Как припаять медь к латуни
Содержание
- Основные сведения о латуни
- Применение латуни
- Припои и флюсы: классификация и методы выбора
- Способы пайки
- Пайка с помощью паяльника
- Пайка с применением газовой горелки
- В чем особенности технологии?
- Классификация латунных сплавов
- Эффективность и препятствия
- Выбор оптимальных материалов
- Выбор подходящего припоя
- Флюсы: самодельные или готовые
- Два метода пайки латуни
- Использование паяльника
- Пайка с помощью горелки
- Важно. Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
- Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом.
 Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка. - Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
 Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
По содержанию цинка в сплаве:
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.

Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
 Это может быть: желтая, красная, зелёная или золотистая латунь.
Это может быть: желтая, красная, зелёная или золотистая латунь.Пайка трубы из латуни
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
 Температура плавления твердых припоев превышает 500 °C.
Температура плавления твердых припоев превышает 500 °C.Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.

Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Пайка латуни газовой горелкой
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
 Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям.
 Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно. Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В.
 Будьте предельно бдительны, соблюдайте осторожность.
Будьте предельно бдительны, соблюдайте осторожность.В этом материале перейдём к практике и попаяем медь. Попутно рассмотрим особенности её пайки.
Пайка меди и латуни не особо отличаются между собой. Основное отличие – теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота. Можно паять и с аспирином, но это на крайний случай.
Я предпочитаю паять медь с ортофосфорной кислотой, при этом её не обязательно зачищать механически.
Рассмотрим на примере спайки двух медных трубок между собой..
Для начала, нужно расширить один из концов. Я для этой цели использовал тонкогубцы.
Второй конец наоборот, немного подтачиваем, чтобы он входил в расширенную часть.
Перед самой пайкой соприкасаемые части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для предварительного нагрева я использую газовую горелку, а уже потом быстренько наношу флюс и жалом паяльника наношу и размазываю припой припой.
При этом, перегреть деталь – так же плохо, как и не догреть. Я ориентируюсь по цвету меди, как только немного начинает темнеть – значит достаточно.
Хорошо лужёная поверхность имеет равномерный блеск, и не отстаёт от трубки даже при сильном царапании.
Аккуратная пайка / Мастерские / В помощь стим-мастеру / Коллективные блоги / Steampunker.ru
Готовлю материал о почти самодельной пропанобутановой горелке, но процесс несколько затянулся. Сайт без внимания не оставляю, ну и подвигло поделиться некоторым опытом пайки. В недавней показанной работе, не плохой работе, обозначилась как раз проблема с излишками олова, при пайке элементов и сложностью зачистки от избытка олова.
(В материал добавлены новые фото. Макросъёмка.)
Попытаюсь показать способ с возможностью почти полной скрытности мест пайки, хотя для пайки мягкими припоями это довольно сложно, цвет припоя выделяется и отличен от цвета меди и латуни.
Однако, помня давний опыт, набрался наглости показать это на одном из самых сложных элементов, на котором «натаскивают» ювелиров, — пайка колец и цепочек.
Что нам потребуется видно на снимке.
Обычная медная или латунная проволока для изготовления звеньев цепочки. Естественно потребуется паяльник, горелкой быстрей и надёжней, но «набить руку» лучше с паяльником.
В качестве флюса пойдёт канифоль, но нужен спиртовой раствор канифоли, либо любой жидкий флюс. Я применил хлористый цинк. Требуется и олово, но вот олово надо сделать в виде тонкой пластинки, толщиной 0,1 – 0,3 мм. Лучше потоньше. Олово взял самое тонкое и сплющил его древними пассатижами. Ещё потребуется хитрая державка.
Прежде делал такую из деревянной бельевой прищепки, иногда усиливая её резинкой от велокамеры и малость подрезав «губки», что бы они прочно удерживали и сжимали вложенную для пайки деталь. Сейчас деревянной прищепки не нашёл и сделал примитивный зажим слегка похожий на прищепку, который «вихляется» и несколько менее удобен.
Аккуратно намотав проволоку на подходящий стержень, снимаем полученную «пружинку» и насекаем отдельные звенья будущей цепочки. Как правило, это выполняется бокорезами и концы звеньев имеют «фасонный» срез, однако лучше отсекать колечки звеньев будущей цепочки лезвием. Срез будет чище, и «припасовка» торцов получится более лёгкой. Применяя бокорезы, получим «фасонные» срезы проволоки и их будет сложней подготовить к пайке. С помощью плоского надфиля, а лучше применить металлическую пилку для ногтей (алмазная быстро «засалится») надо припасовать концы каждого звена до плотного соприкосновения всей поверхностью разреза. Ни в коем случае не следует зачищать поверхность звена там, где не будет пайки, а лучше, если проволока будет в лаковой изоляции. Обрабатываются только торцы.
Обрабатываются только торцы.
Начав работать, вдруг обнаружил, что ничерта не вижу рабочую зону!!! Пришлось срочно искать бинокуляр, приводить в порядок и цеплять на голову.
Итак – продолжим….
На серии снимков показываю как готовились звенья цепочки. Намотать проволоку на подходящий стержень могут все, это пропустим.
Вот такие срезы получаются при работе бокорезами.
Здсь почти готово к пайке, но на левом срезе остался след бокорезов, его надо ещё поправить, иначе в лунке будет видно припой и его не удалить. Я нарезал заготовку из чистой медной проволоки, на которой нет ни лака, ни окислов. Паять будет несколько сложней.
Здесь можно сравнить первично отрезанное звено и почти готовое к пайке.
Следующий снимок сделан мобильником и плоховат. В фотике сдохли батарейки. Потом заменю фото.
Зажимаем звено губками прищепки (в губках надо сделать выборку, для удобства работы и надёжного удержания звена), вкладываем в разрез звена тонкую пластинку припоя, смоченный флюсом и, помогая прищепке, плотно сжимаем срезы и отсекаем лишний припой. Далее надо только прогреть место пайки любым доступным способом до плавления припоя и полного смыкания места пайки. Есть маленькая тонкость в момент пайки. С М О Т Р И Т Е….
Далее надо только прогреть место пайки любым доступным способом до плавления припоя и полного смыкания места пайки. Есть маленькая тонкость в момент пайки. С М О Т Р И Т Е….
Греть надо не жалом паяльника и не припой. На жале всегда есть остатки припоя, который в данном случае может навредить. Греть надо приложив паяльник горячим стержнем к плоскости колечка, прогревая проволоку звена кольца и уже проволока передаст тепло олову. В этом случае олово спаяет плоскости среза и будет просто тончайшей ниточкой, которую можно с трудом заметить. Когда олово расплавится, это сразу видно, надо чуть поджать колечко, что бы оно плотней сомкнулось, и шов был как можно более тонким. Если олово было несколько толстовато, то часть его может быть выдавлена, но к лакированной наружной поверхности оно не прилипнет и его очень просто убрать.
У меня проволока была довольно чистая, а олово я хоть и обжал пассатижами, но видимо недостаточно тонко и в нижней части звена олово всё же показалось. С дуру мазнул пальцем и только размазал, пришлось чуточку зачистить. Для того, что бы увидеть шов, надо его искать. Приглядевшись, конечно найдёшь, но не сразу….
С дуру мазнул пальцем и только размазал, пришлось чуточку зачистить. Для того, что бы увидеть шов, надо его искать. Приглядевшись, конечно найдёшь, но не сразу….
Всё. Успехов всем. Может быть, этот способ пайки кому пригодится.
Звено в образце преднамеренно сделал чуть крупней, для лучшей видимости процесса. С более мелкой деталькой работа такая же, но показать сложней, да и выполнить будет более сложно. Мелочь, она всегда кропотливая….
PS При пайке твёрдыми припоями и правильном подборе припоя по цвету и температуре плавления шов получается абсолютно не заметен. Это можно проверить на любом обручальном кольце, паяным таким способом.
Как и обещал даю дополнительные фото в режиме макросъёмки. Переделывать ранее написанное не стану — долго. Текст будет с верху и за ним будет фото.
Показываю правильно подготовленное место пайки.срезы ровные и параллельные. Это не то колечко, что паял ранее. Подготовил другое.
Так заправляется олово в место пайки. Промерил толщину пластинки — 0,2 мм.Оставляется только зажатый в звене кусочек. Всё остальное надо срезать. Я срезал скальпелем. Прежде, для такого дела был специальный ножичек. Маленький, но острее бритвы.
Промерил толщину пластинки — 0,2 мм.Оставляется только зажатый в звене кусочек. Всё остальное надо срезать. Я срезал скальпелем. Прежде, для такого дела был специальный ножичек. Маленький, но острее бритвы.
Здесь в другом ракрусе и покрупней.
Это снять было сложно 10копеек и олово в плоскости
Вот так прогревалось место пайки. Это снимок телефоном, вчера забыл его разместить.
Место пайки вверху. Звено сжато «прищепкой» и поджато тисочками.
Ну и наконец макросъёмка шва паяного. Сделано 2 снимка но на одном подсветка обычной лампой, а вторую сторону подсветили светодиодом холодного света и получились дурацкие блики похожие на размазанное олово. Сегодня заходил внук. Показал ему запаянное звено. Спрашивает — а что в нём такого? Отвечаю — паяное.
