Машины для шовной сварки
Машины для шовной сварки по устройству корпуса, расположению и конструкции трансформатора и нажимных устройств сходны с точечными машинами.
Машины для шовной сварки имеют следующие основные части: 1) станину; 2) механизм сжатия; 3) электроды в форме роликов с хоботами для их крепления; 4) механизм для вращения роликов; 5) трансформатор с переключателем ступеней и включающим устройством.
При сварке с периодическим включением тока машина снабжается прерывателем.
Станины шовных машин делаются литыми или сварными с расчетом установки их на полу. Шовные машины, как и точечные, выполняются с педальным, электромоторным или пневматическим механизмами сжатия. Некоторые машины изготовляются о комбинированным моторно-пневматическим механизмом сжатия. Механизм сжатия шовной машины должен обеспечить приложение усилия к свариваемым заготовкам в течение всего периода сварки, который иногда продолжается длительное время. Ввиду этого наиболее удобен для шовных машин пневматический, электромоторный или комбинированный механизм сжатия.
Электроды шовных машин обычно делают в форме роликов, приводимых во вращение электромотором через редуктор или другую систему передач. При шаговой роликовой сварке шовные машины снабжаются специальным механизмом, обеспечивающим периодическую остановку роликов, необходимую при шаговой сварке для пропускания тока через неподвижные заготовки.
Привод роликов осуществляется непосредственно через вал, па котором они закреплены, или шарошкой. В последнем случае шарошка одновременно калибрует раскатывающийся в процессе сварки ролик, сохраняя постоянство его формы.
При сварке продольных швов, расположенных перпендикулярно передней стенке машины, ведущим является обычно верхний ролик, нижний ролик при этом вращается за счет силы трения, возникающей между ним и заготовкой при сжатии. При сварке поперечных швов ведущим является чаще всего нижний ролик.
Выключающие устройства шовных машин делаются по типу выключающих устройств машин для точечной сварки. В первичную цепь шовных машин часто включают прерыватель, обеспечивающий импульсное включение тока. Прерыватель позволяет получить более качественное соединение в случае сварки стали и обеспечивает возможность сварки специальных сталей (типа нержавеющих), цветных металлов и их сплавов. При сварке низкоуглеродистой стали применяются как механические, так и ламповые прерыватели, а для нержавеющих сталей и цветных металлов только ламповые.
Сжатие заготовок при шовной сварке обычно производится путем перемещения верхнего ролика. При этом ролик перемещается или по дуге окружности (радиальный ход) или вертикально (вертикальный ход).
Фиг.153.Внешний вид машины МШМ-50-П
Фиг.154.Электрокинематическая схема машины Ш-50-1 (без прерывателя):
Особенности процесса роликовой сварки
Процесс роликовой сварки в значительной мере аналогичен процессу точечной сварки. Отличие заключается в следующем:- каждый последующий участок шва подогревается теплом, выделяющимся при формировании предыдущего участка. Поэтому на единицу длины шва вводится большее количество тепла, чем при точечной сварки, и основной металл разогревается сильнее;
- значительная часть тока шунтируется через ранее сваренные участки шва, вызывая дополнительный подогрев деталей в области контакта деталь – ролик. Это часто вызывает наволакивание металла на рабочую поверхность роликов.
Роликовая сварка с непрерывной подачей тока (рисунок 1, а) требует строго согласования скорости перемещения детали и режима нагрева, так как в противном случае может образоваться прожог или непровар.
При сварке деталей большей толщины применяют прерывистую подачу импульсов тока и непрерывное перемещение деталей (рисунок 1, б). В этом случае за счет лучшего теплоотвода удается устранить наволакивание металла и обеспечить гладкую поверхность шва.
При сварке деталей из легких сплавов для улучшения их охлаждения, обеспечения кристаллизации под давлением и стабилизации условий формирования каждой точки применяет прерывистое (шаговое) перемещение свариваемых заготовок. При этом импульс сварочного тока подается в тот момент, когда детали неподвижны, а перемещение их происходит во время паузы (рисунок 1, в).
При использовании роликовых машин для прерывистой точечной сварки также применяют шаговое перемещение деталей (рисунок 1, г). При необходимости во время остановки роликов, давление роликов увеличивается; во время перемещения деталей для уменьшения деформации, давление имеет меньшее значение.
a) Непрерывная подача тока; б) Прерывистая подача тока и непрерывное перемещение деталей; в) Шаговое перемещение деталей; г) Шаговое перемещение деталей для прерывистой точечной сварки
Рисунок 1 – Характер изменения скорости перемещения деталей V, давления роликов P и сварочного тока Iсв при различных способах роликовой сварки
При непрерывном вращении роликов ток на участке контакта деталей может включаться импульсами через длительные паузы (рисунок 2, а) с образованием круглых или вытянутых по направлению движения точек. При уменьшении пауз возможно совпадение границ расплава (рисунок 2, б) некруглых точек и образование шва, а при уменьшении скорости сварки их перекрытие (рисунок 2, в). Шов также образуется при определенных режимах сварки переменным током без пауз (рисунок 2, г). Изменение тока в полупериодах (рисунок 2, д) еще более расширяет возможности непрерывной сварки.
а) Импульсы через длительные паузы; б) Уменьшение пауз; в) Уменьшение скорости сварки; г) Сварка без пауз; д) Изменение тока в полупериодах
Рисунок 2 – Схемы шовной сварки при разных паузах между импульсами тока
При роликовой сварке плотным швом ток только на 15 процентов выше, чем при обычной точечной сварке (в обоих случаях длительность протекания тока и давление роликов одинаковы). Это обусловлено теплоотдачей от соседних точек и снижением радиуса электрода из-за интенсивной деформации металла в зоне контакта впереди электрода.
В современной производственной практике наибольшее распространение получил цикл роликовой сварки прерывистой подачей импульсов тока и непрерывное перемещение деталей. На рисунке 3 показана схема перемещения роликов.
Рисунок 3 – Сварной шов при прерывистом включении сварочного тока и непрерывном вращении роликов (а), распределение тока в металле (б)
Рассмотрим момент, когда ролики после сварки точки длиной n передвинулись из положения ролика, изображенного штриховой линией в позицию, указанную сплошной линией. Он достаточно плотно контактирует с металлом по длине от линии 3 до линии 4. В этот момент и включается импульс тока длительностью tсв. Как видно (рисунок 3, а) за время tп (время вращения ролика без тока от линии 1 до линии 2) успел образоваться непроваренный участок от линии 2 до линии 3. Вот этот участок и сваривается за счет шунтирования, который по своей плотности распределяется в момент включения сваривающего тока по эпюре, показанной на рисунке 3, б.
Компания ООО «Партек» поставляет машины роликовой Dalex (Германия). Оборудование контактной роликовой и точечной сварки, Вы можете посмотреть в нашем каталоге.
