Маркировка электродов для сварки: классификация и расшифровка
Электроды являются основными расходными материалами для электрической сварки. Сам принцип соединения металла универсален, поэтому подходит для различных его видов. Соответственно, для каждого металла и сплава нужно подбирать свои марки электродов для сварки, схожие по составу с основным материалом, а также обладающие нужными характеристиками для повышения качества соединения.
Индексация электродов по назначению
Одним из назначений данного расходного материала является проведение тока от сварочного аппарата к месту образования шва, где будет создаваться электрическая дуга. Соответственно, одним из основных требований, которые выдвигаются к нему, является хорошая электропроводимость. Для производства стержней берется проволока из легированной стали, состав которой подбирается под определенные требования сварочного процесса. Каждая марка электродов для сварки будет иметь свои особенности, зависящие от состава металла и типа покрытия.
Главным назначением обсуждаемого металлического стержня является наплавление материала на место соединения. Пока его основная часть служит для проведения тока, конец изделия под влиянием высокой температуры дуги плавится и образует вместе с расплавленным основным металлом заготовки единое целое.
Важно! Чем ближе состав электрода будет к составу заготовки, тем выше качество соединения. В составе электрода допускается наличие повышенного количества легирующих элементов, которые выгорают во время сварки, чтобы компенсировать их потерю
Покрытие также влияет на свойства изделия. Главной его функцией становится защита от газа. При сварке в расплавленный металл могут попадать кислород и азот, что негативно влияет на свойства полученного соединения. От высокой температуры покрытие начинает гореть, образуя защитный слой от внешних помех. Также оно обеспечивает более стабильное горение дуги, если электроды просушены, и может убирать нежелательные примеси из состава металла.
Классификация электродов по типам
Чтобы покрытие соответствовало тем функциям, которые на него возложены, в его составе должны быть такие шлакообразующие элементы:
- марганцевая руда;
- мрамор;
- мел;
- каолин;
- титановый концентрат;
- кварцевый песок.
Чтобы удалить из расплавленного металла попавший туда кислород, в составе должны присутствовать ферросплавы марганца, титана, алюминия и прочих элементов, обладающих раскисляющими свойствами.
Важно! Химические реакции в образованном шве не заканчиваются после прекращения воздействия дуги. Они продолжаются еще по мере остывания, когда и вступают в дело все дополнительные элементы состава
Маркировка электродов может поведать многое о составе изделия, но важно знать и о том, что входит в состав защитного покрытия. Во время его горения создается газовый слой, а чтобы он действительно обеспечивал защиту, в нем должны быть такие компоненты, как декстрин и древесная мука. Это газообразующие вещества.
Это газообразующие вещества.
В составе электродов часто встречаются такие легирующие добавки, как:
- никель;
- хром;
- ванадий;
- титан;
- марганец.
На самом деле добавок имеется очень много, далеко не все они используются в одном электроде. Все подбирается под конкретную цель использования, так как наличие легирующих элементов существенно увеличивает стоимость продукции.
Маркировка электродов
Маркировка и классификация электродов
Если рассматривать основное различие по типам и найти первое разветвление в классификации, согласно тому, какие бывают электроды, то необходимо выделить плавящиеся и неплавящиеся разновидности. К первым относятся изделия из стали, чугуна, меди, бронзы и прочих металлов, точка плавления которых находится на низком или среднем уровне. Неплавящиеся электроды делаются из вольфрама и прочих тугоплавких металлов, которые не могут расплавиться от той температуры, при которой расплавляется основной металл.
Рассматривая марки сварочных электродов и их классификацию, необходимо учесть, что многие из них могут исполняться в двух вариантах, с покрытием и без. Если в маркировку добавлена буква «А», это означает, что электрод имеет кислое покрытие. Его можно использовать при сварке сталей, в которых имеется высокое содержание серы и углерода. Допускаются практически все пространственные положения, кроме вертикального сверху вниз. При таком покрытии в шве могут появляться трещины после сварки, а во время расплавления металл может разбрызгиваться.
Если в маркировке находится буква «Б», это означает, что в электроде основное покрытие. Он не предназначен для сварки в вертикальном положении. Это же касается и рутилового покрытия, которое обозначается буквой «Р».
Буква «Ц» в маркировке ставится при целлюлозном покрытии. Применять данные электроды можно в любом пространственном положении. При перегреве они начинают сильно разбрызгивать металл. Такое покрытие может встречаться в маркировке электродов по чугуну и другим металлам.
Также могут встречаться буквенные комбинации «АЦ» и «РБ». Это смешанные типы, которые используются при сварке труб и ответственных металлоконструкций. Они не предназначены для потолочного положения. Чаще всего их можно найти в маркировке электродов по нержавейке.
Расшифровка маркировки электродов для сварки
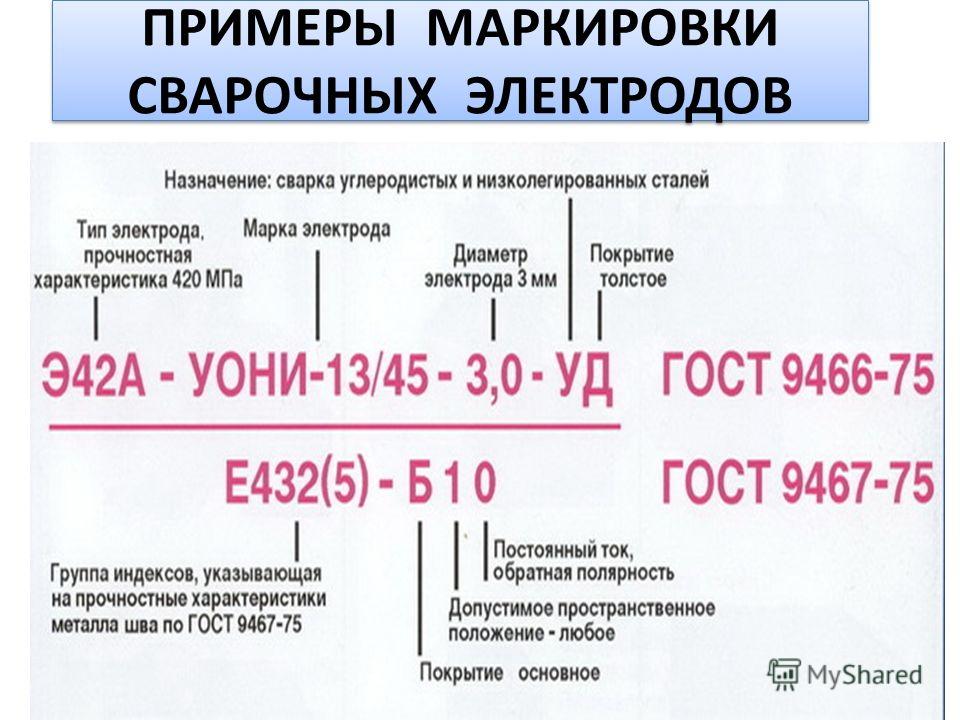
Расшифровка электродов является одной из основных операций, которые мастер осуществляет при подборе подходящего варианта для работы. Каждая цифра и буква имеют свое значение, а все представленные обозначения подчиняются общепринятым стандартам. Электроды с конкретной маркировкой должны соответствовать ГОСТам.
Расшифровка маркировки электродов
Первые символы обозначают тип электрода, а также максимальную нагрузку, которую он может выдержать. К примеру, Э46 может выдержать 46 кг на 1 квадратный миллиметр созданного соединения. Следующими обозначениями в расшифровке сварочных электродов идет сама марка, далее – предприятие, на котором она была изготовлена. После этого указываются назначение и толщина:
После этого указываются назначение и толщина:
- У – подходит для углеродистых и низколегированных сталей;
- Н – предназначен для наплавки металла с особыми свойствами;
- Л – сварка конструкционных сталей с наличием легирующих элементов;
- Т – сварка теплоустойчивых материалов;
- В – сварка высоколегированных сталей.
Маркировка электродов для ручной дуговой сварки, показывающая толщину покрытия, может иметь одно из следующих значений:
- Г – максимальное;
- Д – толстое;
- С – среднее;
- М – тонкое.
Если в обозначении электродов по нержавейке отсутствует численное значение размера, а есть только знак, то он должен указываться на печати.
Следующими пунктами в маркировке идут индекс и его обозначение, которое описывает характеристики материала стержня. Здесь отмечаются удлинение материала, ударная вязкость и сопротивление на разрыв.
Предпоследнее обозначение в маркировке – вид покрытия. Подробные описания указаны выше. В маркировке вольфрамовых электродов покрытие не обозначается, так как неплавящиеся материалы не покрываются им.
В маркировке вольфрамовых электродов покрытие не обозначается, так как неплавящиеся материалы не покрываются им.
Последние цифры показывают допустимые пространственные положения и напряжение х.х. при работе. Пространственные положения обозначаются:
- 1 – любое положение;
- 2 – любое, кроме сверху вниз;
- 3 – любое, кроме потолочного и сверху вниз;
- 4 – только нижнее положение.
Напряжение х.х. при сварке:
- 1 – 50 В, любая полярность;
- 2 – 50 В, прямая полярность;
- 3 – 50 В, обратная полярность;
- 4 – 70 В, любая полярность;
- 5 – 70 В, прямая полярность;
- 6 – 70 В, обратная полярность;
- 7 – 90 В, любая полярность;
- 8 – 90 В, прямая полярность;
- 9 – 90 В, обратная полярность.
Заключение
Маркировка сварочных электродов и их расшифровка требуют от мастера особых навыков, так как это достаточно сложный процесс. Взглянув на маркировку, опытный сварщик сможет понять, какой металл в составе находится, и для какой сварки электрод предназначен. Общая классификация дает возможность привести все марки под единый стандарт, что облегчает распознавание. Но на практике чаще всего уже есть готовые ответы на все вопросы, чем лучше варить тот или иной металл, и мастерам не приходится каждый раз заниматься подбором нужной марки электродов.
Общая классификация дает возможность привести все марки под единый стандарт, что облегчает распознавание. Но на практике чаще всего уже есть готовые ответы на все вопросы, чем лучше варить тот или иной металл, и мастерам не приходится каждый раз заниматься подбором нужной марки электродов.
Видео: Обозначение электродов. Тэория 1
2.2. Выбор марки электрода
Электроды марки УОНИ -13/45
Основное назначение
Электроды с основным покрытием предназначены для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях на постоянном токе обратной полярности.
НТД ГОСТ 9466-75, ГОСТ 9467-75 (тип Э42А)
Технологические
характеристики
Стержень
из проволоки марок Св-08, Св-08А по ГОСТ
2246-70. Диаметр выпускаемых электродов
3,0; 4,0;5,0 и 6,0 мм.
Диаметр выпускаемых электродов
3,0; 4,0;5,0 и 6,0 мм.
Химический состав наплавленного металла, % | |||||||||
Si | Mn | S | P | ||||||
≤0,12 | 0,18/0,35 | 0,35/0,75 | ≤0,03 | ≤0,03 | |||||
Механические свойства металла шва при нормальной температуре | |||||||||
Временное сопротивление, МПа | Относительное удлинение, % | Ударная вязкость, Дж/см2 | |||||||
≥410 | ≥22 | ≥140 | |||||||
Рекомендуемая сила тока при сварке, А | |||||||||
Диаметр электрода, мм | Положение шва | ||||||||
нижнее | вертикальное | потолочное | |||||||
3,0 | 100/130 | 90/120 | 90/120 | ||||||
4,0 | 160/210 | 130/160 | 130/160 | ||||||
5,0 | 220/280 | 160/210 | |||||||
6,0 | 260/320 | ||||||||
Характеристика плавления электродов
Производительность
(для диаметра 4,0мм) 9,5г/(А x ч):1,3кг/ч. Расход
электродов на 1 кг наплавленного металла
1,6кг.
Расход
электродов на 1 кг наплавленного металла
1,6кг.
Основные свойства
Металл шва характеризуется высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Электроды склонны к порообразованию при удлинении дуги и при сварке по окисленной поверхности.
Технологические особенности сварки
Сварку производят короткой дугой по очищенным кромкам.
Область применения электродов УОНИИ 13/45 /положение сварки
Сварочные электроды УОНИИ-13/45
применяются для сварки ответственных
конструкций из углеродистых (типа 08,
20, 20Л, Ст3) и низколегированных (типа
09Г2, 14Г2) сталей, с временным сопротивлением
до 50 кгс/мм2, при постоянном токе обратной
полярности во всех пространственных
положениях, кроме вертикального сверху
вниз. Сварку производят только на
короткой дуге по очищенным кромкам.
Электроды
УОНИ — 13/45 применяются, когда к металлу
швов предъявляют повышенные требования
по пластичности и ударной вязкости, при
работе в условиях пониженных температур.
Сварочный выпрямитель ДУГА-318М1 Проф.
Мощный профессиональный сварочный аппарат
Достоинства сварочного выпрямителя ДУГА-318М1 «Профессионал»: — малый вес и габариты; — уникальное энергосбережение; — высокая надёжность, простая конструкция; — напряжение питания 220 или 380 В.
Область
применения сварочного выпрямителя
ДУГА-318М1 «Профессионал»: промышленная
сварка различных строительных
металлоконструкций. Сварочный
выпрямитель ДУГА-318М1
«Профессионал» предназначен
для ручной дуговой сварки, резки и
наплавки (ММА) малоуглеродистых,
низколегированных и коррозионно-стойких
сталей штучными покрытыми
электродами.
Регулировка
сварочного тока – ступенчатая. Охлаждение
— вентиляторы.
Сварка производится
электродами любых типов — сварочными
электродами постоянного тока (УОНИИ-13/55
или УОНИ-13/55), универсальными электродами
(АНО-4С, МР-3, ОЗС-12) и специальными
электродами.
Технические характеристики
Наименование параметра | Значение |
Напряжение питания, В, 50Гц | 220/1х380 |
Номинальный сварочный ток, А | 300 |
Диапазон регулирования сварочного тока, А | 50-300 |
Число ступеней регулировки тока | 13 |
Потребляемая мощность, кВА, не более | |
Продолжительность включения (ПВ), % | 60 |
Диаметр электрода | 2,0-6,0 |
Габаритные размеры ДхШхВ, мм | 470х300х500 |
Масса, кг | 44 |
Особенности
ДУГА сварочный выпрямитель 318М1 Проф
220/380 Сварочный аппарат предназначен
для выполнения наиболее ответственных
работ в машиностроении, на газо- и
нефтепроводах. Отличается практически
отсутствием разбрызгивания металла
при сварке. Содержит автоматический
регулятор крутизны сварочной
характеристики. Также, как и базовая
модель, ДУГА сварочный выпрямитель 318М
Проф 220/380, позволяет непрерывно выполнять
работы при токе 200А и ниже и порядка
одного часа- на максимальном токе.
Оборудован вентилятором. Высокая
энергосберегаемость, мобильность,
надежность позволяют использовать его
даже от простой осветительной сети. По
договоренности с заказчиком, снабжается
измерителем сварочного тока и напряжения.
На заметку. Тороидальный трансформатор
является основой сварочного аппарата
ДУГА. Вторичная обмотка выполнена
алюминиевой шиной круглого сечения,
хоть и алюминиевой, но сечением около
70 кв.мм. То есть плотность тока около
4А/кв.мм. Изменение сварочного тока
производится путем изменения вторичного
напряжения «основного» источника.
Для обеспечения легкого зажигания дуги
используется «дополнительный»
источник постоянного тока с фиксированным
выходным напряжением и батареей
конденсаторов в параллель.
Отличается практически
отсутствием разбрызгивания металла
при сварке. Содержит автоматический
регулятор крутизны сварочной
характеристики. Также, как и базовая
модель, ДУГА сварочный выпрямитель 318М
Проф 220/380, позволяет непрерывно выполнять
работы при токе 200А и ниже и порядка
одного часа- на максимальном токе.
Оборудован вентилятором. Высокая
энергосберегаемость, мобильность,
надежность позволяют использовать его
даже от простой осветительной сети. По
договоренности с заказчиком, снабжается
измерителем сварочного тока и напряжения.
На заметку. Тороидальный трансформатор
является основой сварочного аппарата
ДУГА. Вторичная обмотка выполнена
алюминиевой шиной круглого сечения,
хоть и алюминиевой, но сечением около
70 кв.мм. То есть плотность тока около
4А/кв.мм. Изменение сварочного тока
производится путем изменения вторичного
напряжения «основного» источника.
Для обеспечения легкого зажигания дуги
используется «дополнительный»
источник постоянного тока с фиксированным
выходным напряжением и батареей
конденсаторов в параллель.
Электроды для сварки жаростойких и жаропрочных сталей и сплавов
Главная \ Сварочные электроды \ Электроды для сварки жаростойких и жаропрочных сталей и сплавов
Вернуться в каталогЭлектроды этой группы обеспечивают получение сварных соединений с требуемой жаростойкостью и/или жаропрочностью. Некоторые марки электродов, предназначенные для сварки жаростойких и/или жаропрочных материалов, используются для сварки коррозионно-стойких и разнородных сталей и сплавов. |

| Марка электрода | Тип электрода по ГОСТ 10052 или тип наплавленного металла | Диаметр, мм | Основное назначение | Дополнительная или сопутствующая области применения |
|---|---|---|---|---|
| ОЗЛ-25Б | Э-10Х20Н70Г2М2Б2В | 3,0; 4,0 | Сварка жаростойкого и жаропрочного сплава марки ХН78Т | Сварка коррозионно-стойких конструкций и оборудования из сплава марки ХН78Т. Сварка разнородных сталей. Сварка чугуна. Сварка разнородных сталей. Сварка чугуна. |
| ЦТ-15 | Э-08Х19Н10Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка жаропрочных конструкций и оборудования из сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л и Х16Н13Б, работающих при температуре 570-6500С. | Сварка сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л и Х16Н13Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК. |
| ОЗЛ-6 | Э-10Х25Н13Г2 | 3,0; 4,0; 5,0 | Сварка жаростойких сталей типа 20Х23Н13 и 20Х23Н18, работающих в окислительных средах при температуре до 10000С | Сварка сталей типа 15Х25Т и стали марки 25Х25Н20С2. Сварка разнородных сталей. |
| КТИ-7А | Э-27Х15Н35В3Г2Б2Т | 3,0; 4,0 | Сварка реакционных труб из жаростойких сталей марок 45Х25Н20С2, 45Х20Н35С и 25Х20Н35, работающих при температуре до 9000С в печах конверсии метана | |
| ОЗЛ-9А | Э-28Х24Н16Г6 | 2,5; 3,0; 4,0 | Сварка жаростойких сталей типа 12Х25Н16Г7АР, 45Х25Н20С2 и Х18Н35С2, работающих в окислительных средах при температуре до 10500С и в науглероживающих средах при температуре до 10000С | Сварка сталей марок 20Х23Н13 и 20Х23Н18. |
| ОЗЛ-38 | 30Х24Н23ГБ | 3,0; 4,0 | Сварка жаростойких хромоникелевых сталей, преимущественно марки 30Х24Н24Б, работающих при температуре до 9500С | |
| ВИ-ИМ-1 | 06Х20Н60М14В | 2,0; 2,5; 3,0; 4,0 | Сварка жаропрочных сталей и сплавов типа ХН67МВТЮЛ, ХН64МТЮР, ХН78Т, ХН77ТЮР и ХН56МТЮ | Сварка разнородных сталей и сплавов. |
| ЦТ-28 | Э-08Х14Н65М15В4Г2 | 3,0; 4,0 | Сварка жаростойких и жаропрочных сплавов на никелевой основе типа ХН78Т и ХН70ВМЮТ | Сварка перлитных и хромистых сталей со сплавами на никелевой основе. |
| ИМЕТ-10 | Э-04Х10Н60М24 | 2,5; 3,0 | Сварка жаростойких и жаропрочных сталей и сплавов на никелевой основе типа 37Х12Н8Г8МФБ, ХН67ВМТЮ, ХН75МБТЮ, ХН78Т и ХН77ТЮ | Сварка разнородных сталей и сплавов. |
| ОЗЛ-2 | 11Х21Н14М2Г2 | 3,0; 4,0; 5,0 | Сварка жаростойких сталей типа 20Х23Н13, работающих при температуре до 9000С в газовых средах, содержащих сернистые соединения | |
| ОЗЛ-39 | 06Х17Н14Г3С3Ф | 3,0; 4,0 | Сварка жаростойких сталей типа 20Х20Н14С2, 20Х23Н18, 20Х25Н20С2 и 45Х25Н20С2, работающих в науглероживающих средах при температуре до 10500С | |
| ОЗЛ-46 | 06Х11Н2М2ГФ | 3,0; 4,0 | Сварка жаропрочных сталей мартенситного типа 1Х12Н2ВМФ и Х12НМБФ-Ш | |
| ОЗЛ/ЦТ-31М | 18Х18Н34В3Б2Г | 3,0; 4,0 | Сварка жаростойких сталей марок 20Х25Н20С2, 45Х25Н20С2 и Х18Н35С2, работающих в науглероживающих средах с температурой до 10500С, в том числе при повышенных стати-ческих нагрузках на швы | |
| ГС-1 | 09Х23Н9Г6С2 | 3,0; 4,0 | Сварка тонколистовых жаростойких сталей типа 20Х20Н14С2, 20Х25Н20С2 и 45Х25Н20С2, работающих в науглероживающих средах при температуре до 10000С | Сварка корневого и облицовочного слоев шва, обращенных в сторону рабочей науглероживающей среды, в конструкциях из сталей типа 20Х20Н14С2, 20Х25Н20С2 и 45Х25Н20С2 больших толщин |
| ОЗЛ-5 | Э-12Х24Н14С2 | 3,0; 4,0; 5,0 | Сварка жаростойких сталей типа 20Х25Н20С2 и 20Х20Н14С2, работающих в окислительных средах при температуре до 10500С | Заварка дефектов литья из сталей типа 20Х25Н20С2 и 20Х20Н14С2. |
| ОЗЛ-25 | Э-10Х20Н70Г2М2В | 3,0 | Сварка тонколистовых (толщиной до 6 мм) конструкций и нагревательных элементов из жаростойких сплавов типа ХН78Т | Наплавка облицовочных слоев швов при сварке конструкций из сплавов типа ХН78Т большой толщины. |
| ОЗЛ-35 | 10Х27Н70Г2М | 3,0; 4,0 | Сварка жаростойких сплавов марок ХН70Ю и ХН45Юи других сплавов на никелевой основе, работающих при температуре до 12000С | Сварка облицовочных слоев швов, выполненных электродами других марок. |
| ОЗЛ-28 | 20Х27Н8Г2М | 2,5; 3,0 | См. группу электродов для сварки разнородных сталей и сплавов | Сварка корневых слоев швов жестких конструкций из жаростойкой стали марки 45Х25Н20С2. |
Маркировка сварочных электродов и их расшифровка. Марки электродов для дуговой сварки. Назначение и толщина покрытия
Различные типы
электродов имеют собственную маркировку. Маркировка указывает на основную
информацию и параметры того или иного типа электрода. И, для того чтобы
научиться понимать, какими свойствами обладает тот или иной электрод, мы
расскажем о том, как расшифровать маркировку электродов.