ГДЕ !???? Пришлось показать.
Ну ты дед даёшь!!!
Как паять латунь и алюминий
Несколько прекрасных способов пайки алюминия и дюрали в быту
Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.
Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?
Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:
Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:
Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.
При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:
Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.
Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Как паять алюминий оловом?
Как запаять алюминиевые предметы обычным припоем
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
Материалы:
- припой 60/40;
- минеральное масло или вазелин;
- спирт.
Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.
Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.
Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.
После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.
Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.
Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.
После пайки остатки масла убираются ваткой смоченной в спирте.
Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Смотрите видео
Как правильно паять алюминий
Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.
В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.
Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Паяем алюминий оловом и флюсом Ф-64
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.
Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.
Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью. Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
Характеристики
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления
Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3
Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
 Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.

Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли.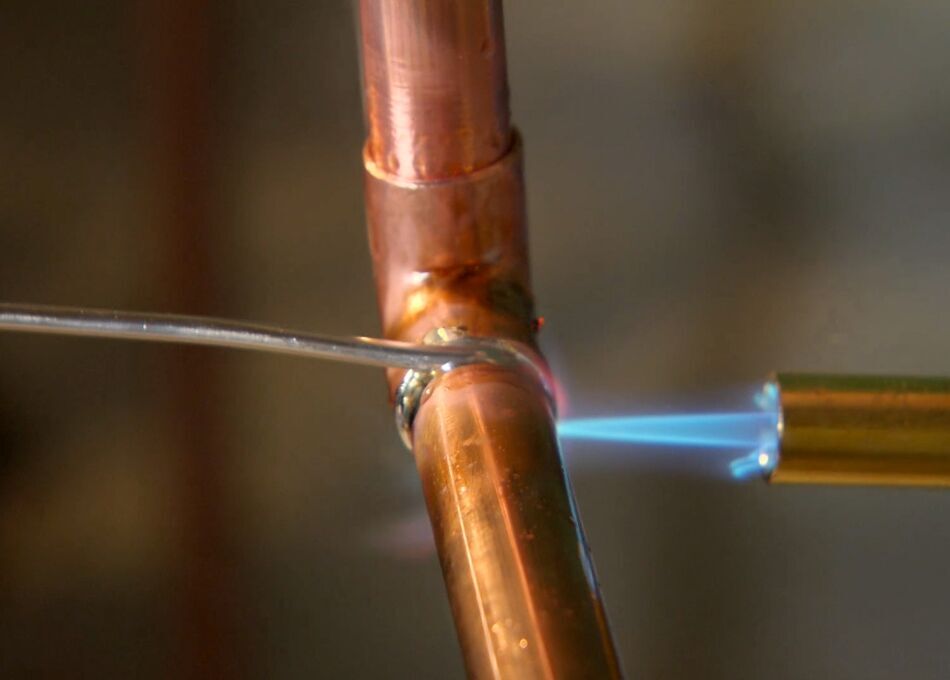 Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
Характеристики
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления
Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3
Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Пайка медных трубок — Пайка
#1 Seymur13
Отправлено 24 September 2018 11:02
Ребят помогите, я начинающий пайщик , мужик который работал у нас уволился и всю инфу приходится искать в интернете , меня обучили что и как но многое не понятно.
Одно из этого , я поял медную трубку в латуни , для пайки используем серебро. Так вот разогреваю , даю флюса , даю серебро , растекается прям шикарно. А бывает даю флюса, даю серебро, на латунь наплыаает растекается , а к меди не хочет , в то время как медь уже нагоелась. Подскажите что и как лечить
- Наверх
- Вставить ник
#2 psi
Отправлено 24 September 2018 11:30
Seymur13, какие материалы? марка флюса и припоя
- Наверх
- Вставить ник
#3 vmednik1
Отправлено 24 September 2018 11:51
Ребят помогите, я начинающий пайщик ,
Для начала металл разогревается до нужной температуры для пайки твердым припоем. Чтобы узнать готов ли металл для пайки наносится немного флюса на место соединения, если флюс начал «таять», то можно начинать подавать припой. Латунь хорошо паяется припоями марки ПМЦ. Пайку меди можно паять меднофосфорным припоем даже без флюса, но этот припой плохо идет по латуни. Ну, а с припой легированный серебром паяет практически все.
- Наверх
- Вставить ник
#4 Seymur13
Отправлено 24 September 2018 12:02
Вот именно я разогрео , дал флюса, все тает но даю припой , он начинает на латунь а к меди не хочет , медь уже до красная почти разогревается + еще когда припой растекается он начинает плевать как приаргоной сварке когда поры из-за чего это ?
- Наверх
- Вставить ник
#5 Учусь
Отправлено 24 September 2018 12:41
Seymur13, Я конечно не пайщик, но вы не думаете, что просто медь перегреваете?
- Наверх
- Вставить ник
#6 Seymur13
Отправлено 24 September 2018 13:22
До того как перегреть, я предварительно разогреваю, а по флюса смотрю можно ли добавлять припой, но когда я даю припой он не схватывает 2 стыка например , а на липает на одну сторону , после разогрева уже второй стороны , они схватываются. А порой вроде розогреваешь и обе части не хотят схватываться
- Наверх
- Вставить ник
#7 aleks 555
Отправлено 24 September 2018 17:31
после разогрева уже второй стороны , они схватываются.
грейте только медь, латунь сама нагреется. припой липнет туда где больше температура.
- Наверх
- Вставить ник
#8 Ganimed
Отправлено 24 September 2018 18:14
До того как перегреть, я предварительно разогреваю, а по флюса смотрю можно ли добавлять припой, но когда я даю припой он не схватывает 2 стыка например , а на липает на одну сторону , после разогрева уже второй стороны , они схватываются.
либо на хватает мощности факела либо наоборот он слишком интенсивен , поэтому флюс выгорает раньше чем нагревается металл . по жженому флюсу припой не будет течь
Сообщение отредактировал Ganimed: 24 September 2018 18:14
- Наверх
- Вставить ник
#9 vmednik1
Отправлено 24 September 2018 22:20
Вот именно я разогрео , дал флюса, все тает но даю припой , он начинает на латунь а к меди не хочет , медь уже до красная почти разогревается + еще когда припой растекается он начинает плевать как приаргоной сварке когда поры из-за чего это ?
Греть нужно деталь (место спая), нанося флюс, затем подавая припой на место спая. Прогрев нужно начинать с детали имеющей большую теплоемкость. Направлять пламя горелки на сам припой не нужно, он как раз и будет шкворчать, ибо имеет более низкую температуру расплава. Допустим, нужно соединить (спаять) две трубки: латунную и стальную. Греть начинаем с латунной трубки постепенно переходя к стальной. В перегреваемом припое могут образовываться раковины и трещины из-за выгорания цинка. Если работаете кислородной горелкой, то не нужно допускать избыток кислорода. Кислород сильный окислитель, да и при его избытке он уже будет просто остужать деталь.
- Наверх
- Вставить ник
#10 rulet
Отправлено 29 September 2018 17:36
Ребят помогите, я начинающий пайщик , мужик который работал у нас уволился и всю инфу приходится искать в интернете , меня обучили что и как но многое не понятно.
Одно из этого , я поял медную трубку в латуни , для пайки используем серебро. Так вот разогреваю , даю флюса , даю серебро , растекается прям шикарно. А бывает даю флюса, даю серебро, на латунь наплыаает растекается , а к меди не хочет , в то время как медь уже нагоелась. Подскажите что и как лечить
детали должны быть зачищены!
- Наверх
- Вставить ник
#11 gyrza
Отправлено 12 April 2019 23:24
Тепло обменник газовой горелки., Harris выручил
Прикрепленные изображения
- Наверх
- Вставить ник
#12 VVB
Отправлено 13 April 2019 07:45
Harris выручил
Который меднофосфорный?
Несколько лет назад тоже принесли теплообменник размороженный, с трещиной. Спросить тогда было не у кого, интуитивно- заварил меднофосфорным с 5% серебра. Да и не было другого ничего под рукой
- Наверх
- Вставить ник
#13 Фунтик
Отправлено 13 April 2019 11:00
5% серебра.
2-х % вполне хватит , только не забывать подготовка\зачистка стыка.
- Наверх
- Вставить ник
#14 gyrza
Отправлено 15 April 2019 00:09
VVB,именно им и паял, есть ещё кастолин с 5%,но пока его не использовал.
- Наверх
- Вставить ник
#15 VVB
Отправлено 15 April 2019 05:57
Я правильно понимаю, что обычным медно-фосфорным не стоит паять такие вещи?
- Наверх
- Вставить ник
#16 ugaida
Отправлено 15 April 2019 06:18
VVB,Держит отлично и простым меднофосфорным,перепаяно штук 50.
- Наверх
- Вставить ник
#17 SergDemin
Отправлено 15 April 2019 08:04
Я правильно понимаю, что обычным медно-фосфорным не стоит паять такие вещи?
Всю жизнь именно им и паяли. Это сейчас он в прутках, культурный. А раньше я в Горгазе, через знакомых брал куски. Они то ли сами фосфор в медь добавляли, то ли у них он в кусках был. Потом его плавили и в наклонно поставленный уголок лили. Где то до сих пор такие куски валяются.
