|
Машины для точечной контактной сварки Категория: Сварка металлов Машины для точечной контактной сварки Точечная сварка наиболее распространенный вид контактной сварки. Точечные машины обладают наибольшей универсальностью и находят широкое применение для сварки листов, преимущественно небольших толщин, полос, проволок и пр. Количество изготовляемых и действующих точечных машин в несколько раз превышает число контактных машин всех остальных типов вместе взятых. Точечные машины сваривают листовые металлы толщиной от 0,1 мм и более, имеют электрическую мощность 0,5—1000 ква и более и усилие осадки от нескольких килограммов до нескольких тонн. Машины отличаются высокой производительностью, до 600 сварных точек в минуту. Г1о конструкции привода различают машины педальные, приводимые в действие усилием рабочего, и механизированные — с электрическим, пневматическим или гидравлическим приводом. Рассмотрим для примера небольшую стандартную точечную машину типа АТ-10 мощностью 10 ква с педальным приводом (рис. 1). Внутри корпуса машины помещен сварочный трансформатор со вторичным напряжением 1,6—2,75 в, дающий сварочный ток до 6000 а. Вторичная обмотка состоит из одного гибкого витка, концы которого присоединены к верхнему и нижнему плечам, негущим электроды. Нижнее плечо неподвижно, верхнее закреплено шарнирно и может поворачиваться около оси шарнира; при этом конец верхнего электрода движется по дуге окружности соответствующего радиуса. Лучшим является прямолинейное вертикальное движение верхнего электрода, применяемое в более совершенных машинах. Поворот верхнего плеча и сжатие электродов осуществляется от педали, на которую рабочий при сварке надавливает с усилием 10—20 кГ. При нажатии педали поворачивается до упора педальный рычаг; при увеличении нажатия на педаль давление электродов не увеличивается. Через соединительную штангу, коленчатый рычаг, штангу и регулировочную пружину давление передается на рычаг верхнего плеча машины. Рис. 1. Контактная точечная машина Нормальные педальные машины создают усилие на электродах 100—150 кГ, коленчатый рычаг повышает его до 200—400 кГ при том же усилии, прилагаемом к педали. Затяжку регулировочной пружины можно плавно менять, благодаря чему достаточно точно устанавливают определенную силу давления электродов при дожатии педали до упора. При повторении нажатий педали до упора электроды каждый раз производят одно и то же давление на свариваемый металл благодаря наличию регулировочной пружины в кинематической цепи передачи давления от педали к электроду. При нажатии педали начинает перемещаться кверху соединительная штанга, которая сначала создает небольшое давление электродов на изделие и попутно включает сварочный ток, воздействуя на прерыватель. Благодаря сжатию пружины давление электродов постепенно возрастает вплоть до остановки перемещения штанги вследствие остановки дальнейшего перемещения детали упором. Рис. 2. Диаграммы давление — ток в зависимости от времени: а — выключение тока при нормальном давлении; б — то же при уменьшенном давлении; в — то же при увеличенном давлении; г — включение тока при уменьшенном и выключение при увеличенном давлении Для машины описанной конструкции диаграмма давление — ток показывает изменение давления электродов и сварочного тока во времени и является важной характеристикой точечных машин. В этом случае ток выключается при уменьшенном давлении, что может привести к перегреву точки в последней стадии сварки, ухудшить формирование точки и уменьшить ее прочность вследствие воздействия на горячую точку усилий, стремящихся разъединить сваренные детали после снятия давления электродов. Изменение давления и тока в сварочных машинах за время сварки одной точки может происходить различным образом. Наиболее распространенный несколько улучшенный цикл точечной сварки показан на рис. 3, а. Давление и ток остаются приблизительно постоянными весь цикл сварки. Ток включается вскоре по достижении нормальной величины давления, которое снимается несколько позже выключения тока. При слишком быстром снятии давления возможно ослабление горячей точки действием внутренних усилий, возникающих в процессе сварки, стремящихся разъединить листы и разорвать сваренную точку. В этом отношении предпочтителен цикл сварки (рис. 2, в), в котором после выключения тока давление не снимается, а наоборот, значительно возрастает, и точка выдерживается некоторое время под увеличенным давлением без тока. Это позволяет точке охладиться и затвердеть под увеличенным давлением. В результате после снятия давления точке уже не опасны напряжения, возникающие в зоне сварки и стремящиеся разъединить сваренные листы. Подобный цикл, иногда называемый точечной сваркой с проковкой, заметно повышает прочность точки и улучшает структуру литого ядра. Рис. 3. Контактная точечная машина Рис. 4. Держатель электродов и электрод точечной машины Еще более сложный цикл, применяемый иногда для сварки металла значительной толщины, показан на рис. 185, г. Кривая давления имеет седлообразную форму, с двумя максимумами и уменьшенным значением в средней части. Сначала создается повышенное давление без тока для обеспечения плотного прилегания листов в зоне сварки. Затем давление снижается для увеличения омического сопротивления сварочного контакта и усиления теплового действия сварочного тока. После выключения тока давление снова повышается и точка выдерживается под увеличенным давлением (проковочным) без тока. Педальные машины требуют довольно значительных физических усилий от сварщика и утомляют его, особенно при массовом производстве. Поэтому в настоящее время применяются преимущественно автоматизированные машины, например современная точечная сварочная машина типа МТ-1608 (рис. 186). Машина может сваривать низкоуглеродистую сталь с максимальной толщиной 4 + 4 мм, легированные стали и алюминиевые сплавы. В то время как в машинах с педальным приводом перемещение электрода обычно радиальное, в автоматических машинах с механизированным приводом движение электрода прямолинейное вертикальное. Прямолинейное движение обеспечивает более равномерное распределение давления по рабочей поверхности электрода и не вызывает перекоса электродов. На рис. 4 показано устройство держателя электрода с водяным охлаждением и типовых электродов для точечных машин. Электроды охлаждаются проточной водой. По мере износа рабочие поверхности электродов зачищают и обрабатывают специальной оправкой, восстанавливающей нормальную форму конца электрода. Реклама:Читать далее:Процесс точечной сварки
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |





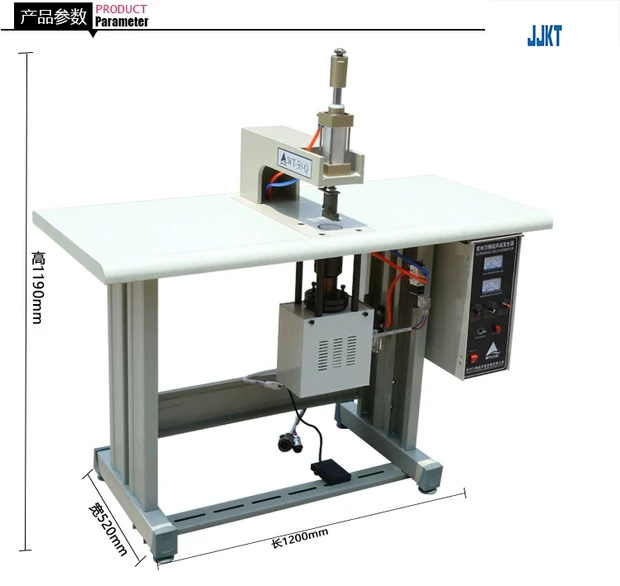
 Номинальный сварочный ток 16 000 а; максимальная производительность 600 сварок в минуту; максимальное усилие на электродах 630 кГ; продолжительность сварки 0,02—4 сек. Привод машины пневматический, быстродействующий; ход электрода прямолинейный вертикальный; включение и регулирование сварочного тока осуществляется при помощи тирристоров; машина управляется электронным регулятором времени.
Номинальный сварочный ток 16 000 а; максимальная производительность 600 сварок в минуту; максимальное усилие на электродах 630 кГ; продолжительность сварки 0,02—4 сек. Привод машины пневматический, быстродействующий; ход электрода прямолинейный вертикальный; включение и регулирование сварочного тока осуществляется при помощи тирристоров; машина управляется электронным регулятором времени.
Машины DALEX серии PL для контактной точечной сварки с прямолинейным ходом верхнего электрода
Каталог Контактная сварка DALEX Серия PL PL 40/63/80/100
- Описание
- Технические данные
- Принадлежности
Стацинарные машины для точечной сварки DALEX серии PL с прямолинейным ходом верхнего электрода c пневматическим приводом — PL 40, PL 63, PL 80, PL 100. Машины предназначены для контактной сварки листов и стержней из алюминия, латуни, низкоуглеродистой и хромо-никелевой стали. Техническое описание:
Машины могут быть укомплектованы специальной арматурой:
|

| PL 40 | PL 63 | PL 40 | PL 63 | PL 80 | PL 100 |
Номинальная мощность при ПВ 50% | 40 кВА | 63 кВА | 40 кВА | 63 кВА | 80 кВА | 100 кВА |
Ток короткого замыкания | 26,2 кА | 31,5 кА | 21,5 кА | 26,3 кА | 35,0 кА | 41,5 кА |
Макс. | 21,0 кA | 25,2 кA | 17,2 кA | 21,0 кA | 28,0 кA | 33,2 кA |
Допустимый рабочий цикл сварки при макс. силе тока | 5,9% | 6,0% | 8,6% | 8,5% | 5,5% | 4,2% |
Вылет электродов | 250 — 550 мм | 450 — 750 мм | 350 — 650 мм | |||
Расстояние между хоботами | 150 или 310 мм | 150 или 310 мм | 160 или 360 мм | |||
Усилие сжатия (короткий хобот) | 600 даН | |||||
Cвариваемые толщины |
| |||||
Лист из н/у стали (С | 6,0+6,0 | 7,0+7,0 | 5,0+5,0 | 6,0+6,0 | 8,0+8,0 | 8,0+8,0 |
Лист из CrNi стали, мм | 1,5+1,5 | |||||
Лист из алюминия, мм | 1,5+1,5 | 2,0+2,0 | 1,0+1,0 | 1,5+1,5 | 3,0+3,0 | 3,0+3,0 |
Стальные стержни Ø, мм | 18,0+18,0 | 20,0+20,0 | 16,0+16,0 | 18,0+18,0 | 22,0+22,0 | 22,0+22,0 |
Сетевое напряжение | 380 В | |||||
Частота сети | 50/60 Гц | |||||
Габариты машины (ДxШxВ) в мм | 692 x 1000 x 1451 | 692 x 1200 x 1451 | 701 x 1220 x 1584 | |||
Вес машины | 315 кг | 325 кг | 340 кг | 350 кг | 480 кг | 495 кг |
 сила тока при сварке
сила тока при сваркеМашины контактной точечной сварки сопротивлением с автономным охлаждением и электромагнитным приводом МТР-12073 МТР-15073 МТР-16073
Купить Машину контактной сварки
1. Назначение.
