Отводы, тройники, переходы. | Дефектоскопист.ру
maximsheng
Свой
- #1
Доброго времени суток. Возник такой не большой вопрос: какая должна быть длинна катушки после отвода или тройника, чтобы можно было варить на нее например фланец? И вообще существует какая нибудь литература по этому поводу. Предположительно технологические трубопроводы, но хотелось бы понимать этот момент в целом. Может кто нибудь сталкивался, а то вразумительного не нашел ничего. От чего оттолкнуться то? Спасибо за внимание.
Антошка
Мастер дефектоскопии
-
09.2015″ data-time-string=»13:28″ title=»15.09.2015 в 13:28″ itemprop=»datePublished»>15.09.2015
- #2
maximsheng написал(а):
Доброго времени суток. Возник такой не большой вопрос: какая должна быть длинна катушки после отвода или тройника, чтобы можно было варить на нее например фланец? И вообще существует какая нибудь литература по этому поводу. Предположительно технологические трубопроводы, но хотелось бы понимать этот момент в целом. Может кто нибудь сталкивался, а то вразумительного не нашел ничего. От чего оттолкнуться то? Спасибо за внимание.
Нажмите для раскрытия…
Минимальная длина катушки должна быть регламентирована НТД.
Вот выдержка из КТН по сварке (это для объектов Транснефти):
3.13 катушка: Отрезок трубы, подготавливаемый для вварки в трубопровод, длинной не менее одного диаметра, изготовленный из трубы того же диаметра, номинальной толщины стенки и аналогичного класса прочности, а также имеющий торцы, обработанные механическим способом или путем газовой резки с последующей обработкой металлорежущим инструментом.
Смотрите в своих НТД на сварку.
Антошка
Мастер дефектоскопии
- #3
Да и к тому же, схема готового технологического трубопровода заранее определена в проекте, там же и необходимые типо размеры всех деталей и конечная длина всего и вся.
Конечно при воплощении проекта в жизнь сварка наткнется на кучу камней, но все же.
hubabuber
Свой
-
 09.2015″ data-time-string=»13:35″ title=»15.09.2015 в 13:35″ itemprop=»datePublished»>15.09.2015
09.2015″ data-time-string=»13:35″ title=»15.09.2015 в 13:35″ itemprop=»datePublished»>15.09.2015
- #4
maximsheng написал(а):
Доброго времени суток. Возник такой не большой вопрос: какая должна быть длинна катушки после отвода или тройника, чтобы можно было варить на нее например фланец? И вообще существует какая нибудь литература по этому поводу. Предположительно технологические трубопроводы, но хотелось бы понимать этот момент в целом. Может кто нибудь сталкивался, а то вразумительного не нашел ничего. От чего оттолкнуться то? Спасибо за внимание.
Нажмите для раскрытия…
Если технологические трубопроводы, то смотрим пункт 37 Руководства по безопасности «Рекомендации по устройству и безопасной эксплуатации технологических трубопроводов»/
37. Расстоянием между соседними кольцевыми стыковыми сварными соединениями обеспечивается возможность проведения местной термообработки и контроля шва неразрушающими методами, и поэтому он не может быть менее 100 мм.
Расстоянием между соседними кольцевыми стыковыми сварными соединениями обеспечивается возможность проведения местной термообработки и контроля шва неразрушающими методами, и поэтому он не может быть менее 100 мм.
Рекомендуемое расстояние от начала гиба трубы до кольцевого сварного шва — не менее 100 мм.
maximsheng
Свой
- #5
Спасибо господа. Все очень помогло.
maximsheng
Свой
-
 09.2015″ data-time-string=»04:11″ title=»16.09.2015 в 04:11″ itemprop=»datePublished»>16.09.2015
09.2015″ data-time-string=»04:11″ title=»16.09.2015 в 04:11″ itemprop=»datePublished»>16.09.2015
- #6
Я извиняюсь, вот ситуация: «Хотят вварить фланец прямо в отвод без катушки, я понимаю головой, что так нельзя, но не могу найти где это написано.
Антошка
Мастер дефектоскопии
- #7
maximsheng написал(а):
Я извиняюсь, вот ситуация: «Хотят вварить фланец прямо в отвод без катушки, я понимаю головой, что так нельзя, но не могу найти где это написано.
Нажмите для раскрытия…

Вы по каким документам работаете?
У нас в НТД прописано, что нельзя сваривать детали между собой без катушек, однако…
Перове что мы делаем — читаем проект.
Например сейчас у нас на трубопроводе по проекту тройники сразу привариваются к отводам или к переходникам без катушек. С проектом не поспоришь.
Второе куда нужно смотреть — ППР и техкарты на сварку.