- Наверх
- Вставить ник
#18 Фунтик
Отправлено 15 April 2019 21:17
медно-фосфорным не стоит паять
-железяку , образуется на границе\спайки хрупкая фаза , сама по себе разваливается .П.С. что то в памяти осталось название как самофлюсирущий припой для меди ( медные сплавы ПСР-60 с флюсом , ну или буржуйские аналоги ).
- Наверх
- Вставить ник
#19 SergDemin
Отправлено 15 April 2019 22:14
Фунтик, железяку обычной латунью. Напайки на резцы паял друзьям , я себе корончатые свёрла делал, из куска трубы. Латунью напайки от отрезных резцов впаивал. По кирпичу хорошо ходят.
образуется на границе\спайки хрупкая фаза , сама по себе разваливается
Фосфористая медь сама по себе штука хрупкая. Та, которой раньше пользовались. Видимо, фосфора на глаз добавляли.Современный припой гораздо лучше.
- Наверх
- Вставить ник
#20 Фунтик
Отправлено 16 April 2019 20:21
железяку обычной латунью. Напайки на резцы паял друзьям , я себе корончатые свёрла делал, из куска трубы.
… о , наши люди , все это проходили . П.С. как то на объекте видел сантехник к медяхе бронзовые фитинги меднофосфористым паял ,я бы не рискнул т.к. не изучал\не помню эту тему ., паяю наверняка серебром ( разбавленным ).
- Наверх
- Вставить ник
Как спаять медь и латунь
Содержание
- Преимущества и недостатки
- Применение
- Особенности спайки однородных заготовок
- Общий порядок действий
- О составе сплавов
- В чем особенности использования медных сплавов
- О флюсах
- О флюсе кустарного производства
- О припое
- О составах припоев
- Как это сделать
- Как выполнить спайку газовой горелкой
- Как паять латунь паяльником
- Работы с нержавеющей сталью
- Ход работы
- В заключение
- 1 Основы пайки и области применения
- 2 Пайка латуни – особенности материалов
- 3 Как паять латунь – инструкция для домашнего применения
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
- сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является медно-цинковым сплавом, в который во время производства добавляют олово, алюминий и другие металлы. Бронза – это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Пайка твёрдыми припоями. Часть 2. Оборудование и материалы.
Пайка твёрдыми припоями. Часть 1. О пайке.
Пайка твёрдыми припоями. Часть 3. Практика.
Оборудование для пайки
Инструментарий для пайки создан, чтобы решать главную задачу процесса – нагревание спаиваемых элементов до требуемой температуры плавления. Работа оборудования для пайки должна обеспечивать нагрев контактных площадок паяного шва, вне зависимости от физических принципов, положенных в основу работы этого оборудования, такой, чтобы обеспечивался диапазон температур в границах от 450 до 1200°C. Медно-цинковые припои или припои, содержащие серебро, обозначаются термином «среднеплавкие», и ими можно работать, если нагревательный элемент выдаёт температуру от 700 до 800°C. Категория же тугоплавких материалов припоя, к каковой относятся технически чистая медь и латунь, потребуют от оборудования нагрева свыше 1000°C.
Чаще всего для различных работ, связанных с высокотемпературной пайкой, применяют такой инструмент, как газовая горелка – вряд ли кто-то не в курсе, что это такое. К горелкам добавляются и другие более профессиональные виды оборудования: индукторы, печи и т.п.
Припои и их виды
Медь – вот краеугольный камень припоев, используемых для высокотемпературной пайки. Лидерство 29-му элементу таблицы Менделеева принадлежит потому, что он является составной частью, а зачастую и основой, большинства промышленных марок твёрдоприпойных сплавов.
Добавление же в основной состав различных металлов кардинально меняет физико-химические характеристики припоев, и, в свою очередь, даёт медьсодержащим сплавам технологические преимущества. Самое очевидное из них – это понижение температуры плавления, показатели которой у меди в чистом виде составляют 1083C. Комбинированные же припои, такие как Cu-Sn (медь|олово), Сu-Zn (медь|цинк), Сu-Ag (медь|серебро), Cu-Si (медь|кремний), плавятся и текут в гораздо более низком диапазоне температур.
Об упомянутой технически чистой (без примесей) меди стоит сказать отдельно. При использовании в качестве припоя, она обладает уникальными свойствами, например способностью образовывать плотные швы без пористостей в силу специфики кристаллизации чистого металла. Она хорошо растекается и легко заполняет капиллярные зазоры, образуя соединение, более прочное, чем то, которым обладает сама. Этот факт кажется неочевидным, но он подтверждается измерениями – прочность на разрыв места пайки чистой медью минимум на 10% выше такого же показателя у самой меди.
Рассмотрим далее некоторые конкретные виды припоев, предназначенных для высокотемпературной пайки.
Для спаивания деталей из бронзы, меди, стали используют медно-цинковые припои. Каждый из стандартизированных их видов имеет прозрачную аббревиатурную маркировку: ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и далее, где цифра обозначает содержание в сплаве меди в процентах. Платой за снижение температуры плавления до 900C становятся недостатки, проявляющиеся в слабом сопротивлении соединений при воздействии нагрузок изгиба, а также ударных и вибрационных. Улучшает положение дел с нагрузками введение в состав легирующих добавок (олова, кремния), доводящих свойства соединений до пригодности к пайке твёрдосплавных резцов. У этого инструмента припаянная к его телу твёрдосплавная режущая пластина испытывает все виды перечисленных нагрузок в весьма серьёзных значениях.
Далее назовём припои медно-фосфорные, маркируемые в промышленности, как, например, ПMФ-7, ПMФ-9, ПMФOЦp-6-4-0,03. Из букв в обозначении ясно, что перед нами припой — соединение Cu (меди) и P (фосфора). Цифра, продолжающая обозначение в маркировке сразу после букв, сообщает нам процентное содержание P, а в последней аббревиатуре мы видим «O» — олово в количестве 4%, и «Цp» — цирконий, 0,03%.
Фосфорсодержащие припои на основе меди уже классифицируются как среднеплавкие, они переходят в жидкое состояние в диапазоне температур 690-850C, хорошо растекаются, весьма коррозионностойки и нейтральны к агрессивным средам. К отличительным особенностям медно-фосфорных припоев относят их способность к самофлюсуемости. Т.е., при пайке с их помощью медных изделий, использование флюса становится необязательным.
Недостатки соединений, связанных припоями, имеющими в своём составе фтор, обуславливаются появлением на границе шва плёнки из фосфитов, солей фосфористой кислоты. Это критически повышает хрупкость места пайки, приводит к слабой переносимости изгибов, ударов и вибраций. Таким образом, из области применения этих припоев исключается соединение стальных и чугунных деталей, часто подверженных силовым нагрузкам. Сферой использования припоев с фосфором безраздельно остаются пайка меди, медьсодержащих сплавов (мельхиор, бронза, латунь) починка ювелирных украшений.
Медь, сталь и чугун рекомендуют паять припоями, изготовляемыми на основе сплавов меди и цинка, они широко распространены, и называются латунями. Обычно упоминают такие марки, как Л-62 и ЛOK-62-06-04, читаемые так: «Л» — латунь, «O» — олово, «K» — кремний. «62», «06», «04» — содержание соответствующих металлов в сплаве в процентах. Добавление олова обеспечивает припою дополнительную текучесть, снижая порог температуры плавления. Кремний выступает предохранителем от мгновенных окислительных процессов и затрудняет испарение.
Особого упоминания достойны серебряные припои, в реальности представляющие собой конечно же сплав, где кроме серебра присутствуют медь и цинк. Технологические свойства серебросодержащих припоев великолепны, они вне конкуренции по антикоррозионной стойкости, способности к смачиванию и растеканию, они прочны и универсальны, ими можно паять серебро, медь, сплавы меди, нержавеющую сталь. Одно «но» — припои эти чрезвычайно дороги и их применение требует экономического обоснования. Качество соединений, обусловленное превосходными физическими свойствами серебряных припоев, делает их лидерами при проведении ответственных и штучных работ, где оправдана дороговизна применяемого материала. Пример маркировки серебряного припоя – ПCp-45, т.е. припой серебряный, в котором 45% серебра.
Читайте продолжение в третьей части статьи.
Пайка меди с латунью
11.05.2007, 21:54 #1
Пайка меди с латунью
Я занимаюсь ремонтом кондиционеров уже более 30 лет, но у меня всегда были проблемы с правильной пайкой этих металлов.
В основном змеевики несущего испарителя с изношенными компрессионными фитингами, я хочу открутить гайки и просто припаять медный и латунный фитинг. У кого-нибудь есть хорошие идеи о типе припоя и флюса?Ответить с цитатой
15 мая 2007 г., 18:51 #2
пайка меди с латунью
Я хочу думать, что все вы, которые написали, как спаять эти два сплава, и это сработало просто великолепно, вы всегда можете научить техника чему-то новому, если он любит свою работу.
Даже спустя 32 года у меня все еще есть страсть к этому бизнесу, и я пробовал другие области, но это лучше всего помогает вам работать, так что еще раз спасибо за всю вашу замечательную информацию.Ответить с цитатой
15 мая 2007 г., 18:55 #3
Вы пробовали синий стержень….(505 я думаю….)????
