Машина контактной точечной сварки от ДМС-Групп / dms-stanki.ru
Контактная точечная сварка как одна из разновидностей сварки давлением очень технологична, обладает высокой производительностью и не требует высокой квалификации персонала, поэтому она заняла в промышленности весьма значимую позицию. С помощью точечной сварки можно соединять листовые детали из алюминия, стали, титана и других металлов толщиной до 20 миллиметров.
Точечная сварка широко применяется для сварки арматуры, изделий из проволоки. Полученная продукция используется в машиностроении, автомобилестроении, самолетостроении, судостроении, строительстве, приборостроении, оборонном производстве и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной или в нескольких точках. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Преимущества точечной сварки:
- Возможность сварки тонких и очень тонких деталей из металлов различной природы (в том числе и дорогостоящих или легкоплавких сплавов). Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки выступает незаменимой машиной.
- Хорошие прочностные характеристики сварочного соединения, а также хороший внешний вид соединений. Соединения, полученные контактной сваркой, не подвержены старению, структура металла в зоне сварки практически не меняется, за исключением некоторого увеличения размера зерен.
- Высокую производительность контактной точечной сварки.
 Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту.
Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту. - Возможность полной автоматизации процесса точечной сварки. Все большее распространение приобретают автоматизированные машины контактной сварки, сварочные роботы и т.д. Это позволяет существенно сократить затраты труда, снизить себестоимость оборудования и повысить продуктивность работы.
- Экономичность. Себестоимость сварных точек также достаточно низка – хотя аппарат точечной сварки стоит достаточно дорого, за счет экономичного расходования материалов, высокой производительности аппарата и длительного срока службы себестоимость этого бесспорно не заменимого оборудования получается низкой.
- Низкие требования к квалификации персонала – для того, чтобы использовать аппарат точечной контактной сварки, вовсе не обязательно быть высококвалифицированным специалистом.
 Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту.
Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту.Машины контактной точечной сварки можно приобрести по выгодной цене в компании ДМС-Групп.
| Цена: | от до р. |
|---|---|
| Производитель: | TECNA (Италия) TELWIN (Италия) Китай Россия |
| Вылет электродов: | 500 мм 750 мм 1000 мм 1100 мм 1200 мм 1250 мм |
| Низкоуглеродистая сталь: | Всеот 0,3+0,3 до 3+3от 0,5+0,5 до 3+3от 0,5+0,5 до 3,5+3,5от 0,5+0,5 до 4+4от 0,5+0,5 до 4,5+4,5от 0,5+0,5 до 5+5от 0,5+0,5 до 6+6от 0,5+0,5 до 7+7от 0,5+0,5 до 8+8от 0,8+0,8 до 3+3от 0,8+0,8 до 5+5от 0,8+0,8 до 7+7 |
| Нержавеющая сталь: | от 0,3+0,3 до 1,2+1,2 от 0,5+0,5 до 1,5+1,5 от 0,5+0,5 до 4+4 от 0,5+0,5 до 5+5 от 0,8+0,8 до 4+4 от 1+1 до 3+3 от 2+2 до 4+4 |
| Титановые сплавы: | от 0,5+0,5 до 1,2+1,2 от 0,5+0,5 до 1,5+1,5 от 0,5+0,5 до 3+3 от 0,5+0,5 до 5+5 от 0,8+0,8 до 4+4 от 1+1 до 3+3 от 2+2 до 4+4 |
| Алюминиевые сплавы: | до 0,5+0,5 до 0,6+0,6 до 0,8+0,8 от 0,5+0,5 до 1+1 от 0,3+0,3 до 1,7+1,7 от 1+1 до 2+2 |
| Арматура класса А 1, В 1: | Всеот 1+1 до 8+8от 1+1 до 16+16от 2+2 до 12+12от 3+3 до 8+8от 4+4 до 10+10от 4+4 до 12+12от 4+4 до 14+14от 4+4 до 16+16от 4+4 до 22+22от 6+6 до 14+14от 6+6 до 25+25от 8+8 до 40+40 |
| Арматура класса А 2, ВЗ: | от 6+6 до 10+10 от 6+6 до 12+12 от 6+6 до 16+16 от 6+6 до 18+18 от 8+8 до 36+36 |
| Арматура класса А 3: | От 4+4 до 8+8 от 4+4 до 12+12 от 6+6 до 12+12 от 6+6 до 18+18 от 8+8 до 36+36 |
Найдено: 0
Показать Сбросить фильтрНаличие уточняйте
Артикул: 1928ЛМBoschДобавить к сравнению
| Производитель | Россия |
|---|---|
| Вылет электродов | 500 мм |
| Низкоуглеродистая сталь | от 0,5+0,5 до 4,5+4,5 |
| Нержавеющая сталь | от 0,5+0,5 до 1,5+1,5 |
| Титановые сплавы | от 0,5+0,5 до 1,5+1,5 |
| Алюминиевые сплавы | до 0,5+0,5 |
| Арматура класса А 1, В 1 | от 4+4 до 14+14 |
| Арматура класса А 2, ВЗ | от 6+6 до 12+12 |
Наличие уточняйте
Артикул: 1928ЛМ-750
Добавить к сравнению
| Производитель | Россия |
|---|---|
| Вылет электродов | 750 мм |
| Низкоуглеродистая сталь | от 0,5+0,5 до 3,5+3,5 |
| Нержавеющая сталь | от 0,5+0,5 до 1,5+1,5 |
| Титановые сплавы | от 0,5+0,5 до 1,5+1,5 |
| Алюминиевые сплавы | до 0,5+0,5 |
| Арматура класса А 1, В 1 | от 4+4 до 14+14 |
| Арматура класса А 2, ВЗ | от 6+6 до 10+10 |
Артикул: 1928ЛМ-1000
Добавить к сравнению
| Производитель | Россия |
|---|---|
| Вылет электродов | 1000 мм |
| Низкоуглеродистая сталь | от 0,5+0,5 до 3,5+3,5 |
| Нержавеющая сталь | от 0,5+0,5 до 1,5+1,5 |
| Титановые сплавы | от 0,5+0,5 до 1,5+1,5 |
| Алюминиевые сплавы | до 0,5+0,5 |
| Арматура класса А 1, В 1 | от 4+4 до 14+14 |
| Арматура класса А 2, ВЗ | от 6+6 до 10+10 |
| Изделие | Единица измерения | 4640E |
|---|---|---|
| Механический привод | ||
| Пневматический привод | x | |
| Регулируемый вылет плеч | x | |
| Номинальная мощность при ПВ=50% | кВА | 16 |
| Максимальная мощность при сварке | кВА | 35 |
| Напряжение холостого хода вторичного контура |
В | 3,4 |
| Максимальный ток КЗ | кА | 12,5 |
| Максимальный сварочный ток при сварке легких сплавов |
кА | |
| Максимальный сварочный ток при сварке стали |
кА | 10 |
| Термоток при ПВ=100% | кА | 3,3 |
| Питание | В* Гц* |
400 50 |
| Предохранители замедленного действия 220-230-240В 380-400-415 В |
А А |
50 32 |
| Максимальное сечения кабеля при длине L=10 м L=30 м |
мм2 мм2 |
6 10 |
| Класс изоляции | F | F |
| бар** | 6,5-10 | |
| Расход на 1000 точек | Н/м3 | 4,3 |
| Минимальный вылет плеч | мм | 230 |
| Максимальное усилие на электродах | даН | 240 |
| Ход электродов | мм | 8-44 |
| Максимальный вылет плеч | мм | 550 |
| Максимальное усилие на электродах | даН | 115 |
| Ход электродов | мм | 15-85 |
| Ток КЗ при максимальном вылете плеч | кА | 8,4 |
| Расход воды | л/мин | 2,5 |
| Минимальное давление воды | бар** | 2,5 |
| Уровень шума при работе | дБ(А) | <70 |
| Условия измерения | ||
| рабочий ход | (мм) | 20 |
| время сварки | (циклов) | 21 |
| сварочный ток | (кА) | 9,4 |
| скорость работы | точек/мин | 10 |
| Масса нетто | кг | 133 |
| Габариты в картонной упаковке | см | 33x80x123 |
| Масса брутто | кг | 138 |
| Диаметр плеч | мм | 36 |
| Диаметр электрододержателей | мм | 19 |
| Диаметр конуса электрода | мм | 12,7 |
Машины контактной точечной сварки
Машины для контактной точечной сварки
| Тип | Толщина свар. материалов, мм материалов, мм | Вылет, мм | Габариты, мм | Масса, кг |
| МТР-1601 | от 0,5+0,5 до 3,5+3,5 арматура 4,0+4.0 до 12,0+12,0 | 200-500 | 1220х330х1350 | 230 |
| МТР-1201 | лист от 0,2+0,2 до 3,0+3,0 | 250 | 950х400х1200 | 160 |
| МТР-2401 | лист от 0,5+0,5 до 6,0+6,0 | 500 | 450х1210х1255 | 410 |
| МТР-1801 | от 0,5+0,5 до 5,0+5,0 арматура 2,0+2,0 до 16,0+16,0 | 500 | 1165х460х1483 | 340 |
| МТ-7 (УК-0501) | От 0,2+0,2 до 1,0+1,0 | 140 | 1050х700х1220 | |
| МТ-501 | от 0,5+0,5 до 2,0+2,0 | 250 | 500х250х1350 | 100 |
| МТ-1229 | от 0,5+0,5 до 4,0+4,0 арматура 3,0+3,0 до 8,0+8,0 | 500 | 1145х480х1615 | 280 |
| МТР-1210 | от 0,5+0,5 до 2,5+2,5 арматура 3,0+3,0 до 10,0+10,0 | 700-900 | 1565х460х1483 | 340 |
| МТ-1503Л | Лист от 0,3+0,3 до 3,0+3,0 | 750 | 520х1500х1700 | 320 |
| МТ-1928Л | от 0,5+0,5 до 5,0+5,0 арматура 4,0+4,0 до 16,0+16,0 | 500 | 380х1350х950 | 600 |
| МТ-1928-3 | от 0,5+0,5 до 5,0+5,0 арматура 4,0+4,0 до 16,0+16,0 | 500 | 460х1350х1950 | 600 |
| МТ-2103-1 | от 0,8+0,8 до 6,0+6,0 арматура 4,0+4,0 до 22,0+22,0 | 1200 | 2330х610х2380 | 1520 |
| МТ-2103Л | от 0,8+0,8 до 6,0+6,0 | 1200 | 2330х620х2380 | 1520 |
| МТ-2202 | от 0,5+0,5 до 5,0+5,0 арматура 4,0+4,0 до 16,0+16,0 | 500 | 1280х750х1850 | 430 |
| МТ-3001-1 | от 0,8+0,8 до 7,0+7,0 арматура 6,0+6,0 до 25,0+25,0 | 500 | 1390х530х2190 | 910 |
| МТ-4021-1 | от 0,5+0,5 до 8,0+8,0 | 500 | 1600х560х2380 | 1100 |
| МТ-4224-1 | от 1,0+1,0 до 10,0+10,0 арматура 8,0+8,0 до 40,0+40,0 | 500 | 1680х603х2490 | 1300 |
| МТ-1602Л | от 0,3+0,3 до 3,0+3,0 | 450 | 280х950х1500 | 165 |
| МТ-1601Л (настольная) | от 0,3+0,3 до 3,0+3,0 арматура 4,0+4,0 до 10,0+10,0 | 450 | 280х950х850 | 150 |
| МТР-1701 | от 0,5+0,5 до 5,0+5,0 арматура 3,0+3,0 до 12,0+12,0 | 400 | 450х1210х1255 | 325 |
| МТР-1701Л | от 0,5+0,5 до 5,0+5,0 арматура 2,0+2,0 до 8,0+8,0 | 350 | 370x830x1250 | 325 |
| МТР-1610 | от 0,5+0,5 до 3,5+3,5 арматура 4,0+4,0 до 12,0+12,0 | 200-500 | 1220x330x1350 | 230 |
| МТР-12073 МТР-15073 МТР-16073 | от 0,2+0,2 до 5+5 арматура 3+3 до 12+12 | 450-600 | 150-170 |
Машина контактной точечной сварки МТР-1601
МТР-1601
Машина МТР-1601 контактной точечной сварки предназначена для точечной сварки деталей из низкоуглеродистых и нержавеющих сталей и крестообразных соединений стержней арматуры класса А1, В1, А2, В3.