Машины для роликовой (шовной) сварки
Машины для роликовой (шовной) сварка [c. 347]
347]МАШИНЫ ДЛЯ РОЛИКОВОЙ (ШОВНОЙ) СВАРКИ [c.347]
Машины для роликовой (шовной) сварки [c.410]
Машина для продольной шовной сварки типа МШП отличается от рассмотренной машнны для поперечной сварки конструктивным исполнением консолей и приводом электродов. Привод сделан к верхнему роликовому электроду. [c.408]
С помощью автоматических и полуавтоматических линий производится также изготовление велосипедных ободьев. Обычно такие автоматические линии включают в себя стыковую сварочную машину Для сварки полос, станок для обрезки стальной полосы непрерывной длины и требуемой ширины, станок для подачи заготовки и формирования профиля ободьев, шовную сварочную машину для роликовой сварки продольного стыка, вальцовочный станок для гибки сформованной. полосы в кольцо и рубки ободьев, стыковую сварочную машину для сварки стыков колец, станок для снятия грата после сварки, пневматический станок для калибровки свальцованных и сваренных колец и проколки отверстий под спицы.
Контактная — точечная, шовная и стыковая сварка. Титан и его сплавы хорошо свариваются контактной сваркой. Дополнительной защиты мест сварки не требуется. Желательно использовать электроды и ролики, изготовленные нз сплава МЦ-4 или из кадмиевой меди. Сварка ведется на жестких режимах с применением игнитронных прерывателей типа ПИШ и обычных мощных машин для роликовой и точечной сварки. [c.345]
Машины для шовной сварки (МШ-1001, МШ-1601, МШ-2001 и др.) в отличие от точечной снабжены механизмом привода роликовых электродов и особым скользящим токоподводом. Шовные машины выпускают мощностью 25—200 кВ-А. [c.114]
Для роликовой сварки тонких листов применяется электросварочная шовная машина АШП-25. Машина имеет переключатель с шестью ступенями скорости подачи электрода и регулятор времени. [c.190]
Сварка и приварка арматуры. Арматуру к изделиям приваривают на точечных сварочных машинах. Сварку корпусов ведер, кофейников, приварку дна к корпусу ведра производят на роликовых электросварочных машинах. Для точечной сварки применяют машины мощностью 8—10 кет (типа АТМ-8, АТН-8, АТМ-10 и т. д.), для шовной сварки — мощностью 25—50 кет (типа МШМ-25 и МШМ-50).
Арматуру к изделиям приваривают на точечных сварочных машинах. Сварку корпусов ведер, кофейников, приварку дна к корпусу ведра производят на роликовых электросварочных машинах. Для точечной сварки применяют машины мощностью 8—10 кет (типа АТМ-8, АТН-8, АТМ-10 и т. д.), для шовной сварки — мощностью 25—50 кет (типа МШМ-25 и МШМ-50).
При шовной (роликовой) сварке (фиг. 172) соединение заготовок осуществляется вращающимися роликами, к которым подведен сварочный ток и приложено давление. Шовную сварку производят как при непрерывном, так и при периодическом пропускании тока через заготовки. В последнем случае машину для шовной сварки снабжают прерывателем. Кроме этих двух разновидностей применяют шаговую роликовую сварку, при которой сварочный ток пропускается через неподвижные заготовки. Перемещение заготовок производится при выключенном токе. [c.397]
При шовной сварке на этих машинах листы движутся прерывисто, а сварочный ток включается в моменты остановки роликов. Такая шаговая подача способствует лучшему теплоотводу и стабилизации контактного сопротивления при сварке, а также значительно уменьшает степень загрязнения роликов. Перемещение роликов имеет полную регулировку — от 60 до 150 шагов в минуту. Машины имеют съемные роликовые головки как для поперечной, так и для продольной сварки. [c.91]
За границей изготовляется для шовной сварки много машин разных типов и размеров. В США выпускаются высокопроизводительные роликовые машины с электронным управлением, производящие сварку со скоростью вдвое большей, чем скорость, доступная обычным машинам. [c.169]
РОЛИКОВЫЕ ЭЛЕКТРОДЫ К МАШИНАМ ДЛЯ ШОВНОЙ СВАРКИ [c.182]
Машина для шовной сварки МШП-100 (рис. 124), так же как МШП-150, состоит из корпуса I, выполненного из четырех трубчатых колонок, которые служат в качестве баллонов для сжатого воздуха, неподвижных консолей 2 и 4, роликовых электродов 3, пневматического механизма сжатия 5 и сварочного трансформатора 6 с переключателем ступеней. Принудительный привод имеет нижний ролик, вращение которого осуществляется электродвигателем через редуктор, вариатор скоростей и карданный вал 7.
[c.192]
Принудительный привод имеет нижний ролик, вращение которого осуществляется электродвигателем через редуктор, вариатор скоростей и карданный вал 7.
[c.192]
| Фиг. 48. Примеры расположения машин для точечной и шовной (роликовой) сварки при их габаритах в плане |
Оборудование. Установки для сварки т.в.ч. пластмасс делятся на прессовые стационарные установки, ручные сварочные клещи и роликовые шовные установки. Основные характеристики сварочных машин и высокочастотных генераторов приведены в табл. 6 и 7. [c.48]
Контактные машины в зависимости от выполняемого на них типа сварного соединения делятся на стыковые, шовные или роликовые и точечные. Стыковые и точечные машины выпускают малой, средней и большой мощности. Стыковые машины малой мощности (до 25 кВА) предназначаются главным образом для сварки сопротивлением черных и цветных металлов. Машины средней мощности (от 25 до 150 кВА) предназначаются для сварки сопротивлением и оплавлением преимущественно черных металлов. Наконец, стыковые машины большой мощности (от 150 до 500 кВА) рассчитаны на автоматическую сварку оплавлением с автоматическим подогревом. [c.399]
[c.399]
Контактные машины в зависимости от выполняемого на них типа сварного соединения делятся на стыковые, шовные или роликовые и точечные. Стыковые и точечные машины выпускают малой, средней и большой мощности. Стыковые машины малой мощности (до 25 кв-а) предназначаются главным образом для сварки сопротивлением черных и цветных металлов. [c.348]
В последнее время ряд предприятий взамен фальцовки труб применил роликовую сварку их, для которой сконструированы специальные приспособления и модернизировано электросварочное оборудование. Чаще всего для этих целей используются шовные электросварочные машины. [c.32]
Электроды шовных машин обычно делают в форме роликов, приводимых во вращение электромотором через редуктор или другую систему передач. При шаговой роликовой сварке шовные машины снабжаются специальным механизмом, обеспечивающим периодическую остановку роликов, необходимую при шаговой сварке для пропускания тока через неподвижные заготовки. [c.295]
Шобная сварка выполняется подобно точечной, но применение роликовых электродов вместо стержневых позволяет получить сплошные швы, без промежутков, что необходимо, например, в резервуарах для хранения жидкостей, газов и т. п. Внешний вид шовной машины и схема шовной сварки показаны на рис. 128. [c.257]
Значительные успехи получены в развитии механизированных методов контактной сварки. Этому способствовало совершенствование оборудования для этого вида сварки. Промышленность СССР выпускает различные типы универсальных и специальных машин для всех видов контактной сварки, которые находят широкое применение в первую очередь в автомобильной и авиационной промышленности. Но и в других отраслях промышленности, например в вагоностроении, использование контактной сварки быстро возрастало. Калининский вагоностроительный завод построил поточную линию для многоточечной сварки цельнометаллических железнодорожных вагонов. Прочные позиции завоевала контактная сварка в котлострое-нии (при сварке аустенитных и перлитных сталей на стыках труб, приварке шипов к экранам труб и т. д.), а также в строительстве, особенно при изготовлении арматуры для железобетонных конструкций, арматурных сеток и т. д. При этом применяются оригинальные отечественные машины. Значительно расширилось использование контактной сварки на заводах сельскохозяйственного машиностроения. Были освоены точечная и роликовая сварка легких сплавов, шовно-стыковая сварка труб и т. д.
