Заделываем трещины в головке и блоке двигателя своими силами » АвтоНоватор
С течением времени многие агрегаты автомобиля изнашиваются, выходят из строя или, что еще хуже, ломаются. Сегодня мы вам поведаем, как самостоятельно устранить образовавшиеся в головке и блоке двигателя трещины.
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Мнение эксперта
Руслан Константинов
Эксперт по автомобильной тематике. Окончил ИжГТУ имени М.Т. Калашникова по специальности «Эксплуатация транспортно-технологических машин и комплексов». Опыт профессионального ремонта автомобилей более 10 лет.
Иногда определить местоположение трещины в блоке цилиндров не так уж просто, но есть ряд способов. Обычно это касается микротрещин, которые трудно заметить.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта.
Привариваем заплатку на трещину в головке двигателя
Вы можете также приварить заплатку, для этого вам понадобятся медные электроды, обернутые жестью. В завершение швы необходимо покрыть эпоксидной пастой.
Эпоксидную пасту, о которой мы уже упомянули, можно использовать для устранения трещин в головке и блоке двигателя еще и другим способом. Для этого необходимо зачистить их поверхность, просверлить на концах трещины небольшие отверстия, после в них следует нарезать резьбу и ввернуть заподлицо заглушки из меди или алюминия. Затем необходимо обезжирить поверхность (для этого подойдет ацетон или бензин). После с помощью шпателя нужно наносить слой за слоем, в результате у вас должен получиться слой толщиной 3-4 миллиметра.
Для третьего способа ликвидации трещин нам вновь потребуется эпоксидная паста и стеклоткань, которую будем использовать в качестве заплатки. Подготовительный этап к работе аналогичен выше представленному, только каждый слой пасты нужно чередовать со стеклотканью. Не пожалейте, делайте заплатку с запасом в несколько миллиметров, иначе результат будет неудовлетворительным. Последний слой должен быть эпоксидным.
И завершающий на сегодня, но не последний в общем списке, вариант реанимирования трещин блока и головки двигателя – с помощью штифтов. Для этого в самом начале по всей трещине просверливаем отверстия на расстоянии 7-8 мм друг от друга. Нарезаем резьбу и ввертываем прутки из меди на глубину соответствующую толщине стенки. Затем обрезаем их ножовкой, оставляя выступающие над поверхностью детали на несколько миллиметров концы. После несильными ударами расчеканиваем концы штифтов, которые и образуют сплошной шов. Для закрепления результата в завершение можно покрыть это все эпоксидкой.
После несильными ударами расчеканиваем концы штифтов, которые и образуют сплошной шов. Для закрепления результата в завершение можно покрыть это все эпоксидкой.
- Автор: Андрей
- Распечатать
Оцените статью:
(8 голосов, среднее: 3.5 из 5)
Поделитесь с друзьями!
Adblock
detector
Трещина в блоке цилиндров: что делать?
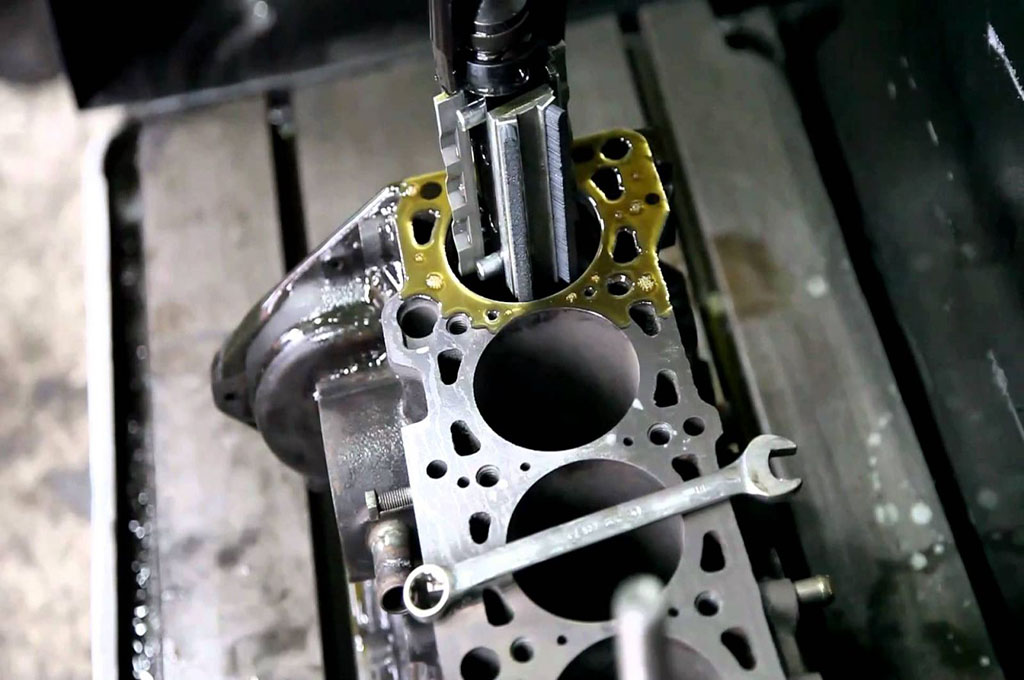
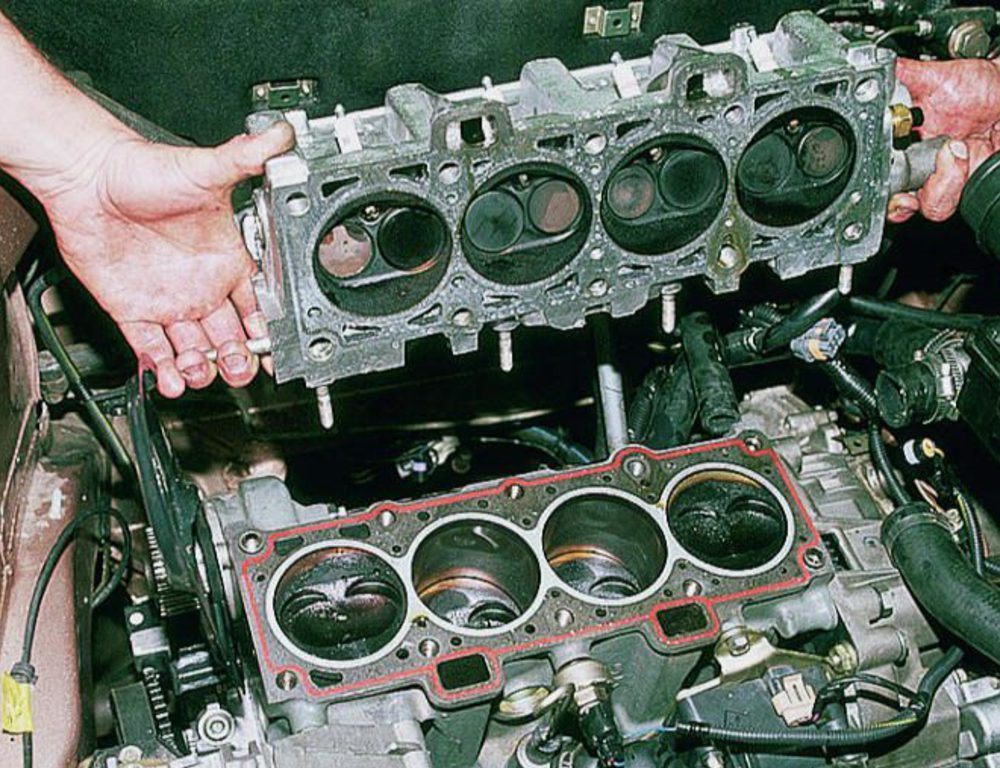
Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Рекомендуем также прочитать статью о том, что такое разминусовка двигателя. Из этой статьи вы узнаете, какие преимущества обеспечивает установка дополнительной массы в автомобиле.
Содержание статьи
- Удаление трещин в блоке цилиндров и ГБЦ
- Как найти трещину
- Ремонт трещин при помощи сварки
- Альтернативные способы
Удаление трещин в блоке цилиндров и ГБЦ
Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Сварка может быть как электрической, так и «холодной». Под холодной сваркой стоит понимать заделывание трещин различными материалами на основе полимеров. Заварить первым или вторым способом можно практически все трещины, кроме трещин в области седла клапана, стенок цилиндра, а также тех поверхностей, где происходит прилегание БЦ и ГБЦ.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.

- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.


Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
 Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.Головка блока цилиндров — Аргонодуговая сварка — TIG
#1 HARON
Отправлено 19 April 2011 00:39
Просветите пожалуйста на счёт сварки ГБЦ. Какие бывают дефекты? Как их устранить. Технология? Прошу прощения за двойную тему. Прошу удалить ЭТУ тему.
Сообщение отредактировал HARON: 19 April 2011 08:14
- Наверх
- Вставить ник
#2 Андрей Бобров
Отправлено 15 October 2011 20:53
Просветите пожалуйста на счёт сварки ГБЦ.
 Какие бывают дефекты? Как их устранить. Технология? Прошу прощения за двойную тему. Прошу удалить ЭТУ тему.
Какие бывают дефекты? Как их устранить. Технология? Прошу прощения за двойную тему. Прошу удалить ЭТУ тему.При сварке ГБЦ главное подготовка.Если трещина, то её надо вырезать полностью,а прилежащую зону зачистить до бела.Головку нагреть градусов 200. Я варил ТИРом ,вольфрам 3-4 ток 120-150 А. расход аргона 10л\мин,если гелий то 15.С начала пройди зону сварки без присадки.Если трещина или грязь остались то они вскроются.Если разделка с верху в низ ,то присадку плавь с верху и дгой сгоняй в низ.Головку грей постоянно или подогревай ,сразу толстый слой не ложи 3-5 мм ,погрей.Когда закончил сварку накрой пусть остывает спечкой.
- Наверх
- Вставить ник
#3 бандэрас
Отправлено 09 January 2012 11:18
При сварке ГБЦ главное подготовка.

здравствуйте уважаемый Андрей. У меня вопрс такого плана, как вы поступаете при сварке трещин межклапанных перегородок, ведь её вырезать полностью не всегда удаётся,поделитесь своим методом плиз, какое сопло и марку присадки, я чаще всего использую 4043, но возможно у вас иной подход, может интересный специнструмент применяется? Работы над алюм. хватает (баки к грузовикам, мотоциклы, и др.), но если берусь за гбц, то не хватает опыта. Раковину залить, ну ипрочее, а работать над собой надо.Заранее благодарю
- Наверх
- Вставить ник
#4 Андрей Бобров
Отправлено 27 January 2012 02:40
всем здравия. бандэрас, я не только варю головки но ремонтирую их. если трещина между сёдлами то сёдла удаляются,трещина разделывается и варится.потом растачиваю,изготовляю новые сёдла с натягом 0,10мм и сажаю их на горячую.процесс трудоёмкий, занимает много времени.сейчас пробиваю тему оборудование ДИМЕТ.с ним эта задача решается проще, но стоит димет не дёшево.
если трещина между сёдлами то сёдла удаляются,трещина разделывается и варится.потом растачиваю,изготовляю новые сёдла с натягом 0,10мм и сажаю их на горячую.процесс трудоёмкий, занимает много времени.сейчас пробиваю тему оборудование ДИМЕТ.с ним эта задача решается проще, но стоит димет не дёшево.
- Наверх
- Вставить ник
#5 ник
Отправлено 06 September 2012 16:59
От нагрева головку сильно ведет?
- Наверх
- Вставить ник
#6 vladimir 63
Отправлено 26 February 2015 10:47
Уважаемые аргонщики подскажите почему головка блока цилиндра варится сваркой удгу250 , а Аврора тиг200 немогу идёт чернота,любые другие детали завариваю без проблем. Удгу250 работаю лет10 варит всё.
Удгу250 работаю лет10 варит всё.
- Наверх
- Вставить ник
#7 AMBIVERT42
Отправлено 26 February 2015 14:32
vladimir 63,на каком токе варили Авророй и УДГУ? Фото нет? Наглядно было бы попроще дать совет. ГБЦ перед сваркой не грели? Как очищали место сварки? В каком положении на Авроре потенциометр баланса полуволн?
- Наверх
- Вставить ник
#8 morgmail
Отправлено 26 February 2015 16:33
vladimir 63, фото покажите обоих сварочников, а то слишком много вбросов в последнее время.
- Наверх
- Вставить ник
#9 krech
Отправлено 13 March 2015 20:55
Популярное сообщение!
бандэрас
если еще появитесь конечно )
Вот немного для наглядности
а вообще поищите по форуму
в «сварке алюминия»
«Галереи сварочных работ»
Очень много ребята выставляли и вроде все наглядно.
Прикрепленные изображения
Сообщение отредактировал krech: 13 March 2015 21:00
- Наверх
- Вставить ник
#10 dentws
Отправлено 25 March 2015 15:01
Вот мои косяки для наглядности. Белый налет вокруг плохой прогрев башки. Далее чернота как результат плохой подготовки и прогрева. Но нужно было срочно и вчера. Плоскость шлифовалась вручную диском на 220 от болгарки. Барханы снимались тоже болгаркой. Так делать не надо. Это жесть. Хотя машина бегает уже 3 месяца Катька-Уфа-Челябинск. При еще одной поломки она уходит на металлолом.
Белый налет вокруг плохой прогрев башки. Далее чернота как результат плохой подготовки и прогрева. Но нужно было срочно и вчера. Плоскость шлифовалась вручную диском на 220 от болгарки. Барханы снимались тоже болгаркой. Так делать не надо. Это жесть. Хотя машина бегает уже 3 месяца Катька-Уфа-Челябинск. При еще одной поломки она уходит на металлолом.
Подводные лодки варил, еще не одна на переделку не вернулась. Шутка!!!!
Прикрепленные изображения
- Наверх
- Вставить ник
#11 круазик
Отправлено 06 April 2015 17:30
Ремонт посадочного места под свечу зажигания. Рядом лежит оплата.
- Наверх
- Вставить ник
#12 krech
Отправлено 06 April 2015 18:11
Ах так ?)) Благо щас на работе , вот сегодня делал ,расточили забили седла , обработали седла ,притерли , торценули клапана . Готово . Рядом ни чего не лежит )))
Готово . Рядом ни чего не лежит )))
Прикрепленные изображения
- Наверх
- Вставить ник
#13 krech
Отправлено 06 April 2015 21:01
Головка Рено-Меган , обработанная после сварки.
Вообще, 5-я головка приходит за 2 недели. Похоже, что болезнь у этих машин началась . Отрывает опору распредвала и разбивает цилиндр . Что первое происходит-еще не пойму , позже выложу заваренные опоры . Повторюсь 5-я головка, как братья близницы с одной и той же болезнью.
Обработка после сварки предварительная, когда воткну седла и притру потом плоскость сделаем.
Прикрепленные изображения
- Наверх
- Вставить ник
#14 selco
Отправлено 06 April 2015 21:04
обработанная после сварки.
Плоскость еще погладят или это финиш?
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#15 krech
Отправлено 06 April 2015 21:11
Ну вот, я еще на работе. Наверно, заночую)). Вот, на той неделе сделал человеку корпус для мотика , что это именно-не знаю , разбивает опору , где вращается вал. Задача выварить бобышку , под посадку этого вала.
Наверно, понравилось как сделал. Потому принес еще 3 корпуса. Немного неудобно варить ,ну сопло в одно отверстие , присадку в другое.
Прикрепленные изображения
- Наверх
- Вставить ник
#16 krech
Отправлено 06 April 2015 21:12
Плоскость еще погладят или это финиш?
Погладят , как с седлами и притиркой клапанов закончим.
Там еще отверстия под форсунку и свечу освежать , востонавливать , сравни с соседним цилиндром .
Сообщение отредактировал krech: 06 April 2015 21:13
- Наверх
- Вставить ник
#17 59ax2
Отправлено 24 April 2015 16:57
Подскажите из чего делаются ГБЦ на ВАЗ 2108-21099 ? И какой присадкой их наплавлять. Из объяснений заказчика пока понял, что только изъедена антифризом, трещин нет. Сам пока не видел.
Сообщение отредактировал 59ax2: 24 April 2015 16:57
- Наверх
- Вставить ник
#18 Aleksinoka
Отправлено 25 April 2015 00:13
И какой присадкой их наплавлять
4043,4047
- Наверх
- Вставить ник
#19 krech
Отправлено 25 April 2015 00:14
Наплавлять варить . 4043 .я так делаю
4043 .я так делаю
- Наверх
- Вставить ник
#20 Ильдарка
Отправлено 06 January 2016 14:21
Всем Здравствовать!!!!! Сегодня позвонили, разморозили блок ГАзель. блок ещё не видел, хочу спросить! был горький опыт сварки блока ГАЗ, но не газель. Провозился часа 4, раза три по новой вскрывал шов, так как лопался. кароче, еле заварил, но саму суть не поймал. Может коллеги подскажете, очерёдность процесса….. Заранее благодарен!!!!
- Наверх
- Вставить ник
признаки и симптомы трещины в головке блока цилиндров, что делать, как устранить проблему
20.08.202275 379 37 37 ГРМ, КШМ и ГБЦ
Автор:Иван Баранов
Опытный автомобилист знает, что работа автомобиля зависит от работоспособности двигателя.
 А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.
А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.Содержание
- 1 Признаки трещин в головке блока цилиндров
- 2 Варианты диагностики проблемы
- 2.1 Магнитно-порошковая диагностика
- 2.2 Диагностика при помощи жидкости
- 2.3 Проверка давлением
- 2.4 Проверка водой
- 3 Ремонт дефектов
- 4 Видео «Ремонт микротрещин»
[ Раскрыть]
[ Скрыть]
Признаки трещин в головке блока цилиндров
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
- Моторная жидкость пенится, в ней появляются пузырьки. Если в головке образовалась трещина, в масло может попадать охлаждающая жидкость. В этом случае антифриз будет уходить из расширительного бачка по неизвестной причине. Если нужно постоянно доливать хладагент в систему, это должно насторожить хозяина машины. В этом случае в расширительном бачке антифриза будет образовываться масляная пленка — это точный симптом появления микротрещины в головке двигателя.
При такой неисправности в теплую погоду температура мотора будет то падать, то подниматься. Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить. - Троение двигателя. ДВС очень вибрирует, особенно при езде в гору. Этот симптом является следствием образования микротрещины. Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.
Дефект на ГБЦ
- Моторная жидкость уходит, ее постоянно нужно доливать. В этом случае по антифризу вычислить трещинку не выйдет. Если щель появилась рядом с направляющей втулкой впускного клапана, то при работе двигателя масло будет затягивать в цилиндр.
Если во впускной клапан будет попадать ОЖ, то при долгой езде она в буквальном смысле слова отмоет поршни до идеальной чистоты. Проверить это легко: открутить свечи и посмотреть на состояние поршней. - Кипение ОЖ. Заметили, что антифриз постоянно кипит, откройте капот и крышку расширительного бачка. Долейте столько жидкости, сколько ни хватало и заведите мотор. Если антифриз сразу начнет кипеть, то сомнений в неисправности быть не должно.
 Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.
Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.
Загрузка …
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон головки блока цилиндров установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.
Металлическая стружка для диагностикиДиагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.

Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.
Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.

Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
Ремонт дефектов
Ремонт трещин блока желательно проводить при помощи сварки, этот метод является наиболее эффективным и надежным.
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
Заваривание трещин головки
- Для ремонта используйте газовую установку с присадочными материалами. Эффективные результаты получаются при аргонно-дуговой сварке. К ГБЦ нужно подключить массу. Дуга должна гореть между головкой и электродом, туда же и следует подложить кусок металла, который будет заделана трещина.
- Когда сварка завершена, шов тщательно зачищаем и еще раз опрессовываем. Если дефектов нет, то поверхность головки нужно отфрезеровать.

