Трещина в блоке цилиндров: что делать?
Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Рекомендуем также прочитать статью о том, что такое разминусовка двигателя. Из этой статьи вы узнаете, какие преимущества обеспечивает установка дополнительной массы в автомобиле.Содержание статьи
Удаление трещин в блоке цилиндров и ГБЦ
Блоки и гловки блоков двигателя состоят из различных металлических сплавов.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Сварка может быть как электрической, так и «холодной». Под холодной сваркой стоит понимать заделывание трещин различными материалами на основе полимеров. Заварить первым или вторым способом можно практически все трещины, кроме трещин в области седла клапана, стенок цилиндра, а также тех поверхностей, где происходит прилегание БЦ и ГБЦ.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.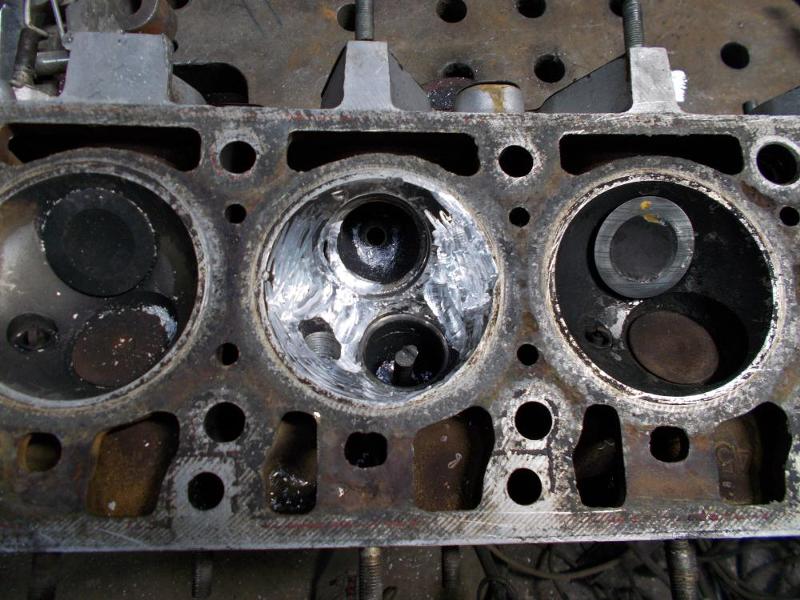
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил.
 Выступающие остатки дополнительно шлифуют.
Выступающие остатки дополнительно шлифуют. - Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
 Выступающие остатки дополнительно шлифуют.
Выступающие остатки дополнительно шлифуют.Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Читайте также
Обработка плоскости головки блока цилиндров (ГБЦ)
В процессе эволюции двигателей внутреннего сгорания за последние двадцать лет наибольшим изменениям подверглись две системы. Это электронная система управления двигателем, и головка блока цилиндров. В головке блока цилиндров катастрофически увеличилось количество клапанов. ГБЦ и ранее была достаточно тонкостенной ажурной отливкой, в которой сочеталось несочетаемое — холодный впускной канал и горячий, раскаленный выпускной канал. Лёд и пламя одновременно. Охлаждающая жидкость, в полости рубашки охлаждения, имеет температуру 90-110 градусов, а температура в камере сгорания запросто заваливает за значения выше тысячи градусов. В выпускном канале температура 800 — 900 градусов.
Лёд и пламя одновременно. Охлаждающая жидкость, в полости рубашки охлаждения, имеет температуру 90-110 градусов, а температура в камере сгорания запросто заваливает за значения выше тысячи градусов. В выпускном канале температура 800 — 900 градусов.
Материалы для изготовления ГБЦ
И вот в этих нечеловеческих условиях существует тоненькая корпусная деталь, которая раньше часто исполнялась из чугуна — достаточно терпеливого и крепкого материала. Сейчас чугунные головки редкость, в основном встречаются на больших моторах Industrial и Marine Application, и на грузовой технике.
Большая часть головок блока это лёгкий алюминиевый сплав. Причём сплав, в котором присутствует не просто алюминий и кремний, а масса дополнительных элементов. Так вот, тонкостенное, ажурное, геометрически сложное и термически и механически нагруженное изделие.
ГБЦ воспринимает все усилия от давления в камере сгорания, монтажные усилия от болтов крепления головки к блоку и усилия от работы газораспределительного механизма.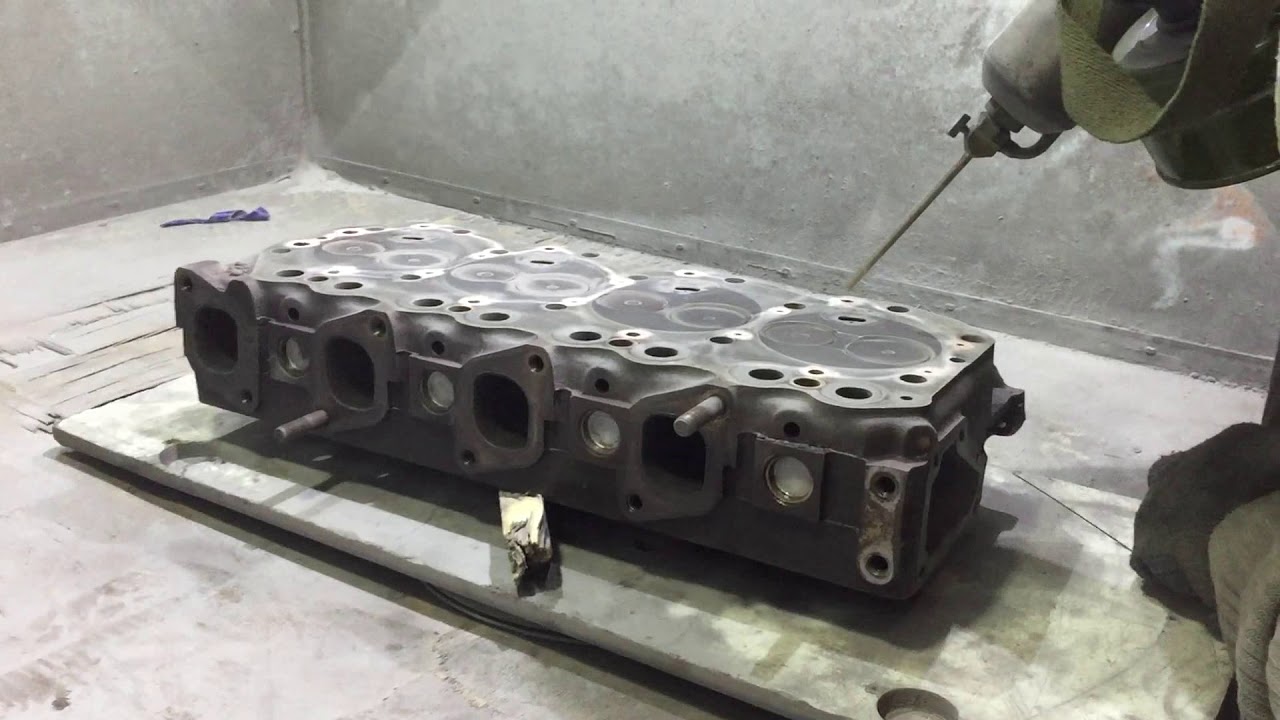
В головке блока вращаются распределительные валы и все силы, приходящиеся на механизм газораспределения, воспринимаются головкой блока как корпусной деталью.
Там где есть вращение, относительное перемещения деталей, есть износ. В силу чего, ГБЦ еще и изнашивается по поверхностям трения — опорам распредвалов. Износ в клапанном механизме, в направляющих клапанов, колодцев толкателей и непосредственно клапанных седе мы рассмотрим в другой главе. В этой же головке блока куча масляных каналов, что создает дополнительные напряжения и увеличивает градиент температуры в материале головки.
Износ головки блока цилиндров
В результате работы в этих сложных условиях любая литая деталь имеет полное моральное и физическое право нет, не просто износиться, а ещё и деформироваться. Как только вы разобрали мотор, накопленное напряжение, термические и механические, живущее в этой головке блока, реализуется в деформации. Эти деформации глазом не видно, но когда вы начинаете проверять плоскость головки блока при помощи хотя бы простой поверочной линейки и комплекта чупов или фонариком на просвет, то весьма вероятно обнаружите, что привалочная плоскость перестала быть плоскостью.
Если при последующей сборке эту сложную геометрическую поверхность попробовать притянуть к блоку повторно, то весьма велика вероятность, что притянется она не по всей поверхности, а только по выступающим пятнам. Обеспечить равномерный прижим прокладки ГБЦ и гарантировать герметичность газового стыка, полости рубашки охлаждения и масляных каналов такая головка блока не может.
То есть, ГБЦ в дальнейшем использована не может быть использована без дополнительной механической обработки.
Итак, то что головка на взгляд визуально выглядит ровненько и красивенько, это увы ни о чём не говорит. Самым простым и доступным прибором для контроля плоскости головки блока является поверочная линейка, плюс щуп или плюс фонарик, для проверки «на просвет».
Для более подробного исследования можно головку можно установить на стол шлифовального либо фрезерного станка и индикатором промерить, а где у нас плоскость, и плоскость ли — это вообще. Может быть это уже некий рельеф, плоскогорье.
Может быть это уже некий рельеф, плоскогорье.
Что ещё может произойти с головкой блока цилиндров?
Головка находится в весьма агрессивной среде. В камере сгорания сгорает топливо, в рубашке охлаждения интенсивно циркулирует охлаждающая жидкость, которая тоже не вода. Эта жидкость имеет либо слабощелочную, либо слабокислотную среду, при определенных условиях перегрева, или ошибки в подборе охлаждающей жидкости, или попадания в ОЖ топлива или продуктов сгорания может возникать химическая коррозия материала головки блока.
При определенных условиях, в результате вибраций или нарушения циркуляции ОЖ возможно появление кавитации в рубашке охлаждения, с последующим повреждением материала головки блока. Головка блока в по краям камеры сгорания может получить повреждения при нарушении режима сгорания топлива, неисправностях топливной аппаратуры, приводящих к местному перегреву или детонации
Современная ГБЦ деталь дорогая. Заменять на новую, не всегда посильно для заказчика, и не всегда разумно с точки зрения грамотного моториста. Есть прямой экономический и технический смысл ГБЦ ремонтировать. Как поврежденную плоскость можно восстановить? Разделать под сварку, заварить, только очень аккуратно, потому что на тонкостенном изделии зона термического воздействия шва создаёт дополнительное напряжение, а после того как вы следы кавитации, детонации или химической коррозии заварили, обрабатывать головку по плоскости.
Есть прямой экономический и технический смысл ГБЦ ремонтировать. Как поврежденную плоскость можно восстановить? Разделать под сварку, заварить, только очень аккуратно, потому что на тонкостенном изделии зона термического воздействия шва создаёт дополнительное напряжение, а после того как вы следы кавитации, детонации или химической коррозии заварили, обрабатывать головку по плоскости.
Обработка плоскости головки блока цилиндров
Итак, основных причин для того, чтобы головку обработать по плоскости, ну скажем так три.
Первое, это деформация головки в процессе её работы в результате накопления внутренних механических и термических напряжений.
Второе, это нарушение поверхности головки в зоне камеры сгорания, в результате неправильного горения топлива, местного перегрева или детонации.
И третье, это разрушение материала головки блока в зоне соприкосновения с охлаждающей жидкостью в результате химической реакции, либо кавитации.
Две причины из трёх лечатся при помощи сварки, и последующей обработки плоскости. Первая причина — деформация, требует просто обработки плоскости.
Какие существуют способы обработки плоскости?
Существует дедовский способ, когда берется притирочная плита, на неё наносится абразивный порошок, смешанный с моторным маслом, и человек физической силой изображает фрезерный станок, совершая головкой блока по притирочной плите движения, напоминающие восьмёрку. Фитнес тот ещё, плечи болят, притереть головку по плоскости, это работа на полный рабочий день. Плюс к этому мы не можем быть уверены, что притёртая поверхность является плоскостью, потому что руки, это всё-таки руки. Двигая головку мы распределяем усилия не равномерно. Да и плита по мере выработки становится не совсем идеальной плоскостью, она может стать седлом, ямой, чем угодно. То есть притирая кривую головку по кривой плите мы получаем не совсем «плоскую плоскость». Но это дедовский способ, сейчас он почти не используется. Подобный Сизифов труд пригоден для наглядного, тактильного пояснения ученикам моториста, что такое восстановление плоскостности или как способ «наложения взыскания» на нерадивого студента и обьяснения «не через голову, так через руки». На мне мои наставники такой способ подачи материала пробовали. Поверьте – чудо как проясняет сознание и стимулирует техническое мышление.
Подобный Сизифов труд пригоден для наглядного, тактильного пояснения ученикам моториста, что такое восстановление плоскостности или как способ «наложения взыскания» на нерадивого студента и обьяснения «не через голову, так через руки». На мне мои наставники такой способ подачи материала пробовали. Поверьте – чудо как проясняет сознание и стимулирует техническое мышление.
Второй тоже относительно варварский способ, это когда головку обрабатывают на примитивном станочке с движущейся лентой из наждачной бумаги на тканевой основе. “За неимением гербовой, пишут и на простой”. Такой способ условно пригоден. Использовать его тоже иногда возможно, но следует иметь ввиду, что подобный метод обработки, также как и ручная притирка, «завалит» вам края головки. То есть съём по периферии будет больше, чем съём по центру. Так получается, потому что головка лежит под собственным весом, плюс усилие ваших рук, вы ее четко не фиксируете она у вас при движении по скользящей ленте обязательно наклоняется к краям. Соответственно с краёв абразивное полотно снимет больше, чем с середины. Иногда, в колхозных условиях и это может быть не лучшим, но допустимым решением проблемы.
Соответственно с краёв абразивное полотно снимет больше, чем с середины. Иногда, в колхозных условиях и это может быть не лучшим, но допустимым решением проблемы.
Правильное решение проблемы
Как всегда — правильный станок. Существуют специализированные фрезерные станки с большим ходом стола, с большой жесткостью и стола, и пиноли, который позволяет обрабатывать головки блока больших размеров без нарушения геометрии. В «Механике» мы такие станки используем в основном итальянского производства. Станки компании Berco, станки компании AZ, иногда станки компании Comec. Это три богатыря, которые позволяют нам качественно обрабатывать головки блока.
Здесь обработка происходит радиусным твердосплавным резцом, соответственно точка резца, вращающаяся в плоскости, параллельной движению стола геометрически формирует «идеальную плоскость». На практике так оно примерно и есть.
Какие есть подводные камни при обработке плоскости ГБЦ?
Если вы используете не специализированный, а универсальный фрезерный станок, то у многих типов фрезерных станков при больших ходах стола(когда вы стол гоняете от крайней левой точки до крайней правой), при износе, при появлении зазоров в направляющих может проявляться такой дефект как заваливание стола. Стол под собственным весом (а весит он, поверьте, не мало), немножко кренится в левую сторону в крайних положениях хода стола. Соответственно, плоскость становится не совсем плоскостью, а некой дугой. Если эта дуга укладывается в пару тройку соток, ничего страшного с этим нет. Монтажные деформации всё равно будут существенно больше и эта пара тройка соток ни на что не повлияет, что говорит о том, что использовать универсальные фрезерные станки вполне возможно. Однако, если станок старенький, направляющие болтаются, то эта пара тройка соток может вырасти до полутора двух десяток, а вот это уже никуда не годится. По этой причине проверять головку блока и следить за качеством оборудования нужно очень и очень внимательно. Не каждый фрезерный станок создаст плоскость. Выглядеть он может идеально, но при прокатке индикатором, вы увидите, что плоскость-то у нас не плоская. Вот такая вот засада, мужики.
Стол под собственным весом (а весит он, поверьте, не мало), немножко кренится в левую сторону в крайних положениях хода стола. Соответственно, плоскость становится не совсем плоскостью, а некой дугой. Если эта дуга укладывается в пару тройку соток, ничего страшного с этим нет. Монтажные деформации всё равно будут существенно больше и эта пара тройка соток ни на что не повлияет, что говорит о том, что использовать универсальные фрезерные станки вполне возможно. Однако, если станок старенький, направляющие болтаются, то эта пара тройка соток может вырасти до полутора двух десяток, а вот это уже никуда не годится. По этой причине проверять головку блока и следить за качеством оборудования нужно очень и очень внимательно. Не каждый фрезерный станок создаст плоскость. Выглядеть он может идеально, но при прокатке индикатором, вы увидите, что плоскость-то у нас не плоская. Вот такая вот засада, мужики.
Что ещё тут может быть?
Если станочник обладает могучими руками, а любой станочник обладает могучими руками, кистевые, плечевые, мышцы у станочника, такие, что тяжелоатлет позавидует. Так вот этот светлый человек может так установить головку на стол и так её притянуть, что усилия прижима головки к столу фрезерного станка её просто деформируют. Если бедную ГБЦ, в этом скрюченном состоянии фрезеровщик добросовестно отфрезерует, и как только станочник ослабит могучие крепёжные болты и головка освободится, она вернётся в своё исходное положение. Секунду назад была плоскость, крепежное напряжение ушло, и вот мы получили некую сложную геометрическую фигуру. Поэтому принцип сила есть — ума не надо к тонким операциям, в частности к фрезеровке головки блока, применим быть не может.
Так вот этот светлый человек может так установить головку на стол и так её притянуть, что усилия прижима головки к столу фрезерного станка её просто деформируют. Если бедную ГБЦ, в этом скрюченном состоянии фрезеровщик добросовестно отфрезерует, и как только станочник ослабит могучие крепёжные болты и головка освободится, она вернётся в своё исходное положение. Секунду назад была плоскость, крепежное напряжение ушло, и вот мы получили некую сложную геометрическую фигуру. Поэтому принцип сила есть — ума не надо к тонким операциям, в частности к фрезеровке головки блока, применим быть не может.
Теперь давайте коснемся тонкостей ремонта ГБЦ
Во многих дизельных головках блока используется такой конструктивный элемент как форкамеры. Форкамеры могут быть из каленой стали. Форкамеры могут быть из порошкового спеченного материала, то есть практически металлокерамика. Твердость такого материала существенно выше, чем твердость основного металла головки. Обрабатывать форкамеры и плоскость головки блока естественно приходится одновременно. Нет возможности удалить форкамеры, обработать, а потом поставить на место. В большинстве случаев, за редким исключением, такой возможности нет.
Нет возможности удалить форкамеры, обработать, а потом поставить на место. В большинстве случаев, за редким исключением, такой возможности нет.
Значит нужно искать технологию, которая позволяет обрабатывать и твёрдый, и мягкий металл одновременно. Чаще всего это шлифовка, обычная плоская шлифовка. Когда ось вращения шлифовального круга расположена параллельно оси перемещения стола вместе с изделием. Так достигается высокая скорость относительного перемещения инструмента и малые усилия резанья.
Важным является подобрать правильную зернистость и твёрдость связующего шлифовального круга. И еще и правильную СОЖ(смазывающую охлаждающую жидкость). Почему? Потому что головка может быть из алюминиевого сплава, форкамеры могут быть из металлокерамики, и обрабатывающий инструмент, шлифовальный круг, должен быть некоторым уникальным компромиссом, который способен обрабатывать алюминий без налипания материала на круг и наволакивания и способен в то же время обрабатывать твёрдую форкамеру без выкрашивания, без прижогов и без других дефектов шлифовки. Задача нетривиальная, но грамотный шлифовщик эту задачу выполнить может.
Задача нетривиальная, но грамотный шлифовщик эту задачу выполнить может.
Специализированные станки, разработанные именно для обработки плоскости головки блока и блока, предлагают метод шлифовки несколько другой, когда шлифуется абразивными секторами, и ось вращения комплекта абразивных секторов перпендикулярна плоскости перемещения изделия. Эта технология лично мне несколько менее симпатична, потому что скорость резания существенно меньше, чем при классической плоской шлифовке, усилия от инструмента выше и вероятность появления дефектов шлифовки то же несколько больше, чем на классическом шлифовальном станке. Более капризный, получается, процесс. Хотя, в некоторых случаях, мы всё-таки используем эту технологию.