Назначение.
Машина точечной сварки сопротивлением с радиальным ходом верхнего электрода МТР-1хх73 предназначена для сварки изделий из листовой низкоуглеродистой и легированной стали контактным способом (точечная сварка).
Благодаря особой конструкции сварочных электродов и скрытой системе охлаждения с помощью этой машины точечной сварки можно сваривать не только листы стали, но и различные изделия из листовой стали, тонкостенных уголков , изготавливать короба, различные ящики, трубы, изделия из проволоки и арматуры.
Регулятор точечной сварки РКС-Т23, в дальнейшем – РКС, позволяет легко настроить машину точечной сварки на работу с максимальной производительностью при высоком качестве сварки — в автоматическом режиме. Используя ручной режим, можно выполнять нетиповые операции, в том числе прожигать отверстия в стали, которую нельзя просверлить обычным способом. (Например, в ножовочном полотне из стали Р3М6, Р6, которое применяется в механических пилах).
Машину точечной сварки ( МТР-12073 МТР-15073 МТР-16073 ) можно использовать в помещениях, не имеющих подвода воды, канализации и пневмосети, т.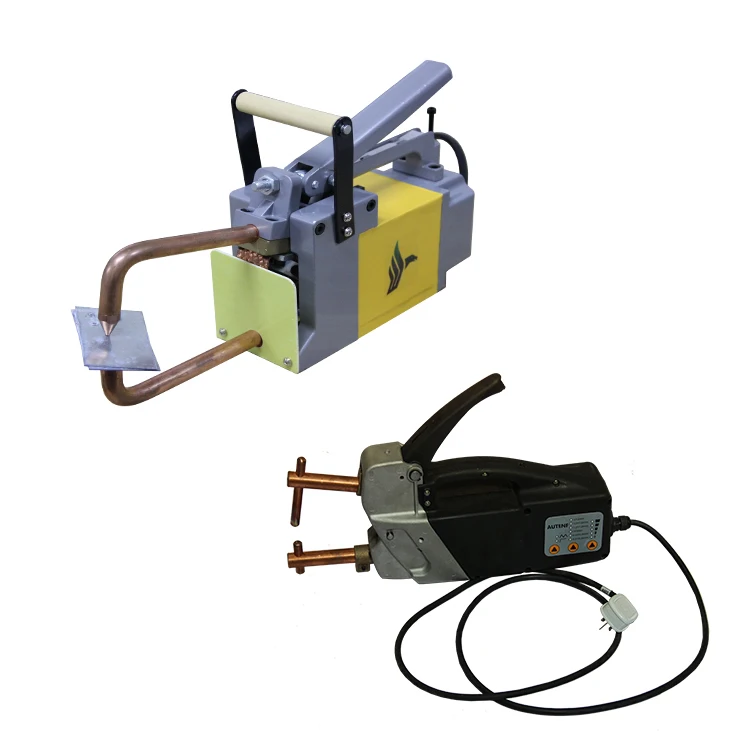 к. замкнутая встроенная система жидкостного охлаждения и электромагнитный привод делают машину достаточно автономной: для ее работы нужна только сеть 380 В. Это позволяет свободно использовать точечную машину на арендных площадях.
к. замкнутая встроенная система жидкостного охлаждения и электромагнитный привод делают машину достаточно автономной: для ее работы нужна только сеть 380 В. Это позволяет свободно использовать точечную машину на арендных площадях.
2. Устройство и описание.
Внешний вид машины показан на рисунке 1. Машина состоит из корпуса 1, внутри которого находятся все системы, обеспечивающие работу машины: сварочный трансформатор, привод сжатия электродов, система охлаждения, регулятор контактной сварки, силовая электрика, автоматические выключатели, переключатель сварочного тока, регуляторы, клеммники. На корпусе находится откидывающийся кожух 2, который открывает доступ к регулировкам величин раствора электродов и усилия сжатия.
На корпусе закреплены: нижнее неподвижное плечо 3, с электродом 4, верхнее подвижное плечо 5, с электродом 6, панель управления 7, регулируемые ножки 10. Педали управления: левая — вспомогательная 8, правая — основная 9.
Рис.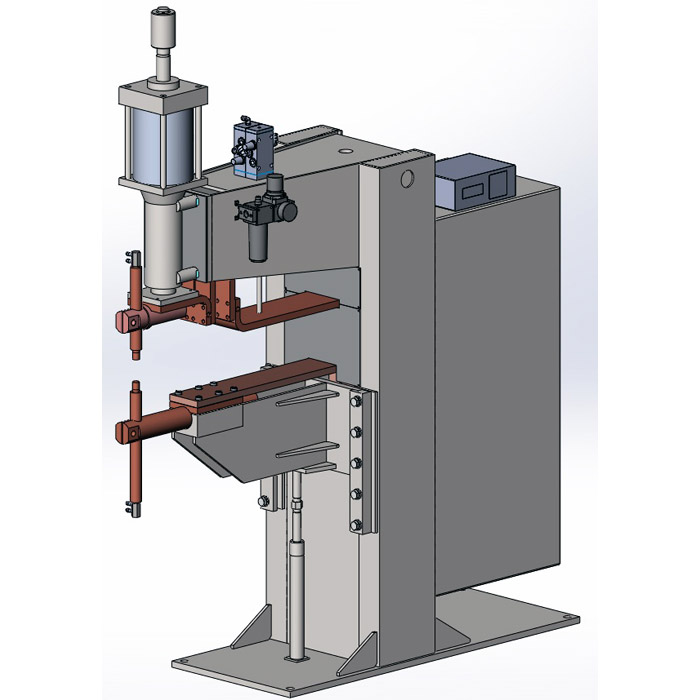 1
1
Органы управления.
Панель управления показана на рисунке 2. Автоматический выключатель 1 «Питание» подает питание на все системы машины. При его включении должны загореться три зеленых светодиода «Питание вкл.». Они сигнализируют о готовности машины к работе.
Автоматический выключатель 2 «Привод» подает питание на электромагнитный привод, для работы он должен быть всегда включен.
Автоматический выключатель 3 «Охлаждение» включает насос и вентилятор системы охлаждения, при нормальной работе он также должен быть всегда включен. Охлаждение можно не включать, если выполняется не более 2 сварок в минуту металла толщиной до 1 мм.
Переключатель 4 «Ток, кА», позволяет устанавливать нужный для работы сварочный ток в килоамперах: 6, 7.5, 10, 15 кА.
Тумблер 5 позволяет выключить экономичный режим электромагнитного привода в случаевыхода из строя концевого выключателя. Но тогда при длительных выдержках в режиме «Прицеливание» возможен перегрев электромагнита – это аварийный режим работы.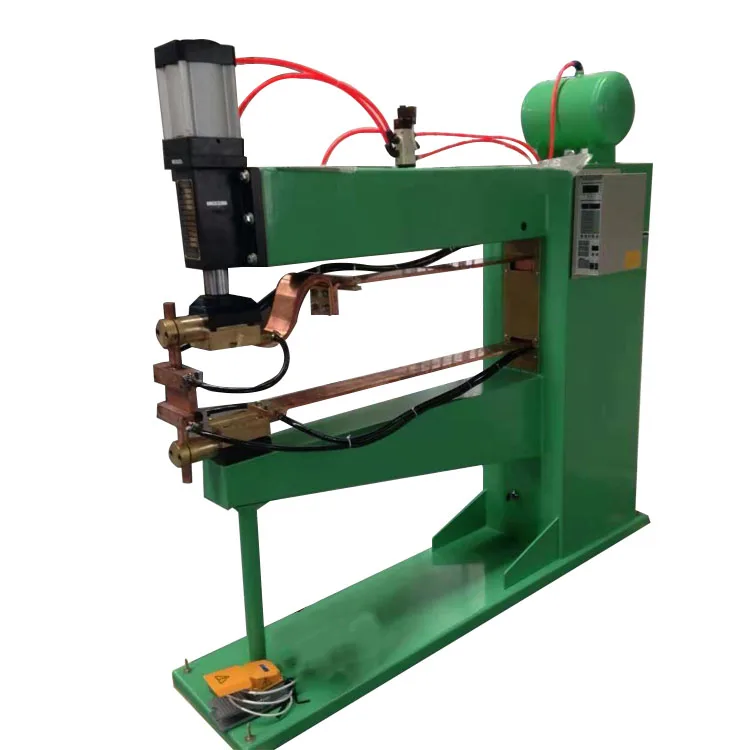 При нормальной работе тумблер 5 «Экономичный режим…» должен быть в положении «Вкл.».
