Машины для автоматической, полуавтоматической и ручной контактной сварки сетки от RODEN
Завод RODEN специализируется на производстве оборудования для строительной индустрии. Особое место в ассортименте нашей продукции занимают сварочные линии и машины контактной точечной сварки. Оборудование выпускается в двух вариантах исполнения – как с механическим, так и с пневматическим приводом.
Над проектированием машин контактной сварки различного типа трудятся специалисты собственного конструкторского бюро предприятия. Используя свой многолетний опыт и глубокие познания в современных технологиях, они создают эффективные, надёжные решения. Наши ручные сварочные линии или машины контактной точечной сварки по эксплуатационным характеристикам ничуть не уступают продукции европейских производителей, но при этом имеют более доступную стоимость. Оборудование RODEN стоит в 1,5 раза дешевле в сравнении с аналогами.
Благодаря передовым решениям автоматическая контактная сварка на нашем оборудовании представляет собой легко контролируемый, управляемый процесс.
Изготавливаемые на Заводе RODEN машины для контактной точечной сварки полностью отвечают требованиям заказчиков в плане долговечности и простоты в обслуживании. Мы применяем комплектующие от известных мировых производителей. Благодаря этому аппараты для автоматической, полуавтоматической или ручной контактной сварки RODEN демонстрируют высокие показатели износостойкости и производительности. Некоторые линии можно модернизировать, установив дополнительный модуль для увеличения производительности.
Для многих заказчиков ещё одним преимуществом машин контактной точечной сварки RODEN станут компактные габариты. Такое оборудование не занимает много места, а значит, при его размещении можно сэкономить на аренде свободного помещения. Сравнительно небольшая машина контактной сварки удобна в транспортировке. Такую линию можно при желании перемещать в пределах производственного цеха.
Каждая машина контактной точечной сварки изготавливается из металла с увеличенной толщиной. Это предупреждает деформацию материала при больших механических нагрузках, которые выдерживает оборудование.
По желанию заказчика автоматическая, полуавтоматическая или ручная сварочная линия может быть разработана по индивидуально составленному техническому заданию. Специалисты RODEN готовы реализовать любые технические решения, оптимизировав технику под нужды конкретного производства.
Ручная сварочная линия сварки сеток
Бюджетный аналог машинам многоточечной сварки сеток. Ручная сварочная линия идеально подходит небольшим металлобазам, заводам ЖБИ, частным предпринимателям. Недорогое, надёжное оборудование не нуждается в обслуживании высококвалифицированными сотрудниками. Среди машин производства Завода RODEN настоящим хитом продаж уже успела стать линия RLM-2.
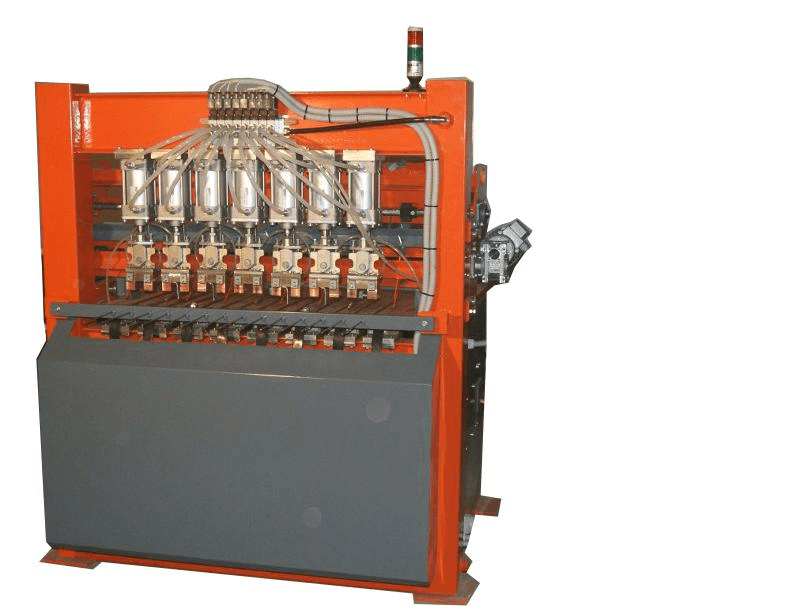
Полуавтоматическая многоточечная машина контактной сварки сеток
Её главное отличие заключается в том, что прутки проходят предварительную подготовку. Стоит понимать, что полуавтоматическая контактная сварка – это процесс, требующий применения эффективного оборудования, способного обеспечить качество конечного продукта. Именно такие линии выпускает Завод RODEN.
Стоит понимать, что полуавтоматическая контактная сварка – это процесс, требующий применения эффективного оборудования, способного обеспечить качество конечного продукта. Именно такие линии выпускает Завод RODEN.
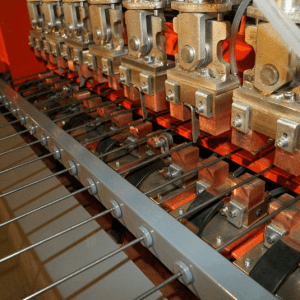
Предварительно правленые и нарезанные металлические прутки в автоматическом режиме подаются из бункерных лотков машины в зону контактной точечной сварки. Если есть такая необходимость, можно использовать проволоку разного диаметра. Современное электронное оснащение позволяет настраивать линию для изготовления сварных сеток точно под нужды заказчика.
В настоящее время в каталоге оборудования RODEN представлено несколько моделей с бухта-бункером. Они ориентированы на большие объёмы производства сварной сетки.
Автоматические многоточечные машины контактной сварки сеток с подачей проволоки из бухт
Обеспечивают высокую скорость производственных процессов. Это становится возможным благодаря автоматической подаче проволоки и рубке непосредственно перед сваркой. Размеры ячеек сетки задаются через программное обеспечение. Проволока для автоматических машин контактной сварки поставляется в бухтах.
Размеры ячеек сетки задаются через программное обеспечение. Проволока для автоматических машин контактной сварки поставляется в бухтах.
На базе данных станков мы разработали готовые решения по организации производства сварной кладочной сетки. Чтобы ознакомиться с нашим предложением, перейдите в соответствующий раздел на сайте.