Если бы все всегда делалось «по книге».
.. книга никогда не менялась бы.Ответить с цитатой
15 мая 2007 г., 18:56 #4
серебристый….чистый…чистый…чистый….
Ответить с цитатой
15 мая 2007 г.
, 19:00
#5У меня нет ответа на ваш вопрос по пайке. У меня те же проблемы, что и у тебя. Я использовал прут для пайки с ограниченным успехом при соединении стали с медью.
Ответить с цитатой
15 мая 2007 г., 19:04 #6
Первоначально написал vet
Я хочу думать, что все вы, которые написали, как паять эти два сплава, и это сработало просто великолепно, вы всегда можете научить техника чему-то новому, если он любит свою работу.
???Это сработало, и никто не дал вам никаких ответов?? это был вопрос с подвохом? Даже спустя 32 года у меня все еще есть страсть к этому бизнесу, и я пробовал другие области, но это лучше всего помогает вам работать, так что еще раз спасибо за всю вашу замечательную информацию.Ответить с цитатой
15 мая 2007 г., 19:14 #7
пайка
Я разместил это на днях, извините, но я думаю, что вернулся в неправильную форму.
45% серебра с белым пастообразным флюсом, но мне пришлось использовать баллоны для пайки, баллона с пропаном просто не хватило. Я никогда не делал этого раньше, кроме как с прутком для пайки, что было катастрофой, так что еще раз спасибо. Боже, этот серебряный припой стоил 45,00 только для 10 футов. Так что другой техник, который хочет припаять латунь к меди, отлично работает.Ответить с цитатой
15 мая 2007 г., 19:15 #8
Первоначально Послано vet
Я разместил это на днях, извините, но я вернулся в неправильную форму, я думаю.
используйте нитро, и пайка не является проблемой .. (настолько) 45% серебра с белым пастообразным флюсом, но мне пришлось использовать баллоны для пайки, баллона с пропаном просто не хватило. Я никогда не делал этого раньше, кроме как с прутком для пайки, что было катастрофой, так что еще раз спасибо. Боже, этот серебряный припой стоил 45,00 только для 10 футов. Так что другой техник, который хочет припаять латунь к меди, отлично работает.Ответить с цитатой
15 мая 2007 г., 20:02 #9
только что прочитал, что серебряный припой с пастой — единственный способ, а также должны быть чистые соединения
Ответить с цитатой
15 мая 2007 г.
, 20:38
#1095/5 с флюсом.
Ответить с цитатой
15 мая 2007 г., 21:52 #11
пайка 45/5 и белым пастообразным флюсом
Я не пробовал 95/5, это дешевле, так как серебро с флюсом работало так хорошо, и да, вы правы, чисто, чисто, чисто! Это было действительно проще, чем пайка, я не мог поверить в результаты, так что всем большое спасибо.
Ответить с цитатой
15 мая 2007 г., 22:34 #12
прочность сустава
Ответить с цитатой
16 мая 2007 г., 01:42 №13
Припой Silphos предназначен ТОЛЬКО для соединений медь-медь.
Для соединения латуни с медью или стали с медью вам понадобится припой с высоким содержанием серебра и флюсом. Я не пробовал ни один из них, но на рынке есть другие продукты, которые, как считается, подходят для работы.
Член сертификата RSES
RSES-SWRA Бывший президентПланета в порядке, люди в порядке! -Джордж Карлин
Ответить с цитатой
16 мая 2007 г., 03:22 №14
пара вариантов
в течение многих лет я всегда использовал 45% серебряный припой, белый пастообразный флюс и поток азота.
соединения должны быть очень чистыми. проблем не было всегда все нормально. Недавно я познакомился с пайкой стержней синим флюсом, который уже ионировал стержень. они отлично работают и работают практически со всем, что вы хотите спаять вместе. я предпочитаю использовать их вместо предыдущего метода. оба способа выполняют свою работу, синие стержни просто упрощают ее. у них тоже есть оранжевые стержни, но я предпочитаю синие. оранжевый, кажется, течет немного быстро для меня. удилища фирмы harris.Ответить с цитатой
16 мая 2007 г., 07:29 №15
бэдбиллр
те стержни, о которых вы говорите, действительно дорогие? и я не помню, чтобы видел их здесь, в нашем складе Johnstone в О-Фаллон, штат Миссури.
Я проверю их, и еще раз спасибо за информацию.Ответить с цитатой
17 мая 2007 г., 18:31 №16
пайка
Извините, но я попытался еще раз припаять медь к латунному компрессионному фитингу, когда он все еще был подключен к катушке, я очистил его, насколько мог, и использовал много пасты, не повезло, мне только жаль, что я не мог припаять это все же.
Я знаю, что делаю что-то не так, но серебро просто продолжало скатываться, вам, ребята, хорошего дня.Ответить с цитатой
17 мая 2007 г., 21:29 # 17
НИКОГДА не используйте палочки с фосфором на стали. Это делает хрупкое соединение, которое сломается. Насколько я знаю, все стержни с флюсовым покрытием не содержат фосфора, но стержни из чистой меди/фосфора/серебра предназначены только для соединения меди с медью без флюса.
Вы можете использовать медь/фосфор/серебро на латуни и бронзе, если вы также используете правильный флюс.Последний раз отредактировал Кевин О’Нил; 17 мая 2007 г., 21:34. Причина: Ясность
Помните, кондиционер начинается с ВОЗДУХА.
Ответить с цитатой
17 мая 2007 г., 21:44 # 18
СИЛВАЛИТ Используется для пайки меди и медных сплавов, латуни и бронзы.
SILVALOY 0
Используется для пайки меди и медных сплавов, латуни и бронзы.
SILVALOY 2Для пайки меди и медных сплавов, латуни и бронзы.
SILVALOY 2M Для пайки меди и медных сплавов, латуни и бронзы.SILVALOY 5
Для пайки меди и медных сплавов, латуни и бронзы.
СИЛЬВАЛОЙ 6Для пайки меди и медных сплавов, латуни и бронзы.
SILVALOY 6FДля пайки меди и медных сплавов, латуни и бронзы.
SILVALOY 15Используется для пайки меди и медных сплавов, латуни и бронзы.
Ни в коем случае не эксперт, но я не думаю, что становится достаточно жарко.
Последний раз редактировалось BigJon3475; 17 мая 2007 г., 22:01.
Ответить с цитатой
17 мая 2007 г.
, 21:52
# 19Первоначально Послано BigJon3475
Ни в коем случае не эксперт, но я не думаю, что становится достаточно жарко.
Согласен. 45% с белой пастой должна быть правильной температурой.
И если тебе будет слишком жарко, ты облажался. Это никогда не прилипнет.Ответить с цитатой
17 мая 2007 г., 23:18 #20
хорошо, теперь, когда мы затронули эту тему, может кто-нибудь сказать мне, как лучше всего паять алюминий с медью или ремонтировать алюминий?
Дело не в том, что ты знаешь, а в том, что ты можешь доказать.
Ответить с цитатой
Соединение медных и латунных заклепок припоем
(c) Vin Callcut 2002-2021.
Небольшие выдержки можно использовать со ссылкой на веб-сайт Oldcopper.org.
Очень приветствуются полезные комментарии.
≡
- Дом
- Специальные темы
- Отделка металлообработки
- Медные сплавы
- Производство отливок
- Формовка
- Электротипы
- Соединение меди
- Патина
- Сякудо
- Отделка поверхности
- Трубный стан
- Формы труб
Содержание
Производство полой посуды
Соединения для полой посуды
Соединения типа «ласточкин хвост», зубчатые или зажимные соединения
Замковые швы
Пайка
Клепка
Сварка
Прядение
Глубокая вытяжка
Методы различаются между ремесленником-медником и серийным производством и менялись с годами. Оба метода могут соответствовать цели, и оба метода всегда должны были производиться по цене, соответствующей рынку. Используемые методы производства могут включать резку, поднятие, склеивание, глубокую вытяжку, прядение, пайку, сварку и клепку. Для кухонной посуды внутренности обычно консервируют после изготовления. Некоторая недавняя продукция, конечно, предназначена только для украшения интерьера, а не для серьезного использования. Полые изделия должны изготавливаться в виде трехмерных сосудов из плоского листа, поскольку ни литье, ни горячая ковка обычно не являются экономически выгодными вариантами. Методы значительно развились на протяжении веков, и они, как правило, очевидны в готовом продукте. Первоначально необходимо сформировать боковые стенки и соединить их с основанием. Носик, ручки и крышки устанавливаются по мере необходимости. Традиционные методы включают вырезание медного листа для формирования боковой стенки, придание ей цилиндрической формы и соединение.
Паяное стыковое соединение недостаточно прочное, поэтому необходимо использовать нахлест, чтобы обеспечить большую площадь контакта для соединения. Простой нахлест по-прежнему недостаточно прочен, чтобы выдерживать удары в процессе эксплуатации, поэтому техника медника заключается в том, чтобы сделать то, что кажется «тесным», «ласточкин хвост» или «зубчатое» соединение. Это включает в себя формирование растушевки путем забивания краев листа примерно до половины их первоначальной толщины, а затем вырезания прорезей под прямым углом к краю. Их поочередно отгибают и сопрягают с соединяемым краем. Затем закрылки забивают молотком, чтобы обеспечить хорошую посадку с трением, которую можно герметизировать с помощью пайки твердым припоем или серебряным припоем.