Широкие возможности по сварке изделий различной конфигурации.
Машина контактной точечной сварки МТР-1201
МТР-1201
Машина МТР-1201 контактной точечной сварки универсальная, компактна, проста в эксплуатации, быстродействующая, позволяет сваривать изделия из низкоуглеродистых и легированных сталей, алюминиевых и титановых сплавов.Машина контактной точечной сварки МТР-1201 предназначена для интенсивной работы в условиях разнообразного производства.
Машина контактной точечной сварки МТР-2401
МТР-2401
Машина МТР-2401 контактной точечной сварки универсальная, компактна, проста в эксплуатации, быстродействующая, позволяет сваривать изделия из низкоуглеродистых и легированных сталей, алюминиевых и титановых сплавов.Машина контактной точечной сварки МТР-2401 предназначена для интенсивной работы в условиях разнообразного производства.
Машина контактной точечной сварки МТР-1801
МТР-1801
Машина МТР-1801 контактной точечной сварки предназначена для точечной сварки деталей из низкоуглеродистых сталей и крестообразных соединений стержней арматуры класса А1, В1, А2, В3.Широкие возможности по сварке изделий различной конфигурации
Машина контактной точечной сварки МТ-7 (УК-0501)
МТ-7 (УК-0501)
Машина МТ-7 (УК-0501) контактной точечной сварки переменного тока предназначена для сварки деталей малых толщин от 0,2 мм + 0,2 мм до 1,0 мм + 1,0 мм.Например, обеспечивает сварку контактодержателей из сплава Бр Б2, ММ 19, МНЦ 15-20 с контактами реле из биметаллического материала СрН 0,15 + МН 10.
Машина контактной точечной сварки МТ-501
МТ-501
Машина МТ-501 контактной точечной сварки предназначена для контактной точечной сварки изделий из малоуглеродистой и низколегированной стали на переменном токе. Машина состоит из вертикально расположенного корпуса, в котором установлен силовой блок, блок управления и система ножного педального привода сварочных электродов.
Машина состоит из вертикально расположенного корпуса, в котором установлен силовой блок, блок управления и система ножного педального привода сварочных электродов.Система привода оснащена регулятором усилия сжатия электродов, датчиком автоматической синхронизации момента оптимального сжатия и включения сварочного тока.
Сжатие деталей между электродами осуществляется с помощью педали с ножным приводом.
Машина контактной точечной сварки МТ-1229
МТ-1229
Машина МТ-1229 контактной точечной сварки предназначена для контактной точечной сварки низкоуглеродистой стали, нержавеющей стали, титановых сплавов, крестообразных соединений стержней арматуры класса А1, В1.При общей компактности конструкции машина имеет широкие технические возможности, связанные с конструкцией верхнего и нижнего хоботов и большим раствором.
Машина контактной точечной сварки МТ-1503Л
МТ-1503Л
Машина МТ-1503Л контактной точечной сварки универсальна, проста в эксплуатации позволяет сваривать изделия из низкоуглеродистых и нержавеющих сталей, стальной арматуры различных классов. Машина предназначена для интенсивной работы в условиях разнообразного производства.Машина имеет возможность наклонной установки верхнего и нижнего электрододержателей, установки нижней консоли уменьшенных габаритов
Машина контактной точечной сварки МТ-1928-3
МТ-1928-3
Машина МТ-1928-3 контактной точечной сварки предназначена для точечной сварки переменным током деталей из низкоуглеродистых и нержавеющих сталей, титановых и алюминиевых сплавов, крестообразных соединений стержней арматуры класса А1, В1, А2, В3.
Машина контактной точечной сварки МТ-2103-1
МТ-2103-1
Машина МТ-2103-1 контактной точечной сварки предназначена для точечной сварки переменным током деталей из легированных и нержавеющих сплавов, низкоуглеродистых сталей и крестообразных соединений стержней арматуры класса А1, В1, А2, А3.
Машина контактной точечной сварки МТ-2202
МТ-2202
Машина МТ-2202 контактной точечной сварки предназначена для контактной точечной сварки нахлесточных соединений листовой стали, а также крестообразных соединений стержней арматуры. Машина снабжена системой управления сварочным процессом от программируемого контроллера, обеспечивающего автоматическую стабилизацию заданных режимов сварки с индикацией действующего значения сварочного тока, оперативное переключение заранее заданных режимов сварки, тест-контроль наличия охлаждающей жидкости, воздуха и другие функции.
Машина контактной точечной сварки МТ-3001-2
МТ-3001-2
Машина МТ-3001-2 контактной точечной сварки предназначена для точечной сварки переменным током деталей из низкоуглеродистых и нержавеющих сталей, титановых и алюминиевых сплавов, крестообразных соединений стержней арматуры класса А1, В1, А2, В3.
Машина контактной точечной сварки МТ-4021-1
МТ-4021-1
Машина МТ-4021-1 контактной точечной сварки предназначена для точечной сварки переменным током деталей из алюминиевых и титановых сплавов, низкоуглеродистых и легированных сталейМашина контактной точечной сварки МТ-4224-1
МТ-4224-1
Машина МТ-4224-1 контактной точечной сварки предназначена для точечной сварки переменным током деталей из низкоуглеродистых, легированных и нержавеющих сталей, титановых и алюминиевых сплавов, крестообразных соединений стержней арматуры класса А1, В1, А2, А3.
Машина контактной точечной сварки МТ-1602Л
МТ-1602Л
Машины МТ-1602Л контактной точечной сварки универсальные, компактны, небольших размеров, устанавливаются на полу, просты в эксплуатации, быстродействующие, позволяют сваривать изделия из малоуглеродистых и низколегированных сталей на жестких и мягких режимах.
Машины контактной точечной сварки МТ-1602Л предназначены для интенсивной работы в условиях разнообразного производства.
Машина контактной точечной сварки МТ-1601Л
МТ-1601Л
Машины МТ-1601Л контактной точечной сварки универсальные, компактные, небольших размеров, могут устанавливаться на верстаке, столе, просты в эксплуатации, быстродействующие, позволяют сваривать изделия из малоуглеродистых и низколегированных сталей на жестких и мягких режимах.Машины контактной точечной сварки МТ-1601Л предназначены для интенсивной работы в условиях разнообразного производства.
Машина точечной сварки сопротивлением с автономным охлаждением и электромагнитным приводом МТР-12073 МТР-15073 МТР-16073
Машина МТР-12073 МТР-15073 МТР-16073 точечной сварки сопротивлением с радиальным ходом верхнего электрода предназначена для сварки изделий из листовой низкоуглеродистой и легированной стали контактным способом (точечная сварка).
Благодаря особой конструкции сварочных электродов и скрытой системе охлаждения с помощью этой машины точечной сварки можно сваривать не только листы стали, но и различные изделия из листовой стали, тонкостенных уголков , изготавливать короба, различные ящики, трубы, изделия из проволоки и арматуры.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 5
5
Машины для контактной точечной сварки конструкций ответственного назначения
Высококачественная сварка изделий ответственного назначения по нормам авиапрома:
— повышенная стабильность сварочных параметров;
— высокие динамические характеристики привода сварочного усилия;
— повышенная жесткость силового контура машины;
— автоматическая диагностика перегрева, понижения давления в пневмосети, намагничивания сварочных трансформаторов.
Дискретное регулирование сложных циклов сварки.
Работа в автоматическом и одиночном цикле. Режим наладки.
Ступенчато-плавная (фазовая) регулировка сварочного тока.
В МТК сварочный ток регулируется плавным регулированием напряжения и емкости батарей конденсаторов.