Третье — в НТД по которой идет сварка.
maximsheng
Свой
- #8
Такое ощущение, что я живу в другом мире. Везде где я работал вот уже более 8 лет, картина одна, сначала варят потом подгоняют проект под имеющуюся конструкцию. Журнал сварочных работ? Нее, не знаем. Под сдачу объекта напишем. Не хватает места, лупят отвод в отвод без катушки. Техкарты? оооо, ну это гдето для показать технадзору лежат конечно. Работа такая работа))) Уж чтоб совсем глупости не лупили бегаю смотрю, ну уж фланец к тройнику или отводу точно лупить нельзя, только через катушку. А чтоб об этом хоть слово где-то было написано не нахожу и откуда я такое взял? Чисто устно мне давно мудрец учитель сказал похоже вот и засело в голове. Получается документально подтверждения ни в ПБ ни в ГОСТ ни еще где нибудь нет? Такая вроде самоочевидная вещь и поэтому никто не уделил этому внимания.
Везде где я работал вот уже более 8 лет, картина одна, сначала варят потом подгоняют проект под имеющуюся конструкцию. Журнал сварочных работ? Нее, не знаем. Под сдачу объекта напишем. Не хватает места, лупят отвод в отвод без катушки. Техкарты? оооо, ну это гдето для показать технадзору лежат конечно. Работа такая работа))) Уж чтоб совсем глупости не лупили бегаю смотрю, ну уж фланец к тройнику или отводу точно лупить нельзя, только через катушку. А чтоб об этом хоть слово где-то было написано не нахожу и откуда я такое взял? Чисто устно мне давно мудрец учитель сказал похоже вот и засело в голове. Получается документально подтверждения ни в ПБ ни в ГОСТ ни еще где нибудь нет? Такая вроде самоочевидная вещь и поэтому никто не уделил этому внимания.
Антошка
Мастер дефектоскопии
-
 09.2015″ data-time-string=»07:40″ title=»16.09.2015 в 07:40″ itemprop=»datePublished»> 16.09.2015
09.2015″ data-time-string=»07:40″ title=»16.09.2015 в 07:40″ itemprop=»datePublished»> 16.09.2015
- #9
maximsheng написал(а):
Такое ощущение, что я живу в другом мире. Везде где я работал вот уже более 8 лет, картина одна, сначала варят потом подгоняют проект под имеющуюся конструкцию. Журнал сварочных работ? Нее, не знаем. Под сдачу объекта напишем. Не хватает места, лупят отвод в отвод без катушки. Техкарты? оооо, ну это гдето для показать технадзору лежат конечно. Работа такая работа))) Уж чтоб совсем глупости не лупили бегаю смотрю, ну уж фланец к тройнику или отводу точно лупить нельзя, только через катушку. А чтоб об этом хоть слово где-то было написано не нахожу и откуда я такое взял? Чисто устно мне давно мудрец учитель сказал похоже вот и засело в голове. Получается документально подтверждения ни в ПБ ни в ГОСТ ни еще где нибудь нет? Такая вроде самоочевидная вещь и поэтому никто не уделил этому внимания.
Нажмите для раскрытия…

Вы так и не ответили по какому документу работаете.
И еще один совет: вы отвечаете за пооперационный контроль? Если нет, какая вам разница что куда приваривают? Отвечайте только за качество сварного соединения.
batraider
Новичок
- #10
maximsheng написал(а):
Я извиняюсь, вот ситуация: «Хотят вварить фланец прямо в отвод без катушки, я понимаю головой, что так нельзя, но не могу найти где это написано.
Нажмите для раскрытия…

Да, в НТД все написано, прочтите внимательно, тем более если понимаете головой что так нельзя, в таких ситуациях просто необходимо поискать что то «написанное»=)
make-ks
Дефектоскопист всея Руси
- #11
В разных отраслях по разному, не технологии всегда варили фланцы к отводам, сваривали два отвода или приваривали отвод к тройнику, никто не запрещает, а место зачастую экономится много.
На магистралке так не делают по причине обычно большой разнотолщинности, ставят переходные кольца, да и угробить ДУ1200 тройник или отвод еще та головная боль если стык пойдет под вырезку, поэтому лучше на заводе сразу приварить катушку автоматами, чем доверять такое отвественно задание полевым сварщикам.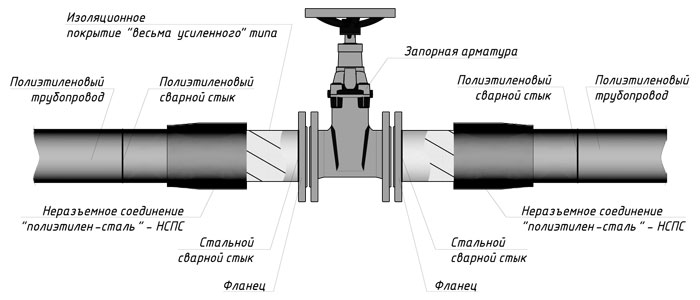
immortal
Новичок
- #12
а можно просто купить готовое оборудование которое ускорит производство за счет автоматизма
batraider
Новичок
- #13
ну я себе в цех давно поставил вот такого монстра http://www. servplus.ru/packaging/pack/stretch/
servplus.ru/packaging/pack/stretch/
идельно справляется со своей работой
batraider
Новичок
- #14
ну я себе в цех давно поставил вот такого монстра servplus.ru/packaging/pack/stretch/
идельно справляется со своей работой
satsg
Бывалый
-
 10.2015 в 16:16″ itemprop=»datePublished»>07.10.2015
10.2015 в 16:16″ itemprop=»datePublished»>07.10.2015
- #15
НТД не подскажу, могу уточнить пойже. А катушки приваривают 150мм это для малых диаметров 89-219мм.