[c.128]
Прочные позиции завоевала контактная сварка в котлострое-нии (при сварке аустенитных и перлитных сталей на стыках труб, приварке шипов к экранам труб и т. д.), а также в строительстве, особенно при изготовлении арматуры для железобетонных конструкций, арматурных сеток и т. д. При этом применяются оригинальные отечественные машины. Значительно расширилось использование контактной сварки на заводах сельскохозяйственного машиностроения. Были освоены точечная и роликовая сварка легких сплавов, шовно-стыковая сварка труб и т. д.
[c.128]
Осн. вид сварки стали давлением — контактная электросварка (КЭ). Различают стыковую, точечную, роликовую (шовную) КЭ. Наиболее широко она применяется в автомобильной, авиационной и оборонной нром-сти. Находит применение при сооружении трубопроводов, сварке ж.-д. рельсов в длинные плети (т. н. бесстыковой путь), в прокатном нроиз-ве (при непрерывной прокатке) и в судостроении. КЭ легко поддается автоматизации. В нром-сти работают машины для КЭ, полностью автоматизированные с программным управлением. Отличаясь высокой производительностью, КЭ имеет большие перспективы дальнейшего развития. [c.151]
Применяют точечный, прессовый и роликовый методы сварки ТВЧ. Для этого используют шовные машины типа ЛГС-02 и МСТ-ЗМ, сварочный пресс ЛГСП-04. Скорость подачи материала в этих машинах 0,5—4,5 м/мин. [c.176]
Применяют точечный, прессовый и роликовый методы сварки т. в. ч. Для этого используют шовные машины типа ЛГС-02 и МСТ-ЗМ, сварочный пресс ЛГСП-04. [c.214]
Сварка и приварка арматуры. Арматуру к изделиям приваривают на контактных сварочных машинах. Сварка корпусов ведер, кофейников, приварка дна к корпусу ведра осуществляется на роликовых электросварочных машинах различных типов для точечной и стыковой сварки — машины АТМ-10, МТПР-50, МТП-75 и др. для шовной сварки — машины МШМ-25 и МШМ-5, МШМ-50. [c.109]
Сварка деталей в основном производится на контактных электросварочных аппаратах (стр. 109). В случаях применения холоднокатаного некорродированного металла точечная сварка может осуществляться без предварительного обезжиривания и очистки поверхности. Поверхность горячекатаного или корродированного металла перед сваркой обезжиривают и травят. При использовании шовной сварки, например для шкафа холодильника, металл об я-зательно должен быть предварительно очищен от жировых загрязнений и ржавчины. Шовная сварка производится на специальных электросварочных машинах, иногда с одновременной раскаткой швов при помощи специальных роликовых устройств. При приварке крепежной арматуры и отдельных деталей пользуются специальными шаблонами, обеспечивающими расположение всех частей в соответствии с чертежами.
[c.200]
109). В случаях применения холоднокатаного некорродированного металла точечная сварка может осуществляться без предварительного обезжиривания и очистки поверхности. Поверхность горячекатаного или корродированного металла перед сваркой обезжиривают и травят. При использовании шовной сварки, например для шкафа холодильника, металл об я-зательно должен быть предварительно очищен от жировых загрязнений и ржавчины. Шовная сварка производится на специальных электросварочных машинах, иногда с одновременной раскаткой швов при помощи специальных роликовых устройств. При приварке крепежной арматуры и отдельных деталей пользуются специальными шаблонами, обеспечивающими расположение всех частей в соответствии с чертежами.
[c.200]
Роликовая машина МВТУ имени Баумана служит для многоточечной сварки легких каркасов. В основу ее конструкции положена шовная мапиша МШП-150. Эта машина имеет вращающиеся электроды. Машина рассчитана иа точечную сварку каркасов типа змейка шириной от 100 до 300 мм при диаметре стержней от 6-Ьб до 10 4-12 мм. [c.519]
Машины электросварочные контактные. Технические требования. Стандарт распространяется на точечные, шовные (роликовые) и стыковые элект1Шсварочные машины, предназначенные для электрической, контактной сварки металлов. Указываются техиические требования, предъявляемые при [c.495]
Машина МШ-2201 (рис. 43) состоит из корпуса, верхнего и нижнего кронштейнов, на которых установлены привод усилия 5, верхняя 4 и нижняя 3 роликовые головки. Для выполнения продольных швов верхнюю роликовую головку поворачивают на 90°, а нижнюю 3 — для поперечной сварки заменяют роликовой головкой (вставкой) 2 для продольной сварки. Вращение верхнего ролика передается от электродвигателя 8 с бесступенчатым вариатором частоты вращения ПМСМ через редуктор 7 и карданный вал 6. Ниже привода вращения помещены регулятор частоты вращения роликов 10. Регулятор цикла сварки (прерыватель ПСЛ, ПК) установлен рядом с машиной, у других шовных машин регулятор цикла сварки размещен в корпусе. [c.69]
[c.69]
Электромеханическая контактная) сварка может осуществляться несколькими способами, схемы которых показаны на рис. 18.1 а — точечная контактная сварка (для соединения листов, полос и пакетов листов общей толщиной до 30—35 мм) б — рельефная сварка (для одновременной сварки деталей в нескольких выступающих местах с небольшой суммарной площадью контакта) в — стыковая сварка (для соединения деталей, имеющ их форму стержня) г — шовная роликовая сварка (для выполнения непрерывных и прерывистых швов присоединении деталей толщиной до 4 мм). Контактная сварка осуществляется на специальных сварочр1ых машинах методом сопротивления. [c.258]
В настоящее время освоены и внедрены в производство точечная, прессовая и роликовая сварки пластмасс ТВЧ. Для сварки пластмасс применяют промышленное оборудование шовные машины ЛГС-02, МСТ-ЗМ и сьарочйый пресс Д ГСП 0,4. [c.58]
Оборудование для контактной сварки — Сварка металлов
Оборудование для контактной сварки
Категория:
Сварка металлов
Оборудование для контактной сварки
Контактную сварку выполняют на специальных машинах, электрическая часть которых состоит из сварочного трансформатора, прерывателя сварочного тока, регулятора (или переключателя) тока первичной цепи трансформатора и токоподводящих устройств, а механическая часть — из механизмов и узлов, создающих необходимое давление для сжатия свариваемых деталей. В зависимости от типа выполняемого соединения контактные машины подразделяют на стыковые, точечные и шовные.