Пневматический привод давления с независимой регулировкой постоянного, повышенного и ковочного усилий.
— МТН-7501, МТВ-4801 и МТК-5502 — поршневой привод;
— МТВР-4801 и МТК-8501 — диафрагменный.
Плавное регулирование рабочего и дополнительного хода верхнего электрода.
Наличие термозащиты и глушителей шума на пневмоклапанах.
| Модель | Напр. пит.,В | Мощн.макс., КВА(ПВ 50%) | Наиб. вторич. ток, кА | Вылет, мм | Макс.усил. сжатия,даН | Свариваемые толщины, мм | ||
| нерж.стали | алюм.сплавы | титан.сплавы | ||||||
| МТН-7502 | 3х380 | 315/81 | 75 | 800 | 2200 | 0,4+0,4 4,0+4,0 | 0,3+0,32,5+ 2,5 | 0,4+0,4 4,0+4,0 |
| МТВ-4801 | 3х380 | 350/120 | 48 | 500 | 1850 | 0,5+0,5 2,5+2,5 | 0,5+0,5 1,5+1,5 | 0,5+0,5 2,5+2,5 |
| МТК-2002 | ||||||||
Сварка постоянным током
— Сварка постоянным током ответственных соединений практически всех основных металлов и их сплавов.
— Экономичность потребления энергии по сравнению с машинами переменного тока.
— Возможность формирования импульсов сварочного тока любой формы.
— МТВ-4801: облегченная конструкция нижнего кронштейна, с регулируемым вылетом, для сварки изделий сложной конфигурации, в т. ч. круглых с малыми диаметрами. Шестифазная схема выпрямления сварочного тока.
ч. круглых с малыми диаметрами. Шестифазная схема выпрямления сварочного тока.
Сварка током низкой частоты (МТН-7502)
— Сварка током низкой частоты ответственных изделий из алюминиевых, жаропрочных и титановых сплавов, легированных и нержавеющих сталей.
— Крутопадающая внешняя характеристика способствует эффекту «саморегулирования» сварочного тока, исключающему прожоги, выплески и непровары при изменениях электросопротивления деталей из-за неравномерности их толщин, загрязнений и т.д.
— Экономичность потребления электроэнергии и охлаждающей воды по сравнению с машинами для сварки постоянным и переменным током.
— Сварка одним или двумя импульсами тока с раздельной регулировкой тока, с пульсациями импульсов или без них.
— Нижний хобот облегченный, с регулируемым вылетом, для сварки изделий сложной конфигурации, в т.ч. круглых с малым диаметром.
Сварка разрядом конденсаторных батарей
— Сварка разрядом батарей конденсаторов ответственных соединений из легких сплавов и легированных сталей.
— Особо низкий расход электроэнергии по сравнению со всеми другими классами машин контактной сварки (в 3-5 раз ниже!).
Машина контактной точечной сварки МТН-7502
МТН-7502
Машина МТН-7502 контактной точечной сварки предназначена для высококачественной сварки током низкой частоты ответственных изделий из алюминиевых, жаропрочных и титановых сплавов, нержавеющих и низкоуглеродистых сталей (по нормам авиапрома).Более экономична с точки зрения потребления электроэнергии и охлаждающей воды по сравнению с машинами для сварки постоянным и переменным током.
Машина контактной точечной сварки МТВ-4801
МТВ-4801
Машина МТВ-4801 контактной точечной сварки предназначена для высококачественной сварки постоянным током ответственных соединений практически всех основных металлов и их сплавов (по нормам авиапрома).
Облегченная конструкция нижнего кронштейна для сварки изделий сложной конфигурации, в т.ч. круглых с малыми диаметрами.
Стационарная машина контактной точечной сварки Electrex SPOT THV 50
Стационарная машина контактной точечной сварки применяется для сварки деталей из листовой стали, а также из алюминиевых и титановых сплавов.
Стационарная машина контактной точечной сварки SPOT THV 50 производится на португальском предприятии ELECTREX, сертифицированном по стандарту ISO, в строгом соответствии с Европейскими стандартами. Соответствует требованиям CE (продукт соответствует всем соответствующим законодательствам Европейского Союза и имеет право размещения и продажи на рынке в ЕС), ROHS (отсутствие либо ограниченное содержание вредных веществ при производстве) и ГОСТ-Р (межгосударственный стандарт в СНГ). Предприятие Electrex производит профессиональное сварочное оборудование с 1946 года и уже зарекомендовало себя под множеством других брендов на европейском, африканском, латиноамериканском рынках.
Машины контактной сварки нашли широкое применение в различных отраслях промышленности для сварки деталей из листовой стали низкоуглеродистой и низколегированной и высоколегированной), а также из алюминиевых и титановых сплавов. Такая технология возможна, поскольку машина SPOT THV 50 в десятые доли секунды создает высококонцентрированный направленный поток тепловой энергии с минимальным расходом электроэнергии, воды и воздуха.
Машины контактной точечной сварки SPOT THV 50 могут широко использоваться в условиях массового производства деталей автомобилей, пассажирских вагонов, приборов электроники, при прокладке магистральных трубопроводов и рельсовых путей. В этих областях контактная сварка составляет 90% всего сварочного производства.
- Машина оснащена функцией регулировки вылета плеч и хода электродов. Положение электродов регулируется в соответствии с формой свариваемой детали. Машины контактной точечной сварки SPOT THV 50 обеспечивают стабильное качество, высокую эффективность, культуру производства и улучшают условия труда. Медно-хромовые электрододержатели длиной до 1000 мм рассчитаны на тяжелый и длительный режим работы. При этом можно использовать электроды различной формы.
- Автоматический аппарат для точечной сварки с пневматическим приводом сжатия работает в автоматическом или ручном цикле. Мощность 50 КВА.
- Точное позиционирование сварочной точки достигается благодаря перпендикулярному ходу электродов.
- Цилиндр с хромированным штоком. Высокая механическая стойкость.
- Питание 400В или 230В (на заказ) с автоматическим обнаружением частоты (50 / 60 Гц).
- Цифровая панель регулирования параметров THV 50 позволяет производить непрерывную сварку со скоростью 172 точки в мин., регулирование времени сжатия (squeeze), закалки (hold) и длительности паузы между циклами.
- Машины контактной сварки оснащены встроенным микропроцессорным блоком управления сварочными параметрами.
- Блок управления расположен спереди, что очень удобно для оператора – сварщика, наблюдающего за режимами и технологией сварки.
- Машина оборудована системой водяного охлаждения плеч, электродов и держателей электродов. Резервуар выполнен из нержавеющей стали. Исключён коррозионный износ.
- Режим одиночного или двойного импульса обеспечивает сварку листов с защитным покрытием или с содержанием окисей.
 Медно-хромовые электрододержатели длиной до 1000 мм рассчитаны на тяжелый и длительный режим работы. При этом можно использовать электроды различной формы.
Медно-хромовые электрододержатели длиной до 1000 мм рассчитаны на тяжелый и длительный режим работы. При этом можно использовать электроды различной формы.| Напряжение питания, В | 2 х 400 |
| Потребляемая мощность, кВт | 50 |
| Раскрытие электродов | 80 |
| Свариваемые толщины (сталь), мм | 4,0 + 4,0 |
| Свариваемые толщины (нерж. сталь), мм | 2,0 + 2,0 |
| Габаритные размеры, мм | 1000×400×1630 |
| Масса, кг | 237 |
|
Параметры |
Тип |
|
|
Оливер МТ-22 |
Оливер МТ-40 |
|
|
Номинальное напряжение трехфазной питающей сети, В |
380±15% |
|
|
Номинальная частота питающей сети, Гц |
50/60 |
|
|
Род сварочного тока |
переменный |
|
|
Максимальный вторичный ток, А |
22 000 |
40 000 |
|
Номинальный длительный вторичный ток, кА |
9 000 |
18 000 |
|
Максимальная мощность при коротком замыкании, кВА |
220 |
488 |
|
Максимальное усилие сжатия, даН |
600 |
1000 |
|
Привод электродов |
пневматический |
|
|
Номинальный вылет, мм |
500 (1100)* |
500 (1200)* |
|
Максимальный раствор, мм |
200 |
230 |
|
Минимальный раствор, мм |
150 |
135 |
|
Максимальная длительность прохождения сварочного тока, с |
5,8 |
4,8 |
|
Мощность при ПВ 50%, кВА |
75 |
150 |
|
Максимальная кратковременная производительность, сварок в мин. |
||
|
Низкоуглеродистая сталь толщиной 0,5+0,5 мм |
263 |
223 |
|
Нержавеющая сталь марки 12Х18Н9Т толщиной 0,5+0,5 мм |
126 |
107 |
|
Рекомендуемый диапазон толщин свариваемых деталей, мм: |
||
|
Низкоуглеродистая сталь |
от 0,5+0,5 до 6,0+6,0 |
от 0,5+0,5 до 8,0+8,0 |
|
Нержавеющая сталь марки 12Х18Н9Т и титановые сплавы марки ОТ4 |
|
|
|
Алюминиевые сплавы |
до 0,6+0,6 |
до 0,6+0,6 |
|
Рекомендуемый диапазон диаметров крестообразных соединений стержней арматуры, мм |
||
|
Класс S24 |
от 4.0+4,0 до 16,0+16,0 |
от 4,0+4,0 до 22,0+22,0 |
|
Класс S400, S500 |
от 6,0+6,0 до 12,0+12,0 |
от 6,0+6,0 до 18,0+18,0 |
|
Расход охлаждающей воды, не более, л/ч |
480 |
600 |
|
Расход свободного воздуха, при номинальном усилии сжатия и рабочем ходе 100 мм, м3/100 ходов |
|
|
|
Габаритные размеры, мм |
1140х 480х1570 |
1220х 530х1570 |
|
Масса, кг, не более |
620 |
730 |
|
Контроллер |
Welcom |
|

Машины для точечной и шовной сварки
Компания «Контактная сварка» специализируется на выпуске машин для контактной точечной и шовной сварки. Начав свою деятельность в 2002 г., компания динамично развивается, ежегодно расширяя ассортимент производимого оборудования. На сегодняшний день предприятие имеет заслуженно высокую репутацию на российском рынке металлообработки, а ее продукция широко востребована потребителем.
