причины образования и методы предотвращения
При соединении металлов методом сваривания, сварной шов и прилегающие к нему зоны вовлекаются в сложные термические процессы. В этих местах могут образоваться холодные трещины после сварки. Они могут проявиться как в самом сварном шве, так и в зонах, примыкающих к нему.
1 / 1
Здесь говорится о холодных трещинах, которые получили такое название в связи с тем, что их возникновение происходит при относительно низких температурах. Это температуры ниже 120 Со. Это могут быть комнатные температуры и даже отрицательные.
Такие дефекты в металлах возникают в различных зонах сварного соединения и имеют различную геометрию. Наиболее часто встречаются следующие виды:
- одиночные трещины вдоль оси шва;
- трещины в зоне сплавления;
- многочисленные поперечные трещины.
Знание видов трещин поможет нам разобраться в их сущности, но более важным является вопрос о причинах их возникновения.
Причины образования
Над вопросом о причинах образования разрушений такого вида работают институты, и изложить его в полной мере в этой статье невозможно. Но есть основные процессы, влияющие на вероятность образования холодных трещин в процессе остывания сварочного шва:
- низкая деформационная способность свариваемых металлов;
- накопление пластических деформаций в процессе остывания;
- неравномерность охлаждения и фазовых превращений;
- наличие водорода, растворенного в околошовной зоне.
Интересной особенностью холодных трещин является возможность их образования спустя несколько суток после образования шва. Такая отсрочка разрушения связана с суммированием собственных (сварочных) напряжений в металле с напряжениями от внешних сил, приложенных к конструкции.
Если сумма этих усилий превосходит определенную граничную величину, то в уже остывшем металле продолжаются микроскопические разрушения на уровне границ отдельных зерен металла. Сдвиги вдоль границ металла приводят к еще большим напряжениям. В дальнейшем концентрация этих напряжений, на фоне ослабленных границ, вызывает образование холодных трещин.
Сдвиги вдоль границ металла приводят к еще большим напряжениям. В дальнейшем концентрация этих напряжений, на фоне ослабленных границ, вызывает образование холодных трещин.
Известная способность водорода диффундировать в металлы, накапливаясь там, в значительных количествах, помогает создавать зоны неравномерных физико-химических свойств, как в самом шве, так и в соседних слоях металла. Эти неравномерности создают дополнительные предпосылки для возникновения деформаций и дефектов соединения.
Контроль сварных швов
Появившиеся в местах сварки визуально определяемые холодные трещины не могут быть оставлены без внимания и применения к ним специальных методов, направленных на их устранения и усиление сварных соединений. Но большую опасность представляет собой появление холодных трещин в глубине металла. Их не видно и как будто бы нет, но они сильно ослабляют шов, создавая опасность его разрушения.
Для борьбы с этим явлением ученые и конструкторы разработали целый ряд методов контроля сварных соединений:
- радиационная дефектоскопия;
- магнитный контроль;
- ультразвуковая дефектоскопия;
- капиллярная дефектоскопия;
-
контроль на проницаемость.


При радиационной дефектоскопии происходит процесс просвечивание соединения рентгеновскими или гамма-лучами с фиксацией изображения на специальных пластинах. Это самый надежный способ контроля, но, из-за дороговизны и опасности для здоровья, применяется только на самых ответственных изделиях.
Магнитный контроль осуществляется специальными источниками магнитного поля. Магнитный поток, созданный ними, направляется на соединение и искажается в местах с неравномерной плотностью. Результат фиксируется либо с помощью магнитного порошка, либо с помощью специальной магнитной ленты. Метод очень специфический и используется крайне редко.
Ультразвуковая дефектоскопия очень удобный, недорогой и широко используемый метод. Ультразвук, создаваемый специальным удобным и компактным прибором, направляется на шов и отражается от границ разных сред. Отраженный сигнал принимается датчиком и отображается на приборном дисплее. Этот метод мог бы стать универсальным, если бы не некоторые ограничения по списку контролируемых металлов.
Как избежать появления холодных трещин
Методы борьбы всегда органично вытекают из условий образования. Для того чтобы воспрепятствовать образованию холодных трещин в сварных швах, необходимо: во-первых, устранить факторы, способствующие закалке металла при сварных работах; во-вторых, добиться максимального снижения содержания водорода в металле шва и околошовной зоне; в-третьих, обеспечить равномерное охлаждение шва.
Как показывает практика, учет перечисленных выше особенностей и соблюдение рекомендаций по проведению тех или иных сварочных работ, позволяют соединять широкий спектр металлов швами высочайшего качества.
Читайте также
Сварочные аппараты для TIG сварки
Сварка высоколегированных сталей
Выбор блока жидкостного охлаждения для работы на высоких сварочных токах
Виды и назначение средств индивидуальной защиты сварщиков
Причины образования холодных трещин при сварке сталей и сплавов
При проведении ремонтных процессов могут возникать холодные трещины при сварке. Это явление является локальным разрушением, которое относится к межкристаллическому типу. Оно образуется в сварных соединениях из-за того, что в них образуются сварочные напряжения. Если горячие трещины можно заметить еще во время процесса, то эти становятся заметными уже в самом конце, когда процесс произошел и металл охладился. На сварочном соединении становится виден блестящий излом, который прошел из-за температурного окисления.
Это явление является локальным разрушением, которое относится к межкристаллическому типу. Оно образуется в сварных соединениях из-за того, что в них образуются сварочные напряжения. Если горячие трещины можно заметить еще во время процесса, то эти становятся заметными уже в самом конце, когда процесс произошел и металл охладился. На сварочном соединении становится виден блестящий излом, который прошел из-за температурного окисления.
Холодные трещины при сварке
Различные металлы являются более или менее склонны к образованию этого явления. Главным фактором здесь выступает наличие углерода. Конечно же, точной гарантии того, образуется трещина или нет, не может дать никто, но определенный процент зависимости здесь все же проявляется. Холодные трещины при сварке могут образовываться уже при температуре ниже 200 градусов Цельсия во время остывания металла. Это явление относится к распространенным дефектам, которые возникают при работе со средне- и высоколегированными сталями. В низколегированных материалах это также возможно, но о статистике возникает гораздо реже. Чаще всего трещины образуются не на самом шве, а возле него.
Чаще всего трещины образуются не на самом шве, а возле него.
Виды трещин при сварке
Наиболее распространенным видом холодных трещин в сварных соединениях являются изломы. Отрывы встречаются не так часто и относятся к тем металлам, у которых имеется аустенитная структура. По своему месту расположения их разделяют на несколько подвидов:
- Поперечные, которые располагаются перпендикулярно шву и имеют относительно небольшую длину;
- Продольные, которые пролегают вдоль основного шва и имеют, как правило, достаточно большую длину;
- В зоне термического влияния, что может находиться даже внутри металла и трудно обнаруживается визуальным осмотром.
Часто трещины образуются из микроскопических дефектов, которые под действием напряжения разрастаются в течение нескольких дней или часов. Сложных швах, таких как двухсторонние, вариантов размещений трещин становится больше. Самыми распространенными вариантами являются такие:
- Поперечные;
- Трещины, которые находятся внутри, или на соединении двух швов, верхнего и нижнего;
- Подваликовая трещина, которая располагается на нижней кромке соединения сварочного металла и металла заготовки;
- Продольная трещина на границе шва и металла.

Причины образования холодных трещин
Причины образования холодных трещин при сварке
В качестве распространенных причин образования можно выделить три основные фактора:
- В зоне термического влияния или непосредственно в самом шве микроструктура металла должна быть сильно чувствительной к воздействию водорода. Такой восприимчивостью обладает мартенситная структура. Она образуется при сварке сталей повышенной прочности.
- В зоне, где имеется термическое влияние, должен образовываться диффузный водород, который может проникать в околошовную зону на шве.
- В зоне термического влияния также должно присутствовать растягивающее напряжение.
Таким образом, основная причина появления трещин – это водород. Он может попадать в шов из флюса, который покрывает электрод. Даже при использовании газовой сварки он может проникать в металл из защитных газов, неубранных загрязнений на сварочной проволоке и так далее. Активным источником этого элемента может стать ржавчина, но электродное покрытие в любое случае дает больше всего примеси.
Механизм образования холодных трещин
Холодные трещины при сварке образуются следующим образом. Непосредственно после окончания сварочного процесса металл на соединении испытывает временное влияние водорода. Это может помешать контролю качества полученного соединения. Образуется диффузия водорода в тех местах, где образуются шлаковые включения и поры. Здесь же атомный водород превращается в молекулярный. Когда водород переходит в молекулярное состояние, он скапливается в определенных местах и именно места его скопления создает высокое давление газа. Это и становится причиной того, что в металле появляются блестящие поры.
Особенность этого процесса состоит в том, что водород может перейти в молекулярное состояние только при низкой температуре. Если температура выше 200 градусов Цельсия, то этот элемент находится в металле в атомарном состоянии. Постоянное влияние водорода приводит к тому, то материал становится более хрупким, так что структурные превращения при таком воздействии становятся бесповоротными. Большая уязвимость приграничных зон является результатом того, что в них происходит довольно большое количество различных процессов. В этих местах распадаются карбиды и сульфиды, которые и без воздействия водорода усугубляют положение. В результате комплексного воздействия границы швов всегда проявляют первые признаки появления трещин.
Большая уязвимость приграничных зон является результатом того, что в них происходит довольно большое количество различных процессов. В этих местах распадаются карбиды и сульфиды, которые и без воздействия водорода усугубляют положение. В результате комплексного воздействия границы швов всегда проявляют первые признаки появления трещин.
Как предотвратить появление трещин
Разобравшись с тем, какие причины возникновения холодных трещин при сварке, стоит предпринять меры, чтобы избежать этого явления. Одним из способов является смена приемов при сварке. Также стоит просушивать электроды перед началом сварки, так как это помогает избавиться от водорода и уменьшает вероятность образования холодных трещин при сварке. При газовой сварке не стоит использовать проволоку, которая протравлена в соляной кислоте, так как она становится большим источником водорода. Если после проведения сварных операций шов еще подогревать некоторое время, то это поможет выведению водорода, что снизит вероятность его появления и образования последующего напряжения. Температуру подогрева стоит держать в пределах 100-200 градусов Цельсия, примерно, в течении получаса. Если происходит сваривание стали большой толщины, то лучше несколько раз прерывать этот процесс и прогревать шов, после чего продолжать работу. При большой толщине холодные трещины при сварке образуются чаще. При использовании электрической сварки можно использовать электроды, в которых имеется минимальное содержание водорода, что обеспечивает до 15 мл вещества на 100 г шва.
Температуру подогрева стоит держать в пределах 100-200 градусов Цельсия, примерно, в течении получаса. Если происходит сваривание стали большой толщины, то лучше несколько раз прерывать этот процесс и прогревать шов, после чего продолжать работу. При большой толщине холодные трещины при сварке образуются чаще. При использовании электрической сварки можно использовать электроды, в которых имеется минимальное содержание водорода, что обеспечивает до 15 мл вещества на 100 г шва.
Методы контроля
Методы контроля холодных трещин
Холодные трещины при сварке можно выявить такими методами как:
- Ультразвуковая дефектоскопия;
- Внешний зрительный осмотр;
- Контроль на магнитном принципе;
- Дефектоскопия радиационная;
- Дефектоскопия капиллярная;
- Метод контроля на проницаемость.
Холодные трещины при сварке
Факторы, влияющие на образование холодных трещин
1.
Структурный фактор — наличие в структуре
мартенсита или игольчатого бейнита. Ориентировочно минимальная доля
мартенсита в структуре перлитных сталей,
при которой возможно образование
холодных трещин составляет 25-30%.
Ориентировочно минимальная доля
мартенсита в структуре перлитных сталей,
при которой возможно образование
холодных трещин составляет 25-30%.
2. Силовой фактор — высокий уровень остаточных растягивающих напряжений в сварном соединении — определяемый жесткостью сварной конструкции, режимом сварки, термическим циклом сварки и другими причинами.
3. Водородный фактор — содержание и распределение водорода в металле сварного соединения после сварки. Водород наиболее заметно снижает сопротивляемость стали холодным трещинам в случае образования в сварных соединениях структуры низкоуглеродистого мартенсита (20X13), бейнита (14Х2ГМР) или смешанной бейннгно-мартенситной структуры. При структуре среднеуглеродистого мартенсита (35ХГСН2А, 40XFC, 30X13) влияние водорода незначительно или практически отсутствует.
1. Холодные трещины чаще образуются в околошовной зоне (ОШЗ), чем в металле шва.
Так
как для предупреждения горячих трещин
в металле шва сварка сталей с повышенным
содержанием углерода производится
низкоуглеродистой сварочной проволокой
(Св-08, Св-08ГС и др. ), то содержание углерода
в шве значительно меньше, чем в ОШЗ.
Металл шва поэтому менее склонен к
закалке. В металле шва реже образуется
мартенсит и бейнит. Образование холодных
трещин в металле шва возможно в тех
случаях, когда в шве образуются закалочные
структуры: мартенсит и бейнит.
), то содержание углерода
в шве значительно меньше, чем в ОШЗ.
Металл шва поэтому менее склонен к
закалке. В металле шва реже образуется
мартенсит и бейнит. Образование холодных
трещин в металле шва возможно в тех
случаях, когда в шве образуются закалочные
структуры: мартенсит и бейнит.
2. Холодные трещины образуются непосредственно после окончания сварки при охлаждении металла ниже 200-100 0С, а также после полного охлаждения сварного соединения в течении нескольких суток ( обычно до 2-х суток).
3. Холодные трещины чаще всего развиваются прерывисто (скачкообразно). Если в сварном соединении накопилась большая энергия упругой деформации, то после начального периода замедленного развития холодная трещина растет мгновенно (взрывообразно) и со значительным звуковым и механическим эффектом распространяется на все сечение соединения.
4.
