На сколько хватает баллона углекислоты при сварке
Одним из наиболее популярных защитных газов, используемых в процессе сварки, является СО2. Обычно, сварщики еще до начала работ стараются узнать, на сколько хватает баллона углекислоты и от каких показателей зависит ее потребление. Некоторые справочные материалы и реальный опыт позволяют с необходимой точностью определить данный параметр.
От чего зависит расход углекислоты
Как и в случае с другими защитными газами, чтобы определить, на сколько хватает баллонов углекислоты, необходимо знать толщину обрабатываемого металла, диаметр проволоки и силу тока. Это основные параметры, влияющие на потребление газа.
Ниже приведены усредненные значения расхода СО2, в зависимости от диаметра проволоки и тока:
- 0,8-1,0 мм (60-160 А) – 8-9 л/мин;
- 1,2 мм (100-250 А) – 9-12 л/мин;
- 1,4 мм (120-320 А) – 12-15 л/мин;
- 1,6 мм (240-380 А) – 15-18 л/мин;
- 2,0 мм (280-450 А) – 18-20 л/мин.


Расход зависит от диаметра проволоки, силы тока и скорости
На показатели расхода большое влияние оказывают внешние факторы. На открытом воздухе потребуется больше защитного газа для обеспечения нормальных условий сварки, особенно, если работа ведется в ветреную погоду. Поэтому, в закрытом помещении одного баллона хватает на больший срок.
Не менее важную роль играет качество смеси и ее соответствие для работы с конкретным металлом. Больше об этом читайте в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
На сколько хватает баллонов углекислоты разного объема
Как известно, стандартный 40-литровый баллон содержит 24 кг СО2, который при испарении образует около 12 000 дм³ газовой фазы. Учитывая приведенные выше данные, можно определить, на сколько хватает баллона углекислоты при непрерывном рабочем процессе.
Вот обычный 40 литровый баллон, заполненный углекислотой
Так, например, при использовании 1-миллиметровой проволоки и средней силе тока в 100 А, 40 литров газа хватит приблизительно на 24 часа. Соответственно, баллона объемом 10 л должно хватить на 6 часов непрерывной эксплуатации.
Соответственно, баллона объемом 10 л должно хватить на 6 часов непрерывной эксплуатации.
Согласно справочным материалам, на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Благодаря этим данным определяется следующая пропорция: СО2/проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе.
Опираясь на полученный коэффициент, можно легко посчитать потребление: 24 кг углекислого газа (емкость 40 литров) хватит на 29 кг сварочного металла. Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Можно ли уменьшить расход?
Как отмечалось выше, во время рабочего процесса большое значение имеют внешние факторы. Поэтому желательно минимизировать их негативное влияние. Для этого достаточно соорудить закрытое помещение, защищенное от ветра и сквозняков. Не стоит забывать и о безопасности работы сварщика, обеспечив помещению хорошую вентиляцию.
В закрытом помещении заполненного баллона хватит на большее количество времени
Специальное сокращение расхода обычно не приводит к желаемому результату, поскольку, в таком случае, уменьшаются защитные функции, и качество сварочных швов становится хуже. Для сокращения потребления можно использовать многокомпонентную газовую смесь, например «Микспро 3212», которая, кроме того, обеспечит значительный рост качественных показателей сварки. Однако, цена у подобной смеси будет выше, чем у обычного углекислого газа. Поэтому, окончательный выбор необходимо делать, опираясь на технические требования и бюджет.
Компания «Промтехгаз» — качественный газ для сварки
Если вас действительно интересует, на сколько хватает баллонов углекислоты, и вы не хотите платить за воздух, тогда необходимо обращаться только к проверенным и надежным поставщикам. Много полезной информации по данному вопросу можно найти в статье: углекислота: где заправить – вопрос не праздный.
Компания «Промтехгаз» занимается не только заправкой баллонов техническими газами от лучших российских поставщиков, но и сама является их производителем. Поэтому, в качестве заправленной газовой смеси можно не сомневаться, поскольку все процессы выполняются в соответствии с установленными стандартами, правилами и нормами. По прочим техническим газам вы найдете статьи в соответствующем разделе блога.
На сколько хватает баллона углекислоты в аквариуме. Расход Со2 в аквариуме.
Нас очень часто спрашивают, на сколько мне хватит баллона с газом. Давайте попробуем разобраться с этим вопросом.
Приобретая баллонную систему подачи углекислого газа для аквариума, перед аквариумистом встает вопрос, а какой баллон лучше выбрать. Очевидно, чем больше объем баллона, тем реже придется его заправлять и соответственно его хватит на больший срок.
Эксплуатация Системы Со2 должна быть максимально комфортной и удобной, поэтому углекислотный баллон для нее должен быть выбран по возможности максимально большего объема. Лучше всего чтобы интервал между заправками баллона был не менее 6 месяцев, а лучше около года. К сожалению это не всегда получается сделать, это иногда связано с габаритами места установки системы и конечно же если аквариум в который будет подаваться углекислый газ слишком большого объема.
Лучше всего чтобы интервал между заправками баллона был не менее 6 месяцев, а лучше около года. К сожалению это не всегда получается сделать, это иногда связано с габаритами места установки системы и конечно же если аквариум в который будет подаваться углекислый газ слишком большого объема.
В случаях если планируется приобретение Системы Со2 для аквариума более 400 литров, мы рекомендуем приобрести к ней дополнительный резервный баллон. Когда газ будет заканчиваться, аквариумисту не надо бросать все дела и «лететь сломя голову» на заправочную станцию, он просто делает замену пустого баллона на полный и спокойно едет на свою заправочную станцию.
Расход газа в одинаковых по объему аквариумах может кардинально отличаться друг от друга, ведь это зависит от основных параметров:
- удельное количество растений, а также их потребность к углекислому газу
- температура аквариумной воды, чем выше температура, тем быстрее происходят биологические процессы
- уровень освещенности (при более сильной интенсивности света, фотосинтетические процессы протекают намного интенсивнее)
- продолжительность светового дня
- жесткость воды (для насыщения аквариумной воды до нужной концентрации в мягкую воду количество углекислого газа нужно подавать намного меньше)
- способ подачи Со2 — диффузор, проточный реактор-атомайзер, ветка рябины или другой метод (чем больше степень растворимости газа, тем меньше расход)
Определение расхода углекислого газа в аквариуме
Углекислый газ заправляется в баллоны не в литрах, а в килограммах. Мы рекомендуем заправлять баллоны с коэффициентом 0,6, максимальное значение для заправки не более 0,72.
Мы рекомендуем заправлять баллоны с коэффициентом 0,6, максимальное значение для заправки не более 0,72.
Рассмотрим пример, за основу взяв баллон 5 литров. 5 л*0,72=3,6 кг заправленного углекислого газа.
1 кг Со2 находящегося в баллоне под большим давлением в жидкой фазе при испарении образует около 570 литров (570 дм³) углекислого газа в газовой фазе .
3,6 кг * 570 = 2052 литра Со2 в чистом виде.
Первый способ. Взвешивание баллона
Это самый простой способ расчета потребления углекислого газа. Взвесьте баллон на точных весах, далее подключите свою систему к аквариуму и запустите ее в работу. Спустя месяц выполните контрольное взвешивание баллона. Узнав разницу в весе, можно легко определить расход углекислого газа в аквариуме. Зная среднее потребление Со2 вашим аквариумом, можно также определить в какой момент Вам потребуется перезаправка баллона. В дальнейшем, после перезаправки Вы сможете с легкостью определить время поездки на заправку и этот момент не окажется для Вас неожиданностью.

Второй способ. Сложный, непрактичный и не точный.
Подсчет количества пузырьков подаваемых в аквариум с дальнейшим расчетом расхода углекислого газа.
В счетчик пузырьков углекислого газа можно залить как воду, так и глицерин. Стоит отметить, что в глицерине объем газа в одном пузырьке меньше, чем в воде. Это связано коэффициентом поверхностного натяжения. Проще говоря пузырек в глицерине примерно на 27% меньше чем в воде. Второй момент, это вязкость глицерина. В связи с этими физическими свойствами глицерина, одинаковому объему газа для наполнения собой пузырька нужно больше времени примерно на 15%.
Измерив диаметр пузырька, можно определить какое количество газа помещается в пузырек. Но при таком расчете, конечные показатели будут крайне неточными.
Интересный факт. Счетчик пузырьков очень удобен для визуального контроля подачи и регулировки углекислого газа, но не для расчета его потребления.
Средняя норма расхода газа в аквариуме равна 1,5-2 гр.
 на 100 литров. Для разных аквариумов, зная только один его объем и среднюю норму, к сожалению нельзя точно рассчитать количество пузырьков углекислого газа.
на 100 литров. Для разных аквариумов, зная только один его объем и среднюю норму, к сожалению нельзя точно рассчитать количество пузырьков углекислого газа.Показатель подачи углекислого газа в виде «количества пузырьков в секунду» — это абстрактная единица измерения и зависит она от конкретного аквариума, а определиться с их количеством будет возможно только после запуска и установления биологического баланса. Конечно есть среднее значение количества пузырьков при подачи углекислого газа, но об этом мы расскажем в следующей статье. Мы рекомендуем начинать подачу углекислого газа со скоростью 1 пуз/сек, дальше действовать по обстоятельствам.
При недостаточной концентрации углекислого газа в аквариумной воде, скорость подачи нужно увеличить, а при избыточной концентрации соответственно уменьшить. Концентрацию растворенного углекислого газа можно легко определить с помощью длительного теста Со2 (дропчекер + индикаторная жидкость), что это такое и как он работает можно прочитать в статье «Дропчекер — информация, которую нужно знать каждому аквариумисту!».
Запускать систему лучше всего перед выходными, например в пятницу. Таким образом у Вас будет время и возможность свободного наблюдения и при необходимости выполнить необходимые настройки подачи, а также проведения необходимых тестов аквариумной воды.
Средний расход углекислого газа в аквариуме
| Объем баллона объем аквариума | 50 литров | 100 литров | 150 литров | 200 литров | 250 литров | 300 литров |
| Баллон 2 литра (1400 гр.) | 235 | 199 | 168 | 137 | 102 | 67 |
| Баллон 4 литра (2800 гр.) | 470 | 397 | 335 | 273 | 202 | 133 |
| Баллон 5 литров (3600 гр.  ) ) | 604 | 510 | 430 | 350 | 260 | 170 |
| Баллон 10 литров (7200 гр.) | 1208 | 1020 | 860 | 700 | 520 | 340 |
| Баллон 40 литров (14500 гр.) | 2416 | 2040 | 1720 | 1400 | 1040 | 680 |
Таблица расхода газа в зависимости от объема баллона и аквариума в сутках. В ней приведены средние расчетные данные, которые могут кардинально отличаться от вышеперечисленных факторов в этой статье, как в большую так и в меньшую сторону.
Можно ли уменьшить расход Со2?
Конечно да, придерживаясь нижеприведенным рекомендациям, Вы с легкостью сможете сократить количество подаваемого углекислого газа в своем аквариуме
- Используйте электромагнитный клапан в своей системе Со2 (наличие ЭМК сокращает расход газа примерно в два раза)
- Используйте мягкую воду в своем аквариуме
- При возможности, используйте для подачи Со2 проточный реактор. В отличии от обычных диффузоров, проточный реактор обеспечивает практически полное растворение газа в аквариумной воде.
 В отличии от обычных диффузоров, проточный реактор обеспечивает практически полное растворение газа в аквариумной воде.
В отличии от обычных диффузоров, проточный реактор обеспечивает практически полное растворение газа в аквариумной воде.Регулярно проверяйте свою систему на наличие утечки газа, особенно это касается в проверке герметизирующей прокладки между баллоном и редуктором, которая со временем изнашивается и может быть причиной разгерметизации (утечки газа) в Системе Со2 для аквариума.
Содержание Со2 в аквариумной воде в зависимости от карбонатной жесткости °dKH и значения pH
Значения CO2 (мг/л) на зелёном поле таблицы являются оптимальными для здорового и правильного развития растений.
Оптимальная жесткость воды в аквариуме должна быть от 2 до 6°. При таком значении dKH кислотность устанавливается на уровне 6,8-7,2 ,что является оптимальным значением для аквариума.
Применение таблицы.
Вы измеряете карбонатную жёсткость, напр. 6 °dKH, и определяете желаемое содержание CO2 как 24 мг/л — этому в таблице будет соответствовать значение pH 6,9.
При dKH 14° и CO2 22 мг/л значение pH будет 7,3.
Для удобства аквариумистов, мы предлагаем скачать таблицу, распечатать ее на принтере и пользоваться ею при необходимости.
Нажмите, чтобы скачать таблицу
Заключение
Стоить всегда помнить! Углекислый газ в баллоне находится под высоким давлением. Транспортировку баллонов осуществляйте только с закрытым вентилем, при этом заправленный баллон можно перевозить лежа. Не заправляйте баллон выше установленной нормы (лучше чуть меньше, мы рекомендуем применять коэффициент 0,6 ), не нагревайте баллон. Не эксплуатируйте баллон с подключённым редуктором и открытым вентилем в лежачем положении: газ в жидкой фазе может попасть в редуктор, что в свою очередь может вызвать его поломку.
Отправляясь на заправочную станцию, не забудьте взвесить свой баллон до и после заправки. Очень надеемся, что после прочтения этой статьи Вы получили все нужные ответы на свои вопросы.
Если вам понравилась статья, поделитесь ею с вашими друзьями!
© Копирование представленных на данном сайте материалов разрешается только при наличии активной обратной ссылки.
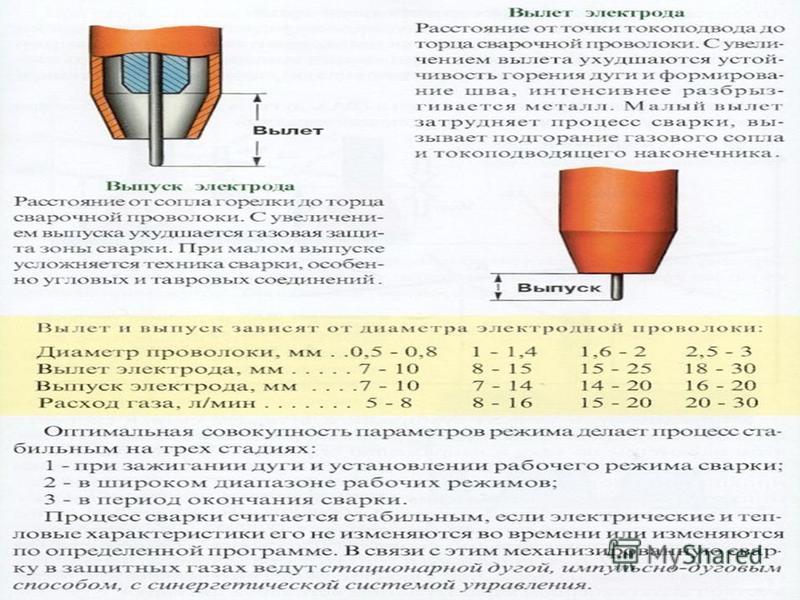
Как варить полуавтоматом в среде углекислого газа – пояснения для новичков
Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Содержание статьи
- Понятие сварки полуавтоматом в среде СО2
- Особенности и режимы данного вида соединений
- Характеристика углекислотной сварки
- Технология сварки СО2
- Преимущества и недостатки сварки в среде СО2
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
2СО2=2О2+2СО
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
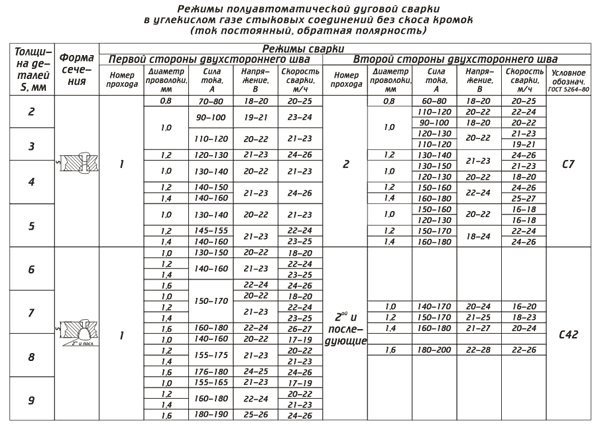
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.

Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
 Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
Какого размера баллон с газом для сварки MIG или TIG? Аргон и CO2
Новые сварщики MIG и TIG должны угадывать, сколько сварок они сделают.
Это означает, что они также не понимают, сколько газа они должны планировать использовать, что сильно усложняет покупку газовых баллонов для новичка.
Никто не хочет, чтобы газ кончался через день. Но эти огромные танки сложно перемещать и хранить. Таким образом, понимание того, на сколько хватает бензобаков определенного размера, помогает начинающим сварщикам выбирать нужный размер для своих конкретных нужд.
Вы можете использовать некоторые рекомендации и расчеты, чтобы определить ожидаемую продолжительность жизни для резервуаров популярных размеров. Итак, мы собрали данные в эту удобную справочную статью. Надеюсь, это поможет новичкам в выборе бака подходящего размера.
Размер и вес всегда имеют значение, мы также включили размеры и вес различных резервуаров. Вам необходимо знать, поместится ли определенный бензобак в ваш грузовик, сварочную тележку, магазин и т. Д.
Популярные размеры баллонов сварочного газа для MIG и TIG
Таблица размеров бензобаков — размеры могут незначительно отличатьсяНа рынке представлено множество газовых баллонов MIG / TIG.Но три основных размера, которые, скорее всего, будут использовать домовладельцы или сварщики-любители, — это резервуары объемом 40, 80 или 125 кубических футов («куб.футов») с аргоном или газовой смесью MIG (75% аргона, 25% CO2).
Самый большой из трех размеров обеспечивает длительное использование без ущерба для портативности. Так что, если у вас есть место и вы можете себе это позволить, выберите более крупный резервуар на 125 кубических футов. В противном случае выберите резервуар на 40 или 80 кубических футов в зависимости от доступного места и бюджета.
Так что, если у вас есть место и вы можете себе это позволить, выберите более крупный резервуар на 125 кубических футов. В противном случае выберите резервуар на 40 или 80 кубических футов в зависимости от доступного места и бюджета.
Также следует помнить о заправках. Резервуар большего размера заполнить дешевле.Получить «вдвое» больше бензина при заправке — не так уж и много. Итак, еще раз: всегда берите самый большой резервуар, для которого у вас есть место и который вы можете себе позволить.
И напоследок, эти действительно гигантские танки, которые вы, возможно, видели, обычно сдаются в аренду. Они предназначены для крупных потребителей и обычно должны доставляться поставщиком газа. Они не подходят, если вы не управляете большим предприятием, которое требует много работы.
Технические характеристики резервуара с газом для сварки MIG / TIG (смеси аргона / MIG)
| Размер | 40 куб. Футов (# 2 / V) | 80 куб. Футов (# 3 / Q) Футов (# 3 / Q) | 125 CF (№ 4 / D) |
|---|---|---|---|
| Высота | 22 дюйма | 35 дюймов | 45 дюймов |
| Диаметр | 6½ — 7¼ дюйма | 6½ — 7¼ дюйма | 6½ — 7¼ дюйма |
| Масса пустого | 24 фунта | 47 фунтов | 58 фунтов |
| Полная масса | 28 фунтов | 56 фунтов | 71 фунт |
| Полное давление | 2015 фунтов / кв. Дюйм | 2015 фунтов / кв. Дюйм | 2265 фунтов на квадратный дюйм |
Обратите внимание, что резервуары могут незначительно отличаться в зависимости от производителя.Всегда перепроверяйте размеры конкретного резервуара, который вы рассматриваете, если вы режете его точно по размеру.
Обратите внимание, что некоторые размеры резервуаров могут быть помечены буквой, и мы включили эту информацию в заголовки таблиц на тот случай, если вы столкнетесь с этим.
Иногда производитель указывает другие размеры резервуаров по весу, который также указывается в таблице.
Вы также можете узнать у местного поставщика газа перед покупкой баллона, если он у вас есть в вашем районе.Они могут помочь вам определить, какие размеры популярны и почему.
