быть постоянным от точки к точке .В ручных устройствах для этого используется система рычагов, в более мощных настольных или подвесных- пневматический привод с регулируемой силой прижима. Система управления таких приборов имеет единую кнопку для включения привода и подачи сварочного импульса с задержкой, необходимой для отработки прижима.
Питание
В качестве источника рабочего тока применяются мощные пониженные трансформаторы . Они преобразуют сетевое напряжение переменного тока 220 или 380 вольт.Вторичная обмотка представляет собой толстую медную шину или разрезной диск из меди. Напряжение холостого хода равно 2-5 вольтам.
Рабочий ток для разных моделей колеблется от 2 до 35 тысяч ампер.
Несмотря на большой вес сварочного источника, его размещают в одном корпусе с аппаратом на минимальном расстоянии от электродов. Это делается для того, чтобы избежать потерь энергии при передаче сверхмощного тока на значительное расстояние.
Наиболее мощные устройства работают со специальными подвеса, их масса уже не имеет такого решающего значения, как для ручных устройств.
Разновидности оборудования
Устройство принадлежат к одному из следующих видов:
- ручные,
- настольные,
- подвесные.
Ручные клещи для контактной сварки имеют ограниченную мощность и внешний вид напоминают плоскогубцы с электродами на рабочих концах . К ним подходят мощные провода от источника тока. Изолированная рукоятки взводят расположенную на оси спиральную пружину, которая прижимает электроды с заданной силой.Такой аппарат можно подносить к заготовкам под различными углами.
Такие клещи имеют небольшую массу до полутора килограммов, источник тока весит около 15-ти. Это позволяет свободно перемещать их вдоль заготовки и по цеху. Их использовать и при ремонте кузовов транспортных средств.
Настольные модели крепятся на рабочих столах. Заготовка подносится к ним той стороной, где нужно выполнить точечный шов.
Подвесные сварочные аппараты устанавливаются на прочных кронштейнах.Подвес имеет несколько степеней свободы и уравновешен мощными пружинами. Это освобождает сварщика от удержания на весу больших масс оборудования.
Подвесная модель
Этот вид оборудования используется в крупных ремонтных центрах и на промышленных предприятиях с серийным производством, выполняющим большое количество однотипных операций .
Самые большие модели снабжаются уравновешенным подвесом гироскопом, стабилизирующим положение устройства в совершенной визу.В корпусе размещен мощный трансформаторный источник тока и автоматизированный блок управления, контролирующий силу тока, прижимное усилие и продолжительностьса.
Производительная пневмосистема быстрого подведения к заготовке, прижим с заданной силой и быстрое отведение. Пневмосистема питается от общецеховой магистрального воздуха или от отдельного компрессора.
Удобная рукоять позволяет точно наводить устройство на место сварки и нажатием давать команду на импульс.
Производители
Выбирая изготовителя клещей для точечной сварки, нужно время его присутствия на рынке и общей репутацию . Фирмы с долгой историей своим добрым именем используют для производства своей продукции передовые научные разработки и технические решения, применяют только качественные материалы.
Такой аппарат будет стоить дороже, если сравнить его с продукцией малоизвестных фирм. Последние для удешевления стремятся максимально упрощать конструкцию в ущерб долговечности и безопасности.
Процедурами контроля качества материалов, комплектующих и готовой продукции на этих предприятиях также часто пренебрегают. В результате недорогое изделие служит недолго и требует ремонта или. В этот момент поставняется, что сервисная сеть этого поставщика в стране не развита. Если планируется большой объем работ, лучше заплатить дороже и отдать предпочтение продукции проверенных временем поставщиков.
Среди российских производителей выделяется компанию Калибр, среди зарубежных ESAB, Huter, Tecna.
Самодельные
Начинают изготовление контактных клещей своими руками с основы конструкции. Для этого берут полосовую сталь толщиной 3-5 мм и шириной 20мм или круглый пруток в 12-16 мм. Из нее выгибают две половинки клещей. В середине следует предусмотреть отверстие для оси. Ось должна проходить через непроводящую втулку из гетинакса или фторопласта. Это позволит избежать электрического контакта между держателями электродов.
На концах сверлят отверстия для установки медных электродов.Концы пластин подгибаются таким образом, чтобы электроды сходились, двигаясь по одной линии. С других концов разделяются, обжимаются и пропаиваются кабели.
На рукоятки надевают отрезки резинового га. Это изолирует руки сварщика от токоведущих частей и повысит удобство работы.
Если клещи для выполнения контактной сварки установить неподвижно и подносить к ним заготовки, одна ручка фиксируется к рабочему столу, а на трубу надевают удлинитель для усиления прижима.
С трансформатора достаточной мощности снимают вторичную обмотку и заменяют ее двумя тремя витками сварочного провода или медной жилы подходящего сечения. Управлять сварочным импульсом можно через ножной выключатель, подключенный через силовое реле.
Клещи для сварки, сделанные самостоятельно, позволяют расширить возможности домашней мастерской в изготовлении конструкций из тонколистового металла. Необходимо только будет проверить мощность сети электроснабжения. Если мощность устройства недостаточной, работу придется отложить до усиления электропроводки.