Поверхность излома холодных трещин
блестящая, без следов высокотемпературного
окисления (как у горячих трещин).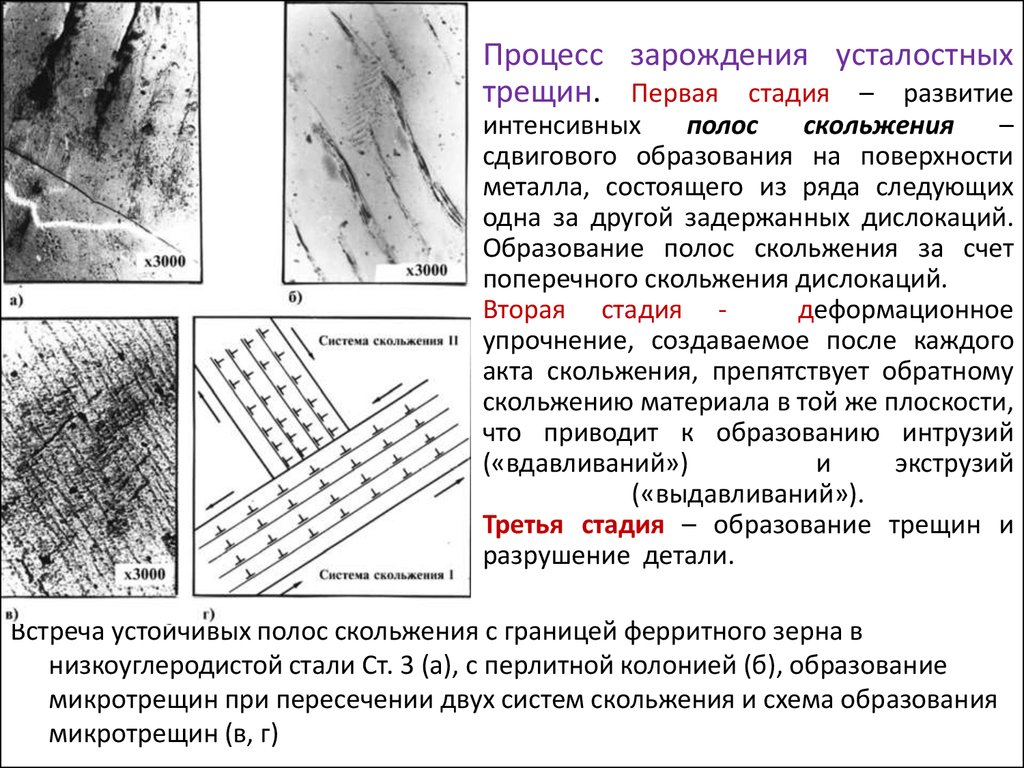
5. Траектория холодных трещин более прямолинейная, не извилистая как у горячих трещин. На шлифах видно, что холодная трещина проходит прямолинейно как по границам зерен, так и по зерну. Горячие трещины проходят только по границам зерен, поэтому они более извилистые.
Методы оценки сопротивляемости сталей образованию холодных трещин
1.1.Оценка с помощью технологических проб
1.1.1.Качественные технологические пробы.
Крестовая проба | Проба CTS |
1.1.2. Количественные пробы.
Каждая
из качественных проб может быть переведена
в разряд количественных. За критерий
количественной оценки принимается
температура предварительного подогрева
или соответствующая ей скорость
охлаждения, при которых не образуется
холодных трещин.
Т0,°С — температура подогрева, чем она больше, тем меньше скорость охлаждения Wохл, тем меньше образуется мартенсита.
Т0,°С | 1 техн. вариант | 2 техн. вариант | Wохл °C/c | |
20 | холодные трещин | W1 | ||
50 | холодные трещины | холодные трещин | W2 | |
100 | холодные трещины | холодные трещин | W3 | |
150 | холодные трепщны | нет | W4 | |
200 | холодные трещины | нет | W5 | |
250 | нет | нет | W6 | |
300 | нет | нет | W7 |
1 технологический вариант
требуемая Т0=250°С
допускаемая Wохл = Wд = W6
2 технологический вариант
требуемая Т0=150°С
допускаемая Wохл = Wд = W4
W1> W4> W6> W7
При
сварке по 1 технологическому варианту
больше склонность к образованию
холодных трещин, так как для их
предупреждения требуется более высокая
температура подогрева и допускается
меньшая скорость охлаждения, чем во 2
варианте: W6<
W4.
Поэтому, чем меньше допускаемая скорость охлаждения при сварке технологических проб, тем больше склонность к образованию холодных трещин.
В справочниках по сварке приводятся значения допустимых скоростей охлаждения при сварке крестовой пробы Wд(кр.пр) и пробы CTS — Wд(cts):
Сталь 40Х Wд(cts) = 5,5°С/с Wд(кр.пр) = 2,5 °С/с
Сталь 23Г Wд(cts) = 17°C/c Wд(кр.пр) = 6 °С/с
Сталь 23Г менее склонна к холодным трещинам, чем 40Х
Холодные трещины при сварке Факторы, влияющие на образование холодных трещин
1. Структурныйфактор- наличие в структуремартенситаили игольчатогобейнита. Ориентировочно минимальная доля мартенсита в структуре перлитных сталей, при которой возможно образование холодных трещин, составляет 25-30%.
2. Силовой фактор- высокий уровень
остаточных растягивающих напряжений
в сварном соединении- ост,
определяемый жесткостью сварной
конструкции, режимом сварки, термическим
циклом сварки и другими причинами.
Силовой фактор- высокий уровень
остаточных растягивающих напряжений
в сварном соединении- ост,
определяемый жесткостью сварной
конструкции, режимом сварки, термическим
циклом сварки и другими причинами.
3. Водородныйфактор- содержание и распределение водорода в металле сварного соединения после сварки. Водород наиболее заметно снижает сопротивляемость стали холодным трещинам в случае образования в сварных соединениях структуры низкоуглеродистого мартенсита (20Х13),бейнита(14Х2ГМР) или смешанной бейнитно- мартенситной структуры. При структуре среднеуглеродистого мартенсита (35ХГСН2А, 40ХГС, 30Х13) влияние водорода незначительно или практически отсутствует.
Отличительные признаки образования холодных трещин
1. Холодные трещины чаще образуются в околошовной зоне (ОШЗ), чем в металле шва,
1. Продольные трещины в ОШЗ типа «откол»
2. Продольные трещина по линии сплавления типа «отрыв»
3. Поперечные
трещины в ОШЗ типа «частокол»
Поперечные
трещины в ОШЗ типа «частокол»
4. Подваликовые трещины в ОШЗ
5. Продольная трещина в металле шва
6. Поперечная трещина в металле шва
7. Внутренняя трещина в металле шва
Так как для предупреждения горячих трещин в металле шва сварка сталей с повышенным содержанием углерода производится низкоуглеродистой сварочной проволокой (Св-08, Св-08ГС и др.), то содержание углерода в шве значительно меньше, чем в ОШЗ. Металл шва поэтому менее склонен к закалке. В металле шва реже образуется мартенсит и бейнит. Образование холодных трещин в металле шва возможно в тех случаях, когда в шве образуются закалочные структуры: мартенсит и бейнит.
2. Холодные трещины образуются
непосредственно после окончания сварки
при охлаждении металла ниже 200-100 оС,
а также после полного охлаждения сварного
соединения в течении нескольких суток
( обычно до 2-х суток).
3. Холодные трещины чаще всего развиваются прерывисто (скачкооборазно). Если в сварном соединении накопилась большая энергия упругой деформации, то после начального периода замедленного развития холодная трещина растет мгновенно (взрывообразно) и со значительным звуковым и механическим эффектом распространяется на все сечение соединения.
4. Поверхность излома холодных трещин блестящая, без следов высокотемпературного окисления (как у горячих трещин).
5. Траектория холодных трещин более прямолинейная, не извилистая как у горячих трещин. На шлифах видно, что холодная трещина проходит прямолинейно как по границам зерен, так и по зерну. Горячие трещины проходят только по границам зерен, поэтому они более извилистые.
Методы оценки сопротивляемости сталей образованию холодных трещин
1. Оценка с помощью технологических проб
1.1. Качественные технологические пробы.
Крестовая проба | Проба CTS |
1.2. Количественные пробы.
Каждая из качественных проб может быть переведена в разряд количественных. За критерий количественной оценки принимается температура предварительного подогрева или соответствующая ей скорость охлаждения, при которых не образуется холодных трещин.
— толстый лист
— тонкий лист
Т0,оС – температура подогрева, чем она больше, тем меньше скорость охлажденияWохл., тем меньше образуется мартенсита.
Т0,оС | 1 техн. | 2 техн. вариант | Wохл,оС/c |
20 | холодные трещины | холодные трещины | W1 |
50 | холодные трещины | холодные трещины | W2 |
100 | холодные трещины | холодные трещины | W3 |
150 | холодные трещины | нет | W4 |
200 | холодные трещины | нет | W5 |
250 | нет | нет | W6 |
300 | нет | нет | W7 |
 вариант
вариант1 технологический вариант
требуемая Т0=250оС
допускаемая Wохл. =Wд=W6
=Wд=W6
2 технологический вариант
требуемая Т0=150оС
допускаемая Wохл.=Wд=W4
W1>W4>W6>W7
При сварке по 1 технологическому варианту больше склонность к образованию холодных трещин, так как для их предупреждения требуется более высокая температура подогрева и допускается меньшая скорость охлаждения, чем во 2 варианте: W6<W4..
Поэтому, чем меньше допускаемая скорость охлаждения при сварке технологических проб, тем больше склонность к образованию холодных трещин.
В справочниках по сварке приводятся значения допустимых скоростей охлаждения при сварке крестовой пробы Wд (кр.пр.)и пробы СТS-Wд(cтs):
Сталь 40Х Wд(cтs)=5,5оС/сWд
(кр. пр.)= 2,5оС/с
пр.)= 2,5оС/с
Сталь 23Г Wд(cтs)=17оС/сWд (кр.пр.)= 6оС/с
Сталь 23Г менее склонна к холодным трещинам, чем 40Х
Причины образования горячих трещин и холодных трещин
С точки зрения простого здравого смысла трещины в сварных соединениях невозможны: металл при выполнении сварного шва сначала жидкий, а затем при охлаждении — пластичный. Однако факторы (причины и следствия), обуславливающие образование сварного соединения являются также и факторами (условиями), образования трещин в нём, как-то: нагревание, плавление, кристаллизация, охлаждение в жёстком закреплении, структурные, фазовые превращения, внутренние напряжения, микро- и макро- неоднородности, и т.п. Появление (получение) сварного соединения без трещин скорее исключение, чем правило.
В любом сварном соединении (особенно при сварке плавлением), строго говоря, присутствуют трещины (хотя бы микро-), но в благоприятных условиях (в удачном случае) они схлопываются, а в неблагоприятных условиях — (в неудачном случае) — раскрываются — обнаруживают себя. Трещины в сварных соединениях классифицируют как показано на рисунке.
Трещины в сварных соединениях классифицируют как показано на рисунке.
Способность материала сварного соединения воспринимать без разрушения деформации и напряжения, вызываемые термодеформационным циклом сварки, называется его технологической прочностью и является важнейшей характеристикой металла, подлежащего сварке.
Горячие трещины
Согласно теории технологической прочности сопротивляемость сварного соединения образованию горячих трещин определяется такими факторами:
а) пластичностью металла в температурном интервале хрупкости;
б) значением (величиной, протяженностью) температурного интервала хрупкости;
в) темпом температурной деформации сварного соединения.
Возникновение сварочных деформаций (и напряжений) обусловлено концентрированным местным нагревом при сварке и имеет место всегда. Это связано с тем, что нагреваемый объём металла при сварке всегда находится в закреплении соседними не нагреваемыми объёмами металла и вынужден претерпевать пластические деформации. Это, в свою очередь, при охлаждении приводит к возникновению силовых напряжений и дополнительных деформаций.
Это, в свою очередь, при охлаждении приводит к возникновению силовых напряжений и дополнительных деформаций.
Деформации в твердом металле реализуются по известным механизмам: двойникования, внутризеренного скольжения (приводящего к появлению линий сдвига) и межзёренного проскальзывания, сопровождающегося появлением ступенек по границам зерен. В такой же последовательности возрастает роль этих составляющих деформаций при повышении температуры металла и уменьшении скорости деформации, причем с повышением температуры сопротивление деформации приграничных участков зерен падает более интенсивно, чем внутризеренных объемов, а запас межзеренной пластичности заметно ниже, чем внутризеренной. Поэтому при высоких температурах обычным является межзеренное разрушение при меньшей пластичности.
Горячие как кристаллизационные, так и подсолидусные трещины имеют межкристаллитный характер. Разрушение идет межзеренно, по границам зерен.
Режим сварки, определяющий температурное поле в свариваемом изделии, может привести к тому, что нерасплавленный металл, расположенный вне ванны, будет менять знак дополнительной деформации металла кристаллизующейся ванны (сжатия или растяжения) в различные моменты времени после прохождения рассматриваемого сечения сварочным источником тепла. Мягкие режимы сварки (с малой скоростью, при предварительном подогреве и пр.) с этой точки зрения являются более благоприятными, хотя на уровень пластичности кристаллизующегося металла они могут оказать как положительное, так и отрицательное воздействие.
Мягкие режимы сварки (с малой скоростью, при предварительном подогреве и пр.) с этой точки зрения являются более благоприятными, хотя на уровень пластичности кристаллизующегося металла они могут оказать как положительное, так и отрицательное воздействие.
Одним из наиболее надежных способов исключения горячих трещин в металле швов является выбор металла с повышенной стойкостью против таких разрушений. Это достигается либо повышением деформационной способности металла в области температур возможного возникновения трещин, либо обеспечением «залечивания» образующихся несплошностей подвижной жидкой фазой (легкоплавкими эвтектиками). Следует отметить, что увеличение содержания элемента в сплаве для повышения стойкости против образования трещин в шве (т.е. элемента, образующего легкоплавкую эвтектику) применимо далеко не всегда, так как такой сплав может обладать свойствами, недопустимыми с точки зрения эксплуатационных требований к конструкции. Например, при высоком содержании серы в стали можно исключить кристаллизационные трещины, но механические свойства таких швов окажутся весьма низкими.
Как технологический прием для исключения (ограничения) горячих трещин применяют предварительный подогрев (для низко и среднелегированных сталей), сварку на жестких режимах (для аустенитных сталей), а также выбирают режимы, обеспечивающие благоприятную форму шва, т.е. соотношение ширины и глубины шва (слоя шва). Так, при одном и том же составе металла швы с глубоким проплавлением при малой ширине (т.е. при малом значении b/h; рисунок а, более склонны к горячим трещинам, чем швы с отношением b/h = 1,5-3 – рисунок б).
Для оценки склонности металла швов к образованию горячих трещин существует ряд проб и методик. Технологические пробы основаны главным образом на установлении сравнительных характеристик по сопротивляемости металла швов, выполненных различными сварочными материалами в сопоставимых условиях (размеры и формы образца, режимы сварки и пр.). Количественные, методики основаны на получении при испытаниях сравнительных численных показателей сопротивляемости (или склонности) металла швов к образованию горячих трещин. Они осуществляются в виде серии испытаний с получением численного показателя стойкости, обычно скорости дополнительного принудительного деформирования свариваемого образца в период кристаллизации определенного участка сварочной ванны и последующего охлаждения.
Они осуществляются в виде серии испытаний с получением численного показателя стойкости, обычно скорости дополнительного принудительного деформирования свариваемого образца в период кристаллизации определенного участка сварочной ванны и последующего охлаждения.
Холодные трещины
В сварных соединениях как в металле сварных швов, так и в околошовных зонах ряда металлов образуются так называемые холодные трещины. Свое наименование они получили в связи с тем, что начало их появления фиксируется либо при относительно умеренных температурах (значительно более низких, чем температуры горячей обработки), либо при комнатной и более низкой температурах.
