Снятие бензобака Nissan Micra. Лужение горловины. Ниссан. Чем официалы, лучше сам!
Комментарии к теме Снятие бензобака Nissan Micra
Magnus
Подскажи при каком пробеге ты менял фильтр
Владынин Ниджат
У друга и без бензобака на микра куча чем руки занять Ж)) он же не рамный, нахрена так над машиной издеваться!
Заудальская Серик
Как эту лампу извлечь, ВОТ…
Tung
Мне друг сказал на ниссане микре с бензобаком до сих пор все слава богу нормально ))) Может ли от адсорбера гореть чек и троить двигатель?
Болеслав
Комментаторы херовы вы что несёте? Какие 200 лошадей? Было сказано про 90л.с. Хотя моя десятка 124 двс. 89,9л.с. без катализатора и с приоровским дроселем, но с гуром 7сек до сотни
Schuyler
Ой ладно.
Риана
У меня калда 98 года 3s-fe 4 вд. Заправляю практически всегда когда лампа топлива горит уже пару дней. Т.е. литров 5 ть +- 2 литра. Когда открываю крыжку бака небольшое шипени,тока не знаю во внутрь или наружу. Вот. Седня может проверю. А если получится так что перчатку или презик затянет в бак, как достать?
Люкс
Хе, посмешил Роман насчет жора масла. Это износ маслосьемных колец при нормальных компрессионных, те тоненькие, и стираются быстрее. На холостом ходу заслонка закрыта, в цилиндрах создается сильный вакуум и масло втягивает внутрь, при резком газе оно конечно всё сгорает и дымит, по трассе же заслонка открыта минимум на половину, плюс поступает много бензина, и часть масла просто напросто сгорает.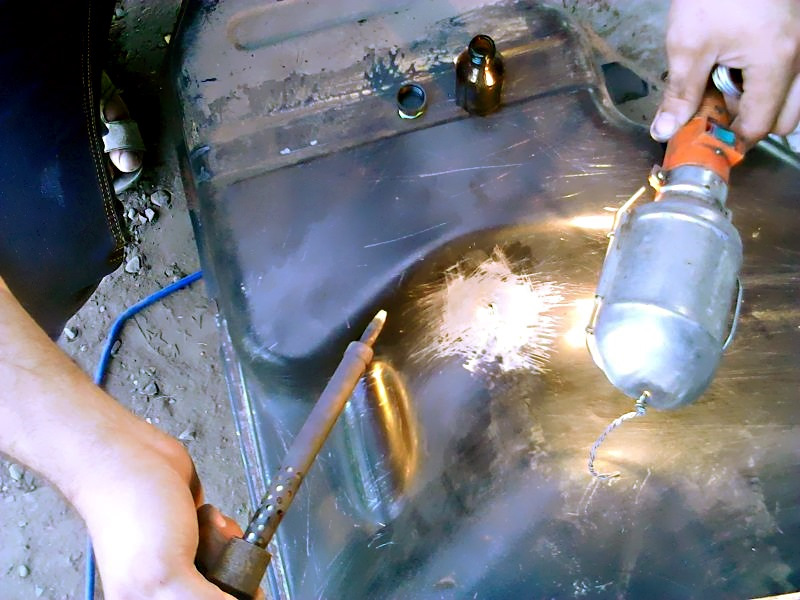
Черник
Автор молодец, все по делу и без мата!)
Амиран
Редкие трудности с бензобаком не особо напрягают )) Мляя у меня на BMW E39 не помогло, ХЗ.
Фирдаус
в какой шланг врезать помпу на обратку или на подачу радиатра печки?
Поставская Загира
У сына и без бензобака на микра полно чего навернулось, Андрей, а сцепление тоже надо прокачивать?
Наташа
подтягивал в апреле,такое ощущение что стала пинатся и со 2 на 3ью,однако не сильно,а с 1 на 2 прошел но кратковременно,я вкрутил вровень с гайкой болт,так и езжу,пробег 200+
Айвар
При 80км/ч на 4 передаче 3000об, а на 5 3500об))))))ну норм. От Ижтехно не дождались?
От Ижтехно не дождались?
Афродита
а на Патриота сколько стоит стекло с обогревом?
Клаус
Здравствуйте помогите разобраться ауди100 с4 2.3, не держит холостой ход заведешь сразу глохнет.когда газуешь или едешь все норм как опускаешь педаль газа глохнет в системе все герметично не где не пропускает 😉 Хотелось бы, чтобы подробнее показал бы по бензобаку на nissan!
Dorothy
Спасибо за урок.
Ахрор
имею в пользовании тииду японку 05года с пробегом за 300т.км и этот шланг на бачёк расширителя перетрется через пару милионов километров…
Похожие видео по ремонту
Снятие бензобака Nissan Murano. Ремонт ОТ и ДО
Комментарии к теме Снятие бензобака Nissan Murano
Бачигин Борис
Благодарю,приятель!Желаю удачи!
Baruch
Ребята. У меня на фокусе 2 проблема, на холодную пропадает тяга в движении на секунду две, далее все нормально. Стоит гбо, что на газу, что на бензине проблема есть. Но если нажать педаль акселератора сильнее, то все возобновляется.
Где искать решение, может быть нужно менять педаль?
Стоит гбо, что на газу, что на бензине проблема есть. Но если нажать педаль акселератора сильнее, то все возобновляется.
Где искать решение, может быть нужно менять педаль?
Алтан
круто, молодец, так держать, с меня лайкос!!!
Harley
да. конечно. все прошло на отлично. нет … надо ж было … легендарный автомобиль японского автопрома
Рубик Джелагония
потери в 2 и более вольт — это очень много. длина не 500м
Христофор
Пасоны на мультивене на капиталку попали)))) НА ХАЛЯВУ))))
Alysia
Старая нива лучше знак качества ссср метал крепче а щас ниву новую хвалить не чева метал тонкий ржавеют быстра старая нива ссср лучше
Корбин
При включении кандея на дастере какие-то провалы между переключениями передач в чем дело или так у всех,спасибо
Рогонков Волос
Ты загнул! Ты эбу путаешь с сверх разумом.
Бартош
Да. Не как решиться не могу
Не как решиться не могу
Кулик
бак помят почемуто! потому что клапан не работает на баке чуть погоди и его вообще сдует и придется менять полностью бак!
Ромодан
А зачем ставить такие дорогие фильтры,если есть маленькие,которые стоят 150 а то и 100 рубликов а разницы вроде никакой.
Marah
У меня сгорел на 120000 т.к.Прокладку новую покупал 800 р. стоила, сейчас 1000р.Со старой есть большая вероятнось,что будет вонять бензином.
Аманжол
ставь сигналку на люк и не … мозги людям
Irvin
Спасибо. буду пробовать
Вар
Привет Серей! Подскажи пожалуйста…я кайрона дизельного брал нового, но форсы не смазал своевременно (позже узнал об проблеме с форсунками), сейчас пробег 40 000 км, машина эксплуатируется в городе, грязь толком не видела, пластмассовый кожух не снимал (есть ли от него толк, фиг знает), вопрос…при данном пробеге есть вообще шанс открутить форсы не сломав (посмотрел данное видео, как-то очково стало)), цены больно кусачие на них)
Брик
Александр, подскажите куда все таки всверлились для подключения MAP сенсора ГБО? А то у меня разряжение взято с нижнего штуцера через 2(!) тройника. я так себе думаю, что это не очень корректные показания для него.
я так себе думаю, что это не очень корректные показания для него.
Альтер
Засорение атмосферного канала приводит к тому что разряжение впускного коллектора по трубкам доходит до адсорбера, а потом до бензобака и вызывает повышенное разряжение в баке. При герметичной пробке бака разряжение увеличивается настолько, что бензобак схлопывается (сжимается). Лечится просто.
Нато Расщепихина
Ох и нихрена себе у тебя направляющие болтаются в конце видео, нужно вытачивать новые пальцы у токаря.
Olivier
А что если установлена ГБО??
Берни
А вот тут Вы сударь накосячили! Включая 2010 год,в данном вариаторе два фильтра. Второй находится внутри гидроблока. Цена Вашей работы на нашем сервисе 1200р,а вот с заменой второго фильтра 2500р. Как говорится,почувствуйте разницу! ‘Не помню какого года’ тут не канает, наоборот это первый вопрос к клиенту! Удачи!!!