О чём ещё стоит в этом случае сказать?
У многих головок блока больших индустриальных или грузовых моторов существуют проточки под индивидуальные уплотнения гильзы цилиндров. В этом случае, если приходится трогать плоскость головки, необходимо на такую же точно глубину обработать данную проточку. Это не простая задача. Она может выполняться универсальным швейцарским инструментом Mira, может выполняться на координатно-расточном станке, при наличии высокой квалификации может выполняться и на обычном расточном или вертикально фрезерном станке. Всё это рассматривается индивидуально и здесь огромное значение имеет мастерство станочника, выполняющего данную операцию.
Это не простая задача. Она может выполняться универсальным швейцарским инструментом Mira, может выполняться на координатно-расточном станке, при наличии высокой квалификации может выполняться и на обычном расточном или вертикально фрезерном станке. Всё это рассматривается индивидуально и здесь огромное значение имеет мастерство станочника, выполняющего данную операцию.
Вот ещё какой интересный момент. Нередко в головке блока вращаются распределительные валы от одного до четырёх. Если плоскость головки блока деформировалась на две и более десятых миллиметра, это говорит совершенно однозначно о том, что ось распределительного вала деформировалась точно также. ГБЦ единая деталь, ничего никуда не делось, и если деформировалась плоскость, значит деформировалось все, включая опоры распределительных валов.
Если восстановить плоскостность это одна операция, высокоточная, но тем не менее одна. Прошлись на фрезерном станке, ну хорошо, пускай, ладно, прошлись три раза, за три прохода восстановили плоскость. При этом мы имеем головку с идеальной плоскостью привалочной поверхности и с искривленным кривым, гнутым не соосным отверстием под вращение распределительного вала.
При этом мы имеем головку с идеальной плоскостью привалочной поверхности и с искривленным кривым, гнутым не соосным отверстием под вращение распределительного вала.
Можно туда с дурной силой запихать распределительный вал и заставить его вращаться? Ну, член профсоюза при помощи кувалды и какой-то матери эту задачу однозначно выполнит. Вал может даже попытается вращаться, только сломается при этом очень быстро. Износятся опоры этого самого распределительного вала, поэтому если уже головка совсем дорогая и деваться некуда, то после того, как вы восстановили плоскостность вам нужно будет восстановить соосность опор распределительного вала горизонтальной расточкой, либо завтуливанием.
Поскольку обе эти операции — и обработка плоскости и восстановление соосности опор распределительного вала трудоемкие и дорогостоящие, требуют высокой квалификации, в некоторых случаях при сильной деформации поверхности головки блока разумным решением является её заменить на новую. Ничего не поделаешь. Я большой НЕ сторонник одноразового мира, всё что может быть исправлено, должно быть исправлено, но существуют ситуации, когда поменять разумнее, чем пытаться исправить.
Я большой НЕ сторонник одноразового мира, всё что может быть исправлено, должно быть исправлено, но существуют ситуации, когда поменять разумнее, чем пытаться исправить.
Ещё один момент, это частота поверхности головки блока после обработки. И здесь принцип маслом кашу не испортишь не работает. В некоторых случаях, особенно если используется металлическая прокладка головки блока, для уплотнения газового стыка между блоком и головкой блока, идеально отшлифованная поверхность даёт худший результат по уплотнению, чем поверхность с требуемой шероховатостью. Потому что риски резца фрезерного станка, оставленные на головке блока, создают локальные зоны уплотнения и деформации прокладки и более надёжно уплотняют газовый стык в комплекте с металлической прокладкой, чем если бы головка блока была идеально отшлифована. Вот это вот такая распространённая ошибка — шлифанули, головка блока выглядит как зеркало, собрали мотор, радуемся, а он, зараза, подтекает. И ничего с этим поделать нельзя, пока мы не создадим на поверхности необходимую шероховатость. Размер этой шероховатости в Ra обычно указывается в справочной литературе.
Размер этой шероховатости в Ra обычно указывается в справочной литературе.
Должен заметить, что всё больше и больше производителей техники наровят отлучить механиков (российских в особенности), от этой справочной литературы. Не нужны на нашей планете сильно умные и сильно квалифицированные. Поэтому сейчас в инструкции по эксплуатации и в мануалах в основном пишут о том как настроить магнитолу, и как не пить эксплуатационные жидкости, содержащиеся в автомобиле. Раньше это было инструкцией по эксплуатации и ремонту, сейчас такая дивная книжка называется «инструкцией пользователя». Деградируем потихоньку. То есть гипотеза прогресса человечества является не просто не доказанной, а успешно опровергнутой, и вся наша жизнь это подтверждает. Глобализм, блин. Вот с ним-то мы и боремся.
Краткое резюме“Чтобы забивать кривые гвозди, нужен кривой молоток”, как говорил великий прораб Крокодил Гена и его помощник Чебурашка. Для того, чтобы собрать работающий мотор из кривой головки блока, никаких кривых инструментов не придумано. Поэтому, если вы хотите собрать надежный и долговечный мотор, всё должно соответствовать техническим требованиям завода изготовителя, здравому смыслу и технической рациональности.
Поэтому, если вы хотите собрать надежный и долговечный мотор, всё должно соответствовать техническим требованиям завода изготовителя, здравому смыслу и технической рациональности.
Соответственно, головка блока однозначно после снятия и перед установкой проверяется на наличие прогиба или на плоскостность, и если эта плоскостность нарушена, она нуждается в восстановлении. Методы восстановления — это фрезеровка или шлифовка на специализированном станке, и в этой работе существует достаточное количество нюансов. Можно, конечно освоить её самостоятельно. У нас народ, слава Богу, пока ещё рукастый и достаточно образованный. Но пускай пироги печет пирожник, а сапоги сапожник. Поэтому обращайтесь к специалистам, мы не просто сделаем для вас ГБЦ, пригодную к дальнейшей эксплуатации, мы ещё и на примере данной конкретной головки расскажем, что еще вам необходимо учесть и выполнить, что бы мотор получил надежную и долгую вторую жизнь.
Подробности об услуге вы всегда можете получить по телефону: +7 (495) 777-68- 39
Головка блока цилиндров
Рубрика: Двигатель | Опубликовано: 14 Сентябрь 2006Вернемся к осмотру головки. Внимательно посмотрите, нет ли на ее поверхности трещин. Чаще всего они появляются в камере сгорания, а в ней трещины наиболее вероятны в промежутке междуклапанами (на перемычке). Их легко заметить, если головку еще не протирали тряпкой, так как расположены они прямо на поверхности камеры сгорания. Если же копоть стерта, увидеть трещину можно только с помощью лупы. После того, как вы не обнаружите на перемычке трещин, а подозрение о том, что головка все-таки треснула, вас не покинет, попробуйте найти трещины под седлами клапанов. Для этого клапаны надо вынуть, а трещиныис кать, используя зеркало. Можно поискать трещины под направляющими клапанов — для этого направляющие надо выпрессовать. Но здесь трещины встречаются редко и всегда как результат «встречи» клапана с поршнем. Так же редко, но встречаются трещины в масляной магистрали, найти которые очень сложно. Оба коллектора, если они не были сняты раньше, желательно снять, ведь с коллекторами шлифовать головку возьмется только ну очень хороший ваш знакомый: слишком много с ними возни будет.
Внимательно посмотрите, нет ли на ее поверхности трещин. Чаще всего они появляются в камере сгорания, а в ней трещины наиболее вероятны в промежутке междуклапанами (на перемычке). Их легко заметить, если головку еще не протирали тряпкой, так как расположены они прямо на поверхности камеры сгорания. Если же копоть стерта, увидеть трещину можно только с помощью лупы. После того, как вы не обнаружите на перемычке трещин, а подозрение о том, что головка все-таки треснула, вас не покинет, попробуйте найти трещины под седлами клапанов. Для этого клапаны надо вынуть, а трещиныис кать, используя зеркало. Можно поискать трещины под направляющими клапанов — для этого направляющие надо выпрессовать. Но здесь трещины встречаются редко и всегда как результат «встречи» клапана с поршнем. Так же редко, но встречаются трещины в масляной магистрали, найти которые очень сложно. Оба коллектора, если они не были сняты раньше, желательно снять, ведь с коллекторами шлифовать головку возьмется только ну очень хороший ваш знакомый: слишком много с ними возни будет.
Кромки клапанов
| Минимально допустимая кромка — 0,5 мм, хотя многие инструкции указывают величину 1,0 или 1,5 мм, руководствуясь, судя по всему, соображением, что клапан должен отработать пробег не менее 300 000 км. Отсутствие кромки приводит к более быстрому «проваливанию» клапана и неравномерному износу фаски. Неравномерный износ рабочей фаски клапана вызывает плохое уплотнение, что сразу проявляется при работе на холостом ходу. Фаску следует перешлифовать или заменить клапан. |
Если вы не можете найти трещину, но подозрение о том, что она есть, не оставляет вас, можно поступить следующим образом: мелко истолченный мел, а лучше зубной порошок, надо развести в ацетоне или в другом летучем растворителе. Потом любую краску смешать с керосином. При этом, возможно, что-нибудь выпадет в осадок, но наша цель — окрасить керосин, и мы его окрасим. Теперь, заткнув предварительно все сливные отверстия, залейте в блок полученный цветной керосин, а гильзы цилиндров с помощью кисточки изнутри покройте меловой суспензией. Через 5 минут ацетон испарится, а еще через несколько минут мел «вытянет» через трещину цветной керосин, обнаружив тем самым ее местонахождение. Можно несколько модифицировать метод: подозрительное место покрасить цветным керосином, тут же все смыть и очистить. Потом нанести меловую суспензию. Если трещина есть, то после высыхания мела ее станет видно. Как вы видите, эти проверки несложные и проводятся довольно быстро. В алюминиевой головке трещины можно заварить, в чугунной — нет. По крайней мере, в нашей работе такого прецедента не было, чугунную головку просто заменяют.
Через 5 минут ацетон испарится, а еще через несколько минут мел «вытянет» через трещину цветной керосин, обнаружив тем самым ее местонахождение. Можно несколько модифицировать метод: подозрительное место покрасить цветным керосином, тут же все смыть и очистить. Потом нанести меловую суспензию. Если трещина есть, то после высыхания мела ее станет видно. Как вы видите, эти проверки несложные и проводятся довольно быстро. В алюминиевой головке трещины можно заварить, в чугунной — нет. По крайней мере, в нашей работе такого прецедента не было, чугунную головку просто заменяют.
Шлифовка клапанов
| Делается очень быстро, но для этого нужен специальный станок. Прошлифованные клапаны быстро притираются и впоследствии служат достаточно долго. Шлифовка изношенной тыльной части штока снижает боковые нагрузки на клапан при набегании кулачка. |
Как следует из практики, трещины на головках дизельных двигателей появляются гораздо чаще, чем у бензиновых.
Случается так, что в головках выпадает седло клапана. Почему это чаще всего происходит с двигателями серии «Toyota 2L-T», неизвестно. В таких случаях головку мы до сих пор просто заменяли. Конечно, можно изготовить новое седло, но ведь когда вывалилось старое, это не прошло бесследно для головки: теперь она вполне может оказаться с трещиной и наверняка — со скрытыми напряжениями, которые впоследствии приведут к образованию трещин.
Далее инструкции требуют очистить головку и проверить ее плоскостность. Но уже довольно длительное время наша бригада придерживается правила: головка снята — ее надо шлифовать. И до шлифовки ее никто не проверяет на кривизну, хотя из инструкций по ремонту двигателей следует, что это делать надо, и указывается допуск на кривизну (обычно 0,1 мм). За это время у нас не было ни одного возврата и не приходилось подтягивать головку после какого-либо пробега. Судите сами. Если нешлифованную головку, кривизна которой в допуске, после зачистки и использования новой импортной прокладки ставить на место, получается следующая картина. Затягиваешь головку (по схеме), как положено, сначала на 6-8 килограммов. При этом усилие от 1 кг/м до 7 кг/м растет постепенно, за 2-3 оборота. Далее по инструкции требуется поочередно сделать два доворота на 90°. При этом усилие возрастает до 13-14 кг/м. Машина простоит сутки — усилие снизилось до 11-12 кг/м. Снова дотянули до 14 кг/м и отправили машину.
Затягиваешь головку (по схеме), как положено, сначала на 6-8 килограммов. При этом усилие от 1 кг/м до 7 кг/м растет постепенно, за 2-3 оборота. Далее по инструкции требуется поочередно сделать два доворота на 90°. При этом усилие возрастает до 13-14 кг/м. Машина простоит сутки — усилие снизилось до 11-12 кг/м. Снова дотянули до 14 кг/м и отправили машину.
Через 500 км она приходит на повторную обтяжку. И у нее снова 10-11 кг/м. При этом каждый второй дизель вновь пропускает выхлопные газы в систему охлаждения двигателя. А со шлифованной головкой получается следующее. Обтягиваешь до 8 кг, причем усилие от 1 кг до 8 кг возрастает меньше, чем за один оборот, начинаешь делать первый доворот на 90°, на ключе получается 15 кг. Дальше тянуть некуда, после 15-16 кг начинают тянуться сами болты, а усилие не растет. Через сутки — те же 15 кг. Машина проехала 1000 км, измеряем усилие — стало, ну в худшем случае, 14 кг. Возвратов машин после ремонта практически нет, не говоря уже о том, что не надо половину двигателя разбирать, для того чтобы заново обжать головку. Поэтому, наверное, стоит заняться шлифовкой. Именно шлифовкой, а не фрезеровкой: после фрезы остаются риски, которые все портят, а у дизельных двигателей с алюминиевой головкой, имеющих стальную заглушку в предкамере, из-за разницы в вязкости и твердости материалов появляются еще и задиры. После шлифовки поверхность головки получается зеркальной и практически абсолютно плоской. Металла обычно снимается столько, чтобы убрать все дефекты с сопрягаемой поверхности (обычно 0,1-0,3 мм), хотя отмечены случаи, когда для того, чтобы убрать деформацию плоскости, пришлось снять 0,43 мм и даже 0,64 мм, правда, после заваривания трещины. Заметного изменения степени сжатия у бензиновых двигателей при этом не происходит: уменьшение объема камеры сгорания на 1-2% не играет большой роли, а про дизельные двигатели и говорить нечего — у них головки плоские.
Поэтому, наверное, стоит заняться шлифовкой. Именно шлифовкой, а не фрезеровкой: после фрезы остаются риски, которые все портят, а у дизельных двигателей с алюминиевой головкой, имеющих стальную заглушку в предкамере, из-за разницы в вязкости и твердости материалов появляются еще и задиры. После шлифовки поверхность головки получается зеркальной и практически абсолютно плоской. Металла обычно снимается столько, чтобы убрать все дефекты с сопрягаемой поверхности (обычно 0,1-0,3 мм), хотя отмечены случаи, когда для того, чтобы убрать деформацию плоскости, пришлось снять 0,43 мм и даже 0,64 мм, правда, после заваривания трещины. Заметного изменения степени сжатия у бензиновых двигателей при этом не происходит: уменьшение объема камеры сгорания на 1-2% не играет большой роли, а про дизельные двигатели и говорить нечего — у них головки плоские.
Проверка кривизны головки блока
Перед измерением головку следует очистить от старой прокладки. Наибольшая вероятность нахождения «ям» — на перемычках между камерами сгорания. Наибольшая вероятность нахождения «ям» — на перемычках между камерами сгорания. |
Клапаны перед шлифовкой желательно снять, ведь «по уму» их следует притереть. Если получится так, что после шлифовки (у дизелей) шляпки будут сильно выступать, их тоже можно прошлифовать на пару десяток. Если же надо снимать больше металла, то лучше осадить седла клапанов. На «твинкамовских» двигателях, возможно, придется выкрутить трубки, в которых находятся свечи зажигания. У них правая резьба и закручены они на герметик, поэтому не бойтесь приложить усилие, взявшись за газовый ключ.
После шлифовки головку надо обязательно промыть от возможных частиц абразива и продуть сжатым воздухом. Иначе частицы абразива попадут в масляную и водяную системы, и долговечности двигателю это не прибавит. Это тоже проверено.
Вернемся к нашей головке. По инструкции, сняв коллекторы, надо проверить плоскостность их привалочных поверхностей. На самом деле, если привалочные поверхности головки и коллекторов кривые, то это ясно по шуму при работе двигателя, грязи и копоти под прокладкой, да и вообще этот дефект встречается довольно редко. За год — три случая. Первый: облили водой правый выпускной коллектор двигателя 3VZ автомобиля «Toyota Surf», после чего он почему-то не лопнул, а только деформировался. Как облили? Да просто зимой в воду заехали. Во втором случае то же самое: дизельная «Camry» зимой не попала на мост через речку. Но у нее, правда, и коллектор лопнул. А третий случай самый грустный, потому что может произойти с кем угодно, учитывая наши дороги. «Toyota Carib» с двигателем 4A-FE (а это далеко не самая низкая японская машина) резко затормозила перед возвышающимся над дорогой люком. Машина «клюнула носом» и, поскольку двигатель у нее расположен поперек, коснулась приемной трубой злополучного люка. Легкого, по словам хозяина, касания оказалось достаточно для того, чтобы коллектор отошел от головки. При этом часть шпилек вместе с «телом» головки он просто вырвал, а у остальных сорвал резьбу. Сначала удивился владелец машины, а потом вся наша бригада, когда выяснилось, что чугунный коллектор при этом остался целым.
За год — три случая. Первый: облили водой правый выпускной коллектор двигателя 3VZ автомобиля «Toyota Surf», после чего он почему-то не лопнул, а только деформировался. Как облили? Да просто зимой в воду заехали. Во втором случае то же самое: дизельная «Camry» зимой не попала на мост через речку. Но у нее, правда, и коллектор лопнул. А третий случай самый грустный, потому что может произойти с кем угодно, учитывая наши дороги. «Toyota Carib» с двигателем 4A-FE (а это далеко не самая низкая японская машина) резко затормозила перед возвышающимся над дорогой люком. Машина «клюнула носом» и, поскольку двигатель у нее расположен поперек, коснулась приемной трубой злополучного люка. Легкого, по словам хозяина, касания оказалось достаточно для того, чтобы коллектор отошел от головки. При этом часть шпилек вместе с «телом» головки он просто вырвал, а у остальных сорвал резьбу. Сначала удивился владелец машины, а потом вся наша бригада, когда выяснилось, что чугунный коллектор при этом остался целым. Головку сняли, заварили, отшлифовали со всех сторон, нарезали новую резьбу М11х1,25 (было М10х1,25), изготовили новые шпильки — и все.
Головку сняли, заварили, отшлифовали со всех сторон, нарезали новую резьбу М11х1,25 (было М10х1,25), изготовили новые шпильки — и все.
Контроль клапана
| Стержень клапана должен быть по всей длине круглый, и для проверки его следует обмерить. Из практики следует, что если цвет и игра бликов штока по всей длине равномерны, то шток в хорошем состоянии. Износ штока (по диаметру) более 0,1 мм недопустим. Если размер «Ф» не будет соблюден, то клапан долго не прослужит, просто прогорит. Поверхность фаски должна быть ровной, без впадин, ширина контактного кольцевого пятна должна равняться 1-2 мм. Если это не так, клапаны надо «обновить», т.е. проточить. Инструкции к бензиновым двигателям допускают А = 0,5 мм, к дизельным А должно быть не менее 1,0 мм. |
Когда разобранная головка лежит на столе, очень легко сделать профилактику клапанов. Установите головку так, чтобы шляпки клапанов смотрели вверх, и залейте в углубление вокруг шляпки клапанов (или в камеру сгорания у бензиновых двигателей) керо син или бензин, если керосина нет. Через 10-15 минут проверьте, просочился ли керосин (или бензин) под клапан или нет. Если керосин ушел хотя бы в одном клапане, то по-хорошему надо их все рассухаривать и притирать. Впрочем, то обстоятельство, что керосин не ушел, еще не говорит о том, что уплотнение клапанов хорошее. Вот когда вы будете притирать клапаны, вращая их при этом, то по тому, как они притираются, насколько равномерно распределяется паста, и по ширине контактного кольца уже можно судить о качестве уплотнения. Многие мастера, когда притирают клапаны, пользуются лампочкой-переноской и, закончив притирку и установив лампочку сзади, они смотрят, нет ли щелей, через которые пробивается свет. При этом в поисках неплотностей они еще и вращают клапан. Если все нормально, то головка идет в работу. Все клапаны притираются без маслосъем-ных колпачков, поэтому перед притиркой колпачки надо удалить, а после притирки установить новые. Клапаны можно притирать, фиксируя их за шляпку с помощью присоски от детской игрушки или за стержень, надев на него подходящую резиновую трубку удобной для вас длины.