При нормальной работе тумблер 5 «Экономичный режим…» должен быть в положении «Вкл.».
Тумблер 6 режима сварки «Непрерывный – Одиночными импульсами». Режим «Непрерывный» — при нажатии на правую педаль и удержании её циклы сварки повторяются, до тех пор, пока педаль нажата. Режим «Одиночными импульсами» — при нажатии и удержании педали производится только один цикл сварки.
Тумблер 7 режима сварки «Авт.» — «Ручн.» переключает машину на автоматическое и ручное управление. Для сварки в автоматическом режим он должен быть в положении «Авт.». Режим «Ручн.» используется для нестандартных ситуаций, в том числе для рожига отверстий.
Тумблер 8 «Сварка» «Вкл.» — «Выкл.» позволяет отключать подачу сварочного тока для настройки электромагнитного привода и РКС. Рабочее положение – «Вкл.».
Регуляторы «Проковка» задают время выдержки деталей в сжатом положении после окончания действия сварочного тока, используются для ведения сварки в автоматическом режиме. Шкалы проградуированы в секундах. Установки регуляторов 9 «Точно» и 10 «Грубо» складываются.
Установки регуляторов 9 «Точно» и 10 «Грубо» складываются.
Регулятор 11 «Пауза» задает временной промежуток между сварками при постоянно нажатой основной педали, для работы в непрерывном режиме.
Регуляторы «Сварка» задают длительность прохождения сварочного тока. Установки регуляторов 12 «Точно» и 13 «Грубо» складываются.
Светодиод 14 сигнализирует о подаче питания на автоматику РКС.
Светодиоды 15 и 16 сигнализируют о подаче питания на цепи управления тиристорами.
Светодиод 17 сигнализирует подаче команды на сжатие.
Светодиод 18 сигнализирует о подаче питания на катушки привода.
Светодиод 19 сигнализирует о полном втягивании нижней части сердечника и переводе электромагнита в режим удержания.
Светодиоды 20 и 21 сигнализируют о подаче сварочного тока.
Технические характеристики машин точечной контактной сварки МТР12073 МТР15073 МТР16073
| Наименование машин контактной сварки | МТР-12073 | МТР-12073 | МТР-12073 | МТР-12073 | МТР-16073 | МТР-16073 | МТР-15073 | МТР-15073 | |
| Напряжение питания | 3 х 380 | 3 х 380 | 3 х 380 | 3 х 380 | 3 х 380 | 3 х 380 | 3 х 380 | 3 х 380 | |
| Сварочный ток, кА | 5 — 12 | 5 — 12 | 5 — 12 | 5 — 12 | 6 — 16 | 6 — 16 | 5,5 — 15 | 5,5 — 15 | |
| Вылет электродов, мм | 450 | 500 | 550 | 600 | 450 | 500 | 550 | 600 | |
| Максимальное усилие сжатия, кг | 350 | 300 | 260 | 220 | 350 | 300 | 260 | 220 | |
| Тип привода | электромагнитный радиальный | ||||||||
| Максимальный темп сварки, точек/мин | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | |
| Число ступеней регулирования тока | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | |
| Выходное напряжение, В | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | |
| Максимальная мощность, кВА | 64 (ПВ 20%) | 64 (ПВ 20%) | 64 (ПВ 20%) | 64 (ПВ 20%) | 77 (ПВ 50%) | 77 (ПВ 50%) | 77 (ПВ 50%) | 77 (ПВ 50%) | |
Толщина свар. деталей, мм: деталей, мм: | н/у стали | 0,2+0,2 3+3 | 0,2+0,2 3+3 | 0,2+0,2 2,5+2,5 | 0,2+0,2 2,5+2,5 | 0,2+0,2 5+5 | 0,2+0,2 5+5 | 0,2+0,2 4+4 | 0,2+0,2 4+4 |
| арматура | 3+3 8+8 | 3+3 6+6 | 3+3 6+6 | 3+3 6+6 | 3+3 12+12 | 3+3 10+10 | 3+3 10+10 | 3+3 8+8 | |
| нерж. стали | 0,2+0,2 1,5+1,5 | 0,2+0,2 1,5+1,5 | 0,2+0,2 1,5+1,5 | 0,2+0,2 1,5+1,5 | 0,2+0,2 2+2 | 0,2+0,2 2+2 | 0,2+0,2 1,5+1,5 | 0,2+0,2 1,5+1,5 | |
| аллюминий | — | — | — | — | до 1,5 | до 1,00 | до 1,00 | до 1,00 | |
| Охлаждение электродов | Жидкостное, скрытое (без внешних шлангов), автономное (замкнутый цикл, радиатор), встроенное. | ||||||||
| Габариты,м: | длина | 0,92 | 0,92 | 0,92 | 0,92 | 1,07 | 1,07 | 1,07 | 1,22 |
| ширина | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | |
| высота | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | |
| Масса, кг | 150 | 155 | 155 | 155 | 155 | 160 | 165 | 170 | |
Купить Машину контактной сварки
PROFISPOT-T® Настольные точечные сварочные аппараты, сварочный аппарат без меток, сварочный аппарат без визуальных меток, аппарат для сварки дверей, аппарат для сварки плоских пластин, точечная сварка без маркировки, сварка давлением без меток Аппарат — точечный сварочный аппарат без маркировки — — Доступные аппараты для сварки давлением высшего качества , машины для точечной сварки, машины для сварки давлением с ЧПУ
PROFISPOT-T® упрощает точечную сварку. Машины постоянно модернизировались, и теперь во втором поколении они обладают множеством преимуществ и дополнительной моделью. В дополнение к уже зарекомендовавшей себя версии H с горизонтальным сварочным электродом, новая двухплечевая версия HV имеет как горизонтальный, так и опциональный вертикальный сварочный электрод, что обеспечивает еще лучшую эргономику и точность. Также новое тросовое управление теперь оснащено раздвижным рычагом, что значительно упрощает обращение. 9№ 0003
Машины постоянно модернизировались, и теперь во втором поколении они обладают множеством преимуществ и дополнительной моделью. В дополнение к уже зарекомендовавшей себя версии H с горизонтальным сварочным электродом, новая двухплечевая версия HV имеет как горизонтальный, так и опциональный вертикальный сварочный электрод, что обеспечивает еще лучшую эргономику и точность. Также новое тросовое управление теперь оснащено раздвижным рычагом, что значительно упрощает обращение. 9№ 0003
Большой медный стол служит нижним электродом во всех версиях серии.
В зависимости от необходимости место сварки можно установить с помощью курка на сварочной горелке или ножной педали.
Качество мест сварки превосходное. Частично это достигается за счет электрода с водяным охлаждением и свободно программируемых параметров сварки. Дополнительная система антиокисления используется для нержавеющих материалов. В этих случаях сварку производят в инертной атмосфере, избегая обесцвечивания в местах сварки.
С помощью машины также можно приваривать шпильки или гайки.
Эргономичное обращение с тяжелыми и громоздкими заготовками.
Эргономичные «плавающие» сварочные горелки позволяют оператору перемещать сварочный наконечник к месту сварки.
Сварке на настольном точечном сварочном аппарате легко научиться. Операторы делают идеальные сварные швы с первого раза.
Конструкция машины для настольной точечной сварки практически исключает крепление и настройку, что значительно повышает производительность.
Стол Сварные швы на машине для точечной сварки холодные на ощупь. Следы сварки практически незаметны с минимальными вмятинами.
Идеально подходит для болтов и гаек.
Сваривает большинство материалов, включая мягкую сталь, оцинкованную сталь, нержавеющую сталь, оцинкованную сталь и алюминий.
Эксклюзивный таймер с простой настройкой. Просто введите материал и толщину, а система управления сделает все остальное!
Модели с двумя рукавами для высоких, больших и длинных, а также глубоких и узких точек сварки.

PROFISPOT-TS®: однорычажные настольные точечные сварочные аппараты
Эффективная машина для точечной сварки без следов для соединения листового металла
PROFISPOT-TD®: Двухплечевые настольные точечные сварочные аппараты
Результаты невидимой точечной сварки пластин и коробок
PROFISPOT-TF®: Машины для точечной сварки со столом со свободным плечом
Для безмаркевых быстроразъемных сварных соединений
Заказчик требует уменьшения следов запрессовки даже на поверхности изделий. Однако изделия различаются по размеру, весу и материалам. Кроме того, в наши дни в отрасли также требуются высокая производительность и снижение затрат.
Наиболее важным моментом является прибыль от инвестиций.
Мы работаем над разработкой машины, чтобы уточнить эти требования. Представляем PROFISPOT-T® (запатентованный), настольный аппарат для точечной сварки с шарнирными рычагами, это реальный ответ в качестве нового типа аппарата для точечной сварки. Многие типы PROFISPOT-T® работают на заводах по всему миру. PROFISPOT-T® с каждым годом становится все более надежным. Теперь представлен новый PROFISPOT-T® как стандарт для точечной сварки.
Разработанный в Японии, это традиционный тип точечной сварки, позволяющий получить самые прочные сварные швы в кратчайшие сроки.
Так быстро, что тепло выделяется только там, где встречаются металлы.
Результаты обеспечивают практически полное отсутствие дефектов на внешней поверхности. Абсолютно не требуется предварительная отделка перед нанесением краски и т.д. Практически полностью исключено окисление. Все сварные швы выполняются без искрообразования. Гарантируется высочайшее качество сварных швов.
Гарантируется высочайшее качество сварных швов.
Может поставляться на нескольких машинах, включая машины настольного типа и машины для точечной сварки с фиксированным наконечником.