Маркировка указывает на основную
информацию и параметры того или иного типа электрода. И, для того чтобы
научиться понимать, какими свойствами обладает тот или иной электрод, мы
расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также, его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак, электрод
– Э46-ЛЭЗМР-3С . Любой электрод маркируется на 12 комбинаций (шифров), благодаря
которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
— «У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
— «Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45
«Е» – индекс, указывающий на плавящееся покрытие электрода.
«43» –
значение, указывающее на предел прочности при растяжении (значению 43
соответствует величина в 430 МПа, или 44 кгс/кв. мм.).
мм.).
«1» – указывает на относительное удлинение, значение «1» соответствует показателю в 20%.
«(3)» – это обозначение указывает на минимальную температуру, при которой ударная вязкость металла шва должна составлять не менее 32 Дж/кв.см, значение «3» соответствует температуре -20°С.
«РЦ» – значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ» указывает на рутилово-целлюлозное покрытие.
«13» – сочетание, указывающее на допустимые пространственные положения, сварочный ток и напряжение холостого хода. В данном случае, «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также на напряжение ХХ (холостого хода) около 50В.
Примерно в
такой способ маркируются электроды. Для расшифровки обозначений электродов,
предлагаем ознакомиться с подробной информацией и всеми возможными
обозначениями, которые встречаются в электродах.
Тип электрода. Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей, маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры, которая указывает на предел прочности при растяжении, и букву «А», которая указывает на то, что металл шва имеет повышенную пластичность и ударную вязкость.
Для сваривания теплоустойчивых или высоколегированных сталей, а также для наплавки, тип электрода может иметь дополнительные символы, указывающие на процентное содержание других химических элементов.
Марка электрода. В этом случае, каждому типу электрода может соответствовать как одна, так и несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Назначение
электрода. В данном случае, достаточно руководствоваться таблицей, приведенной
ниже.
Коэффициент толщины покрытия. Это значение указывает на соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого, значение коэффициента будет соответствовать таким значениям:
Группа индексов, указывающих на характеристики металла шва, или же наплавляемого металла. Для электродов, которые используются при сварке углеродистых и низколегированных сталей (предел прочности, при растяжении которых равен до 588 МПа).
И так поговорим о том как можно расшифровать марки электродов различных типов.
В первую очередь нужно обратить внимание на его гост сокращенно от слова «Государственный стандарт». Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее все распишу как полагается. Наш подопытный электрод будет в простонародье называться «синим» , а вот на самом деле как он именуется. .
Электроды производятся для различных типов сварки и металлов соответственно и маркируются по разному. И так как подобрать электроды и маркам определить именно то что нам нужно. Для начало немного теории. Марки можно подразделить на несколько категорий. Для резки, для наплавки , для сварки цветных металлов и т.д. Но об этом долго можно говорить. Далее электроды можно подразделять по гостам, по типам и так далее. Ну все по порядку. И так есть марка давайте ее расшифруем.
И так как подобрать электроды и маркам определить именно то что нам нужно. Для начало немного теории. Марки можно подразделить на несколько категорий. Для резки, для наплавки , для сварки цветных металлов и т.д. Но об этом долго можно говорить. Далее электроды можно подразделять по гостам, по типам и так далее. Ну все по порядку. И так есть марка давайте ее расшифруем.
- Оранжевым цветом у нас отмечен тип электрода.
- Желтым цветом у нас это марка электрода.
- Зеленым это диаметр электрода (если производится несколько диаметром одной марки его пишут в другом месте).
- В красном квадрате у нас назначение и толщина покрытия электрода.
- В черном знак то что это индекс.
- В графитовом цвете сам индекс. (о индексах можно писать отдельно)
- В синем это вид покрытия.
- В розовом квадрате два разных значения это положения при сварке и рекомендуемый ток.
А теперь разложим по полочкам что написали выше.
Тип Электрода.
- Э — Электрод.
- 46 — Временное сопротивление разрыву кгс/мм 2 проще говоря какую нагрузку может выдержать после сварки данным электродом, а именно это 46 килограмм на квадратный миллиметр. кгс — это килограмм силы. мм2 — квадратик 1мм -1мм — 1мм. Думаю здесь все понятно. Идем дальше.
- В марке у нас содержится краткое название завода производителя это — лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
- Если диаметр не указан, а только значок,значит он пишется на печати. Так же имеется таблица каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- У — Обозначается как — Электрод для сварки углеродистой и низколегированной стали.
- Д — Говорит о том что электрод у нас с толстым покрытием. Все обозначения я ниже опишу.
Индекс электрода.
- Он указывает нам характеристику металла для сварки этими электродами.
 Это все можно посмотреть по госту 9467-75. Сопротивление разрыву,ударную вязкость и еще несколько параметров все это по госту.
Это все можно посмотреть по госту 9467-75. Сопротивление разрыву,ударную вязкость и еще несколько параметров все это по госту.
 Это все можно посмотреть по госту 9467-75. Сопротивление разрыву,ударную вязкость и еще несколько параметров все это по госту.
Это все можно посмотреть по госту 9467-75. Сопротивление разрыву,ударную вязкость и еще несколько параметров все это по госту.- В данной марке электродов стоят две буквы РЦ и означает это — Р утиловое и Ц еллюлозное. Подробнее о видах покрытия конечно напишу.
- И так цифра один говорит нам что мы можем варить данными электродами во всех пространственных положениях. И снизу вверх и сверху вниз, потолочный,вертикальный и т.д.
А теперь давайте рассмотрим все подробнее. С типом и марками думаю проблем нет. Нас ведь интересуют что означают все эти буквы и цифры.
Обозначения электродов по толщине покрытия .
- М — Тонкое покрытие
- С — Среднее покрытие
- Д — Толстое покрытие
- Г — С особо толстым покрытием.
Обозначения положения при сварке.
Все сварочные электроды имеют маркировку и назначение. В ней указывается вся информация о самом электроде, например о его составе, и иногда даже о производителе. Разбираясь во всех этих обозначениях, всегда можно самостоятельно подобрать требуемые материалы для соединения.
Разбираясь во всех этих обозначениях, всегда можно самостоятельно подобрать требуемые материалы для соединения.
В первую очередь всегда стоит проверять, соответствует ли выбранный электрод государственным стандартам. Для этого на упаковке должна быть надпись «ГОСТ» и несколько цифр после неё.
Если все это присутствует, можно спокойно продолжать выбор сварочный электродов, подбирая их по остальным показателям, не боясь подделок и некачественного товара.
Электрод сделан в виде стержня, он может быть как металлическим, так и изготовленным из других материалов, в зависимости от его предназначения. А вобще его цель — это поставка тока в место сварки. Поэтому опытный сварщик всегда обратит внимание на электропроводность материала. Для производства электродов принято использовать проволоку, в состав которой входят сплавы с разной степенью легированности.
Стоит обращать внимание и на внешнее покрытие. Оно наносится для обеспечения защиты от внешних раздражителей, таких как азот или кислород. К остальным преимуществам покрытия можно отнести поддержку стабильности сварочной дуги и удаление возможных примесей — они могут находиться в расплавленном металле.
К остальным преимуществам покрытия можно отнести поддержку стабильности сварочной дуги и удаление возможных примесей — они могут находиться в расплавленном металле.
Рассмотрим несколько компонентов, которые обеспечивают качество покрытия электрода:
- Марганцевая руда.
- Титановый концентрат.
- Кварцевый песок.
- Каолин.
- Мрамор.
К компонентам, которые создают газообразующую среду, можно отнести декстрин и муку. Цель любой сварки — это обеспечение качественного шва, со стойкостью к коррозии и высокой прочностью. Для этого в состав электрода должны входить такие легирующие примеси:
- ванадий;
- марганец;
- никель;
- хром;
- титан.
Их может быть намного больше, это лишь основные из них и чаще встречающиеся.
Маркировка
Все электроды глобально делятся на два вида: плавящиеся и неплавящиеся. К первым относят медные, бронзовые, стальные и медные материалы. Иногда встречаются непокрытые изделия, их принято использовать как проволоку для соединений с применением защитного газа. А неплавящиеся — это лантанированные вольфрамовые или торированные электроды.
А неплавящиеся — это лантанированные вольфрамовые или торированные электроды.
По типам покрытия
Если продукт обозначен буквой «А» — это показывает, что его покрытие кислое, его стоит использовать для стальных конструкций, если в соединяемом металле наблюдается высокий уровень углерода и серы.
Буква «Б» будет указывать на то, что работать с такими изделиями в вертикальном положении запрещено — кстати, как и в случае с буквами «А» и «Р». Буква «Ц» означает, что нет запрета на какие-либо нестандартные положения и эти электроды могут производить качественную работу в любом положении. Но был замечен один недостаток — в виде чрезмерного разбрызгивания и постоянного контроля за температурой изделия.
Ещё одна разновидность — это смешанная маркировка электродов для сварки, она может выглядеть таким образом: «АЦ», «РБ». Они нашли свое основное применение в сварке различного рода конструкций или трубопроводов.
Тонкие детали маркировки
Естественно, это ещё не все обозначения. Существует очень много нюансов. Первые цифры и буквы обычно обозначают предел максимальной нагрузки. Если присутствует такая маркировка: «Э41» — это значит, что детали, которые подвергались сварке, смогут противостоять нагрузке в 41 килограмм на 1 квадратный мм. Существуют также другие варианты, позволяющие охарактеризовать сварочное изделие:
Существует очень много нюансов. Первые цифры и буквы обычно обозначают предел максимальной нагрузки. Если присутствует такая маркировка: «Э41» — это значит, что детали, которые подвергались сварке, смогут противостоять нагрузке в 41 килограмм на 1 квадратный мм. Существуют также другие варианты, позволяющие охарактеризовать сварочное изделие:
- «У» — показывает, что можно спокойно работать с низколегированными и углеродными сталями;
- «Т» и «В» — можно проводить соединение высоколегированной и теплоустойчивой стали;
- «Л» — работа с легированными конструкционными сплавами;
- «Н» — полезен в случае наплавки слоя, с какими-либо свойствами.
Обозначение толщины слоя покрытия:
- «М» — тонкое;
- «Д» — толстое;
- «С» — среднее;
- «Г» — максимальное.
Цифры в конце маркировки пишутся для понимания пространственного положения изделий и значения тока, которое рекомендуется использовать в данном случае.

Подробнее:
- «1» — можно сваривать детали в любом положении;
- «2» — кроме положения сверху вниз;
- «3» — ко второму варианту прибавляются ограничения по потолочной ориентации;
- «4» — только для нижних швов.
Дополнительно на коробку с изделиями могут наноситься обозначения о том, что внутри хрупкий товар, который не стоит подвергать испытаниям влагой. Все эти маркировки легко расшифровать даже на интуитивном уровне, имея общие знания в сварочном деле. Это значительно облегчит поиски требуемого материала для сварки.
Для чего необходима маркировка? Что означает цифра или буква в маркировке ? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
По диаметру
Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный. Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия
Следующее обозначение — толщина или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность . Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По типу покрытия
Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» () и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме , обозначается цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы на вертикальной плоскости) и «4» (для нижних ). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока
Особые маркировки
Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Вместо заключения
Теперь вы знаете, что обозначает в маркировке типов электродов буква и цифра. Новичкам маркировка электродов для сварки часто кажется чем-то запутанным и непонятным, но надеемся, что смогли подробно все объяснить. С маркировкой выбор электродов для
Для каждого режима сварки нужно подбирать соответствующий тип электрода. От этого зависит не только возможность сделать соединительный или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Нормативные документы
Создание единых правил маркирования электродов необходимо для стандартизации продукции различных производителей. Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указывается порядок и правила обозначения определенных типов электродов.
Прежде всего необходимо рассмотреть принятую форму заполнения определенных характеристик. Она представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
Она представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
- Тип электрода. Первая буква «Э» обозначает название продукта, последующая цифра – значение временного сопротивления разрыва, кгс/мм².
- Марка. Содержит информацию о производителе и непосредственно марку электродов.
- Диаметр.
- Область назначения.
- Толщина верхнего покрытия
- Индекс, означающий характеристики свариваемого металла. Он должен соответствовать данным из ГОСТ 9467-75. В нем дается подробная расшифровка по каждому из возможных обозначений.
- Вид покрытия.
Для смешанных типов покрытий принято двойное обозначение, например БР (BR) – рутило-основное.
- Разрешенные положения направления сварки.
- Указывает характер тока, его полярность и номинальное значение напряжения.
- Ссылка на ГОСТ 9466-75, согласно которому была выполнена маркировка.
- Ссылка на нормативный документ изготовления электродов.

Кроме этих параметров указывают дополнительные характеристики. Они необходимы для обозначения внешнего вида и специфики конструкции.
Зная все вышеперечисленные условные обозначения, можно выбрать оптимальную марку электродов для выполнения определенного типа работ.
Все марки производимых электродов — Зеленоградский электродный завод
Все марки производимых электродов — Зеленоградский электродный завод| Электроды общего назначения | |||||||
|---|---|---|---|---|---|---|---|
| АН-1 | АНО-10;11;12;13;15;16;17 | ИТС-1,4 | ОЗЦ-1 | РБУ-4;5 | УОНИ-13/55С | УНЛ-1 | |
| АНО-1;3;4;5;6 | АНО-30;31;32 | ВПС | ЦНИЛСС | ОМА-2;2п | РД-3Б | УОНИ-13П | УО-1,УП-1-45 |
| АНО-4Ж | АНО-Т | ВСЦ-1;2;3;4;5 | ИТС-4С | ОММ-2,5 | РО-3Б-3 | УОНИ-13/55К | ЦМ-7 |
| АНО-13;14;18 | АНО-ТМ | ВСЦ-4А | КПЗ-32Р | ОММ-5-1 | РС-200 | УОНИ-13/15М | ЦМ-7Ж |
| АНО-21;24;9 | АТЭ-105 | ВН-48 | К-5,К-5А,К-5Б | ОММ-5А | СМ-5;11;5Ж | УОНИ-13/55 | ЦМ-7С |
| АНО-6М | АНР-2М | ВЭ-6,7,7А | КПЗ-32 | ОМУ-1 | СК-2,ЖС-4 | УОНИ-13/45А | ЦМ-7М |
| (1…3) вариант | АНГ-1 | ВМ-9 | ЛКЗ-6 | ОЗС-15Н | ТМУ-21У | УП1-НИИ-МВ | ЦМ-7СК |
| АНО-13У | АН-Х7 | ВЭТ-26 | ЛКЗ-70;Л-1 | ОЗС-17Н | УОНИ-13/55ФК | УП2-НИИ-МВ | ЦНИЛСС-УКД |
| АНО-13М | АТЭ-101;106 | ВП-6;7 | МТЛ-1 | ОЗС-12 | УОНИ-13/55У | У-55,У-340 | ЦЛ-39 |
| АНО-Д | АТЭ-102 | ВН48У | М-2,МД | ОЗС-23;25;18 | УОНИ-13/45АА | УП2/55У | ЦМ-УП |
| АНО-4С | АНР-2 | В-200 | МР-1;3;6; | ОЗС-24М | УОНИ-13/45 | УСК-42 | ЦМ-УПУ |
| АНО-19С | БД-55;65 | ДЭЗ-46М | МТ-2 | ОЗС-4А | УОНИ-13/65 | УП1/55 | ЦНИИ-42 |
| АНО-19М | ВСН-3 | (1…4) вариант | МЭЗ-Т | ОЗС-22Н,28 | УОНИ-13/55АА | УП2/45У | ЦУ-1;3;5;6;7;8 |
| АНО-20;21;22 | ВСП-1 | ДСК-50,55 | НР-70 | ОЗС-2;3;4;5;6;7, | УП2НИИМВ | УЭН-50А | ЦЦ-1 |
| АНО-26;27 | ВСП-1б | ЗРС-1;2 | НЭ-2,НЭ-46 | ОЗС-8;9 | УП1НИИМВ | УВ-3-1 | ЦМ-У |
| АНО-29М | ВСР-50 | ИМЕТ-3 | Н-1 | ОЗР-1 | УОНИ-13/45ФК | УВ-50 | ЦМ-8;9;200 |
| Электроды для сварки низколегорованных теплоустойчивых сталей | |||||||
| ВСФ-65У | ОЗС-11 | УОНИ-13/45мх | ЦЛ-20А | ЦЛ-26(1,2 вар,) | ЦУ-2МХ | ЦЛ-58;59;61 | ЦЛ-45;48 |
| ЗИО-20 | ПТ-30 | УОНИ-13/45хм | ЦЛ-20Б | ЦЛ-26М | ЦУ-2ХМ | ЦЛ-39М | ЦЛ-45А |
| КЭ-1 | РТ-45АА | ХЗМ-1;11 | ЦЛ-21;27;30 | ЦУ2М | ЦЛ-20М | ЦЛ-27Б | ЦЛ-45Б |
| ЛМЗ-2,4 | РТ-45 | ЦЛ-6;7 | ЦЛ-27А | ЦЛ-37А | ЦЛ-23;24;32 | ЦЛ-12;13 | 12ХМ |
| НЗЛ/СХ6М | ТМЛ-1У;3У | ЦЛ-14;20 | ЦЛ-17 | ЦЛ-38;39 | ЦЛ-40,41 | ЦЛ-20Б | 48Н-3;6 |
| Электроды для сварки высокопрочных легированных сталей | |||||||
| АНП-1(АНВ-70) | НИАТ-8А | ОЗЛ-27 | У-340/65 | ЦТ-26М | ЦЛ-18Мо | ЭА-48М/22 | 48А-2 |
| АНП-2 | НИИ-75 | ОЗЛ-25 | У-340/105 | ЦЛ-25/1 | ЭА-855/51 | ЭА-395/9 | 48А-2Т |
| АНП-6 | НИАТ-8 | У-340 | Ф6-1;3 | ЦТ-24 | ЭА-582/23 | ЭА-981/15 | 48Н-1;4;7;11 |
| ВИ-10-6 | НИАТ-3 | УОНИ-13/В | ЦТ-19 | ЦТ-48 | 48А-2 | ЭА-112/15 | 48Н-3АА |
| ВИ-12-6 | НИАТ-3М | УОНИ-13 | ЦТ-36 | ЦЛ-17 | ЭА-400/10Т | ЭА-48М/16 | |
| ВИАМ-101 | НИАТ-5 | УОНИ-13/НЖ | ЦЛ-25(2) | ЦЛ-18,19 | ЭА-200/13А | ЭА-478/ЗП | Еще более 30 марок |
| ВПТИ12/70 | НИИ-48Г | УОНИ-13/85 | ЦЛ-51 | ЦЛ-23А | ЭА-898/21А | ЭА48М/22 | |
| ВП-4 | ОЗЛ-36 | УОНИ-13/85У | ЦТ-15К | ЦТ-10(1) | ЭА-898/21Б | 48А-1Т | |
| Электоды для сварки высоколегированных сталей | |||||||
| А-1 | ГЛ-1;2;10 | ЛО-1 | ОЗЛ-9А | СЛ-25;28 | ЦЛ-2АЛ | ЭА-400/10 | ЭНТУ-3Б |
| АЖ13-15 | ГС-1 | МФ-1 | ОЗЛ-9Р | УОНИ-13нж-2 | ЦП2-Б2 | ЭА-400/10У | ЭНТУ-3М |
| АЖ-13-18 | ЗИО-2;3;4;7;8 | МФ | ОЗЛ-10;11;13 | УОНИ/Х13 | ЦТ-1;5;7;13;15 | ЭА-400/13 | ЭПР-1 |
| АНВ-13-18 | ЗИФ-1;9 | НЗЛ-17 | ОЗЛ-11Б | УОНИ/10Х17Т | ЦТ-1Б | ЭА-478/3 | ЭПС-5 |
| АНВ-13;17;22 | ИМЕТ-4;8;10 | НЖ-5;13 | ОЗЛ 14-18-8 | Ф-1 | ЦТ-7-1 | ЭА-478\75 | ЭПС-52 |
| АНВ-20;23 | ИМЕТ-4М | НИАТ-1;6;7 | ОЗЛ-14А | ЦЛ-2 | ЦТ-15-1 | ЭА606\10 | ЯФ-1 |
| АНВ-32;33;35 | ИМЕТ-4-П | НИАТ-6АМ | ОЗЛ-АНЖ | ЦЛ-3М | ЦЛ-2М | ЭА-606/11 | 15М |
| АНВ-37;38 | КБ-1 | НИИ-48Г | ОЗЛ-17 | ЦЛ-4;8;9;10;11 | ЦТ-16;17;22;23 | ЭВ-694/20 | 48Н-2 |
| АНВ-41;42 | КБ3-1 | НБ-38 | ОЗЛ-17У | ЦЛ-25(2) | ЦТ-16-1 | ЭА898/19,21 | |
| АНЖР-1;2 | КТИ-5;7;9;10 | ОЗЛ-1;2;3;4;5 | ОЗЛ-18;19;20 | ЦЛ-32А | ЦТ-26;28 | ЭА-902/14 | Еще более 40 марок |
| ВИ12-6(нж) | Л38М | ОЗЛ 6-1 | ОЗЛ-22;25 | ЦЛ-32Б | ЦТ-26-1 | ЭА-903/12 | |
| ВСН-5 | Л-39;40 | ОЗЛ-7;8;9 | ОП-1 | ЦЛ-33 | ЦЧМ-1 | ЭИ-905Н-48 | |
| ГИАП-4 | Л-40М | ОЗЛ-9-1 | С-3 | ЦТ-10 | ЭА-1Г | ЭНТУ-3 | |
| Электроды для наплавки | |||||||
| АНН-4 | ИТ-10 | ОЗН-250У | ОЛН-20;21 | ТКЗ-Н | ЦИ-1У | ЦН-14;29 | ЭН-60М |
| АТС-61 | И-4ЭНР-62 | ОЗН-300у | ОЗН-7 | УОЗ | ЦИ-1Л | ЦН-6Л | ЭНХД-10 |
| АНВНп-1 | К-2-55 | ОЗШ-1 | РМГ-Н | УОНИ-13/Н1-БК | ЦН-2,3,4,5,6 | ЦН-18 | ЭР-18 |
| БХ-2 | КПИ-ПИ-1 | ОЗН-350 | РС-10 | УОНИ-13/НЖ | ЦН-6М | ЦС-1а | ЭЗТМ-60;85 |
| ВСН-6,8 | КПИ-Р1 | ОЗН-350У | РФ-1 | УОНИ-13/ | ЦН-250 | ЦН-8;9;10;11 | ЭЗТМ-Н |
| В-1 | ЛС-Т | ОЗН-400 | Р-18 | 4Х10В5МФ | ЦН-350 | ЦН-12 | 200-В |
| ВСН-9 | МС-1;2 | ОЗН-400У | Сормайт | УПИ | ЦС-2 | ЦН-12М | 12АН/ЛИВТ |
| ГН-1 | НЖ-2 | ОМГ | Т-2,6,30 | У-340 | ЦНИИ-60 | Ш-1,7,16 | 13КИ |
| ЖСР-40 | НР-70 | ОЗН-300М | Т-540;590;620 | Х-5 | ЦС-1 | Э-4МН | 13КН/ЛИВТ |
| И-1;2 | ОЗИ-1,3 | ОЗН-14,2 | ТКЗ-А | ХР-19 | ЦНИИ-250 | ЭЖ-2,3 | 43-Ж-1 |
| ИН-1 | ОЗН-250 | ОЗН-14,3 | ТКЗ-АТ | ЦИ-1М | ЦШ-2 | ЭН-40;50;60 | |
| Электроды для сварки и наплавки чугуна и цветных металлов | |||||||
| АНЧ-1 | МНЧ-1;2 | ОЗЧ-1;2 | ЧФ-3;9 | ЦЧ-4А | ЦЧ-4 | ЦЧ-3А | ЧС-ХХ-1 |
| ОМА-2 | ХН-1 | ЗТ | Комсомолец-100 | ОЗЧ-3;6 | и другие согласно заказа | ||
Результаты вашего поиска: сварки-электроды
13 Компании
Углеродные электроды
32 Компании
Медные электроды
224 Компании
ЭЛЕКТРОДЫ
46 Компании
Electrodes
9000 2Graphite Electres
9000 8Graphite Electrodes
9000 8Graphite Electres
9000 8.