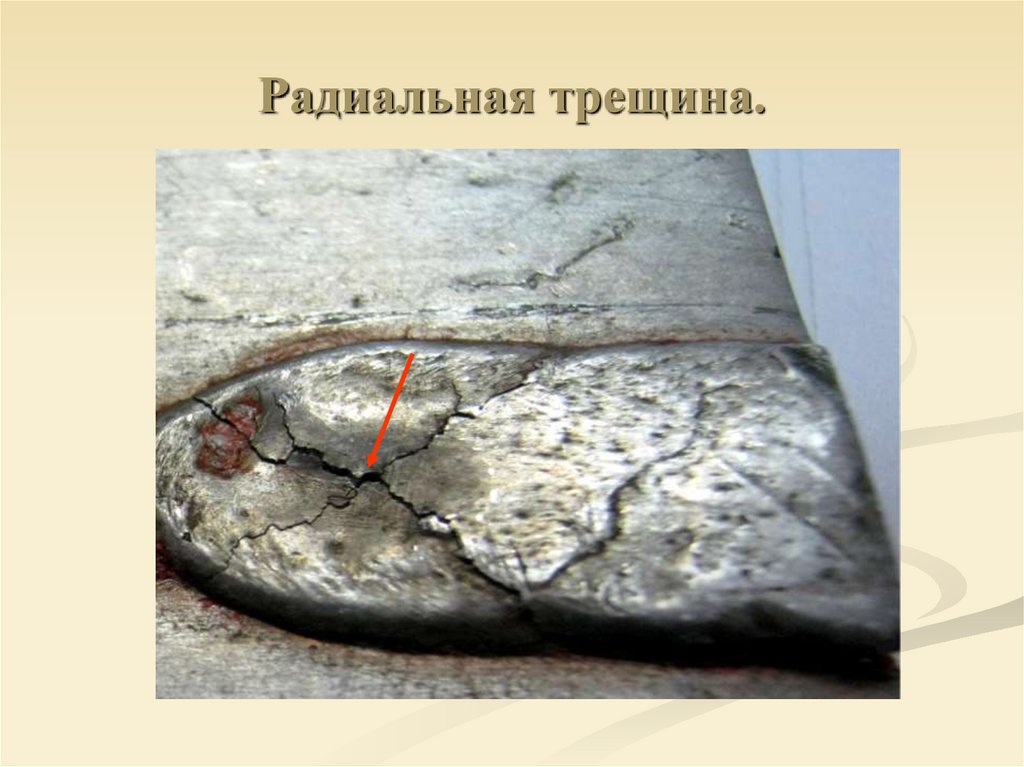
Наиболее типичными холодными трещинами в сварных соединениях являются поперечные трещины в металле швов, поперечные трещины вблизи границы сплавления в околошовной зоне, а также трещины, параллельные границе сплавления, так называемые отколы.
Обычно холодные трещины образуются в металле с недостаточно высокой деформационной способностью, особенно границ зерен, вызываемой закалкой и пластической деформацией при неравномерном охлаждении и фазовых превращениях. Холодные трещины образуются либо в процессе завершения охлаждения сварного соединения, либо через некоторое время после полного охлаждения (замедленное разрушение).
Холодные трещины образуются либо в процессе завершения охлаждения сварного соединения, либо через некоторое время после полного охлаждения (замедленное разрушение).
Образование холодных трещин в процессе продолжающегося охлаждения определяется накоплением пластических деформаций в связи с изменением размеров и формы неравномерно охлаждающегося свариваемого изделия.
Замедленные разрушения связаны с длительным действием поля собственных (сварочных) или создаваемых внешними силами напряжений такой величины, при которой продолжается процесс деформирования, хотя бы с весьма малыми скоростями. В случае наличия закаленного металла сопротивление деформации зерен (например, при мартенситной структуре) весьма значительно. Деформация в этом случае происходит только за счет менее упорядоченных границ зерен (зон металла, прилегающих к границам), главным образом за счет их сдвига. Сдвиги по границам, расположенным параллельно или под углом к направлению действия сил растяжения, приводят к концентрации напряжений (и стоку несовершенств кристаллического строения, дислокации) к границам зерен, расположенным перпендикулярно к растягивающим силам. Эта концентрация напряжений и ослабление таких границ скоплением несовершенств строения приводят к зарождению разрушения, наиболее вероятного в стыке границ этих зерен. Под действием напряжений эти микроразрушения развиваются в трещины, распространяющиеся уже в основном по телу зерен, хотя для некоторых сплавов, когда, например, этот процесс сопровождается и другими (старение и пр.), трещина и далее, после зарождения, распространяется в основном по границам зерен.
Эта концентрация напряжений и ослабление таких границ скоплением несовершенств строения приводят к зарождению разрушения, наиболее вероятного в стыке границ этих зерен. Под действием напряжений эти микроразрушения развиваются в трещины, распространяющиеся уже в основном по телу зерен, хотя для некоторых сплавов, когда, например, этот процесс сопровождается и другими (старение и пр.), трещина и далее, после зарождения, распространяется в основном по границам зерен.
Наиболее характерными температурами возникновения холодных трещин при сварке закаливающихся сталей являются температуры, при которых уже произошел распад основной части аустенита, но может продолжаться распад остаточного аустенита. Обычно такими температурами являются 120°С и более низкие. Часто трещины образуются уже при комнатных температурах спустя некоторое время после окончания сварки (десятки минут, часы, а иногда и через более длительные промежутки времени).
В закаливающихся сталях образование ряда холодных трещин связано как с получением структур с низкими пластическими свойствами металла, так и с влиянием водорода, растворяющегося при сварке в жидком металле и затем поступающего и в околошовную зону.
Рассмотрим в этом отношении поведение водорода и его влияние на свойства стали при комнатной температуре. Водород, растворенный в металле либо в виде атомарного (Н), либо в виде протона (ТГ), имея весьма малую величину частицы, легко диффундирует в железе не только при высоких температурах, но и при комнатных. В связи с высокой концентрацией в металле шва, иногда значительно превышающей равновесную растворимость, водород диффузионно распространяется в области с его меньшей концентрацией. Такими областями являются наружная поверхность шва (с которой происходит удаление водорода в воздух), околошовная зона и далее основной металл, а также различные несплошности в металле (поры, пустоты и локальные несовершенства кристаллического строения металла). В результате такого перемещения водорода его общее количество в зоне термического влияния в определенных условиях может увеличиваться или уменьшаться в зависимости от соотношения количества водорода, поступающего в нее в заданный отрезок времени из шва и удаляющегося из этой зоны в более глубокие слои основного металла. Одновременно часть водорода, поступающая в несплошности, ассоциируется в молекулы и перестает быть диффузионно-подвижной. Постепенно в таких несплошностях давление молекулярного водорода растет в связи с дальнейшим поступлением атомарного водорода и образованием новых молекул.
Одновременно часть водорода, поступающая в несплошности, ассоциируется в молекулы и перестает быть диффузионно-подвижной. Постепенно в таких несплошностях давление молекулярного водорода растет в связи с дальнейшим поступлением атомарного водорода и образованием новых молекул.
Методами борьбы с образованием холодных трещин при сварке закаливающихся сталей являются:
— уменьшение степени закалки металла при сварке;
— снижение содержания водорода в металле шва и околошовной зоне;
— снижение содержания водорода в околошовной зоне при металле шва, не склонном к образованию трещин.
Основным методом уменьшения возможности закаливаемости металла в сварном соединении, главным образом в околошовной зоне, является снижение скорости охлаждения после сварки, достигаемое практически либо увеличением погонной энергии при сварке, либо предварительным подогревом изделия. Увеличение погонной энергии при сварке, допустимо только в ограниченных пределах. Поэтому основным способом, радикально влияющим на изменение (уменьшение) скорости охлаждения металла при сварке, является предварительный подогрев свариваемого изделия.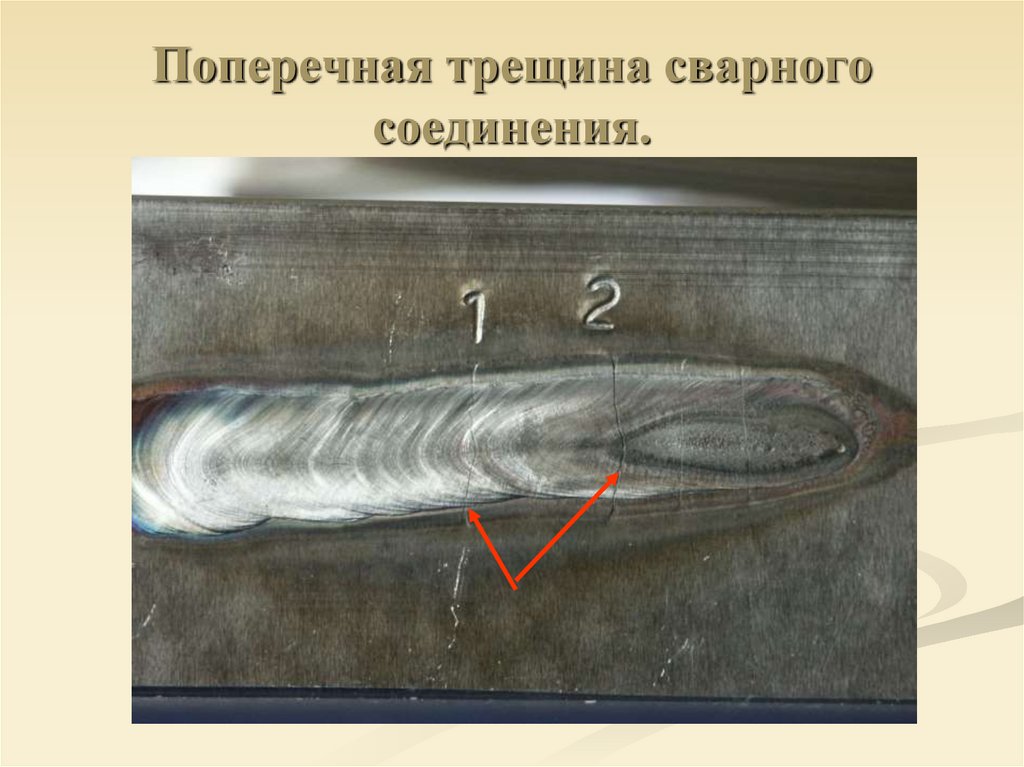
Трещины при холодной сварке
Во время ремонтных процессов в сварочном шве могут появиться холодные трещины. Многие люди не знают, как с ними бороться и предотвратить их появление. Холодная трещина – это разрушение шва межкристаллического типа, она относится к категории локальных разрушений. В отличие от горячих трещин, появление которых можно заметить и предотвратить во время процесса сварки, холодные проявляются только после того как работы подойдут к концу и шов остынет. Их можно заметить на шве, сделать это достаточно легко, потому что излом будет блестеть. Холодная трещина появляется из-за температурного окисления шва во время сварки.
Разнообразные материалы имеют разную склонность к появлению данного дефекта. Чем больше углерода в составе металлической детали, тем более высок шанс появления холодной трещины. Она может появиться в любой момент, гарантии на то, что её не будет никто дать не сможет. Однако за многолетний опыт использования сварки было замечено, что трещины уже могут проявиться, когда температура остывающего металла пересекает отметку в двести градусов по Цельсию. Наиболее подверженными материалами к данному дефекту являются высоколегированные стали, но это не говорит о том, что трещина не может появиться на низколегированном металле. Просто на нем шанс возникновения данного дефекта значительно уменьшается. Отличительной особенностью данного дефекта является то, трещины чаще всего возникают в области около шва.
Наиболее подверженными материалами к данному дефекту являются высоколегированные стали, но это не говорит о том, что трещина не может появиться на низколегированном металле. Просто на нем шанс возникновения данного дефекта значительно уменьшается. Отличительной особенностью данного дефекта является то, трещины чаще всего возникают в области около шва.
Классификация трещин при сварке
Самым часто встречающимся дефектом при сварке являются холодные изломы. Трещины другого типа, если судить по статистическим данным, появляются не так часто. Их можно встретить в изделиях, которые созданы из металла с аустенитной структурой. Трещины могут делиться по нескольким характеристикам. Одна из них – это её расположение.
- трещины, которые расположены перпендикулярно шву, как правило, их длина относительно небольшая;
- продольные трещины располагаются параллельно шву, их длина гораздо больше предыдущих;
- также в этой категории можно отметить трещины внутри металла, их очень сложно обнаружить, они находятся в так называемой зоне термического влияния.

Очень часто трещина появляется из мельчайшего, не видимого человеческому глазу дефекта, и уже из него в течение нескольких часов или дней дефект увеличивается в размерах. В швах, с количество слоёв отличным от одного, возникновение трещин более вероятно, так как мест где они могут появиться – больше. В этом случае дефекты можно разделить на следующие типы:
- поперечные трещины;
- внутренние трещины, они могут располагаться внутри шва, или же на соединении слоёв;
- трещина, которая расположена на нижней кромке, она называется подваликовой;
- дефект, возникающий на границе исходного металла и шва.
Почему образуются холодные трещины?
Существует множество причин, из-за которых холодные трещины могут появиться. Однако чаще всего это происходит по трём популярным факторам.
- Наличие микроскопической структуры в так называемой зоне термовлияния или непосредственно внутри шва. При сваривании сталей с высоким уровнем прочности, создаётся мартенситная структура, которая и обладает такой восприимчивостью.
- Диффузный водород проявляется в зоне термовлияния, он способен проникать как в сам шов, так и в область около него.
- Помимо вышеперечисленных факторов, обязательным является присутствие растягивающего напряжения в зоне термовлияния.

Все вышеописанные причины можно объединить в одну, ей является наличие водорода. Чаще всего в шве он появляется из флюса, которым обработаны электроды. Он может выделяться из загрязнений, из проволоки и защитных газов даже при газовой сварке. Также источником является наличие ржавчина на металле, однако чаще всего причиной его появления является флюс на электроде.
Механизм, по которому образуются холодные трещины
Сразу же после завершения сварки металлическая деталь оказывается под влиянием водорода. Именно оно может ухудшить качество финального результата. В шлаковых включениях и порах образуется диффузия водорода, в этих же местах химический элемент принимает молекулярную структуру, которая создаёт повышенное давление на шов, поэтому на соединении образуются блестящие изломы.
Особенностью данного процесса является то, что водород может принять молекулярную форму только в момент остывания изделия, когда значение его температуры пересекает отметку в двести градусов по Цельсию. Если температура выше данного значения, структура водорода остаётся в атомном состоянии. Во время постоянного воздействия водородом приводит к уменьшению уровня прочности материала. Высокая хрупкость делает все изменения в структуре необратимыми.
Что сделать, чтобы предотвратить появление холодной трещины?
Узнав причины возникновения трещин при сварке, можно сразу же провести определённые процессы, задача которых будет направлена на предотвращение появление трещин. Распространённым способом, к которому прибегают чаще всего, является периодическая смена приёмом в сварке. Также обязательной процедурой, которую необходимо выполнять непосредственно перед началом работ, является сушка электродом. Это позволяет понизить концентрацию водорода, следовательно, снижает шанс возникновения холодной трещины.