Также читайте на нашем сайте об устройстве контактной сварки из трансформатора микроволновки
Загрузка … выбор сварочных клещей для контактной сварки, сварные ручные клещи из дерева и другие модели
Клещи для точечной сварки предназначены преимущественно для промышленного использования — ручные варианты из дерева и другие модели выступают в роли зажимов при соединении листового металла, востребованы на СТО и в металлоремонтных мастерских.Они позволяют производить с помощью местного, локального механизма с 2 сторон. О том, как осуществляется выбор сварочных клещей для контактной сварки, о самых и местных этих инструментах стоит поговорить более подробно.
Особенности
Клещи для точечной сварки специальный инструмент, объединяющий силу сжатия и воздействие электрическим током для соединения металлических деталей. Внешне они напоминают от плоскогубцы, но с электродами в области зажимных пластин. К изолированным ручкам прибора подведены провода, по которому пускают ток.
Сварочные клещи для контактной работы имеют проводниковые элементы, изготовленные из кабеля большого сечения, в рабочий комплект входит пусковое устройство и поворотный рычаг, отвечающий за работу зажимного механизма.
Обычно для питания таких клещей применяют промышленные источники тока с напряжением 380 В , чаще всего трансформаторы с обычной или усиленной обмоткой.Используемые электроды изготавливают из сплавов на медной основе, легированных кадмием, хромом, кобальтом. Такая основа обеспечивает изделию прочность, высокую термостойкость для точечной сварки.
Процесс работы с таким инструментом выглядит максимально простым. На электроды подается ток. Одновременно с этим происходит сжатие рукояток устройства — оно может быть механическим, пневматическим.При работе без дополнительных инструментов рычаг, при помощи которого осуществляется нажим, делает максимально максимально.
Клещи ручного типа оснащаться таймером, системой охлаждения, регуляторами сварочного тока. Благодаря такому оснащению можно обеспечить соединение не только плоских листов, но и тонких прутков, деталей из нержавеющей стали. У этого инструмента есть ограничение по продолжительности включения, определяющее длительность непрерывной эксплуатации.
Современные подвесные клещи оснащаются электропневматическим клапаном. Он управляет рабочим ходом, имеет встроенный трансформатор. Такие устройства могут работать с высокой продуктивностью, удаленно от блока управления.
Обзор видов
Для клещей, использу при контактной сварке, используя специальная классификация.Изделия могут различаться по материалу изготовления, типу крепления, форме используемого привода, способу охлаждения. Выделяют следующие категории сварных щипцов.
По типу используемого охлаждения
От того, как именно охлаждается инструмент, зависит от производительности устройства. Для слаботочной сварки подходит воздушный тип. Он дает возможность прибору остывать в естественной среде. Производительность оборудования с воздушным охлаждением — самая низкая, не более 60 точек в течение 1 часа. Водяное охлаждение при использовании высокого напряжения. Интенсивность в этом случае требует адекватного остывания металла. Производительность оборудования с водяным охлаждением достигает 700 точек в час.
По разновидности привода
Выделяют следующие основные категории.
- Ручные. Подходят для работы с нержавеющей сталью, окисленным металлом, черной жестью, окрашенными поверхностями. Они могут снабжаться регуляторами сварочного тока для выбора желаемого воздействия.
- Механизированные. Они работают после кнопки или педали. Сила сжатия постоянная, обычно не регулируется.
- Автоматические. В них происходит сжатие деталей до этого порядка. Как только будет достигнута заданная точка, кнопка регулировки остановит процесс.Ток включается специальными реле.
Наличие электропривода или гидропривода заметно упрощают процесс работы с клещами. Сварщику нужно прилагать минимальные физические усилия. Такие компоненты обычно используются в самых тяжелых устройствах.
По материалу изготовления
Самодельные клещи точечной сварки иногда снабжают рукоятками из дерева. Важно, чтобы их поверхность имел дополнительное изолирующее покрытие. Также можно применять различные сплавы. В промышленном варианте у них металлическая основа с изоляцией из резины или других материалов с низкой электропроводностью.
По способу крепления
Ручные клещи, используемые при контактной сварке, имеют компактные размеры, внешний блок питания, соединенный со щипцами для электродов. Весят изделия не более 10-12 кг, что позволяет оператору без труда удерживать их на весу в процессе работы. Такие варианты подходят для сварки деталей в труднодоступных местах.
В ручных клещах обязательно используется рычаг, отвечающий за регулировку раскрытия держателей.
Подвесные клещи гораздо более массивные, крепят при помощи специальных кронштейнов, оставляя область с электродами на весу. При работе с ними сварщик держит детали в руках, получая свободу действий при выполнении манипуляций. Подвесные модели более высокопроизводительные, могут значительно увеличить количество точек в течение короткого периода времени.
Конструкция ручных клещей позволяет использовать их и в подвесном формате. Нижняя ручка в этом случае заклинивается, верхняя среда подвижность. Сварщик может освободить руки, себе больший комфорт в процессе работы.