Видео «Ремонт микротрещин»
Была ли эта статья полезна?
Спасибо за Ваше мнение!
Статья была полезнаПожалуйста, поделитесь информацией с друзьями
Да (92.50%)
Нет (7.50%)
Как заклеить блок двигателя мтз и чем
Содержание
- Треснул блок двигателя: что делать?
- Удаление трещин в блоке цилиндров и ГБЦ
- Как найти трещину
- Ремонт трещин при помощи сварки
- Альтернативные способы
- Можно ли заварить чугунный блок двигателя?
- Последовательность выполнения ремонта трещин блока цилиндров двигателя:
- Ремонт трещин чугунного блока цилиндров двигателя
- Ремонт трещин блока цилиндров двигателя эпоксидкой
- Клей вместо сварки ч. 6
- Причины и признаки неисправности
- Альтернативные способы
- Проверка водой
- заклеить дырки в чугунном блоке цилинров – чем?
- #26 Albertik
- #27 Sasha240255
- #28 валенок
- #29 Albertik
- #30 chainik
- #31 chainik
- #32 Byi
- #33 летучий
- #34 Albertik
- #35 Я&R
- Диагностика давлением
- Электросварка
- Приварка заплаты
- Видео
 6
6Треснул блок двигателя: что делать?
Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т. д.) в результате заклинивания силовой установки.
д.) в результате заклинивания силовой установки.
Удаление трещин в блоке цилиндров и ГБЦ
Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Как найти трещину
Для выявления трещин применяют следующие способы:
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Источник
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
А ее сваркой и не решить. В принципе так и делают «насирают» снаружи полуавтоматом,а с нутри заделывают спец.герметиком.
Вариться. и еще как вариться электродами обычными! Тоже была проблема заварили и все ок! Это особенность может д240 даже в инструкции этот процесс описан..
.https://fermer.ru/forum/rtm-remontno-traktornaya-masterskaya/109616?page=5
пост 460
чугун на д-240 хреноватый. в плане сварки.к совету данному RULJA можно добавить рекомендацию рассверлить край трещины—и тем самым предотвратить ее дальнейший рост.если водяная рубашка цела,лучше вообще не варить—достаточно ПРАВИЛЬНО применить качественную холодную сварку.Если на водяной рубашке только трещина,то к вышепреведенному я применил бы(и с успехом применял) КЕРАМИЧЕСКИЙ ГЕРМЕТИК СИСТЕМЫ ОХЛ. фирмы HI-GEAR—на год МАЗу с антифризом! хватает.
фирмы HI-GEAR—на год МАЗу с антифризом! хватает.
если уж о клеях и герметиках то я за поксипол.
Не знаю кто как, а мы чугуняку передвижкой с обычными электродами варили. Все гут было:-)
На Никольском мотороремонтном заводе видал, что трещины в блоках заделывали установкой заплатки из металла. Трещину разделывали, засверливали, изготавливали заплатку из стального листа примерно 2мм толщиной, в блоке сверлили и нарезали отверстия под болты М6 и прикручивали заплатку на трещину через картонную прокладку на какой-то красный герметик.
как можно понять определение «обычный электрод»?
как можно понять определение «обычный электрод»?
ну наверно те которые в магазинах продаются..)))
А «необычных» в магазине нету? Возможно «необычными» чугун будет лучше варится,как думаете?
ну это же искать надо)))) так то мой блок варили спец электродами. по чугуну.
наверно. у сварного были.
Электроды для сварки чугуна,а равно и обычные(мр,уони,ано),обмотанные медной мочалкой, не предотвращают отбела околошовных зон. поэтому успешная сварка чугуна(кроме ковких) без последующей непростой термообработки-скорее исключение.Выход применение приведенных выше рекомендаций—хоть это и кустарщина
поэтому успешная сварка чугуна(кроме ковких) без последующей непростой термообработки-скорее исключение.Выход применение приведенных выше рекомендаций—хоть это и кустарщина
нет,все эти сварки это от лукавого. Лично я бы не рискнул варить себе блок. Если бы на что и пошел бы,то это газопламенная пайка латунью. И даже с ней не все так гладко,а сварка так подавно. Сварка чугуна имеет место на маленьких не ответственных,мало-нагруженых деталях. И то назвать это сваркой язык не подымается.
нет,все эти сварки это от лукавого. Лично я бы не рискнул варить себе блок. Если бы на что и пошел бы,то это газопламенная пайка латунью. И даже с ней не все так гладко,а сварка так подавно. Сварка чугуна имеет место на маленьких не ответственных,мало-нагруженых деталях. И то назвать это сваркой язык не подымается.
Ну дык новый блок это конечно хорошо НО, не каждый может себе это позволить. Что от лукавого тоже согласен.
блок конечно вещь не из дешевых,а плюс ко всему и головная боль с регистрацией. Так что проводить ремонт более экономние,но варить то что априори не варится в полном смысле этого слова,будет не разумно. Сейчас в продаже уйма всяких полимеров которыми можно быстро и дешево заделать трещину,предварительно убрав концентраты напряжения,дабы прекратить прогрессию самой трещины. Впринципе способов много ликвидации данной проблемы в том числе и нанесение сварного шва,но риск при этом,наделать «делов»,очень велик и не нужно забывать что блок это ответственная деталь с определенными нагрузками и заданной геометрией,малейшее нарушение которой приведет к нарушению работы других деталей и в целом двигателя.
Так что проводить ремонт более экономние,но варить то что априори не варится в полном смысле этого слова,будет не разумно. Сейчас в продаже уйма всяких полимеров которыми можно быстро и дешево заделать трещину,предварительно убрав концентраты напряжения,дабы прекратить прогрессию самой трещины. Впринципе способов много ликвидации данной проблемы в том числе и нанесение сварного шва,но риск при этом,наделать «делов»,очень велик и не нужно забывать что блок это ответственная деталь с определенными нагрузками и заданной геометрией,малейшее нарушение которой приведет к нарушению работы других деталей и в целом двигателя.
Источник
Можно ли заварить чугунный блок двигателя?
Последовательность выполнения ремонта трещин блока цилиндров двигателя:
ремонта головки блока цилиндров.
Как ремонтировать головку блока
а) сверление концов трещины, б) зачистка вокруг трещины, заделывание и обезжиривание, в) заполнение эпоксидкой, г) укрепление эпоксидки, д) наложение верхнего слоя эпоксидки, L – длина трещины, 1) деталь, 2) трещина в блоке, 3, 5) засверливание концов трещины, 4) зачистка, 6) слой эпоксидки, 7) заготовка, укрепление эпоксидки, 9 – верхний слой эпоксидки.
Ремонт трещин чугунного блока цилиндров двигателя
головке блока являются
показателем к замене детали,
но существует способ ремонта
трещин блока цилиндров двигателя
Заварка трещин чугунного блока двигателя имеет свои нюансы. Если ремонт трещин чугунного блока цилиндров двигателя производится с подогревом, то такие работы выполняются при температуре 600-640 градусов Цельсия с использованием горелки с ацетиленокислородным пламенем. Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.
Если ремонт трещин чугунного блока цилиндров двигателя производят без подогрева, то в таком случае обычно применяется электродуговая сварка, а в качестве присадочного материала выступает электродная проволока диаметром 1,2 мм. Сварка производится в среде аргона. Во время сварки блока электродуговой сваркой не допускается перегрев больше чем 60 градусов Цельсия.
Во время заварки трещин блока цилиндров необходимо придерживаться режимов работы:
Сила тока 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 Мпа.
Электроды, которые применяются при сварке чугунного блока: ПАНЧ11, МНЧ1, ОЗЧ1, АНЧ1, ЦЧ3, ЦЧ4.
Во время сварки: сила тока 130 А, напряжение 36 В, твердость НВ 170.
Ремонт трещин блока цилиндров двигателя эпоксидкой
Ремонт трещин блока цилиндров с помощью эпоксидки производится в следующей последовательности:
1) Трещина разделывается шлифовальной машинкой на ¾ части толщины стенки
Клей вместо сварки ч. 6
(публикуется в сокращении)
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
«Упустил масло» – так описал свой случай один из водителей. Упустил – значит, не проверил вовремя. И мотор остался без масла. Последствия понятны: «застучал» шатунный вкладыш. Кончилось тем, что шатун оборвался и, попав между коленвалом и стенкой блока, пробил в блоке цилиндров хорошую дыру.
Такой блок, конечно, надо менять. Но он стоит денег, и немалых. Так что варианты хоть и есть, но реальный выход из положения они обеспечивают далеко не всегда.
А если все-таки блок не менять? Попробовать его отремонтировать? Что ж, дело хорошее, только непростое, требующее знаний и некоторого опыта.
Варить или не варить?
Принципиально можно отремонтировать блок цилиндров с любыми повреждениями. Весь вопрос в том, насколько это экономически оправданно.
Конечно же, прежде чем начинать исправление таких сложных повреждений, как пробоины, необходимо наметить технологию ремонта. Самый важный вопрос – каким способом заделывать пробоину. От этого зависит и трудоемкость работы, и потребность в специальном оборудовании и инструменте, и в конечном счете – надежность двигателя после ремонта.
Традиционным способом ремонта пробоин в блоке цилиндров считается сварка. Однако просто взять и заварить пробоину трудно. Локальный нагрев в зоне сварочного шва всегда приводит к возникновению больших напряжений при остывании блока. А это опасно – могут образоваться трещины. Но даже если обойдется без трещин, сильный нагрев все равно даром не пройдет, и после остывания блок может оказаться деформированным.
А это опасно – могут образоваться трещины. Но даже если обойдется без трещин, сильный нагрев все равно даром не пройдет, и после остывания блок может оказаться деформированным.
Конечно, результат сильно зависит от квалификации сварщика и используемого оборудования. Например, если перед сваркой блок подогреть, а после – медленно охладить, то напряжения будут заметно снижены. Значит, и деформации уменьшатся, и трещины, скорее всего, не появятся. Правда, такой процесс требует специальной печи, а это уже не так дешево. Кстати, хорошее сварочное оборудование тоже не отличается дешевизной. У сварки есть и другие недостатки, связанные с материалами, из которых изготавливаются блоки цилиндров. Так, легирующие элементы, присутствующие в металле, нередко мешают получению качественного сварного шва.
Когда пробоина заварена, прочность и жесткость блока, нарушенные в результате поломки, будут восстановлены. Но это вовсе не значит, что отремонтированный блок обретет былую герметичность. Ее обязательно нужно проверять – и при необходимости дополнительно герметизировать шов, например, с помощью различных клеевых композиций.
Вот и получается, что во многих случаях сварка – довольно сложный и не самый удачный способ ремонта. А какой лучше? Однозначно не ответить, но альтернатива сварке все же есть.
Как заклеить пробоину
Итак, применяемая технология должна быть доступной и недорогой, то есть не требовать дорогостоящего оборудования, инструмента и материалов; она должна выполняться персоналом средней квалификации и обеспечивать высокую надежность двигателя после ремонта. Всем перечисленным требованиям вполне удовлетворяет способ ремонта с помощью клеевых композиций.
Вы удивлены? Напрасно. Технология клейки блоков давно проверена и успешно применяется рядом специализированных мастерских.
Любую клеевую композицию, как и сварку, нельзя применять просто так, что называется, в лоб. Надо обязательно соблюдать требования, которые уже достаточно хорошо отработаны. Коротко сформулируем задачу: надо заделать пробоину в блоке, обеспечив высокую прочность и герметичность стенки после ремонта. Решение ее доступно любой мастерской или СТО.
Решение ее доступно любой мастерской или СТО.
Начинать, как и всегда, надо с подготовки. Необходимо тщательно зачистить поверхность вокруг пробоины (и внутри, и снаружи блока) на ширину 25 мм. Далее следует вырезать и подогнать накладки из листовой стали толщиной 0,0,8 мм. Для того, чтобы с нахлестом 20 мм закрыть пробоину с двух сторон – изнутри и снаружи. Поскольку форма накладок, скорее всего, получится сложной, повторяющей «рельеф» поверхности блока, вначале лучше сделать картонные шаблоны, а уже затем по ним вырезать накладки.
Накладки подгоняют по месту, обстукивая молотком так, чтобы обеспечить их точное прилегание к блоку. Там, где есть полное прилегание, размечаются и сверлятся отверстия. Для этого накладка прижимается к блоку, и сверлом 5,5,2 мм делаются сквозные сверления через накладку в стенке блока. Отверстия должны располагаться равномерно по контуру пробоины с шагом 50 мм. Отверстия в накладках рассверливаются до 6,5 мм, а в отверстиях блока нарезается резьба М6. Там, где стенки блока достаточно тонкие (менее 10 мм), можно рассверлить отверстия в блоке до 6,5 мм, чтобы затем одним болтом притянуть обе накладки – и снаружи, и изнутри.
Там, где стенки блока достаточно тонкие (менее 10 мм), можно рассверлить отверстия в блоке до 6,5 мм, чтобы затем одним болтом притянуть обе накладки – и снаружи, и изнутри.
Нелишним будет предварительно собрать конструкцию – поставить и затянуть все болты, чтобы проконтролировать, как встают накладки на блок и заворачиваются болты. Осталось тщательно зачистить поверхности накладок, все обезжирить ацетоном и приступить к финальной стадии ремонта – нанесению клеевой композиции. А что наносить?
Действительно, широко распространенная в прошлом эпоксидная смола сегодня не годится. Например, без наполнителя она вытечет из зазоров между накладками и блоком. Без пластификатора тоже ничего не получится – затвердевшая смола треснет, поскольку блок цилиндров постоянно испытывает циклы нагрева-охлаждения, приводящие к опасным для смолы напряжениям.
Более удачны композиции типа «холодной сварки». Основа у них, как правило, та же, эпоксидная, но свойства за счет добавок лучше – и прочность, и пластичность, и адгезия. Некоторые из этих материалов выдерживают высокие температуры – до 3000С, что для двигателя не будет лишним.
Некоторые из этих материалов выдерживают высокие температуры – до 3000С, что для двигателя не будет лишним.
Но мы из имеющихся вариантов выбрали композицию американской фирмы Belzona.
Для ремонта чугунных деталей в программе фирмы имеются композиции с мелкой чугунной крошкой, идеально подходящие для блоков цилиндров. Ну и, конечно, многолетний опыт использования этих композиций для ремонта блоков – он тоже немалого стоит. Единственный, по нашему мнению, недостаток материалов Belzona – сравнительно высокая цена (более 100 долл. США за килограмм).
Будет полезно: Красный или зеленый антифриз что лучше?
Смешав компоненты в необходимой пропорции (1:3 по объему), наносим их на стенку блока по контуру пробоины и прижимаем одну из накладок. После этого пробоина заполняется композицией и устанавливается вторая накладка. Между накладками должно оказаться столько композиции, чтобы при затягивании болтов часть ее выдавилась по всему контуру накладок.
Когда композиция отвердеет, останется только срезать выступающую часть болтов (из эстетических соображений или если они чему-нибудь мешают) и покрасить блок.
Мотор Технологии – Санкт-Петербург © 2002-2020 тел. +7 (812) 388-08-55
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации пожалуйста, обращайтесь по телефону 812-3880855 или другими способами указанными вконтактах.
Причины и признаки неисправности
Ниже описаны «симптомы», которые гласят о наличии трещины в головке или блоке.
Важно! Эти же признаки могут определять и иные неисправности! Поэтому не следует делать поспешные выводы.
Также к симптомам можно отнести «троение», что особо сильно ощущается во время движения под горку.
Важно! Для того чтобы убедиться в наличии трещин, необходимо отвинтить свечу зажигания. После в прямом значении этого слова попробуйте жидкость со свечи на вкус.
 Если она оказалась сладкой, значит охлаждающая жидкость попадает в масло через трещину. В таком случае попробуйте долить масло в систему и завести автомобиль (при этом, не закрывая крышку расширительного бака). Если она сразу же будет кипеть – значит, микротрещина в ГБЦ стопроцентно присутствует.
Если она оказалась сладкой, значит охлаждающая жидкость попадает в масло через трещину. В таком случае попробуйте долить масло в систему и завести автомобиль (при этом, не закрывая крышку расширительного бака). Если она сразу же будет кипеть – значит, микротрещина в ГБЦ стопроцентно присутствует.Отметим, что часто трещины возникают возле втулки (направляющей или впускного клапана). В таком случае, придётся полностью заменить головку.
Ещё один из признаков – уход газов. Чтобы узнать, что причина именно в этом, рекомендуем надеть на расширительный бачок резиновую перчатку. Если со временем она надуется, значит, есть проблема.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
Будет полезно: Где делают дубликаты номеров на машину?
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше. Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Проверка водой
Этот метод подобен к предыдущему. Вся разница межу ними заключается в том, что не нужно опускать головку воду, а совсем наоборот – её необходимо залить в головку:
заклеить дырки в чугунном блоке цилинров – чем?
#26 Albertik
Рулевой 1-го класса
#27 Sasha240255
тогда попробую срезать болгаркой сварочный шов, выступающий за плоскость стенки и поставить сверху крышку на болтах с прокладкой из резины или паронита на обычном герметике. существуют особенности сверления чугуна электродрелью и нарезания в чугуне резьбы?
#28 валенок
Сообщение отредактировал валенок: 12 апреля 2010 – 20:42
#29 Albertik
Рулевой 1-го класса
#30 chainik
Варить не надо ничего.Сейчас герметик есть для блоков,2хкомпонентный,марку могу завтра назвать,в багажнике есть.
 Делаете заплату из алюминия,на чем нибудь не на блоке молотком подгоняете, переодически прислоняя к блоку, трещины нужно тоже накрыть, при нагреве расщеперются, то есть на сухую подгоните прислоните к блоку сверлите отверстие под М5, не более, вдруг стенка тонкая, мажете заплатку герметиком, сажаете на винты, и забываете что когда то дырка была в блоке.Дырку с голову в саабе 2мес.назад клеил,нэ тэчэ. С уважением.
Делаете заплату из алюминия,на чем нибудь не на блоке молотком подгоняете, переодически прислоняя к блоку, трещины нужно тоже накрыть, при нагреве расщеперются, то есть на сухую подгоните прислоните к блоку сверлите отверстие под М5, не более, вдруг стенка тонкая, мажете заплатку герметиком, сажаете на винты, и забываете что когда то дырка была в блоке.Дырку с голову в саабе 2мес.назад клеил,нэ тэчэ. С уважением.Сообщение отредактировал chainik: 13 апреля 2010 – 06:32
#31 chainik
судя по эскизу,канал не задет.А вот вывалившийся кусок я тем самым “гуженным” способом вмораживал,чудненько получилось
канал не задет, просто вдоль нижней горизонтальной части заплатки болты не закрутить, они попадут в канал. прокладку ставить не рекомендуете, только слой герметика?
Будет полезно: Как правильно поставить ассиметричные шины?
2All: варили специальными электродами по чугуну, купленными поштучно, причем я поехал на два строительных рынка и купил там по одному элекроду по чугуну разных марок, после чего привез их сварщикам и они попробовали варить выломанный из блока кусок чугуна каждым, и после я купил несколько электродов той марки, которая показала себя лучше всех. естественно инвертор варил постоянным током и полярность установили правильно.
естественно инвертор варил постоянным током и полярность установили правильно.
Сообщение отредактировал chainik: 13 апреля 2010 – 06:36
#32 Byi
Рулевой 3-го класса
#33 летучий
#34 Albertik
Рулевой 1-го класса
канал не задет, просто вдоль нижней горизонтальной части заплатки болты не закрутить, они попадут в канал. прокладку ставить не рекомендуете, только слой герметика?
#35 Я&R
Сообщение отредактировал Я&R: 13 апреля 2010 – 13:41
Диагностика давлением
Данная методика выполняется несколькими способами: погружение в воду или без него. Как именно выполнять эти операции, читайте ниже.
Процедура без «погружения» выполняется следующим образом:
Электросварка
Для начала нужно засверлить «больные» места инструментом с целью, чтобы они прекратили увеличиваться в объёме. После их необходимо зашлифовать.
Итак, в начале работы разогреваем блок до 650 градусов Цельсия, после чего при использовании специального прутка делаем шов. Чтобы предотвратить его окисление, нужно использовать буру.
Чтобы предотвратить его окисление, нужно использовать буру.
В итоге после окончания работ на поверхности должен быть ровный слой (выступ которого не боле двух мм.). Следующий этап – это термошкаф (охлаждение в нём).
Приварка заплаты
Чтобы выполнить данную операцию, необходимо подобрать кусок металла, соответствующий размеру трещины. Далее нужно приварить подобранный материал. Следующий этап – это шлифовка и покрытие специальной пастой обрабатываемой местности.
Ну что же, теперь вам известно, что такое трещина головки блока цилиндров, а также как бороться с этой проблемой. В любом случае лучше предостеречь поломку, нежели бороться с ней.
Лучшие цены и условия на покупку новых авто
Источник
Видео
# ремонт # блока #трещин.
трактор Мтз-82 лопнул блок двигателя Д-240
Как повел себя блок заклеенный «POXIPOL»ом спустя летний сезон.
Алюминиевый блок VS «POXIPOL»
МТЗ — Сварка трещин ГБЦ — даем вторую жизнь:)
Разморозил блок двигателя на тракторе ЮМЗ и решение проблемы не снимая двигатель
ТРЕЩИНА В БЛОКЕ ДВИГАТЕЛЯ
Лопнул чугунный блок ЗИЛ 130 клеем эпоксидкой
КАК НАМ БЫТЬ, НУЖЕН ВАШ СОВЕТ варим блок д 240
Сварка чугунного двигателя
Блок двигателя трещина чем заделать
Появление трещин в блоке цилиндров (БЦ) и головке БЦ (ГБЦ) — достаточно распространенная проблема.
 Трещины могут появляться в результате естественного износа, после заклинивания агрегата, аварии и т.д. К счастью, современные технологии позволяют восстановить поврежденный элемент, а порой убрать трещину в БЦ водитель может даже самостоятельно
Трещины могут появляться в результате естественного износа, после заклинивания агрегата, аварии и т.д. К счастью, современные технологии позволяют восстановить поврежденный элемент, а порой убрать трещину в БЦ водитель может даже самостоятельноПрежде чем описывать способы устранения неисправности, рассмотрим, как эту неисправность найти. Есть несколько способов обнаружить трещину блока цилиндров:
- с помощью ультразвука,
- с помощью магниточувствительного оборудования,
- методом гидроконтроля,
- метод пневматической опрессовки.
На автосервисах чаще всего трещины ищут с помощью воды или воздуха. В поврежденный элемент подается воздух, затем деталь опускается в ванну с водой и по пузырькам становится видно, где кроется проблема. Если закачивать в элемент воду, то в месте трещины она будет просачиваться.
Когда место раскола найдено, можно приступить к ремонту. Один из самых популярных методов — это сварка (как электрическая, так и «холодная»). Заварить можно практически все расколы, кроме трещин в области седла клапана, стенок цилиндра и мест прилегания блока и головки БЦ.
Заварить можно практически все расколы, кроме трещин в области седла клапана, стенок цилиндра и мест прилегания блока и головки БЦ.
Чтобы не пришлось делать повторный ремонт, важно соблюдать все рекомендации. Чтобы восстановить блок из чугуна, нужно засверлить концы трещины, а затем зашлифовать ее по всей длине под углом 90 градусов.
Для сварки блок цилиндров разогревается до 650°C, затем с помощью присадочного чугунно–медного прута и флюса наносится сплошной шов, а в конце для постепенного охлаждения детали используется специальный термошкаф.
Если используете электрическую сварку, то блок прогревать не надо. В конце работы шов нужно обезжирить с помощью ацетона, а затем покрыть эпоксидной пастой (при комнатной температуре застывает за 24 часа, при 100°C — примерно за 2 часа). Последний этап — шлифовка шва.
Помимо сварки, есть еще пару популярных методов ремонта БЦ: эпоксидная паста, заплатка из стеклоткани, технология SEAL-LOCK. Если используете эпоксидную пасту и стеклоткань, то металл предварительно нужно хорошенько обезжирить. Затем можно поочередно наносить слои пасты и стеклоткани, последним должен быть эпоксид.
Затем можно поочередно наносить слои пасты и стеклоткани, последним должен быть эпоксид.
SEAL-LOCK удобен тем, что для ремонта не нужен сварочный аппарат и не нужно демонтировать ДВС. Смысл технологии в том, что трещина заполняется специальной прослойкой из мягкого металла. Порядок действий здесь такой:
1) Сначала нужно засверлить края трещины, далее поперек раскола с определенным шагом делаются отверстия, в них вставляются стяжки-скобы, связывающие края трещины.
2) Между скобами высверливается отверстие. Далее идет нарезка конусной резьбы специальным метчиком. Полученное отверстие нужно обработать, чтобы удалить окисную пленку. Затем в него вкручивается конусообразная заглушка, материал которой активно контактирует с металлом БЦ.
Схема двигателя ваз 2110 инжектор 8 клапанов
3) Часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, затем вкрутить ее специальным инструментом. Под большим усилием мягкая заглушка сломается там, где сделан подпил. Выступающие части шлифуются.
Выступающие части шлифуются.
4) Далее сверлится следующее отверстие, причем так, чтобы получилось частичное перекрытие с предыдущим отверстием с заглушкой. И таким образом заглушками заполняется вся трещина. В конце производится шлифовка и спрессовка шва.
Нужно сказать, что шов, который получается по описанному выше методу, лучше сварного по ряду показателей. Ему не страшны перепады температур, он не получает значительного напряжения и не разрушается даже при высоких температурах.
Возникшие трещины на стенках блока цилиндров двигателя, как правило, ремонтируются способом заделки эпоксидкой или завариваются. Заварка трещин производится двумя способами с подогревом и без подогрева.
Перед ремонтом трещин блока цилиндров двигателя засверливаются специальным сверлом концы трещин, для того чтобы трещины не начали увеличиваться во время работы. Сверло выбирают размером 5 мм.
После засверливания концов трещины необходимо разделать трещину по всей длине, такие работы проводят с помощью шлифовальной машинки.
- ремонта головки блока цилиндров.
- Как ремонтировать головку блока
- а) сверление концов трещины, б) зачистка вокруг трещины, заделывание и обезжиривание, в) заполнение эпоксидкой, г) укрепление эпоксидки, д) наложение верхнего слоя эпоксидки, L – длина трещины, 1) деталь, 2) трещина в блоке, 3, 5) засверливание концов трещины, 4) зачистка, 6) слой эпоксидки, 7) заготовка, 8) укрепление эпоксидки, 9 – верхний слой эпоксидки.
- в блоке цилиндров,
- головке блока являются
- показателем к замене детали,
- но существует способ ремонта
- трещин блока цилиндров двигателя
Заварка трещин чугунного блока двигателя имеет свои нюансы. Если ремонт трещин чугунного блока цилиндров двигателя производится с подогревом, то такие работы выполняются при температуре 600-640 градусов Цельсия с использованием горелки с ацетиленокислородным пламенем. Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.
Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.
Если ремонт трещин чугунного блока цилиндров двигателя производят без подогрева, то в таком случае обычно применяется электродуговая сварка, а в качестве присадочного материала выступает электродная проволока диаметром 1,2 мм. Сварка производится в среде аргона. Во время сварки блока электродуговой сваркой не допускается перегрев больше чем 60 градусов Цельсия.
- Во время заварки трещин блока цилиндров необходимо придерживаться режимов работы:
- Сила тока 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 Мпа.
- Электроды, которые применяются при сварке чугунного блока: ПАНЧ11, МНЧ1, ОЗЧ1, АНЧ1, ЦЧ3, ЦЧ4.
- Во время сварки: сила тока 130 А, напряжение 36 В, твердость НВ 170.
Ремонт трещин блока цилиндров с помощью эпоксидки производится в следующей последовательности:
1) Трещина разделывается шлифовальной машинкой на ¾ части толщины стенки
Датчик заднего хода ваз 2114 цена
- 2) Засверливаются концы трещин диаметров сверла 5 мм
- 3) Отверстия забивают медными заглушками
- 4) Вокруг трещин искусственно создаем шероховатость насейчкой
- 5) Проводим очистку и обезжиривание поверхности (ацетон)
- 6) В несколько слоев покрываем эпоксидкой трещину, первый слой 1 мм, второй слой 2 мм, в конце концов все слои должны быть в пределах 3-4 мм
- 7) Отверждаем нанесенный слой эпоксидки с помощью сушильной камеры при температуре 90 градусов Цельсия.
Мотор – это железное сердце каждого транспортного средства. При выходе из строя какой-либо его комплектующей существует большая вероятность полного выходя из строя всего агрегата.
Особенно, если идёт речь об столь сильных поломках, таких как деформация головки или блока цилиндров. Если не устранить их своевременно, придётся делать капитальный ремонт двигателя.
Отметим, что трещины в данных узлах являются одними из самых сложных неисправностей. Возникают, как правило, после дорожно-транспортного происшествия при высоком уровне износа деталей или производственном браке.
Причины и признаки неисправности
Ниже описаны «симптомы», которые гласят о наличии трещины в головке или блоке.
Важно! Эти же признаки могут определять и иные неисправности! Поэтому не следует делать поспешные выводы.
- Мотор перегревается, вытекает антифриз или иная охлаждающая жидкость. Чтобы удостоверится, что проблема не в трещине, проверьте насколько хорошо затянуты болты ГБЦ, а также герметичность системы.
- Некорректно работает система управления температурой. Из-за перегрева деформируется головка блока цилиндров.
- Выход из строя пробки расширительного бачка, из-за чего происходит образование воздушных масс.
- В летний период года стрелка термодатчика резко скачет в разные стороны.