Игорь Антонович
Дефектоскопист всея Руси
- #16
satsg написал(а):
НТД не подскажу, могу уточнить пойже. А катушки приваривают 150мм это для малых диаметров 89-219мм.
Нажмите для раскрытия…
Откуда вы это взяли, 150мм, почему не 100мм?
Игорь Антонович
Дефектоскопист всея Руси
- #17
maximsheng написал(а):
Доброго времени суток. Возник такой не большой вопрос: какая должна быть длинна катушки после отвода или тройника, чтобы можно было варить на нее например фланец? И вообще существует какая нибудь литература по этому поводу.
Предположительно технологические трубопроводы, но хотелось бы понимать этот момент в целом. Может кто нибудь сталкивался, а то вразумительного не нашел ничего. От чего оттолкнуться то? Спасибо за внимание.
Нажмите для раскрытия…
 Предположительно технологические трубопроводы, но хотелось бы понимать этот момент в целом. Может кто нибудь сталкивался, а то вразумительного не нашел ничего. От чего оттолкнуться то? Спасибо за внимание.
Предположительно технологические трубопроводы, но хотелось бы понимать этот момент в целом. Может кто нибудь сталкивался, а то вразумительного не нашел ничего. От чего оттолкнуться то? Спасибо за внимание.Из опыта,литые или цельнотянутые детали, как тройники, отводы, переходы лучше окатушевать. На этих деталях обычно другая толщина, чем на трубе и овальность. В цеху или на площадке, в удобном положении, с подваркой корня( при возможности),приварили катушки и потом стыкуют на монтаже с меньшим геморроем. А вот исправлять непровар на стыке труба отвод(тройник,переход), с разной толщиной и овальностью, бывает ой как трудно.
ba126ad7
Бывалый
-
 12.2015 в 16:54″ itemprop=»datePublished»>21.12.2015
12.2015 в 16:54″ itemprop=»datePublished»>21.12.2015
- #18
В нашем газ-мясе сталкивались с таким вопросом. Прямого запрета не нашли в СТО Газпром и др. отраслевым НТД.
Вывод- не запрещено сваривать СДТ с СДТ без катушки если требования по разнородности, толщинам, смещениям, наличию подвара соблюдаются. Но это не рацианальное решение и оно принимается в стесненных условиях или иных исключительных случаях.
Как приварить фланец
Необходимость приварить фланец к трубе возникает в организациях, занимающихся строительством, содержанием или обслуживанием трубопроводов. Компания ООО «ПК «Феррум Ханд» не только поставляет металлопрокат по всей России, но и осуществляет обработку металла. Наши специалисты знают все о сварке и способах монтажа металлоизделий, поэтому смогут приварить фланцы в соответствии с действующим регламентом сварочных работ.
Для чего это делается
Фланцы представляют собой специальную насадку, которая приваривается к трубе и создает возможность болтового подсоединения трубопровода к насосам, резервуарам, фильтрам, тройникам, отводам. От правильности проведения сварки зависит прочность стыка, надежность соединения, отсутствие проблем при эксплуатации трубопровода. Чаще всего стальные элементы в трубопроводах соединяются при помощи электродуговой сварки – ручным способом, автоматическим или полуавтоматическим.
Этапы сварочных работ
Методы проведения сварочных работ, используемое оборудование и материалы могут отличаться, но последовательность процесса одинаковая:
- Подготовка свариваемых участков – зачистка металла по краям до блестящего состояния.
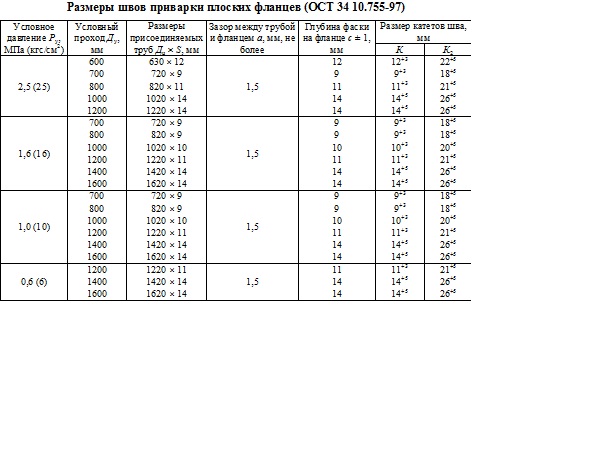
- Обработка кромки – срез фаски под углом 30°.