3-фазный вход питания становится выходом постоянного тока с помощью среднечастотного инвертора собственной разработки. В отличие от сварочных аппаратов с конденсаторным разрядом, здесь контролируется большая форма волны тока. Сварные швы высочайшего качества производятся без летящих искр. В сочетании с нашим уникальным сенсорным экраном настройка условий сварки станет легкой задачей для любого пользователя.
Пожалуйста, не стесняйтесь обращаться к нам за дополнительной информацией без каких-либо обязательств.
| Обычный аппарат для точечной сварки | Настольный точечный сварочный аппарат Profispot-T | |
|---|---|---|
| Производство/день | 190 столов | 310 столов |
| Персонал | 6 | 4 |
| Среднее рабочее время/день | 10×6=60 часов | 10×4=40 часов |
Рабочее время/ед. | 18,9 мин | 7,7 мин |
| Снижение цены | (18,9-7,7)/18,9 = 0,59 = снижение на 59% | |
| Постобработка Время окончания | 4 мин/единица | 0мин/единица (100% вниз) |
| Качество окружающей среды | ПЛОХО: Пыль от вторичной шлифовки и полировки. | Хорошо: нет пыли |
| Высокие навыки сварки | Необходимый | Не требуется |
| Качественный | непоследовательный | Последовательный |
| Качество поверхности | от среднего до плохого (следы и ожоги) | очень хорошо, без следов и ожогов |
| Модель | 8080 | 8080 л. с. с. | 20080 |
| Эффективный размер сварочной платформы | 800ммx800мм | 800ммx800мм | 2000 мм x 800 мм |
| Макс.диапазон кривошипного перемещения | 1000мм | 1000мм | 1200мм |
Макс. угол поворота кривошипа угол поворота кривошипа | 180° | 180° | 180° |
| Диапазон регулировки высоты платформы | 0-200мм | 0-200мм | 0-200мм |
| Входное напряжение | 380В, 3 фазы | 380В, 3 фазы | 380В, 3 фазы |
| Входной ток | 65А | 80А | 80А |
| Выходное напряжение | 8,5 В | 10В | 12В |
Макс. сварочный ток сварочный ток | 15000А | 18000А | 26000А |
| Спецификация сварки | 18 видов | 18 видов | 18 видов |
| Различный сварочный ток | 6 видов | 6 видов | 6 видов |
Простота в эксплуатации.
 Положите продукт на стол, поместите наконечник и нажмите ручной переключатель.
Положите продукт на стол, поместите наконечник и нажмите ручной переключатель.Весь процесс сварки будет выполняться PROFISPOT®.
Вам не нужно держать продукт, просто положите на стол — Работа одного человека!
Электрод настольного типа сводит к минимуму выступы продукта со стороны стола. Значительное уменьшение видимых следов сварки
Устраняет шлифовальную обработку и поддерживает чистоту на рабочем месте.
Сокращение времени производства!
Подходит для мелкосерийного производства с большим ассортиментом!
Рабочие остаются в удобном рабочем положении и сохраняют ту же скорость производства.
Нет ограничений по конструкции изделий для точечной сварки.
Повышение производительности
Улучшение качества
Большое стоимость снижения
Минимизирует рабочее время
Улучшение рабочей среды
Специальное навык не требуется
NO SPARKS, NO SPUTTERS
НЕТ WELD MARKS на базовом металле
.
 на нержавеющей стали
на нержавеющей сталиСтабильное качество
Новые цвета для вашего производства
Предоставляется техническое обслуживание и техническая поддержка.
Предоставляется простое руководство по эксплуатации. Относительно высокие электродные усилия используются для сдерживания расплавленного материала и минимизации нагрева между электродом и поверхностью листа. Обычно при сварке на каждой поверхности листа образуется вмятина размером до 10-20 % толщины листа при обжатии электродами размягченного материала.
В некоторых случаях требуется хороший внешний вид поверхности на одной стороне соединения (лицевой стороне). Хотя практически невозможно полностью устранить метку при выполнении сварных швов в соответствии с нормальными требованиями к диаметру сварного шва, существуют способы минимизировать метки.
На лицевой стороне можно использовать плоский электрод или опорную пластину. Он должен иметь гладкую поверхность и хорошо совпадать как с самим листом, так и с противоположным кончиком электрода.
 Хорошее охлаждение является преимуществом.
Хорошее охлаждение является преимуществом.Также можно использовать самовыравнивающийся плоский электрод, чтобы обеспечить некоторое самовыравнивание с соединяемыми листами. Однако они имеют ограниченную подвижную способность и худшую охлаждающую способность по сравнению с твердым электродом. По-прежнему важно, чтобы противоположный электрод был хорошо выровнен.
Серийная сварка позволяет выполнять сварку на плоской подложке. Для тонкого листа этот стержень обычно изготавливается из медного сплава и обеспечивает токовую связь между точками сварки. Если лицевая сторона листа достаточно толстая, то можно использовать изолирующую подложку, и сварочный ток протекает через сам лист к обратному электроду.
Можно использовать сварку с выступом, и выступы пробиты в листе напротив лицевого листа. Одновременно можно выполнять несколько сварных швов. Большой плоский электрод на лицевой стороне может свести к минимуму маркировку, как при точечной сварке, при условии, что механический износ электрода (в виде неглубокой вмятины) контролируется.
 Хорошее охлаждение является преимуществом.
Хорошее охлаждение является преимуществом.
Стали с покрытием представляют особую проблему для изготовления швов с минимальной маркировкой, так как сплав покрытия с электродом вызывает быстрый износ электрода, а на поверхности листа видны следы изношенной поверхности лицевого электрода.
Подводя итоги, можно выделить следующие основные факторы минимизации маркировки:
Хорошее выравнивание контактных поверхностей электрода и заготовки. — Profispot-T выровняйте все детали на столе, который является ОДНИМ электродом
Гладкая поверхность лицевого электрода. — Лицевая сторона с красивым результатом должна быть размещена лицевой стороной на столе
Хорошее охлаждение- Наш большой медный теплопроводный стол машины Profispot-T является идеальным охлаждающим устройством.
Важно убедиться, что при использовании электродов с разной контактной площадью не нарушается формирование сварного шва. Положение самородка имеет тенденцию формироваться ближе к электроду с меньшей площадью контакта. Это может быть особой проблемой, когда лицевая сторона листа самая тонкая.
Это может быть особой проблемой, когда лицевая сторона листа самая тонкая.
Полезным компромиссом для контроля маркировки в особых случаях может быть использование электрода с большим радиусом лицевой стороны на лицевой стороне для получения гладкой неглубокой вмятины с хорошим внешним видом.
WWW.PROFIMACH.COM
www.laserwobblewelding.com
CNC EUROPE
Вам нужна дополнительная информация?
Нажмите здесь, чтобы позвонить нам!
Позвоните нам
Нажмите здесь, чтобы написать нам!
Электронная почта
— CNC EUROPE —
Выбор подходящего сварочного оборудования: аппараты для точечной сварки
Выбор подходящего сварочного оборудования: аппараты для точечной сваркиСледите за нашими обновлениями на @Ask_ICAR.
Когда дело доходит до выбора вашего следующего сварочного оборудования, есть много разных вариантов. Кроме того, есть много факторов, которые помогут определить лучшее оборудование для вас. Давайте рассмотрим некоторые соображения, которые помогут вам сделать правильный выбор для вашего ремонтного предприятия.
Кроме того, есть много факторов, которые помогут определить лучшее оборудование для вас. Давайте рассмотрим некоторые соображения, которые помогут вам сделать правильный выбор для вашего ремонтного предприятия.
В первую очередь вам нужно подумать о том, каковы требования производителей транспортных средств к сварочному оборудованию? Если ваша ремонтная мастерская является частью сети OEM, существуют сетевые требования к тому, какое оборудование для точечной сварки можно использовать для ремонта их автомобилей. OEM испытал и одобрил оборудование для точечной сварки, чтобы сваривать панели в соответствии со своими стандартами ремонта.
Если вы не входите в сеть, еще одним соображением при выборе сварщика является то, с какими транспортными средствами обычно работает ваша мастерская? Просмотрите историю заказов на работу, чтобы узнать, какие транспортные средства являются наиболее распространенными. Затем загляните в руководства по ремонту этих автомобилей и посмотрите, какое усилие зажима и сила тока требуются для замены панели.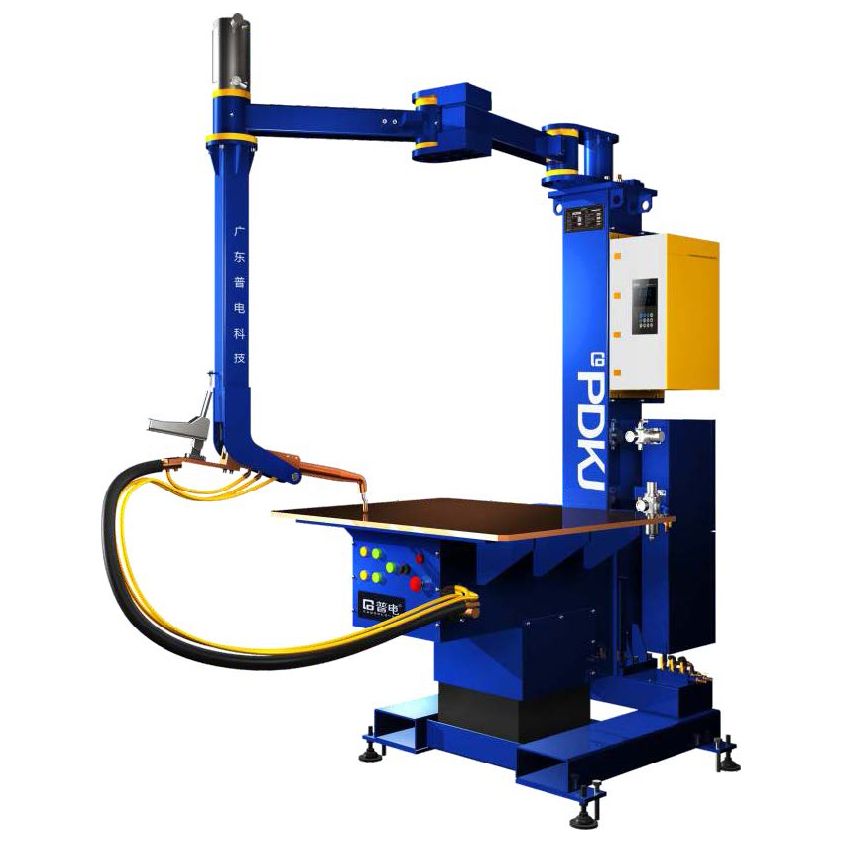 Затем определите, какой аппарат для точечной сварки будет соответствовать этим требованиям. Посетите сервисный сайт производителя транспортного средства, чтобы узнать, указывают ли они определенные возможности и функции машины для точечной сварки.