Также к симптомам можно отнести «троение», что особо сильно ощущается во время движения под горку.
Важно! Для того чтобы убедиться в наличии трещин, необходимо отвинтить свечу зажигания. После в прямом значении этого слова попробуйте жидкость со свечи на вкус.
Если она оказалась сладкой, значит охлаждающая жидкость попадает в масло через трещину. В таком случае попробуйте долить масло в систему и завести автомобиль (при этом, не закрывая крышку расширительного бака).
Если она сразу же будет кипеть – значит, микротрещина в ГБЦ стопроцентно присутствует.
Отметим, что часто трещины возникают возле втулки (направляющей или впускного клапана). В таком случае, придётся полностью заменить головку.
Ещё один из признаков – уход газов. Чтобы узнать, что причина именно в этом, рекомендуем надеть на расширительный бачок резиновую перчатку. Если со временем она надуется, значит, есть проблема.
Если со временем она надуется, значит, есть проблема.
Диагностика проблемы
Перед тем, как приступить к ремонтным работам, необходимо быть на все сто процентов уверенным, что проблема действительно в трещинах. Для того чтобы в этом убедиться, мы предложим вам несколько способов диагностики.
С помощью жидкости
В этом случае используется специальная красящая жидкость.
- Итак, в первую очередь, необходимо максимально качественно вымыть поверхность головки (применяя при этом ацетон или иную соответствующую жидкость).
- Далее жидкость нужно нанести непосредственно на поверхность.
- По истечению нескольких минут остатки жидкости нужно смыть при использовании чистой тряпки.
Магнитно-порошковая проверка
Данный способ считается одним из самых быстрых в обнаружении трещин. Как происходит проверка? С каждой стороны головки устанавливаются магниты. Затем, сверху нужно посыпать металлическую стружку. Если есть трещины, она начнет прилипать к магнитам, останавливаясь в лучшем случае на вмятинах, а в худшем – на трещинах.
Стойка для покраски элементов
Проверка водой
Этот метод подобен к предыдущему. Вся разница межу ними заключается в том, что не нужно опускать головку воду, а совсем наоборот – её необходимо залить в головку:
- Проверьте всевозможные отверстия на факт герметичности.
- После влейте в воду канал.
- Далее, пользуясь насосом, накачайте воздух в канал.
- Оставьте обрабатываемую деталь на несколько часов. Если вы заметите, что вода ушла, значит, проблема с головкой и её нужно менять или в лучшем случае – ремонтировать (что обойдётся дешевле, но… не будет гарантировать длительность работы данной комплектующей).
Диагностика давлением
Данная методика выполняется несколькими способами: погружение в воду или без него. Как именно выполнять эти операции, читайте ниже.
Погружение в воду:
- Изначально закройте все каналы запчасти, на которые может негативно воздействовать вода.
- После этого поместите деталь в ёмкость, наполненную водой более 40 градусов Цельсия.
- Затем воспользуйтесь сжатым воздухом (в тех местах, где появятся пузырьки, есть трещина).

Процедура без «погружения» выполняется следующим образом:
- Как и в предыдущем случае, позаботьтесь о том, чтобы все канали ГБУ были закрыты.
- Налейте мыльный раствор на крышку.
- Подайте воздушные массы в контур «больной» детали. Если есть дефект, на этом месте образуются мыльные массы.
Как заделать повреждённые места
Обнаружили трещину в блоке цилиндра? Что делать? Сейчас мы вам подробно расскажем, как можно быстро избавиться от подобной проблемы.
Электросварка
Для начала нужно засверлить «больные» места инструментом с целью, чтобы они прекратили увеличиваться в объёме. После их необходимо зашлифовать.
Итак, в начале работы разогреваем блок до 650 градусов Цельсия, после чего при использовании специального прутка делаем шов. Чтобы предотвратить его окисление, нужно использовать буру.
В итоге после окончания работ на поверхности должен быть ровный слой (выступ которого не боле двух мм. ). Следующий этап – это термошкаф (охлаждение в нём).
). Следующий этап – это термошкаф (охлаждение в нём).
Заделка трещин
Изначально необходимо нагреть обрабатываемую автомобильную комплектующую до температуры не менее 200 градусов Цельсия. Используйте для выполнения этой цели ацетиленовую горелку. Трещина заделывается посредством постоянного тока. Подбирать диаметр электрода стоит исходя из толщины, а также ширины обрабатываемой стенки.
Приварка заплаты
Чтобы выполнить данную операцию, необходимо подобрать кусок металла, соответствующий размеру трещины. Далее нужно приварить подобранный материал. Следующий этап – это шлифовка и покрытие специальной пастой обрабатываемой местности.
Ну что же, теперь вам известно, что такое трещина головки блока цилиндров, а также как бороться с этой проблемой. В любом случае лучше предостеречь поломку, нежели бороться с ней.
Лучшие цены и условия на покупку новых авто
Как найти и заделать трещину в блоке цилиндров
Через блок цилиндров автомобильного двигателя проходит несколько каналов жидкостного охлаждения и смазки. Давление в этих системах превышает атмосферное, поэтому требуется полная герметичность. Однако, условия в камере сгорания таковы, что возможно образование механических нарушений целостности металла.
Давление в этих системах превышает атмосферное, поэтому требуется полная герметичность. Однако, условия в камере сгорания таковы, что возможно образование механических нарушений целостности металла.
Причины появления трещины в блоке цилиндров
Разрушить прочный металл блока непросто, но его структура имеет ограниченный порог по сопротивляемости. Со временем ситуация усугубляется процессами старения:
- в условиях знакопеременных ударных нагрузок возникающими с высокой частотой взрывами рабочей смеси в цилиндрах;
- постоянными перепадами температуры, от отрицательной зимой и до превышающей сотню градусов после прогрева двигателя;
- температурными деформациями массивных деталей, скрепленных затянутыми на большой момент болтами;
- ошибками при неоднократных ремонтах и мехобработке;
- грубыми механическими ударами, например, классический случай обрыва и разрушения поршня, когда шатун выходит наружу через стенку блока цилиндров (так называемая «рука друга»).

