Как отлить серебро в домашних условиях
Из обыкновенной ложки можно сделать мини-плавильню, покрыв ее асбестовыми листами. Далее ложку нужно покрыть флюсом, в качестве которого выступает тетраборат натрия. Это необходимо, чтобы драгметалл не вступал в реакцию с воздухом при плавлении.
Чтобы драгметалл быстрее перешел из твердого состояния в текучее, серебристые элементы предварительно разламываются на небольшие куски. Затем они смешиваются с бурой в соотношении 10 к 1 части тетрабората натрия.
Пассатижи потребуются, чтобы разломать серебряные элементы на более мелкие. Другой инструмент, также подходящий для этих целей — плоскогубцы.
Серебряные сплавы — это соединения драгметалла с различными примесями. Чтобы извлечь из материала частички железной лигатуры, необходимо воспользоваться магнитом.
Серебро с примесями
Если таким образом не очистить сплав, то в дальнейшем металл будет нагреваться неравномерно, а на переход в жидке состояние понадобится больше времени.
Мощный понижающий трансформатор с напряжением на выходе 25 В
Трансформатор используется как основной элемент плавильного устройства.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением. Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством. Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.
Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
Благородный металл в 19-20 веке широко использовался в фотографии.
Издавна было замечено еще одно важное свойство — бактерицидность. Сосуды и фильтры из серебра применяются для обеззараживания воды. В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н. «святая вода», помогающая при соответствующей молитве от всех недугов.
Характеристики и свойства металла
Серебро было открыто более 6000 лет тому назад. Об этом свидетельствуют археологические находки в Египте, Турции и Иране. С древних времен его иногда называют лунным металлом. Во многих культурах серебристо-белый цвет такого материала ассоциируется с холодным блеском ночного светила. Бывали времена, когда этот белый благородный металл ценился даже дороже золота. На латыни серебро называется «argentum», иначе говоря, «светлый, белый».
Об этом свидетельствуют археологические находки в Египте, Турции и Иране. С древних времен его иногда называют лунным металлом. Во многих культурах серебристо-белый цвет такого материала ассоциируется с холодным блеском ночного светила. Бывали времена, когда этот белый благородный металл ценился даже дороже золота. На латыни серебро называется «argentum», иначе говоря, «светлый, белый».
Плотность лунного металла составляет 10,5 г/куб.см, то есть аргентум тяжелее железа (7,87 г/куб.см), но значительно легче золота (19,3 г/куб.см). Серебро — мягкий и пластичный металл, имеющий исключительные характеристики по сравнению с остальными материалами:
- наибольшую теплопроводность;
- самую высокую электропроводность;
- ему нет равных по отражающей способности.
Температура плавления благородного металла — 962 °C, точка кипения — 2212 °C. Однако нужно учитывать, что в химически чистом состоянии серебро почти не используется. Оно применяется в виде сплавов с так называемой лигатурой, которая улучшает технологические и эксплуатационные свойства материала. В качестве лигатуры чаще всего применяют медь, а также никель, цинк, алюминий и другие металлы. Проба указывает на долю благородного материала в сплаве. Например, серебро 830-й пробы содержит не менее 830 г чистого вещества в 1000 г сплава. В зависимости от пробы меняется и температура плавления: от 962 °C до 780 °C.
В качестве лигатуры чаще всего применяют медь, а также никель, цинк, алюминий и другие металлы. Проба указывает на долю благородного материала в сплаве. Например, серебро 830-й пробы содержит не менее 830 г чистого вещества в 1000 г сплава. В зависимости от пробы меняется и температура плавления: от 962 °C до 780 °C.
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.
Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.
Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие.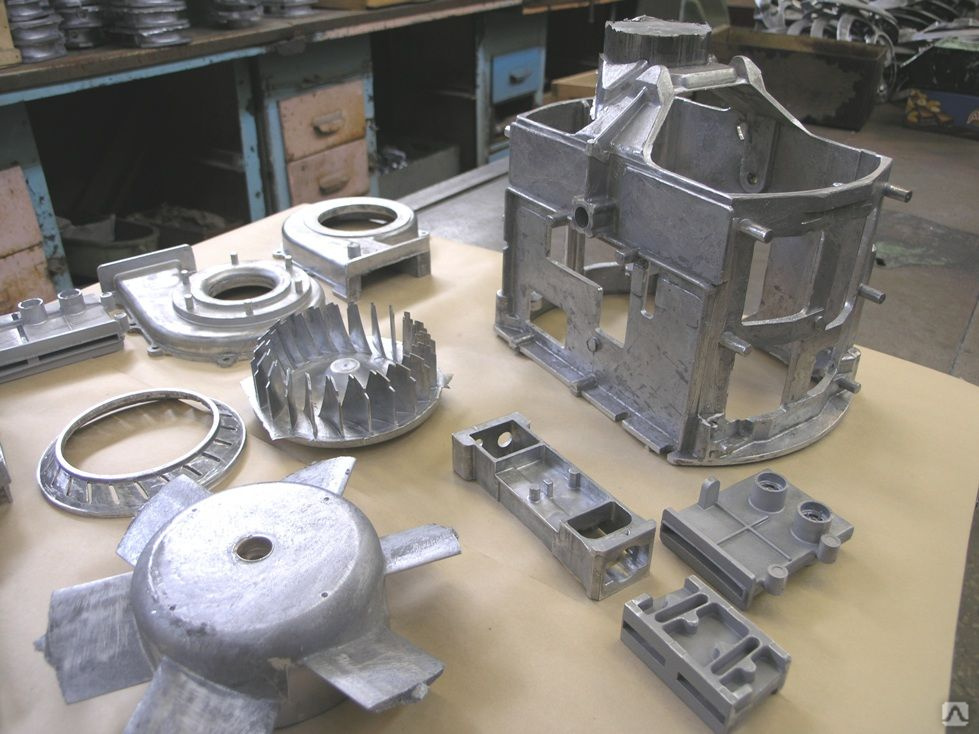 Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Переплавка золотых и серебряных изделий
Переплавка золотых и серебряных изделий производиться мастером ювелиром двумя способами — путем 3D моделирования (литье) или в ручную. Делаем как шедевры в единственном экземпляре, так и трендовые аксессуары, пользующиеся бешеной популярностью среди Московских модниц. В случае необходимости работаем по образцам, эскизам. Обращаем ваше внимание что в переплавку платину не принимаем. Переплавка золота и серебра в ювелирной мастерской предлагаеться по каталогам, где проиллюстрированы украшения, произведенные ранее. Не стесняйтесь, задавайте вопросы по телефонам указанным в разделе КОНТАКТЫ. Присылайте письма с описанием на электронную почту. Находимся мы в достаточно удобном месте для пешеходов и автомобилистов в Москве. От метро «Сходненская» пешком 10 минут или на любом транспорте в сторону улицы «Туристской» — выходить на третьей остановке.
От метро «Сходненская» пешком 10 минут или на любом транспорте в сторону улицы «Туристской» — выходить на третьей остановке.
ОТПРАВЬТЕ ФОТО ИЛИ ЭСКИЗ НА АДРЕС [email protected] И УЗНАЙТЕ ЕГО СТОИМОСТЬ
| О мастерской | Услуги | Драг. камни | Каталог | |
|
|
|
|
|
Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.

- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки

На изготовлении формы для литья серебра стоит остановиться чуть подробнее. Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.
Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
Далее воск модели выжигается, и форма готова к заливке расплава.
Ювелирная мастерская — Москва — переплавка и ремонт
Единственный способ изготовить украшение индивидуального характера это ювелирная мастерская. Возможность переплавить свое золото и серебро — весомый аргумент для заказа именно у нас. Сегодня множество фирм реализуют элитную продукцию, однако люди со вкусом предпочитают брендовым магазинам — ювелирные мастерские в Москве. Одной из таких организаций является — «Ювелирный рай». Осуществляем все виды работ в сжатые сроки — есть на выбор драгоценные, полудрагоценные, поделочные камни: рубины, бриллианты, изумруды, сапфиры и многие другие. Увеличиваем и уменьшаем размеры, укорачиваем цепи, браслеты, вставляем выпавшие камни в вашем присутствии! Ювелирная мастерская на изготовление предоставляет гарантию — один год, на ремонт — шесть месяцев. Так же принимаем заказы на изделия из платины. Апробируем драгоценности в пробирной палате Российской Федерации. Вся переплавка золота и серебра принятая у населения проходит чистку на аффинажном заводе.