- Сближение двух соединяемых концов, фиксация их в неподвижном состоянии. Для этого в зазор между свариваемыми поверхностями может помещаться проволока диаметром 2 мм.
- Прихватка стыка в трех местах, обеспечивающая неподвижность конструкции при сварке.
- Проведение сварочных работ – расплавление металла электрода и свариваемых краев, заполнение им шва с последующей кристаллизацией для образования неразъемного соединения двух элементов.
- Зачистка шва, удаление электродного шлака.

В результате правильно проведенной обработки фланцевый элемент приваривается к трубе без перекосов, шов будет плотным, впоследствии выдержит повышенное давление в системе.
Тонкости процесса
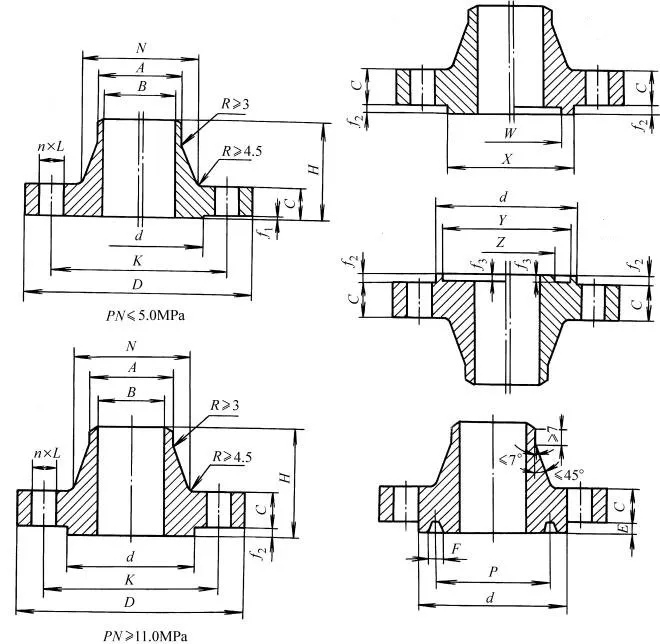
Технологические особенности процесса сварки зависят от вида фланцев. Плоские фланцы монтируются только на прямых участках трубы – их, в отличие от воротниковых моделей, нельзя приваривать к отводам. Различия в способах сварки плоских и воротниковых фланцев объясняются разными видами шовных соединений (стыковое или угловое) и характером образуемой конструкции. Плоскофланцевые соединения делаются с угловым швом, образуя жесткую конструкцию, которая при подаче высокотемпературных веществ может разрушиться из-за разности коэффициентов теплового расширения. Воротниковые фланцы привариваются стыковым швом, выдерживающим значительные температурные колебания.
Воротниковые фланцы привариваются стыковым швом, выдерживающим значительные температурные колебания.
В «ПК «Феррум Ханд» работают квалифицированные сварщики, мастера, инженеры и технологи. Они имеют аттестацию НАКС (государственного органа по контролю сварки), подтвержденную выданными удостоверениями. Работы производятся на прошедшем аттестацию сварочном оборудовании. Если заказчику нужно приварить фланец по всем правилам – мы сделаем это профессионально, быстро, по доступным ценам.
Как правильно разгружать, хранить и устанавливать выпускную трубу из ВЧШГ — McWane Ductile
Filter by AuthorAaron LoosliAlex SheltonAndrea KubikBenjamin LeonardBert Weiss, Operations and Maintenance Manager, City of Hayward, CaliforniaBill KleczkaBob HartzelCarolyn LopezCarrie StephensClinton CJ FowlerCole MitchamCory HumphreysDan FlaigDan HenrieDavid BridgeDoug ClarkDustin HendersonGary GulaGary KurtzGunner ChristianJason HarrisonJeff HendersonJeff HouserJeremy GwinJerry Regula, ENV SP, NACE CTJohn Johnson, ENV SP , NACE CTJohn Simpson PE, ENV SP, NACE CTJosh BakerKemery AicheleKen Rickvalsky, ENV SP, NACE CTKevin ChristianMartin RodriguezMarty KurtzMatt DrummondMcWane DuctileMike PalermoRoy Mundy, PE, ENV SP, Assoc. DBIARyan GrassleyСкотт ФранкСкотт РорикШон СмитСтюарт ЛидделлТери ЛаветтТодд СоудиУэсли КассиерФильтр по категориямВакансииDitch DoctorОкружающая среда и безопасностьУстановкаНаша компанияпродуктПродуктыПрофиль проектаУслугиТехнические Гэри Гула 03.08.2019
В технической документации по установке Радиальные приварные патрубки, тангенциальные патрубки, выпуклые патрубки и резьбовые переходники.
