Расчет на прочность сварного шва. Какие показатели нужно учитывать?

В конструкциях из металла зачастую необходимо соединить между собой отдельные детали, для того чтобы это осуществить прибегают к использованию сварных швов. Это один из самых простых и недорогих способов, отличающийся высоким качеством. Параметры у каждого сварного соединения разные, все зависит от используемого металла, его толщины и т.д. Поэтому в каждом отдельном случае необходимо произвести индивидуальный расчет на прочность сварных соединений. Эти вычисления помогут выявить характеристики сварного шва на данный момент.
Содержание статьи
Общие сведения
Как уже отмечалось, сварные швы являются одними из самых прочных среди существующих неразъемных соединений. Они возникают в результате воздействия сил молекулярного сцепления, которое является результатом сильного нагрева до расплавления деталей в месте их сцепления или нагрева деталей до пластического состояния, посредством механического усилия.
Несмотря на прочность и надежность сварного шва, у подобного соединения выделяется и ряд недочетов: из-за того, что нагревается и охлаждается соединение неравномерно, может наблюдаться остаточное напряжение. Помимо этого, в процессе сварки могут образовываться некоторые дефекты, например, трещины или непровары. Все это негативно сказывается на прочности сварных соединений.
Первоначальный расчет сварных швов на прочность производят на этапе составления проекта. Этому моменту стоит уделить особое внимание, поскольку важно выбрать материалы, которые будут надежными и прочными и смогут выдержать определенные нагрузки.
Если произвести верный расчет на прочность получившегося шва, то можно определить необходимое количество расходуемого материала.
Расчет сварных швов на прочность
Для того, чтобы произвести расчет сварных соединений и вычислить коэффициент прочности сварного шва, надо произвести точный замер всех показателей (форма, размер, положение в пространстве).
Осуществить сварку можно разными способами. На сегодняшний день наибольшей популярностью пользуются следующие виды сварки:
- электрическая, которая в свою очередь подразделяется на дуговую и контактную,
- газовая.
Также выделяются: ручная, полуавтоматическая, автоматическая сварка.
Учитывая тот фактор, каким образом размещаются элементы, которые подвергаются сварке, выделяются такие типы соединений: стыковые, угловые, нахлесточные, тавровые.

Для каждого из вышеизложенных типов расчет на прочность проводится индивидуально.
Стыковые швы
Если необходимо высчитать коэффициент прочности сварного шва, в первую очередь, нужно обратить внимание на такой параметр как номинальное сечение, при этом учитывать утолщения швов, образуемых во время сварки не нужно. Вычисление производится исходя из данных о сопротивлении материалов, которые образуются в сплошных балках.

Когда касательные, нормальные напряжения начнут оказывать непосредственное влияние на соединения, то для расчета эквивалентного напряжения следует воспользоваться формулой:
Условие прочности можно представить следующим образом: σЭ ≤ [σ’]P
Для поиска данных этого параметра ниже представлена таблица.
Метод сварки | Допускаемые напряжения | ||
| При растяжении [σ’]р | При сжатии [σ’]еж | При сдвиге [τ’]ср | |
| Автоматическая, ручная электродами Э42А и Э50А | [σ]р | [σ]р | 0,65 [σ]р |
| Ручная электродами обычного качества | 0,9 [σ]р | [σ]р | 0,6 [σ]р |
Контактная точечная | 0,5 [σ]р | ||
Угловые швы
Соединение угловых сварных швов чаще всего осуществляется с поперечным сечением. Оба края соотносятся друг к другу 1:1. Поскольку сторона сечения называется катет сварного шва, на всех схемах и формулах она имеет обозначение «К». Зачастую шов деформируется и разрушается в самом маленьком месте сечения (опасное сечение), оно наиболее слабое, и проходит через биссектрису прямого угла. В таком сечении габариты (размер) шва определяются как β*К. Еще один важный показатель – длина шва (а). С помощью этих показателей можно узнать какую нагрузку способен выдержать сварной шов.