Начав свою деятельность в 2002 г., компания динамично развивается, ежегодно расширяя ассортимент производимого оборудования. На сегодняшний день предприятие имеет заслуженно высокую репутацию на российском рынке металлообработки, а ее продукция широко востребована потребителем.
Благодаря использованию пневмоаппаратуры ведущих мировых производителей, а также собственных регуляторов цикла сварки и силовых контакторов, соотношение «цена – качество» оборудования имеет оптимальные для заказчика показатели. Основные направления деятельности компании:
– производство и продажа машин контактной точечной и шовной сварки;
– ремонт сварочной техники;
– модернизация парка старых машин для контактной точечной и шовной сварки;
– сервисное обслуживание и консультация в области технологий контактной сварки.
Контактно-точечная сварка
Наша компания предлагает машины контактной точечной сварки различного назначения: для сварки арматурных стержней А1,В1,А2,В3; плоских листов; алюминиевых сплавов; оцинкованных материалов; титановых сплавов. Машины производятся с различным вылетом от 500 до 1200 мм.
МТ-1928Л — машина широкого применения; МТ-4021Л — специализированная машина для сварки алюминиевых сплавов; МТ-3001Л для сварки арматурных каркасов малых и средних толщин; МТ-4224Л для сварки тяжелых арматурных каркасов МТ-2103Л для сварки арматурных каркасов больших габаритов. Подвесные машины МТП-110Л и МТП-1410Л для сварки крупных изделий в труднодоступных местах.
Рельефная сварка
Машины для рельефной сварки используются для сварки переменным током деталей из низкоуглеродистых сталей, например, закладных деталей арматуры железобетонных изделий и др. Машины для рельефной сварки отличаются от машин для точечной сварки повышенной жесткостью станины и кронштейнов, высокой подвижностью верхней электродной части и небольшим вылетом. Машины имеют пневматический привод, позволяющий регулировать в широком диапазоне рабочий ход и усилие сжатия. Контактные плиты выполнены из медного сплава и снабжены Т-образными пазами для установки электродов и различных приспособлений, фиксирующих свариваемые детали. Мы предлагаем широкий спектр машин рельефной сварки МР-4501Л, МР-6924Л, МР-8010Л.
Контактные плиты выполнены из медного сплава и снабжены Т-образными пазами для установки электродов и различных приспособлений, фиксирующих свариваемые детали. Мы предлагаем широкий спектр машин рельефной сварки МР-4501Л, МР-6924Л, МР-8010Л.
Шовная сварка
Машины шовной сварки МШ- 2203Л (поперечная и продольная), предназначена для сварки различных изделий. Они обладают рядом уникальных свойств, отличается прекрасными рабочими характеристикам и показателями экономичности энергопотребления, даже при максимальной производительности. Машины производятся с вылетом 500-1000 мм. Наша компания предлагает широкий спектр машин шовной сварки под конкретные задачи заказчика.
Стыковая сварка
Машина контактной сварки МСО-606 (стыковая) предназначена для контактного сваривания непрерывным оплавлением (с предварительным подогревом) деталей с компактным сечением 120-1400 мм (12-40 мм в диаметре) из низкоуглеродистой стали, а также заготовок инструмента и заготовок строительных конструкций из низкоуглеродистой стали, включая арматуру железобетона II и III классов диаметров до 32 мм включительно.
Ознакомиться с полным перечнем оборудования можно на сайте компании: www.electra-its.ru
115419, г. Москва, ул. Шаболовка, д. 34, стр. 3
197374, г. Санкт-Петербург, ул. Савушкина, д. 85
тел.: 8 (800) 600-54-60, +7 (499) 215-46-47, (812) 430-28-31
e-mail: [email protected], [email protected]
Запчасти для машин контактной точечной сварки
Главная » Каталог » Контактные шовные машины » Запчасти для машин контактной точечной сваркиКупить в г. Екатеринбурге запчасти для машин контактной сварки, и станков шовной сварки. Запчасти для контактной сварки отечественных производителей завода «ИСКРА», и завода ООО «Контактная сварка» г. Санкт-Питербург.
Под заказ проставляем в Екатеринбург запчасти любых зарубежных производителей.
Предлагаем к рассмотрению, и так же можете купить в Екатеринбурге расходные материалы к машинам контактной, и шовной сварки.
Артикулы для машин стыковой, контактной, шовной сварки:
Ролик МШ-2201 8дя 221.010
Устройство электрод. МШ-2201 5дя 599.001
Вал карданный МШ-2201 5дя 209.003
Ролик МШ-2201 8дл 221.011
Ось МШ-2201 8дл 205.189
Ось МШ-2203 ЕВИГ15334002
Ролик продольный МШ-2203 ЕВИГ711342021
Ролик поперечный МШ-2203 ЕВИГ711341049
Ролик продольный МШ-2203 ЕВИГ711342021
Диск МШ-2203 ЕВИГ711342020
Губка контактная МСО-201 ЕАИЖ741145005
Накладка МСО-201 ДШИБ741645001
Токоподвод МСС-1902 ЕАИЖ685551030
Токоподвод МСС-1902 ЕАИЖ685551031
Губка МСС-1902 ЕАИЖ741428002
Губка МСС-901 ЕАИЖ685173002(003)
Держатель шины МТР-1701
Держатель электроддержателя МТР-МТ
Защита шины МТР-1201-1701(латунь) комплект 2 шт
Защита шины МТР-2401-МТП(латунь) комплект 2 шт
Контакт прижимной токоведущий охлаждающий
Масловлагоотделитель б/у
МСО-201 ДШИБ.741645.001 Накладка
МСО-201 ЕАИЖ. 672112.003-02 Трансформатор
МСО-201 ЕАИЖ.304131.010 Цилиндр
МСО-201 ЕАИЖ.306449.005 Блок подготовки воздуха
МСО-201 ЕАИЖ.741145.005 Губка контактная
МСО-201 ЕАИЖ.751311.001 Вал кулачковый
МСО-606 ЕВИГ.741.421.037 Губка контактная нижняя
Переключатель токов ПВП11-29
ПИСТОЛЕТ ТОЧЕЧНОЙ СВАРКИ 5 ШЩ.942.000 К МАШИНЕ К-264 ТИПА МТП-1210 УХЛ4
Площадка под КЭП-16 (без штуцера)
Площадка с распределителем под КЭП-16 (без штуцера)
Подшипник 6-510812Л
Привод оплавления
Пружина подшипника качения
Ремкомплект к цилиндру МТР-1701
Ремкомплект к цилиндру МТР-2401
Токоведущий кабель
Трансформатор для МСО-201 ТК-3.06К
Трансформатор к МТР-1701
Узел охлаждения электрода в сборе
Устройство регилировки МСО-201
Цанга 2500 м3 (Аппарат конденсаторной приварки шпилек SW2500)
Цанга 2500 м4 (Аппарат конденсаторной приварки шпилек SW2500)
Цанга 2500 м5 (Аппарат конденсаторной приварки шпилек SW2500)
Цанга 2500 м6 (Аппарат конденсаторной приварки шпилек SW2500)
Шина токоведущая, гибкая, длинная МТР
Шина токоведущая, гибкая, короткая МТР
Штуцер МТР d.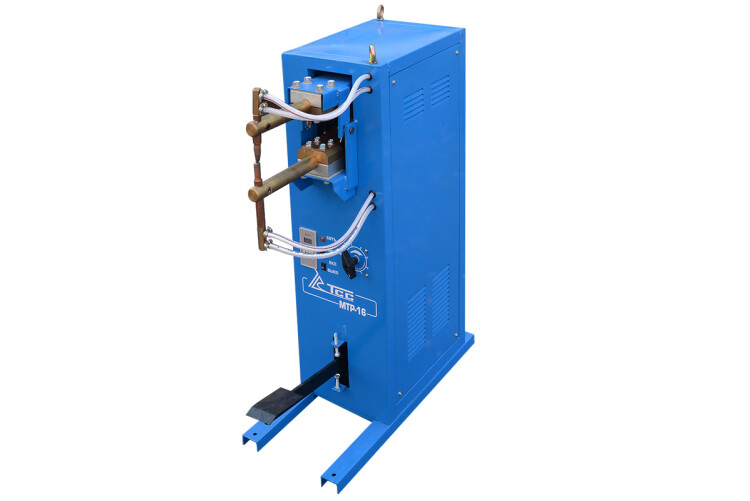 6 мм
6 мм
Штуцер МТР d.8 мм
Электрод изогнутый (690036)
Электрод к МТ-1602, 1928, 2201, 2202, МТР-2401, МТП-1110, 1410 для контактных машин
Электрод к МТР-1201
Электрод МШ-2203 (200х140) Ролики токоведущие, комплект 2 шт.
Электрод МШ-2203 (нижний для поперечной сварки) Ролик токоведущий
Электрод МШ-2203 (нижний) Ролик токоведущий
Электрод МШ-2203 Ролик токоведущий 200 мм.
Электрод МШ-3207 Ролики токоведущие, комплект 2 шт.
Электрододержатель МТ-1928, 2202, МТР-2401 (комплект из 2-х)
Электрододержатель МТР-1701 (комплект из 2-х)
zapchasti-dlya-mashin-tochechnoj-svarki
Контактная и точечная сварка | MWES
Контактная сварка — это процесс быстрого и эффективного соединения двух или более тонких листов металла. Этот процесс сварки также позволяет сваривать как похожие, так и разнородные материалы без использования защитных газов или флюсов. Midwest Engineered Systems может автоматизировать процессы контактной и точечной сварки практически в любой системе автоматизации. От небольших автономных систем до полностью роботизированной автоматизации — MWES проектирует каждую сварочную систему по индивидуальному заказу в соответствии с конкретными потребностями клиента.