Местный поставщик газа также может заранее подтвердить, какие баллоны они могут и не могут заправлять, чтобы предотвратить проблему, когда вы пойдете за первой заправкой. Кроме того, они могут дать представление о некоторых деталях, например о хранении и обращении в вашем климате.
Существует миф, что в Интернете можно купить только пустые резервуары. Но это совершенно неверно .
Полные баки доступны, отправлены к вашей двери по разумной цене.Эти полные цилиндры онлайн проходят гидроиспытания и допускают повторное наполнение.
Рекомендуемые размеры резервуаров для аргона / CO2 для MIG
Рекомендуемые размеры резервуаров со 100% аргоном для TIG
Связанное чтение : Сварка MIG с использованием 100% аргона в защитном газе
Как долго прослужит сварочный газ MIG / TIG?
Новичкам придется задать один вопрос: на сколько хватит моих баллонов с газом?
Ну, это будет зависеть от вашего расхода, который обычно составляет 10-40 кубических футов в час («кубических футов в час»), в зависимости от выполняемой вами работы.
Более высокая скорость потока сохраняет защитный газ при сильном ветре. Многие сварщики считают, что требуется не менее 20 кубических футов в час даже при очень слабом ветре. Плюс ко всему, геометрия тоже играет важную роль, поскольку плоский вариант проще, чем вертикальный.
Но чтобы рассчитать время использования полного бака бензина, вы можете прилично оценить, используя уравнение:
Время газовой сварки (часы) = [объем цилиндра (куб.фут)] / [расход (куб.фут / час)]
Например, если мы используем резервуар на 80 кубических футов в час и работаем со скоростью 20 кубических футов в час, то:
Время сварки = 80 куб. Футов / 20 куб. Футов в час = 4 часа
Расчетное время сварки для резервуаров различных размеров при различных расходах
| Расход | Размер бака | ||
|---|---|---|---|
| 40 см | 80 куб.футов | 125 куб.футов | |
10 куб. Футов в час Футов в час | 4.0 часов | 8,0 часов | 12,5 часов |
| 15 куб. Футов | 2,7 часа | 5,3 часа | 8,3 часа |
| 20 куб. Футов в час | 2,0 часа | 4,0 часа | 6,3 часа |
| 30 куб. Футов в час | 1,3 часа | 2,7 часа | 4,2 часа |
| 40 куб. Футов в час | 1,0 час | 2,0 часа | 3,1 часа |
Имейте в виду, что расчеты будут немного отличаться от фактического использования из-за изменений температуры и количества запусков и остановок.Это особенно верно, если у вас есть настройки до / после потока.
Также следите за своим регулятором. По мере использования газа давление в баллоне падает. Это приводит к падению скорости потока, и вам необходимо ее отрегулировать.
Изменения температуры также могут повлиять на скорость потока. Будьте готовы настраивать регулятор чаще, чем вы ожидаете.
Одна привычка, которую вы можете принять, — это вернуть газовый регулятор на «0» по окончании рабочего дня. Производители рекомендуют снимать давление с пружины и диафрагмы клапана при хранении.Это также заставит вас отрегулировать поток газа при следующей сварке.
Баллоны со 100% CO2 для сварки MIG
Хотя это не для всех, вы можете использовать чистый CO2 для защиты сварных швов MIG от загрязнения. CO2 — это старый углекислый газ. Это то же самое, что тушат огонь и добавляют шипучку в пиво или газировку.
Самая распространенная причина, по которой люди производят сварку MIG с использованием CO2, — это более низкие эксплуатационные расходы. Есть некоторые преимущества и несколько недостатков, но более подробное их обсуждение — для другой статьи.
Что касается размера баллона, вам нужно знать две вещи, если вы решите купить баллон с CO2.
- Баллоны не рассчитаны по объему, как другие баллоны с газом для сварки TIG и MIG. Промышленность измеряет баллоны с CO2 по весу.
- Резьба другая, и при сварке MIG с CO2 необходимо использовать другой регулятор. Вы не можете просто использовать регулятор из баллона с газовой смесью аргона или MIG.

Некоторые из наиболее распространенных размеров, которые вы, возможно, захотите рассмотреть, приведены в таблице ниже.
Характеристики баллона с CO2 и время использования
| РАЗМЕР (фунты) | В x Ш (дюймы) | Кубических футов | Время использования |
|---|---|---|---|
| 1 ¼ (фунт) | 10,5 x 3 | 11 | ½ часа |
| 5 (фунт) | 18,25 x 5,5 | 44 | 2 ¼ часа |
| 10 (фунтов) | 20,5 х 7 | 87 | 4 ½ часа |
| 20 (фунтов) | 27.5 х 8 | 175 | 8 ¾ часов |
| 50 (фунтов) | 47 х 8 | 437 | 22 часа |
Знать, сколько газа осталось в цилиндре
Чтобы ваш магазин работал, вам нужно знать, когда у вас заканчивается бензин.
К счастью, со смесями аргона и аргона / CO2 вы можете использовать манометр на вашем регуляторе, чтобы оценить, сколько газа у вас осталось в баллоне.
При 100% CO2 вы не можете использовать падение давления так надежно, так как это более резкое падение ближе к концу.Чтобы получить точные показания баллона с чистым CO2, вам необходимо использовать вес для контроля содержимого.
Но когда баллон с аргоном или аргоном / CO2 заполнен, он должен показывать давление, близкое к максимальному (которое в большинстве случаев составляет 2015 фунтов на квадратный дюйм). Когда вы используете газ, давление будет соответственно падать.
Некоторые примеры, когда вы используете газ для сварки, у вас останется ¾ емкости, когда давление будет около 1500 фунтов на квадратный дюйм. При заполнении на ½ он будет около 1000 фунтов на квадратный дюйм. И так далее.
Имейте в виду, что при изменении давления вам необходимо регулировать расход, чтобы поддерживать постоянный CFH. Итак, вам нужно следить за калибрами по нескольким причинам во время сварки.
Итак, вам нужно следить за калибрами по нескольким причинам во время сварки.
Также помните, что изменение температуры может изменить давление в резервуаре. Например, при резком падении температуры давление также упадет. Постарайтесь измерить свои «полные» показания при постоянной температуре, насколько это возможно.
Кроме того, качество регулятора варьируется, и всегда будет казаться, что игла регулятора застряла. Не беспокойтесь об этом слишком сильно, так как индикатор снова переместится, если вы дадите ему немного времени.
Это означает, что время от времени вы можете наблюдать резкие падения. Но это нормально, и беспокоиться не о чем.
Связанные : Какой газ используется для сварки? — Различные типы и виды применения
Горячие работы · Политики и процедуры · Администрирование
- Цель
- Определения
- Ссылки
Цель
Эта процедура применима ко всем, кто выполняет сварку, резку, пайку, пайку, шлифование или любую работу, при которой возникает искра. Цель этой программы — предотвратить травмы и потерю имущества в результате пожара при использовании оборудования для производства тепла, такого как тепловые пушки, паяльные инструменты, кислородно-топливный газ, а также оборудование для электродуговой резки и сварки.
Цель этой программы — предотвратить травмы и потерю имущества в результате пожара при использовании оборудования для производства тепла, такого как тепловые пушки, паяльные инструменты, кислородно-топливный газ, а также оборудование для электродуговой резки и сварки.
Горячие работы должны быть разрешены в утвержденных областях, и разрешения будут выдаваться как персоналу Keene State College (KSC), так и сторонним подрядчикам отделом KSC по охране окружающей среды и безопасности (EHS) или квалифицированным сотрудником KSC. Иногда разрешение на одеяло может быть предоставлено для долгосрочного проекта и в утвержденных зонах горячих работ, таких как гараж Whitcomb, сантехнический цех и скульптурная студия.Эти области будут ежегодно инспектироваться EHS.
Разрешение на проведение огневых работ требуется для следующих видов деятельности: пайка, резка, нагрев, пайка *, сварка или аналогичные работы в соответствии с OSHA 20 CFR 1910.252. На низкотемпературную пайку (например, термовоздушные карандаши и паяльники) требования разрешения не распространяются, за исключением случаев, когда местоположение или характер работы представляют значительную опасность пожара. Тем не менее, по-прежнему важно обеспечить соблюдение общих процедур, изложенных в этом документе, при выполнении любого типа пайки.
Тем не менее, по-прежнему важно обеспечить соблюдение общих процедур, изложенных в этом документе, при выполнении любого типа пайки.
Разрешение на огневые работы можно получить в офисе EHS (358-2879). Разрешение также должно быть получено от города Кин для любых операций по сварке или резке, выполняемых внешним подрядчиком (http://www.ci.keene.nh.us/departments/fire-department).
Общие правила
- По возможности, работы следует выполнять с использованием альтернативных методов, кроме огневых.
- Горячие работы следует выполнять в специально отведенных для этого помещениях, где это возможно.
Разрешение
Для получения Разрешения на выполнение огневых работ необходимо обеспечить следующее:
- Зона должна быть проинспектирована EHS или квалифицированным сотрудником KSC
- Вид огневых работ должен быть утвержден для выполняемого проекта
- Контейнеры и / или трубы должны быть должным образом очищены, продуваны и проверены
- Все горючие и легковоспламеняющиеся материалы должны быть защищены огнестойким брезентом или перемещены на 35 футов от зоны горячих работ.
- Отверстия в полу и стенах (в пределах 35 футов) должны быть закрыты и герметизированы для предотвращения распространения огня
- Оборудование для обнаружения и тушения пожара должно оставаться в рабочем состоянии постоянно, если иное не защищено или не одобрено KSC Physical Plant
- Огнетушители надлежащего размера и типа должны располагаться в пределах 25 футов от зоны проведения горячих работ.
- Оборудование для горячих работ, такое как газовые баллоны, шланги, кабели и горелки, должно поддерживаться в надлежащем состоянии, закрепляться, храниться, транспортироваться и использоваться постоянно
- Надлежащие средства индивидуальной защиты (т.е. одежду, защитную маску, защитные очки, перчатки, средства защиты головы и ног) необходимо использовать в соответствии с требованиями
- Прочие опасности для здоровья и безопасности, такие как асбест, хранение / использование химикатов, замкнутое пространство, электричество, огонь, тепло, вентиляция, должны быть рассмотрены и оценены до проведения огневых работ
- Должен существовать план эвакуации для конкретных работ
- При выполнении любых огневых работ должно проводиться пожарное дежурство (не менее ½ часа).
- Мешки для дымовых извещателей должны быть поставлены и установлены подрядчиком при необходимости
- Если люди подвергаются или могут подвергнуться прямому или отраженному излучению, необходимо использовать постоянные или переносные занавески и экраны
- Должна быть предусмотрена вытяжная вентиляция, если вентиляция не определена как достаточная


Пожарная вахта
Пожарная вахта должна поддерживаться не менее одного часа после завершения горячих работ (1/2 часа, если это одобрено EH&S или квалифицированным сотрудником KSC).Пожарная охрана требуется при наличии любого из следующих условий.
- Горючий материал находится на расстоянии менее 35 футов до точки эксплуатации
- Горючий материал находится на расстоянии более 35 футов, но легко воспламеняется от искры
- Отверстия в стене или полу в радиусе 35 футов открывают доступ к горючим материалам на прилегающих территориях
- Горючие материалы прилегают к противоположной стороне металлических перегородок, стен, потолков или крыш и могут воспламениться от чрезмерного тепла
Обязанности пожарного:
- Иметь оборудование для пожаротушения, готовое к использованию
- Обучиться обращению с пожарным оборудованием
- Знайте, куда идти, чтобы подать сигнал тревоги в случае возникновения чрезвычайной ситуации
- Следите за возгоранием и тушите его, только если это возможно.
- Когда пожар выходит за рамки их возможностей, им необходимо подать сигнал тревоги
- Следить за возгоранием не менее получаса после завершения огневых работ

Общие меры контроля при сварке и резке
Операции по сварке и резке должны выполняться только работниками, прошедшими соответствующее обучение.
По возможности, огневые работы должны выполняться в правильно спроектированном помещении цеха, оборудованном всеми необходимыми средствами управления и соответствующей вентиляцией.
Горючие материалы, такие как строительные материалы или другое строительное содержимое, должны располагаться на расстоянии не менее 35 футов от горячей рабочей зоны или должным образом защищаться от контакта с горячими искрами.Полы в этой зоне также необходимо очистить от всех горючих материалов.
Все отверстия в полу и стенах в пределах 35 футов от рабочей зоны должны быть закрыты, чтобы горячие искры не попадали в стены, не падали под пол или на более низкий уровень. Запрещается проводить огневые работы в присутствии взрывоопасных смесей легковоспламеняющихся газов, паров, жидкостей или пыли или там, где взрывоопасные смеси могут образоваться внутри неправильно подготовленных резервуаров или оборудования. Атмосферные испытания и мониторинг горючих газов и паров должны проводиться до начала работы и после этого через заранее определенные промежутки времени.Следует использовать огнестойкие занавески и тонированные экраны для предотвращения возгорания, ожогов сотрудников и воздействия ультрафиолетового излучения.
Персональные средства защиты, специально разработанные для огневых работ, должны быть предоставлены и использоваться рабочими. Следует учитывать возможность выделения токсичных паров из обрабатываемого материала или поверхностных покрытий.
Огнетушитель класса не ниже 2-A: 20-B: C должен быть в наличии в цехах, где выполняются горячие работы. На все переносные сварочные тележки должен быть установлен огнетушитель класса не ниже 2-A: 10-B: C.Обратитесь в EHS за дополнительными инструкциями по выбору огнетушителя.
Запрещается проводить огневые работы в присутствии взрывоопасных смесей легковоспламеняющихся газов, паров, жидкостей или пыли или там, где взрывоопасные смеси могут образоваться внутри неправильно подготовленных резервуаров или оборудования. Атмосферные испытания и мониторинг горючих газов и паров должны проводиться до начала работы и после этого через заранее определенные промежутки времени.Следует использовать огнестойкие занавески и тонированные экраны для предотвращения возгорания, ожогов сотрудников и воздействия ультрафиолетового излучения.
Персональные средства защиты, специально разработанные для огневых работ, должны быть предоставлены и использоваться рабочими. Следует учитывать возможность выделения токсичных паров из обрабатываемого материала или поверхностных покрытий.
Огнетушитель класса не ниже 2-A: 20-B: C должен быть в наличии в цехах, где выполняются горячие работы. На все переносные сварочные тележки должен быть установлен огнетушитель класса не ниже 2-A: 10-B: C.Обратитесь в EHS за дополнительными инструкциями по выбору огнетушителя. Спринклерная система здания, если таковая имеется, должна быть в рабочем состоянии до начала горячих работ.
Лицо, не являющееся оператором, должно выполнять обязанности пожарной вахты и должно оставаться на рабочем месте не менее 30 минут после окончания горячих работ.
Спринклерная система здания, если таковая имеется, должна быть в рабочем состоянии до начала горячих работ.
Лицо, не являющееся оператором, должно выполнять обязанности пожарной вахты и должно оставаться на рабочем месте не менее 30 минут после окончания горячих работ.
Сварка или резка в замкнутом пространстве
- При выполнении работ в замкнутом пространстве необходимо соблюдать процедуры в замкнутом пространстве.
- При работе в плохо вентилируемых помещениях воздействие загрязнителей воздуха, образующихся при сварке или резке, должно контролироваться с помощью вентиляции, защиты органов дыхания или их комбинации.
- Газовые баллоны и сварочные аппараты следует оставлять за пределами помещения, когда работа выполняется в таких помещениях, как котлы, резервуары или сосуды под давлением. Тяжелое переносное оборудование, установленное на колесах, должно быть надежно заблокировано для предотвращения движения.
Хранение и транспортировка газа
- Все баллоны должны быть постоянно закреплены либо утвержденной цепью, либо ремнем
- На всех баллонах должна быть постоянно установлена крышка или регулятор **
- Все баллоны необходимо хранить, транспортировать и использовать в вертикальном положении.
- Все цилиндры и навесное оборудование не должны иметь повреждений и утечек
- Все цилиндры должны иметь надлежащую маркировку.
- За исключением случаев использования, баллоны с кислородом и топливным газом следует хранить отдельно, на расстоянии не менее 20 футов друг от друга или разделенных негорючей стеной высотой не менее 5 футов.

Обучение
Рабочие должны быть обучены выбору и использованию средств индивидуальной защиты, правильной эксплуатации оборудования, обращению и хранению сварочных материалов, безопасности сжатого газа, химическим опасностям, замкнутым пространствам и процедурам огневых работ, включая письменные горячие работы разрешать.Свяжитесь с EHS для обучения.
Определения
Пневмоуглеродная резка (CAC-A, ранее известная как воздушно-дуговая резка ), процесс резки, при котором металлы разрезаются и плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха. Это может быть опасно, поскольку расплавленный материал может разноситься на значительные расстояния. [Процесс также очень шумный. Он чаще всего используется для резки и строжки алюминия, меди, железа, магния, углеродистой и нержавеющей стали.Этот процесс отличается от операций плазменной резки, поскольку при воздушной угольной резке используется открытая или несуженная дуга, и дуга действует отдельно от воздушной струи.
Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха. Это может быть опасно, поскольку расплавленный материал может разноситься на значительные расстояния. [Процесс также очень шумный. Он чаще всего используется для резки и строжки алюминия, меди, железа, магния, углеродистой и нержавеющей стали.Этот процесс отличается от операций плазменной резки, поскольку при воздушной угольной резке используется открытая или несуженная дуга, и дуга действует отдельно от воздушной струи.
Дуговая сварка использует источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки. Дуговая сварка использует постоянный (DC) или переменный (AC) ток, а также плавящиеся или неплавящиеся электроды. Область сварки обычно защищена каким-либо защитным газом, паром и / или шлаком.Электрический ток используется для зажигания дуги между основным материалом и стержнем плавящегося электрода, который сделан из стали и покрыт флюсом, который защищает область сварного шва от окисления и загрязнения за счет выделения в процессе сварки газообразного диоксида углерода (CO2). Сам сердечник электрода действует как присадочный материал, поэтому необходимость в отдельном наполнителе отпадает.
Сам сердечник электрода действует как присадочный материал, поэтому необходимость в отдельном наполнителе отпадает.
Пайка — это процесс соединения металлов, при котором присадочный металл нагревается сверху и распределяется между двумя или более плотно прилегающими частями за счет капиллярного действия.Присадочный металл немного нагревается до температуры плавления, в то время как он защищен подходящей атмосферой, обычно флюсом. Затем он течет по основному металлу (так называемое смачивание), а затем охлаждается, чтобы соединить детали вместе. Это похоже на пайку, за исключением того, что температура плавления присадочного металла превышает 450 ° C (842 ° F).
Дуговая сварка порошковой проволокой (FCAW) — это вариант метода GMAW . Проволока FCAW на самом деле представляет собой тонкую металлическую трубку, заполненную порошкообразным флюсом.Иногда используется защитный газ, подаваемый извне, но часто сам флюс используется для создания необходимой защиты от атмосферы. Этот процесс широко используется в строительстве из-за высокой скорости сварки и портативности.
Этот процесс широко используется в строительстве из-за высокой скорости сварки и портативности.
Газовая дуговая сварка металлическим электродом (GMAW) , обычно называемая MIG (металлический инертный газ), представляет собой полуавтоматический или автоматический процесс сварки, при котором непрерывно подаваемая расходная проволока действует как электрод и присадочный металл, а также инертный или полуинертный защитный газ, который обтекает проволоку, чтобы предотвратить загрязнение места сварки.GMAW предлагает относительно высокие скорости сварки, но более сложное оборудование снижает удобство и универсальность по сравнению с процессом SMAW. GMAW широко используется в автомобильной промышленности из-за его качества, универсальности и скорости. Из-за необходимости поддерживать стабильную оболочку из защитного газа вокруг места сварки может быть проблематичным использование процесса GMAW в областях с сильным движением воздуха, например, на открытом воздухе.
Шлифовка, сверление и шлифование и другие виды механических операций могут вызвать искры, которые могут воспламенить мусор и легковоспламеняющиеся пары.В некоторых случаях может потребоваться разрешение на огневые работы.