Рассмотрим примеры.
Если процесс сварки осуществлялся в автоматическом, полуавтоматическом или ручном режиме, то β будет равняться 0,7. Таким образом, получится шов в форме равнобедренного треугольника. В случае, когда процесс сварки происходил в полуавтоматическом режиме, но подход был не один, а несколько (2 или 3), то β уже будет равен 0,8; для такого же случая, но при автоматическом режиме β=0,9, а для автоматической однопроходной сварки — β=1,1. Требуется принимать К <δmin. В машиностроении общего назначения К, как правило, ≥ 3 мм.
Обратите внимание! Расчет на прочность сварных соединений углового типа должен производиться исключительно по касательным напряжениям.
Для этого необходимо узнать общее касательное напряжение. Чтобы узнать этот показатель надо определить самую нагруженную точку в данном сечении. После чего, показатели всех напряжений, находящихся в нем суммируются.
Для того, что найти коэффициент прочности сварного шва и узнать какую нагрузку он способен выдержать, надо иметь исходные данные. Однако, только этих сведений недостаточно. Важно рассчитать все верно и последовательно.
- На первом этапе нужно узнать все показатели, отличающие данное сварное соединение: форма, размер, положение в пространстве.
- После, опасное сечение — это сечение с наибольшим напряжением, нужно повернуть на плоскость, которая непосредственно контактирует со свариваемой деталью. После того, как вы его повернете, образуется новое расчетное сечение.
- На следующем этапе нужно определиться с местом положения центра масс на сечении, образовавшемся в результате поворота (расчетном сечении).
- Внешнюю приложенную нагрузку надо переместить в центр масс.
- Следующее, что необходимо сделать – это узнать показатели напряжения, образующегося в расчетном сечении под воздействием поперечной и нормальной силы, а также крутящего и изгибающего момента.
- Далее нужно найти самую нагруженную точку в сечении. Именно здесь надо суммировать все полученные нагрузки, оказывающие влияние на поверхность и в итоге вы узнаете общую итоговую нагрузку, которой будет подвергаться шов.
- Затем нужно произвести расчет допускаемого напряжения, которое будет воздействовать на шов.
- И заключительный этап состоит в сравнении допустимого напряжения и суммарного. Таким образом, вы получите размеры, которые максимально подходят для выбранной вами конструкции.
Подводя итог важно отметить, что производить расчет сварного шва на прочность обязательно нужно. Ведь верно высчитанные параметры обеспечат вам надежные соединения.
[Всего голосов: 1 Средний: 1/5]| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
Коэффициент прочности сварного шва — Справочник химика 21
Коэффициент прочности сварного шва (ф) выбирается из табл. [c.39]Выбор материала 34 3.2 Выбор коэффициента прочноста сварного шва 39 [c.3]
Что характеризует и от чего зависит коэффициент прочности сварного шва Каковы ч> максимальное и минимальное значения [c.168]
Выбор коэффициента прочности сварного шва [c.39]
Коэффициент прочности сварного шва. При расчете сварных сосудов и аппаратов вводится коэффициент прочности сварного шва ф, принятые значения которого приведены ниже. [c.37]
Коэффициент прочности сварного шва (ф) зависит от вида шва, типа сварки, процентного объема контролируемых швов. [c.39]
Допускаемое рабочее давление определяется по формуле, полученной из (2.44) с учетом коэффициента прочности сварного шва [c.130]
Коэффициент прочности сварного шва принимается при автоматической сварке f = 0,8 при ручной сварке о,. = 0,7. [c.272]
Для плоского фланца, сваренного из нескольких частей, в знаменатель выражения (3.7.61) вводится множитель — коэффициент прочности сварного шва [c.106]
Избыточную над расчетной толщину стенки (з — С) — Зр можно получить округлением значения толщины стенки, например, до ближайшего четного значения или увеличением толщины стенки для уменьшения размера укрепляющего кольца. Избыточную толщину стенки получают также, если вырез сделан вне продольного шва, а коэффициент прочности сварного шва ф [c.78]
Расчет цилиндрических аппаратов, нагруженных наружным давлением. Под наружным давлением находятся вакуумные аппа- раты, корпуса аппаратов с рубашками и различные внутренние устройства (греющие камеры выпарных установок и др.). При этом (в стенках возникают сжимающие напряжения. Толщину стенки аппарата, находящегося под наружным давлением, рассчитывают на прочность по тем же формулам и с теми же запасами прочности, что и аппараты с внутренним давлением. Коэффициент прочности сварного шва в этом случае принимают равным единице. Однако для аппаратов, находящихся -под внешним давлением, одного расчета на прочность недостаточно. Необходимо проверить также ус- тойчизость оболочки. Тонкостенные оболочки под действием на- ружного давления могут потерять свою первоначальную фюрму и [c.40]
Допускаемое напряжение для стали СтЗ при температуре 150° С по табл. 4 принимаем [а] = 131 МПа, =1,9-10 МПа — модуль упругости для углеродистой стали при [c.80]
В формулах (14.25)—(14.27) ф — коэффициент прочности сварного шва на обечайке — коэффициент, определяемый по рис. 14.17 К ц — коэффициент, определяемый по рис. 14.20 в зависимости от угла обхвата б и параметра а/О [c.299]
При отсутствии отверстий в стенке реактора или при полностью укрепленных отверстиях коэффициент прочности ф принимают равным коэффициенту прочности сварного шва фш, значения которого приведены в табл. 5.
В формулах (4,32) — (4.34) О — внутренний диаметр, м С — прибавка па коррозию, м С] — конструктивно-технологическая прибавка, м Хц—толщина центральной обечайки, м 3 — коэффи-циенг голстостешюсти определяется по величине логарифма коэффициента толстостенности 1п 3 = )/(адопф) (табл. 4.9), где р — расчетное давление, А4Па Одои — допускаемое напряжение, МПа, Ф — коэффициент прочности сварного шва. [c.169]
Если ось сварного соединения обечайки удалена от наружных поверхностей обоих штуцеров более чем на три толщины стенки укрепляемого элемента 35 и не пересекает перемычку, то коэффициент прочности сварного шва в формулах (7) и (8) принимают ф=1. В остальных случаях принимают ф 1, в зависимости от вида и качества сварного шва. [c.106]
Толщину стенки труб с продольным сварным швом рассчитывают с учетом коэффициента прочности сварного шва ср[c.108]