DBIARyan GrassleyСкотт ФранкСкотт РорикШон СмитСтюарт ЛидделлТери ЛаветтТодд СоудиУэсли КассиерФильтр по категориямВакансииDitch DoctorОкружающая среда и безопасностьУстановкаНаша компанияпродуктПродуктыПрофиль проектаУслугиТехнические Гэри Гула 03.08.2019
В технической документации по установке Радиальные приварные патрубки, тангенциальные патрубки, выпуклые патрубки и резьбовые переходники. Вы когда-нибудь участвовали в проекте, в котором использовалась одна из этих различных конфигураций выхода трубы? Если это так, вы, вероятно, знаете, что эти продукты требуют особого ухода. Если вы не участвовали в проекте, требующем прокладки выпускного трубопровода, то в этом блоге мы расскажем о доступных типах выпусков и важности процесса разгрузки, хранения и установки.
Что такое приварной выход? Сварной выпускной патрубок по функциям аналогичен тройнику и может использоваться в качестве альтернативы тройнику, если указано. Они изготовлены в цеху и не предназначены для изготовления в полевых условиях. По сути, ответвление приваривается к внешней стенке основной трубы, расположенной на расстоянии не менее 24 дюймов от поверхности раструба и не менее 18 дюймов от конца патрубка для создания выпускной трубы. Если в приложении требуется более одного выпускного отверстия на соединение трубы, рекомендуется, чтобы между выходными отверстиями, приваренными к трубе, оставалось пространство 24 дюйма.
Они изготовлены в цеху и не предназначены для изготовления в полевых условиях. По сути, ответвление приваривается к внешней стенке основной трубы, расположенной на расстоянии не менее 24 дюймов от поверхности раструба и не менее 18 дюймов от конца патрубка для создания выпускной трубы. Если в приложении требуется более одного выпускного отверстия на соединение трубы, рекомендуется, чтобы между выходными отверстиями, приваренными к трубе, оставалось пространство 24 дюйма.
сварные розетки бывают в различных стилях, в том числе:
- Радиальные сварные розетки
- Tangendation Switd-Ontlets
- Сварные розетки на боссе. из трубы из ковкого чугуна класса 53, изготовленной и испытанной в соответствии со стандартом ANSI/AWWA C151/A21.51. Приварные бобышки и резьбовые соединения представляют собой отдельные, более компактные компоненты, изготовленные из ковкого чугуна или стали. Выходные отверстия изготовлены профессионалами в соответствии с Руководством ANSI/AWS D11. 2 по сварке чугунных отливок. В чем различия?
A Радиальный выход очень похож на тройник с выходом, который можно разместить в любой точке по окружности стенки трубы. В иллюстративных целях он обычно показан в положении «3 часа» вдоль ствола основной трубы, если смотреть на раструб. Такое размещение радиального выхода позволяет «сворачивать» или «вращать» трубу по мере необходимости во время установки, чтобы расположить выпускной патрубок там, где это необходимо.
Раструб для радиального выходаВ отличие от радиальных выходов , тангенциальные выходы размещаются в одном из четырех положений, как показано ниже. Стратегическое расположение тангенциального выхода делает трубу с тангенциальным выходом жизнеспособной альтернативой при установке продувочных клапанов и/или клапанов выпуска воздуха.
Например, выпускное отверстие должно быть внизу для установки продувочного клапана и вверху для клапана выпуска воздуха.
Расположение тангенциальных выпускных отверстий Перед началом производства очень важно определиться с расположением тангенциального выхода. Позиционирование оставляет ограниченные решения на местах, если график укладки действительно меняется для проекта.A Приваренный выпускной патрубок выполняет ту же функцию, что и другие, за исключением того, что они имеют гораздо более короткие выпускные патрубки. Это отдельные компоненты, изготовленные по размеру с круглым краем, чтобы облегчить их согласование с внешним диаметром исходной трубы. Утолщенные выпускные отверстия чаще всего используются на очистных сооружениях, над землей или в колодцах и хранилищах.
Подобно радиальному приварному патрубку, приварной патрубок с выступом можно расположить в любой точке по окружности стенки трубы. Как показано ниже, общим требованием при использовании фланцевой трубы из ВЧШГ является наличие трубы с «двумя отверстиями» или уровня с обоими концами трубы.
Выровненный выход Выровненный выпускной патрубокПриварные выпускные патрубки доступны только для фланцевых соединений или соединений с механическим соединением.