Обратите внимание, что описание «ласточкин хвост» дает соединение другого типа, чем соединение с деревом. «Ласточкины хвосты» не соединяются шпонками прямо через стык, как для дерева, а перекрываются и сжимаются, как описано. Медники предпочитают описывать соединение как «тесное».
Окончательная отделка заключается в шлифовке поверхности стыка до получения такой же толщины, как основной металлический лист. Обычно любые ручки или носики располагаются так, чтобы скрыть большую часть стыка боковой стенки.
По мере совершенствования методов металлообработки в конце 19 века стало возможным изготавливать инструменты для вырезания правильной зубчатой кромки на медных листах. Это сделало совместное изготовление гораздо более быстрым и дешевым процессом. Зубцы обычно расположены ближе друг к другу, чем соединения, вырезанные вручную.
Чтобы подогнать основание к боковым стенкам с гладкими стыками хорошего качества, необходимо либо согнуть круглое основание, чтобы оно подошло к боковой стенке, либо согнуть боковую стенку, чтобы позволить основанию войти внутрь. Второй метод позволяет избежать паяного соединения. видимости под судном. Эти методы коммерчески использовались в Европе и Америке примерно до 19 века. 00. Этот метод все еще можно использовать и до сих пор можно увидеть на некоторых современных импортных продуктах, часто не такого хорошего качества.
Усовершенствованные машины позволили изготавливать все более и более глубокие сосуды из одного куска плоского листа методом глубокой вытяжки или прядения.
Еще один способ соединения – замковый шов. Это можно сделать вручную или на машине и включает в себя складывание узкой металлической полосы от каждой из соединяемых частей, их блокировку и пайку соединения, чтобы сделать его прочным и водонепроницаемым.
Банка для воды, изготовленная компанией Perry & Sons в начале 1900-х годов, с хорошим качеством замковых швов. Ручка имеет накладки с обеих сторон для прочности, а ребра добавляют декоративности и жесткости.
С помощью наполнителя из высокоцинковой латуни легко выполнять паяные соединения медных изделий. Традиционно это был наполнитель, используемый для отделки тесных соединений до того, как стал доступен твердый припой. Требуется навык, чтобы сделать соединение аккуратно.
Твердый припой представляет собой медно-серебряный сплав, который плавится при более низкой температуре, чем припой. Он используется экономно на соединениях, выполненных с мелкими зазорами, и оставляет очень аккуратные соединения.
Традиционно ручки крепились к корпусу сосуда приклепыванием с помощью медных заклепок для получения хорошего прочного соединения. До того, как заклепки стали коммерчески доступными, медники изготавливали их из обрезков меди, сложенных и прикованных к круглой форме, чтобы они подходили к отверстиям. Аккуратное забивание гарантировало получение очень аккуратного соединения. Коммерческие заклепки по-прежнему требуют тщательной обработки молотком, чтобы получить хорошую круглую головку без трещин.
Там, где при производстве глубокой современной медной посуды все еще могут потребоваться соединения, пайка внахлест и пайка в качестве метода соединения была заменена механизированной дуговой сваркой (MIG — металл-инертный газ) стыковыми соединениями. Даже после зачистки сварных швов могут быть заметны ложные следы соединений, но они не влияют на пригодность изделий к назначению.
Дуговая сварка теперь также может использоваться для изготовления стыковых соединений более тонкого металла для полых изделий, таких как кувшины. Первоначально опытно-конструкторские работы представляли собой автоматизированный процесс для ускорения производства емкостных водонагревателей. Этот метод, успешно применявшийся для легких сосудов под давлением, теперь также используется для изготовления пустотелых изделий. Сварочная обработка необходима для придания стыку двух хороших гладких сторон.
это ремесло, которое появилось, когда стало возможным заставить токарный станок вращаться в одном направлении, а не использовать тетиву для вращения его в разных направлениях. Плоский металлический диск прижимается к фасонному шаблону, удерживаемому в патроне. Пока он вращается, к нему прижимают деревянный инструмент и прикладывают давление, чтобы постепенно придать диску необходимую форму. Чаши легко изготавливаются, а сосуды с параллельными сторонами возможны в определенных пределах. Следы вращения оставляются инструментом по окружности.
Этот метод в настоящее время используется для производства многих сосудов с прямыми стенками и не требует формирования и соединения отдельного основания. Этот процесс также начинается с кружков, которые вырезаются из листа. Они удерживаются между двумя прижимными кольцами, в то время как фигурный пуансон проталкивает металл через центр матрицы в одном из них. По мере вытягивания стенки сосуда формируются путем протягивания между пуансоном и матрицей. Некоторые изделия могут быть изготовлены за одну операцию. Для более высоких предметов может потребоваться вторая или третья протяжка и, возможно, последующая формовка, чтобы придать заданную форму. Продольные следы волочения вполне могут быть очевидны, хотя при хорошей смазке и неизношенных штампах они должны быть минимальными и легко полироваться. Часто следы еще можно увидеть. Первоначальные следы качения все еще можно увидеть на недеформированном основании сосуда.
После
Лучший паярь для медной медной до латуни — ювелирные изделия
lynn_white1
#1
Какой тип припоя, кроме серебра, лучше всего подходит для пайки
латуни и меди, чтобы они хорошо сочетались по цвету?
Есть ли другие соображения, о которых мне нужно знать? Плавление
температуры? Я также читал что-то о том, как травление превращает латунь
в медь и что необходимо использовать комбинацию перекиси водорода и травления
. Я использую рассол с лимонной кислотой. Как это вписывается во все это?
Я думал об использовании латунного листа с рисунком Metalliferous. В одном архивном посте
упоминалось, что их латунь плавилась во время пайки
потом. Кто-нибудь еще имел такой опыт с латунью Metalliferous
?
Спасибо за помощь.
Линн Уайт
jbin1
#2
Какой припой лучше всего подходит для пайки помимо серебра? вместе латунь и медь, что было бы хорошим цветовым сочетанием?
Нет хороших альтернатив. Есть некоторые желтоватые припои на основе серебра
, которые продаются как латунные припои, но все же
не самый лучший цвет. Медно-фосфорные припои слишком горячие
и не будут течь так, как хотелось бы для ювелирных работ, они
больше подходят для сантехники. Лучше всего использовать очень чистые, плотные соединения
с минимальным использованием припоя.
Есть ли другие соображения, о которых мне нужно знать? плавление температуры?
Важно помнить, что серебряный припой в основном состоит из серебра
, смешанного с латунью (медью и цинком), поэтому очень легко перегреть
и создать настоящий беспорядок. Поэтому я предпочитаю использовать серебро с более низкой температурой плавления 9.0465, которые также имеют более желтоватый оттенок.
Я также читал что-то о том, как травление делает латунь медной и что необходимо использовать комбинацию перекиси водорода и маринада. я использую рассол лимонной кислоты. Как это вписывается во все это?
Лимонная кислота отлично активирует перекись водорода, это
, что я использую, когда мне нужно сделать это.
Я думал об использовании латунного листа с металлическим рисунком.
Это относится к любой латуни, а не только к узорчатому листу из
Metalliferous. Чем выше содержание цинка, тем больше проблем
. Ваша лучшая защита — работать, чисто и быстро.
Джим
Джеймс Биннион
Джеймс Биннион Metal Arts
Гэри3
#3
Какой припой лучше всего подходит для пайки помимо серебра? вместе латунь и медь, что было бы хорошим цветовым сочетанием?
Я использовал Johnson Matthey «Mattibraze 34» для пайки латуни; он дает
очень хорошее цветовое соответствие, намного лучше, чем обычный серебряный припой. MP
имеет температуру 610-670°C (1130-1238°F) и содержит Cd.
С уважением, Гэри Вудинг
Джесси1
#4
вот неплохая таблица цветов:
http://tinyurl.com/yk6ahq
Для латуни цвет BAg-2 подходит очень хорошо. Фосфорные меди стремятся к
серый они самофлюсующиеся и твердые.
Для меди лучше всего подойдет позолота металл 95 медь 5 цинк.
— это сплав, который использовался в США до 1982 года.
Джесси
Джуди Бьоркман
#5
Есть ли другие соображения, о которых мне нужно знать? плавление температуры? Я также читал что-то о том, как травление превращает латунь медный, и что комбинация перекиси водорода и рассола должна использоваться.
Линн, вернитесь в Архив Орхидеи и найдите несколько дискуссий о припоях
для латуни и меди.
Насколько мне известно, припоя действительно медного цвета не существует (ср.
более ранние обсуждения копеек до 1980 года). Лучшим припоем
латунного цвета, который я считаю, являются куски кованого и нарезанного прутка для припоя (наиболее доступный здесь
диаметром 1/16 дюйма — это Lincoln Low
Fuming Bronze [sic] голая сварочная проволока; длиной около 3 футов
Работает только с красной латунью; латунь с более высоким содержанием цинка
плавится раньше, чем припой.
Травление не омедняет латунь; нагревание окисляет латунь, а
делает ее черной, а также красной. Pickle удалит черный, но не красный
. Комбинация h3O2 и маринада уберет красный цвет.