Вся переплавка золота и серебра принятая у населения проходит чистку на аффинажном заводе.
Литье по моделям в земляные формы
Литье в так называемые земляные формы — старейший метод, проверенный тысячелетиями. Формовочные смеси на самом деле состоят не из чернозема, а представляют собой смесь тонкозернистого кварцевого песка и пластичной глины в определенных пропорциях. Для отливки мелких изделий с тонким рельефом и большим количеством деталей применяют смеси, содержащие 12-15% глины, для крупных отливок — до 25%. Газы, образующиеся при литье, должны свободно выходить через стенки формы.
Литье серебра по моделям в земляные формы
Модель для литья в земляные формы делается абсолютно точно повторяющей оригинал, но чуть больше по размеру. Это припуск на усадку и последующую обработку изделия. Модели традиционно делали из дерева, воска и гипса. Сегодня все большую популярность приобретают модели из пластмасс. Пластик хорошо держит форму и легко обрабатывается.
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Рубрика: вопрос-ответ
Можно ли смешивать серебро разных проб для переплавки?
Мнение эксперта
Андрей Селезнев
Химик-технолог г.Волгоград
Нужно учитывать, что разные пробы будут иметь индивидуальную температуру плавления. Переплавить серебро одной чистоты намного проще, ведь тогда металл будет одинаково реагировать на все процессы. Рекомендуется заранее очистить его от лигатуры химическим или электролизным способом.
Законно ли плавить серебро дома на кухне?
Мнение эксперта
Прибрежный Геннадий Валентинович
Ювелир 6-го разряда
Деятельность по переработке лома и отходов драгоценных металлов подлежат лицензированию согласно законодательству РФ. Незаконная добыча может привести к административному штрафу. Статья 15.44 КОАП гласит: размер штрафа составит однократный или полуторакратный размер стоимости материалов, являющихся предметом правонарушения.
Незаконная добыча может привести к административному штрафу. Статья 15.44 КОАП гласит: размер штрафа составит однократный или полуторакратный размер стоимости материалов, являющихся предметом правонарушения.
Если попытаться продать полученный слиток скупщикам, может наступить уголовная ответственность.
Какая проба серебра плавится легче всего?
Мнение эксперта
Прибрежный Геннадий Валентинович
Ювелир 6-го разряда
Чем ниже проба драгметалла, тем легче она будет плавиться. Например, температура плавления серебра 925 пробы отличается от 875 на 130 градусов в большую сторону. Из наиболее часто встречающихся маркировок самым низким диапазоном плавления обладает 800 — от 780 оС и выше.
Можно ли переплавить серебро в изящное украшение дома?
Мнение эксперта
Гришанов Михаил Петрович
Ювелир, директор мастерской «Гришанов и Ко»
Можно купить или сделать своими руками формочку для отливки несложного украшения, например, простого кольца или подвески. Однако, чтобы самостоятельно изготавливать филигранные изделия, требуется не только особый навык, но и специализированное оборудование.
Однако, чтобы самостоятельно изготавливать филигранные изделия, требуется не только особый навык, но и специализированное оборудование.
Литье серебра в опоку картошкой
Ювелирное литье в домашних условиях для новичков
Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо. Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу. После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.
Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.
В коленочных технологиях нет ограничения по металлу.
Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.
По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
После чернения, снова полируем кольцо, но уже финишными абразивами и любуемся результатом.
Как говорилось вначале, кольцо пролилось отлично. Все дефекты, что вы можете заметить, были получены на стадии моделирования. Поэтому, по-хорошему, лучше использовать более обрабатываемые материалы. Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Благодарю за внимание. До новых встреч!
Источник
Переплавка в домашних условиях
Для того чтобы плавка прошла правильно, нужно предварительно сделать определенную работу. Нужно изготовить самостоятельно или приобрести тигель (емкость для плавления). Еще понадобятся газовая или бензиновая горелка, жаропрочные щипцы, весы, форма для заливки жидкого серебра.
Подготовка шихты
Шихта — это смесь переплавляемого металла и буры. Для того чтобы ускорить процесс перехода материала из твердого состояния в жидкое, нужно предварительно разломать серебряные изделия на мелкие кусочки с помощью пассатижей. Затем приготовить шихту в правильном соотношении между металлом и бурой. На 10 весовых частей шихты должна приходиться 1 часть буры.
Это вещество необходимо для предохранения расплава от примесей оксидов других металлов и от окисления кислородом. Кроме того, бура улучшает скольжение жидкости по стенкам тигля.
Процесс плавки
В домашних условиях особенно важно обеспечить безопасность. На рабочем месте не должно быть горючих веществ и легковоспламеняющихся предметов. И также необходимо обеспечить эффективную вентиляцию. Глаза должны быть защищены специальными очками, руки — толстыми перчатками. И вот почему.
Серебро в расплавленном состоянии очень сильно поглощает кислород. На каждую единицу объема металла приходится 20 единиц объема кислорода. Когда расплав начинает застывать, растворенный в нем газ бурно выделяется наружу, разрывает образовавшуюся на поверхности твердую корку и разбрызгивается вокруг красивыми и чрезвычайно опасными высокотемпературными струями и каплями.
Читать также: Классы напильников по металлу
Приготовленная шихта загружается в хорошо нагретый тигель и потом с помощью горелки накаляется до полного перехода в жидкость. В этом состоянии поверхность расплавленного металла должна быть блестящей, как ртуть. Если поверхность не блестит, значит, серебро еще не полностью расплавилось.
Получение отливок
Жидкий металл можно оставить застывать в тигле, тогда после затвердевания получится слиток в форме внутренней поверхности сосуда. Если нужна какая-то определенная конфигурация отливки, то перед тем, как расплавить серебро, необходимо изготовить форму. В нее следует залить содержимое из тигля.
Чем более навороченный профиль литья, тем сложнее изготовить для него форму. Для этого необходимы специальные знания и опыт. Если запас эрудиции можно пополнить из разных источников (учебники, справочники, Интернет), то нужные навыки приобретаются только в практических действиях.
Переплавить серебро дома можно, но результат будет зависеть от того, насколько сложной должна быть отливка. Если это просто чушка, неважно какой формы, то это несложно. А если на выходе должно получиться изящное украшение, то лучше в домашних условиях переплавкой не заниматься.
Все о кровле и крышах. Проверенные и новейшие материалы, технологии, дизайнерские разработки в производстве и монтаже крыш и кровли в домостроении
Литье серебра в домашних условиях
Всем привет! С вами Hamster Time!
Сегодня хочу наглядно показать, как можно изготовить из серебра разные изделия не выходя из дома. Пост будет достаточно длинным и интересным, советую дочитать до конца.
Пост будет достаточно длинным и интересным, советую дочитать до конца.
И так, начнем с самого простого.
Прежде чем снимать копию с чего-либо, нужно запастись вазелином, студенты знают как на экзаменах не легко без него) Нам же он нужен, для того чтобы защитить многовековую патину изделия. Вазелин создает тонкую жировую пленку которая предотвращает прилипанию резины во время вулканизации.
Выбрав подходящий размер рамки царского крестика, отмечаем его внутреннее размеры на резине. До термальной обработки она мягкая и легко отрезается ножницами. Нам необходимо два таких куска. Толщина одной заготовки 8 мм, а суммарная толщина 16 мм.
Даже если половинки вырезаны криво, ничего страшного! Резина все равно расширяется при нагревании и заполняет все полости. Придавливаем крест что бы он плотно прижался и сверху накрываем второй половиной ювелирной резины.