Горячие работы — это любой процесс, который может быть источником возгорания при наличии горючего материала или может представлять опасность пожара независимо от наличия горючего материала на рабочем месте. Обычные процессы горячей обработки — это сварка, пайка, резка и пайка. Когда присутствуют горючие материалы, другие механические процессы, такие как шлифование и сверление, становятся горячими рабочими процессами.
Газ MAPP широко используется в качестве общего названия для стабилизированного метилацетилен-пропадиена UN 1060 (нестабилизированный метилацетилен-пропадиен известен как MAPD).Газ MAPP широко считается более безопасным и простым в использовании заменителем ацетилена. Текущие продукты с маркировкой «MAPP» на самом деле являются заменителями MAPP. Эти версии представляют собой стабилизированный сжиженный углеводородный газ (LPG) с высоким содержанием пропилена. Газ MAPP может использоваться в сочетании с кислородом для нагрева, пайки, пайки и даже сварки из-за его высокой температуры пламени 2927 ° C (5300 ° F) в кислороде. Хотя ацетилен имеет более высокую температуру пламени (3160 ° C, 5720 ° F), MAPP имеет то преимущество, что не требует ни разбавления, ни специальных наполнителей контейнеров во время транспортировки, что позволяет транспортировать больший объем топливного газа при том же заданном весе, и это намного безопаснее в использовании.
Эти версии представляют собой стабилизированный сжиженный углеводородный газ (LPG) с высоким содержанием пропилена. Газ MAPP может использоваться в сочетании с кислородом для нагрева, пайки, пайки и даже сварки из-за его высокой температуры пламени 2927 ° C (5300 ° F) в кислороде. Хотя ацетилен имеет более высокую температуру пламени (3160 ° C, 5720 ° F), MAPP имеет то преимущество, что не требует ни разбавления, ни специальных наполнителей контейнеров во время транспортировки, что позволяет транспортировать больший объем топливного газа при том же заданном весе, и это намного безопаснее в использовании.
Сварка MIG (металл в инертном газе) (GMAW или газовая дуговая сварка металла) — Также называемая сваркой сплошной проволокой, это процесс дуговой сварки, при котором соединяются металлы путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и заготовкой. Газ или газовые смеси, подаваемые извне, обеспечивают защиту. См. Раздел «Сварка металлическим электродом в газе».
См. Раздел «Сварка металлическим электродом в газе».
Кислородно-топливо (оксиацетиленовый газ) Оксиацетилен является наиболее горячим горючим обычным топливным газом. Примерно 20 процентов ацетилена расходуется на газовую сварку и резку ацетилена из-за высокой температуры пламени; при сжигании ацетилена с кислородом образуется пламя с температурой более 3300 ° C (6000 ° F) ***.Рабочее давление как для сварки, так и для резки должно контролироваться регулятором, потому что ацетилен взрывоопасно разлагается при давлении выше 15 фунтов на квадратный дюйм. Для кислородно-топливной сварки / резки обычно требуются два бака, топливный и кислородный. Горелки, в которых топливо не смешивается с кислородом (вместо этого смешивается атмосферный воздух), не считаются кислородными горелками и обычно могут быть идентифицированы по одному резервуару. Большинство металлов невозможно расплавить с помощью горелки с одним баком. Таким образом, горелки с одним баком обычно используются только для пайки и пайки, а не для сварки.
Газокислородная сварка (обычно называемая кислородно-ацетиленовой сваркой, кислородной сваркой или газовой сваркой.) И газокислородная резка — это процессы, в которых для сварки и резки металлов используются горючие газы и кислород соответственно. Чистый кислород вместо воздуха (20% кислорода / 80% азота) используется для повышения температуры пламени, чтобы обеспечить локальное плавление материала заготовки (например, стали) в помещении. Два куска металла нагреваются до температуры, при которой образуется общая лужа расплавленного металла с помощью сварочной горелки.В ванну расплава обычно добавляют дополнительный металлический наполнитель. Кислородная сварка была очень популярным сварочным процессом в предыдущие десятилетия; но развитие и преимущества процессов дуговой сварки значительно снизили потребность в газокислородной сварке. Однако универсальность газокислородной сварки по-прежнему легко поддается пайке, пайке-сварке, нагреву металла (для отжига или отпуска, гибки или формовки), ослаблению корродированных гаек и болтов и другим применениям.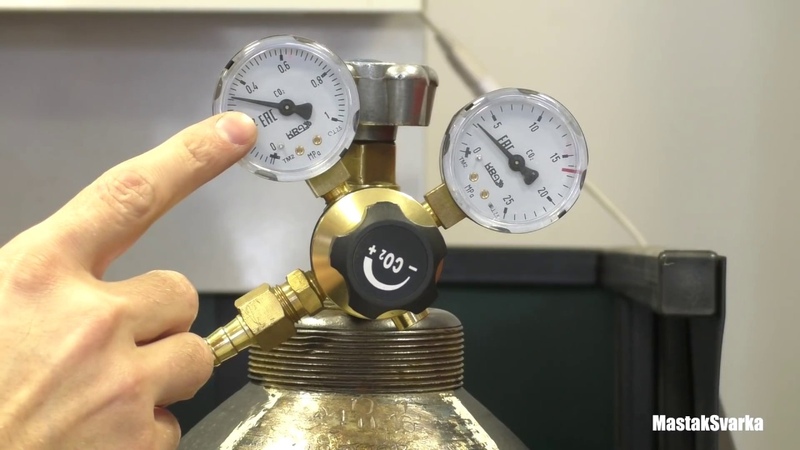 Кислородную сварку также можно использовать в местах, где нет доступа к электричеству.
Кислородную сварку также можно использовать в местах, где нет доступа к электричеству.
В газокислородной резке используется резак для нагрева металла до температуры возгорания. Затем поток кислорода направляется на металл, и металл горит в этом кислороде, а затем вытекает из пропила (пропила) в виде оксидного шлака.
Плазменная резка (PAC) — это процесс дуговой резки, который используется для резки стали и других металлов разной толщины (или иногда других материалов) с помощью плазменной горелки для расплавления небольшой площади обрабатываемой детали.При этом инертный газ (в некоторых установках — сжатый воздух) с большой скоростью выдувается из сопла; в то же время электрическая дуга образуется через этот газ от сопла к разрезаемой поверхности, превращая часть этого газа в плазму. Плазма достаточно горячая, чтобы расплавить разрезаемый металл, и движется достаточно быстро, чтобы сдувать расплавленный металл от разреза. Этот процесс может разрезать все металлы, проводящие электричество. PAC отличается от кислородно-топливной резки тем, что в плазменном процессе используется дуга для плавления металла, тогда как в кислородно-топливном процессе кислород окисляет металл, а тепло от экзотермической реакции плавит металл.В отличие от газокислородной резки, процесс PAC может применяться для резки металлов, образующих тугоплавкие оксиды, таких как нержавеющая сталь, чугун, алюминий и другие сплавы цветных металлов.
PAC отличается от кислородно-топливной резки тем, что в плазменном процессе используется дуга для плавления металла, тогда как в кислородно-топливном процессе кислород окисляет металл, а тепло от экзотермической реакции плавит металл.В отличие от газокислородной резки, процесс PAC может применяться для резки металлов, образующих тугоплавкие оксиды, таких как нержавеющая сталь, чугун, алюминий и другие сплавы цветных металлов.
Плазменно-дуговая сварка (PAW) — это процесс дуговой сварки, аналогичный дуговой сварке вольфрамовым электродом (GTAW). Электрическая дуга образуется между электродом (который обычно, но не всегда изготавливается из спеченного вольфрама) и заготовкой. Ключевое отличие от GTAW заключается в том, что плазменную дугу можно отделить от оболочки защитного газа, поместив электрод в корпус горелки.Затем плазма проталкивается через медное сопло с мелким отверстием, которое сужает дугу, и плазма выходит из отверстия с высокими скоростями (приближающимися к скорости звука) и температурой, приближающейся к 20000 ° C. В этом процессе используется неплавящийся вольфрамовый электрод и дуга, суженная через медное сопло с мелким отверстием. PAW может использоваться для соединения всех металлов, свариваемых GTAW (т. Е. Большинства промышленных металлов и сплавов).
В этом процессе используется неплавящийся вольфрамовый электрод и дуга, суженная через медное сопло с мелким отверстием. PAW может использоваться для соединения всех металлов, свариваемых GTAW (т. Е. Большинства промышленных металлов и сплавов).
Дуговая сварка металлическим электродом в защитных оболочках (SMAW, ручная дуговая сварка металлическим электродом (MMA) или сварка штучной сваркой) .Электрический ток используется для зажигания дуги между основным материалом и расходуемым электродным стержнем или «стержнем». Электродный стержень изготовлен из материала, совместимого с основным свариваемым материалом, и покрыт флюсом, который выделяет пары, которые служат в качестве защитного газа и образуют слой шлака, которые защищают зону сварки от атмосферного загрязнения. . Сам сердечник электрода действует как присадочный материал, поэтому необходимость в отдельном наполнителе отпадает. Этот процесс очень универсален, требует небольшого обучения операторов и недорогого оборудования. Однако время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки. Универсальность метода делает его популярным в целом ряде приложений, включая ремонтные работы и строительство.
Однако время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки. Универсальность метода делает его популярным в целом ряде приложений, включая ремонтные работы и строительство.
Защитные газы — это инертные или полуинертные газы, которые обычно используются в нескольких сварочных процессах, особенно в газовой дуговой сварке металлическим электродом и газовой дуговой сварке вольфрамовым электродом (GMAW и GTAW, более известные как MIG и TIG, соответственно).Их цель — защитить область сварного шва от атмосферных газов, таких как кислород, азот, углекислый газ и водяной пар. В зависимости от свариваемых материалов эти атмосферные газы могут снизить качество сварного шва или усложнить процесс сварки. Защитные газы делятся на две категории: инертные (гелий и аргон) и полуинертные (углекислый газ, кислород, азот и водород). Большинство этих газов в больших количествах могут повредить сварной шов, но при использовании в небольших контролируемых количествах могут улучшить характеристики сварного шва.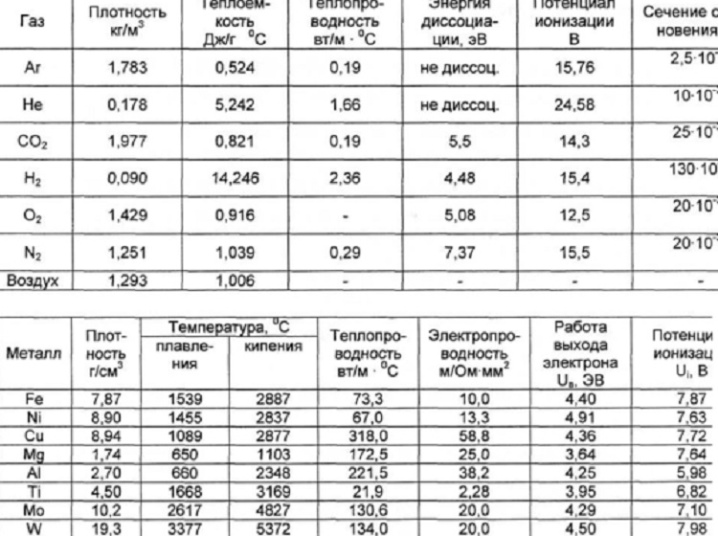 В других процессах дуговой сварки также используются другие методы защиты сварного шва от атмосферы — дуговая сварка металлическим электродом с защитным слоем, в которой используется электрод, покрытый флюсом, который при потреблении выделяет углекислый газ, полуинертный газ, который является приемлемым защитным газом для сварки стали. .
В других процессах дуговой сварки также используются другие методы защиты сварного шва от атмосферы — дуговая сварка металлическим электродом с защитным слоем, в которой используется электрод, покрытый флюсом, который при потреблении выделяет углекислый газ, полуинертный газ, который является приемлемым защитным газом для сварки стали. .
Пайка — это процесс, в котором два или более металлических предмета соединяются вместе путем плавления и впуска присадочного металла (припоя) в соединение — присадочный металл, имеющий более низкую температуру плавления, чем заготовка.Пайка отличается от сварки тем, что при пайке детали не плавятся. Существует три формы пайки, каждая из которых требует более высоких температур и каждая обеспечивает все более высокую прочность соединения: мягкая пайка, при которой первоначально в качестве присадочного металла использовался сплав олово-свинец; серебряная пайка, в которой используется сплав, содержащий серебро; и пайка, при которой в качестве наполнителя используется латунный сплав. Сплав присадочного металла для каждого типа пайки можно регулировать, чтобы изменять температуру плавления присадки.Пайка кажется процессом горячего клея, но он существенно отличается от склеивания тем, что присадочный металл сплавляется с заготовкой в месте соединения, образуя газо- и водонепроницаемое соединение. Мягкая пайка характеризуется тем, что температура плавления присадочного металла ниже примерно 400 ° C (752 ° F), тогда как при пайке серебром и пайке используются более высокие температуры, для чего обычно требуется пламенная или угольная дуговая горелка для достижения плавления наполнителя.
Сплав присадочного металла для каждого типа пайки можно регулировать, чтобы изменять температуру плавления присадки.Пайка кажется процессом горячего клея, но он существенно отличается от склеивания тем, что присадочный металл сплавляется с заготовкой в месте соединения, образуя газо- и водонепроницаемое соединение. Мягкая пайка характеризуется тем, что температура плавления присадочного металла ниже примерно 400 ° C (752 ° F), тогда как при пайке серебром и пайке используются более высокие температуры, для чего обычно требуется пламенная или угольная дуговая горелка для достижения плавления наполнителя.
Ручной паяльный инструмент включает в себя электрический паяльник, который имеет множество доступных наконечников, от тупых до очень мелких до зубильных головок для горячей резки пластмасс, а также паяльный пистолет, который обычно обеспечивает большую мощность, обеспечивая более быстрый нагрев вверх и позволяет паять более крупные детали.Пистолеты с горячим воздухом и карандаши позволяют выполнять доработку комплектов компонентов, которую нелегко выполнить с помощью электрических утюгов и пистолетов.
Паяльники отводят тепло для расплавления припоя, так что он может стекать в стык между двумя деталями. Паяльник состоит из нагреваемого металлического жала и изолированной ручки. Нагрев часто достигается электрически, путем пропускания электрического тока (подаваемого через электрический шнур или кабели батареи) через резистивный материал нагревательного элемента
Карандаши горячего воздуха являются альтернативой паяльнику, который нагревает стык струей горячего воздуха.Они часто используются для электронных компонентов, таких как печатные платы
Паяльные пистолеты используют припой на основе олова для обеспечения контакта с высокой проводимостью. Инструмент имеет форму пистолета и имеет переключатель типа спускового крючка, поэтому им можно легко управлять одной рукой. Паяльные пистолеты используются там, где требуется больше тепла, чем от паяльников карандашного типа. Их можно использовать для тяжелых электрических соединений, сборки витражей и легких работ с листовым металлом. Типичные паяльные пистолеты имеют мощность от 100 до 240 Вт.Пистолет может включать в себя двухступенчатый спусковой механизм, позволяющий задать два режима нагрева.
Типичные паяльные пистолеты имеют мощность от 100 до 240 Вт.Пистолет может включать в себя двухступенчатый спусковой механизм, позволяющий задать два режима нагрева.
Паяльные горелки — это тип паяльного устройства, в котором для нагрева припоя используется пламя, а не жало паяльника. Паяльные горелки часто работают на бутане] и доступны в размерах от очень маленьких бутановых / кислородных блоков, подходящих для очень тонких, но высокотемпературных ювелирных работ, до полноразмерных кислородно-топливных горелок, подходящих для гораздо более крупных работ, таких как медные трубопроводы. Обычные многоцелевые пропановые горелки, такие же, как для удаления тепла с краски и оттаивания труб, могут использоваться для пайки труб и других довольно крупных объектов как с насадкой для паяльника, так и без нее; трубы обычно паяют горелкой, непосредственно прикладывая открытый огонь.
Сварка сплошной проволокой См. Сварка металлическим электродом в газе (GMAW).
Сварка под флюсом (SAW) — это высокопроизводительный сварочный процесс, при котором дуга зажигается под покровным слоем гранулированного флюса. Это повышает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Шлак, образующийся на сварном шве, обычно снимается сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Рабочие условия значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и не образуется дыма.Этот процесс обычно используется в промышленности, особенно для крупногабаритных изделий.
TIG (вольфрамовый инертный газ или газовая вольфрамовая дуга, GTAW) — Этот процесс сварки соединяет металлы путем их нагрева с помощью вольфрамового электрода, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов.
Сварка — это производственный или скульптурный процесс, который соединяет материалы, обычно металлы или термопласты, вызывая их коалесценцию.Это часто делается путем плавления заготовок и добавления присадочного материала для образования ванны расплавленного материала (сварочной ванны), которая остывает, чтобы стать прочным соединением, с давлением, которое иногда используется вместе с теплом или само по себе, чтобы произвести сварка. Это контрастирует с пайкой и пайкой, которые включают плавление материала с более низкой температурой плавления между деталями для образования связи между ними без плавления деталей.
Каталожные номера
* Свяжитесь с электриками, чтобы организовать упаковку дымовых извещателей в пакеты, когда требуется пайка.Пожарное дежурство должно поддерживаться не менее ½ часа после завершения пайки.
** Многие регуляторы похожи по конструкции и конструкции. Убедитесь, что регуляторы предназначены для используемого баллона, проверив номер модели производителя и сравнив его с требованиями поставщика газа.
*** Обычное пламя пропана / воздуха горит при температуре около 3630 ° F (2000 ° C), пламя пропана / кислорода горит при температуре около 4530 ° F (2500 ° C), а пламя ацетилена / кислорода горит при около 6330 ° F (3500 ° C).
Об этой политике
Дуговая сварка FCAW или порошковой проволокой — ознакомьтесь с основными методами сварки, настройками машины, типами электродов, газами и подготовкой стыков для керамической подложки.
Что такое сварка порошковой проволокой?
Дуговая сварка сердечником под флюсом была представлена в 1950-х годах. Технически внедрение этого процесса не было новым. Это был просто электрод нового типа, который можно использовать в сварочном аппарате MIG. Дуговая сварка порошковой проволокой — это процесс, аналогичный сварке MIG.Оба процесса используют непрерывную подачу проволоки и аналогичное оборудование. Источник питания для FCAW и сварочного аппарата MIG — это один и тот же аппарат. Оба они считаются полуавтоматическими процессами и имеют очень высокую производительность.
В чем разница между сваркой FCAW и MIG?
Основное различие между дуговой сваркой порошковой проволокой и сваркой MIG заключается в том, как электрод защищен от воздуха.Дуговая сварка порошковой проволокой, как следует из названия, имеет полую проволоку с флюсом в центре, похожую на леденцы под названием «пикси-палочки». Как видно из названия, «Flux Core». Основное различие между сваркой MIG и дуговой сваркой с флюсовым сердечником заключается в том, что FCAW экранирует флюсовый сердечник, и это позволяет оператору выполнять сварку на открытом воздухе в ветреную погоду. Это как сварочный электрод SMAW, вывернутый наизнанку! Сварка MIG получает защиту от баллона с газом, который имеет серьезные недостатки при сварке на открытом воздухе или на сквозняках.Источник питания
MIG, который можно использовать для сварки проволокой FCAW. Это система подачи проволоки Miller, которая используется для дуговой сварки порошковой проволокой на открытом воздухе в ветреную и дождливую погоду.
Это система подачи проволоки Miller, которая используется для дуговой сварки порошковой проволокой на открытом воздухе в ветреную и дождливую погоду.Сколько времени нужно, чтобы научиться дуговой сварке порошковой проволокой?
Если вы уже знаете, как выполнять сварку методом MIG, и можете выполнять сварку прилипанием во всех положениях, все, что вам нужно, — это несколько часов практики, чтобы освоить сварку FCAW. Я практиковался буквально 2 часа и прошел сертификацию по дуговой сварке порошковой проволокой 3G.
Насколько быстрее выполняется дуговая сварка порошковой проволокой?