Затем определите, какой аппарат для точечной сварки будет соответствовать этим требованиям. Посетите сервисный сайт производителя транспортного средства, чтобы узнать, указывают ли они определенные возможности и функции машины для точечной сварки.
Наличие различных сварочных наконечников и кронштейнов может быть определяющим фактором при выборе сварочного аппарата. Это, вероятно, будет зависеть от того, есть ли у OEM-производителя процедуры, определяющие использование точечной сварки в труднодоступных местах.
Два других аспекта, которые часто упускают из виду, и, вероятно, два наиболее важных, это электроэнергия, поступающая в здание, и электропроводка внутри здания. Если у вас нет достаточной мощности для точечной сварки, не имеет значения, какой вы покупаете, он не будет работать без нужной мощности.
При поиске возможных сварщиков обратите внимание на требования к мощности. Затем обратитесь к сертифицированному электрику в вашем регионе, чтобы получить оценку любых необходимых улучшений снаружи или внутри здания, чтобы желаемый сварщик мог получить достаточную мощность.
После принятия во внимание этих соображений следующим шагом в процессе является разговор с поставщиком сварочного аппарата. Ответив на эти вопросы, вы сможете подобрать подходящий аппарат для точечной сварки для вашего ремонтного предприятия.
Дополнительные новости о ремонте после столкновений I-CAR, которые могут оказаться полезными:
Основы: использование правильных советов по точечной сварке
Выбор правильного сварочного оборудования Необходимый инструмент?
Связанные курсы I-CAR
- Самый популярный
- Самые последние
- Архив
Десять наиболее частых вопросов по транспортным средствам
| Hyundai | Есть ли у Hyundai процедура разделения? |
| Kia | Есть ли в Kia процедура разделения на секции? |
| Chevrolet | Есть ли у Chevrolet предупреждение против разделения на секции, когда нет процедуры? |
| BMW | Может ли I-CAR выслать мне процедуры ремонта BMW? |
| Honda | Что Honda говорит о ремонте поврежденных жгутов проводов системы подушек безопасности? |
| Hyundai | Есть ли у Hyundai процедуры замены деталей? |
| Mercedes-Benz | Может ли I-CAR прислать мне процедуры ремонта Mercedes-Benz? |
| Honda | Что Honda говорит о выпрямлении передних нижних направляющих? |
| Субару | Нужно ли заменять подушку безопасности переднего пассажира на Subaru, даже если подушка безопасности не сработала? Информация о ремонте, похоже, указывает на то, что так и должно быть. |
| Nissan | Существует ли процедура ремонта проводки разъема подушки безопасности? |
Первая десятка конкретных вопросов I-CAR
| Что говорит I-CAR об использовании переработанной боковой панели, которая включает внутреннюю, внешнюю и усиливающую части? | |
| Что I-CAR говорит о выпрямлении перегиба? | |
| Можно ли использовать Общие рекомендации I-CAR по секционированию? | |
| Что I-CAR говорит о ремонте поврежденных противовзломных балок? | |
| Что I-CAR говорит о решении использовать переработанные детали? | |
| Что I-CAR говорит о парной замене деталей подвески? | |
| Что I-CAR говорит о ремонте поврежденных усилителей бампера? | |
| Что I-CAR говорит о допусках на ремонт? | |
| Что I-CAR говорит об использовании переработанных подушек безопасности? | |
| Что I-CAR говорит о ремонте поврежденных боксов? |
- О РТС
- Свяжитесь с нами
- Связанные отраслевые ссылки
- Подписаться на РТС
- Новостная рассылка
- Помощь/Часто задаваемые вопросы
- Политика отмены
- Политика в отношении рекламы и файлов cookie
- Обновленная Политика конфиденциальности
- Обновленные положения и условия
Твитов пользователя @Ask_ICAR
Купить Аппарат точечной сварки Kende в Нигерии в GZ Industrial Supplies
(1 отзыв) Написать рецензию
Kende
Аппарат для точечной сварки Kende DN 10
Рейтинг Требуется Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема отзыва Обязательно
Комментарии Обязательно
338 625,00 ₦
- Артикул:
- сварной шов 003419
- Вес:
- 83,00 сом
- Доставка:
- Рассчитывается на кассе
- Описание
У нас есть большой запас станков для сварки упоров на различных складах по всей Нигерии.
Описание аппаратов для точечной сварки Kende:
1. Однофазные аппараты для точечной сварки с подвижными рычагами и встроенным тиристорным синхронным управлением
2. Водяное или вентиляторное охлаждение
3. Цифровой счетчик времени
4. Аксессуары: наконечники, деревянный футляр
Различные спецификации Kende машина для точечной сварки
| Технические параметры | ДН-10 | ДН-16 | ДН-25 | |
| Номинальное напряжение питания | В | 230/400 | 230/400 | 230/400 |
| Частота питания | Гц | 50 | 50 | 50 |
| напряжение холостого хода | В | 2 | 2,5 | 3 |
| номинальная входная мощность | кВА | 10 | 16 | 25 |
| Номинальный рабочий цикл по току | Ампер-% | 30 | 30 | 30 |
| Класс изоляции | Х | Х | Х | |
| Используемый электрод | мм | 1,5+1,5 | 2+2 | 3+3 |
| Масса | кг | 83 | 87 | 95 |
| Размеры | мм | 830*360*1050 | 830*360*1050 | 930*360*1050 |
Процессы точечной сварки
Точечная сварка — это процесс, при котором соприкасающиеся металлические поверхности соединяются под действием тепла, полученного в результате сопротивления подаваемому электрическому току.
металлические листы или детали, удерживаемые вместе под давлением электродов машин для точечной сварки. Листы обычно имеют толщину от 0,5 до 3 мм (от 0,020 до 0,118 дюйма). В процессе используются два профилированных электрода из медного сплава, чтобы сконцентрировать сварочный ток в небольшом «пятне» и одновременно скрепить листы вместе. Подача большого тока через пятно расплавит металл и сформирует сварной шов. Привлекательной особенностью точечной сварки является то, что большое количество энергии может быть доставлено к месту за очень короткое время (обычно около 10–100 миллисекунд), что позволяет проводить сварку без чрезмерного нагрева остальной части листа.
Количество тепла, подводимого к пятну, определяется сопротивлением между электродами, а также величиной и продолжительностью подаваемого тока. Количество энергии выбирается в соответствии со свойствами материала листа, его толщиной и типом электродов. Применение слишком малой энергии не приведет к расплавлению металла или плохому сварному шву. Применение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию отверстия, а не сварки. Еще одна особенность точечной сварки заключается в том, что энергию, подводимую к точке, можно контролировать для получения надежных сварных швов.
Применение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию отверстия, а не сварки. Еще одна особенность точечной сварки заключается в том, что энергию, подводимую к точке, можно контролировать для получения надежных сварных швов.
Наши машины для точечной сварки отличаются высоким качеством и соответствуют большинству международных стандартов.