Выбирая ее в магазине нужно обращать внимание на температуру вулканизации, в моем случае она составляет 90 градусов. Если температура будет составлять свыше 125 градусов будет проблематично подобрать нужный термоконтроллер.
Если температура будет составлять свыше 125 градусов будет проблематично подобрать нужный термоконтроллер.
Данный вулканизатор был создан под заказ. К сожалению все чертежи были утеряны, но при большом желании его можно сделать, конструкция не слишком тяжелая.
В качестве нагревательных элементов используются 5 Вт резисторы, также на рамке предусмотрено место для датчика температуры.
Подключаем устройство, и ждем пока вулканизатор нагреется до 90 градусов.
Именно при этой температуре данная резина меняет свои молекулярные свойства.
Через час резина приобретает все необходимые свойства. В конечном результате мы получаем что-то похожие на стирательную резинку.
Дальше необходимо ее разрезать на две части. Режем зигзагообразным способом, что бы две половинки не смещались относительно друг друга. Когда появляется заготовка, тут нужно работать очень аккуратно! Рез должен быть четко по краю крестика. Если все сделать правильно получиться две резиновые формы которые идеально совмещаются друг с другом.
Теперь завершающий этап, нужно сделать каналы для отвода воздуха.
Если их не будет восковая модель получиться вся в пузырях.
Инжекционный воск легко расплавить в самодельной нагревалке, так как его температура плавления составляет 68 градусов. Выпускает в пачке по 500 гр.
На ювелирных заводах для этих целях используют вакуумный инжектор, но у нас такого нет и обычный шприц полностью справляется с этой задачей.
Через минуту когда воск застыл, резиновую форму можно разбирать. Внутри видим восковую копию нашего крестика. При желании их можно размножать с такой скоростью, которая кроликам даже и не снилась)
Для создания формовочной массы нам нужен порошок «Kerr Cast 2000» и вода.
Заливать смесь нужно на вибростоле и по краю опоки, это уменьшит вероятность появления пузырей.
Через несколько часов смесь застывает и ее можно ставить на паровую баню для вытопки воска. Это действие не обязательно, но если прокалка будет осуществляться в помещении, то будет очень много дыма и вони.
Теперь переходим к самому интересному этапу. Нужно превратить все серебряные изделия в однородную массу, это позволит избавить серебро от грязи. Эх, красивые были украшения.
Прокалка опок занимает большую часть времени, и может длиться в течении 4-6 часов. Температура в муфельной печи подниматься постепенно, начиная со 100 градусов в течение часа и заканчивая 720 градусами. В качестве датчика температуры используется датчик от тестера, а сам регулятор собран на небольшом микроконтроллере.
На следующем этапе необходимо узнать нужное количество серебра для нашего крестика.
Взвешиваем восковку и умножаем полученный вес на 11. Восковка весит 0.65 гр умножаем на 11 и получаем 7.15 грамм серебра. Бросаем необходимое количество драгоценного металла в опоку и начинаем его греть не забывая время от времени посыпать бурой.
Дальше все помещаем в центробежную машинку.
После остывания, достаем заготовку с опоки и очищаем от гипса.
Кроме пузырей на крестике других дефектов не обнаружено. Теперь их нужно убрать с помощью механической обработки, лучше всего это делать остроконечной насадкой с алмазным напылением. Бормашина, как всегда, выручает.
Теперь их нужно убрать с помощью механической обработки, лучше всего это делать остроконечной насадкой с алмазным напылением. Бормашина, как всегда, выручает.
Нательный крест отполирован до блеска, но ему чего-то не хватает. Нанесем патину.
Делать это будет с помощью серной мази, серебро вступает с ней в реакцию и темнеет.
Таким образом можно выделить рельеф изделия.
Продаётся она в аптеке и купить ее не составит труда.
Через пару часов после нанесения, серебро кардинально меняет свой цвет. То что получилось полируем мягкой тканью.
Теперь рельеф крестика стал намного ярче и на нем стало возможно что-то прочитать.
Данная технология показывает, что в домашних условиях можно вполне легко освоить литейное производство. Слева копия, справа оригинал.
Конечный результат просто шикарен!
Ну и само видео. Здесь поподробнее о технических моментах.
Найдены возможные дубликаты
Сначала собираю, потом копирую, а уж потом разбрасываю по полям)
видео снимай, а не старые на картинки разбирай. и да зачем делаешь копии монет?
и да зачем делаешь копии монет?
Видео снимается, не все так быстро. Копии делал чисто для себя!
ага и инструкция как собрать дома муфельную печь
Эффективные профессиональные средства для чистки золота и серебра – чем чистить
16.08.2022
Как чистить серебро и золото?
Украшения из драгоценных металлов привлекают эффектным внешним видом, во многом зависящим от состояния поверхности. Она должна быть чистой, обезжиренной, не иметь царапин и шероховатостей. Во время носки колец, брошек, цепочек и других изделий из золота и серебра, они подвергаются различным видам негативного воздействия. Трение, удары, контакт с одеждой, бытовыми предметами, техникой, моющими средствами ухудшает внешний вид украшений. Они тускнеют, теряют характерный блеск, приобретают матовую фактуру. Профессиональная чистка серебра и золота позволяет вернуть исходные качества, исключая возможность порчи дорогостоящего имущества.
Не стоит путать уход, которого требуют все без исключения ювелирные изделия, со специализированной чисткой. В домашних условиях нужно поддерживать состояние, но никак не заниматься восстановительными работами. Многочисленные статьи на тему: как и чем чистить серебро с золотом, являются следствием спроса. Люди ищут простые решения, желая решить вопрос самостоятельно и без высоких затрат.
В домашних условиях нужно поддерживать состояние, но никак не заниматься восстановительными работами. Многочисленные статьи на тему: как и чем чистить серебро с золотом, являются следствием спроса. Люди ищут простые решения, желая решить вопрос самостоятельно и без высоких затрат.
На нашем сайте можно приобрести салфетки с пропитками и без из замши, хлопка и других материалов. Они используются для ручного удаления загрязнений, обезжиривания, полировки, а также нанесения защитного слоя. В каталоге продукции представлены как универсальные салфетки, так и узконаправленные – для чистки серебра, золота, драгоценных камней и т.д. Они больше подходят для ухода, нежели для серьезного восстановления.
Шампуни, пасты, гели, спреи в состав которых входят мелкие абразивные частицы и химически активные вещества, выделяются преимущественной эффективностью. Их охотно приобретают частные ювелиры, активно используя в профессиональной практике. Чем почистить золото для повышения покупательской привлекательности? Средствами для придания блеска.
Основные методы чистки ювелирных украшений
Если речь идет о серьезном восстановлении изделий из драгоценных металлов, избавлении их от царапин, неровностей и других физических дефектов, мастер использует абразивное оборудование. Шлифовке и полировке выделен целый раздел нашего сайта, включая в себя:
- ручной инструмент и электрические приборы;
- щетки, круги, фетры и фильцы;
- полировальные пасты и порошки.
Механическая обработка позволяет почистить золото и серебро максимально качественно. Несмотря на это, в ювелирной практике чаще всего используется ультразвуковой либо химический метод. Каждый из них имеет свои плюсы и минусы, особенности выполнения работ и ограничения.
- Химическая чистка ювелирных украшений. Метод предполагает использование специализированных составов, которые растворяют жировые и другие отложения. Плюсы: быстро, легко, качественно, недорого. Минусы: высокий риск нанесения повреждений химического характера. Состав средства для чистки золота и серебра может сильно отличаться от аналога для камней. В свою очередь универсальные составы не выделяются большой эффективностью. Иными словами, провести качественную обработку сложносоставных изделий (например, драгметаллы+камни, украшения с покрытиями и декоративными вставками) практически невозможно.
