Монтаж систем трубопроводов при помощи фланцевых соединений | ЭлектроАС
Дата: 29 июня, 2015 | Рубрика: Прочая Информация
Метки: монтаж фланцевых соединений, соединение труб, фланцевое соединение, фланцевое соединение труб
Нужен электромонтаж или электроизмерения? Звоните нам!
Для постройки водо- или газопровода, канализации, отопительной системы и других инженерных систем чаще всего применяются стальные трубы, которые нуждаются в надежном и долговечном соединении. С этой целью используются фланцевые крепления, детали для которых подбираются, исходя из особенностей будущей системы, области ее применения и необходимого набора функций. Чтобы грамотно организовать фланцевое совмещение, необходимо знать ряд тонкостей монтажа. Существенным является применение исключительно качественных деталей — например, крышки фланцевые (посмотреть можно по ссылке http://www.
Для скрепления труб из разных материалов необходимо обращать внимание, в первую очередь, на навинчивание гаек на болты. Гайки должны крепиться разводным ключом ровно и без даже небольших скосов. Навинчивать их нужно строго одну напротив другое, а не по кругу — таким образом, легко обеспечить надежное крепление труб, которое прослужит долго.
Материал для прокладки
Материал для прокладки с целью уплотнения фланцев рекомендуется подбирать под особенности будущей системы трубопроводов. Главное — чтобы материал был гибким и имел высокую плотность. Теплоносные сети лучше всего прокладывать асбестовым картоном (3-6 мм толщиной). Для водопроводов, температура воды в которых не будет выше 100 градусов, можно использовать тряпичный картон (3 мм). Рекомендуется устанавливать не более одной прокладки между фланцами.
Демонтаж фланцевых соединений
В особенности фланцевых соединений, по которым они значительно превосходят сварочный вариант скрепления, входит возможность легкого и быстрого демонтажа. Это обеспечивает доступ к внутренней части трубопровода с целью ремонта или других видов работ. Разбирая фланцевое соединение, важно соблюдать технику безопасности, так как запчасти системы весят очень много и порой бывают острыми. Самый главный этап демонтажа подобного соединения заключается в отвинчивании гаек с применением трубного или гаечного ключа. Более подробно на сайте производителя (посмотреть можно по ссылке http://www.gazsnabinvest.ru/) вы сможете узнать о разновидностях и областях применения деталей фланцевых соединений а также ознакомиться с их техническими характеристиками и заказать оборудование с поставкой. Важно! Не заказывайте продукцию у ненадежных поставщиков!
Прочая и полезная информация
Порядок сборки и монтажа фланцевых соединений.
 22.10.2020
22.10.2020================================================================================
При монтаже трубопроводов используются различные виды запорной, соединительной арматуры, которая требует правильной сборки. Нержавеющие фланцы служат для соединения стыков труб, представляют собой разъёмные плоские детали, обычно круглой или квадратной формы, с парными совпадающими отверстиями. От правильной сборки фланцевых соединений, которая должна проводиться с соблюдением требований ГОСТов и СНиП, зависит герметичность трубопроводов.
Требования к монтажу и сборке фланцевых соединений
Сборка фланцевых соединений производится поэтапно:
- Проверяются фланцы, параллельность уплотнителей, прокладочных и крепёжных элементов – для этого в соединительных деталях измеряется высота выступов или шипов, а также глубина впадин или пазов. Следует проверить, чтобы высота выступа была больше глубины посадочного места или впадины.

- Удаляются жирные вещества, грязь и налёт с уплотнительных поверхностей разъёмных деталей – для очищения от сорных частиц и обезжиривания должны использоваться ацетон или уайт-спирит, которые соответствуют ГОСТам 3134-78 и 2768 84.
- Наносится смазочное вещество на резьбовые части всех крепёжных элементов (болтов, шпилек), также смазываются гайки – необходимо смешать графитный порошок с глицерином, соблюдая пропорции 25-33% к 75-67% соответственно (ГОСТы 8295-73 и 6259-75).
- Устанавливаются прокладки (уплотнители) в посадочные углубления в корпусе разъёмных деталей.
- Предварительно собирается крепёжное соединение – при этом проверяется параллельное расположение уплотнительных поверхностей. Эта процедура проводиться щупом. При этом нужно контролировать, чтобы разность значений зазора не должна быть больше четверти толщины уплотнительной прокладки, при этом должна быть 0,4 мм и менее для фланцевых элементов диаметром до 100 см.

Следующий этап – завинчивание гаек. Производить затяжку необходимо до соприкосновения фланцев с уплотнителями. Затем производится затягивание крепежей. Делать это нужно в 3-4 подхода, соблюдая крестообразную последовательность болтовых соединений. Для закручивания крепежных деталей различных типоразмеров и материалов исполнения фланцев по ГОСТ 33259-2015, необходимо использовать специальные, в том числе и динамометрические гаечные ключи с достаточной длиной рукояти – ГОСТы 2838-80 и 2839-80. При закручивании крепёжных соединений не допускается использование различных рычагов с целью удлинить плечо инструмента. Степень затяжки крепежей необходимо контролировать по крутящему моменту. Нужно производить закручивание и подтяжку до достижения заданных значений в соответствии с нормами расчёта прочности.
Производить затяжку необходимо до соприкосновения фланцев с уплотнителями. Затем производится затягивание крепежей. Делать это нужно в 3-4 подхода, соблюдая крестообразную последовательность болтовых соединений. Для закручивания крепежных деталей различных типоразмеров и материалов исполнения фланцев по ГОСТ 33259-2015, необходимо использовать специальные, в том числе и динамометрические гаечные ключи с достаточной длиной рукояти – ГОСТы 2838-80 и 2839-80. При закручивании крепёжных соединений не допускается использование различных рычагов с целью удлинить плечо инструмента. Степень затяжки крепежей необходимо контролировать по крутящему моменту. Нужно производить закручивание и подтяжку до достижения заданных значений в соответствии с нормами расчёта прочности.
Смазочные материалы для фланцевых соединений
Дана классификация фланцевых соединений трубопроводной запорной арматуры, рассмотрены их преимущества и причины проблем эксплуатации. Приведены смазочные материалы EFELE и MODENGY для фланцевых соединений и даны их краткие характеристики.
Фланец – это деталь трубопровода, обычно представляющая собой плоское кольцо с равномерно расположенными отверстиями для болтов и шпилек, служащая для прочного и герметичного соединения труб, присоединения их друг к другу, к элементам запорной арматуры, к машинам, аппаратам и емкостям.
Оба фланца соединяются между собой при помощи резьбовых соединений. Между ними обычно помещают уплотнительные прокладки из различных материалов.
Фланцевые соединения состоят из следующих элементов:
- Фланцы
- Комплект крепежных изделий (шпильки, гайки, шайбы)
- Уплотнительные прокладки
Фланцы различаются по конструкции (плоские и воротниковые), форме уплотнительной поверхности (гладкие, конические, с выступом, с впадиной) и материалу прокладок (картонные, паронитовые, эластомерные, металлические, асбо-металлические и др.)
На территории Российской Федерации и стран СНГ наибольшее распространение получили три конструкции фланцевых соединений трубопроводной арматуры.
Фланец плоский приварной – при монтаже фланец «надевается» на трубу и приваривается двумя сварными швами по ее окружности.
Фланец приварной встык – монтаж такого фланца по сравнению с плоским приварным предусматривает только один соединительный сварной шов (торец трубы и «воротник» фланца соединяются встык), что упрощает работу и сокращает временные затраты.
Фланец свободный на приварном кольце – к трубе приваривается только кольцо, а сам фланец остается свободным, что обеспечивает легкую стыковку болтовых отверстий свободного фланца с болтовыми отверстиями фланца арматуры или оборудования без поворота трубы
Фланцевые соединения широко применяются при монтаже трубопроводов, запорной и регулирующей арматуры, а также другого трубопроводного оборудования всех отраслей промышленности, транспорта, жилищно-коммунального хозяйства.
Разнообразие конструкций и конструкционных материалов, удобство монтажа и обслуживания позволяют применять фланцевые соединения при любых условиях эксплуатации трубопроводов: в условиях низких и высоких температур, влажности, вакуума, агрессивной среды и т.д.
Основные преимущества фланцевых соединений:
- Надежность
- Простота конструкции
- Возможность многократной разборки и сборки
Основной причиной возникновения проблем, связанных с фланцевыми соединениями трубопроводной запорной арматуры, является эксплуатация арматуры при высоких или низких температурах, в агрессивной окружающей или рабочей среде.
Отсутствие смазочных материалов или использование для фланцевых соединений смазок, не отвечающих условиям эксплуатации трубопроводов, приводят к образованию коррозии, соляных отложений, прикипанию, быстрому старению уплотнительных элементов и потере герметичности.
Смазочные материалы MODENGY и EFELE для трубопроводной запорной арматуры могут использоваться как в обычных, так и в самых суровых условиях эксплуатации.
На резьбовые соединения (болты, шпильки) наносится медная паста EFELE MP-413. Она обеспечивает защиту от коррозии, облегчение монтажа и демонтажа, защищает от износа при рабочих температурах до +1100 °С.
Прокладки из эластомеров и металла обрабатываются стойкими пластичными смазками EFELE SG-394 и EFELE SG-393. Они повышают герметичность и срок службы прокладок, устойчивы к смыванию водой и моющими растворами. Имеют пищевой допуск Н1.
Демонтаж заржавевших деталей производится с помощью дисперсии EFELE UNI — M Spray, которая имеет высокие проникающие, антикоррозионные и смазочные свойства, хорошо вытесняет влагу.
На фланцевых соединениях применяется антифрикционное твердосмазочное покрытие MODENGY 1002 на основе дисульфида молибдена. Оно обладает антикоррозионными свойствами (> 160 часов по результатам ускоренных испытаний в соляном тумане по стандарту DIN EN ISO 9227), имеет высокую несущую способность, обеспечивает низкий коэффициент трения сопряжений и увеличивает ресурс деталей в целом. Материал функционирует в широком диапазоне температур: от -210 °C до +320 °C.
Оно обладает антикоррозионными свойствами (> 160 часов по результатам ускоренных испытаний в соляном тумане по стандарту DIN EN ISO 9227), имеет высокую несущую способность, обеспечивает низкий коэффициент трения сопряжений и увеличивает ресурс деталей в целом. Материал функционирует в широком диапазоне температур: от -210 °C до +320 °C.Применение данных продуктов обеспечивает долговременную эффективную защиту фланцевых соединений, удобство и простоту их обслуживания, способствует увеличению ресурса запорной и регулирующей арматуры трубопроводов.
Ремонт и монтаж фланцевого соединения
Ремонт и монтаж фланцевого соединения
Виды фланцевых соединений делят на те, что свободно вращаются, на накидные, резьбовые и приваренные к трубам. Чтобы уплотнить фланцевое соединение, прибегают к таким привалочным поверхностям:- до 25 кг/см2 — поверхность гладкая на обоих фланцах;
- до 40 кг/см2 — один фланец имеет выступ, другой впадину;
- Для овальных и восьмиугольных прокладок, которые выдерживают высокое давление, обе поверхности фланцев имеют канавки.

Монтаж фланцевых соединений:
Монтаж фланцевых соединений подразумевает, что поверхности фланцев уплотнят, выравняют перекосы, удалят зазоры, отверстия для болтов расположат симметрично. Нельзя неравномерно затягивать шпильки, чтобы выравнять перекосы, и устанавливать клиновые прокладки, чтобы устранить зазоры. Существуют правила во время сборки фланцев:- болты для трубопровода, который работает под температурой больше 300°C, нужно прографитить;
- ГОСТ указывает правильный размер прокладок;
- Фланцевые соединения должны иметь гайки болтов с одной стороны;
- Чтобы обеспечить фланцам параллельное расположение относительно друг друга, болты нужно затягивать поочередно, крест накрест;
- концы болтов и шпилек не должны выходить из гайке более чем на половину их диаметра, длина выхода всех концов должна быть одинакова.
Ремонт фланцевых соединений:
Если температура фланцев не изолированных с прогревом трубопровода начинает расти быстрее температуры крепежных деталей, фланцевое соединение пропускает жидкость или газ. Различие между темперой дает расширение, фланцы дают осадку из-за дополнительных усилий, а жидкость пропускается через соединение. Также соединение может быть плохо подогнано: поверхности могут не соприкасаться, иметь дефекты, на соединении могут слабо затянуть болты и шпильки, использовать неисправные прокладки. Перед установкой прокладки следует проверить ее на наличие трещин, изломов, пор. Внимательно очищают уплотняющие поверхности, которые не должны содержать забоин и раковин. Для разведения фланцев, чтобы сменить прокладки, используют клин и зубило. Часто такие инструменты повреждают зеркала фланца, из-за этого для их разъединения применяют специальные приспособления.
Различие между темперой дает расширение, фланцы дают осадку из-за дополнительных усилий, а жидкость пропускается через соединение. Также соединение может быть плохо подогнано: поверхности могут не соприкасаться, иметь дефекты, на соединении могут слабо затянуть болты и шпильки, использовать неисправные прокладки. Перед установкой прокладки следует проверить ее на наличие трещин, изломов, пор. Внимательно очищают уплотняющие поверхности, которые не должны содержать забоин и раковин. Для разведения фланцев, чтобы сменить прокладки, используют клин и зубило. Часто такие инструменты повреждают зеркала фланца, из-за этого для их разъединения применяют специальные приспособления.Ремонт трубопроводов
В этом случае ремонт фланцевых соединений подразумевает устранение дефектов, появившихся в процессе эксплуатации. Следует обязательно проверить и очистить трубопроводы, если замечено, что при работе они закоксовываются и подвергаются коррозии. Ремонт фланцевого соединения включает:- проверка и ремонт всех опор и подвесок;
- устранение утечки во фланцевых соединениях, обтяжка фланцев, смена прокладок;
- проверка положения компенсаторов;
- проверка сальников арматуры;
- проверка герметичности арматуры;
- замена изношенных трубопроводов.
 Вместо него заваривают кусок трубы.
Вместо него заваривают кусок трубы.Испытание трубопроводных систем:
Монтаж фланцевого соединения заканчивается гидравлическим испытанием на прочность и плотность, после его промывают и продувают. Затем испытывают на герметичность инертным газом и воздухом. Чтобы выпустить воздух, трубопроводную систему заглушают приварными заглушками с двух концов. После этого полностью открывают арматуру, которая была установлена. Устанавливают монтажные катушки на место регулирующих клапанов и измерительных устройств. Штуцера для КИП заглушают. Возможно провести испытание с тепло- и антикоррозионной изоляцией. Трубопровод заполняется водой с температурой 5-40°C, но чтоб не вызывала появления потения. Если температура ниже 0, то принимаются меры против замерзания. Поршневым насосом создают необходимое давление опрессовки 1,25-1,5 от рабочего, но не менее 2 ат. Напорные нефтяные трубопроводы должны быть подвергнуты гидравлическому испытанию при пробном давлении, превышающее в полтора раза рабочее. При заполнении водой полностью вытеснить весь воздух. Давление повышать плавно. Скорость подъёма давления должна быть указана в проектной документации. Использовать для подъёма давления сжатый воздух или газ, не допускается. Отключают трубопровод от насоса. Выдержка длится 10 минут, что проверяет на наличие выпучены, потеков. Давление контролируют с помощью двух манометров — их класс должен быть от 1,5, диаметром от 160 мм и со шкалой 4/3 от измеряемого. Их устанавливают по одному — около агрегата и в отдаленной точке. Теперь давление снижают, чтобы рассмотреть сварные швы (испытывают на плотность).При осмотре можно обстукивать молотком не тяжелее 1,5 кг. Пневматическое испытание не допускает такое обстукивание. После окончания изучения швов давление снова повышают на уровень для испытания и держат его в течении 5 минут, а потом опять снижают до обычного и второй раз внимательно рассматривают трубопроводную систему. Длительность просмотра и проверки надежности герметичных разъемных соединений определяет длительность испытания.