Если вы используете газовую сварку, то перед выполнением работы не стоит обрабатывать проволоку в соляной кислоте, так как она обладает повышенной концентрацией водорода. Многие опытные сварщики после окончания работ некоторое время подогревают шов, тем самым увеличивая время до того, как температура соединения опустится ниже 200 градусов, за это время из шва успевает выйти большее количество водорода. Данную манипуляцию желательно выполнять в течение двадцати-тридцати минут. В том случае если свариваемый материал имеет большую толщину, то в процессе работы лучше всего несколько раз прерываться и осуществлять прогрев шва, так как шанс появления холодной трещины при сварке толстого материала повышен.
Горячее растрескивание против холодного растрескивания
Недавно мы помогли клиенту определить, почему некоторые из его сварных швов трескаются. Было установлено, что растрескивание их частей произошло из-за быстрого охлаждения и неподходящего размера сварных швов. Обсуждения, которые у нас были до и после определения причины, были довольно интересными. Мы рассмотрели типичные причины взлома с нашим клиентом. Вот краткое содержание наших встреч. Обратите внимание, что это не все причины появления трещин.
Мы рассмотрели типичные причины взлома с нашим клиентом. Вот краткое содержание наших встреч. Обратите внимание, что это не все причины появления трещин.
Вообще говоря, мы можем разделить трещины на две группы, которые связаны со временем появления трещин: горячее растрескивание и холодное растрескивание. По существу, горячее растрескивание возникает во время сварки или вскоре после нее, в то время как холодное растрескивание может произойти через несколько часов или даже дней после завершения сварки.
Горячее растрескивание
Горячее растрескивание происходит в основном из-за большого количества элементов с низкой температурой плавления в основном материале. Небольшое повышенное количество этих элементов обычно недостаточно для того, чтобы вызвать растрескивание, а скорее связано с другими проблемами, такими как неправильное соотношение ширины и глубины наплавленного валика. Некоторые элементы, используемые в производстве стали, такие как сера и фосфор, имеют низкую температуру плавления.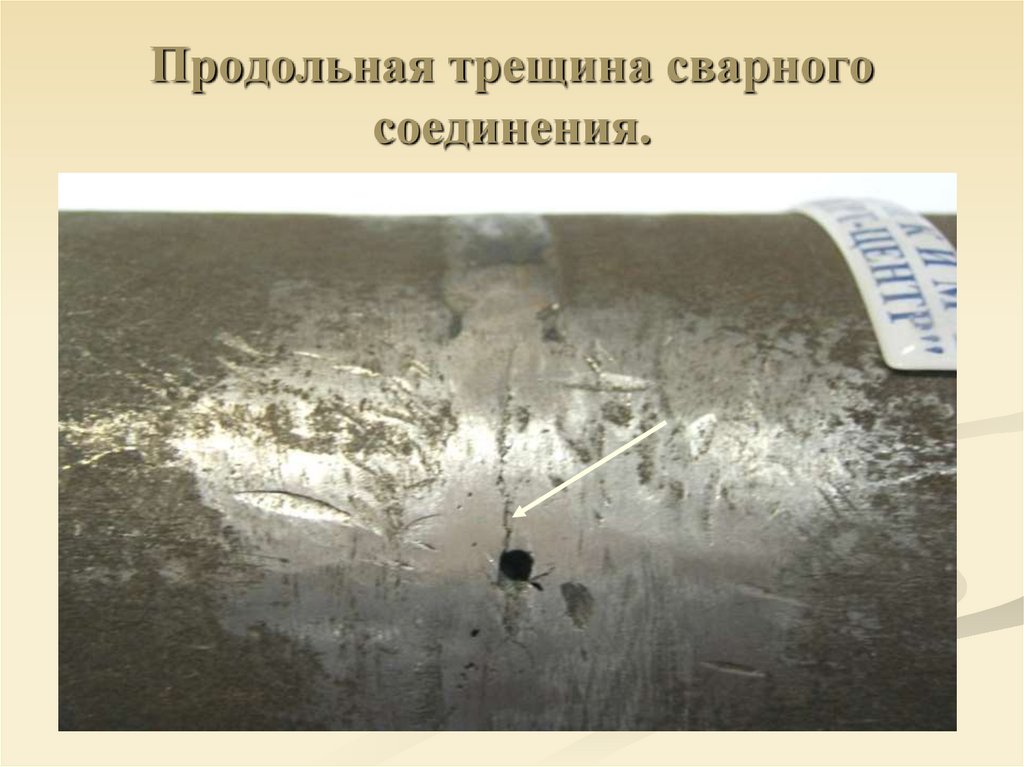 Из-за этих низких температур плавления эти элементы выталкиваются к центру валика сварного шва по мере его затвердевания. Эти элементы могут затем попасть в середину сварного шва, если сварочная ванна не остается в расплавленном состоянии достаточно долго. Когда это происходит, мы получаем трещину по центральной линии, как показано на рисунке ниже.
Из-за этих низких температур плавления эти элементы выталкиваются к центру валика сварного шва по мере его затвердевания. Эти элементы могут затем попасть в середину сварного шва, если сварочная ванна не остается в расплавленном состоянии достаточно долго. Когда это происходит, мы получаем трещину по центральной линии, как показано на рисунке ниже.
Вид сверху на осевую трещину. Иногда эти трещины едва видны невооруженным глазом, и поэтому используются методы неразрушающего контроля, такие как проникающая жидкость.
Поперечное сечение центральной трещины.
Лужа расплава будет затвердевать снаружи к середине сварного шва. Если шов слишком глубокий по сравнению с его шириной, в середине шва будут задерживаться элементы с низкой температурой плавления, независимо от того, соответствует ли их количество в основном материале спецификациям. Это называется растрескиванием, вызванным формой валика. На рисунке ниже показано, как затвердевает сварной шов.
Так же, как замерзает вода в стакане, сварочная ванна затвердевает от внешних краев к середине. Бродячие элементы иногда застревают посередине, вызывая трещины.
Бродячие элементы иногда застревают посередине, вызывая трещины.
Чтобы предотвратить горячее растрескивание, мы хотим сделать следующее:
- Иметь правильное соотношение ширины и глубины наплавленных валиков (от 1:1 до 1,4:1 в идеале). Иногда для этого требуется совместный редизайн.
- Тщательно выбирайте базовые материалы.
- Выберите правильный процесс. Такие процессы, как SAW, которые обеспечивают наилучшее проникновение, иногда могут быть проблемой в зависимости от деталей соединения.
Холодное растрескивание
Холодное растрескивание намного хуже, чем горячее растрескивание, просто потому, что до появления трещины могут пройти часы или дни. Это означает, что сварной узел уже может быть готов и находится в эксплуатации. Холодное растрескивание характеризуется тем, что трещина начинается на основном материале, а не на сварном шве, как в случае горячего растрескивания. Иногда это называют растрескиванием в зоне термического влияния (ЗТВ) или растрескиванием с помощью водорода.
Холодное растрескивание происходит при наличии трех условий: достаточное количество чувствительного материала, достаточный уровень водорода и высокий уровень остаточного напряжения. Обычно у нас мало контроля над уровнем остаточного напряжения, поэтому цель состоит в том, чтобы контролировать две другие переменные.
Высокие скорости охлаждения и материалы с высоким содержанием углерода создают условия, подверженные холодному растрескиванию. Чем быстрее скорость охлаждения, тем больше вероятность того, что мы получим холодные трещины. Такие факторы, как большая толщина основного материала, процедуры с низким подводом тепла и более низкие температуры основного металла, увеличивают скорость охлаждения. Высокие скорости охлаждения создают мартенсит в ЗТВ, который становится твердым и хрупким. Он также имеет более низкую пластичность, чем сварной шов и остальная часть основного материала, поэтому усадка происходит с разной скоростью по мере охлаждения сварного шва. Водород проникает в мартенсит, и при приложении напряжения возникает трещина. В конечном итоге водород покидает ЗТВ и металл сварного шва; Вот почему Структурный кодекс D1.1 требует, чтобы проверка проводилась через 48 часов после сварки. Это гарантирует, что водород будет удален из сварной конструкции в сталях, чувствительных к водородному растрескиванию, после проведения проверки.
В конечном итоге водород покидает ЗТВ и металл сварного шва; Вот почему Структурный кодекс D1.1 требует, чтобы проверка проводилась через 48 часов после сварки. Это гарантирует, что водород будет удален из сварной конструкции в сталях, чувствительных к водородному растрескиванию, после проведения проверки.
Чтобы предотвратить холодное растрескивание, мы хотим сделать следующее:
- Предварительно нагреть основной материал, чтобы замедлить скорость охлаждения – это также рассеивает водород и позволяет сварному шву и основному материалу сжиматься с одинаковой скоростью при охлаждении.
- Запустите процедуры с более высокой подводимой теплотой, если предварительный нагрев не является опцией
- Выберите присадочные металлы с низким содержанием водорода (обычно имеют обозначение h3, h5 или H8)
- Провести термообработку после сварки (водородный отжиг)
- Уменьшите скорость охлаждения, используя тепловые одеяла
Существуют и другие типы взлома, вызванные проблемами, не упомянутыми здесь. Сталкивались ли вы с проблемой растрескивания сварных швов?
Сталкивались ли вы с проблемой растрескивания сварных швов?
Источник: Справочник производителей и монтажников по сварным стальным конструкциям Категории: Теория и образование, Разрушение сварных швов
Раскрытие информации о связи материалов: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Предотвращение образования холодных трещин при сварке
Когда
сварка более прочных стальных материалов, водородный холодный крекинг (HACC)
реальная проблема. HACC характеризуется трещинами, которые образуются в сварном шве и/или при нагреве.
зона воздействия основного металла после снижения температуры сварного шва.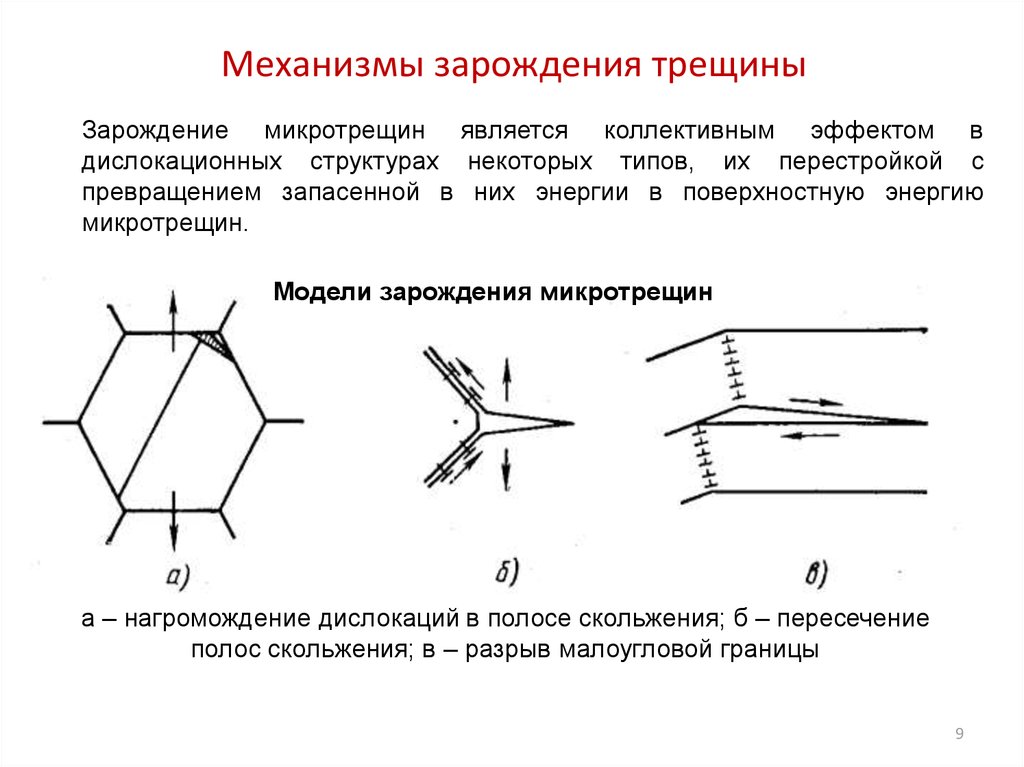 С
надлежащие процедуры сварки и осторожность во время сварки, HACC может быть в значительной степени
устранено.
С
надлежащие процедуры сварки и осторожность во время сварки, HACC может быть в значительной степени
устранено.
Компас WelderDestiny: Еженедельная подписка на электронный журнал
Вы можете ознакомиться с предыдущими выпусками «Компаса WelderDestiny», нажав здесь.
Аналог
термины:
- Водород Вспомогательный холодный крекинг. (HACC)
- Водородный крекинг.
- Холодное растрескивание. Холодный крекинг относится к тому факту, что водородный крекинг происходит только тогда, когда шов относительно холодный.
- Отсроченное растрескивание. Водородный крекинг может быть задерживается на много часов. Иногда до 72 часов, хотя это необычный. Гораздо более типичным было бы около 12 часов.
Сварка врезки берегового трубопровода: типичная ситуация, когда может произойти холодное растрескивание под действием водорода.
Что такое холодный крекинг с помощью водорода?
Есть
— это ряд различных механизмов, предложенных для холодного крекинга с помощью водорода. При условии
существует целый ряд различных «теорий», я уверен, вы можете себе представить, что
единого принятого механизма нет.
При условии
существует целый ряд различных «теорий», я уверен, вы можете себе представить, что
единого принятого механизма нет.
А
Широко распространенная теория состоит в том, что атомы водорода диффундируют через металл, и
собираться в «промежутках» в микроструктуре металла. Обычно это
на включениях в металле и на границах зерен металла. Однажды
атомарный водород собирается, он превращается в молекулярный водород (h3)
или даже реагирует с углеродом с образованием метана в тех местах, где он собирается.
Как только водород больше не существует как отдельный атом, он становится слишком большим.
легко диффундировать через металлическую конструкцию. Со временем все больше
водород накапливается и приводит к избыточному «давлению» в этих очень локализованных местах.
точки. Утверждается, что давление может стать настолько большим, что в результате
в материале «раскалывается». Это расщепление под давлением вызвало
водородом затем рассматривается как водородный крекинг. с этим есть проблемы
теории, если рассматривать их изолированно.
Другое
Теория заключается в том, что водород собирается вокруг включений в металле, таких как
карбидные включения. Когда материал затем испытывает медленную пластическую
деформация (которая может присутствовать при усадке сварных швов при охлаждении до комнатной температуры).
температуре) атомы водорода «увлекаются» движущимися дефектами (называемыми
дислокации) до тех пор, пока атомы водорода не закрепят дислокации. Когда
это происходит, пластическая деформация больше не может иметь место, и материал
действует хлипко. Важно отметить, что пластичность металлов
за счет движения дислокаций. Если дислокации больше не могут двигаться, то
пластичности уже нет.