Контактные машины работают на переменном токе от трансформаторов. Первичную обмотку трансформаторов подключают к сети с напряжением 220—380 В, ее изготовляют секционной для изменения числа рабочих витков при переключении ступеней мощности.
Контактные машины включают и выключают со стороны первичной обмотки трансформатора. В процессе сварки необходимо периодически включать и выключать ток. Для этого применяют прерыватели нескольких типов: простые механические контакторы, электромагнитные (синхронные и асинхронные), электронные приборы (тиратронные и игнитронные).
Для этого применяют прерыватели нескольких типов: простые механические контакторы, электромагнитные (синхронные и асинхронные), электронные приборы (тиратронные и игнитронные).
Механические контакторы применяют главным образом на стыковых и точечных машинах неавтоматического действия небольшой мощности, электромагнитные контакторы — для стыковой, точечной и шовной сварки на машинах малой и средней мощности.
Электронные прерыватели обеспечивают синхронные включение и выключение тока со строго определенной продолжительностью импульсов и пауз, их применяют для всех типов контактных машин- автоматического действия.
Механизмы давления служат для сжатия заготовок между электродами машины. В зависимости от типа привода механизмы сжатия могут иметь пружинный, электромеханический, пневматический, пневмогидравлический, гидравлический приводы, а также ручной, который иногда применяют в стыковых и точечных машинах малой мощности.
Машины для шовной сварки (МШ-1001, МШ-1601, МШ-2001 и др.) в отличие от точечной снабжены механизмом привода роликовых электродов и особым скользящим токоподводом. Шовные машины выпускают мощностью 25—200 кВ-А.
Машины для конденсаторной сварки состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и полуавтоматические) и специализированными.
—
Контактная машина состоит из механической и электрической частей, К механической части относятся: станина (корпус) машины, механизмы и приводы для перемещения электродов и свариваемых изделий, пневмо- и гидрооборудование, зажимные и упорные устройства, силовые консоли, система охлаждения. К электрической — сварочные трансформаторы, элементы сварочного контура, аппараты управления.
Контактные машины можно классифицировать по следующим признакам:
— по способу сварки — точечные, рельефные, шовные и стыковые;
— по назначению — машины общего назначения и специализированные;
— по конструктивному исполнению — стационарные, передвижные и подвесные, двух- и многоэлектродные;
— по степени механизации — автоматические, полуавтоматические, с ручным приводом;
— по величине потребляемой мощности — малой, средней и большой мощности;
— по виду импульса сварочного тока — переменного тока, конденсаторные и постоянного тока;
— по типу аппаратуры управления — с игнитронными, тиристорными и электромагнитными контакторами, схемы на релейных и бесконтактных элементах.
—
Отечественное оборудование контактной электросварки позволяет сваривать конструкции из алюминиевых сплавов с толщиной деталей до 7 + 7 мм при точечной сварке и 3 + 3 мм при роликовой сварке.
Для контактной точечной сварки алюминиевых сплавов могут применяться сварочные машины типа МТП с прерывателем ПИТ-100 мощностью не ниже 100 ква (для сварки листов толщиной от 0,5 + 0,5 до 2 + 2 мм), а также машины МТПР 600/1200 и МТН4-250. Рекомендуется применять специализированные машины завода «Электрик» типа МТИП мощностью 300, 450, 600 и 1000 ква, а также типа МТПТ мощностью 400 и 600 ква.
Для контактной роликовой сварки листов толщиной от 0,8 + 0,8 до 1,0+1,0 мм могут применяться машины типа МШИ мощностью не ниже 100 ква. Рекомендуется применять специализированную машину завода «Электрик» типа МШШИ мощностью 400 ква, предназначенную для сварки продольных и поперечных швов.
Машины МТИП-300, МТИП-450, МТИП-600, МТИП-1000 и МШШП-400 обеспечивают стабильную качественную сварку деталей из деформируемых алюминиевых сплавов как термически неупрочняемых (АМц, АМг, АМгЗ, АМг-5В, АМгб, АМг61), так и термически упрочняемых Д1, Д16, Д20, АВ, АД31, АДЗЗ (АМК), В92.