При заполнении водой полностью вытеснить весь воздух. Давление повышать плавно. Скорость подъёма давления должна быть указана в проектной документации. Использовать для подъёма давления сжатый воздух или газ, не допускается. Отключают трубопровод от насоса. Выдержка длится 10 минут, что проверяет на наличие выпучены, потеков. Давление контролируют с помощью двух манометров — их класс должен быть от 1,5, диаметром от 160 мм и со шкалой 4/3 от измеряемого. Их устанавливают по одному — около агрегата и в отдаленной точке. Теперь давление снижают, чтобы рассмотреть сварные швы (испытывают на плотность).При осмотре можно обстукивать молотком не тяжелее 1,5 кг. Пневматическое испытание не допускает такое обстукивание. После окончания изучения швов давление снова повышают на уровень для испытания и держат его в течении 5 минут, а потом опять снижают до обычного и второй раз внимательно рассматривают трубопроводную систему. Длительность просмотра и проверки надежности герметичных разъемных соединений определяет длительность испытания. Затем открывают воздушки и опорожняют трубопровод через дренажи. Результаты удовлетворительные если не произошло разрывов, видимых деформаций, падения давления по манометру, не обнаружено течи и запотевания. Подчеканка сварных швов запрещается. При неудовлетворительных результатах дефекты устраняются, а испытания повторяются. Результаты оформляются актом или заносятся в паспорт трубопровода. Допускается замена гидравлического испытания на пневматическое в случаях:
Затем открывают воздушки и опорожняют трубопровод через дренажи. Результаты удовлетворительные если не произошло разрывов, видимых деформаций, падения давления по манометру, не обнаружено течи и запотевания. Подчеканка сварных швов запрещается. При неудовлетворительных результатах дефекты устраняются, а испытания повторяются. Результаты оформляются актом или заносятся в паспорт трубопровода. Допускается замена гидравлического испытания на пневматическое в случаях:- если опоры не рассчитаны на вес воды;
- при Т ниже 0 и опасности промерзания;
- если применение жидкости не допустимо.
Пневматическое испытание на прочность и плотность
Проводят с помощью воздуха и инертного газа. Поднимать давление плавно со скоростью 5 % от Рпр в мин., но не более 2 ат в минуту с периодическим осмотром трубопровода при давлениях до 2-х ат два раза, более 2-х – 3. во время осмотра подъём давления прекратить. Особый звук и мыльная эмульсия являются знаком утечки. После окончания гидравлического испытания трубопровод опорожняется и продувается воздухом до полного удаления воды. Затем дополнительно проводятся пневматические испытания на герметичность воздухом или инертным газом под рабочим давлением в течении 24 часов новых и не менее 4-х часов ремонтируемых. Чтобы выровнять температуру, после выдержки определяют скорость падения давления. Термометры, установленные по разным концам трубопровода, помогают контролировать температуру. Падение давления должно быть не менее 0,2% за час.
во время осмотра подъём давления прекратить. Особый звук и мыльная эмульсия являются знаком утечки. После окончания гидравлического испытания трубопровод опорожняется и продувается воздухом до полного удаления воды. Затем дополнительно проводятся пневматические испытания на герметичность воздухом или инертным газом под рабочим давлением в течении 24 часов новых и не менее 4-х часов ремонтируемых. Чтобы выровнять температуру, после выдержки определяют скорость падения давления. Термометры, установленные по разным концам трубопровода, помогают контролировать температуру. Падение давления должно быть не менее 0,2% за час.Монтаж и ремонт фланцевых соединений.
⇐ ПредыдущаяСтр 6 из 6
ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ различают: накидные, свободно вращающиеся, приваренные к трубам в стык и резьбовые.
Для уплотнения фланцевых соединений применяют различные привалочные поверхности:
1) гладкие на обоих фланцах – до 25 кг/см2;
2) выступ на одном и впадина на другом фланце- до 40 кг/см2 ;
3) поверхности с канавками на обоих фланцах под металлические прокладки восьмиугольного или овального сечения для высоких давлений.
При монтаже фланцевых соединений уплотнение поверхностей фланцев, выравнивание перекосов, устранение зазоров, симметричное расположение отверстий под болты.
Выравнивание перекосов путем неравномерной затяжки шпилек и устранение зазоров путем установки клиновых прокладок не допускается.
При сборке фланцев необходимо обеспечить выполнение следующих требований:
1. болты трубопроводов работающих при температуре свыше 300 градусов, перед установкой должны быть прографичены;
2. размеры прокладок следует принимать согласно госта;
3. гайки болтов располагают с одной стороны фланцевых соединений;
4. затяжка болтов производится равномерно с поочередным постепенным завертыванием гаек (крест накрест) , обеспечивающим параллельность фланцев
5. выход концов шпилек и болтов из гаек должен быть одинаковым и не превышать величины равной половине диаметра болта или шпильки
устранение зазора между торцами труб или несовпадение осей труб возникающих при укладке, путем нагрева, натяжения или искривления трубы категорически запрещается.
РЕМОНТ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ.
Пропуск жидкости или газа во фланцевых соединениях объясняется тем, что при прогреве трубопровода температура неизолированных фланцев растет быстрее температуры крепежных деталей. Неодинаковое температурное расширение фланцев и шпилек приводит к дополнительным усилиям, в результате чего прокладки дают осадку, а соединения пропускают жидкость. Кроме того, пропуски обусловлены плохой подгонкой соприкасающихся поверхностей, дефектами этих поверхностей, некачественной прокладкой и недостаточной подтяжкой болтов и шпилек.
Прежде, чем установить прокладку её тщательно осматривают, не допускаются прокладки со следами излома, пор и трещин. Уплотняющие поверхности тщательно очищают и проверяют отсутствие раковин и забоин.
Чтобы развести фланцы для смены прокладок применяются зубило и клин, однако этот способ часто приводит к повреждению зеркала фланца. Поэтому для развода фланцев используются спец. приспособления.
приспособления.
Ремонт трубопроводов.
При текущем ремонте устраняются дефекты замеченные во время эксплуатации. Трубопроводы, которые во время работы на технологических установках закоксовываются или подвергаются коррозии, обязательно проверяются и очищаются.
В объем ремонтных работ входит:
1. проверка и ремонт всех опор и подвесок;
2. устранение утечки во фланцевых соединениях, обтяжка фланцев, смена прокладок;
3. проверка положения компенсаторов;
4. проверка сальников арматуры;
5. проверка герметичности арматуры;
6. замена изношенных трубопроводов.
Ремонтируемые трубопроводы должны быть полностью освобождены от продукта.
Пропуски в действующих трубопроводах определяют визуально, по потекам, запаху или изменению режима перекачки. Пропуски по телу трубы или в сварных швах можно ликвидировать наложением хомутов, которые изготовляют по форме трубы. Устанавливают таким образом, чтобы при стягивании прокладка (асбест, поранит резина, свинец, фторопласт ) оставалась зажатой между трубой и хомутом и заполняло неплотности. Хомут должен обладать достаточной прочностью и жесткостью для большей прочности хомут приваривают к трубе. Материал прокладок зависит от условий работы трубопровода. Прокладка не должна растворяться или разрушаться средой при длительной эксплуатации в рабочих условиях. Обычную резину можно применять при температуре не выше 50 градусов. В трубопроводах для пара, газа, нефтепродуктов, горячей воды и других жидкостей, при давлении до 40 ат. и температуре до 400 градусов, устанавливают прокладки из паранита.
Устанавливают таким образом, чтобы при стягивании прокладка (асбест, поранит резина, свинец, фторопласт ) оставалась зажатой между трубой и хомутом и заполняло неплотности. Хомут должен обладать достаточной прочностью и жесткостью для большей прочности хомут приваривают к трубе. Материал прокладок зависит от условий работы трубопровода. Прокладка не должна растворяться или разрушаться средой при длительной эксплуатации в рабочих условиях. Обычную резину можно применять при температуре не выше 50 градусов. В трубопроводах для пара, газа, нефтепродуктов, горячей воды и других жидкостей, при давлении до 40 ат. и температуре до 400 градусов, устанавливают прокладки из паранита.
Аварию, вызванную разрывом сварочного шва, устраняют, удаляя дефектный участок с последующей заваркой. Если участок большой — его заменяют. Для этого трубопровод освобождают от продукта и участок, длиной равной не менее одному диаметру трубы, вырезают. Вместо него заваривают кусок трубы.
Испытание трубопроводов.
По окончании монтажа, и периодически после ремонта трубопроводы проходят гидравлическоеиспытание на прочность и плотность, затем промываются и продуваются, и дополнительно испытываются на герметичность воздухом или инертным газом.
Для чего, трубопровод с обоих концов заглушатся приварными заглушками с кранами для выпуска воздуха, всю установленную арматуру полностью открыть, на месте регулирующих клапанов и измерительных устройств установить монтажные катушки, штуцера для КИП заглушить. Разрешается испытание с тепло- и антикоррозионной изоляцией.
Трубопровод заполняется водой с температурой 5-40 градусов, но чтоб не вызывала появления потения. Если температура ниже 0, то принимаются меры против замерзания.
Поршневым насосом создают необходимое давление опрессовки 1,25-1,5 от рабочего, но не менее 2 ат.
Напорные нефтяные трубопроводы должны быть подвергнуты гидравлическому испытанию при пробном давлении, превышающее в полтора раза рабочее.
При заполнении водой полностью вытеснить весь воздух.
Давление повышать плавно. Скорость подъёма давления должна быть указана в проектной документации. Использовать для подъёма давления сжатый воздух или газ, не допускается.
Отключают трубопровод от насоса.
Выдерживают 10 мин (испытание на прочность) и проверяют: отсутствие потеков, выпучен и порывов.
Давление должно контролироваться двумя манометрами, классом точности не ниже 1,5, с диаметром не менее 160 мм и шкалой 4/3 от измеряемого. Один устанавливается возле агрегата, другой в отдаленной точке.
После чего снижают давление до рабочего и проводят тщательный осмотр сварных швов (испытание на плотность). Во время осмотра допускается обстукивание молотком массой не более 1,5 кг. При пневматическом испытании обстукивание не допускается.
По окончании осмотра давление вновь повышают до испытательного и выдерживают ещё 5 минут, после чего снова снижают до рабочего и вторично тщательно осматривают трубопровод.
Продолжительность испытания на плотность определяется временем осмотра и проверки герметичности разъёмных соединений.
Затем открывают воздушники и опорожняют трубопровод через дренажи.
Результаты удовлетворительные если не произошло разрывов, видимых деформаций, падения давления по манометру, не обнаружено течи и запотевания. Подчеканка сварных швов запрещается.
При неудовлетворительных результатах дефекты устраняются, а испытания повторяются. Результаты оформляются актом или заносятся в паспорт трубопровода.
Допускается замена гидравлического испытания на пневматическое в случаях:
1. если опоры не рассчитаны на вес воды;
2. при Т ниже 0 и опасности промерзания;
3. если применение жидкости не допустимо.
При условии контроля испытания методом акустической эмиссии и положительной температуре воздуха.
Пневматическое испытание на прочность и плотность производится воздухом или инертным газом. Поднимать давление плавно со скоростью 5 % от Рпр в мин., но не более 2 ат в минуту с периодическим осмотром трубопровода при давлениях до 2-х ат два раза, более 2-х – 3. во время осмотра подъём давления прекратить.
Поднимать давление плавно со скоростью 5 % от Рпр в мин., но не более 2 ат в минуту с периодическим осмотром трубопровода при давлениях до 2-х ат два раза, более 2-х – 3. во время осмотра подъём давления прекратить.
Места утечки определяются по звуку и мыльной эмульсией.
На время испытаний обозначить флажками охранную зону 10 м при подземной прокладке и 25 – при надземной, в обе стороны и выставить через 200 м посты. Во время подъёма давления пребывание людей в охранной зоне запрещается.
Компрессоры и манометры располагать вне охранной зоны.
После окончания гидравлического испытания трубопровод опорожняется и продувается воздухом до полного удаления воды. Затем дополнительно проводятся пневматические испытания на герметичность воздухом или инертным газом под рабочим давлением в течении 24 часов новых и не менее 4-х часов ремонтируемых.
Определяется скорость падения давления после выдержки для выравнивания температуры. Температуру контролируют по термометрам на разных концах трубопровода.
Температуру контролируют по термометрам на разных концах трубопровода.
Падение давления должно быть не менее 0,2 % за час.
Рекомендуемые страницы:
12.2. Особенности монтажа трубопроводов | Промышленные холодильные установки
Монтаж трубопроводов начинают от компрессоров, насосов и аппаратов, чтобы уточняющие прямые отрезки труб находились от них подальше. Узлы (участки) трубопровода вначале соединяют временными креплениями, не допуская, чтобы вес их передавался на машины и аппараты, а затем, после выверки, закрепляют для постоянной эксплуатации. Соединять незакрепленные узлы с аппаратами и устранять зазоры между узлами или фланцами с применением нагрева или натяга не разрешается. Фланцевые соединения арматуры трубопроводов и оборудования аммиачных холодильных установок должны иметь уплотнительные поверхности «выступ — впадина». Перед скреплением болтами фланцевых соединений в них вставляют прокладку. Прокладки из паронита рекомендуется смазывать раствором минерального масла с графитовым порошком. При сборке и сварке фланцевых соединений фланцы устанавливают так, чтобы болтовые отверстия фланцев не совпадали с вертикальной осью, а располагались симметрично относительно нее. Во время сборки головки болтов размещают с одной стороны, болты (шпильки) затягивают в несколько приемов крест-накрест.
При сборке и сварке фланцевых соединений фланцы устанавливают так, чтобы болтовые отверстия фланцев не совпадали с вертикальной осью, а располагались симметрично относительно нее. Во время сборки головки болтов размещают с одной стороны, болты (шпильки) затягивают в несколько приемов крест-накрест.
При прокладке трубопровода через строительную конструкцию в нее закладывают гильзу (отрезок трубы). Минимальная разность между внутренним диаметром гильзы и наружным диаметром трубы 20 — 30 мм. Гильзы должны выступать на 50 — 200 мм с обеих сторон строительной конструкции. Внутри гильз не должны находиться сварные или фланцевые соединения. Концы гильз заполняют асбестом. При прокладке изолированных трубопроводов диаметр гильзы выбирают с учетом толщины изоляции.
При монтаже аммиачных трубопроводов недопустимы изломы и местные спуски. На горизонтальных участках обратных (всасывающих) водяных и рассольных трубопроводов не должно быть мест, расположенных выше всасывающего патрубка насоса. На прямых участках холодильных трубопроводов длиной более 100 м для компенсации тепловых деформаций (удлинений, укорачиваний) устанавливают П-образные компенсаторы. Для уменьшения напряжения в холодильном трубопроводе компенсатор перед установкой сжимают (стягивают) на величину, указанную в проекте. Компенсаторы, устанавливаемые на «горячих» (нагнетательных и др.) трубопроводах, растягивают. В местах, где трубопроводы могут подвергаться повреждению от ударов, устанавливают защитные ограждения.
На прямых участках холодильных трубопроводов длиной более 100 м для компенсации тепловых деформаций (удлинений, укорачиваний) устанавливают П-образные компенсаторы. Для уменьшения напряжения в холодильном трубопроводе компенсатор перед установкой сжимают (стягивают) на величину, указанную в проекте. Компенсаторы, устанавливаемые на «горячих» (нагнетательных и др.) трубопроводах, растягивают. В местах, где трубопроводы могут подвергаться повреждению от ударов, устанавливают защитные ограждения.
После укладки всей линии трубопровода сваривают монтажные стыки. Запорно-регулирующую арматуру устанавливают по ходу движения транспортируемой среды под клапан, за исключением соленоидных вентилей и аммиачного запорного вентиля типа 15С29 бт диаметром 200 мм, которые устанавливают по ходу движения среды на клапан. Фланцевые, сварные и другие соединения трубопроводов не должны размещаться в стенах, перекрытиях и недоступных для ремонтных работ местах.
В труднодоступных местах работы необходимо вести с лесов, подмостей и стремянок с соблюдением всех мер предосторожности. При прокладке низкотемпературных трубопроводов необходимо обращать внимание на наличие изоляционных прокладок в опорах и местах прохода через строительные конструкции во избежание льдообразования и примерзания опор в процессе эксплуатации.
При прокладке низкотемпературных трубопроводов необходимо обращать внимание на наличие изоляционных прокладок в опорах и местах прохода через строительные конструкции во избежание льдообразования и примерзания опор в процессе эксплуатации.
Нагнетательные трубопроводы присоединяют к магистралям с загибом труб по ходу движения паров аммиака. Запорную арматуру устанавливают также по направлению движения аммиака с поступлением его под клапан. Электромагнитные вентили и вентили с приводами устанавливают в соответствии с инструкцией завода-изготовителя.
Аммиачные газовые и жидкостные фильтры монтируют так, чтобы аммиак входил в сетку фильтра и выходил, проходя через нее, в полость корпуса. При монтаже газовых фильтров добиваются горизонтального расположения их основной оси, жидкостных — расположения вниз крышкой корпуса. Во всех верхних точках обратных рассольных трубопроводов устанавливают воздухоспускные краны диаметром 12 мм для удаления воздуха из системы при ее заполнении рассолом. Приемные клапаны для воды и рассола располагают на конце вертикального участка трубопроводов. Обратные клапаны для воды и рассола монтируют аналогично аммиачным обратным клапанам подобной конструкции.