Веселись!
Джуди Бьоркман, Овего, Нью-Йорк
Andrew_Charvoz1
#6
Johnson Matthey "Mattibraze 34" для пайки латуни
Гэри, ты не знаешь, где в Интернете можно купить «mattibraze 34»?
спасибо,
Энди
Гэри3
#7
Привет, Энди,
Вы знаете, где в Интернете можно купить "mattibraze 34"?
Во-первых, я в Великобритании, так что это может быть вам бесполезно. я получил
пара клюшек от небольшой компании на Bayton Road Ind Estate
в Северном Ковентри. Я нашел его случайно, когда случайно проезжал мимо
по пути куда-то еще, и я боюсь, что забыл
его имя. Я связался с головным офисом Johnson Matthey, который дал мне адрес
, но я ничего не смог найти в Интернете. Извиняюсь.
All Welding Supplies (Walsall) Ltd. Блок 7 Safe Harbour Industrial Имущество Бирмингем Б6 7АЭ западное Средиземье Тел.: 0121 3564505
С уважением,
Гэри Вудинг
Джесси1
#8
http://tinyurl.com/yk6ahq
Для латуни хорошо подходит цвет БАг-2.
Mattibraze 34 БЫЛ кадмийсодержащим серебряным припоем, продаваемым
Johnson Matthey.
Mattibraze 34 содержал 34 серебра, 25 меди, 20 цинка, 21 кадмия
Они также когда-то делали Mattibraze 35, который содержал 35 серебра, 26
медь, 21 цинк, 18 кадмий.
Я знаком с этим— Я не вижу существенной разницы-
здесь нет никакой магии!
Сняты с производства все материалы, содержащие кадмий!
Припои, содержащие кадмий, кажется, все еще доступны здесь, в
США, но я перестал покупать их в 70-х!
Джесси
Гамкаган
#9
Привет, Джуди, похоже, у тебя есть хороший опыт пайки латуни. Я изготовитель металлических перил, а не ювелир, и ищу информацию о том, как спаять латунные перила вместе. Перила необычны тем, что я должен припаять сплошной стержень к полой трубе (толстая стена), и мне нужно сделать много сотен соединений. Я рассматриваю индукционную катушку, которая может быстро нагреть бронзу до вишнево-красного цвета примерно за 30 секунд. Моя мысль состояла в том, чтобы поднять температуру, а затем влить стержень. Финал заключается в том, чтобы цвет стержня соответствовал цвету латуни.
Ваши мысли?
владимирфратер
#10
Привет, Гам,
. Я несколько удивлен, что у вас не было последних ответов на ваши вопросы здесь, на этом форуме.
, поэтому я подумал, что могу поделиться некоторыми мыслями, которые могут вам помочь.
Размышляя о перилах, с которыми вы столкнулись, я полагаю, вас попросили расценить, включает ли это не только изготовление, но и ремонт?
Если да, то вам действительно нужно принять участие в проекте, так как многие архитекторы-дизайнеры не очень практичны. Перила внутри или снаружи здания?
кто отвечает за дизайн? то есть безопасность? . Я предполагаю, что вы очень опытны в работе со сталью и стальными перилами, и это шаг за пределы вашей обычной работы.
У меня был запрос на что-то подобное несколько лет назад, и он провалился, потому что технические характеристики просто не складывались, и я ушел от того, что могло бы стать настоящей банкой с червями.
Можете ли вы указать размеры в имперских единицах, сечение рельса и размер трубы, т.е. внутренний и внешний размер, толщину стенки и температуру плавления латуни? самое главное!, так как это действительно определит, как вы будете припаивать трубку к нижней стороне рельса. 9Индукционный нагрев 0465 звучит как простой способ нагрева, НО один будет иметь массу намного больше, чем другой. также вам нужно будет выполнить пайку, перевернув ее в виде перевернутой буквы «Т». это не будет конструктивно звучать иначе.
также индукционная катушка должна как-то подходить к «Т», чтобы, когда соединение будет выполнено, вы могли снять его с работы!
Также потребуется флюс, без него припой не потечет. также запрос дизайнеров? для того же цвета? Да, это возможно, но он находится под рейкой, поэтому его не будет видно.
стержни того же цвета плавятся слишком близко к температуре плавления латуни!. Вам нужно как минимум 200 D Cent. разница.
Точки припоя должны подходить с точностью до нескольких тысяч, так как припой течет под действием капиллярных сил.
И последнее соображение на данный момент: я бы попросил у поставщиков латунных рельсов и труб несколько футов в качестве образцов. затем отнесите их поставщику комплекта для индукционного нагрева и попросите показать вам, как это сделать! Если они не могут обеспечить последовательный результат, уходите
от этой цитаты.
Ответьте с размерами металла и я посмотрю, смогу ли я придумать другой способ сделать это.
Тед, бронзовщик и чеканщик.
Дорсет Великобритания
Джон4
#11
Хун=ммм!!! Я занимаюсь скульптурой из бронзы, а в прошлом делал перила на заказ из бронзы/латуни, стали и алюминия. Я бы подумал, что вы захотите сварить эти фитинги, а не припаять или припаять их. Я не вижу или, по крайней мере, не понимаю, почему можно паять такие узлы вместо сварки TIG (вы можете сварить их газом или даже сварить MIG, но TIG даст самые красивые и прочные соединения, по крайней мере, на мой взгляд……. Если я может чем-то помочь, я был бы рад обсудить любые мысли, идеи или проблемы с вами или другими…
Джон Дак
Джуди Бьоркман
#12
Гэм, первым делом узнай температуру плавления латуни для твоих перил. Если он сделан из сплава, который содержит немного свинца и/или больше цинка, он, вероятно, расплавится до того, как потечет припой. Идея индукционной катушки звучит хорошо (я не знаком с такими вещами), потому что металл должен быть очень горячим, прежде чем стержень припоя потечет. И, конечно же, все, что угодно, любого размера будет излучать тепло как сумасшедшее. Я надеюсь, что ваши латунные перила маленькие. Если все вышеперечисленное сработает, вы также можете попробовать нанести высокотемпературный (черный) флюс на соединения, чтобы подавить окисление металла, пока он нагревается до температуры, при которой плавится припой. Что касается цвета, тип припоя, о котором я упоминал в своем предыдущем (13 июля) сообщении, очень хорошо подходит для большинства (золотистых) латуни. Я использую его для швов тяжелых латунных перстней, и после протравливания, полировки и полировки шов действительно не виден.
С точки зрения сохранения тепла, когда вы нагреваете соединение, имеет ли каждое из них такую форму, чтобы вы могли окружить его мягким огнеупорным кирпичом (куски), чтобы образовалась небольшая временная «печь»? Не кладите металл на большой прочный огнеупорный кирпич — это теплоотводы.
Если у вас есть другие вопросы/комментарии, не стесняйтесь, пишите!
Желаю удачной пайки!
Джуди Бьоркман
Гамкаган
№13
Не могли бы вы рассказать мне подробнее о пикеле и остром соусе? Какие продукты я использую
и как их использовать?
Джуди Бьоркман
№14
Гам, как упоминалось в одном из моих старых ответов, высокая температура пайки заставляет латунь становиться черной, а также красной (цвета оксидов меди, образующихся при нагревании; сама медь также производится, как и цинк в сплав начинает дымить). Травление удалит черный цвет. Рассол, который я использую, представляет собой бисульфат натрия, который дешевле всего можно найти в магазинах товаров для бассейнов и называется «PhMinus». Растворите немного в воде в удобном контейнере и оставьте спаянную деталь на некоторое время в этом растворе. Промойте в воде, сотрите остатки черного цвета.
Что касается красного оксида, я использую разбавленную азотную кислоту (50:50) для яркого окунания, которое быстро и хорошо подходит для латунных украшений, но, очевидно, может быть опасным. (Я использую эту систему в течение 40 лет без происшествий, но я не позволяю никому находиться в этой части моей рабочей зоны без сопровождения.) Гораздо более безопасный и несколько более медленный метод яркого погружения — это использование раствора PhMinus и водорода. перекись (есть в аптеках). Растворите PhMinus в воде и добавьте перекись. Я не могу дать вам измерения на этом, потому что я не использовал эту систему в течение многих лет. Кто-то другой может лучше определить это для вас. Тест таков: сходит ли красный цвет с латуни после нескольких минут замачивания? (Кстати, щадящий нагрев улучшает скорость как травления, так и яркого погружения.) Если это так, попробуйте отполировать изделие стальной ватой 4/0, чтобы оно выглядело красиво и ярко. Чтобы предотвратить медленное естественное окисление латуни с течением времени, может помочь вощение, если это внутренние перила. Я позволю другим дать вам совет по этому поводу!
Возможно, лучшим решением будет сварка TIG, как предложил John4. Но я не знаком с этим процессом. Вопросы и предложения, поднятые Тедом из Великобритании, также очень хороши.
Всего наилучшего, Джуди Бьоркман
гамкаган
№15
Джуди:
Как обычно, ваш ответ полон полезной информации. попробую
все ваши рекомендации.
Что касается сварки TIG, на самом деле, это то, чем моя мастерская занимается весь день,
каждый день. Однако он не подходит для данного конкретного проекта, поскольку для
требуется огромное количество времени для шлифовки и полировки сварных швов.