Прокомментировать
Опубликовать
Вмятина на баке мотоцикла
На баке вашего мотоцикла вмятина? Ничего страшного, бывает, ведь не падает только тот, кто не ездит. Но теперь ведь бензобак нуждается в ремонте, а за правку и покраску в сервисе возьмут немало шуршащих бумажек… Но можно сделать всё и самостоятельно, если руки растут из нужного места, и при этом они у вас не более кривые, чем лицо алкоголика Петровича из соседнего подъезда утром в понедельник. Выправить вмятину на баке можно и самому!
Но теперь ведь бензобак нуждается в ремонте, а за правку и покраску в сервисе возьмут немало шуршащих бумажек… Но можно сделать всё и самостоятельно, если руки растут из нужного места, и при этом они у вас не более кривые, чем лицо алкоголика Петровича из соседнего подъезда утром в понедельник. Выправить вмятину на баке можно и самому!
Для начала надо прикинуть площадь поверхности, которая будет подвергаться деформации в процессе выправления вмятины, и тщательно зачистить её от лакокрасочного покрытия. Как сдирать с бензобака краску, объяснять, наверное, никому не нужно. Закончив с этим, требуется выправить место вмятины.
 Только если всё-таки будете пользоваться обратным молотком, а не всей этой камасутрой с тросом и паяльником, не перестарайтесь.
Только если всё-таки будете пользоваться обратным молотком, а не всей этой камасутрой с тросом и паяльником, не перестарайтесь.Закончив правку, удалите остатки припоя с бензобака (если пользовались схемой с тросом), зачистите поверхность, выровняйте, загрунтуйте и подготовьте к покраске. Всё, можно красить, предварительно, разумеется, тщательно закрыв малярным скотчем все те части мотоцикла, которые не должны быть случайно покрашены.
Вконтакте
Одноклассники
LiveJournal
Как выправить бензобак сжатым воздухом. Выправляем вмятину на баке своими силами
 Выправить вмятину на баке можно и самому!
Сперва нужно определиться с масштабами повреждения. Если вмятина на бензобаке небольшая, и при этом сам бак покрашен без всяких ухищрений вроде наклеек под лаком или аэрографии, то можно обойтись локальной правкой и покраской. Если повреждения серьёзные — придётся красить весь бак. Во втором случае всё понятно, а вот что делать в первом?
Выправить вмятину на баке можно и самому!
Сперва нужно определиться с масштабами повреждения. Если вмятина на бензобаке небольшая, и при этом сам бак покрашен без всяких ухищрений вроде наклеек под лаком или аэрографии, то можно обойтись локальной правкой и покраской. Если повреждения серьёзные — придётся красить весь бак. Во втором случае всё понятно, а вот что делать в первом?Для начала надо прикинуть площадь поверхности, которая будет подвергаться деформации в процессе выправления вмятины, и тщательно зачистить её от лакокрасочного покрытия. Как сдирать с бензобака краску, объяснять, наверное, никому не нужно. Закончив с этим, требуется выправить место вмятины. Идеально для этих целей подойдёт обратный молоток — специальный девайс для выпрямления подобных вмятин. Вряд ли он чисто случайно завалялся в вашем гараже, но можно его купить или одолжить у знакомых.
Но мы же не ищем лёгких путей! Или, предположим, обратного молотка у нас нет, одолжить его не у кого, а купить не позволяет отсутствие лишних финансов. Тогда есть другой способ, но нам потребуется паяльник, паяльная кислота, припой и оплетённый стальной трос. Интригующее начало, да? Итак, необходимо зачистить сантиметров пять с одной стороны троса, расплести его и залудить. Также лужению необходимо подвергнуть вмятину на баке. Закончив с этим, берёте трос и крепко припаиваете его расплетённые элементы к тому месту на баке мотоцикла, которое нужно выправить. Затем начинаем применять умеренно грубую силу — тянем за трос, при необходимости дёргаем рывками, только осторожно, тогда трос с места припоя не оторвётся. Таким образом постепенно вы вытянете вмятину на бензобаке достаточно, чтобы её можно было скрыть в процессе покраски. Только если всё-таки будете пользоваться обратным молотком, а не всей этой камасутрой с тросом и паяльником, не перестарайтесь.
Тогда есть другой способ, но нам потребуется паяльник, паяльная кислота, припой и оплетённый стальной трос. Интригующее начало, да? Итак, необходимо зачистить сантиметров пять с одной стороны троса, расплести его и залудить. Также лужению необходимо подвергнуть вмятину на баке. Закончив с этим, берёте трос и крепко припаиваете его расплетённые элементы к тому месту на баке мотоцикла, которое нужно выправить. Затем начинаем применять умеренно грубую силу — тянем за трос, при необходимости дёргаем рывками, только осторожно, тогда трос с места припоя не оторвётся. Таким образом постепенно вы вытянете вмятину на бензобаке достаточно, чтобы её можно было скрыть в процессе покраски. Только если всё-таки будете пользоваться обратным молотком, а не всей этой камасутрой с тросом и паяльником, не перестарайтесь.
Закончив правку, удалите остатки припоя с бензобака (если пользовались схемой с тросом), зачистите поверхность, выровняйте, загрунтуйте и подготовьте к покраске. Всё, можно красить, предварительно, разумеется, тщательно закрыв малярным скотчем все те части мотоцикла, которые не должны быть случайно покрашены.
Способов по убиранию вмятин на баке существует великое множество. Кто-то советует закопать бак в песок, налить в него немного бензина и поднести к заливной горловине огонь: бензин взорвется и выправит вмятину. Кто-то сыплет в бак горох, заливает его водой и оставляет пока горох не разбухнет и не выдавит вмятину. Кто-то подлаживает под вмятину камеру от мяча, и качает ее пока она не выдавит вмятину. Более продвинутые ремонтники правят вмятины обратным молотком.
Мы с вами сегодня пойдем более легким путем и попытаемся убрать вмятину с помощью компрессора: способ этот доступен практически любому, быстр и достаточно эффективен.
В качестве наглядного пособия у нас будет представлен бак от обычной «Альфа». Почему-то почти у всех «Альф» бак мнется почему-то сверху.
По бокам тоже есть серия вмятин
Настолько насколько это только возможно — герметизируем заливную горловину. Самый быстрый вариант — положить на горловину кусок резины — сверху положить дощечку и задавить ее струбциной.
Когда мы будем накачивать давление в бак он начнет деформироваться и чтобы половинки бака не разъехались — стягиваем половинки бака веревкой
Вставляем в отверстие топливного крана продувочный пистолет и накачиваем воздух в бак
Итак, дано: сильно помятый бак, вмятины с хитрым профилем на хитрых местах. Задача: выровнять до «как было», но не перетянуть тонкий металл. Метод: припайка щупа и вытяжка обратным молотком.
Под катом выкладываю описание метода с фотоотчётом о проделанной работе. Автор — не я, а , я только причесал отчёт и запостил (он не против). Можете прислать ему инвайт на БП:)
Поехали…
Сливаем бензин, откручиваем бензокран, крышку и продуваем бак воздухом.
Зачищаем вмятину и немного вокруг неё круговой металлической щеткой (насадка такая на дрель).
Это можно сделать и абразивом (наждачная бумага), результат в любом случае будет примерно такой:
… и лудим места припайки гайки на баке с паяльной кислотой. Можно и облудить всё место вмятины, если она небольшая, как в этом случае.
Можно и облудить всё место вмятины, если она небольшая, как в этом случае.
Из за отсутствия специнструмента и приспособлений для жестяных работ я изготовил самодельный обратный молоток (сделан за 10 минут из болтика М6, электрода диаметром 4 мм и груза, насаженного на него, весом примерно грамм 200-300).
Хитрость заключается в правильном выборе места припайки. Я начинал вытягивать с краев вмятины.
Естественно, облудив и припаиваемую поверхность гайки, припаиваем её в нужное место. Я использовал не простую гайку, а с увеличенной площадью, которая будет припаиваться (по сути дела кусочек шестигранника на 12 с резьбой М6).
Чтобы гайка не сдвигалась с выбранного места при пайке, использовал шпильку М6 длинной примерно 120мм.