1 отзыв Скрыть отзывы Показать отзывы
- сопутствующие товары
- Клиенты также просмотрели
Машины для точечной сварки – КварцКомпоненты
Сварочный аппарат для точечной сварки своими руками для литиевых аккумуляторов | Аккумуляторная батарея 12 В для точечной сварки печатной платы
рупий 1 679,00 рупий 1 350,00 (без НДС)
QC1049
Все продукты Батареи Рекомендуемые продукты Последние продукты Машины для точечной сварки Инструменты
Это машина для точечной сварки в версии DIY, которую можно использовать для сварки 18650/26650/32650 и других литиевых аккумуляторов. Вам нужна собственная батарея 12 В для…
Вам нужна собственная батарея 12 В для…
Машина для точечной сварки литиевых элементов мощностью 4 кВА для аккумуляторной батареи с гарантией — включает двойную ручку и педаль
рупий 25 000,00 рупий 17 925,00 (без НДС)
QC1008
Все продукты Батареи Аккумуляторные аксессуары Рекомендуемые продукты Последние продукты Машины для точечной сварки Инструменты
Описание продукта: Ручной точечный сварочный аппарат с контролем температуры по времени Панель с тиристорным управлением SCR Спецификация: Тип Литиевая батарея Точечная сварка Номинальная потребляемая мощность.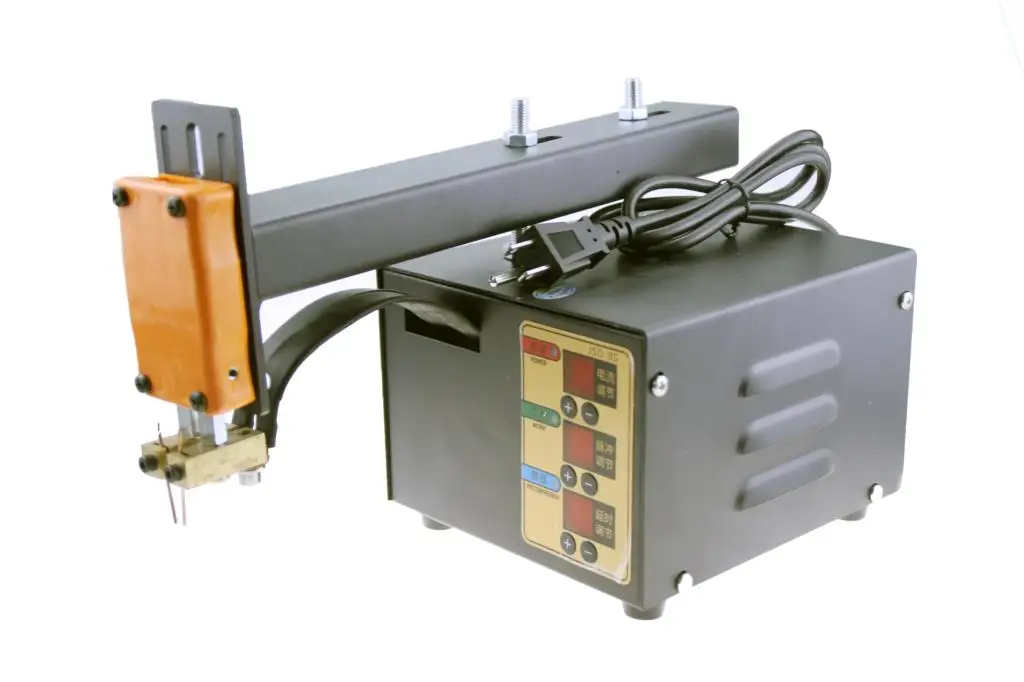 ..
..
2KVA портативный литиевый сварочный аппарат для точечной сварки аккумуляторной батареи — включает двойную ручку и педаль
рупий 12 672,00 (без НДС)
QC1185
18650/26700 Ячейки NMC Все продукты Батареи Аккумуляторные аксессуары Рекомендуемые продукты Последние продукты Машины для точечной сварки Инструменты
Технические характеристики аппарата для точечной сварки LSP-A100: Марка Литиевая точечная Тип Литиевая точечная модель Pro Модель LSP-A100 Номинальная входная мощность 220 В перем.
Интегрированная ручная ручка для точечной сварки Автоматический триггер Встроенный переключатель Сварка
рупий 1 559,00 (без НДС)
КК1316
Батареи Машины для точечной сварки Инструменты
Это своего рода ручка для точечной сварки высокого качества, использующая толстый медный стержень, помогающая повысить эффективность работы и подходящая для длительного срока службы…
сравнивать
{{/если}} {{if compare_at_price_min > price_min}}Продажа
{{/если}} {{если доступно}}Распродано
{{/если}} {{if tagLabelCustom}}Пользовательская этикетка
{{/если}}${название}
{{if compare_at_price_min > price_min}}
{{html Shopify. formatMoney(compare_at_price_min, window.money_format)}}
{{html Shopify.formatMoney(price_min, window.money_format)}}
{{еще}}
{{html Shopify.formatMoney(price_min, window.money_format)}}
{{/если}}
formatMoney(compare_at_price_min, window.money_format)}}
{{html Shopify.formatMoney(price_min, window.money_format)}}
{{еще}}
{{html Shopify.formatMoney(price_min, window.money_format)}}
{{/если}}
{{если доступно}} {{другие варианты.длина > 1 }} Выберите параметры {{еще}} {{/если}}
Что делает точечный сварщик: Описание работы, обязанности и ответственность
Потратьте несколько минут, чтобы создать или обновить свое резюме. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое резюме точечной сварки.
Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое резюме точечной сварки.
Обязанности точечной сварки
Вот примеры обязанностей из реальных резюме точечных сварщиков, представляющие типичные задачи, которые они могут выполнять в своих ролях.
- Работа на лазерном станке с ЧПУ, листогибочном прессе и иногда на сварочном оборудовании TIG и MIG.
- Управление пуансоном и ножницами с ЧПУ.
- Программирование и управление сварочным роботом Fanuc.
- Управляйте сварочным роботом Fanuc с двумя руками.
- Установка и эксплуатация ЧПУ, механического и гидравлического листогибочного пресса.
- Сварщик точечной сварки, сварщик МИГ, монтаж линии, ремонт металла и конечный инспектор линии.
- Управляйте роботами-сварщиками, аккуратно устанавливая детали на место, чтобы можно было установить ходовую часть трансмиссии Toyota.
- Сварка, сборка и упаковка алюминиевых и оцинкованных стальных деталей, которые включают домкраты и другие вентиляционные изделия.
- Поддерживайте качество и следите за дефектами различных металлов, включая оцинкованную, нержавеющую и холоднокатаную сталь, а также алюминий.
- Выполните требуемый класс сертификации сварщика, требуемый для работы, которая соответствует строгим правилам AWS.
- Используйте специальные инструменты, такие как: штангенциркули, микрометры, калибры и приспособления для завершения процесса чтения «SPC».
- Программа OTC Diahen для роботизированной дуговой сварки.
- Эксплуатация, программирование и техническое обслуживание робототехники ABB.
- Обеспечение качества на протяжении всего производственного процесса и интерпретация диаграмм SPC.
- Требуется установка/эксплуатация роботизированного сварочного аппарата Panasonic, а также выполнение ручных сварочных работ.

Вакансии точечной сварки, которые могут вам понравиться
Высокооплачиваемая работа точечной сварки — от 39 тысяч долларов и выше0003
Необходимый опыт не требуется
Работа для сварщиков на неполный рабочий день
Набор рабочих мест на неполный рабочий день.
СейчасАктивное нанятие
Стоичные рабочие места сварщика. Поиск вакансий без диплома
 Сейчас
СейчасНужно идеальное резюме точечной сварки?
Наш конструктор резюме на основе искусственного интеллекта поможет вам составить привлекательное и релевантное резюме для работы, которую вы хотите.
Точечная сварка Описание работы
Когда дело доходит до понимания того, что делает точечная сварка, вы можете задаться вопросом: «Должен ли я стать точечной сваркой?» Данные, включенные в этот раздел, могут помочь вам принять решение. По данным Бюро статистики труда, по сравнению с другими профессиями, темпы роста точечных сварщиков описываются как «медленнее, чем в среднем» и составляют 3% в период с 2018 по 2028 год. Фактически, количество вакансий для точечной сварки, которые, по прогнозам, откроются к 2028 году, составляет 14 500 человек.
Годовая зарплата точечной сварки составляет в среднем 32 277 долларов, что составляет 15,52 доллара в час. Однако точечные сварщики могут зарабатывать от 26 000 до 39 долларов.,000 в год. Это означает, что самые высокооплачиваемые сварщики зарабатывают на 13 000 долларов больше, чем самые низкооплачиваемые.
Однако точечные сварщики могут зарабатывать от 26 000 до 39 долларов.,000 в год. Это означает, что самые высокооплачиваемые сварщики зарабатывают на 13 000 долларов больше, чем самые низкооплачиваемые.
Когда вы станете точечным сварщиком, вам может быть интересно узнать, какие еще есть возможности. Карьера не подходит всем. По этой причине мы нашли несколько других вакансий, которые могут вам понравиться. Некоторые профессии, которые могут вас заинтересовать, включают оператора сварщика, сварщика первого класса, ученика сварщика и сварщика-сборщика.
Вакансии точечной сварки, которые могут вам понравиться
Создайте резюме профессионального точечного сварщика за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 5+ шаблонов резюме, чтобы создать свое резюме точечной сварки.
Jane Lee Spot Welder Montgomery, AL (390) 555-45709 9000 9000. 0383 Drill Press 0383 Drill PressEmployment History Spot Welder 2020 — Present Rheem Manufacturing Montgomery, AL
Сварочный аппарат для точечной сварки 2014–2020 Rheem Manufacturing Montgomery, AL
Robotic Welder 2004 — 2014 AerotekMontgomery, AL Education Some College Courses Precision Metal Working 2004 — 2004 Mississippi CollegeClinton, MS |
|
|
Gabriel Boyd Spot Welder Contact Info Saint Louis, MO (670) 555-0157 gboyd@ example. Навыки Производственные требованияАвтозапчастиПравила безопасностиПроверки качестваРуководство по безопасностиСварщикиЧПУУправление технологическим процессомТяжелое оборудованиеРулетка Трудовой стаж Сварочный аппарат для точечной сварки 2019 – настоящее время Amsted Rail Сент-Луис, Миссури
Оператор робота 2017–2019 Adecco Staffing, США Сент-Луис, Миссури
Roll Operator 2014 — 2017 North American Lighting Париж, Иллинойс
Education Some College Courses General Studies 2014 — 2014 Valencia College Orlando, FL |
|
 com
com
|
Габриэль Бойд Точечный сварщик Сент-Луис, Миссури (670) 555-0157 gboyd@example. Опыт Точечный сварщик 2019 г. – настоящее время Оператор робота2017–2019 Adecco Staffing, США•Сент-Луис, Миссури
Roll Operator2014 — 2017 North American Lighting•Paris, IL
Skills Production RequirementsCar PartsSafety RulesQuality ChecksSafety GuidelinesWeldersCNCProcess ControlHeavy EquipmentTape Measure Education Some College Courses General Studies2014 — 2014 Valencia College•Orlando, FL |
|
 com
com
Create Мое резюме
Создайте профессиональное резюме за считанные минуты с помощью этого шаблона.