Приемные клапаны для воды и рассола располагают на конце вертикального участка трубопроводов. Обратные клапаны для воды и рассола монтируют аналогично аммиачным обратным клапанам подобной конструкции.
При монтаже аммиачных трубопроводов необходимо применять штампованные переходы. Использование сварных лепестковых переходов не разрешается. Допускается применение переходов с одним продольным швом.
Современная технология монтажа трубопроводов / Пожаротушение / Pozhproekt.ru
В современном здании, будь то офис, завод, жилой дом, коттедж, функционирует множество систем, формирующих его инфраструктуру, в том числе автоматическая система пожаротушения и система водоснабжения. СНиП 41-02-2003 и Свод Правил 5.13130.2009 рекомендует применение муфтовой арматуры, но выбор вида труб и их соединений выбирается проектировщиком, исходя из возможностей монтажа и конечной стоимости. Самым распространенным видом соединения трубопроводов являются сварные соединения, которые относятся к неразъемным. Их главным недостатком является то, что эти соединения требуют проведение огневых работ, что не всегда возможно, а если и возможно, то это приводит к остановке функционирования объекта монтажа, и как следствие, к убыткам из-за потери ценного времени. Использование фланцевого соединения, которое является разъемным, не исключит подобные ограничения применения, так как тоже требует проведение сварочных работ (соединения фланца с трубой). Более того, при монтаже возникает проблема центрирования отверстий, а при ограничении пространства для размещения соединения, использование фланца становится затруднительным. Весь ассортимент муфт на m01.ru Разъемное резьбовое соединение надежно и не требует сварки, однако оно ограничено областью применения для труб с условным диаметром до 50 мм, и выполнение качественного монтажа требует от рабочего определенного навыка. Муфтовые разъемные соединения — это современная технология монтажа трубопроводов, которая не имеет подобных ограничений применения и обладает рядом преимуществ перед другими видами соединений (таблица 1).
Их главным недостатком является то, что эти соединения требуют проведение огневых работ, что не всегда возможно, а если и возможно, то это приводит к остановке функционирования объекта монтажа, и как следствие, к убыткам из-за потери ценного времени. Использование фланцевого соединения, которое является разъемным, не исключит подобные ограничения применения, так как тоже требует проведение сварочных работ (соединения фланца с трубой). Более того, при монтаже возникает проблема центрирования отверстий, а при ограничении пространства для размещения соединения, использование фланца становится затруднительным. Весь ассортимент муфт на m01.ru Разъемное резьбовое соединение надежно и не требует сварки, однако оно ограничено областью применения для труб с условным диаметром до 50 мм, и выполнение качественного монтажа требует от рабочего определенного навыка. Муфтовые разъемные соединения — это современная технология монтажа трубопроводов, которая не имеет подобных ограничений применения и обладает рядом преимуществ перед другими видами соединений (таблица 1). Главное отличие изделия: надежность и долговечность, именно поэтому, в настоящее время во всем мире они завоевывают все большую популярность. На Западе, к примеру, весь монтаж систем пожаротушения полностью осуществляется на муфтах. В России до недавнего времени они не были широко распространены лишь из-за их высокой стоимости и сложности поставки, так как выпускались только за рубежом. Но сейчас предприятие ЗАО «ПО «Спецавтоматика» (г. Бийск) освоило серийный выпуск муфт трубопроводных разъемных «Fast Lock» с условным проходом от 25 до 150 мм, удовлетворяющих требованиям ГОСТ Р 51737‑2001, что подтверждено сертификатом пожарной безопасности. Соединение трубопроводов с помощью муфты «Fast Lock», состоящей из двух полумуфт, манжеты и болтовых соединений, позволяет снизить затраты за счет проведения монтажных работ в предельно короткие сроки (время сокращается в 2 раза) и без остановки функционирования объекта монтажа. Для монтажа трубопроводов с помощью «Fast Loсk» производится накатка канавок на трубах с использованием специального оборудования, далее необходим лишь минимум инструмента — набор гаечных ключей (рисунок 1).
Главное отличие изделия: надежность и долговечность, именно поэтому, в настоящее время во всем мире они завоевывают все большую популярность. На Западе, к примеру, весь монтаж систем пожаротушения полностью осуществляется на муфтах. В России до недавнего времени они не были широко распространены лишь из-за их высокой стоимости и сложности поставки, так как выпускались только за рубежом. Но сейчас предприятие ЗАО «ПО «Спецавтоматика» (г. Бийск) освоило серийный выпуск муфт трубопроводных разъемных «Fast Lock» с условным проходом от 25 до 150 мм, удовлетворяющих требованиям ГОСТ Р 51737‑2001, что подтверждено сертификатом пожарной безопасности. Соединение трубопроводов с помощью муфты «Fast Lock», состоящей из двух полумуфт, манжеты и болтовых соединений, позволяет снизить затраты за счет проведения монтажных работ в предельно короткие сроки (время сокращается в 2 раза) и без остановки функционирования объекта монтажа. Для монтажа трубопроводов с помощью «Fast Loсk» производится накатка канавок на трубах с использованием специального оборудования, далее необходим лишь минимум инструмента — набор гаечных ключей (рисунок 1).
Рисунок 1 – Принцип монтажа трубопровода на муфтах «Fast Lock»
Такой легкий монтаж и демонтаж соединений позволяет собирать сложные трубопроводные разводки и значительно упрощает ремонт и обслуживание трубопроводов. Системы, смонтированные с использованием муфтовых соединений, отличаются надежностью и долговечностью: соединение многократно испытаны и проверены, рассчитаны на рабочее давление до 1,6 МПа и могут эксплуатироваться в помещениях и на открытом воздухе в диапазоне температур от минус 30 до 150° С. Более того, муфтовые соединения могут применяться как на прямолинейных участках трубопровода, так и на участках, имеющих отклонения от оси или подверженных линейному (вдоль оси трубы) сжатию и растяжению и угловым изгибам во время работы под воздействием скачков давления и изменения температуры. Оценив все достоинства применения муфт «Fast Lock», ЗАО «ПО «Спецавтоматика» включает их в проекты, разрабатываемые собственным проектно-монтажным комплексом, и для обеспечения быстрого и удобного монтажа комплектует ими выпускаемые изделия, такие как модульные насосные станции и контрольно-пусковой узел управления «Спринт». ЗАО «ПО «Спецавтоматика» активно работает на рынке средств пожаротушения и автоматики уже более 38 лет, являясь единственным предприятием в РФ, производящим наиболее полную гамму оборудования для автоматических систем пожаротушения – оросители, узлы управления, обратные клапаны, генераторы пены, устройства внутриквартирного пожаротушения и др., всего более 300 наименований изделий в области пожарной безопасности. Наши квалифицированные специалисты помогут Вам с выбором необходимого оборудования в Ваш проект. Таблица 1
ЗАО «ПО «Спецавтоматика» активно работает на рынке средств пожаротушения и автоматики уже более 38 лет, являясь единственным предприятием в РФ, производящим наиболее полную гамму оборудования для автоматических систем пожаротушения – оросители, узлы управления, обратные клапаны, генераторы пены, устройства внутриквартирного пожаротушения и др., всего более 300 наименований изделий в области пожарной безопасности. Наши квалифицированные специалисты помогут Вам с выбором необходимого оборудования в Ваш проект. Таблица 1| Сравнение преимуществ | Соединение | |||
| резьбовое | фланцевое | сварное | муфтовое | |
| Компенсируют возможные угловые изгибы во время работы трубопровода | √ | |||
| Позволяет трубной сборке расширяться и сжиматься при изменении температуры | √ | |||
| Позволяет периодически заменять отдельные трубы равномерно распределяя износ всего трубопровода | √ | √ | ||
| Быстрота монтажа | √ | |||
Позволяет обеспечить вращение трубы для выравнивания трубопровода. | √ | |||
| Легкость монтажа, не требуются специальные навыки для монтажа | √ | √ | ||
| Монтаж без огневых работ, шума и вредных выбросов | √ | √ | ||
| Надежное соединение без ослабления в местах соединения | √ | √ | √ | |
| Позволяет производить монтаж, замену или ремонт трубопровода на взрывоопасных или потенциально имеющих большую вероятность возгорания помещений | √ | √ | √ | |
| Простота проведения ремонтных работ трубопровода | √ | |||
| Экономия за счет стоимости монтажных работ | √ | |||
| Обеспечивает проведение монтажа в ограниченном пространстве | √ | |||
| Возможность использования труб с антикоррозионным покрытием | √ | √ | ||
Распространенные причины не использовать фланцевые трубные соединения
Опубликовано 21 октября, 2019
Процедура выравнивания фланца гораздо более важна, чем сборка трубных соединений с пазами
Процедура выравнивания фланца состоит из трех монотонных, но необходимых шагов
- Изготовление фланца к трубе
- Совмещение отверстий под болты
- Квадратные поверхности фланца
Фланцевые соединения труб требуют времени для установки
При установке фланца отверстия для болтов должны быть точно совмещены, а поверхности ответных фланцев должны быть квадратными. Указатель отверстий под болты на входах и выходах оборудования должен точно совпадать с фланцем на трубопроводе, который будет подсоединен к агрегату. По мере того как сборка трубопроводов становится все более распространенной, ориентация фланца становится все более важной, поскольку неправильная ориентация фланца создает ряд проблем с несоосностью, требующих своевременной доработки на месте. Кроме того, только после того, как отверстия под болты фланца и сопрягаемые поверхности будут совмещены, можно установить и затянуть многочисленные болты и гайки по определенной звездообразной схеме с требуемым крутящим моментом для фиксации соединения.Монтаж фланцевых систем экспоненциально длиннее, чем систем с пазами, из-за необходимого точного выравнивания, нескольких болтов и гаек и сварки 100-процентной жесткой системы. Знаете ли вы, что на прокатку 6-дюймового куска трубы требуется всего 40 секунд?
Указатель отверстий под болты на входах и выходах оборудования должен точно совпадать с фланцем на трубопроводе, который будет подсоединен к агрегату. По мере того как сборка трубопроводов становится все более распространенной, ориентация фланца становится все более важной, поскольку неправильная ориентация фланца создает ряд проблем с несоосностью, требующих своевременной доработки на месте. Кроме того, только после того, как отверстия под болты фланца и сопрягаемые поверхности будут совмещены, можно установить и затянуть многочисленные болты и гайки по определенной звездообразной схеме с требуемым крутящим моментом для фиксации соединения.Монтаж фланцевых систем экспоненциально длиннее, чем систем с пазами, из-за необходимого точного выравнивания, нескольких болтов и гаек и сварки 100-процентной жесткой системы. Знаете ли вы, что на прокатку 6-дюймового куска трубы требуется всего 40 секунд?
Проблемы с выравниванием фланца становятся более сложными по мере увеличения размера трубы. Кроме того, фланцы примерно в два раза превышают ширину трубы, что затрудняет их установку в областях с ограниченным пространством, особенно когда некоторые болты и гайки трудно достать и затянуть.Например, внешний диаметр (OD) 12-дюймовой трубы составляет 12,75 дюйма, а внешний диаметр муфты того же размера составляет 15 дюймов. Благодаря возможности ориентации трубной муфты с пазами на 360 градусов в сочетании с меньшим профилем она идеально подходит для таких работ, как механические помещения, где пространство ограничено.
Кроме того, фланцы примерно в два раза превышают ширину трубы, что затрудняет их установку в областях с ограниченным пространством, особенно когда некоторые болты и гайки трудно достать и затянуть.Например, внешний диаметр (OD) 12-дюймовой трубы составляет 12,75 дюйма, а внешний диаметр муфты того же размера составляет 15 дюймов. Благодаря возможности ориентации трубной муфты с пазами на 360 градусов в сочетании с меньшим профилем она идеально подходит для таких работ, как механические помещения, где пространство ограничено.
Что мне использовать вместо процедуры выравнивания фланца? Муфты и фитинги для труб с пазами
Поскольку трубные муфты с пазами имеют меньшее количество болтов (а для некоторых производителей не требуется крутящий момент), соединение труб с пазами устанавливается до шести раз быстрее, чем фланцевые соединения труб, и это можно сделать с помощью простых ручных инструментов.В Victaulic для трубных муфт с пазами требуется всего два болта для размеров до 24 дюймов; для размеров от 26 до 60 дюймов только четыре болта. Для сравнения, 12-дюймовый фланец использует 12 гаек и болтов. Для некоторых производителей визуальный осмотр правильной установки трубной муфты может быть выполнен только путем подтверждения того, что контактные площадки болтов корпусов муфты соответствуют поверхности металла к металлу.
Для сравнения, 12-дюймовый фланец использует 12 гаек и болтов. Для некоторых производителей визуальный осмотр правильной установки трубной муфты может быть выполнен только путем подтверждения того, что контактные площадки болтов корпусов муфты соответствуют поверхности металла к металлу.
Трубопроводные системы, установленные с трубными муфтами и фитингами с пазами, не имеют проблем соосности с фланцевыми соединениями.Не существует схемы расположения отверстий под болты, а трубную муфту с канавками можно ориентировать в любом месте вокруг трубы в поле, чтобы обеспечить легкий доступ к болтам и, в свою очередь, упростить процедуру сборки. В отличие от фланцевых соединений, болты и гайки в муфте с пазами перпендикулярны нагрузкам первичной системы, поэтому они удерживают вместе только сегменты корпуса. Корпус муфты также включает в себя упругую эластомерную прокладку, которая поддерживает герметичное уплотнение во время циклического изменения давления и температуры в течение всего срока службы системы, не требуя какого-либо обслуживания.
Пример из реальной жизни
Для фланцевания шестидюймового соединения на трубе из углеродистой стали Schedule 40 требуется восемь болтов, а на завершение потребуется около полутора человеко-часов. Это можно сделать всего за 20 минут, используя раствор с бороздками. Или около десяти минут с использованием муфты Victaulic Installation-Ready ™, так как они не требуют разборки перед установкой. Оба решения с канавками требуют всего двух болтов и гаек.
Эта экономия времени продолжает расти с системами трубопроводов большего диаметра.Фланцевое соединение 36 дюймов на трубе из углеродистой стали со стандартной стенкой 3/8 дюйма потребует 32 гаек и болтов и около десяти человеко-часов. Для муфты с пазами такого размера потребуется всего четыре гайки и болта, а это займет около двух часов. По этим причинам трубные муфты с пазами являются лучшим методом соединения труб при сжатых графиках строительства.
Прочтите нашу другую публикацию в этой серии из двух частей, Почему не использовать фланцевые трубные соединения , чтобы узнать, почему трубные муфты с канавками являются лучшим методом соединения труб, когда вы беспокоитесь о простоях.
Трубы и трубопроводная арматура | Подключение к приборам и связь
Труба — это полая конструкция, предназначенная для обеспечения замкнутого пути прохождения жидкости, обычно изготавливаемая из литого металла (хотя пластик является обычным материалом для труб для многих промышленных применений). В этом разделе обсуждаются некоторые из наиболее распространенных методов соединения труб (и соединения концов труб с оборудованием, таким как приборы для измерения давления).
Фитинги фланцевые
В Соединенных Штатах Америки большинство крупных промышленных труб соединяются фланцами .«Фланец» трубы — это металлическое кольцо, обычно приваренное к концу трубы, с просверленными в нем отверстиями параллельно центральной линии трубы для установки нескольких болтов:
Фланцевые соединения обеспечивают герметичность за счет вставки кольцевидной прокладки между парами фланцев перед затяжкой болтов. Прокладки изготавливаются из материалов более мягких, чем материал фланца. Когда прокладка зажата между парой фланцев, она будет «раздавлена» между ними, чтобы закрыть все возможные пути утечки.
Когда прокладка зажата между парой фланцев, она будет «раздавлена» между ними, чтобы закрыть все возможные пути утечки.
На схемах приборов, таких как P и ID, фланцы обозначаются двумя короткими параллельными линиями, обе перпендикулярными трубе. Размер трубы фланца часто указывается рядом с обозначением фланца, как в случае с этим обозначением 8-дюймового фланца, показанным ниже:
Здесь представлена фотография магнитного расходомера Rosemount с фланцевыми фитингами с 4 болтами:
Если внимательно осмотреть фланцевые соединения, можно увидеть зазор между поверхностями фланцев, образованный толщиной прокладочного материала, «зажатого» между парами фланцев.
На этой следующей фотографии мы видим пару больших фланцевых соединений трубы на обоих концах относительно короткого участка трубы «катушки». Большое количество шпилек, удерживающих каждый комплект фланцев вместе, дает вам некоторое представление о давлении жидкости внутри, в данном случае выше 1000 фунтов на квадратный дюйм!