10 компаний
Металлические электроды
8 компаний
Игольчатые электроды
11 компаний
Прецизионные электроды
27 companies
Spot Welding Electrodes
5 companies
Unalloyed Electrodes
138 companies
Welding Electrodes
Paramount Enterprises
Projection welding electrodes
Omega Weldrod Systems
Welding Electrodes Manufacturing Plant and Machinery
35452 Хойхельхайм, Германия
Berkenhoff GmbH
Berkenhoff как традиционная компания с более чем 125-летним опытом работы и ее зонтичным брендом bedra® является синонимом инновационной высокотехнологичной прецизионной проволоки для электроэрозионной обработки, сварки и пайки. ..
..
528300 Фошань, Китай
Фошань PMI Industry Co.,Ltd.
Мы профессиональные поставки для сплава никеля, Incoloy, Inconel, Hastelloy, Monel, Nitronic, нержавеющей стали. «Качество — наша основа, добросовестность способствует росту нашего бизнеса». Являясь одним из ведущих ст…
03238 Finsterwalde, Германия
Kjellberg Finsterwalde
Kjellberg Foundation является акционером группы компаний Kjellberg Finsterwalde. Компании предлагают продукты и технологии для термической резки, соединения и модификации материалов. Это…
83278 Траунштайн, Германия
Gesellschaft für Wolfram Industrie mbH
Если вам нужны металлы с высокой плотностью, твердостью и прочностью, вы найдете вольфрам и молибден решение, которое удовлетворит ваши потребности. Мы специализируемся на производстве и обработке вольфрама. ..
..
71296 Хаймсхайм, Германия
E. Wagener GmbH — Специальные металлы
422010 Нашик, Индия
Paramount Enterprises
PARENTNashik — Ваш партнер по сварке, запасные части для точечной сварки частейParamount Enterprises с известным брендом .PARENTNashik является ISO 9001:2008 ведущий производитель, поставщик и экспортер в Нашике – I…
Foshan PMI Industry Co.,Ltd., Фошань, Китай ) представляет собой супераустенитную нержавеющую сталь с очень низким содержанием углерода, предназначенную для обеспечения коррозионной стойкости от умеренной до высокой в широком диапазоне …
Berkenhoff GmbH, Хойхельхайм, Германия
Электроды для пайки и сварки
Под торговыми марками bercoweld® и berAlweld® компания bedra предлагает проволочные электроды для технологии сварки и пайки из медных и алюминиевых сплавов.

Уже более 130 лет мы являемся синонимом инновационной высокотехнологичной высокоточной проволоки. С наших заводов в Хойхельхайме и Херборне мы обслуживаем потребности наших клиентов по всему миру. Мы разработали серию bercoweld® для пайки и сварки…
E. Wagener GmbH — Специальные металлы, Хаймсхайм, Германия
Вольфрам
Вольфрам подходит для изготовления резистивных нагревательных элементов, нитей накала (высокотемпературные печи, электротехника), испарительных лодочек, деталей двигателей систем испарения, рентгеновских анодов и сварочных электродов.
Компания E.WAGENER является надежным партнером. Особенно в области тугоплавких металлов мы можем выполнить даже самые необычные запросы, такие как стандартные детали, винты, гайки, резьбовые стержни, полуфабрикаты из драгоценных металлов и нестандартные компоненты, изготовленные из…
Gesellschaft für Wolfram Industrie mbH, Траунштайн, Германия
Мы сочетаем не только свойства материалов, но и их экономические преимущества.
С нашими соединениями материалов мы не только комбинируем различные материалы в одном компоненте, но и свойства этих материалов друг с другом. Поскольку здесь важно идеальное соединение между элементами, процессы соединения должны быть точными…
Gesellschaft für Wolfram Industrie mbH, Траунштайн, Германия
Электроды для сварки ВИГ
Электроды для сварки ВИГ Наилучшие условия для высокой стабильности процесс сварки. Наши электроды для сварки TIG на 100 % разработаны в Германии и изготовлены из порошка. Особенности обширного ассортимента продукции, состоящего из собственных разработок и…
Торговые марки — Weldtec — Вольфрамовые электроды TIG — Страница 1
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TET3327 с торированием, 2% EWTh-2, 3/32 x 7 дюймов, 10 шт.

• EWTh-2, 2% торирования• Переменный ток-постоянный ток, высокая допустимая нагрузка по току, отсутствие разбрызгивания, хороший пуск, хорошая стабильность, универсальное применение• Углеродистая сталь, инструментальная сталь, нержавеющая сталь, сталь, никель, титан, алюминий, MagnesiumWeldtec 2% торированный вольфрам для сварки TIG. Пакет 10…
30,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TET187 с торированием, 2% EWTh-2, 1/8 x 7 дюймов, 10 шт. в упаковке
• EWTh-2, 2% торирования• Переменный ток-постоянный ток, высокая допустимая нагрузка по току, отсутствие разбрызгивания, хороший пуск, хорошая стабильность, универсальное применение• Углеродистая сталь, инструментальная сталь, нержавеющая сталь, сталь, никель, титан, алюминий, MagnesiumWeldtec 2% торированный вольфрам для сварки TIG. Пакет 10…
Пакет 10…
$53,99
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Weldtec TET0407 Торированный электрод, 2% EWTh-2, 040 x 7 дюймов, 10 шт. в упаковке
• EWTh-2, 2% торирования• Переменный ток-постоянный ток, высокая допустимая нагрузка по току, отсутствие разбрызгивания, хороший пуск, хорошая стабильность, универсальное применение• Углеродистая сталь, инструментальная сталь, нержавеющая сталь, сталь, никель, титан, алюминий, MagnesiumWeldtec 2% торированный вольфрам для сварки TIG. Пакет 10…
12,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TEL23327 с лантанатом, 2% EWLa-1, 3/32 x 7 дюймов, 10 шт.
• EWLa-2, 2% лантана • AC-DC, широкий диапазон тока, стабильный пуск, хорошая стабильность дуги, общего назначения• Углеродистая сталь, инструментальная сталь, нержавеющая сталь, никелевые сплавы, титан и т. д. Weldtec 2% лантана Сварка TIG Вольфрам. Пакет 10…
$32,99
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Weldtec TEL21167 Lanthanated, 2% электрод EWLa-1, 1/16 x 7 дюймов, 10 шт. в упаковке
• EWLa-2, 2% лантана • AC-DC, широкий диапазон тока, стабильный пуск, хорошая стабильность дуги, общего назначения• Углеродистая сталь, инструментальная сталь, нержавеющая сталь, никелевые сплавы, титан и т. д. Weldtec 2% лантана Сварка TIG Вольфрам. Пакет 10…
д. Weldtec 2% лантана Сварка TIG Вольфрам. Пакет 10…
17,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Weldtec TET1167 Торированный электрод, 2% EWTh-2, 1/16 x 7 дюймов, 10 шт. в упаковке
• EWTh-2, 2% торирования• Переменный ток-постоянный ток, высокая допустимая нагрузка по току, отсутствие разбрызгивания, хороший пуск, хорошая стабильность, универсальное применение• Углеродистая сталь, инструментальная сталь, нержавеющая сталь, сталь, никель, титан, алюминий, MagnesiumWeldtec 2% торированный вольфрам для сварки TIG. Пакет 10…
14,96 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TEC3327 Cerated, 2% EWCe-2, 3/32 x 7 дюймов, 10 шт.
 в упаковке
в упаковке• EWCe-2, 2 % церия • AC-DC, особенно постоянный, диапазон низких и средних токов, хороший старт дуги, хорошая стабильность • Углеродистая сталь, инструментальная сталь, нержавеющая сталь, никелевые сплавы, титан и т. д. Weldtec 2 % церия Вольфрамовая сварка TIG. В упаковке 10 шт. Цвет: Серый…
29,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Weldtec TET5327 Торированный электрод, 2% EWTh-2, 5/32 x 7 дюймов, 10 шт. в упаковке
• EWTh-2, 2% торирования• Переменный ток-постоянный ток, высокая допустимая нагрузка по току, отсутствие разбрызгивания, хороший пуск, хорошая стабильность, универсальное применение• Углеродистая сталь, инструментальная сталь, нержавеющая сталь, сталь, никель, титан, алюминий, MagnesiumWeldtec 2% торированный вольфрам для сварки TIG. Пакет 10…
Пакет 10…
$72,99
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TEC187-3 Cerated, 2% EWCe-2, 1/8 x 7 дюймов, 3 шт. в упаковке
• EWCe-2, 2 % церия • AC-DC, особенно постоянный, диапазон низких и средних токов, хороший старт дуги, хорошая стабильность • Углеродистая сталь, инструментальная сталь, нержавеющая сталь, никелевые сплавы, титан и т. д. Weldtec 2 % церия Вольфрамовая сварка TIG. Пакет из 3 упаковок…
23,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TET1167-3 с торированием, 2% EWTh-2, 1/16 x 7 дюймов, 3 шт.
 в упаковке
в упаковке• EWTh-2, 2% торирования• Переменный ток-постоянный ток, высокая допустимая нагрузка по току, отсутствие разбрызгивания, хороший пуск, хорошая стабильность, универсальное применение• Углеродистая сталь, инструментальная сталь, нержавеющая сталь, сталь, никель, титан, алюминий, MagnesiumWeldtec 2% торированный вольфрам для сварки TIG. Пакет из 3…
12,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TET3327-3 с торированием, 2% EWTh-2, 3/32 x 7 дюймов, 3 шт. в упаковке
• EWTh-2, 2% торирования• Переменный ток-постоянный ток, высокая допустимая нагрузка по току, отсутствие разбрызгивания, хороший пуск, хорошая стабильность, универсальное применение• Углеродистая сталь, инструментальная сталь, нержавеющая сталь, сталь, никель, титан, алюминий, MagnesiumWeldtec 2% торированный вольфрам для сварки TIG. Пакет из 3…
Пакет из 3…
16,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TEC0407 Cerated, 2% EWCe-2, 040 x 7 дюймов, 10 шт.
• EWCe-2, 2 % церия • AC-DC, особенно постоянный, диапазон низких и средних токов, хороший старт дуги, хорошая стабильность • Углеродистая сталь, инструментальная сталь, нержавеющая сталь, никелевые сплавы, титан и т. д. Weldtec 2 % церия Вольфрамовая сварка TIG. В упаковке 10 шт. Цвет: Серый…
16,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TEC1167 Cerated, 2% EWCe-2, 1/16″ x 7″, 10 шт.
 в упаковке
в упаковке• EWCe-2, 2 % церия • AC-DC, особенно постоянный, диапазон низких и средних токов, хороший старт дуги, хорошая стабильность • Углеродистая сталь, инструментальная сталь, нержавеющая сталь, никелевые сплавы, титан и т. д. Weldtec 2 % церия Вольфрамовая сварка TIG. В упаковке 10 шт. Цвет: Серый…
18,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TEC1167-3 Cerated, 2% EWCe-2, 1/16 x 7 дюймов, 3 шт. в упаковке
• EWCe-2, 2 % церия • AC-DC, особенно постоянный, диапазон низких и средних токов, хороший старт дуги, хорошая стабильность • Углеродистая сталь, инструментальная сталь, нержавеющая сталь, никелевые сплавы, титан и т. д. Weldtec 2 % церия Вольфрамовая сварка TIG. Пакет из 3 упаковок…
д. Weldtec 2 % церия Вольфрамовая сварка TIG. Пакет из 3 упаковок…
12,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TEC187 Ceriated, 2% EWCe-2, 1/8″ x 7″, 10 шт. в упаковке
• EWCe-2, 2 % церия • AC-DC, особенно постоянный, диапазон низких и средних токов, хороший старт дуги, хорошая стабильность • Углеродистая сталь, инструментальная сталь, нержавеющая сталь, никелевые сплавы, титан и т. д. Weldtec 2 % церия Вольфрамовая сварка TIG. В упаковке 10 шт. Цвет: Серый…
46,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TEC3327-3 Cerated, 2% EWCe-2, 3/32 x 7 дюймов, 3 шт.