Припаиваем. Ждем, пока припой застынет. Кстати, припой я использовал неизвестной марки, но он тугоплавкий. Обычным паяльником не плавится. Собственно, прикручиваем обратный молоток к припаянной гаечке, и начинаем, держась за груз выстукивать вмятину. Количество и сила ударов зависит от глубины вмятины. Когда металл принимает первоначальную форму, гаечка просто отрывается на ударе обратного молотка. То есть, в отличие от приварки, перетянуть металл невозможно.
Количество и сила ударов зависит от глубины вмятины. Когда металл принимает первоначальную форму, гаечка просто отрывается на ударе обратного молотка. То есть, в отличие от приварки, перетянуть металл невозможно.
Вытянутую поверхность можно подрихтовать обычным молотком, лучше через деревянный брусок. Получилось очень даже хорошо. Припой с металла просто счищается той же щеткой-насадкой на дрель. Тонкий слой шпатлевки сгладит микроямочки, оставшиеся на металле. Я думаю, для больших вмятин нужно будет использовать гайку большего диаметра.
В итоге получилось вот так:
| Бензобаки автомобилей — процесс изготовления
В мире индустрии производится 60 миллионов бензобаков ежегодно — только лишь для новых грузовых и легковых автомобилей. Еще несколько миллионов – для замены поврежденных бензобаков у подержанных машин. Учитывая то, сколько стоит заправить бензиновый бак, не удивительно, что современные баки имеют повышенный запас прочности. Изготовление бака для топлива начинается с обычного стального листа с никелированным слоем против ржавчины. Рабочие помещают стальной лист в гидравлический пресс, прикладывающий давление в 800 тонн. Он зажимает лист между двух форм блоков, имеющих форму нижней половины бака. Пресс вдавливает входящую часть форм-блока в лист и в полость объемлющего форм-блока. Для изготовления верхней части бака или бака иной формы, достаточно заменить в прессе форм-блоки. В верхней части бака штамповочный пресс ставит информацию о продукте – номер модели и номер партии, а также клеймо изготовителя. Гидравлический перфоратор проделывает в баке два отверстия для трубки, по которой заливается бензин, и отдушины. Также специальный станок делает отверстие для детали, называемой «модулем подачи топлива», которая подает топливо в двигатель. По конвейеру в следующей стадии производства в час проходит до ста восьмидесяти таких деталей. Здесь рабочий при помощи фиксатора крепит стальное кольцо для модуля подачи топлива. При помощи газосварочного аппарата рабочие приваривают стальную трубку к баку свинцовым припоем. Это и есть заливной патрубок, в который вы вставляете шланг на АЗС, чтобы заполнить бак. Когда бензин течёт внутрь, воздух выходит из бака через отдушину. Сенсор автоматически отключает, когда давление в патрубке превышает допустимые значения. Большинство бензобаков заполняется на 80% объёма, чтобы оставить место для паров, вызываемых нагревом. Бензобаки для новых автомобилей сваривают роботизированные манипуляторы. Повышенная точность сварки требуется для сборочного конвейера на автозаводе. Сваренные же вручную баки продают в автомастерские, где их ставят взамен поврежденных бензобаков. Каждый бак проверяют на просачивание, погружая в воду. Закрыв все отверстия, внутрь бака закачивают воздух. Если в свете ярого фонаря появятся пузыри воздуха, значит, бак не герметичен. Если пузырьков нет – то бак проходит инспекцию. И только после этого он готов к отправке и установке на автомобиль. |

 Он приваривает кольцо к верхней части бензобака точечным швом. Две засечки на конце позволят выровнять модуль подачи топлива. Рабочие сваривают верхнюю и нижнюю половины, выравнивая их перед этим. Два металлических кольца прижимают две секции друг к другу. Шовная сварочная машина спаивают между собой верхнюю и нижнюю половины, охлаждая при этом шов водой.
Он приваривает кольцо к верхней части бензобака точечным швом. Две засечки на конце позволят выровнять модуль подачи топлива. Рабочие сваривают верхнюю и нижнюю половины, выравнивая их перед этим. Два металлических кольца прижимают две секции друг к другу. Шовная сварочная машина спаивают между собой верхнюю и нижнюю половины, охлаждая при этом шов водой. Здесь не требуется высокая точность, так как механик в любом случаи будет подгонять бак сам. После сварки баки поступают на следующую стадию. Здесь рабочий крепит внутри луженный вентиляционный патрубок. Лужение делает его устойчивым к ржавчине. Затем внутрь нижней части бака устанавливается стальной распределитель, который размалыванию топлива. В результате снижается уровень шума и понижается износ метала. Такие распределители обычно ставят в большие автомобили, вроде внедорожников. Рабочие устанавливают верхнюю часть на нижнюю, вставив шланг в отверстие наверху. Шланг будет подсоединен к модулю подачи топлива. После спаивания двух частей, другой станок сгибает края вниз. Это даёт инженерам больше свободного места.
Здесь не требуется высокая точность, так как механик в любом случаи будет подгонять бак сам. После сварки баки поступают на следующую стадию. Здесь рабочий крепит внутри луженный вентиляционный патрубок. Лужение делает его устойчивым к ржавчине. Затем внутрь нижней части бака устанавливается стальной распределитель, который размалыванию топлива. В результате снижается уровень шума и понижается износ метала. Такие распределители обычно ставят в большие автомобили, вроде внедорожников. Рабочие устанавливают верхнюю часть на нижнюю, вставив шланг в отверстие наверху. Шланг будет подсоединен к модулю подачи топлива. После спаивания двух частей, другой станок сгибает края вниз. Это даёт инженерам больше свободного места.
Обшивка внутри бензобака
Образование, Алоха и самое интересное
можно в отделке металлом
Добро пожаловать на самый популярный и авторитетный в мире веб-сайт по отделке металлов
тема 32951Обсуждение началось в 2004 г., но продолжаются до 2017 г.
2004 г.В. Я ремонтирую старый мотоцикл, бензобак заржавел внутри. Я могу купить набор для чистки изнутри и нанести затвердевающую жидкость. Я бы предпочел покрыть изнутри оловом или свинцом.Я могу использовать старую клемму аккумулятора или катушку припоя для анода. Внутри резервуара будет катод. Я не знаю, что использовать для электролита. Если для анода используется припой, будет ли отдельный элемент с меньшим номером на гальванической шкале тем, который накладывается на катод, а припой является сплавом?
Правдивая история, я обработал пескоструйный барабан, чугун, и хотел нагреть его в духовке перед покраской распылением. Ну, это газовая духовка, и из нее выделяется водяной пар, который внезапно заржавел в моей только что обработанной пескоструйной обработке части! Я спустился в подвал и окунул тормозной барабан в кислотный раствор, который раньше использовал для удаления накипи на моем безбаквальном водонагревателе (медные трубы). К моему большому изумлению, тормозной барабан стал покрыт медью без источника питания! Я думаю, что железо ниже меди по гальванической шкале, если это как-то связано с этим. Не могли бы вы описать обычным языком, что произошло?
К моему большому изумлению, тормозной барабан стал покрыт медью без источника питания! Я думаю, что железо ниже меди по гальванической шкале, если это как-то связано с этим. Не могли бы вы описать обычным языком, что произошло?
3-й вопрос, некоторые детали моего мотоцикла покрыты темным покрытием, которое я могу описать только как Olive Drab — почти черный. Мне нужно знать, как это называется, когда я говорю с пластинщиком, чтобы я мог спросить их, покрывают ли они такую отделку.
Пол В. [фамилия удалена редактором для конфиденциальности]Любитель — Олд Бридж, Нью-Джерси, США
2004 г.
А.Пожалуйста, примените ту жидкость, о которой вы знаете, для пластикового покрытия вашего резервуара, Пол. Есть много причин, по которым накрывать резервуар нецелесообразно.
Да, если вы растворяете сплав, такой как припой, металл из более благородных компонентов будет предпочтительно отслаиваться. Вы можете предсказать коэффициент вытеснения из уравнения Нернста, но краткий ответ заключается в том, что покрытие обычно почти на 100% состоит из более благородного металла.