Через 10-15 минут проверьте, просочился ли керосин (или бензин) под клапан или нет. Если керосин ушел хотя бы в одном клапане, то по-хорошему надо их все рассухаривать и притирать. Впрочем, то обстоятельство, что керосин не ушел, еще не говорит о том, что уплотнение клапанов хорошее. Вот когда вы будете притирать клапаны, вращая их при этом, то по тому, как они притираются, насколько равномерно распределяется паста, и по ширине контактного кольца уже можно судить о качестве уплотнения. Многие мастера, когда притирают клапаны, пользуются лампочкой-переноской и, закончив притирку и установив лампочку сзади, они смотрят, нет ли щелей, через которые пробивается свет. При этом в поисках неплотностей они еще и вращают клапан. Если все нормально, то головка идет в работу. Все клапаны притираются без маслосъем-ных колпачков, поэтому перед притиркой колпачки надо удалить, а после притирки установить новые. Клапаны можно притирать, фиксируя их за шляпку с помощью присоски от детской игрушки или за стержень, надев на него подходящую резиновую трубку удобной для вас длины. Перед притиркой клапан следует очистить от нагара, а после притирки тщательно отмыть от остатков абразива притирочной пасты.
Перед притиркой клапан следует очистить от нагара, а после притирки тщательно отмыть от остатков абразива притирочной пасты.
Контроль пружины
Проверяется высота пружины «Н» и отклонение ее от вертикали «А». Оба дефекта встречаются крайне редко, и все пружины одновременно испортиться не могут. Если размер «Н» меньше нормы, то пружина слабая, и поршни будут доставать клапан (на больших оборотах), а если кривая — на всех оборотах будет подклинивать клапан. Это может привести к разрыву зубчатого ремня. Сравните пружины между собой по высоте и замените самые короткие. Замените кривые пружины. Японские инструкции допускают отклонение от вертикали в верхней части пружины около 1,5 мм. Максимально допустимое отклонение отмечено нами в инструкции к двигателю «Toyota 2L», оно составило 2,0 мм. Некоторые фирмы дают максимально допустимые значения отклонения пружины в градусах (4°), но, зная высоту пружины, проще по общеизвестным формулам перевести отклонение в миллиметры, чем измерять его в градусах. Если пружина помечена какой-нибудь краской, то заменять ее можно только на пружину, имеющую метку такого же цвета, так как цвет краски определяет Если пружина помечена какой-нибудь краской, то заменять ее можно только на пружину, имеющую метку такого же цвета, так как цвет краски определяетвысоту пружины и ее жесткость. |
Вернувшись к осмотру головки, следует проверить состояние колпачков. Если коллекторы сняты, то легко заглянуть в углубление головки и увидеть штоки клапанов. Если они все абсолютно сухие, то колпачки скорее всего в приличном состоянии. Но существует и более надежная проверка. Нужно рассухарить два клапана, желательно где-нибудь посередине, кроме того, один из них должен быть выпускным. Теперь, когда вы приподнимете головку, клапан, если маслосъемный колпачок не держит, под собственным весом выскользнет из направляющей. Если же колпачок «живой», то клапан не вывалится, а будет удерживаться за счет трения в исправном колпачке, даже если вы слегка толкнете пальцем и стронете с места шток клапана. В процессе этой проверки следите за тем, чтобы шток клапана полностью не выходил из маслосъемного колпачка. Дело в том, что на конце штока имеется кольцевая канавка для фиксации сухариков, и грани у этой канавки очень острые. Если просто вынуть клапан из колпачка, а затем вставить его обратно, то исправный до того колпачок начнет течь. Чтобы не повредить резиновые кромки при установке клапанов в новые колпачки, используют специальную оправку, иногда ее именуют «пулей».
Дело в том, что на конце штока имеется кольцевая канавка для фиксации сухариков, и грани у этой канавки очень острые. Если просто вынуть клапан из колпачка, а затем вставить его обратно, то исправный до того колпачок начнет течь. Чтобы не повредить резиновые кромки при установке клапанов в новые колпачки, используют специальную оправку, иногда ее именуют «пулей».
Выбирать колпачки в магазине следует только исходя из их размеров. Найти фирменные колпачки для какого-нибудь редкого двигателя очень сложно, но, зная диаметр штока клапана и диаметр посадочного места на направляющей, всегда можно что-нибудь подобрать, и тогда колпачки, предназначенные для какого-то двигателя фирмы «Toyota», смогут отлично поработать даже в двигателе неяпонского производства. При покупке новых маслосъемных колпачков очень велика вероятность того, что они окажутся плохими. Поэтому, установив якобы фирменные колпачки, через неделю вы можете обнаружить, что они снова потекли. А в магазине других колпачков, лучшего качества, нет и не предвидится. Мы в этом случае, произнося про себя разные слова, покупаем второй комплект колпачков, берем из первого комплекта пружинки и устанавливаем их на колпачки второго комплекта. Таким образом, каждый из вновь установленных колпачков имеет по две пружинки вместо одной, и плохой колпачок начинает правильно работать. Несколько раз, покупая в магазине колпачки, мы обнаруживали дефекты (раковины на рабочих кромках) прямо в магазине, что позволило из плохих колпачков все-таки выбрать лучшие.
Снятие колпачков
Все инструкции рекомендуют использовать для этого пассатижи (как показано на рисунке). На практике мы используем зубоврачебные клещи, что гораздо удобней. В особо сложных случаях, когда, например, требуется удалить колпачок, находящийся на дне отверстия под стаканчик, мы используем еще и плоские отвертки с загнутыми под углом 90′ кончиками жала. После снятия старого колпачка надо установить новый. Клапан, естественно, провалится вниз, но упрется в дно поршня, который в это время должен находиться в положении ВМТ. Расстояние «А» даже у бензиновых двигателей составляет не более 20 мм, поэтому шток клапана будет торчать. Когда вы напрессуете новый колпачок, то клапан можно вытянуть наверх, потянув пальцами за шток, после чего клапан будет удерживаться в этом положении за счет трения в новом маслосъемном колпачке, и его, надев шайбу и пружину, можно будет засухаривать. Выточенная «пуля» предотвращает повреждение кромок колпачка, а напрессовывать его мы советуем только усилием рук. В этом случае вы почувствуете момент, когда колпачок «сядет». Используя молоток, можно пропустить этот момент и повредить колпачок (просадите его дальше, чем нужно, и резинка порвется). Порядок смены колпачков такой. У четырехцилиндровых двигателей в то время, когда совпадают метки ВМТ на блоке шкивов и кожухе, надо сначала сделать первый и четвертый цилиндры. Потом коленчатый вал с помощью гаечного ключа проворачиваем на пол-оборота и делаем второй и третий цилиндры. У шестицилиндровых рядных двигателей порядок несколько иной. При совпадении меток на блоке шкивов и кожухе делаются первый и шестой цилиндры, потом коленчатый вал проворачиваем примерно на 120° и рассухариваем один клапан второго цилиндра. Теперь надо взять пальцами за шток рассухаренного клапана и, покачивая коленчатый вал туда-сюда, добиться минимального его провалива-ния. Это и будет ровно 120°. В этом положении делаем второй и пятый цилиндры. После этого коленчатый вал еще раз проворачиваем на 120° и делаем оставшиеся третий и четвертый цилиндры. Если двигатель имеет другие конфигурацию и число цилиндров, то перед рассухариванием первого клапана мы рекомендуем убедиться, что поршень находится в ВМТ (используя, например, проволоку). При совпадении меток на блоке шкивов и кожухе делаются первый и шестой цилиндры, потом коленчатый вал проворачиваем примерно на 120° и рассухариваем один клапан второго цилиндра. Теперь надо взять пальцами за шток рассухаренного клапана и, покачивая коленчатый вал туда-сюда, добиться минимального его провалива-ния. Это и будет ровно 120°. В этом положении делаем второй и пятый цилиндры. После этого коленчатый вал еще раз проворачиваем на 120° и делаем оставшиеся третий и четвертый цилиндры. Если двигатель имеет другие конфигурацию и число цилиндров, то перед рассухариванием первого клапана мы рекомендуем убедиться, что поршень находится в ВМТ (используя, например, проволоку). |
Страницы: 1 2 3 4 5 6 7 8
Вернуться к списку статей в разделе: Двигатель
Оставьте свой отзыв!
причины, признаки и диагностика, видео, как проверить головку блока цилиндров, обнаружить трещину и сделать ремонт
Головка блока цилиндров — основной узел силового агрегата транспортного средства.
 Появление проблем в его работе приведет к серьезным последствиям, вплоть до выхода из строя двигателя и невозможности эксплуатации автомобиля. Как определить микротрещину в ГБЦ и как самостоятельно произвести ремонт неисправности, будет рассказано ниже.
Появление проблем в его работе приведет к серьезным последствиям, вплоть до выхода из строя двигателя и невозможности эксплуатации автомобиля. Как определить микротрещину в ГБЦ и как самостоятельно произвести ремонт неисправности, будет рассказано ниже.Содержание
Открытьполное содержание
[ Скрыть]
Причины
Определить микротрещину в ГБЦ непросто. Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Превышение допустимой разности температур
Зачастую трещинки и дефекты в ГБЦ появляются в результате нарушения процесса сгорания топливовоздушной смеси в камере. Это может произойти из-за некорректной работы топливной составляющей или неверно установленного зажигания. Такие проблемы приведут к увеличению температуры в двигателе на 200 и более градусов по сравнению со штатной. В итоге на самых тонких стенках головки блока появятся микротрещины. Речь идет об отверстиях для распылителей, стаканов форсунок и т. д.
д.
«Рукотворное» механическое воздействие
В ГБЦ 406 или другой головке блока проблема может быть обусловлена механическим воздействием. К примеру, произойдет разрыв посадочного отверстия для седла клапана в месте рядом с гнездом форсунки. Это происходит в результате перетяжки самой форсунки. В этом месте толщина металла головки составляет не более 2 мм. Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
Проблем такого плана можно избежать, учитывая следующие нюансы:
- Перед установкой новые шайбы следует нагревать на плите либо над газом. Детали нагреваются до посинения, после чего опускаются в холодную воду и охлаждаются. Эти действия обеспечивают мягкость шайб.
- Под форсунки нельзя ставить медные шайбы и прочие типы уплотнений, использовавшиеся ранее.
- Прежде чем произвести монтаж новых шайб, их состояние следует проверить с помощью магнита. Есть вероятность покупки обмедненных деталей.
- После учета этих моментов допускается затяжка форсунки, при этом важно соблюдать регламент, установленный автомобильным производителем. Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам.
 Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам.
Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам. Появление микротрещин в ГБЦ автомобиля ВАЗ или другой машины часто обусловлено монтажом направляющих втулок в тонкостенные головки. При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Заводские дефекты
Необходимость определить повреждения в головке блока возникает из-за дефектов, допущенных при производстве. Сама ГБЦ имеет сложную конфигурацию, а стенки в ней характеризуются разной толщиной. При изготовлении могут быть допущены ошибки, которые приведут к непродавливанию металла в определенных местах и нарушению его структуры. В итоге это приводит к появлению небольших пустот и увеличенной скорости образования ржавчины в них. При последующей эксплуатации поверхность водяной рубашки и камеры сгорания будут соединены, либо возникнут трещины из-за серьезного ослабления в тонких местах.
При последующей эксплуатации поверхность водяной рубашки и камеры сгорания будут соединены, либо возникнут трещины из-за серьезного ослабления в тонких местах.
При нарушении структуры металла сильно ослабятся межмолекулярные связи ГБЦ. Из-за этого материал станет более хрупким, что приведет к появлению дефектов. На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.
Видео о повреждении головки блока опубликовано каналом Ютуб ютубный.
Типичные места образования трещин в ГБЦ
Определить микротрещину в ГБЦ — задача трудная для опытного специалиста. Ведь повреждения образуются не в одном и том же месте. Однако найти их по факту не так сложно. Особенно если у вас есть перечень мест, которые вы можете осмотреть визуально:
- Между клапанами двигателя. Дефект будет виден сразу. Обычно он появляется под седлами клапанов, расположенных по соседству.
- В дизельных силовых агрегатах микротрещины могут пойти от клапана к форкамере. Такой изъян найти несложно, однако увидеть его проблематично, поскольку он появляется непосредственно под форкамерой и не выходит наружу.
- Трещины часто образуются между клапанами и свечами. Увидеть такую неисправность можно без проблем.
- Иногда повреждения образуются под направляющими клапанов. Здесь неисправности не видно. В канале клапана достаточно темно, а сам дефект обычно прикрывается направляющей втулкой. Поэтому визуальная диагностика здесь не подходит.
 Дефект будет виден сразу. Обычно он появляется под седлами клапанов, расположенных по соседству.
Дефект будет виден сразу. Обычно он появляется под седлами клапанов, расположенных по соседству. Признаки наличия трещин
Выявление повреждений на корпусе головки блока цилиндров можно осуществить в соответствии с признаками. Подробно рассмотрим симптомы, которые позволят произвести проверку и определить наличие микротрещин.
Масляная система
Первый признак — смешивание моторной и охлаждающей жидкостей. В результате этого в силовом агрегате образуется эмульсия. На поверхности масла появляется пена с белым оттенком. В расширительном бачке с охлаждающей жидкостью образуется пленка из смазки. Такие же признаки свидетельствуют о повреждении прокладки ГБЦ.
В результате этого в силовом агрегате образуется эмульсия. На поверхности масла появляется пена с белым оттенком. В расширительном бачке с охлаждающей жидкостью образуется пленка из смазки. Такие же признаки свидетельствуют о повреждении прокладки ГБЦ.
Утечка жидкости через трещину в головке блока цилиндров
Впускной канал
При появлении трещин в головке блока во впускной канал будет попадать охлаждающая жидкость. Из-за этого поршни силового агрегата будут отмыты практически до блеска. Вы сможете их увидеть, посмотрев через свечное отверстие. При попадании антифриза во впускной канал, из глушителя будет идти белый дым. Но этот признак наблюдается не всегда.
Канал выпуска
Если трещина появилась в канале выпуска, хладагент пройдёт через трубу в виде пара. После прогрева и раньше силовой агрегат будет выпускать пар, но визуально увидеть это не получится. Расходный материал уходит из расширительного бачка. Не будет и запаха от отработанных газов.
Камера сгорания
Через появившийся дефект часть расходного материала будет поступать в камеру сгорания, но его объем обычно незначительный. Это обусловлено большой разницей в давлении. Во время работы двигателя происходит сгорание топливовоздушной смеси. Это способствует возникновению высокого давления. Из-за этого в охладительную систему будут поступать отработанные газы. В результате давление будет более высоким.
Это обусловлено большой разницей в давлении. Во время работы двигателя происходит сгорание топливовоздушной смеси. Это способствует возникновению высокого давления. Из-за этого в охладительную систему будут поступать отработанные газы. В результате давление будет более высоким.
Это приведет к увеличению объема магистралей системы охлаждения. А из расширительного бачка начнет доноситься запах отработанных газов. Пока в охладительной системе присутствует высокое давление, расходный материал может попасть в камеру сгорания. Здесь произойдет разрежение и засос воздуха. В результате большой разницы в давлении охлаждающая жидкость поступает в камеру сгорания. Основной признак — очищенные поршни, запах в расширительном резервуаре, увеличение объема шлангов. При этом радиатор отопительной системы будет холодным из-за появления в нем воздушной пробки.
Как можно проверить?
Прежде чем сделать ремонт или произвести замену ГБЦ, ее необходимо проверить. Ниже рассмотрим способы, которые позволят выявить наличие повреждений на головке блока цилиндров в домашних условиях. Видео о диагностике ГБЦ на предмет микротрещин снято каналом Ремонт гидравлики.
Видео о диагностике ГБЦ на предмет микротрещин снято каналом Ремонт гидравлики.
Магнитно-порошковая диагностика
Этот способ — наиболее быстрый вариант узнать о наличии дефектов. Суть метода заключается в установке магнитов со всех сторон ГБЦ. После их монтажа головку блока следует обсыпать металлической стружкой. Это приведет к ее перемещению к магнитам. А на дефектах стружка будет оставаться, что позволит выявить повреждения.
Проверка давлением
Обнаружить трещину в ГБЦ можно несколькими способами: произвести погружение головки под воду или не делать этого. Способ диагностики с погружением ГБЦ:
- Демонтируйте головку блока цилиндров с двигателя. Процесс снятия мы описывать не будем, поскольку он индивидуальный для каждого транспортного средства.
- Плотно закройте все каналы контура в верхней части устройства.
- Погрузите головку блока в емкость. Налейте в нее горячую воду. Емкость должна быть большой, чтобы ГБЦ полностью была погружена в нее.
- После этого в контур устройства подайте сжатый воздух. В месте, где появились пузырьки, есть дефекты и трещины.
 Налейте в нее горячую воду. Емкость должна быть большой, чтобы ГБЦ полностью была погружена в нее.
Налейте в нее горячую воду. Емкость должна быть большой, чтобы ГБЦ полностью была погружена в нее. Можно не погружать ГБЦ в воду:
- Надежно закройте все каналы на контуре устройства.
- Приготовьте мыльный раствор, для этого смешайте мыло с водой.
- На плоскость крышки ГБЦ налейте получившийся раствор.
- Подайте сжатый воздух в контур. В месте, где появились мыльные пузырьки, имеются микротрещины. Видео о диагностике ГБЦ под давлением снял Павел Шилин.
Проверка водой
Этот способ выполняется с помощью воды. Только головку блока цилиндров опускать в нее не нужно, жидкость заливается непосредственно внутрь. Для диагностики вам потребуется насос:
- Плотно закройте все имеющиеся отверстия.
- В канал устройства налейте жидкость.
- Возьмите насос и накачайте воздух в канал. Желательно, чтобы инструмент был с манометром. Давление подачи воздуха должно составить не меньше 0.7 МПа.
- После этого ГБЦ должна постоять 2-3 часа. Если вода из нее уйдет, это говорит о наличии микротрещин на корпусе. Соответственно, потребуется более детальная диагностика и ремонт.

Диагностика при помощи жидкости
Как проверяют ГБЦ на предмет наличия микротрещин с применением красящей жидкости:
- Сначала поверхность устройства необходимо полностью промыть. Для очистки воспользуйтесь ацетоном или другим растворителем. Можно использовать и керосин.
- После надо подготовить красящуюся жидкость. Она наносится на поверхность головки блока, после этого ждете 3-5 минут.
- Затем надо воспользоваться ветошью для смыва остатков жидкости. Вам необходимо посмотреть на корпус ГБЦ — при наличии трещин вы сможете увидеть повреждения.
Ремонт повреждений своими руками
Появление дефектов на головке блока цилиндров двигателя — серьезная проблема. Но ее можно решить, если повреждения незначительные.
Но ее можно решить, если повреждения незначительные.
В каких случаях нужна замена?
Менять головку блока цилиндров необходимо в случае серьезных повреждений. Если трещины большие и их не удается ликвидировать, то ГБЦ подлежит замене. Но прежде чем сделать это, устройство можно попробовать отремонтировать.
Подготовка головки для сварки
Зачистка поверхности для ремонта ГБЦ силового агрегата
Перед выполнением сварки дефект надо разделять. Используя фрезерную машинку, металл на конструкции головки блока цилиндров высверливается по длине повреждения. В итоге должна получиться канавка, глубина которой составит 6-8 мм. Приблизительно такой же обязана быть ее ширина. Что касается формы, то ее лучше сделать клиновидной, это позволит эффективнее проварить металл. Чтобы произвести разделку трещин между седел, их надо демонтировать и после этого разделывать.