Трещины могут присутствовать и из-за заводского брака в отливке блока, но на протяжении некоторого времени себя не проявлять, не будучи сквозными.
Симптомы
Проявляется растрескивание металлов в виде смешивания разных рабочих жидкостей и газов:
- попадание выхлопного газа, расширяющегося под высоким давлением, в системы смазки и охлаждения;
- появление моторного масла в антифризе;
- вспенивание и образование эмульсии в картере из-за проникающей туда охлаждающей жидкости.
Как правило, главный внешний симптом один – двигатель начинает перегреваться в самых безобидных ситуациях, даже просто на холостых оборотах без нагрузки.
По теме: Как понять что пробита прокладка ГБЦ
В одном из цилиндров, а трещины не образуются массово, начинаются пропуски зажигания из-за нарушения хода рабочих процессов. При эндоскопировании мотора просматриваются изменения на поверхностях деталей, выходящих в камеру сгорания.
При эндоскопировании мотора просматриваются изменения на поверхностях деталей, выходящих в камеру сгорания.
Находящийся под давлением расширительный бачок системы охлаждения начинает распирать внутренним давлением выхлопных газов. На поверхности антифриза образуется масляная плёнка, сам он меняет цвет и мутнеет. В расширительном бачке радиатора можно почувствовать характерный запах выхлопа.
В картере повышается уровень масла, само оно приобретает вид эмульсии. Начинает мигать лампа контроля за давлением в системе смазки мотора. Часто падает компрессия, хотя это происходит не всегда.
Уровень антифриза понижается. За машиной возникает облако белого тумана из попадающей в цилиндры охлаждающей жидкости. Кипеть в бачке она начинает задолго до появления необходимой для этого температуры.
Поиск места неисправности
Первичная диагностика проводится без разборки двигателя. Если принято решение на капитальный ремонт, то в этом особой необходимости нет, поскольку неисправность достаточно легко обнаружится по визуально различимым признакам.
Магнитнопорошковая проверка
Ферромагнитный порошок, нанесённый на поверхность детали в подозрительном месте, покажет неоднородность металла при помещении в магнитное поле.
Поле создаётся постоянными магнитами при поднесении их в контролируемую зону. Частички порошка или мелкой стружки начинают концентрироваться вблизи трещины, визуализируя дефект.
Проверка водой
Если залить в систему охлаждения воду и подать некоторое избыточное давление, то она начнёт просачиваться через трещины. На сухой поверхности это хорошо видно. Вместо воды можно использовать отработанный антифриз, обладающий более высокой текучестью.
Диагностика давлением
Наиболее часто применяемый способ заключается в опрессовке деталей. Это означает нагнетание воздуха высоким давлением в систему, где перекрыты все естественные каналы. Газ можно подкрасить для лучшей визуализации при помощи автосервисного дымогенератора.
Как заделать трещину
Далеко не всегда применяется технология герметизации растрескавшегося металла. Как правило, детали заменяют, поскольку остановить процесс разрушения почти невозможно. Но в особых случаях редких или очень дорогих моторов приходится ремонтировать детали.
Как правило, детали заменяют, поскольку остановить процесс разрушения почти невозможно. Но в особых случаях редких или очень дорогих моторов приходится ремонтировать детали.
Электродуговая сварка
Хороший сварщик, обладающий соответствующим оборудованием, вполне способен заварить материал блока до полной герметичности. Варится и чугун, и лёгкий сплав, правда одинаково плохо. Но современные аппараты сварки в среде инертных газов могут обеспечить долговременную герметичность шва.
Важно правильно подобрать присадочный материал и работать на нагретом до высокой температуры блоке. Разогрев и остывание производят постепенно, избегая температурных деформаций. Всё определяется мастерством и опытом исполнителя работы.
Приварка заплаты
При значительных дефектах присадочным материалом для заплавления трещин не обойтись. В таких случаях можно использовать металлическую заплату, которая крепится к блоку на винтах, а затем обваривается до полной герметичности.
Всё это возможно при наружных трещинах, например, если блок пробит оборвавшимся шатуном.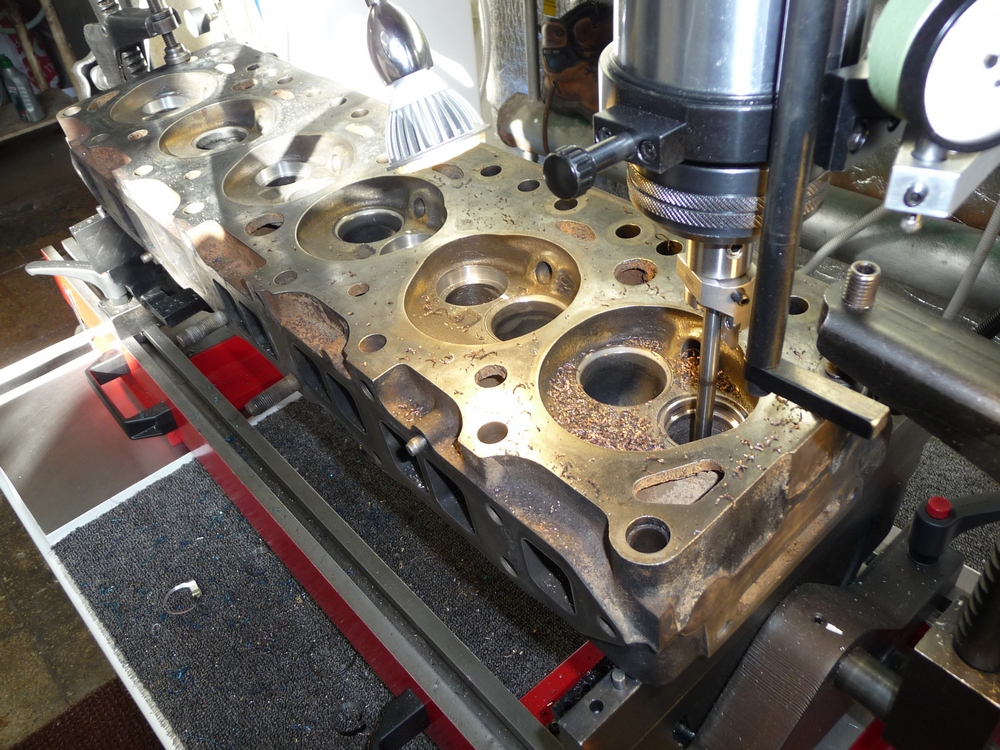 Естественно, внутренняя поверхность цилиндров так не ремонтируется.
Естественно, внутренняя поверхность цилиндров так не ремонтируется.
Использование эпоксидной пасты
Самый примитивный и ненадёжный способ ремонта блоков цилиндров заключается в использовании различных компаундов, обычно эпоксидных, в быту именуемых «холодной сваркой».
Такие объёмные клеевые соединения обладают значительной прочностью и адгезией с материалом блока, но естественно, заменить металл не в состоянии, и сваркой это называют исключительно в рекламных целях. Однако временно заделать утечку таким способом можно, выиграв время, чтобы добраться к месту настоящего ремонта.
В состав эпоксидного компаунда обычно вводят армирующий наполнитель в виде металлического порошка или стружки. Это значительно повышает прочность заплаты. Следует понимать, что это не клеевое соединение, а лишь заполнение дефектов. Сколько-нибудь долгое время эпоксидный состав продержаться на металле не сможет.
Смола наносится с применением усиливающего резьбового крепежа в несколько слоёв. Сразу заливать большое количество не стоит из-за опасности перегрева возникающей химической реакцией и вскипания состава.
Сразу заливать большое количество не стоит из-за опасности перегрева возникающей химической реакцией и вскипания состава.
Ремонт трещин блока цилиндров двигателя
Возникшие трещины на стенках блока цилиндров двигателя, как правило, ремонтируются способом заделки эпоксидкой или завариваются. Заварка трещин производится двумя способами с подогревом и без подогрева.
Перед ремонтом трещин блока цилиндров двигателя засверливаются специальным сверлом концы трещин, для того чтобы трещины не начали увеличиваться во время работы. Сверло выбирают размером 5 мм.
После засверливания концов трещины необходимо разделать трещину по всей длине, такие работы проводят с помощью шлифовальной машинки.
Последовательность выполнения ремонта трещин блока цилиндров двигателя:а) сверление концов трещины, б) зачистка вокруг трещины, заделывание и обезжиривание, в) заполнение эпоксидкой, г) укрепление эпоксидки, д) наложение верхнего слоя эпоксидки, L – длина трещины, 1) деталь, 2) трещина в блоке, 3, 5) засверливание концов трещины, 4) зачистка, 6) слой эпоксидки, 7) заготовка, 8) укрепление эпоксидки, 9 – верхний слой эпоксидки.
Заварка трещин чугунного блока двигателя имеет свои нюансы.
Если ремонт трещин чугунного блока цилиндров двигателя производится с подогревом, то такие работы выполняются при температуре 600-640 градусов Цельсия с использованием горелки с ацетиленокислородным пламенем.
Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.
Если ремонт трещин чугунного блока цилиндров двигателя производят без подогрева, то в таком случае обычно применяется электродуговая сварка, а в качестве присадочного материала выступает электродная проволока диаметром 1,2 мм. Сварка производится в среде аргона. Во время сварки блока электродуговой сваркой не допускается перегрев больше чем 60 градусов Цельсия.
- Во время заварки трещин блока цилиндров необходимо придерживаться режимов работы:
- Сила тока 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 Мпа.
- Электроды, которые применяются при сварке чугунного блока: ПАНЧ11, МНЧ1, ОЗЧ1, АНЧ1, ЦЧ3, ЦЧ4.
- Во время сварки: сила тока 130 А, напряжение 36 В, твердость НВ 170.

- Ремонт трещин блока цилиндров с помощью эпоксидки производится в следующей последовательности:
- 1) Трещина разделывается шлифовальной машинкой на ¾ части толщины стенки
- 2) Засверливаются концы трещин диаметров сверла 5 мм
- 3) Отверстия забивают медными заглушками
- 4) Вокруг трещин искусственно создаем шероховатость насейчкой
- 5) Проводим очистку и обезжиривание поверхности (ацетон)
- 6) В несколько слоев покрываем эпоксидкой трещину, первый слой 1 мм, второй слой 2 мм, в конце концов все слои должны быть в пределах 3-4 мм
- 7) Отверждаем нанесенный слой эпоксидки с помощью сушильной камеры при температуре 90 градусов Цельсия.
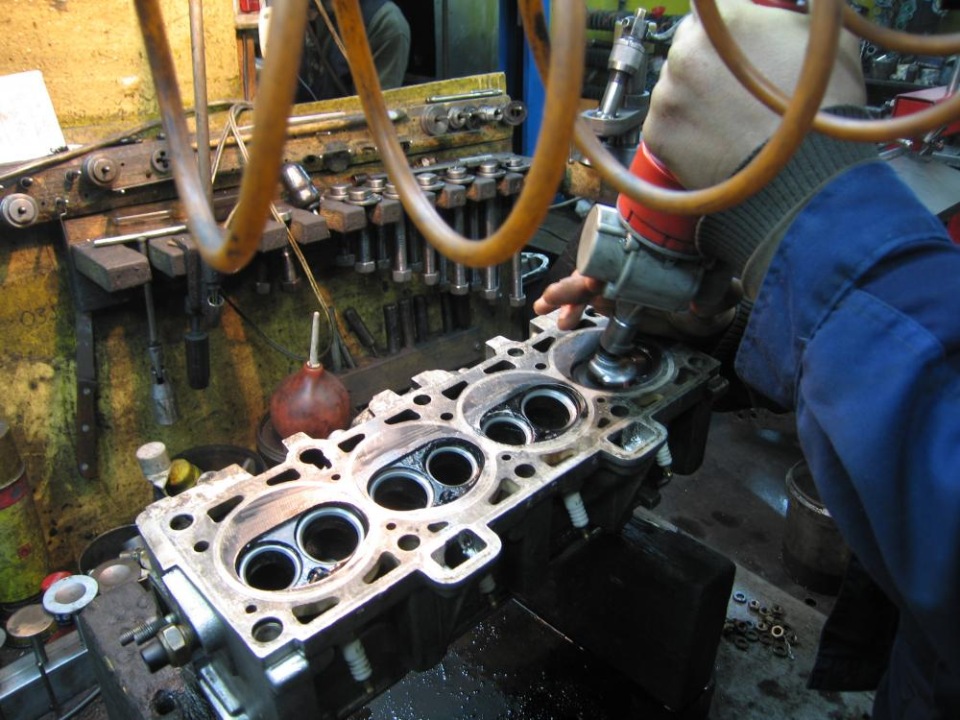
Треснул блок двигателя: что делать?
Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены.
В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата.
Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Рекомендуем также прочитать статью о том, что такое разминусовка двигателя. Из этой статьи вы узнаете, какие преимущества обеспечивает установка дополнительной массы в автомобиле.
Удаление трещин в блоке цилиндров и ГБЦ
Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Сварка может быть как электрической, так и «холодной». Под холодной сваркой стоит понимать заделывание трещин различными материалами на основе полимеров. Заварить первым или вторым способом можно практически все трещины, кроме трещин в области седла клапана, стенок цилиндра, а также тех поверхностей, где происходит прилегание БЦ и ГБЦ.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение.
Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение.
Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса.
Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке.
По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем.
Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.


Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками.
Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Трещина в корпусе двигателя
Сколько стоит новый двигатель? Много! Поэтому далеко не каждый владелец авто может позволить себе такую роскошь, как его полная замена.
Однако именно трещины на корпусе двигателя являются самой частой проблемой многих автомобилистов. И есть достаточно много причин их возникновения.
Например, трещина обязательно появится в том случае, если нарушен тепловой механизм, либо от ударов. В любом случае, как только вы обнаружили столь серьезный изъян — следует немедленно приступить к устранению проблемы, чтобы не случилось непоправимое.
Как же заделать трещину в двигателе?
Сварка или использование специальных полимерных материалов — наиболее частый метод заделывания трещин и дыр. Однако в этом случае успех бывает кратковременным, поскольку по закону физики, именно на месте шва возникает фактор высокого механического напряжения.

Другими словами, неверный подбор полимера, неправильный алгоритм сварки очень скоро приведут к тому, что шов снова разойдется и трещина станет больше, чем была изначально.
Но не стоит расстраиваться, ибо есть один метод, который позволяет успешно справиться с проблемой. Этот метод называется «Seal-Lock» (Seal-Lock можно перевести, как «запечатывание»). Используя данный способ, в большинстве случаев вам даже не понадобится снимать силовой агрегат!
Суть метода сводится к тому, что трещину в корпусе заполняют слоем мягкого металла, который при диффузии сплавляется с металлом корпуса двигателя и становиться с ним одним целым. А самое потрясающее в том, что место шва становится даже прочнее, чем корпус двигателя!
Но есть и самостоятельное решение проблемы. Конечно, оно не сравниться с диффузией металла, но тоже имеет место быть.
Для начала вам необходимо обнаружить трещину, ведь не всегда она видима визуально! Некоторые профи рекомендуют использовать магниты и металлические опилки. Но можно обойтись и грифельным порошком от обычного простого карандаша. Возьмите немного этого порошка на палец, нанесите на предполагаемое место трещины и разотрите его. Порошок реально проявит даже самую мелкую трещинку на двигателе!
Но можно обойтись и грифельным порошком от обычного простого карандаша. Возьмите немного этого порошка на палец, нанесите на предполагаемое место трещины и разотрите его. Порошок реально проявит даже самую мелкую трещинку на двигателе!
Обнаружив изъян, следует приступать к ремонту. Необходимо взять дрель и просверлить два ряда отверстий: с одной стороны трещины и с другой. В качестве стяжки используют специальные скобы.
В общем-то, можно использовать и тонкую стальную накладку: главное подобрать нужный размер. После того, как вы зашьете трещину, её следует залить герметизирующим составом.
Найти такой состав не составит труда: об этом достаточно спросить в автомагазине.
Но если выбирать между «кустарным» способом заделывания трещин и технологией «Seal-Lock», то предпочтение лучше отдать именно «Seal-Lock». Выгода на лицо: вместо заплаток — вы получаете абсолютно целостный корпус, без следов повреждений.
Кстати, в Европе данный метод ремонта трещин используется уже более 60 лет.
Колодийчук Андрей, специально для ByCars.ru
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.

 В этом случае головку придется менять.
В этом случае головку придется менять.Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.

Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
Вам также может понравиться
Сварка TIG — алюминиевые головки цилиндров
[vc_row][vc_column][vc_column_text] Обратите внимание: мы занимаемся ремонтом автомобильных машин, но только для наших клиентов, занимающихся ремонтом механических частей. Мы вообще не занимаемся ремонтом по почте, и по большей части мы не делаем машинные работы для обхода клиентов. Если вы ищете местную механическую мастерскую (а в наши дни их осталось не так много), попробуйте один из них:
Мы вообще не занимаемся ремонтом по почте, и по большей части мы не делаем машинные работы для обхода клиентов. Если вы ищете местную механическую мастерскую (а в наши дни их осталось не так много), попробуйте один из них:
Механическая мастерская Боба МакГи — это настоящая механическая мастерская. Они делают все, от ручной обработки до ЧПУ, от прототипов до производства. Тем не менее, они не являются автомобильным специализированным механическим цехом, и они могут отказаться от некоторых типов автомобильных машин, но для общей обработки они действительно хороши.
Hasselgren Racing — это один из лучших автосервисов в мире, но, вероятно, не лучшее место для недорогой работы с машинами для ежедневного водителя.
Wise Auto Tech — я никогда не встречал этих парней и не видел их мастерскую, но это одна из последних автомастерских, и они выполняют машинную работу для клиентов.
Зачем сваривать? Основная причина сварки вместо замены — стоимость. Отливки голых головок цилиндров стоят от 560 долларов для популярных головок, таких как 22RE, до 1500 долларов и выше для многих из 16-клапанных головок. Подготовка и сварка головки со средними повреждениями обычно занимает у меня около 3 часов. Если головку можно отремонтировать дешевле, чем стоимость новой непокрытой головки или подержанной «основной» головки, то это привлекательный вариант. Нам нравится идея утилизации детали, а не покупки новой, и нам также нравится ремонтировать автомобили, а не просто прикручивать новые детали весь день. Если мы сможем сделать и то и другое и сэкономить деньги наших клиентов, выиграют все. Бывают случаи, когда голову приваривать не стоит. Головки с развитой коррозией системы охлаждения, чрезмерно большими или многочисленными трещинами, слишком большим количеством прошлых ремонтов или слишком многими другими препятствиями при восстановлении лучше отправить в мусорный бак для металла.
Отливки голых головок цилиндров стоят от 560 долларов для популярных головок, таких как 22RE, до 1500 долларов и выше для многих из 16-клапанных головок. Подготовка и сварка головки со средними повреждениями обычно занимает у меня около 3 часов. Если головку можно отремонтировать дешевле, чем стоимость новой непокрытой головки или подержанной «основной» головки, то это привлекательный вариант. Нам нравится идея утилизации детали, а не покупки новой, и нам также нравится ремонтировать автомобили, а не просто прикручивать новые детали весь день. Если мы сможем сделать и то и другое и сэкономить деньги наших клиентов, выиграют все. Бывают случаи, когда голову приваривать не стоит. Головки с развитой коррозией системы охлаждения, чрезмерно большими или многочисленными трещинами, слишком большим количеством прошлых ремонтов или слишком многими другими препятствиями при восстановлении лучше отправить в мусорный бак для металла.
Если вы читали мою статью «Как сваривать алюминий», то заметили, что наше оборудование значительно улучшилось. Арт всегда следил за тем, чтобы у его механиков было все необходимое оборудование. Наш последний сварочный аппарат TIG с воздушным охлаждением был заменен лучшим сварочным аппаратом Lincoln с водяным охлаждением и выходной мощностью 420 ампер. Толстый алюминий (как головки цилиндров) требует мощного сварщика. Некоторые источники говорят, что для сварки головок цилиндров необходимо «не менее 275 ампер», но я не уверен, что этого будет достаточно. По моему опыту, 350 ампер — это хорошая «максимальная» настройка, даже если головка блока цилиндров предварительно прогрета перед сваркой. Таким образом, есть немного «лишнего» в виде конца педали.
Арт всегда следил за тем, чтобы у его механиков было все необходимое оборудование. Наш последний сварочный аппарат TIG с воздушным охлаждением был заменен лучшим сварочным аппаратом Lincoln с водяным охлаждением и выходной мощностью 420 ампер. Толстый алюминий (как головки цилиндров) требует мощного сварщика. Некоторые источники говорят, что для сварки головок цилиндров необходимо «не менее 275 ампер», но я не уверен, что этого будет достаточно. По моему опыту, 350 ампер — это хорошая «максимальная» настройка, даже если головка блока цилиндров предварительно прогрета перед сваркой. Таким образом, есть немного «лишнего» в виде конца педали.
Я использую 1/8″ циркониевый вольфрам для головок цилиндров. Я читал статьи более опытных сварщиков, в которых говорилось, что 3/32″ подходят с предварительным нагревом, но у меня были проблемы с плавлением и разбрызгиванием вольфрама меньшего размера, поэтому я использую 1/8″. Для меня дуга запускается легко и стабильно. Я скрепляю концы нескольких вольфрамовых электродов на алюминиевом блоке перед тем, как начать сварку, чтобы сэкономить время, если я запачкаю один из них. Однако следует избегать загрязнения вольфрама; растирание загрязнений на горячей головке похоже на попытку придать форму использованной жевательной резинке на шлифовальном станке. У меня есть второй комплект чистых сварочных перчаток, которые я использую только для головок цилиндров и других важных алюминиевых изделий, чтобы предотвратить попадание масла из перчатки на присадочный стержень и в сварной шов.
Я скрепляю концы нескольких вольфрамовых электродов на алюминиевом блоке перед тем, как начать сварку, чтобы сэкономить время, если я запачкаю один из них. Однако следует избегать загрязнения вольфрама; растирание загрязнений на горячей головке похоже на попытку придать форму использованной жевательной резинке на шлифовальном станке. У меня есть второй комплект чистых сварочных перчаток, которые я использую только для головок цилиндров и других важных алюминиевых изделий, чтобы предотвратить попадание масла из перчатки на присадочный стержень и в сварной шов.
Первый шаг — спланировать, что вы собираетесь делать. На этой головке сломана проушина насоса гидроусилителя руля и две трещины между седлами клапанов на №2 и №3. Когда мне нужно сварить в труднодоступном месте, я устанавливаю горелку, сопло и вольфрамовый удлинитель, которые планирую использовать, и провожу пробный прогон, чтобы убедиться, что смогу добраться до всех нужных мне участков, сохраняя при этом оптимальные углы вольфрамового и присадочного стержня. Как только головка нагреется, лучше быть готовым к сварке, а не судорожно менять насадки и задние колпачки.
Как только головка нагреется, лучше быть готовым к сварке, а не судорожно менять насадки и задние колпачки.
Затем я шлифую участки, которые планирую сваривать. Алюминий имеет невидимый поверхностный слой оксида, который плавится при температуре, в три раза превышающей температуру алюминия. Невозможно сварить алюминий без удаления оксидного покрытия. Использование широкой рифленой твердосплавной насадки на шлифовальной машине — отличный способ убедиться, что слой оксида алюминия удален. Небольшое количество WD40, распыленного на биту, поможет предотвратить прилипание алюминия к бите. Только не забудьте удалить его ацетоном перед сваркой, особенно если вы не собираетесь предварительно нагревать. Неплохой идеей будет очистить место за пределами области, которую вы планируете сваривать, жир и грязь в прилегающих областях превратятся в жидкость во время сварки и попадут в сварочную ванну. Если между сиденьями есть трещина, используйте 3-дюймовый отрезной круг, чтобы прорезать оба сиденья вдоль трещины, тогда сиденья выскочат с помощью отмычки.
После шлифовки, проволочной щетки и обезжиривания места сварки я наношу средство для очистки алюминия и оставляю на пару минут. Очиститель алюминия является кислотой и разъедает поверхностный оксидный слой. Это может показаться ношением ремня и подтяжек, но я никогда не жалел, что тратил меньше времени на уборку во время сварки, и часто ловлю себя на мысли, что жалею, что не тратил больше. Очиститель алюминия проникает в закоулки и закоулки, недоступные для проволочной щетки. На важных сварных швах (например, на головках) я также использую очиститель для алюминия на присадочном стержне. У меня был наполнительный стержень, который окислился и оставляет «колбасную оболочку», свисающую с его конца, когда его опускают в бассейн.
Красивый валик с аккуратно уложенной рябью не важен при сварке ГБЦ. Плавление, проникновение, отсутствие пористости и предотвращение (или удаление) вольфрамовых включений. Нет ничего постыдного в том, чтобы переплавить слой перед тем, как перейти к следующему, или охладить головку, чтобы шлифовать и начинать заново. Если головка выйдет из строя в эксплуатации, это будет стоить намного больше времени, чем ее повторная сварка. Наращивание больше, чем необходимо, не улучшает сварной шов и увеличивает время, необходимое для удаления излишков. Как говорится, лучше немного слишком много, чем немного слишком мало. Если есть впадина, вам придется нагреть головку и сварить еще немного.
Если головка выйдет из строя в эксплуатации, это будет стоить намного больше времени, чем ее повторная сварка. Наращивание больше, чем необходимо, не улучшает сварной шов и увеличивает время, необходимое для удаления излишков. Как говорится, лучше немного слишком много, чем немного слишком мало. Если есть впадина, вам придется нагреть головку и сварить еще немного.
После того, как я закончил сварку, я снова помещаю головку в печь на 15 минут, затем выключаю печь и даю головке остыть. Я читал, что последующий нагрев помогает уменьшить напряжение в головке блока цилиндров, которое может привести к проблемам с деформацией при обработке расточенного отверстия или будущему растрескиванию в процессе эксплуатации. Я читал некоторые мнения о том, что нагрев цилиндра вызовет отжиг, но я не верю, что при использовании этой процедуры произойдет значительный отжиг. Мне не удалось найти процедуру отжига для литого сплава 356 (это мое лучшее предположение о том, из чего сделано большинство головок цилиндров), но я нашел процедуры отжига для нескольких других типов алюминия, и они обычно требуют нагрева примерно до 775 градусов по Фаренгейту в течение 3 часов, затем охлаждение до 50 градусов по Фаренгейту в час. Это гораздо более высокая температура и гораздо более длительное время, чем 30-минутный предварительный нагрев и 15-минутный последующий нагрев, которые я использую.
Это гораздо более высокая температура и гораздо более длительное время, чем 30-минутный предварительный нагрев и 15-минутный последующий нагрев, которые я использую.
Когда головка остынет, сварной шов можно заточить и отшлифовать до нужной формы. Встречные отверстия можно вырезать. Установлены и отшлифованы новые сиденья.
Резюме:
1. Спланируйте, как вы будете выполнять сварку – место установки горелки и т. д.
2. Зашлифуйте трещину или поврежденный участок, чтобы обнажить свежий алюминий.
3. Очистите щеткой из нержавеющей стали и ацетоном.
4. Очистите место сварки и присадочный стержень кислотой, затем промойте водой. (Убедитесь, что стержень очень сухой, иначе появится пористость. Печь высушит головку)
5. Нагреть головку в духовке до 450-500 град. Ф.
6. Сварка.
7. Дать остыть в духовке.
7. Изменение формы / станок / дрель / метчик
8. Испытание давлением.
[/vc_column_text][/vc_column][/vc_row]
сварка алюминиевой головки блока цилиндров
Вот несколько примеров нашей сварки алюминиевой головки блока цилиндров. На этих фотографиях показаны типы повреждений алюминиевой головки блока цилиндров, которые мы ремонтируем.
На этих фотографиях показаны типы повреждений алюминиевой головки блока цилиндров, которые мы ремонтируем.
Сначала удаляются все сломанные детали. Мы предварительно нагреем головку блока цилиндров до 275°F в нашей управляемой компьютером электропечи объемом 100 кубических футов. Камера сгорания, седел клапанов, впускные и выпускные отверстия, а также палуба будут сварены методом T.I.G. При сварке TIG алюминиевых головок цилиндров мы используем присадочный стержень из того же сплава, что и головка.
Алюминиевая головка блока цилиндров Chevy Big Block
Повреждение этой алюминиевой головки блока цилиндров Chevy Big Block было вызвано отказом клапанного механизма.
Это хороший пример нашей сварки алюминиевой головки блока цилиндров. После TIG-сварки поврежденной камеры сгорания мы оцифровываем соседнюю камеру сгорания. Наша сварная камера сгорания идентична оригинальной камере сгорания. Замена направляющих клапанов установлена и отточена по размеру. Регистры седла клапана были обработаны до их первоначальной высоты. Наш новый клапан Джоб устанавливает эти клапаны на той же высоте, что и другие клапаны. Мы удалили старую свечу зажигания и сохранили резьбу свечи зажигания. Обратите внимание, что нет свечи зажигания Heli-Coil. Когда бобышки направляющих клапанов треснуты, мы свариваем их целиком, а затем обрабатываем новые бобышки направляющих клапанов на нашем пятиосевом станке с ЧПУ. обрабатывающий центр. После ремонта эта алюминиевая головка блока цилиндров прошла более 200¼ миль с системой закиси азота мощностью 300 л.с. Мы делали другие ремонты этих головок, но с этим ремонтом проблем не возникло. Ищите «Сагу BB2» в том, как мы это делаем.
Наш новый клапан Джоб устанавливает эти клапаны на той же высоте, что и другие клапаны. Мы удалили старую свечу зажигания и сохранили резьбу свечи зажигания. Обратите внимание, что нет свечи зажигания Heli-Coil. Когда бобышки направляющих клапанов треснуты, мы свариваем их целиком, а затем обрабатываем новые бобышки направляющих клапанов на нашем пятиосевом станке с ЧПУ. обрабатывающий центр. После ремонта эта алюминиевая головка блока цилиндров прошла более 200¼ миль с системой закиси азота мощностью 300 л.с. Мы делали другие ремонты этих головок, но с этим ремонтом проблем не возникло. Ищите «Сагу BB2» в том, как мы это делаем.
Головка блока цилиндров Dart Pro Stock Big Chief
T.I.G. сварка отремонтировала эту поврежденную алюминиевую головку блока цилиндров 707 Dart Big Chief Pro Stock. Обе алюминиевые головки блока цилиндров Dart Big Chief были повреждены, когда водитель потерял управление. В результате удара от автомобиля оторвало двигатель, что привело к повреждению.
707 Dart Big Chief алюминиевая головка блока цилиндров Pro Stock T.I.G. ремонт сварки. Обе алюминиевые головки блока цилиндров Dart Big Chief Pro Stock вернулись в эксплуатацию через 20 лет. назад.
Винтажная камера сгорания Ferrari Maserati
Это поврежденная винтажная камера сгорания Maserati. Т.И.Г. Сварка устранит повреждение водой, вызванное негерметичными прокладками головки блока цилиндров. Алюминий Т.И.Г. Сварка устранит все показанные повреждения головки цилиндров.
Мы восстановили камеры в этой винтажной головке блока цилиндров Maserati. Поврежденные камеры были T.I.G. сварной. Затем мы оцифровали соседнюю камеру. Затем мы обрабатываем новые регистры седла клапана. Затем будут установлены новые направляющие клапанов и вставки седла. Все камеры Maserati обработаны до исходного размера
Э.П.Д. Алюминиевая головка блока цилиндров Pontiac P6
Совершенно новый дефектный впускной клапан (головка отвалилась от штока) нанес ужасные повреждения этой алюминиевой головке блока цилиндров. Эксперт Т.И.Г. сварка исправит все эти повреждения.
Эксперт Т.И.Г. сварка исправит все эти повреждения.
Эти сломанные детали устанавливаются на место. Мы предварительно нагреем эту алюминиевую головку блока цилиндров до 275°F.
Алюминиевая головка блока цилиндров Pontiac P6
Мы использовали нашу экспертную алюминиевую сварку T.I.G. навыки сварки для ремонта этой поврежденной головки блока цилиндров Pontiac P6. Далее мы проверим головку блока цилиндров под давлением и обработаем деку. После этого работа клапана и камеры сгорания будет завершена.
Отличный пример нашего эксперта T.I.G. сварка алюминиевого цилиндра Навыки сварки головкой. Мы отремонтировали этот алюминиевый цилиндр в 1990 году. Поверхность деки была очищена с помощью надреза 0,005. Утечек не было.
Камера сгорания Ford Hemi
Это поврежденный I.H.R.A. Камера сгорания Форд Про Сток. Нам нужно сварить алюминиевую головку блока цилиндров, чтобы отремонтировать камеру, и клапанный комплект. Мы предварительно нагрели эту головку блока цилиндров до 275°F. Предварительный нагрев головки снижает ток, необходимый для качественной сварки.
Предварительный нагрев головки снижает ток, необходимый для качественной сварки.
Здесь мы показываем отремонтированную алюминиевую головку Ford Hemi Pro Stock объемом 800 кубических дюймов. Мы оцифровали соседнюю камеру. Затем мы ЧПУ. обработайте поврежденную камеру до исходного размера. Наконец, мы повторно обработали регистры седла клапана. Затем мы установили новые бронзовые направляющие клапанов и вставки седел. (Подробности см. в разделе «Как мы это делаем».)
Алюминиевая канавка под уплотнительное кольцо головки цилиндра Сварка/ремонт
Сварные канавки под уплотнительное кольцо — некоторым людям нравятся канавки под уплотнительное кольцо, а некоторым нет. Головка очищена, удален металл толщиной 0,003 дюйма. Впускное сиденье опустилось на 0,003–004 дюйма.
Поврежденная закисью азота 440 Chrysler Indy Алюминиевая головка блока цилиндров
575 кубических дюймов Ремонт головки блока цилиндров 440 Chrysler Indy, Плохая настройка закиси азота разрушила все гасящие прокладки.
Алюминиевые заглушки для ремонта деки головки блока цилиндров
Для усиления деки было изготовлено 16 алюминиевых штифтов. Обе головки требовали 0,005 дюйма для очистки после сварки. После этого ремонта у этих головок более 100 проходов, многие на закиси азота.
Алюминиевая головка блока цилиндров Dodge Viper с нагнетателем
На обеих головках Dodge Viper предстоит много сварочных работ с алюминиевой головкой блока цилиндров. На этой фотографии показаны все десять поврежденных камер на головках Dodge Viper с наддувом. У Программиста было слишком много времени или недостаточно топлива!
Поверхность палубы очищена от материала толщиной 0,003 дюйма. Во время сварки РЯДОМ с одним из впускных мест я услышал треск. Я предупредил местного производителя двигателей об этом повреждении. Производитель двигателя обвинил в этом меня. Я предположил, что оно уже треснуло, потому что не было никаких следов касания сиденья фонариком. Что вы думаете?