Для сварных сосудов, наиболее часто используемых, в последнюю формулу вводят коэффициент прочности сварного шва ф и следующие обозначения О — внутренний диаметр сосуда с — прибавка на коррозию 5 и х — соответственно полная и расчетная толщина стенки. В результате получают выражение для радиуса срединной поверхности обечайки [О + (8 с) 2, причем исполнительная толщина стенки х х + с. [c.143]
Пример. Рассчитать горизонтальный цилиндрический резервуар из углеродистой стали СтЗ емкостью 25 опирающийся на две опоры. Диаметр резеруа-ра 2400 мм, длина 6150 мм, длина цилиндрической части 5400 мм, удельный вес жидкости 12500 Н/м . Хранилище работает под избыточным давлением 0,6 МПа, при температуре 20—60° С. Ширина опоры 6 = 600 мм, угол обхвата 120°. Толщина стенки, определенная из расчета действия внутреннего давления по (10), равна 7 мм, коэффициент прочности сварного шва принят (р = 0,9 прибавка на коррозию 1 мм.
Коэффициент прочности сварного шва, выполненного газосваркой или электросваркой, принимается соответственно конструкции ojBi и способу сварки [c.260]
В этих выражениях / 1 = пО (яг—с)/8 и / г = » И 2 — с)/8— моменты инерции площади поперечных сечений соответственно пролетной и подбандажной частей обечайки, мм — наружный диаметр подбандажной обечайки, мм 1 1 = 21×101 и = = 2/3/02 — моменты сопротивления поперечных сечений соответственно пролетной и подбандажной обечаек, мм 5зс1 = = 0,ЪО ( 1 — с) и 8×2 = 0,5 2 ( 2 — с) — статические моменты поперечного сечения соответственно пролетной и подбандажной частей обечайки, мм ф — коэффициент прочности сварного шва. [c.152]
Коэффициент прочности сварных швов — это… Что такое Коэффициент прочности сварных швов?
- Коэффициент прочности сварных швов
-
Коэффициент прочности сварных швов
j
Смотри также родственные термины:
Коэффициент прочности сварных швов кольца жесткости
jк
Коэффициент прочности сварных швов кольца жесткости
jК
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Коэффициент прочности продольного сварного шва
- Коэффициент прочности сварных швов кольца жесткости
Смотреть что такое «Коэффициент прочности сварных швов» в других словарях:
Коэффициент прочности сварных швов кольца жесткости — jк Источник: ГОСТ 14249 89: Сосуды и аппараты. Нормы и методы расчета на прочность оригинал документа Коэффициент … Словарь-справочник терминов нормативно-технической документации
Коэффициент прочности сварных швов кольца жесткости — jк Источник: Поправка к ГОСТ 14249 89: оригинал документа … Словарь-справочник терминов нормативно-технической документации
Коэффициент прочности — отношение фактического модуля упругости (прогиба) дорожной конструкции в данный момент времени к требуемому общему модулю упругости (прогибу), если дорожная одежда рассчитана по Инструкции title= Инструкция по проектированию дорожных одежд… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 14249-89: Сосуды и аппараты. Нормы и методы расчета на прочность — Терминология ГОСТ 14249 89: Сосуды и аппараты. Нормы и методы расчета на прочность оригинал документа: Безразмерные коэффициенты B1, B2, B3, B4, B5, B6, B7 Определения термина из разных документов: Безразмерные коэффициенты Безразмерные… … Словарь-справочник терминов нормативно-технической документации
Поправка к ГОСТ 14249-89: — Терминология Поправка к ГОСТ 14249 89: оригинал документа: Безразмерные коэффициенты B1, B2, B3, B4, B5, B6, B7 Определения термина из разных документов: Безразмерные коэффициенты Безразмерные коэффициенты … Словарь-справочник терминов нормативно-технической документации
РД 24.200.17-90: Сосуды и аппараты из титана. Нормы и методы расчета на прочность — Терминология РД 24.200.17 90: Сосуды и аппараты из титана. Нормы и методы расчета на прочность: Амплитуда напряжений, МПа (кгс/см2) sA Определения термина из разных документов: Амплитуда напряжений, МПа (кгс/см2) Безразмерный коэффициент К4… … Словарь-справочник терминов нормативно-технической документации
Коэффициенты — A11, A12, А22, А* а, а11, a12, а22 Источник: ГОСТ 25859 83: Сосуды и аппараты стальные. Нормы и методы расчета на прочность при малоцикловых нагрузках … Словарь-справочник терминов нормативно-технической документации
проверка — 2.9 проверка [аудит]: Систематическая и объективная деятельность по оценке выполнения установленных требований, проводимая лицом (экспертом) или группой лиц, независимых в принятии решений. Источник: ГОСТ Р 52549 2006: Система управления… … Словарь-справочник терминов нормативно-технической документации
Требования — 5.2 Требования к вертикальной разметке 5.2.1 На поверхность столбиков, обращенную в сторону приближающихся транспортных средств, наносят вертикальную разметку по ГОСТ Р 51256 в виде полосы черного цвета (рисунки 9 и 10) и крепят световозвращатели … Словарь-справочник терминов нормативно-технической документации
Подготовка — 5. Подготовка* Преобразование принятых сигналов согласно настоящему стандарту в форму, которая позволяет измерять, обрабатывать или выдавать информации (например усиление, преобразование в код) Источник … Словарь-справочник терминов нормативно-технической документации
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
Коэффициент прочности сварного шва.
 — характеризует прочность сварного шва
по отношению к прочности основного
свариваемого металла.
— характеризует прочность сварного шва
по отношению к прочности основного
свариваемого металла.  — верхний предел (при автоматической
сварке)
— верхний предел (при автоматической
сварке)
 (0,8…0,95) – при ручной сварке.
(0,8…0,95) – при ручной сварке.
Латунь = медь + цинк.
Технологические прибавки к номинальной расчётной толщине стенки сосуда. Исполнительная толщина стенки сосуда, детали сборочной единицы.
 — номинальная расчётная толщина стенки,
обусловленная прочностным расчётом,
принятой расчётной схемой и выбранным
расчётным алгоритмом.
— номинальная расчётная толщина стенки,
обусловленная прочностным расчётом,
принятой расчётной схемой и выбранным
расчётным алгоритмом.
При таком подходе остаётся неучтённым целый ряд негативных факторов:
= Коррозионное воздействие (одностороннее или двухстороннее)
= Удаление стенки вследствие воздействия абразивных средств
= Возможное утонение стандартного листа за счёт минусового допуска
= Возможное утонение стенки при использовании деформативной технологии изготовления аппарата (вытяжка, штамповка, гибка).
 — технологическая (конструктивная)
прибавка.
— технологическая (конструктивная)
прибавка.
 — прибавка на коррозию и эрозию стенки
аппарата
— прибавка на коррозию и эрозию стенки
аппарата