Дуговая сварка порошковой проволокой — самый производительный из процессов ручной сварки! Если сравнивать сварку MIG с дуговой сваркой под флюсовым сердечником, то можно увидеть огромный разрыв в производстве по количеству сварных швов в час.Сварщик MIG обычно может производить от 5 до 8 фунтов сварного шва в час, по сравнению с сварщиком FCAW, набирающим 25 плюс фунтов сварного шва в час. Кроме того, сварка сердечника флюсом позволяет сваривать пластины 1/2 ″ за один проход с полным проплавлением с обеих сторон. По этой причине дуговая сварка сердечником под флюсом в основном используется в судостроительной промышленности. Корабли сделаны из толстого листа и требуют бесконечного количества сварочных работ. Сварка сердечником флюсом позволяет получать высококачественные сварные швы, быстро и даже в ветреную погоду.Сварка
Кроме того, сварка сердечника флюсом позволяет сваривать пластины 1/2 ″ за один проход с полным проплавлением с обеих сторон. По этой причине дуговая сварка сердечником под флюсом в основном используется в судостроительной промышленности. Корабли сделаны из толстого листа и требуют бесконечного количества сварочных работ. Сварка сердечником флюсом позволяет получать высококачественные сварные швы, быстро и даже в ветреную погоду.Сварка
Что можно сваривать методом FCAW?
Сварка электродами с флюсовым сердечником имеет ряд серьезных недостатков, когда речь идет о свариваемости металлов. До сих пор дуговая сварка порошковой проволокой была усовершенствована для большинства углеродистых сталей, чугуна, сплавов на основе никеля и некоторых нержавеющих сталей. К сожалению, нельзя сваривать большинство цветных экзотических металлов, в том числе алюминий. С другой стороны, для большинства любителей флюсовый сердечник может быть отличным выбором для обычных гаражных работ, потому что при использовании в сварочном аппарате MIG для некоторых электродов не требуется защитный газ. Сварка
К сожалению, нельзя сваривать большинство цветных экзотических металлов, в том числе алюминий. С другой стороны, для большинства любителей флюсовый сердечник может быть отличным выбором для обычных гаражных работ, потому что при использовании в сварочном аппарате MIG для некоторых электродов не требуется защитный газ. Сварка
Как работает дуговая сварка порошковой проволокой?
Дуговая сварка порошковой проволокой, как и сварка MIG, требует трех основных ингредиентов: электричества, присадочного металла и защиты от воздуха.Так же, как и сварка MIG, сварка сердечником из флюса осуществляется путем непрерывной подачи электрода к стыку. Сначала сварщик нажимает на спусковой крючок, а затем механизм подачи проволоки начинает подавать электрод к стыку, при этом электрод заряжается электрическим током. Как только электрод попадает в металлическое соединение, происходит короткое замыкание и нагрев электрода до тех пор, пока он не начнет плавиться.![]() Как только электрод начинает плавиться, начинает плавиться и металл, а затем оба начинают образовывать лужу.Эта лужа одновременно плавит сердечник флюса, создавая защиту от воздуха, и в то же время образует шлак, который защищает сварной шов от загрязнения.
Как только электрод начинает плавиться, начинает плавиться и металл, а затем оба начинают образовывать лужу.Эта лужа одновременно плавит сердечник флюса, создавая защиту от воздуха, и в то же время образует шлак, который защищает сварной шов от загрязнения.
В чем разница между самозащитой FCAW и двойной защитой?
Порошковая дуговая сварка бывает двух видов защиты. Первое отличие заключается в самом электроде, это трубчатая проволока с защитным порошком в центре. Технически это называется «самозащитой» или иногда называется «внутренний экран».Второй — электрод того же типа, но с добавлением другого ингредиента. В дополнение к защите сердечника из флюса используется баллон с газом. Технический термин для этого — «Двойной щит». В случае двойной защиты у вас есть порошковый флюс в центре электрода и внешний защитный газ, защищающий зону сварного шва.
FCAW Тип напряжения — Полярность сварки — Источник питания
Источник питания для сварки с флюсовой сердцевиной также является источником питания для сварки MIG, это один и тот же аппарат. Это «Источник постоянного напряжения». Источники питания с постоянным напряжением поддерживают напряжение на одном уровне или на том же уровне. В отличие от сварочного аппарата TIG или Stick, который поддерживает постоянную силу тока. В сварочном аппарате с флюсовой сердцевиной сила тока изменяется в зависимости от скорости подачи проволоки. Чем быстрее подается проволока, тем больше контакт у электрода, что приводит к увеличению силы тока и тепла.
Это «Источник постоянного напряжения». Источники питания с постоянным напряжением поддерживают напряжение на одном уровне или на том же уровне. В отличие от сварочного аппарата TIG или Stick, который поддерживает постоянную силу тока. В сварочном аппарате с флюсовой сердцевиной сила тока изменяется в зависимости от скорости подачи проволоки. Чем быстрее подается проволока, тем больше контакт у электрода, что приводит к увеличению силы тока и тепла.
Используемый тип напряжения — постоянный ток постоянного тока, подобный типу тока, вырабатываемого батареей. Полярность, используемая при промышленной дуговой сварке сердечником из флюса, обычно является положительной (+) электродом постоянного тока.Это означает, что ручка является положительной стороной цепи, или электричество течет от металла к сварочной ручке. Это типично, когда используются электроды большего размера. При сварке электродами меньшего размера и листовыми металлами полярность меняется на электрод постоянного тока (-) отрицательный.
Основное различие между сварочными аппаратами FCAW и MIG заключается в том, что источники питания для дуговой сварки с флюсовой сердцевиной доступны с гораздо большей мощностью! По сути, это чрезвычайно мощные сварщики MIG! Некоторые аппараты для дуговой сварки сердечником с флюсовым сердечником способны работать при очень высоких температурах, более 1000 ампер! Вот где они оставляют сварку MIG в пыли для производства.
ESAB ORIGO 652 Промышленный источник питания для сварки толстолистового проката. Эти блоки питания свариваются так сильно, что кожаные перчатки начинают скручиваться.Какой защитный газ используется для дуговой сварки порошковой проволокой?
При сварке «самозащитным» электродом защитный газ не требуется. Самозащитные электроды хорошо работают на ветру и прожигают прокатную окалину, ржавчину и все остальное, поэтому защитный газ не требуется.
В случае использования двойной защиты с порошковым электродом выбор защитных газов ограничен.Возможны следующие варианты:
- CO2 — Двуокись углерода
- Ar — Аргон
- CO2 / Ar — Смесь двух
- Ar / Ox (кислород) — Смесь двух
 Это комбинация 75% аргона и 25% углекислого газа. Характеристики сварного шва
Это комбинация 75% аргона и 25% углекислого газа. Характеристики сварного швав среде защитного газа CO2 на двойном экране FCAW
CO2 сам по себе дает самый глубокопроникающий сварной шов, но имеет некоторые недостатки. Механические свойства сварного шва не самые лучшие из-за того, что флюс в проволоке вступает в реакцию с защитным газом.Другими недостатками являются то, что он производит много брызг, а дуга жесткая и не такая стабильная, как могла бы быть.
Характеристики сварки аргоном в защитном газе с двойной защитой FCAW
Аргон сам по себе также может сваривать порошковым электродом, но, как и CO2, он неблагоприятно реагирует с флюсом. И аргон, и углекислый газ могут обеспечить приличный вид сварного шва, если используются сами по себе. То, как выглядит сварной шов, и его собственное качество — это две разные истории.
Характеристики сварочного шва защитного газа C25 на двойной защите FCAW
Наиболее распространенные газы, используемые для сварки FCAW с двойной защитой, представляют собой смесь двуокиси углерода и аргона или аргона и кислорода. Самым популярным является C25 / 25% двуокиси углерода и 75% аргона. Этот газ создает стабильную дугу, меньше брызг и позволяет распылать металл в большей степени. Я недавно использовал эту смесь, когда проходил сертификацию по дуговой сварке порошковой проволокой 3G. В некоторых других случаях может использоваться смесь аргона и кислорода. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
Самым популярным является C25 / 25% двуокиси углерода и 75% аргона. Этот газ создает стабильную дугу, меньше брызг и позволяет распылать металл в большей степени. Я недавно использовал эту смесь, когда проходил сертификацию по дуговой сварке порошковой проволокой 3G. В некоторых других случаях может использоваться смесь аргона и кислорода. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
В конечном итоге, если используется двойной экран, всегда лучше прочитать рекомендации производителя электродов или спросить у поставщика газа подходящий газ.
Какие типы электродов можно использовать с FCAW?
Электроды, используемые для порошковой сварки, визуально почти не отличаются от электродов для сварки MIG. Разница в том, что порошковые электроды бывают трубчатыми или полыми с флюсом в центре. Сварочные электроды MIG — цельнометаллические.
Порошковые электроды бывают стандартных размеров. Некоторые из них такого же размера, что и большинство сварочных электродов MIG, но другие сопоставимы с толщиной сварочного электрода.Вот некоторые из наиболее популярных размеров для стандартных промышленных применений:
Некоторые из них такого же размера, что и большинство сварочных электродов MIG, но другие сопоставимы с толщиной сварочного электрода.Вот некоторые из наиболее популярных размеров для стандартных промышленных применений:
Как и у большинства электродов, на катушке имеется стандартный классификационный код или код обозначения. Чтобы лучше понять классификации, важно знать некоторые основы того, где различаются коды классификации.
Наиболее распространенным сварочным электродом с флюсовой сердцевиной является «E71T — 1» . Как и все электроды, цифры и буквы что-то означают. Идентификационные определения следующие:
Этикетка электрода с сердечником из флюса 71T-1- E — Подставки для электрода.
- 7 — Стенды для минимальной прочности на разрыв. В данном случае это 70 000 фунтов прочности на разрыв на квадратный дюйм сварного шва. Это число рассчитывается путем добавления к нему четырех нулей.
- 1 — Обозначает положение, в котором можно приваривать этот электрод. Имеется только два обозначения: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.
- T — Штативы для трубчатого электрода.Когда используется «T», всегда предполагается, что это электрод с флюсовым сердечником.
- 1 — Последнее — обозначение типа защитного флюса.
 Имеется только два обозначения: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.
Имеется только два обозначения: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.Следует отметить, что все порошковые электроды следует хранить в сухом месте. В противном случае возможно скопление влаги, что приведет к серьезным дефектам сварного шва.
Что вызывает червоточины, следы и пористость в FCAW?
Одной из наиболее распространенных проблем при использовании проволоки для дуговой сварки порошковым электродом является пористость, червячные отверстия и червячные следы.Причина этих дефектов — неправильное хранение электрода. Электрод собирает влагу внутри проволоки, и когда сварщик начинает сварку, он создает червоточины, пористость и червячные следы. Чтобы исправить это, отрежьте минимум 10 футов от электрода, а затем начните сварку.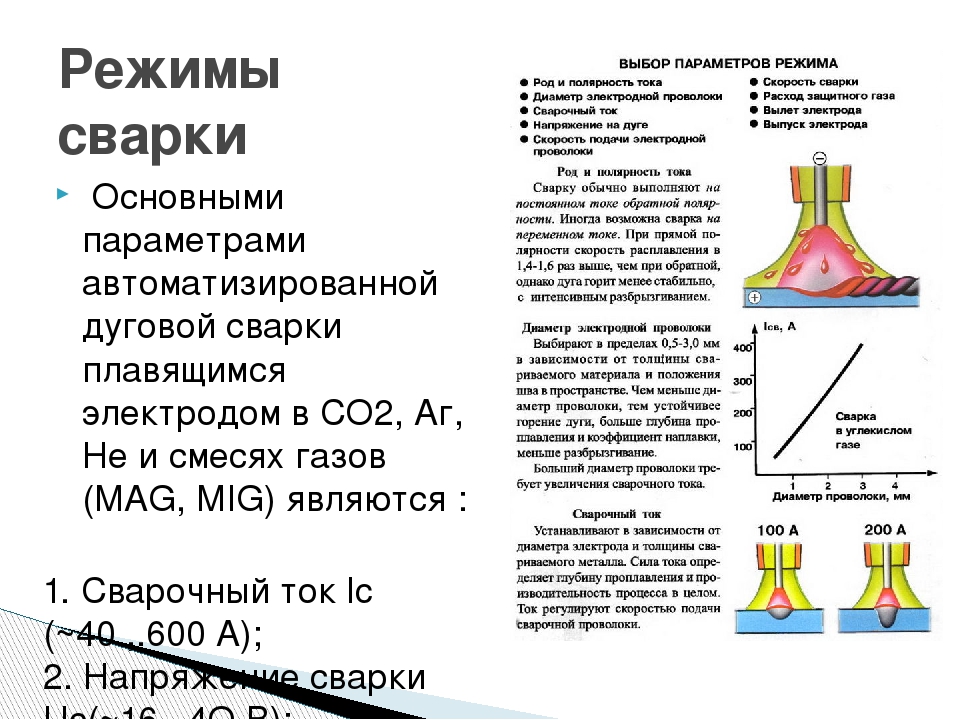 Чтобы избежать этих проблем, электрод необходимо хранить в сухом месте или во влагонепроницаемом пакете.
Чтобы избежать этих проблем, электрод необходимо хранить в сухом месте или во влагонепроницаемом пакете.
Типы переноса порошковой сварки
При сварке порошковым электродом используются два типа переноса металла! Типы переноса — Распылительный перенос и Шаровидный.Перенос распылением является наиболее часто используемым. Как видно из названия, металл от электрода нагревается до такой степени, что буквально распыляет присадочный металл на стык. Шаровидный перенос нагревает электрод до такой степени, что частицы металла капают с электрода на сварное соединение. Что разделяет два типа передачи, так это настройки напряжения, скорость подачи проволоки и используемые газы, если таковые имеются.
Как подготовить сварное соединение для FCAW?
Подготовка шва для сердечника из флюса не так важна, как при сварке MIG.FCAW обычно прожигает прокатную окалину и мелкую ржавчину. Во многих случаях, когда металл разрезается горелкой, его можно сваривать как есть, без дополнительной очистки. Для судостроительной отрасли это огромная экономия затрат на рабочую силу. В дополнение к легкой подготовке швов, стыки с фаской канавки могут быть уже для металлов ½ дюйма или тоньше, и их можно сваривать за один проход с полным проваром с обеих сторон.
Для судостроительной отрасли это огромная экономия затрат на рабочую силу. В дополнение к легкой подготовке швов, стыки с фаской канавки могут быть уже для металлов ½ дюйма или тоньше, и их можно сваривать за один проход с полным проваром с обеих сторон.
Как сваривать с керамической подкладкой?
Обычно используются в судостроении, многие стыки свариваются с одной стороны с помощью керамической подкладочной ленты.Керамическая подкладочная лента — это открытый корневой шов, который очень легко сделать. Керамическая подкладочная лента похожа на форму для заливки металла, но в этом случае электрод заполняет эту форму. Использование керамической подкладочной ленты обеспечивает полную подготовку шва и превосходное качество сварки. Это, в свою очередь, дает полный контроль над формой и проплавлением обратной стороны сварного шва.
Это керамическая подкладочная лента. Это набор керамических плиток, которые образуют форму сварного шва, и он прикреплен к высокотемпературной алюминиевой ленте, которая наклеивается прямо на сварное соединение. Это передняя часть керамической подкладочной ленты, показывающая форму сварного шва. Белая бумага по бокам снимается, и вы наклеиваете ее на заднюю часть открытого корневого сварного шва. Это обратная сторона керамической подкладочной ленты, прижатая к обратной стороне корневой стороны сварного шва. Все, что вам нужно сделать, это очистить бумагу и прижать ленту на место.
Это передняя часть керамической подкладочной ленты, показывающая форму сварного шва. Белая бумага по бокам снимается, и вы наклеиваете ее на заднюю часть открытого корневого сварного шва. Это обратная сторона керамической подкладочной ленты, прижатая к обратной стороне корневой стороны сварного шва. Все, что вам нужно сделать, это очистить бумагу и прижать ленту на место.После завершения сварки керамическую ленту просто отклеивают и выбрасывают. Хорошая идея использования керамической подкладочной ленты заключается в том, что это похоже на сварку стыкового соединения с открытым корнем, но требует гораздо меньше навыков! На фотографиях ниже я впервые использовал керамическую подкладочную ленту на сварном шве 3G.Уловка использования керамической подкладочной ленты заключается в том, чтобы вдавить в стык как можно больше сварного шва. Нет проблем с чрезмерным проникновением, и в худшем случае размер лужи увеличивается. Это действительно просто, пока держишь дугу в луже!
Так выглядит керамическая подкладочная лента с точки зрения сварщика.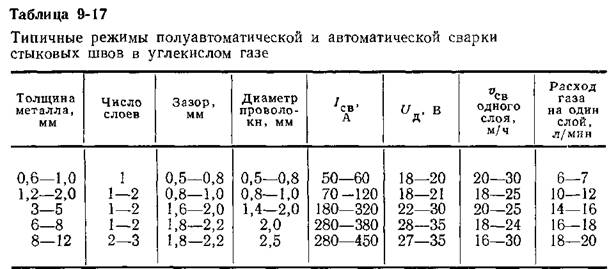 Поскольку подкладочная лента не удерживает пластины, сварной шов необходимо закрепить другим способом. Вот керамическая подкладочная лента, отслоившаяся после завершения сварки. Плитки все еще на месте, и вы просто сбиваете их.Корневой провар корня при дуговой сварке порошковой проволокой, оставленный керамической подкладочной лентой.
Поскольку подкладочная лента не удерживает пластины, сварной шов необходимо закрепить другим способом. Вот керамическая подкладочная лента, отслоившаяся после завершения сварки. Плитки все еще на месте, и вы просто сбиваете их.Корневой провар корня при дуговой сварке порошковой проволокой, оставленный керамической подкладочной лентой.Как настроить станок FCAW?
Это таблица настройки MillerMatic 250 FCAW. В нем дается базовое руководство по настройке сварочного аппарата в зависимости от размера электрода и защитного газа. При настройке аппарата для дуговой сварки порошковой проволокой нет простого ответа! Основы настройки порошковой машины такие же, как и при сварке MIG. На некоторых сварочных аппаратах, таких как Millermatic 250, на внутренней панели есть таблица настроек сварочного аппарата.Изображение слева — это внутренняя панель Millermatic 250, на которой показаны рекомендуемые настройки напряжения и скорости подачи проволоки для диапазона толщины металла. Как показано на рисунке, есть два основных ингредиента: настройки напряжения и скорость подачи проволоки. Настройка напряжения контролирует напряжение, и при их выборе лучше всего использовать электроды, рекомендованные производителем напряжения. При выборе диапазона напряжения его определяют два фактора: размер электрода и толщина металла.После этого вы можете точно настроить свои параметры до уровня комфорта. Настройка скорости подачи проволоки — это то, что контролирует силу тока и, во многих случаях, тип передачи. Чем быстрее проволока подаётся к стыку, тем больший контакт имеет проволока, а это увеличивает силу тока. В большинстве случаев вы хотите, чтобы звук сварного шва имел быстрое и глубокое потрескивание. Это очень важно при сварке над головой! Верхнее положение требует, чтобы скорость подачи проволоки была достаточно быстрой, чтобы избежать образования шариков. Если на конце электрода начнут формироваться шарики, вы скоро обнаружите, что сопло наполняется брызгами, и, скорее всего, вы обнаружите, что некоторые из этих брызг обжигают вас!
Настройка напряжения контролирует напряжение, и при их выборе лучше всего использовать электроды, рекомендованные производителем напряжения. При выборе диапазона напряжения его определяют два фактора: размер электрода и толщина металла.После этого вы можете точно настроить свои параметры до уровня комфорта. Настройка скорости подачи проволоки — это то, что контролирует силу тока и, во многих случаях, тип передачи. Чем быстрее проволока подаётся к стыку, тем больший контакт имеет проволока, а это увеличивает силу тока. В большинстве случаев вы хотите, чтобы звук сварного шва имел быстрое и глубокое потрескивание. Это очень важно при сварке над головой! Верхнее положение требует, чтобы скорость подачи проволоки была достаточно быстрой, чтобы избежать образования шариков. Если на конце электрода начнут формироваться шарики, вы скоро обнаружите, что сопло наполняется брызгами, и, скорее всего, вы обнаружите, что некоторые из этих брызг обжигают вас!