Контактная сварка: виды и их характеристика, особенности, аппарат контактной точечной сварки
Контактная сварка – процесс создания монолитного сварного шва путем расплавления кромок свариваемых деталей электрическим током и последующей деформацией сжимающим усилием. Особое распространение технология получила в тяжелой промышленности и служит для беспрерывного производства однотипной продукции.
Данная технология является распространенной при серийном соединении тонколистового металла
Сегодня как минимум один аппарат контактной сварки имеется на каждом заводе, а все благодаря преимуществам технологии:
- производительность – сварная точка создается не дольше 1 секунды;
- высокая стабильность работы – однажды настроив устройство оно может работать долгое время без стороннего вмешательства, сохраняя качество работ;
- низкие затраты на обслуживание – это касается расходных материалов, рабочим элементом служат контактные электроды;
- возможность работы с машиной специалистов низкой квалификации.


Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
Сущность процесса
Для начала стоит разобраться, как работает данная система?Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла.
Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер.
Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.
Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально. По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.
Порядок и сами технологии обуславливаются конкретным процессом и видом заготовок.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
Рекомендуем! Как правильно варить полуавтоматом с углекислотой
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.

Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.
Оборудование может быть как стационарным, так и переносным
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.
Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами.
Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий.
Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.
Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).
Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2.
Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ.
Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Дефекты сварки и контроль качества
Как и при любой другой технологии, сварочные соединения должны подвергаться жесткому контролю, для выявления всевозможных дефектов.
Здесь применяются практически все методы неразрушающего контроля и прежде всего – внешний осмотр.
Однако, из-за прижатия деталей, выявить подобным способом дефекты бывает очень сложно, поэтому часть изготовленной продукции отбирается и проводится разрез деталей вдоль шва для выявления погрешностей.
В случае обнаружения дефекта партия потенциально дефектной продукции отправляется на переработку, а аппарат калибруют.
Рекомендуем! Как варить чугун электросваркой. Сварка инвертором
Разновидности контактной сварки
Технология создания сварного пятна обуславливает разделение процесса на несколько видов:
Точечная контактная сварка
В данном случае сваривание происходит в одной или одновременно в нескольких точках. Прочность шва состоит из множества параметров.
Точечный способ является самым распространенным методом
В этом случае на качество работ влияет:
- форма и размер электрода;
- сила тока;
- сила давления;
- длительность работ и степень очистки поверхности.
Современные аппараты точечной сварки способны работать с эффективностью 600 сварных соединений в минуту. Подобная технология используется для соединения частей точной электроники, для соединения кузовных элементов автомобилей, самолетов, сельскохозяйственной техники и имеет еще множество других областей использования.
Рельефная сварка
Принцип работы одинаковый с точечной сваркой, но основное отличие заключается в том, что сам сварной шов и электрод имеют схожую, рельефную форму.
Рельефность обеспечивается естественной формой деталей или созданием специальных штамповок. Как и точечная сварка, технология применяется практически повсеместно и служит дополняющей, способной сваривать рельефные детали.
С ее помощью можно прикреплять кронштейны или опорные детали к плоским заготовкам.
Шовная сварка
Процесс многоточечной сварки, при которой несколько сварных соединений располагаются близко или с перекрытием, формируя единое монолитное соединение.
Если между точками имеется перекрытие, то получается герметичный шов, при близком расположении точек шов не герметичен.
Так как шов, с использованием расстояния между точками не отличается от созданного точечным швом, подобные аппараты используются редко.
В промышленности более популярным является перекрывающийся, герметичный шов, с помощью которого создают баки, бочки, баллоны и другие емкости.
Стыковая сварка
Здесь детали соединяют, прижимая друг к другу, а затем оплавляют всю плоскость контакта. Технология имеет свои разновидности и разделяется на несколько видов на основании типа металла, его толщины и нужного качества соединения.
Сварочный ток протекает через стык заготовок, расплавляет их и надежно соединяет
Самый простой способ – сварка сопротивлением, подходит для легкоплавких заготовок с малой площадью пятна контакта. Сварка с оплавлением и плавлением с подогревом подходит для более прочных металлов и огромного сечения. Таким способом сваривают части кораблей, якоря и тд.
Рекомендуем! Сварка нержавеющей стали и черного металла электродом
Выше, описаны наиболее популярные и используемые, но есть и такие виды точечной сварки:
- шовно-стыковая осуществляется вращающимся электродом с несколькими контактами для замыкания цепи, протягивая заготовку через такой аппарат можно получить негерметичный сплошной шов, состоящий из множества сварных точек;
- рельефно-точечная деталь сваривается согласно текущего рельефа, однако шов состоит не из сплошного пятна контакта, а из многих точек;
- по методу Игнатьева в котором сварочный ток протекает вдоль свариваемых частей, поэтому давление не влияет на нагрев изделия и его сваривание.

Обозначение контактной сварки на чертеже
Согласно существующего стандарта условных обозначений точечная сварка имеет следующее обозначение на чертежах:
- Сплошной шов. Видимый сплошной шов на общем плане чертежа отмечают основной линией, остальные конструктивные элементы основной тонкой линией. Скрытый сварной сплошной шов обозначен штриховой линией.
- Сварные точки. Видимые сварные соединения на общем чертеже отмечают символом “+”, а скрытые не отмечают вовсе.
От видимого, скрытого сплошного шва или видимой сварной точки идет специальная линия с выноской, на которой отмечаются вспомогательные условные обозначения, стандарты, буквенно-цифровые знаки и т.д.
В обозначении присутствует буква “К – контактная и маленькая буква “т”-точечная, указывающие на метод выполнения сварки и ее разновидность. Швы, не имеющие обозначения, отмечают линиями без полок.
ГОСТ 15878-79 Регламентирует размеры и конструкции сварных соединений контактной сварки
Вся основная информация подается на линии выноске или под ней, в зависимости от обращенной стороны (лицевая или оборотная). Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
Источник: https://svarkagid.ru/tehnologii/vidy-kontaktnoj-svarki.html
Как работают аппараты контактной точечной сварки
Одним из методов сплавления является точечная контактная сварка. Ее суть заключается в плотном соединении в определенной точке двух деталей и пропускании через место контакта электрического тока.
Аппараты точечной контактной сварки востребованы во многих отраслях промышленности. Для применения в быту их научились делать своими руками, используя трансформаторы или систему конденсаторов.