Принимая во внимание, что на протяжении многих лет я видел работы по пайке и пайке, которые
не требовали вторичной обработки.
Я попробую ваши предложения и дам вам знать, как идут дела. Это не будет
еще несколько недель, потому что я все еще работаю над прессованием бронзы
профилей.
Есть ли шанс, что вы захотите съездить в солнечный Нью-Джерси и провести семинар для
моих ведущих производителей?
Посетите мой веб-сайт www.arcmet.com, чтобы узнать, что мы делаем.
Спасибо за вашу помощь.
Посетите наш веб-сайт www.arcmet.com, чтобы ознакомиться с превосходными проектами из металла и стекла
, которые мы разработали/построили за последний 21 год.
Гам Каган
Президент и основатель
Architectural Metal Fabricators Inc.
66 Grant Ave.
Carteret, N.J. 07008
Мобильный телефон: 347-875-6426
Мобильный телефон: 718-877-8909
Офис 732-352-0763 X202
Позвоните мне в любой # Если нет ответа, пожалуйста, оставьте5 голосовую почту часто проверяйте голосовую почту
jasonmalarkey
№16
Я постоянно паю латунь, а также регулярно свариваю методом TIG. Правильно выполненное соединение TIG
требует меньше усилий для очистки, чем паяное соединение в этом
плюс вы получите лучшее соответствие цвета. Хороший сварочный аппарат TIG
должен быть в состоянии сделать соединение, которое почти не требует шлифовки.
Единственная оговорка заключается в том, что не все латунные сплавы пригодны для сварки. Если содержание цинка или свинца
слишком высокое, это просто приведет к беспорядку.
Джейсон
Владимирфратер
# 17
Привет, Гэм,
Просто из интереса, я немного подумал о твоей проблеме, я занимаюсь инженерным консультированием, так что устранение неполадок — это то, в чем я хорош!.
- Я установил нижнюю часть перил в опорный зажим на мельнице,
- Я бы использовал корончатое сверло, чтобы вырезать канавку глубиной, скажем, 1/4 дюйма, где вертикальная труба должна соответствовать размеру трубы.
- Затем вы используете паяльную пасту, она идет уже с флюсом, (используйте его здесь постоянно) на дно паза поместите стойки трубы в паз и нагрейте.
- То, как вы это делаете, как вы упомянули, может быть индукционным, но вам нужно сообщить об этом поставщику комплекта для индукционного нагрева, чтобы он посоветовался. или я предпочитаю 2 бутона розы, работающие на кислороде, а пропиленовый газ в США дешев. поместите это в муфель из керамического кирпича, который сохранит тепло
- один рабочий проталкивает перила в приспособление, другой проверяет стык.
Таким образом, вы не увидите излишков припоя и получите гораздо более прочное соединение, чем обычная пайка. - Травление является проблемой,
Способ, которым мы делаем это здесь, заключается в том, что мы используем для всех цветных блюд разбавленный h3s04, который находится в большом контейнере, подходящем для работы. Ключ в том, что вы помещаете работу ГОРЯЧЕЙ, как после пайки, прямо в кислоту. выходит ярко.
Что касается яркого погружения, я использую британскую формулу, опасная штука и не годится для вашей работы на перилах. - рад приехать, чтобы настроить все это для вас.
все, о чем мы будем спорить, это стоимость.
Тед.
Джуди Бьоркман
# 18
Гам, я рад, если моя информация окажется для вас полезной, и я с нетерпением жду новостей о том, как продвигается проект, когда вы начнете. Если у вас есть дополнительные вопросы, присылайте их.
Я думаю, что успех проекта может зависеть от размера деталей, которые вы хотите спаять (небольшие и сопоставимые размеры = лучшая ситуация)
Посмотрел ваш сайт, ваша работа очень впечатляет! Что касается проведения «семинара», я не думаю, что знаю так много, кроме небольшого мастер-класса по изготовлению латунного кольца с безелем (для закрепления камня) с использованием чеканных кусков прутка для пайки в качестве припоя. Еще один способ, которым я люблю использовать прутки для пайки, — это просто наливать их на медь или нейзильбер в виде случайных абстрактных рисунков. Но ваша работа гораздо более требовательна.
Ах, металлы — это так весело!
Всего наилучшего,
Джуди Бьоркман, 9 лет0465 Овего, Нью-Йорк
Общий | рекомендации по серебряному припою для латуни и меди | Практик-механик
Экондрон
Горячекатаный
- #1
У меня есть пара работ, в которых мне нужно припаять серебром латунь и медь (не вместе). Кажется, существует множество вариаций различных типов припоя, флюса и т. д. Может ли кто-нибудь дать мне несколько рекомендаций о том, что они используют, что им нравится? Это только для мебели/декоративных целей. Ничего структурного. Но я хотел бы заказать немного больше, чтобы иметь под рукой, если что-то подобное снова появится в будущем. Все толщины латуни составляют около 1/8 дюйма, медь ближе к 16 или 18ga.
ФредК
Титан
- #2
Я выполнял одну производственную пайку, поэтому я ни в коем случае не являюсь экспертом, но эта комбинация припоя и флюса была передана мне и хорошо работала, когда мы выполняли эту работу. Этот серебряный припой является «высокотемпературным», поскольку готовая деталь работала при температуре около 500°F и была необходима для сохранения прочности при этой температуре. Мы перевернули детали после пайки, используя моющее средство и смесь воды с небольшим количеством уксуса, чтобы очистить латунь и флюс перед покрытием. Если вам не нужна высокая температура и сила этой рекомендации, сообщите об этом, и у других членов появятся лучшие идеи.
Harris Safety Silv 56
56% серебряный припой 1/32″
Флюс Harris Say Silv черный флюс высокотемпературный 700 — 1800 градусов
TДегенхарт
Алмаз
- #3
В моей книге есть два пути. SilFos — это один из сплавов, в котором не используется отдельный флюс, в нем используется фосфор для флюсования сплавов на основе меди. Это обычно используется в системах кондиционирования воздуха, где загрязнение может быть проблемой. Также хороши серебряные сплавы EasyFlo, в которых используется пастообразный флюс. Этот веб-сайт предоставит вам дополнительную информацию для принятия решения.
Руководство по выбору сплава | Продукты для пайки и пайки | Сил-Фос
Том
Газз
Нержавеющая сталь
- #4
Я думаю, что практически любой серебряный припой подойдет для вашей работы. Много лет назад я купил около 10 фунтов на дворовой распродаже за пару долларов. Он почти латунного цвета и использовался в производстве дамских пудрениц. Он представляет собой плоские полоски длиной около 6 дюймов, шириной 0,065 дюйма и толщиной 0,008 дюйма. Он согнут по кругу, помещен на детали и спаян в печи. Я использую его практически для всего, что нужно припаять серебром. если совпадение цвета не является проблемой, и это было хорошо для почти всего, для чего я его использовал.Низкая температура также, может быть, немного ниже, чем у ювелирного простого серебряного припоя.
Макгайвер
Алмаз
- #5
на самом деле любой серебряный припой подойдет для латуни и меди. Silfos не требует флюса для меди, но для медных сплавов он нужен. Easyflo является распространенным и хорошо работает. Я действительно содержит кадмий, поэтому никогда не должен использоваться для чего-либо, связанного с едой, и на самом деле вы не хотите дышать парами весь день. Иногда мне это нужно, я рискую, но это плохо для тебя.
при всем при этом, если это не конструкционно или при высокой температуре, то зачем серебряный припой? Преимущества SS — высокая прочность на растяжение и способность выдерживать более высокие температуры. Его недостаток в том, что вы будете доводить материал до температуры отжига. Если работа связана с тонкими листами, температура пайки может их деформировать. Если прочность или теплота не требуют СС, используйте более мягкие (сантехнические материалы). Это проще, не отжигает работу и очень часто достаточно хорошо.
Последнее редактирование:
ПРИПОЯ American Copper & Brass
Javascript отключен в вашем браузере.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Посмотреть как:
Код: A33-3-1
Поставщик: CANFIELD TECH LLC| Поставщик № SW5001125CP
Описание:
50 % олова / 50 % свинца — это припой общего назначения, используемый для пайки меди и медных сплавов и/или сплавов на основе железа. Этот сплав обеспечивает удовлетворительные свойства коррозионной стойкости и обычно используется там, где критически важны температурные требования.21,48 долларов США
Количество на складе: 42
Код: A33-3-1/2
Описание:
50 % олова / 50 % свинца — универсальный припой, используемый для пайки меди и медных сплавов и/или сплавов на основе железа. Этот сплав обеспечивает удовлетворительные свойства коррозионной стойкости и обычно используется там, где критически важны температурные требования.16,18 долларов США
Количество в наличии: 46
Код: A33-4
Поставщик: CANFIELD TECH LLC| Поставщик № SW9501125CP
Описание:
1 фунт бессвинцового проволочного припоя Canfield Technologies 95/5.Canfield 95/5 — это бессвинцовый припой, безопасный для систем питьевого водоснабжения, а также для других применений (отопление и кондиционирование воздуха) с требованиями по бессвинцовой пайке или без таковых. Сплав 95/5 из первичного олова и сурьмы соответствует как федеральным спецификациям, так и спецификациям ASTM. Он соответствует или превосходит все другие применимые государственные и санитарные стандарты в отношении прочности, чистоты и применения в системах питьевой воды. Соответствует ASTM B32.