Механическое соединение Фланцевое соединение Механическое соединение или фланцевое ответвление будет снабжено резьбой для шпилек вместо обычных болтов с Т-образной или шестигранной головкой. Обратитесь к местному представителю McWane Ductile, чтобы убедиться, что у вас есть подходящие болты.A Выход с резьбой также используется так же, как и другие, за исключением того, что эти выпускные отверстия снабжены внутренней резьбой на внутренней стороне выпускного патрубка. Это резьбовое соединение создает лучшее соединение, чем было бы достигнуто при врезке в стенку трубы. Типичное использование Thread-o-Let — это выпускной клапан для воздуха или, возможно, сливная пробка.
Нитки-O-Lets Thread-O-LetРекомендации по проектированию приварных выпускных патрубков
Теперь, когда мы более подробно ознакомились с продуктами, давайте рассмотрим некоторые рекомендации и важность соблюдения этих рекомендаций в отношении приварных выпускных труб.
- Сварные выпускные трубы доступны в следующих конфигурациях, но всегда лучше связаться с местным представителем McWane Ductile, чтобы узнать, какие модели доступны в настоящее время.
- Механическое соединение
- Фланцевое соединение
- Tyton Joint®
- TR Flex Joint®
- Плоский конец
конфликт с прорезями для звонка.
- Сварной патрубок может поставляться с фланцем для ограниченного применения, например, в качестве люка для выпуска воздуха.
- Минимальная толщина стенки трубы, используемой при изготовлении, должна соответствовать классу 53.
- Системы трубопроводов со сварными выходами должны быть спроектированы таким образом, чтобы к выходу не прилагались изгибающие нагрузки. Любые ограничительные соединительные соединения должны быть полностью растянуты, чтобы избежать непредсказуемой нагрузки и нагрузки на сварное выпускное отверстие. Это необходимо сделать до окончательного соединения. Кроме того, конструкция должна исключать применение, в котором возможна частая вибрация.
- Неопорная консольная нагрузка на приварные отводы не допускается.
- Важность правильной установки невозможно переоценить. Без надлежащей поддержки выпускное отверстие, вероятно, оторвется от основной трубы, что приведет к утечке и, вероятно, к необходимости удаления и замены узла.
- Сварные выпускные отверстия не должны подвергаться ударным нагрузкам или напряжениям изгиба во время погрузочно-разгрузочных работ, хранения, установки при транспортировке или эксплуатации.
- Для надлежащей транспортировки потребуется меньше обычного груза, чтобы оставить место для свободной установки розеток и доставки их в хорошем состоянии после доставки на место.
- Правильно хранимая выпускная труба.
- Розетки расположены вертикально и защищены от соседних продуктов.
- Основная труба закреплена деревянным бруском для предотвращения смещения.
- Розетки расположены вертикально и защищены от соседних продуктов.
- Неправильное хранение выпускной трубы.
- Розетки нельзя размещать без осторожности.
- Розетки должны быть вертикальными и не должны подвергаться наклону.
- Никогда не беритесь за выходную трубу за сам выход.
Основным фактором, способствующим успешной установке и испытанию выпускной трубы, является правильное обращение с ней. Любая труба , изготовленная с выпускным отверстием, требует чрезвычайной или дополнительной осторожности при обращении и во время хранения. При бережном обращении и хранении в сочетании с соблюдением рекомендуемых процедур установки и деталей конструкции, предоставленных инженером, у вас не должно возникнуть проблем с установкой или проведением испытания трубы давлением.
Как мы упоминали в начале, если вы уже знали об информации, представленной в этом блоге, это должно было быть связано с одной из двух причин:
- Ваш местный представитель трубы. Независимо от вашего поставщика, убедитесь, что вы осознаете важность правильной разгрузки, хранения и установки розеток, что имеет решающее значение для вашего успеха. Обязательно проконсультируйтесь с местным представителем труб, если у вас есть какие-либо вопросы.
- Вы знаете, как правильно разгружать, хранить и устанавливать выпускные трубы, благодаря полевому опыту и обучению в «школе сильных ударов».
McWane Ductile предлагает своим клиентам широкий спектр услуг, выходящих далеко за рамки производства труб DI. От оценки до проектирования , от производства до установки , мы гордимся тем, что предоставляем образование и помощь специалистам по водным ресурсам во всей водной отрасли.
Ознакомьтесь со всеми нашими цифровыми предложениями:
- Другие статьи и видео из нашего блога Iron Strong
- Карманный инженер McWane
- Взаимодействуйте с нами в LinkedIn
- Следуйте за нами на Facebook
- Подпишитесь на нас в Твиттере
Гэри Гула
Гэри Гула является территориальным представителем McWane Ductile. Он имеет более чем 25-летний опыт работы в отрасли гидротехнических сооружений, все из которых были связаны с McWane Ductile. В качестве территориального представителя Гэри ежедневно взаимодействует с подрядчиками, муниципальными властями и инженерными фирмами. Он предлагает контактное лицо для продаж, технической поддержки и спецификаций продукции, связанных с проектированием и установкой труб из ковкого чугуна, используемых в системах водоснабжения и канализации. Гэри является членом Американской ассоциации водопроводных сооружений (AWWA), Совета производителей/партнеров (Совет MAC) и Национальной ассоциации подрядчиков коммунальных услуг (NUCA).