Реклама:
Читать далее:
Некоторые специальные виды сварки давлением
Статьи по теме:
Машины шовной сварки
| Напряжение питания, В | 380 |
Макс. вторичный ток, кА вторичный ток, кА | 22 |
| Напряжение питания, В | 380 |
| Макс. диаметр сварки (н/у сталь), мм | 1.5 |
| Тип охлаждения | жидкостное |
| Вес, кг | 620 |
| Макс. вторичный ток, кА | 20 |
| Напряжение питания, В | 380 |
| Макс. диаметр сварки (н/у сталь), мм | 2 |
| Тип охлаждения | жидкостное |
| Вес, кг | 850 |
| Макс. вторичный ток, кА | 32 |
| Напряжение питания, В | 380 |
| Макс. диаметр сварки (н/у сталь), мм | 3 |
| Тип охлаждения | жидкостное |
| Вес, кг | 1550 |
| Макс. вторичный ток, кА | 32 |
| Напряжение питания, В | 380 |
| Макс. диаметр сварки (н/у сталь), мм | 3 |
| Тип охлаждения | жидкостное |
| Вес, кг | 1550 |
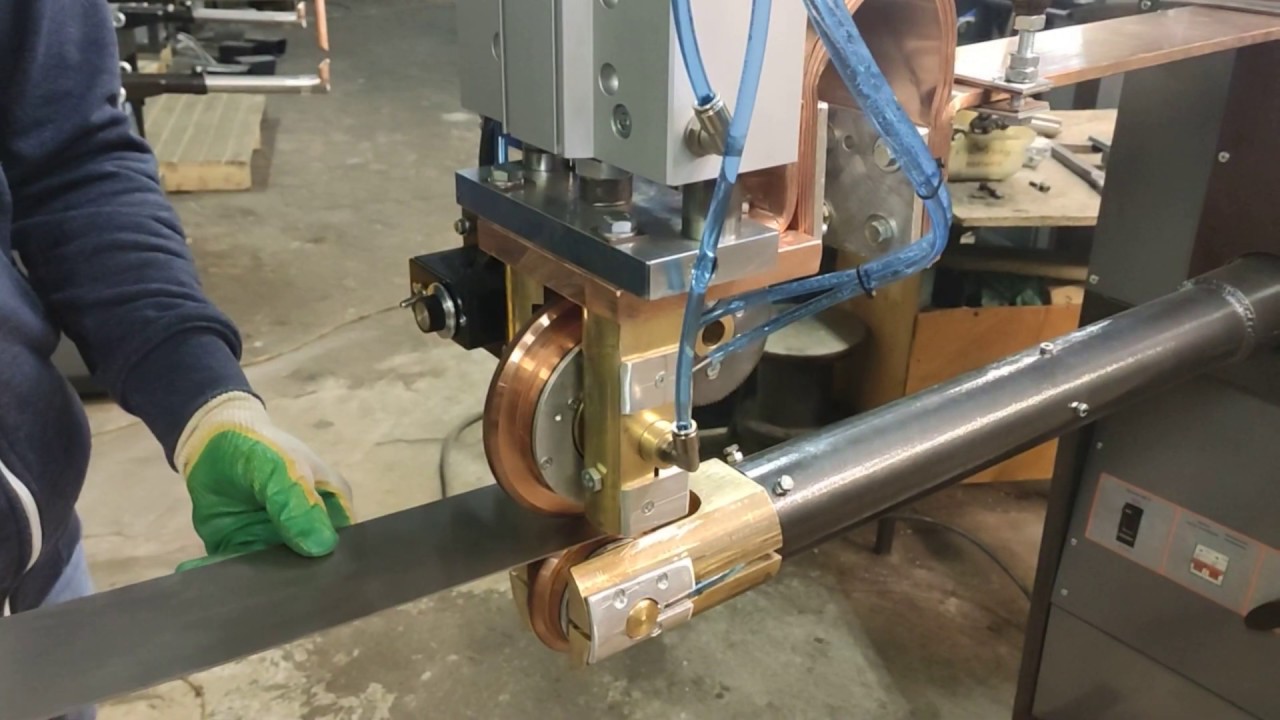
Машина шовной сварки используется для соединения изделий из низкоуглеродистых и нержавеющих сталей, а также титановых и алюминиевых сплавов путем создания прочноплотного продольного и поперечного прерывистого или непрерывного сварного шва. Шовная сварка иногда называется роликовой из-за того, что электроды, используемые в процессе сварки, имеют форму роликов. Этот тип сварки является разновидностью контактной точечной сварки, когда отдельные точки, называемые литой зоной, перекрывают одна другую или расположены в непосредственной близости.
Аппарат шовной сварки используется для создания нахлесточных сварных швов при ремонте топливных баков, бойлеров, бочек и других металлических емкостей. Шовная роликовая сварка чаще всего применяется в промышленном производстве для изготовления герметичных емкостей.
Шовная роликовая сварка чаще всего применяется в промышленном производстве для изготовления герметичных емкостей.
Специалисты различают три способа шовной сварки:
- непрерывный;
- прерывистый;
- шаговый.
- Непрерывный способ шовной сварки выполняется при безостановочном движении свариваемых деталей и не выключаемом сварочном токе. Толщина металлических листов, из которых изготовлены детали при использовании этого способа сварки, не превышает 1 мм. Обычно применяется для сварки деталей, изготовленных из малоуглеродистой стали. Используется данный способ достаточно редко из-за сильного перегрева свариваемых деталей при контакте с роликовыми электродами.
- Прерывистый способ шовной сварки выполняется при безостановочном движении свариваемых деталей и прерывистом включении сварочного тока. Этот способ позволяет осуществлять сварку металлических листов толщиной до 3 мм и является наиболее востребованным, так как позволяет сваривать детали без их перегрева. Достигается такой эффект периодическим отключением сварочного тока во время непрерывного движения свариваемых деталей. В результате, при импульсном включении тока образуется точечная литая зона. Регулируя частоту вращения роликовых электродов и продолжительность импульсов тока, сварщик добивается перекрытия литых зон, то есть шов получается герметичным.
- Шаговый способ шовной сварки осуществляется, если движение свариваемых деталей прерывисто, а включение тока производится только во время остановки. В этом случае величина сварочного тока очень велика и превышает значения, используемые при других способах шовной сварки. Шаговый способ применяется для сварки деталей из плакированных металлов, то есть когда основной металл или сплав защищен слоем другого металла, и алюминиевых сплавов. Толщина металла свариваемых деталей достигает 3 мм.
Конструктивно машина шаговой сварки состоит из сварочного трансформатора и механизма вращения роликовых электродов, оборудованного электроприводом. Система токоподвода вместе с электродами образует две роликовые головки – нижнюю и верхнюю. Верхний электрод перемещается с ползуном механизма сжатия, действующего от пневмопривода. Если в процессе сварки используется наружное охлаждение, то машина точечной сварки комплектуется корытом для слива воды. Существуют конструкции машин, способные выполнять только продольные или поперечные сварочные швы. Однако в некоторых современных моделях предусмотрена возможность переналадки роликовых головок для выполнения обоих видов сварных швов. Электроды для роликовой сварки изготавливаются из бериллиевой, хромистой или кадмиевой бронзы, а также из других сплавов. Их диаметр, в зависимости от назначения аппарата шовной сварки, может быть от 350 до 450 мм, а ширина рабочей поверхности – от 4 до 10 мм.
Система токоподвода вместе с электродами образует две роликовые головки – нижнюю и верхнюю. Верхний электрод перемещается с ползуном механизма сжатия, действующего от пневмопривода. Если в процессе сварки используется наружное охлаждение, то машина точечной сварки комплектуется корытом для слива воды. Существуют конструкции машин, способные выполнять только продольные или поперечные сварочные швы. Однако в некоторых современных моделях предусмотрена возможность переналадки роликовых головок для выполнения обоих видов сварных швов. Электроды для роликовой сварки изготавливаются из бериллиевой, хромистой или кадмиевой бронзы, а также из других сплавов. Их диаметр, в зависимости от назначения аппарата шовной сварки, может быть от 350 до 450 мм, а ширина рабочей поверхности – от 4 до 10 мм.
Машины для шовной и роликовой сварки в Харькове
по порядкупо росту ценыпо снижению ценыпо новизне
16243248
1 212 684,53 грн.
Под заказ, 30 дней
MRT AP–VENT1 355 176,61 грн.

Под заказ, 30 дней
SW-10001 542 756,53 грн.
Под заказ, 30 дней
MRT AP–3001 577 744,16 грн.
Под заказ, 30 дней
SW-10001 957 326,96 грн.
Под заказ, 30 дней
10002 412 826,32 грн.