- Ультразвуковая чистка золота и серебра. Метод кавитации позволяет удалять самые сложные загрязнения, полностью исключая химическое воздействие. На нашем сайте представлен широкий ассортимент профессиональных ультразвуковых моек, шампуней и рабочих растворов для них. Плюсы: деликатное воздействие, безопасность для всех металлов, проникновение в полости и щели. Минусы: необходимость приобретения целевого оборудования, эксплуатационные расходы, существующие ограничения по некоторым видам камней.
 Метод предполагает использование специализированных составов, которые растворяют жировые и другие отложения. Плюсы: быстро, легко, качественно, недорого. Минусы: высокий риск нанесения повреждений химического характера. Состав средства для чистки золота и серебра может сильно отличаться от аналога для камней. В свою очередь универсальные составы не выделяются большой эффективностью. Иными словами, провести качественную обработку сложносоставных изделий (например, драгметаллы+камни, украшения с покрытиями и декоративными вставками) практически невозможно.
Метод предполагает использование специализированных составов, которые растворяют жировые и другие отложения. Плюсы: быстро, легко, качественно, недорого. Минусы: высокий риск нанесения повреждений химического характера. Состав средства для чистки золота и серебра может сильно отличаться от аналога для камней. В свою очередь универсальные составы не выделяются большой эффективностью. Иными словами, провести качественную обработку сложносоставных изделий (например, драгметаллы+камни, украшения с покрытиями и декоративными вставками) практически невозможно. 
Перед тем как купить средство для очистки серебра и золота, рекомендуем рассмотреть еще один действенный способ – паровую обработку. Он подходит для всех без исключения материалов, одинаково востребован в ювелирном деле и стоматологии. Струя пара, подаваемая под давлением, быстро и эффективно удаляет самые сложные загрязнения. Среди главных минусов метода стоит выделить высокую стоимость профессиональных парогенераторов. Их чаще всего приобретают для крупных производственных предприятий.
Как правильно чистить серебро и золото?
Как уже можно было понять, данный вид работ можно выполнить с использованием разного оборудования и материалов. Когда речь идет об оказании профессиональных услуг, стоит внимательно подойти к оснащению мастерской. От этого будет зависеть качество работ и количество затрачиваемого времени. При этом от домашних способов и средств бытовой направленности стоит полностью отказаться. В лучшем случае они не дадут желаемого результата, в худшем – окажут негативное воздействие на материалы.
Не знаете, какое средство для чистки серебра и золота выбрать? Каждая салфетка, полировальный круг или шампунь имеет отдельную карточку товара, где указаны их характеристики и назначение. В работе ювелира также может потребоваться ручной инструмент, различного рода поставки, тиски, оптическое оборудование и освещение. Все это можно купить в нашей компании, обеспечивая приобретения особо выгодными условиями. Нуждаетесь в консультации со специалистом? Задать вопрос, затрагивающий тему оборудования для очистки золота и серебра, можно в одном из наших офисов. Также вы можете позвонить по телефону или написать письмо на электронную почту.
Примечания по литью серебра по выплавляемым моделям
Эта статья «Примечания по литью серебра по выплавляемым моделям» содержит подробные записи экспериментов, проведенных с серебряным литьем по выплавляемым моделям.
Литье серебра может быть довольно простым делом, и эти заметки являются результатом моего опыта проб и ошибок, а также инструкций от опытного ювелира и инструктора.
Марк Руби, инструктор Центра для престарелых в Форт-Коллинзе, помогал с этими заметками и инструкциями.
Мэри Джо Зидлер помогала мне тестировать и экспериментировать с различными методами. Мы допустили несколько ошибок и добились успехов. Мэри Джо и я занимались паковкой и литьем только с использованием центробежного оборудования.
Мой опыт вакуумного литья был получен с помощью Кристен Гейлорд. Именно ее оборудование использовалось в опыте с этим методом.
Ганоксин спонсируется
Все методы центробежного или вакуумного литья, которые я использовал, были основаны на концепции потерянного воска. Здесь делают модель из воска, подвешивают воск в гипсе, подобном материалу, называемом паковочной массой, обжигают залитую опоку до тех пор, пока воск не выгорит, а затем отливают расплавленное серебро под действием центробежной силы или заливают, чтобы заполнить пустоты, которые когда-то были воском.
Первая инструкция, которую я имею, это прочитать все инструкции, рекомендации и предупреждения для всего оборудования и продуктов, которые вы будете использовать. Хотите верьте, хотите нет, это было одним из самых больших подспорий, с которыми я столкнулся в своем опыте
Хотите верьте, хотите нет, это было одним из самых больших подспорий, с которыми я столкнулся в своем опыте
Изготовление восковой модели
Для начала нужно иметь точную копию того, что нужно сделать из серебра, которое обычно делают из воска. Есть много форм литейного воска, которые доступны. Есть листовой воск, который отлично подходит для тонких плоских деталей. Существуют воски, предназначенные для плавления и распыления над водой для получения очень органичного вида. Есть воски, которые используются для литья в формы.
Ганоксин спонсируется
Вместо воска также можно использовать органические материалы. В наших экспериментах у нас было несколько очень уникальных предметов, которые были созданы из веток, сосновых шишек, листьев и других органических предметов.
Изготовление моделей
После того, как модели изготовлены, они устанавливаются на восковую колонну, которая направляет серебро на модели. Этот элемент называется литник. Литник обычно представляет собой восковой стержень, который прикрепляется к резиновой основе, удерживающей металлическую колбу. Резиновая основа называется литниковой.
Этот элемент называется литник. Литник обычно представляет собой восковой стержень, который прикрепляется к резиновой основе, удерживающей металлическую колбу. Резиновая основа называется литниковой.
При изготовлении литника необходимо уделить особое внимание расположению элементов на дереве для отливки. Их следует располагать так, чтобы они были ниже по потоку от кнопки литника и чтобы восходящие потоки не требовались. Представьте, что вы наполняете фляжку водой. Есть ли какие-либо части, в которых может быть пузырьковая форма, и вода не может легко попасть в него?
Ганоксин спонсируется
Детали с чистовой отделкой лучше всего монтировать чистовой стороной от литника. Иногда во время формования или заливки на стороне, обращенной вниз, образуются небольшие пузырьки воздуха. Пузыри могут испортить покрытие.
Взвешивание литника и моделей
На этом этапе необходимо взвесить полностью собранный литник и модели, которые к нему прикреплены.
Взвесьте литник в сборе на весах, которые могут взвешиваться в граммах. Обязательно запишите этот вес, чтобы его можно было легко вспомнить позже.
, т. е. сборка литника колбы №1 = 11 грамм.
Ганоксин спонсируется
т. е. литник колбы №1 в сборе = 11 грамм.
Соберите колбу, установив литник в основание литника и установив металлический цилиндр в основание литника. Фляга готова к инвестированию.
Инвестирование
Это не имеет ничего общего с денежными вложениями. Инвестиционная масса — это гипс, похожий на порошок, который используется для заполнения колбы. Как только колба заполнена и ей дают высохнуть, ее помещают в печь и медленно нагревают до 1350 градусов по Фаренгейту в течение примерно восьми-девяти часов.
Правильное смешивание паковочной массы имеет решающее значение для общего качества конечного продукта. Сначала мы экспериментировали с различными способами смешивания, а потом уже читали инструкции. Вау, какая разница, когда читаешь инструкцию. Кто бы мог подумать, что производитель будет экспертом по своему продукту?
Сначала мы экспериментировали с различными способами смешивания, а потом уже читали инструкции. Вау, какая разница, когда читаешь инструкцию. Кто бы мог подумать, что производитель будет экспертом по своему продукту?
Ганоксин спонсируется
Мы используем паковочную массу Kerr Satin Cast 20, и данные инструкции относятся к этому продукту. (Примечание: те же самые инструкции работали для инвестиций, которые находятся в Senior Center.)
Инструкции производителя относятся к общему количеству и не очень специфичны для колб различного размера. Использование их измерений обычно создает слишком много отходов. Путем экспериментов и изучения различных книг Мэри Джо и я придумали коэффициент центробежного литья и систему измерения, которая позволяет получить правильную паковочную смесь и с очень небольшим количеством отходов. Затем я взял эту систему и путем некоторых экспериментов нашел количество для вакуумного литья.