Когда процесс подготовки будет завершен, ГБЦ силового агрегата подвергается нагреву до температуры около 230 градусов, но не более 250. В противном случае устройство может повести. Нагрев выполняется для снижения напряжения в стали, которое появляется во время сварки. Для выполнения этой задачи желательно использовать печь либо горелку. Применение паяльной лампы не допускается, поскольку она быстро перегреет конструкцию.
В противном случае устройство может повести. Нагрев выполняется для снижения напряжения в стали, которое появляется во время сварки. Для выполнения этой задачи желательно использовать печь либо горелку. Применение паяльной лампы не допускается, поскольку она быстро перегреет конструкцию.
Сварка головки блока цилиндров
Процесс сварки выполняется так:
- Подготавливается металлический кусок, соответствующий габаритам повреждения головки блока.
- Процедура сварки осуществляется с применением газовой установки. На руках у вас должны быть и присадочные материалы. Практика показывает, что лучший эффект дает аргонно-дуговая сварка. К конструкции устройства подключите массу. Надо обеспечить горение дуги между ГБЦ и электродом, здесь же подложите вырезанный металлический кусок, использующийся для заделки дефекта. Подробно процесс сварки головки блока силового агрегата путем сварки описан на видео (автор — канал Ютуб Ютубный).
 com/embed/KO8L6QSLO1Y?rel=0″ frameborder=»0″ allowfullscreen=»»/>
com/embed/KO8L6QSLO1Y?rel=0″ frameborder=»0″ allowfullscreen=»»/>
После завершения процесса рабочая поверхность подлежит зачистке и опрессовке. При отсутствии повреждений на плоскости, которая будет прилегать к ГБЦ, надо произвести фрезеровку. Нужно добиться того, чтобы поверхность получилась максимально ровной.
Альтернативные методы
Есть альтернативные методы, позволяющие отремонтировать головку блока цилиндров. Рассмотрим их подробно.
Эпоксидная паста
При использовании этого способа ГБЦ подлежит зачистке с обеих сторон. Для этого применяется металлическая щетка. В месте повреждений надо просверлить отверстия диаметром 3-4 мм. В них нарезается резьба. Заподлицо ввертываются заглушки, выполненные из меди либо алюминия. Повреждение подлежит обработке по всему периметру с помощью зубила либо абразивного круга. Инструмент используется под углом от 60 до 90 градусов, глубина должна составить не более 70% от толщины стенки.
- Вокруг повреждения выполняются насечки с применением зубила. Они делаются зубилом на расстоянии до 3 см, это позволит обеспечить шероховатость поверхности. Плоскость обезжиривается, для этого применяется топливо или ацетон.
- Подготавливается эпоксидная паста. С помощью шпателя нанесите первый слой вещества и сразу же второй, толщина каждого должна составить не меньше 2 мм.
 Они делаются зубилом на расстоянии до 3 см, это позволит обеспечить шероховатость поверхности. Плоскость обезжиривается, для этого применяется топливо или ацетон.
Они делаются зубилом на расстоянии до 3 см, это позволит обеспечить шероховатость поверхности. Плоскость обезжиривается, для этого применяется топливо или ацетон. После этого подождите сутки, не более 28 часов. За это время вещество затвердеет. Если вы хотите добиться быстрого эффекта, конструкцию ГБЦ можно подогреть до 100 градусов. Тогда на затвердевание уйдет три часа. Когда головка блока будет готова, ее поверхность следует зачистить напильником.
Сверление отверстий вокруг повреждения в головке блока
Эпоксидная паста и заплатка из стеклоткани
Толщина заплаты составляет 3 мм. Процесс подготовки выполняется так же, как в вышеописанном методе. Разница в том, что на каждый слой вещества надо наложить стеклотканевую заплатку. Заранее она пропитывается пастой, для лучшей фиксации прикатывается роликом. Общее расстояние от крайней части заплатки до края повреждения иди дефекта должно составить не меньше 15 мм. После фиксации происходит установка следующего слоя. Он должен перекрыть заплатку, установленную до этого, на 10 мм минимум с каждой стороны. Допускается использование не более чем восьми слоев. После установки последнего поверхность покрывается пастой.
Общее расстояние от крайней части заплатки до края повреждения иди дефекта должно составить не меньше 15 мм. После фиксации происходит установка следующего слоя. Он должен перекрыть заплатку, установленную до этого, на 10 мм минимум с каждой стороны. Допускается использование не более чем восьми слоев. После установки последнего поверхность покрывается пастой.
Постановка штифтов
- Для их установки по концам повреждения на головке блока цилиндров силового агрегата просверливаются отверстия диаметром 4-5 мм. На каждой стороне дефекта.
- Сверлом аналогичного диаметра просверливаются отверстия по полной длине повреждения. Расстояние между ними составит 7-8 мм.
- Нарезается резьба и устанавливаются медные пруты. Глубина их установки соответствует толщине поверхности стенки ГБЦ. После монтажа прутики следует обрезать ножовкой. Оставляются концы на 2 мм над плоскостью головки блока.
- На следующем этапе просверливаются отверстия между вмонтированными штифтами. Они должны перекрыть предыдущие на 1/4 диаметра.
- Выполняется резьба, устанавливаются прутики и обрезаются. В итоге вы получаете полосу из штифтов, ввернутых друг в друга.
- Молотком вбиваются концы прутиков, удары не сильные. Это расчеканит штифты и сделает большой шов. Для надежности поверхность покрывается эпоксидной смолой.
- По завершении ремонта выполняется опрессовка головки блока цилиндров.
 Они должны перекрыть предыдущие на 1/4 диаметра.
Они должны перекрыть предыдущие на 1/4 диаметра. Фотогалерея
Фото микротрещин приведены ниже.
Загрузка …Видео «Ремонт трещин ГБЦ своими руками»
На примере автомобиля Nissan Sunny 1991 года выпуска ознакомьтесь с процессом ремонта повреждений и дефектов ГБЦ силового агрегата (материал снят и обнародован каналом Русская Смекалка l Russian Savvy).
Лопнул блок двигателя что делать?
17.07.2021 74 259 ГРМ, КШМ и ГБЦ
Автор:Иван Баранов
Опытный автомобилист знает, что работа автомобиля зависит от работоспособности двигателя.
 А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.
А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.[ Скрыть]
Трещина в блоке цилиндров
Появление трещин в блоке цилиндров (БЦ) и головке БЦ (ГБЦ) — достаточно распространенная проблема. Трещины могут появляться в результате естественного износа, после заклинивания агрегата, аварии и т.д. К счастью, современные технологии позволяют восстановить поврежденный элемент, а порой убрать трещину в БЦ водитель может даже самостоятельно.
Прежде чем описывать способы устранения неисправности, рассмотрим, как эту неисправность найти. Есть несколько способов обнаружить трещину блока цилиндров:
- с помощью ультразвука,
- с помощью магниточувствительного оборудования,
- методом гидроконтроля,
- метод пневматической опрессовки.
На автосервисах чаще всего трещины ищут с помощью воды или воздуха. В поврежденный элемент подается воздух, затем деталь опускается в ванну с водой и по пузырькам становится видно, где кроется проблема. Если закачивать в элемент воду, то в месте трещины она будет просачиваться.
Если закачивать в элемент воду, то в месте трещины она будет просачиваться.
Когда место раскола найдено, можно приступить к ремонту. Один из самых популярных методов — это сварка
(как электрическая, так и «холодная»). Заварить можно практически все расколы, кроме трещин в области седла клапана, стенок цилиндра и мест прилегания блока и головки БЦ.
Чтобы не пришлось делать повторный ремонт, важно соблюдать все рекомендации. Чтобы восстановить блок из чугуна, нужно засверлить концы трещины, а затем зашлифовать ее по всей длине под углом 90 градусов. Для сварки блок цилиндров разогревается до 650°C, затем с помощью присадочного чугунно–медного прута и флюса наносится сплошной шов, а в конце для постепенного охлаждения детали используется специальный термошкаф.
Если используете электрическую сварку
, то блок прогревать не надо. В конце работы шов нужно обезжирить с помощью ацетона, а затем покрыть эпоксидной пастой (при комнатной температуре застывает за 24 часа, при 100°C — примерно за 2 часа). Последний этап — шлифовка шва.
Последний этап — шлифовка шва.
Помимо сварки, есть еще пару популярных методов ремонта БЦ
: эпоксидная паста, заплатка из стеклоткани, технология SEAL-LOCK. Если используете эпоксидную пасту и стеклоткань, то металл предварительно нужно хорошенько обезжирить. Затем можно поочередно наносить слои пасты и стеклоткани, последним должен быть эпоксид.
SEAL-LOCK удобен тем, что для ремонта не нужен сварочный аппарат и не нужно демонтировать ДВС. Смысл технологии в том, что трещина заполняется специальной прослойкой из мягкого металла. Порядок действий здесь такой:
1) Сначала нужно засверлить края трещины, далее поперек раскола с определенным шагом делаются отверстия, в них вставляются стяжки-скобы, связывающие края трещины.
2) Между скобами высверливается отверстие. Далее идет нарезка конусной резьбы специальным метчиком. Полученное отверстие нужно обработать, чтобы удалить окисную пленку. Затем в него вкручивается конусообразная заглушка, материал которой активно контактирует с металлом БЦ.
3) Часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, затем вкрутить ее специальным инструментом. Под большим усилием мягкая заглушка сломается там, где сделан подпил. Выступающие части шлифуются.
4) Далее сверлится следующее отверстие, причем так, чтобы получилось частичное перекрытие с предыдущим отверстием с заглушкой. И таким образом заглушками заполняется вся трещина. В конце производится шлифовка и спрессовка шва.
Нужно сказать, что шов, который получается по описанному выше методу, лучше сварного по ряду показателей. Ему не страшны перепады температур, он не получает значительного напряжения и не разрушается даже при высоких температурах.
Привариваем заплатку на трещину в головке двигателя
Вы можете также приварить заплатку, для этого вам понадобятся медные электроды, обернутые жестью. В завершение швы необходимо покрыть эпоксидной пастой.
Эпоксидную пасту, о которой мы уже упомянули, можно использовать для устранения трещин в головке и блоке двигателя еще и другим способом. Для этого необходимо зачистить их поверхность, просверлить на концах трещины небольшие отверстия, после в них следует нарезать резьбу и ввернуть заподлицо заглушки из меди или алюминия. Затем необходимо обезжирить поверхность (для этого подойдет ацетон или бензин). После с помощью шпателя нужно наносить слой за слоем, в результате у вас должен получиться слой толщиной 3-4 миллиметра. После этого в течение суток эпоксид должен застыть, а если создать стоградусную жару, то он затвердеет за пару часов. В завершение следует отшлифовать поверхность и готово!
Для этого необходимо зачистить их поверхность, просверлить на концах трещины небольшие отверстия, после в них следует нарезать резьбу и ввернуть заподлицо заглушки из меди или алюминия. Затем необходимо обезжирить поверхность (для этого подойдет ацетон или бензин). После с помощью шпателя нужно наносить слой за слоем, в результате у вас должен получиться слой толщиной 3-4 миллиметра. После этого в течение суток эпоксид должен застыть, а если создать стоградусную жару, то он затвердеет за пару часов. В завершение следует отшлифовать поверхность и готово!
Для третьего способа ликвидации трещин нам вновь потребуется эпоксидная паста и стеклоткань, которую будем использовать в качестве заплатки. Подготовительный этап к работе аналогичен выше представленному, только каждый слой пасты нужно чередовать со стеклотканью. Не пожалейте, делайте заплатку с запасом в несколько миллиметров, иначе результат будет неудовлетворительным. Последний слой должен быть эпоксидным.
И завершающий на сегодня, но не последний в общем списке, вариант реанимирования трещин блока и головки двигателя – с помощью штифтов. Для этого в самом начале по всей трещине просверливаем отверстия на расстоянии 7-8 мм друг от друга. Нарезаем резьбу и ввертываем прутки из меди на глубину соответствующую толщине стенки. Затем обрезаем их ножовкой, оставляя выступающие над поверхностью детали на несколько миллиметров концы. После несильными ударами расчеканиваем концы штифтов, которые и образуют сплошной шов. Для закрепления результата в завершение можно покрыть это все эпоксидкой.
Для этого в самом начале по всей трещине просверливаем отверстия на расстоянии 7-8 мм друг от друга. Нарезаем резьбу и ввертываем прутки из меди на глубину соответствующую толщине стенки. Затем обрезаем их ножовкой, оставляя выступающие над поверхностью детали на несколько миллиметров концы. После несильными ударами расчеканиваем концы штифтов, которые и образуют сплошной шов. Для закрепления результата в завершение можно покрыть это все эпоксидкой.
Мы описали наиболее подходящие для самостоятельного устранения трещин в головке и блоке двигателя варианты, однако на этом неприятности с авто, к сожалению, не заканчиваются, проблемы могут еще возникнуть при износе распредвала, а также при отработке амортизаторов. В любом случае, не отчаивайтесь, все это легко устранить своими руками, лишь следуя нашим нехитрым рекомендациям.
Источник
Микротрещина в блоке двигателя – это больше не проблема
Мотор – это железное сердце каждого транспортного средства. При выходе из строя какой-либо его комплектующей существует большая вероятность полного выходя из строя всего агрегата.
Особенно, если идёт речь об столь сильных поломках, таких как деформация головки или блока цилиндров. Если не устранить их своевременно, придётся делать капитальный ремонт двигателя.
Отметим, что трещины в данных узлах являются одними из самых сложных неисправностей. Возникают, как правило, после дорожно-транспортного происшествия при высоком уровне износа деталей или производственном браке.
Причины и признаки неисправности
Ниже описаны «симптомы», которые гласят о наличии трещины в головке или блоке.
Важно! Эти же признаки могут определять и иные неисправности! Поэтому не следует делать поспешные выводы.
- Мотор перегревается, вытекает антифриз или иная охлаждающая жидкость. Чтобы удостоверится, что проблема не в трещине, проверьте насколько хорошо затянуты болты ГБЦ, а также герметичность системы.
- Некорректно работает система управления температурой. Из-за перегрева деформируется головка блока цилиндров.
- Выход из строя пробки расширительного бачка, из-за чего происходит образование воздушных масс.
- В летний период года стрелка термодатчика резко скачет в разные стороны.

Также к симптомам можно отнести «троение», что особо сильно ощущается во время движения под горку.
Важно! Для того чтобы убедиться в наличии трещин, необходимо отвинтить свечу зажигания. После в прямом значении этого слова попробуйте жидкость со свечи на вкус. Если она оказалась сладкой, значит охлаждающая жидкость попадает в масло через трещину. В таком случае попробуйте долить масло в систему и завести автомобиль (при этом, не закрывая крышку расширительного бака). Если она сразу же будет кипеть – значит, микротрещина в ГБЦ стопроцентно присутствует.
Отметим, что часто трещины возникают возле втулки (направляющей или впускного клапана). В таком случае, придётся полностью заменить головку.
Ещё один из признаков – уход газов. Чтобы узнать, что причина именно в этом, рекомендуем надеть на расширительный бачок резиновую перчатку. Если со временем она надуется, значит, есть проблема.
Если со временем она надуется, значит, есть проблема.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
 Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
Проверка водой
Этот метод подобен к предыдущему. Вся разница межу ними заключается в том, что не нужно опускать головку воду, а совсем наоборот – её необходимо залить в головку:
- Проверьте всевозможные отверстия на факт герметичности.
- После влейте в воду канал.
- Далее, пользуясь насосом, накачайте воздух в канал.
- Оставьте обрабатываемую деталь на несколько часов. Если вы заметите, что вода ушла, значит, проблема с головкой и её нужно менять или в лучшем случае – ремонтировать (что обойдётся дешевле, но… не будет гарантировать длительность работы данной комплектующей).
Проверка ГБЦ на трещины
Чтобы проверить ГБЦ на трещины, её надо опрессовать, то есть герметично закрыть все отверстия, и дунуть воздуха в каналы. Если опустить головку в воду, то из трещины пойдут пузырьки. Или наоборот- заглушить все отверстия и налить воды в канал, после чего накачать насосом туда воздуха, создав давление 0,6-0,7МПа, и дать постоять так головке 1=2 часа. Если вода уйдёт- значит головка пробита.
Если вода уйдёт- значит головка пробита.
Существуют ещё красители, которыми подкрашивают воду. Их очень хорошо видно на трещине.
А закрываются отверстия в охлаждающей рубашке очень легко: на ник кладётся резиновая прокладка, которая чуть больше отверстия, сверху накладывается металлическая пластина, которая прикручивается болтом к головке. И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
Диагностика давлением
Данная методика выполняется несколькими способами: погружение в воду или без него. Как именно выполнять эти операции, читайте ниже.
Погружение в воду:
- Изначально закройте все каналы запчасти, на которые может негативно воздействовать вода.
- После этого поместите деталь в ёмкость, наполненную водой более 40 градусов Цельсия.
- Затем воспользуйтесь сжатым воздухом (в тех местах, где появятся пузырьки, есть трещина).

Процедура без «погружения» выполняется следующим образом:
- Как и в предыдущем случае, позаботьтесь о том, чтобы все канали ГБУ были закрыты.
- Налейте мыльный раствор на крышку.
- Подайте воздушные массы в контур «больной» детали. Если есть дефект, на этом месте образуются мыльные массы.
Как без сварки заделать сквозные дырки на кузове авто при помощи шпатлевки
Очаг сквозной коррозии, а попросту дырка, в днище автомобиля – это плата за комфорт в салоне. Его первоисточником являются не антигололедные реагенты, действующие снаружи, а влага, скапливающаяся под «пирогом» тепло-, шумо- и гидроизоляции. Поэтому при ее ликвидации работы ведутся преимущественно изнутри.
Если соблюдать все правила техники безопасности при сварочных работах, надо полностью демонтировать салон, включая обшивку. Это всегда очень затратно по времени. Поэтому вопрос о том, как заделать днище авто без сварки, весьма актуален. Причем большинство альтернативных способов дают не худший, а скорее лучший результат.

Заделать дыры в днище автомобиля без применения огневых работ можно двумя способами.
- Применяя композитные материалы – различные виды полимерных смол в сочетании с армирующим наполнителем и ускорителем реакции отверждения. При качественной обработке поверхностей они, кроме восстановления механической прочности, играют роль ингибиторов – замедлителей реакций химической и электрохимической коррозии;
- Устанавливая заплатки из листового материала на заклепки.
Дырки в днище обнаруживаются обычно снаружи, при осмотре автомобиля на яме или подъемнике. Признаками сквозной коррозии являются локальные вспучивания, которые при попытке их расковырять рассыпаются в труху.
При обнаружении подобных неприятностей вам надо вскрыть и удалить пирог тепло-, шумо- и гидроизоляции на полу в салоне на всем том участке, где лист железа, образующий пол, приварен к силовым элементам кузова – порогам, тоннелю и прочим. Тогда вы увидите всю картину повреждений и сможете принять меры профилактического характера в тех местах, где коррозия еще не стала сквозной.
Перед самим процессом заделывания прорех вам надо принять меры к замедлению процесса коррозии (остановить – это недостижимый идеал, к которому стоит стремиться). Для этого все лохмотья железа удаляются, а края, имеющие остаточную прочность, обрабатываются наждачной бумагой и металлической щеткой до появления блеска. Зачищенная поверхность обрабатывается преобразователями ржавчины. Например, составом «Цинкарь». Работы ведутся внутри и снаружи.
Работа имеет смысл, если общая поверхность сквозных дыр не превышает 15% площади пола.
Если очаг сквозной коррозии имеет диаметр не более 1 сантиметра, его можно просто замазать двухкомпонентным полимерным составом. Хороший результат дает клей Poxipol или набор для холодной сварки, похожий на пластилин.
Небольшое отверстие дает возможность применить так называемую катодную электрохимическую защиту. Найдите алюминиевый пруток, сделайте из него заклепку и заделайте ею дырку. В радиусе 20 см от нее коррозия остановится. Правда, заклепка будет постепенно разрушаться сама. Но на это может уйти лет пять.