Еще одна правдивая история заключается в том, что во времена, которые были менее чувствительны к окружающей среде, металлолом (например, сломанные автомобили) помещали в потоки после предприятий по переработке меди, чтобы «покрыть» растворенную медь, как вы описали.Вы правы в том, что медь благороднее железа и спонтанно откладывается на железо. Хотя все объяснения являются упрощениями, вы можете думать об этом так: медь лучше удерживает электроны, чем железо, поэтому положительно заряженные ионы меди будут захватывать электроны у железа, тем самым восстанавливая ионы меди до атомов меди и, таким образом, окисляя атомы железа на положительно заряженные ионы железа. Таким образом, атом железа растворяется и заменяет атом меди в растворе. Подобное иммерсионное покрытие имеет очень ограниченную толщину, потому что, как только появляется покрытие из меди, лежащее под ним железо больше не может растворяться, поэтому медь больше не будет заменяться им.
3-й ответ: Детали, которые вы описываете, вероятно, оцинкованы или покрыты кадмием с оливково-коричневым конверсионным покрытием из хромата. Да, отвечая на ваш вопрос, оливковое масло — правильный термин.
Да, отвечая на ваш вопрос, оливковое масло — правильный термин.
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
2004
A. Скорее всего, раствор, которым покрыли ваш тормозной барабан, был хлоридом железа с большим количеством растворенной в нем меди. Когда вы добавляете к нему кусок стали или железа, вы создаете слабый электрический заряд, который связывает медь с железом (я сам использовал этот трюк на некоторых выставочных ножах, потом окислял медно-синий аммиак).
Марк Бэнкс— Элизабет-Сити, Северная Каролина
5 августа 2012 г. — эта запись добавлена в эту цепочку редактором вместо создания дублирующейся темы
В. Я хочу гальванизировать внутреннюю часть топливного бака. Я только что закончил удаление ржавчины электролизом и теперь хочу гальванизировать ее.
У меня кусок цинка.
Для удаления ржавчины у меня есть стальной положительный заряд в качестве расходуемого анода и отрицательный заряд бака. На это ушло 36 часов, и он очень чистый.
На это ушло 36 часов, и он очень чистый.
Теперь для цинкования я наполняю бак водой и карбонатом натрия (стиральной содой) [аффил. ссылка на информацию / продукт на Amazon] решение. Затем мне нужно прикрепить положительный к резервуару, а отрицательный к цинку.
Это правильно?
Дать поработать, пока гальваническое покрытие не станет однородным по всему резервуару?
Спасибо
Чет
Честер Николс— Монро Вирджиния США
6 августа 2012 г.
А. Привет, Честер.
Похоже, вы говорите о гальванике, а не о гальванике.Бак (катод) остается прикрепленным к минусу для гальваники, а цинк (анод) прикрепляется к плюсу. Карбонат натрия, вероятно, достаточно щелочной, чтобы удерживать цинк в растворе и, таким образом, теоретически допускать гальваническое покрытие. Но успешное гальваническое покрытие — это гораздо больше, поэтому я не думаю, что вы скоро добьетесь успеха, если вообще добьетесь успеха. Я настоятельно рекомендую вам попрактиковаться в другом и лично убедиться, с чем вы сталкиваетесь, а не разрушать то, над чем вы уже так много работали. Удачи.
Удачи.
С уважением,
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
5 октября 2013 г. — эта запись добавлена в эту ветку редактором вместо создания дублирующейся темы
В. Уважаемые господа,
У меня к вам вопрос.
У меня ржавый бензобак мотоцикла. Я подумал, что это будет хорошее решение — первым удалить ржавчину, чтобы провести электролиз раствора бикарбоната натрия (300 г в 17 л воды) и железного стержня (+) внутри резервуара и резервуара (-).И когда я натянул его на медную пластину. Простой вопрос: КАК?
Я хочу защитить бак, чтобы он не ржавел снова.
С уважением
Радмило
— Белград, Serija
9 октября 2013 г.
A. Более простым решением было бы использовать герметик для резервуаров, такой как «Gold Standard Tank Sealer» или один из многих других широко доступных. Вы найдете этот и многие другие варианты, если просто наберете в Google «герметизация ржавой внутренней части резервуара». К сожалению, это частая проблема при восстановлении мотоциклов.
К сожалению, это частая проблема при восстановлении мотоциклов.
— Сиэтл, Вашингтон, США
10 октября 2013 г.
A. Если вы потратите много времени и денег, у вас есть примерно 1% шанс выполнить достаточно хорошую работу по гальванике внутренней части бензобака.
Есть несколько компаний, которые должным образом оцинковывают внутреннюю часть бензобака горячим способом по разумной цене, и тогда он прослужит дольше, чем остальная часть мотоцикла.
Проверьте в Интернете.
Jeffrey Holmes, CEF
Спартанбург, Южная Каролина
23 октября 2017 г. — эта запись добавлена в эту ветку редактором вместо создания дублирующейся темы
В.Я реставрирую старинные и классические мотоциклы, и, поскольку запчастей нет, мне было интересно, есть ли способ покрыть бензобак изнутри. Утечек нет, а можно ли сделать что-то вроде цинкового покрытия изнутри, чтобы продлить срок их службы?
Хью ДоннеллиРеставратор — Лонавла Махараштра Индия
нареч.

этот текст заменяется на bannerText
Заявление об ограничении ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасности операции.Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, посетите следующие каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Services — Oregon Retinners
«Железный мужик делает это от души» Медная посуда:Обладая более чем 40-летним опытом работы в Oregon Retinners, наш эксперт «оловянный человек» обслуживает всю медную посуду вручную.Сначала сковороды очищаются от старой жести.
 Затем сковороды протирают вручную жестью марки «А». Вытирая жестяную банку вручную, она становится более тяжелой, чем гальваника, а также оставляет водоворот в банке. Это естественная особенность ручного лужения и не влияет на использование сковороды. После лужения сковороды полируются до глубокого блеска. На этом этапе сковороды будут готовиться равномерно и эффективно, а также отлично смотреться на плите или прилавке.
Затем сковороды протирают вручную жестью марки «А». Вытирая жестяную банку вручную, она становится более тяжелой, чем гальваника, а также оставляет водоворот в банке. Это естественная особенность ручного лужения и не влияет на использование сковороды. После лужения сковороды полируются до глубокого блеска. На этом этапе сковороды будут готовиться равномерно и эффективно, а также отлично смотреться на плите или прилавке. Полировка:
Полировка — это услуга, которую мы предоставляем с использованием ручного или машинного полирования.Как видите, наши продукты различаются, как и наши клиенты. Позвоните нам, и мы будем рады обсудить варианты и цены.
Electroplate:
По определению слово Electroplate означает « любой артефакт, на который нанесен тонкий слой металла с помощью электролиза». Самым популярным средством для нанесения гальванических покрытий в Oregon Retinners являются чайники. Мы можем гальванизировать внутреннюю часть чайников, не повреждая внешнюю поверхность.

Проволочные кнуты:
Проволочные кнуты сначала проверяются на наличие обрыва, ослабления или износа проводов.Их заменяют, и каждый хлыст очищается от грязи, жира и т. Д. Затем плетку залуживают жестью марки «А» и снова очищают. Вал тщательно очищается, чтобы обеспечить идеальную посадку. Затем прокладка заменяется, и плетка как новая! Чаши для смешивания:
Каждый элемент проверяется и выпрямляется. Если есть вмятины, они будут удалены. Его профессионально очищают от ржавчины, окалины, жира и т. Д. Когда вы отправляете нам свои миски, нет необходимости их предварительно очищать. Ремонт, требующий дополнительных затрат, будет производиться только после предварительного согласования.
Олово марки «А» наносится методом горячего погружения, чтобы обеспечить характеристики, не уступающие новым.
Стеллажи для холодильников:
Съемные стеллажи подвергаются химической очистке, а затем покрываются оловом марки «А» для обеспечения работоспособности новых.

Мясорубки:
Мясорубки бывают разных размеров: от ручного кривошипа, который крепится к разделочной доске, до промышленных, используемых в цехах по упаковке мяса. В Oregon Retinners мы можем сделать ваши измельчители от самых маленьких до самых больших.Все шлифовальные машины проходят химическую очистку и очистку. Затем кофемолку погружают в расплавленное олово марки «А». Этот процесс одобрен FDA.