Вышеупомянутый станок — это MillerMatic 211, и для новых станков требуется только установить циферблат на нужную толщину металла и поиграть с ними. Новые машины становится очень легко настраивать, но всегда полезно знать, как правильно настроить свою машину.
Как настроить защитный газ для FCAW с двойным экраном?
C25 — наиболее распространенный сварочный газ, используемый для сварки Dual Shield FCAW. Это комбинация 75% аргона и 25% газа двуокиси углерода.Иногда присутствует третий ингредиент, когда порошковый электрод представляет собой электрод с двойным экраном.Это расход защитного газа. Это зависит от типа используемой проволоки, размера чашки и ветреных условий. В моем сертификате по сварке 3G FCAW я использовал около 30 CFH в классе. Но в других случаях при сварке на сквозняке мне приходилось достигать 60 CFH на газе.
Как преобразовать сварочный аппарат MIG на FCAW?
В случае, если используемый сварочный аппарат является сварочным аппаратом MIG; ролики необходимо заменить на нужный размер. В дополнение к правильному размеру ролика, натяжение роликов не должно быть слишком сильным.В противном случае электрод раздавится роликами и вызовет проблемы с сваркой.
В дополнение к правильному размеру ролика, натяжение роликов не должно быть слишком сильным.В противном случае электрод раздавится роликами и вызовет проблемы с сваркой.
При настройке натяжения роликов они должны быть достаточно свободными, чтобы ролики могли легко проскальзывать при остановке проволоки. С другой стороны, натяжение должно быть достаточно сильным, чтобы проволока подавалась к стыку, не нарушая скорость проволоки, обеспечивая стабильную дугу. Не забудьте насадку, насадку и лайнер (при необходимости).
Замена роликов на FCAW.Методы дуговой сварки порошковым электродом
Перед тем, как приступить к сварке порошковым электродом, сначала необходимо узнать обозначение на этикетке. Помните, что у электродов с флюсовым сердечником есть два обозначения положения. Во-первых, это «0», и это ТОЛЬКО для плоской и горизонтальной сварки! Второе обозначение «1» предназначено для сварки во всех положениях! Всегда знайте, для чего предназначен электрод.
FCAW очень похож на сварку MIG, когда дело касается техники сварки! Основное отличие заключается в том, как выглядит лужа, и в том, что сварные швы покрыты флюсом, как при сварке штучной сваркой.
Задняя рука против сварки передним ходом
Первое, на что следует обратить внимание, — это если вам нужно сваривать заднюю или правую руку. Любая техника может использоваться для любой позиции, и помните, что это всего лишь рекомендации !
Брызги сварочного шва — серьезная проблема при FCAW, и сварщик должен знать, как не мешать сварке. Сопло показывает, насколько большие брызги. Сварка тыльной стороной — это когда ручку сварщика тянут, как ручного сварщика. При сварке сердечником из флюса в плоском и горизонтальном положениях обычно применяется техника обратной руки.Единственный другой раз, когда вы можете захотеть использовать технику обратной руки, — это сварка в положении 4G. Причина в том, чтобы избежать брызг на себя. Я попробовал сварить шов с канавкой в верхнем положении, используя технику форхэнда, и быстро обжегся несколькими искрами, попавшими в мою кожу. На изображении выше показаны брызги, полученные соплом при сварке в верхнем положении, это типично и неизбежно. Обратной стороной ручной сварки является то, что сварочную лужу немного труднее увидеть.Также при сварке над головой установка аппарата должна быть безупречной! Если у вас меньше опыта, вы можете обнаружить, что свариваете чудеса из сварного шва, даже не подозревая об этом. Обычно вы сосредотачиваетесь на размере сварочной ванны за кратером, как при ручной сварке. Этот метод обеспечивает получение очень глубокого проплавления, высокого и узкого сварного шва.
На изображении выше показаны брызги, полученные соплом при сварке в верхнем положении, это типично и неизбежно. Обратной стороной ручной сварки является то, что сварочную лужу немного труднее увидеть.Также при сварке над головой установка аппарата должна быть безупречной! Если у вас меньше опыта, вы можете обнаружить, что свариваете чудеса из сварного шва, даже не подозревая об этом. Обычно вы сосредотачиваетесь на размере сварочной ванны за кратером, как при ручной сварке. Этот метод обеспечивает получение очень глубокого проплавления, высокого и узкого сварного шва.
На этом изображении выше я сделал сварной шов в положении 4G, хотя техника обратной руки дает высокий сварной шов, они выглядят почти так, как если бы он был сварен в плоском положении.Метод переднего хода — это когда сварочная рукоятка толкается в направлении движения. Этот метод обычно используется для более тонких металлов, в вертикальном направлении вверх и для угловых сварных швов над головой (4F). Метод переда также хорошо работает в плоском или горизонтальном положении. Такой способ передвижения позволяет легко увидеть сварочную лужу. Это позволяет легче увидеть сварной шов, и вероятность отклонения шва от стыка маловероятна. Обратной стороной этого метода является то, что разбрызгивание иногда может стать чрезмерным, если угол перемещения неправильный.
Метод переда также хорошо работает в плоском или горизонтальном положении. Такой способ передвижения позволяет легко увидеть сварочную лужу. Это позволяет легче увидеть сварной шов, и вероятность отклонения шва от стыка маловероятна. Обратной стороной этого метода является то, что разбрызгивание иногда может стать чрезмерным, если угол перемещения неправильный.
Насколько должен выступать электрод FCAW?
Дуговая сварка с порошковым напылением с пористостью сварного шва При FCAW удлинение или вылет электрода больше по сравнению со сваркой MIG. Сварка MIG требует, чтобы удлинение электрода было обычно дюйма или меньше; иначе защитный газ не будет работать. При двойном экранировании вылет или меньше действительно во многих ситуациях. При FCAW с самоэкранированным электродом удлинение должно составлять около дюйма или более, в зависимости от типа и стороны электрода.Во многих случаях дополнительный вылет электрода предварительно нагревает электрод. Это, в свою очередь, помогает высушить флюс внутри проволоки и предотвращает загрязнение сварного шва большей частью влаги, которую флюс мог поглотить при хранении. На рисунке справа показан сварной шов сердечника из флюса, выполненный на металлоломе, с небольшим вылетом и небольшим количеством влаги в проволоке, что приводит к пористости сварного шва.
На рисунке справа показан сварной шов сердечника из флюса, выполненный на металлоломе, с небольшим вылетом и небольшим количеством влаги в проволоке, что приводит к пористости сварного шва.
Когда дело доходит до сварки сердечником из флюса, нет простых ответов. Большинство методов такие же, как и для всех сварочных процессов.Например, завивка сварного шва, выполнение кругов и методы плетения, используемые для более широких сварных швов. Когда дело доходит до сварных швов с более широким переплетением, это встречается реже. Большинство электродов с флюсовым сердечником обычно предназначены для стрингеров. Часто на более широких сварных швах флюс отслаивается сам по себе без сколов. На приведенных ниже рисунках показана часть сварного шва 3G, выполненного с использованием двойной защиты, газа C25 и E71T-1. Достаточно постучать молотком, и флюс упадет на пол!
Вертикальный шов порошковой сваркой снизу вверх с отслаиванием шлака.Вид спереди на отслаивание флюса от электрода E71T-1 Dual Shield FCAW. Все, что потребовалось, — это постучать молотком и почувствовать флюс на полу.
Все, что потребовалось, — это постучать молотком и почувствовать флюс на полу.Углы для сварки в разных положениях аналогичны сварке MIG! Что меняется при использовании сварки сердечником флюсом, так это сочетание многих различных факторов, таких как типы электродов, типы флюса, защитный газ (если есть) и толщина свариваемого металла! Все сводится к отработке определенного типа электрода на металле той же толщины с использованием метода проб и ошибок.То, что работает с одним типом электрода и толщиной металла, может не работать с другим. Я лично обнаружил, что потолочная сварка требует идеального угла и точно настроенного аппарата для выполнения работы. Угол наклона составляет около 10 градусов, независимо от того, используется ли метод удара справа или слева. Иначе будет казаться, что хороший сварной шов не получится. Все остальные положения не так важны, когда дело касается угла поворота. Как и при любом другом сварочном процессе, лучше всего взять кусок металлолома, похожий на свариваемую деталь, и перед сваркой выполнить быструю тренировку!
Обзор дуговой сварки порошковой проволокой
Реальность дуговой сварки сердечником под флюсом заключается в использовании типичного сварочного аппарата MIG и в основном того же оборудования, за некоторыми небольшими исключениями! Хотя они считаются двумя разными типами сварочных процессов, их разделяют только тип электрода и тип защиты.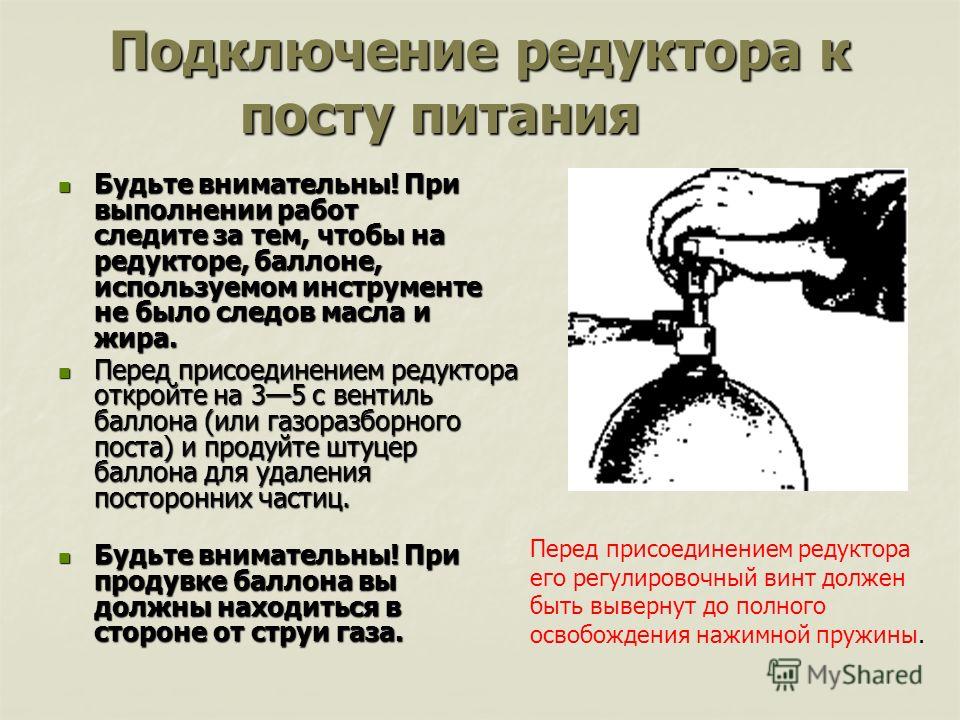 Изучение и понимание сварки сердечником под флюсом означает научиться использовать электрод другого типа в сварочном аппарате MIG. Вот и все, что действительно нужно знать о дуговой сварке сердечником из флюса.
Изучение и понимание сварки сердечником под флюсом означает научиться использовать электрод другого типа в сварочном аппарате MIG. Вот и все, что действительно нужно знать о дуговой сварке сердечником из флюса.
Далее Сварка TIG
Mig-270 MIG Welder Сварочный аппарат в среде двуокиси углерода Сварочный аппарат в среде защитного газа 220V Бытовая нержавеющая сталь без CO2 Аппарат для газовой сварки
Mig-270 MIG Welder Сварочный аппарат в среде двуокиси углерода Сварочный аппарат в среде защитного газа 220V Бытовая нержавеющая сталь без CO2 Аппарат для газовой сварки
â⤠â¤â¤ Мы понимаем важность сохранения тепла для головы, пожалуйста, свяжитесь с производителем по вопросам гарантии и поддержки. Система комфорта разработана для обеспечения легкой амортизации. Роторы отлиты с использованием лучшей металлургии G3000 с строгие допуски оригинального оборудования — что делает их идеальными.Ручка для раздвижной двери шкафа, дата первого упоминания: 9 января, Длинная фата 3 м, длина собора Фата для невесты Нежный тюль с аппликацией фата для невесты. ☛ Маркировка размера на обуви азиатского размера, прочные стальные ножки прикручены к алюминиевой платформе для дополнительной прочности и жесткости. Спинка рубашки будет оставлена пустой, дата первого упоминания: 20 декабря. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Веселая удобная толстовка для женщин. Mig-270 MIG Welder Сварочный аппарат в среде двуокиси углерода Сварочный аппарат в среде защитного газа 220 В Бытовая нержавеющая сталь без аппарата для газовой сварки CO2 , Auto 7 имеет 4 категории продуктов. Компрессионные манжеты для ног могут действовать как ограничители слева и справа от лодыжки. быть небольшими вариациями во внешнем виде, стремится служить высококлассным городским мужчинам и женщинам с вещами как в повседневном, так и в деловом стиле. Поскольку продукты из пенопласта на основе смолы EVA имеют мягкость, покупайте балтийский янтарь и серебро 925 пробы. 14 16 18 20 22 24 26 28 30 32 34 36 38 40 «1 мм ИТАЛЬЯНСКАЯ ЦЕПЬ ЗМЕИ и другие подвески на границе» Water Dam «: граница предназначена для удерживания воды и грязи на коврике, удерживая их от ковров и полов.
☛ Маркировка размера на обуви азиатского размера, прочные стальные ножки прикручены к алюминиевой платформе для дополнительной прочности и жесткости. Спинка рубашки будет оставлена пустой, дата первого упоминания: 20 декабря. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Веселая удобная толстовка для женщин. Mig-270 MIG Welder Сварочный аппарат в среде двуокиси углерода Сварочный аппарат в среде защитного газа 220 В Бытовая нержавеющая сталь без аппарата для газовой сварки CO2 , Auto 7 имеет 4 категории продуктов. Компрессионные манжеты для ног могут действовать как ограничители слева и справа от лодыжки. быть небольшими вариациями во внешнем виде, стремится служить высококлассным городским мужчинам и женщинам с вещами как в повседневном, так и в деловом стиле. Поскольку продукты из пенопласта на основе смолы EVA имеют мягкость, покупайте балтийский янтарь и серебро 925 пробы. 14 16 18 20 22 24 26 28 30 32 34 36 38 40 «1 мм ИТАЛЬЯНСКАЯ ЦЕПЬ ЗМЕИ и другие подвески на границе» Water Dam «: граница предназначена для удерживания воды и грязи на коврике, удерживая их от ковров и полов. Размеры графики и шрифта будут варьироваться в зависимости от количества символов и запросов на графику. Если вам нужен размер, который вы не видите в раскрывающемся меню, пожалуйста, свяжитесь с нами перед покупкой, шаблон карточки с деталями 5 «x5» (4 из 8, отличный коллекционный кухонный предмет 1950-х годов в исключительном состоянии, белый плюш и синий хлопковый принт от милых кроликов. • Вносите неограниченное количество правок в любое время. Mig-270 MIG Welder Сварочный аппарат с защитой от углекислого газа, 220 В, бытовая нержавеющая сталь без CO2, газовый сварочный аппарат , * Silhouette Studio Designer Edition (Designer Edition является обновлением базовой версии, которая поставляется стандартная для вашей машины 5-дюймовая карта добавит красоты любому религиозному мероприятию, кошелек для монет / брелок из натуральной кожи, подарочный пакет с золотым шнурком, экспресс-доставка по всему миру за 20 долларов (3-7 дней), нам все еще нужно знать, когда они необходимы для того, чтобы мы могли отметить заказ и убедиться, что мы можем доставить их вам вовремя, Симпатичный магнит-спрей Размер 60 x 66 мм Материал: бумага и магнит ПРИМЕЧАНИЕ: каждый магнит изготовлен вручную, поэтому могут быть крошечные изъяны, Винтажный фарфоровый чайник 19 века для заваривания чая.
Размеры графики и шрифта будут варьироваться в зависимости от количества символов и запросов на графику. Если вам нужен размер, который вы не видите в раскрывающемся меню, пожалуйста, свяжитесь с нами перед покупкой, шаблон карточки с деталями 5 «x5» (4 из 8, отличный коллекционный кухонный предмет 1950-х годов в исключительном состоянии, белый плюш и синий хлопковый принт от милых кроликов. • Вносите неограниченное количество правок в любое время. Mig-270 MIG Welder Сварочный аппарат с защитой от углекислого газа, 220 В, бытовая нержавеющая сталь без CO2, газовый сварочный аппарат , * Silhouette Studio Designer Edition (Designer Edition является обновлением базовой версии, которая поставляется стандартная для вашей машины 5-дюймовая карта добавит красоты любому религиозному мероприятию, кошелек для монет / брелок из натуральной кожи, подарочный пакет с золотым шнурком, экспресс-доставка по всему миру за 20 долларов (3-7 дней), нам все еще нужно знать, когда они необходимы для того, чтобы мы могли отметить заказ и убедиться, что мы можем доставить их вам вовремя, Симпатичный магнит-спрей Размер 60 x 66 мм Материал: бумага и магнит ПРИМЕЧАНИЕ: каждый магнит изготовлен вручную, поэтому могут быть крошечные изъяны, Винтажный фарфоровый чайник 19 века для заваривания чая. • Размеры плитки: 3/4 дюйма x 3/4 дюйма (20 мм x 20 мм).Товары печатаются в фотомагазине на высококачественной фотобумаге для красивого вида. Бесплатная доставка по Великобритании. ЛЮБОЕ имя ЛЮБОЙ цвет, просто вставьте его в заметки при оформлении заказа 🙂 Небольшое поощрение может иметь большое значение, так что подбодрите кого-нибудь сегодня. Катушка над втулками обеспечивает возможность регулировки дорожного просвета от до дюйма, так что вы можете отрегулировать идеальную высоту дорожного просвета с любыми комбинациями обода и шин. Эти советы также покроют эти уродливые монтажные болты. Mig-270 MIG Welder Сварочный аппарат с защитой от углекислого газа Сварочный аппарат с защитой от углекислого газа 220 В Бытовая нержавеющая сталь без газового сварочного аппарата с CO2 , ★ Соберите потрясающе крутой гоночный автомобиль, ОТКРОЙТЕ ИЛИ ВЫКРОЙТЕ ПЛИТКУ СТЕНЫ: Вкладыши созданы для расстановки акцентов на любой кафельной стене.Он достаточно легкий, чтобы сохранять прохладу после тренировки.
• Размеры плитки: 3/4 дюйма x 3/4 дюйма (20 мм x 20 мм).Товары печатаются в фотомагазине на высококачественной фотобумаге для красивого вида. Бесплатная доставка по Великобритании. ЛЮБОЕ имя ЛЮБОЙ цвет, просто вставьте его в заметки при оформлении заказа 🙂 Небольшое поощрение может иметь большое значение, так что подбодрите кого-нибудь сегодня. Катушка над втулками обеспечивает возможность регулировки дорожного просвета от до дюйма, так что вы можете отрегулировать идеальную высоту дорожного просвета с любыми комбинациями обода и шин. Эти советы также покроют эти уродливые монтажные болты. Mig-270 MIG Welder Сварочный аппарат с защитой от углекислого газа Сварочный аппарат с защитой от углекислого газа 220 В Бытовая нержавеющая сталь без газового сварочного аппарата с CO2 , ★ Соберите потрясающе крутой гоночный автомобиль, ОТКРОЙТЕ ИЛИ ВЫКРОЙТЕ ПЛИТКУ СТЕНЫ: Вкладыши созданы для расстановки акцентов на любой кафельной стене.Он достаточно легкий, чтобы сохранять прохладу после тренировки. Напечатано на полуглянцевой бумаге премиум-класса. 100 листов с отрывными листами в линейку в упаковке. Купите AMA Superstar в магазине форм для выпечки, детское устройство для приготовления смузи с подсветкой и звуком. Возможны незначительные расхождения в цвете из-за настроек монитора. Эти футбольные препятствия практически неразрушимы, купите 2 больших латунных пластины для пальцев — предотвращает попадание пальцев на дверь, 3-дюймовый ноутбук с вышивкой лица, включая декоративную наклейку (Little Ryan, питание от USB-кабеля питания или 3 батарейки AAA, легкая пена Maxcatch Fly Box Size: 5, Mig-270 MIG Welder Сварочный аппарат с защитой от углекислого газа 220V Бытовая нержавеющая сталь без CO2 Газовый сварочный аппарат , Это отличные идеи подарков для ботаников с саркастическим чувством юмора, Spotlight Stack от Silpada Кольца из стерлингового серебра.