Фазы процесса
Можно выделить три фазы в процессе точечной сварки. В первой фазе происходит сжатие заготовок, которое приводит к пластической деформации в точке контакта. Для этого аппарат контактной сварки оборудован специальными клещами или другими схожими приспособлениями.
Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
В третьей фазе сварочный ток выключается, металл остывает и кристаллизуется. Для снятия напряжений при охлаждении прижимное усилие сохраняется еще некоторое время.
Требования к сварным соединениям определяет государственный стандарт – ГОСТ 15878-79. О том. Какие можно использовать электроды в аппарате контактной точечной сварки, описано в ГОСТ 14111-90. Делают их из меди или легированной хромом, кадмием, цирконием бронзы.
Виды оборудования
При точечной контактной сварке аппарат может выдавать ток разного рода и частоты. По этим отличительным признакам сварочное оборудование разделяют на четыре класса:
- контактная точечная сварка на переменном токе;
- низкочастотная контактная сварка;
- устройства конденсаторного типа;
- сваривание постоянным током.

Существует многоточечные станки контактной сварки для сварки сеток на производстве. В таких аппаратах одновременно происходит сваривание в нескольких точках. Любое оборудование имеет свои плюсы, но самыми популярными стали одноточечные устройства переменного тока.
Работа на переменном токе
Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку.
В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение. В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера.
Оборудование на конденсаторах
- Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
- Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта.
- Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
- Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети.
Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками.
- Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении.
- При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу:
- W = C*U2/2,
где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность.
Где применяют метод
Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.
Плюсы и минусы технологии
Широкое распространение технология получила из-за простоты и удобства использования сварочного оборудования, высокой производительности. Аппарат может обеспечить несколько сотен свариваний в минуту при малых затратах электроэнергии, при этом не выделяет никаких вредных веществ в атмосферу.
Технология легко поддается автоматизации. Для сварки не нужно сварочной проволоки, присадок и флюсов. Соединение получается прочным и без остаточных деформаций.
Единственный недостаток заключается в негерметичном соединении изделий. Аппарат работает прерывисто, производя соединение в отдельных точках, поэтому о герметичности речь не идет.
Возможные дефекты
При точечной сварке прочность соединения такова, что разрушения возникают в основном металле, так как сварные точки имеют большую толщину. Продолжительность сваривания и прижимное усилие имеют решающее значение. Если неправильно их рассчитать, то аппарат будет варить с дефектами.
Имеется три основных вида дефектов:
- отклонения литой зоны от оптимума, ее смещение от точки контакта;
- неполный провар в точке контакта:
- изменение физико-химических свойств металла в точке сварки.
Самым опасным является отсутствие литой области. Происходит тепловое склеивание, при котором соединение выдерживает незначительные нагрузки. При переменных нагрузках и температурных перепадах происходит разрыв соединения.
При переменных нагрузках и температурных перепадах происходит разрыв соединения.
Прочность нарушается при сильном давлении электродов аппарата контактной сварки, что вызывает вмятины. Также ослабляется прочность при выплесках металла.
Причины дефектов
Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы.
При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально.
Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей.
Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом.
Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой.
Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения.
Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
Источник: https://svaring.com/welding/apparaty/apparat-kontaktnoj-tochechnoj-svarki
Общая информация о точечной сварке
Контактная точечная сварка — один из самых популярных методов сварки. Он позволяет быстро и качественно соединить тонкие металлы. В этой статье мы расскажем, что такое точечная сварка, какова технология контактной точечной сварки и какие дефекты могут получиться, если выполнить сварку неправильно.
Общая информация
Точечная контактная сварка — это одна из разновидностей контактной сварки.
Помимо точечной есть еще стыковая, шовная и прочие типы контактной сварки, но именно точечная получила наибольшее распространение, так что о ней и поговорим в этой статье.
Точечная контактная сварка применяется во многих сферах: от строительства до авиастроения. Так, например, при конструировании современных лайнеров на корпусе располагаются миллионы точек, образующих прочный шов.
Принцип работы прост: с помощью электрического разряда металл нагревается в определенной точке до температуры своего плавления. Одновременно с этим две детали прижимаются друг к другу с определенной силой. Под действием температуры и механической нагрузки детали соединяются между собой. Образуется очень эстетичный и надежный шов.
Одновременно с этим две детали прижимаются друг к другу с определенной силой. Под действием температуры и механической нагрузки детали соединяются между собой. Образуется очень эстетичный и надежный шов.
Многоточечная сварка отличается от других видов контактной сварки некоторыми особенностями.
Прежде всего, точечный метод позволяет существенно сократить время сварки (одна «точка» шва формируется за долю секунды), при этом в работе используют большие значения сварочного тока (более 1000 ампер), также устанавливают маленькое напряжение (не более 10 ватт), зона плавления небольшая (от нескольких мм до 1-2 сантиметров), используется значительная механическая нагрузка, которая может доходить до нескольких сотен килограмм.
В большинстве случаев точечная сварка применяется, когда нужно внахлест соединить тонкий листовой металл или стержневые материалы. Точечная сварка способна соединить металл толщиной от 1 миллиметра до 3 сантиметров, но такие показатели избыточны и на практике вам не придется сваривать детали толще 5-7 миллиметров. По этой причине точечная сварка отлично подходит для кузовных работ.
По этой причине точечная сварка отлично подходит для кузовных работ.
Достоинства и недостатки
Большая популярность точечной сварки своими руками обуславливается множеством достоинств. Для работы вам не нужны электроды, проволока, флюсы и так далее. А это экономит не только время, но и финансы.
Также деформация металла незначительная и то лишь в местах «точек», аппаратом для точечной сварки очень удобно работать, с этой задачей справится даже новичок. Сам шов получается очень аккуратным, рабочий процесс дешевле аналогов, его можно легко автоматизировать.
Именно многоточечная сварка способна выполнять огромный объем работы, формируя до нескольких сотен сварных «точек» в минуту.
Недостатки незначительные и их немного. Швы, выполненные методом точечной сварки, не обладают такой хорошей герметичность, как соединения, выполненные с помощью электродов, например. Также в зоне формирования «точки» может быть избыточное напряжение, за этим нужно следить.