независимо
точного механизма, мы знаем, что водородный крекинг происходит, когда все
выполняются следующие условия:
- Наличие
атомарный водород: Во время дуговой сварки почти всегда присутствует водород
подарок. В основном это происходит из-за влаги или углеводородного загрязнения.
- Наличие растягивающее напряжение: В отсутствие напряжения водородное растрескивание не происходит место. Во время сварки почти всегда присутствуют высокие напряжения из-за термическая усадка сварного шва при остывании. Любые концентраторы напряжения, такие как дефекты сварки будут иметь тенденцию к локальному увеличению уровня напряжения.
- А восприимчивая микроструктура: Определенные структуры материалов, такие как «аустенит» (нержавеющие стали 304 и 316 являются аустенитными материалами при комнатной температуре) не подвержен водородному растрескиванию. Наиболее уязвимыми микроструктурами являются те, которые твердые и хрупкие. Высокопрочные стали обычно имеют такие структуры. Поэтому закаленные сварные швы углеродистых и низколегированных сталей также подвержен водородному растрескиванию.
- А
достаточно низкая температура: Растрескивание происходит только при температуре ниже
водород не так легко диффундирует. Как правило, предел около 100°C
допускается, хотя в очень неблагоприятных условиях холодный крекинг с использованием водорода
(HACC) может происходить при температурах несколько выше этой.


Зона термического влияния Холодное растрескивание в угловом сварном шве: Неполное проплавление и неравномерная длина ответвления привели к повышенным напряжениям в меньшем ответвлении.
Предотвращение холодного растрескивания под действием водорода (HACC)
In
По сути, любая мера, которая устраняет одно из 4 условий, показанных выше, будет
устранить водородный крекинг. Ниже приведен список типичных шагов, которые могут быть
принято, для ликвидации HACC:
- Снизить уровень
водорода: Некоторые сварочные процессы, такие как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
по своей природе низководородные. В случае флюсовых процессов, таких как
Дуговая сварка защитным металлом (SMAW, также называемая сваркой стержнями) под флюсом
компоненты могут быть составлены таким образом, чтобы они имели низкое содержание влаги. это дальше
усилена за счет «запекания» электродов, чтобы удалить как можно больше влаги. возможный.
- Подать заявку относительно высокий предварительный нагрев свариваемого материала: Обычно это приводит к в более низких скоростях охлаждения сварного шва и зоны термического влияния (ЗТВ) и в целом приводит к более жесткой микроструктуре.
- Техническое обслуживание относительно высокая межпроходная температура: Если температура сварного шва и зона термического влияния поддерживается выше примерно 100°C, для типичных структурных сталей, даже в промежутках между сварками, то температура не стать достаточно низким, чтобы произошло «холодное растрескивание». Для более прочных сталей может потребоваться повышение температуры до 150°C.
- Применить
последующий нагрев: В этом методе требуется высокая температура предварительного нагрева и межпроходная температура.
сохраняется во время сварки. После завершения сварки температура по-прежнему
сохраняется в течение определенного периода времени. Это называется «пост-течение». Во время этого поста
тепла, водороду-оскорбителю дается время, чтобы «выпечься» из материала,
снижение уровня доступного водорода, что приводит к водородному крекингу.
 возможный.
возможный.
- Техническое обслуживание высокое тепловложение при сварке: Высокое тепловложение — это просто другой способ сказать что количество энергии, применяемой во время сварки, велико. Подвод тепла обычно измеряется как напряжение, умноженное на силу тока, деленное на сварочный Скорость путешествия. Высокая тепловая нагрузка обычно приводит к более медленному охлаждению. что обычно приводит к более пластичным микроструктурам. Кроме того, есть немного более длительное время при повышенной температуре, что позволяет большему количеству водорода «выпекаться» до того, как температура станет достаточно низкой, чтобы позволить холодному растрескиванию происходить.
- Использование
материал, который вряд ли образует твердые, хрупкие микроструктуры: Обычно
это делается с использованием материалов с низким углеродным эквивалентом. Современные сталелитейные заводы
удается получить высокую прочность материала с низким углеродным эквивалентом, используя
термомеханически управляемый процесс (TMCP) при прокатке стали на
окончательная форма.
- Использование
присадочный металл, который слабее свариваемого основного металла: Если сварной шов
металл значительно слабее основного металла и очень пластичен, то
когда сварной шов находится под напряжением, пластическая деформация будет в значительной степени ограничена
металл шва, а не основной металл. Так как металл шва не имеет
восприимчивая микроструктура, водородное растрескивание маловероятно. Очевидно это
означает, что сварной шов слабее основного металла, поэтому сварной шов не
в полной мере использовать прочность материала. Чтобы преодолеть это, более слабый сварной шов
металл обычно используется только для одного или двух проходов сварки, а остальная часть сварного шва
прогоны изготавливаются с переливом присадочного металла. Это работает, потому что водород
растрескивание наиболее распространено в сварном шве, в то время как поперечное сечение невелико. Один раз
сварной шов становится «достаточно толстым», он испытывает гораздо меньшую пластическую деформацию
при воздействии термических напряжений, поэтому вероятность водородного растрескивания
уменьшенный.
- Обеспечение
что временная задержка между проходами сварки сведена к минимуму: Так как склонность к водородному растрескиванию
быть механизмом, зависящим от времени, вероятность растрескивания может быть уменьшена за счет
гарантируя, что следующий сварочный проход, который затем повысит температуру сварного шва
снова размещается до того, как сварной шов успеет остыть, и для
водород накапливается вокруг включений в материале. Самый критический
временная задержка между первым и вторым сварочным проходом. По этой причине
Второй проход сварки часто называют «горячим проходом». Идея в том, что этот пропуск
необходимо наплавить как можно скорее, пока шов еще «горячий». Этот
горячий проход также служит для повторного нагрева сварного шва до температуры, выше которой
водород может «выгореть» из сварного шва. По общему правилу, если время от
от начала корневого прохода до начала горячего прохода может быть меньше, чем
8 минут, то водородный крекинг маловероятен. Иногда это достигается путем
одновременное выполнение сварочных работ более чем одним сварщиком.
- Использование
аустенитного присадочного металла: Это необычно, но хорошо работает, если нет
проблемы с использованием аустенитного металла шва. Это работает, потому что
аустенитный металл шва может «растворить» весь водород, который реально
образовываться во время сварки. Это означает, что вождения не так уж много.
сила для проталкивания водорода в основной металл, поэтому водородное растрескивание
маловероятно. К сожалению, в этом есть ряд недостатков.
Во-первых, типичные металлы сварного шва серии 300 слабее, чем высокопрочные.
сталей, поэтому для повышения прочности необходимо использовать аустенитные наполнители с высоким содержанием никеля.
соответствие. Эти наполнители дорогие. Типичная нержавеющая сталь серии 300
материалы также подвержены коррозионному растрескиванию под напряжением в некоторых
среды, поэтому они не подходят для этих приложений. Другая
проблемой является гальваническая коррозия, которая может возникнуть, когда углеродистые стали и
коррозионно-стойкие сплавы находятся в контакте с агрессивной средой.
- Уменьшить прилагаемые к сварному шву напряжения настолько, насколько это возможно, до тех пор, пока вам не удастся наплавить относительно толстое поперечное сечение сварного шва: Например, при выполнении сварка трубопровода, выравнивающие зажимы, скрепляющие соединение, не удаляют до тех пор, пока не будет наплавлена большая часть сварного шва. Другой пример — обеспечить наилучшее возможное прилегание концов труб при сварке. Чем хуже приспособление, чем больше напряжения, которые испытывает сварной шов, особенно в корне область сварного шва. Другой пример — завершить сварку перед перемещением сварной шов. Если труба перемещается после того, как был уложен только корневой участок осаждения, то напряжения могут быть достаточно высокими, чтобы привести к водородному растрескиванию.



Холодное растрескивание при помощи водорода при сварке трубопроводов
Когда
при прокладке трубопроводов по пересеченной местности, как правило, используются тысячи сварных швов
требуется. В этих условиях требуются высокопроизводительные методы сварки.
важный. 10-процентная экономия времени при выполнении большого количества сварных швов очень выгодна.
с экономической точки зрения. Один из традиционных способов достижения высоких
производительности при сварке на этих трубопроводах, заключается в использовании целлюлозных
электроды с дуговой сваркой в среде защитного металла (SMAW).
В этих условиях требуются высокопроизводительные методы сварки.
важный. 10-процентная экономия времени при выполнении большого количества сварных швов очень выгодна.
с экономической точки зрения. Один из традиционных способов достижения высоких
производительности при сварке на этих трубопроводах, заключается в использовании целлюлозных
электроды с дуговой сваркой в среде защитного металла (SMAW).
Пока
в настоящее время большинство сварных швов магистральных трубопроводов выполняется с помощью автоматизированной сварки.
в проектах трубопроводов до сих пор используются целлюлозные электроды для «врезных» сварных швов.
Причина в том, что целлюлозные электроды имеют очень проникающую дугу, поэтому они
хорошо подходят для выполнения корневого прохода на трубах. Шлак тоже быстрый
замораживание, позволяющее использовать вертикальную последовательность сварки вниз. Это далее
увеличивает скорость сварки и производительность.
Сварка трубопроводов целлюлозными электродами SMAW: Эта ситуация является одной из наиболее подверженных водородному холодному растрескиванию.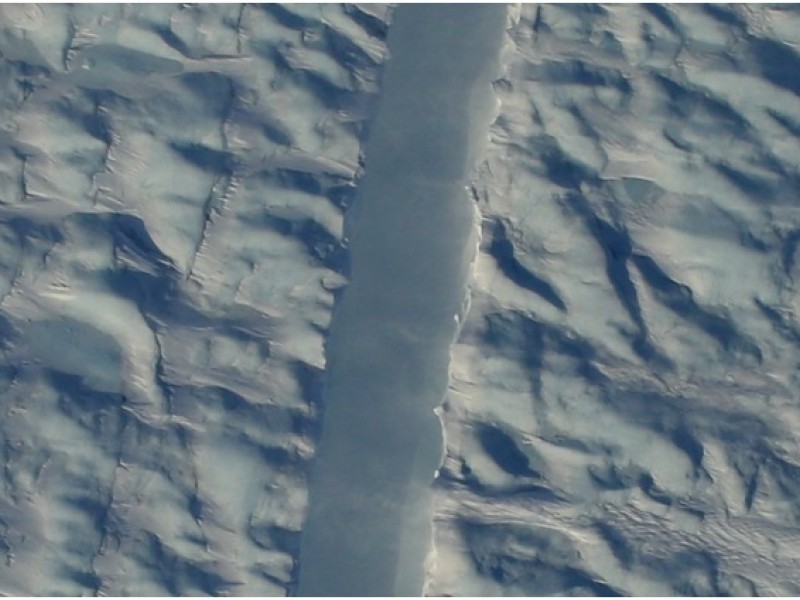
большая проблема с целлюлозными электродами заключается в том, что они зависят от влаги в
флюсовое покрытие для обеспечения этих преимуществ. Таким образом, по конструкции целлюлозные электроды
приводит к высокому содержанию водорода. Следует признать, что когда
при сварке целлюлозными электродами всегда присутствует достаточное количество водорода для
привести к водородному крекингу, если все остальные факторы также присутствуют.
В
В дополнение к высокой производительности сварки, экономика трубопровода, как правило, благоприятствует использованию
из высокопрочных трубопроводных сталей. (Тогда трубопровод может быть тоньше.) Такая высокая
высокопрочные стали, как правило, более склонны к водородному растрескиванию, чем менее
стали бы прочнее. Благодаря такому сочетанию высокопрочных сталей
сварка методами сварки с высоким содержанием водорода, холодное растрескивание с применением водорода
(HACC) уделяет большое внимание проектным проектам. На самом деле, большинство кросс-кантри
коды трубопроводов уделяют большое внимание параметрам сварки, которые могут привести к
водородный крекинг. По этой причине эти нормы сварки, как правило, имеют много
существенные переменные, которые не рассматриваются в других правилах сварки. Это также
важно отметить, что большинство современных трубопроводных сталей термомеханически
стали контролируемого процесса (TMCP), который повышает устойчивость стали к
водородный крекинг.
По этой причине эти нормы сварки, как правило, имеют много
существенные переменные, которые не рассматриваются в других правилах сварки. Это также
важно отметить, что большинство современных трубопроводных сталей термомеханически
стали контролируемого процесса (TMCP), который повышает устойчивость стали к
водородный крекинг.
Это
Важно отметить, что в наши дни существуют альтернативы использованию целлюлозы.
электроды, но зачастую конкретные экономические аспекты проекта трубопровода все еще могут
подтолкнуть инженеров проекта к использованию целлюлозных электродов.
В
В случае подводных трубопроводов использование целлюлозных электродов обычно не рекомендуется.
допустимый. Это связано с тем, что временные задержки обычно указываются между сваркой
завершается и начинается неразрушающий контроль (НК) при сварке
с высоким содержанием водорода в процессе сварки. Типичные минимальные временные задержки между
завершение сварки и начало неразрушающего контроля будет составлять 48 часов при использовании
целлюлозные электроды. Это делается потому, что это дает достаточно времени, чтобы убедиться,
что если будет происходить холодный крекинг с использованием водорода (HACC), то это произойдет.
на самом деле происходят до проведения тестирования. При сварке на трубоукладочной барже
такие временные задержки увеличили бы затраты на укладку трубопровода. Технически и
Поэтому экономически использование целлюлозных электродов просто нецелесообразно.
Это делается потому, что это дает достаточно времени, чтобы убедиться,
что если будет происходить холодный крекинг с использованием водорода (HACC), то это произойдет.
на самом деле происходят до проведения тестирования. При сварке на трубоукладочной барже
такие временные задержки увеличили бы затраты на укладку трубопровода. Технически и
Поэтому экономически использование целлюлозных электродов просто нецелесообразно.
Ресурсы для снижения риска HACC
As
водородный крекинг может иметь тяжелые последствия для безопасности и экономики.
многочисленные документы, которые могут помочь нам снизить вероятность образования водорода
растрескивание. Часто используемые ресурсы:
- Сварка Технологический институт Австралии (WTIA) Техническое примечание 1.
- Австралийский Стандарт на сварку трубопроводов для газа и жидкой нефти, AS/NZS 2885.2, Приложение E.
- Американский
Кодекс структурной сварки Общества сварщиков AWS D1.1, Приложение H.
- Европейский Стандарт рекомендаций по сварке ферритных сталей, EN 1011-2 Приложение C.

Кроме того
стандартов, упомянутых выше, существует множество книг, посвященных сварке.
сталей без водородного растрескивания, но применение одного из стандартов выше
вероятно, будет достаточно для большинства обстоятельств.
Компас WelderDestiny: Еженедельная подписка на электронный журнал
Вы можете ознакомиться с предыдущими выпусками «Компаса WelderDestiny», нажав здесь.