П – проницаемость, 
 ,
,
 — прибавка на возможный минусовой допуск
к номинальной толщине листа.
— прибавка на возможный минусовой допуск
к номинальной толщине листа.
 — прибавка на возможное удаление стенки
детали при использовании выше названных
деформативных технологий.
— прибавка на возможное удаление стенки
детали при использовании выше названных
деформативных технологий.
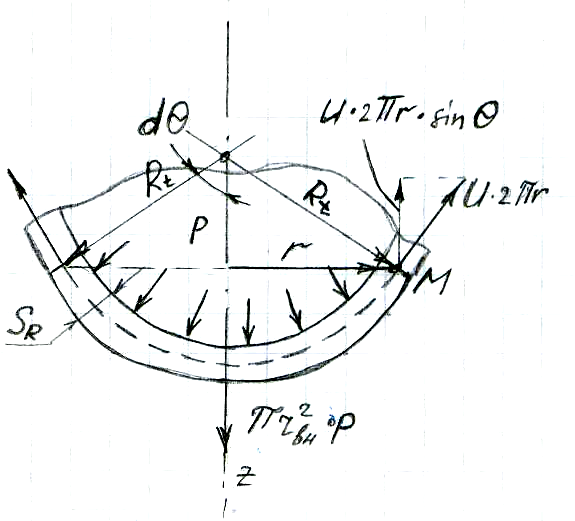
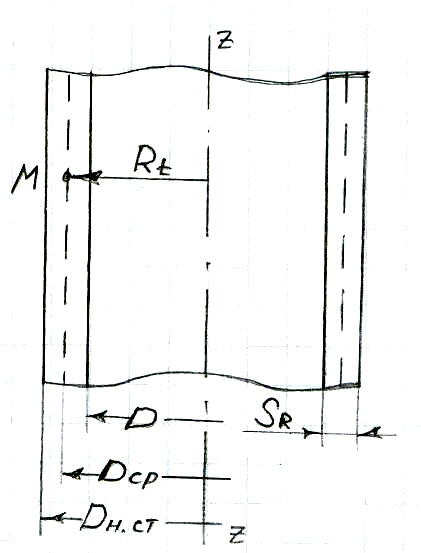
Расчёт и конструирование тонкостенных осесимметричных изотропных оболочек вращения.
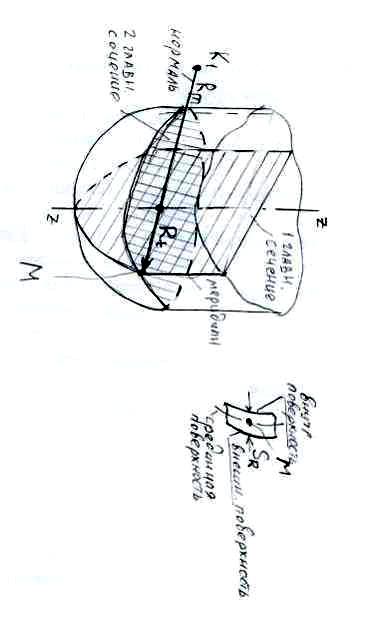
 — первый главный радиус кривизны в точке
М (меридиальный радиус).
— первый главный радиус кривизны в точке
М (меридиальный радиус).
 — второй главный радиус кривизны в точке
М.
— второй главный радиус кривизны в точке
М.
Расчёт и основные конструкции тонкостенных оболочек вращения, работающих под внутренним избыточным давлением. Расчёт на прочность.