Под заказ, 30 дней
1540396,09 грн./кг
Под заказ, 30 дней
1 755 025,83 грн.
В наличии
1 782 388,80 грн.
В наличии
2 442 532,80 грн.
В наличии
Цену уточняйте
В наличии
Написать
Цену уточняйте
В наличии
Написать
Цену уточняйте
В наличии
Написать
Цену уточняйте
В наличии
Написать
Цену уточняйте
В наличии
Написать
Цену уточняйте
В наличии
CORNERWELD NimbleSafeНаписать
Цену уточняйте
В наличии
Написать
Цену уточняйте
В наличии
Написать
 Rpq219QjLMYMQhIjvvIvDpfVPOhFJt4CaMzOCzpgIn4″ data-advtracking-product-id=»1019555443″ data-tg-chain=»{"view_type": "preview"}»>
Rpq219QjLMYMQhIjvvIvDpfVPOhFJt4CaMzOCzpgIn4″ data-advtracking-product-id=»1019555443″ data-tg-chain=»{"view_type": "preview"}»>2 174 184,26 грн.
Под заказ, 30 дней
1270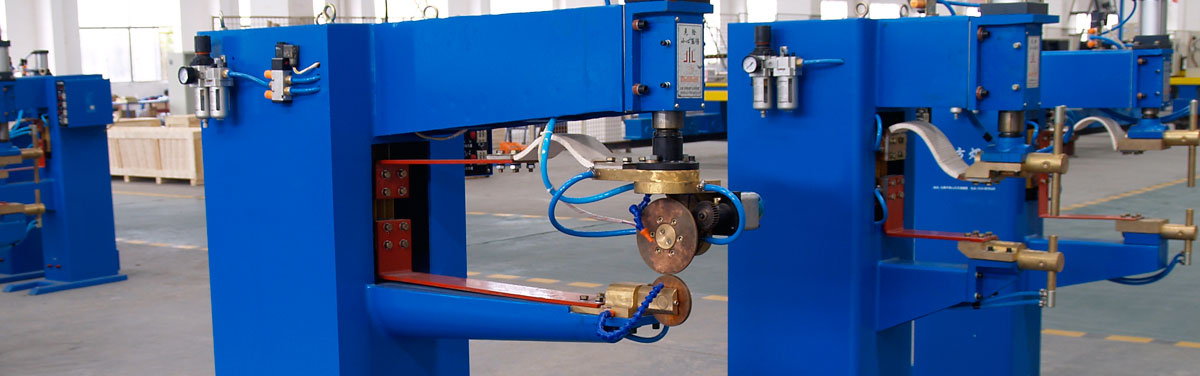 eyJwcm9kdWN0SWQiOjEwMTk5OTMwNjcsImNhdGVnb3J5SWQiOjE0NDAwOTAyLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE2NTE2OTMxLjcyODgzNjgsInBhZ2VJZCI6ImY4ZjY1ODU3LTk3MTMtNDE5Ny1hMDkxLWI0YTVjMzY5ZThhYiIsInBvdyI6InYyIn0.NMY2LlF1hFDYQNEOhPKsSs0_Pwc84lJHDN0OtuoL6nQ» data-advtracking-product-id=»1019993067″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMTk5OTMwNjcsImNhdGVnb3J5SWQiOjE0NDAwOTAyLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE2NTE2OTMxLjcyODgzNjgsInBhZ2VJZCI6ImY4ZjY1ODU3LTk3MTMtNDE5Ny1hMDkxLWI0YTVjMzY5ZThhYiIsInBvdyI6InYyIn0.NMY2LlF1hFDYQNEOhPKsSs0_Pwc84lJHDN0OtuoL6nQ» data-advtracking-product-id=»1019993067″ data-tg-chain=»{"view_type": "preview"}»>2 463 657,41 грн.
В наличии
 eyJwcm9kdWN0SWQiOjEwMjMyNjc4NDMsImNhdGVnb3J5SWQiOjE0NDAwOTAzLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE2NTE2OTMxLjczMTQ5OTIsInBhZ2VJZCI6IjIyNTJhYWM4LTlmZTYtNGVkYi1iMWUyLTA0ZTEzZjZhZTFhYSIsInBvdyI6InYyIn0.44RTTIsjuIEb0k7j6BxEoxEZ6F3DGifodyhZIYFCy9Q» data-advtracking-product-id=»1023267843″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMjMyNjc4NDMsImNhdGVnb3J5SWQiOjE0NDAwOTAzLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE2NTE2OTMxLjczMTQ5OTIsInBhZ2VJZCI6IjIyNTJhYWM4LTlmZTYtNGVkYi1iMWUyLTA0ZTEzZjZhZTFhYSIsInBvdyI6InYyIn0.44RTTIsjuIEb0k7j6BxEoxEZ6F3DGifodyhZIYFCy9Q» data-advtracking-product-id=»1023267843″ data-tg-chain=»{"view_type": "preview"}»>Цену уточняйте
В наличии
Написать
 eyJwcm9kdWN0SWQiOjEwMjMyODg0MjEsImNhdGVnb3J5SWQiOjE0NDAwOTAzLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE2NTE2OTMxLjczMjQ3NDYsInBhZ2VJZCI6IjNkMjNiMzRkLTBmMmEtNDU4NS1hNWNjLTMzYjNmYTY1NjMxZCIsInBvdyI6InYyIn0.x8BoMnhR-Un_ipIBodeCI4Kj_Yp-PxBHEHz82ySt0Lk» data-advtracking-product-id=»1023288421″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMjMyODg0MjEsImNhdGVnb3J5SWQiOjE0NDAwOTAzLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE2NTE2OTMxLjczMjQ3NDYsInBhZ2VJZCI6IjNkMjNiMzRkLTBmMmEtNDU4NS1hNWNjLTMzYjNmYTY1NjMxZCIsInBvdyI6InYyIn0.x8BoMnhR-Un_ipIBodeCI4Kj_Yp-PxBHEHz82ySt0Lk» data-advtracking-product-id=»1023288421″ data-tg-chain=»{"view_type": "preview"}»>Цену уточняйте
В наличии
Написать
-800x800-product_popup.jpg) eyJwcm9kdWN0SWQiOjEwMjM2NzA2MjIsImNhdGVnb3J5SWQiOjE0NDAwOTAzLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE2NTE2OTMxLjczMzU4NjUsInBhZ2VJZCI6Ijk1MGM4NGYxLWM0ZWYtNDkzOS1iMTVkLTgyNmQ5MmRjZjU4NyIsInBvdyI6InYyIn0.bGIz2ABhADqZb48K1Mnzv41uyD0XWsNVBMpJM5nYelE» data-advtracking-product-id=»1023670622″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMjM2NzA2MjIsImNhdGVnb3J5SWQiOjE0NDAwOTAzLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjE2NTE2OTMxLjczMzU4NjUsInBhZ2VJZCI6Ijk1MGM4NGYxLWM0ZWYtNDkzOS1iMTVkLTgyNmQ5MmRjZjU4NyIsInBvdyI6InYyIn0.bGIz2ABhADqZb48K1Mnzv41uyD0XWsNVBMpJM5nYelE» data-advtracking-product-id=»1023670622″ data-tg-chain=»{"view_type": "preview"}»>Цену уточняйте
В наличии
Написать
КШ 001-01 машина контактной шовной сварки
Достоинства аппарата
КШ 001-01 стационарная машина предназначена для контактной шовной сварки поперечным швом изделий из низкоуглеродистых сталей с гальваническим покрытием и без покрытия, легированных сталей.