Брызговики
: Брызговики
или «расширители чаш» используются для удержания продукта в миксерной чаше, к которой он принадлежит. Когда пришло время консервировать миксерную чашу, обычно пора обслуживать и разбрызгивающее кольцо. Перед тем, как залудить ваше кольцо для разбрызгивания, нам нужно придать ему форму, чтобы оно подходило к вашей миске. Помните, что при мытье миксерной чаши разбрызгивающее кольцо необходимо снимать и стирать отдельно.Это защитит жизнь и работоспособность.
Банки для молока:
Спустя 86 лет мы продолжаем служить населению, ретинируя молочные банки! В наши дни молочные бидоны в основном декоративны по сравнению с той важной ролью, которую они когда-то играли.
 Молочные бидоны подвергаются химической очистке, чтобы удалить всю ржавчину и грязь; Пожалуйста, НЕ подвергайте банки сначала пескоструйной очистке. Затем молочные бидоны погружаются в расплавленную жестяную банку марки «А», чтобы вернуть молочную банку в исходное состояние. Если вы решите использовать молочную банку для жидкости, ее припаяют, чтобы заделать отверстия, а швы припаять, чтобы предотвратить утечку.Пожалуйста, дайте нам знать, и мы обязательно предоставим вам правильный сервис.
Молочные бидоны подвергаются химической очистке, чтобы удалить всю ржавчину и грязь; Пожалуйста, НЕ подвергайте банки сначала пескоструйной очистке. Затем молочные бидоны погружаются в расплавленную жестяную банку марки «А», чтобы вернуть молочную банку в исходное состояние. Если вы решите использовать молочную банку для жидкости, ее припаяют, чтобы заделать отверстия, а швы припаять, чтобы предотвратить утечку.Пожалуйста, дайте нам знать, и мы обязательно предоставим вам правильный сервис. Газовые баллоны:
Да! Мы даже можем восстановить ваш бензобак. В зависимости от грязи в вашем резервуаре мы либо химически очистим ваш резервуар, либо проведем его очистку с помощью Action Metal Refinishing без дополнительных затрат для вас. Затем весь резервуар погружается в расплавленное олово, чтобы полностью покрыть его изнутри и снаружи. Затем мы припаяем резервуар для любых отверстий, которые могли образоваться в результате удаления ржавчины. Если у вас есть заливная горловина, мы залудим ее и припаяем обратно к резервуару.
 Это лучший способ восстановить ваш аквариум до исходного состояния.
Это лучший способ восстановить ваш аквариум до исходного состояния. Уход за посудой
1) Поскольку медь является очень хорошим проводником тепла, вы всегда должны использовать низкий или средний нагрев
, это эквивалентно среднему или сильному нагреву.
2) Никогда не ставьте пустую сковороду на конфорку, всегда сначала что-нибудь приготовьте.
3) Никогда не используйте металлическую посуду в медной посуде, используйте только нейлон или дерево.
4) Медные кастрюли всегда следует мыть вручную и никогда не ставить в посудомоечную машину.Используйте губку с нейлоновым покрытием
и неабразивное средство для посуды.
5) Попробуйте приготовить кислый продукт на другой сковороде, а не на жестяной банке. Пример томатного соуса
с высоким содержанием кислоты. Мы используем кислоту
, чтобы снять старую банку; томатный соус делает то же самое, но медленнее.
6) Чтобы сохранить «свежий отполированный» вид, мы используем два продукта.
 Сначала полироль «Венол», он
Сначала полироль «Венол», он поставляется в красной тубе, немного уместно с этим продуктом. Далее мы используем полироль
«Wrights», нам нравится «полироль для латуни» для изделий из меди.Мы предпочитаем жидкую форму.
Процесс лужения: пошаговое руководство
Олово, вероятно, было частью вашей жизни с тех пор, как вы впервые в детстве увидели Железного человечка в «Волшебнике страны Оз». Конечно, использование олова выходит далеко за рамки создания персонажей вымышленного фильма — оно имеет множество практических применений в нашей повседневной жизни. Все мы знакомы с жестяными банками, которые используются для хранения многих видов еды и напитков; Эти контейнеры фактически изготавливаются из листовой стали, покрытой тонким слоем олова, известным как жесть.
Сегодня примерно половина всего производимого олова используется для пайки. Олово также используется при производстве олова, бронзы и фосфористой бронзы. Соли олова иногда распыляют на лобовые стекла и оконные стекла, чтобы обеспечить электропроводящее покрытие. Само оконное стекло часто изготавливается путем плавления расплавленного стекла на расплавленном олове, что дает плоскую поверхность. Металл, используемый для изготовления колоколов, часто представляет собой комбинацию бронзы и олова. Кроме того, олово и сплавы олова имеют огромное значение для гальваники, то есть процесса нанесения металлического покрытия на поверхность материала с помощью электрического тока.
Само оконное стекло часто изготавливается путем плавления расплавленного стекла на расплавленном олове, что дает плоскую поверхность. Металл, используемый для изготовления колоколов, часто представляет собой комбинацию бронзы и олова. Кроме того, олово и сплавы олова имеют огромное значение для гальваники, то есть процесса нанесения металлического покрытия на поверхность материала с помощью электрического тока.
Краткие сведения об олове
Олово — мягкий, податливый, серебристо-белый металл, который в изобилии доступен во многих частях мира. Добыча олова началась примерно в 3000 году до нашей эры. в эпоху бронзы. Бронза — это желтовато-коричневый сплав меди и олова, который обычно на треть состоит из олова. Было обнаружено, что самые ранние бронзовые предметы содержат небольшой компонент олова.
Китайцы начали добывать олово около 700 г. до н. Э. Сегодня олово можно найти в Китае, Таиланде и Индонезии, а также его добывают в Бразилии, Перу и Боливии.Олово получают карботермическим восстановлением оксидной руды, которое получают путем нагревания руды в печи.
Другие важные факты об олове:
- Олово — 49-й элемент земной коры по содержанию.
- Олово внесено в Периодическую таблицу элементов под атомным символом «Sn» и атомным номером 50.
- Олово не является естественным элементом, то есть его нужно извлекать из руды, а не находить в естественном состоянии.
- Олово может быть извлечено из различных руд, но наиболее распространенной рудой является касситерит (SnO2).
- Хотя олово в металлической форме нетоксично, некоторые соединения олова могут быть ядовитыми.
- Небольшое количество олова в США в основном находится на Аляске и в Калифорнии. Кристаллический состав олова
- дает характерный кричащий звук при сгибании металла, известный как «оловянный крик».
Преимущества олова в процессе гальваники
Почему олово так популярно для гальваники? Возможно, главная причина в том, что лужение — или «лужение» — чрезвычайно рентабельный процесс. Поскольку олово доступно, оно намного дешевле, чем более дорогие металлы, такие как золото, платина или палладий. Олово также обеспечивает отличную паяемость, а также превосходную защиту от коррозии.
Поскольку олово доступно, оно намного дешевле, чем более дорогие металлы, такие как золото, платина или палладий. Олово также обеспечивает отличную паяемость, а также превосходную защиту от коррозии.
Лужение может дать беловато-серый цвет, который предпочтительнее, если требуется тусклый или матовый вид. Он также может дать блестящий металлический вид, если предпочтение отдается немного большему блеску. Олово обеспечивает приличный уровень проводимости, что делает его полезным при производстве различных электронных компонентов.Олово также одобрено FDA для использования в пищевой промышленности.
Отрасли, в которых используется олово
Перечисленные выше преимущества делают олово предпочтительным металлом для нанесения покрытий в широком спектре отраслей, включая:
- Аэрокосмическая промышленность
- Общественное питание
- Электроника
- Телекоммуникации
- Производство ювелирных изделий
Sharretts Plating оказывает услуги во многих из этих отраслей, свяжитесь с нами сегодня, чтобы получить бесплатное предложение!
Основные процессы лужения
Существует три основных типа лужения, каждый из которых основан на нанесении раствора электролитического олова на поверхность металлического объекта:
- Покрытие ствола : Покрытие ствола обычно используется для покрытия небольших деталей и влечет за собой помещение предметов в специально сконструированный сосуд, обычно называемый стволом.