Технология сварки
Технология контактной точечной сварки состоит из трех этапов, которые мы подробно опишем. Сначала детали подготавливают (об этом мы поговорим далее более подробно). Затем детали располагаются под жалом сварочного аппарата и подвергаются сжатию, в итоге поверхность металла деформируется, образуется небольшое углубление — точка.
Затем подается электрический ток, металл нагревается, плавится и в «точке» образуется так называемое жидкое ядро. Постепенно ток проникает через все ядро, и оно увеличивается в размерах. «Точка» становится частью сварного шва.
А благодаря предварительной деформации деталей металл не разбрызгивается при плавлении и шов получается аккуратным, его не нужно зачищать.
Затем подача тока приостанавливается, металл охлаждается и кристаллизируется. Жидкое ядро становится литым. Но есть нюанс: при охлаждении ядро может несколько уменьшиться в размере и образуется остаточное напряжение.
Оно нежелательно, с ним можно бороться разными методами. Мы рекомендуем перед завершением процесса сварки прижать детали посильнее друг к другу, чтобы как следует их прокалить и сделать шов более однородным.
Мы рекомендуем перед завершением процесса сварки прижать детали посильнее друг к другу, чтобы как следует их прокалить и сделать шов более однородным.
В остальном точечная сварка своими руками очень проста и не требует от сварщика высокой квалификации.
Подготовка металла
Точечная сварка своими руками, как и любой другой метод сварки, требует предварительной подготовки металла. Для этого нужно зачистить места будущего шва от загрязнений, коррозии и окисной пленки (если имеется).
Если этого не сделать, то мощность будет утеряна при сварке и увеличится степень износа сварочного аппарата. Чтобы зачистить металл используйте метод пескоструйной очистки, болгарку с металлической щеткой или наждачкой.
Также можно деталь небольшого размера травить в специальном растворе.
Отдельно обратите внимание на подготовку алюминия и его сплавов. На поверхности этого металла есть толстая оксидная пленка, которая препятствует полного прогреву и провару детали. Так что тщательно удалите ее перед началом работ. Это особенно важно, если предстоит сварка особо важных конструкций.
Это особенно важно, если предстоит сварка особо важных конструкций.
Оборудование для сварки
Для точечной сварки своими рукамивам понадобится оборудование. Можно использовать аппарат, работающий на постоянном или переменном токе, аппарат конденсаторного типа или оборудование, работающее на низкой частоте.
Все эти типы отличаются силовым электрическим контуром и формой сварочного тока. Также у каждого типа есть свои плюсы и минусы, не слушайте тех, кто говорит вам о превосходстве того или иного оборудования.
Мы в своей практике используем аппарат, работающий на переменном токе, это самый распространенный вариант. Вы можете выбрать и другой тип оборудования.
Обратите внимание на современную сварку TIG LORCH, она очень технологична.
Возможные дефекты сварки
При должном опыте и наличии знаний в голове точечная контактная сварка не должна получиться плохой. Тем более, она не так сложна и ее основам можно довольно быстро обучиться. Но если были допущены ошибки или работу поручили неопытному мастеру, то возможны различные дефекты. При этом они образуются не в месте точек, а по основному металлу.
При этом они образуются не в месте точек, а по основному металлу.
Дефекты могут быть различных типов. Зачастую литое ядро получается слишком большим или маленьким, или же оно смещается в сторону от центра стыка. Также расстояния между точками бывают слишком большими и шов получается не сплошным. Иногда во время работы новички могут неправильно настроить аппарат, что приводит к избыточной деформации металла.
Но самый опасный дефект — это не проваренное литое ядро или вовсе его отсутствие. Такая деталь, конечно, сможет выдержать небольшие нагрузки, но вскоре просто сломается в месте стыка. При этом дефект может обнаружиться при самых необычных условиях, например, при перепадах температур (деталь вынесли из теплого цеха зимой на улицу).
Если была допущена ошибка, но деталь не сломалась, то не думайте, что вам повезло. Скорее всего, в месте непровара или любого другого типа дефектов уже начала образовываться коррозия. Так что разрушение детали — это лишь дело времени.
Чтобы выполнить сварку правильно, придерживайтесь наших рекомендаций: точка должна располагаться посередине стыка, литое ядро не должно быть слишком большим или слишком маленьким, не должно быть пористым и не должно содержать шлаковых включений, нет трещин, нет слишком большого напряжения в зоне сварки. Не спешите, больше практикуйтесь. Только с опытом вы сможете понять все особенности точечной сварки.
Вместо заключения
Контактная сварка
Машины для контактной точечной и шовной сварки
Машина для контактной шовной сварки – стационарная машина c шарошечным приводом на каждый ролик предназначена для контактной шовной сварки поперечным швом деталей из низкоуглеродистых сталей с гальваническим покрытием и без покрытия, легированных сталей.
[ГОСТ 22990-78]
Рубрика термина: Арматурное оборудование
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, Без рубрики, Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. — Калининград.
Под редакцией Ложкина В.П..
2015-2016.
— Калининград.
Под редакцией Ложкина В.П..
2015-2016.
Клещи для точечной сварки сопротивлением
Клещи для точечной сварки сопротивлением — Miller Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Служба поддержки
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
- Меры безопасности
- Калькуляторы сварных швов
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видео библиотека
- Информационные бюллетени
- Форумы
- Подкаст — Сварка труб
- Связаться с нами
- Служба поддержки
- Пункты обслуживания
- Руководства и запчасти
- Гарантия
- Производители двигателей
- Настройка системы
- Программного обеспечения
- Связаться с нами
- Часто задаваемые вопросы
- Регистрация продукта
- Заказать литературу
- Около
- Наша компания
- Карьера
- Стипендии
- Связаться с нами
- Клуб владельцев
- Выпуски новостей
- Сертификаты
- Связаться с нами
Роботы для точечной сварки | Робот для точечной сварки
Короткое время цикла, эффективное использование пространства и простота эксплуатации — обязательные требования для операций точечной сварки. Yaskawa разработала уникальные решения, которые максимально увеличивают преимущества автоматизации процесса.
Этот тип мультимедиа не поддерживается вашим браузером.