Советы по выбору
При подборе подходящих клещей для точечной сварки очень важно обращать внимание на то, какими именно служебными характеристиками оборудование обладает. Среди важных параметров отметим такие.
- Рабочее сетевое напряжение. Оно может составлять 220 или 380 Вольт, соответственно, подключение будет осуществляться от бытовой или промышленной сети.
- Значение тока. От этого показателя зависит, какой будет максимальная толщина соединяемых листов. Например, для железа в 1 мм показатель должен достигать 3800 А.
- Расстояние вылета электродов. Она зависит от длины кронштейнов. Чем она больше, тем удаленнее от края будет располагаться точка сварки.
- Тип используемого для крепления электродов зажима. Он может быть резьбовым или клеммовым. Первый вариант надежнее.
- Вес агрегата. Для подвесных моделей он больше 100 кг, ручные модели имеют меньший вес.
- Энергопотребление. Самые мощные модели могут требовать специальных условий для подключения к сети питания.
- Рекомендованную толщину заготовки. Она указывает инструкции к оборудованию, в некоторых случаях точечная сварка используется даже при соединении прутков.
- Наличие встроенных защитных механизмов. Они позволят избежать резких скачков напряжения и выхода аппарата из строя.
При подборе клещей для точечной сварки нужно учитывать и толщину соединяемых металлических заготовок. Для тонких лучших видов инструмента, для толстых листов стоит приобрести механизированное оборудование, силы сжатия не хватит для соединения.
В следующем видео вы посмотрите на аппарат контактной точечной сварки FoxWeld KTP-8.
Клещи для сварки контактным точечным методом — ручные и подвесные модели
Контактная электрическая сварка является быстрым и надежным способом создания неразъемных соединений металлических деталей. Суть метода заключается в том, что соединяемые детали плотно сжимаются между сварочными клещами и через область контакта пропускается электрический ток, вызывающий быстрый и значительный локальный разогрев заготовок и их точечное соединение.
Этот способ широко применяемого в различных отраслях машиностроения. Крупных конвейеров процесс контактной сварки полностью автоматизирован и выполняется робототехническими устройствами.
Виды устройств
В ремонтных цехах, мастерских, а также в условиях небольших сборочных конвейеров, используется ручная контактная сварка. Основную роль в этом процессе играют зажимные сварочные клещи, которые усиливают сжатие заготовок с помощью электрического сварочного тока.
Зажимные клещи для сварки, применяемые в ремонтном и мелкосерийном производстве, могут иметь следующие виды исполнения:
- ручной вариант;
- подвесная конструкция.
Ручные клещи Предоставьте себе приспособление, удерживаемое при сварке в руках, либо установленное на подставку. На фото изображены клещи КТР — 8.
Краткий перечень технических характеристик КТР — 8:
- клещи питаются от промышленной однофазной электрической сети 220 Вольт;
- мощность агрегата составляет 8 киловольт-ампер;
- общий вес — 14 килограммов;
- скорость выполнения операций достигает 3 сварных точек за 1 минуту при толщине двух свариваемых листов 1,5 миллиметра;
- напряжение холостого хода сварочного трансформатора — 2,5 Вольт.
После каждой точечной сварки необходим перерыв не менее 20 секунд. Максимальная толщина свариваемых листовых заготовок составляет 1,5 миллиметра. Агрегат очень удобен и прост в использовании, практически не требуется обучение персонала.
Ручные клещи для контактных сварочных работ применяются, как правило, при соединении относительно тонких заготовок. В ранних моделях, сжатие заготовок создавалось сварщика через рычаг, как в обычных моделях.
Работа споттером
Работать с тонким листовым материалом можно также споттером.В основном это устройство предназначено для приварки вспомогательных элементов к помятым кузовным деталям автомобилей при производстве кузовного ремонта.
Применение этой технологии позволяет выравнивать поврежденные элементы кузова, доступ к внутренним поверхностям затруднен. Помятые детали кузова в этом случае нет необходимости демонтировать.
Споттер не для выполнения большого объема сварочных работ. Энергия, необходимая для осуществления контактной сварки запасается в накопительном конденсаторе.Это позволяет сэкономить на трансформаторе, так как здесь его габариты и вес значительно меньше.
Но с другой стороны, заряд конденсатора требует некоторого времени, что снижает «скорострельность» устройства.
Электроды
На конце рабочей части клещей установлены электроды, изолированные от металлических элементов конструкции и являющиеся сменными элементами устройства.
К каждому электроду подходит питающий кабель от сварочного трансформатора.Сжатие соединяемых деталей осуществляется электродами. Изготавливаются эти важнейшие элементы из сплавов на основе меди.
Безусловно, этот выбор обусловлен высокими электротехническими качествами меди. Для увеличения прочности и жаростойкости изделий, а также их уменьшения выгорания в процессе эксплуатации, сплавления обогащенными легирующими добавками хрома, кадмия, бериллия и других элементов.