 Ствол медленно вращается, когда он погружен в раствор для электролитического покрытия. Гальваника ствола оловом чрезвычайно рентабельна, хотя процесс гальванизации занимает относительно много времени.
Ствол медленно вращается, когда он погружен в раствор для электролитического покрытия. Гальваника ствола оловом чрезвычайно рентабельна, хотя процесс гальванизации занимает относительно много времени. - Покрытие стойки : Покрытие стойки является предпочтительным вариантом для покрытия оловом более крупных или более хрупких деталей, которые могут не подходить для процесса покрытия цилиндра. При обшивке стеллажа объекты подвешиваются на стеллаже и погружаются в раствор для обшивки. Хотя покрытие рейки более трудоемкое и, следовательно, более дорогое, чем покрытие цилиндра, оно обеспечивает больший контроль над толщиной покрытия и может быть более эффективным при достижении полостей в глубине объекта.
- Вибрационное покрытие : Вибрационное покрытие также используется для деликатных деталей, при этом детали помещаются в корзину, снабженную металлическими кнопками, в которой также находится раствор для электролитического покрытия. Генератор используется для создания вибрационного действия, которое заставляет детали двигаться и контактировать с металлическими кнопками. Вибрационное покрытие обычно является наиболее дорогостоящим методом лужения и требует специальной сушки, которая может вызвать изгиб деталей.
 Ствол медленно вращается, когда он погружен в раствор для электролитического покрытия. Гальваника ствола оловом чрезвычайно рентабельна, хотя процесс гальванизации занимает относительно много времени.
Ствол медленно вращается, когда он погружен в раствор для электролитического покрытия. Гальваника ствола оловом чрезвычайно рентабельна, хотя процесс гальванизации занимает относительно много времени. Вибрационное покрытие обычно является наиболее дорогостоящим методом лужения и требует специальной сушки, которая может вызвать изгиб деталей.
Вибрационное покрытие обычно является наиболее дорогостоящим методом лужения и требует специальной сушки, которая может вызвать изгиб деталей.Элементы процесса лужения
Олово можно электроосаждать практически на любой металл.Давайте подробнее рассмотрим конкретные компоненты эффективного процесса лужения:
1. Очистка : Перед погружением в гальваническую ванну крайне важно очистить основу — часть, на которую наносится оловянное покрытие. Очистка удаляет масло, жир и другие поверхностные загрязнения, которые могут снизить эффективность процесса нанесения покрытия.
Очистка — это многоступенчатый процесс, который может несколько различаться в зависимости от состава основы и количества грязи и мусора, которые она содержит, а также от типов оборудования для очистки, доступного для использования.В целом в процесс очистки входит:
- Пескоструйная очистка : это процесс использования сжатого воздуха для выброса таких сред, как дробленое стекло, оксид алюминия, карбид кремния, сталь, кукурузные початки или скорлупа грецких орехов, для удаления посторонних предметов с поверхности.
- Кипячение : Кипячение субстрата в воде может быть эффективным методом удаления жира и масла без использования химических добавок.
- Электролитическое обезжиривание : Погружение основания в электролитический раствор удалит жир и масло, которые скапливаются в трещинах, щелях и других труднодоступных участках поверхности.
- Ополаскивание : Ополаскивание основания в воде после электролитического обезжиривания удаляет остатки чистящего раствора и загрязнения с поверхности.

2. Подготовка гальванической ванны
Следующим шагом является приготовление электролитического раствора, также известного как электролитическая ванна. Ванны для электролитического лужения могут состоять из растворов кислотного олова, щелочного олова или метилсульфоновой кислоты. Гальваническая ванна включает олово, растворенное с образованием положительно заряженных ионов, взвешенных в растворе, а также другие химические добавки. Ванна служит проводящей средой во время электроосаждения.
Ванна служит проводящей средой во время электроосаждения.
Кислотные ванны, как правило, используются чаще, поскольку они приводят к более высокой скорости осаждения. Однако, хотя кислотные ванны обычно обеспечивают однородное покрытие, они не всегда достигают отверстий или других неровностей поверхности с высокой степенью консистенции.
3. Методика электроосаждения
После того, как подложка была очищена и погружена в ванну с электролитом, она готова для электроосаждения оловянного покрытия.Объект обычно помещается в центр специально сконструированного резервуара, в котором находится раствор электролита. Объект служит катодом, который является отрицательно заряженным электродом в электрической цепи. Аноды, которые являются положительно заряженными электродами в цепи, размещаются рядом с краем гальванического резервуара.
Следующим шагом является введение постоянного тока низкого напряжения в гальваническую ванну. Устройство, известное как выпрямитель, используется для преобразования переменного тока в постоянный ток. Подача электрического тока в конечном итоге заставляет положительно заряженные ионы на аноде протекать через электролит в гальванической ванне к отрицательно заряженному катоду (подложке), где они электроосаждены на поверхность. Затем ток течет обратно к аноду, замыкая цепь.
Подача электрического тока в конечном итоге заставляет положительно заряженные ионы на аноде протекать через электролит в гальванической ванне к отрицательно заряженному катоду (подложке), где они электроосаждены на поверхность. Затем ток течет обратно к аноду, замыкая цепь.
4. Процесс после гальваники
По завершении процесса лужения дополнительная обработка обычно не требуется. Пассивация — нанесение легкого покрытия из защитного материала — может использоваться в специальных покрытиях для обеспечения дополнительной защиты от коррозии или улучшения реактивных свойств олова.Термическая обработка также может использоваться для предотвращения водородного охрупчивания, которое представляет собой ослабление металла, вызванное воздействием водорода.
Распространенные проблемы с оловянным покрытием
В процессе лужения может возникнуть ряд проблем, которые могут отрицательно повлиять на конечный результат. К ним относятся:
- «усы» из олова : Маленькие острые выступы, известные как усы, могут образовываться на поверхности чисто луженых предметов спустя долгое время после завершения процесса нанесения покрытия. Эти микроскопические металлические волокна не видны невооруженным глазом, но они могут серьезно повредить готовый продукт. Поскольку они электропроводны, усы могут вызвать короткое замыкание в электронных компонентах. Известно даже, что усы олова приводят к отказу компьютерных систем и спутников, а также к сбоям в работе атомных электростанций. Неизвестно, что вызывает образование усов олова, и не существует проверенного метода для полного предотвращения их возникновения. вхождение.Был достигнут определенный успех в ограничении образования усов олова за счет модификации кристаллической структуры осадка олова, хотя этот метод далеко не надежен.
- Отсутствие однородной толщины : В некоторых случаях олово может неравномерно осаждаться на покрытом предмете. Иногда форма и контур объекта затрудняют достижение желаемой толщины, которая обычно находится в диапазоне от десяти до 20 микрон. При нанесении покрытия на металлические предметы с острыми углами олово может осаждаться большей толщиной на внешней стороне углы и уменьшенная толщина в углублениях. Это часто можно исправить, переставив аноды и изменив плотность постоянного тока.
- Скоропортящаяся способность к пайке : Хотя луженые металлы известны своей превосходной паяемостью, со временем эта характеристика будет уменьшаться. Срок службы пайки может быть увеличен за счет надлежащей спецификации наплавки, соответствующей подготовки подложки и надлежащей упаковки компонентов с покрытием. Известно, что герметизация продуктов в заполненных азотом мешках приводит к десятикратному увеличению срока хранения, пригодного для пайки.
 Эти микроскопические металлические волокна не видны невооруженным глазом, но они могут серьезно повредить готовый продукт. Поскольку они электропроводны, усы могут вызвать короткое замыкание в электронных компонентах. Известно даже, что усы олова приводят к отказу компьютерных систем и спутников, а также к сбоям в работе атомных электростанций. Неизвестно, что вызывает образование усов олова, и не существует проверенного метода для полного предотвращения их возникновения. вхождение.Был достигнут определенный успех в ограничении образования усов олова за счет модификации кристаллической структуры осадка олова, хотя этот метод далеко не надежен.
Эти микроскопические металлические волокна не видны невооруженным глазом, но они могут серьезно повредить готовый продукт. Поскольку они электропроводны, усы могут вызвать короткое замыкание в электронных компонентах. Известно даже, что усы олова приводят к отказу компьютерных систем и спутников, а также к сбоям в работе атомных электростанций. Неизвестно, что вызывает образование усов олова, и не существует проверенного метода для полного предотвращения их возникновения. вхождение.Был достигнут определенный успех в ограничении образования усов олова за счет модификации кристаллической структуры осадка олова, хотя этот метод далеко не надежен. Это часто можно исправить, переставив аноды и изменив плотность постоянного тока.