Б.
 М.Ф. 385 Поврежденные закисью камеры сгорания
М.Ф. 385 Поврежденные закисью камеры сгоранияЯ думаю, этот Плохой М.Ф.385 получил удар и сдался. Плохая закись азота сломала этот B.M.F. 385 новых свечных отверстий. Мы использовали торсионную пластину для герметизации деки, чтобы во время сварки мы могли «подавать газ» в камеры сгорания.
Плохой M.F.385 Исправлено. Для очистки поверхности прокладки требовался проход 0,005 дюйма. Обратите внимание, что мы скопировали следы инструмента из оцифрованной камеры в отремонтированную камеру. Что мы можем сварить для вас?
сварка ГБЦ!
19.08.2008 #1
сварка ГБЦ!
Привет, ребята, я новичок на этом форуме, и я ищу несколько советов по сварке алюминиевого цилиндра, например, какую присадочную проволоку использовать (поскольку это литая алюминиевая головка, я полагаю), и любые другие советы, такие как подготовка к очистке и т.
Д. … много Благодарность!Ответить с цитатой
08-19-2008 #2
Re: сварка ГБЦ!
Есть несколько тем, в которых говорится о сварке алюминиевых головок, вам придется поискать их, чтобы найти. Думаю,
Zap сделал это.
Ответить с цитатой
19.
08.2008
#3Re: сварка ГБЦ!
Если он литой, то я бы использовал 5356 для наполнителя..
Можно ли выложить фото проблемы??
…зап!
Я не совсем сумасшедший..
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
19.
08.2008
#4Re: сварка ГБЦ!
Мне будет намного проще, если вы предварительно нагреете сварку примерно до 350, ПОТОМ сварите.
Сертифицированный инспектор по сварке AWS
Сертифицированный сварщик AWSОтветить с цитатой
08-19-2008 #5
Re: сварка ГБЦ!
Если это просто эксперимент, то круто.
Если вы новичок в сварке палкой и / или сварке алюминия плюс, хотите снова использовать эту головку, вы можете сломаться и сделать это за вас, по крайней мере, пока у вас не будет больше опыта. Алюминий может быть сложным, а головы стоят несколько долларов.Приводной сектор
Приводной сектор
Хобарт Хэндлер 140
Хобарт Хэндлер 180
Готовый сварщик 2
Хобарт ВВС 400
Airco Stinger 225Из всего, что я потерял, больше всего я скучаю по своему разуму.»ОЗЗИ»
Ответить с цитатой
19.08.2008 #6
Re: сварка ГБЦ!
Вот как мы это делаем в моем конце света:
Если он треснул, полностью отшлифуйте трещину (если вы этого не сделаете, она снова треснет или снова вылезет во время охлаждения)
Разогрейте головку в какой-либо печи до 400–450 градусов (будьте осторожны, чтобы не превысить 500 градусов при отжиге литого алюминия в этот момент)Мы используем стержень 4043 с прямым аргоном (некоторые используют смесь аргона с гелием для большего проникновения, но с хорошим предварительным нагревом у тебя нет проблем)
После сварки снова поставить в печь и дать остыть.
После всего этого тепла от сварки голова может погнуться с приподнятым центром вверх, И это еще один процесс с отверстием, чтобы выпрямить ее…
Интересно, меня тоже отшлепают за это!?!
Ответить с цитатой
08-19-2008 #7
Re: сварка ГБЦ!
Первоначально Послано zapster
Если это литье, то я бы использовал 5356 для наполнителя.
.Можно ли разместить фото проблемы??
…зап!
Эххххх надеюсь вы шутите, наполнитель из сплава магния с «типичным» литым алюминием?
Если отливка изготовлена из сплава, содержащего медь, используйте наполнитель 4145
. Если это не так, 4043 соответствует
. Предварительный нагрев зависит от массы и сплава, а также от отпуска, к термически обработанным отливкам относятся более осторожно, так как вы не хотите превышать первоначальную температуру отпуска в целом при сварке, очевидно, что ЗТВ не останется исходной термообработкой.Ответить с цитатой
19.08.2008 #8
Re: сварка ГБЦ!
Первоначально Послано zapster
Если это литье, то я бы использовал 5356 для наполнителя.
Взломать книги Zap. Последнее, что я проверял, не рекомендуется использовать наполнитель 5356 для чего-либо, предназначенного для «обслуживания при повышенных температурах». (длительные периоды более 150 градусов по Фаренгейту). .Головки цилиндров предназначены для работы при высоких температурах. 5356 будет считаться неприемлемым для всего, что прикручено к двигателю, независимо от ремонтируемого литейного сплава.
Последний раз редактировалось Гефестом; 19.08.2008 в 23:48.
-матовый
———————————————————Ответить с цитатой
19.08.2008 #9
Re: сварка ГБЦ!
Первоначально Послано Hephaestus
Взломайте книги Zap.
Последнее, что я проверял, не рекомендуется использовать наполнитель 5356 для чего-либо, предназначенного для «обслуживания при повышенных температурах». (длительные периоды более 150 градусов по Фаренгейту).Головки цилиндров предназначены для работы при высоких температурах. 5356 будет считаться неприемлемым для всего, что прикручено к двигателю, независимо от ремонтируемого литейного сплава.
Это даже более просто, металлургия интерфейса была бы неприемлемой…. Я имею в виду, что это БАЗОВЫЙ….. примерно… я не знаю…. 98 лет мы использовали один и тот же наполнитель. металлы для большинства работ с алюминием. Либо тот парень из Zap просто шутит …. или серьезно нуждается в обучении сварке алюминия.Ответить с цитатой
20.08.2008 #10
Re: сварка ГБЦ!
Спасибо за совет, ребята, я буду использовать силиконовый стержень 4043, я знал о том, что стержень 5356 может треснуть при высоких температурах, я использую присадочный стержень 5356 для сварки алюминия морского класса, поэтому я знаком с этим стержнем!! Спасибо еще раз!
Ответить с цитатой
20.
08.2008
#11Re: сварка ГБЦ!
Первоначально Послано makoman1860
Это даже более просто, металлургия интерфейса была бы неприемлема…. Я имею в виду, что это БАЗОВЫЙ….. примерно… я не знаю….98 уже много лет мы используем одни и те же присадочные металлы для большинства работ с алюминием. Либо тот парень из Zap просто шутит …. или серьезно нуждается в обучении сварке алюминия.
Совсем не шутка..
Я ремонтировал десятки головок от газонокосилок до 7-секундных драгстеров с 5356, если головка литая.
Никаких сбоев. .4043 — это то, что я использую в головках для заготовок..
Здесь я согласен не согласиться, и я должен был уже знать, что «не вмешиваться»У меня где-то на другом компьютере есть фотография головки 351C, которая потеряла клапан @ 8000 и была довольно сильно разорвана..
Все сделано с 5356..
Он все еще работает в середине 9-х сегодня..
Фотку поищу позже.Так что просто соглашайтесь не соглашаться, и мы все будем жить долго и счастливо…
…зап!
Я не совсем сумасшедший..
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
20.
08.2008
#12Re: сварка ГБЦ!
Первоначально Послано zapster
5356 если голова литая….зап!
Хотите объяснить, почему?Ага
Ответить с цитатой
20.08.2008 №13
Re: сварка ГБЦ!
Основная проблема при сварке литых алюминиевых/кремниевых головок, например: серии 4000 или 6000, заключается в том, что наполнитель 4043 сильно уступает по прочности.
Если заделываются большие трещины, ремонт мягких сварных швов часто не длится долго, негерметичность прокладок ГБЦ неизбежна.Небольшой мелкий ремонт может быть успешным. Прокалка при 150С в течение некоторого времени поможет «высушить» отливку, пропитка маслом — убийство при попытках выполнить ремонт такого типа.
Для сварки — предварительный нагрев до 100°С в печи для обеспечения равномерного нагрева по всему объему, наполнитель 4043, снова очистить подготовленную выемку непосредственно перед сваркой, медленно остудить в вермикулите, в машине, а затем надеяться на лучшее, когда вернется в эксплуатацию.
Много усилий, и обычно сменная головка может стоить дешевле, с меньшими головными болями и более длительным сроком службы.
Ура
Ответить с цитатой
20.
08.2008
№14Re: сварка ГБЦ!
Первоначально Послано Burnit
Хотите объяснить, почему?
Потому что это то, чему меня учили когда-то давно, и это работает, поэтому я буду придерживаться того, чем занимаюсь уже 18 лет.
Нареканий пока нет.Вот почему.
…зап!
Я не совсем сумасшедший..
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
20.08.2008 №15
Re: сварка ГБЦ!
Zapster
Не должно быть проблемой для мелкого ремонта, алюминий GTAW AC очень сильно разбавлен, поэтому в любом случае < 50% вашего наплавленного металла будет BM.
Сплавы Al / Si могут быть закалены только «холодной обработкой», поэтому металл сварного шва 4043 имеет низкую прочность.
Серии 4000 и 5000 не подлежат термообработке для улучшения свойств, однако добавки магния повышают твердость/прочность алюминия.
Кто-то заявлял до серии 5000, что сплавы Al, Mg не подходят для работы при температуре выше 65°C, однако это связано с основным материалом, и коррозия под напряжением может быть проблемой, если напряжения присутствуют при температурах выше 65°C (150°F для вашей партии).
Я подозреваю, что ваш химический состав сварного шва при сварке серии 4000 с 5356 может дать термообрабатываемый сплав, мало чем отличающийся от серии 6000 — Al, Mg, Si. — Это может быть хорошо!
Сварка на самом деле является процессом литья, и всегда следует учитывать разбавление BM.
Нафф сид !!!
Удачи.
Ответить с цитатой
20.
08.2008
№16Re: сварка ГБЦ!
Первоначально Послано zapster
Никакая шутка..
Я ремонтировал десятки головок от газонокосилок до 7-секундных драгстеров с 5356, если головка литая.
Без сбоев..4043 — это то, что я использую в головках для заготовок..
Здесь я согласен не согласиться, и я уже должен был знать «не вмешиваться»У меня где-то на другом компьютере есть фотография головки 351C, которая потеряла клапан @ 8000 и была довольно сильно разорвана.
.
Все сделано с 5356..
Он все еще работает в середине 9-х сегодня..
Фотку поищу позже.Так что просто соглашайтесь не соглашаться, и мы все будем жить долго и счастливо…
…зап!
Вот моя говядина,
ОП заявил, что они приваривают голову … только это … голову. Они не сказали, было ли это водяное охлаждение, воздушное охлаждение или что-то в этом роде. Вы можете кататься с 5356 на автомобильном двигателе с водяным охлаждением, но это было бы катастрофой на чем-либо другом. Честно говоря, гоночные двигатели не впечатляют меня, когда люди говорят, что «он все еще работает», потому что фактическое время работы невелико, а тепловые и механические циклы минимальны. Если вы хотите узнать, как правильно ремонтировать отливку, поговорите с людьми, которые делают отливки и разрабатывают сплавы. Если вам нужен контакт, я буду более чем счастлив предоставить один из моих коллег, он является экспертом по алюминиевому литью, по крайней мере, так говорит Alcoa.Ответить с цитатой
20.08.2008 # 17
Re: сварка ГБЦ!
Первоначально Послано zapster
Никакая шутка..
Я знаю людей, которые каждый пятничный вечер в течение многих лет ездили домой в нетрезвом состоянии и ухитрились еще никого не убить. Они также утверждают, что водят машину лучше после нескольких кружек пива.
Я ремонтировал десятки головок от газонокосилок до 7-секундных драгстеров с 5356, если головка литая.
Сбоев нет […ПОКА]..
Так что просто соглашайтесь не соглашаться, и мы все будем жить долго и счастливо. ..
… хлоп!Прочитав приведенное выше утверждение, согласитесь ли вы с тем, что пьяные хорошо водят машины?
-матовый
———————————————————Ответить с цитатой
20.08.2008 # 18
Re: сварка ГБЦ!
Не обижайтесь, Зап.
Мне также рассказали, как мы ремонтируем головки более 15 лет, Yamhato Motors (который производит двигатели для Джаспера), все автомобильные мастерские, о которых я говорил, и каждую статью в автомобильном журнале по механической обработке. неправильно…Если прокладка головки блока цилиндров выходит из строя или головка снова трескается, это происходит из-за повторного перегрева, доказательством служит то, что мы используем в бизнесе, называемое нагревательным язычком… Если головка снова трескается, это не на сварка или кромка…
Так что, я думаю, я буду продолжать ремонтировать их, используя отраслевой стандарт…
И Zap, если это работает для вас, ПРОДОЛЖАЙТЕ ДЕЛАТЬ ЭТО ПО-СВОЕМУ!!!!
Но я думаю, что я слишком глуп, чтобы знать лучше…
Интересно, меня тоже отшлепают за это!?!
Ответить с цитатой
20.
08.2008
# 19Re: сварка ГБЦ!
Первоначально написал ELCO1
И Zap, если это работает для вас, ПРОДОЛЖАЙТЕ ДЕЛАТЬ ЭТО ПО ВАШЕМУ ПУТИ!!!!
Я планирую на это..
Забавно..В этой теме не было ответов, пока я не вмешался..
А тут вдруг эксперты со всех концов говорят, что все это неправильно. и работал над ним часами, чтобы вернуть его мин. обслуживание..
Я сделал десятки голов..
Как насчет остальных?Сколько между всеми вами?
…зап!
Я не совсем сумасшедший..
Некоторые детали отсутствуютПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
20.08.2008 #20
Re: сварка ГБЦ!
Первоначально Послано zapster
Я планирую на это..
Забавно..В этой теме не было ответов, пока я не вмешался..
А тут вдруг эксперты со всех концов говорят, что все это неправильно. и работал над ним часами, чтобы вернуть его мин. обслуживание..
Я сделал десятки голов..
Как насчет остальных?Сколько между всеми вами?
…зап!
С каких это пор «первый» ответ означает «правильный» ответ? И я был удивлен, что ты выпалишь ответ, не имея представления о сплаве под рукой, тем более о таком сомнительном выборе. Да, сварные алюминиевые головки, больше, чем я могу сосчитать, и во многих случаях с воздушным и жидкостным охлаждением… и я не имею в виду газонокосилки. Я не собираюсь с вами спорить… есть сотни других инженеров и металлургов, которые делают это для меня в виде книг и текстов, а также в реальных жизненных ситуациях. Невежество само по себе не является недостатком, но его распространение находится в моем уме. Когда кто-то просит совета в какой-то ситуации, дворовые выходки только затуманивают информацию.Знайте свое семейство сплавов и подвергайте термообработке
Подберите наполнители соответственно
Выберите температуру предварительного нагрева соответственно
Выберите процесс соответственно
Сварите грамотноНаслаждайтесь тем, что вы проделали профессиональную работу.
Ответить с цитатой
20.08.2008 # 21
Re: сварка ГБЦ!
Чтобы ответить на ваш вопрос Зап, мы свариваем 1 на 4 цил. голову в неделю. От 1 подпалины, когда прокладка взорвалась, до полного разрушения камер сгорания…
Я не отвечал до тебя, потому что я не читал это до тех пор, и нет, я не говорю, что ты не прав, я просто сказал, что это как мы это делаем.
..Интересно, меня тоже за это отшлепают!?!
Ответить с цитатой
20.08.2008 # 22
Re: сварка ГБЦ!
Расскажу о нашем опыте…
Берем алюминий. головка блока цилиндров должна быть изготовлена из сплава А356 или что-то очень близкое (это означает семейство сплавов AlSi12…
или AlSi10… или AlSi7…) и действовать соответственно… (AlSi12). В очень редких случаях мы терпим неудачу.Если мы потерпели неудачу, мы считаем, что проблема в герметике. Многие головки (отливки) были погружены в проникающую герметизирующую жидкость для герметизации микропор.
При сварке такие соединения — большие проблемы…
Ответить с цитатой
20.08.2008 # 23
Re: сварка ГБЦ!
Внимательно посмотрите на различные маркировки, нанесенные на деталь, иногда производитель упрощает вам задачу.
..Нижняя строка на картинке — это сплав, из которого отлита деталь. Вы можете использовать это, чтобы получить рекомендации по наполнителю/свариваемости деталей от всех обычных подозреваемых – например, вставив «сварка alsi9cu3» в Google, вы получите такие результаты, как ЭТО
Как (почти) все сказали, 9раз из 10 отливка будет в основном на основе кремния
Ответить с цитатой
21.08.2008 # 24
Re: сварка ГБЦ!
Да, это хорошо, когда они отливают настоящий сплав в детали, европейцы довольно хороши для этого, но тогда я думаю, что они, как правило, не так расточительны, как США, и держат машины дольше.
.. или, по крайней мере, готовы это делать. больше для их ремонта. Это, как и в случае с любым алюминиевым литьем … ему осталось жить так долго … поэтому иногда, когда автомобиль стареет, постоянный ремонт сваркой (более постоянный, если сварка выполнена неправильно) является распространенным методом поддержания его в рабочем состоянии. Известно, что некоторые баллоны самолетов трескаются в некритических местах, поэтому сварка при капитальном ремонте является обычным делом … опять же с использованием ПРАВИЛЬНЫХ методов и материалов.
Исследуйте ремонт самостоятельно, читайте технические книги, разбирайтесь в том, что вы делаете, и если то, что вы делаете, противоречит науке и технике… возможно, дважды подумайте об этом.Ответить с цитатой
23.08.
2008
# 25Re: сварка ГБЦ!
На самом деле, Мако. Я жил в Германии 3,5 года (с начала 1998 до конца 1991 года), и вы не видели столько старых (за 20 лет или около того) машин на дорогах, как здесь. Их ежегодная инспекция намного жестче, чем любая, которую я видел здесь, и они очень конкретны в отношении того, как должен быть сделан ремонт. Хорошим примером являются проржавевшие панели кузова. Здесь, если мы вообще что-то сделали, стекловолокно приемлемо. Там весь ржавый материал нужно вырезать и приварить новую панель. Я сделал несколько крыльев и досок пола, когда меня могли поймать на посту и вне службы, и нет, я не был армейским сварщиком.
Там совсем другой мир. Я ничего не сказал о том, как выполнить этот ремонт, потому что у меня нет опыта или даже опыта работы с алюминиевыми головками. А вот чугун — это отдельная история.Последний раз редактировалось Веселым Роджером; 23.08.2008 в 20:29. Причина: добавлено в
Разница между искусством и ремеслом заключается в качестве изготовления. Я художник.
Ответить с цитатой
 Д. … много Благодарность!
Д. … много Благодарность!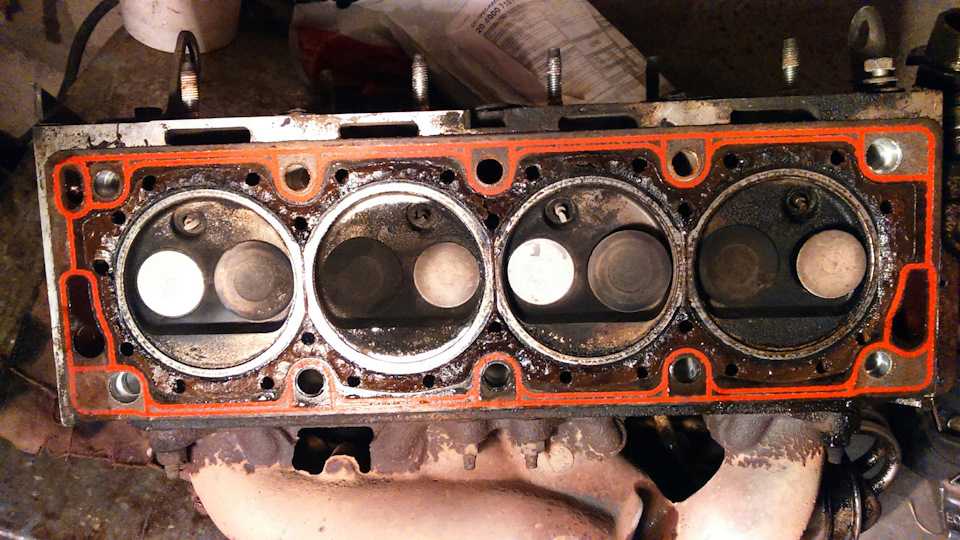 08.2008
#3
08.2008
#3 08.2008
#4
08.2008
#4 Если вы новичок в сварке палкой и / или сварке алюминия плюс, хотите снова использовать эту головку, вы можете сломаться и сделать это за вас, по крайней мере, пока у вас не будет больше опыта. Алюминий может быть сложным, а головы стоят несколько долларов.
Если вы новичок в сварке палкой и / или сварке алюминия плюс, хотите снова использовать эту головку, вы можете сломаться и сделать это за вас, по крайней мере, пока у вас не будет больше опыта. Алюминий может быть сложным, а головы стоят несколько долларов.
 .
. .
. Последнее, что я проверял, не рекомендуется использовать наполнитель 5356 для чего-либо, предназначенного для «обслуживания при повышенных температурах». (длительные периоды более 150 градусов по Фаренгейту).
Последнее, что я проверял, не рекомендуется использовать наполнитель 5356 для чего-либо, предназначенного для «обслуживания при повышенных температурах». (длительные периоды более 150 градусов по Фаренгейту). 08.2008
#11
08.2008
#11 .
. 08.2008
#12
08.2008
#12 Если заделываются большие трещины, ремонт мягких сварных швов часто не длится долго, негерметичность прокладок ГБЦ неизбежна.
Если заделываются большие трещины, ремонт мягких сварных швов часто не длится долго, негерметичность прокладок ГБЦ неизбежна. 08.2008
№14
08.2008
№14