Правда, заклепка будет постепенно разрушаться сама. Но на это может уйти лет пять.
В этом случае придется позаботиться и о том, чтобы восстановить механическую прочность. Если отверстие находится на плоском участке, то нет смысла возиться с эпоксидным составом и стеклотканью.
Действительно прочный композитный материал получается лишь при абсолютно точном соблюдении технологии – пропорций смешивания, режима сушки и многого другого. Используйте готовый материал подобного рода, например, текстолит. Имеющий толщину 3 мм, он не уступает по прочности листовому железу. Пластина может устанавливаться только на эпоксидный клей, но лучше применять комбинированное соединение, используя заклепки. Последние должны быть из алюминия, тогда они сыграют роль катодной защиты.
Заплатки на днище автомобиля
Дыры большой длины на месте стыков с силовыми элементами ликвидируются заплатками из листового железа или алюминия. Их нужно согнуть по форме стыка так, чтобы ширина зоны контакта с еще живым материалом была не менее 2 см.
Читать далее: Выбираем фары для автомобиля
Устанавливаются они на алюминиевые заклепки, использование эпоксидного состава будет нелишним. Особенно если используется листовое железо. Ведь вы не можете точно знать его состава и того, в какую сторону пойдет электрохимическая коррозия – будет ли она разрушать заплатку или кузов.
Полимерная смола сыграет роль ингибитора.
Окончательная герметизация щелей и отверстий проводится с помощью, например, комплекта Novol Plus 710. В него, кроме эпоксидного наполнителя и отвердителя, входит кусочек стеклоткани.
Стоит ли паять
Заделывать дыры в днище можно и с помощью пайки. Однако для прогрева металла толщиной от 0,5 мм обычные бытовые паяльники непригодны. Скорее всего, и строительный фен вам в этом не помощник. Надо использовать портативную газовую горелку, например, Super-Ego R355, которая стыкуется с небольшим – объем от 400 до 700 мл – баллоном для туристических печек.
Для пайки необходим припой и флюс.
 Припой используется легкоплавкий, с преимущественным содержанием олова или свинца. Флюс можно заменить электролитной кислотой. Соединение получается прочным, оно способно выдерживать большие вибрационные нагрузки.
Припой используется легкоплавкий, с преимущественным содержанием олова или свинца. Флюс можно заменить электролитной кислотой. Соединение получается прочным, оно способно выдерживать большие вибрационные нагрузки.Недостатков у пайки два.
- Она связана с огневыми работами, что повышает общую сложность ремонта. Этим можно пренебречь, если руки у вас растут оттуда, откуда надо;
- Основной материал припоя – свинец или олово – является веществом, имеющим меньший электроотрицательный потенциал, чем железо. Поэтому при их контакте возникает электрохимическая коррозия, в которой железо будет играть роль «жертвенного анода» и разрушаться.
Теперь вы имеете представление о том, как заделать днище авто без сварки. Если вы будете аккуратны и настойчивы в зачистке поверхностей, последующей их обработке и защите, то установленная заплатка может пережить и сам автомобиль.
Мастера на автосервисах чаще всего сгущают краски и говорят владельцу автомобиля, что гнилое днище требует долгой кропотливой работы, затраты множества материалов. Именно из этого и складывается такая высокая цена.
Именно из этого и складывается такая высокая цена.
При этом хозяина стараются не допускать к осмотру или проблемные участки показывают при слабом освещении. В этом случае обычную грязь можно принять за окисленный трухлявый металл, к которому стоит только прикоснуться и он осыпется.
С помощью таких небольших хитростей и сгущаются краски, что позволяет взвинтить цену.
Как сэкономить?
Если автовладелец желает сэкономить средства, ему необходимо делать предварительный осмотр днища самостоятельно. Для этого понадобятся:
- Подъёмник, смотровая яма, эстакада.
- Хорошее освещение: фонарь или переноска с мощной лампой.
- Молоток.
При помощи молотка необходимо простучать все подозрительные участки днища и определить степень их повреждения, чтобы приблизительно знать объём необходимых материалов.
Если всего вышеперечисленного нет под рукой или просто не хватает времени для тщательного осмотра, то на помощь придёт специальное зеркало для осмотра днища автомобиля. Оно позволит в общих чертах оценить состояние металла и получить приблизительное представление об объёме работ. Но полностью ситуация станет ясна только после тщательного осмотра.
Оно позволит в общих чертах оценить состояние металла и получить приблизительное представление об объёме работ. Но полностью ситуация станет ясна только после тщательного осмотра.
Сам процесс сварки несложен, его может освоить каждый человек в кратчайшие сроки. Бывает, больше времени занимает подключение и наладка оборудования. Легче всего осуществлять переварку днища автомобиля при помощи полуавтоматического сварочного автомата. Но зачастую такой ремонт просто невозможен без привлечения газосварки. Лучше всего, когда эти оба аппарата используются, они дополняют друг друга и позволяют повысить качество ремонта днища.
Как говорится: «Если хочешь сделать что-то хорошо – сделай это сам». Ремонт днища автомобиля не является исключением. Для его осуществления понадобится следующее оборудование:
- Полуавтоматический сварочный аппарат.
- Газосварка.
- Обычные ножницы по металлу или электрические.
- Болгарка (угловая шлифовальная машинка).
- Молотки различных размеров и конфигурации.
- Хорошее освещение.

Также необходимо запастись такими материалами:
- Кислород и карбид кальция (для газосварки).
- Углекислота и медная проволока (для полуавтоматического сварочного аппарата).
- Круги для резки и шлифовки по металлу на болгарку.
- Металл для латок.
Толщина металла
Чтобы ремонт днища автомобиля своими руками прошёл без проблем необходимо выбрать металл оптимальной толщины. Рекомендуемая его толщина варьируется от 1 до 2 мм. Но здесь следует учитывать квалификацию того, кто будет осуществлять сварочные работы. При работе с более тонким металлом нужно чётко соблюдать требования температурного режима во время осуществления сварки. Что, в свою очередь, зависит от отладки оборудования и качества расходников.
Более толстый металл труднее поддаётся обработке, но при этом его труднее повредить, испортить. Поэтому перед тем как приобретать расходные материалы необходимо реально оценить свою квалификацию как сварщика.
Читать далее: На что обратить внимание при покупке подержанного автомобиля?
Теперь можно приступать к подготовительным работам. В этом нет ничего сложного, и их нетрудно будет выполнить своими руками. Необходимо просто очистить от ржавчины все проблемные участки днища. Это можно делать двумя способами.
При помощи болгарки. В этом случае необходимо использовать как круги для резки, так и для шлифовки. Во время работы обязательно нужно следовать всем правилам по технике безопасности. Очистку труднодоступных мест от ржавчины лучше осуществлять газосваркой.
После ударения ржавого металла и коррозии, края поверхности к которой будут крепиться латки нужно хорошо зачистить. Желательно эту работу делать болгаркой. Теперь можно вырезать латки из металла и приступать к сварочным работам. Резку металла лучше осуществлять с помощью ручных или электрических ножниц по металлу. Это позволит сделать заготовки точного размера и сохранить ровные края. Резка металла, особенного тонкого, сваркой требует высокой квалификации.

Сварочный процесс
Осуществлять сварку днища желательно вдвоём. Одному человеку будет сложно одновременно фиксировать латку и обваривать её. Если металл накладывается на ровную поверхность, то быстрей фиксировать его при помощи полуавтоматического сварочного аппарата.
Если необходимо сделать изгиб, следует прибегнуть к газосварке. При нагревании металл становится мягким и его при помощи молотка можно подгибать и придавать нужную конфигурацию. При этом не стоит забывать, что высокая температура снижает свойства металла. Другим вариантом в этом случае может стать специальное приспособление, предназначенное для создания изгибов на металлических заготовках.
Источник
Электросварка
Для начала нужно засверлить «больные» места инструментом с целью, чтобы они прекратили увеличиваться в объёме. После их необходимо зашлифовать.
Итак, в начале работы разогреваем блок до 650 градусов Цельсия, после чего при использовании специального прутка делаем шов. Чтобы предотвратить его окисление, нужно использовать буру.
Чтобы предотвратить его окисление, нужно использовать буру.
В итоге после окончания работ на поверхности должен быть ровный слой (выступ которого не боле двух мм.). Следующий этап – это термошкаф (охлаждение в нём).
Ремонт трещины ГБЦ – сварка и штифты
Как провести такой ремонт? Нелегко, но возможно! Главное, чтобы трещина не проходила через сами цилиндры, а также гнезда клапанов. Можно ремонт трещины ГБЦ своими руками выполнить при помощи эпоксидки и стеклоткани, а можно и сваркой воспользоваться, а также поставить штифты. Сварка может использоваться и газовая, и электрическая.
Технология работ протекать будет следующим образом:
1. Если блок из чугуна, то трещину надо сверлом ф5 мм. засверлить с обоих ее концов, а потом разделать ее вдоль зубилом на 80% толщины стенки блока;
2. Прежде чем начать сварочные работы, ГБЦ полагается нагреть до +600С;
3. Используя газовую горелку и чугуномедный пруток, специалист должен наварить непрерывный слой металла. Допускается выступ шва максимум на 1,5 мм.;
Допускается выступ шва максимум на 1,5 мм.;
4. Когда блок благополучно заварен, его надо плавно охладить, используя термошкаф.;
5. Заваривать трещину ГБЦ можно и без проведения разогрева. Но тут надо использовать не газовую сварку, а электрическую.;
6. Сварочный шов с целью дополнительной защиты и надежной герметизации надо покрыть эпоксидкой.
Можно попробовать установить штифты – так тоже заделываются трещины ГБЦ:
1. И снова сверлом засверливаем 4-5 мм. оба конца злополучной трещины;
2. Аналогичным сверлом нужно насверлить отверстий и вдоль всей трещины, выдерживая интервал меж ними 6-8 мм.;
3. Теперь надо взять метчик и создать в отверстиях резьбу. По ней следует потом вкрутить медные вставки, оставив торчать наружу концы максимум 2 мм.;
4. Теперь между установленными штифтами следует сверлить новые отверстия. Делать это надо так, чтобы новые отверстия могли перекрывать на 1-2 мм. старые;
5. В новые отверстия аналогично нужно ввернуть штифты. Должна получиться непрерывная полоса из штифтов, солединенных друг с другом.
Должна получиться непрерывная полоса из штифтов, солединенных друг с другом.
Конечно, ремонт трещины ГБЦ легким делом не назовешь в любом случае. Не каждый автовладелец может провести данное мероприятие своими силами. При сомнении в успешном исходе гораздо выгоднее обратиться в автосервис.
Видео о том как проверить ГБЦ на микротрещины:
Видео о том как можно отремонировать ГБЦ автомобиля ВАЗ:
Источник
Приварка заплаты
Чтобы выполнить данную операцию, необходимо подобрать кусок металла, соответствующий размеру трещины. Далее нужно приварить подобранный материал. Следующий этап – это шлифовка и покрытие специальной пастой обрабатываемой местности.
Ну что же, теперь вам известно, что такое трещина головки блока цилиндров, а также как бороться с этой проблемой. В любом случае лучше предостеречь поломку, нежели бороться с ней.
Трещина в блоке цилиндров
Деформации ключевых элементов двигателя, таких как блок цилиндров и головка блока цилиндров, являются серьезными неисправностями, которые при несвоевременном устранении могут привести к необходимости капитального ремонта мотора. Образование трещин в блоке цилиндров двигателя и головки блока цилиндров — одна из самых сложных поломок в автомобиле. Возникнуть трещины могут по причине удара (например, при ДТП), из-за высокого износа или производственного брака. В рамках данной статьи рассмотрим, как определить, что треснул блок цилиндров двигателя или ГБЦ, и что с этим можно сделать.
Образование трещин в блоке цилиндров двигателя и головки блока цилиндров — одна из самых сложных поломок в автомобиле. Возникнуть трещины могут по причине удара (например, при ДТП), из-за высокого износа или производственного брака. В рамках данной статьи рассмотрим, как определить, что треснул блок цилиндров двигателя или ГБЦ, и что с этим можно сделать.
Преимущества перед традиционными способами ремонта трещин:
- восстанавливаемая деталь не подвергается воздействию высоких температур;
- нет необходимости в наличии печи для постепенного остывания детали после нагрева;
- отсутствует вероятность возникновения новой трещины из-за появления остаточного механического напряжения в зоне шва;
- надежность шва при термических и динамических нагрузках;
- наличие дополнительной герметизации шва;
- значительное сокращение времени ремонта;
- возможность устранения трещин и пробоев без демонтажа или разборки двигателя.
Для применения данного вида ремонта существуют ограничения, это малая толщина восстанавливаемой детали и недостаточный доступ к трещине.

Симптомы образования трещины в блоке цилиндров и головке блока цилиндров
Есть несколько признаков, при обнаружении которых стоит бить тревогу и отправлять двигатель на диагностику. Они могут указывать, как на образование трещин в двигателе, так и на другие неисправности. Наиболее часто о трещинах в блоке цилиндров и ГБЦ свидетельствует:
- Регулярный перегрев двигателя. Если из-за трещины система перестала быть герметичной, это приведет к вытеканию охлаждающей жидкости и постоянному перегреву двигателя. Также такая проблема может возникать из-за прогара или других дефектов прокладки блока цилиндров;
- Проблемы с работой прибора для контроля температуры (термопары). Это чревато сильным перегревом двигателя и его деформацией;
- В расширительном бачке не держится давление и образуются воздушные пробки;
- Некорректные показатели датчика температуры. Если стрелка датчика температуры хаотично меняется, то в большую, то в меньшую сторону, это может указывать на резкие скачки температуры самого двигателя при работе;
- Вибрации двигателя. Один из наиболее очевидных признаков наличия трещин в блоке цилиндров. Если двигатель излишне вибрирует или “троит”, особенно при движении в горку, это может указывать на наличие микротрещин в блоке двигателя.
 Один из наиболее очевидных признаков наличия трещин в блоке цилиндров. Если двигатель излишне вибрирует или “троит”, особенно при движении в горку, это может указывать на наличие микротрещин в блоке двигателя.
Один из наиболее очевидных признаков наличия трещин в блоке цилиндров. Если двигатель излишне вибрирует или “троит”, особенно при движении в горку, это может указывать на наличие микротрещин в блоке двигателя.Как обнаружить трещины в блоке цилиндров
Далеко не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный заметный на глаз дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматической опрессовки;
- Использования ультразвукового сканирования;
- Применения специализированного магниточувствительного оборудования;
- Гидроконтроля.
Каждый из этих способов позволяет установить, имеются ли микротрещины в блоке цилиндров, и где они конкретно находятся. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров используют метод поиска трещины с помощью воды или воздуха.
Суть данного метода проста — внутрь блока цилиндров закачивается вода, и если она просачивается, значит, в этом месте имеется трещина. При использовании воздуха внутрь закачивается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
При использовании воздуха внутрь закачивается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва.
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Читать дальше: Astra h диагностический разъем
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.

Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
С течением времени многие агрегаты автомобиля изнашиваются, выходят из строя или, что еще хуже, ломаются. Сегодня мы вам поведаем, как самостоятельно устранить образовавшиеся в головке и блоке двигателя трещины.
Ремонт трещины головки блока цилиндров своими руками
Самое подробное описание: ремонт трещины головки блока цилиндров своими руками от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе.
В головке блока цилиндров трещины возникают из-за механических повреждений и нарушении температурного режима, перегрева или замерзания антифриза. ГБЦ невозможно восстановить в случае прохождения трещины через цилиндры или гнезда клапанов. В других случаях ремонт возможен. Рассмотрим 4 способа ремонта.
Рассмотрим 4 способа ремонта.
Перед рассмотрением стоит заметить, что самостоятельный ремонт ГБЦ возможен только при наличии специального оборудования и соответствующих навыков. Во всех иных случаях нужно вовремя обратиться за помощью в профессиональный сервис, например, ОЕМ-Сервис. В противном случае трещина может разростись и привести к более серьезным поломкам.
В случае чугунного блока, трещина засверливается с концов сверлом диаметров в 5 миллиметров, а вдоль разделывается зубилом под прямым углом на глубину 0.8 от толщины стенки.
Непосредственно перед сварочными работами головку блока нагревают до 600 градусов, с помощью газовой горелки и чугуномедного прутка наваривается непрерывный слой металла, толщина выступа не должна превышать 1-1.5 миллиметров.
Нет видео.
| Видео (кликните для воспроизведения). |
По окончанию заваривания блок плавно охлаждается с использованием термошкафа. Трещину можно заваривать без дополнительного разогрева блока, для этого используют электросварку. Оставшийся сварочный шов покрывается для дополнительной защиты эпоксидкой.
Оставшийся сварочный шов покрывается для дополнительной защиты эпоксидкой.
Необходимую поверхность блока обрабатывают металлическим диском-насадкой на УШМ или дрель, а концы трещины засверливают сверлом диаметром 3-4 миллиметра. В отверстиях нарезают резьбу под ремонтные заглушки из меди или алюминия.
Ремонтные вставки-заглушки вворачивают заподлицо, а трещину разделывают под углом 60-90 градусов зубилом на глубину до 0.8 от толщины стенки блока. В районе трещины, по поверхности, зубилом создают насечки, после чего поверхность обезжиривается растворителем.
Пасту из эпоксидных смол наносится в два слоя, толщина каждого не менее 2 миллиметров. Для отвердения пасты выжидают около суток, затем производят чистовую обработку поверхности шлифовальной машинкой.
Производим предварительную подготовку поверхности трещины, аналогично предыдущему способу. На первый слой нанесенной эпоксидной пасты наносится стеклотканевая заплатка толщиной 0.2-0.3 мм. Каждый последующий слой эпоксидки и стеклоткани должен перекрыть прошлый на 1-1. 5 см с каждой стороны. Всего наносится до 7-8 слоев.
5 см с каждой стороны. Всего наносится до 7-8 слоев.
Оба конца трещины засверливаются сверлом диаметром 4-5 миллиметров. Таким же диаметром рассверливаем отверстия вдоль всей трещины с расстояниями между отверстиями до 6-8 миллиметров. В отверстиях нарезают метчиком резьбу и ввертывают медные вставки, оставляя на поверхности выступающие концы высотой до 1.5-2 мм.
Затем сверлят новые отверстия между уже установленными штифтами таким образом, чтобы новые отверстия перекрывали старые на 1-2 миллиметра. Аналогично в них вворачивают штифты, получая непрерывную полосу из штифтов, соединенных друг с другом.
Молотком концы штифтов расклепывают, создавая, таким образом, шов. Сверху шов дополнительно покрывается эпоксидной пастой.
Здравствуйте! Трещины в блоке двигателя – это, конечно, весьма печально, и образоваться такая неполадка может абсолютно в любой момент!
Такого рода неисправности желательно сразу же диагностировать и устранять, не откладывая. Трещины хорошо устраняются сваркой. Поэтому, хочу спросить, возможно ли сварить трещины в ГБЦ? Насколько сильно должны быть выражены неисправности? Есть ли какие-нибудь правила при сварке?
Поэтому, хочу спросить, возможно ли сварить трещины в ГБЦ? Насколько сильно должны быть выражены неисправности? Есть ли какие-нибудь правила при сварке?
Заделывать трещины с помощью сварки можно только условиях:
1. Размеры трещин. Исправляются, конечно же, только небольшие трещины. Крупные встречаются, как правило, редко. И обычно деталь непригодна для ремонта и дальнейшей эксплуатации
2. Не поддаются трещины сварке в зеркалах цилиндров, клапанных гнездах, а также на стыках блока и ГБЦ.
Трещины в ГБЦ поддаются электросварке. Концы трещины засверливаются и шлифуются. Делается это для того, чтобы избежать ее дальнейшего роста. Далее с помощью электросварочного прибора накладываем в углубление сварной шов.
Что делать, если обнаружилась трещина в головке блока цилиндров между клапанами? Стоит ли самостоятельно заваривать? Может быть, гораздо безопаснее будет обратиться в сервисный центр?