Это часто можно исправить, переставив аноды и изменив плотность постоянного тока.Покрытие из оловянного сплава
Один из способов улучшить процесс лужения — это совместное осаждение (легирование) олова с другим металлом или несколькими металлами. Обычно применяемые оловянные сплавы включают:
- Олово-свинец : Обеспечивает коррозионную стойкость и отличную способность к пайке, а также может создавать мягкую, пластичную поверхность, помогая предотвратить образование усов олова.
- Олово-медь : Повышает общую прочность покрытия, но может также сделать его более хрупким.Это также может привести к недостаточному смачиванию для пайки и способствовать развитию усов олова.
- Свинец-олово-медь : Эта комбинация часто используется для уменьшения трения в подшипниках скольжения двигателя.
- Олово-серебро : Улучшает общую механическую прочность и увеличивает максимальные рабочие температуры, но серебряный компонент может сделать этот сплав слишком дорогим для многих компаний.
- Олово-цинк : Обладает высокой температурой плавления и превосходной усталостной прочностью, но приводит к плохой смачиваемости и ограниченной защите от коррозии.
- Олово-висмут : Этот сплав идеально подходит для низкотемпературного нанесения покрытий, также обладает хорошей смачиваемостью и может ограничивать образование нитевидных кристаллов. Однако он может быть несовместим с объектами, содержащими свинец, а низкая температура плавления делает его непригодным для большинства процессов высокотемпературного нанесения покрытия.


Рассмотрим сплав олова со свинцом для уменьшения усов олова
Если усы олова вызывают беспокойство в вашей производственной среде, вам следует серьезно подумать о сплаве для покрытия оловом и свинцом.В отличие от чистого олова, как упоминалось ранее, олово-свинец может эффективно предотвращать образование усов, что делает его отличным выбором при производстве электронных компонентов, таких как печатные платы, разъемы и полупроводники. Поскольку оба металла имеют высокое водородное перенапряжение, осаждение сплава олово-свинец может производиться с помощью сильных кислотных растворов без добавления комплексообразователей.
В дополнение к уменьшению усов, сплав олова может обеспечить лучшую защиту от коррозии, чем чистое олово.Олово-свинец также обеспечивает отличную паяемость и позволяет получить более мягкую и пластичную поверхность. Из-за своей пластичности олово-свинец может предотвратить повреждение основного металла во время строгих производственных процессов, таких как штамповка.
Покрытие Sharretts может удовлетворить все ваши потребности в лужении
Sharretts Plating Company работает с 1925 года. В течение девяти десятилетий мы разработали и усовершенствовали эффективный и доступный процесс лужения, который можно адаптировать к вашим конкретным производственным требованиям.В дополнение к чистому лужению мы также предлагаем инновационный процесс лужения свинцом, который может значительно снизить образование усов олова на электронных компонентах.
Свяжитесь с нами сегодня, чтобы узнать больше о нашем процессе лужения и о том, как его можно адаптировать к вашей работе. Мы также будем рады назначить консультацию по лужению и предоставить бесплатное и без обязательств ценовое предложение.
Отличный способ быть в курсе последних разработок в области лужения — это подписаться на бесплатные ежемесячные электронные письма от SPC.Они содержат много полезной информации о гальванике и металлообработке в целом.
Кузня лося
Олово и лужение
Сколько мне лет? Настолько старые, что я помню, когда в «жестяных банках» действительно было олово. Настолько старый, что я смотрел Rin Tin Tin, когда он впервые появился по телевизору.
Настолько старый, что я смотрел Rin Tin Tin, когда он впервые появился по телевизору.
Олово — химический элемент с символом Sn (от латинского латинского: stannum) и атомным номером 50. Это металл постпереходного типа в 14 группе периодической таблицы.Его получают в основном из минерала касситерита, содержащего диоксид олова SnO2. Олово демонстрирует химическое сходство с обоими своими соседями в группе 14, германием и свинцом, и имеет два основных состояния окисления, +2 и немного более стабильное +4. Олово занимает 49-е место по распространенности и имеет 10 стабильных изотопов, самое большое количество стабильных изотопов в периодической таблице, благодаря своему магическому числу протонов. У него два основных аллотропа: при комнатной температуре стабильным аллотропом является β-олово, серебристо-белый ковкий металл, но при низких температурах он превращается в менее плотное серое α-олово, имеющее кубическую структуру алмаза.Металлическое олово нелегко окисляется на воздухе.
Первым широко применяемым сплавом была бронза, сделанная из олова и меди, начиная с 3000 г. до н.э. После 600 г. до н.э. было произведено чистое металлическое олово. Олово, представляющее собой сплав олова на 85–90%, а остальная часть обычно состоит из меди, сурьмы и свинца, использовалось для столовых приборов с бронзового века до 20 века. В наше время олово используется во многих сплавах, в первую очередь в мягких припоях на основе олова и свинца, которые обычно содержат 60% или более олова. Еще одно важное применение олова — это коррозионно-стойкое лужение стали.Неорганические соединения олова довольно нетоксичны. Из-за своей низкой токсичности луженый металл использовался для упаковки пищевых продуктов в виде жестяных банок, которые на самом деле в основном изготавливаются из стали или алюминия. Однако чрезмерное воздействие олова может вызвать проблемы с метаболизмом основных микроэлементов, таких как медь и цинк, а некоторые оловоорганические соединения могут быть почти такими же токсичными, как цианид.
слитка жести
Лужение — это основной процесс покрытия другого металла слоем олова. Подумайте о цинковании, за исключением использования олова вместо цинка.Обычно внутренняя часть медных горшков покрыта оловом. Это необходимо для остановки реакции некоторых продуктов с медью.
Я впервые увидел демонстрацию лужения в народной школе Джона К. Кэмпбелла на уроке фестивальной ковки, который вел Пат М c Карти. Он продемонстрировал, как выковал ковш из меди, а затем, взяв кусок олова, протер им нагретую медную чашу ковша (олово плавится при температуре около 450 ° F). Затем, пока ковш еще горячий, протрите его чистой тряпкой, стараясь не загореться, пока вы ее держите.
Мама, посмотри, что еще я нашла!
| Мудрость моего отца: «Человеку нужно больше, чтобы уйти от битвы, чем остаться и сражаться». | |
Паспорта безопасности
Не можете найти паспорт безопасности материала, который ищете? Напишите нам по адресу sales @ emeraldcoatings. com и сообщите нам, какой из них вы ищете
com и сообщите нам, какой из них вы ищете
Прочтите сначала, так как в нем объясняются символы в листах MSDS понимание листов и систем MSDS
Паспорта безопасностипо LQ № или SDS № можно найти здесь Паспорт безопасности по НОМЕРУ
Чернила для алюминия
Blackener для алюминия
Осветлитель алюминия
Осветлитель алюминия
Алюминий De-Ox / DeSmut MSDS
Алюминий De-Ox / DeSmut MSDS
Обезжириватель алюминия
Обезжириватель алюминия
Оксид алюминия
Оксид алюминия
MSDS для удаления анодирования и хрома
MSDS для удаления анодирования и хрома
Сообщение об анодировании дыма
Анодирование с дымом MSDS
Уплотнитель для анодирования MSDS
Анодированный герметик MSDS
B9 Паспорт безопасности материала
B9 Паспорт безопасности материала
Окислитель Black & Brown 16 fl. унция.
унция.