Трещины в стене означают, что дом рушится?
Настройте свою погоду
Установите свое местоположение:
Введите город и штат или почтовый индекс
Мать-природа высасывает много воды, хранящейся в каркасных пиломатериалах в вашем доме, создавая усадку и напряжение.
Я думаю, что мой дом может рухнуть. За последние несколько недель в моем доме образовалась большая трещина в том месте, где потолок соприкасается со стенами. У нас установилась холодная погода, и я, кажется, припоминаю, что это происходило в прошлом году, но не могу вспомнить.
У нас установилась холодная погода, и я, кажется, припоминаю, что это происходило в прошлом году, но не могу вспомнить.
Трещины в центре моего дома больше, чем на внешних стенах. На некоторых участках у меня есть лепнина кроны, а на других нет лепнины. Что творится? Есть ли у меня серьезная структурная проблема и легко ли устранить трещины?
Угадайте, что? Дома передвигаются так же, как и большинство людей каждый день. Некоторые дома перемещаются больше, чем другие, по ряду причин.
Дома, построенные в основном из дерева, чаще всего перемещаются. Древесина является гигроскопичным строительным материалом, то есть она меняет свой размер в зависимости от того, сколько в ней воды. Ваш дом движется, потому что древесина выпускает воду из деревянных ячеек.
Хорошая новость в том, что я сомневаюсь, что ваш дом рухнет. Трещины, которые вы видите, являются сезонными, они открываются сейчас, когда пришла зима. Их станет намного меньше, когда мы приблизимся к бейсбольному матчу всех звезд в июле!
Прямо сейчас Мать-Природа высасывает много воды из бревен вашего дома. Это создает усадку и напряжение.
Это создает усадку и напряжение.
ДЕЛО О СОЕДИНЕНИЯХ
Это напряжение проявляется в виде трещин в месте соединения двух структурных элементов. Очень часто это происходит на стыке стены и потолка. Я также видел трещины в середине потолка, где скрытая балка соединяется с потолочными балками. Места трещин очень похожи на точки изгиба на нашей коже, где образуются морщины и суставы, где соединяются две ваши кости.
Если крыша вашего дома построена с использованием кровельных ферм, эти трещины почти наверняка появятся. Практически все фермы реагируют на сезонные изменения влажности.
Твой чердак летом похож на огромную скороварку. Горячий влажный воздух нагнетается в деревянные фермы, как воздух в воздушный шар. В зимние месяцы, когда воздух становится более сухим, фермы выделяют эту накопленную влагу, а нижняя плоская часть фермы образует восходящий венец или дугу. Это называется поднятием фермы.
Поднятие этой фермы сильнее всего в центре фермы. Это именно то, что вы описываете, когда центральные стены вашего дома имеют самые сильные трещины. Многие строители и вешалки для гипсокартона не знают об этой характеристике деревянных ферм.
Многие строители и вешалки для гипсокартона не знают об этой характеристике деревянных ферм.
Если бы они поняли, в чем потенциальная проблема, они могли бы свести к минимуму взлом. Все, что им нужно было сделать, это не прикручивать или не прибивать гипсокартон к нижней части ферм, где он заканчивается возле этих центральных стен. Вы не должны вставлять шуруп или гвоздь в пределах фута или около того от стены.
КРОНШТЕЙНЫ ЛУЧШЕ
Кроме того, если плотники прибили фермы под углом к верхним плитам стен, это усугубляет проблему. Они должны были использовать недорогие стальные L-образные кронштейны, которые соединяют ферму с верхом стен. Эти кронштейны позволяют фермам перемещаться вверх и вниз по верхней части стен.
Некоторые люди жалуются на трещины там, где внутренние центральные стены соприкасаются с полом. Это происходит по той же причине, что фермы поднимают всю стену вверх, потому что стены прибиты к фермам! Напряжение видно там, где стена встречается с полом.
Вы можете установить Г-образные кронштейны в существующем доме, но это жалкая работа. Сейчас самое время сделать это, пока температура на чердаке терпимая. Вам просто нужно подняться на чердак и удалить гвозди, которые вбиты через фермы в верхнюю пластину стен. Затем вы устанавливаете L-образные кронштейны.
Более сложная задача — прорезать гвозди или шурупы, которыми гипсокартон крепится к ферме возле этих стен. Это можно сделать с помощью сабельной пилы, оснащенной диском по металлу.
Полотно пилы должно располагаться так, чтобы оно скользило под фермой и поверх гипсокартона, чтобы разрезать стержень крепежного элемента рядом со стеной. Эта работа приведет к плачу и скрежету зубов.
МИНИМАЛЬНАЯ СУММА
Заделка трещин внутри дома — самая легкая работа. Вы просто используете герметик на водной основе, который можно красить. Заделывать эти трещины — целое искусство. В большинстве случаев вы хотите заполнить всю трещину герметиком. Однако, на мой взгляд, это ошибка в данной ситуации. Вы хотите использовать минимум герметика, чтобы, когда пиломатериал расширяется летом, он сжимал только небольшое количество герметика, что снижает вероятность того, что герметик выдавится из трещины.
Вы хотите использовать минимум герметика, чтобы, когда пиломатериал расширяется летом, он сжимал только небольшое количество герметика, что снижает вероятность того, что герметик выдавится из трещины.
Многие герметики на водной основе дают усадку при испарении воды внутри них. Некоторые находят эту усадку нежелательной. В вашем случае вы хотите, чтобы это произошло. Вы хотите, чтобы герметик приобрел вогнутую форму, где он втягивается обратно в трещину. Летом, когда трещина становится меньше, герметик должен сжиматься и выглядеть довольно хорошо.
При герметизации обязательно используйте влажную губку, чтобы стереть излишки герметика с потолка и стен. Лучшая губка – та, что используется для затирки керамической плитки. Эти губки имеют закругленные края. Всегда выжимайте всю воду из губки, прежде чем протирать герметик. Вам нужно будет часто промывать губку и менять воду для полоскания.
Хотите бесплатную информацию по улучшению дома? Перейдите на сайт www.AsktheBuilder. com и подпишитесь на бесплатную рассылку Тима. Есть вопрос к Тиму? Просто нажмите на ссылку «Спросить Тима» на любой странице сайта.
com и подпишитесь на бесплатную рассылку Тима. Есть вопрос к Тиму? Просто нажмите на ссылку «Спросить Тима» на любой странице сайта.
Если вы приобретете продукт или зарегистрируете учетную запись по одной из ссылок на нашем сайте, мы можем получить компенсацию.
Сварочные трещины и способы их предотвращения
Сварные трещины — это серьезные дефекты, которые обычно требуют доработки или ремонта. Сварное соединение испытывает резкое снижение прочности, как только образуется трещина, поэтому в большинстве случаев необходимо устранять их.
Трещины в сварных швах вызывают тревогу, но есть много способов их предотвратить. Вы можете значительно уменьшить растрескивание сварных швов, если поймете, как они образуются, и примете необходимые меры до, во время, а иногда и после сварки.
Эта статья расскажет вам о горячих и холодных трещинах, их причинах и методах предотвращения трещин, которые работают в 99% случаев.
Почему сварные швы трескаются?
Растрескивание происходит из-за того, что внутренние напряжения превышают прочность присадочного металла, основного металла или того и другого.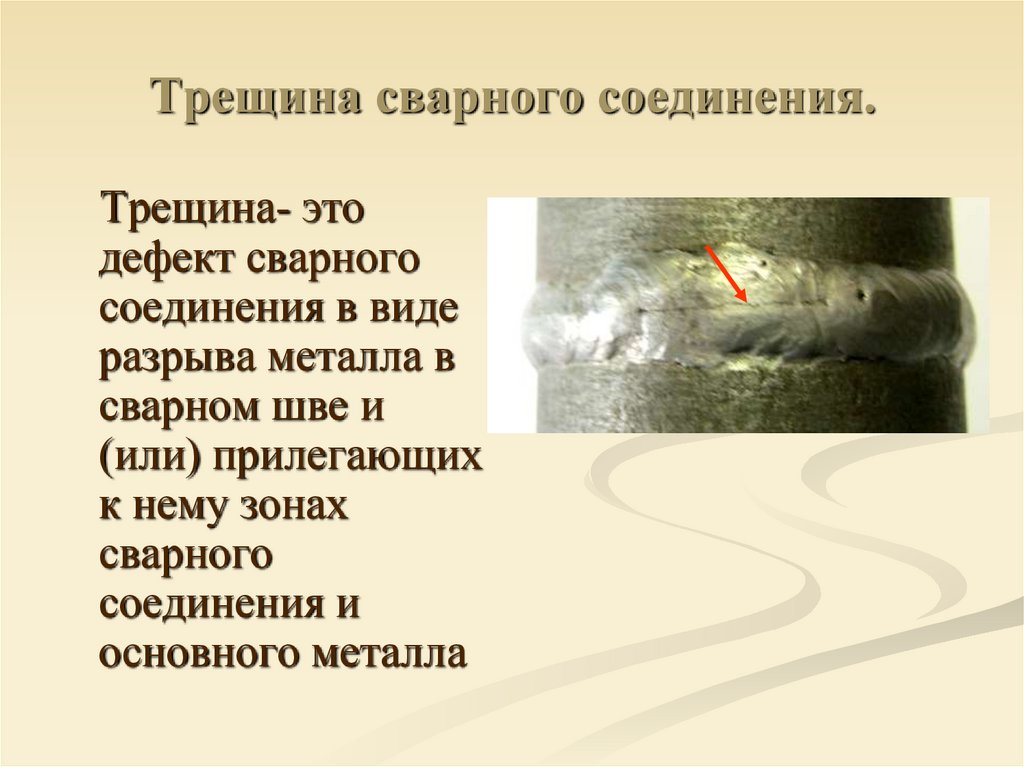 Однако существует множество причин, по которым сварной шов или свариваемые детали становятся слабее, чем действующие на них внутренние силы.
Однако существует множество причин, по которым сварной шов или свариваемые детали становятся слабее, чем действующие на них внутренние силы.
Например, водород может ослабить металл в зоне термического влияния («ЗТВ»), а такие факторы, как неправильная геометрия сварного шва, концентрация напряжений, низкая пластичность материала, неадекватная термическая обработка и т. д., могут вызвать напряжение сварного шва или основного металла. мимо их пределов.
Чтобы облегчить понимание различных причин, трещины в сварных швах сгруппированы в две категории;
- Горячие трещины
- Холодные трещины
Позже в этой статье мы обсудим оба и объясним, как они создают трещины. Вы также должны знать, что трещины в сварных швах представляют собой несплошность сварного шва и обычно считаются дефектом сварного шва. Вы можете узнать больше о дефектах сварки в нашем подробном руководстве.
Что вызывает стресс?
Обычно на сварное соединение действуют два источника напряжения:
- Физические нагрузки
- Остаточные сварочные напряжения
Последнее часто является более частой причиной образования трещин в сварном шве. Но стрессы не так уж черно-белы.
Но стрессы не так уж черно-белы.
Остаточное напряжение может ослабить соединение, а приложенная нагрузка может стать той соломинкой, которая сломает спину верблюда, или, в случае сварного шва, вызвать появление трещины.
Остаточные напряжения внутренние в сварном соединении и ЗТВ. Они образуются в результате расширения и сжатия металла во время сварки. Когда вы нагреваете металл шва и поверхность соединения до точки плавления, они расширяются.
Но когда металл начинает остывать, он сжимается. Так, металл шва «натягивает» соседний металл в ЗТВ, что вызывает остаточное внутреннее напряжение в соединении.
Остаточное напряжение при усадке при сваркеТрещины возникают, если сварной шов или основной металл недостаточно прочны, чтобы выдерживать возникающие растягивающие усилия. Проще говоря, трещины — это попытка сварного шва снять остаточное напряжение, вызванное нагревом и охлаждением.
Но остаточное напряжение — не единственная сила, действующая на сустав. Сварной элемент будет подвергаться нагрузкам при повседневном использовании. Например, сварные стыки лестницы должны выдерживать нагрузку от хождения по ней людей. Но некоторые суставы испытывают более сложные нагрузки. Сварные швы кузова автомобиля должны выдерживать вибрацию, растяжение, сжатие, изгиб и кручение.
Сварной элемент будет подвергаться нагрузкам при повседневном использовании. Например, сварные стыки лестницы должны выдерживать нагрузку от хождения по ней людей. Но некоторые суставы испытывают более сложные нагрузки. Сварные швы кузова автомобиля должны выдерживать вибрацию, растяжение, сжатие, изгиб и кручение.
Кроме того, необходимо учитывать возраст и циклы стресса. Сустав может выдержать определенную нагрузку один или два раза. Но что произойдет, если он будет подвергаться одной и той же нагрузке десятки тысяч раз?
Количество «циклов», которое может выдержать соединение, в материаловедении называется «усталостной прочностью». Такие элементы, как велосипедные рамы или детали самолетов, должны быть испытаны на сотни или тысячи циклов нагрузки, чтобы определить, как долго могут прослужить сварные соединения.
Горячие трещины – причины и типы
Горячие трещины возникают в результате разрыва металла шва по частично оплавленным границам зерен сварных швов, которые не полностью затвердели. Эти трещины, как правило, продольные и возникают в центре линии сварки (не всегда с идеальной симметрией), но бывают и другие конфигурации горячих трещин.
Эти трещины, как правило, продольные и возникают в центре линии сварки (не всегда с идеальной симметрией), но бывают и другие конфигурации горячих трещин.
Вам не нужно ждать, чтобы узнать, даст ли сварной шов горячую трещину. Горячее растрескивание происходит во время или сразу после сварки при температурах выше 1000°F. При замерзании металла шва происходит его усадка, что приводит к разрыву частично оплавленных и слабых границ зерен.
Основными причинами горячих трещин являются концентрация напряжений, низкая температура плавления элементов в сварочной ванне, таких как сера, быстрое охлаждение сварочной ванны и низкая пластичность свариваемого материала.
Когда все или некоторые из этих факторов объединяются, материалы с низкой температурой плавления отбрасываются в центр сварного шва, создавая слабые границы зерен. В то же время при охлаждении присадочный металл пытается дать усадку, и это напряжение, вызванное усадкой, легко разрушает эти частично сплавленные границы зерен.
Горячие трещины чаще всего проявляются в виде продольных трещин, пластинчатых разрывов и кратерных трещин.
Горячие трещиныПродольные трещины
Продольные трещины чаще всего связаны с горячим растрескиванием. Эти трещины возникают во время или сразу после сварки и охватывают всю длину сварного шва. Сильно вогнутые сварные швы чаще всего подвержены продольным трещинам.
Но следующими наиболее вероятными кандидатами являются стали с высоким содержанием серы и низким содержанием марганца и стали с высоким содержанием углерода и фосфора.
Пластинчатые разрывы
Пластинчатые разрывы возникают в основном материале под сварным соединением. Обычно это связано с деформациями поперечной усадки, высоким содержанием серы в стали, низкой пластичностью основного металла и параллельной границей сплавления между металлом шва и заготовкой.