Машина изготовлена с шарошечным приводом на каждый ролик и прямо расположенными роликовыми электродами.
Машина снабжена системой управления сварочным процессом, построенном на программируемом контроллере, обеспечивающей автоматическую стабилизацию заданных параметров с индикацией фактических значений. Тип регулятора: SERRATRON 1А или SERRATRON 1В (Испания)
Преимущества:
• Жесткий корпус, исключающий все возможные деформации при сварке;
• Оригинальная конструкция соединения сварочных роликов к элетродному валу, что обеспечивает совмещение плоскостей сварочных роликов между собой;
• Наличие двух диапазонов сварочных усилий в зависимости от свариваемых изделий :
а) диапазон малых усилий;
б) диапазон больших усилий;
• Наличие педальной кнопки, которая имеет гибкую связь с машиной, что позволяет устанавливать ее в удобном для работы месте;
• Пневматический привод сжатия;
• Наличие устройства пневматического, которое обеспечивает питание очищенным сжатым воздухом и управление работой пневматического привода;
• Плавная регулировка давления в рабочих камерах пневмопривода;
• Плавное регулирование величины рабочего хода электрода при сварке изделий с выступами, стенками и др.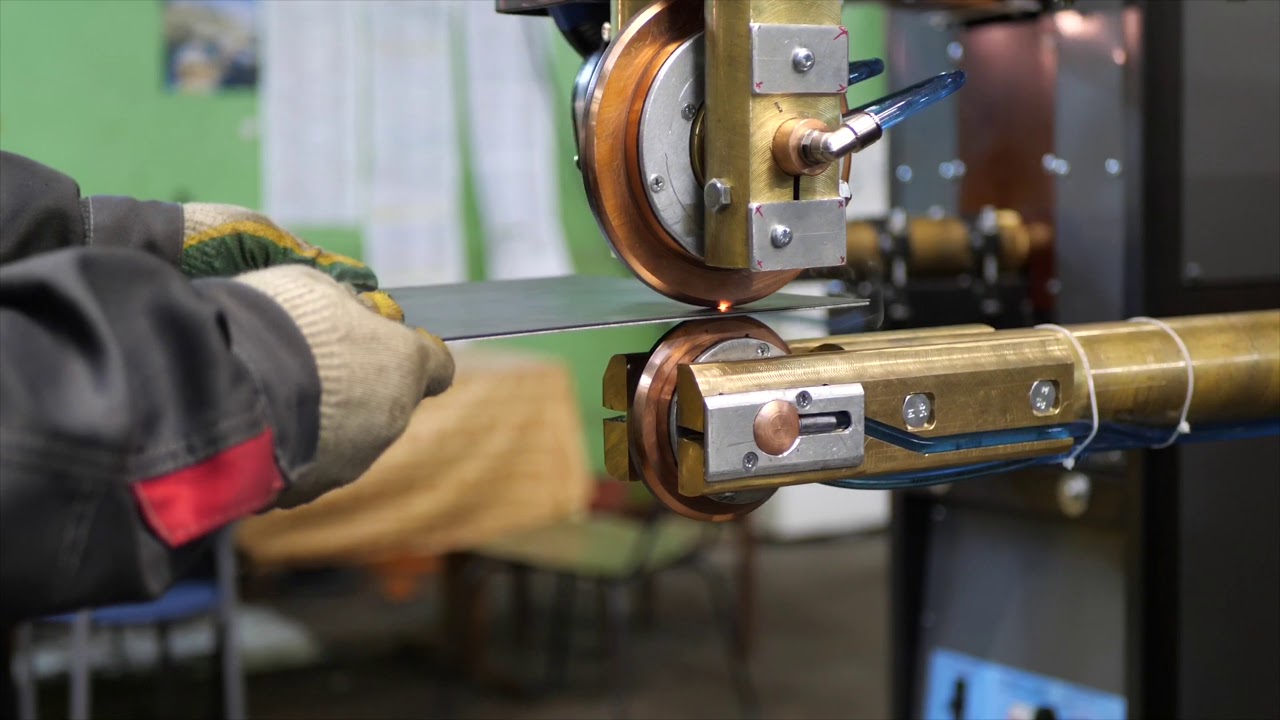 сложными элементами конфигурации свариваемых изделий;
сложными элементами конфигурации свариваемых изделий;
• Наличие водяного охлаждения электродов, элементов токоподводов, электродного вала и сварочного трансформатора;
• Плавная работа пневмопривода;
• Раздельная регулировка давления воздуха, подаваемого в среднюю и нижнюю камеры цилиндра;
• Быстрое нарастание повышенного усилия пневмопривода;
• Наличие реле давления, которое при понижении необходимого давления охлаждающей жидкости в системе охлаждения машины обеспечивает отключение сварочного тока;
• Регулятор сварки SERRATRON 1А поддерживает 16 разных режимов сварки. параметры режимов сварки задаются через переносной програматор для хранения в памяти контролера.
• Регулятор сварки SERRATRON 1В поддерживает 256 разных режимов сварки, параметры режимов сварки задаются через панель оператора для хранения в памяти контролера.
• Регуляторы сварки SERRATRON 1А, SERRATRON 1В имеет обратную связь по току.
• Автоматическая стабилизация заданных параметров с индикацией фактических значений.
• Возможность модулирования тока в импульсе сварки.
Получить консультациюКитай Поставщики и завод конвейерно-роликовых сварочных аппаратов — Цена
Описание
Конвейерно-роликовые сварочные аппараты — это сварочное автоматическое устройство, специально разработанное для определенных деталей и фасонных соединений. Благодаря технологии электрического управления, пневматического управления и гидравлического управления можно реализовать вращение или движение двигателя, пневматического привода и гидравлического привода, а также реализовать относительное движение сварного шва заготовки и сварочной горелки, тем самым автоматически завершив сварочные работы сварного шва.