Как и ранее показанные фланцы расходомера, зазоры между поверхностями фланцевых колец показывают пространство, занимаемое прокладкой, уплотняющей эти фланцевые поверхности вместе, образуя герметичное уплотнение.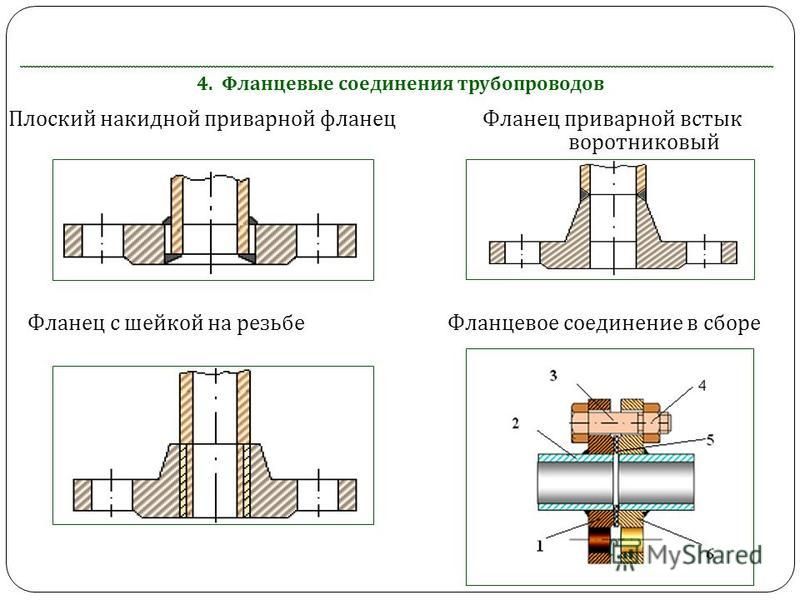
Обычный метод установки такой фланцевой прокладки — сначала установить только половину болтов (в отверстия ниже средней линии трубы), опустить прокладку между фланцами, вставить оставшиеся болты, а затем приступить к затяжке всех болтов. с правильным крутящим моментом:
Фланцы различаются конструкцией уплотнения и требуемым типом прокладки. В Соединенных Штатах одной из наиболее распространенных конструкций «торцевых» фланцев является фланец с выступом (RF), предназначенный для уплотнения относительно прокладки посредством набора концентрических канавок, обработанных на лицевой поверхности фланца.Эти канавки образуют уплотняющую поверхность с гораздо большей длиной пути утечки, чем если бы поверхности были гладкими, что препятствует утечке технологической жидкости под давлением.
Другая конструкция поверхности фланца называется кольцевым соединением (RTJ). В этой конструкции специальное металлическое кольцо находится внутри канавки, обработанной на торцах обоих сопрягаемых фланцев, раздавливая и заполняя эту канавку, когда фланцы должным образом затянуты вместе. Фланцы RTJ обычно используются в приложениях с высоким давлением, где контроль утечек является более сложной задачей.Канавки на фланцах RTJ должны быть полностью свободны от посторонних материалов и иметь правильную форму (не деформированную) для обеспечения надлежащего уплотнения.
Фланцы RTJ обычно используются в приложениях с высоким давлением, где контроль утечек является более сложной задачей.Канавки на фланцах RTJ должны быть полностью свободны от посторонних материалов и иметь правильную форму (не деформированную) для обеспечения надлежащего уплотнения.
В Соединенных Штатах фланцы часто оцениваются в соответствии с системой «классов давления», определенной в стандарте 16.5 ANSI (Американский национальный институт стандартов). Эти классы давления обозначаются числовыми значениями, за которыми следуют «фунт», «фунт» или «#». Общие рейтинги ANSI включают классы давления 150 #, 300 #, 400 #, 600 #, 900 #, 1500 # и 2500 #.Следует отметить, что эти номера классов не , а не относятся непосредственно к номинальному давлению в единицах PSI, но что они масштабируются с давлением (т.е. фланец 600 # будет иметь большее номинальное давление, чем фланец 300 #, все другие факторы равны). Номинальное давление зависит не только от «класса» фланца, но и от рабочей температуры, поскольку металлы имеют тенденцию к ослаблению при повышенной температуре.
Первоначально обозначения классов ANSI основывались на номинальных характеристиках этих фланцев при эксплуатации в паропроводах.Например, фланец 250 # получил такую оценку, потому что он был разработан для использования в трубопроводах, где текучей средой был насыщенный пар с давлением 250 фунтов на квадратный дюйм (и 400 градусов по Фаренгейту). По мере развития металлургии эти фланцы стали способны выдерживать более высокое давление при более высоких температурах, но первоначальный рейтинг «фунт» остался. Такое положение дел мало чем отличается от рейтинга американских легких грузовиков «тоннаж»: грузовик «тонна» на самом деле способен перевезти более 2000 фунтов груза. Обозначение «одна тонна» относится к конкретной конструкции, которая раньше оценивалась примерно в 2000 фунтов, но благодаря достижениям в области металлургии и производства теперь может значительно превзойти эту оценку.
Для правильной работы фланцы и компоненты трубопроводов должны иметь соответствующие номинальные характеристики и размеры. Например, регулирующий клапан с фланцевым корпусом, рассчитанным на 4-дюймовый ANSI класс 300 #, может быть правильно присоединен только к другому 4-дюймовому трубному фланцу ANSI класса 300 #. Физическая целостность системы трубопроводов будет поставлена под угрозу, если несовпадающие фланцы класса давления будут соединены вместе. Также необходимо выбрать надлежащие типы прокладок в соответствии с классом давления ответных фланцев.Таким образом, каждое фланцевое соединение должно рассматриваться как полная система , целостность которой гарантируется только в том случае, если все компоненты, составляющие эту систему, спроектированы для совместной работы.
Например, регулирующий клапан с фланцевым корпусом, рассчитанным на 4-дюймовый ANSI класс 300 #, может быть правильно присоединен только к другому 4-дюймовому трубному фланцу ANSI класса 300 #. Физическая целостность системы трубопроводов будет поставлена под угрозу, если несовпадающие фланцы класса давления будут соединены вместе. Также необходимо выбрать надлежащие типы прокладок в соответствии с классом давления ответных фланцев.Таким образом, каждое фланцевое соединение должно рассматриваться как полная система , целостность которой гарантируется только в том случае, если все компоненты, составляющие эту систему, спроектированы для совместной работы.
Очень важная процедура, которую необходимо соблюдать при затяжке болтов, скрепляющих два фланца, — это равномерное распределение давления болта, чтобы ни одна из частей фланца не подвергалась значительно большему давлению болта, чем любая другая зона. В идеале вы бы затянули все болты с одним и тем же пределом крутящего момента одновременно . Однако, поскольку это невозможно с помощью всего лишь одного гаечного ключа, лучшей альтернативой является затягивание болтов в чередующейся последовательности с постепенным увеличением крутящего момента. Наглядная последовательность затяжки показана на следующей диаграмме (числа указывают порядок, в котором должны быть затянуты болты):
Однако, поскольку это невозможно с помощью всего лишь одного гаечного ключа, лучшей альтернативой является затягивание болтов в чередующейся последовательности с постепенным увеличением крутящего момента. Наглядная последовательность затяжки показана на следующей диаграмме (числа указывают порядок, в котором должны быть затянуты болты):
С помощью одного гаечного ключа вы должны затянуть каждый болт с предварительным крутящим моментом в указанной последовательности. Затем вы должны повторить последовательность затяжки с дополнительным крутящим моментом еще несколько циклов, пока все болты не будут затянуты до рекомендуемого значения крутящего момента.Обратите внимание на то, как последовательность крутящего момента чередуется между четырьмя квадрантами фланца, гарантируя, что фланцы равномерно сжаты вместе, поскольку все болты постепенно затягиваются. Этот метод чередования квадрантов по кругу часто называют перекрестным затягиванием .
Специальные ключи, называемые динамометрическими ключами , существуют для измерения прилагаемого крутящего момента во время процесса затяжки. В критических приложениях с высоким давлением фактическое растяжение каждого фланцевого болта измеряется как прямой показатель силы затяжки.Специальный болт, продаваемый под торговой маркой Rotabolt , содержит собственный встроенный индикатор деформации, позволяющий механику узнать, когда болт был достаточно затянут, независимо от инструмента, использованного для его затяжки.
В критических приложениях с высоким давлением фактическое растяжение каждого фланцевого болта измеряется как прямой показатель силы затяжки.Специальный болт, продаваемый под торговой маркой Rotabolt , содержит собственный встроенный индикатор деформации, позволяющий механику узнать, когда болт был достаточно затянут, независимо от инструмента, использованного для его затяжки.
Еще одна важная процедура, которую необходимо соблюдать при работе с фланцевыми трубными соединениями, — это ослабление болтов на стороне , удаленной от фланца , перед ослаблением болтов на стороне фланца, ближайшей к вам. Это строго мера предосторожности против разбрызгивания технологической жидкости на ваше лицо или тело в случае накопления давления внутри трубы с фланцем.Если потянуться через трубу, чтобы сначала ослабить фланцевые болты на дальней стороне, если внутри трубы окажется какое-либо давление, оно должно сначала протечь туда, выпуская давление в направлении от вас.
Специальным условием для фланцевых соединений труб является возможность установки глухой металлической пластины, называемой заглушкой , поверх или между поверхностями фланца, тем самым предотвращая поток. Это полезно, когда труба должна быть частично заблокирована, например, если эта секция трубы была выведена из эксплуатации, или если секция трубы должна быть герметизирована из соображений безопасности во время операций технического обслуживания.
Для установки заглушки необходимо сначала сломать фланцевое соединение, а затем раздвинуть фланцы, чтобы обеспечить необходимое пространство для заглушки. После установки новых прокладок вместе с заглушкой, фланцевые болты могут быть повторно установлены и затянуты в соответствии со спецификацией. Здесь представлена фотография жалюзи из нержавеющей стали (не установленной на трубе), на которой четко видны две сварные подъемные петли, облегчающие работу с этим тяжелым оборудованием:
В приложениях, где «ослепление» является частым явлением, для упрощения задачи можно установить постоянную форму слепых под названием очковые слепые . Очковая штора состоит из обычной слепой пластины, прикрепленной к кольцу равного диаметра с помощью короткого язычка, очертание которого напоминает пару очков:
Очковая штора состоит из обычной слепой пластины, прикрепленной к кольцу равного диаметра с помощью короткого язычка, очертание которого напоминает пару очков:
Поскольку кольцо для очков имеет точно такую же толщину, что и его глухая пластина, система трубопроводов может быть спроектирована и изготовлена с учетом толщины жалюзи, при этом зазор между фланцем остается постоянным для «открытого» и «слепого» состояний. . Это особенно полезно в очень больших системах трубопроводов, где сила, необходимая для разделения ранее сопряженных поверхностей фланца, может быть очень большой.
На следующей фотографии можно увидеть солнцезащитные очки, где жалюзи установлены таким образом, что «слепая» половина, окрашенная в желтый цвет, открыта, а «открытая» половина зажата между фланцами трубы, чтобы позволить потоку через эту трубу. :
На следующей фотографии показаны солнцезащитные очки, установленные с другой стороны, где открыта «открытая» половина, а «слепая» половина блокирует движение жидкости по трубе:
Фитинги с конической резьбой
Для труб меньшего размера резьбовые фитинги чаще используются для создания соединений между трубами, а также между трубами и оборудованием (включая некоторые инструменты). Очень распространенной конструкцией трубных фитингов с резьбой является конструкция с конической трубной резьбой . Назначение конической резьбы — позволить трубе и фитингу «заклинивать» вместе при зацеплении, создавая соединение, которое является механически прочным и герметичным.
Очень распространенной конструкцией трубных фитингов с резьбой является конструкция с конической трубной резьбой . Назначение конической резьбы — позволить трубе и фитингу «заклинивать» вместе при зацеплении, создавая соединение, которое является механически прочным и герметичным.
При первом зацеплении наружной и внутренней конических круговых нитей образуется неплотное соединение:
Однако после затяжки конический профиль резьбы заклинивает как охватываемую, так и охватывающую части плотно вместе:
Для фитингов с конической резьбой существует несколько различных стандартов.{o} \)):
На трубную резьбу NPT перед сборкой необходимо нанести некоторый вид герметика , чтобы обеспечить герметичное уплотнение между резьбами. Для этого хорошо подходят тефлоновая лента и различные жидкие смеси для труб. Герметики необходимы с резьбой NPT по двум причинам: для смазки наружной и внутренней частей (для защиты от истирания металлических поверхностей), а также для заполнения спирального зазора, образованного между основанием внутренней резьбы и вершиной наружной резьбы ( наоборот).
NPTF (National Pipe Thread) спроектирована с тем же углом резьбы и шагом, что и резьба NPT, но тщательно обработана, чтобы избежать спирального пути утечки, присущего резьбе NPT. Эта конструкция — по крайней мере теоретически — позволяет избежать необходимости использовать герметик с резьбой NPTF для обеспечения герметичного уплотнения между наружной и внутренней частью, поэтому резьбу NPTF обычно называют dryseal . Однако на практике все же рекомендуется использовать какой-либо вид герметика (или, по крайней мере, какой-либо вид смазки для резьбы ), чтобы обеспечить надежное уплотнение.{o} \)):
Фитинги с параллельной резьбой
Альтернативой конической резьбе в стыках труб является использование параллельной резьбы, аналогичной резьбе крепежных винтов и болтов. Поскольку параллельная резьба не может сама по себе образовывать герметичное уплотнение, уплотняющее действие трубного фитинга с параллельной резьбой должно быть достигнуто другим способом. Эта функция обычно выполняется с помощью уплотнительного кольца или прокладки.
Эта функция обычно выполняется с помощью уплотнительного кольца или прокладки.
В США распространенной конструкцией трубных фитингов с параллельной резьбой является прямая резьба SAE , названная в честь Общества автомобильных инженеров :
Уплотнение достигается за счет прижатия уплотнительного кольца к заплечику фитинга с внутренней резьбой.{o} \). Как и в стандарте SAE с параллельной резьбой, уплотнение осуществляется с помощью уплотнительного кольца, которое прижимается к буртику соответствующего фитинга с внутренней резьбой:
Фитинги для сантехники
Пищевая промышленность, производство фармацевтических препаратов и биологические исследования естественно чувствительны к присутствию таких микроорганизмов, как бактерии, грибки и водоросли. В этих процессах важно гарантировать отсутствие вредных микроорганизмов как с точки зрения здоровья человека, так и с точки зрения контроля качества.По этой причине технологические трубопроводы и резервуары в этих отраслях промышленности спроектированы в первую очередь для тщательной очистки без необходимости демонтажа. Регулярные циклы очистки и стерилизации планируются и выполняются между графиками производства (партиями), чтобы не допустить роста колоний вредных микроорганизмов.
Регулярные циклы очистки и стерилизации планируются и выполняются между графиками производства (партиями), чтобы не допустить роста колоний вредных микроорганизмов.
Стандартный протокол Clean-In-Place (CIP) состоит из слива технологической жидкости из всех технологических трубопроводов и сосудов с последующей их промывкой водой для ополаскивания, раствором моющего средства, щелочным раствором, а иногда и кислотным раствором, с последующей промывкой. заключительное ополаскивание водой.Для повышения степени дезинфекции также может быть включен цикл Steam-In-Place (SIP), который стерилизует все технологические трубы и сосуды горячим паром, чтобы гарантировать уничтожение любых микроорганизмов.
Важной конструктивной особенностью любого санитарного процесса является устранение любых «тупиков» (которые в промышленности часто называют тупиками ), щелей или пустот, в которых может собираться и застаиваться жидкость. Это включает любые инструменты, контактирующие с технологическими жидкостями.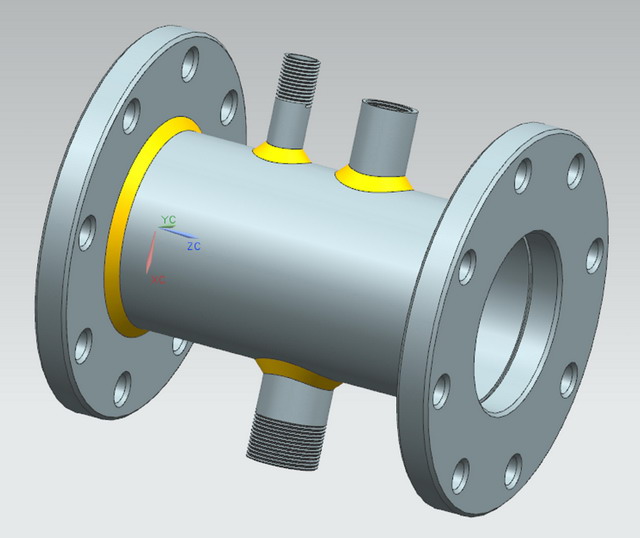 Было бы небезопасно, например, подключать что-то столь же простое, как манометр с трубкой Бурдона, к трубе, по которой проходит биологически чувствительная жидкость (жидкости), поскольку внутренний объем трубки Бурдона будет действовать как застойное убежище для колоний микроорганизмов. организмов для выращивания:
Было бы небезопасно, например, подключать что-то столь же простое, как манометр с трубкой Бурдона, к трубе, по которой проходит биологически чувствительная жидкость (жидкости), поскольку внутренний объем трубки Бурдона будет действовать как застойное убежище для колоний микроорганизмов. организмов для выращивания:
Вместо этого в любом манометре должна использоваться изолирующая диафрагма, где давление технологической жидкости передается механизму манометра через стерильную «заполняющую жидкость», которая никогда не контактирует с технологической жидкостью:
При установленной изолирующей диафрагме отсутствуют застойные места для сбора технологической жидкости, что исключает промывку циклами CIP или SIP.