Контактная сварка находит широкое применение в металлообработке и обрабатывающей промышленности. Во всех процессах контактной сварки сильный ток пропускается через металлы, нагревая их и сплавляя их вместе в заранее определенных точках. Эти точки сварки будут зависеть от конструкции сварочной детали и положения электродов, используемых в процессе сварки. Некоторые более распространенные типы контактной сварки включают точечную сварку, шовную сварку, стыковую сварку и сварку выступами.
Преимущества контактной сварки
Использование контактной сварки имеет ряд преимуществ. Среди них следующие:
• Более чистая и менее загрязненная рабочая среда
• Это простой процесс, легко интегрируемый с автоматизацией и робототехникой и не требующий предварительной подготовки сварочных бригад.
• Низкая стоимость и возможность крупносерийного производства
• Подходит для сварки одинаковых и разнородных металлов
• Тепло сконцентрировано, а интервалы тепловложения короткие
• Обычно не требует растворителей или других материалов; также не нуждается в защитных газах
Точечная сварка
Точечная сварка — это наиболее часто используемый вид контактной сварки.Сварное соединение формируется путем прижатия электродов с острыми кончиками в местах сварки, чтобы направить надлежащий ток и тепло в определенные места на свариваемых металлах. Точечную сварку можно легко автоматизировать, и она широко используется в автомобильной промышленности для производства деталей шасси автомобилей и других крупных компонентов. Точечная сварка также применяется при производстве мебели и других предметов домашнего обихода.
Преимущества точечной сварки
Резистивная точечная сварка (RSW) имеет несколько преимуществ, которые следует отметить.К наиболее важным из них относятся следующие:
• Точечная сварка — это быстро, просто и широко применяется
• Отсутствие опасности от открытого огня.
• Для соединения не требуются присадочные металлы или флюсы.
• Автоматизированные роботы могут легко наращивать производство, выполняя от десятков до сотен точечных сварных швов за секунды, в зависимости от сварочных компонентов.
• Металлические листы можно сваривать одновременно
Контактная или точечная сварка?
Выбор между точечной сваркой и другим типом контактной сварки будет зависеть от конкретных требований и целей проекта в области сварки.Выбор других процессов контактной сварки может означать использование сложного оборудования, которое потребует от сотрудников технической подготовки и навыков для эффективного управления автоматическими сварочными аппаратами, что приведет к увеличению эксплуатационных расходов. С другой стороны, при точечной сварке электроды должны иметь возможность контактировать с обеими сторонами металлических деталей, находящихся в процессе сварки. Слабый или небольшой сварной шов будет результатом, если сварочные электроды имеют слабый ток, не удерживают металлические детали с достаточной силой или недостаточно горячие для завершения сварки.
Слабый или небольшой сварной шов будет результатом, если сварочные электроды имеют слабый ток, не удерживают металлические детали с достаточной силой или недостаточно горячие для завершения сварки.
Хотя это лишь небольшая часть наших возможностей интеграции сварки, мы можем спроектировать любую систему в соответствии с вашими потребностями, от автоматизации процессов ручной сварки до модернизации существующих роботизированных систем. Свяжитесь с нами чтобы узнать больше.
Контактная точечная сварка — Metromatics
Это приложение по контактной точечной сварке любезно предоставлено нашим уважаемым поставщиком FUTEK.
Сводка по применению
Контактная точечная сварка — это процесс, при котором куски металла соединяются вместе за счет тепла, создаваемого электрическим сопротивлением материала в сочетании с силами, прилагаемыми электродом для удержания частей вместе.Силы, прикладываемые электродами, очень важны для процесса, так как неправильная величина может вызвать трещины, отверстия и сбои в сварных швах. Миниатюрная кнопка загрузки FUTEK LLB300 помогает операторам убедиться, что сварочный аппарат прилагает правильное усилие.
Используемые продукты
Миниатюрная кнопка нагрузки(серия LLB) в сочетании с приборами и программным обеспечением (аналоговый усилитель IAA, IHH500, IPM650, USB520 или USB220 и программное обеспечение для тестирования и измерений SENSIT ™).
Как это работает
- Во-первых, точечная сварка сопротивлением — это процесс.Во-вторых, выполняется на автомобильных деталях в автомобильной промышленности.
- Аппараты для контактной сварки должны прикладывать определенное усилие прижима к электродам. Чтобы гарантировать, что машина нанесет надлежащий сварной шов. Датчики веса
- измеряют силу прижатия от аппарата для точечной сварки сопротивлением.
- В этом приложении миниатюрная кнопка загрузки FUTEK LLB300 находится между электродами. Следовательно, чтобы откалибровать прилагаемую силу. Когда к машине прикладывается сила, LLB300 определяет измерение нагрузки.Он может отображать значение на интеллектуальном цифровом портативном дисплее FUTEK IHH500, панельном дисплее FUTEK IPM650 или на ПК через USB-решения FUTEK.
- Сопряжение программного обеспечения для тестирования и измерений SENSIT ™ с любым прибором FUTEK. Предоставляет пользователю возможность вести журнал данных. График измерений в реальном времени и сохранение их для истории калибровки.
- ПРИМЕЧАНИЕ: Мы рекомендуем инженерам соблюдать осторожность при установке тензодатчика между электродами, чтобы не повредить корпус LLB.
 Следовательно, чтобы откалибровать прилагаемую силу. Когда к машине прикладывается сила, LLB300 определяет измерение нагрузки.Он может отображать значение на интеллектуальном цифровом портативном дисплее FUTEK IHH500, панельном дисплее FUTEK IPM650 или на ПК через USB-решения FUTEK.
Следовательно, чтобы откалибровать прилагаемую силу. Когда к машине прикладывается сила, LLB300 определяет измерение нагрузки.Он может отображать значение на интеллектуальном цифровом портативном дисплее FUTEK IHH500, панельном дисплее FUTEK IPM650 или на ПК через USB-решения FUTEK.Кроме того, все иллюстрации FUTEK являются строго концептуальными — пожалуйста, свяжитесь с нами для получения дополнительной информации.
Контактная точечная сварка | Программы профессионального и дистанционного образования
Следующее предложение
Дата: 23-24 июня 2021 г.
Расположение: Государственный университет Огайо, Технологический центр Эдисона (EJTC)
Время занятий : с 8 до 17 каждый день
Описание
Точечная сварка сопротивлением — это двухдневная программа обучения, предназначенная в первую очередь для инженеров и техников из автомобильной промышленности.Цель курса — дать участникам полное представление о процессе контактной точечной сварки с уделением особого внимания тому, как он используется в автомобильной промышленности. Учебная программа объединяет лекции, посвященные фундаментальным концепциям, с многочисленными практическими занятиями с использованием современного аппарата для точечной сварки постоянным током. В курс входит книга, написанная двумя преподавателями курса, под названием «Точечная сварка сопротивлением: основы и применение в автомобильной промышленности».
Участники должны посетить и пройти весь двухдневный курс, чтобы получить сертификат об окончании. Курс будет проводиться очно в Инженерном колледже и Технологическом центре Эдисона (EJTC). Этот курс разработан доктором Дэвидом Филлипсом и доктором Менахемом Кимчи из программы «Сварочная техника» и кафедры материаловедения и инженерии.
Курс будет проводиться очно в Инженерном колледже и Технологическом центре Эдисона (EJTC). Этот курс разработан доктором Дэвидом Филлипсом и доктором Менахемом Кимчи из программы «Сварочная техника» и кафедры материаловедения и инженерии.
CEU выдаются после успешного завершения двухдневного курса.
По окончании курса слушатели смогут:
- Понимание влияния важных переменных процесса точечной сварки
- Разработка кривой выступа точечной сварки
- Определите различные подходы к точечной сварке современных автомобильных материалов, таких как высокопрочные стали и алюминиевые сплавы.
- Уметь выбирать подходящие методы испытаний и контроля качества точечной сварки
- Решение общих проблем производственной сварки, связанных с точечной сваркой
- Оцените новые методы компьютерного моделирования точечной сварки
Темы двухдневного курса включают
- Физика процессов и основы
- Машины, электроды и оснастка
- Свариваемость и параметры процесса
- Точечная сварка сталей
- Точечная сварка материалов с покрытием
- Точечная сварка алюминия
- Соображения по конструкции и влияние на прочность
- Качество сварки, испытания, мониторинг и контроль
- Решение производственных проблем
- Достижения в моделировании точечной сварки
Что входит в комплект
В стоимость курса входят учебные материалы, ежедневный обед и экземпляр книги «Точечная сварка сопротивлением: основы и применение в автомобильной промышленности».»
Предварительные требования к курсу
Степень инженера не требуется, но рекомендуется относительный опыт работы в процессах контактной сварки и в производственных условиях.
Место нахождения
Государственный университет Огайо
Edison Joining Technology Center (EJTC)
Щелкните здесь, чтобы увидеть карту кампуса OSU
Отмена и возврат
Полный возврат средств за вычетом административного сбора в размере 75 долларов США, если вы отмените курс более чем за 14 рабочих дней до даты курса обучения. После этого времени возврат средств не производится. Регистрации можно передавать.
После этого времени возврат средств не производится. Регистрации можно передавать.
Программа TechCred штата Огайо дает предприятиям возможность повышать квалификацию сотрудников. Компаниям, которые подают заявки (для утвержденных программ), возмещается до 2000 долларов за учетные данные, когда нынешние или будущие сотрудники заполняют учетные данные, ориентированные на технологии. Узнайте у своего работодателя, готовы ли они помочь вам с регистрацией в программе TechCred и получением финансирования для оплаты учебного лагеря по кибербезопасности.