В следующей таблице указаны уровни воды, до которых должна быть заполнена каждая колба для определения правильной паковочной смеси.
Ганоксин спонсируется
Этот стол предназначен для использования с неперфорированными колбами.
| Для центробежного литья | Для вакуумного литья | |||
| Высота опоки19 % | Water Level mm | % | Water Level mm | |
| 2 1/2″ / 63 mm | 65% | 41 mm | 60% | 38 mm |
| 3″ / 76mm | 62% | 47 mm | 58% | 44 mm |
| 3 1/2″ / 89 mm | 60% | 53 mm | 55% | 49 мм |
| 4″ / 102 мм | 60% | 61 mm | 55% | 56 mm |
| 5″ / 127 mm | 60% | 76 mm | 55% | 70 mm |
If you are using в перфорированных опоках используется колонна центробежного литья.

- Поместите кольцо из малярной ленты вокруг верхней части колбы. Обычно лента должна выступать над верхней кромкой колбы примерно на 1 дюйм.
- Наполните колбу водой, температура которой находится в диапазоне от 70 F до 9Диапазон температур от 0 градусов по Фаренгейту до уровня, определенного с использованием приведенного выше уровня грунтовых вод.
- После того, как колба будет заполнена водой до необходимого уровня, налейте воду в градуированный химический стакан с шагом в 1 миллилитр.
Соотношение для паковочной смеси составляет 2,5 грамма паковочной массы на каждый миллилитр воды. т. е. объем воды составил 320 миллилитров. Умножьте 320 миллилитров на 2,5, что равняется 800 граммам инвестиций. (Возьмите миллилитры измеренной воды X 2,5 = граммы необходимых инвестиций.)
- Наденьте пылезащитную маску или респиратор, чтобы предотвратить вдыхание паковочной пыли. Взвесьте инвестиции до нужной суммы.
- Теперь у вас есть правильно отмеренная вода и инвестиции. Налейте воду в резиновую миску. Затем очень осторожно вложите паковочную массу, стараясь не создавать много пыли.
- Смешивайте воду и паковочную массу в течение 3 минут в соответствии с инструкциями производителя.
- После 3 минут смешивания пропылесосьте резиновую емкость для смешивания и поместите суспензию в вакуумную камеру. Включите вакуумную камеру. Вакуум должен быть очень близок к 25 дюймам ртутного столба. Как только суспензия начнет кипеть, время на 20 секунд. По истечении 20 секунд сбросьте вакуум и извлеките резиновую емкость для смешивания из вакуумной камеры.
- Осторожно перелейте предварительно вакуумированную суспензию в колбу. Суспензия должна заполнить колбу до нужного уровня или, по крайней мере, очень близко к нему.
- Поместите колбу в вакуумную камеру. Включите вакуумную камеру и, как только суспензия начнет кипеть, начните отсчет времени. Пропылесосьте кипящую суспензию в течение 60–90 секунд. Обычно я использую 90 секунд.
- После вакуумирования кипящей суспензии в течение выбранного периода времени сбросьте вакуум и выключите вакуумную камеру.
- Поместите подготовленную колбу на ровную поверхность и дайте ей отстояться. Как правило, примерно через 15 минут частично затвердевшую опоку можно пометить карандашом или другим предметом. Вклад должен быть достаточно мягким, чтобы его можно было вырезать. Я использую номер фляги, который соответствует моему списку из предыдущих шагов. Вы не забыли составить свой список, не так ли?
- Снимите ленту с горлышка колбы. Когда я работаю с другими, мне нравится использовать свои инициалы и номера.
- Когда паковочная масса затвердеет (от 15 до 30 минут), осторожно снимите резиновую основу литника. Это может потребовать некоторых усилий.
 Налейте воду в резиновую миску. Затем очень осторожно вложите паковочную массу, стараясь не создавать много пыли.
Налейте воду в резиновую миску. Затем очень осторожно вложите паковочную массу, стараясь не создавать много пыли.
Я предпочитаю, чтобы мои фляги сохли как минимум в течение ночи. В центре для пожилых людей мы обычно даем им высохнуть в течение недели.
Выжигание воска
С помощью печи и графика выжигания, рекомендованного производителем, воск расплавляется, а все остатки испаряются.
Ганоксин спонсируется
Наилучшей установкой печи для этого является программируемый контроллер печи. С программируемым контроллером печи достаточно включить печь, запустить программу и подождать примерно от 8 1/2 до 9 часов, прежде чем проверить завершение последнего часа при температуре 900 градусов по Фаренгейту, чтобы начать плавление серебра для отливки. процесс.
С программируемым контроллером печи достаточно включить печь, запустить программу и подождать примерно от 8 1/2 до 9 часов, прежде чем проверить завершение последнего часа при температуре 900 градусов по Фаренгейту, чтобы начать плавление серебра для отливки. процесс.
Если непрограммируемый контроллер печи недоступен, необходимо внимательно следить за печью и вручную регулировать температуру в течение рекомендуемого количества раз. Это может быть громоздким процессом и связать его на весь период выгорания.
График выгорания для Kerr’s Satin 20 следующий:
- 300 градусов по Фаренгейту за 2 часа
- 700 градусов по Фаренгейту за 2 часа температура может достигать 1100 градусов по Фаренгейту в течение 1 часа)
- Удерживать при температуре 900 градусов по Фаренгейту или до 1100 градусов по Фаренгейту для центробежного литья, пока все литье не будет завершено (Примечание: иногда, если в воске есть очень мелкие детали, более высокая температура можно использовать до 1100 градусов по Фаренгейту, но только при использовании процесса центробежного литья. )
 )
)Выжигание должно быть завершено и опоки готовы к отливке.
Work Sheet for Investing Flask For Lost Wax Casting
| Wax weight = | _____ | Grams |
| Flax height = | _____ | mm |
| Water level needed = | _____ | мм |
| Измеритель воды = | _____ | мл |
| Investment needed = | _____ | Grams |
| Pour water into rubber mixing bowl: | _____ | |
| Tape Flask: | _____ | |
| Combine Water and Investment in rubber mixing bowl: | _____ | |
| Замесить формовочную массу на 3 минуты: | _____ | |
| Вакуумный резиновый смеситель на 20 секунд: | _____ | |
| Pour Investment в колбу: | _____ | |
| Вакуумная колба для 60 до 90 секунд: | _____ | |
| Det Setup и Setup и STOU |
Кен Мур – © 2009
Все права защищены на международном уровне. Авторское право © Кен Мур. Пользователи имеют право загружать информацию и делиться ею до тех пор, пока не будут получены деньги — коммерческое использование этой информации не допускается без письменного разрешения Кена Мура
Авторское право © Кен Мур. Пользователи имеют право загружать информацию и делиться ею до тех пор, пока не будут получены деньги — коммерческое использование этой информации не допускается без письменного разрешения Кена Мура
Услуги: Специальное литье
С 1981 года мы предоставляем услуги по дизайну, литью и отделке ювелирных изделий по всей стране квалифицированным продавцам ювелирных изделий. Отправьте нам воск, и мы сможем отлить, обработать и установить ваши камни для получения готового продукта. Или мы можем работать с вами с нуля, начиная с идеи и чертежа. Мы предлагаем полный спектр услуг по изготовлению ювелирных изделий. Мы находимся в Арканзасе, поэтому ваша продукция разработана и изготовлена в США из лучших в мире материалов.