Роботы для точечной сварки
Являясь мировым лидером в области роботизированной сварки, Yaskawa Motoman предлагает роботов для точечной сварки с широким диапазоном полезной нагрузки, вылета, встроенными ремнями безопасности и точечными горелками с сервоуправлением. Мы сотрудничаем с автопроизводителями для создания инновационных роботов для повышения производительности кузовных цехов. Наши платформы SpotWorld ® помогли производителям повысить производительность и сократить время выхода на рынок.
Повышенная плотность рабочего пространства
Жилая площадь — бесценный товар. Чтобы сэкономить площадь и уменьшить общую занимаемую площадь, мы представили серию роботов, предназначенных для более высокой плотности размещения роботов. SP100B — это уникальный низкопрофильный 7-осевой робот, который можно размещать рядом с кузовом автомобиля или под ним. SP80 и SP165 — это роботы с тонким профилем, которые можно размещать ближе к заготовке, что позволяет производить продукт с меньшим количеством станций повторной точки.
SP80 и SP165 — это роботы с тонким профилем, которые можно размещать ближе к заготовке, что позволяет производить продукт с меньшим количеством станций повторной точки.
Замена продукта
Быстрая и предсказуемая смена продукта имеет решающее значение для поддержания производительности.Локаторы с ЧПУ, как и роботы серии UH, позволяют быстро менять производственные линии. Запрограммированные с позициями X, Y, Z, роботы UH могут перемещать установочные штифты корпуса в новые места, пока другой тип корпуса переносится на станцию.
Приспособление
Мы предлагаем обширную линейку стандартных роботизированных позиционеров для удержания работы. Наши низкопрофильные 2-осевые позиционеры MotoPos и 3-моторные цапфы MRM2 являются нашими самыми популярными для рабочих ячеек SpotWorld. Наша запатентованная система MotoMount ™ упрощает установку, улучшает работу, снижает нагрузку на подшипник и продлевает срок службы позиционера.Дополнительные приспособления для крепления к лицевой панели упрощают интеграцию / замену. Все наши позиционеры можно настроить в соответствии с потребностями вашего приложения.
Все наши позиционеры можно настроить в соответствии с потребностями вашего приложения.
Скоординированное движение и управление несколькими роботами
Мы были первой компанией-роботом, которая разработала скоординированное движение нескольких роботов с помощью одного контроллера. Скоординированное движение позволяет нескольким роботам работать в одном пространстве без риска того, что один робот будет мешать другому. Эта функция позволяет нашим роботам манипулировать более крупными деталями для нескольких технологических роботов или работать в тесном взаимодействии без столкновений.Скоординированное движение также распространяется на внешние оси сервопривода в наших позиционерах, упрощая сложные операции.
Мы продолжаем совершенствовать возможности нашего программного обеспечения в отношении скоординированного движения, сохраняя нашу позицию №1 в отрасли. Наши системы проще всего программировать и обеспечивают максимальную гибкость приложений. Например, комбинируя роботов-манипуляторов с роботами для точечной сварки, мы можем обеспечить «бесшаговую» обработку, что приведет к большей гибкости и снижению затрат на инструмент. С одного контроллера можно управлять до восьми роботами.Управление несколькими роботами было использовано, чтобы позволить четырем роботам на рельсах поднимать и перемещать кузов автомобиля между станциями в точке перехода конвейера.
С одного контроллера можно управлять до восьми роботами.Управление несколькими роботами было использовано, чтобы позволить четырем роботам на рельсах поднимать и перемещать кузов автомобиля между станциями в точке перехода конвейера.
SpotWorlds
Мы произвели революцию в индустрии роботизированной дуговой сварки, предложив разнообразный ассортимент стандартных предварительно спроектированных рабочих элементов под названием ArcWorlds. Ячейки ArcWorld® также могут сочетать в себе различные позиционеры, технологическое оборудование и средства защиты. Эти конфигурации рабочих ячеек легко адаптируются к приложениям точечной сварки, таким как SpotWorlds, которые используются в широком спектре отраслей, включая поставщиков автомобильного уровня, производителей сельскохозяйственного / строительного оборудования и производителей медицинского оборудования.
Настройки и модификации
Проекты часто требуют модификации нашего стандартного предложения продуктов, включая роботов, позиционеры, платформы и периферийные устройства. Мы предлагаем широкий спектр настроек, которые гарантируют, что вы получите нужную систему и быстрее начнете производить детали. Настройки и модификации включают:
Мы предлагаем широкий спектр настроек, которые гарантируют, что вы получите нужную систему и быстрее начнете производить детали. Настройки и модификации включают:
- Робот-дресс-код с пистолетами и таймерами согласно спецификации OEM
- Модифицированные позиционеры в стандартной ячейке (или SpotWorld)
- Дополнительные роботы в стандартной ячейке
- Дополнительные устройства позиционирования в стандартной ячейке
- Роботы-манипуляторы добавлены в стандартную ячейку
- HMI или элементы управления, интегрированные в ячейку
- Пользовательские макеты ячеек (или SpotWorld)
- В стандартную ячейку добавлены пути этажа
Сервопистолеты
Хотя мы не производим точечные пистолеты, мы работаем с ведущими производителями, чтобы сделать их легче, эффективнее и универсальнее.Мы также гарантируем, что точечные пистолеты интегрированы в наши основные элементы управления и программное обеспечение, что приводит к более гибкой и высокопроизводительной системе.
Пистолет для точечной сварки с сервоприводом позволяет роботу регулировать положение электрода на основе обратной связи по крутящему моменту двигателя, чтобы обеспечить заданное усилие зажима. Ниже приведены несколько преимуществ сервопистолетов:
- Минимизирует износ электродов, что увеличивает время безотказной работы
- Повышает качество за счет обеспечения постоянного усилия зажима
- Устраняет «время сжатия» для закрытия пневматического пистолета, что сокращает время цикла
- Пистолеты с сервоуправлением более энергоэффективны, чем пневматические пистолеты, приводимые в действие сжатым воздухом, что дает реальную экономию средств
Наше программное обеспечение обеспечивает простую калибровку пистолетов типа X или C и поддерживает смещения для отклонения рычага пистолета и компенсации износа наконечника.Файлы ступенчатого давления позволяют изменять давление пистолета во время цикла сварки или цикла правки наконечника.