Произошла ошибка при настройке вашего пользовательского файла cookie
Произошла ошибка при настройке вашего пользовательского файла cookieЭтот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie.Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
 Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу.Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта.Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Применения для контактной точечной сварки | AMADA WELD TECH
Сведения о приложении
Сварочная головка
Наконечник датчика HFP High Force
Материалы / Размеры
Хастеллой X (.245 дюймов) до Hastelloy X (3,0 x 1,5 дюйма)
Конечный продукт
Сотовый узел
Сотовая пайка
Узнать больше
Сварочная головка
TL-180B-EZ с дисперсионным электродом
Материалы / Размеры
Hastelloy X 0,220 толщиной до Hastelloy X 0,080 толщиной
Конечный продукт
Аэрокосмический двигатель
Сотовые прихватки
Сведения о приложении
Источник питания | Альт. Блок питания
Блок питания
IPB-5000A-MU
Сварочная головка или фокусирующая головка
TL-088B-EZ
Метод
Сварка сопротивлением
Другие функции
Встроенный: MG3, считыватель штрих-кода и датчик полярности
Сварка сопротивлением — Система сварки батарей
Узнать больше
Источник питания | Альт. Блок питания
HF2
Сварочная головка или фокусирующая головка
TL-180B-EZ
Материал (-ы)
Цоколь: сталь с никелевым покрытием | Гвоздь: латунь с оловянным покрытием
Размеры
Цоколь: 0.12-0,14 дюйма | Гвоздь: 0,94 дюйма диаметром
Метод
Сварка сопротивлением
Крышка батареи из нержавеющей стали для контактной сварки к гвоздю
Сведения о приложении
Источник питания | Альт. Блок питания
УБ-500А | УБ-1500А
Сварочная головка или фокусирующая головка
TL-088B-EZ
Метод
Контактная точечная сварка
Конечный продукт
Аккумулятор, аккумуляторы
Крышка аккумулятора Точечная сварка
Сведения о приложении
Источник питания | Альт.Блок питания
ИС-300СА
Сварочная головка или фокусирующая головка
TL-180B-EZ
Материал (-ы)
луженая медная лента
Промышленность
Электронные компоненты, энергия
Сварка ленты и вывода резистора
Сведения о приложении
Источник питания | Альт. Блок питания
HF2
Сварочная головка или фокусирующая головка
F120-Z
Материал (-ы)
Холоднокатаная сталь | Медь
Метод
Сварка сопротивлением
Промышленность
Электронные компоненты
Конечный продукт
Терминальный кабель
Кабельный терминал
Сведения о приложении
Источник питания | Альт. Блок питания
Блок питания
IPB-5000A-MU
Сварочная головка или фокусирующая головка
TL-180B-EZ
Материал (-ы)
Серебряная полоса | квадратный медный фланец
Метод
Сварка сопротивлением
Промышленность
Электронные компоненты
Мотор — приварка шпильками
Узнать больше
Источник питания | Альт. Блок питания
СТ-100А или УБ-1500А
Сварочная головка или фокусирующая головка
Roll Spot
Материал (-ы)
Медь | Сталь
Метод
Роликовая точечная сварка
Промышленность
Телекоммуникации и дисплеи
Сварка точечным швом
Сведения о приложении
Источник питания | Альт.Блок питания
HF2
Сварочная головка или фокусирующая головка
SL-301A
Материал (-ы)
Медь | Оловянная фосфорная бронза
Размеры
25 AWG | 1 мм
Метод
Сварка сопротивлением
Датчик — Сварка сопротивлением
Сведения о приложении
Источник питания | Альт. Блок питания
HF2
Сварочная головка или фокусирующая головка
TL-180B-EZ
Материал (-ы)
Бронза Медь
Метод
Сварка сопротивлением
Промышленность
Электронные компоненты
Прочие сведения
Приварка изолированного провода к зажимам
Сварка сопротивлением — провод к клеммам
Сведения о приложении
Источник питания | Альт.Блок питания
ИС-300СА
Сварочная головка или фокусирующая головка
TL-180B-EZ
Метод
Сварка сопротивлением
Контактная сварка — Трехслойная сталь
Узнать больше
Источник питания | Альт. Блок питания
Блок питания
ИС-300СА
Сварочная головка или фокусирующая головка
C-образная рама
Материал (-ы)
Сталь, Сталь 1012 Мягкая, Сталь 1020 Мягкая
Метод
Сварка, проекция, точечная сварка
Промышленность
Автомобильная промышленность, Контрактный производитель, Листовой металл
Сварка сопротивлением — футляр для штуцера
Сведения о приложении
Источник питания | Альт.Блок питания
ИС-300СА
Сварочная головка или фокусирующая головка
MH-1401
Материал (-ы)
От 1020 до 1012 Низкоуглеродистая сталь
Метод
Сварка сопротивлением
Конечный продукт
Кронштейн трубки бензобака
Кронштейн для трубки контактной сварки
Сведения о приложении
Материалы / Размеры
От меди (0,032 дюйма) до латуни (.014 в диаметре)
Промышленность
Электронные компоненты
Рулонная сварка
Сведения о приложении
Материалы / Размеры
От меди (диаметром 0,036 дюйма) до меди (толщиной 0,060 дюйма)
Промышленность
Электронные компоненты
Конечный продукт
Провод к клемме
Провод к клемме
Датчик
Датчик
Датчик
Соты
Топливный насос в сборе
Переключатель в сборе
Корпус топливного насоса
Реле в сборе
Жгут проводов
Сведения о приложении
Материалы / Размеры
Медь (. 006 дюйма) в цинк (диаметр 1,095)
006 дюйма) в цинк (диаметр 1,095)
Конечный продукт
Автомобильный конденсатор
Автомобильный конденсатор
Автомобильный датчик
Топливный насос в сборе
Топливный насос в сборе
Топливный насос в сборе
Якорь двигателя
Статор
Проволочная сетка
Узнать больше
Источник питания | Возможная альтернатива
HF-2700A, HF-2599A
Материал (-ы)
Нержавеющая сталь
Размеры
Толщина — трубка: 0.002 «| Корпус: 0,125»
Конечное использование продукта
Медицинский зонд
Медицинский зонд — сварной шов между трубкой и корпусом
Медицинские электроды с магнитной проволокой
Катетер
Доставка лекарств для подкожных инъекций
Проводник
Проводник
Электроника: холоднокатаная сталь
Электроника: провод к клемме
Узнать больше
Метод
Сварка сопротивлением
Блок питания
IPB-5000A-MU
Материал
Нержавеющая сталь и титан
Пинцет
Электрод медицинский
Инструмент медицинский
Табличка к ячейке
Медный магнитный провод
Сварка клемм аккумуляторной батареи из стали с никелевым покрытием
Батарейный язычок сварочный никель
Сварка вкладышей батареи из никеля и холоднокатаной стали
Сварка язычка батареи из никелированной стали
Выступ для сварки клемм — медь с никелевым и серебряным покрытием
Сварочные батареи Ni — CRS
| Сортировать по: Код | Род занятий |
|---|---|
17-2011. 00 00 | Аэрокосмические инженеры Сварщики |
| 51-2011.00 | Сборщики конструкций, поверхностей, оснастки и систем самолета Оборудование для точечной сварки; Оборудование для прихваточной сварки |
| 25-1121,00 | Учителя искусства, драмы и музыки, высшее образование Bright Outlook Машины точечной сварки |
| 49-3021,00 | Кузова и ремонтники к ним Переносные сварочные аппараты; Оборудование для контактной точечной сварки |
| 17-2141.02 | Инженеры-автомобилестроители Сварщики |
| 47-2011.00 | Котельные Переносные сварочные аппараты |
| 47-2021,00 | Каменщики и каменщики Машины переносные сварочные; Сварщики |
| 49-3031.00 | Механики автобусов и грузовиков и специалисты по дизельным двигателям Переносное сварочное оборудование |
| 25-2032,00 | Профессиональные / технические учителя, средняя школа Электросварщики |
| 51-9161.00 | Операторы инструментов с ЧПУ Переносное сварочное оборудование |
| 49-9012.00 | Установщики и ремонтники регулирующих и клапанов, кроме механической двери Переносное сварочное оборудование |
| 53-7011.00 | Операторы конвейеров и тендеры Машины точечной сварки |
| 17-3023.00 | Электротехника и электроника, технологи и техники Сварщики |
| 49-2094.00 | Ремонтники электротехники и электроники, торговое и промышленное оборудование Переносное сварочное оборудование; Оборудование для прихваточной сварки |
| 49-9051,00 | Установщики и ремонтники линий электропередач Сварочные инструменты |
| 47-2111,00 | Электрики Сварщики |
| 17-3024,00 | Технологи и техники в области электромеханики и мехатроники Переносное сварочное оборудование |
51-2023. 00 00 | Монтажники электромеханического оборудования Инструменты для точечной сварки |
| 47-4021,00 | Установщики и ремонтники лифтов и эскалаторов Сварщики |
| 51-2031.00 | Сборщики двигателей и прочего оборудования Переносное сварочное оборудование |
| 11-9013,00 | Фермеры, владельцы ранчо и другие руководители сельского хозяйства Переносное сварочное оборудование |
| 47-1011.00 | Начальники строительного надзора и горняки Сварщики |
| 53-1043,00 | Начальники первой линии операторов машин и транспортных средств для перемещения материалов Переносное сварочное оборудование |
| 49-1011.00 | Старшие механики, монтажники и ремонтники Переносное сварочное оборудование |
| 49-9099.01 | Техники-геотермологи Переносное сварочное оборудование |
| 51-9195.04 | Стеклодувы, формовщики, гибочные машины и финишеры Машины точечной сварки |
| 47-2121,00 | Стекольщики Оборудование для точечной сварки |
| 47-3013,00 | Помощники — электрики Сварщики |
| 49-9098.00 | Помощники — монтажники, специалисты по техническому обслуживанию и ремонту Переносное сварочное оборудование |
| 47-3015,00 | Помощники — трубоукладчики, сантехники, монтажники и парники Переносные сварочные аппараты |
| 47-4051.00 | Рабочие по ремонту дорог Переносное сварочное оборудование |
| 51-8013,04 | Техники ГЭС Переносное сварочное оборудование |
| 49-9041,00 | Механики промышленного оборудования Переносное сварочное оборудование; Сварочные аппараты |
51-4041. 00 00 | Машинисты Сварочные аппараты ручные; Переносное сварочное оборудование |
| 49-9071.00 | Рабочие по техническому обслуживанию и ремонту, общие Переносные сварочные аппараты; Сварщики |
| 49-9043,00 | Рабочие по обслуживанию машинного оборудования Оборудование для точечной сварки |
| 17-3027.00 | Машиностроение, технологи и техники Переносное сварочное оборудование; Сварочные аппараты |
| 51-9082.00 | Техники по медицинскому оборудованию Сварщики |
| 49-9044.00 | Миллрайтс Оборудование для точечной сварки |
| 29-2091,00 | Ортопеды и протезисты Сварщики |
| 47-2151,00 | Трубоукладчики Переносные сварочные аппараты |
| 47-2152,00 | Сантехники, трубопроводчики и партеры Переносные сварочные аппараты; Сварщики |
| 47-4061,00 | Операторы рельсового и эксплуатационного оборудования Сварщики |
| 47-2171.00 | Рабочие-арматурщики и арматурщики Сварщики |
| 47-5051,00 | Дробилки для карьеров Инструменты для точечной сварки |
| 53-5011,00 | Матросы и нефтяники Сварщики |
| 51-7041.00 | Установщики, операторы и участники тендеров на пилорамы, древесина Переносное сварочное оборудование |
| 47-2211,00 | Специалисты по обработке листового металла Переносные аппараты для точечной сварки; Сварочные аппараты |
| 47-2221.00 | Рабочие строительного железа и стали Переносные сварочные аппараты |
| 51-2041.00 | Изготовители и слесари металлоконструкций Оборудование для прихваточной сварки |
| 51-2092,00 | Бригада сборщиков Оборудование для точечной сварки; Оборудование для прихваточной сварки |
51-4111. 00 00 | Изготовители инструментов и штампов Сварщики |
| 51-4121.00 | Сварщики, резаки, паяльщики и паяльщики Оборудование для контактной сварки; Сварочные пистолеты |
| 51-4122.00 | Установщики, операторы и тендеры сварочных, паяльных и паяльных аппаратов Переносные сварочные аппараты; Пистолеты для контактной сварки; Машины контактной сварки; Пистолеты для точечной сварки |
Погружение в контактную точечную сварку с отжимом
Вопрос: Что хорошая точечная сварка говорит о плохой точечной сварке? A: Вы просто не могли «сопротивляться», не так ли? Если вы плохо разбираетесь в точечной сварке, я отпущу вас с крючка. Эта шутка не особо смешная.Трудно найти хорошие шутки о сварщиках. Контактная точечная сварка с отжимом — это тема, которую мы рассмотрим. Больше не будет попытки шутить. Я обещаю!