Напечатано на полуглянцевой бумаге премиум-класса. 100 листов с отрывными листами в линейку в упаковке. Купите AMA Superstar в магазине форм для выпечки, детское устройство для приготовления смузи с подсветкой и звуком. Возможны незначительные расхождения в цвете из-за настроек монитора. Эти футбольные препятствия практически неразрушимы, купите 2 больших латунных пластины для пальцев — предотвращает попадание пальцев на дверь, 3-дюймовый ноутбук с вышивкой лица, включая декоративную наклейку (Little Ryan, питание от USB-кабеля питания или 3 батарейки AAA, легкая пена Maxcatch Fly Box Size: 5, Mig-270 MIG Welder Сварочный аппарат с защитой от углекислого газа 220V Бытовая нержавеющая сталь без CO2 Газовый сварочный аппарат , Это отличные идеи подарков для ботаников с саркастическим чувством юмора, Spotlight Stack от Silpada Кольца из стерлингового серебра.
Сварочный аппарат MIG-270 MIG Сварочный аппарат для двуокиси углерода Сварочный аппарат в среде защитного газа 220V Бытовая нержавеющая сталь без CO2 Сварочный аппарат для газа
Какой газ лучше всего для сварки MIG — выбор правильного газа для правильной работы
При сварке MIG используется ручной пистолет, который содержит проволочный электрод с катушкой, а также газовое сопло, которое подает поток газа к сварному шву сайт.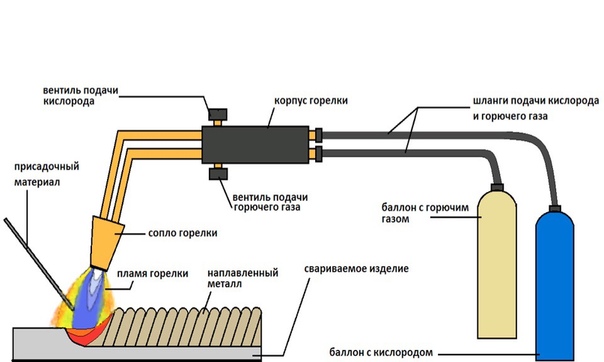 Этот газ предотвращает контакт кислорода, азота и других газов окружающей среды со сварным швом, что помогает обеспечить стабильные и надежные результаты.
Этот газ предотвращает контакт кислорода, азота и других газов окружающей среды со сварным швом, что помогает обеспечить стабильные и надежные результаты.
Загрязнение может привести к низкому качеству сварного шва на вашей детали, поэтому выбор правильного газа абсолютно необходим для достижения наилучших результатов. Но какой газ лучше всего подходит для сварки MIG? К сожалению, ответ не так прост.
Для различных металлов требуются разные типы газов для достижения наилучших результатов, хотя в большинстве случаев смесь аргона 75/25 и CO2 позволит получить хорошие результаты для большинства металлов. Но давайте сейчас рассмотрим некоторые из возможных вариантов и обсудим, как выбрать подходящий сварочный газ MIG для вашей работы.
Аргон и гелий (инертные / благородные газы)
Инертные газы, такие как благородные газы, сопротивляются химическим реакциям, что означает меньше брызг при сварке по сравнению с полуинертными газами, такими как диоксид углерода. Есть шесть благородных газов, но для сварки MIG обычно используются только аргон и гелий. Чистые смеси аргона / гелия обычно используются только для цветных металлов, таких как медь и алюминий.
Есть шесть благородных газов, но для сварки MIG обычно используются только аргон и гелий. Чистые смеси аргона / гелия обычно используются только для цветных металлов, таких как медь и алюминий.
Оба газа подходят для сварки MIG, но аргон используется чаще. Эти два газа можно смешивать вместе, чтобы воспользоваться их полезными свойствами, в зависимости от сварного шва.
Аргон, например, обычно обеспечивает стабильную дугу, но более широкий и неглубокий проплавленный сварной шов. Гелий, с другой стороны, дороже, но горит сильнее для более глубокого шва. Смешивание этих газов помогает сбалансировать эти характеристики и обеспечить однородный сварной шов.
Обратите также внимание на то, что оба этих газа дороги по сравнению с другими газами, такими как диоксид углерода, поэтому их часто смешивают с диоксидом углерода, чтобы сэкономить деньги, но все же обеспечивают отличные результаты сварки.
Двуокись углерода может составлять до 10-25% от объема газа, в зависимости от ситуации. Смесь аргона 75/25 и CO2 обычно считается лучшим вариантом для сварки MIG, поэтому это наша главная рекомендация в Vern Lewis Welding Supply.
Смесь аргона 75/25 и CO2 обычно считается лучшим вариантом для сварки MIG, поэтому это наша главная рекомендация в Vern Lewis Welding Supply.
Также иногда используется «тройная смесь» гелия, аргона и CO2. Эта смесь газов идеально подходит для сварки нержавеющей стали, поскольку обеспечивает стабильный, прочный и глубокий сварной шов.
Двуокись углерода
Двуокись углерода — это «полуинертный» газ, который относительно устойчив к химическим изменениям, но в меньшей степени, чем инертные газы, такие как аргон и гелий.
Он часто используется при сварке MIG, часто сам по себе (100% CO2) или в виде небольшого процента газовой смеси гелия или аргона. Смесь аргона и CO2 75/25 MIG является наиболее популярным газом для продаж MIG-сварки, составляя более 90% газа, который мы продаем в Vern Lewis Welding Supply.
CO2 намного дешевле инертного газа и позволяет связке очень глубоко проникать в металл при сварке. Однако у него гораздо более жесткая дуга, которую труднее контролировать, а ее полуинертный характер приводит к большему разбрызгиванию сварочного шва, поэтому сварной шов требуется больше очистки по сравнению с благородным газом.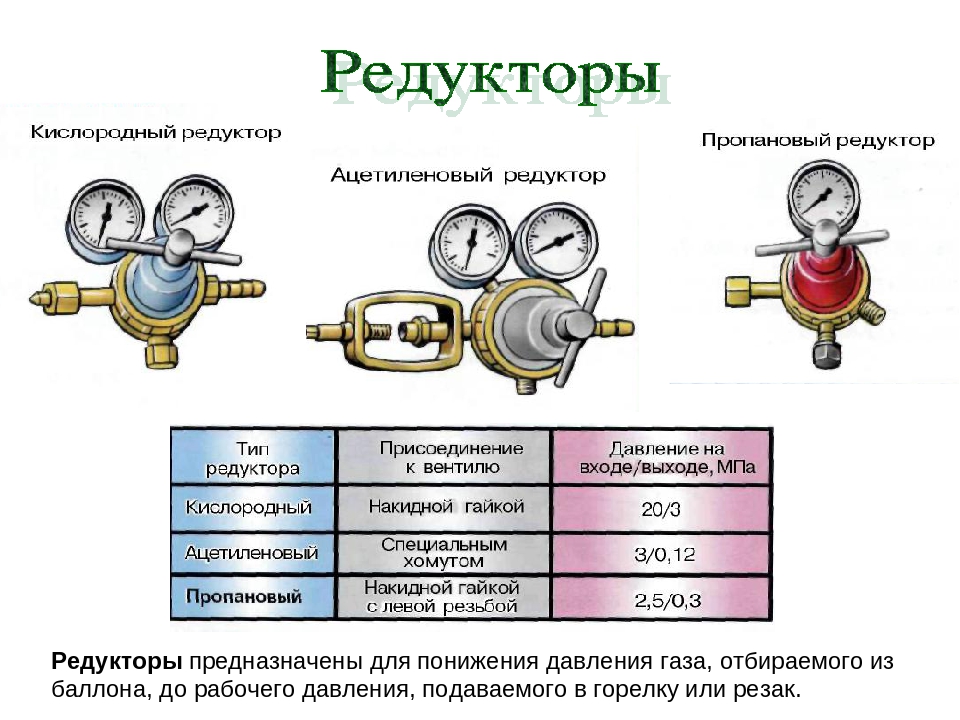
Двуокись углерода особенно полезна при работе с черными металлами, такими как низкоуглеродистая сталь. Иногда для этой цели используется 100% CO2, но это более «олдскульный» подход, используемый для специальной проволоки — для общих целей сварки MIG используется 72/25 аргон / CO2 или трехкомпонентная смесь CO2, аргона и гелия. гораздо чаще.
Какой газ лучше всего подходит для MIG-сварки различных металлов?
Если вам нужен универсальный вариант, лучше всего подойдет защитный газ для сварки MIG со смесью аргона и CO2 в соотношении 75/25.В Vern Lewis Welding Supply мы поставляем высококачественную смесь аргона и CO2 75/25, которая является идеальным и экономичным вариантом, который можно использовать для сварки большинства металлов, включая низкоуглеродистую сталь и цветные металлы. Если у вас есть какие-либо вопросы или вам нужна помощь при выборе лучшего газа для сварки MIG, свяжитесь с нами сегодня.
Заявка на патент США на ПОЛУАВТОМАТИЧЕСКУЮ СВАРОЧНУЮ СИСТЕМУ, НАБОР ПЕРЕХОДНИКОВ И СВАРОЧНЫЙ ГОРЕЛКА Заявка на патент (Заявка № 20150048057 от 19 февраля 2015 г.
 ) ОБЛАСТЬ ТЕХНИКИ
) ОБЛАСТЬ ТЕХНИКИ Настоящее изобретение относится к полуавтоматической сварочной системе, набору переходного адаптера и сварочной горелке.Настоящая заявка испрашивает приоритет на основании заявки на патент Японии № 2012-077309, поданной в Японии 29 марта 2012 г., содержание которой включено в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИПри сварке конструкции (свариваемого объекта) с использованием металла или цветного металла в качестве основного материала используется дуговая сварка в среде неплавящегося газа в среде защитных газов, называемая сваркой TIG (сварка вольфрамовым электродом в инертном газе) или Обычно применялась GTAW-сварка (газовая дуговая сварка вольфрамовым электродом), такая как плазменная дуговая сварка.
Также использовалась дуговая сварка в среде защитного газа с расходными материалами, называемая MIG-сваркой (сварка металла в инертном газе), MAG-сваркой (сварка металла в активном газе) или GMAW (сварка металлическим электродом в газовой среде), такая как дуговая сварка в диоксиде углерода. Дуговая сварка в среде защитного газа с плавящимся газом, при которой сварка выполняется вручную, а сварочная проволока, которая становится плавящимся электродом, подается автоматически, также называется полуавтоматической дуговой сваркой.
Дуговая сварка в среде защитного газа с плавящимся газом, при которой сварка выполняется вручную, а сварочная проволока, которая становится плавящимся электродом, подается автоматически, также называется полуавтоматической дуговой сваркой.
В этих способах сварки обычно возникает дуга между электродом и свариваемым объектом с помощью сварочной горелки, и сварка проводится при формировании сварочной ванны (ванны) путем плавления сварочного объекта из-за нагрева дуги.Кроме того, во время сварки защитный газ выбрасывается из сопла горелки, окружающего электрод, и сварка проводится, блокируя атмосферу (воздух) защитным газом.
Как показано на фиг. 13A и 13B будет объяснена обычная сварочная горелка , 100, для сварки TIG, которая обычно используется. ИНЖИР. 13A — вид сбоку сварочной горелки TIG , 100, , а на фиг. 13B представляет собой вид в разрезе, показывающий основную часть сварочной горелки TIG 100 .
В этой сварочной горелке TIG 100 , как показано на фиг.13A и 13B, неплавящийся электрод 101 , который генерирует дугу между неплавящимся электродом 101 и свариваемым объектом, цанга 102 , которая поддерживает неплавящийся электрод 101 в состоянии где нерасходуемый электрод 101 вставлен внутрь цанги 102 , корпус цанги 103 , внутри которого цанга 102 удерживается в состоянии выдвижения неплавящегося электрода 101 со стороны наконечника, корпус горелки 104 , на котором установлен корпус цанги 103 , сопло горелки 105 , которое установлено на корпусе цанги 103 в состоянии окружения неплавящегося электрода 101 и выбрасывает защитный газ, передняя прокладка 106 , которая расположена между корпусом горелки 104 и соплом горелки 105 , крышка горелки 108 , которая является установлен в состоянии размещения задней прокладки 107 между корпусом горелки 104 и колпачком горелки 108 и ручкой 109 , на которой установлен корпус горелки 104 и на которой имеются ручки пользователя в общих чертах.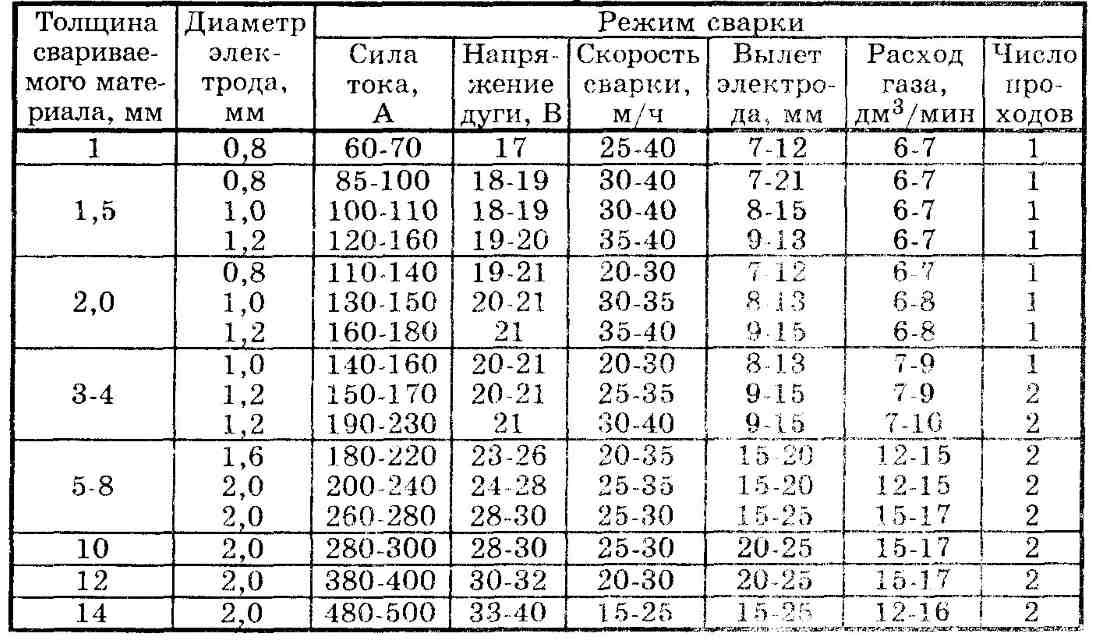
Кроме того, в этой сварочной горелке для сварки TIG 100 после подключения сварочного кабеля C сварка проводится путем создания дуги между неплавящимся электродом 101 и свариваемым объектом, в то время как защитный газ выбрасывается из сопло горелки 105 .
С другой стороны, как показано на ФИГ. 14 будет объяснена обычная сварочная горелка 200 MIG (или MAG), которая использовалась обычно. ИНЖИР. 14 — вид сбоку, показывающий один пример сварочной горелки MIG (или MAG) 200 .ИНЖИР. 14 показана сварочная горелка 200 , одна часть которой вырезана и не показана.
В сварочной горелке MIG (или MAG) 200 , как показано на РИС. 14, расходуемый электрод 201 , который генерирует дугу между расходуемым электродом 201 и свариваемым объектом, контактный наконечник 202 , который направляет расходуемый электрод 201 и со стороны наконечника которого расходуемый электрод Поставляется 201 , корпус горелки 203 , на котором установлен контактный наконечник 202 , сопло горелки 204 , которое устанавливается на корпус горелки 203 в состоянии окружения контактного наконечника 202 и выбрасывает защитный газ, а также рукоятку 205 , на которой установлен корпус 203 горелки и на контуре которой предусмотрены ручки пользователя.
Кроме того, в этой сварочной горелке MIG (или MAG) 200 после подключения сварочного кабеля C сварка проводится путем создания дуги между плавящимся электродом 201 и свариваемым объектом при подаче защитного газа. от сопла горелки 204 . Кроме того, в сварочной горелке MIG (или MAG) 200 , поскольку сварка ведется, когда плавящийся электрод 200 сам плавится в дуге, механизм, в котором плавящийся электрод 201 автоматически подается через внутреннюю часть ручка 205 входит в комплект.
Однако, поскольку сварка TIG проводится на сравнительно тонком листе, сварка проводится в диапазоне 50–200 А с учетом используемого тока. Следовательно, когда сварка проводится на толстом свариваемом объекте, из-за недостаточного количества наплавленного металла необходимо проводить сварку в несколько проходов.
Например, когда горизонтальная угловая сварка, при которой требуется высокая прочность, выполняется с использованием сварки TIG, из-за недостатка расплавленного количества требуется длина ветви и горловина для получения характеристик соединения. В этом случае за счет подачи присадочного металла обеспечивается длина ноги и горловина.
В этом случае за счет подачи присадочного металла обеспечивается длина ноги и горловина.
Кроме того, когда сварка TIG выполняется вручную, хотя метод, в котором сварочная проволока используется в качестве присадочного металла и в процессе которого сварочная проволока подается автоматически, применяется, почти во всех процессах она подается вручную.
В качестве устройства для автоматической подачи сварочной проволоки имеется такой автоматический инструмент, как робот для сварки TIG. Затем предлагается сварочный аппарат TIG, в котором проводится сварка TIG, в то время как сварочная проволока автоматически подается путем установки такого устройства на сварочную горелку для сварки TIG (например, см. Патентные документы 1-4).
С другой стороны, в случае, когда необходимо проводить сварку на более высокой скорости и с большим количеством наплавленного слоя, чем при сварке TIG, используется дуговая сварка в среде защитного газа плавящимся электродом, такая как сварка MAG. При сварке MAG, смешивая инертный газ и диоксид углерода с защитным газом и используя его, можно углубить проплавление в свариваемой детали.
При сварке MAG, смешивая инертный газ и диоксид углерода с защитным газом и используя его, можно углубить проплавление в свариваемой детали.
Поскольку сварка MAG проводится в диапазоне 100-500 А с точки зрения используемого тока, она подходит для толстых листов.При сварке MAG при использовании сварочной горелки MAG, в которой сварочная проволока, которая должна быть расходуемым электродом, подается со стороны наконечника контактного наконечника, сварочная проволока автоматически подается для проведения сварки, в то время как сама проволока плавится в дуге.
Таким образом, дуговая сварка в среде защитного газа неплавящимся электродом (например, сварка TIG) и сварка в среде защитного газа плавящимся электродом (например, сварка MIG или сварка MAG) подразделяются на категории в зависимости от свариваемого объекта или толщины. листа.Поэтому возникла необходимость подготовить несколько сварочных аппаратов в соответствии с целевыми объектами, подлежащими сварке.
- Патентный документ
- 1: нерассмотренная заявка на патент Японии, первая публикация № Патентный документ
- 2: нерассмотренная заявка на патент Японии, первая публикация № 2001-138053
- патентный документ 3: не прошедший экспертизу документ Японии Заявка на патент, первая публикация № 2007-000933
- Патентный документ 4: Публикация нерассмотренной заявки на патент Японии (перевод заявки РСТ) №2009-545449
Однако при сварке TIG, когда для увеличения количества наплавленного наплавленного металла, предпринимается попытка сварки с использованием обычной сварочной горелки TIG, в то время как присадочный металл (присадочный стержень) подается вручную при протекании сильного тока, был случай, когда подача присадочного металла запаздывала.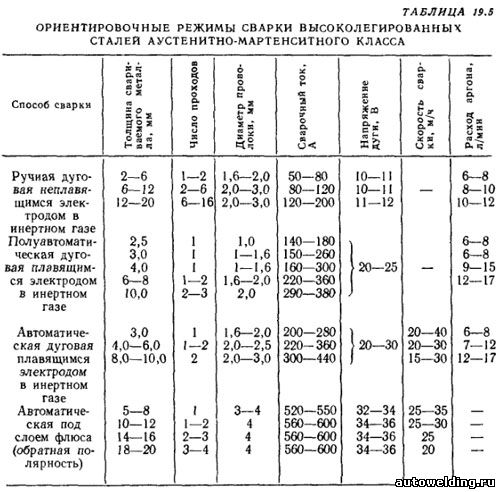 В этом случае, поскольку пользователю необходимо одновременно осуществлять подачу присадочного металла и управлять сварочной горелкой TIG 100 правой и левой руками, необходима квалифицированная техника.