Зажимное усилие
Для нормирования пружины давления, старые установки были установлены кручения, сопротивление в процессе сжатия преодолевалось сварщиком. Современные модели оснащаются пневматическим приводом для увеличения сжимающего усилия.
В зависимости от конструкции, клещи Устройство или выключатель концевого типа, который включается нажатием пальца и управляет подачей сварочного тока.
Питание
Источником тока для сварочных клещей горы специальные понижающие трансформаторы. Сторона высокого напряжения подключается к промышленной электрической сети 380 Вольт, обмотка низкого напряжения обычно состоит из одного витка, выполненного цельным медным диском.Вторичная обмотка рассчитывается таким образом, что напряжение холостого хода составляет от 2 до 5 Вольт.
Ток, протекающий контакт во вторичной обмотке клещей в процессе точечной сварки, для разных моделей может достигать значений от 2 — 3 кА до 15 кА и выше.
Такие трансформаторы являются объемными и достаточно тяжелыми устройствами. Несмотря на это, в настоящее время преобладают конструкции, в которых используется корпус со сварочными клещами.
Это обусловлено тем, что в случае отдельного устройства трансформатора, обеспечивается его связь с электродами посредством кабеля сечения.
Такая связь, кроме того, вызывает заметное падение напряжения в сварочной цепи. С весом же агрегата легко справиться, воспользовавшись подвесной конструкцией.
Подвесная модель
Подвесные клещи для контактной точечной сварки применяются там, где необходимо выполнять большое количество соединений за смену.Обычно это крупные ремонтные мастерские, а также некоторые сборочные конвейеры. На фото представлен агрегат фирмы TECNA
Данная модель сварочных клещей закрепляется на специальном подвесе в зоне рабочего места сварщика. Подвесной аппарат оснащен гироскопом для устойчивой устойчивой ориентации.
Внутри корпуса находится трансформатор, вырабатывающий сварочный ток требуемых характеристик и блок управления, позволяющий тестировать параметры процесса.
Необходимое усилие сжатия клещей достигается посредством пневматического привода. Таким образом, подключаются гибкие связки к электрическому питанию и воздушному соединению, как индивидуальный или групповой компрессор, так и внутрицеховая воздушная магистраль. Для охлаждения электродов в процессе работы применена водяная система с принудительной циркуляцией охлаждающей жидкости.
Управление подвесными сварочными клещами осуществляется с помощью пистолетной рукоятки с курком, закрепленной в верхней части агрегата.Заготовка вводится в зазор между электродами, затем с помощью специе курка, после чего система автоматически отрабатывает в соответствии с предустановленными настройками.
Для примера технические характеристики младшей модели сварочных клещей tecna 3321. Мощность устройства (номинальная) — 16 киловольт-ампер.
Максимальная потребляемая мощность в процессе сварки составляет 37 киловольт-ампер.


 Сварочные клещи для выполнения точечной сварки на частное применение, поэтому слишком массивный агрегат будет приводить к быстрому утомлению работника и снизить производительность его труда.