Хотя это и не новость для нашей отрасли, это процесс, который в настоящее время должен выполнять практически каждый магазин. Я резюмирую этот процесс, если вы с ним знакомы, и быстро научу вас, если вы новичок в нем. Если вы в настоящее время не можете выполнить этот процесс и вам необходимо обосновать покупку машины, мы надеемся, что эта информация будет вам полезна.Я дам общий обзор того, что такое контактная точечная сварка с отжимом, или сокращенно STRSW, и почему ее следует регулярно использовать в современных ремонтных мастерских. Я рассмотрю различные типы машин и некоторые из наиболее распространенных процедур, связанных с этим оборудованием. В конце концов, вы должны быть уверены в том, что делают техники и почему. Если вы еще не приобрели этот тип оборудования, вы будете иметь некоторое представление о том, что вам следует искать при покупке машины STRSW.
| Типичная машина STRSW |
STRSW — это аббревиатура от точечной контактной сварки с отжимом. Процесс в его простейшей форме объяснения заключается в том, что сварной шов или соединение материалов выполняется контактной сваркой. Чтобы объяснить это немного глубже, это сварной шов, который обычно связывает две или более панели / части вместе, создавая электрическое сопротивление между двумя электродами. Электроды не соприкасаются, они пытаются пропустить ток через место, тем самым нагревая металлы до точки их сваривания.Другой аспект — это «отжимная» часть процесса. Именно здесь разделяются типичный точечный сварочный аппарат и STRSW. В процессе STRSW панели сжимаются вместе с минимальным или определенным давлением во время создания сварного шва. Сжимание панелей вместе обычно выполняется перед предварительным нагревом металла и фактическим процессом сварки. Он может следовать этому упрощенному обзору: сжатие, предварительный нагрев, сварка, охлаждение и отпускание. Наконечники аппаратов для контактной точечной сварки изготовлены из меди, которая лучше проводит электричество, чем сталь.Эта конструкция создает сопротивление, поскольку ток пытается пройти через оба наконечника. Вот почему современные машины намного лучше, чем те, что были в прошлом или использовались в промышленных приложениях. Некоторые аппараты для контактной точечной сварки используют ручное сжатие, но оно может быть ограничено силой оператора. Современное оборудование применяет гораздо более сильную силу, подробнее об этом позже.
Процесс в его простейшей форме объяснения заключается в том, что сварной шов или соединение материалов выполняется контактной сваркой. Чтобы объяснить это немного глубже, это сварной шов, который обычно связывает две или более панели / части вместе, создавая электрическое сопротивление между двумя электродами. Электроды не соприкасаются, они пытаются пропустить ток через место, тем самым нагревая металлы до точки их сваривания.Другой аспект — это «отжимная» часть процесса. Именно здесь разделяются типичный точечный сварочный аппарат и STRSW. В процессе STRSW панели сжимаются вместе с минимальным или определенным давлением во время создания сварного шва. Сжимание панелей вместе обычно выполняется перед предварительным нагревом металла и фактическим процессом сварки. Он может следовать этому упрощенному обзору: сжатие, предварительный нагрев, сварка, охлаждение и отпускание. Наконечники аппаратов для контактной точечной сварки изготовлены из меди, которая лучше проводит электричество, чем сталь.Эта конструкция создает сопротивление, поскольку ток пытается пройти через оба наконечника. Вот почему современные машины намного лучше, чем те, что были в прошлом или использовались в промышленных приложениях. Некоторые аппараты для контактной точечной сварки используют ручное сжатие, но оно может быть ограничено силой оператора. Современное оборудование применяет гораздо более сильную силу, подробнее об этом позже.
Если вам повезло, что у вас в мастерской есть аппарат для контактной точечной сварки, считайте это напоминанием или, может быть, вы знаете об этом аппарате, но не совсем то, что это такое и что он делает.Возможно, он используется неправильно или недостаточно часто по разным причинам. Это также поможет вам лучше объяснить клиенту, как работает эта часть процесса ремонта. Их можно успокоить, зная, что вы используете тот же метод, что и производители при создании автомобиля, грузовика или внедорожника. Использование STRSW — это то, что я считаю «беспроигрышным». Ремонт сделан правильно, напоминает заводской внешний вид и намного эффективнее сварка MIG / MAG.По внешнему виду он будет имитировать другие подобные части автомобиля. Возможность сделать визуально лучший ремонт не должна превышать важность выполнения необходимого вида ремонта. Точечная контактная сварка даже в самой простой форме снижает количество тепла, подводимого к панелям во время сварки. Этот факт также может сыграть роль в возможности ограничения количества коррозии, образующейся в более позднее время. Чем меньше тепла, которое уменьшает «зону теплового воздействия» (HAZ), используемого в процессе контактной сварки, тем меньше вероятность ненужного повреждения покрытий на стали.Есть еще более важная причина, о которой мы поговорим дальше.
Ремонт сделан правильно, напоминает заводской внешний вид и намного эффективнее сварка MIG / MAG.По внешнему виду он будет имитировать другие подобные части автомобиля. Возможность сделать визуально лучший ремонт не должна превышать важность выполнения необходимого вида ремонта. Точечная контактная сварка даже в самой простой форме снижает количество тепла, подводимого к панелям во время сварки. Этот факт также может сыграть роль в возможности ограничения количества коррозии, образующейся в более позднее время. Чем меньше тепла, которое уменьшает «зону теплового воздействия» (HAZ), используемого в процессе контактной сварки, тем меньше вероятность ненужного повреждения покрытий на стали.Есть еще более важная причина, о которой мы поговорим дальше.
| Клещи маневровые и медные колодки |
Точечная контактная сварка с отжимом может быть решающим фактором при правильном соединении стали с продвинутой технологией. Это представление о том, почему вы должны понимать требования OEM-производителей к STRSW в определенных сценариях, будь то общие рекомендации по ремонту при столкновении или конкретные процедуры ремонта кузова. Вам должно быть хорошо известно, что в современном автомобилестроении широко используются стали, отличные от низкоуглеродистой холоднокатаной стали.Многие из этих передовых сталей плохо реагируют на методы прошлого. Несмотря на то, что улучшенная сталь может выглядеть удовлетворительно соединенной после сварки MIG / MAG, количество тепла, введенного в зону, могло привести к тому, что сталь стала хрупкой и не показала хорошие результаты при последующем столкновении. Как упоминалось выше, если коррозия начинается из-за повышенного повреждения покрытий, это также может повлиять на ударопрочность в более позднее время.
Что касается магазинов, которые имеют необходимое оборудование, но не используют его в полной мере, то этому может быть несколько причин. Двумя наиболее частыми факторами, которые привели магазин в такое состояние, являются либо устаревшая машина, либо, что более вероятно, недостаток знаний / навыков в игре. Может случиться так, что первоначальные инвестиции не имели удовлетворительного обучения, или нынешние сотрудники не были частью этого, или не были обучены теми, кто мог иметь надлежащие знания в отношении оборудования. Возможно, ваша машина, которая у вас есть в настоящее время, удовлетворительна, но следует рассмотреть возможность повторного или даже начального обучения, чтобы полностью раскрыть свой потенциал.