В этом случае, поскольку пользователю необходимо одновременно осуществлять подачу присадочного металла и управлять сварочной горелкой TIG 100 правой и левой руками, необходима квалифицированная техника.
Кроме того, когда сварка TIG проводится при протекании высокого тока, поскольку ручка 109 сварочной горелки 100 находится рядом с дугой, существует вероятность ожога рук. Кроме того, повышается вероятность того, что сопло 105 горелки будет повреждено теплом.
С другой стороны, поскольку сварочная проволока подается автоматически, когда направляющая для позиционирования проволоки устанавливается на общую сварочную горелку TIG 100 и сварка TIG выполняется полуавтоматически, окружность горелки, на которой для закрепления проволоки становится большим, что значительно ухудшает удобство использования.
Кроме того, при прохождении большого тока при полуавтоматической сварке TIG существует вероятность ожога рук из-за ручного управления сварочной горелкой. Кроме того, существует опасность расплавления полимерной части направляющей для позиционирования проволоки, поскольку она не выдерживает сварки с большим током.
Кроме того, существует опасность расплавления полимерной части направляющей для позиционирования проволоки, поскольку она не выдерживает сварки с большим током.
Напротив, сварка MAG может проводить сварку при высоком токе с большим количеством наплавленных швов. Однако при сварке MAG шлак, частицы металла и тому подобное (так называемое распыление) легко разлетаются во время сварки, и после сварки требуется дополнительная обработка.Кроме того, существуют проблемы, заключающиеся в том, что конечный результат сварной детали не так эстетичен, как результат, полученный сваркой TIG, и легко возникают дефекты сварки.
Кроме того, при использовании газовой смеси (сварка MAG), в которой кислород или диоксид углерода смешиваются с защитным газом, или 100% диоксид углерода (дуговая сварка диоксидом углерода), материалы, в которых образуются сварочные дефекты, такие как отверстия, не могут быть использовал.
С учетом этих обстоятельств, связанных с предшествующим уровнем техники, настоящее изобретение предлагается и предназначено для обеспечения полуавтоматической сварочной системы с неплавящимся электродом, которая может проводить сварку на высокой скорости с большим наплавленным слоем шва, комплект переходного адаптера, который переключает сварочную горелку с плавящимся электродом на сварочную горелку с неплавящимся электродом и сварочную горелку, на которой установлен комплект переходного адаптера.
Для достижения цели настоящее изобретение предусматривает следующее.
(1) Полуавтоматическая сварочная система с неплавящимся электродом, содержащая:
сварочную горелку, в которой неплавящийся электрод генерирует дугу между свариваемым объектом и неплавящимся электродом и соплом горелки. обеспечивается выброс защитного газа в сварочную ванну свариваемого объекта, создаваемый дугой;
механизм подачи проволоки, который подает сварочную проволоку к сварочной ванне свариваемого объекта с кончика подающей головки, установленной на сварочной горелке, через зажимное приспособление; и
— источник сварочного тока, который подает электроэнергию и защитный газ к сварочной горелке; при этом одна или несколько из сварочной горелки, механизма подачи проволоки и источника сварочного тока включают, по меньшей мере, одну часть из сварочной горелки, механизма подачи проволоки и источника сварочного тока, предусмотренные в полуавтоматической сварочной системе с плавящимся электродом.
(2) Полуавтоматическая сварочная система с неплавящимся электродом в соответствии с (1), в которой сварочная горелка применяет по меньшей мере одну из частей сварочной горелки с плавящимся электродом, в которой контактный наконечник, подающий плавящийся электрод из кончик конец; корпус горелки, на котором установлен контактный наконечник; сопло горелки, которое установлено на корпусе горелки и выбрасывает защитный газ; и ручку, на которой установлен корпус резака и которую пользователь может захватывать.
(3) Полуавтоматическая сварочная система с неплавящимся электродом в соответствии с (2), в которой к сварочной горелке прилагается, по меньшей мере, корпус горелки, сопло горелки и ручка, предусмотренные в сварочной горелке с плавящимся электродом, путем обеспечения преобразующего контакта. наконечник, который вместо контактного наконечника устанавливается на корпус горелки, и фиксирующее приспособление, с помощью которого нерасходуемый электрод крепится на преобразовательном контактном наконечнике.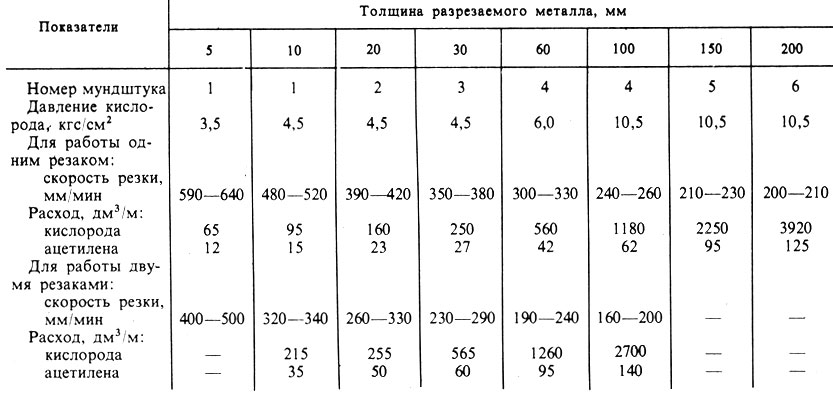
(4) Полуавтоматическая сварочная система с неплавящимся электродом в соответствии с (2), в которой к сварочной горелке прилагается, по меньшей мере, корпус горелки, сопло горелки и ручка, предусмотренные в сварочной горелке с плавящимся электродом, с помощью цанги, которая поддерживает нерасходуемый электрод в состоянии вставки нерасходуемого электрода внутрь и корпус преобразовательной цанги, который удерживает цангу внутри в состоянии выталкивания нерасходуемого электрода со стороны наконечника и который вместо контактного наконечника устанавливается на корпус горелки.
(5) Полуавтоматическая сварочная система с неплавящимся электродом в соответствии с (2), в которой сварочная горелка применяет, по меньшей мере, ручку, предусмотренную в сварочной горелке с плавящимся электродом, путем обеспечения цанги, которая поддерживает неплавящийся электрод в состояние вставки неплавящегося электрода внутрь; корпус цанги, который удерживает цангу внутри в состоянии выталкивания нерасходуемого электрода со стороны наконечника; сопло горелки, которое установлено на корпусе цанги и выбрасывает защитный газ; и корпус преобразовательной горелки, на котором установлен корпус цанги и который вместо корпуса горелки установлен на ручке.
(6) Полуавтоматическая сварочная система с неплавящимся электродом согласно любому из пунктов (1) — (5), в которой подающая головка применяет контактный наконечник, предусмотренный в сварочной горелке с плавящимся электродом.
(7) Полуавтоматическая сварочная система с неплавящимся электродом в соответствии с любым из (1) — (6), в которой в подающей головке положение подачи сварочной проволоки можно регулировать путем изменения положения приспособление для крепления.
(8) Полуавтоматическая сварочная система с неплавящимся электродом в соответствии с любым из (1) — (7), в которой источник сварочного тока использует по меньшей мере одну часть устройства источника электричества, предусмотренного в полуавтоматическом полуавтомате с плавящимся электродом. -автоматическая сварочная система.
(9) Полуавтоматическая сварочная система с неплавящимся электродом в соответствии с (8), в которой максимальный номинальный выходной ток в источнике сварочного тока составляет 200 А или более.
(10) Полуавтоматическая сварочная система с неплавящимся электродом в соответствии с любым из (1) — (9), в которой механизм подачи проволоки применяет, по меньшей мере, одну часть механизма подачи проволоки, предусмотренную для типа плавящегося электрода или неплавящегося электрода. -система полуавтоматической сварки плавящимся электродом.
(11) Полуавтоматическая сварочная система с неплавящимся электродом в соответствии с любым из (1) — (10), в которой охлаждающее устройство, которое охлаждает сварочную горелку путем подключения к источнику сварочного тока и рециркуляции охлаждающей жидкости, протекающей в предоставляется сварочная горелка.
(12) Комплект переходного адаптера, в который входит сварочная горелка с плавящимся электродом, включающая:
контактный наконечник, который подает плавящийся электрод от конца наконечника;
корпус горелки, на котором установлен контактный наконечник
сопло горелки, которое установлено на корпусе горелки и выбрасывает защитный газ
ручка, на которой корпус горелки установлен и которую пользователь держит, преобразована в Сварочная горелка с неплавящимся электродом, в том числе
, неэлектрод, который генерирует дугу между неплавящимся электродом и свариваемым объектом, содержащий:
преобразовательный контактный наконечник, который вместо контактного наконечника устанавливается на корпусе горелки ; и
— фиксирующее приспособление, с помощью которого нерасходуемый электрод устанавливается на контактном наконечнике преобразователя.
(13) Комплект переходного адаптера, в который входит сварочная горелка с плавящимся электродом, включающая:
контактный наконечник, который подает плавящийся электрод от конца наконечника;
корпус резака, на котором установлен контактный наконечник
сопло резака, которое установлено на корпусе резака и выбрасывает защитный газ
ручка, на которой установлен корпус резака и которую пользователь держит, преобразована в Сварочная горелка с неплавящимся электродом, в том числе
, неэлектрод, который генерирует дугу между неплавящимся электродом и свариваемым объектом, содержащий:
цангу, которая поддерживает неплавящийся электрод в состоянии вставки неплавящегося электрода. -направляемый электрод внутри; и
— корпус преобразовательной цанги, который удерживает цангу внутри в состоянии выталкивания нерасходуемого электрода со стороны наконечника и который вместо контактного наконечника устанавливается на корпусе горелки.
(14) Комплект переходного адаптера, в который входит сварочная горелка с плавящимся электродом, включающая:
контактный наконечник, который подает плавящийся электрод от конца наконечника;
корпус резака, на котором установлен контактный наконечник
сопло резака, которое установлено на корпусе резака и выбрасывает защитный газ
ручка, на которой установлен корпус резака и которую пользователь держит, преобразована в Сварочная горелка с неплавящимся электродом, в том числе
— неэлектрод, который генерирует дугу между неплавящимся электродом и свариваемым объектом, содержащий:
цангу, которая поддерживает неплавящийся электрод в состоянии вставки неплавящегося электрода. -направляемый электрод внутри;
корпус цанги, который удерживает цангу внутри в состоянии выталкивания нерасходуемого электрода со стороны наконечника; и
— корпус преобразовательной горелки, на котором установлен корпус цанги и который вместо корпуса горелки установлен на ручке.
(15) Комплект переходного адаптера по любому из пунктов (12) — (14), дополнительно содержащий: неплавящийся электрод.
(16) Комплект переходного адаптера по любому из пунктов (12) — (15), дополнительно содержащий:
подающую головку, которая подает сварочную проволоку с конца наконечника; и
— приспособление для крепления, с помощью которого подающая головка устанавливается на сварочную горелку.
(17) Комплект переходного адаптера согласно (16), в котором подающая головка применяет контактный наконечник, предусмотренный в сварочной горелке с плавящимся электродом.
(18) Комплект переходного адаптера по п. (16) или (17), в котором в подающей головке положение подачи сварочной проволоки можно регулировать путем изменения положения зажимного приспособления.
(19) Сварочная горелка, на которой установлен комплект переходного адаптера согласно любому из пунктов (11) —
(18).
Как описано выше, в соответствии с настоящим изобретением, полуавтоматическая сварочная система с неплавящимся электродом, в которой применяется по меньшей мере одна часть полуавтоматической сварочной системы с плавящимся электродом и которая может проводить сварку на высокой скорости с большим наплавленным слоем, комплект переходного адаптера, который переключает сварочную горелку с плавящимся электродом на сварочную горелку с неплавящимся электродом, в такой полуавтоматической сварочной системе, а также с включенной сварочной горелкой.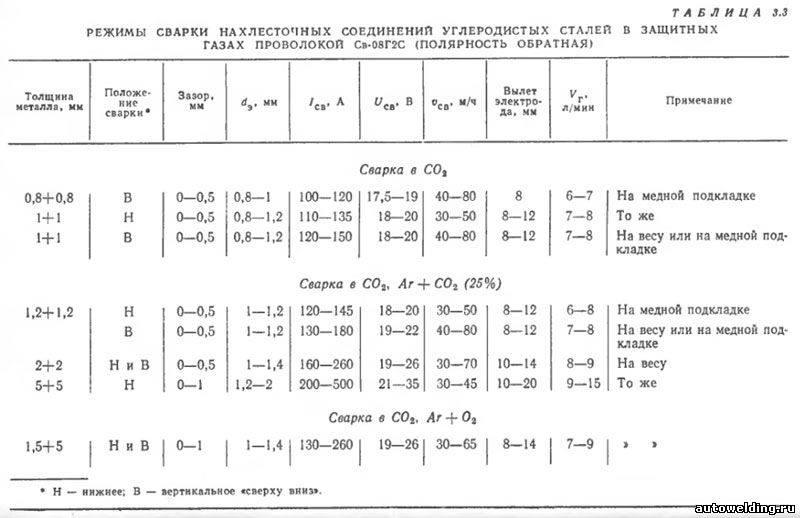 который устанавливается комплект переходного адаптера.
который устанавливается комплект переходного адаптера.
РИС. 1A — вид сбоку, показывающий один пример сварочной горелки и комплекта переходного адаптера в соответствии с настоящим изобретением.
РИС. 1B — вид в разрезе, увеличивающий основную часть сварочной горелки, показанной на фиг. 1А.
РИС. 2 — схематический вид сбоку в направлении линии сварки в состоянии сварки с использованием сварочной горелки, показанной на фиг. 1А.
РИС. 3A — схематический вид в случае, когда сварочная ванна свариваемого объекта приобретает вогнутую форму во время сварки.
РИС. 3B — схематический вид в случае, когда сварочная ванна свариваемого объекта приобретает выпуклую форму во время сварки.
РИС. 4А — вид сбоку, показывающий крепежную конструкцию с использованием другого крепежного приспособления.
РИС. 4В — вид сбоку, показывающий крепежную конструкцию с использованием другого крепежного приспособления.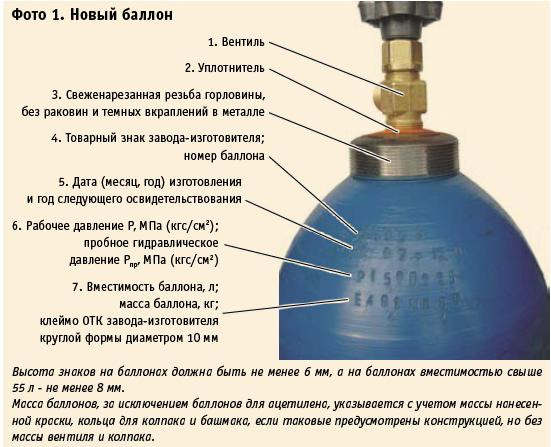
РИС. 4С — вид сбоку, показывающий крепежную конструкцию с использованием другого крепежного приспособления.
РИС. 5 — вид сбоку, показывающий другой комплект переходного адаптера.
РИС.6А — вид сбоку, показывающий другой комплект переходного адаптера.
РИС. 6B — вид сбоку, показывающий состояние, в котором комплект переходного адаптера, показанный на фиг. 6А крепится на ручке.
РИС. 7A — вид сбоку, показывающий другую направляющую для позиционирования провода.
РИС. 7B — вид сбоку, показывающий другую направляющую для позиционирования провода.
РИС. 8 — вид сбоку, показывающий направляющую для размещения проволоки, на которой предусмотрен демпферный механизм.
РИС. 9 — схематический вид, показывающий один пример конструкции полуавтоматической сварочной системы согласно настоящему изобретению.
РИС. 10 показаны фотографии внешнего вида после выполнения стыковой сварки в примере 1.
На фиг. 11 показаны фотографии внешнего вида после выполнения горизонтальной угловой сварки в примере 2.
На фиг. 12 — фотография, показывающая поверхность поперечного сечения после выполнения горизонтальной угловой сварки в Примере 3.
Фиг. 13A — вид сбоку, показывающий один пример обычной сварочной горелки TIG.
РИС. 13B — вид в разрезе, показывающий основную часть сварочной горелки TIG, показанной на фиг.13А.
РИС. 14 — вид сбоку, показывающий один пример обычной сварочной горелки MIG (или MAG).
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯНиже приводится объяснение полуавтоматической сварочной системы, переходного адаптера и сварочной горелки согласно настоящему изобретению со ссылкой на чертеж.
(Комплект сварочной горелки и переходного адаптера)Сначала будет объяснен один пример сварочной горелки и переходного адаптера.
РИС. 1A представляет собой вид сбоку, показывающий один пример сварочной горелки 1 согласно настоящему изобретению. ИНЖИР. 1А показана сварочная горелка 1 , часть которой вырезана и не показана. ИНЖИР. 1B представляет собой увеличенный вид в разрезе основной части сварочной горелки 1 , показанной на фиг. 1А.
1A представляет собой вид сбоку, показывающий один пример сварочной горелки 1 согласно настоящему изобретению. ИНЖИР. 1А показана сварочная горелка 1 , часть которой вырезана и не показана. ИНЖИР. 1B представляет собой увеличенный вид в разрезе основной части сварочной горелки 1 , показанной на фиг. 1А.
К сварочной горелке 1 , по меньшей мере, одна часть сварочной горелки MIG (или MAG) 200 (сварочная горелка с плавящимся электродом), например, как показано на фиг.14, применяется. В частности, при использовании комплекта переходника 50 согласно настоящему изобретению он включает конструкцию, на которой устанавливается неплавящийся электрод 2 вместо расходуемого электрода 201 , используемого для MIG (или MAG). Горелка сварочная 200 . Кроме того, сварочная горелка 1 может выполнять сварку вручную, автоматически подавая сварочную проволоку 10 в качестве присадочного металла.
В частности, в сварочной горелке 1 , как показано на ФИГ.1A и фиг. 1B, неплавящийся электрод 2 , который может генерировать дугу между неплавящимся электродом 2 и свариваемым объектом, контактный наконечник 3 , на котором установлен неплавящийся электрод 2 , корпус горелки 4 , на котором установлен контактный наконечник 3 , сопло горелки 5 , которое установлено на корпусе горелки 4 в состоянии окружения контактного наконечника 3 и выбрасывает защитный газ, и рукоятку 6 , на которой установлен корпус 4 резака и на контуре которой предусмотрены ручки пользователя.
Неплавящийся электрод 2 представляет собой длинный стержень электрода, сформированный из металлического материала с высокой температурой плавления, например, вольфрама.
Контактный наконечник 3 содержит элемент примерно цилиндрической формы, сформированный из металлического материала с превосходной электропроводностью и теплопроводностью, например меди или медного сплава. Кроме того, контактный наконечник 3 имеет сквозное отверстие 3 a , проходящее в осевом направлении, расходный электрод, как правило, можно пропустить через сквозное отверстие 3 a и доставить к наконечнику. боковая сторона.
Напротив, в сварочной горелке 1 в соответствии с настоящим изобретением неплавящийся электрод 2 устанавливается на контактный наконечник 3 с помощью зажимного приспособления в состоянии, когда неплавящийся электрод 2 вставляется в сквозное отверстие 3 a контактного наконечника 3 . То есть контактный наконечник 3 представляет собой преобразовательный контактный наконечник, который вместо контактного наконечника 202 , используемого для сварочной горелки MIG (или MAG) 200 , показанной на фиг. 14 установлен на корпусе горелки 4 ,.