Я, кстати, с Вами полностью согласен. С головкой блока цилиндров не следует проводить никаких манипуляций своими руками. Кстати, от чего может бошка треснуть? Как правило, от резких перепадов температур, а также в том случае, если на перегретый двигатель вы лили холодную воду.
Кстати, от чего может бошка треснуть? Как правило, от резких перепадов температур, а также в том случае, если на перегретый двигатель вы лили холодную воду.
Трещины такого размера и расположения, какие вы показали, можно вполне заделать самому, не прибегая к помощи авторемонтеров. В этом случае применима электросварка и засверливание. Для сварки понадобится также флюс и металлическая подложка.
Если ширина трещины не превышает 0.1 см (а при такой ширине она длинной не будет), то заваривать ее не следует. По одной простой причине, что при сварке качество металла снижается и возможно образование трещин вокруг места сварки!
Существует несколько методов устранения трещин в блоке ДВС:
1. Электросварка с затвердением краев трещины. В принципе, разобрали, че это такое, согласен, правильно описали; =)
2. Медный электрод + эпоксидная смола. Используется в случае приваривания металлической заплатки на место трещины. Размер должен быть более внушительным. Сварка происходит электродами, а эподксидка в качестве укрепляющего компонента кладется на швы;
3. Эподксидная смола. Просто замазываем трещины и подвергаем ее термообработке;
Эподксидная смола. Просто замазываем трещины и подвергаем ее термообработке;
4. Эпоксидка + стеклоткань. Используются в качестве заплатки, хорошо применять. Если трещина представлена паутиной;
5. Метод штифтов. Просверливаем дырочки по всей трещине на расстоянии 5 мм друг от друга. Вкручиваем медные штифты, а затем пригибаем их друг к другу. Полученный металлический слой покрываем эпоксидной смолой.
Последний метод устранения с помощью штифтов не очень эффективный. И отдает советским прошлым. Гораздо проще и быстрее заварить трещину.
Не соглашусь с вами. Как раз-таки последний метод мне показался наиболее удачным. Главное в нем – точность, которая заключается в нарезке штифтов определенной толщины и тщательном их всверливании. Замазка только эпоксидиановой смолой вообще не даст никаких результатов, состав быстро отвалится.
Один из самых важных этапов – обезжиривание и зачистка поверхности. Если этого не сделать, то смола естественно отвалится, а сварка будет сделана некачественно. Это первое правило.
Это первое правило.
Второе: делаем потихоньку и не торопимся. Я сам сваривал трещину в ГБЦ, еще на предыдущей машине. Процесс самой сварки занял минуты, основное время ушло на подготовку и…
Третье: охлаждение. Важнейший процесс. Охлаждать следует очень медленно, в противном случае, место сварки станет сильно хрупким!
| Видео (кликните для воспроизведения). |
Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Трещина в ГБЦ возникает в результате неправильной работы двигателя вследствие перегрева и сдвига напряжений в металле.
Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.Далее рассмотрим некоторые случаи трещин между системой охлаждения и другими системами двигателя.
Масляная система— при смешивании масла и тосола в двигателе вместо масла появляется эмульсия, беловатая пена, как у бисквитного теста, а в расширительном бачке системы охлаждения образуется масляная плёнка.
Впускной канал— если в него начинает попадать ОЖ, то в первую очередь она отмоет поршни до блеска, можно посмотреть через свечное отверстие,- поршни будут как новые. И при попадании в камеру сгорания- это как раз то случай, когда может пойти белый дым из выхлопной трубы, хотя не факт, что он пойдёт.
С каналом выпуска— тут ОЖ просто вылетит в трубу в виде пара. Двигатель постоянно выпускает пар и заметить что-либо в данном случае вряд ли получится, проста будет уходить жидкость из бачка. Скорее всего, даже запаха отработавших газов в бачке не будет.
С камерой сгорания— через трещину часть жидкости пойдёт в камеру сгорания, но очень малое количество, всё из-за разницы давления. В двигателе при сгорании топлива образуется большое давление, и выхлопные газы через эту самую трещину попадают в систему охлаждения, повышая давление в ней. Из-за этого раздуваются патрубки, а из бачка воняет выхлопными газами. Но жидкость также может пойти и в камеру сгорания- система охлаждения всё ещё находится под давлением, а в камере сгорания уже пошло разрежение и начал засасываться воздух. Из-за разницы в давлении ОЖ начинает просачиваться в камеру сгорания. Признаком такой трещины будут чистые поршни (не всегда), запах в бачке, упругие патрубки и холодный радиатор печки (воздушная пробка).
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
—между клапанами— трещина сразу видна, проходит под сёдлами двух соседних клапанов.
—между свечой и клапаном— та же ситуация, опять же, всё на виду и никуда не надо заглядывать
—в дизельном двигателе трещина может пойти от клапана в сторону форкамеры, такую трещину легко заметить, но как её увидеть, если она образуется под форкамерой и не выходит наружу?
—под направляющей клапана— ещё одно злачное место, где не видно трещины, во-первых, в канале и так темно, а во-вторых, трещина прикрыта направляющей втулкой. Тут нужен другой подход, а не только визуальный. Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Чтобы проверить ГБЦ на трещины, её надо опрессовать, то есть герметично закрыть все отверстия, и дунуть воздуха в каналы. Если опустить головку в воду, то из трещины пойдут пузырьки. Или наоборот- заглушить все отверстия и налить воды в канал, после чего накачать насосом туда воздуха, создав давление 0,6-0,7МПа, и дать постоять так головке 1=2 часа. Если вода уйдёт- значит головка пробита.Существуют ещё красители, которыми подкрашивают воду. Их очень хорошо видно на трещине.
А закрываются отверстия в охлаждающей рубашке очень легко: на ник кладётся резиновая прокладка, которая чуть больше отверстия, сверху накладывается металлическая пластина, которая прикручивается болтом к головке. И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
Качественно заделать трещину получится только с помощью сварки. Никаким клеевым составом не получится качественно заделать трещину в головки, потому что при нагревании до рабочих температур головка будет расширяться и трещина будет становиться больше, то есть нужен состав для заделывания трещины, который имел бы такие же линейные температурные расширения, как и материал головки, к тому же быть устойчивыми к другим нагрузкам. Всего этого возможно добиться только сваркой.
Перед сваркой трещину необходимо разделать, для этого фрезерной машинкой высверливают металл по всей длине трещины. Канавка должна получиться достаточно глубокой, 6-8 мм в глубину и примерно такая же по ширине, по форме желательно сделать клиновидной. Это поможет лучше проварить металл. Для разделки трещины между сёдел, сначала нужно извлечь сёдла, а только потом разделать трещину.После разделки трещин головку надо нагреть до температуры 200-250°C, но не выше, чтобы головку не повело. Нагрев позволяет снизить напряжения в металле, возникающие при сварке. Для нагрева лучше всего использовать ацетиленовую горелку либо печь, но нельзя использовать паяльную лампу, потому что её можно легко перегреть ГБЦ.
Для сварки головки блока цилиндров можно использовать газовую сварку с использованием присадочного материала, но лучшие результаты даёт аргонно-дуговая сварка (TIG). К головке подключается масса, а дуга горит в среде аргона между вольфрамовым электродом и головкой, куда подсовывают алюминиевую присадочную проволоку.После сварки шов надо зачистить, повторно опрессовать, и если всё хорошо, то поверхность, прилегающую к блоку, отфрезеровать, чтобы была идеально ровной.
Нередко возникают такие поломки двигателя, которые ставят владельцев автомобиля перед сложным вопросом: покупать другой или попробовать отремонтировать этот? Если принять решение покупать новый мотор, то на него нужно будет найти деньги, искать в продаже необходимую модель. Если же принято решение ремонтировать, то возникает другой вопрос: насколько надежным будет результат ремонта?
Одними из самых неприятных поломок являются трещины или пробоины. При использовании продукции и оригинальной технологии компании Seal-Lock проводится качественный и эффективный ремонт трещин и пробоин в корпусе двигателя. Этот способ имеет преимущества перед широко распространенными способами восстановления, такими, как сварка и применение клеевых составов. Технология не требует нагрева чугунных или силуминовых деталей, а значит, не будет остаточных напряжений в зоне шва, приводящих к появлению новых трещин. Кроме того, она обеспечивает долговечную герметизацию.
Процесс ремонта заключается в установке специальных скрепок и конических болтов, препятствующих ее дальнейшему увеличению. В дальнейшем специальным пневмомолотом проковывается зона ремонта. Это обеспечивает полную ликвидацию трещины. Полученный шов выдерживает большие механические и термические нагрузки и обеспечивает нормальную эксплуатацию автомобиля. Ремонт межседельных трещин устраняется по той же технологии.
- Визуальный осмотр на наличие трещин, применение ультразвуковых или магнитопорошковых методов обнаружения скрытых трещин.
- Определение границы трещины и засверливание по краям для исключения дальнейшего развития.
- Высверливание боковых отверстий для установки скрепок перпендикулярно трещине. Скрепки, изготовленные из высокопрочной стали и термически обработанные, останавливают дальнейшее расширение трещины при установке винтов (этот процесс описывается ниже). Производится предварительная проковка скрепок специальным пневмомолотом Seal-Lock.
- Следующий этап – это установка специальных конических винтов вдоль всей трещины между установленными уже скрепками. Для каждого винта сверлится отверстие, нарезается резьба специальным коническим метчиком. Каждое отверстие смазывается герметикам Seal-Lock для предотвращения образования пустот в зоне заделки. Термостойкость герметика – 1700 ?С.
- Установка винта в резьбовое отверстие (селанс – для чугунных деталей, алюмаланс – для деталей из алюминия) с усилием, необходимым для плотного натяга в витках резьбы. Оставшаяся на поверхности часть срезается и рядом, вдоль трещины, высверливается отверстие так, чтобы засверлилась часть материала срезанного винта. И так далее до заполнения всей трещины.
- Проковка пневмомолотком металла скрепок, винтов и самой ремонтируемой детали. Таким образом создается непрерывный ряд из материала заглушек, соединенных между собой и деталью на молекулярном уровне. Он представляет собой бесшовное соединение.
- Шлифовка места ремонта. Если требуется, производится опрессовка под давлением.
По этой технологии устраняются пробоины в блоке двигателя. Место пробоя обрабатывается, чтобы оно приняло форму для упрощения изготовления заплатки. Изготовленная заплатка при установке плотно прилегает к посадочному месту. По полученному стыку двух деталей устанавливаются с перекрытием конические болты.
При таком способе ремонта, если дефект находится в легкодоступном месте, устранение неисправности возможно без демонтажа или разборки двигателя.
Резюмируя вышеописанную технологию Seal-Lock, упростить и сделать надежным ремонт позволило применение особого материала скрепок и винтов. Эти детали изготовлены из прочного и одновременно пластичного сплава, способного при небольших нагрузках и без нагрева связать между собой металлы на молекулярном уровне.
- восстанавливаемая деталь не подвергается воздействию высоких температур;
- нет необходимости в наличии печи для постепенного остывания детали после нагрева;
- отсутствует вероятность возникновения новой трещины из-за появления остаточного механического напряжения в зоне шва;
- надежность шва при термических и динамических нагрузках;
- наличие дополнительной герметизации шва;
- значительное сокращение времени ремонта;
- возможность устранения трещин и пробоев без демонтажа или разборки двигателя.
Для применения данного вида ремонта существуют ограничения, это малая толщина восстанавливаемой детали и недостаточный доступ к трещине.
В современном мире технологии не стоят на месте, и ученые все больше и больше изобретают удобные методы восстановления материалов. Восстановить головку или блок цилиндров из алюминия теперь довольно просто с помощью порошкового напыления. При этом не важно в каком состоянии находиться изделие, раковины, сколы и трещины убираются без следа.
Гибридные грузовики (Hybrid)
Как заменить резистор вентилятора на Пежо 308, 408 своими руками
очень интересно купить установку. сколько стоит? или где можно воспользоваться услугой?
С течением времени многие агрегаты автомобиля изнашиваются, выходят из строя или, что еще хуже, ломаются. Сегодня мы вам поведаем, как самостоятельно устранить образовавшиеся в головке и блоке двигателя трещины.
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Вы можете также приварить заплатку, для этого вам понадобятся медные электроды, обернутые жестью. В завершение швы необходимо покрыть эпоксидной пастой.
Эпоксидную пасту, о которой мы уже упомянули, можно использовать для устранения трещин в головке и блоке двигателя еще и другим способом. Для этого необходимо зачистить их поверхность, просверлить на концах трещины небольшие отверстия, после в них следует нарезать резьбу и ввернуть заподлицо заглушки из меди или алюминия. Затем необходимо обезжирить поверхность (для этого подойдет ацетон или бензин). После с помощью шпателя нужно наносить слой за слоем, в результате у вас должен получиться слой толщиной 3-4 миллиметра. После этого в течение суток эпоксид должен застыть, а если создать стоградусную жару, то он затвердеет за пару часов. В завершение следует отшлифовать поверхность и готово!
Для третьего способа ликвидации трещин нам вновь потребуется эпоксидная паста и стеклоткань, которую будем использовать в качестве заплатки. Подготовительный этап к работе аналогичен выше представленному, только каждый слой пасты нужно чередовать со стеклотканью. Не пожалейте, делайте заплатку с запасом в несколько миллиметров, иначе результат будет неудовлетворительным. Последний слой должен быть эпоксидным.
И завершающий на сегодня, но не последний в общем списке, вариант реанимирования трещин блока и головки двигателя – с помощью штифтов. Для этого в самом начале по всей трещине просверливаем отверстия на расстоянии 7-8 мм друг от друга. Нарезаем резьбу и ввертываем прутки из меди на глубину соответствующую толщине стенки. Затем обрезаем их ножовкой, оставляя выступающие над поверхностью детали на несколько миллиметров концы. После несильными ударами расчеканиваем концы штифтов, которые и образуют сплошной шов. Для закрепления результата в завершение можно покрыть это все эпоксидкой.
Мы описали наиболее подходящие для самостоятельного устранения трещин в головке и блоке двигателя варианты, однако на этом неприятности с авто, к сожалению, не заканчиваются, проблемы могут еще возникнуть при износе распредвала, а также при отработке амортизаторов. В любом случае, не отчаивайтесь, все это легко устранить своими руками, лишь следуя нашим нехитрым рекомендациям.
Чем еще заделывают трещину в блоке цилиндров
Процедура такого ремонта заключается в следующем:
Его разрабатывают для ремонта прокладок головки блока и треснувших блоков и головок цилиндров. Течь может устранить тосол (антифриз) через прокладку головки блока. Ремонтирует треснувшие чугунные или алюминиевые головки, блоки двигателя с прочностью сварки.
Не растворяется, не вымывается, выдерживает высокое давление, перепады температур, выдерживает вибрацию. Эта формула содержит комбинацию тонких керамических волокон, которые придают отремонтированному участку способность отремонтировать повреждения с большим сечением и прочностные дополнительные характеристики. Упаковка рассчитана от 10 до 22 л на систему охлаждения.
Периодически контролируйте состояние отремонтированного узла, чтобы не остаться в пути без охлаждающей жидкости или без масла.
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
Опытный автомобилист знает, что работа автомобиля зависит от работоспособности двигателя. А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
Стрелкой отмечен дефект поверхностиРассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
- Моторная жидкость пенится, в ней появляются пузырьки. Если в головке образовалась трещина, в масло может попадать охлаждающая жидкость. В этом случае антифриз будет уходить из расширительного бачка по неизвестной причине. Если нужно постоянно доливать хладагент в систему, это должно насторожить хозяина машины. В этом случае в расширительном бачке антифриза будет образовываться масляная пленка — это точный симптом появления микротрещины в головке двигателя.
При такой неисправности в теплую погоду температура мотора будет то падать, то подниматься. Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить. - Троение двигателя. ДВС очень вибрирует, особенно при езде в гору. Этот симптом является следствием образования микротрещины. Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.
Если во впускной клапан будет попадать ОЖ, то при долгой езде она в буквальном смысле слова отмоет поршни до идеальной чистоты. Проверить это легко: открутить свечи и посмотреть на состояние поршней.
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон головки блока цилиндров установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.
Металлическая стружка для диагностикиЧтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.
Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
Ремонт трещин блока желательно проводить при помощи сварки, этот метод является наиболее эффективным и надежным.
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
Автор статьи: Антон Кислицын
Я Антон, имею большой стаж домашнего мастера и фрезеровщика. По специальности электрик. Являюсь профессионалом с многолетним стажем в области ремонта. Немного увлекаюсь сваркой. Данный блог был создан с целью структурирования информации по различным вопросам возникающим в процессе ремонта. Перед применением описанного, обязательно проконсультируйтесь с мастером. Сайт не несет ответственности за прямой или косвенный ущерб.
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 3.6 проголосовавших: 14Сварка, ремонт алюминиевых и чугунных головок блока цилиндров (ГБЦ) Киев
Предлагаем услуги по ремонту чугунных и алюминиевых ГБЦ под ключ в одном месте. Можем предложить следующие услуги:
- Снятие ГБЦ с авто;
- Диагностика ГБЦ, проверка головки блока цилиндров на герметичность;
- Сварка трещин между клапанами, сколов, наплавка каналов и т.д.;
- Расточка, установка седел, шлифовка ГБЦ;
- Установка ГБЦ на авто.
Звоните, будем рады Вам помочь! Часть наших работ можно посмотреть в галерее по ссылке.
В результате продолжительной эксплуатации автотранспорта, происходит не только постепенный износ двигателя, но и образование трещин в головке блока цилиндров (ГБЦ) двигателя. Причиной всего этого может быть как неправильная эксплуатация или плохое качество топлива, так и, пожалуй, механические повреждения.
Для надежного восстановления ГБЦ необходимо обеспечить соответствие линейных температур расширения материала головки двигателя и используемого состава для заделки трещины. Всего этого можно добиться с помощью сварки.
5 основных этапов ремонта головки блока цилиндров с помощью сварки:
=> Диагностика ГБЦ
=> Обнаружение дефектов и трещин;
=> Подготовка головки блока цилиндров к сварочным работам — на данном этапе трещину полностью растачивают с помощью сверла или фрезы до монолитного металла и придают ей клиновидную форму, прилежащую зону зачищают начисто и обезжиривают;
=> Непосредственная сварка головки двигателя с помощью аргонно-дуговой сварки (TIG) а также механическая зачистка, шлифовка полученного шва;
=> Контрольная проверка ГБЦ на герметичность с помощью газа и воды;
Заказать профессиональную сварку, восстановление или ремонт головки блока цилиндров (ГБЦ) в Киеве Вы можете позвонив нам.
Мы предлагаем:
— высокое качество всех предоставляемых услуг и реальную экономию Ваших денег;
— проверку ГБЦ на трещины и герметичность;
— ремонт трещин и восстановление головки блока цилиндров двигателя;
— шлифовку и полировку головки блока цилиндров;
— гарантию на весь перечень предоставляемых услуг.
Головка блока цилиндров Midwest и машина
Часто задаваемые вопросы
1. Какова ваша политика гарантии на головку блока цилиндров и блок цилиндров и как она работает?2. Какова ваша политика перевозки?
3. Какова ваша основная депозитная политика?
4. Можно ли устранить любую трещину или повреждение?
5. Вы выполняете дуговую сварку чугунных головок и блоков?
6. Почему я должен выбрать сварную головку или блок? 1.Какова ваша политика гарантии на головку блока цилиндров и блок цилиндров и как она работает?
Все восстановленные головки цилиндров гарантированно не имеют дефектов материалов и изготовления. Гарантия на все автомобильные головки цилиндров составляет шесть месяцев или 6000 миль пробега, в зависимости от того, что наступит раньше. Гарантия на головку блока цилиндров ограничивается заменой неисправной головки, необходимой для установки прокладки.
Гарантия не распространяется на масло, масляный фильтр, антифриз и повреждения, возникшие в результате потери времени или использования автомобиля.Первоначальная гарантия не продлевается в результате ремонта или замены.
Гарантия аннулируется, если головка имеет признаки перегрева.