 в упаковке
в упаковке• EWCe-2, 2 % церия • AC-DC, особенно постоянный, диапазон низких и средних токов, хороший старт дуги, хорошая стабильность • Углеродистая сталь, инструментальная сталь, нержавеющая сталь, никелевые сплавы, титан и т. д. Weldtec 2 % церия Вольфрамовая сварка TIG. Пакет из 3 упаковок…
17,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Weldtec TEL20407 Lanthanated, 2% электрод EWLa-1, 040 x 7 дюймов, 10 шт. в упаковке
• EWLa-2, 2% лантана • AC-DC, широкий диапазон тока, стабильный пуск, хорошая стабильность дуги, общего назначения• Углеродистая сталь, инструментальная сталь, нержавеющая сталь, никелевые сплавы, титан и т. д. Weldtec 2% лантана Сварка TIG Вольфрам. Пакет 10…
д. Weldtec 2% лантана Сварка TIG Вольфрам. Пакет 10…
15,99 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Продукты для сварки Tec
Электрод Weldtec TEL21167-3 с лантанатом, 2% EWLa-1, 1/16 x 7 дюймов, 3 шт. в упаковке
• EWLa-2, 2% лантана • AC-DC, широкий диапазон тока, стабильный пуск, хорошая стабильность дуги, общего назначения• Углеродистая сталь, инструментальная сталь, нержавеющая сталь, никелевые сплавы, титан и т. д. Weldtec 2% лантана Сварка TIG Вольфрам. Пакет из 3 упаковок…
12,99 $
Добавить в список желаний Добавить в корзину
| XALOY 52 | ТВЕРДОСТЬ (По состоянию на хранение) : 22 — 25 Rc (Нагартованное) : 45 — 50 Rc Размер (мм) : 3,15 4,00 5,00 Ток (ампер) :100 -140 120 -160 150 — 200 | Аустенитный электрод для наплавки и наплавки марганцевых сталей. Депозиты быстро твердеют, обладают чрезвычайно высокой ударной вязкостью с отличной устойчивостью к текучести и усталости при повторяющихся ударных и ударных нагрузках. Области применения включают железнодорожные стрелки, переезды, стрелки, а: типы молотов, кожухи дробилок и т. д. | |
| АБРОКАР 60 | ТВЕРДОСТЬ : 58 -62 Rc Размер (мм) : 3,15 4,00 5,00 Ток (амперы) : 80 -100 110 -160 140 — 180 | ABROCAR 60 представляет собой новый электрод с основным покрытием для нанесения противоизносных покрытий на углеродистую и марганцовистую сталь. Отложения обеспечивают превосходную стойкость к истиранию при высоких нагрузках в условиях сильного удара. Используется для ремонта режущих инструментов, винтовые конвейеры, зубья ковша, зубья ковша и т.  д. д. | |
| АБРАЛОЙ 63 | ТВЕРДОСТЬ: 57–63 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90–120 120–170 160–200 | Новый электрод с толстым покрытием и высоким коэффициентом извлечения. Разработан производителями сварочных электродов (рассеивание) для условий экстремального истирания и мягких ударов Месторождение состоит из высокого % первичных карбидов хрома, почти около 50 %. Наплавка низколегированной и малоуглеродистой стали в условиях экстремального истирания и слабого удара. Подходит для зубьев копателя, краев ковша, шин Muller, винтовых конвейеров и деталей смесителя, звездочек, шестерен. | |
| ДИФФУЗАЛОЙ 68 | ТВЕРДОСТЬ: 61–66 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 95-130 130-170 160-200 Полярность: AC/DC+ | Электрод нового состава с толстым покрытием и высоким восстановлением, специально разработанный для , обеспечивает исключительную стойкость к истиранию при высоких температурах.  Отложения состоят из высокого процента Отложения состоят из высокого процента первичного карбида хрома и вторичных карбидов ванадия и боридов для достижения оптимальных результатов. Для использования в перегонных мельницах и аглофабриках, На таких элементах, как сита дробилки, конвейерные шнеки, компоненты земснаряда и отливка наконечников. | |
| АБРОКАР 84 | ТВЕРДОСТЬ: 58–62 Rc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90–130 100–150 140–200 | Сплав на основе железа, содержащий карбиды в твердой мартенситной матрице, обеспечивает превосходную стойкость к абразивному истиранию с низким напряжением от воздействия минералов. Применения включают в себя зубья ковша, кожухи дробилок , молотки-пульверизаторы, щековые дробилки, плужные лапы, скребки, дорожные рыхлители, кромки ковша, шнековые винты, лопасти вентилятора и т.  д. д. | |
| АРКАЛОЙ СУПЕР AC/DC | ТВЕРДОСТЬ: 58–62 Rc Размер (мм): 4,00 x 450 мм Ток (ампер): 90–130 100–150 140–200 | Arcaloy AC / DC специально разработан для дугового разряда чугуна и стальных валков дробилки сахарного завода. Как «мокрого», так и «сухого» дугообразования. разработан для осаждения сложных карбидов, чтобы противостоять износу за счет истирания, адгезии, сжатие и коррозия. Это электрод с высоким коэффициентом извлечения, разработанный собственными силами для осаждения «твердых капель» на вершинах зубьев валков дробилки тростника. | |
| ТУФТУЛ 100 | РАСТЯЖЕНИЕ: 100-135 кгс/мм ПРОЧНОСТЬ ТВЕРДОСТЬ: 39 — 43 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 85-120 110-150 140-180 | 9Сплав 0380 A Cr Ni Mo, специально разработанный для ремонта штампов горячей штамповки ||
| ХАДМОЛОЙ 140 | НА РАСТЯЖЕНИЕ : 80 кгс/мм (мин.) ПРОЧНОСТЬ 2 ПРЕДЕЛ ТЕКУЧЕСТИ : 52 кгс/мм (мин.) ТВЕРДОСТЬ : (по состоянию на хранение) : 180 — 220 BHN (нагартованный) : 400 — 450 BHN Размер (мм) : 4,00 5,00 Ток (амперы) : 120-160 150-200 | Упрочняемый аустенитный тип продукта, пригодный для наплавки. Депозиты обладают очень высокой устойчивостью к деформации (т.е. ударной вязкостью). Применения включают молотки-пульверизаторы, зубья ковша, звенья цепи звездочки, кожухи дробилки, щеки дробилки , защелки ковша, ключи, изнашиваемые пластины, гусеницы ковша и т.  д. д. | |
| ТУФТУЛ 200 | ТВЕРДОСТЬ: 35-43 Rc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90-120 110-140 150-200 | Новейший износостойкий сплав, содержащий хром, ванадий и вольфрам в качестве основных компонентов сплава. Области применения включают футеровку инструментов, штампов, вращающихся сверл , пробивных штампов и оправок. | |
| АБРАЛОЙ 240 | ТВЕРДОСТЬ: 52 -68 Rc Размер (мм) : 3,15 4,00 5,00 Ток (амперы) : 90 -100 120 -160 140 — 200 | Недавно разработанный электрод с низкой подачей тепла с Cr, V, устойчивый к сильному истиранию, коррозии и ударам от легких до умеренных.  Используется для углеродистых сталей и аустенитных марганцевых сталей. Используется для углеродистых сталей и аустенитных марганцевых сталей. Рекомендуется для молотков дробилки, направляющих, кромок ковша, скребковых лезвий, угольных форсунок и горелок. | |
| АБРАЛОЙ 300 | ТВЕРДОСТЬ: 57–60 Rc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 80–120 120–160 150–200 | Высоколегированный электрод из хромистого железа, подходящий для высокого истирания и умеренное воздействие. Превосходная стойкость к царапанью с низким напряжением, шлифованию под высоким напряжением, истиранию и эрозии удара частиц под малым углом. Применения включают конвейерные шнеки, бульдозер и долота , отвалы бульдозера, диафрагмы мельницы, лопасти для смешивания резины, земснаряд, крыльчатки и т. д. | |
| ТУФАЛОЙ 320 | ТВЕРДОСТЬ (по депонированию): 28-32 Rc (пламенная закалка): 35-40 Rc Размер (мм): 4,00 5,00 Ток (ампер): 120-160 150-200 | Поддающийся механической обработке продукт для износостойких наплавок и наплавок. Стойкость к износу из-за сильных ударов, умеренного трения и легкого истирания. Подходит для мельничных шестерен, несущих и опорных катков, натяжных роликов, крановых колес , шестерен и шестерен, хвостовых балок, зубчатых венцов и т. д. | |
| СУПЕРАЛОЙ 495 | ТВЕРДОСТЬ (на I слое) (на II слое) (По состоянию на осаждение) : 47 — 49 HRc 41 — 43 HRc (После 1-го отпуска в течение 1 часа при 600°C) : 49 — 51 HRc 44 — 47 HRc (После 2-го отпуска в течение 1 часа при 600°C) : 51 — 53 HRc 47 — 49 HRc (После 3-го отпуска в течение 1 часа при 600°C) : 52 — 54 HRc 50 — 53 HRc Размер (мм) : 3,15 4,00 5,00 Ток (амперы) : 80-110 120-150 150-190 | Это специальный электрод, наплавляющий прочный высоколегированный наплавленный металл , который разработан для обеспечения отличной стойкости к износу металла по металлу 0 при температурах до 650 C.  Этот электрод Этот электрод можно использовать для твердосплавной наплавки любого компонента, подвергаемого воздействию металла. к износу металла при 0 повышенных температурах до 650 C. Следовательно, он подходит для различных применений, связанных с износом, а именно, как указано поставщиками сварочных электродов Приводные валки непрерывного литья, штампы для горячей штамповки, штампы для горячей штамповки, Оправки, натяжные кольца, инструменты для горячей штамповки, инструменты для горячей штамповки, направляющие кольца, износные кольца, штампы для горячей вытяжки, штампы для горячей обрезки и т. д. | |
| СВЕРХАЛОЙ 550 | ТВЕРДОСТЬ: 50-55Rc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 85-100 110-160 140-180 | Электрод из карбида железа, устойчивый к очень сильному истиранию, Лемехи плуга, скребки, шнековые конвейеры, шнеки для мельниц, угольные желоба, зубья ковша, зубья ковша , пластины грохота, трамбовочные инструменты и т.  д. д. | |
| ДИФФУЗАЛОЙ 555 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 115 кгс/мм ТВЕРДОСТЬ : 50 — 55 HRc Размер (мм) : 3,15 4,00 5,00 Ток (амперы) : 85-120 105-140 125-165 Полярность : AC/DC+ 903 | Недавно разработанный электрод с основным покрытием, предназначенный для получения высоколегированного сплава сварной металл. Наплавленный металл поддается механической обработке и обладает высокой степенью ударной вязкости. Чрезвычайно подходит для изготовления больших композитных штампов или капитального ремонта аналогичных штампов, применяемых в сталелитейной, химической, криогенной и атомной промышленности. штампы для горячей штамповки, штампы для горячей штамповки, оправки, кольца для вытяжки, инструменты для горячей штамповки, инструменты для горячей штамповки , направляющие кольца, износные кольца, штампы для горячей штамповки, штампы для горячей обрезки и т.  Д. Д. | |
| ДИФФУЗАЛОЙ 560 | Твердость: 50–60 HRc Размер (мм): 3,15 4,00 5,00 Сила тока (ампер): 90–110 120–160 140–180 | Электрод для наплавки с основным покрытием, обеспечивающий плавную дугу и минимальное разбрызгивание. Шлак полностью покрывает борт и легко отделяется. Прочный наплавленный металл имеет низкое содержание водорода и очень высокую твердость. Может использоваться на углеродистой и низколегированной стали, марганцевой стали и ковком чугуне. Область применения включает наплавку ковшей, колодок, зубьев ковшей, щековых дробилок, угольных дробилок, скребков , бульдозерных отвалов, зубьев ковша, винтовых конвейеров, металлорежущих и формовочных инструментов. | |
| ДИФФУЗАЛОЙ 565 CrNi | ТВЕРДОСТЬ (на MS) (на чугуне) (третий слой) : 41 — 43 HRc 48 — 50 HRc (первый слой) : 42 — 45 HRc 18 — 25 HRc Размер (мм) : 3,15 4,00 5,00 Ток (ампер) : 85-120 105-140 125-165 | Это специально разработанный основной электрод, который дает высоколегированный металл шва, который демонстрирует превосходное сочетание умеренно высокой твердости, ударной вязкости, коррозионной стойкости к различным водным растворам.  Идеально подходит для защиты от влажной коррозии, истирания и умеренных ударов. Корпуса шламовых насосов, рабочие колеса и другие детали из чугуна. | |
| МАКРОЛОЙ 712 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 100 кгс/мм (мин.) ТВЕРДОСТЬ (один слой) : 45-50 Rc Размер (мм) : 3,15 4,00 5,00 Ток (ампер) : 80-110 100-130 140-1810 | Прямой сплав хромированной нержавеющей стали для защиты от кавитационной эрозии, эрозия от удара частиц, эрозия потока жидкости и коррозия. Твердость может быть при температуре 600º. Подходит для всех типов клапанов, роторных дисков, втулок насосов , заглушек и патрубков рафинера и т. д. | |
| МАКРОЛОЙ 812 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 100 кгс/мм (мин. ) ) (после термообработки при 580 — 620ºC) Удлинение: 14% (мин.) ТВЕРДОСТЬ: 32-35Rc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90-120 110-140 130-180 | Для наплавки на прямую хромированную мартенситную сталь. Отложения являются прочными и устойчивыми к кавитационной эрозии, эрозии при ударе частицами, истиранию и умеренной коррозии. Подходит для заглушек и разъемов рафинера, рабочих колес, насосных втулок , корпусов насосов, рабочих колес гидроэлектрических турбин, ковшей , а также для новых или изношенных отходов сахарного завода и наковальней фибризатора. | |
| ТУФАЛОЙ 1200 X | ТВЕРДОСТЬ : (наплавленный) : 200-250 BHN (нагартованный) : 450 — 500 BHN Размер (мм) : 3,15 4,00 5,00 Ток (амперы) : 100-130 130-170 150-3810 | Модифицированный химический состав по сравнению с Xaloy 52, обеспечивающий лучшее соотношение Mn и хрома. Подходит для всех типов молотков, кожухов дробилок и т. д. Разработан исключительно для ремонта стрелок и переездов с интенсивностью движения до 25 мск. | |
| ХАДМОЛОЙ 1400 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 60 кг/мм (мин.) ТВЕРДОСТЬ (после наплавки) : 180-200 BHN (деформационное упрочнение) : 400-450 BHN Размер (мм) : 4,00 5,00 Ток (амперы) : 120- 160 150-200 | Hadmoloy 140 — это электрод Ni-Cr-Mn со специальной формулой. Противоизносный электрод подходит для высокопрочных, устойчивых к трещинам и износу соединений. Рекомендуется для соединения низкоуглеродистой стали с марганцевой сталью и амортизации марганца Гадфилда. Сталь в угольной, цементной, сталелитейной промышленности. | |
| ТУФАЛОЙ 3200 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 100 кгс/мм (мин. ) ) Удлинение: 14% (мин.) ТВЕРДОСТЬ: 37-45 HRc Размер (мм): 3,15 4,00 Ток (ампер): 90-120 120-140 | Для умеренных ударов и среднего и сильного истирания. Сварочные отложения сохраняют твердость до 500º C. Области применения включают турбины, литые хромированные корпуса клапанов, нефтеперерабатывающее оборудование, трубы горелок , штампы для горячей штамповки, шестерни мельниц, землеройные машины, барабаны и т. д. | |
| ДИФФУЗАЛОЙ 4351 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 77 кгс/мм (мин.) Удлинение : 15% (мин.) ТВЕРДОСТЬ : 38 — 42 HRc Размер (мм) : 3,15 4,00 5,00 Ток (ампер): 80-120 115-150 -190 | Электрод специального назначения с основным покрытием с превосходной стабильностью дуги и легко отделяемым шлаком на гладком валике.  Металл сварного шва – Cr-Ni-Mo 9.0383 мартенситная нержавеющая сталь. При нанесении на мягкую сталь он дает твердость Металл сварного шва – Cr-Ni-Mo 9.0383 мартенситная нержавеющая сталь. При нанесении на мягкую сталь он дает твердость 40-42 HRc на втором слое и 37-39 Rc на пятом слое. Наплавленный наплавленный металл обладает отличной стойкостью к коррозии, точечной коррозии и ударным нагрузкам. Типичные области применения включают наплавку лопаток паровых турбин, седел клапанов и клапанов высокого давления . Также может использоваться для ремонта оборудования целлюлозно-бумажного комбината. | |
| ДИФФУЗАЛОЙ 6 WZ | ТВЕРДОСТЬ: 60–64 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90–120 120–150 150–200 Полярность: AC/DC+ | Специально разработанный электрод из полуосновной быстрорежущей инструментальной стали, наплавляющий высоколегированный металл сварного шва, поддающийся термообработке.  Для ремонта и восстановления штампов, инструментов из композитной быстрорежущей стали марки Для ремонта и восстановления штампов, инструментов из композитной быстрорежущей стали марки . Обеспечивает максимальную твердость кромок при высоких температурах. Отлично подходит для лезвий ножей и деталей станков , подверженных сильному фрикционному износу. Идеально подходит для создания композитных заготовок или штамповочных штампов. | |
| ДИФФУЗАЛОЙ 6100 WZ | ТВЕРДОСТЬ: 60–64 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90–110 120–150 140–190 Полярность: AC/DC+ | Специально разработанный полуосновной электрод из быстрорежущей инструментальной стали, наплавляющий высоколегированный металл сварного шва. Он имеет отличную свариваемость в плоском, горизонтальном и вертикальном положениях вверх. Сварной валик гладкий и имеет отличное сцепление с основным металлом.  Используется для ремонта и восстановления быстрорежущих инструментальных сталей, режущих инструментов, инструментов для прокалывания и бритья, штампов для горячей и холодной вырубки и обрезки , ножей для горячей и холодной резки, штамповочных штампов, захватов для подъема слитков, направляющих прокатных станов и т. д. | |
| Супер-противоизносный сплав | |||
|---|---|---|---|
| АБРАЛОЙ 61 AC/DC+ | ТВЕРДОСТЬ: 60–65 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 95–130 135–180 160–200 | Электрод нового состава с толстым покрытием и высоким восстановлением, специально разработанный для , обеспечивает исключительную стойкость к истиранию при высоких температурах. Твердость 0 сохраняется до 500 С. Применяется для наплавки деталей, подверженных сильному абразивному износу, трению, нагреву и коррозии.  Наплавка инструментов, используемых в сталелитейной, угольной и рудной промышленности Наплавка инструментов, используемых в сталелитейной, угольной и рудной промышленности , а также в цементной промышленности. | |
| СОП | ТВЕРДОСТЬ: 68-72 Rc ОБЪЕМНАЯ 3 РАСХОД: 300 см на кг. пасты | Состоит из сверхтвердых кристаллов борида хрома. Это самый устойчивый к истиранию материал . Ограничен тонким слоем, максимальная толщина до 1,5 мм. | |
| АБРОКАР 184 | ТВЕРДОСТЬ : : 58-62 Rc (однослойная) : 60 — 65 Rc (трехслойная) Размер (мм) : 3,15 4,00 5,00 Ток (ампер) : 90-130 100-160 140-200 | Износостойкий сплав со сложными карбидами. Превосходная стойкость Превосходная стойкость к абразивному истиранию под высоким напряжением, отличная стойкость к истиранию и царапанию . Области применения такие же, как у Abrocar 84, а также рекомендуется для высокотемпературных применений, таких как угольные форсунки, угольные горелки и т. д. | |
| АБРАЛОЙ 2412 | ТВЕРДОСТЬ: 60–65 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 95–130 135–170 165–200 Полярность: AC/DC+ | Новый электрод с толстым покрытием и высоким коэффициентом восстановления, разработанный специально для , обеспечивающий высокую стойкость к истиранию и ударам от умеренных до умеренных. В основном используется на конвейерных шнеках, клинкерных дробилках , решетках в оборудовании для обогащения полезных ископаемых, бетонных и цементных насосах, Трубы угольных горелок, молотки Fibrizer / Mincer, рычаги дробилки агломерата, конвейеры горячего шлака, цепи конвейера клинкера, шнеки, шламовые насосы, направляющие конвейера заготовок, башмаки толкателя кокса, вертикальные ролики угольной мельницы и т.  д. д. | |
| АБРАЛОЙ 3000 Д | ТВЕРДОСТЬ: 63-68 Rc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 90-130 120-150 150-200 | Электрод с высоким восстановлением, разработанный специально для защиты от сильного высокотемпературного абразивного износа и эрозии. Отложение состоит из первичных и вторичных карбидов. Твердость сохраняется до 600º C. Применяется в трубах для угольных горелок, молотках для измельчения волокнистых материалов, дробилках для агломерата, конвейерах для горячего шлака , конвейерных цепях для клинкера, шнеках, шламовых насосах и башмаках для выталкивания кокса. | |
| АБРАЛОЙ 3505 | ТВЕРДОСТЬ: 60–64 HRc Размер (мм): 4,00 5,00 Ток (ампер): 120–160 150–200 | ABRALOY 3505 представляет собой электрод с высоким восстановлением с основным покрытием, который наплавляет твердый металл шва, богатый карбидами хрома.  Наплавка имеет превосходную стойкость к истиранию при низком напряжении Наплавка имеет превосходную стойкость к истиранию при низком напряжении . Из-за высокой твердости рекомендуется для одиночных слой наплавки. Наплавка обеспечивает противоизносное покрытие на углеродистой стали, стали Mn. Область применения включает наплавку тростниковых ножей, бульдозерных отвалов и другого горнодобывающего оборудования. | |
| АБРАДУР 3605 | ТВЕРДОСТЬ: 60–64 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 120–150 150–200 180–240 | Электрод с высоким восстановлением, содержащий хром, никель, молибден и карбид бора , чтобы противостоять высокотемпературному истиранию, эрозии и умеренному удару. Очень хорошо подходит для молотков-фибризаторов, агломолотов, шнеков, шламовых насосов и т. д. | |
| АБРАЛОЙ 3720 | ТВЕРДОСТЬ (на III слое): 61–65 HRc Размер (мм) : 3,15 4,00 5,00 Сила тока (амперы) : 100–140 140–175 160–200 | Электрод с толстым покрытием из высоколегированного сплава специальной рецептуры с высоким сварным швом эффективность металла.  Добавление специального сплава дает уникальное наплавленное покрытие, которое чрезвычайно богато различными типами карбидов Добавление специального сплава дает уникальное наплавленное покрытие, которое чрезвычайно богато различными типами карбидов и демонстрирует отличные характеристики при высоких температурах. Применяется для наплавки деталей, подверженных высокому абразивному износу, эрозии и трению. Трубы угольных горелок, цепи клинкерного конвейера, шнеки, шламовые насосы, направляющие конвейера для заготовок , башмаки толкателя кокса, вертикальные ролики угольной мельницы, решетки в оборудовании для обогащения полезных ископаемых, где перерабатывается живой уголь и шлак, и т. д. | |