Стандартные трубные фитинги проблематичны в санитарных системах, так как крошечные пустоты между стыковочной резьбой наружных и внутренних трубных фитингов могут служить убежищем для микроорганизмов. Чтобы избежать этой проблемы, вместо нее используется специальная сантехника . Эти фитинги состоят из согласованной пары фланцев, удерживаемых вместе внешним зажимом. Набор сантехники на испытательном стенде приборов показан на следующей фотографии:
Эти фитинги состоят из согласованной пары фланцев, удерживаемых вместе внешним зажимом. Набор сантехники на испытательном стенде приборов показан на следующей фотографии:
На следующей фотографии показана установка датчика давления на линии сверхчистой воды с использованием одной из этих сантехнических деталей.Внешний зажим, удерживающий два фланца вместе, хорошо виден на этой фотографии:
Фитинги для сантехнических труб не ограничиваются подключением к приборам. Вот две фотографии технологического оборудования (шаровой кран слева и насос справа), подключенного к технологическим трубам с помощью сантехнической арматуры:
Предотвращение неправильной установки болтовых фланцевых соединений
Болтовые фланцевые соединения — распространенный метод соединения труб с технологическими компонентами.Они обеспечивают доступ для осмотра, обслуживания и ремонта и могут быть собраны и разобраны относительно быстро. Хотя фланцевое соединение с болтовым соединением на первый взгляд является относительно простым механическим элементом, последствия отказа могут быть серьезными, вызывая нежелательные простои, потерю доходов и проблемы с безопасностью. Незначительные утечки воздуха или воды, как правило, устранимы, но если технологическая жидкость опасна, существует риск нанесения вреда персоналу или окружающей среде. Крупные утечки представляют собой угрозу безопасности и могут быть дорогостоящими, поскольку могут привести к простою установки.
Незначительные утечки воздуха или воды, как правило, устранимы, но если технологическая жидкость опасна, существует риск нанесения вреда персоналу или окружающей среде. Крупные утечки представляют собой угрозу безопасности и могут быть дорогостоящими, поскольку могут привести к простою установки.
Существует множество факторов, которые могут вызвать протечку фланцевого соединения. К ним относятся неправильный выбор прокладки, поврежденные болты и гайки, смещенные или слишком далеко друг от друга фланцы, повреждение уплотнительной поверхности и недо- или перегрузка прокладки. Анализ отказов показал, что до 85 процентов всех отказов прокладок происходит из-за неправильной установки пользователем.Жизненно важно, чтобы персонал, отвечающий за сборку фланцев, обладал необходимыми знаниями и компетенцией для выполнения этой работы.
Традиционно этот набор навыков передается путем внутреннего обучения, проводимого инженерами компании, или посредством передачи
практического опыта от техника к специалисту.
Несмотря на то, что это обучение является ценным, ему часто не хватает возможностей для понимания множества факторов, действующих в суставе.Компании редко могут позволить себе выделить необходимые ресурсы для создания и поддержки эксперта по этой широкой и подробной теме.
Еще одна проблема заключается в том, что историческое отсутствие ученичества в сочетании со стареющей рабочей силой привело к тому, что для установки требуется менее квалифицированный персонал. Без необходимой подготовки плохие методы укоренились, а неудачи стали превалирующими.
Хорошая новость заключается в том, что проблема решается, и доступны программы обучения для повышения квалификации в сборке фланцев с болтовыми соединениями. Компетентность определяется как способность брать на себя ответственность и выполнять действия в соответствии с признанными стандартами на регулярной основе. Это сочетание навыков, опыта и знаний.
Компетентность определяется как способность брать на себя ответственность и выполнять действия в соответствии с признанными стандартами на регулярной основе. Это сочетание навыков, опыта и знаний.
Чем более компетентным и квалифицированным становится персонал, занимающийся изготовлением болтовых соединений, тем больше уменьшается количество дефектов, которые могут привести к потере герметичности.
Виды обученияЕсть несколько вариантов для персонала пройти признанный курс по фланцевым болтовым соединениям; Европейский стандарт EN1591-4: 2013 является, пожалуй, наиболее полным и может быть доставлен на территории компании.Обучение, одобренное Советом по обучению инженерно-строительной отрасли (ECITB), такое как MJI10, также является допустимым вариантом, но требует, чтобы обучение проводилось в утвержденных центрах.
ИЗОБРАЖЕНИЕ 2: Типовая установка для фланцев, используемая при практическом обучении болтовому фланцевому соединению Дополнительные варианты включают обновленный стандарт Американского общества инженеров-механиков (ASME) PCC-1: 2019 в отношении Приложения A («Обучение и квалификация персонала, выполняющего сборку болтовых соединений»), а также рекомендации Института энергетики, касающиеся целостности болтовых соединений. для напорных систем.Их необходимо прочитать и усвоить с точки зрения разработки надежной совместной программы обеспечения целостности.
для напорных систем.Их необходимо прочитать и усвоить с точки зрения разработки надежной совместной программы обеспечения целостности.
Программы формального обучения обычно включают сочетание обучения в классе и практических занятий с использованием буровой установки, так что кандидаты уезжают со знаниями и практическими навыками, необходимыми для разборки и сборки фланцевых соединений.
Кандидаты должны узнать о различных компонентах, таких как типы соединений, прокладок, болтов и смазки, а также о необходимых навыках, необходимых для использования ручного нагружения крутящим моментом и методов последовательной затяжки.
Кандидаты должны понимать значение совместного управления добропорядочностью, а также требуемые глобальные руководящие принципы и законодательство, включая идентификацию, проверку и соблюдение нормативных требований посредством соответствующей документации.
Типовая повестка дняТипичная повестка дня должна охватывать:
Принципы фланцевых соединений на болтах
Введение в предмет; сосредоточить внимание на аспектах здоровья и безопасности в процессе сборки; последствия отказа сустава; стандарты и законодательные требования, связанные с фланцевыми соединениями
с болтовым креплением.
Фланцы, болты и прокладки
Основное внимание здесь уделяется пониманию роли трех основных компонентов болтового соединения. Кандидаты должны знать о различных типах фланцев, болтов и прокладок; как они взаимодействуют друг с другом; и как они могут быть скомпрометированы при неправильном выборе или сборке.
Процесс сборки
Соблюдение надлежащих процедур затяжки имеет решающее значение для герметичного уплотнения. Следует сосредоточиться на том, как сделать это правильно с первого раза, и дать понимание этапов процесса сборки.Охватываемые темы должны включать метод сборки соединения и процедуры затяжки, принцип напряжения болта и важность использования смазки болта для герметизации соединения.
Учет
Ключевой частью процесса проверки целостности соединения является подготовка протокола сборки фланца для каждого смонтированного соединения, особенно тех, которые считаются находящимися в критическом состоянии. Это обучение должно охватывать запись работы болтовых соединений и ведение записей.
Это обучение должно охватывать запись работы болтовых соединений и ведение записей.
Неисправности прокладок могут быть проблематичными, вызывая простои, потерю доходов и проблемы с безопасностью. Подавляющее большинство отказов прокладок происходит из-за неправильной установки; тем не менее, при правильном руководстве и надлежащем обучении большинство этих неудач можно предотвратить.
Как установить накладку на фланец
Как установить накладку на фланец
Фланцы Slip On или SO обычно дешевле, чем фланцы с приварной шейкой, и поэтому наши клиенты часто выбирают их.Однако покупатели должны иметь в виду, что эта первоначальная экономия затрат может быть уменьшена за счет дополнительных затрат на два угловых шва, необходимых для правильной установки. Кроме того, фланцы с приварной шейкой имеют более продолжительный срок службы, чем фланцы, надетые под давлением.
Скольжение на фланце — это, по сути, кольцо, которое надевается на конец трубы, при этом поверхность фланца выступает от конца трубы на расстояние, достаточное для наложения сварного шва на внутренний диаметр.
На задней стороне фланца также приварен наружный диаметр фланца скольжения.Надвижные фланцы имеют меньшую стоимость материала, чем фланцы с приварной шейкой, и их легче выравнивать.
Скользящий фланец также может использоваться в качестве фланцев с соединением внахлест, если используются заглушки типа B или типа C.
Конструкционные материалы
Накидные фланцы могут изготавливаться из различных материалов в зависимости от материала труб и требований области применения. Выбор зависит от таких факторов, как коррозия окружающей среды, рабочая температура, давление потока и экономичность.Некоторые из наиболее распространенных материалов включают углеродистую сталь, легированную сталь, нержавеющую сталь, чугун, медь и ПВХ.
- Углеродистая сталь — это сталь, легированная в основном углеродом. Он обладает высокой твердостью и прочностью, которая увеличивается с увеличением содержания углерода, но снижает пластичность и температуру плавления. Для получения дополнительной информации об углеродистых и легированных сталях.
- Легированная сталь — это сталь, легированная одним или несколькими элементами, которые улучшают или изменяют свойства стали. Обычные сплавы включают марганец, ванадий, никель, молибден и хром.Легированные стали различают по стандартным маркам. Для получения конкретной информации об отдельных типах легирующих элементов.
- Нержавеющая сталь — это сталь, легированная хромом в количестве более 10%. Хром позволяет нержавеющей стали иметь гораздо более высокую коррозионную стойкость, чем углеродистая сталь, которая легко ржавеет от воздействия воздуха и влаги. Это делает нержавеющую сталь более подходящей для коррозионных применений, требующих высокой прочности. Для получения дополнительной информации о сплавах нержавеющей стали.
- Чугун — это железо, легированное углеродом, кремнием и рядом других легирующих добавок. Кремний вытесняет углерод из железа, образуя черный графитовый слой на внешней стороне металла. Чугуны обладают хорошей текучестью, литьем, обрабатываемостью и износостойкостью, но имеют тенденцию быть несколько хрупкими с низкими температурами плавления.
- Алюминий — ковкий, пластичный металл с низкой плотностью и средней прочностью. Она имеет лучшую коррозионную стойкость, чем обычные углеродистые и легированные стали.Это наиболее полезно при конструировании фланцев, требующих прочности и небольшого веса. Для получения дополнительной информации об алюминии.
- Латунь — это сплав меди и цинка, часто с дополнительными элементами, такими как свинец или олово. Он характеризуется хорошей прочностью, отличной пластичностью при высоких температурах, приемлемой пластичностью на холоде, хорошей проводимостью, отличной коррозионной стойкостью и хорошими несущими свойствами. Для получения дополнительной информации о латуни и других медных сплавах.
- ПВХ или поливинилхлорид — это недорогой, прочный и простой в сборке термопластичный полимер.Он устойчив как к химической, так и к биологической коррозии. Добавив пластификаторы, можно сделать его более мягким и гибким.
 Чугуны обладают хорошей текучестью, литьем, обрабатываемостью и износостойкостью, но имеют тенденцию быть несколько хрупкими с низкими температурами плавления.
Чугуны обладают хорошей текучестью, литьем, обрабатываемостью и износостойкостью, но имеют тенденцию быть несколько хрупкими с низкими температурами плавления. Добавив пластификаторы, можно сделать его более мягким и гибким.
Добавив пластификаторы, можно сделать его более мягким и гибким.- Фланцы с приварной шейкой (Weldneck Flanges) — отличаются от других своей длинной конической ступицей и плавным переходом толщины в области стыкового сварного шва, соединяющего их с трубой. Длинная коническая ступица обеспечивает важное усиление фланца с точки зрения прочности и сопротивления выпуклости. Плавный переход от толщины фланца к толщине стенки трубы чрезвычайно полезен в условиях повторяющегося изгиба, вызванного линейным расширением / сжатием или другими силами, и обеспечивает прочность, эквивалентную прочности стыкового сварного соединения между трубами.Этот тип фланца предпочтительнее для любых тяжелых условий эксплуатации, будь то результат высокого давления, отрицательных или высоких температур или экстремальных условий нагрузки. Этот тип фланца рекомендуется для работы с взрывоопасными, легковоспламеняющимися или дорогостоящими жидкостями, где необходимо минимизировать потерю герметичности или локальный отказ.
- Надвижные фланцы — по-прежнему являются предпочтительными фланцами для большинства монтажных подрядчиков из-за их более низкой первоначальной стоимости, меньшей точности, необходимой при обрезке трубы по длине, и большей простоты выравнивания сборки труб.К сожалению, их окончательная стоимость установки, вероятно, не намного меньше (если таковая будет), чем стоимость фланцев с приварной шейкой. Их расчетная прочность при внутреннем давлении составляет примерно 2/3 прочности фланца приварной шейки, а их усталостная долговечность составляет примерно 1/3 от прочности фланцев приварной шейки. По этим причинам накладные фланцы ограничены размерами трубопроводов от 1/2 ″ до 2 ½ ″ в стандарте класса 1500 ANSI.
- Фланцы с соединением внахлест — в основном устанавливаются с заглушками для соединения внахлест, общая начальная стоимость которых примерно на 1/3 выше, чем у сопоставимых фланцев с приварной шейкой.Их способность выдерживать давление не намного лучше, чем у надвижных фланцев, а их усталостная долговечность составляет всего 1/10 от срока службы фланцев с приварной шейкой. Фланцы с соединением внахлест в основном используются в системах трубопроводов из углеродистой или низколегированной стали, где требуется частый демонтаж для проверки и очистки, а также возможность поворота фланцев и выравнивания отверстий под болты упрощает монтаж труб большого диаметра или необычно жестких труб. Следует избегать их использования в местах, где возникает сильное напряжение изгиба.
- Фланцы с резьбой — из стали предназначены только для специальных применений. Их главная заслуга в том, что их можно собирать без сварки. Они часто используются в условиях чрезвычайно высоких давлений, особенно при температуре окружающей среды или около нее, где легированная сталь имеет важное значение для прочности и где необходимая термообработка после сварки нецелесообразна. Резьбовые фланцы не подходят для условий, включающих температуру или изгибающие напряжения любой величины, особенно в циклических условиях, когда утечка через резьбу может происходить за относительно небольшое количество циклов расширения, сжатия или напряжения. Иногда для преодоления этого недостатка выполняется сварка уплотнений, но ее нельзя считать полностью удовлетворительной.
- Фланцы под приварную втулку — доступны для использования на малогабаритных трубопроводах высокого давления. Их начальная стоимость примерно на 10% выше, чем у накладных фланцев. При наличии внутреннего сварного шва их статическая прочность равна статической прочности фланцев с двойным приварным швом, а их усталостная прочность на 50% выше. Обеспечение гладкости отверстий возможно за счет шлифовки внутреннего сварного шва, в отличие от съемных фланцев, которые требуют, чтобы поверхность фланца была скошена и обработана заново после сварки.Фланец с внутренней приваркой становится все более популярным в трубопроводной промышленности для химических процессов.
- Глухие фланцы — это трубные фланцы, используемые для уплотнения конца трубопроводной системы или отверстий резервуаров высокого давления для предотвращения потока. Фланцы глухой трубы обычно используются для испытания давления потока жидкости или газа через трубу или сосуд. Глухие фланцы трубы также обеспечивают легкий доступ к трубе в случае, если работа должна выполняться внутри линии. Фланцы глухой трубы часто используются для приложений высокого давления.Фланцы скольжения на трубе со ступицей имеют опубликованные спецификации в диапазоне от 1/2 ″ до 96 ″. Sunny Steel предлагает фланцы для глухих труб из материалов всех марок, спецификаций и размеров.

 Фланцы с соединением внахлест в основном используются в системах трубопроводов из углеродистой или низколегированной стали, где требуется частый демонтаж для проверки и очистки, а также возможность поворота фланцев и выравнивания отверстий под болты упрощает монтаж труб большого диаметра или необычно жестких труб. Следует избегать их использования в местах, где возникает сильное напряжение изгиба.