Лекция 4.
r– радиус параллельного круга
U– меридианальная сила
T– кольцевая сила
Q– поперечная перерезающая сила
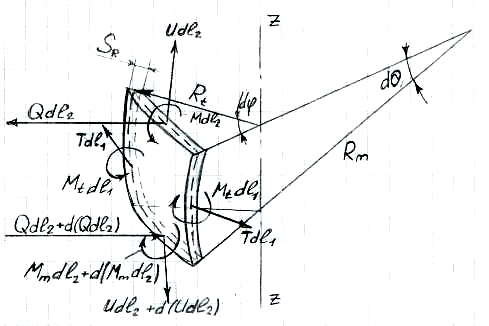
В оболочке вращения кривизна меняется
вдоль меридианы (приращение  ).
В кольцевых направляющих кривизна
постоянна (приращение
).
В кольцевых направляющих кривизна
постоянна (приращение ).
).
Все перечисленные внутренние силовые факторы образуют моментное напряжённое состояние выделенного бесконечно малого элемента оболочки.
Если методами моментной теории оболочек можно определить все внутренние силовые факторы, то прочностной расчёт оболочки ведётся обычными методами, а именно:
 ;
; ;
; ;
;

На практике протяжённость краевых зон
весьма мала (порядка 2-3 толщин стенки).
В гладких участках тонкостенных оболочек
вращения основную роль играют нормальные
силы в гранях выделенного элемента ( и
и ),
образующие, так называемое, безмоментное
(мембранное) напряжённое состояние. В
гладких участках таких оболочек действия
изгибающих моментов (
),
образующие, так называемое, безмоментное
(мембранное) напряжённое состояние. В
гладких участках таких оболочек действия
изгибающих моментов ( и
и ),
поперечных перерезывающих сил
),
поперечных перерезывающих сил становится пренебрежимо малым (ими
пренебрегают в расчёте гладких участков
таких оболочек). Нормальные силы (
становится пренебрежимо малым (ими
пренебрегают в расчёте гладких участков
таких оболочек). Нормальные силы ( и
и )
в этом случае образуют двумерное
напряжённое состояние.
)
в этом случае образуют двумерное
напряжённое состояние.
Из ГОСТ: 
Рассмотрим безмоментное напряжённое состояние:
 — внутренне избыточное давление (внешний
силовой фактор)
— внутренне избыточное давление (внешний
силовой фактор)
Спроецируем все силы на ось действия
силы  :
:
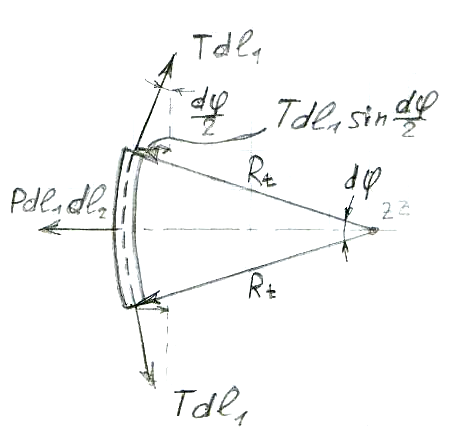
 — для бесконечно малых углов
— для бесконечно малых углов