Гарантия также аннулируется, если головка деформируется в результате перегрева или неправильного затяжки болтов головки. В случае неисправности немедленно свяжитесь с Midwest Cylinder Head and Machine. Все дефектные головки цилиндров должны быть возвращены неочищенными. Головка блока цилиндров должна быть маркирована и упакована в коробку. К головке блока цилиндров должны прилагаться заполненная форма гарантийной претензии и оригинал заказа на ремонт.
Наверх
2. Какова ваша политика перевозки?
Все входящие товары для ремонта доставляются на условиях FOB Невада, штат Айова. Все восстановленные головки будут возвращены за доставку.
Наверх
3. Какова ваша основная депозитная политика?
Покупателю будет выставлен счет «Основной депозит» за любую головку, которую мы отправляем со склада на бирже.
Депозит за сердечник будет возвращен при получении такой же перестраиваемой головки. Если сердечник неприемлем для восстановления, покупателю будет предоставлена возможность отправить другой аналогичный сердечник или внести залог за сердечник.Ядро должно быть возвращено в течение 30 дней с даты выставления счета для полного кредита. Сердечники, возвращенные по истечении 30 дней с момента выставления счета, будут возвращены только за стоимость отливки.
Наверх
4. Можно ли устранить любую трещину или повреждение?
В большинстве случаев ответ положительный. Некоторые вещи, которые могут повлиять на нашу способность ремонтировать предмет:
Ваша головка или блок сделаны из «грязного» материала. Это означает, что чугун, из которого сделана ваша головка или блок, содержит много примесей.Новый чугунный материал, добавленный к нему, не будет связываться с исходным материалом. Другими словами, сварной шов не будет прилипать.
Головка выходит за пределы обработки. Это означает, что головка или блок подвергались поверхностной обработке слишком много раз и были бы слишком тонкими, чтобы должным образом сжать прокладки головки блока цилиндров, если бы они снова были подвергнуты поверхностной обработке. Либо головку много раз переделывали и седла клапанов большого диаметра. Если бы мы вставили в голову седло большего диаметра, мы бы врезались в водные полости головы.Если бы это произошло, то нам пришлось бы сваривать посадочные места головы и перерезать их для меньших посадочных мест. Вся эта сварка будет стоить так дорого, что, наверное, лучше найти другую головку, которая не требует столько сварки.
Наверх
5. Вы выполняете дуговую сварку чугунных головок и блоков?
Нет. То, что мы делаем, называется «сварка чугуна плавлением в печи». Головки и блоки медленно нагревают до нужной температуры в больших печах, а затем сваривают горелкой, чугунным прутком и флюсом.По окончании сварки их медленно охлаждают в течение ночи, чтобы избежать появления новых трещин и снять внутреннее напряжение в свариваемом изделии. Все алюминиевые головки свариваются только методом TIG.
Наверх
6. Почему лучше выбрать сварную головку или блок?
Головка или блок, отремонтированные сваркой, стоят меньше, чем новые или бывшие в употреблении. Если это не обычный двигатель, то во многих случаях вы не можете найти новый или подержанный. Старинные, морально устаревшие двигатели и детали иногда бывают тяжелыми.или невозможно найти. Во всех случаях сварные головки и блоки остаются как новые, а во многих случаях даже прочнее оригинальной литой конструкции.
Влияние вариантов наполнителя и термообработки после сварки (PWHT) на микроструктуру и механические свойства чугуна, сваренного методом TIG, FC 250
* Автор, ответственный за переписку: [email protected]
Сварочная головка цилиндра: The Влияние вариаций наполнителя и термической обработки после сварки
(PWHT) на микроструктуру и механические свойства
чугуна FC 250
Wikan Jatimurti1,*, Mas Irfan P.Hidayat1, Rochman Rochiem1 и Meilati Pasca Muna1
1Материалы и металлургия, Факультет промышленных технологий, Institut Teknologi Sepuluh Nopember (ITS), Surabaya
60111, Индонезия
Резюме. Головка блока цилиндров, изготовленная из серого чугуна, является одной из важнейших деталей двигателя, работающих при высоких температурах и давлениях. Состояние, постоянно возникающее во время работы двигателя, вызывает износ
, который идентифицируется как фреттинг-отказ.Поэтому необходим процесс ремонта с использованием сварки вольфрамовым инертным газом
(TIG). С учетом рабочих условий и материалов используются параметры сварки: ток 140 А,
,, 100% аргон, DCEP и предварительный нагрев до 250°C. Процесс сварки осуществляется на образце головки блока цилиндров
, которая разрушается из-за истирания с использованием наполнителя Ni-CI, NiFe, NiFe-1 и 308L для каждого образца
, и выполняется методом PWHT при температуре 650 ° C, время выдержки 90 минут. .Визуальный тест,
макроскопический тест, микроскопический тест и тест на твердость уже проведены в этом исследовании. Результаты:
дефектов, таких как трещины, пористость, подрезы и непровары, отсутствуют при визуальном и макроскопическом исследовании. При микроскопическом исследовании
наблюдается хрупкая фаза (мартенсит) в ЗТВ на образце без термообработки, но после термообработки
мартенситное превращение переходит в мартенситную фазу. Стандартное значение твердости FC250 составляет около 170-235HB,
, и в результате значение твердости образца без PWHT выше, чем стандарт в HAZ, и высокое значение твердости
образца PWHT на металле сварного шва с использованием NiFe, NiFe- 1 и 308л.Таким образом, начиная с варианта наполнителя
, наполнитель Ni-CI с PWHT соответствует стандарту либо по фазе, либо по значению твердости
1 Введение
В двигателе внутреннего сгорания головка блока цилиндров является
важнейшим компонентом двигателя внутреннего сгорания, потому что головка блока цилиндров была расположена на горячей точке, которая постоянно работает при высокой температуре и высоком давлении[1].
Головка блока цилиндров играет важную роль в поддержании герметичности камеры сгорания
, что позволяет избежать выхода из строя головки блока цилиндров
.Головка блока цилиндров обычно
изготавливается из серого чугуна. Чугун вообще имеет
низкую свариваемость из-за их хрупкости и влияния
термического цикла сварки на их микроструктуру.
Свариваемость относится к способности материала соединяться
в условиях изготовления с образованием структуры, которая
будет удовлетворительно работать в приложении [2].
Свариваемость чугуна зависит от нескольких факторов
включая (i) тип чугуна (ii) химический состав
состав чугуна (iii) химический состав
состав присадочного металла (iv) исходная структура матрицы
(v) процесс сварки и проектная/последующая термообработка [3-
5].При сварке чугуна обычно образуются 4 области
, включая
1. Основной металл — это область, которая не подвергается воздействию тепла
цикла в процессе сварки.
2. Зона термического влияния (ЗТВ). Область, которая не плавится
, но подвергается тепловому воздействию, что приводит к изменениям микроструктуры
. Во время сварки углерод может диффундировать в аустенит. При охлаждении аустенит
превращается в мартенсит.Эта
мартенситная структура очень хрупкая и подвержена
растрескиванию. Количество образовавшегося мартенсита
зависит от химического состава или типа чугуна
и его термической предыстории. Структура хрупкого мартенсита
может быть изменена путем отпуска с использованием предварительного нагрева
и межпроходной температуры, при многопроходной сварке
или послесварочной термической обработке.
3. Зона частичного расплава (ПМЗ). Зона, примыкающая к
ЗТВ, где теплота в зоне сварки
достаточно высока, чтобы вызвать частичное расплавление основного металла.
Это самый критический участок сварного шва, т.к.
при охлаждении этот участок образует белый чугун (при выдержке
при высоких температурах достаточно долго растворяется в углероде)
из-за высокой скорости охлаждения. Эта область очень
сложна и содержит много различных типов
микроструктур. Если количество растворимого графита
во время сварки достаточно велико и образует непрерывную матричную
жидкость, то существует вероятность того, что карбидная сетка также является
устойчивой, и это вызывает проблемы.Поскольку область частичного расплавления
содержит большую часть твердых результатов
, это самая твердая область сварки.
Высокая твердость и низкая ударная вязкость делают эту область
ответственной за механические проблемы при сварке чугуна
. Самый эффективный способ
© Авторы, опубликовано EDP Sciences. Это статья в открытом доступе, распространяемая на условиях лицензии Creative Commons Attribution License 4.0
(http://creativecommons.org/licenses/by/4.0/).
MATEC Web of Conferences 269, 01011 (2019) https://doi.org/10.1051/matecconf/201926
1
IIW 2018
Практическое проектирование: JB Weld Ремонт головки блока цилиндров Porsche
Выберите categoryACAcuraAlfa RomeoAlvisAMCArrol-JohnstonASAAston MartinAudiAustinAutomeccanicaBentleyBerkeleyBitterBizzarriniBMWBrasincaBristolBugattiBuickCadillacChevroletChryslerCitroenCizetaCoolDaciaDaewooDAFDaihatsuDaimlerDatsunDe TomasoDetroit ElectricDKWDodgeEagleFerrariFiatFordFornasariGAZGenesisGeoGilbernGilletGlasGMCGoggomobilGurgelHennesseyHoldenHondaHorchHudsonHyundaiInfinitiInnocentiIntermeccanicaInternationalInternational HarvesterInvictaIran KhodroIsderaISO RivoltaIsotta fraschiniIsuzuJaguarJeepJensenKiaLaforzaLagondaLamborghiniLanciaLand RoverLandsLexusLincolnListerLocomobileLotusLucidLynk & CoMaseratiMatraMaybachMazdaMcLarenMercedes-BenzMercuryMerkurMGMidasMINIMitsubishiMitsuokaModecMonteverdiMorettiMorganMoslerMuntzNashNavistarNissanNSUOldsmobileOpelOSIOtherPanhardPanozPegasoPeugeotPGOPlymouthPontiacPorscheRamReliantRemix ReviewRenaultRene BonnetRenhaRimacRivianRolls-RoyceRoverSaabSaleenSaturnScionSharkSiataSingersmartSpectreSpykerStudebakerSubaruSunbeamSuzukiTalbotTataT atraTeslaToyotaTriumphTVRUMMVanderhall Motor WorksVauxhallVehicle Production Group (VPG)VinFastVolkswagenVolvoWiesmannWoodillYugoZimmerŠkoda Найти отзывы по марке:
Мурили Мартин, 28 апреля 2011 г.
Когда ваш Porsche 924 1980 года выходит из строя через несколько минут после начала своей первой гонки, и вы находитесь в сельской местности Техаса, может быть немного сложно найти запчасти.С лопнувшей прокладкой головки блока цилиндров и выжженными в самой головке большими старыми насечками далеко не уедешь. Но, черт возьми, часы продолжают тикать! Команда Moose Knuckles обзвонила все свалки в радиусе 500 миль, но ни у кого не было головок цилиндров 924 (или Audi 100). На самом деле никто никогда не слышал из них фуррин тханг.
The Moose Knuckles смогли найти прокладку головки блока цилиндров в нескольких часах езды, но они нашли именно буксы на головке. Но потом один из парней вспомнил мелкий шрифт на упаковке JB Weld: Ремонт блоков двигателя. Блок, голова, какая разница?
Подхватив JB Weld и JB Kwik, Moose Knucks принялись за работу. Конечно, температура камеры сгорания становится выше, чем 500 градусов по Фаренгейту, оцененной JB Weld, но мы видели такие ремонтные работы в прошлом… на чугунных головках. Что будет с алюминиевой головкой?
Заполните отверстия этим волшебным серым веществом, отшлифуйте его и установите головку обратно на двигатель. Выведите машину на трассу. Вернитесь за эвакуатором. Повторение. Бесконечно.
Поскольку съезд с трассы в MSR происходит перед петлей транспондера, а Porsche Moose Knuckles никогда не проезжал полный круг своим ходом, все круги, которые заканчивались на крюке, не учитывались. Официальные результаты гонки засчитали машину как DNS. С другой стороны, Moose Knuckles забрали домой награду «Я облажался».
Чтобы вы не думали, что ремонт JB Weld всегда терпит неудачу на гонках LeMons, вот масляный поддон E30, исправленный JB, с той же гонки. Машина заглохла, опустив кастрюлю на дно и разбив ее к чертям.Благодаря обильному нанесению эпоксидной смолы с металлическим наполнителем автомобиль завершил гонку.
Кто мы
- Адам Тонг
- Божи Татаревич
- Кори Льюис
- Джо Боррас
- Марк Барут
- Ронни Шрайбер
Ремонт треснувшего блока двигателя
Наличие треснувшего блока двигателя может означать конец жизни вашего автомобиля.Замена двигателя может быть очень дорогой и часто не стоит вложений в ваш текущий автомобиль. Кроме того, наличие треснутого блока является одним из тех крайних случаев, когда может оказаться невозможным спасти ваш текущий двигатель.Многие пытались починить треснувшие блоки. Основная трудность в том, что блок двигателя нельзя просто сварить, так как он сделан из чугуна, а не из стали. Можно сваривать чугун с помощью дуговой сварки и подходящих сварочных электродов, но это часто может вызвать деформацию блока цилиндров или сделать область сварки более хрупкой и восприимчивой к дальнейшему растрескиванию.Другая распространенная попытка починить треснувший блок называется сшиванием холодным металлом. Этот процесс похож на сшивание двух кусков ткани вместе, за исключением того, что с металлом это намного сложнее. Основная трудность этого процесса заключается в том, что он плохо работает с компонентами, которые испытывают резкие перепады температуры, поскольку изменение температуры вызывает набухание и усадку металла, что приводит к разрыву металлического шва и повторному открытию трещины. Этот процесс также часто чрезмерно дорог и используется только на очень больших или дорогих двигателях, таких как тяжелое оборудование, дизельные двигатели или судовые двигатели.
Предпринималось множество других попыток герметизации блоков двигателей с трещинами, таких как использование материалов для холодной сварки, двухкомпонентных эпоксидных смол или множества других заплат и исправлений. Проблема в большинстве случаев та же, что и при холодной прошивке металлом, в том, что широкий диапазон рабочих температур в двигателе вашего автомобиля наряду с тепловым расширением металла приводит к тому, что большинство ремонтных работ длится недолго.
Прежде чем приступить к ремонту треснувшего блока цилиндров, убедитесь, что проблема именно в этом.Если у вас есть внешняя трещина в вашем блоке, которую вы можете увидеть, то проблема легко идентифицируется. Если у вас есть внутренняя трещина, симптомы часто могут быть похожи на симптомы пробитой прокладки головки блока цилиндров. Чтобы определить, есть ли у вас пробитая прокладка ГБЦ, вы можете прочитать нашу статью о симптомах пробитой прокладки ГБЦ.
Лучший способ запечатать треснувший блок — использовать BlueDevil Radiator и Block Sealer. BlueDevil Radiator and Block Sealer — это специально разработанный герметик, который вы добавляете в систему охлаждения вашего автомобиля.BlueDevil Radiator and Block Sealer может запечатать ваш треснувший блок изнутри наружу через систему охлаждения вашего автомобиля. Это не волокнистый или твердый герметик, который может повредить или засорить любые другие области вашей системы охлаждения. Вместо этого BlueDevil Radiator and Block Sealer имеет специальную химическую формулу, которая будет связываться с металлом в блоке двигателя в месте утечки до тех пор, пока утечка не будет полностью закрыта. Химический сварной шов, образованный BlueDevil Radiator и Block Sealer, создаст постоянное уплотнение, которое может расширяться и сужаться при изменении температуры в вашем двигателе.Поскольку в BlueDevil Radiator и Block Sealer нет ничего вредного, они могут оставаться в вашей системе охлаждения на неопределенный срок, герметизируя любые будущие утечки, которые могут возникнуть в радиаторе или блоке двигателя вашего автомобиля.
BlueDevil Radiator and Block sealer работает настолько хорошо, что на него распространяется гарантия качества. Если вы приобретете его в BlueDevil или в одном из наших партнерских местных магазинов автозапчастей, мы гарантируем постоянный ремонт!
Поскольку вам нечего терять, заберите радиатор BlueDevil и герметик для блоков сегодня! Вы можете приобрести его прямо у BlueDevil здесь.
Изображения предоставлены:
Треснувший блок – Ник Арес – Лицензия Creative Commons Share Alike 3.0 Через Flikr – Исходная ссылка
Вопрос: Можете ли вы отремонтировать треснувшую головку цилиндра
Ремонт треснутой головки блока цилиндров всегда сопряжен с определенным риском, но при правильном выполнении обычно намного дешевле, чем замена треснутой головки на новую или бывшую в употреблении отливку. Большинство мелких трещин в чугунных, а также алюминиевых головках можно устранить с помощью штифтов.
Сколько стоит починить треснувшую головку блока цилиндров?
Стоимость ремонта треснутой головки Минимальная стоимость, которую вы можете заплатить, составляет 500 долларов, но с учетом затрат на запчасти и рабочую силу она может легко возрасти до 1000 долларов. Затем, в зависимости от вашей марки, модели, серьезности и того, где вы отправляете свои автомобили на ремонт, это может стоить вам 2000 долларов или даже больше.
Что произойдет, если головка блока цилиндров треснет?
В крайних случаях треснувшая или поврежденная головка блока цилиндров может привести к необратимому повреждению всего двигателя! Вы должны решать любые проблемы как можно скорее, чтобы попытаться предотвратить это.Головки цилиндров также могут деформироваться из-за огромного давления, оказываемого на них резкими перепадами температуры.
Как определить, что головка блока цилиндров имеет трещины?
Общие признаки треснувшей головки Белый дым (пар) из выхлопной трубы. Через головку блока цилиндров проходят каналы охлаждающей жидкости. Низкий уровень охлаждающей жидкости. Перегрев двигателя. Грубый запуск и осечки. Дымовые газы в системе охлаждения. Светящиеся предупреждающие огни. Смесь охлаждающей жидкости и масла.
Можно ли заменить только одну головку блока цилиндров?
Только с одним сломанным цилиндром можно, но не рекомендуется.Езда на двигателе с пропуском зажигания в цилиндре может быть потенциально опасной. У вас уже будет мало мощности с одним цилиндром, если он не работает, и если у вас выйдет из строя другой цилиндр, вы потеряете больше мощности.
Как трескается головка блока цилиндров?
Основной причиной растрескивания/деформирования головок является перегрев (например, вождение автомобиля с красным указателем температуры), но головки также могут треснуть из-за возраста, вибрации или плохой конструкции.
Можно ли использовать JB Weld на головках цилиндров?
Есть несколько автомобильных афоризмов, которыми люди разбрасываются, как хот-доги на барбекю, когда на самом деле хотят чизбургер.Но я никогда раньше не использовал J-B Weld для ремонта треснутой головки блока цилиндров. 11 ноября 2019 г.
Может ли JB Weld починить треснувший блок цилиндров?
Если в блоке цилиндров образовалась трещина, можно использовать JB Weld, чтобы заделать трещину и предотвратить подсасывание воздуха или утечку охлаждающей жидкости. JB Weld состоит из смолы и отвердителя. Когда смола и отвердитель смешиваются вместе, они образуют герметик, который можно использовать на поврежденном участке.
Можно ли водить машину с треснувшей головой?
В большинстве случаев проблемы с прокладкой ГБЦ вашего автомобиля начинаются с небольшой трещины до того, как она полностью продувается.Со временем эти трещины будут расширяться, если с ними не обращаться должным образом, что приведет к дальнейшему повреждению и более дорогому ремонту. Вот почему вы никогда не должны ездить с треснувшей прокладкой ГБЦ!
Сколько стоит замена прокладки ГБЦ?
Сколько стоит замена прокладки головки блока цилиндров? В среднем по стране замена прокладки головки блока цилиндров стоит от 1624 до 1979 долларов. Связанные с этим затраты на рабочую силу оцениваются от 909 до 1147 долларов, а сами детали варьируются в диапазоне от 715 до 832 долларов.
Как отличить треснувшую прокладку головки блока цилиндров от пробитой?
При трещине в блоке можно ожидать плохой работы двигателя, дыма из-под капота, ну и конечно утечек масла или охлаждающей жидкости из трещины. Пробитая прокладка ГБЦ встречается гораздо чаще. Ваш двигатель разделен на две основные части: блок и головку или головки в зависимости от расположения цилиндров.
Устранит ли Stop течь треснувшую головку?