Навыки и личностные качества точечной сварки
Мы подсчитали, что 29% точечных сварщиков владеют автомобильными деталями, сверлильным станком и сборочной линией. Они также известны своими мягкими навыками, такими как компьютерные навыки, ловкость и механические навыки.
Мы разбили процент точечных сварщиков, которые имеют эти навыки, указанные в их резюме, здесь:
- Автозапчасти, 29%
Использовал робот-сварщик для своевременной сборки более 4000 автомобильных деталей для отправки.
- Сверлильный станок, 11%
Сверлильный станок использовался для зенкования перфорированных отверстий для лучшей визуальной привлекательности винтов на внешней стороне отбойных/нажимных пластин.
- Сборочная линия, 6%
Обеспечено покрытие на сборочной линии производства.
- Стандарты качества, 6%
Автомат для точечной сварки, шлифовальный и упаковочный станок, обеспечивающий высокую производительность и превосходные стандарты качества.
- МИГ, 6%
Настройка оборудования и сварных деталей с использованием методов дуговой сварки или сварки MIG.
- Нержавеющая сталь, 6%
Работа с различными металлами, включая нержавеющую сталь и медь, составление чертежей и предоставление соответствующих спецификаций потенциальным клиентам.

«запчасти для автомобилей», «сверлильный станок» и «сборочная линия» — это не единственные навыки, которые мы нашли в списке точечных сварщиков в их резюме. На самом деле, мы нашли целый список обязанностей точечной сварки, в том числе:
На самом деле, мы нашли целый список обязанностей точечной сварки, в том числе:
 Это описание навыка было найдено в нескольких резюме точечной сварки: «сварщики, резчики, паяльщики и паяльщики должны иметь твердую руку, чтобы держать горелку на одном месте». Вот пример из резюме того, как этот навык может вписаться в рабочий день. -обязанности точечной сварки в настоящее время: «Подъем заготовок к машинам вручную или с помощью талей или мостовых кранов».
Это описание навыка было найдено в нескольких резюме точечной сварки: «сварщики, резчики, паяльщики и паяльщики должны иметь твердую руку, чтобы держать горелку на одном месте». Вот пример из резюме того, как этот навык может вписаться в рабочий день. -обязанности точечной сварки в настоящее время: «Подъем заготовок к машинам вручную или с помощью талей или мостовых кранов».См. полный список навыков точечной сварки.
Сварщики, поступившие в колледж, чтобы получить более углубленное образование, обычно изучали бизнес и общие науки, в то время как небольшая группа точечных сварщиков изучала точную металлообработку и уголовное правосудие.
Когда вы будете готовы стать точечным сварщиком, вам может быть интересно, какие компании нанимают точечных сварщиков. Согласно нашему исследованию на основе резюме точечных сварщиков, точечные сварщики в основном нанимаются Eaton, Express Employment Indy South и Metalcraft of Mayville. Сейчас самое время подать заявку, так как в Eaton есть 7 вакансий точечных сварщиков, 7 из них в Express Employment Indy South и 5 в Metalcraft of Mayville.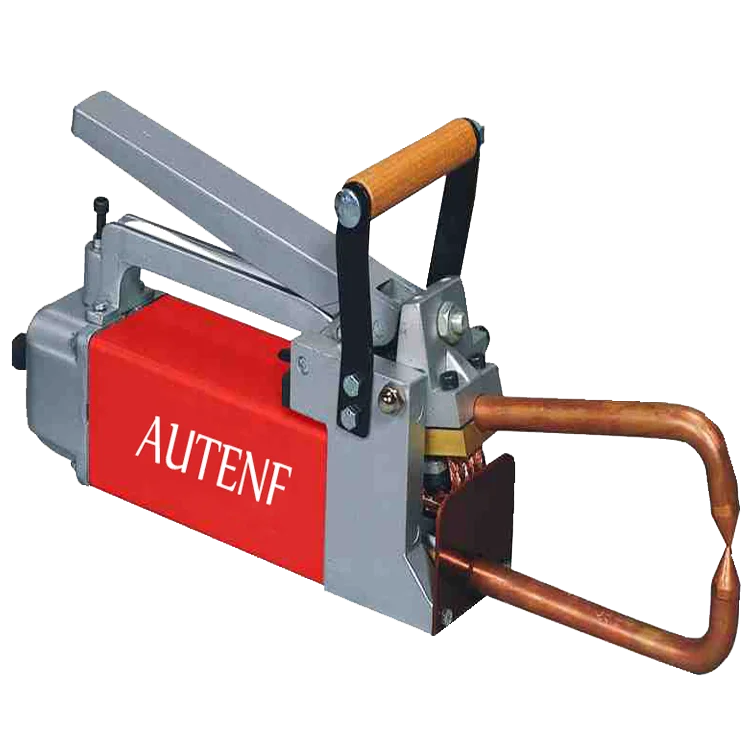
Если вас интересуют компании, в которых сварщики точечной сварки зарабатывают больше всего, вам следует подать заявку на вакансию в General Electric, Eaton и VisionCorp Rep. Мы обнаружили, что в General Electric средняя зарплата точечной сварки составляет 39 873 доллара. В то время как в Eaton сварщики точечной сварки зарабатывают примерно 38 904 доллара. А в VisionCorp Rep средняя зарплата составляет 38 275 долларов.
Подробнее о зарплатах точечных сварщиков в США.
Три компании, которые нанимают самых престижных точечных сварщиков:
- Eaton7 Spot Walders Jobs
- Экспресс занятость Indy South7 Spot Walders Работа
- Металлические сварки Mayville5. вакансии рядом в США
Вакансии точечной сварки начального уровня
Практически не требуется опыта
Вакансии точечной сварки на неполный рабочий день
Вакансии на неполный рабочий день Нанимаем сейчас 9Вакансии, добавленные за последние 7 дней в процессе создания выдающегося резюме архитектора.
Что делают операторы сварочных аппаратов
В этом разделе мы рассмотрим ежегодные зарплаты других профессий. Возьмем, к примеру, сварщика-станочника. В среднем годовая заработная плата сварщиков-станочников составляет $4,89.на 4 выше, чем в среднем за год точечные сварщики.
Хотя их заработная плата может различаться, у точечных сварщиков и операторов сварочных аппаратов есть одна общая черта — некоторые навыки, необходимые для каждой профессии. В обеих карьерах сотрудники используют такие навыки, как автомобильные детали, сверлильный станок и сборочная линия.
Что касается сходства, то на этом оно заканчивается, поскольку обязанности точечной сварки требуют таких навыков, как «миг», «политика компании», «порошковая окраска» и «ручной труд». В то время как оператор-сварщик хорошо разбирается в «деталях машин», «прихватках», «гмау» и «воздушной дуге». Так что, если вы ищете, что действительно разделяет эти две профессии, вы это нашли.
Операторы сварочных аппаратов получают самые высокие зарплаты в технологической отрасли, средняя годовая зарплата составляет 54 740 долларов.
Но в автомобильной промышленности точечным сварщикам платят больше: средняя зарплата составляет 38 175 долларов.Уровень образования, который получают операторы сварочных аппаратов, немного отличается от уровня образования точечных сварщиков. В частности, операторы сварочных аппаратов имеют на 0,5% больше шансов получить степень магистра, чем сварщики точечной сварки. Кроме того, у них на 0,0% меньше шансов получить докторскую степень.
Каковы обязанности сварщика первого класса?
Теперь мы рассмотрим первоклассную профессию сварщика. В среднем сварщики первого класса зарабатывают в год на 12 739 долларов больше, чем точечные сварщики.
Не все в этих работах отличается. Возьмем, к примеру, их навыки. Сварщики точечной сварки и сварщики первого класса включают в свои резюме схожие навыки, такие как «сверлильный станок», «миг» и «нержавеющая сталь».
Но в обеих профессиях также используются разные навыки, судя по резюме реальных точечных сварщиков.
В то время как обязанности точечной сварки могут включать такие навыки, как «автомобильные детали», «сборочная линия», «стандарты качества» и «политика компании», некоторые сварщики первого класса используют такие навыки, как «флюсовая сердцевина», «воздушная дуга», «плавка». и «фкау».Что касается образования, то сварщики первого класса имеют такой же уровень образования, как и сварщики точечной сварки. В целом, у них на 3,5% больше шансов получить степень магистра и на 0,0% меньше шансов получить докторскую степень.
Как ученик сварщика сравнивает
Ученик сварщика анализирует технические спецификации и технические чертежи для планирования компоновки и сборочных сварочных операций. Помимо использования линеек, штангенциркулей, комбинированных угольников и прямых кромок для закрепления, позиционирования и компоновки деталей и сборок в соответствии со спецификациями задания, ученики-сварщики также выполняют свои обязанности на основе установленных процедур безопасности и стандартов качества.
Они используют дуговую сварку, газовую сварку, электросварку и другие формы сварки для сварки узлов и различных компонентов. Кроме того, ученик сварщика использует прецизионные измерительные инструменты, штангенциркули и микрометры, чтобы найти отклонение зазора.Теперь рассмотрим профессию ученика сварщика. В среднем эти рабочие получают более высокую заработную плату, чем точечные сварщики, с разницей в 1989 долларов в год.