McWane Ductile гордится тем, что является частью семьи компаний McWane.
Множество
Выходные фитинги для труб — Marcel Piping
Предупреждение : использование неопределенной константы simple_breadcrumb — предполагается, что «simple_breadcrumb» (это вызовет ошибку в будущей версии PHP) в /home/customer/www/marcelpiping.com /public_html/wp-content/themes/456sailing/includes/title-breadcrumb.php онлайн 28Marcel Piping » Фитинги для отвода труб
Отводные отводы, Фитинги со стреловидным отводом, Поставщик фитингов для отводов, Боковые отводы, Отводы для сварки из нержавеющей стали 304, Отводы для сварки A105, Фитинги для отводов под сварку внахлест A105, Поставщик отводов для сварки, Экспортер отводов с резьбой, Производитель отводов для приварки враструб, Отводы для ниппелей , Сварные отводы из нержавеющей стали 316, Сварные отводы для дуплексной сварки, Сварные отводы из инконеля, Высококачественные ответвительные соединения
Marcel Piping является ведущим производителем отводов для сварки встык, сварки внахлест и резьбовых отводов для труб всех марок материалов и толщины стенок и в соответствии с требованиями с международным стандартом MSS-SP-97.
Наши кованые выпускные трубы доступны в различных марках, включая углеродистую сталь, соответствующую ASTM A105/SA105N и NACE MR-01-75, и нержавеющую сталь, соответствующую ASTM A182 F304, F304L, F316 и F316L. По запросу мы также можем изготовить выпускные фитинги для труб из специальных материалов, таких как металлы серии 904L, 347H, Duplex, Super Duplex, Inconel, Monel, Incoloy и Hastelloy. Отводные фитинги широко используются на заводах по переработке серной, фосфорной и уксусной кислот, при переработке целлюлозы и бумаги, в компонентах газоочистных установок, в оборудовании для охлаждения морской водой, в компонентах нефтеперерабатывающих заводов, нефтехимических заводах и в различных других отраслях промышленности.Ассортимент нашей продукции включает кованые патрубки для труб, такие как патрубки под приварку, патрубки под приварку, резьбовые патрубки, боковые патрубки, коленчатые патрубки и ниппельные патрубки. Мы также можем изготовить и поставить кованые фланцевые выпускные фитинги с классом фланцев от 150 до 2500.
Боковые и коленчатые отводы могут поставляться с соединениями под сварку встык, враструб и с резьбовыми соединениями. Выход для сварной трубы является одним из наиболее часто используемых соединительных фитингов. Это широко считается фитингом для стыковой сварки, так как он приваривается к выходному отверстию трубы. Сварочный патрубок помогает свести к минимуму концентрации напряжений и обеспечивает интегральное армирование без необходимости усиления сварного шва.Мы можем изготовить отводы из кованой стали с резьбой NPT, под сварку встык или под сварку внахлест в соответствии с международными стандартами и сертификатами. Мы можем изготовить и поставить патрубки для сварки и другие патрубки по индивидуальному заказу, а также различные стандартные толщины стенок (STD, XS, S 160 и XXS и специальные толщины). Все наши фитинги для отвода труб изготавливаются с учетом высочайших стандартов качества и поставляются с сертификатами в соответствии с EN 10204 3.1.
Сварные розетки
розетки сварки сварки
.
Отводы, отводы под сварку враструб Компания Marcel Piping, имеющая сертификат ISO 9001:2008, является ведущим производителем отводов под сварку встык, под сварку внахлест и резьбовых отводов для труб всех марок материалов и толщины стенок, соответствующих международному стандарту MSS-SP- 97. Наши кованые выпускные трубы доступны в различных марках, включая углеродистую сталь, соответствующую ASTM A105/SA105N и NACE MR-01-75, и нержавеющую сталь, соответствующую ASTM A182 F304, F304L, F316 и F316L. По запросу мы также можем изготовить выпускные фитинги для труб из специальных материалов, таких как сплавы 904L, 347H, Duplex, Super Duplex, Inconel, Monel, Incoloy и Hastelloy.