Существует много продуктов для предотвращения утечек, которые предназначены только для временного решения проблемы, но не для нас.Устранить пробитую прокладку головки блока цилиндров можно так же просто, как вылить бутылку герметика в радиатор, и все готово. Уплотнение, созданное из нашего продукта, так же долговечно, как и замена прокладки головки блока цилиндров, но с меньшими затратами денег и времени.
Сколько времени занимает замена головки блока цилиндров?
Замена прокладки может занять от шести часов до нескольких дней, в зависимости от серьезности неисправности. Пробитая прокладка головки блока цилиндров — одна из самых серьезных поломок, с которыми может столкнуться ваш автомобиль, и для ее правильного устранения требуется время.
Сколько стоит ремонт неисправного цилиндра?
Если бы вы заменили всю головку блока цилиндров, это стоило бы в среднем всего от 200 до 300 долларов за детали. При стоимости труда от 90 до 100 долларов в час это выходит примерно 500 долларов за работу.
Когда следует заменить головку блока цилиндров?
Общие признаки неисправности головки блока цилиндров Перегрев. Трещины в головке блока цилиндров — довольно распространенная проблема в дизельных двигателях, которая может привести к другим проблемам. Плохая экономия топлива. Чрезмерный расход масла.Белый дым.
Является ли сварка J-B постоянной?
J-B Weld™ — это оригинальная двухкомпонентная эпоксидная система для холодной сварки, обеспечивающая прочный и долговечный ремонт металла и различных поверхностей. Смешанный в соотношении 1:1, он образует прочную связь, и после отверждения его можно формовать, нарезать резьбу, напильниковать, шлифовать и сверлить.
Работает ли уплотнение K на прокладках головки блока цилиндров?
K-Seal ULTIMATE — это простое и надежное средство для устранения прогоревших прокладок ГБЦ, треснувших головок и блоков, а также пористых блоков цилиндров.Наша уникальная формула работает со всеми двигателями с водяным охлаждением — нет необходимости сливать или промывать систему охлаждения, и не имеет значения, какой антифриз или охлаждающую жидкость вы использовали ранее.
Что такое ремонт головки блока цилиндров?
Как восстанавливается головка блока цилиндров? Механик снимает компоненты головки — клапаны, пружины клапанов — и затем подвергает головку химической промывке для удаления коррозии. Они проведут испытание под давлением и испытание на трещины, чтобы убедиться, что оно все еще исправно, а затем повторно приточат клапаны и седла клапанов.
Нужно ли мне обрабатывать головку блока цилиндров?
Нет, не придется. Просто убедитесь, что вы правильно сняли старый. Прежде чем ставить новый, хорошенько все почисти. И убедитесь, что вы правильно затянули болты, как описано в одном из видеороликов Erics.
треснутая голова!!!??? [Архив] — Форум любителей квадроциклов
Просмотр полной версии : Трещина в голове!!!???
Jet-ex
23-03-2005, 08:30
Я разобрал 400EX моего сына, чтобы освежить верхнюю часть и устранить течь масла между головкой и кувшином.Это 2003 год, который я купил новым в ноябре 2002 года. Всегда обслуживался (замена масла, зазоры клапанов и т. д.) и никогда раньше не разбирался. Масло вытекало из затылка со стороны цепи ГРМ. Я обнаружил, что головка треснула от угла полости цепи распредвала (внутри сзади) до ближайшего отверстия в крышке распредвала, из-за чего просачивалось масло. Трещина на самом деле проходит вдоль угла полости цепи ГРМ примерно на дюйм. Чувак, это отстой, новая непокрытая голова стоит около 500 долларов.Кто-нибудь видел что-нибудь подобное раньше?
Я проверил головку, чтобы увидеть, можно ли ее сварить.(что не дает теплого пушистого чувства) Мне также нужно проверить дворы утильсырья. Новая голова от Хонды будет последним средством.
Спасибо
44oEX
23-03-2005, 08:37
никогда не слышал ничего подобного. во всяком случае не на работающем двигателе. Сварка не думаю, будет хорошо, голову закрутит (сп) и потечет. Я говорю, попробуйте найти подержанный, который вы сможете найти здесь. разместить хотел добавить для одного.
Summit79
23 марта 2005 г., 11:45
315 долларов на сайте www.servicehonda.com доставит вам новую голову. Номер телефона 12200-KCY-670. Вы также можете попробовать ebay, чтобы найти более выгодную сделку на одном. Кроме того, механический цех может сварить его. Обычно они просто сначала выпекают вещь, чтобы предотвратить деформацию. Если это действительно деформируется, они должны использовать технологию, чтобы впоследствии украсить это и снова привести в порядок. Самый дешевый способ — почистить его и сварить себе JB сварку. Это всего лишь 4-колесный автомобиль, он не слишком критичен к аэре, и это всего лишь несколько часов и прокладка головки блока цилиндров, чтобы переделать его, если это не сработает.
8
BLUE416EX
03-23-2005, 01:22 PM
JBWELD расплавляется под высоким теплом: rolleyes:
Summit79
03-23-2005, 01:29
Первоначально опубликовано Blue416exjbweld плавится при высокой температуре :rolleyes:
http://jbweld.net/faq.php#faq001
В: Сколько тепла может выдержать J-B Weld?
A: Сварной шов J-B (детали № 8265-S, 8265 и 8280) может выдерживать постоянную температуру 500 градусов по Фаренгейту. Максимальный порог температуры составляет приблизительно 600 градусов по Фаренгейту в течение короткого времени (10 минут).
Я бы очень хотел увидеть двигатель, работающий при 500 градусах.
blue416ex
23-03-2005, 13:34
у меня он был на моей жатке примерно в 3 дюймах от мотора (на моем старом трехколесном велосипеде 2001 года), и он расплавился и оставил неприятный ** *** запах в течение примерно 2 дней, чтобы устранить небольшую утечку в коллекторе, потому что у меня не было сварочного аппарата в то время, когда я попробовал его и никогда больше не буду использовать его на двигателе, и он говорит о том, чтобы поставить его прямо на голову, я говорю нет спасибо:rolleyes:
Summit79
23-03-2005, 13:45
Первоначально отправлено blue416exну, у меня он был на моем коллекторе примерно в 3 дюймах от двигателя (на моем старом трехколесном велосипеде 2001 года), и он полностью расплавился и оставил неприятный запах ***** примерно на 2 дня, чтобы убрать небольшую утечку в коллекторе, потому что У меня не было сварочного аппарата в то время, когда я попробовал его и никогда больше не буду использовать его на двигателе, и он говорит о том, чтобы поставить его прямо на головку, идентификатор говорит, нет, спасибо x: rolleyes:
Коллектор, как в выпускном коллекторе? Температура выхлопной системы всегда будет выше 500 градусов, чем ближе она к двигателю.Сама голова не выдержала бы ничего вблизи 500 градусов слишком долго.
blue416ex
23-03-2005, 14:02
тогда ты спорил со мной, что он не расплавится, когда ты только что доказал свою неправоту
Коллектор, как и выпускной коллектор? Температура выхлопной системы всегда будет выше 500 градусов, чем ближе она к двигателю. и да, на квадроцикле под названием th header нет ничего другого, кроме выхлопного коллектора :rolleyes: и что вы имеете в виду под этим
. Сама голова не выдержит ничего, близкого к 500 градусам, слишком долго.как вы сказали ранее, он должен получить tp 500, и я знаю, что я использую наклейку с температурой кошки на голове, и она показывает около 275, и я использую лазерную тепловую пушку, чтобы посмотреть, как она охлаждается, и тому подобное, так что вы имеете в виду под этим? ??
ryann mx68
23-03-2005, 14:22
не знаю насчет головы, но мой корпус был сварен в механическом цехе, в нем была трещина длиной около 2 дюймов. Это не повлияло на двигатель повторная сборка или что-то еще. не деформировался, не протекал. боковые кожухи довольно тонкие, и этот парень проделал большую работу.
Summit79
23-03-2005, 14:35
Я имею в виду, что сварной шов JB плавится при температуре более 500 градусов. Так что да, выхлопной коллектор будет достаточно горячим, чтобы расплавить его. Выхлопная труба способна выдерживать высокую температуру, потому что она тонкая и сделана из стали. Головка, где трещина, алюминиевая, имеет систему охлаждения и не будет достаточно горячей, чтобы расплавить сварной шов. Исходя из этого, если головка блока цилиндров когда-либо была достаточно горячей, чтобы расплавить сварной шов, она должна была быть выше 500 градусов. Если бы двигатель выдержал даже температуру выше 500 градусов, он наверняка бы взорвался.
blue416ex
23-03-2005, 14:43
я знаю, что он не должен быть на уровне или даже близко к 500, но я все равно не стал бы использовать его, это своего рода бугер-фальсификация, я бы никогда не сделал этого на любой из моих велосипедов когда-либо снова беспорядок не стоит для меня id лучше получить новую голову примерно за 200 здесь или Ebay или что-то
Summit79
03-23-2005, 15:19 PM
Я всем сердцем согласен что это «бугер-фальсификация». Я просто включил это в свой оригинальный пост в качестве предложения и четко заявил, что это вариант, зависящий от того, насколько вы заботитесь.Я бы тоже лично не стал. Я бы бросил его в духовку, а затем принес бы в гараж и зажег. Я тоже не спорю, я просто поддерживаю свое предположение, говоря, что он не расплавится от тепла.
Работает на vBulletin® Версия 4.2.1 Copyright © 2022 vBulletin Solutions, Inc. Все права защищены.
Американская головка блока цилиндров Часто задаваемые вопросы о головке блока цилиндров
Что такое восстановленная головка блока цилиндров?
Восстановленная головка блока цилиндров — это головка блока цилиндров, которая была восстановлена с использованием деталей, которые все еще пригодны к эксплуатации.Некоторые головки были сварены или отремонтированы. Наши головки цилиндров обслуживаются в соответствии со стандартами оригинальных деталей или превосходят их. Все головки проходят испытания под давлением, чтобы обеспечить отливку без утечек. При необходимости устанавливались новые седла клапанов, а также заменялись клапаны и пружины. Головки цилиндров окрашены, обработаны заново и собраны.
ВСЕ ПРОДУКТЫ АМЕРИКАНСКИХ ГОЛОВОК ЦИЛИНДРОВ соответствуют или превосходят заводские спецификации. Вы можете быть уверены, что когда вы заказываете головку цилиндра American, вы получаете восстановленную головку цилиндра самого высокого качества, доступную на рынке.
Каковы преимущества покупки восстановленной головки блока цилиндров по сравнению с новой головкой блока цилиндров? — Наверх
Большинство головок цилиндров подлежат восстановлению и относительно недороги в ремонте. Восстановленная головка блока цилиндров часто стоит менее половины цены новой.
Принятые способы оплаты — Наверх
Через нашу безопасную систему онлайн-кассы мы принимаем карты Visa и Mastercard.
Возврат — Наверх
Все продажи считаются окончательными; любые возвраты подлежат 20% заряду пополнения запасов.
Гарантия — Вверх
Наши головки цилиндров поставляются с большой гарантией 12 месяцев или 12 000 миль , в зависимости от того, что наступит раньше.
Гарантия не распространяется:
- Неправильная установка.
- Неправильная эксплуатация, включая небрежное обращение, неправильное обращение и перегрев.
- Ремонт без нашего разрешения аннулирует любую гарантию.
- Мы не несем ответственности за буксировку, аренду или диагностику.
Поиск литейных номеров — вверх
Литейные номера необходимы для идентификации и заказа правильного номера детали.
Ford:
Литейные номера поздних моделей начинаются с RF и проштампованы на стороне выпуска.
Кастинговый номер будет состоять из комбинации букв и цифр. Некоторые номера кастинга
расположены возле свечей зажигания.
GM
Имеет от 6 до 9 цифр. Большинство номеров литья грузовиков расположены на рессоре.
стороны головки цилиндров. На автомобилях номер отливки расположен со стороны выхлопной трубы.
головка блока цилиндров. На Chevy Aveo номер отливки находится на конце головы, мы
нужны последние 3 цифры номера отливки на всех головках цилиндров GM.
Honda Обычно это комбинация из 3-4 букв и цифр, которые выбиты на выхлопной трубе.
стороны головки цилиндров.
Dodge
Штамп на передней части головы.Всегда включайте буквы в конце
литейный номер. На чугунных головках Dodge номера отливок выбиты на
сторона клапана.
Daewoo
Штамп на конце головки.
Nissan
Штамп со стороны выпуска состоит из 3-значной комбинации букв и цифр.
Mitsubishi
Некоторые головки цилиндров имеют 4-значную комбинацию цифр и букв, а
некоторые головки цилиндров не имеют номера отливки. Литейные номера проштампованы
со стороны выхлопа.
Kia
Штамп на передней части головы.
Subaru
Имеет 4-значную комбинацию букв и цифр и выбит на выхлопной трубе.
боковая сторона.
Isuzu
Выбито на стороне впуска, это будет длинный номер литья. Последние 3 цифры
нужный.
Suzuki
Выбиты на стороне впуска, это номера.
Правосторонняя и левосторонняя терминология — вверх
Головки цилиндров некоторых двигателей V-6 и V-8 взаимозаменяемы. левая и правая стороны.Однако многие двигатели V-6 и V-8 имеют головки цилиндров, которые должны быть установлен на определенной стороне двигателя.
ACH маркирует головки, которые должны использоваться на определенной стороне двигателя, буквами L (слева) и Р (справа). На стандартном рядном двигателе сторона определяется сидящим сзади руль. Левая головка находится слева от водителя, а правая сторона — у водителя. правильно.
Для поперечного двигателя сторона определяется стоянием позади двигателя. То
правая головка находится рядом с брандмауэром.Левая головка у радиатора.
VIN номера — вверх
Определите требуемую головку блока цилиндров, используя vin-номер вашего автомобиля. Некоторые головки цилиндров можно идентифицировать с помощью деталей по vin-номеру. К сожалению, это не является нормой, и мы рекомендуем использовать другую информацию, такую как номер отливки или семейство двигателей, для определения требуемой головки блока цилиндров. Лучший способ — выполнить поиск, используя vin-номер вашего автомобиля, и посмотреть, найдена ли правильная головка блока цилиндров.Если продукт не найден, найдите головку блока цилиндров, не используя номер vin.
[Все еще нет совпадения? Позвоните нам! Мы уверены, что у нас есть ваша голова! (800) 356-4889]
Тип двигателя — DOHC / SOHC — Вверх
DOHC означает двойной верхний распределительный вал.
SOHC расшифровывается как Single Top Camshaft
Специальная информация — To Top
Это очень важно!
Разновидностей головок цилиндров очень много, а некоторые отличаются только дополнительным отверстием для установки чего-то вроде распределителя.
Раздел специальной информации включает в себя любую другую информацию, которая важна для точного определения головки блока цилиндров, необходимой для вашего проекта. Здесь перечислены важные характеристики головки блока цилиндров, такие как VTECH, отверстие EGR или отверстия распределителя. Обязательно проверьте головку блока цилиндров на соответствие этим дополнительным характеристикам; это значительно уменьшит риск или пропустить заказы. Если вы не уверены, пожалуйста, заполните форму запроса продукта или позвоните нам, и мы поможем подобрать нужную головку.
Что означает N/A? — Наверх
Н/Д означает «Не приобретено» или «Не применимо»
. Конкретные данные могут быть неприменимы, например, у двигателя может не быть левой и правой сторон, а только одна головка.Это будет обозначено как N/A, поскольку оно не относится к текущей головке блока цилиндров.
N/A также может использоваться для данных, которые нам в настоящее время неизвестны или которые еще не введены в нашу онлайн-базу данных. Мы работаем над тем, чтобы максимально детализировать все наши головки цилиндров (более 1200) онлайн.
Тип автомобиля? — Автомобиль, грузовик или внедорожник? — К началу
Почему это важно?
Иногда производители автомобилей используют двигатели в легковых и грузовых автомобилях с одинаковыми обозначениями, но разными характеристиками.Это может привести к путанице и пропуску заказов; чтобы снизить этот риск, мы рекомендуем нашим клиентам ознакомиться с этой информацией. В этой категории есть только два различия: либо головка блока цилиндров для легкового автомобиля, либо для грузовика.
Основной заряд? — К началу
Core Charge — это дополнительная плата, которая добавляется к редким или «труднодоступным» головкам цилиндров. Эта плата будет возвращена, когда мы получим вашу старую головку блока цилиндров. Эта надбавка есть только у нескольких головок цилиндров, она указана на странице сведений о головке цилиндров как «Основная зарядка».
Пример головки блока цилиндров С сердечником
Пример головки цилиндра БЕЗ сердечника
Какие этапы процесса восстановления головок цилиндров? — Наверх
- Чистка мылом
— Замачивание/выпекание при температуре от 180 ºF до 190 ºF
— Время: до растворения поверхности
— Воздействие на окружающую среду: НЕТ, раствор разрушает масло, делая его растворимым, система Skim удаляет плавающие отходы.
- Осмотр
— Визуальный (VT) и магнитопорошковый (MT) контроль трещин в процессе эксплуатации
— Приемлемые напоры направляются в производство.
— Бракованные головки оцениваются как:
+ Ремонт заглушки
+ Ремонтная сварка
+ Зачистка
- Направляющая/Седла и болты/Отверстия
— Направляющие и седла — Визуальный осмотр
— Отверстия с резьбой — Визуальный осмотр
— Удаление сломанных болтов
- Зона очистки паром
- Раствор расщепляет масло, делая его растворимым почти на 100%.
- Остаток улавливается системой восстановления, снимается и помещается в печь с прямым пламенем.
- Среднее количество остатков составляет 32 унции в месяц.
— Тип очистки паром (раствор цитрусового мыла)
— Воздействие на окружающую среду — Нет
— Процесс очистки: «Восстановленная закрытая система»
- Шлифовка поверхности
— Убедитесь, что высота головки блока цилиндров соответствует заводским спецификациям.
— Головки отшлифованы до необходимой чистоты
- Сборка
Соберите головки цилиндров с клапанами, пружинами и всеми необходимыми компонентами, включая распределительные валы, если это необходимо.
Окончательный визуальный осмотр отверстий под болты, резьбы, поверхности головки блока цилиндров и портов. Затем головки упаковываются в прозрачный пластик, и к этикетке со штрих-кодом прикрепляется зеленая наклейка о приемке. Головки цилиндров либо ставятся на склад, либо сразу отгружаются.
Сокращения — Вверх
АДЖ | Регулируемый |
ВОЗДУХ | Воздушный индукционный реактор (эмиссионный) |
КВАЛЮШИ | Алюминий |
БДР | Прикрутите узел коромысла |
УГЛЕВОД | Карбюраторный |
СС | кубических сантиметров |
Идентификационный номер | Рабочий объем в кубических дюймах |
CFI | Центральный впрыск топлива |
С# | Литейный номер |
РАССТОЯНИЕ | Дистрибьютор |
DOHC | Двойной верхний кулачок |
ЭФИ | Электрический впрыск топлива |
EFP | Электронный топливный насос |
ЕХ | Выхлоп |
Ф.я | Впрыск топлива |
ВПЕРЕД | Передний привод |
H.D НАТРИЙ | Натриевый клапан для тяжелых условий эксплуатации |
Н/О | Высокий выход |
ВСК | Высоковихревое горение |
ГИД | Гидравлические подъемники |
ИНЖ | Впрыск |
ИНТ | Впуск |
ЛГ ВЛВ | Большой клапан |
МЕХ | Механический |
МФО | Распределенный впрыск топлива |
МФУ | Механический топливный насос |
OHC | Верхний кулачок |
ОХВ | Верхний клапан |
PRH | Отверстие толкателя |
задний | Задний привод |
SOHC | Одиночный верхний кулачок |
СМ ВЛВ | Малый клапан |
ТБИ | Форсунка дроссельной заслонки |
ТЕМП С.Н | Отверстие для измерения температуры |
ВИН | Идентификационный номер автомобиля (номер VIN) |
С | С |
Без | Без |
ДЖЕТ | Струйный клапан |
1ББЛ (2ББЛ) | Одноствольный (двух)цилиндровый карбюратор |
ВиСП | Клапаны и пружины |