Параметр
Высота центра станка | 850 мм |
Электросварочный аппарат Потребляемая мощность | 380 В / 50 Гц, трехфазный |
900 50 кВА | |
Номинальный выходной ток электросварочного аппарата | 350A |
Мощность двигателя шпинделя (мотор-редуктор постоянного тока) | 230 Вт, 220 В |
| Сварочная проволока | Диаметр 0. |
Расход защитного газа | 10-25 л / мин |
Длина свариваемой детали | 200-2200 мм |
Диаметр свариваемой детали | 89-219 мм |
Скорость вращения сварного шва | 0-10 об / мин |
Размеры (ДхШхВ) | 4000x900x1000 мм |
 8,1,0,1,2 мм
8,1,0,1,2 ммХарактеристика
1.Его можно использовать для промышленных лент, конвейерных лент, приводных ремней, перегородок и сварки боковых стенок.
2. Паз машины глубокий, широкий и легко поддается сварке.
3. Он использует высокочувствительное устройство защиты от искр, чтобы избежать повреждения формы.
4. Длину сварки можно увеличить до 700 мм и более.
5. Его европейская квадратная высокочастотная вибрационная коробка, выход более стабильный.
6. Два комплекта сварочных аппаратов CO2 / MAG оборудованы для одновременной кольцевой сварки с обоих концов с высокой эффективностью сварки.
7. Деталь можно позиционировать, фиксировать, сваривать и перемещать автоматически.
Hot Tags: конвейерно-роликовый сварочный аппарат, Китай, поставщики, завод, цена
Ультразвуковой роликовый швейно-отрезной станок для обработки натуральных перьев
Ультразвуковая роликовая швейно-отрезная машина для обработки натуральных перьев
Описание:
Метод работы бесшовной швейной детали полностью имитирует традиционную швейную машину. Самая большая характеристика — направление работы ультразвукового передающего рупора такое же, как у сшитой ткани. Это сделает сшитые точки ткани ровными, плоскими и прочными. Благодаря подходящему дизайну он может достичь идеальной эффективности шитья.
Самая большая характеристика — направление работы ультразвукового передающего рупора такое же, как у сшитой ткани. Это сделает сшитые точки ткани ровными, плоскими и прочными. Благодаря подходящему дизайну он может достичь идеальной эффективности шитья.
Технические характеристики:
| Модель | HSF57B-CB |
| Частота | 35 кГц |
| Мощность | 800 Вт |
| Ротационные сварочные рожки Ширина | 12 мм |
| Метод регулировки мощности | Файловый или непрерывный |
| Твердость поверхности рогов | Более чем 56 HRC |
| Отображение в реальном времени | Рабочая частота и рабочий ток |
| Характеристики синхронизирующего колеса | 46XL Трапециевидный зубец, ширина 26 мм |
| Синхронизирующий ремень согласован | Длина не более 730мм, ширина 12мм |
| Допустимая скорость вращения | 100 об / мин. |
| Установите болт | M8, 4 шт. |
Заявка:
Применяется к кружевной одежде, ленте, отделке, фильтру, шнуровке и вышивке, декоративным изделиям, носовому платку, скатерти, занавеске, покрывалу, наволочке, пододеяльнику, палатке, плащу, одноразовому операционному пальто и шляпе, одноразовой маске, нетканым мешкам и так далее.
Принцип:
При ультразвуковой сварке и резке тепло, необходимое для плавления, генерируется только внутри термопластичного герметизирующего слоя.Для локального преобразования колебаний в тепло трения профили наковальни или сонотрода в основном являются линейными. Эти профили обеспечивают фокусировку подводимой энергии и, следовательно, короткое время запечатывания от 100 до 200 миллисекунд. При ультразвуковой сварке тепло генерируется внутри пленки, а не за счет подводимого тепла извне, как, например, в случае термосварки. Инструменты (сонотрод и наковальня), непосредственно контактирующие с упаковочным материалом, остаются холодными в течение всего процесса сварки.Опорный слой остается почти холодным, и после прекращения подачи энергии тепло быстрее рассеивается наружу из-за разницы температур между опорным слоем и герметизирующим слоем, так что сопротивление горячей липкости значительно выше.
При ультразвуковой сварке тепло генерируется внутри пленки, а не за счет подводимого тепла извне, как, например, в случае термосварки. Инструменты (сонотрод и наковальня), непосредственно контактирующие с упаковочным материалом, остаются холодными в течение всего процесса сварки.Опорный слой остается почти холодным, и после прекращения подачи энергии тепло быстрее рассеивается наружу из-за разницы температур между опорным слоем и герметизирующим слоем, так что сопротивление горячей липкости значительно выше.
Ультразвуковая швейная машина для кружева использует ультразвуковую вибрацию и стальные формы, вышеуказанная обработка будет завершена вместе с давлением.
Функция:
Сырье — Складка горловины мешка — термическое соединение — боковая складка — нижнее уплотнение — фиксация ручки петли — термоскрепление — разрезание края — разрезание мешка — сбор
Пожалуйста, обращайтесь к нам.
Страница не найдена — Inpressco
Международный журнал передовой промышленной инженерии
IJAIE приглашает статьи во всех областях промышленного инжиниринга, включая торговые центры и обрабатывающую промышленность, целлюлозно-бумажную промышленность, кожевенную промышленность, текстильную промышленность, керамическую промышленность, стекольную промышленность, производство шелка, киноиндустрию и т. Д.
Людей, которых мы обслужили
INPRESSCO опубликовал около 3500 статей с 2010 года и привлек более 10000 исследователей по всему миру, включая различные области инженерных наук и технологий
Международный журнал тепловых технологий
International Journal of Thermal Technologies ISSN: 2277 — 4114, выходит ежеквартально
Международный журнал современной инженерии и технологий
International Journal of Current Engineering and Technology индексируется Регенсбургским университетом, Германия
Добро пожаловать в International Press Corporation
Inpressco является международным издателем серии международных журналов и книг с открытым доступом, прошедших рецензирование, и книг, охватывающих широкий спектр академических дисциплин.
 Такое оборудование предусмотрено либо со стороны входа ленты сварочного аппарата, либо со стороны выхода ленты сварочного аппарата, либо с обеих сторон. Оборудование имеет бесступенчатое пневматическое управление и подключено к автоматике сварочного аппарата и / или автоматике линии. Ролики изготовлены из специального материала для длительного срока службы и хорошо сбалансированы на подшипниках.
Такое оборудование предусмотрено либо со стороны входа ленты сварочного аппарата, либо со стороны выхода ленты сварочного аппарата, либо с обеих сторон. Оборудование имеет бесступенчатое пневматическое управление и подключено к автоматике сварочного аппарата и / или автоматике линии. Ролики изготовлены из специального материала для длительного срока службы и хорошо сбалансированы на подшипниках.  Если поверхность проволоки повреждена, это, в свою очередь, может привести к повреждению вкладыша горелки Mig Welder Torch Liner.
Если поверхность проволоки повреждена, это, в свою очередь, может привести к повреждению вкладыша горелки Mig Welder Torch Liner.