Марка: Marcel Piping
Производитель: Marcel Piping
Модель: 1/2 дюйма NB до 12 дюймов NB, со всеми номиналами давления
Код продукта: MET1017ASTM A182 – ASME SA182 Стандартные технические условиядля фитингов из кованой аустенитной нержавеющей стали АСМЭ Б16. 11 Гнездо для кованых фитингов – сварное и резьбовое МСС СП-97 Цельноармированные кованые отводные фитинги – приварка внахлест, резьбовые и сварные встык концы Трубные отводы из нержавеющей стали – под сварку, под приварку внахлест, резьбовые отводы
ASTM A182 F304, 304H, 309, 310, 316, 316L, 317L, 321, 347, 904L
900 Сварные отводы , Отверстия под приварку враструб, Резьбовые отводы
ASTM / ASME A/SA 182 F1/F5/F9/F11/F22/F91
Отверстия из углеродистой стали – отводы под приварку, Отверстия под сварку враструб, Резьбовые отводы
/ASTMA 10006/ASTMA 182 F1/F5/F9/F11/F22/F91A694/Гр. Ф42/46/52/56/60/65/70
Дуплексные стальные патрубки – патрубки под сварку, патрубки под приварку, резьбовые патрубки
ASTM / ASME A/SA 182 UNS F 44, F 45, F51, F 53, F 55, F 60, F 61.
- Сварные выпускные трубы доступны в следующих конфигурациях, но всегда лучше связаться с местным представителем McWane Ductile, чтобы узнать, какие модели доступны в настоящее время.
 2 по сварке чугунных отливок. В чем различия?
2 по сварке чугунных отливок. В чем различия?  Перед началом производства очень важно определиться с расположением тангенциального выхода. Позиционирование оставляет ограниченные решения на местах, если график укладки действительно меняется для проекта.
Перед началом производства очень важно определиться с расположением тангенциального выхода. Позиционирование оставляет ограниченные решения на местах, если график укладки действительно меняется для проекта. Механическое соединение или фланцевое ответвление будет снабжено резьбой для шпилек вместо обычных болтов с Т-образной или шестигранной головкой. Обратитесь к местному представителю McWane Ductile, чтобы убедиться, что у вас есть подходящие болты.
Механическое соединение или фланцевое ответвление будет снабжено резьбой для шпилек вместо обычных болтов с Т-образной или шестигранной головкой. Обратитесь к местному представителю McWane Ductile, чтобы убедиться, что у вас есть подходящие болты.
 Кроме того, конструкция должна исключать применение, в котором возможна частая вибрация.
Кроме того, конструкция должна исключать применение, в котором возможна частая вибрация.



 Наши кованые выпускные трубы доступны в различных марках, включая углеродистую сталь, соответствующую ASTM A105/SA105N и NACE MR-01-75, и нержавеющую сталь, соответствующую ASTM A182 F304, F304L, F316 и F316L. По запросу мы также можем изготовить выпускные фитинги для труб из специальных материалов, таких как металлы серии 904L, 347H, Duplex, Super Duplex, Inconel, Monel, Incoloy и Hastelloy. Отводные фитинги широко используются на заводах по переработке серной, фосфорной и уксусной кислот, при переработке целлюлозы и бумаги, в компонентах газоочистных установок, в оборудовании для охлаждения морской водой, в компонентах нефтеперерабатывающих заводов, нефтехимических заводах и в различных других отраслях промышленности.
Наши кованые выпускные трубы доступны в различных марках, включая углеродистую сталь, соответствующую ASTM A105/SA105N и NACE MR-01-75, и нержавеющую сталь, соответствующую ASTM A182 F304, F304L, F316 и F316L. По запросу мы также можем изготовить выпускные фитинги для труб из специальных материалов, таких как металлы серии 904L, 347H, Duplex, Super Duplex, Inconel, Monel, Incoloy и Hastelloy. Отводные фитинги широко используются на заводах по переработке серной, фосфорной и уксусной кислот, при переработке целлюлозы и бумаги, в компонентах газоочистных установок, в оборудовании для охлаждения морской водой, в компонентах нефтеперерабатывающих заводов, нефтехимических заводах и в различных других отраслях промышленности. Боковые и коленчатые отводы могут поставляться с соединениями под сварку встык, враструб и с резьбовыми соединениями. Выход для сварной трубы является одним из наиболее часто используемых соединительных фитингов. Это широко считается фитингом для стыковой сварки, так как он приваривается к выходному отверстию трубы. Сварочный патрубок помогает свести к минимуму концентрации напряжений и обеспечивает интегральное армирование без необходимости усиления сварного шва.
Боковые и коленчатые отводы могут поставляться с соединениями под сварку встык, враструб и с резьбовыми соединениями. Выход для сварной трубы является одним из наиболее часто используемых соединительных фитингов. Это широко считается фитингом для стыковой сварки, так как он приваривается к выходному отверстию трубы. Сварочный патрубок помогает свести к минимуму концентрации напряжений и обеспечивает интегральное армирование без необходимости усиления сварного шва. Отводы, отводы под сварку враструб
Отводы, отводы под сварку враструб  11
11 