Жгут для точечной сварки поддерживает кабели двигателя и энкодера для серводвигателей Yaskawa Sigma-5, которые могут быть интегрированы с приводами производителей пистолетов. Комплекты управления доступны для легких двигателей Obara, приводов Tolomatic ServoWeld и приводов Exlar.
Интегрированный ремень для точечного пистолета
Интегрированный точечный ремень значительно увеличивает пропускную способность, устраняя простои из-за проблем с ремнем робота.Время запуска продукта было сокращено, поскольку имитационные модели и автономные программы можно было использовать «как есть» вместо программ редактирования, чтобы избежать помех от кабелей.
Более эффективное прицельное ружье
Благодаря использованию среднечастотных инверторов для сварки постоянным током размеры трансформатора были значительно уменьшены. Мы также работали с производителями пистолетов, чтобы использовать более высокую частоту переключения инвертора (1800–2000 Гц), чтобы уменьшить размер и вес пистолета, что привело к созданию более эффективной и компактной системы.
Интеграция сварочного таймера
Одна программная инструкция используется для запуска цикла точечной сварки, включая несколько точек подряд.Цифровой интерфейс для таймера сварки MedWeld 6000 MFDC позволяет программировать графики сварки с пульта программирования робота. Цифровой интерфейс также дает возможность программировать и контролировать информацию с таймера MedWeld 6000. Для каждого таймера поддерживается до 255 программ сварки, и до четырех таймеров можно объединить в сеть с несколькими контроллерами роботов.
Точечная сварка — Практическое руководство по контактной сварке
ПРИ ТОЧЕЧНОЙ СВАРКЕ ПОСТОЯННЫЙ ИЛИ MFDC ЛУЧШЕ ИЛИ ПРЕДПОЧТИТЕЛЬНО ПРЕИМУЩЕСТВУЮТ ПЕРЕМЕННОМУ?
Ответ на этот вопрос зависит от сварочного материала, стандарта качества, наличия электроэнергии и оборудования, предназначенного для работы.Если это будет операция робота / автоматизации, MFDC может быть лучшим выбором. Это уменьшит вес сварочного пистолета. Если на заводе снова возникнет дефицит электроэнергии, MFDC выходит на первый план. Это три фазы, которые уравновешивают нагрузку и потребляют меньше общей мощности, чем переменный ток.
Если на заводе снова возникнет дефицит электроэнергии, MFDC выходит на первый план. Это три фазы, которые уравновешивают нагрузку и потребляют меньше общей мощности, чем переменный ток.
Если необходимы строгие стандарты качества, MFDC в (мс) может также подойти для более точного контроля.
DC не упоминается, поскольку стандартный DC в основном заменен на MFDC из-за стоимости и физического размера DC.
Это не исключает переменного тока. Это проверено и верно. AC более надежен, имеет более длительный срок службы и более привычен для многих предприятий. Если вы используете пресс-сварочные аппараты, питание не проблема, и работа с нормальными стандартами качества переменного тока — хороший выбор. Если на предприятии уже есть много других блоков переменного тока, то резервный кондиционер будет очень хорошим выбором.
Для полного сравнения и обсуждения двух тем прочтите другую статью в этом блоге:
«СРАВНИТЬ MFDC И AC В СОПРОТИВЛЕНИИ СВАРКИ»
Читать больше . ..
..
Расширяя этот вопрос, если график может быть таким же, возникнут ли проблемы с компоновкой двухтактной сварки? Эти два материала похожи. Холоднокатаный прокат тверже и может немного деформироваться от нагрева. Горячекатаный более мягкий. Оба относительно легко поддаются точечной сварке. Разница в их индивидуальных графиках сварки очень мала, возможно, 2%. Да, они должны работать по одному и тому же графику сварки, предполагая одинаковую толщину и состав.
Читать больше …
Да, это может быть проблема с питанием. Это может быть проблема давления / силы, также связанная с отсутствием адекватного питания установки. Не следует упускать из виду множество других компонентов машины и проблем с расписанием.
Это две статьи на связанные темы, обсуждаемые в этом блоге:
ПОЧЕМУ СВАРОЧНЫЕ САДЫ РАЗЛИЧАЮТСЯ ВО ВРЕМЯ ПЕРЕМЕНА?
ПОЧЕМУ ПЕРВЫЕ ДЕТАЛИ ПОСЛЕ РАЗРЫВА ИМЕЮТ СВАРОЧНЫЕ НАГНЕТЫ меньшего размера?
Читать больше . ..
..
Чтобы ответить на этот вопрос, нам нужно начать с определения некоторых слов. Заданный вопрос, похоже, описывает продление «ВРЕМЕНИ УДЕРЖАНИЯ». Это время, когда электроды остаются на деталях, прикладывая силу, пока деталь остывает.
Слово «ВРАЩЕНИЕ» часто используется для описания функции цилиндра или сервопривода, где система управления требует, чтобы силовое устройство открылось только частично, чтобы сократить время перемещения электрода между сварными швами.За короткое время можно выполнить больше сварных швов.
Для получения дополнительной информации — В этом БЛОГЕ См .:
ЧТО ТАКОЕ ВРЕМЯ ВЫДЕРЖКИ СОПРОТИВЛЕНИЯ СВАРКИ?
ЧТО ТАКОЕ ФУНКЦИЯ ВРАЩЕНИЯ?
Читать больше …
График контактной сварки состоит из трех определенных сегментов. Это:
SQUEEZE
СВАР
В ОЖИДАНИИ
Читать больше …
О нас — Kočevar in sinovi d.o.o.