Так как , то


 — уравнение Лапласа (уравнение равновесия
бесконечно малого элемента оболочки,
находящейся под внутренним избыточным
давлением
— уравнение Лапласа (уравнение равновесия
бесконечно малого элемента оболочки,
находящейся под внутренним избыточным
давлением ).
).
Для нахождения недостающего уравнения связи между неизвестными напряжениями, получим уравнения равновесия конечной зоны оболочки:
Так как  ,
,  ,
то
,
то
 — уравнение равновесия конечной зоны
— уравнение равновесия конечной зоны
Вывод нормативных расчётных формул для прочностного расчёта основных типов тонкостенных оболочек вращения, образующих современные аппараты и машины
Цилиндрическая оболочка:
 (в точке М)
(в точке М)
Установим соотношение между главными
напряжениями  и
и
 ,
,
 ,
так как
,
так как .
.
Полученный результат показывает, что
при прочих равных условиях 
 в 2 раза.Продольные швы нагружены
больше всего!!!
в 2 раза.Продольные швы нагружены
больше всего!!!
Лекция 5.
Для аппаратов, изготовленных из труб или аппаратов, изготовленных из листовых обечаек диаметром менее или равным 400 мм в качестве расчётного применяется расчётный диаметр. Для аппаратов, изготовленных из труб или аппаратов, изготовленных из листовых обечаек диаметром более 400 мм в качестве расчётного применяется внутренний диаметр.
Преобразуем уравнение Лапласа применительно к цилиндрической оболочке:

Так как  ,
, ,
где
,
где — коэффициент прочности сварного шва,
то, взяв за основуIIIтеорию
прочности (теорию пластичности), получим:
— коэффициент прочности сварного шва,
то, взяв за основуIIIтеорию
прочности (теорию пластичности), получим:

 ,
,

 ,
где
,
где — коррозионная прибавка,S– полная исполнительная толщина стенки.
— коррозионная прибавка,S– полная исполнительная толщина стенки.
Сферическая оболочка:

Так как  ,
, ,
то:
,
то:

 — в 2 раза меньше, чем для цилиндра.
— в 2 раза меньше, чем для цилиндра.
Сферическая оболочка менее материалоёмка, чем цилиндрическая.
Эллиптические днища:
В – полюс (минимальная кривизна, опасная точка)
А – экватор (краевая зона)
Все нормализованные (принятые в ГОСТе) эллиптические днища геометрически подобны друг другу.
 — внутренний радиус днища при вершине
В.
— внутренний радиус днища при вершине
В.
Для точки В:

Так как  ,
, ,
то:
,
то:
Тороэллиптическое днище:
В последнее время не применяется в аппаратуре.
как проводится для разных видов швов, примеры и особенности
Сварочные соединения очень распространенная технология сваривания, её используют практически всюду, поскольку конструкции из метала зачастую слаживаются из элементов, которые нужно соединить.
Для этого было придумано множество видов сварки с пользованием разной оснастки как автомат, полуавтомата, ручная сварка, так же множество импортных и отечественных расходных материалов.
Такой способ элементарный и не требует больших затрат, при этом демонстрирует хорошие результаты.
Конечно загонять под стандарт сложно, поскольку каждый металл индивидуален, имеет свою толщину, и свойства, именно от этого зависит качество соединения.
Для роботы со сваркой конечно нужно иметь элементарные знания в физики и химии, в первую очередь это повлияет на вашу безопасность, а в таком деле как сварка это немало важно.
Но как мы уже говорили каждый металл особенный по своим химико-физическим свойствам. Для этого и был проработан способ индивидуального подсчета качества соединения для разных случаев.
Такие параметры сориентируют вас в уровне качества шва, что перед вами.
Содержание статьиПоказать
К общему сведению
Сварка обеспечивает самые качественный и неразрывные соединения, как это указывалось выше.
Суть этого процесса такая, происходит молекулярное сцепление, когда мы нагреваем два метала, до такой степени, что они начинают плавиться в тех местах, где мы должны их соединить. Мы можем сделать их пластичны с помощью механической силы.
У всего есть свои минусы, так например сварочные швы тоже не идеальны. Конечно при определенных методах они выходят практически идеальными если сварка в руках профессионала, а при каких-то методах сварки уж совсем неидеальна.
Иногда это происходить из-за быстрого и неравномерного нагревания и охлаждения, в деталях может оставаться небольшое напряжение.
Возможно и другие проблемы во время сваривания, такие как наплывы, не проваренные участки шва или же трещины.
При этом по неопытности может даже не удастся сварить два метала, которые по своей химии не возможно соединять, но для этого нужно иметь уже не большой опыт.
Конечно все эти недостатки значительно портит качество работы и иногда и делают ее совершенно бесполезной, и тогда жаль потраченного времени и расходных материалов. Но все же есть способы как с этим можно эффективно бороться.
Для того чтобы ваши соединения получались идеальными нужно все подсчитать предварительно ещё тогда, когда идет составление проекта.
Очень важно не допускать ошибок на этом этапе, позже вы дорого за них заплатите, вам придётся переделывать всю работу снова, при этом вы ещё можете испортить металл и сделать его более не пригодным к сварке.
Так что хорошо изучите свойства тех материалов, что вы будете использовать, будут ли они крепко соединяться, выдерживать нагрузки, до каких температур лучше всего нагревать и каким видом сварки пользоваться при работе с определенным видом металла.
Такие проектные работы много в чем полезны, если вы все это подсчитаете предварительно то в первую очередь будете ориентироваться в количестве необходимых расходных материалов, и даже сможете подсчитывать приблизительное врем работы, а это очень полезно на производстве или же когда вы имеете нанятого работника, который работает 8 часов.
Вы сможете рассчитать эффективность работы такого человека.
Как определить прочность сварочного шва?

Конечно сделать такой расчёт совсем нелегко, нужно использовать несколько формул, и потратить часок вашего времени, но что бы знать, что ваши сварочные швы будут иметь высокий коэффициент прочности, все же необходимо учитывать, как металл расположен, его форма, размеры, особенности.
Есть много способов сварки, с использованием разнообразной техники и расходных материалов, конечно каждый вид сварки дает разный результат, такие-то придуманы для работы в сложных зонах, а какие-то подойдут новичкам, но в наше время самыми популярными остаться такие виды сварки:
- сварка электричеством, оно так же имеет два подвида, как сварка дугой и с помощью контакта;
- сварка газом.
Ещё мы не можем пропустить сварку вручную и с помощью полуавтомата, но это уже не виды, а способы эксплуатации и разновидность техники.
Вид сварки, который выбираем для тех или иных работ зависит напрямую от того, как размещены детали ,которые нужно сварить.
Ещё часто это зависит от вида металла, что будем сваривать, для цветных металлов эффективны одни виды сварки, а для черных иные, и ещё огромное множество других свойств и факторов.
Наиболее частые это тавровые и стыковые, угловые и углы внахлёст. Для каждого вида шва подсчет их качества производиться отдельно поскольку и них совсем разные характеристики качества.
Швы на стыках