| СУПЕРАЛОЙ 7000 TCC | ТВЕРДОСТЬ (на I слое) : 63-65 HRc (на II слое) : 66-70 HRc Размер (мм) : 5×350 Ток (амперы) : 100-225AC/DC + | Трубчатый электрод для наплавки, содержащий сложные карбиды. Помимо первичных карбидов вольфрама, сплав Помимо первичных карбидов вольфрама, сплав также содержит вторичные карбиды металлов, таких как ниобий, хром, ванадий и молибден. Этот сплав не имеет мягкой матрицы и обеспечивает исключительно высокую износостойкость к истиранию, эрозии и трению. Области применения включают в себя кромки ковша драглайна, отвалы бульдозера, зубья лопаты , плуги мюллера, угольные желоба, ножи и т. д. | |
| Устойчивый к ползучести сплав | |||
| ДИФФУЗАЛОЙ 817 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 45 кгс/мм (мин.) Удлинение (L=4d): 30% (мин.) CVN Ударная нагрузка (+20°C): 65 Дж (мин.) ТВЕРДОСТЬ (после сварки): 19–24 HRc (после закалки): 38 – 43 HRc Размер (мм): 3,15 4,00 5,00 Ток (ампер): 110-140 140-170 170-210 | Уникальный высоколегированный электрод специального состава для наплавки и ремонта изношенных деталей, подверженных окислению, коррозии и термическому/механическому напряжению при высоких температурах. Наплавки прочные, без трещин и нагартовки. Электрод с толстым покрытием с извлечением металла 150%. Штампы горячей ковки. Плашки для горячей обрезки. Восстановление режущей кромки горячережущих и формовочных инструментов, уплотнений клапанов. | |
| ДИФФУЗАЛОЙ 925 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 60 кгс/мм (мин.) Удлинение : 30% (мин.) CVN Ударная нагрузка (+20°C): 65 Дж (мин.) Размер (мм): 3,15 4,00 Ток (ампер): 60-100 75-130 | Специально разработанный электрод для сварки таких сталей, как Sandvik 2, RK 65, Alloy 20, HV 9, Carpenter 20 и т.д. Стойкость к коррозии до 1200°C. Подходит для сварки низколегированных сталей и соединения различных сталей с мягкими сталями, а также для криогенных компонентов. Предназначен для сварки всех положений. | |
| СУПЕРСЛОЙ 1001 | ТВЕРДОСТЬ: 52-57 Rc Размер (мм): 3,15 4,00 Ток (ампер): 70-100 90-120 | Электрод на кобальтовой основе с отличной свариваемостью, который не истирается, не задирается и не заедает в процессе эксплуатации. Твердость в горячем состоянии при 600ºC составляет около 42 HRC. Области применения включают направляющие ролики, винты, керамические высекальные прессы , шаблоны, штампы и т. д. | |
| СВЕРХАЛОЙ 1006 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 85 кгс/мм (мин.) ТВЕРДОСТЬ : 40-44 Rc Размер (мм) : 3,15 4,00 Ток (амперы) : 70-100 90-180 | Электрод на кобальтовой основе для высокотемпературных применений. Отложения обладают свойством удерживания края без склонности к размягчению и образованию отложений при повышенных температурах. Хорошая стойкость к истиранию, трению и коррозии. | |
| СУПЕРСЛОЙ 1012 | ТВЕРДОСТЬ: 44–50 HRc Размер (мм): 2,5 3,15 4,00 5,00 Сила тока (А): 60–85 85–120 120–150 150–190 | Лучший сплав, разработанный для работы при высоких температурах. Специальная формула на основе кобальта с высоким содержанием вольфрама обеспечивает более высокую твердость и стойкость к абразивному износу в условиях высоких температур и коррозии. Используется для супер кондиционирования седел клапанов и ножей в ковровой и химической промышленности, горячих пуансонов, опрокидывания турбинных лопастей, опрокидывания пильных полотен, направляющих валков прутковых мельниц, режущих валов, конвейерных винтов , блоков для волочения проволоки, лезвий для горячих ножниц, кромкообрезных роликов. , Плашки для горячей обрезки и обжимные оправки. | |
| СВЕРХАЛОЙ 1750 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 65 кг/мм (мин.) Удлинение : 30% мин. Размер (мм): 3,15 4,00 Ток (ампер): 70-100 90-130 | Электрод на основе никеля для сварки и наплавки высокотемпературных сплавов , таких как C-276, Ni, Mo 16, Cr 15 W. Также используется для наплавки низколегированных сталей. Применяется для наплавки инструментов, пуансонов и т.п., работающих при высоких температурах до агрессивные среды. Наплавки не склонны к охрупчиванию при низких или высоких температурах. | |
| СВЕРХАЛОЙ 1752 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 620 Н/мм (мин. ) 2 Предел текучести : 420 Н/мм (мин.) Удлинение (L=5d) : 35% (мин.) CVN Ударная нагрузка (+20°C) : 90 Дж (мин.) Размер (мм) : 2,5 3,15 4,00 Ток (ампер) : 70-100 90-120 125-165 Условия сварки : AC/DC+ | Электрод со специальной формулой, образующий покрытие типа инконеля, не требующее какой-либо специальной термической обработки после сварки для достижения оптимальных свойств. Наплавленный наплавленный металл обладает превосходной способностью противостоять коррозии и окислению при высоких температурах в таких применениях, как компоненты печей и корпуса реакторов. Он показывает превосходную ударную вязкость при криогенных температурах (от 0 до -269 C). Наплавленный наплав дает жесткость , а также для наплавки жаропрочных хромистых и хромоникелевых сталей/литых сталей и сплавов на основе никеля. | |
| СВЕРХАЛОЙ 1755 Mo | ТВЕРДОСТЬ (по состоянию на хранение) : 180 — 240 BHN Нагартованный : 350 — 370 BHN Размер (мм) : 2,5 3,15 4,00 Ток (амперы) : 70-100 100-130 130-170 | Superaloy 1755 Mo представляет собой электрод с основным покрытием с низким тепловложением, который дает месторождение инконелевого типа. Наплавка сохраняет свою высокую твердость при повышенной температуре. 550-1100°С. Применения включают соединение различных типов нержавеющих сталей , сплавов на основе никеля, особенно аустенитных, с ферритными сталями, сварку соединений в атомной энергетике, сварку криогенных сталей и антикоррозионная наплавка деталей печи. | |
| СВЕРХАЛОЙ 1768 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 65 кгс/мм Размер (мм): 2,5 3,15 4,00 Ток (ампер): 60-90 90-130 130-170 | Электрод с полуосновным покрытием, дающий покрытие типа Inconel , не требует какой-либо специальной термической обработки после сварки для достижения оптимальных свойств. Применение включает соединение различных типов нержавеющих сталей, сплавов на основе никеля, разнородных соединений, особенно аустенитных и ферритных сталей, сварка наплавок низколегированных сталей, корпусов реакторов, сварка стыков в атомная энергетика, сварка криогенных сталей, противоизносная и антикоррозионная наплавка деталей печей, термообработка печей и арматуры, изготовление переходных стыков, задвижки на заводах по производству фреона и аналогичных устройствах. | |
| СУПЕРАЛОЙ 1770 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 65 кг/мм (мин.) Размер (мм) : 2,5 3,15 4,00 Ток (амперы) : 80-120 100-130 150-175 | SUPERALOY 1770 — это специально разработанный электрод для сварки различных типов нержавеющей стали , сплавов на основе никеля и разнородных соединений. Применение включает сварку криогенных сталей, задвижек, деталей печей для термообработки и корпусов реакторов. Также используется для защиты от износа и коррозии. | |
| СУПЕРСЛОЙ 1780 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 60 кгс/мм (мин.) Удлинение: 32% (мин.) Размер (мм): 2,5 3,15 4,00 5,00 Ток (ампер): 65-90 80-120 130-155 165-190 | Специально разработанный сплав, который дает покрытие типа инконеля, обладающее всеми механическими свойствами только в металле сварного шва. Его высокая прочность в сочетании с высокой пластичностью, хорошая ползучесть и термостойкость при высоких температурах до 1000°C и превосходная низкотемпературная ударная вязкость делают его автоматическим выбором как для высоких, так и для низких температур. Соединение различных типов нержавеющих сталей , нибазовых сплавов, разнородных соединений, особенно аустенитной стали с ферритной, сварка наплавки низколегированных сталей, корпусов реакторов, сварка соединений в атомной, химической, нефтехимической промышленности, стекольных заводах , сварка криогенных сталей, противоизносная и антикоррозионная наплавка печи 9Компоненты 0383, печи и приспособления для термообработки, Шины для печей, Сверла и фрезы, Компоненты цементной мельницы для тяжелых землеройных работ, изготовление переходных соединений, задвижки на заводах по производству фреона и аналогичные применения. | |
| ДИФФУЗАЛОЙ 2535 | Размер (мм): Ток (амперы) : 2,5 3,15 4,00 5,00 60-90 90-125 130-170 170-220 | Это специальный электрод с высоким коэффициентом восстановления, наплавляющий полностью аустенитный металл сварного шва , обладающий исключительно высокой коррозионной стойкостью к различным промышленным кислотам. Хорошо подходит для сварки и наплавки такой же или аналогичной стабилизированной или нестабилизированной, полностью аустенитной литой стали, а также стали на основе молибдена и меди. Для соединения основных материалов , упомянутых выше, или в качестве наплавки на заводах по производству фосфорной и серной кислоты металл сварного шва также обладает отличной коррозионной стойкостью ко многим органическим кислотам. | |
| Серия Diebild | |||
| ДИСКОВАЯ СВАРКА | ТВЕРДОСТЬ: 32-36 HRc Размер (мм): 3,15 4,00 5,00 Сила тока (ампер): 100-120 110-150 150-170 | Недавно разработанный электрод с низким тепловложением, который дает налет из легированной Cr-Ni-Mo-V стали , который считается стандартным для ремонта штампов, как для лоскутного, так и для обширного ремонта. Наплавка хорошо поддается механической обработке и увеличивает срок службы штампа, и, следовательно, это автоматический выбор для ремонта и восстановления штампов горячей штамповки . Твердость наплавленного металла составляет 32 — 36 RC. Нагрев после сварки для снятия напряжения до 450°C в течение 1/2 ч еще больше улучшит ударную вязкость ремонтных работ. | |
| ДЕМОНТАЖ N | ТВЕРДОСТЬ: 45-48 HRc 2 ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 100 -120 кгс/мм Размер (мм) : 3,15 4,00 5,00 Ток (ампер) : 80-110 100-140 130-170 | Электрод с основным покрытием, наплавляющий металл сварного шва с высоким содержанием Cr-Ni-Mo-V, содержащий 90 383 низкий углерод, но в остальном аналогичный 55 Ni Cr Mo V2. Он отлично подходит для наплавки на рабочую поверхность композитных штампов для горячей штамповки, как больших, так и малых. Наплавка обладает отличной износостойкостью при повышенных температурах. (до 650º C), в высшей степени подходит для повторного ремонта всех типов горячих штампов, который одинаково полезен как для мелких ремонтных работ, так и для капитального ремонта. | |
| ДЕМОНТАЖ Е | ТВЕРДОСТЬ: 41-45 HRc 2 ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 100-110 кгс/мм Размер (мм): 3,15 4,00 5,00 Ток (ампер): 80-110 100-140 130-170 | Основной электрод, предназначенный для получения наплавленного металла из низкоуглеродистой легированной стали, аналогичного H 12 по содержанию сплава. Отлично подходит для изготовления больших композитных штампов или капитального ремонта аналогичных вставных штампов, используемых при горячей штамповке. Наплавленный металл имеет превосходную стойкость к тепловому растрескиванию и стойкость к тепловому удару. Он демонстрирует превосходную износостойкость при высоких температурах по сравнению с DIE-BUILD-N. Наплавка поддается механической обработке и имеет твердость 41–45 Rc. Его твердость можно регулировать по желанию путем применения подходящей послесварочной термообработки/отпуска. | |
| ДЕМОНТАЖ S | ТВЕРДОСТЬ: 41-47 Rc 2 ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 100 -110 кгс/мм Размер (мм): 3,15 4,00 5,00 Ток (ампер): 85-110 100-130 130-160 | Электрод с основным покрытием этой серии дает высоколегированный низкоуглеродистый металл шва1, аналогичный BH 10 A. Металл шва поддается механической обработке и демонстрирует высокую степень ударной вязкости, превосходную жаропрочность и износостойкость при повышенных температурах наряду с хорошей стойкостью к тепловому растрескиванию. Хорошо выдерживает температурные удары и даже допускает водяное охлаждение от 500 ºC до 650 ºC. Подходит для наращивания крупных композитных штампов или капитального ремонта аналогичных штампов, используемых в сталелитейной, химической и атомной промышленности. | |
| МАТРИЦА DIFFUSALOY 100 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 75 кгс/мм (мин.) Твердость : 42 — 45 HRc Размер (мм) : 3,15 4,00 5,00 Ток (амперы) : 80-120 120-150 150-190 | Недавно разработанный электрод с Cr-Ni-Mo специально для ремонта кузнечных штампов в кузнечной промышленности. Наплавленный металл шва обладает высокой устойчивостью к растрескиванию даже при более высокой ударной нагрузке. Всепозиционный электрод высокой прочности для ремонта больших штампов, инструментов для горячей обработки, Основания молотов, наковальни сеялки, отводы и вставные штампы, валки стана холодной прокатки. Любая поверхность требует сопротивления ударам и трению. | |
| МАТРИЦА DIFFUSALOY 101 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 115 кгс/мм (мин.) ТВЕРДОСТЬ : 37 — 42 HRc Размер (мм) : 3,15 4,00 5,00 Ток (амперы) : 80-120 120-150 150-190 | Недавно разработанный электрод с Cr-Ni-Mo-W-Co специально для ремонта кузнечных штампов в кузнечной промышленности. Применяется для сварки высокопрочных отпущенных низколегированных сталей, а также для сварки процессом стальных отливок, литых сталей соответствующей прочности. Это всепозиционный электрод с высокой прочностью для ремонта больших ковочных штампов, инструментов для горячей обработки, оснований молотов, опорных блоков, наковальни, отводов и вставных штампов, валков стана холодной прокатки. | |
| МАТРИЦА DIFFUSALOY 105 | Твердость: 47–54 HRc Размер (мм): 3,15 4,00 5,00 Сила тока (ампер): 80–120 120–150 150–190 | Недавно разработанный электрод с Cr-W-V, используемый для стали аналогичного типа, а также для наплавки кромок или поверхностей инструментов из низколегированных сталей. Сварной наплав имеет хорошую высокую температуру сопротивление, которое очень полезно для увеличения срока службы. Этот продукт очень подходит для ремонта ковочных штампов в кузнечной промышленности. Используется для лезвий для горячей резки, волочильных блоков , штампов для горячей штамповки, штампов для ударного формования, ножниц для плит, контейнеров, обжимных материалов и т. д. | |
| Трубчатый продукт | |||
| ТУБАЛОЙ 23 | ТВЕРДОСТЬ (по данным хранения) : 58-60 RC (многослойный) : 62-64 RC Размер (мм) : 6,00 8,00 11,00 Ток (ампер) : 80-125 140-190 190-250 | Специальный сплав состоит из твердой аустенитной матрицы с карбидами хрома, ниобия, молибдена, вольфрама и ванадия. Разработан для обеспечения стойкости к сильному истиранию и эрозии как при температуре окружающей среды, так и при повышенных температурах (до 800 ºC). Используется для агломерационных вентиляторов, аглоразрушители, конусы и бункеры доменных печей, цементная печь, износостойкие плиты, клинкерные износостойкие плиты. | |
| ТУБАЛОЙ 33 | ТВЕРДОСТЬ : 50-55 Rc (Многослойный): 56-60 Rc Размер (мм) : 6,00 8,00 11,00 Ток (амперы) : 80-125 140-190 190-250 | Трубчатый электрод из аустенитного железа, предназначенный для сварки марганцевых сталей с получением очень износостойкая и ударопрочная поверхность. Также используется для наплавки углеродистых и низколегированных сталей. Области применения включают молоты дробилок, кожухи и вкладыши, кромки и зубья ковша, ударные стержни и т. д. | |
| ТУБАЛОЙ 35 | ТВЕРДОСТЬ (Однослойный) : 50-60 Rc (Многослойный) : 58-62 Rc Размер (мм): 6,00 8,00 11,00 Ток (ампер): 80-125 140-190 190-250 | Трубчатый электрод из аустенитного железа с прочной аустенитной матрицей с большим содержанием карбидов хрома и молибдена. Депозит устойчив к истиранию при шлифовке. Может наноситься непосредственно на серый чугун и низкоуглеродистую сталь без предварительного нагрева. Подходит для дробильного оборудования, землеройной и сельскохозяйственной техники. | |
| ТУБАЛОЙ108 | ТВЕРДОСТЬ (по состоянию на хранение) : 15 — 20 Rc (деформационное упрочнение) : 45-48 Rc Размер (мм) : 6,00 8,00 11,00 Ток (амперы) : 80-125 140-190 190-250 | Трубчатый электрод хромомарганцевого типа, содержащий ванадий в качестве компонента сплава . Депозитная работа — быстро затвердевает и дает стойкость как к истиранию, так и к ударам. Области применения включают кожухи дробилок, молоты, ударные стержни и т. д. | |
| Сталь | |||
| СУПЕРМАТИК | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 48 кгс/мм (мин. ) Удлинение: 22% (мин.) Размер (мм): 2,50 3,15 4,00 500 Ток (ампер): 60-90 80-120 110-170 140-200 | Для контактной сварки во всех положениях с минимальным подводом тепла для низкоуглеродистых сталей. Используется для изготовления тонких листов, баков, трубопроводов, емкостей, а также цапф, валов и т. д. сахарных заводов. | |
| ДИФФУЗАЛОЙ ГЗБ левый | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 43 кгс/мм Удлинение : 30% Размер (мм) : 3,15 4,00 5,00 Ток (ампер): 110-130 140-180 200-240 | Специально разработанный электрод с уникальным покрытием, позволяющим наплавлять наплавленный металл, который представляет собой почти чистое железо, содержащее очень мало кремния и углерода, а также весьма низкое содержание марганца. Поэтому он идеально подходит для ремонта ванн цинкования. Этот электрод применяется при сварке баков ванн цинкования и для заполнения изношенных частей ванн цинкования. | |
| УНИЛОЙ 608 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 65 кгс/мм (мин.) Удлинение: 25% (мин.) Твердость: 160-190 BHN Размер (мм): 2,50 3,15 4,00 5,00 Ток (ампер): 45-90 60-110 100-140 140-190 | Высоколегированный электрод для сварки и амортизации средне- и высокоуглеродистых, низко- и высоколегированных сталей марки и нержавеющих сталей. Подходит для жары и коррозионная стойкость с лучшей пластичностью. Угловые трещины ковшей, звенья тележки , гусеницы, инструменты для разделения, детали печей, амортизирующий слой на щековых дробилках , молоты, ремонт инструментов и для коррозионно-стойких накладок на углеродистых сталях. | |
| ДИФФУЗАЛОЙ 618 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 60-65 кгс/мм (мин.) Удлинение: 35% (мин.) Твердость (депонированный) : 80 — 100 RB (деформационное упрочнение : 30 Rc (мин.) Размер (мм) : 3,15 4,00 5,00 Ток (ампер) : 60-100 100-160 140-190 | Для соединения и наплавки марганцевых сталей, а также для соединения их с другими сталями . Отличная стойкость к нагреву (до 900º C) и коррозии. Области применения включают лопаты, экскаваторы и драглайны, гусеницы, кожух и другие детали из марганцовистой стали. | |
| ДИФФУЗАЛОЙ 618 X | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 60-65 кгс/мм (мин.) Удлинение : 35% (мин. ) Размер (мм) : 4,00 5,00 Ток (амперы) : 100-160 140-190 | Электрод с высоким коэффициентом восстановления для сварки и наплавки марганцевых сталей и для соединения их с другими сталями. Отличная стойкость к истиранию, трению, высокая температура и легкая коррозия. Области применения включают лопаты, экскаваторы и драглайны, гусеницы, мантии и другие детали из марганцовистой стали. | |
| УНИЛОЙ 620 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 65 кгс/мм (мин.) Удлинение : 25% (мин.) Твердость : 160 — 180 BHN Размер (мм) : 3,15 4,00 Ток (амперы) : 60-110 110-140 | Для соединения и наплавки средне- и высокоуглеродистых сталей. Также для защемленных соединений и для соединения углеродистых и нержавеющих сталей. Депозиты обладают высокой прочностью на растяжение, пластичностью , термостойкостью и коррозионной стойкостью. Области применения включают гусеничные ленты, детали печей и наплавку нержавеющих сталей. | |
| УНИЛОЙ 624 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 80–85 кгс/мм (мин.) Твердость: 175–225 BHN (однослойная) на мягкой стали Размер (мм): 2,50 3,15 4,00 5,00 Ток (ампер): 45–90 60–110 100-150 140-190 | Сварочный электрод с дуплексной структурой, рекомендуемый для сварки неизвестных и непохожих сталей . Наплавки прочные, имеют очень высокую прочность на растяжение и рекомендуются для главного вала коробки передач, промежуточных валов, ремонта инструменты и штампы, соединительные изнашиваемые пластины, наконечники гидравлических экскаваторов, ковши и т. д. | |