| Service | Price |
|---|---|
| Cast & clip (gold) † | $10 over metal per gram + $9 per piece |
| Cast & clip (silver) | $10 over metal за грамм + 9 долларов США за штуку |
| Cast & Clip (платина) | 25 долларов США за грамм металла + 9 долларов США за штуку |
| Полированная ручная обработка | 8 долларов США за грамм ‡ 0092 |
| Закрепка камня | От 2 долларов за камень (см. цены за закрепку камня). цены за закрепку камня). Если вы отправляете нам камни для установки, в большинстве случаев взимается плата за камень с клиента в размере 30 долларов США. |
| 3D CAD | 50–400 долларов США (за предложение) |
| 3D-сканирование | Камни: 35 долларов США. Большинство колец: 50 долларов. Другие товары: по запросу |
| 3D-печать (мы отливаем или примеряем образцы) § | За деталь: 10 долларов США за предложение. Среднее кольцо 15 долларов. |
| Plastic injection (metal die) tooling * | Starting at $850 |
| Rubber mold (we/you keep) * | $40 / $100 |
| Hand engraving | $45 — per артикул |
| Эмаль | 10 $ — за котировку |
| покрытие белым родием только малая партия | 25 $ с маскировкой за штуку, 15 $ без маскировки за штуку, более 6 штук по цене |
| на Припой (сборка): простой-сложный | серебро/золото: $8-$18, платина: $14-$25
Включено в плату за камень клиента в размере 30 долларов США, до 20 камней. Затем 10 долларов за 20 камней |
| Срочные (ускоренные) работы | См. наши часто задаваемые вопросы о сроках/обработке и стоимости срочных работ |
† При отправке нам золота взимается дополнительная плата за фляги
‡ Не пропорционально
§ Мы больше не принимаем сторонние модели САПР. Мы не занимаемся 3D-печатью для других.
* Изготовленные на заказ металлические штампы или резиновые формы для вашего изделия имеют начальный минимальный заказ 50 штук и 25% депозита
Цены могут быть изменены без уведомления
Наши отмеченные наградами ювелирные дизайнеры будут работать с вами, чтобы воплотить ваши идеи в жизнь. Из простого эскиза или если у вас есть изображения существующего предмета и вы хотите что-то похожее,
пришлите нам ваши индивидуальные проекты ювелирных изделий. Разработайте и изготовьте свою продукцию в США из лучших в мире материалов компанией Specialty Casting. Мы также можем помочь вам разработать полную линейку ювелирных изделий на заказ.
Мы также можем помочь вам разработать полную линейку ювелирных изделий на заказ.
Мы предлагаем модели из воска, вырезанные вручную, 3D-дизайн CAD и услуги 3D-печати прототипов с высоким разрешением.
Металлический штамп и резиновая форма
Мы можем изготовить металлическую или резиновую форму, необходимую для производства ювелирных изделий.

Литье
Мы можем работать с 3D-печатными моделями из литьевого материала, восковыми оригиналами, литьем воска, литьем пластмасс под давлением, моделями или резиновыми формами. Все модели тщательно проверяются на наличие дефектов, которые могут повлиять на качество готовой продукции. Мы отливаем 10-каратное, 14-каратное или 18-каратное желтое, розовое, зеленое или белое золото. Также отливаем из стерлингового серебра. Платина также доступна.
Одобренные клиенты, предоставившие нам резиновую форму, восковую или напечатанную на 3D-принтере модель для отливки, пожалуйста, напечатайте наш Форма контракта на кастинг и условия и соглашение PDF , и включите их вместе с предметами.
Закрепка камня
Наши опытные закрепщики умеют выполнять множество задач по закрепке; все, от настроек зубцов до более сложных форм, таких как канал, рамка и прокладка.
Лазерная сварка
С помощью нашего современного высокоточного лазерного сварочного аппарата мы можем:
- Сваривать драгоценные металлы для ювелирных изделий
- Добавлять металл и ремонтировать ювелирные изделия: заменять наконечники, заменять сломанные зубцы
- Пористость сварного шва или трещины с использованием наполнителя
- Ремонт оправы ювелирных изделий без удаления камней
Финишная обработка
Наши специалисты по полировке имеют опыт притирки, полировки, нанесения родия и отделки поверхности. Каждое изделие, покидающее нашу фабрику, должно соответствовать нашим высоким стандартам качества, а наш отдел отделки уделяет особое внимание деталям. Упавший/полуфабрикат также вариант.
Гравировка
Наш ручной гравер создает единственные в своем роде изделия, мастерски прорабатывая каждое изделие со сложными деталями.
Дополнительные услуги
- Оптовая продажа драгоценных камней
- Крупносерийное литье
- Возможны срочные услуги. Дополнительные сведения см. в разделе часто задаваемых вопросов о крайнем сроке.
 Дополнительные сведения см. в разделе часто задаваемых вопросов о крайнем сроке.
Дополнительные сведения см. в разделе часто задаваемых вопросов о крайнем сроке.Компания Speciality Casting не несет ответственности за какие-либо авторские права или патенты, нарушенные при производстве продукции для конкретных клиентов. Мы оставляем за собой право отклонить представленные проекты, художественные работы и формы клиентов.
Ваш путеводитель по литью ювелирных изделий — Узнайте больше о наших услугах!
Изготовление ювелирных изделий — это удивительно творческий бизнес. Нет ничего лучше, чем создавать потрясающие новые формы из драгоценных металлов и камней, которые ваши клиенты будут ценить долгие годы. Однако, если ваш бизнес быстро растет и становится трудно идти в ногу с потребительским спросом, возможно, пришло время подумать о том, чтобы обратиться за помощью в компанию по литью ювелирных изделий. Loren Castings здесь, чтобы помочь вам блистать, производя индивидуальные слепки, изготовленные в точном соответствии с вашими спецификациями. Вы придумываете новые дизайны, а мы поможем вам воплотить их в реальность с непревзойденным стремлением к качеству и вниманием к деталям. Читайте дальше, чтобы узнать больше о нашем процессе, и свяжитесь с Loren Castings сегодня, чтобы узнать обо всех способах, которыми мы можем помочь вам ускорить производство ювелирных изделий и расширить свой бизнес!
Вы придумываете новые дизайны, а мы поможем вам воплотить их в реальность с непревзойденным стремлением к качеству и вниманием к деталям. Читайте дальше, чтобы узнать больше о нашем процессе, и свяжитесь с Loren Castings сегодня, чтобы узнать обо всех способах, которыми мы можем помочь вам ускорить производство ювелирных изделий и расширить свой бизнес!
Процесс литья
Большинство современных ювелирных изделий начинается с литья по образцу, и за 70 лет работы Loren Castings этот процесс изменился. Хотя новые технологии внедряются каждый день, каждый шаг остается практически неизменным. Литье по выплавляемым моделям — это техника, наиболее часто используемая в отрасли, и сегодня мы познакомим вас изнутри и расскажем, как мы создаем индивидуальные отливки для вашего бизнеса и других ювелиров по всей стране.
Создание модели
Для отливки ювелирных изделий вам понадобится эталонная модель. Традиционно один из них вырезается вручную для последующего использования в процессе изготовления модели. Благодаря новым достижениям в области технологий у вас также есть возможность создать 3D-печатную модель из файла CAD (автоматизированное проектирование), а затем создать точный прототип из воска или смолы на основе этой модели. Loren Castings может даже использовать существующую мастер-модель вашего бизнеса и ремонтировать или обновлять ее для использования в новых проектах. У каждого метода есть свои преимущества и недостатки — изучите наш блог, чтобы узнать больше!
Благодаря новым достижениям в области технологий у вас также есть возможность создать 3D-печатную модель из файла CAD (автоматизированное проектирование), а затем создать точный прототип из воска или смолы на основе этой модели. Loren Castings может даже использовать существующую мастер-модель вашего бизнеса и ремонтировать или обновлять ее для использования в новых проектах. У каждого метода есть свои преимущества и недостатки — изучите наш блог, чтобы узнать больше!
Изготовление пресс-форм
После изготовления мастер-модели ее необходимо воспроизвести для создания окончательной формы, используемой в методе «потерянного» воска. Резина является обычным выбором для формовочной среды, но разные материалы могут создавать разные эффекты. Усадку следует ожидать — мастер-модель кольца размера 7 может создать конечный продукт размера 6 ¾, например, — но вы можете свести к минимуму различия между вашей мастер-моделью и формой с помощью различных материалов, таких как резина VT или силикон.