 08.2008
№16
08.2008
№16 .
. 
 ..
..  Мне также рассказали, как мы ремонтируем головки более 15 лет, Yamhato Motors (который производит двигатели для Джаспера), все автомобильные мастерские, о которых я говорил, и каждую статью в автомобильном журнале по механической обработке. неправильно…
Мне также рассказали, как мы ремонтируем головки более 15 лет, Yamhato Motors (который производит двигатели для Джаспера), все автомобильные мастерские, о которых я говорил, и каждую статью в автомобильном журнале по механической обработке. неправильно… 08.2008
# 19
08.2008
# 19
 и работал над ним часами, чтобы вернуть его мин. обслуживание..
и работал над ним часами, чтобы вернуть его мин. обслуживание.. 
 ..
.. или AlSi10… или AlSi7…) и действовать соответственно… (AlSi12). В очень редких случаях мы терпим неудачу.
или AlSi10… или AlSi7…) и действовать соответственно… (AlSi12). В очень редких случаях мы терпим неудачу. ..
..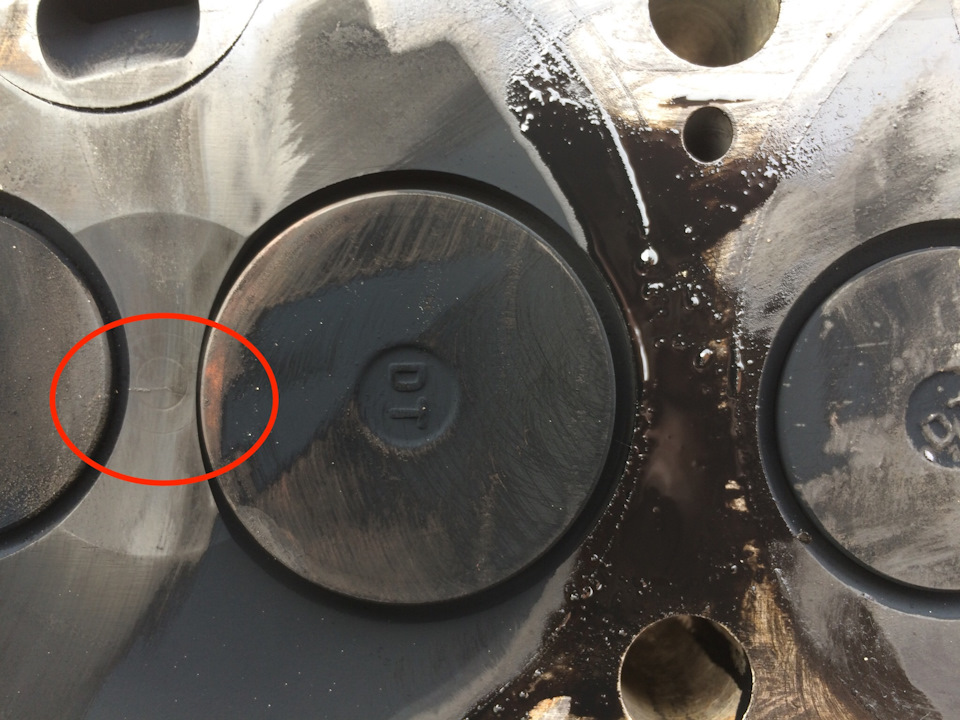 .. или, по крайней мере, готовы это делать. больше для их ремонта. Это, как и в случае с любым алюминиевым литьем … ему осталось жить так долго … поэтому иногда, когда автомобиль стареет, постоянный ремонт сваркой (более постоянный, если сварка выполнена неправильно) является распространенным методом поддержания его в рабочем состоянии. Известно, что некоторые баллоны самолетов трескаются в некритических местах, поэтому сварка при капитальном ремонте является обычным делом … опять же с использованием ПРАВИЛЬНЫХ методов и материалов.
.. или, по крайней мере, готовы это делать. больше для их ремонта. Это, как и в случае с любым алюминиевым литьем … ему осталось жить так долго … поэтому иногда, когда автомобиль стареет, постоянный ремонт сваркой (более постоянный, если сварка выполнена неправильно) является распространенным методом поддержания его в рабочем состоянии. Известно, что некоторые баллоны самолетов трескаются в некритических местах, поэтому сварка при капитальном ремонте является обычным делом … опять же с использованием ПРАВИЛЬНЫХ методов и материалов.  2008
# 25
2008
# 25 Там совсем другой мир. Я ничего не сказал о том, как выполнить этот ремонт, потому что у меня нет опыта или даже опыта работы с алюминиевыми головками. А вот чугун — это отдельная история.
Там совсем другой мир. Я ничего не сказал о том, как выполнить этот ремонт, потому что у меня нет опыта или даже опыта работы с алюминиевыми головками. А вот чугун — это отдельная история.Да, J-B Weld может отремонтировать треснувшую головку блока цилиндров, но…
Есть несколько автомобильных афоризмов, которыми люди разбрасываются, как хот-доги на барбекю, когда на самом деле хотят чизбургер. Один из них, увидев фотографию аварии, говорит: «Это пройдет». Другой — «LS1 it» (поставить двигатель Corvette на машину, нуждающуюся в двигателе, обычно это жалкая крыса, которая стоит меньше, чем LS1). Оба высказывания обычно преподносятся с большой долей иронии. А вот третий, «Just J-B Weld it», часто говорят серьезно.
А вот третий, «Just J-B Weld it», часто говорят серьезно.
Существует множество двухкомпонентных эпоксидных смол, но компания J-B Weld имеет очень хорошую репутацию в автомобильном мире не только для склеивания пластика с пластиком, пластика с металлом и металла с металлом, но и не только для ремонта сломанных бит в щепотка, но ремонт настолько силен, что он граничит с полупостоянным решением. Я держу трубки J-B KwikWeld в своем дорожном комплекте на случай, если произойдет что-то странное, например, оторвется горловина охлаждающей жидкости от радиатора или корпуса термостата, или сломается крепление генератора. По крайней мере, это дает вам шанс вернуться домой.
Но я никогда раньше не использовал J-B Weld для ремонта треснувшей головки блока цилиндров. И мысль о том, что это было бы разумно сделать, я отнесся с тем же скептицизмом, если не с откровенным пренебрежением, что и когда я обсуждал проблемы, с которыми столкнулся при переборке двигателя моей Lotus Europa, и люди говорили: «Просто LS1». это», думая, что они умны или забавны.
это», думая, что они умны или забавны.
Вот фон. У меня есть BMW 2002tii 1972 года выпуска, тема моей книги Ran When Parked. Я купил автомобиль, очень оригинальный пример с патиной времени и использования, невиданный в Луисвилле около трех лет назад. Он не работал десять лет. Я отправился туда с инструментами и запчастями и воскресил его там, где он стоял, найдя жилье благодаря доброте людей, которых я знаю из американского автомобильного клуба BMW. Я запустил его, и шесть дней спустя он был достаточно хорошо отлажен, чтобы я проехал на нем 1000 миль обратно в Бостон.
Воскресший ’72 2002tii вот-вот отправится домой. Роб Сигел Но утечка масла на выхлоп грозила сорвать поездку. Утечка произошла из-за того, что шпилька крышки клапана в левом нижнем углу головки была сорвана в своем отверстии и, таким образом, не была затянута, что препятствовало герметизации этого угла крышки клапана. Это привело к тому, что масло капало прямо на водосточную трубу, что представляло явную опасность возгорания. В свое время я восстановил сорванную резьбу с помощью Time-Sert (helicoil). Автомобиль все еще, казалось, просачивал небольшое количество масла через резьбу на одну из выхлопных шпилек, но это обычная проблема, так как нижние выхлопные шпильки вкручиваются прямо в область стока масла на нижней стороне головки. Я добрался до дома без происшествий, а той весной проехал на машине еще 2000 миль на другие мероприятия.
В свое время я восстановил сорванную резьбу с помощью Time-Sert (helicoil). Автомобиль все еще, казалось, просачивал небольшое количество масла через резьбу на одну из выхлопных шпилек, но это обычная проблема, так как нижние выхлопные шпильки вкручиваются прямо в область стока масла на нижней стороне головки. Я добрался до дома без происшествий, а той весной проехал на машине еще 2000 миль на другие мероприятия.
Затем 2002tii был принят в экспозицию в музее BMW Car Club Foundation в Грире, Южная Каролина, посвященную 50-летию BMW 2002 года. В феврале 2018 года я приготовился отвезти машину в музей.
Снял клапанную крышку для регулировки клапанов и пришел в ужас когда нашел первопричину течи масла. Оказалось, что зачищенное отверстие под шпильку клапанной крышки было лишь верхушкой айсберга. Цилиндрическая втулка, в которую вкручивалась шпилька, треснула. Затягивание гайки на шпильке только привело к тому, что трещина стала шире. Масло, которое, как я думал, просачивалось сквозь резьбу выхлопной шпильки, вероятно, просачивалось через трещину.
Ситуация была не из лучших. Мне не нравилась идея тратить деньги на доставку машины туда и обратно. Я подумывал сообщить музею, что он недоступен из-за механических проблем.
Источник проблемы — треснувшая бобышка внутри ГБЦ. Rob Siegel Далее я увидел, что кто-то ранее пытался заделать трещину изнутри синим RTV. Это подтвердило то, о чем я давно думал: когда вы находите давно бездействующую машину, которая якобы «едет, когда припаркована», обычно есть причина, по которой она была припаркована, и часто эта причина заключается в том, что владельцу предстоял дорогостоящий ремонт. Поэтому, когда вы покупаете давно умерший автомобиль, вам все равно нужно пройти необходимые шаги по устранению того, что бездействовало годами (полная очистка топливной системы, замена масла, прокрутка двигателя, прокачка тормозов и т. д.). ), но часто вы ждете, пока другой ботинок упадет с точки зрения реальная причина, по которой эта штука ушла с дороги. В этом случае, учитывая синий RTV на трещине, судмедэкспертиза показалась довольно ясной.
Но потом я подумал, ну, я проехал на этой машине 3000 миль с момента ее воскрешения, и течь масла не стала хуже. Может быть, трещина, знаете ли, стабильна.
Как говорится, отрицание — не просто река в Египте.
Итак, в феврале 2018 года я плотно загерметизировал крышку клапана с помощью Permatex «The Right Stuff» (идея заключалась в том, что этот сверхпрочный герметик предотвратит утечку масла через прокладку крышки клапана без необходимости затягивания гайки). на шпильке в треснутую бобышку и взломайте трещину). Я успешно проехал на машине 1000 миль до Южной Каролины.
Я и машина на выставке «2002: ICON» в музее BMW CCA Foundation в Грире, Южная Каролина. Роб Сигел BMW пробыл в музее почти год. Поскольку выставка закрывалась в январе 2019 года, я спустился, чтобы забрать ее. Я был готов ехать на нем домой, когда мне позвонила жена и сообщила, что в Бостоне бушует снежная буря, и добавила, что вдобавок к заботам о вождении ценного ржавого ретро-автомобиля без зимних шин по снегу и соли я даже не смог бы загнать машину в гараж, потому что на подъездной дорожке было два фута снега, а дверь гаража буквально примерзла. Мой друг, у которого на выставке было несколько автомобилей, услышал все это и сказал: «У меня есть прицеп для моих автомобилей. В нем есть место еще для одного. Хочешь, я просто пригоню твою машину к моему магазину в Цинциннати? Вы можете забрать его весной». Я ухватился за предложение.
Мой друг, у которого на выставке было несколько автомобилей, услышал все это и сказал: «У меня есть прицеп для моих автомобилей. В нем есть место еще для одного. Хочешь, я просто пригоню твою машину к моему магазину в Цинциннати? Вы можете забрать его весной». Я ухватился за предложение.
Итак, машина остановилась в Цинциннати. Весна превратилась в лето. Вещи в моей личной жизни имели приоритет. Прежде, чем я знал это, это был октябрь. Мне позвонил кто-то, кто работает на моего друга, осторожно спросил, когда я собираюсь забрать машину, и, кстати, из нее вытекает изрядное количество масла.
Черт.
Я договорился о том, чтобы забрать машину в рамках дорожной поездки, в ходе которой я должен был оставить другую машину. Я привез с собой обычные дорожные инструменты, а также комплект прокладок для верхней части двигателя и различные герметики. Но если из машины хлестало масло или ездить было небезопасно, я особо не оставлял себе удобного выхода.
Когда я добрался до магазина моего друга, я узнал, что автомобиль был перемещен на склад неподалеку. Мы зажгли его, отвезли в мастерскую, быстро проверили, отмыли старое масло с передней и задней части головки, после чего я проехал на нем несколько миль.
Мы зажгли его, отвезли в мастерскую, быстро проверили, отмыли старое масло с передней и задней части головки, после чего я проехал на нем несколько миль.
Когда я вернулся и открыл капот, из затылка явно поднимался масляный дым. Мы поставили машину на подъемник и увидели, как масло капает прямо на водосточную трубу, но я не мог видеть источник. Я вытер нижний угол клапанной крышки бумажным полотенцем, но он оказался сухим, что указывало на то, что он не вытекал через прокладку клапанной крышки рядом с треснувшей втулкой.
Парень в магазине использовал инспекционную камеру с гибким стержнем, чтобы посмотреть на нижний угол головы и поймал его в действии: нетривиальное количество масла вытекало из того, что явно было частью трещины который был перфорирован насквозь к внешней стороне головы.
Инспекционная камера, показывающая трещину (верхняя стрелка) и масляный канал вокруг цилиндра №4 (нижняя стрелка). Роб Сигел Двойное проклятие.
Я снял клапанную крышку, что было непросто, так как герметик «Правильный материал» вцепился в прокладку мертвой хваткой. Я осмотрел трещину изнутри. Выглядело не хуже, чем я помнил. Но это не имело значения. Камера осмотра была окончательной. Из-за того, что масло активно капало на выхлопную трубу, управлять автомобилем было небезопасно. Какой паршивый и дорогой способ закончить поездку. Я начал проверять свой телефон на наличие рейсов в один конец и искать контактную информацию грузоотправителя, которым я недавно пользовался.
Тогда я отступил. Рядом со мной был друг, у которого я мог остаться на ночь. Я дал себе день, чтобы найти решение. Я надеялся, что автомобильные власти бросят мне на колени полностью собранную головку блока цилиндров, но я также задавался вопросом, могу ли я просто отклонить поток масла.
Я смотрел на утечку и конфигурацию выхлопа, задаваясь вопросом, могу ли я купить одноразовую алюминиевую жаровню, вырезать и согнуть ее в щит, который предохранит масло от выхлопа, когда подошли два старших парня, которые работали в магазине. Я объяснил варианты, которые рассматривал, а затем небрежно сказал: «У меня есть J-B Weld». У меня на самом деле не было никакой энергии; это было просто к вашему сведению. Я полностью ожидал, что они скажут: «Я НЕНАВИЖУ , когда люди говорят: «Просто J-B Weld it». Они не понимают, о чем говорят. Вы не можете, черт возьми, J-B Weld треснувшую головку блока цилиндров».
Я объяснил варианты, которые рассматривал, а затем небрежно сказал: «У меня есть J-B Weld». У меня на самом деле не было никакой энергии; это было просто к вашему сведению. Я полностью ожидал, что они скажут: «Я НЕНАВИЖУ , когда люди говорят: «Просто J-B Weld it». Они не понимают, о чем говорят. Вы не можете, черт возьми, J-B Weld треснувшую головку блока цилиндров».
Однако, к моему удивлению, один из них сказал: «Это может сработать, если вы сделаете это место достаточно сухим и чистым. Я бы посоветовал промыть обе стороны трещины — внутри и снаружи — очистителем тормозов, а затем нагреть ее горелкой, чтобы вытянуть и сжечь остаточное масло. Факел также сожжет тот старый RTV, который там находится».
Другой парень добавил: «Я бы посоветовал не просто забить J-B Weld в трещину, но и обмазать им все окружающее пространство, как внутри, так и снаружи. И как только вы закончите, набейте кучу этой трубочной дури в то отверстие с резьбой в бобышке, где вы выстрелили в спиральную катушку. Это может помочь запечатать трещину изнутри. И ремонт не обязательно должен полностью устранять утечку масла; он просто должен сделать так, чтобы он не капал на выхлопную трубу».
Это может помочь запечатать трещину изнутри. И ремонт не обязательно должен полностью устранять утечку масла; он просто должен сделать так, чтобы он не капал на выхлопную трубу».
Хорошо, тогда. Внезапно у меня появился план. Я взял с собой очиститель тормозов и J-B KwikWeld. Ребята в магазине одолжили мне фонарик. Я очистил и нагрел это место, а затем сделал это снова для верности. Я перепутал J-B KwikWeld и наложил его как внутри, так и снаружи. Внутри все было довольно просто, так как я мог видеть, что делаю, и наносил краску с помощью плоского куска деревянной мешалки для краски, но снаружи головы мне пришлось делать это вслепую, так как не было никакой возможности получить краску. прямая линия обзора на область с трещиной. Я просто взял большую глотку, намазал ее на пальцы своих нитриловых перчаток и нанес ее на область справа и выше отверстия свечи зажигания № 4, где, как я знал, была трещина.
Сварка J-B на внешнем углу головки. Rob Siegel Пока J-B сохнет, я набил трубную пасту в отверстие шпильки, вкрутил шпильку и вытер излишки. Затем я нанес свежий валик Permatex «The Right Stuff» на верхнюю и нижнюю часть новой прокладки крышки клапана и затянул гайки на всех шпильках, кроме одной, ввернутой в треснувшую втулку; тот, который я только что надел на палец. Идея заключалась в том, что «Правильный материал» закроет этот угол даже без давления со стороны шпильки. По крайней мере, я на это надеялся.
Затем я нанес свежий валик Permatex «The Right Stuff» на верхнюю и нижнюю часть новой прокладки крышки клапана и затянул гайки на всех шпильках, кроме одной, ввернутой в треснувшую втулку; тот, который я только что надел на палец. Идея заключалась в том, что «Правильный материал» закроет этот угол даже без давления со стороны шпильки. По крайней мере, я на это надеялся.
На этикетке J-B KwikWeld указано, что он схватывается через шесть минут, полностью затвердевает через 4–6 часов и выдерживает температуру 300°F. Я ускорил отверждение с помощью тепловой пушки. Меньше чем через три часа мне стало очень тяжело. Я обкатал машину в магазине, затем взял ее на тест-драйв и не увидел абсолютно никаких утечек.
К ночи я проехал 230 миль до Хармони, штат Пенсильвания, а оставшиеся 620 миль до Бостона проехал на следующий день без происшествий.
Несмотря на то, что он до сих пор не протекает, я не считаю это постоянным или полупостоянным ремонтом. Тем не менее, я продолжаю водить машину, максимально используя ее, пока снег не переместится в Новую Англию. В это время я подергаю голову и, возможно, попытаюсь найти замену.
Тем не менее, я продолжаю водить машину, максимально используя ее, пока снег не переместится в Новую Англию. В это время я подергаю голову и, возможно, попытаюсь найти замену.
Итак, да, я полностью J-B сварил треснувшую головку блока цилиндров. Женщины любят меня, мужчины теперь хотят быть мной. Но прежде чем вы дадите мне почетный знак, давайте проясним: это не была трещина в камере сгорания, канале для воды или что-то еще под давлением. Это было на самом верху головы, а не внизу. Целью ремонта было просто остановить просачивание масла на выхлоп, а не держать компрессию.
Все еще круто, правда?
Итак, в следующий раз, когда кто-то покажет мне фотографию поршня, который быстро вылетел из блока, я буду тем парнем, который скажет: «Просто J-B Weld».
И, что касается моего BMW 2002tii, если патч J-B Weld не сработает и я не смогу найти головку блока цилиндров на замену, я всегда могу, знаете ли, просто LS1.
***
Роб Сигел ведет колонку Взломщик ™ для BMW CCA Roundel уже 33 года и является автором пяти автомобильных книг. Его новая книга « Воскрешение Берты: выкуп нашей свадебной машины после 26 лет хранения » доступна на Amazon, как и другие его книги, такие как « Ran When Parked ». Вы можете заказать собственноручно подписанные копии здесь.
Его новая книга « Воскрешение Берты: выкуп нашей свадебной машины после 26 лет хранения » доступна на Amazon, как и другие его книги, такие как « Ran When Parked ». Вы можете заказать собственноручно подписанные копии здесь.
Сварочные алюминиевые головки для сварки вольфрамовым электродом в среде инертного газа — журнал для производителей двигателей
Чтобы выжить в нынешних экономических условиях, вы должны искать возможности для увеличения прибыли и при этом сохранять контроль над своей прибылью. Вы всегда должны искать способы сохранить больше того, что вы делаете «внутри компании», и сохранить как можно больше доходов, которые вы получаете в бизнесе. Всякий раз, когда вы можете контролировать то, что выходит за дверь, будь то продукт или прибыль, вы лучше контролируете итоговую прибыль.