Сварочные клещи для выполнения точечной сварки на частное применение, поэтому слишком массивный агрегат будет приводить к быстрому утомлению работника и снизить производительность его труда.Ток, протекающий во вторичной обмотке клещей в процессе точечной контактной сварки, для разных моделей может достигать значений от 2 — 3 кА до 15 кА и выше.
 Несмотря на это, в настоящее время преобладают конструкции, в которых используется корпус со сварочными клещами.
Несмотря на это, в настоящее время преобладают конструкции, в которых используется корпус со сварочными клещами.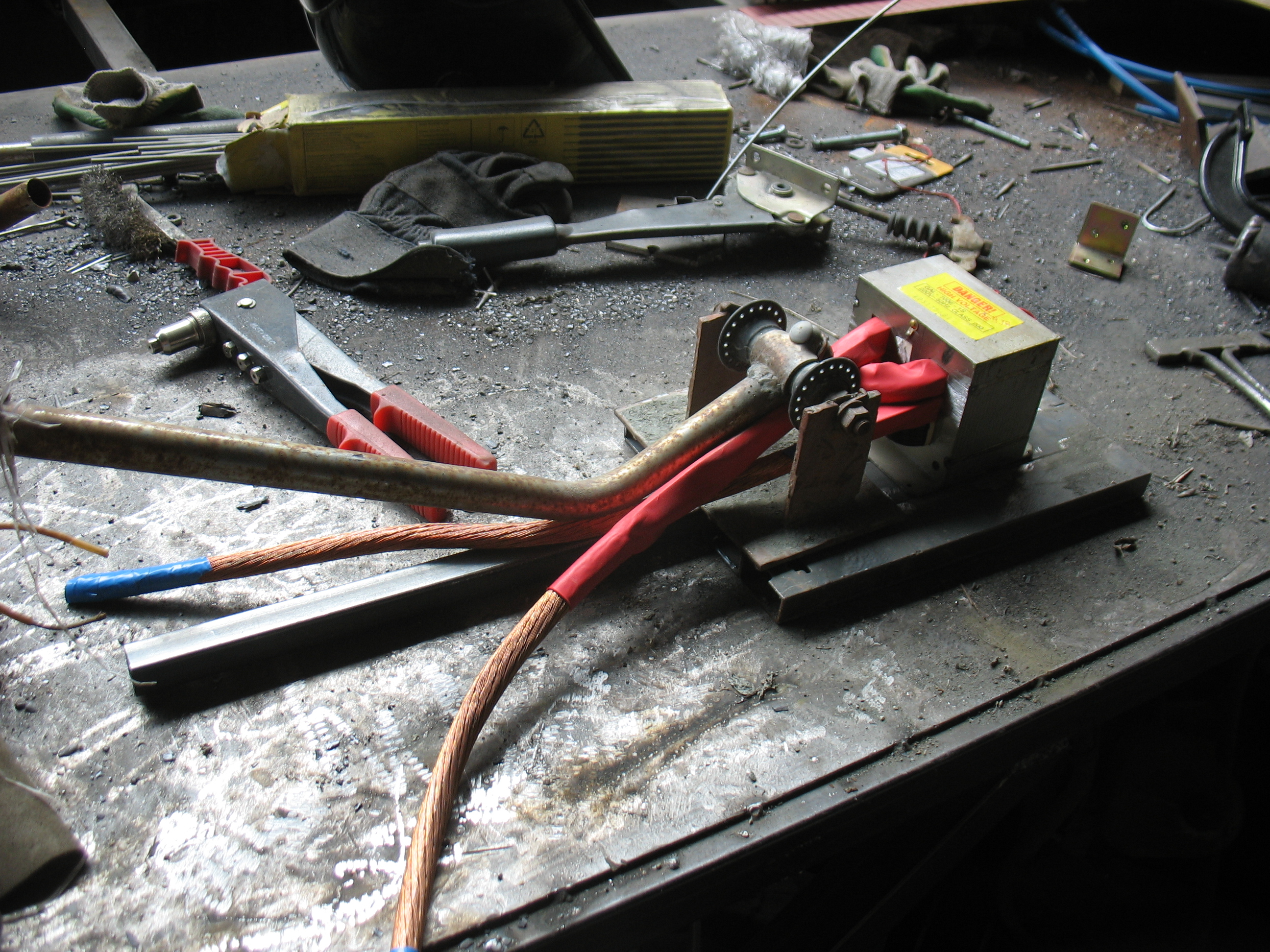
Вылет может регулироваться плавно и ступенчато. В более дешёвых конструкциях величина вылета изменяется переустановкой электрододержателей в требуемые пазы или отверстия на корпусе. В сварочных клещах с автоматическим приводом регулировка вылета иногда возникает при помощи плунжера, выдвигаемого при помощи сжатого воздуха.Популярности у сварщиков такие устройства, однако, не получили: клещи становятся тяжелее, а для стабильности воздуха требуется ресивер, что делает оснастку более громоздкой.

 Это изолирует руки сварщика от токоведущих частей и повысит удобство работы.
Это изолирует руки сварщика от токоведущих частей и повысит удобство работы. Фирмы с долгой историей своим добрым именем используют для производства своей продукции передовые научные разработки и технические решения, применяют только качественные материалы.
Фирмы с долгой историей своим добрым именем используют для производства своей продукции передовые научные разработки и технические решения, применяют только качественные материалы. Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее.
Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее. При этом образуется сварное соединение, называемое швом. Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь ее плотности.Кроме того, следует учитывать такие параметры:
При этом образуется сварное соединение, называемое швом. Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь ее плотности.Кроме того, следует учитывать такие параметры: Это устройство управляет процессом сваривания с помощью длительности сварочного импульса, попадающего на деталь. Для того, чтобы выполнить данные действия потребуется часового реле, которое регулируется наличие автоматически или вручную.
Это устройство управляет процессом сваривания с помощью длительности сварочного импульса, попадающего на деталь. Для того, чтобы выполнить данные действия потребуется часового реле, которое регулируется наличие автоматически или вручную.

 Это устройство способно работать под нагрузкой в максимальным напряжением до восьмисот ватт и током до восьмидесяти ампер. В составе данной схемы управления присутствует:
Это устройство способно работать под нагрузкой в максимальным напряжением до восьмисот ватт и током до восьмидесяти ампер. В составе данной схемы управления присутствует: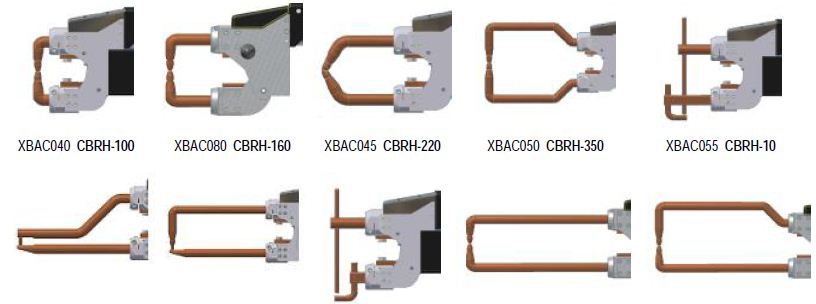 В таком случае, потребуется наличие практически любого реле, обладающего слаботочными электромагнитными характеристиками.