После того, как сделан оттиск в резине или силиконе, мастер-модель вырезается и на ее место впрыскивается воск. Как правило, делается много восковых слепков, которые затем собираются и соединяются в «дерево», которое подвешивают в колбе с гипсом. Каждая из них соединена с деревом литником, который направляет жидкий материал по всей форме. Он должен быть в правильном месте и подходящего размера, чтобы создать высококачественную окончательную отливку.
Добавление паковочной массы
После завершения восковая модель дерева помещается в колбу, которая затем заполняется гипсовым материалом, называемым «паковочной массой». Колбу помещают в печь для отверждения гипса, и это момент процесса, когда воск «теряется». Низкая температура плавления воска приводит к тому, что он тает, оставляя после себя пустое пространство и идеальное впечатление от ваших украшений. Теперь пришло время кастинга!
Литье
На этом этапе драгоценный металл или сплав по вашему выбору расплавляется и заливается в гипсовую форму. Звучит просто, но на самом деле это один из самых сложных шагов. Каждый тип металла плавится при разной температуре. Мягкое, ковкое 24-каратное золото, например, плавится при более низкой температуре, чем прочная платина или даже 18-каратное золото, изготовленное из несколько иной комбинации сплавов. Здесь, в Loren Castings, у нас есть опыт и оборудование для настройки точных параметров литья, необходимых для каждого металла. После заливки расплавленного материала в отливку ему дают остыть, а металлические аналоги удаляют из опоки.
Звучит просто, но на самом деле это один из самых сложных шагов. Каждый тип металла плавится при разной температуре. Мягкое, ковкое 24-каратное золото, например, плавится при более низкой температуре, чем прочная платина или даже 18-каратное золото, изготовленное из несколько иной комбинации сплавов. Здесь, в Loren Castings, у нас есть опыт и оборудование для настройки точных параметров литья, необходимых для каждого металла. После заливки расплавленного материала в отливку ему дают остыть, а металлические аналоги удаляют из опоки.
Loren Castings идет дальше и дальше
Здесь, в Loren Castings, мы не только посвящаем себя совершенствованию процесса литья по индивидуальному заказу и обеспечению соответствия конечного продукта вашим спецификациям, но и предлагаем услуги, выходящие за рамки необработанных отливок. Продолжайте читать, чтобы узнать, как мы можем сэкономить время и деньги вашего бизнеса с помощью наших комплексных услуг по производству ювелирных изделий, и свяжитесь с нашей командой сегодня, чтобы начать свой индивидуальный заказ!
Отделка отливок ювелирных изделий
Когда ваша отливка вытягивается из гипсовой паковочной формы, она все еще далека от конечного продукта. Эти отливки грубые и незаконченные, всего в нескольких шагах от слитка из чистого золота, серебра, латуни или платины. Если вы хотите создавать свои украшения максимально практичным способом, вы можете закончить эти необработанные отливки самостоятельно или оптимизировать производственный процесс и воспользоваться комплексными услугами Loren Casting.
Эти отливки грубые и незаконченные, всего в нескольких шагах от слитка из чистого золота, серебра, латуни или платины. Если вы хотите создавать свои украшения максимально практичным способом, вы можете закончить эти необработанные отливки самостоятельно или оптимизировать производственный процесс и воспользоваться комплексными услугами Loren Casting.
Необработанные отливки
Необработанные отливки, как следует из названия, являются необработанными продуктами. Литник и любой другой лишний металл будут обрезаны, но многие дефекты останутся. Там могут быть края и швы, которые нужно стачивать, особенно если он был сделан из нескольких отливок в виде дерева, и он будет без блеска. Если вы ищете самую базовую услугу Loren Castings, спросите о необработанных отливках!
Галтовка
Следующим шагом в отделке отливок ювелирных изделий обычно является барабанная обработка. Галтовка — это процесс, похожий на изготовление морского стекла, когда ваш кусок «кувыркается» вокруг бочки с другими материалами, чтобы очистить, сгладить и осветлить его, приближая его на один шаг к конечному продукту. Среда, используемая для этого процесса, может варьироваться от небольших пластиковых до металлических деталей всех форм и размеров.
Среда, используемая для этого процесса, может варьироваться от небольших пластиковых до металлических деталей всех форм и размеров.
Ствол устройства наполняется любой выбранной вами средой, а также смазкой, такой как вода, а затем вращается, чтобы смешать материалы вместе. С каждым раундом ваши украшения будут становиться все более гладкими и блестящими. На протяжении всего процесса отделки — делаете ли вы это самостоятельно или доверяете это команде Loren Castings — при первом нанесении обычно используется грубая текстура, а затем ваша деталь проходит через более тонкие материалы для более изысканной полировки. Вы можете применить эту технику для отделки в барабане, проведя отливки через несколько циклов с использованием разных материалов. Многие ювелиры и производители также будут использовать различные формы материалов в каждом раунде отделки, чтобы очистить каждый изгиб и щель ваших отливок.
Полировка
Поскольку большинство дефектов спилено, единственными этапами отделки ювелирных изделий остаются несколько этапов полировки. Для полировки обычно используются вращающиеся инструменты, каждый из которых имеет разную зернистость и/или материал, переходя от грубого камня к мелкозернистой наждачной бумаге и к мягким материалам, таким как войлок или муслин. На этом этапе удаляются все оставшиеся дефекты, по запросу добавляется химическая отделка, а ваши отливки тщательно очищаются и полируются до блестящего блеска.
Для полировки обычно используются вращающиеся инструменты, каждый из которых имеет разную зернистость и/или материал, переходя от грубого камня к мелкозернистой наждачной бумаге и к мягким материалам, таким как войлок или муслин. На этом этапе удаляются все оставшиеся дефекты, по запросу добавляется химическая отделка, а ваши отливки тщательно очищаются и полируются до блестящего блеска.
Выберите Loren Castings для комплексного производства ювелирных изделий
Потратьте больше времени на развитие своего бизнеса и создание вдохновляющих новых дизайнов, воспользовавшись всеми ювелирными услугами Loren Castings. Мы не только можем создать великолепные индивидуальные отливки для вашего бизнеса, но мы можем помочь вам усовершенствовать конечный продукт. Выйдите за рамки литья и полировки и свяжитесь с Loren Castings сегодня, чтобы узнать, как мы можем помочь во всем, от высечки и гравировки до эмалирования и закрепки камня!
Литье из различных металлов
Как ювелир, вы заслуживаете выбора при создании уникальных изделий для своих клиентов. Вот почему Loren Castings работает с несколькими различными драгоценными металлами и сплавами. Мы хотим создавать индивидуальные отливки, которые вам понравятся, и у нас есть опыт работы с рядом материалов. Когда дело доходит до плавления металлов и использования их для создания ювелирных отливок, не существует универсального метода. Как мы упоминали в нашем объяснении процесса литья, с каждым материалом нужно обращаться уникальным образом. Продолжайте читать, чтобы узнать больше о работе с четырьмя наиболее распространенными металлами, и ознакомьтесь с нашим блогом для получения дополнительной информации о том, что вы должны выбрать для своего индивидуального заказа на литье!
Вот почему Loren Castings работает с несколькими различными драгоценными металлами и сплавами. Мы хотим создавать индивидуальные отливки, которые вам понравятся, и у нас есть опыт работы с рядом материалов. Когда дело доходит до плавления металлов и использования их для создания ювелирных отливок, не существует универсального метода. Как мы упоминали в нашем объяснении процесса литья, с каждым материалом нужно обращаться уникальным образом. Продолжайте читать, чтобы узнать больше о работе с четырьмя наиболее распространенными металлами, и ознакомьтесь с нашим блогом для получения дополнительной информации о том, что вы должны выбрать для своего индивидуального заказа на литье!