Кроме того, пластинчатый надрыв происходит только у листового проката. Так что, если для вашей работы требуется стальной прокат, спросите у производителя марку стали с наименьшей вероятностью пластинчатых разрывов. Сталь должна иметь значение «STRA» выше 20%, чтобы противостоять пластинчатым разрывам. По существу это означает, что сталь имеет низкое содержание серы.
Сталь должна иметь значение «STRA» выше 20%, чтобы противостоять пластинчатым разрывам. По существу это означает, что сталь имеет низкое содержание серы.
Кратерные трещины
Кратерные трещиныКратерные трещины чаще всего образуются в конце сварного шва, но могут быстро распространяться по всей длине сварного шва, образуя продольные трещины. Наиболее распространенной причиной образования кратерных трещин является недостаточный объем металла шва в сочетании с другими причинами горячих трещин, о которых мы говорили ранее.
Если валик сварного шва слишком мелкий в конце сварного шва, материала будет недостаточно, чтобы противодействовать внутренним напряжениям, и образуются кратерные трещины.
Холодные трещины – причины и типы
Холодные трещины гораздо сложнее, чем горячие, потому что трещины развиваются не сразу. Для появления холодных трещин могут потребоваться минуты, часы, дни или недели. Иногда холодные трещины не появляются до тех пор, пока к свариваемому элементу не будет приложена определенная нагрузка.
Кроме того, холодные трещины образуются не на поверхности, а в глубине сварного шва и ЗТВ. Таким образом, их может быть трудно увидеть, и для обнаружения этих трещин необходимо использовать рентгенографический контроль.
Однако, поскольку для образования холодных трещин требуется много времени, такие рентгенологические исследования обычно проводят через несколько недель после сварки. Существуют и другие методы физического контроля сварных швов, но чаще всего используется рентгеновский снимок.
Холодные трещины образуются из-за того, что водород растворяется в металле шва и диффундирует в ЗТВ. Тепло дуги разбивает стабильный молекулярный водород (H 2 ) на два нестабильных отдельных атома водорода (H).
По мере охлаждения металла шва нестабильные атомы вдавливаются в границы зерен ЗТВ. Со временем эти отдельные атомы водорода медленно проходят через ЗТВ, превращаясь в стабильные молекулярные водородные связи.
Когда в одном месте концентрируется слишком много молекул водорода, образуются холодные трещины. Поскольку для образования молекул водорода и образования трещин требуется много времени, холодный крекинг также называют замедленным крекингом или водородным крекингом.
Поскольку для образования молекул водорода и образования трещин требуется много времени, холодный крекинг также называют замедленным крекингом или водородным крекингом.
Водород особенно вреден для высокопрочных сталей, которые требуют особых мер предосторожности для предотвращения присутствия водорода в соединении.
Однако водород сам по себе не вызывает трещин. Вместо этого снова виноват стресс. Водород просто делает металл более восприимчивым к растрескиванию. Итак, предпосылками холодного растрескивания являются концентрация напряжений, чувствительная к водороду микроструктура (например, высокопрочные стали) и наличие водорода.
Наиболее распространенными источниками водорода являются масло, жир, грязь, ржавчина, краска и покрытия, чистящие жидкости, присадочный металл и электроды.
Холодное растрескивание часто приводит к образованию корневых, пяточных, поперечных трещин и трещин по линии сплавления.
Трещины в носке
Трещина в носке Водородное растрескивание обычно происходит на кромках сварного шва, потому что именно здесь водород диффундирует и скапливается. Кроме того, выступы сварных швов являются типичной областью, где может образоваться концентратор напряжения.
Кроме того, выступы сварных швов являются типичной областью, где может образоваться концентратор напряжения.
Такая высокая концентрация напряжений в сочетании с водородным охрупчиванием создает идеальные условия для растрескивания носка.
Корневые трещины и трещины под валиком
В зависимости от геометрии соединения корневые или гребенчатые трещины также очень распространены из-за водородного охрупчивания стали. Вот почему холодное растрескивание иногда называют растрескиванием под бортом.
Поперечные трещины
Поперечные трещины часто возникают в высокопрочных сталях. Эти трещины можно увидеть даже при малом увеличении. Так что рентгенологическое исследование может и не понадобиться.
Трещины по линии сплавления
Трещины по линии сплавления не так распространены, как три вышеуказанные, но если эти холодные трещины возникают, они проходят параллельно зоне сплавления сварного шва.
11 Советы по предотвращению образования трещин
Теперь, когда мы объяснили, почему возникают горячие и холодные трещины, давайте обсудим практические советы по их предотвращению. Многие методы профилактики применимы к любому из двух, поэтому мы объясним их в общих чертах. Не волнуйся. Вы не можете ошибиться и вызвать холодное растрескивание, предотвратив горячее растрескивание, и наоборот.
Многие методы профилактики применимы к любому из двух, поэтому мы объясним их в общих чертах. Не волнуйся. Вы не можете ошибиться и вызвать холодное растрескивание, предотвратив горячее растрескивание, и наоборот.
1. Выберите правильный присадочный материал
Убедитесь, что вы используете правильный присадочный материал для свариваемого металла, чтобы предотвратить растрескивание. Присадочный металл — это первое, на что следует обратить внимание, если у вас появились трещины. Сварка мягкой стали более щадящая, но нержавеющая сталь, алюминий и другие более экзотические материалы требуют точного подбора присадочного металла к металлу.
Кроме того, не допускайте попадания влаги на присадочные стержни, проволоку и стержневые электроды, чтобы защитить их от попадания водорода. Если вы свариваете высокопрочные стали или хотите уменьшить вероятность растрескивания, вызванного водородом, используйте сварочные электроды с низким содержанием водорода, такие как E7018.
2.
 Предварительный нагрев металла
Предварительный нагрев металлаПредварительный нагрев стали снижает напряжения при охлаждении и позволяет водороду выходить из ЗТВ и соединения. Это уменьшает миграцию водорода и образование молекулярных связей, вызывающих трещины.
Для каждого типа стали существуют свои требования к предварительному нагреву, поэтому сверьтесь со спецификацией поставщика.
3. Замедление скорости охлаждения
Чтобы еще больше улучшить диффузию водорода и помочь ему покинуть металл сварного шва, используйте тепловые одеяла для замедления скорости охлаждения металла и присадочного материала. При необходимости можно также использовать сварочные печи и оборудование для индукционного нагрева.
4. Избегайте сварки стали с высоким содержанием серы
Сталь с высоким содержанием серы особенно подвержена горячему растрескиванию, поскольку температура плавления серы составляет всего 239°С.°F.
В результате он становится более жидким во время затвердевания сварного шва и попадает в центральную линию, где легко трескается.
5. Избегайте чрезмерно вогнутых или выпуклых валиков
Вогнутые валики не содержат металлического наполнителя и имеют недостаточное количество материала, чтобы противостоять остаточным напряжениям. Это может вызвать растрескивание.
Однако очень выпуклые шарики не являются решением проблемы. Чрезмерное усиление сварного шва дает слишком много присадочного металла. Таким образом, поскольку этот экстремальный объем металла сжимается по мере затвердевания металла, внутренние напряжения становятся более значительными по сравнению с «обычными» сварными швами.
Однако проблема возникает на концах сварного шва, потому что чрезмерно усиленные сварные швы обычно не имеют плавного перехода в окружающий металл.
Этот резкий переход действует как точка концентрации напряжения (концентратор напряжения) и вызывает растрескивание.
6. Используйте качественные материалы
Вы также можете уменьшить растрескивание сварных швов, используя качественные присадочные и основные материалы. Если добавки в металле распределены неравномерно, неизвестны или плохо перемешаны, могут развиться трещины.
Если добавки в металле распределены неравномерно, неизвестны или плохо перемешаны, могут развиться трещины.
Также при неправильном хранении металла может образоваться ржавчина. Кроме того, его зернистая структура и химический состав могли измениться, если он подвергался предшествующей механической или термической обработке. Все эти проблемы могут способствовать растрескиванию сварного шва.
7. Избегайте высокой скорости перемещения
Слишком высокая скорость перемещения уменьшает ширину сварного шва и приводит к вогнутости сварных швов. Уменьшите скорость перемещения, чтобы заполнить шов и добиться достаточной толщины сварного шва.
8. Водород и черные металлы
Не используйте водород в смеси защитного газа при сварке черных металлов, таких как углеродистая сталь. Если вам действительно не нужен водород для улучшения проникновения, избегайте его в качестве добавки к защитному газу.
9. Используйте правильное отношение ширины к глубине сварного шва
Если вы используете неправильное соотношение ширины к глубине на материале, склонном к горячему растрескиванию, вероятность образования трещин выше. Форма валика определяет характер затвердевания металла и результирующие напряжения.
Форма валика определяет характер затвердевания металла и результирующие напряжения.
Отношение ширины к глубине, отличное от 0,5 до 0,8, с большей вероятностью приведет к выталкиванию материалов с низкой температурой плавления (например, серы) к центральной линии и возникновению трещин.
10. Правильно закончите сварной шов
Убедитесь, что вы заполнили сварочный кратер до его полного поперечного сечения (чтобы он соответствовал остальной части сварного шва) при завершении сварного шва, потому что недостаточное осаждение присадочного металла вызывает растрескивание кратера.
11. Напряжения расширения и сжатия
Не удерживать свариваемые детали во время сварки и в период послесварочного охлаждения.
Вместо этого оставьте некоторое пространство для расширения и сжатия металла, чтобы предотвратить растрескивание сварного шва из-за чрезмерного внутреннего напряжения.
Обмотка
Если появились трещины в сварке, необходимо отремонтировать соединение. В очень редких случаях трещины в сварных швах можно игнорировать. Таким образом, превентивные меры являются ключом к предотвращению дорогостоящих переделок. Если вы управляете сварочным цехом, трещины в сварных швах задерживают выполнение работ и тратят ресурсы.
В очень редких случаях трещины в сварных швах можно игнорировать. Таким образом, превентивные меры являются ключом к предотвращению дорогостоящих переделок. Если вы управляете сварочным цехом, трещины в сварных швах задерживают выполнение работ и тратят ресурсы.
Но даже сварщики-любители должны понимать основы предотвращения образования трещин в сварных швах. Треснувший стык – ненадежный стык.
Итак, как минимум, вы должны подобрать присадочный металл к основному материалу, должным образом очистить соединение, предварительно нагреть металл и использовать соответствующую технику сварки для процесса сварки.
Почему бетон трескается в холодную погоду?
Использование бетонаво всем, от тротуаров до небоскребов, свидетельствует о его прочности и гибкости. Но когда температура падает, кажется, что все это ломается само по себе, оставляя вас в недоумении: почему бетон трескается в холодную погоду?
Бетон трескается в холодную погоду, когда влага внутри него начинает замерзать и расширяться. Это расширение создает крошечные карманы давления внутри материала и в конечном итоге приводит к повреждению. Поврежденный холодом бетон можно отремонтировать эпоксидной смолой или заменить низкотемпературной смесью.
Это расширение создает крошечные карманы давления внутри материала и в конечном итоге приводит к повреждению. Поврежденный холодом бетон можно отремонтировать эпоксидной смолой или заменить низкотемпературной смесью.
Когда вода замерзает, ее объем увеличивается на 9%. Продолжайте читать, чтобы узнать, как это может повредить ваш бетон и что вы можете сделать, чтобы предотвратить или восстановить его.
Как холодная погода повреждает бетон
Бетон пористый, как губка, и всегда поддерживает определенный уровень гидратации. Когда вода впитывается в бетон, она накапливается в крошечных отсеках, называемых гелевыми порами, капиллярными порами и воздушными пустотами. Эти поры и пустоты играют важную роль в морозостойкости бетона – способности материала противостоять частым перепадам температуры.
Механизм замораживания-оттаивания в бетоне
Поры геля, капиллярные поры и воздушные пустоты различаются по размеру и существуют в бетоне в виде разветвленной беспорядочной сети. Гелевые и капиллярные поры меньше, чем воздушные пустоты, поэтому содержащаяся в них вода имеет более высокое поверхностное натяжение. Вода с высоким поверхностным натяжением с меньшей вероятностью замерзнет при низких температурах.
Гелевые и капиллярные поры меньше, чем воздушные пустоты, поэтому содержащаяся в них вода имеет более высокое поверхностное натяжение. Вода с высоким поверхностным натяжением с меньшей вероятностью замерзнет при низких температурах.
Воздушные пустоты больше, чем поры, поэтому вода внутри них замерзает первой. Когда вода в пустотах начинает замерзать, она расширяется, и возникающее давление выталкивает оставшуюся воду в близлежащие поры. Этот процесс снимает часть давления, оставшегося в воздушных пустотах, распределяя его на другие части бетона.
Однако, если капиллярные и гелевые поры станут слишком насыщенными (т.е. заполненными водой), воде в воздушных пустотах будет некуда деваться. Влага в пустотах будет продолжать замерзать, а давление будет нарастать до тех пор, пока материал вокруг пустот в конце концов не треснет.
Устойчивость к насыщению и замораживанию-оттаиванию
Пустоты и поры внутри бетона нуждаются в пространстве для перемещения избыточной воды и давления при падении температуры. Если бетонный блок впитает слишком много воды до того, как замерзнет, он не сможет эффективно перераспределить давление и в конечном итоге сломается.
Если бетонный блок впитает слишком много воды до того, как замерзнет, он не сможет эффективно перераспределить давление и в конечном итоге сломается.
Степень насыщения – это количество воды, поглощенное данным объемом материала, измеряемое в процентах. «Критическая степень насыщения» бетона возникает, когда и капиллярные, и гелевые поры заполнены (насыщение ~88%). В этот момент воздушным пустотам некуда сбрасывать давление, и риск термического растрескивания значительно возрастает.
Вы можете снизить риск перенасыщения бетона, если будете держать его сухим и без луж. Чем дольше вы позволяете бетону поглощать стоячую воду, тем более восприимчивым он будет к повреждениям при падении температуры.
Можно ли заделывать трещины в бетоне зимой?
К сожалению, вы не можете управлять временами года. Но если особенно суровая зима повредила ваши стены или террасу, есть способы эффективно восстановить их, даже когда на улице еще холодно.
Ремонт небольших трещин в бетоне
PC-Xtreme Polyurea Elastomeric Crack and Joint Filler — это самый простой и эффективный способ исправить трещины в бетоне, особенно на внутренних двориках, подъездных дорожках и тротуарах. В сочетании с пистолетом для двойного герметика вы можете наносить PC-Xtreme при температуре до -40°F (-40°C). Для нанесения эпоксидной смолы:
В сочетании с пистолетом для двойного герметика вы можете наносить PC-Xtreme при температуре до -40°F (-40°C). Для нанесения эпоксидной смолы:
- Используйте двойной пистолет для герметика, чтобы провести кончиками двух трубок по поврежденному участку. Раствор эпоксидной смолы должен автоматически смешаться в наконечнике.