| УНИЛОЙ 624 S | UTS : 70 — 75 кгс/мм (мин.) Удлинение : 25% (мин.) Твердость : 160 — 220 BHN Размер (мм) : 2,50 3,15 4,00 5,00 Ток (ампер): 50-90 60- 110 100-150 140-190 | Специально разработанный высокопрочный аустенитный электрод из дуплекса 9.Структура 0383 для соединения и наплавки разнородных и очень широкого спектра легированных сталей. Простота в использовании с плавной дугой, малым разбрызгиванием и равномерным образованием валика . Общепризнанный продукт, имеющий применения практически во всех отраслях промышленности. | |
| ДИФФУЗАЛОЙ 628 | UTS: 60 кгс/мм (мин.) Удлинение (L=4d): 25% (мин. ) Твердость: 160-190 BHN Размер (мм) : 2,50 3,15 4,00 Ток (ампер) : 50-90 60-110 100-150 | Специально разработан для соединения и наплавки на среднеуглеродистую сталь, низколегированную и высоколегированную сталь , нержавеющую сталь и кремнистую сталь (пластины). Депозит обладает высокой прочностью на растяжение, пластичностью, термостойкостью и коррозионной стойкостью. Рекомендуется для сварки штамповок из кремнистой стали. | |
| УНИЛОЙ 685 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 68 кгс/мм (мин.) Удлинение : 30% ТВЕРДОСТЬ : 160 — 190 BHN Размер (мм) : 2,5 3,15 4,00 5,00 -190 | Уникальный электрод с низким тепловложением с превосходным составом сплава для высокопрочного соединения и амортизации средне- и высокоуглеродистых сталей, Инструментальные и штамповые стали, нержавеющие стали и стали от нержавеющих до углеродистых . Также рекомендуется для наплавки на углеродистую сталь для обеспечения коррозионной стойкости и эксплуатации при высоких температурах до 1100 C. Инструменты для разъединения, соединения деталей из стали в землеройных машинах, деталей печей гусениц, охлаждающих пластин , цапф роликов сахарного завода и т. д. | |
| ДИФФУЗАЛОЙ 800 ELH | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 55 — 60 кгс/мм2 2 Предел текучести : 44 — 48 кгс/мм Удлинение (L=5d) : 30% (мин.) CVN Ударная нагрузка (+20°C) : 80 Дж (мин. ) Размер (мм): 3,15 4,0 5,00 Ток (ампер): 100–140 130–170 160–200 | Всепозиционный электрод со сверхнизким содержанием водорода1 с основным покрытием, обеспечивающий сварку низколегированных, среднеуглеродистых и высокопрочных сталей с рентгеновским качеством . Отложения свободны от водородного охрупчивания. Может использоваться на загрязненных сталях, включая автомобильные рамы, ступицы , стальные шестерни, звездочки, рамы локомотивов, дефекты стального литья и т. д. | |
| ДИФФУЗАЛОЙ 818 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 56-62 кгс/мм (мин.) 2 Предел текучести : 48 кгс/мм (мин.) Удлинение : 20% (мин.) Размер (мм) : 3,15 4,00 5,00 Ток (ампер) : 100-140 130-170 160-200 | «Низководородный электрод» с основным покрытием для низколегированных хромомолибденовых сталей, закаленных сталей и т. д. Предназначен для сварки во всех положениях и устойчив к окалине до 550º C. Идеально подходит для изготовления сосудов, трубопроводов и т. д. | |
| ДИФФУЗАЛОЙ 1018 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 73 кгс/мм (мин. ) 2 Предел текучести : 69 кгс/мм (мин.) Удлинение (L=4d) : 20% (мин.) CVN Ударная нагрузка (-50º C) : 30 Дж (мин.) Размер (мм) : 3,15 4,00 5.00 Ток (амперы): 90-140 140-180 190-250 | Полностью позиционный водородный электрод с легирующими элементами, такими как Ni-Cr-Mo, обеспечивающий высокую прочность покрытия. Наплавка обеспечивает радиографическое качество и сопротивление ползучести до 550ºC. Идеально подходит для ремонта деталей из HEMM, броневой стали и т.д. | |
| ДИФФУЗАЛОЙ 6180 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 65 кгс/мм (мин.) Удлинение (L=5d) : 30% (мин.) CVN Ударная нагрузка (+20ºC) : 50 Дж (мин.) Размер (мм) : 3,15 4,00 5,00 Ток (ампер): 80-120 100-160 140-190 | Превосходный сварочный электрод по сравнению с Diffusaloy 618. Обладает отличной стойкостью к ударам и истиранию, как у . Электрод проявляет способность для сварки, легкое отделение шлака и повышенное сопротивление растрескиванию. Основное применение включает соединение и капитальный ремонт марганцевой стали в горнодобывающей и землеройной промышленности. | |
| СА 7018 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 55 — 60 кгс/мм2 ПРЕДЕЛ ТЕЧЕНИЯ : 44 кгс/мм2 (мин.) Удлинение (l=5d) : 25% (мин.) CVN Удар (-20°C) : 75 Дж (мин.) Размер (мм): 3,15 4,00 5,00 Ток (ампер): 100–140 130–170 160–200 | Электрод с низким содержанием водорода «Lo Temp» предназначен для сварки рентгеновского качества на низкоуглеродистых, среднеуглеродистых и низколегированных сталях. Отложения обеспечивают устойчивость к водородному охрупчиванию. Это полностью позиционный электрод для сварки среднеуглеродистых низколегированных сталей и обработки стали без пористости или растрескивания. Месторождения радиографического типа с очень высокими физическими свойствами. Применение включает трубопроводы, танкеры, крановые стрелы, стальные шестерни, локомотивы и т. д. | |
| ДИФФУЗАЛОЙ 8018 W2 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 50 кгс/мм2 (мин.) Предел текучести: 36 кгс/мм2 (мин.) Удлинение (L=5d): 22% (мин.) % Уменьшение площади: 40% (мин.) CVN Ударная нагрузка (+20°C): 50 Дж (мин.) Размер (мм) : 2,5 3,15 4,00 5,00 Ток (ампер): 60-85 90-120 120-150 150-200 | Уникальный продукт, разработанный специально для сварки низколегированных, высокопрочных сталей , таких как ASTM A588 и A242. Низкотемпературный низкотемпературный сплав со специальным покрытием , предназначенный для сварки низкотемпературных сталей с рентгеновским качеством на низколегированных, среднеуглеродистых и низколегированных высокопрочных сталях. Рекомендуется для соединения или наплавки углеродистых и легированных сталей, без пористости и трещин (особенно водородного типа), с исключительно высокими физическими свойствами. Всепозиционный электрод с высокой ударной вязкостью. | |
| Нержавеющая сталь | |||
| ДИФФУЗАЛОЙ ZF AC/DC+ | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 60 кгс/мм Удлинение : 30 — 45 % Размер (мм) : 2,00 2,5 3,15 4,00 Ток (ампер): 35-45 50-70 80-100 110-140 | Специально разработанный электрод из нержавеющей стали ‘ZERO FERRITE’ для всех видов позиционной сварки . Это полностью аустенитная нержавеющая сталь марки 316 L, подходящая для реакторов карбамида, химических заводов, где требуется коррозионная стойкость к сильным окислительным или азотистым средам. | |
| ДИФФУЗАЛОЙ 253 МА | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ :70 кгс/мм2 (мин.) Удлинение (L=5d) : 25% (мин.) CVN Ударная нагрузка (+20°C) : 50 Дж (мин.) Размер (мм) : 2,5 3,15 4,00 5,00 Ток (ампер): 45-70 85-115 100-135 135-170 | Высокопрочный низкотемпературный электрод из аустенитной нержавеющей стали, содержащий специальных микролегирующих элемента. Стабильная сварка, легкое удаление шлака , гладкий и яркий шов. Используется в компонентах печи, Подвески для печей, нефтехимических и нефтеперерабатывающих заводов, энергетических котлов и т. д. | |
| ДИФФУЗАЛОЙ 304 л | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 53 кгс/мм (мин.) Удлинение: 35% (мин.) Размер (мм): 2,00 2,5 3,15 4,00 Ток (ампер): 35-45 50-60 80-100 110-140 | Электрод с контролируемым ферритовым покрытием типа ELC с основным покрытием, устойчивый к коррозии и высокая температура до 800º C. Металл сварного шва обладает отличной устойчивостью к ползучести. Используется для соединения и наплавки стали AISI 301, 302, 304, 308, а также в молочной и химической промышленности. | |
| ДИФФУЗАЛОЙ 309 л | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ :2 53 кгс/мм2(мин.) Удлинение (L=5d) : 30% (мин.) ТВЕРДОСТЬ : 160 — 190 BHN Размер (мм) : 2,5 3,15 4,00 5,00 Ток (ампер): 40-90 60-110 100-140 140-190 | Низкотемпературный всепозиционный электрод из аустенитной нержавеющей стали для сварки нержавеющих сталей AISI типов 309, плакированных сталей 316 и 310. Он также используется для сварки разнородных и неизвестных нержавеющих сталей и для соединения их со сталями. Рекомендуется для наплавки на углеродистые стали с коррозионной стойкостью и эксплуатацией при высоких температурах от 0 до 1100 С. Идеально подходит для сварки детали печей, теплообменники, камеры для термообработки, пластины охладителей печи и плакированные стали. | |
| ДИФФУЗАЛОЙ 309 Мо | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ :58 кгс/мм2 (мин.) Удлинение (L=5d) : 26% (мин.) Размер (мм) : 2,5 3,15 4,00 5,00 Ток (ампер): 40-70 70-100 90- 135 130-165 | Низкотемпературный всепозиционный электрод из аустенитной нержавеющей стали для сварка нержавеющих сталей AISI типов 309, плакированных сталей 316 и 310. Используется также для разнородных и неизвестных нержавеющих сталей и для соединения их со сталями. Рекомендуется для наплавки на углеродистые стали с коррозионной стойкостью и для работы при высоких температурах от 0 до 1100 C. Идеальна для сварки деталей печей , теплообменников, термообрабатывающих коробов, плит охладителей печи и плакированных сталей. | |
| ДИФФУЗАЛОЙ 316 л | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 55 кгс/мм2 Удлинение (L=4d) : 30% (мин.) Размер (мм) : 2,5 3,15 4,00 5,00 Ток (ампер) : 40-70 80-100 100-130 130-160 CVN Ударная вязкость (20°C): 9-12 кгс/см2 | Низкотемпературный сверхнизкоуглеродистый всепозиционный электрод из аустенитной нержавеющей стали для сварки нержавеющих сталей типов AISI 316, 316L, 317 и 318. Покрытия Diffusaloy 316L обеспечивают превосходную стойкость к межкристаллитной коррозии . Для производства и технического обслуживания в химической и бумажной промышленности , где условия эксплуатации требуют отличной стойкости к точечной коррозии и коррозии в сильно окисляющих средах. | |
| ДИФФУЗАЛОЙ 347 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 53 кгс/мм2 (мин.) Удлинение : 30% (мин.) Размер (мм) : 2,5 3,15 4,00 5,00 Сила тока (амперы) : 40-70 60-100 80-130 130-160 CVN Ударная вязкость (-20°C): 8- 12 кгс/см2 | Специально разработанный низкотемпературный электрод из аустенитной нержавеющей стали для сварки во всех положениях стабилизированных аустенитных марок нержавеющей стали, таких как AISI 321, 347 и т. д. Специальные добавки делают металл шва устойчивым к межкристаллитной коррозии. Отлично подходит для применения на молочных, пищевых, химических и ядерных предприятиях. Поскольку металл сварного шва стабилизирован, он не подвержен сенсибилизации, т.е. осаждению карбида хрома. | |
| ДИФФУЗАЛОЙ 905 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 55 кгс/мм2 (мин. ) Удлинение : 30% (мин.) Размер (мм) : 2,5 3,15 4,00 5,00 Рекомендуемая сварка Ток (Ампер): 50-75 80-110 100-140 140-180 | Специальный электрод с низким тепловложением, разработанный на основе сплава с контролируемой ферритно-аустенитной структурой для высокопрочного соединения и амортизации средне- и высокоуглеродистых сталей, инструментальных и штамповых сталей. Специальное приложение включает анкерное соединение, нержавеющую сталь с мягкой сталью, входную трубу завода по производству губчатого железа . Инструменты для разъединения, соединения деталей из стали Hadfield в землеройной технике, башмаки гусениц, 9Детали печи 0383, охлаждающие плиты, валки сахарного завода и т. д. | |
| ДИФФУЗАЛОЙ 908 л | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 53 кгс/мм (мин. ) Удлинение (L=4d) : 35% (мин.) CVN Ударная нагрузка (+20°C): 80 Дж (мин.) Размер (мм) : 2,50 3,15 4,00 5.00 Ток (амперы): 40-70 55-100 75-130 125-160 | Электрод из аустенитной нержавеющей стали типа ELC для всех позиционных сварка нержавеющих сталей AISI 301, 302, 304, L и 308. Сплав демонстрирует исключительную свариваемость с образованием отложений без разбрызгивания. Отлично подходит для сварки всех вышеперечисленных марок нержавеющей стали в молочной, пищевой и химической промышленности, а также на атомных электростанциях с минимальным выделением карбида. | |
| ДИФФУЗАЛОЙ 910 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 57 кгс/мм (мин.) Удлинение (L=4d): 30% (мин.) CVN Ударная нагрузка (+20ºC): 80 Дж (мин.) Размер (мм) : 2,50 3,15 4,00 5,00 Ток (ампер): 40-70 60- 100 80-135 130-175 | Всепозиционный электрод из аустенитной нержавеющей стали для сварки нержавеющих сталей AISI 309 и 310. Отличная стойкость к высокотемпературному окислению (до 1100ºC). Области применения включают детали печей, теплообменники, камеры термообработки, подставки для печей, нагревательные элементы, плиты охладителя печи и для плакированных сталей. | |
| ДИФФУЗАЛОЙ 916 л | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 55 кгс/мм (мин.) Удлинение (L=5d) : 30% (мин.) CVN Ударная нагрузка (+20º C) : 80 Дж (мин.) Размер (мм) : 2,50 3,15 4,00 5.00 Ток (ампер): 40-70 60-100 75-130 125-160 | Всепозиционный электрод из аустенитной нержавеющей стали типа ELC на сварка нержавеющих сталей AISI 316,316 L, 317 и 318. Превосходная стойкость к межкристаллитной коррозии. Минимальное выделение карбида помогает при сварке компонентов в химической, бумажной промышленности и производстве удобрений. | |
| ДИФФУЗАЛОЙ 917 л | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 56 кгс/мм (мин.) Удлинение (L=5d) : 35% (мин.) Размер (мм) : 2,50 3,15 4,00 5,00 Ток (ампер): 40-70 60-110 90-150 135-185 | Электрод из аустенитной нержавеющей стали типа ELC для сварки в любом положении нержавеющей стали AISI 317, 317 L, 318. Соединение и наплавка на широкий диапазон j разнородных сталей. Химический состав специального сплава обеспечивает более высокую работоспособность при температуре от -60ºС до +550ºС. Металл шва устойчив к горячему растрескиванию и микротрещинованию. | |
| Цветной сплав | |||
| СУПЕРБРОНЗА AC/DC (+) | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 30-35 кгс/мм ТВЕРДОСТЬ : (после наплавки) : 75-80 RB (деформационное упрочнение) : 90-95 RB Размер (мм) : 3,15 4,00 Ток (ампер) : 75-120 110-160 | Электрод с превосходной свариваемостью для наплавки плотных и непористых сварных швов на стали, чугуне, бронзе и т. д. Как для соединения, так и для наплавки. Отложения по цвету соответствуют бронзе. Подходит для суперкондиционирования рабочих колес насосов, клапанов, компенсационных колец, зубчатых колес, корпусов , втулок, сальников и т. д. | |
| СУПЕРБРОНЗА DC (+) | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : от 43 до 48 кгс/мм ТВЕРДОСТЬ : (по состоянию на хранение) : 75-80 HRB (деформационное упрочнение) : 90-95 HRB Размер (мм) : 3,15 4,00 Ток (ампер) : 80-110 90-130 | Специально разработанный электрод из оловянной бронзы с низким тепловложением и хорошей свариваемостью для , обеспечивающий наплавку плотных и непористых сварных швов на стали. С.л. Подходит для клапанов, компенсационных колец, зубчатых колес , набивки и т. д. | |
| СУПЕРБРОНЗА СПЕЦИАЛЬНАЯ DC + | ТВЕРДОСТЬ : 15 — 20 HRB (по состоянию на хранение) : Размер (мм) : 2,5 3,15 4,00 Ток (амперы) : 50-80 80-120 140-160 | Superbronze special – это электрод как для сварки, так и для наплавки. Плотные и пористые наплавки — свободные сварные швы на стали, чугуне, бронзе и т.д. Шлак легко удалить. Для суперкондиционирования рабочих колес насосов, клапанов, компенсационных колец, зубчатые колеса, кожух, втулки, сальниковые уплотнения и соединения разнородных металлов. Отложения могут быть легко обработаны до гладкой поверхности. | |
| DIFFUSALOY TINALOY Пайка | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 4,9 кгс/мм (мин.) Температура склеивания: 392 град. Ф | Низкотемпературная паяльная паста с флюсом для пайки разнородных металлов, кроме алюминия. Обладает очень хорошей текучестью и прочностью соединения. Области применения включают лужение, инструменты , ремонт радиаторов и т. д. | |
| ДИФФУЗАЛОЙ 1301 DC (+) | Размер (мм): 3,15 4,00 Ток (ампер): 80–100 90–120 Полярность: DC+ | Недавно разработанный алюминиевый электрод с покрытием для сварки алюминиевых отливок, на ремонтная сварка литых алюминиевых деталей. Сплав обеспечивает плотное покрытие без пористости с очень хорошей механической прочностью. | |
| ДИФФУЗАЛОЙ АЛЬБРО | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 35 кгс/мм2 ТВЕРДОСТЬ (после наплавки) : 74 — 80 HRB (деформационное упрочнение) : 90 — 95 HRB Размер (мм) : 3,15 4,00 Ток (амперы) : 80-100 100-1200 | Низкотемпературный электрод со специальным покрытием и превосходной свариваемостью для наплавки плотных и непористых сварных швов на стали, чугуне, алюминии , бронзе и других бронзах. Как для соединения, так и для наложения. Для кондиционирования Super рабочих колес насосов, клапанов, компенсационных колец, корпусов зубчатых колес, втулок , сальниковых уплотнений и для соединения разнородных металлов. | |
| Чугун | |||
| ФЕРОКАСТ 102 | Размер (мм): 3,15 4,00 Ток (ампер): 80-120 100-150 | Для подготовки загрязненной поверхности чугуна перед использованием чугуна Superior, поддающегося механической обработке. Депозиты быстрозамораживающие и необрабатываемые. | |
| CACI 150 | ТВЕРДОСТЬ: 140 — 180 BHN 2 U.T.S. : 37 — 44 кгс/мм Размер (мм) : 2,50 3,15 4,00 5,00 Ток (ампер) : 40-70 70-110 90-120 120-170 | CAC1150 представляет собой электрод с ферроникелевой проволокой для сварки чугуна без предварительного нагрева. Рекомендуется для ремонта чугуна, заполнения литейных дефектов с идеальным совпадением цвета. Может использоваться для ковкого чугуна и чугуна SG. | |
| СИНОД 160 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 35 — 40 кгс/мм2 ТВЕРДОСТЬ : 150-210 BHN Размер (мм) : 2,50 3,15 4,00 5,00 Ток (ампер) : 50-85 80-120 100-140 120-3810 | Электрод с высоким содержанием никеля, разработанный для высокопрочного соединения чугуна с шаровидным графитом с исключительной устойчивостью к растрескиванию. Месторождения поддаются механической обработке. Подходит для корпусов насосов, корпусов клапанов, фланцев клапанов, корпусов клапанов, крышек двигателей и т. д. | |
| CACI 540 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 35 — 40 кгс/мм2 ТВЕРДОСТЬ : 140 -170 BHN Размер (мм) : 3,15 4,00 5,00 Ток (ампер) : 45-75 75-110 100-140 130-170 | Новый чугунный электрод с низким тепловложением и высокой устойчивостью к растрескиванию. для литья из высокопрочного чугуна, ковкого, а также серого чугуна с отличной обрабатываемостью. Рекомендуется для высокопрочных соединений на C.l. корпуса, штампы и для соединения чугуна со сталью. | |
| CACI 650 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 30 — 35 кгс/мм2 Размер (мм) : 2,50 3,15 4,00 5,00 Ток (ампер) : 45-75 75-110 100-140 130-170 | Новый экономичный никелевый сплав для наплавки и соединения различных типов чугуна и чугуна со сталью. Наплавки поддаются механической обработке и очень подходят для заполнения отливок из чугуна, корпусов насосов, восстановления отсутствующих секций и т. д. | |
| ГРЕЛОЙ 850 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 30 — 35 кгс/мм2 ТВЕРДОСТЬ: 150 -180 BHN Размер (мм): 2,50 3,15 4,00 5,00 Ток (ампер): 45-90 60-110 80-130 100-170 | Электрод из чистого никеля для максимальной обрабатываемости, подходит для наплавки как , а также для соединения различных марок чугуна и чугуна со сталью. Области применения включают в себя основания машин, блоки цилиндров, корпуса двигателей/генераторов/насосов , крыльчатки, направляющие машины и т. д. | |
| СУПЕРЦИНОД 1600 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 40 — 48 кгс/мм2 2 ПРЕДЕЛ ТЕЧЕНИЯ : 30 — 40 кгс/мм ТВЕРДОСТЬ : 150 — 200 BHN Размер (мм) : 2,50 3,15 4,00 5,00 Ток (ампер) 50-8 5 80-80 100-140 100-170 | Специальный чугунный электрод с высоким выходом. Специально разработан для пластичной, обрабатываемой и стойкой к растрескиванию ремонтной сварки на серой, узловатой чугун и ковкий чугун и соединение их со сталью. Рекомендуется для использования на грязном, старом и обожженном чугуне. | |
| НОДУРОН 60 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ : 45 — 50 кгс/мм2 ТВЕРДОСТЬ : 180 BHN Удлинение (l=5d) : 15% (мин.) CVN Ударная нагрузка (-20°C): 75 Дж (мин.) Размер ( мм) : 3,15 4,00 5,00 Ток (амперы) : 70-100 120-160 160-210 | Специально разработанный электрод с основным графитовым покрытием, состоящий из очень сложного химического состава флюса . Флюсовое покрытие предназначено для полного покрытия шлака, , который можно легко удалить после охлаждения валика. Следовательно, как переходная зона, так и ЗТВ ПОЛНОСТЬЮ ОБРАБАТЫВАЮТСЯ, , даже ИНСТРУМЕНТОМ ИЗ ВЫСОКОСКОРОСТНОЙ СТАЛИ. Применяется для сварки всех типов чугунов — серого , ковкого чугуна, чугуна с шаровидным графитом или ковкого чугуна-перлита 9.0383, а также ферритные разновидности. Он также может сваривать чугун со сталью, грязные, маслянистые чугуны , толстые и тонкие чугуны. | |
| Металлообработка | |||