Золотое литье
Золото было классическим выбором для ювелирных изделий на протяжении тысячелетий, и не зря. Он устойчив к потускнению и, что более важно для процесса литья, очень мягкий и ковкий, поэтому у него одна из самых низких температур плавления среди драгоценных металлов. Однако точный уровень тепла, необходимый для литья золота, зависит от карата, который вы выбрали для своего дизайна.
Большинство ювелирных изделий изготавливаются из какого-либо сплава — смеси двух или более металлов, а карат — это мера того, сколько чистого золота содержится в материале. Каждая разновидность золота отмечена тем, сколько частей из 24 сделаны из золота, а не из другого металла. 24-каратное золото, например, состоит из почти чистого золота, тогда как 18-каратное содержит только 18 частей чистого золота из 24. Ваша первая реакция может заключаться в том, чтобы воротить нос от менее чистых комбинаций, но часто выбирают золотые сплавы. потому что введение других металлов обеспечивает лучшую долговечность, меньшую стоимость и больше вариантов цвета. Как только вы определитесь с выбранной вами разновидностью золота, команда Loren Castings настроит наш процесс литья ювелирных изделий в соответствии с потребностями этого конкретного сплава.
Серебряное литье
Серебро прекрасно, но с ним может быть сложно работать в чистом виде. У него более высокая температура плавления, чем у золота — около 1761 градуса по Фаренгейту в чистом виде — и процесс его литья может потребовать флюсов или дегазации. Стерлинговое серебро стало лидером в ювелирных материалах, потому что комбинация серебра и меди плавится при более низкой температуре и образует более прочный и долговечный конечный продукт.
Стерлинговое серебро стало лидером в ювелирных материалах, потому что комбинация серебра и меди плавится при более низкой температуре и образует более прочный и долговечный конечный продукт.
Литье из латуни
Латунь, которая обычно представляет собой сплав меди и цинка, предлагает теплый желтый цвет золота по низкой цене. У него очень низкая температура плавления — самая низкая среди материалов, которые мы здесь обсуждаем! – что делает его легким материалом для литья ювелирных изделий. Это красиво, доступно и часто состаривается с уникальной патиной, которой ваши клиенты могут восхищаться и искать.
Платина для литья
Платина — уникальный драгоценный металл, используемый для литья ювелирных изделий. Это, несомненно, великолепный материал для готовых изделий, но это один из самых сложных металлов для работы. Платина плавится только при очень высоких температурах и быстро затвердевает при охлаждении. В то время как золото обычно затвердевает примерно за 20 секунд, изделия из платины могут затвердевать за три-четыре секунды, что может вызвать усадку и пористость. Это означает, что ваши литейщики должны быть особенно осторожны при создании вашего дизайна, и что, если вы решите делать свои собственные изделия, вам потребуются специальные процессы и оборудование для работы с платиной.
Это означает, что ваши литейщики должны быть особенно осторожны при создании вашего дизайна, и что, если вы решите делать свои собственные изделия, вам потребуются специальные процессы и оборудование для работы с платиной.
Опоки и вложения, используемые для изготовления серебряных или золотых отливок, не подходят для экстремальных условий, необходимых для плавки платины. Вам нужны специальные материалы, устойчивые к преломлению, тепловому удару и проникновению металла. Платиновые отливки, хотя и потрясающие, требуют уникального уровня внимания, опыта и подготовки для правильного создания.
Позвольте профессионалам Loren Castings справиться со всем этим, так что вам нужно будет только побеспокоиться о дизайне вашего следующего красивого изделия. У нас есть более чем 70-летний опыт работы со всеми видами материалов, и у нас есть все оборудование, необходимое для удовлетворения ваших потребностей, независимо от того, выбираете ли вы гибкую латунь или высококачественную и не требующую особого ухода платину. Читайте дальше, чтобы узнать больше о преимуществах аутсорсинга литья ювелирных изделий у нас, и свяжитесь с нашей командой сегодня, чтобы начать!
Читайте дальше, чтобы узнать больше о преимуществах аутсорсинга литья ювелирных изделий у нас, и свяжитесь с нашей командой сегодня, чтобы начать!
Ювелир гордится своей работой и должен! Много времени, усилий и вдохновения уходит на каждую вашу работу. Однако, если вы пытаетесь расширить свою аудиторию и развивать свой бизнес, поддерживать личную приверженность каждому этапу производственного процесса просто невозможно. Вот тут-то и приходит на помощь Loren Castings. Мы уделяем такое же внимание и самоотверженность отливке ваших изделий, как и вы, и у нас есть оборудование и опыт, необходимые вам для дальнейшего расширения. Читайте дальше, чтобы узнать, как работа с Loren Castings может помочь вам, и позвоните сегодня, чтобы передать ваши потребности в литье ювелирных изделий на аутсорсинг, не жертвуя красотой или качеством!
Низкие затраты
Как вы, возможно, уже знаете, создание ювелирных украшений — занятие недешевое и не легкое, особенно если вы только начинаете. Вам нужно много драгоценных материалов и специализированного оборудования для создания индивидуальных отливок, и вам нужно все это в дополнение к навыкам производства ювелирных изделий для более широкого рынка. Развитие вашего бизнеса не должно поглощать ваши сбережения и ваш заслуженный доход. Когда вы передаете свои потребности в литье ювелирных изделий на аутсорсинг Loren Castings, вы получаете экспертные услуги по конкурентоспособным ценам. У нас уже есть все необходимое для создания красивых украшений. Все, что вам нужно сделать, это позвонить нам или заполнить нашу онлайн-форму на сайте и сообщить нам, что вам нужно.
Вам нужно много драгоценных материалов и специализированного оборудования для создания индивидуальных отливок, и вам нужно все это в дополнение к навыкам производства ювелирных изделий для более широкого рынка. Развитие вашего бизнеса не должно поглощать ваши сбережения и ваш заслуженный доход. Когда вы передаете свои потребности в литье ювелирных изделий на аутсорсинг Loren Castings, вы получаете экспертные услуги по конкурентоспособным ценам. У нас уже есть все необходимое для создания красивых украшений. Все, что вам нужно сделать, это позвонить нам или заполнить нашу онлайн-форму на сайте и сообщить нам, что вам нужно.
Экономьте время
Даже если у вас уже есть необходимое оборудование и материалы для изготовления ювелирных изделий, вы, вероятно, недостаточно оснащены или опытны, чтобы справиться с нагрузкой массового производства. Производственная линия из одного человека — или команда из двух или трех человек — просто не так эффективна, как зависимость от такого хорошо укомплектованного предприятия, как Loren Castings. Как дизайнер, ваше время и энергия ценны. Используйте свое время, чтобы придумывать новые творения и инновации и развивать свой бизнес.
Как дизайнер, ваше время и энергия ценны. Используйте свое время, чтобы придумывать новые творения и инновации и развивать свой бизнес.
Поддержание качества
Мы понимаем, что доверять свои проекты сторонней компании может быть неприятно. Вот почему Loren Castings делает ставку на качество. Мы работаем в ювелирном бизнесе более 70 лет, и для каждого из них мы посвятили себя созданию самых лучших индивидуальных отливок, на которые мы способны. Мы объединяем отраслевой опыт с новыми технологиями, чтобы предоставить вам самые лучшие продукты, и каждый проект получает индивидуальное внимание, которого он заслуживает. У нас есть внимание к деталям, которое может соперничать только с вами, и наша цель — воплотить в жизнь ваши уникальные проекты с нашим высококачественным мастерством.
Увеличить производство
Наша миссия здесь, в Loren Castings, состоит в том, чтобы помочь начинающим ювелирам и дизайнерам поделиться своей продукцией со всем миром. После того, как вы установили партнерские отношения с нами, сделав наш быстрый и доступный процесс и наши высококачественные результаты частью вашего бизнеса, вы сможете представить свои украшения новой аудитории в своем сообществе или по всему миру! Аутсорсинг кастинговой компании, такой как Loren Castings, открывает возможности для действительного расширения вашего бизнеса и получения признания для вашего бренда.