- Пока раствор оседает, вы можете использовать небольшую лопату или ручной инструмент, чтобы распределить его и протолкнуть глубже в трещину. Это обеспечит сцепление эпоксидной смолы с максимально возможным количеством точек, что укрепит ремонт.
- Возьмите несколько мелких камней и грязи, которые примерно соответствуют цвету вашего бетона, и свободно распределите их по поверхности затвердевающей эпоксидной смолы. Добавление рыхлого гравия укрепит ремонт и придаст ему естественный вид.
PC-Xtreme очень быстро сохнет, поэтому на ремонт у вас будет всего несколько минут.
В качестве альтернативы можно использовать набор эпоксидных смол, например PC Masonry Epoxy Adhesive. Клей для кладки помогает восстановить потрескавшийся, помятый или сколотый бетон, и вы можете покрыть большую площадь, используя малярную палочку или шпатель.
Одним из недостатков использования этой эпоксидной смолы в зимнее время является то, что ее следует наносить только при температуре выше 35°F (1,67°C).
Чтобы использовать эпоксидную смолу для кладки, смешайте равные части из каждого контейнера, а затем нанесите полученный клей на поврежденный участок. Как и в случае с пистолетом для герметика, добавление смеси камней и песка аналогичного цвета на поверхность затвердевающего клея может сделать ремонт более естественным.
Ремонт больших трещин в бетоне
Иногда повреждения слишком значительны, и бетон требует немедленной замены. К сожалению, это не всегда происходит в идеальное время года.
Заливка нового бетона зимой сопряжена с множеством уникальных задач. Во-первых, бетону требуется больше времени для высыхания и созревания до полной прочности, чем для эпоксидной смолы, особенно при более низких температурах. Это отставание означает, что ваша смесь дольше остается незащищенной и уязвимой для неприятных погодных условий.
Во-первых, бетону требуется больше времени для высыхания и созревания до полной прочности, чем для эпоксидной смолы, особенно при более низких температурах. Это отставание означает, что ваша смесь дольше остается незащищенной и уязвимой для неприятных погодных условий.
Тем не менее, правильная подготовка и защита во время зимних проектов могут привести к потенциально лучшим результатам, чем проекты, проводимые в еще более теплых условиях.
Подготовка вашего бетонного проекта к зиме
Никогда не позволяйте бетону замерзать в течение первых 24 часов после заливки. Свежий бетон, который преждевременно замерз, может потерять до половины своей потенциальной прочности (измеряется в фунтах на квадратный дюйм). Бетон должен храниться при температуре от 40 до 50 ° F (от 4,44 до 10 ° C) во время отверждения и защищаться от резких колебаний температуры, пока он не созреет до прочности не менее 500 фунтов на квадратный дюйм.
Есть несколько вещей, которые вы можете сделать, чтобы подготовить ваш бетонный объект к зиме:
- Ожидайте, что проект займет больше времени, чем обычно. Приготовление, заливка и отверждение бетона в холодную погоду занимает больше времени, поэтому вы и ваша команда должны планировать свои действия соответствующим образом.
- Установите ветрозащитные экраны для защиты сохнущего бетона от резких перепадов температуры и чрезмерного испарения.
- В некоторых случаях вы даже можете построить ограждение с климат-контролем вокруг строительной площадки. Убедитесь, что температура и влажность в любом корпусе остаются постоянными, чтобы предотвратить тепловой удар (т. е. повреждение в результате резких колебаний температуры).
- Используйте низкотемпературную бетонную смесь , которая более устойчива к термическому растрескиванию, чем другой бетон, при заливке при более низких температурах. Избегайте использования смеси шлака или летучей золы.
- Используйте добавки , такие как жидкая воздухововлекающая добавка Akona, в бетонную смесь. Они создают в смеси воздушные карманы, повышающие ее морозостойкость в течение длительного времени.
- Нагрев материала в пути. Вы можете довести бетонную смесь до соответствующей температуры, подогрев воду и заполнитель перед их смешиванием. Однако для этого обычно требуется специальное оборудование.
- Избегайте быстрого нагрева или охлаждения форм. Формы помогают равномерно распределять тепло по поверхности бетона и должны поддерживаться примерно при той же температуре, что и заливаемая в них смесь. Кроме того, формы должны оставаться на месте как можно дольше и сниматься с осторожностью, чтобы не допустить теплового удара.
- Не заливайте бетоном лед или снег. Бетон разрушится, когда земля оттает и осядет. Перед началом работы вы можете разморозить проектную зону, расстелив на земле теплые одеяла на несколько дней. Удалите неиспарившуюся воду веником или пылесосом, чтобы предотвратить ее смешивание с новым бетоном.
- Используйте изоляционные покрытия или одеяла для защиты бетона во время его затвердевания. Оставьте покрытия не менее чем на 7 часов и осторожно снимите их, чтобы температура поверхности бетона не упала значительно ниже его внутренней температуры.
- Держите оборудование, работающее на ископаемом топливе, вдали от бетона, пока он затвердевает. Нагреватели и генераторы выделяют пары, окрашивающие бетон. Если вы используете оборудование в закрытом помещении, убедитесь, что оно хорошо вентилируется, чтобы предотвратить отравление угарным газом.
- Контроль внутренней температуры с помощью инфракрасного термометра. Бетон выделяет тепло во время затвердевания. Если вы используете оборудование для климат-контроля или изоляционные покрытия, вам необходимо периодически проверять температуру бетона, чтобы убедиться, что она не превышает 50°F (10°C).
 Приготовление, заливка и отверждение бетона в холодную погоду занимает больше времени, поэтому вы и ваша команда должны планировать свои действия соответствующим образом.
Приготовление, заливка и отверждение бетона в холодную погоду занимает больше времени, поэтому вы и ваша команда должны планировать свои действия соответствующим образом. Они создают в смеси воздушные карманы, повышающие ее морозостойкость в течение длительного времени.
Они создают в смеси воздушные карманы, повышающие ее морозостойкость в течение длительного времени.
Возможно, нет необходимости использовать все эти инструменты и методы для вашего проекта замены. Важно, чтобы температура во всей бетонной смеси оставалась как можно ближе к соответствующему диапазону, пока она затвердевает, и чтобы изменения температуры вводились постепенно.
Важно, чтобы температура во всей бетонной смеси оставалась как можно ближе к соответствующему диапазону, пока она затвердевает, и чтобы изменения температуры вводились постепенно.
Заключительные мысли
Бетон — это пористый материал, который может растрескиваться, когда влага внутри него замерзает и расширяется. Поскольку бетон поглощает больше воды, он становится более восприимчивым к термическому растрескиванию. Поэтому держите поверхности сухими и без луж.
Если холод повредил ваш бетон, вы можете легко восстановить его с помощью раствора эпоксидной смолы или заменить низкотемпературной смесью. Новый бетон можно даже защитить в будущем, добавив воздухововлекающую добавку, которая создает воздушные полости внутри смеси, повышая ее устойчивость к холоду и тепловому удару.
Источники
- NPCA: тепловой удар бетона
- PCA: что происходит при замерзании бетона?
- NRMCA: Спецификация руководства по материалам и конструкции бетонных парковок
- Университет Пердью: Добавка к низкотемпературному бетону Насыщенность
О BUILDERSPACE
Привет, я Джио Валле. Я основатель BuilderSpace. На протяжении всей своей карьеры у меня была возможность играть роль в области архитектуры, гражданского строительства, городского планирования, развития недвижимости и управления строительством.
Я основатель BuilderSpace. На протяжении всей своей карьеры у меня была возможность играть роль в области архитектуры, гражданского строительства, городского планирования, развития недвижимости и управления строительством.
BuilderSpace во многом является отражением этого разнообразного опыта и уроков, извлеченных на этом пути. Строительство зданий сложное, и неизбежно возникают вопросы. Вот тут и приходит на помощь BuilderSpace.
Мы предоставляем отраслевую информацию и практические советы из реальной жизни по всем вопросам, связанным со строительной отраслью. Мы стремимся отвечать на вопросы, большие или маленькие, с помощью нашего онлайн-ассортимента статей с практическими рекомендациями, почему и что, если.
Спасибо, что заглянули и приятно провели время на сайте.
Джованни Валле, РА, LEED AP
ЮРИДИЧЕСКАЯ ИНФОРМАЦИЯ
Этот сайт принадлежит и управляется BuilderSpace.com, LLC («BuilderSpace»). BuilderSpace является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок на Amazon. com. Будучи партнером Amazon, BuilderSpace получает компенсацию за соответствующие покупки.
com. Будучи партнером Amazon, BuilderSpace получает компенсацию за соответствующие покупки.
Может ли ваше лобовое стекло треснуть от холода
Когда температура на улице начинает падать, есть большая вероятность, что вы увидите несколько трещин на лобовом стекле. Но может ли треснуть лобовое стекло от холода? И если да, то что вы можете сделать, чтобы предотвратить их? Вот что вам нужно знать.
Что вызывает трещины и сколы зимой? Существует несколько причин, по которым в зимние месяцы чаще появляются трещины и сколы на лобовом стекле. Щетки стеклоочистителей имеют тенденцию замерзать, когда они стоят всю ночь при минусовой температуре. Когда лезвия оттаивают на следующее утро, они могут оставить небольшие сколы или царапины на ветровом стекле, счищая лед и снег. И если вы один из многих жителей Юты, которые зимой ездят без дворников, нагретый морозом тротуар вашего автомобиля может поднимать на проезжую часть всевозможный мусор. Если вы заметите какую-либо из этих неприятных вещей (например, камни или асфальт) во время вождения, ваши шансы на повреждение еще больше возрастут.
Если вы заметите какую-либо из этих неприятных вещей (например, камни или асфальт) во время вождения, ваши шансы на повреждение еще больше возрастут.
Когда температура опускается ниже точки замерзания, водяной пар, превращающийся в лед, прилипает к лобовому стеклу. Это плохая новость, потому что по мере того, как лед продолжает накапливаться, на лобовом стекле могут появиться небольшие сколы или вмятины. Что касается самих трещин на лобовом стекле, то они обычно вызваны очень большими перепадами температур в течение короткого промежутка времени. Когда это произойдет, стекло вашего лобового стекла будет расширяться и сжиматься, вызывая небольшие трещины. Вот почему вы часто замечаете трещины в верхней или нижней части ветрового стекла, где оно встречается с приборной панелью.
Может ли соль вызвать трещины на лобовом стекле? Да, если вы живете в районе, где во время снежных бурь для расчистки дорог используется соль, есть вероятность, что соль может попасть на ваше лобовое стекло. Соль вызывает коррозию, а это означает, что со временем она может разъедать стекло, вызывая образование мелких сколов или трещин. Важно сразу же исправить эти мелкие недочеты, чтобы они не переросли в более серьезные проблемы в будущем.
Соль вызывает коррозию, а это означает, что со временем она может разъедать стекло, вызывая образование мелких сколов или трещин. Важно сразу же исправить эти мелкие недочеты, чтобы они не переросли в более серьезные проблемы в будущем.
Один из лучших способов защитить лобовое стекло от разбития зимой — это тщательно его осмотреть, особенно если вы давно его не проверяли. В 2nd Chance Auto Glass наши специалисты обучены искать повреждения, которые могут быть вызваны холодной погодой, поэтому они могут устранить любые проблемы до того, как они превратятся в полномасштабные трещины на лобовом стекле.
Вы не можете предотвратить все повреждения в зимние месяцы, но вы можете уменьшить вероятность появления трещин на лобовом стекле. Убедившись, что ваши дворники ветрового стекла находятся в хорошем состоянии, вы сможете защитить их от мороза и обледенения. Возможно, этой зимой вы также захотите хранить в своем автомобиле щетку для снега со встроенным скребком. И, конечно же, регулярно проверяйте лобовое стекло, чтобы убедиться, что оно в хорошем состоянии в течение всего года.
И, конечно же, регулярно проверяйте лобовое стекло, чтобы убедиться, что оно в хорошем состоянии в течение всего года.
Самое главное, что вы можете сделать, если заметите небольшие трещины на лобовом стекле, это немедленно их устранить. Ожидание решения этих проблем только усугубит их, что потребует более масштабного ремонта в будущем. Трещины вызваны повреждением внутренней части самого стекла, поэтому их ремонт означает удаление частиц между слоями стекла. Это создает прекрасную возможность для образования будущих повреждений, превращая небольшой скол в нечто гораздо большее и более дорогое в ремонте.
После ремонта ветрового стекла важно принять профилактические меры, чтобы новый ремонт не повредился следующей зимой. Один из лучших способов сделать это — убедиться, что дворники ветрового стекла находятся в хорошем состоянии. Они должны быть в состоянии очищать лобовое стекло от дождя, снега и льда, не повреждая его и не причиняя дополнительных повреждений своими лезвиями.
Ремонтные мастерские могут устранять трещины различными способами. Метод, который они выберут, будет зависеть от размера трещины и того, как она образовалась. Небольшие трещины, похожие на паутину, можно заполнить смолой, которая впрыскивается в трещины через крошечные отверстия в стекле. Как только смола схватится, эти трещины будут заделаны и больше не должны создавать проблем.
Для ремонта более крупных сколов или трещин часто требуется удаление поврежденного слоя стекла. Если это достаточно большая трещина, то может быть два или более слоя, которые необходимо удалить и заменить новым стеклом. Мастера, ремонтирующие ваше ветровое стекло, будут использовать специальные инструменты, чтобы удалить любые повреждения, чтобы заменить его на чистое прозрачное стекло. После ремонта каждого слоя впрыскивается смола, чтобы заделать трещины и предотвратить будущие повреждения.
Сколько времени занимает ремонт лобового стекла? Время, необходимое для ремонта трещины или сколов, зависит от их размера и глубины проникновения в стекло. Небольшие трещины, похожие на паутину, могут занять всего 20 минут, в то время как более глубокие трещины могут занять час или больше.
Небольшие трещины, похожие на паутину, могут занять всего 20 минут, в то время как более глубокие трещины могут занять час или больше.
Важно отметить, что трещины на лобовом стекле часто можно отремонтировать за меньшее время, чем требуется для высыхания смолы. Обязательно спросите в ремонтной мастерской, как долго вам придется ждать, прежде чем вы сможете вернуться на дорогу, чтобы не нанести дополнительный ущерб, открыв дверь автомобиля или пристегнув ремень безопасности.
Чем мы можем помочь! В 2nd Chance Auto Glass мы предлагаем комплексные услуги по ремонту ветрового стекла, чтобы вы могли быстро и безопасно вернуться на дорогу. Наши технические специалисты обучены искать повреждения, которые могут быть вызваны холодной погодой, такие как трещины на лобовом стекле, поэтому они могут позаботиться об этих незначительных проблемах, прежде чем они перерастут в гораздо более серьезные проблемы. Чтобы получить дополнительную информацию о 2nd Chance Auto Glass или если вы заинтересованы в наших услугах по ремонту автомобильных стекол, позвоните по телефону (801) 310-569.