Просмотрев резюме нескольких точечных сварщиков и учеников сварщиков, мы обнаружили, что обе должности используют схожие навыки, такие как «сверлильный станок», «миг» и «нержавеющая сталь». Но помимо этого карьеры выглядят очень по-разному.
Как уже упоминалось, эти две профессии различаются между собой другими навыками, которые необходимы для выполнения работы чрезвычайно хорошо. Например, собирая резюме точечных сварщиков, они, скорее всего, обладают такими навыками, как «запчасти для автомобилей», «сборочная линия», «стандарты качества» и «политика компании».
Но ученик сварщика может иметь такие навыки, как «ручные инструменты», «прихватка», «разметка» и «флюсовая сердцевина».Ученики сварщика обычно учатся на том же уровне, что и сварщики. Например, у них на 0,6% больше шансов получить степень магистра и на 0,1% больше шансов получить докторскую степень.
Описание сварщика-сборщика
Теперь обратимся к сварщикам-сборщикам, которые обычно получают в среднем более высокую заработную плату по сравнению с годовой зарплатой точечных сварщиков. На самом деле разница составляет около 1303 долларов в год.
Согласно резюме как точечных сварщиков, так и сварщиков-сборщиков, некоторые навыки, необходимые для выполнения обязанностей на каждой должности, схожи. Эти навыки включают в себя «запчасти для автомобилей», «сверлильный станок» и «сборочная линия».0003
Несмотря на то, что несколько наборов навыков пересекаются, есть некоторые различия, которые важно отметить. Во-первых, точечному сварщику могут больше пригодиться такие навыки, как «политика компании», «проверка качества», «обеспечение соответствия» и «проверка деталей».
Между тем, некоторые сварщики-сборщики могут включать в свое резюме такие навыки, как «спецификации чертежа», «макет», «прихватка» и «gmaw».Сварщики-сборщики имеют такой же уровень образования, как и сварщики. Разница в том, что у них на 0,3% больше шансов получить степень магистра меньше, и на 0,1% меньше вероятность получить докторскую степень.
Машина для точечной сварки-Сварочное оборудование-YUH SHIN ELECTRIC CO., LTD.-EZB2B Тайваньские станки & автозапчасти & пресс-форма для пластика
Edm Drill Z-образный осевой калибр (сеттер) Пневматические цилиндры|воздушный цилиндр Пластиковые формы
Китайский EN
Продукция
- YUH SHIN ELECTRIC CO., LTD.
- Продукты
- Сварочное оборудование
- Аппарат для точечной сварки
- YS-C504-Spot Welding Machine
- YS-HF504-Pneumatic Inverter DC Spot Welding Machines
- YS-UF-Capacitor Discharge Spot Welding Machine
- YS-FS30-Foot Pedal Operated Type Spot Welding Machine
- YS-HF80-Пневматический инверторный сварочный аппарат постоянного тока
- YS-PA063-Портативный пистолет для точечной сварки
- YS-UB350-Настольный аппарат для точечной сварки переменного тока0386
- YS-UB10-Desk-Top Type Capacitor Discharge Welding Machine
- YS-DC2004-Three-Phase Pneumatic DC Welding Machine
- YS-CB01500201-Single Phase Flash Butt Welding Machine
- YSCB10-Butt Welding Machine
- YSSWS800U — Машина для приварки шпилек CD
- YSVRV20 — Аппарат для сварки бескислородной меди
- YSBP10 — Устройство для сварки швов
Спецификация

 Но в автомобильной промышленности точечным сварщикам платят больше: средняя зарплата составляет 38 175 долларов.
Но в автомобильной промышленности точечным сварщикам платят больше: средняя зарплата составляет 38 175 долларов. В то время как обязанности точечной сварки могут включать такие навыки, как «автомобильные детали», «сборочная линия», «стандарты качества» и «политика компании», некоторые сварщики первого класса используют такие навыки, как «флюсовая сердцевина», «воздушная дуга», «плавка». и «фкау».
В то время как обязанности точечной сварки могут включать такие навыки, как «автомобильные детали», «сборочная линия», «стандарты качества» и «политика компании», некоторые сварщики первого класса используют такие навыки, как «флюсовая сердцевина», «воздушная дуга», «плавка». и «фкау».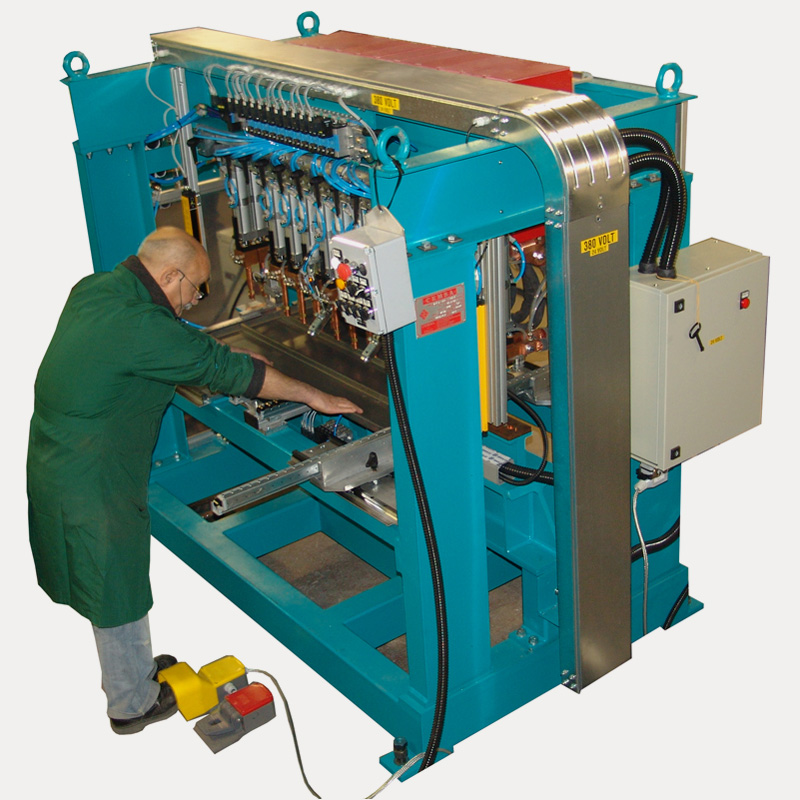 Они используют дуговую сварку, газовую сварку, электросварку и другие формы сварки для сварки узлов и различных компонентов. Кроме того, ученик сварщика использует прецизионные измерительные инструменты, штангенциркули и микрометры, чтобы найти отклонение зазора.
Они используют дуговую сварку, газовую сварку, электросварку и другие формы сварки для сварки узлов и различных компонентов. Кроме того, ученик сварщика использует прецизионные измерительные инструменты, штангенциркули и микрометры, чтобы найти отклонение зазора. Но ученик сварщика может иметь такие навыки, как «ручные инструменты», «прихватка», «разметка» и «флюсовая сердцевина».
Но ученик сварщика может иметь такие навыки, как «ручные инструменты», «прихватка», «разметка» и «флюсовая сердцевина». Между тем, некоторые сварщики-сборщики могут включать в свое резюме такие навыки, как «спецификации чертежа», «макет», «прихватка» и «gmaw».
Между тем, некоторые сварщики-сборщики могут включать в свое резюме такие навыки, как «спецификации чертежа», «макет», «прихватка» и «gmaw».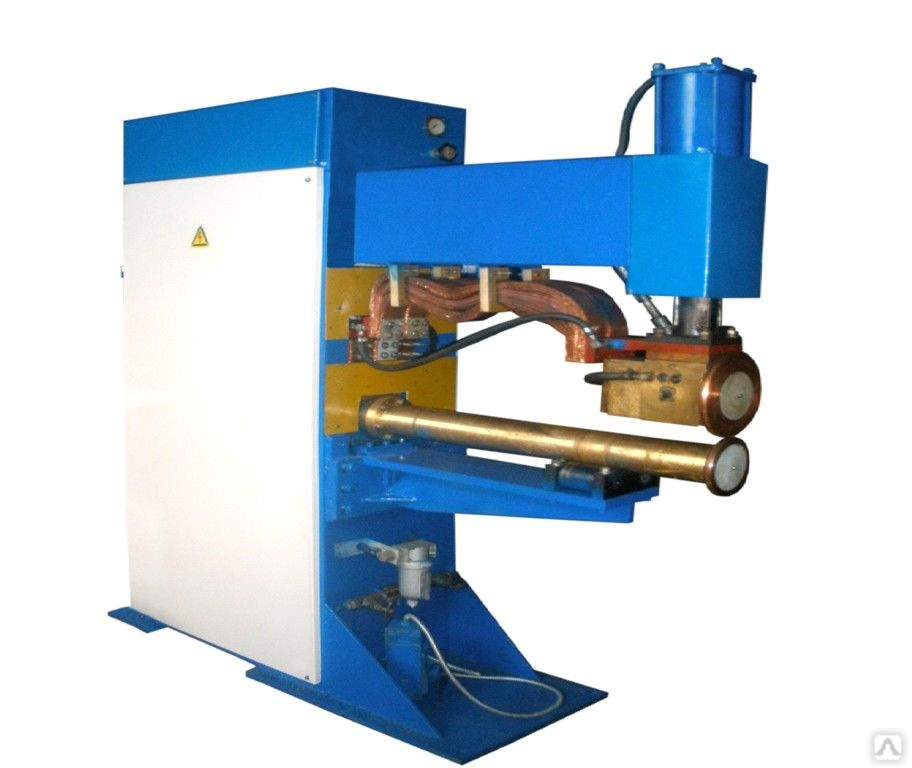 Сварка
Сварка