43,46 доллара США
Количество в наличии: 53
Код: A33-973
Поставщик: CANFIELD TECH LLC| Поставщик № SWFS01125P
1 фунт экологически безопасного припоя Flosafe.
Бессвинцовый проволочный припой.Применение:
Герметизация, соединение, покрытие и заполнение всех металлов, поддающихся пайке. Используется в сантехнике, отоплении и промышленности. Припой для пайки латуни, бронзы, меди, оцинкованного железа, монеля, стали, нержавеющей стали и всех других паяемых сплавов, требующих максимальной надежности паяных соединений.42,28 доллара США
Количество в наличии: 202
Код: A33-LF
Поставщик: CANFIELD TECH LLC| Поставщик № SWWS01125CP
1 фунт 100% водобезопасного бессвинцового припоя Canfield Technologies.
Применение:
Герметизация, соединение, покрытие и заполнение всех металлов, поддающихся пайке. Используется в сантехнике, отоплении и промышленности. Припой для работы с медью, латунью, бронзой, оцинкованным железом, сталью, нержавеющей сталью и большинством других паяемых сплавов, требующих максимальной надежности паяных соединений.Припой для пайки меди, латуни, бронзы, оцинкованного железа, стали, нержавеющей стали и большинства других сплавов, поддающихся пайке, где требуется максимальная надежность паяных соединений.
52,41 доллара США
Количество в наличии: 488
Код: A33-LF-1/2
8 унций 100% водобезопасного бессвинцового припоя Canfield Technologies.
Применение:
Герметизация, соединение, покрытие и заполнение всех металлов, поддающихся пайке. Используется в сантехнике, отоплении и промышленности. Припой для работы с медью, латунью, бронзой, оцинкованным железом, сталью, нержавеющей сталью и большинством других паяемых сплавов, требующих максимальной надежности паяных соединений.Припой для пайки меди, латуни, бронзы, оцинкованного железа, стали, нержавеющей стали и большинства других сплавов, поддающихся пайке, где требуется максимальная надежность паяных соединений.
32,99 долларов США
Количество в наличии: 86
Код: A33-SB
Поставщик: CANFIELD TECH LLC| Поставщик № SWSF01125PSB
Описание:
1 фунт бессвинцового серебряносодержащего сплава Canfield Technologies.Применений:
Герметизация, соединение, покрытие и заполнение всех металлов, поддающихся пайке. Используется в сантехнике, отоплении и промышленности. Припой для работы с медью, латунью, бронзой, оцинкованным железом, сталью, нержавеющей сталью и большинством других паяемых сплавов, требующих максимальной надежности паяных соединений.46,77 долларов США
Количество на складе: 501
COMPANY
- About Us
- Contact Us
- Join our Mailing List
- Locations
- Careers
ACCOUNT
- Order History
- Transaction History
- Change Password
- Credit Application
POLICIES
- Политика доставки
- Условия продажи
- Условия использования
- FAQ’s
- Возврат
Корпоративная штаб-квартира
100 S. Michigan, Coldwater, MI 49036
P: 100) 624-8296596 4466 4466 4465 4466666 4466 4466 465555596 гг. (800) 439-7752
s American Bras. Все права защищены.
Пайка Медные Сантехнические Трубы | Капп Сплав
Бессвинцовые припои для труб и труб из меди, латуни и нержавеющей стали
Серебряные припои KappZapp™ с наивысшей прочностью и устойчивостью к термическому циклу при пайке медных труб и труб из меди, латуни и нержавеющей стали. Будь то сплошная проволока, канифоль или кислотная сердцевина, прочность, вибростойкость и устойчивость к тепловым циклам повышаются с увеличением содержания серебра (Ag). Цена также увеличивается с содержанием серебра. Таким образом, задача состоит в том, чтобы выбрать припой, отвечающий вашим потребностям, не покупая больше серебра, чем вам нужно. Там, где прочность и вибростойкость не являются основными критериями для вашего проекта, припой KappFree™ олово-медь-серебро является более экономичным серебряным припоем для большинства сантехнических применений.
KappZapp3.5™ — наиболее удобный состав, так как он плавится при низкой температуре эвтектики 430°F / 221°C. KappZapp4™ используется во многих случаях ручной пайки благодаря более широкому диапазону температур от 430 до 475°F / 221-246°C. Это позволяет оператору заполнять большие стыки и манипулировать деталями во время охлаждения, а также предотвращает стекание припоя с вертикальных поверхностей стыка.
Состав | KappZapp3.5™ 96.5Sn — 3.5Ag | KappZapp4™ 96Sn — 4Ag | KappZapp7™ 93Sn — 7Ag | KappFree™ 95,5Sn/4Cu/0,5Ag |
Солидус(°F) /(°C) | 430°F / 221°C | 430°F / 221°C | 430°F / 221°C | 440°F / 226°C |
Ликвидус(°F) /(°C) | 430°F / 221°C | 475°F / 246°C | 570°F / 299°С | 500°F / 260°C |
Прочность на растяжение (медь) | 14 000 фунтов на кв. | 14 000 фунтов на кв. дюйм | 15 500 фунтов на кв. дюйм | 10 000 фунтов на кв. дюйм |
Прочность на растяжение (нержавеющая сталь) | 25 000 фунтов на кв. дюйм | 28 000 фунтов на кв. дюйм | 31 000 фунтов на кв. дюйм | 18 000 фунтов на кв. дюйм |
Прочность на сдвиг | 11 600 фунтов на кв. дюйм | 12 000 фунтов на кв. дюйм | 14 000 фунтов на кв. дюйм | 5000 фунтов на кв. дюйм |
Удлинение | 48% | 49% | 49% | 48% |
Электропроводность (% IACS) | 16,4 | 16,5 | 20,1 | 24,9 |
Соответствующий паяльный флюс Kapp | Флюс Kapp Comet™ | Флюс Kapp Comet™ | Флюс CopperBond™ | Флюс Kapp Comet™ |
NSF International подтверждает, что все припои KappZapp™ соответствуют стандарту NSF/ANSI 372: Компоненты системы питьевой воды – содержание свинца. Продукт также сертифицирован в соответствии с NSF/ANSI 61, приложение G и соответствует требованиям к содержанию свинца для «бессвинцовой» сантехники, как это определено законами штатов Калифорния, Вермонт, Мэриленд и Луизиана, а также Законом США о безопасной питьевой воде, действующим с 4 января. , 2014. Средневзвешенное содержание свинца < 0,25%; Содержание свинца в припое и флюсе < 0,20 %.
Этот сплав соответствует европейским директивам RoHS и REACH. В производстве не используются свинец, кадмий или ртуть.
Высокопрочный серебряный припой KappFree™ для большинства применений в сантехнике
Припой KappFree™ был специально разработан для обеспечения характеристик текучести и склеивания припоев с более высоким содержанием серебра без необходимости покупать больше серебра, чем вам нужно. Он ведет себя аналогично KappZapp™ и соответствует строгим требованиям стандарта NSF Standard 372, поскольку не содержит свинца и кадмия для систем питьевой воды. KappFree™ соответствует требованиям к прочности и термическому циклу для большинства бытовых сантехнических нужд. См. таблицу выше со свойствами припоя KappFree™. Припой KappFree™ используется с флюсом Kapp Comet™.
Бессвинцовые припои KappAnt™ и KappCu™ для сантехники
KappAnt™ Оловянно-сурьмяный припой соответствует стандарту NSF Standard 372 . Соединения имеют среднюю прочность, когда нет необходимости в более высокой прочности и более высокой стоимости оловянно-серебряных припоев KappFree™ или KappZapp™. Припой KappAnt™ используется с флюсом Kapp Comet™.
Спецификация: ASTM B32, класс 95TA.
Технические характеристики | |
Состав | 95% олово / 5% сурьма |
|
|
Диапазон плавления: | 452-464°F (234-240°C) |
Прочность на растяжение: | 5900 фунтов на кв. |
Прочность на сдвиг: | 6000 фунтов на кв. дюйм |
Удлинение: | 2% |
Электропроводность: | 11,9 (%IACS) |
KappCu™ Tin-Copper NSF-compliant припой заменяет припои KappLead™ (оловянно-свинцовые) в сантехнике и пайке нержавеющей стали. Это недорогая альтернатива более дорогим серебряным припоям и предлагает более широкий рабочий диапазон, чем припои KappAnt™, позволяя наплавлять и корректировать соединения во время охлаждения.
Применение KappCu™
- Применение в сантехнике при соединении меди, латуни или нержавеющей стали
- Ситуации, когда можно достичь более высоких температур без вреда для соседних частей
- Широко используется для крупногабаритных изделий из нержавеющей стали в пищевой промышленности, а также для производства питьевой воды
- В паре с флюсом Kapp CopperBond™
Свойства KappCu™
Состав | 97 % олова / 3 % меди |
Диапазон плавления: | 441-635°F (227-335°C) |
Прочность на растяжение: | 3900 фунтов на кв. |