Щелкните здесь, чтобы узнать больше
Если вы отдаете на аутсорсинг ремонт головки блока цилиндров, требующий сварки, вы можете упустить возможность получить дополнительный доход для своей мастерской и сократить время выполнения работ для ваших клиентов. Вот посмотрите, как вы можете повысить прибыльность и производительность, внедрив его у себя.
Вот посмотрите, как вы можете повысить прибыльность и производительность, внедрив его у себя.
Успешное выполнение этих видов сварки требует соответствующей рабочей силы и оборудования. Поскольку этот ремонт обычно выполняется с помощью сварки TIG, вам нужен обученный сварщик TIG в вашей мастерской. Если у вас его нет, возможно, стоит обучить подходящего человека. К счастью, программы обучения легко найти, обратившись в местный колледж или обратившись к поставщикам специализированных школ сварщиков.
Другой частью уравнения сварки TIG является наличие подходящего оборудования и знание тонкостей ремонта сваркой головок цилиндров.
Хотя существуют и другие методы ремонта треснувших или поврежденных алюминиевых компонентов, большинство из них имеют ограниченное применение. Конечно, есть место и альтернативным методам ремонта, но при освоении навыков сварки TIG открываются многочисленные возможности ремонта. Технологии и процедуры сварки TIG остаются неизменными независимо от типа или размера повреждения, и их ремонтопригодность значительно превосходит возможности альтернативных вариантов.
Первые шаги
Состояние головок цилиндров может быть самым разным, но большинство из них старые, грязные и покрытые маслом, углеводородами и другими остатками многолетнего использования. Для начала все эти загрязнения необходимо удалить. В большинстве магазинов есть инструменты для этого с помощью ультразвуковых очистителей или растворителей.
После очистки детали следующим шагом является предварительный нагрев. Лучший источник тепла – печь. Духовка позволяет лучше контролировать температуру детали. Если у вас его еще нет, это стоит долгосрочных инвестиций. Вы даже можете использовать кухонную духовку, если она не используется вашей женой.
При сварке алюминия всегда важна температура. Холодный материал может привести к образованию горячих коротких трещин сварки. Слишком много тепла может создать мягкие пятна. Нагрев детали в печи до 350°F помогает предотвратить эти проблемы. Еще одним преимуществом духовки является то, что тепло помогает испарить оставшиеся примеси, которые были пропущены или не удалось удалить во время очистки.
Необходимое оборудование
Первый шаг — убедиться, что у вас есть подходящий аппарат TIG. Поскольку сварка — это лишь одна из многих работ, которые вы выполняете, убедитесь, что вы выбрали универсальный, портативный аппарат, обеспечивающий необходимый диапазон силы тока. Ищите машину с простым и интуитивно понятным управлением. И поскольку у вас вряд ли будет место, предназначенное для сварки, важно иметь машину, которую можно легко доставить туда, где вы делаете ремонт. Другие характеристики машины, на которые следует обращать внимание, включают технологию, которая обеспечивает превосходную производительность дуги, чистый старт и стабильный контроль дуги.
Имея в своем цеху сварочный аппарат TIG, вы можете использовать его для других видов ремонта сварных швов. Кроме того, многие аппараты TIG также позволяют выполнять сварку электродами, которая вам может понадобиться время от времени.
Теперь поговорим о самой сварке. Вы обнаружите, что следующие параметры применимы примерно к 90 процентам ремонтов сварных швов. Поскольку большинство головок двигателей отлиты из алюминия A-356 или A-355, сварка TIG является лучшим процессом.
Поскольку большинство головок двигателей отлиты из алюминия A-356 или A-355, сварка TIG является лучшим процессом.
Обычно используется вольфрам диаметром 3/32?. Для 3/32? ваш сварочный аппарат не должен превышать 200 ампер. Если вам нужно увеличить ток до 250 ампер, используйте вольфрам диаметром 1/8?. Если для ремонта требуется более 250 ампер, деталь, скорее всего, остыла и нуждается в повторном нагреве.
При установке аппарата TIG в режим переменного тока используйте газовую смесь, состоящую из 75 процентов аргона и 25 процентов гелия. Поскольку гелий является более горячим газом, его использование позволяет повысить эффективность вашей горелки. Использование только аргона потребует большей силы тока. Если возможно, купите газовую смесь предварительно смешанную. Это помогает предотвратить добавление слишком большого количества любого газа, потому что слишком много гелия может вызвать нестабильную дугу.
Как правило, требуется поток воздуха от 15 до 20 кубических футов в час, а вольфрам не должен выступать дальше, чем на 1/4?, что обеспечивает лучший контроль сварного шва.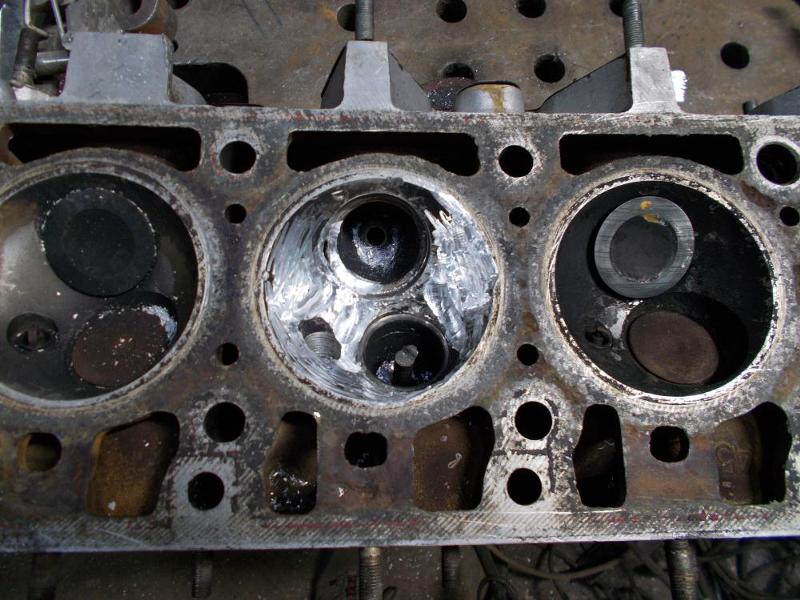
Часто на головке блока цилиндров имеются труднодоступные участки, например, седла клапанов. В этих случаях стандартный фонарь не обеспечит нужной вам досягаемости. Низкопрофильная горелка позволяет выполнить сварку и уйти до того, как горелка сгорит. Бывают также случаи, когда тепловое излучение может сжечь резину на горелке. Вы можете продлить срок службы фонарика, обернув его алюминиевой фольгой.
В большинстве случаев используйте наполнитель 40/43. Он менее чувствителен к растрескиванию по сравнению с материалом 53/56. После того, как вы сделали ремонт, заверните голову в термоодеяло. Это позволяет ему медленно остывать. Если деталь остывает слишком быстро, вы обнаружите разделение сплавов в сварном шве, что напрямую влияет на конечное качество и срок службы сварного шва.
Процедуры сварки TIG алюминия
Теперь, когда мы поговорили об общих процедурах подготовки, предварительного нагрева и сварки TIG алюминиевых головок, давайте уточним и настроим вашу машину TIG. Процедура, описанная ниже, предназначена для сварки алюминиевых головок с помощью аппаратов TIG с силой тока не менее 175 ампер.
Процедура, описанная ниже, предназначена для сварки алюминиевых головок с помощью аппаратов TIG с силой тока не менее 175 ампер.
Предварительный нагрев Если у вас нет доступной духовки для предварительного нагрева головок до 350 градусов по Фаренгейту, и вы не хотите тратиться на кислородно-ацетиленовый набор с бутоном розы, у нас есть недорогой альтернатива. Вы можете инвестировать около 20 долларов в местный магазин товаров для дома и купить электрический пистолет для удаления краски. Поместите этот пистолет (во включенном состоянии) рядом с областью, которую вы хотите сварить, и дайте ему предварительно нагреть деталь примерно на 30 минут.
Проверьте температуру предварительного нагрева с помощью термокарандаша (иногда называемого временной палочкой). Эти временные палочки можно найти в местном магазине сварочных материалов, и они стоят около 7 долларов каждая. Обычно я ношу в ящике для инструментов временную палку на 200 и 350 градусов по Фаренгейту.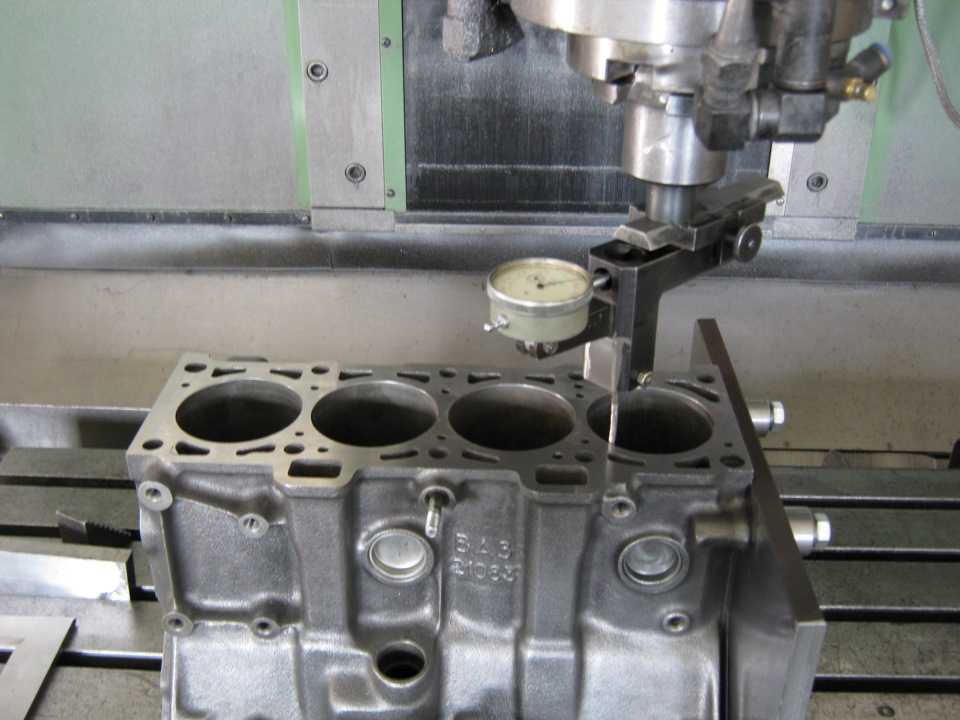 Хотя вы, вероятно, не достигнете цели 350 градусов по Фаренгейту, это нагреет массу алюминия и улучшит рабочий цикл вашей машины. То есть вместо 220 ампер для создания сварочной ванны вам потребуется всего около 175 ампер.
Хотя вы, вероятно, не достигнете цели 350 градусов по Фаренгейту, это нагреет массу алюминия и улучшит рабочий цикл вашей машины. То есть вместо 220 ампер для создания сварочной ванны вам потребуется всего около 175 ампер.
Настройки машины Настройте машину на переменный ток с постоянной высокой частотой. Некоторые машины автоматически устанавливают высокую частоту.
Весы прямоугольной формы? Да, большинство современных машин имеют прямоугольный баланс. Это действие балансировки иногда может сбивать с толку, но если у вас есть настройка на вашем станке, рекомендуется настроить ее на проникновение, а не на очистку, чтобы избежать серьезной эрозии вольфрама.
Вольфрам Вы, скорее всего, будете использовать 3/32? или 1/8? диаметр вольфрама, и это будет зависеть от количества силы тока, которую будет производить ваша машина. Если ваша машина будет производить 200 ампер или меньше, вы выберете 3/32? диаметр. Если ваша машина будет производить до 300 ампер, вы выберете 1/8? диаметр вольфрама.
Если ваша машина будет производить до 300 ампер, вы выберете 1/8? диаметр вольфрама.
Тип вольфрама также зависит от типа используемой машины (трансформатор или инвертор). Машина трансформаторного типа имеет большой успех и долговечность при использовании вольфрама с содержанием циркония 0,8%, в то время как машина инверторного типа имеет наилучшие результаты при использовании вольфрама с содержанием 2% тория. Да, чистый или зеленый вольфрам не подходит для этого конкретного применения. В то время как чистые или (зеленые) шарики хорошо скатываются, они не обладают большой прочностью при сварке алюминиевых головок.
Защитный газ Предпочтительным защитным газом является аргон, поскольку он не только защищает расплавленную сварочную ванну от загрязнения, но и служит проводником для передачи дуги. И, кстати, он намного дешевле гелия. Если у вашего аппарата TIG недостаточно силы тока для выполнения этой работы, мы рекомендуем использовать газовую смесь. Смесь состоит из 75 % аргона и 25 % гелия, и мы настоятельно рекомендуем, чтобы бутылка была предварительно смешана профессионалом, чтобы избежать разделения газов.
Смесь состоит из 75 % аргона и 25 % гелия, и мы настоятельно рекомендуем, чтобы бутылка была предварительно смешана профессионалом, чтобы избежать разделения газов.
При использовании гелия важно учитывать его положительные свойства. Гелий будет гореть сильнее, что позволит быстрее сваривать более толстый алюминий. Гелий не проводник электричества, а изолятор. Как только вы увеличите содержание гелия выше 25%, существует высокий риск того, что ваша дуга дестабилизируется, и ваша машина покажет признаки исправления. Звук, который вы услышите, представляет собой неравномерную или негладкую дугу.
Присадочные материалы При сварке алюминиевых головок я бы рекомендовал присадку ER4043 размером 1/16? или 3/32? диам. (выбор сварщиков). Несмотря на то, что наполнитель ER5356 может показать лучшие механические свойства, наполнитель 4043 более щадящий и менее чувствителен к растрескиванию. Эта особенность превосходит механические свойства, коррозионную стойкость и соответствие цвета анодированного покрытия (только при ремонте сваркой алюминиевых головок).
Полезные советы:
1) По возможности используйте газовые сопла линзового типа.
2) Убедитесь, что угол наклона горелки не превышает 30 градусов.
3) Зажигание дуги выждите несколько секунд перед добавлением наполнителя. Оксид алюминия плавится при температуре 3700 градусов по Фаренгейту, в то время как основной материал плавится примерно при 1200 градусов по Фаренгейту. Наносите наполнитель на край лужи, а не в центр. Примечание: пусть жидкая лужа впитает ваши мазки.
5) Медленно завершайте все сварные швы и добавляйте дополнительный наполнитель, чтобы избежать образования кратерных трещин.
6) Вольфрамовый выступ должен быть не менее 1/4?-3/8?.
7) Расход аргона 15-20CFH.
8) Загрязнение вольфрамом как только вы загрязните свой вольфрам, вам необходимо немедленно остановиться и удалить загрязненные «кристаллы», разбив вольфрам в загрязненной области. Перешлифовать до точки. Трансформаторные машины имеют тенденцию образовывать небольшой шарик, когда вы начинаете сварку. Инверторные машины работают лучше с точкой.
Перешлифовать до точки. Трансформаторные машины имеют тенденцию образовывать небольшой шарик, когда вы начинаете сварку. Инверторные машины работают лучше с точкой.
Добавляем все вместе
Ремонт сварных швов головки двигателя на дому дает вашей мастерской возможность получить дополнительный центр прибыли и увеличить ценность для ваших клиентов. При правильном инвестировании в рабочую силу и оборудование вы можете не только повысить производительность своего магазина, но и положительно повлиять на свою прибыль.
Wyatt Swaim — давний консультант по сварке TIG в Lincoln Electric Company. Он имеет более чем 30-летний опыт работы и известен в отрасли как «Мистер TIG».
Как отремонтировать чугунную головку блока цилиндров с трещинами
от автора
Чугунные головки цилиндров можно отремонтировать со средними навыками сварки, следуя нескольким основным принципам сварки чугуна
Шаг 1
Ремонт трещин в чугуне являются прямыми, и любой, кто может сваривать мягкую сталь, может отливать чугун, следуя стандартным процедурам. Как инженеру, мне приходилось ремонтировать таким образом много машин на протяжении многих лет.
Как инженеру, мне приходилось ремонтировать таким образом много машин на протяжении многих лет.
Шаг 2
Первым шагом является очистка металла. Чугун известен тем, что впитывает масло. Хорошей идеей будет очистка паром, а затем обезжиривание. Обезжириватель грязи и растворители для очистки тормозов и карбюраторов также хорошо работают. Если возможно, лучше всего «приготовить» голову в чане для обезжиривания. В большинстве мастерских по ремонту двигателей есть такая возможность. Как только головка будет чистой, убедитесь, что она сухая, так как ржавчина быстро появится. На самом деле, из-за ржавчины и влаги ремонт сварного шва должен начинаться в течение часа для достижения наилучших результатов.
Этап 3
Если трещина является трещиной напряжения или термической трещиной, ее необходимо остановить от роста, прежде чем можно будет произвести ремонт. Если трещина видна, просверлите небольшое отверстие в конце трещины. С помощью небольшой шлифовальной машины или инструмента Dremel зачистите трещину.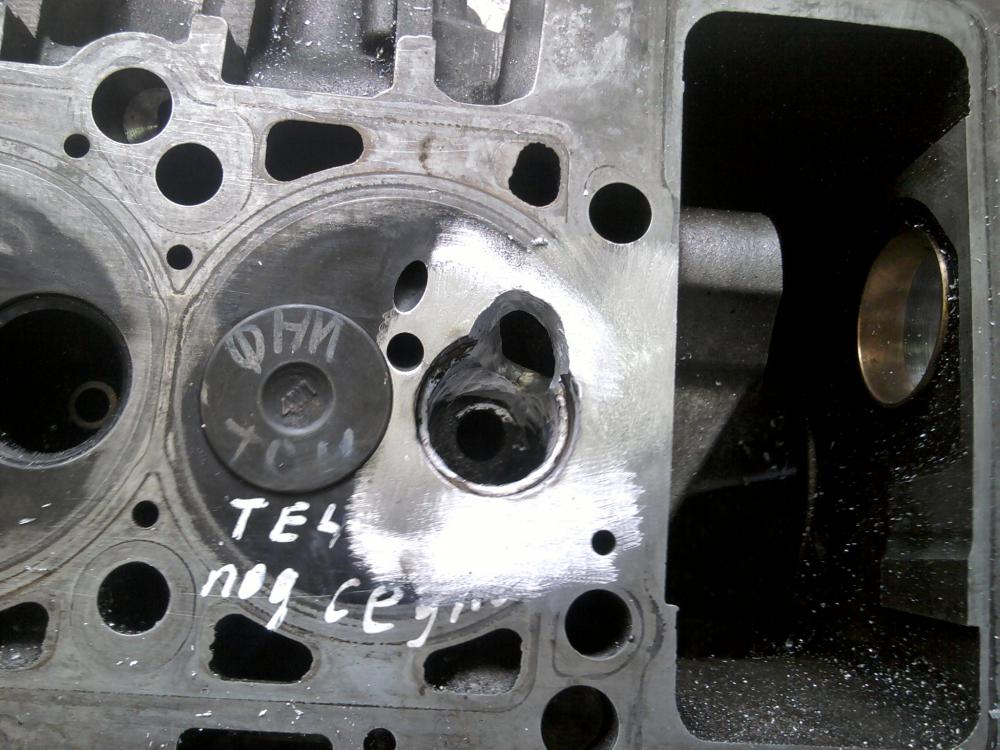 Это означает вытачивание небольшого канала вдоль трещины. это делает несколько вещей, обнажает свежий металл для сварки, подготавливает «желоб» для металла сварного шва, и удаляет любое скопление углерода вдоль границ трещины (мы воздержимся от использования причудливого термина для этого).
Это означает вытачивание небольшого канала вдоль трещины. это делает несколько вещей, обнажает свежий металл для сварки, подготавливает «желоб» для металла сварного шва, и удаляет любое скопление углерода вдоль границ трещины (мы воздержимся от использования причудливого термина для этого).
Этап 4
Многие трещины ГБЦ возникают из-за перегрева и локализуются в области водяной рубашки или возникают на седлах клапанов. Трещины водяной рубашки иногда трудно увидеть. Если в месте шлифовки трещину трудно увидеть, рекомендуется использовать тест на проникающую способность красителя. Баллон с пенетрантом можно купить в любой сварочной мастерской. Распылите краску вдоль трещины, а затем протрите распыленный участок. Остается только краситель, впитавшийся в трещину. Следующим шагом является нанесение проявителя, снова аэрозольного баллончика, который можно купить, но аэрозольный порошок для ног хорошо подойдет. Распылите ровный тонкий слой на область. Белый порошок высыхает, обнажая красно-розовую линию, показывающую, где находится трещина. Когда закончите осмотр, хорошо очистите участок обезжиривателем. Снова сварочный цех продает чистящее средство. Если вам предстоит много ремонтировать сварные швы, рекомендуется иметь набор баллончиков с проникающей краской. Это сэкономит время.
Когда закончите осмотр, хорошо очистите участок обезжиривателем. Снова сварочный цех продает чистящее средство. Если вам предстоит много ремонтировать сварные швы, рекомендуется иметь набор баллончиков с проникающей краской. Это сэкономит время.
Шаг 5
Если известно, что трещина чистая, отшлифована и просверлена, можно начинать подготовку к сварке. Во-первых, чугун, используемый в головках цилиндров, серый или ковкий любит быть горячим. Это отводит влагу и снимает стресс. Лучше всего нагревать металл до 170-200F. Убедитесь, что нагреваете достаточно долго, чтобы тепло действительно впиталось.
Шаг 6
Ключевым моментом является выбор правильного сварочного электрода. Лучше всего использовать стержень небольшого диаметра. Моим фаворитом в течение 25 лет была Eutectrode Xuper 2240 от Eutectic. Эта удочка предназначена для пропитанного маслом чугуна. Он имеет хорошие сильные стороны и прощает. точные инструкции, которые могут различаться в зависимости от используемого сварочного аппарата, можно получить в магазине сварочных материалов или на сайте Castolin. com. В основном электрод будет холодным. Большинство трещин можно заполнить за один проход. После корневого прохода стружите шлак, а затем с помощью отбойного молотка проковайте сварной шов. Обработайте поверхность, чтобы снять напряжение. При сварке блока цилиндров этот шаг необходимо выполнять после каждого прохода. ЭТО СЕКРЕТ СВАРКИ ЧУГУНА..ПРОКОЛИТЬ!. Дайте детали медленно остыть, накрыв ее сварочным покрывалом или чем-нибудь еще, что замедлит нагрев. Этот шаг важен, чтобы снова позволить снять стресс. Это фактически влияет на рост зерна металла. Еще одна причина, по которой отливка была предварительно нагрета. Со стержнем Euctectic-Castolin готовый сварной шов будет прочным, а после зачистной шлифовки цвет, вероятно, будет хорошо сочетаться с головкой. Если это ваша первая попытка, сначала потренируйтесь на головке блока цилиндров. Убедитесь, что ваши стержни сухие, нагрейте их в духовке до 150 в течение часа, если сомневаетесь. Используйте в горячем виде. Один фунт электродов — это много.
com. В основном электрод будет холодным. Большинство трещин можно заполнить за один проход. После корневого прохода стружите шлак, а затем с помощью отбойного молотка проковайте сварной шов. Обработайте поверхность, чтобы снять напряжение. При сварке блока цилиндров этот шаг необходимо выполнять после каждого прохода. ЭТО СЕКРЕТ СВАРКИ ЧУГУНА..ПРОКОЛИТЬ!. Дайте детали медленно остыть, накрыв ее сварочным покрывалом или чем-нибудь еще, что замедлит нагрев. Этот шаг важен, чтобы снова позволить снять стресс. Это фактически влияет на рост зерна металла. Еще одна причина, по которой отливка была предварительно нагрета. Со стержнем Euctectic-Castolin готовый сварной шов будет прочным, а после зачистной шлифовки цвет, вероятно, будет хорошо сочетаться с головкой. Если это ваша первая попытка, сначала потренируйтесь на головке блока цилиндров. Убедитесь, что ваши стержни сухие, нагрейте их в духовке до 150 в течение часа, если сомневаетесь. Используйте в горячем виде. Один фунт электродов — это много.