В таком случае, потребуется наличие практически любого реле, обладающего слаботочными электромагнитными характеристиками. Они подгибаются по внутренней и внешней кромке. Далее производит обмотка магнитопровода лакотканью в три или более слоев. Для того, чтобы выполнить обмотку потребуется наличие таких проводов:
Они подгибаются по внутренней и внешней кромке. Далее производит обмотка магнитопровода лакотканью в три или более слоев. Для того, чтобы выполнить обмотку потребуется наличие таких проводов: Клещи бывают двух видов: стационарного или выносного.Первый вариант — более прост в изготовлении, так как они имеют качественную и надежную изоляцию, с прочно соединенными между собой узлами участками. Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы.
Клещи бывают двух видов: стационарного или выносного.Первый вариант — более прост в изготовлении, так как они имеют качественную и надежную изоляцию, с прочно соединенными между собой узлами участками. Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы. Возможен вариант использования жала от паяльного аппарата с высокой мощностью.Диаметр электрода должен соответствовать диаметру провода, к которому он подключен. Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер.
Возможен вариант использования жала от паяльного аппарата с высокой мощностью.Диаметр электрода должен соответствовать диаметру провода, к которому он подключен. Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер.

 Далее следует отрезать две части провода, выполненного из меди, размер каждого участка около 25 мм. Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы.При этом, следует позаботиться о заземлении, которое одевается на одну из клемм.
Далее следует отрезать две части провода, выполненного из меди, размер каждого участка около 25 мм. Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы.При этом, следует позаботиться о заземлении, которое одевается на одну из клемм. Существует огромное количество разных соединительных приспособлений, но сварочные клещи предпочитают большинство сварщиков, так как они имеют множество достоинств. Например: youtube.com/embed/IXn48ZAYiMY?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»/>
Существует огромное количество разных соединительных приспособлений, но сварочные клещи предпочитают большинство сварщиков, так как они имеют множество достоинств. Например: youtube.com/embed/IXn48ZAYiMY?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»/> Клещи для контактной точечной сварки замените собой пистолет, подсоединяемый одним контактом к трансформатору, вторым — к свариваемому металлу.
С помощью такого пистолета сварочную точку можно поставить на любой участок изделия. В данной ситуации сварочные клещи не понадобятся.



Пример: при помощи ручных клещей на 3800 А можно осуществить соединение листового железа толщиной 1 мм.
 Ключ для сварки одновременно обеспечивает прогрев и усиленное сжатие двух металлических полос.
Ключ для сварки одновременно обеспечивает прогрев и усиленное сжатие двух металлических полос. Это те же плоскогубцы, к ручкам которых подведены провода, а на месте зажимных пластин электроды. Для электропитания используют мощные трансформаторы, запитывающиеся от трехфазной сети 380 В. Они оснащены цельным медным диском вторичной обмотки. Необходимая разница потенциалов холостого хода составляет от двух до пяти вольт. Сила тока контактной сварки в зависимости от вида агрегатов изменяется от 2 до 15 кА.
Это те же плоскогубцы, к ручкам которых подведены провода, а на месте зажимных пластин электроды. Для электропитания используют мощные трансформаторы, запитывающиеся от трехфазной сети 380 В. Они оснащены цельным медным диском вторичной обмотки. Необходимая разница потенциалов холостого хода составляет от двух до пяти вольт. Сила тока контактной сварки в зависимости от вида агрегатов изменяется от 2 до 15 кА. Площадь их соприкосновения при контакте — это точка сварки.
Площадь их соприкосновения при контакте — это точка сварки.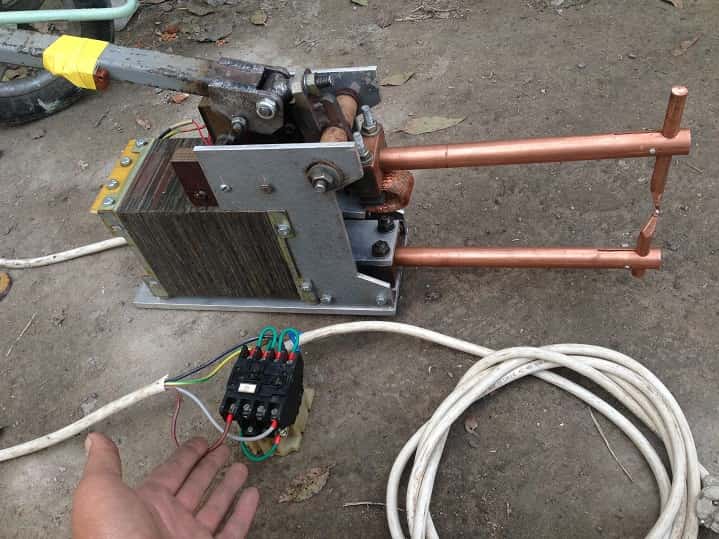
Клещи зажимные сварочные легче сжимать рычаги, опираясь на прижимнойг всем телом.