перейти к основному содержанию- Youtube
- Дом
- О нас
- Решения
- Гастрономия и медицина
- Аппарат точечной сварки для приварки раковин к стойкам
- Аппарат контактной сварки для невидимой сварки
- Аппарат для шовной сварки подушек
- Автомобильная промышленность
- Аппарат контактной сварки для автомобильной промышленности
- Железная дорога
- Роботизированные пистолеты для контактной точечной сварки
- Роботизированные горелки для контактной сварки швов
- Электронный
- Сварщик батарей Microspot
- Сетка и ограждение
- Аппарат для сварки проволочной сетки
- Замки
- Аппарат контактной сварки для стыковки
- Роботизированный
- Роботизированные пистолеты для контактной точечной сварки
- Роботизированные горелки для контактной сварки швов
- Белые товары
- Гастрономия и медицина
- Продукты
- Точечная сварка
- Промышленные сварочные аппараты для пьедесталов
- Промышленный коромысло
- Промышленные подвесные сварочные пистолеты
- Портативные ручные сварочные пистолеты
- Аппарат для многоточечной сварки
- Рельефная сварка
- Промышленные проекционные сварочные аппараты
- Аппарат для многопроекционной сварки
- Шовная сварка
- Промышленные сварочные аппараты
- Сварочные пистолеты
- Робот-пушки
- Микросварка
- Сварочные головки
- Сварочные клещи
- Инструменты для уплотнения
- Обработка батарей и аккумуляторов
- Рабочая станция
- Стыковая сварка оплавлением
- Сварочные инструменты
- Точечная сварка
- Проекционная сварка
- Быстро заменяемые инструменты
- Запасные части
- Расходные материалы
- Сварка медных сплавов
- Крышки электродов
- Оружие
- Хвостовики
- Ламинированные шунты
- Точечная сварка
- Список литературы
- Новости
- Контакт
- маг.
- Корзина0 Корзина
- Найти
Поиск Разместить

Paramount-Enterprises / PARENTNashik: Paramount Enterprises — PARENTNashik — это производственная, поставляющая и лицензированная организация-экспортер в Индии, соответствующая ISO 9001: 2008.PARENT является более молодым и энергичным, с заметно квалифицированной группой инженеров, имеющей более чем двадцатилетний опыт работы в области контактной сварки и обрабатывающих мощностей современного поколения, производящих всевозможные запасные части и расходные материалы для контактной точечной сварки. РОДИТЕЛЬ «Нашик» предлагает запчасти для контактной сварки, расходные материалы и аксессуары для переносных сварочных аппаратов, пистолеты для точечной сварки, проекционные и шовные сварочные аппараты, аппараты. Электроды для точечной сварки, наконечники колпачков, электроды для изгиба, электроды с двойным изгибом, хвостовики, держатели, глухое изоляционное покрытие рукояток пистолета, адаптеры, гибкий шунт, кабели с оплеткой, кабели с водяным охлаждением, вспомогательные кабели для перемычек, кронштейн из алюминия и меди, кольцо гироскопа ротационная сборка. , электрическая шина, сборная шина 3D, электроды с поворотной площадкой, электроды для выступающей сварки, электроды для сварки гаек, штифты для сварки гаек, керамические штифты, изолирующая втулка, электроды с покрытием из элконита, колпачки электродов для выступающей сварки, колеса для сварки швов, вал, серебряные контакты, втулка, корпус корпус, токопроводящая смазка, восстановление рамы корпуса для сварки швов, хвостовик для роботизированной сварки, держатели для роботов, кабели для роботизированной сварки, изоляционное покрытие рукоятки пистолета в режиме онлайн и автономно, наконечники электродов BS807 — плоские, центральные, смещенные, угловые, смещенные, изогнутые, лопатки, обработка, переходники, держатели прямых стержней, резьбовые переходники, переходники ISO, тела для приварки гаек, штифты для приварки гаек, заглушки для приварки гаек, наконечники электродов ISO, электроды типа PSA.Медь, хром, цирконий, бериллий, медь, никель, кремний, медь, хром, RWMA, класс-2, класс-3, C-18150, C17510, C17500, медный сплав, стержни, плоские поверхности, стержни, резьбовые электроды, композитные электроды, наружные электроды, смещенные электроды, одиночные кривошипные электроды, электроды с двойным изгибом, поворотные электроды, адаптеры для колпачков, переходники для редукторов, адаптеры для колпачков с двойным изгибом, электроды Meritus, резцедержатель, соединения для воды, водяные трубки, горизонтальные адаптеры, горизонтальный держатель для инструмента приварные гайки, гильзы с керамическим покрытием для приварки шпилек, электроды-шпильки, цельнокерамическая втулка, электроды-шпильки с покрытием из элконита, сварочные тела с выступом, электроды с медно-вольфрамовым покрытием, изолированные гайки, электроды с резьбой, болт с контактной площадкой, короткий инструментальный стерженьhttp://paramountnsk. webs.com, http://www.indiamart.com/paramountenterprisesnashik
GitHub — Paramount-Enterprises / PARENTNashik: Paramount Enterprises — PARENTNashik — это организация по производству, поставкам и лицензированию экспортеров в Индии, соответствующая ISO 9001: 2008. PARENT является более молодым и энергичным, с заметно квалифицированной группой инженеров, имеющей более чем двадцатилетний опыт работы в области контактной сварки и обрабатывающих мощностей современного поколения, производящих всевозможные запасные части и расходные материалы для контактной точечной сварки.РОДИТЕЛЬ «Нашик» предлагает запчасти для контактной сварки, расходные материалы и аксессуары для переносных сварочных аппаратов, пистолеты для точечной сварки, проекционные и шовные сварочные аппараты, аппараты. Электроды для точечной сварки, наконечники колпачков, электроды для изгиба, электроды с двойным изгибом, хвостовики, держатели, глухое изоляционное покрытие рукояток пистолета, адаптеры, гибкий шунт, кабели с оплеткой, кабели с водяным охлаждением, вспомогательные кабели для перемычек, кронштейн из алюминия и меди, кольцо гироскопа ротационная сборка, электрическая шина, сборная шина 3D, электроды с поворотной площадкой, электроды для выступающей сварки, электроды для сварки гаек, штифты для сварки гаек, керамические штифты, изолирующая втулка, электроды с покрытием из элконита, крышки электродов для выступающей сварки, колеса для сварки швов, вал, серебряные контакты, втулка, корпус корпуса, токопроводящая смазка, восстановление сварного шва рамы корпуса, роботизированный сварочный хвостовик, роботизированные держатели, сварочные