| СУПЕРРЕЗ | Размер (мм): 3,15 4,00 5,00 Ток (ампер): 125-300 150-325 175-35 | Режущий электрод переменного/постоянного тока для резки, прокалывания и удаления всех металлов с использованием 9Стандартное оборудование для электродуговой сварки 0383. | |
| СУПЕРГЛУБКА | Размер (мм): 3,15 4,00 5,00 Ток (ампер): 130–190 200–260 275–325 | Высокоэффективный электрод переменного/постоянного тока для снятия фасок и нарезания канавок на всех черных и цветных металлах с использованием станд. оборудование для электродуговой сварки. Нет воздуха или кислорода необходимо. | |
| Припой | |||
| ДИФФУЗАЛОЙ 155 С | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 40 — 45 кгс/мм Температура пайки. : 820 — 870º C Размер (мм) : 3,15 x 450 | Припой общего назначения для соединения мягких, низкоуглеродистых и оцинкованных материалов 9Сталь 0383, медь и сплавы на ее основе. Для угловых и стыковых соединений на листах, трубах и листах из мягкой стали, низкоуглеродистой и оцинкованной стали, разнородных соединений между сталью и медью, латунью и бронзой. Доступны как голые, так и покрытые разновидности. | |
| ДИФФУЗАЛОЙ 181 С | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 50 — 60 кгс/мм Температура пайки. : 820 — 870°С Размер (мм): 3,15 x 450 | Для наплавки и наплавки чугуна и стали, а также для соединения разнородных металлов , включая медные сплавы. Области применения включают зубья цилиндрических шестерен, поверхности подшипников и валы. Наплавки сплава имеют низкий коэффициент трения и поддаются механической обработке. Доступен как с покрытием, так и без покрытия. | |
| ДИФФУЗАЛОЙ 202 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 27 — 33 кгс/мм Температура пайки. : 750 — 850º C Размер (мм) : 1,6 x 450 3,15 x 450 | Легкоплавкий самофлюсующийся сплав для соединения медных сборок и сплавов на основе меди . Области применения включают производство электродвигателей, коллекторных соединений, электрических контактов , холодильных труб и узлов. | |
| ДИФФУЗАЛОЙ 242 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 40 — 45 кгс/мм Температура пайки. : 700 — 850º C Размер (мм) : 1,6 x 450 Прокладка : 0,12 x 25 | Высокопрочный, низкотемпературный сплав серебра для высокопрочного соединения всех металлов, кроме белых металлов. Отлично подходит для соединения латуни, мягких и легированных сталей с нержавеющей сталью. Область применения включает Т-образный квадрат, стыковые и фланцевые соединения. | |
| ДИФФУЗАЛОЙ 252 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 48 — 53 кгс/мм Температура пайки. : 600 — 750º C Размер (мм) : 1,6 x 450 Прокладка : 0,12 x 25 | Припой с высоким содержанием серебра для высокой прочности и для толстых и тонких текучих приложений. Идеально подходит для наконечников из карбида вольфрама, углеродистых, легированных сталей, нержавеющих сталей, никелевых сплавов , меди и медных сплавов и разнородных металлов. Стыковые и фланцевые соединения внахлест, Т-образный квадрат. | |
| ДИФФУЗАЛОЙ 262 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 58 — 65 кгс/мм Температура пайки. : 600 — 750º C Размер (мм) : Стержень : 1,6 x 450 Прокладка : Прокладка : 0,12 x 25 | Чрезвычайно универсальный легкоплавкий сплав с очень высоким процентным содержанием серебра и превосходной свариваемостью для применения с тонким потоком на медно-никелевых, углеродистых и легированных сталях. Обеспечивает высокопрочное соединение разнородных металлов. | |
| Присадочная проволока | |||
| ДИФФ 116 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 540 Н/мм 2 Удлинение: 38 % Размер (мм): TIG 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | DIF–FILL 116 — сплошная неизолированная присадочная проволока. Обычно содержит сверхнизкое содержание углерода 19% Cr, 12,5% Ni, 2,0% Mo. Наличие молибдена обеспечивает сопротивление ползучести при повышенной температуре до 850 0 C. Сопротивление точечной коррозии и образованию накипи в галогенидной атмосфере является превосходным. Низкое содержание углерода в металле шва обеспечивает отсутствие межкристаллитного растрескивания. Используйте постоянный ток (-) и аргон для сварки наилучшего качества. . | ДИФФ 130 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 590 Н/мм 2 Удлинение: 10 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | Diff – Fill 130 – это присадочный сплав для нержавеющей стали для сварки TIG/MIG/SAW прямых хромистых сталей. Используется как для соединения, так и для наплавки, изготовлен из легированной стали, нержавеющая сталь, рабочая температура до 450 0 C. Отличные свойства сопротивления истиранию, эрозии, износу металла по металлу. | ДИФФ-ЗАПОЛНЕНИЕ 247 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 167 Н/мм². прибл. Удлинение: 8 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,0 мм. | Подходит для сварки TIG, MIG различных марок алюминиевых сплавов. Специально разработанное масло с высоким содержанием кремния, более низкой температурой плавления, более высокой текучестью. Сводит к минимуму горячее растрескивание и увеличивает прочность на сдвиг. Сварка термически обрабатываемых сплавов. При толщине более 15 мм предварительный нагрев до 150-180°С. | ДИФФ-ЗАПОЛНЕНИЕ 256 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 235 Н/мм². Приблизительно Удлинение: 20 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,0 мм. | Подходит для сварки TIG, MIG различных марок сплавов, содержащих магний. Хорошая коррозионная стойкость. При толщине более 15 мм предварительный нагрев до 150-180°С. | ДИФФ-ЗАПОЛНЕНИЕ 108 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 580 Н/мм 2 Удлинение: 36 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | DIF-FILL 108, твердая присадочная проволока из аустенитной нержавеющей стали, обычно содержит сверхнизкое содержание углерода и 20 % Cr, 10 % Ni. Низкий углерод обеспечивает отсутствие межкристаллитного растрескивания. Наплавка обладает отличной прочностью. Проволока с блестящей отделкой обеспечивает стабильный сварной шов без пористости. | ДИФФ-ЗАПОЛНЕНИЕ 109 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 540 Н/мм Удлинение: 37 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | DIF-FILL 109 – присадочная проволока из аустенитной нержавеющей стали, обычно содержащая сверхнизкое содержание углерода и 24 % Cr, 13 % Ni. используется для сварки типа 309, стали 309L, а также разнородные комбинации сталей. Низкое содержание углерода в металле сварного шва повышает стойкость к межкристаллитной коррозии/растрескиванию без использования стабилизирующих элементов, таких как Ti или Nb. Обеспечивает превосходную отделку металла сварного шва при постоянном токе (-) с использованием аргона в качестве защитного газа. | ДИФФ-ЗАПОЛНЕНИЕ 110 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 520 Н/мм 2 Удлинение: 20 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | Diff – Fill 110 – это присадочный сплав для нержавеющей стали для сварки TIG/MIG/SAW сталей с содержанием 13 % Cr. Используется для соединения, а также для наплавки из стали AISI 410 и т.д. Рабочая температура до 450 0 C. Отличные свойства сопротивления эрозии, кавитации и износа | ДИФФ-ЗАПОЛНЕНИЕ 147 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 560 Н/мм 2 Удлинение: 32 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | Dif-Fill 147 представляет собой сплошную неизолированную присадочную проволоку, стабилизированную Колумбием, которая обычно дает металл сварного шва, содержащий 20 % Cr, 10 % Ni и Cb (Nb). Присутствие Cb и Ta снижает возможность межкристаллитной коррозии. Металл сварного шва также эффективно обеспечивает высокотемпературную прочность. Использование постоянного тока (-) с аргоновой защитой обеспечивает превосходное качество металла сварного шва. | ДИФФ-ЗАПОЛНЕНИЕ 211 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 60 85 Н/мм². прибл. Удлинение: 40 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,0 мм. | Подходит для сварки TIG, MIG чистого алюминиевого сплава, обеспечивает очень хорошее совпадение цветов. Обладает высокой устойчивостью к химической коррозии. При толщине более 15 мм предварительный нагрев до 150-180°С. подходит для анодирования после соединения/ремонта . | ДИФФ-ЗАПОЛНЕНИЕ 243 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 130 Н/мм². прибл. Удлинение: 15 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,0 мм. | Подходит для сварки TIG, MIG различных марок алюминиевых сплавов с содержанием кремния до 8%. Сварка термически обрабатываемых сплавов. При толщине более 15 мм предварительный нагрев до 150-180°С | ДИФФ-ЗАПОЛНЕНИЕ 300 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 220 Н/мм². прибл. Удлинение: 30 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,0 мм. | Подходит для сварки TIG, MIG меди и медных сплавов, таких как CuMn, CuSiMn и т. д. Подходит для наплавки легированной стали. Идеально подходит для швов с высокой нагрузкой, швов без пор. | ДИФФ-ЗАПОЛНЕНИЕ 302 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 440 Н/мм² Удлинение: 20 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | Подходит для соединения и наплавки медных и медно-никелевых сплавов. Подходит для наплавки легированной стали. Идеально подходит для температурной и коррозионной стойкости. Лучше всего подходит для морской воды, химической коррозии. | ДИФФ-ЗАПОЛНЕНИЕ 304 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 500 Н/мм² Удлинение: 35 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | Подходит для сварки TIG, MIG и наплавки стали, чугуна, латуни. Идеально подходит для морской воды Коррозия, химическая коррозия, высокопрочные соединения | ДИФФ-ЗАПОЛНЕНИЕ 306 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 350 Н/мм². прибл. Удлинение: 40 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | Подходит для сварки TIG, MIG меди и медных сплавов, таких как CuMn, CuSiMn и т. д. Подходит для наплавки легированной стали. Идеально подходит для температурной и коррозионной стойкости. | ДИФФЕРЕНЦИАЛ 400 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 440 ДО 540 Н/мм² Удлинение: 30 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | Подходит для сварки TIG, MIG для соединения и наплавки никелевых сплавов, плакированной стали, никеля к стали, меди к стали. Сварка и наплавка высоколегированных и низколегированных сталей. Подходит для корневого прогона и буферного слоя . | ДИФФ-ЗАПОЛНЕНИЕ 402 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 500 Н/мм² Удлинение: 35 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | Известен как мельхиоровый сплав. Подходит для сварки TIG, MIG. Идеально подходит для коррозионной стойкости, отличного сопротивления ползучести, подходит для температур от -19от 6 ºC до 450 ºC | ДИФФ-ЗАПОЛНЕНИЕ 404 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 590 Н/мм² Удлинение: 35 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | Отличная жаропрочность, коррозионная стойкость, стойкость к термическим ударам, подходит для температур от -19от 6°С до + 1000°С. Сварные соединения без пористости. Легкотекучий сплав. | ДИФФ-ЗАПОЛНЕНИЕ 406 | ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ: 740 Н/мм² Удлинение: 30 % Размер (мм): 1,6 мм, 2,0 мм, 2,5 мм, 3,15 мм, 4,00 мм | Подходит для сварки TIG, MIG нержавеющей стали, сплавов, содержащих молибден. Также подходит для различных коррозионностойких сплавов. Устойчив к высоким температурам. |
 Также подходит для инструментов для горячей обработки,
Также подходит для инструментов для горячей обработки, 10 ведущих производителей графитовых электродов на мировом рынке графитовых электродов
Автор: Yvonne 29 марта 2021 г.
Продавцы рынка столкнулись с угрозой со стороны китайских производителей графитированных электродов, которые экспортировали продукцию по относительно низким ценам и обеспечивали высокое качество продукции.
В 2015 году мировое производство стали в электродуговых печах (ЭДП) составило 405,94 млн метрических тонн, что составляет 25% от общего объема производства стали в мире. Коэффициент использования производственных мощностей ЭДП соответствует общему тренду сталелитейной промышленности.
Мировой рынок графитированных электродов характеризуется высокой конкуренцией благодаря присутствию нескольких глобальных и региональных поставщиков. Существует высокая конкуренция среди поставщиков, что привело к снижению цен и принятию антидемпинговых пошлин в странах-членах ВТО. Напротив, спрос на графитовые электроды за последние несколько лет увеличился, что привело к увеличению их использования в ЭДП для стального лома и процессов плавки металлов. Это еще больше усилило конкуренцию среди поставщиков.
Топ-10 поставщиков графитированных электродов на рынке
► GrafTech
Компания GrafTech International была основана в 1886 году и имеет штаб-квартиру в Парме, штат Огайо, США. Ассортимент продукции компании включает графитированные электроды, огнеупорные системы, передовые композитные материалы, игольчатый кокс и передовые графитовые материалы.
► Дэн Карбон
Компания Dan Carbon была основана в 1994 году в городе Даньдун провинции Ляонин на северо-востоке Китая. Как профессиональный производитель графитированных электродов в Китае, компания в основном поставляет графитированные электроды для использования в производстве стали в электродуговых печах (ЭДП). Эти продукты также используются для рафинирования стали в печах-ковшах, а также в других плавильных печах. Dan Carbon специализируется на производстве графитовых электродов трех марок: RP (обычная мощность), HP (высокая мощность) и UHP (сверхвысокая мощность) диаметром от 200 мм до 700 мм.
В настоящее время Dan Carbon стала одним из ведущих поставщиков графитированных электродов в Китае. Компания Dan Carbon, оснащенная двумя экструзионными машинами мощностью 3500 тонн, одной печью с выдвижным подом, четырьмя кольцевыми печами и другим передовым оборудованием, годовая производительность Dan Carbon достигла 100 000 тонн. Компания придерживается ценности, согласно которой качество является основой предприятия, поэтому Dan Carbon постоянно поставляет высокопроизводительные продукты клиентам по всему миру.
► GIL Graphite
Graphite India Limited (GIL) была создана в 1967 в сотрудничестве с Great Lakes Carbon Corp (GLCC), США. Штаб-квартира находится в Калькутте, Западная Бенгалия, Индия. Компания занимается производством графитовых электродов и различных изделий из графита, а также водонепроницаемого графитового оборудования и запасных частей.
► SGL Carbon
SGL Carbon вместе со своими дочерними предприятиями является производителем изделий из углерода и графита. Он поставляет продукты на основе углерода широкому кругу отраслей, от традиционных промышленных секторов до новых быстрорастущих областей будущего.
► Showa Denko Carbon
Предоставляет графитовый электрод и гранулированный графит для использования в электродуговой печи при производстве стали. производительность. Эти графитовые продукты используются для различных промышленных применений, таких как автомобильные фрикционные материалы и производство стали EAF.
► HEG
HEG Ltd, ведущая компания этой группы, сегодня является ведущим производителем графитированных электродов в Индии. Он имеет один из крупнейших заводов по производству графитовых электродов в Южной Азии, производящий сложные электроды UHP (Ultra High Power) с использованием технологии SERS, дочерней компании Pechiney, Франция.
► Tokai Carbon
Компания Tokai Carbon уже более века занимается разработкой углеродных продуктов, незаменимых в различных отраслях промышленности, в качестве комплексного производителя углеродных материалов.
► Kaifeng Carbon
Kaifeng Pingmei New Carbon Materials Technology Co., Ltd расположена в Восточной промышленной зоне, Кайфэн, провинция Хэнань. Компания в основном производит сверхмощные (UHP) графитовые электроды и ниппели диаметром 500 мм (20 дюймов), 550 мм (22 дюйма), 600 мм (24 дюйма), 700 мм (28 дюймов).
► Наньтун Янцзы Карбон
Nantong Yangzi Carbon Co., Ltd., являясь вице-президентом Китайской ассоциации углеродной промышленности, входит в тройку крупнейших отечественных производителей графитированных электродов UHP. Nantong Yangzi Carbon уже наладила сотрудничество с Matex Co.Japan по технологии производства графитированных электродов UHP для металлургии и производства стали с 1994 года. Nantong Yangzi Carbon также является первым производителем и экспортером графитированных электродов UHP различных спецификаций.
► Углеродные электроды Schutz
Крупнейший в Индии производитель и экспортер углеволокна для дуговой строжки и производства и экспортера углеволокна для дуговой сварки SCHUTZ CARBON ELECTRODES PVT. ООО производит полный спектр углей Arc с 1978 года. Наша компания расширила свои производственные мощности для производства и поставки специальных продуктов Carbon Grahphite
В произвольном порядке приведенный выше список приведен только для справки.
лучшая марка сварочного электрода
4 недели назад #1
лучшая марка сварочного электрода
Какой бренд лучше всего подходит для электродов из углеродистой и нержавеющей стали.
Ответить с цитатой
4 недели назад #2
Re: лучшие марки сварочных электродов.
Лучшие сварочные свойства? Ценность?
Первый на WeldingWeb, у которого есть знак прокрутки!
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
4 недели назад #3
Re: лучшие марки сварочных электродов.
Я часто использую ESAB Atom Arc и Lincoln Excalibur. Хобарт хорош, Маккей был моим фаворитом. Я не свариваю с Blue Demon.
«Где Стикмен????????» — 7А749
«Ш-ш-ш!! Я послал его поймать этот MIC-4, пока он не смотрел!» — дуанеб55
«Я купил несколько вещей Tbone, в отличие от Stick-Man, который сам себе помогает» — TozziWelding
«Стикмен»
Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 2 лайка, 0 дизлайка
4 недели назад #4
Re: лучшие марки сварочных электродов.
Здесь много личного мнения и восприятия.
Я считаю, что Lincoln Excalibur и 5p+ «работают лучше», чем
любые другие 7018 или 6010, которые я использовал.
Мне нравятся Hobart 6011 и 6013 по соотношению цены и качества.
У других будет совсем другое мнение по этому поводу.
Не думаю, что стал бы обращать внимание на обзоры штучных электродов
.
Miller a/c-d/c Thunderbolt XL
Миллерматик 180
Пурокс О/А
Смит Литтлторч O/A
Хобарт Чемпион Элита
Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 3 лайка, 0 дизлайка
4 недели назад #5
Re: лучшие марки сварочных электродов.
Если покупать катанку и проволоку, как это было, она должна соответствовать требованиям AWS SPEC и иметь лучшую цену.Если вы купите 10 фунтов за раз, вы можете найти удилище, которое вам понравится. Но вы попробуйте их и найдете то, что вам нравится.
Дэйв
Первоначально написал saf
Какой бренд лучше всего подходит для электродов из углеродистой и нержавеющей стали. Когда я иду в Amazon, Forney выходит вперед. Я не вижу обзоры Lincoln, Hobart, Esab.
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
4 недели назад #6
Re: лучшие марки сварочных электродов.
Первоначально Послано jpump5
Здесь много личного мнения и восприятия.
Что, если я проведу окончательный разбор E7018 с более чем 6 брендами и задокументирую его здесь?
Я считаю, что Lincoln Excalibur и 5p+ «работают лучше», чем
любые другие 7018 или 6010, которые я использовал.
Мне нравятся Hobart 6011 и 6013 по соотношению цены и качества.
У других будет совсем другое мнение по этому поводу.
Не думаю, что стал бы обращать внимание на обзоры штучных электродов
.
Первый на WeldingWeb, у которого есть знак прокрутки!
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 4 лайка, 0 дизлайка
4 недели назад #7
Re: лучшие марки сварочных электродов.
Оскар,
Отличная идея! Пожалуйста, включите коробку Home Depot 7018 и добавьте ее в тестовую смесь — просто для сравнения.
Не могли бы вы сравнить только что открытый контейнер из запечатанного контейнера со старым открытым контейнером? (для хобби, что не является кодом/проверено)
3/32-дюймовые и 1/8-дюймовые стержни — я предполагаю, что они наиболее часто используются для обычных работ.
Поскольку речь идет о низком содержании водорода, имеет ли смысл провести несколько тестов на высокоуглеродистой стали? 1040 или 1045? просто чтобы увидеть с точки зрения хобби, что на самом деле означает для нас низкий уровень водорода.
Да, мне очень нравится эта идея. Чем я могу помочь?
Джефф
Ответить с цитатой
4 недели назад #8
Re: лучшие марки сварочных электродов.
Первоначально Послано saf
Какой бренд лучше всего подходит для электродов из углеродистой и нержавеющей стали. Когда я иду в Amazon, Forney выходит вперед. Я не вижу обзоры Lincoln, Hobart, Esab.