Фланцы с соединением внахлест в основном используются в системах трубопроводов из углеродистой или низколегированной стали, где требуется частый демонтаж для проверки и очистки, а также возможность поворота фланцев и выравнивания отверстий под болты упрощает монтаж труб большого диаметра или необычно жестких труб. Следует избегать их использования в местах, где возникает сильное напряжение изгиба. Иногда для преодоления этого недостатка выполняется сварка уплотнений, но ее нельзя считать полностью удовлетворительной.
Иногда для преодоления этого недостатка выполняется сварка уплотнений, но ее нельзя считать полностью удовлетворительной. Фланцы глухой трубы обычно используются для испытания давления потока жидкости или газа через трубу или сосуд. Глухие фланцы трубы также обеспечивают легкий доступ к трубе в случае, если работа должна выполняться внутри линии. Фланцы глухой трубы часто используются для приложений высокого давления.Фланцы скольжения на трубе со ступицей имеют опубликованные спецификации в диапазоне от 1/2 ″ до 96 ″. Sunny Steel предлагает фланцы для глухих труб из материалов всех марок, спецификаций и размеров.
Фланцы глухой трубы обычно используются для испытания давления потока жидкости или газа через трубу или сосуд. Глухие фланцы трубы также обеспечивают легкий доступ к трубе в случае, если работа должна выполняться внутри линии. Фланцы глухой трубы часто используются для приложений высокого давления.Фланцы скольжения на трубе со ступицей имеют опубликованные спецификации в диапазоне от 1/2 ″ до 96 ″. Sunny Steel предлагает фланцы для глухих труб из материалов всех марок, спецификаций и размеров.Тип | Емкость давления | Размеры труб | Приложения / преимущества |
Слепой | Очень высоко | Все | Закрытие труб, испытание под давлением |
Соединение внахлестку | Низкий | Все | Системы, требующие частой разборки |
Надевать | Низкий | Все | Низкая стоимость установки, простая сборка |
Сварка внахлест | Высоко | Маленький | Гладкое отверстие для лучшего потока жидкости |
Резьбовой | Низкий | Маленький | Приставка без сварки |
Приварная шейка | Высоко | Все | Высокое давление и экстремальные температуры |
 фланцы внахлест
фланцы внахлест Фланцы с приварной шейкой: Фланцы с приварной шейкой
отличаются от других типов фланцев своей длинной конической ступицей и плавным переходом толщины в области стыкового шва, соединяющего их с трубой или фитингом. Фланец с приварной шейкой прикрепляется к трубе или фитингу с помощью одинарного полного проплавления, V-образного шва под углом. Длинная коническая втулка обеспечивает важное усиление самого фланца с точки зрения прочности и сопротивления выпуклости.Плавный переход от толщины фланца к толщине стенки трубы за счет конуса чрезвычайно полезен в условиях повторяющегося изгиба, вызванного линейным расширением или другими переменными силами, и обеспечивает прочность на выносливость фланцевых сборок с приварной шейкой, эквивалентную прочности стыковой сварки. соединение. Этот тип фланца предпочтителен для тяжелых условий эксплуатации, независимо от того, являются ли условия нагрузки практически постоянными или колеблются в широких пределах.
Фланец с приварной шейкой используется в каждой из семи категорий фланцев и имеет то преимущество, что для его присоединения к соседней трубе или фитингу требуется только один сварной шов.
Ключевым размером фланца приварной шейки является длина ступицы от скошенного конца до контактной поверхности фланца. Эта «длина» включает скос, коническую ступицу и толщину пластинчатой части фланца и выступающей поверхности. Чтобы получить правильный размер, вы должны взглянуть на правильно построенную таблицу размеров фланца (см. Кнопку «Инструменты» на этом веб-сайте) или в каталог производителей фланцев. Программное обеспечение для проектирования электронных трубопроводов обычно уже имеет встроенные правильные размеры.
Важно понимать и помнить, что выступ (1/16 дюйма) на выступе класса 150 и на фланцах с выступом класса 300 обычно входит в размер длины. Однако выступ ¼ ”не включен в размер длины в таблице или каталоге для фланцев с номинальным давлением класса 400 и выше. Размер выступа для фланцев класса 400 (и выше) обычно должен быть добавлен к длине таблицы или каталога, чтобы получить истинную общую длину этих фланцев более высокого давления.
Надвижные фланцы:
Надвижные (SO) фланцы предпочитаются некоторыми подрядчиками по сравнению с приварной шейкой из-за более низкой начальной стоимости. Однако это может быть компенсировано добавленной стоимостью двух угловых сварных швов, необходимых для правильной установки. Прочность надвижного фланца достаточна для его номинальных характеристик, но считается, что срок его службы в условиях усталости составляет лишь одну треть от срока службы фланца с приварной шейкой.
Надвижной фланец может быть прикреплен к концу отрезка трубы или к одному или нескольким концам фитинга.Надвижной фланец расположен так, чтобы вставленный конец трубы или фитинга был отведен назад или ниже поверхности фланца на толщину стенки трубы плюс 1/8 дюйма. Это позволяет выполнить угловой сварной шов внутри фланца SO, равный толщине стенки трубы, без повреждения поверхности фланца. Задняя или внешняя часть фланца также приваривается угловым швом.
Также существует вариант накладного фланца. Это надвижной переходной фланец. Это просто большая (скажем, 14 ″) заглушка надвижного фланца, в которой вместо вырезаемого (или просверленного) центрального (трубы) отверстия для трубы 14 ″ вырезается отверстие для 6 ″ (или какой-либо другой). размер) труба.Переходный фланец SO в основном используется для уменьшения размера линии, где ограниченное пространство не позволяет использовать длину комбинации фланца приварной шейки и переходника. Надвижной переходной фланец следует использовать только там, где направление потока — от меньшего размера к большему.
Это надвижной переходной фланец. Это просто большая (скажем, 14 ″) заглушка надвижного фланца, в которой вместо вырезаемого (или просверленного) центрального (трубы) отверстия для трубы 14 ″ вырезается отверстие для 6 ″ (или какой-либо другой). размер) труба.Переходный фланец SO в основном используется для уменьшения размера линии, где ограниченное пространство не позволяет использовать длину комбинации фланца приварной шейки и переходника. Надвижной переходной фланец следует использовать только там, где направление потока — от меньшего размера к большему.
Фланцы с соединением внахлест:
Фланец с соединением внахлест представляет собой устройство, состоящее из двух частей, которое во многом похоже на фланец с приварной шейкой, но также как свободный фланец с надставкой. Одна деталь представляет собой втулку, называемую «заглушкой», и имеет форму короткого отрезка трубы со скосом под сварку на одном конце и узким буртиком на другом конце, называемым ступицей. Ступица имеет тот же внешний диаметр, что и выступающая поверхность (поверхность контакта с прокладкой) фланца приварной шейки. Толщина ступицы обычно составляет от «до 3/8». На задней поверхности ступицы имеется закругленный переход (или внутренний галтель), соединяющий ступицу с втулкой.
Ступица имеет тот же внешний диаметр, что и выступающая поверхность (поверхность контакта с прокладкой) фланца приварной шейки. Толщина ступицы обычно составляет от «до 3/8». На задней поверхности ступицы имеется закругленный переход (или внутренний галтель), соединяющий ступицу с втулкой.
Другой частью фланца для соединения внахлест является опорный фланец. Этот фланец имеет те же общие размеры (внешний диаметр, окружность болта, размер отверстия под болт и т. Д.), Что и любой другой фланец, однако у него нет выступа. Одна сторона, задняя, имеет небольшой выступ с квадратным вырезом в центре или отверстии для трубы.Лицевая сторона имеет плоскую поверхность, а в центральном отверстии — внешнее скругление, соответствующее скруглению «заглушки». Фланцевая часть узла фланца с соединением внахлест надевается на заглушку перед привариванием втулки к прилегающей трубе или фитингу. Сам фланец никаким образом не приваривается и не фиксируется. Он может свободно вращаться для правильного совмещения с тем, к чему он присоединяется.
«Заглушка» обычно бывает двух длин. Есть короткая версия длиной около 3 дюймов и длинная версия длиной около 6 дюймов.Разработчику трубопровода целесообразно знать, какая версия указана в спецификации трубопровода.
Поскольку фланец для соединения внахлест состоит из двух частей, он позволяет сократить расходы или упростить работу. Снижение затрат достигается тогда, когда система трубопроводов требует дорогостоящего сплава для всех «смачиваемых» частей для уменьшения коррозии. Втулка или заглушка могут быть из требуемого более дорогого сплава, но фланец может быть из более дешевой кованной углеродистой стали.
Упрощение работы проявляется там, где есть случаи, когда требуется частая и быстрая разборка и сборка во время работы установки.Способность вращаться, что защитный фланец компенсирует несоосности отверстий под болты во время повторной сборки.
Хорошо. Я видел накладные фланцы, используемые на химическом заводе — все стальные линии низкого давления. Я полагаю, что экономия затрат на сварные шейки была бы значительной. На этом же заводе были (свободные) фланцы для соединения внахлест на линиях SS. Опять же, использование в основном материала Sch20 низкого давления и сварных шеек значительно увеличило бы стоимость.
На этом же заводе были (свободные) фланцы для соединения внахлест на линиях SS. Опять же, использование в основном материала Sch20 низкого давления и сварных шеек значительно увеличило бы стоимость.
Не уверен в утверждении в сообщении Рнейлла «Фланцы с соединением внахлест имеют очень низкое сопротивление усталости и не должны использоваться в циклических или вибрационных условиях.«Заглушка приваривается встык к концу трубы, так что это нормально для циклической работы, если только не упоминались фланцевые соединения надвижного типа, где существуют угловые сварные швы.
Безусловно, все работы в нефтегазовой отрасли, в которых я принимал участие, всегда касались фланцев с приварной шейкой.
Как правило, если учесть дополнительное время сварки двух угловых швов на накладке на фланце, хотя закупочная цена ниже, обычно нет экономии на стоимости установки. Следовательно, мой комментарий о том, что единственное реальное преимущество — это компенсировать смещение фланцев.
Что касается фланцев для соединения внахлест Sch20, то сварные шейки также доступны в Sch20, но я согласен, что можно сэкономить на соединениях внахлест, поскольку ступица обычно изготавливается только из углеродистой стали.
Кольцо на фланце с соединением внахлест будет оказывать механические нагрузки на заглушку трубы, которые будут колебаться в зависимости от присутствующих циклических нагрузок. Это в некоторой степени приведет к тому, что загнутый конец будет действовать как вешалка, которую сгибают взад и вперед. Усталости подвержен не сварной шов, а основной материал заглушки фланца для соединения внахлест.
Надвижные фланцы. Многие пользователи предпочитают надвижные фланцы вместо фланцев с приварной шейкой из-за их первоначальной низкой стоимости и простоты установки. Расчетная их прочность при внутреннем давлении составляет примерно две трети от прочности фланцев с приварной шейкой. Обычно они используются в системах с низким давлением и низкой опасностью, таких как вода для пожаротушения, охлаждающая вода и другие службы. Труба «приварена двойной сваркой» как к ступице, так и к отверстию фланца, но, опять же, рентгенография нецелесообразна. MP, PT или визуальный осмотр используются для проверки целостности сварного шва. Если указано, надвижные фланцы используются на трубах размером больше NPS 2¹⁄₂ (DN 65).
MP, PT или визуальный осмотр используются для проверки целостности сварного шва. Если указано, надвижные фланцы используются на трубах размером больше NPS 2¹⁄₂ (DN 65).
Типы фланцев. Несколько различных типов фланцев допускаются стандартами, перечисленными в Таблице C7.5, которые в основном охватываются ASME B16.5. К ним относятся различные типы крепления к трубе, включая резьбовые, внахлестку и сварку, как более подробно описано в гл. A2 этого справочника. Среди приварных фланцев большинство фланцев привариваются встык, притачиваются или привариваются раструбом.Большинство фланцев приварены встык, которые чаще называют фланцами с приварной шейкой. Фланцы, приваренные внахлест, обычно ограничиваются соединениями малого диаметра менее NPS 2 (DN 50). Надвижные фланцы подходят по внешнему диаметру трубы и прикрепляются угловыми сварными швами как на конце трубы, так и на конце ступицы фланца.
Типичные ограничения на использование накладных фланцев:
- Нажимные фланцы, доступные для большинства классов давления, обычно ограничиваются классом 300 или более низким номинальным давлением в трубопроводах технологической установки. Имеющаяся зона посадки под прокладку с выступом может препятствовать использованию обычно используемых прокладок в случае надвижных фланцев для трубопроводов более высокого класса.
- Они ограничены услугами с расчетными температурами ниже 750 ° F (400 ° C).
- Их не следует использовать, если указанный допуск на коррозию превышает 0,125 дюйма (3 мм).
- Многие конструкторы труб неохотно используют насадки для более высоких давлений, поскольку (1) соединение между фланцем и трубой не такое прочное, как при сварке горловины; и (2) место соединения фланца и трубы более подвержено коррозии.
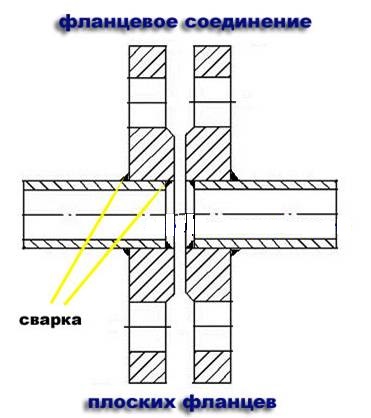 Имеющаяся зона посадки под прокладку с выступом может препятствовать использованию обычно используемых прокладок в случае надвижных фланцев для трубопроводов более высокого класса.
Имеющаяся зона посадки под прокладку с выступом может препятствовать использованию обычно используемых прокладок в случае надвижных фланцев для трубопроводов более высокого класса. Что касается значений SIF или k, большинство из них вы видите в кодовых книгах B31.
B31.3 дает только 30% (я думаю) усталостной прочности фланца SO по сравнению с фланцем WN. Это связано с тем, что фланец SO приваривается угловым сварным швом, а не сварным швом со сплошной канавкой («стыковой сваркой»). Кроме того, для этого типа соединения доступно меньше неразрушающих испытаний, чем для стыковой сварки, поэтому вы не можете проверить целостность соединения, и, соответственно, кодовая книга ударит вас по стыку за использование фланца SO. Если на это соединение передаются какие-либо нагрузки в виде реактивных моментов или сил из-за опор труб, сопел оборудования, сейсмических нагрузок, ветра и т. Д., Я был бы ОЧЕНЬ осторожен при использовании этой настройки. Убедитесь, что вы определили все варианты нагрузки и ожидаемые сценарии эксплуатации, например запуск, гидроиспытания, сейсмическое событие, выброс пара, оператор стоит на трубе и т. д. Любое из этих событий может привести к перегрузке этого соединения. Если бы я делал это сам, устанавливая допустимое для этого соединения, я бы, вероятно, снизил допустимое значение на хороший коэффициент по сравнению с допустимым напряжением для стандартного колена WN-BW.
Если на это соединение передаются какие-либо нагрузки в виде реактивных моментов или сил из-за опор труб, сопел оборудования, сейсмических нагрузок, ветра и т. Д., Я был бы ОЧЕНЬ осторожен при использовании этой настройки. Убедитесь, что вы определили все варианты нагрузки и ожидаемые сценарии эксплуатации, например запуск, гидроиспытания, сейсмическое событие, выброс пара, оператор стоит на трубе и т. д. Любое из этих событий может привести к перегрузке этого соединения. Если бы я делал это сам, устанавливая допустимое для этого соединения, я бы, вероятно, снизил допустимое значение на хороший коэффициент по сравнению с допустимым напряжением для стандартного колена WN-BW.
Большинство владельцев химических заводов / нефтеперерабатывающих заводов / нефтяных месторождений, с которыми я работал, не разрешат использовать фланцы SO в любой службе, даже такой, как эта, без тщательного анализа, показывающего, что использование SO в любом предложенном приложении в порядке, и это обычно означает FEA.
Итак, в данном случае у вас есть фланец SO, приваренный непосредственно к колену LR. Во время подгонки из-за кривизны уголка у вас будет больший зазор между фланцем SO и выступом на внутреннем диаметре уголка по сравнению с внешним диаметром изгиба, что вызвано необходимостью выровнять скос на кромке. Совместите с канавкой на отверстии фланца SO, т. е. совместите CL двух фитингов. Они должны иметь квадратную форму (1), чтобы CL не закручивалось, и (2), чтобы конец угольника не мешал прокладке на вспомогательном фланце.Это означает, что сварщик должен наплавить больше металла шва на стороне наружного диаметра, чем на стороне внутреннего диаметра, что дает больше возможностей для дефектов сварки, поскольку сварщик заполняет больший зазор на наружном диаметре. Дополнительный наплавленный металл также может исказить колено, но я не думаю, что в данном случае это будет проблемой. Хотя это может выглядеть странно.