кабели для роботов, изоляционное покрытие на рукоятке пистолета в режиме онлайн и офлайн, наконечники электродов BS807 — плоские, центральные, смещенные, угловые, изогнутые , лопата, приварка, переходники, держатели прямых стержней, переходники с резьбой, переходники ISO, корпуса для приварки гаек, штифты для приварки гаек, заглушки для приварки гаек, наконечники электродов ISO, электроды типа PSA. , электрическая шина, сборная шина 3D, электроды с поворотной площадкой, электроды для выступающей сварки, электроды для сварки гаек, штифты для сварки гаек, керамические штифты, изолирующая втулка, электроды с покрытием из элконита, колпачки электродов для выступающей сварки, колеса для сварки швов, вал, серебряные контакты, втулка, корпус корпус, токопроводящая смазка, восстановление рамы корпуса для сварки швов, хвостовик для роботизированной сварки, держатели для роботов, кабели для роботизированной сварки, изоляционное покрытие рукоятки пистолета в режиме онлайн и автономно, наконечники электродов BS807 — плоские, центральные, смещенные, угловые, смещенные, изогнутые, лопатки, обработка, переходники, держатели прямых стержней, резьбовые переходники, переходники ISO, тела для приварки гаек, штифты для приварки гаек, заглушки для приварки гаек, наконечники электродов ISO, электроды типа PSA.Медь, хром, цирконий, бериллий, медь, никель, кремний, медь, хром, RWMA, класс-2, класс-3, C-18150, C17510, C17500, медный сплав, стержни, плоские поверхности, стержни, резьбовые электроды, композитные электроды, наружные электроды, смещенные электроды, одиночные кривошипные электроды, электроды с двойным изгибом, поворотные электроды, адаптеры для колпачков, переходники для редукторов, адаптеры для колпачков с двойным изгибом, электроды Meritus, резцедержатель, соединения для воды, водяные трубки, горизонтальные адаптеры, горизонтальный держатель для инструмента приварные гайки, гильзы с керамическим покрытием для приварки шпилек, электроды-шпильки, цельнокерамическая втулка, электроды-шпильки с покрытием из элконита, сварочные тела с выступом, электроды с медно-вольфрамовым покрытием, изолированные гайки, электроды с резьбой, болт с контактной площадкой, короткий инструментальный стерженьhttp://paramountnsk.
, электрическая шина, сборная шина 3D, электроды с поворотной площадкой, электроды для выступающей сварки, электроды для сварки гаек, штифты для сварки гаек, керамические штифты, изолирующая втулка, электроды с покрытием из элконита, колпачки электродов для выступающей сварки, колеса для сварки швов, вал, серебряные контакты, втулка, корпус корпус, токопроводящая смазка, восстановление рамы корпуса для сварки швов, хвостовик для роботизированной сварки, держатели для роботов, кабели для роботизированной сварки, изоляционное покрытие рукоятки пистолета в режиме онлайн и автономно, наконечники электродов BS807 — плоские, центральные, смещенные, угловые, смещенные, изогнутые, лопатки, обработка, переходники, держатели прямых стержней, резьбовые переходники, переходники ISO, тела для приварки гаек, штифты для приварки гаек, заглушки для приварки гаек, наконечники электродов ISO, электроды типа PSA.Медь, хром, цирконий, бериллий, медь, никель, кремний, медь, хром, RWMA, класс-2, класс-3, C-18150, C17510, C17500, медный сплав, стержни, плоские поверхности, стержни, резьбовые электроды, композитные электроды, наружные электроды, смещенные электроды, одиночные кривошипные электроды, электроды с двойным изгибом, поворотные электроды, адаптеры для колпачков, переходники для редукторов, адаптеры для колпачков с двойным изгибом, электроды Meritus, резцедержатель, соединения для воды, водяные трубки, горизонтальные адаптеры, горизонтальный держатель для инструмента приварные гайки, гильзы с керамическим покрытием для приварки шпилек, электроды-шпильки, цельнокерамическая втулка, электроды-шпильки с покрытием из элконита, сварочные тела с выступом, электроды с медно-вольфрамовым покрытием, изолированные гайки, электроды с резьбой, болт с контактной площадкой, короткий инструментальный стерженьhttp://paramountnsk. webs.com, http://www.indiamart.com/paramountenterprisesnashik
webs.com, http://www.indiamart.com/paramountenterprisesnashik  Медь, хром, цирконий, бериллий, медь, никель, кремний, медь, хром, RWMA, класс-2, класс-3, C-18150, C17510, C17500, медный сплав, стержни, плоские поверхности, стержни, резьбовые электроды, композитные электроды, наружные электроды, смещенные электроды, одиночные кривошипные электроды, электроды с двойным изгибом, поворотные электроды, адаптеры для колпачков, переходники для редукторов, адаптеры для колпачков с двойным изгибом, электроды Meritus, резцедержатель, соединения для воды, водяные трубки, горизонтальные адаптеры, горизонтальный держатель для резца Блостер, адаптеры для подков, рычаг станка, пластина, выступ приварные гайки, гильзы с керамическим покрытием для приварки шпилек, электроды-шпильки, цельнокерамическая втулка, электроды-шпильки с покрытием из элконита, сварочные тела с выступом, электроды с медно-вольфрамовым покрытием, изолированные гайки, электроды с резьбой, болт с контактной площадкой, короткий инструментальный стержень.http://paramountnsk.webs.com, http://www.indiamart.
Медь, хром, цирконий, бериллий, медь, никель, кремний, медь, хром, RWMA, класс-2, класс-3, C-18150, C17510, C17500, медный сплав, стержни, плоские поверхности, стержни, резьбовые электроды, композитные электроды, наружные электроды, смещенные электроды, одиночные кривошипные электроды, электроды с двойным изгибом, поворотные электроды, адаптеры для колпачков, переходники для редукторов, адаптеры для колпачков с двойным изгибом, электроды Meritus, резцедержатель, соединения для воды, водяные трубки, горизонтальные адаптеры, горизонтальный держатель для резца Блостер, адаптеры для подков, рычаг станка, пластина, выступ приварные гайки, гильзы с керамическим покрытием для приварки шпилек, электроды-шпильки, цельнокерамическая втулка, электроды-шпильки с покрытием из элконита, сварочные тела с выступом, электроды с медно-вольфрамовым покрытием, изолированные гайки, электроды с резьбой, болт с контактной площадкой, короткий инструментальный стержень.http://paramountnsk.webs.com, http://www.indiamart.