Что бы мы могли подсчитать коэффициент прочности шва, мы должны участь несколько параметров начиная с номинального сечения, не забывая что брать в расчет то число на сколько у нас увеличится шов не нужно.
Подсчёт начинается с информации о сопротивлении металлов, что появляется в сплошных балках.
Позже касательное нормальное напряжение начнет влиять на ваш шов, для эквивалентности напряжения в такой ситуации используйте формулу, что написана ниже.
Ситуация при котором соединение прочное опишем вот так: Э ≤ [’]P.
Что бы найти информацию по такому параметру ознакомитесь с таблицей внизу
Швы на углу

Если вам предстоит робота с угловым швом то скорей всего там будет поперечное сечение. Края относятся круг к другу как 1:1. Катет сварочного шва или же как пишется на схемах и в учебниках «К», запомните это обозначение.
Часто швы подвержены деформации и трещинам в области опасного сечения, попросту там, где тонкие участки, это наиболее непрочные зоны, что проходят через биссектрису угла. В случаи такого сечения размер можно посчитать по формуле *К.
Длинна шва-так же один из главных показателей. Именно он может обозначить так какую же нагрузку может выдержать данное соединение.
Разбор примера

Когда наша сварка проходит в ручном, полуавтоматическом или же автоматическом режиме, то показатель будет равен 0,7. Если все подсчитано правильно, то шов имеет форму равнобедренного треугольника.
Если же вы варим с помощью самого распространенного полуавтомата, но вы делали всё роботу в несколько этапов, тогда будет равняться 0,8.
В такой же ситуации, но при использовании автомата этот показатель будет 0,9, а если наш автомат имеет одно проводную сварку то показатель будет все 1,1.
Нужно учесть УЧТИТЕ! При подсчете прочности шва под углом нужно производить по касательным напряжениям.
Но для того, что додержатся этого условия нужно знать- это общее касательное напряжение. Для того чтобы выяснить такой показатель нужно определить точку на которую падает больше всего напряжения.
Далее берете показатели всех напряжений, что в нем находиться и прибавляете друг к другу.
Но без изначальных, стартовых данных вам не удастся посчитать коэффициент прочности сварочного шва, и узнать о том какую же нагрузку он способен вынести. Но даже этой информации будет маловато.
Так что ваши расчеты должны быть поэтапно и последовательны. Приступим:
Этап номер один, на нем мы должны знать все показатели, особенные данные сварочного шва, как размещение, форма, габариты. На втором этапе речь пойдет про опасное сечение. Опасное сечение-это тот участок сечения, где наибольшее напряжение.
Возьмите и поверните его на поверхность, которая соприкасается с тем элементом который нужно приварить. Когда вы это сделаете появиться новое расчётное сечение.
Далее мы должны определить, где находиться середина масс на сечении, которая изменилась, когда вы её повернули.
Это будет расчётное сечение. На этом этапе нужно взять ту приложенную нагрузку что образовалась внешне и переместить в центр массы.
Далее нам нужно сделать следующее, выяснить какое у нас напряжение, которое образуется в расчетном сечении под влиянием поперечной и нормальной силы, а ещё крутящего и изгибающего момента.
На этом этапе вы должны найти в сечении точку что наиболее нагружена. Когда вы знаете этот показательно то прибавьте все известные ранее вам показатели нагрузки.
Они влияют на металл и в конце вы получаете цифру, что показывает общую сумму нагрузки, которая будет влиять на шов.
Далее произведёте расчеты по тому, какую наибольшую нагрузку можно прикладывать к соединению, если вы этого не подсчитаете, то ваш сварка может просто сгореть или же работать не на полную мощность, а это украдет у вас ценное время.
И в конце сравните допустимое напряжение и общее. Этот расчёт позволит вам получить размеры, что наилучшие подойдут для вашего изделия.
Заключение

В конце хочется добавить, что подсчитывать прочность вашего соединения нужно. Да, это действительно не легкий и физический и умственный труд, вам придётся использовать множество формул для подсчета правильных показателей, и конечно не всегда все сойдется с первого раза.
Подключите все свои школьные знания с физики. Когда вы все хорошо посчитаете, то ваше соединение будет долговечен, качественно. Конечно всегда можно сделать работу на тяп-ляп, но за это придётся платить.
Потому что металл, что сваривается во второй раз имеет значительно худшие показатели и вся эта работа окажется для вас в разы сложнее.
Расскажите в комментариях о своих способах подсчета прочности соединения, какие возникали ошибки в ходе роботы, а какие удобные моменты вы для себя открыли. Удачи в работе, и новых вдохновленний!