Наконец, вы можете купить эллинги LR с прямыми касательными на них, и это избавит вас от этой проблемы. Или вы можете сформировать их (согнуть) из прямой трубы.
Или вы можете сформировать их (согнуть) из прямой трубы.
Фланцы обычно «скользят» по трубе и привариваются. Это позволяет фланцам свободно поворачиваться, чтобы легко выровнять отверстия под болты перед установкой и сваркой на месте.
- Надеть на фланец
- Заполненный сварной шов снаружи
- Заполненный сварной шов внутри
- Трубка
Фланцы чаще всего используются для соединения труб диаметром более 2 дюймов.Фланцевое соединение состоит из двух совпадающих металлических дисков, разделенных прокладкой, которые скреплены болтами для обеспечения надежного уплотнения с материалом прокладки. Фланец крепится к трубе с помощью резьбовых соединений. Фланец использует усилие, создаваемое болтами, для предварительной нагрузки на прокладку. При приложении внутреннего давления контактное напряжение между фланцами и прокладкой достаточно, чтобы поддерживать уплотнение.
Проверьте фланец и трубу, чтобы убедиться, что нет повреждений, которые могут помешать формированию надлежащего уплотнения.
Наденьте на трубу надетый фланец рукой. Определите, где вы будете приваривать фланец к трубе. В большинстве случаев вы будете приваривать фланец к концу трубы.
С помощью сварочного аппарата приварите внутреннюю и внешнюю стороны фланца к трубе. Это создаст прочное уплотнение между трубой и фланцем.
Проведите испытание давлением, чтобы убедиться, что сварное уплотнение не протекает. Включите подачу воды в трубу и осмотрите трубу на предмет утечек.
Как использовать надвижные фланцы на паровой трубе
Труба собирается с другими трубами, фитингами и фланцами сваркой или нарезанием резьбы.Существуют специальные коды, описывающие допустимость нарезания резьбы или сварки. При сварке также нужно знать несколько вариантов. Фланцы и фитинги бывают накидными или приварными. Вставные фитинги надеваются на конец трубы. Затем фланец приваривается к точкам контакта на внутренней и внешней стороне трубы и фланца. Надвижные фланцы не считаются таким прочным соединением, как приварные или стыковые соединения. При сварке встык или приварных фланцев две части — фланец и труба — предварительно подготавливаются, а затем свариваются вместе с полным проваром (сварщик осторожно накладывает валик и создает слои по всей поверхности зазора между двумя частями. ).
Надвижные фланцы не считаются таким прочным соединением, как приварные или стыковые соединения. При сварке встык или приварных фланцев две части — фланец и труба — предварительно подготавливаются, а затем свариваются вместе с полным проваром (сварщик осторожно накладывает валик и создает слои по всей поверхности зазора между двумя частями. ).
Приварка внахлест описывает, когда надвижной фитинг, обычно используемый для небольших диаметров, вставляется в фитинг до упора. Затем трубу вытягивают снизу и приваривают к фитингу. Если не вытянуть трубу назад, это может привести к разрушению сварного шва из-за напряжения.
Выберите размер фланца, соответствующий стальной трубе. Посадка должна быть плотной, а не свободной. Надвижной фланец состоит из просверленного отверстия диаметром чуть больше диаметра стальной трубы.
- Наденьте фланец на конец основания трубы.
- Вверните штифты фланца, чтобы затянуть захват фланца на трубе. Штифты будут надежно удерживать трубу внутри фланца. Обычно на месте имеется от шести до восьми контактов. Полностью затяните штифты отверткой.
- Попробуйте вытащить трубу из фланца, чтобы убедиться, что штифты надежно затянуты. В противном случае затяните их отверткой. Осмотрите штифты, чтобы убедиться, что они полностью опущены и что труба не может двигаться внутри фланца.
- Слегка постучите по фланцу молотком. Поверхность фланца должна быть заподлицо с концом стальной трубы.
- Используйте 12-дюймовый гаечный ключ с усилием 85 фунтов, чтобы затянуть штифты. Приложите к штифтам крутящий момент от 80 до 85 футов на фунт или до тех пор, пока головки штифтов не отломятся.
- Смажьте прокладку трубы и натяните ее на конец трубы так, чтобы скошенный край находился на полевом фланце.
 Обычно на месте имеется от шести до восьми контактов. Полностью затяните штифты отверткой.
Обычно на месте имеется от шести до восьми контактов. Полностью затяните штифты отверткой. Две галтели сделать проще и быстрее, чем один стыковой сварной шов, выполненный на 100% снаружи и который должен проходить RT.Оба сварных шва доступны для визуального контроля, а также при помощи MP / LP и т. Д., Когда трубопровод разобран, но не RT. И вопреки утверждению другого автора, у вас есть 1/2 риска того, что один сварной шов приведет к отказу, поскольку у вас есть два сварных шва, КАЖДЫЙ из которых должен быть достаточно прочным для работы.
Д., Когда трубопровод разобран, но не RT. И вопреки утверждению другого автора, у вас есть 1/2 риска того, что один сварной шов приведет к отказу, поскольку у вас есть два сварных шва, КАЖДЫЙ из которых должен быть достаточно прочным для работы.
Некоторые люди просверливают небольшое отверстие во фланце для вентиляции полости между двумя сварными швами: это помогает выпустить захваченный воздух во время завершения второго шва и помогает раньше обнаружить трещины в торцевом шве.
Для диаметров 2 ″ и меньше мы используем фланцы, приваренные враструб: один угловой сварной шов выполняется быстрее, чем два.
В SO намного меньше материала, чем в WN — преимущество, если вы используете что-то другое, кроме углеродистой стали, а LJ не подходят.
Все это говорит о том, что я просто ОСТАНОВ, используя SW или SO за пределами класса 600 # на трубопроводе. В качестве фланцев корпуса на небольших резервуарах, сделанных из трубопроводов, где на фланец не действуют моменты или силы, кроме гидростатических и болтовых нагрузок, я разрешаю их использование выше класса 600.
В трубопроводах концентрации напряжений на угловых сварных швах и риск термического напряжения / циклической усталости, а также остаточное напряжение на этих сварных швах из-за подводимого тепла во время выполнения 2-го шва и последующей усадки делают фланец SO более опасным, чем одиночный стык приваривать WN, и делать фланец SW очень рискованно. Следовательно, указанная ранее уменьшенная усталостная долговечность.
Не забывайте, что им также нужны прокладки с диаметром отверстия, равным внешнему диаметру трубы, а НЕ ее внутреннему диаметру. Используйте неправильную спирально-навитую прокладку, и прокладка может расшататься внутри трубопровода.
Источник: Китайский производитель накладных фланцев — Yaang Pipe Industry Co., Limited (www.metallicsteel.com).
(Yaang Pipe Industry — ведущий производитель и поставщик изделий из никелевых сплавов и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая промышленность, очистка сточных вод, резервуары для природного газа и высокого давления и другие отрасли.)
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]
Обратите внимание, что вас могут заинтересовать другие опубликованные нами технические статьи:
Рекомендации:
- https://www.yaang.com
- https://www.steeljrv.com
- www.eng-tips.com
Самый быстрый способ соединения трубы
Они имеют компактную и простую конструкцию, которая упрощает процесс соединения труб, клапанов и фитингов.
Хорошо спроектированные и собранные сети труб обеспечивают безопасный и эффективный способ перемещения материалов из одного места в другое.А такие разнообразные трубопроводные системы, как водопровод внутри помещений, нефтепроводы и пожарные спринклерные системы, полагаются на бесчисленные герметичные соединения, чтобы гарантировать, что ничего не потеряно в пути. Муфты с пазами значительно упростили это надежное соединение.
Муфты с пазами значительно упростили это надежное соединение.
В этой статье мы рассмотрим муфты с канавками, объяснив, как они обеспечивают характеристики фланцевых или сварных соединений, значительно сокращая трудозатраты на установку и обслуживание. Мы также кратко поговорим об их истории, их сравнении с другими типами соединений, о процессе установки и других важных особенностях, влияющих на чистую прибыль подрядчиков.
Если вы наткнулись на эту страницу при поиске трубных муфт с пазами, вы можете просмотреть наш выбор здесь.
Две мировые войны стимулировали разработку трубных муфт с пазами
Во время Первой мировой войны был представлен огнемет, оружие, предназначенное для вымывания вражеских войск из окопов горящей жидкостью. Будучи лейтенантом британской армии, Эрнест Трайб — впоследствии соучредитель всемирного трубопроводного титана Victaulic — обучал солдат их использованию.Хотя они могут быть смертельными для своих целей, ранние огнеметы также могут дать ответный огонь. Топливные трубки часто отслаивались, и пламя распылялось на операторов и других находящихся поблизости солдат.
Топливные трубки часто отслаивались, и пламя распылялось на операторов и других находящихся поблизости солдат.
В ответ Племя разработало и позже запатентовало то, что он считал надежным способом соединения труб: механические муфты. Его амбициозное изобретение было направлено на то, чтобы сделать герметичные соединения между трубами возможными без фланцев, позволяя соединять трубы встык. Кольцо для предотвращения утечки, удерживаемое металлическим корпусом, намотано по окружности двух соседних труб, предотвращая утечку жидкости даже под давлением.
Запатентованные механические муфты Ernest Tribe упростили процесс соединения труб. Источник: Википедия
Изобретение Tribe улучшилось в последующие десятилетия — в частности, с введением прокладок из синтетического каучука, способных выдерживать воздействие нефтепродуктов. К началу Второй мировой войны муфты, производимые компанией Victaulic, стали популярным устройством для военных инженеров, прокладывающих 4-дюймовые трубы, известные как «трубы вторжения», для доставки нефти на военные объекты.
Сегодня механические муфты с канавками, разработанные компанией Tribe, используются в трубопроводных системах всех типов. Они широко используются в коммерческих системах отопления, вентиляции и кондиционирования воздуха и противопожарных системах, становятся все более распространенным методом соединения в коммерческих водопроводных и трубопроводных системах и даже являются неотъемлемой частью более чем 25 олимпийских стадионов.
Национальный стадион Пекина, также известный как «Птичье гнездо», — лишь один из многих олимпийских стадионов, построенных с помощью муфт с пазами. Источник: Википедия
Муфты с пазами, один из многих вариантов соединения, доступных монтажникам, обеспечивают уплотнение с использованием углублений и простых компонентов
Чтобы соединить трубы, фитинги и клапаны вместе, муфты с канавками опираются на углубления — или канавки — возле впускных и выпускных отверстий.В трубах с накатанными канавками эти углубления образуются с помощью машины, которая вращает конец трубы при вдавливании, оставляя в трубе кольцевидное углубление. Как показано в этом коротком видео, при накатке канавок металл смещается, образуя небольшую выпуклость внутри трубы:
Как показано в этом коротком видео, при накатке канавок металл смещается, образуя небольшую выпуклость внутри трубы:
Вырезание канавок, с другой стороны, образует канавку в трубе за счет удаления металла с внешней поверхности. Этот метод нарезания канавок, обычно используемый на трубах Schedule 30 и более тяжелых, уменьшает толщину стенки трубы.Трубы как с нарезанными, так и с накатанными канавками могут соответствовать производственным требованиям к соединениям с выступом и с буртиком — кодифицированным в стандарте ANSI / AWWA C-606 — без сбоев или заметной потери давления.
Для соединения труб с накатанными или нарезанными канавками и муфтами с канавками используется гибкая прокладка вместе с металлическими корпусами, гайками и болтами. Прокладка охватывает оба конца трубы, предотвращая утечку жидкости, в то время как корпус, гайки и болты удерживают ее на месте, создавая уплотнение, способное выдерживать вакуум или давление.
Муфты с пазами — не единственный вариант, доступный монтажникам. Трубы могут быть склеены вместе с помощью клея, соединены фланцами, паяны, сварены или даже спаяны. Однако чаще всего рифленые муфты сравнивают с двумя из этих методов: отбортовкой и сваркой.
При отбортовке болтами две пластины или кольца, называемые фланцами, соединяются вместе. Эти фланцы соединяются с трубами, клапанами и фитингами посредством сварки или нарезания резьбы и в основном используются там, где требуется быстрая сборка и разборка.Сварка соединяет компоненты друг с другом напрямую с использованием тепла — а иногда и давления и / или металлических добавок — для образования химической и механической связи.
Они могут значительно сократить время монтажа по сравнению с методами фланцевого или сварного соединения.
Муфты с пазами часто предпочитают фланцевые и сварные методы соединения труб, потому что их проще и значительно быстрее установить. Одна из наиболее подробных оценок рабочего времени, затрачиваемого на установку трубопроводных систем, взята из «Руководства по планированию и оценке Seabee 1996 года », руководства по планированию и оценке строительных проектов, предпринимаемых для ВМС США.
Согласно справочнику , установка муфт для медных труб занимает от 24 минут для труб меньше 1/2 дюйма и более трех часов для одиночных 4-дюймовых трубных муфт. Фланцевые стальные трубы могут значительно сократить время, необходимое для больших диаметров: от чуть менее получаса для трубы 1/2 дюйма и чуть менее часа для установленных фланцев до 6-дюймовой трубы. Муфты с пазами занимают гораздо меньше времени: установка менее чем за шесть минут для 1-дюймовой трубы, менее чем за 20 минут для 6-дюймовой трубы и менее часа для 18-дюймовой трубы.
Что касается времени установки, эти оценки показывают, что сварные трубы не могут конкурировать с муфтами с пазами — идея, усиленная Victaulic в их оценках для монтажа труб с пазами и сварных соединений. Используя данные Американской ассоциации механических подрядчиков, Victaulic также обнаружила значительное сокращение трудозатрат, необходимых для соединения труб с канавками вместо сварки труб вместе. В проекте HVAC, в котором используется более 120 муфт, системы труб с канавками сократили общее время монтажа почти на две трети, сократив общее количество требуемых человеко-часов с чуть более 2000 часов до всего 740.
Муфты с пазами на этом производственном предприятии Nissan помогли соединить более 40 000 футов труб, используемых с чиллерами, воздушными компрессорами и другим оборудованием. Источник: icon Mechanical
Хотя точные цифры различаются, очевидно, что муфты с пазами могут предложить значительные преимущества монтажникам. В частности, когда оплата труда высока, такая повышенная скорость монтажа может значительно снизить затраты для подрядчиков и их клиентов.
Простой процесс обеспечивает быстрый монтаж муфт с пазами
В основе этой экономии труда лежит принципиально простой процесс установки.Имея муфту с канавками и всего два дополнительных компонента — смазку для прокладок и инструмент для затягивания гаек, — установщики могут быстро закрепить эти муфты на трубе и фитингах. Хотя подходы к установке различаются в зависимости от производителя, типичный процесс установки может выглядеть следующим образом:
- Осмотрите и очистите концы труб, убедившись, что на них нет деформаций, отслаивающейся краски, грязи, жира или других загрязнений.
- Убедитесь, что прокладка подходит для применения. Некоторые прокладки предназначены только для работы с водой, другие — для нефтепродуктов, а третьи изготовлены из материалов, специально разработанных для более специфических применений.
- Нанесите тонкий слой смазки на уплотнительные кромки и внешнюю поверхность прокладки.
- Поместите прокладку на один конец одной трубы, оставив конец трубы открытым.
- Выровняйте и прижмите две соединяемые трубы и отцентрируйте прокладку между канавками соединяемых труб.
- Поместите корпус муфты на прокладку, убедившись, что шпонки муфты — длинные внешние края — входят в пазы.
- Вставьте болты и гайки, затянув их от руки.
- Затяните гайки, часто поочередно, чтобы обеспечить равномерное распределение давления по прокладке.

Примечательно, что эти муфты можно ориентировать под любым углом вокруг соединения. Вращая муфту вокруг трубы, монтажники могут затягивать гайки и болты в любом удобном месте. Фланцевые муфты не могут предложить такую простоту: отверстия для болтов на каждом фланце должны быть точно совмещены, что ограничивает количество возможных углов.
Фланцевые муфты не могут предложить такую простоту: отверстия для болтов на каждом фланце должны быть точно совмещены, что ограничивает количество возможных углов.
обеспечивают дополнительную экономию времени при осмотре, техническом обслуживании и сокращают количество ошибок
Простота установки может быть самым важным фактором сокращения времени установки муфт с пазами.Однако они также сокращают рабочее время менее очевидными способами. Многие системы с канавками можно визуально осмотреть после установки: чтобы убедиться, что они правильно затянуты, установщики могут просто взглянуть на подушечки болтов. Если две половины металлического корпуса соприкасаются, механическая муфта надежно закреплена. Это контрастирует со сварными швами, которые могут потребовать рентгеновского или ультразвукового контроля, и фланцевыми соединениями, которые невозможно проверить без заполнения и повышения давления в трубопроводной системе.