 ..
..


 Они преобразуют сетевое напряжение переменного тока 220 или 380 вольт.Вторичная обмотка представляет собой толстую медную шину или разрезной диск из меди. Напряжение холостого хода равно 2-5 вольтам.
Они преобразуют сетевое напряжение переменного тока 220 или 380 вольт.Вторичная обмотка представляет собой толстую медную шину или разрезной диск из меди. Напряжение холостого хода равно 2-5 вольтам.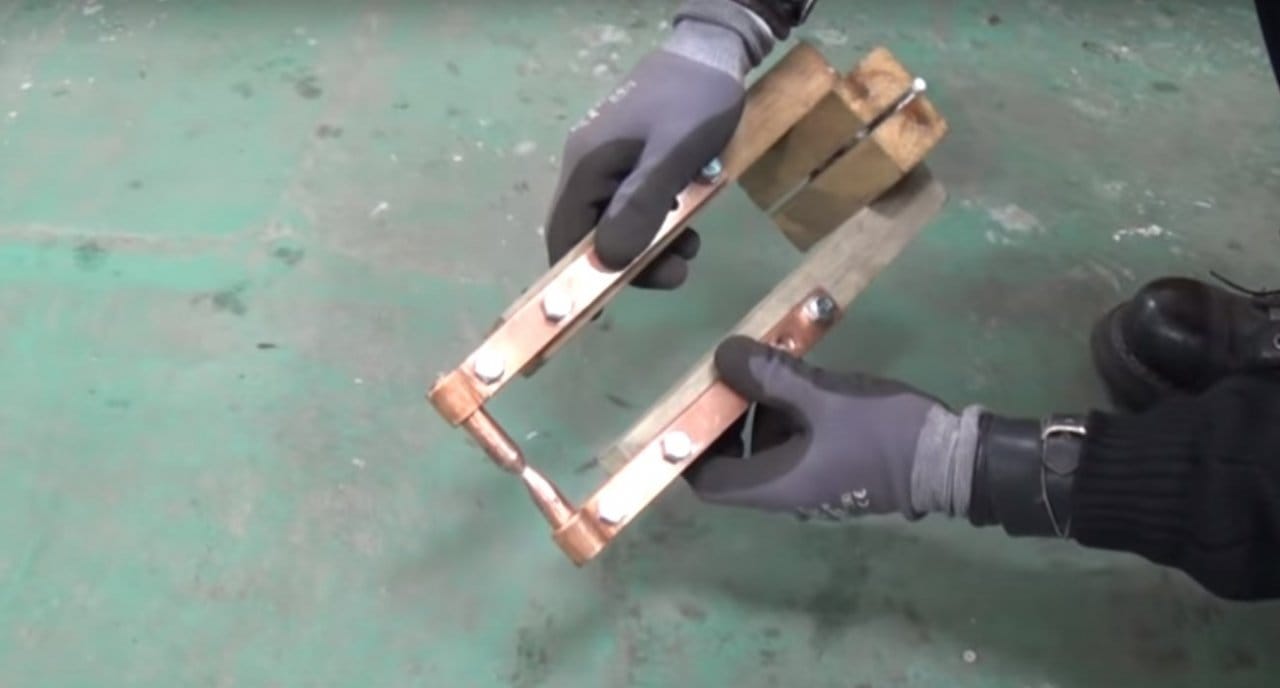
 Последние для удешевления стремятся максимально упрощать конструкцию в ущерб долговечности и безопасности.
Последние для удешевления стремятся максимально упрощать конструкцию в ущерб долговечности и безопасности.
 Если мощность устройства недостаточной, работу придется отложить до усиления электропроводки.
Если мощность устройства недостаточной, работу придется отложить до усиления электропроводки. Внешне они напоминают от плоскогубцы, но с электродами в области зажимных пластин. К изолированным ручкам прибора подведены провода, по которому пускают ток.
Внешне они напоминают от плоскогубцы, но с электродами в области зажимных пластин. К изолированным ручкам прибора подведены провода, по которому пускают ток. Сварочные клещи для контактной работы имеют проводниковые элементы, изготовленные из кабеля большого сечения, в рабочий комплект входит пусковое устройство и поворотный рычаг, отвечающий за работу зажимного механизма.
 На электроды подается ток. Одновременно с этим происходит сжатие рукояток устройства — оно может быть механическим, пневматическим.При работе без дополнительных инструментов рычаг, при помощи которого осуществляется нажим, делает максимально максимально.
На электроды подается ток. Одновременно с этим происходит сжатие рукояток устройства — оно может быть механическим, пневматическим.При работе без дополнительных инструментов рычаг, при помощи которого осуществляется нажим, делает максимально максимально. Такие устройства могут работать с высокой продуктивностью, удаленно от блока управления.