ЧЕРНО-КОРИЧНЕВЫЙ ОКИСЛИТЕЛЬ SDS
Паспорт безопасности на ЧЕРНЫЙ АНОДИРУЮЩИЙ КРАСИТЕЛЬ
ЧЕРНЫЙ АНОДИРУЮЩИЙ КРАСИТЕЛЬ MSDS
Черный хромат, часть A MSDS
Черный хромат, часть A MSDS
Черный хромат, часть B MSDS
Черный хромат, часть B MSDS
Black Krome MSDS
Black Krome MSDS
Кристаллы черного никеля MSDS
Кристаллы черного никеля MSDS
Концентрат черного оксида MSDS
Концентрат черного оксида MSDS
Blu Be Gone MSDS
Blu Be Gone MSDS
Синий хромат
Синий хромат
Раствор для латунного покрытия, деталь A
Раствор для латунного покрытия, часть A
Раствор для латунного покрытия, часть B
Раствор для латунного покрытия, часть B
Бронза N Чернение
Bronze N Blackening MSDS
Раствор для бронзового покрытия
Раствор для бронзового покрытия MSDS
Caswell Sealer MSDS
Caswell Sealer MSDS
Активатор хрома MSDS
Активатор хрома MSDS
Хромированные кристаллы
Хромированные кристаллы MSDS
Раствор для кобальтового покрытия A MSDS
Раствор для кобальтового покрытия A MSDS
Осветлитель для меди A
Медный отбеливатель A MSDS
Осветлитель для меди B
Осветлитель меди B MSDS
Медная проводящая краска MSDS
Медная проводящая краска MSDS
Копировать паспорт безопасности данных хромовых кристаллов
Копировать паспорт безопасности данных кристаллов хрома
Декоративные кристаллы хрома MSDS
Декоративные кристаллы хрома MSDS
Темно-красный анодирующий краситель MSDS
Темно-красный анодирующий краситель MSDS
Электролитический активатор меди SDS
Электролитический активатор меди MSDS
Электролитическая медь, часть A SDS
Электролитическая медь, часть A MSDS
Электролизная медь, часть B SDS
Электролизер для меди, часть B MSDS
Сенсибилизатор меди, не содержащий электролита, SDS
Сенсибилизатор меди, не содержащий электролита, MSDS
Электролизер для никеля END Solution MSDS
Бесконтактный раствор для никеля, MSDS
Никель, не содержащий электролита, часть A MSDS
Никель, нанесенный методом химического восстановления, часть A MSDS
Никель, нанесенный методом химического восстановления, часть B MSDS
Электролизер никеля, часть B MSDS
Никель, нанесенный методом химического восстановления, часть C MSDS
Никель, нанесенный методом химического восстановления, часть C MSDS
Паспорт безопасности паров ржавчины
Паспорт безопасности паров ржавчины
Fast Gold MSDS
Fast Gold MSDS
Flash Copper Part A MSDS
Flash Copper Часть A MSDS
Flash Copper Часть B MSDS
Flash Copper Часть B MSDS
Flash Copper Part C MSDS
Flash Copper Часть C MSDS
Flash Copper Part C MSDS
Flash Copper Часть C MSDS
Герметик для бензобаков, часть A MSDS
Герметик для бензобаков, часть A MSDS
Герметик для бензобаков, часть B MSDS
Герметик для бензобаков, часть B MSDS
Раствор для покрытия золотого резервуара
Раствор для золочения резервуаров SDS
Gun Metal Синий SDS
Gun Metal Синий
Кристаллы твердого хрома MSDS
Твердые кристаллы хрома MSDS
Жидкий обезжириватель MSDS
Жидкий обезжириватель MSDS
MASKIT MSDS
MASKIT MSDS
Никелевый активатор MSDS
Никелевый активатор MSDS
Никелевый отбеливатель MSDS
Никель / Copy Chrome ™ Brightener MSDS
Электроформование никеля B MSDS
Электроформование никеля B MSDS
Электроформование никеля A MSDS
Электроформование никеля A MSDS
Кристаллы с никелевым покрытием MSDS
Кристаллы с никелевым покрытием MSDS
Хромат оливкового масла I MSDS
Хромат оливкового масла I MSDS
Olive Drab Chromate II MSDS
Olive Drab Chromate II MSDS
ОСПО
Паспорт безопасности вещества OSPHO
Olive Drab Chromate II MSDS
Olive Drab Chromate II MSDS
Проникающий герметик MSDS
Проникающий герметик MSDS
Рассол №4 MSDS
Рассол №4 MSDS
Заглушка N Пластина из бронзы MSDS
Plug N Plate Bronze MSDS
Заглушка N Пластина Медная MSDS
Заглушка N пластина, медь MSDS
PLUG N PLATE COPY CHROME MSDS
PLUG N PLATE COPY CHROME MSDS
Plug N Plate Gold MSDS
Plug N Plate Gold MSDS
Пробка N Пластина Никелевый раствор MSDS
Plug N Plate Никелевый раствор MSDS
ЗАГЛУШКА ПЛАСТИНА СЕРЕБРЯНЫЙ MSDS
ЗАГЛУШКА ПЛИТА СЕРЕБРЯНЫЙ MSDS
ЗАГЛУШКА ПЛАСТИНЫ ОЛОВА MSDS
ЗАГЛУШКА ПЛАСТИНЫ ОЛОВА MSDS
Пробка N Пластина цинк MSDS
Цинковая пластина с заглушкой N MSDS
ПНП НИКЕЛЬ SDS
ПНП НИКЕЛЬ SDS
ПТФЭ дисперсия MSDS
ПТФЭ дисперсия MSDS
ПТФЭ никель, не содержащий электролита, часть A MSDS
ПТФЭ никель, не содержащий электролита, часть A MSDS
ПТФЭ никель, не содержащий электролита, часть B MSDS
ПТФЭ никель, не содержащий электролита, часть B MSDS
ПТФЭ никель, не содержащий электролита, часть C MSDS
ПТФЭ никель, не содержащий электролита, часть C MSDS
REPORCHROME BRIGHTENER MSDS
REPORCHROME BRIGHTENER MSDS
ИСПОЛНЕНИЕ СТАРТЕРА ПОВТОРНОГО ПРОЦЕССА
ПОВТОРНЫЙ СТАРТЕР MSDS
SDS PNP СЕРЕБРЯНЫЙ
SDS PNP СЕРЕБРЯНЫЙ
Концентрат герметика MSDS
Концентрат герметика MSDS
Silvaspray MSDS
Silvaspray MSDS
РЕШЕНИЕ ДЛЯ СЕРЕБРЯНОГО ПОКРЫТИЯ ЧАСТЬ A Паспорт безопасности материалов
РЕШЕНИЕ ДЛЯ ПОКРЫТИЯ СЕРЕБРА, ЧАСТЬ A MSDS
РЕШЕНИЕ ДЛЯ СЕРЕБРЯНОГО ПОКРЫТИЯ, ЧАСТЬ B MSDS
РЕШЕНИЕ ДЛЯ ПОКРЫТИЯ СЕРЕБРЯНОГО ПОКРЫТИЯ ЧАСТЬ B MSDS
Паспорт безопасности серебряных дел мастера
Паспорт безопасности серебряных дел
Активатор из нержавеющей стали для золота MSDS
Активатор из нержавеющей сталидля золота MSDS
Активатор из нержавеющей стали MSDS
Активатор из нержавеющей стали MSDS
Чернила для нержавеющей стали MSDS
Чернитель для нержавеющей стали MSDS
SP Обезжириватель MSDS
SP Обезжириватель MSDS
Золотое покрытие для резервуаров MSDS
Раствор для золотого покрытия резервуаров MSDS
Окислитель Tiffany Green Antiquing
TIFFANY GREEN ANTIQUING OXIDIZER SDS
Активатор оловянного покрытия
Активатор для лужения
Концентрат для оловянного покрытия MSDS
Концентрат для лужения, MSDS
Раствор для лужения
ghs MSDS раствор для лужения
Verdi Green Antiquing Solution
VERDI GREEN ANTIQUING SOLUTION SDS
WHITE LIQUID ROUGE MSDS
WHITE LIQUID ROUGE MSDS
БЕЛАЯ краска для настенных покрышек
Краска для покрышек белая стена 250 мл
Желтый хромат MSDS
Желтый хромат, паспорт безопасности
ЖЕЛТЫЙ ХРОМАТ SDS
ЖЕЛТЫЙ ХРОМАТ SDS
Присадка для отбеливания цинка MSDS
Присадка для отбеливания цинка MSDS
Средство для чернения цинка SDS
Цинк Blackeber SDS Sheet
Кристаллы цинкования Деталь A
Кристаллы для цинкования, часть A
Кристаллы цинкования Деталь B
Кристаллы цинкования, часть B
Цинкат MSDS
Цинкат MSDS
.