Двумя наиболее частыми факторами, которые привели магазин в такое состояние, являются либо устаревшая машина, либо, что более вероятно, недостаток знаний / навыков в игре. Может случиться так, что первоначальные инвестиции не имели удовлетворительного обучения, или нынешние сотрудники не были частью этого, или не были обучены теми, кто мог иметь надлежащие знания в отношении оборудования. Возможно, ваша машина, которая у вас есть в настоящее время, удовлетворительна, но следует рассмотреть возможность повторного или даже начального обучения, чтобы полностью раскрыть свой потенциал.
Аппараты доступны у многих производителей сварочного оборудования. Наиболее важным фактором при выборе подходящей машины для вашего магазина является то, какие рекомендации или требования выдвигаются производителем транспортного средства, если таковые имеются. Некоторые производители имеют утвержденное оборудование, а другие нет. Производители автомобилей, которые не указывают конкретную марку или модель машин, могут по-прежнему предъявлять минимальные требования, которым должна соответствовать машина. Магазины, которые участвуют в программе сертификации OEM или рассматривают возможные будущие отношения, могут пожелать ознакомиться с требованиями этой программы.Если вы окажетесь на рынке, где популярна одна конкретная марка автомобиля, я бы посоветовал вам приобрести машину, которая соответствует рекомендациям этого производителя. Если вы подумываете о модернизации путем покупки новой машины, следует учитывать те же соображения. Некоторые производители оригинального оборудования могут указать размер самородка, а также силу зажима или другие требуемые характеристики. Возможно, производитель транспортного средства имеет только требования к силе тока или другие минимальные требования. Это может уменьшить потребность в покупке оборудования определенной марки или модели, но потребует от покупателя при выборе убедиться, что эти спецификации могут быть выполнены с этим конкретным сварщиком.
| Станок STRSW с рычагами разной длины |
Как и было обещано, мы рассмотрим аспект «сжатия» процесса. Номинальные характеристики машин в отношении давления сжатия могут быть представлены в даканьютонах, или, для краткости, даН. Это значение можно преобразовать в более понятную меру фунт-силы. Некоторые автопроизводители указывают конкретное или минимальное усилие, которое необходимо приложить при сжатии панелей вместе перед выполнением сварки.Ньютон — это международная стандартная единица силы (СИ). Я не буду вдаваться в подробности, потому что это становится немного научным. Как уже говорилось, это прилагаемая сила сжатия, но важно понимать возможности машины в отношении информации о ремонте.
Различные типы источников питания, как правило, требуют либо трехфазного электроснабжения, либо машины могут работать от батарей. Некоторые машины могут работать от 230 В, но чаще всего используются трехфазные.Машины с батарейным питанием можно использовать там, где нет трехфазного электроснабжения магазина или других ограничивающих обстоятельств. Если вы не используете рекомендации OEM, при выборе машины следует учитывать несколько факторов. Большинство из них основаны на текущей и приложенной силе. Время сварки также является компонентом, который следует учитывать при оценке возможностей машины. В спецификациях, которые может потребовать производитель транспортного средства, могут быть указаны все или несколько параметров для выполнения правильного сварного шва. Перед началом любых работ необходимо обратиться к руководству по кузовному ремонту конкретной марки, модели и года выпуска.Машины могут иметь возможность определять тип металла и создавать сварные швы на основе того, что машина определяет как подходящие настройки. Может случиться так, что машина может чувствовать больше, чем просто тип металла. Он может определить тип, толщину и наличие чего-либо между металлами, например, клея. Если это не автоматический тип, пользователю, возможно, придется вручную ввести такие параметры, как тип металла, толщина и то, выполняется ли сварка.
Если это не автоматический тип, пользователю, возможно, придется вручную ввести такие параметры, как тип металла, толщина и то, выполняется ли сварка.
Некоторые производители оборудования устанавливают в машину программы, основанные на настройках конкретной марки и / или модели автомобиля.Обратная связь от оборудования может включать в себя проверку соответствия / несоответствия по каждому сварному шву, и они могут иметь возможность документировать процесс для ведения записей в цехе. Обновления программного обеспечения обычно выполняются по запросу производителя сварочного оборудования. Некоторые машины будут иметь возможность напрямую подключаться к соответствующему производителю для получения обновлений и могут даже предоставлять обучающие видеоролики для пользователя внутри машины.
Теперь мы рассмотрим некоторые типичные процедуры ремонта, которые могут потребоваться, когда дело доходит до STRSW.Шунтирование панелей — обычное требование. Шунтирование обычно выполняется с помощью специальных плоскогубцев, похожих на плоскогубцы, но позволяет «соединить» несколько заготовок перед выполнением первого шва. Плоскогубцы, которые сделаны специально для шунтирования, скорее всего, будут иметь медные «ножки» с кабелем, соединяющим эти ножки, так что ток имеет легкий путь в этом конкретном месте. Шунтирование можно выполнять с помощью обычных плоскогубцев, но для достижения наилучших результатов следует использовать специальные плоскогубцы.Для получения дополнительной информации см. Статью Новости о ремонте столкновений автомобилей: Шунтирование тока при точечной сварке, Опубликовано 10 июня 2016 г.
| Машина STRSW с односторонним optio |
Контрольные сварные швы также могут быть включены в процедуру ремонта и очень важны, как и при сварке MIG / MAG. Сварные швы могут выглядеть нормально, и машина может проверить хороший сварной шов, но в конечном итоге разрушающая процедура на испытательном шве — единственный верный способ узнать, будет ли производительность там, на основе ваших настроек и других приготовлений. Еще одно замечание относительно зажима: все зажимы или другие средства соединения панели, кроме шунтирующего зажима, используемого для начального сварного шва, должны быть изолированы. Для этого используются различные распространенные методы, такие как использование ленты или других непроводящих материалов, используемых на тех участках, где зажим соприкасается с металлом.
Еще одно замечание относительно зажима: все зажимы или другие средства соединения панели, кроме шунтирующего зажима, используемого для начального сварного шва, должны быть изолированы. Для этого используются различные распространенные методы, такие как использование ленты или других непроводящих материалов, используемых на тех участках, где зажим соприкасается с металлом.
Давление воздуха обычно используется в качестве зажимного усилия во время процесса сварки. Величина давления воздуха, установленного во время сварки, будет влиять на давление зажима и, следовательно, может повлиять на качество сварки.Производители транспортных средств иногда указывают минимумы в тех параметрах, которые будут использоваться с настройками и возможностями машины. Здесь также стоит отметить, что обычно удаляют все покрытия, где концы электродов соприкасаются со сталью. Обычно покрытия, наносимые производителями оригинального оборудования, такие как электронное покрытие, остаются нетронутыми на внутренней стороне стыка панелей. Может случиться так, что производитель транспортного средства указывает, что между панелями должно быть нанесено сквозное покрытие, или процесс может включать сварку.Сварка — это процесс, при котором между панелями используется клей, обычно состоящий из двух частей, для облегчения процесса соединения. Если требуется сварка, техник должен следовать инструкциям производителя автомобиля и правильно подготовить панели перед нанесением клея. Если руководящих принципов производителя не существует, обычной практикой является соблюдение указаний производителя продукта.
Машины STRSW могут иметь несколько функций, которые может выполнять одна машина за пределами их основной функции.Примерами могут служить удаление вмятин с помощью приварного съемника, такого как скользящий молоток, или ручного съемника. Другие функции могут включать в себя возможность приваривать шпильки, гайки, шайбы или штифты к панели, используемой для крепления таких вещей, как тепловой экран, закрывающие панели и тому подобное. Возможности усадки металла также могут быть встроены в машину для процессов правки / усадки. Некоторые машины могут иметь возможность выполнять сварку «стежком» или «швом» с помощью односторонней функции. Машины также могут иметь возможность выполнять одностороннюю точечную сварку.Эти сварные швы потребуют заземления свариваемого материала и не смогут сжимать панели вместе. Это зависит от оператора. Вот почему эти типы сварных швов менее эффективны по сравнению с STRSW, но это может быть необходимо, поскольку могут существовать ограничения, в которых будут подходить плечи режима сжатия. Производители транспортных средств время от времени указывают, какой тип сварных швов должен быть выполнен, если есть ограничения на то, куда могут дотянуться руки.
Возможности усадки металла также могут быть встроены в машину для процессов правки / усадки. Некоторые машины могут иметь возможность выполнять сварку «стежком» или «швом» с помощью односторонней функции. Машины также могут иметь возможность выполнять одностороннюю точечную сварку.Эти сварные швы потребуют заземления свариваемого материала и не смогут сжимать панели вместе. Это зависит от оператора. Вот почему эти типы сварных швов менее эффективны по сравнению с STRSW, но это может быть необходимо, поскольку могут существовать ограничения, в которых будут подходить плечи режима сжатия. Производители транспортных средств время от времени указывают, какой тип сварных швов должен быть выполнен, если есть ограничения на то, куда могут дотянуться руки.
Как и в случае с любым другим инструментом или оборудованием, обучение имеет первостепенное значение.Производители сварочного оборудования могут пройти обучение при покупке или предоставить его в другой форме. Перед покупкой важно определить, как это будет происходить. Нет ничего хуже, чем инвестировать в процесс или оборудование и не использовать его в полной мере. Здесь также должны быть затронуты вопросы ответственности. Перед покупкой также следует запланировать техническое обслуживание. На большинстве машин есть некоторые изнашиваемые / расходные материалы. Наконечники электродов очень важны во многих отношениях, когда речь идет о правильной сварке.Выравнивание, состояние и размер могут иметь влияние в этой области. Обучение важно, производители оборудования и программы, поддерживаемые OEM, которые обеспечивают обучение, могут иметь курсы альянса, которые могут претендовать на получение кредитов I-Car. Доступны также общие виды обучения, не связанные с машиной. Для дальнейшего обучения онлайн и в магазине обращайтесь к I-CAR:
.Online — Введение в контактную точечную сварку с отжимом
Практическое занятие — контактная точечная сварка с отжимом Развитие навыков практического применения
Самым важным правилом является соблюдение инструкций по ремонту производителей автомобилей или критериев для машин и процессов перед началом ремонта.