Такие устройства могут работать с высокой продуктивностью, удаленно от блока управления.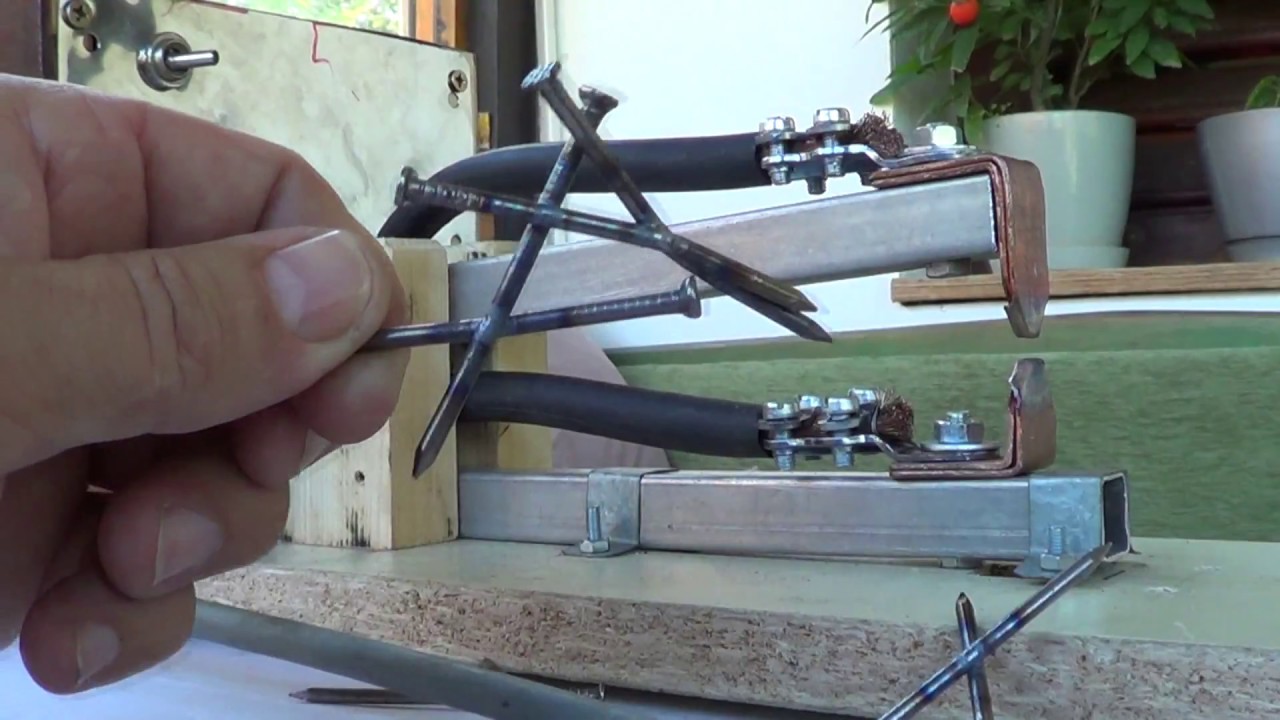 Водяное охлаждение при использовании высокого напряжения. Интенсивность в этом случае требует адекватного остывания металла. Производительность оборудования с водяным охлаждением достигает 700 точек в час.
Водяное охлаждение при использовании высокого напряжения. Интенсивность в этом случае требует адекватного остывания металла. Производительность оборудования с водяным охлаждением достигает 700 точек в час. В них происходит сжатие деталей до этого порядка. Как только будет достигнута заданная точка, кнопка регулировки остановит процесс.Ток включается специальными реле.
В них происходит сжатие деталей до этого порядка. Как только будет достигнута заданная точка, кнопка регулировки остановит процесс.Ток включается специальными реле. Весят изделия не более 10-12 кг, что позволяет оператору без труда удерживать их на весу в процессе работы. Такие варианты подходят для сварки деталей в труднодоступных местах.
Весят изделия не более 10-12 кг, что позволяет оператору без труда удерживать их на весу в процессе работы. Такие варианты подходят для сварки деталей в труднодоступных местах.В ручных клещах обязательно используется рычаг, отвечающий за регулировку раскрытия держателей.
 Сварщик может освободить руки, себе больший комфорт в процессе работы.
Сварщик может освободить руки, себе больший комфорт в процессе работы.



Ручные клещи для контактных сварочных работ применяются, как правило, при соединении относительно тонких заготовок. В ранних моделях, сжатие заготовок создавалось сварщика через рычаг, как в обычных моделях.
 Энергия, необходимая для осуществления контактной сварки запасается в накопительном конденсаторе.Это позволяет сэкономить на трансформаторе, так как здесь его габариты и вес значительно меньше.
Энергия, необходимая для осуществления контактной сварки запасается в накопительном конденсаторе.Это позволяет сэкономить на трансформаторе, так как здесь его габариты и вес значительно меньше. Современные модели оснащаются пневматическим приводом для увеличения сжимающего усилия.
Современные модели оснащаются пневматическим приводом для увеличения сжимающего усилия. Несмотря на это, в настоящее время преобладают конструкции, в которых используется корпус со сварочными клещами.
Несмотря на это, в настоящее время преобладают конструкции, в которых используется корпус со сварочными клещами.