Для многих муфт с пазами контакт металла с металлом между двумя подушечками болтов указывает на правильную установку.
Тот же механизм, который упрощает установку муфт с пазами, также способствует их быстрому снятию во время технического обслуживания. Чтобы отсоединить секцию трубы для замены или удалить компоненты системы для ремонта, техническим специалистам нужно всего лишь слить воду из системы и открутить два болта, удерживающих корпус вместе.
И хотя для установки всех типов трубопроводных соединений требуется надлежащая подготовка и опыт, простота муфт с пазами снижает потребность в специальных знаниях и снижает допустимую погрешность.Список подводных камней при установке фланцевых соединений Американского общества инженеров-строителей подчеркивает этот момент. Несоосность, неправильная практика затяжки болтов, ошибки при выборе болтов и другие проблемы могут превратить надежную конструкцию в неправильное исполнение в системах фланцевых трубопроводов. Это плохо по сравнению с большинством рифленых муфт, которые легко выровнять и просто не будут полностью затянуты, если они не установлены должным образом.
Фитинги с пазами для быстрой установки
Для любого потребителя в любой отрасли большинство покупок связано с выбором между стоимостью и качеством, но муфты с канавками — редкий пример продукта, который проще в использовании, дешевле в установке и столь же эффективен, как и альтернативы.Если вы ищете лучший способ соединения труб, клапанов и фитингов, обратите внимание на наш выбор муфт с пазами.
Эта 2-дюймовая жесткая муфта с канавками подходит для рабочего давления до 500 фунтов на квадратный дюйм.
Доступны размеры от 1/4 «до 8», каждая муфта имеет корпус из высокопрочного чугуна, соответствующий стандарту ASTM A536 Grade 65-42-12, и обеспечивает прочность и прямолинейность, типичные для сварных или фланцевых методов соединения. Эти муфты с пазами, внесенные в списки UL и одобренные FM, с водонепроницаемым резиновым уплотнением из EPDM подходят для установки в спринклерных системах пожаротушения, стояках и многих других системах трубопроводов.
Щелкните здесь, чтобы просмотреть нашу подборку трубных муфт с пазами.
Вопросы о муфтах с пазами? Позвоните нам по телефону +1 (888) 361-6662 или по электронной почте [электронная почта защищена].
Этот блог изначально был размещен по адресу QRFS.com/blog . Если эта статья помогла вам узнать что-то важное о трубах с канавками и муфтах, посетите нас по адресу Facebook.com/QuickResponseFireSupply или в Twitter @QuickResponseFS .
Материал, представленный на сайте Мысли в огне и QRFS.com, включая весь текст, изображения, графику и другую информацию, представлен только в рекламных и информационных целях. Каждое обстоятельство имеет свой уникальный профиль риска и требует индивидуальной оценки. Содержание этого веб-сайта никоим образом не исключает необходимости в оценке и совете специалиста по безопасности жизнедеятельности, услуги которого следует использовать во всех ситуациях. Кроме того, всегда консультируйтесь со специалистом, таким как инженер по безопасности жизнедеятельности, подрядчик или местный орган власти, имеющий юрисдикцию (AHJ; начальник пожарной охраны или другое государственное должностное лицо), прежде чем вносить какие-либо изменения в вашу систему противопожарной защиты или безопасности жизни.
Как я могу присоединить другие материалы к трубе из ковкого чугуна? | McWane Ductile
Опять же, муфта или переходник должны быть подходящего размера и диапазона для трубы прямого ввода. Эти устройства могут иметь ограниченную и неограниченную конфигурацию.
У каждого производителя есть свои собственные инструкции по сборке и затяжке соединения для их муфты в зависимости от типа используемой трубы. Обязательно следуйте рекомендациям производителя в отношении продукта и используемой трубы.
Вставка трубы DI в раструб из ПВХ (размер DI PVC) или вставка трубы из ПВХ DI OD в раструб DI должна технически работать, когда другие средства недоступны.
Применительно к этому применению следует учитывать, что отметки глубины на вставляемой трубе должны быть скорректированы с учетом глубины раструба, в который вставляется «другая» труба.
Если после установки возникнет проблема с соединением, производители двух труб не смогут оказать помощь в соединении их материала с другим материалом.
И, наконец, когда требуется ограничение, метод ограничения одним производителем может не применяться к материалам другого производителя. Например, ограничительная прокладка DI может не работать с трубой из ПВХ, которая предназначена для работы с трубой DI.
При подключении DI трубы к существующей стальной трубе, бетон напорной трубы, переменный или другой трубе, это может быть необходимо, чтобы выставить существующую трубу, чтобы определить тип, размер, OD, и, если это возможно, производитель существующей трубы. Для многих типов труб потребуются изготовленные на заказ муфты для соединения с DI (или любой другой) трубой.
В некоторых случаях изготовителю трубы может потребоваться изготовить этот переходник. Существует множество производителей муфт, которые могут изготавливать муфты именно из того материала, который вы подключаете, после того, как вы определили тип, размер и внешний диаметр, который вы подключаете.
Я перечислил несколько компаний, которые производят стандартные и специальные муфты по индивидуальному заказу, которые подходят для любого вашего применения. Ваш местный торговый представитель McWane или дистрибьютор McWane сможет помочь вам найти лучший вариант подключения DI к трубам из других материалов.При установке любой трубы следует руководствоваться рекомендациями изготовителя трубы И изготовителя муфты / фитинга.
Серия передовых методов работы с технологическими трубопроводами: компоновка и конструкция
После выбора материала и клапанов (обсуждалось ранее), следующим шагом является обеспечение надлежащей компоновки и конструкции трубопроводов [1]. Этот процесс будет итеративным, в некоторых случаях даже требуя возврата к выбору материала, поскольку физическая конструкция может выявить проблемы, которые не предвидятся при просмотре простого графика или диаграммы процесса.Ниже приводится ряд важных соображений при проектировании технологических трубопроводных систем:
Схема трубопроводов и рекомендации по проектированию для установки
- Планируйте степень свободы. При сборке салазок, резервуаров, насосов и другого оборудования вместе в поле неудобно находить центральные линии с отклонением на дюйм. Планируйте трассу трубопровода, не полагаясь на нереально точное размещение крупного оборудования, без плана, что произойдет, если бетон или другая монтажная поверхность не идеальны.
- При проектировании и планировании маршрутов трубопроводов, которые могут быть трудными или непрактичными в установке, рассмотрите подрядчика, который должен построить систему трубопроводов.
- Планируйте чистые маршруты. Подрядчикам по механическому оборудованию необходимо не только подключить систему трубопроводов, но и обеспечить соответствующую поддержку. Прямая и организованная система трубопроводов проще, быстрее и дешевле в строительстве и поддержке. Прямые трассы дешевле локтей. Независимо от материала, стыки требуют много времени.
- Дважды отмерь, один раз отрежь.Внешний вид должен иметь значение для всех участников.
 Планируйте трассу трубопровода, не полагаясь на нереально точное размещение крупного оборудования, без плана, что произойдет, если бетон или другая монтажная поверхность не идеальны.
Планируйте трассу трубопровода, не полагаясь на нереально точное размещение крупного оборудования, без плана, что произойдет, если бетон или другая монтажная поверхность не идеальны.Техобслуживание / ремонт
- Размещайте клапаны в легкодоступном месте, чтобы избежать ситуаций, в которых обслуживающий персонал испытывает неудобства из-за расположения труб или другого оборудования.
- Можно ли разобрать или снять систему после сборки для обслуживания? Например, если клапан был продет между двумя параллельными трубами, а затем были установлены длинные отрезки труб с обеих сторон, всю трубу пришлось бы разобрать, чтобы вытащить этот клапан.По возможности следует использовать штуцеры или фланцы.
- Подумайте, как будет стекать трубопровод при открытии для обслуживания.
- Построить управляемые участки труб. Стоимость двух дополнительных фланцев или штуцера может окупиться, учитывая сложность сборки сложных систем. Также примите во внимание требования к обслуживанию этой трубы; съемные секции облегчают любые необходимые изменения и экономят время и деньги.

Функциональность / производительность / гибкость
- Подумайте, что произойдет, если выйдет из строя клапан, переполнится бак или запустится сифон.
- Учитывайте требования к всасыванию насосов и соответствующим образом спроектируйте всасывающие линии. Все насосы подвержены кавитации, что имеет важные последствия.
- Трение трубы имеет значение. Нужен сток, чтобы не отставать от притока? Рассмотрим напор, необходимый для управления требуемым потоком.
- Соблюдайте определенное расстояние между выпускным отверстием насоса и обратным клапаном. Напор насоса может быть намного меньше трубы, к которой он подсоединен. Это приводит к высокой скорости, которая может быть фатальной для обратного клапана.Для типичного центробежного насоса лучше всего использовать расширитель, чтобы подобрать трубу нужного размера, а затем установить обратный клапан. Это защищает внутренние детали обратного клапана от высокоскоростного потока. Если обратный клапан установлен слишком близко к выпускному отверстию, внутренние детали могут быть повреждены или полностью отсутствовать после того, как они были в эксплуатации.
- Если есть планы по добавлению оборудования в будущем или расширению системы трубопроводов, рассмотрите возможность завершения коллекторов фланцем вместо заглушки.
- Может потребоваться изоляция труб для предотвращения передачи тепла или образования конденсата.Однако помните, что изоляция не означает защиту от замерзания. Что происходит, когда процесс остается неактивным при отрицательных температурах? Обогрев наружных линий может быть важной мерой безопасности.
 Все насосы подвержены кавитации, что имеет важные последствия.
Все насосы подвержены кавитации, что имеет важные последствия.
Существует множество типов трубных соединений — выбор лучшего для каждого применения требует тщательного рассмотрения. Ниже приведены несколько советов, которые помогут избежать дорогостоящих ошибок при работе с тремя наиболее часто используемыми типами соединений:
- Резьбовые соединения, такие как NPT, широко используются и могут быть отличным долгосрочным надежным решением при правильном применении.Поскольку они не используют эластомеры для уплотнения, у них более вероятно возникновение утечек по разным причинам, например, из-за неправильного нарезания резьбы; отсутствие или несовместимость герметика; или деформация резьбы из-за напряжения, расширения и сжатия, или даже разрушение материала из-за чрезмерного затягивания, как это обычно бывает при резьбе металлов в пластмассы. Рассмотрим используемые СМИ. При работе с NaOH или NaOCl обычно никогда не используют резьбовые фитинги. Многие химические вещества имеют свойство просачиваться сквозь нити и образовывать накипь, которая никогда не перестает расти.
- Фланцы обычно очень надежны и их легко уплотнить соответствующей прокладкой, однако при неправильном использовании могут возникнуть многочисленные проблемы. Фланцы требуют правильного совмещения отверстий для труб и болтов. По возможности следует использовать по крайней мере одно вращающееся фланцевое кольцо на соединении, чтобы обеспечить определенную степень регулировки соединения при установке. Это особенно верно, если между фланцами должен быть закреплен клапан или другое устройство. Большинство насосов будут иметь фиксированное фланцевое кольцо, отлитое как часть улитки или корпуса, поэтому очень полезно иметь вращающееся фланцевое кольцо, например, надвижного типа или типа фургона, чтобы можно было регулировать вращение.
- Фитинги с пазами могут быть очень полезными, но, как и любое другое соединение, их необходимо правильно установить. Всегда следует избегать муфт с пазами для стягивания или выравнивания труб. Как и все соединения, после снятия муфты или болтов труба должна оставаться выровненной сама по себе.
 Рассмотрим используемые СМИ. При работе с NaOH или NaOCl обычно никогда не используют резьбовые фитинги. Многие химические вещества имеют свойство просачиваться сквозь нити и образовывать накипь, которая никогда не перестает расти.
Рассмотрим используемые СМИ. При работе с NaOH или NaOCl обычно никогда не используют резьбовые фитинги. Многие химические вещества имеют свойство просачиваться сквозь нити и образовывать накипь, которая никогда не перестает расти. Всегда следует избегать муфт с пазами для стягивания или выравнивания труб. Как и все соединения, после снятия муфты или болтов труба должна оставаться выровненной сама по себе.
Всегда следует избегать муфт с пазами для стягивания или выравнивания труб. Как и все соединения, после снятия муфты или болтов труба должна оставаться выровненной сама по себе.Все трубопроводы должны удерживаться на месте как на полу, так и на фермах. Планирование опоры трубопровода не менее важно, чем прокладка трубопровода. При планировании опор следует учитывать следующие моменты:
- Конструкционная сталь (или другой поддерживающий материал) должна поддерживать трубопровод, а не наоборот.
- Подвески для труб могут удерживать статический вес затопленного трубопровода, но текучие среды, текущие и останавливающиеся внутри трубы, будут создавать динамические нагрузки и могут вызвать смещение вбок, если они не будут должным образом удерживаться. Это создает нагрузку на трубу и соединения, что в крайних случаях может привести к выходу из строя.
- Необходимо использовать соответствующие опоры. Никогда не предполагайте, что двухсекционный ремень на вертикальной трубе выдерживает вес этой трубы. Он может прижимать трубу к стене и кратковременно выдерживать вес, но также может со временем соскользнуть вниз, особенно там, где есть вибрации.Спланируйте соответствующие хомуты, поддерживающие нагрузку, особенно в тех случаях, когда для вертикальной опоры используются неметаллические хомуты.
- Во многих случаях нереально ожидать, что оборудование и трубопроводы будут стоять совершенно неподвижно. В этих случаях наличие гибкости соединения, встроенной в трубопровод (например, с помощью сильфона), может допускать некоторое движение без ущерба для жестких соединений или сварных швов.
- Надлежащие ограничители труб имеют решающее значение при использовании пульсирующего насоса, такого как поршневой или диафрагменный.Подсоединение насоса к трубопроводу с помощью шланга и установка демпфера пульсаций уменьшит помпаж и движение трубы, но не остановит его полностью.
- Учитывать влияние теплового расширения.
- При правильной сборке трубопроводы не должны нуждаться в фланцевых болтах для обеспечения правильного выравнивания. Избегайте использования зажимов и болтов для выравнивания труб, так как это может вызвать трещины и поломки.
- Сливам тоже нужны опоры. Поскольку они обычно пустые, сливы могут быть легкими и держаться ровно.Однако этого не произойдет, если образуется засор и труба заполняется жидкостью.
- Избегайте использования фланцев в качестве опоры, даже если они представляют собой удобные отверстия под болты для тяжелых условий эксплуатации. Смешивание механической опоры с соединением, рассчитанным на давление, может иметь серьезные последствия, когда требуется обслуживание опоры или вмешательство в соединение.
 Он может прижимать трубу к стене и кратковременно выдерживать вес, но также может со временем соскользнуть вниз, особенно там, где есть вибрации.Спланируйте соответствующие хомуты, поддерживающие нагрузку, особенно в тех случаях, когда для вертикальной опоры используются неметаллические хомуты.
Он может прижимать трубу к стене и кратковременно выдерживать вес, но также может со временем соскользнуть вниз, особенно там, где есть вибрации.Спланируйте соответствующие хомуты, поддерживающие нагрузку, особенно в тех случаях, когда для вертикальной опоры используются неметаллические хомуты. Избегайте использования зажимов и болтов для выравнивания труб, так как это может вызвать трещины и поломки.
Избегайте использования зажимов и болтов для выравнивания труб, так как это может вызвать трещины и поломки. [1] Расчет падения давления в гидравлической механике и трубопроводных системах является основой определения размеров и проектирования трубопроводов. Потери на трение в трубопроводных системах зависят от диаметра и материала трубы, а также плотности, вязкости и скорости жидкости.Этот аспект проектирования трубопроводных систем в данной статье не рассматривается.
__________________________________________________
Integrated Technologies, Inc. — ведущая в отрасли компания по разработке, проектированию и консалтингу, базирующаяся в Берлингтоне, штат Вирджиния. Мы предлагаем планирование и разработку проектов, полный комплекс услуг по проектированию и проектированию, управление проектами и строительством, а также услуги во время строительства для предприятий отделки поверхностей и промышленного производства.
__________________________________________________
Политика конфиденциальности ITI GDPR
Если вы получили это письмо, значит, в какой-то момент в прошлом вы согласились получать информационный бюллетень Integrated Technologies, Inc. Мы храним ваш адрес электронной почты и имя только с единственной целью — ежеквартально отправлять вам нашу электронную рассылку.
Вы можете передумать в любое время, щелкнув ссылку для отказа от подписки в нижнем колонтитуле этого или любого электронного письма, которое вы получите от нас, или связавшись с нами по адресу [электронная почта защищена].