Это как спор какой грузовик лучше..Форд? Шевроле? Уклоняться? Все они хороши, когда работают, и все сосут воду из каналов, когда не работают.Что касается лучшего сварочного прутка или сварочной проволоки… как и спор о лучшем грузовике, это вопрос личного мнения. Для меня стержень есть стержень, и все они работают хорошо, некоторые из них вам придется запускать в сварочном аппарате немного теплее или холоднее, но я всегда могу заставить их работать, чтобы делать то, что мне нужно. Я не беспокоюсь о бренде, и я больше не занимаюсь кодированием, и никто не проверяет мои сварные швы на этих ведрах, так что это действительно не проблема.
Найдите удочку, которая подходит вам, и продолжайте получать ее, или делайте, как я, используйте то, что вы можете получить, и смиритесь с этим.
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 4 лайка, 0 дизлайка
4 недели назад #9
Re: лучшие марки сварочных электродов.
Мне нравится идея вылета стержня, но на скольких сварщиках вы собираетесь их примерять, на скольких металлах, скольких диапазонах температур? Я по-прежнему за, но я думаю, вы обнаружите, что у большинства удилищ есть наилучшее решение, которое хорошо подойдет для конкретного применения, в котором некоторым людям может не быть необходимости.
Чем сильнее вы падаете, тем выше подпрыгиваете…
Стик Miller DialArc AC/DC на 250 ампер
Усилитель F-225 Forney AC Stick
Блок питания Sears на 230 ампер
Линкольн 180С МИГ
Виктор Медалист 350 O/A
Вырезать 50 Плазма
Лес
Ответить с цитатой
4 недели назад #10
Re: лучшие марки сварочных электродов.
Первоначально отправлено ToolFanGeoff
Оскар,
У меня все еще должен быть Home Depot lincoln E7018AC, и они довольно старые, по крайней мере, 6 лет, но хранятся в тех пластиковых банках для грузовых перевозок Orange Harbour, которые раньше продавались за 4 доллара.
Отличная идея! Пожалуйста, включите коробку Home Depot 7018 и добавьте ее в тестовую смесь — просто для сравнения.
Не могли бы вы попробовать сравнить только что открытый из запечатанного контейнера со старым, открытым контейнером? (для хобби, что не соответствует нормам/проверке)
3/32-дюймовые и 1/8-дюймовые стержни — я думаю, они наиболее часто используются для общих работ.
Поскольку мы говорим о низком содержании водорода, имеет ли смысл провести несколько тестов на высокоуглеродистой стали? 1040 или 1045? просто чтобы увидеть с точки зрения хобби, что на самом деле означает для нас низкий уровень водорода.
Да, мне очень нравится эта идея. Чем я могу помочь?
Джеффwhtbaron, если и когда я в конечном итоге это сделаю, это определенно будет только обычная мягкая сталь, один сварочный аппарат используется для устранения ошибки, а что касается настроек силы тока, это еще предстоит выяснить, потому что все они должны нормально работать в сладкое место; это было бы тривиальным моментом для доказательства. Я думаю, что хорошим тестом усилителя будут настройки с низким и высоким усилием, как без горячего старта, так и с использованием только одной настройки для силы дуги / копания. Это позволило бы мне увидеть, какие из них действительно запускаются легче (с субъективной точки зрения), а тестирование на верхнем уровне могло бы показать, какие из них склонны к большему разбрызгиванию, что могло бы предоставить более объективные визуальные данные.
Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
4 недели назад #11
Re: лучшие марки сварочных электродов.
Я просто думал о тех китайских 7018 AC, которые у меня были.
Чем сильнее вы падаете, тем выше подпрыгиваете…
Стик Miller DialArc AC/DC на 250 ампер
Усилитель F-225 Forney AC Stick
Блок питания Sears на 230 ампер
Линкольн 180С МИГ
Виктор Медалист 350 O/A
Вырезать 50 Плазма
Лес
Ответить с цитатой
4 недели назад #12
Re: лучшие марки сварочных электродов.
У меня есть ответ на этот вопрос, абсолютно лучший, я имею в виду, что ни один из них не лучше, и я не думаю, что мы вряд ли будем здесь спорить. Но самые лучшие — это лучшие, которые можно купить за деньги, и вам не нужно заказывать, искать или платить за них. Поймите, что иногда бесплатное удовольствие не из дешевых, но если ваш босс покупает их, платит помощнику, чтобы загрузить их в ваш грузовик, платит вам, чтобы сжечь их, то они самые лучшие.
Старик на пенсии
Hobart 210
Lincoln AC/DC 225/125
Пила Evolution 14
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
4 недели назад №13
Re: лучшие марки сварочных электродов.
В основном то, что доступно. Я могу внести некоторые коррективы, если одна удочка работает не так хорошо, как другая. Тем не менее, я хотел бы иметь возможность легко и быстро приобрести удочку на месте. У меня нет на складе обычного стального сварочного стержня. Я собираю более дорогие удилища, когда нахожу сделку. Никелевые и нержавеющие даже алюминиевые стержни.Если вы учитесь, вы можете сбросить 10 фунтов в день или 2.
Ответить с цитатой
4 недели назад №14
Re: лучшие марки сварочных электродов.
Я сварил с Lincoln, ESAB, Hobart, Boholer (написано неправильно), в основном с тем, что когда-либо было у моего LWS, и если они в хорошем состоянии, я могу заметить разницу.
Мы сделали так много, так долго и так мало. Были теперь квалифицированы, чтобы сделать что-нибудь с ничего!
Ответить с цитатой
4 недели назад №15
Re: лучшие марки сварочных электродов.
Первоначально Послано saf
Какой бренд лучше всего подходит для электродов из углеродистой и нержавеющей стали. Когда я иду в Amazon, Forney выходит вперед. Я не вижу обзоры Lincoln, Hobart, Esab.
Я нахожусь в стране нефтяных месторождений. LWS предлагает электроды Lincoln. Едва ли можно найти на складе ESAB или какие-либо другие бренды. Вы должны заказать. Они продают то, что продается, так что это должно вам кое-что сказать.
Ответить с цитатой
Опубликовать «Спасибо» / «Нравится» — 2 лайка, 0 дизлайка
4 недели назад №16
Re: лучшие марки сварочных электродов.
Первоначально Послано saf
Какой бренд лучше всего подходит для электродов из углеродистой и нержавеющей стали. Когда я иду в Amazon, Forney выходит вперед. Я не вижу обзоры Lincoln, Hobart, Esab.
.
многие стержни когда старые и набирают влагу они свариваются намного хуже. при сварке, если вы слышите шипение флюса и видите большие куски флюса, слетающие со стержня во время сварки, как правило, хорошо
пора покупать новый стержень. У меня были некоторые проблемы со сваркой алюминиевой палочкой, конец стержня входит в электрододержатель, который пришлось отшлифовать от коррозии для лучшего электрического контакта, но стержень
шипел (пар) и флюс выскакивал большими кусками, в итоге я выбросил стержень в мусор
. ….. стержню было буквально легко за 20 лет, попробовал новый стержень, и его сварка оказалась намного проще. для сварки алюминиевых стержней часто лучше купить 1-фунтовый контейнер, а не 5-фунтовый контейнер
.
Ответить с цитатой
4 недели назад # 17
Re: лучшие марки сварочных электродов.
Первоначально Послано Оскаром
Что, если бы я сделал окончательное выяснение отношений E7018 с более чем 6 брендами и задокументировал это здесь?
Я бы больше доверял результатам вашей разборки, чем
большинству «отзывов», которые я вижу, но тут еще много переменных.
Miller a/c-d/c Thunderbolt XL
Миллерматик 180
Пурокс О/А
Смит Литтлторч O/A
Хобарт Чемпион Элита
Ответить с цитатой
4 недели назад # 18
Re: лучшие марки сварочных электродов.
Первоначально Послано старый шахтер по имени Поп
Это как аргумент, какой грузовик лучше .
Что касается лучшего сварочного прутка или сварочной проволоки… как и спор о лучшем грузовике, это вопрос личного мнения. Для меня стержень есть стержень, и все они работают хорошо, некоторые из них вам придется запускать в сварочном аппарате немного теплее или холоднее, но я всегда могу заставить их работать, чтобы делать то, что мне нужно. Я не беспокоюсь о бренде, и я больше не занимаюсь кодированием, и никто не проверяет мои сварные швы на этих ведрах, так что это действительно не проблема.
Найдите удочку, которая вам подходит, и продолжайте получать ее или делайте, как я, используйте то, что вы можете достать, и разберитесь с ней
Хороший материал, в значительной степени объясняет. Но эта информация либо пропадет мимо ушей, либо в одно ухо попадет, а в другое вылетит.
Lincoln 330MPX
Lincoln Power Mig 256
Lincoln LN-25X Устройство подачи проволоки
Magnum PRO 250LX GT Пистолет-пулемет
Lincoln AC/DC 225
Ton Arc of Torches OFC-A OFG-A Air Carbon
Gouging
Эверласт 62 i Плазменный резак
Ingersoll Rand T-30 14 л.
Instagram: #Freebird Welds
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
4 недели назад # 19
Re: лучшие марки сварочных электродов.
Первоначально Послано jpump5
Я был бы более склонен доверять результатам вашего вскрытия, чем
Полностью согласен. Я бы не смог протестировать все возможные сценарии, только базовое тестирование с максимально строго контролируемыми переменными.
большинству «обзоров», которые я вижу, но есть еще много переменных.
Первый на WeldingWeb, у которого есть знак прокрутки!
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
3 недели назад #20
Re: лучшие марки сварочных электродов.
Определенно Harbour FreightОтправлено из моего Lincoln Buzzbox с использованием Tapatalk
Ответить с цитатой
3 недели назад # 21
Re: лучшие марки сварочных электродов.
Проблема с тестированием коробок с ребрендингом заключается в том, что я не верю, что они непротиворечивы. Я не знаю точно, но я думаю, что они заключат контракт с компанией в Китае, чтобы сделать запуск в течение x недель, и они или не могут быть низкой ценой для следующего запуска. Я знаю, что здесь, в Princess Auto, торговая марка дешевых китайских удилищ довольно часто меняется, и я подозреваю, что поставщики тоже меняются.
Чем сильнее вы падаете, тем выше подпрыгиваете…
Стик Miller DialArc AC/DC на 250 ампер
Усилитель F-225 Forney AC Stick
Блок питания Sears на 230 ампер
Линкольн 180С МИГ
Виктор Медалист 350 O/A
Вырезать 50 Плазма
Лес
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
3 недели назад # 22
Re: лучшие марки сварочных электродов.
Первоначально Послано whtbaron
Проблема с тестированием ребрендинговых коробок заключается в том, что я не верю, что они непротиворечивы. Я не знаю точно, но я думаю, что они заключат контракт с компанией в Китае, чтобы сделать запуск в течение x недель, и они или не могут быть низкой ценой для следующего запуска. Я знаю, что здесь, в Princess Auto, торговая марка дешевых китайских удилищ довольно часто меняется, и я подозреваю, что поставщики тоже меняются.
Я сжег пару коробок удочек Harbour Freight. Думаю, в основном 6013. Я буду покупать его раз в несколько лет или около того, просто так. Они казались довольно приличными каждый раз, когда я их использовал. Не уверен в согласованности, потому что другие переменные изменились. Раньше я включал свою машину с палками, подключенную непосредственно к розетке рядом с панелью выключателя. Теперь я подключаю его к большому удлинителю, подключенному к розетке в другой комнате.Отправлено с моего Lincoln Buzzbox с использованием Tapatalk
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
3 недели назад # 23
Re: лучшие марки сварочных электродов.
Вы можете купить коробки по 50 фунтов [22,7 кг] в Princess Auto.
Я думаю, что самый большой тюбик от Harbour Freight весит 2 фунта. Около 3,50 долларов за фунт.Dave
Первоначально отправлено whtbaron
Проблема с тестированием ребрендинговых коробок заключается в том, что я не верю, что они непротиворечивы. Я не знаю точно, но я думаю, что они заключат контракт с компанией в Китае, чтобы сделать запуск в течение x недель, и они или не могут быть низкой ценой для следующего запуска. Я знаю, что здесь, в Princess Auto, торговая марка дешевых китайских удилищ довольно часто меняется, и я подозреваю, что поставщики тоже меняются.
Ответить с цитатой
3 недели назад # 24
Re: лучшие марки сварочных электродов.
Я не замечал ничего более 10 фунтов… обычно это 5 или 10 фунтов пакеты, а некоторые специальные удилища весят около 2 фунтов. Я вижу, что в последнем каталоге их даже не было, вероятно, потому, что цены из-за Covid сделали их слишком непредсказуемыми. У них обычно есть хороший выбор Hobarts, а также китайских брендов…
Чем сильнее вы падаете, тем выше подпрыгиваете…
Стик Miller DialArc AC/DC на 250 А
Усилитель F-225 Forney AC Stick
Блок питания Sears на 230 ампер
Линкольн 180С МИГ
Виктор Медалист 350 O/A
Вырезать 50 Плазма
Лес
Ответить с цитатой
3 недели назад # 25
Re: лучшие марки сварочных электродов.
Первоначально написал smithdoor
Можете ли вы купить коробки по 50 фунтов [22,7 кг] в Princess Auto.
Я думаю, что самый большой тюбик от Harbour Freight весит 2 фунта. Около 3,50 долларов за фунт.Дэйв
Компания Harbour Freight начала продавать 5- и, возможно, 10-фунтовые упаковки под своим брендом Vulcan, когда они выпустили сварочные аппараты Vulcan. Я пробовал только двухфунтовые трубки удилищ Chicago Electric. В частности, я пробовал их 1/16″ и 1/8″ 6013. У меня все еще есть, может быть, фунт 1/16″ 6013. Работает нормально.0004 Отправлено с моего Lincoln Buzzbox с использованием Tapatalk
Ответить с цитатой
Производители медицинских электродов и биосенсоров с индивидуальной печатью
Перейти к содержимому Изготовленные на заказ медицинские электроды и электроды Tens Unit Developmentphil@midwestxposure. com2020-07-02T14:10:27-05:00
800.291.6505 | 651.345.5655
Предоставление индивидуальных производственных решений «под ключ» для воплощения ваших идей в жизнь800.291.6505 | 651.345.5655
Более 26 лет компания Pepin Manufacturing Inc. является ведущим производителем электродов и биосенсоров в области медицины. Мы являемся ключевым поставщиком носимых технологий следующего поколения, в том числе тех, которые используют платформу Интернета вещей (IoT).
Разработка электродов — основы
Мы производим электроды и датчики нового поколения, созданные в соответствии со спецификациями каждого клиента и желаемым применением. Наша команда может изготовить нестандартные электроды и датчики для ношения на теле, которые могут использовать платформу IoT, а также синхронизировать их с программным обеспечением заказчика и готовым медицинским устройством. У нас есть все необходимое для создания функциональных прототипов небольшим тиражом вплоть до массового производства в миллионах единиц с помощью нашего оборудования для ротационной высечки с рулона на рулон. Как всегда, в Pepin мы можем внедрить частичную и полную автоматизацию с помощью нашего собственного механического цеха и команды инженеров по автоматизации.
Решение проблем с помощью нательных датчиков
Медицинские электроды и нательные датчики позволяют осуществлять постоянный мониторинг пациента и/или электрическую стимуляцию, что обеспечивает статистическую основу для медицинского диагноза и лечения. Хотя эти устройства улучшают уход за пациентами, они также создают уникальные проблемы для производителей устройств. Специальные клеи и специальные верхние покрытия необходимы для обеспечения комфорта пациента при контакте с датчиками, прилипающими к коже. В Pepin Manufacturing наши менеджеры по продукции могут найти и порекомендовать правильный медицинский клей и сырье, чтобы гарантировать, что конечный продукт соответствует требованиям заказчика.
Некоторые соображения, которые мы принимаем во внимание при разработке датчиков и электродов, включают:
- Адгезия к коже
- Время износа
- Требования к импедансу
- Факторы окружающей среды
- Перемещаемость
- Движение, которое может сместить устройство
- Влага от пота или купания
- Различные типы кожи
В качестве производителя датчиков износа корпуса и электродов под ключ мы предлагаем:
- Отбор проб и получение материалов
- Пробные запуски
- Улучшение процесса и рекомендации DFM
- Услуги сторонней стерилизации и проверки (при необходимости)
В наших процессах трафаретной печати используются различные проводящие и диэлектрические чернила, в том числе хлорид серебра и углерод, для создания гибкой электроники. спецификации, которые желают наши клиенты.
Мы производим нательные датчики и электроды для:
Дыхания
Измеряйте дыхание пациента с помощью гибких датчиков, которые можно использовать, не выходя из дома. Пепин имеет опыт работы с датчиками, используемыми для обнаружения сердечной аритмии.
Частота сердечных сокращений
Если вы находитесь в процессе разработки монитора сердечного ритма или специального датчика для обнаружения сердечной аритмии, Pepin может предоставить полный набор производственных решений.
Электрическая стимуляция
Pepin, будучи одним из лидеров рынка в области производства электродов TENS, может использовать наши существующие инженерные ноу-хау, чтобы помочь в предоставлении производственных решений для различных нестандартных стимулирующих электродов.
Дополнительные решения
Компания Pepin предоставила рекомендации по проектированию и полные производственные решения для электродов и датчиков, используемых на различных рынках, включая непрерывный мониторинг уровня глюкозы (CGM), недержание мочи, заживление ран, лечение отвисания стопы и реабилитацию после инсульта.
Эти датчики можно интегрировать в одежду, носить непосредственно на коже или подключать к медицинскому устройству для здравоохранения, фитнеса и медицинской биометрии.
Мы работаем с нашими клиентами на протяжении всего жизненного цикла разработки, поддерживая их конкретные потребности с помощью вторичных услуг, таких как проектирование, изготовление, сборка, тестирование и проверка.
Наша преданная команда менеджеров по продуктам занимается:
- Поиском экзотических или уникальных материалов, включая токопроводящие пленки, токопроводящие чернила, гидрогели и нестандартные защелки, а также потенциальных клиентов для удовлетворения ваших потребностей.
- Рекомендуются различные медицинские клеи, чувствительные к давлению, включая долговечные, водостойкие и малотравматичные решения как для детей, так и для пожилых людей.
- Улучшение процесса и дизайн для обеспечения технологичности.
- Общие возможности
- Разработка электродов
Датчики с поддержкой Bluetooth и Wi-Fi
Интернет вещей (IoT)
Подключение к сотовой связи и смартфонам - Функциональные прототипы
Крупномасштабный
Проверка концепции Прототипирование
Мелкосерийное производство
Визуальные прототипы (САПР)
- Разработка электродов
- Разработка электродов
- CAD (автоматизированное проектирование)
Поиск материалов
Отбор образцов материалов
Проверка первого изделия - Пробные прогоны
Улучшение процесса
3 rd Стерилизация и проверка партии
- CAD (автоматизированное проектирование)
- Проводящая трафаретная печать
- Использование различных проводящих чернил Ag/Ag CI, используемых для мониторинга
- Печать на различных носителях, включая ПЭТ и другие пленки
- Индивидуальный дизайн художественного оформления Специально для нужд клиентов
- Мелкосерийная трафаретная печать для проверки концепции и проверки
- Измерения
- Датчики, способные измерять:
- ЭКГ
- Дыхание
- Частота сердечных сокращений
- Уровень активности
- Температура кожи
- И другие
- Снабжение
- Менеджеры по продукции, занимающиеся поиском нестандартных сырьевых материалов
- Доступ к клеям медицинского назначения, в том числе низкокачественным
- Гипоаллергенные варианты
- Индивидуальные гидрогели
- ETO, гамма-стерилизуемые материалы
- Метод изготовления
- Высечка с плоской линейкой
Крупносерийное производство
Прецизионная ротационная высечка - Многослойное ламинирование
Флексографская печать
Токопроводящая трафаретная печать
- Высечка с плоской линейкой
- Материалы
- Материалы на клейкой основе
Гидрогели (нестандартные и стандартные)
Защелкивающиеся и предварительно смонтированные соединения
Ткань
Проводящие материалы
Экранирующие материалы для электромагнитных и радиочастотных помех
Ткани
Войлок
Пленки (все типы)
Пены (все типы) PE, Poron и т. д.
Фольга
Гидроколлоиды/ материалы для стомы
Каптон
Медицинские материалы
Неопрен - Нетканые материалы
Бумага
Полиэстер
Полиэтилен
Полиимид
Полиуретаны
Материалы, чувствительные к давлению
Ленты и клеи, чувствительные к давлению
ПВХ
ПВДФ
Силикон
Текстиль
Уретан 80390
- Материалы на клейкой основе
- Предоставляемые дополнительные услуги
- Сборка
Изготовление - Дизайн продукта
Тестирование и проверка
- Сборка
Дополнительная информация
- Промышленность
- Медицина
Промышленность
Аэрокосмическая промышленность
Оборона
Бытовая техника - Автомобильная промышленность
Электроника
Обработка материалов
Упаковка
- Медицина
- Отраслевые стандарты
- ANSI – Американский национальный институт стандартов
ASTM – Американское общество по испытаниям и материалам
CE – Знак CE (официально маркировка CE) является обязательным знаком соответствия на многих продуктах, поставляемых на единый рынок в Европейской экономической зоне (ЕЭЗ).