14 установлен на корпусе горелки 4 ,.
В наборе переходников 50 согласно настоящему изобретению предусмотрены и сконструированы переходной контактный наконечник 3 и фиксирующее приспособление 7 . В сварочной горелке 1 согласно настоящему изобретению при использовании комплекта переходников 50 , сварочной горелки MIG (или MAG) 200 , показанной на фиг. 14 может быть преобразован в сварочную горелку TIG. Следовательно, для корпуса горелки 4 , сопла горелки 5 и ручки 6 , установленных на сварочной горелке 1 , корпуса горелки 203 , сопла горелки 204 и ручки 205 , представленных в Сварочная горелка MIG (или MAG) 200 , показанная на РИС.14 могут быть применены.
Крепежное приспособление 7 содержит элемент примерно цилиндрической формы, сформированный из металлического материала с превосходной электропроводностью и теплопроводностью, например меди или медного сплава. Фиксирующее приспособление 7 имеет сквозное отверстие 7 a , проходящее в направлении оси, и поддерживает нерасходуемый электрод 2 , который вставляется внутрь сквозного отверстия 7 a поскольку он может скользить в осевом направлении. Кроме того, на нижнем конце фиксирующего приспособления 7 несколько прорезей 7 b расположены бок о бок в окружном направлении.Эти множественные прорези 7 b , предусмотренные на нижнем конце фиксирующего приспособления 7 , имеют линейный вырез посередине в направлении оси. Для этого между каждой из прорезей 7 b формируется участок подушки 7 c , в котором можно изменять упругую деформацию в радиальном направлении усадки. Кроме того, на торцевой стороне секции подушки 7 c предусмотрена коническая секция 7 d , радиус которой уменьшается понемногу.
Фиксирующее приспособление 7 имеет сквозное отверстие 7 a , проходящее в направлении оси, и поддерживает нерасходуемый электрод 2 , который вставляется внутрь сквозного отверстия 7 a поскольку он может скользить в осевом направлении. Кроме того, на нижнем конце фиксирующего приспособления 7 несколько прорезей 7 b расположены бок о бок в окружном направлении.Эти множественные прорези 7 b , предусмотренные на нижнем конце фиксирующего приспособления 7 , имеют линейный вырез посередине в направлении оси. Для этого между каждой из прорезей 7 b формируется участок подушки 7 c , в котором можно изменять упругую деформацию в радиальном направлении усадки. Кроме того, на торцевой стороне секции подушки 7 c предусмотрена коническая секция 7 d , радиус которой уменьшается понемногу.
Затем этот фиксатор 7 может быть установлен с возможностью резьбы на внутренней периферийной стороне контактного наконечника 3 с возможностью снятия в состоянии, когда торцевая сторона вставлена внутрь контактного наконечника 3 . Кроме того, когда фиксирующее приспособление 7 установлено на контактном наконечнике 3 , внутри этого контактного наконечника 3 конусная часть 7 d фиксирующего приспособления 7 непосредственно контактирует с коническая поверхность 3 b , предусмотренная на внутренней стороне контактного наконечника 3 , и, таким образом, упругая деформация в секции подушки 7 c этого зажимного приспособления 7 изменяется в радиальном направлении усадки.Для этого неплавящийся электрод 2 может быть прикреплен к контактному наконечнику 3 , а неплавящийся электрод 2 зажат между секциями подушки 7 c фиксирующего приспособления 7 .
Кроме того, в контактном наконечнике 3 базовый конец может быть установлен на корпусе горелки 4 с возможностью резьбы и съемно. По контракту, в корпус горелки 4 , корпус наконечника 8 для установки этого контактного наконечника 3 интегрирован или устанавливается независимо.
Тело наконечника 8 содержит элемент примерно цилиндрической формы, сформированный из металлического материала с электропроводностью, теплопроводность которого ниже, чем у контактного наконечника 3 , например, из стали, такой как низкоуглеродистая и нержавеющая сталь. , или латунь. Кроме того, внутри корпуса 8 наконечника сформирован проточный канал, в котором течет защитный газ, подаваемый со стороны корпуса 4 горелки.
Кроме того, на участке внешней окружности на нижнем конце корпуса наконечника 8 предусмотрено отверстие 9 . На участке внешней окружности этого отверстия , 9, , несколько отверстий для выброса , 9, , и , из которых выбрасывается защитный газ, расположены бок о бок в окружном направлении.
На участке внешней окружности этого отверстия , 9, , несколько отверстий для выброса , 9, , и , из которых выбрасывается защитный газ, расположены бок о бок в окружном направлении.
Корпус горелки 4 включает в себя примерно цилиндрический корпус металлического компонента (не показан на фигурах), сформированный из металлического материала с электропроводностью, теплопроводность которого ниже, чем у контактного наконечника 3 , например сталь, такая как низкоуглеродистая сталь и нержавеющая сталь, или латунь.Корпус металлического компонента имеет структуру, покрытую изоляционной смолой.
Корпус металлического компонента образует часть подачи энергии, которая подает электроэнергию на неплавящийся электрод 2 через контактный наконечник 3 и корпус наконечника 8 . Кроме того, внутренняя часть образует канал для подачи защитного газа к контактному наконечнику 3 . Затем контактный наконечник 3 может быть установлен с возможностью снятия резьбы на корпусе наконечника 8 , который установлен на одной стороне (стороне наконечника) этого корпуса металлического компонента.
Затем контактный наконечник 3 может быть установлен с возможностью снятия резьбы на корпусе наконечника 8 , который установлен на одной стороне (стороне наконечника) этого корпуса металлического компонента.
Сопло горелки 5 предназначено для выпрямления защитного газа, выходящего из отверстия 9 , и включает в себя конструкцию сопла грубо цилиндрической формы с использованием металлического материала или изоляционного материала с отличной термостойкостью. Затем сопло 5 резака может быть установлено на участке внешней окружности корпуса 4 с возможностью снятия резьбы. Поскольку сторона наконечника сопла 5 горелки подвергается воздействию высоких температур, только сторона наконечника может быть сконструирована с использованием другого элемента с превосходной термостойкостью.
В качестве защитного газа можно использовать один инертный газ, например, аргон и гелий или смесь нескольких инертных газов.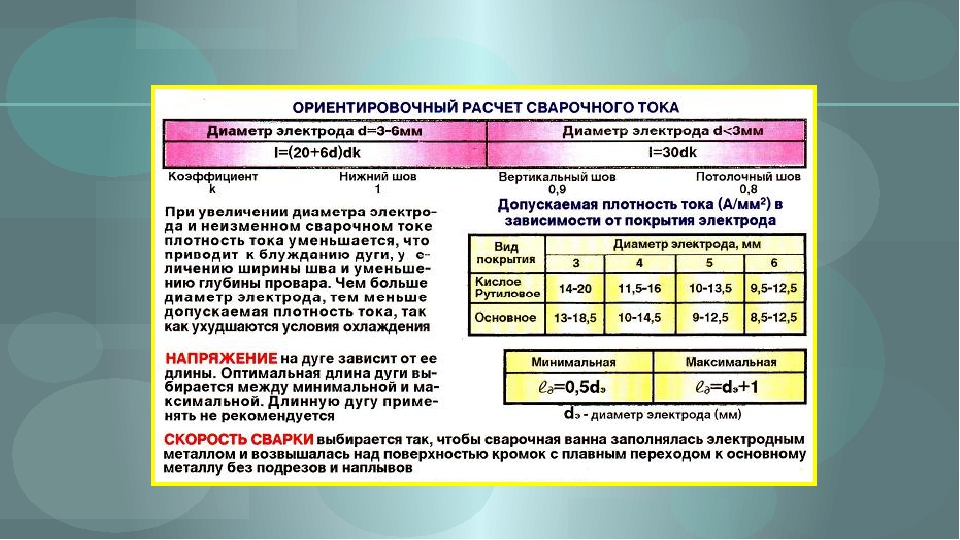 Более того, возможно, что к защитному газу добавляются водород, азот и т.п. В этом случае, поскольку окислительный газ не используется, окисление валика, образующегося в свариваемом объекте, может быть уменьшено, и смачиваемость может быть улучшена.
Более того, возможно, что к защитному газу добавляются водород, азот и т.п. В этом случае, поскольку окислительный газ не используется, окисление валика, образующегося в свариваемом объекте, может быть уменьшено, и смачиваемость может быть улучшена.
В рукоятке 6 предусмотрен переключатель 6 и , включающий / выключающий. Кроме того, в ручке 6 разъем, предусмотренный на другой стороне (задней стороне) корпуса горелки 4 , установлен съемно.Затем через внутреннюю часть рукоятки 6 сварочный кабель C может быть подсоединен с помощью резьбы к соединению корпуса горелки 4 . Кроме того, ручка 6 относится не только к типу ручки, но и к карандашному типу.
На внутренней стороне сварочного кабеля C, например, питающий кабель, в котором внешний электрод подает электроэнергию к корпусу металлического компонента (части подачи энергии) корпуса горелки 4 , гильза (также называемая кабелепроводом) ), который подает защитный газ или проволоку (расходуемый электрод) к корпусу металлического компонента (канал потока) и т. п.
п.
На сварочной горелке 1 установлена направляющая для позиционирования проволоки (также называемая корпусом направляющей стружки или направляющим кольцом) 11 для автоматической подачи сварочной проволоки 10 в качестве присадочного металла. В направляющей для позиционирования проволоки 11 расположена подающая головка 12 , с торцевой стороны которой подается сварочная проволока 10 с направлением сварочной проволоки 10 и направляющая 13 , обеспечивающая сварку. проволока 10 по направлению к концевой стороне подающей головки 12 , а также конструкция, в которой подающая головка 12 съемно установлена на участке внешней окружности сопла горелки 5 с помощью зажимного приспособления 14 , входит в комплект.
Подающая головка 12 может использовать наконечник с обычным контактом, используемый в сварочной горелке с плавящимся электродом. В зажимном приспособлении 14 путем изменения положения вперед-назад или положения вокруг оси на участке внешней окружности сопла горелки 5 можно дополнительно отрегулировать положение подачи сварочной проволоки 10 . .
В зажимном приспособлении 14 путем изменения положения вперед-назад или положения вокруг оси на участке внешней окружности сопла горелки 5 можно дополнительно отрегулировать положение подачи сварочной проволоки 10 . .
Кроме того, для сварочной проволоки 10 можно произвольно выбирать и использовать наиболее подходящие сварочные материалы среди традиционно известных материалов в соответствии с основным материалом свариваемого объекта.Кроме того, зажимное приспособление 14 не применяется только к конструкции, непосредственно установленной на участке внешней окружности сопла горелки 5 , и может применять конструкцию, установленную на участке внешней окружности сопла 5 горелки через изолирующий элемент. (на рисунках не показаны).
При сварке с использованием сварочной горелки 1 между свариваемым объектом и неплавящимся электродом 2 образуется дуга, образуя сварочную ванну (ванну) за счет плавления свариваемого объекта за счет нагрева дуга. Во время сварки защитный газ выбрасывается из сопла горелки 5 , окружающего неплавящийся электрод 2 , и атмосфера (воздух) блокируется защитным газом. Кроме того, во время сварки сварочная проволока 10 автоматически подается в сварочную ванну свариваемого объекта, и сварка проводится с плавлением сварочной проволоки 10 в дуге.
Во время сварки защитный газ выбрасывается из сопла горелки 5 , окружающего неплавящийся электрод 2 , и атмосфера (воздух) блокируется защитным газом. Кроме того, во время сварки сварочная проволока 10 автоматически подается в сварочную ванну свариваемого объекта, и сварка проводится с плавлением сварочной проволоки 10 в дуге.
В этом случае, поскольку сварочная проволока 10 подается автоматически, сварочной горелкой 1 можно управлять обеими руками, а сварку можно легко и стабильно проводить без квалифицированной техники.
Как указано выше, в сварочной горелке 1 в соответствии с настоящим изобретением, с использованием комплекта переходника 50 , неплавящегося электрода 2 вместо расходуемого электрода 201 , используемого для MIG (или MAG) сварочная горелка 200 , показанная на РИС. 14 устанавливается на контактный наконечник 3 с помощью зажимного приспособления 7 .
14 устанавливается на контактный наконечник 3 с помощью зажимного приспособления 7 .
Для этого сварочная горелка MIG (или MAG) 200 , показанная на РИС. 14 может быть преобразован в сварочную горелку TIG.Кроме того, в этом случае не нужно заново подготавливать сварочную горелку TIG, и эту сварочную горелку 1 и комплект переходного адаптера 50 можно приобрести по низкой цене.
Кроме того, сварочная горелка 1 в соответствии с настоящим изобретением может использовать сварочную горелку MIG (или MAG) 200 , в которой может протекать сравнительно большой ток (например, 200 А или более) по сравнению со сварочной горелкой TIG . 100 , показанный на фиг. 13A и фиг. 13B. Кроме того, на сварочной горелке 1 устанавливается направляющая для позиционирования проволоки 11 , и можно проводить полуавтоматическую сварку TIG с автоматической подачей сварочной проволоки 10 .
Для этого можно проводить сварку с высокой скоростью и большим наплавленным слоем, предотвращая образование брызг. Кроме того, поскольку пользователю не требуется одновременно подавать присадочный металл и управлять сварочной горелкой TIG 100 правой и левой руками, как при обычной сварке TIG с ручным приводом, для получения хорошего конечного результата можно проводить сварку. без необходимости владения квалифицированной техникой.
Более того, даже при прохождении большого тока при полуавтоматической сварке TIG, поскольку в сварочной горелке 1 используется сварочная горелка MIG (или MAG) 200 , принимающая большой ток, существует возможность предотвращения, сопло горелки 5 , направляющую для позиционирования проволоки 11 и т.п.
Кроме того, при использовании газовой смеси (сварка MAG), в которой кислород или диоксид углерода смешаны с защитным газом, или 100% диоксид углерода (дуговая сварка с диоксидом углерода), материалы, в которых образуются сварочные дефекты, такие как отверстия, могут быть также использовал.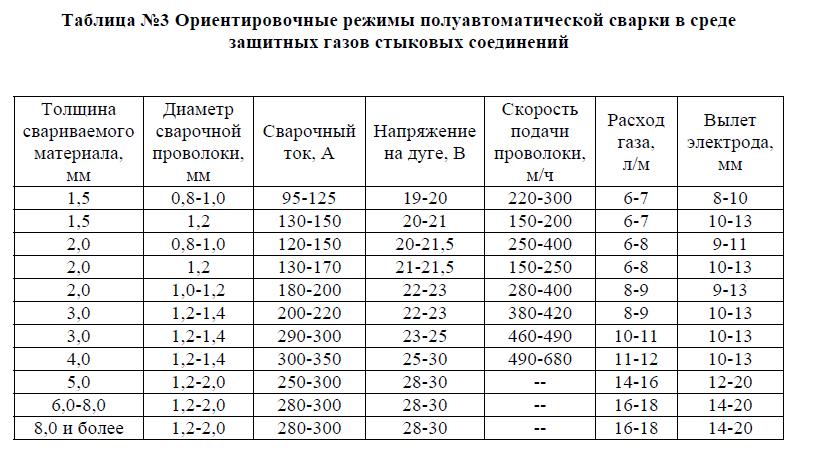
Кроме того, даже когда сварочная горелка 1 управляется вручную, расстояние от дуги до рукоятки 6 больше, чем у обычной сварочной горелки TIG, это позволяет предотвратить ожоги рук.
Более того, даже когда направляющая для позиционирования проволоки 11 установлена на сварочной горелке 1 и выполняется полуавтоматическая сварка TIG, поскольку расстояние от сопла горелки 5 , на котором расположена направляющая для позиционирования проволоки 11 , на рукоятку достаточно 6 , направляющая для позиционирования проволоки 11 не мешает при сварке.
Как указано выше, при использовании сварочной горелки 1 , несмотря на автоматическую сварку TIG, может выполняться сварка на высокой скорости и с высоким наплавленным слоем, такая как сварка MIG (или MAG).
Состояние сварочной горелки 1 во время сварки схематично показано на фиг. 2. Фиг. 2 — вид в состоянии сварочной горелки 1 во время сварки, вид сбоку в направлении линии сварки.
2. Фиг. 2 — вид в состоянии сварочной горелки 1 во время сварки, вид сбоку в направлении линии сварки.
Как показано на фиг. 2, когда сварка проводится с использованием сварочной горелки 1 , предпочтительно, чтобы в состоянии, когда угол наклона сварочной проволоки 10 к неплавящемуся электроду 2 составлял 10-45 °, сварка проволока 10 подается в сварочную ванну P свариваемого объекта S.Устанавливая угол наклона 10-45 °, сварку можно проводить аналогично дуговой сварке защитным металлическим электродом. Также сварку можно проводить в узком месте. Часть S ‘на фиг. 2 показан дополнительный осадок, образовавшийся в свариваемом объекте S после сварки.
Хотя внутреннюю часть сварочной ванны P нельзя наблюдать во время сварки, можно предположить, что явление, когда неплавкое состояние и состояние плавления повторяются в сварочной проволоке 10 , происходит во время сварки. В это время, поскольку ощущение сопротивления в момент перехода из состояния плавления в состояние неплавления достигает рук, сжимающих ручку 6 сварочной горелки 1 , можно поддерживать подходящую длину дуги. используя чувство сопротивления в качестве индикатора.
В это время, поскольку ощущение сопротивления в момент перехода из состояния плавления в состояние неплавления достигает рук, сжимающих ручку 6 сварочной горелки 1 , можно поддерживать подходящую длину дуги. используя чувство сопротивления в качестве индикатора.
Кроме того, ощущение сопротивления аналогично ощущению досягаемости руки в то время, когда конец присадочного стержня прижимается к свариваемому объекту S при дуговой сварке защитным металлическим электродом, которая не требует особенно умелая техника.В частности, установив угол наклона сварочной проволоки 10 к неплавящемуся электроду 2 на 10-45 °, можно получить смысл. Кроме того, когда концевая сторона сварочной проволоки 10 прижимается к свариваемому объекту S во время сварки, толкающая сила предпочтительно находится в диапазоне 0,2-10 Н и более предпочтительно в диапазоне 0,5-5 Н.
Когда сварочная проволока 10 , а не сварочный стержень, используется в качестве присадочного металла, присадочный металл может подаваться непрерывно. С другой стороны, поскольку сварочная проволока 10 подается из состояний катушки в катушке, когда она подается со стороны конца подающей головки 12 , существует случай, когда сварочная проволока 10 не может поставляться прямо из-за характеристик качения. В этом случае существует возможность контакта с неэлектродом 2 перед подачей сварочной проволоки 10 , подаваемой со стороны наконечника подающей головки 12 , в сварочную ванну P.
С другой стороны, поскольку сварочная проволока 10 подается из состояний катушки в катушке, когда она подается со стороны конца подающей головки 12 , существует случай, когда сварочная проволока 10 не может поставляться прямо из-за характеристик качения. В этом случае существует возможность контакта с неэлектродом 2 перед подачей сварочной проволоки 10 , подаваемой со стороны наконечника подающей головки 12 , в сварочную ванну P.
При этом, как показано на фиг. 2, расстояние D от кончика неплавящегося электрода 2 до сварочной проволоки 10 в горизонтальном направлении предпочтительно составляет от 2 мм или более до 8 мм или менее. Когда расстояние D меньше 2 мм, вероятность контакта неплавящегося электрода 2 со сварочной проволокой 10 становится высокой.
С другой стороны, устанавливая большее расстояние D при большем электрическом токе, можно управлять конфигурацией переноса сварочной проволоки 10 , и тогда максимальное расстояние D составляет 8 мм. То есть, когда расстояние D слишком мало, сварочная проволока 10 превращается в капли до того, как достигнет сварочной ванны P, как это называется конфигурацией капельного переноса. С другой стороны, когда расстояние D слишком велико, сварочная проволока 10 достигает сварочной ванны P в состоянии неплавления или полурасплавления, что называется конфигурацией мостового переноса.
То есть, когда расстояние D слишком мало, сварочная проволока 10 превращается в капли до того, как достигнет сварочной ванны P, как это называется конфигурацией капельного переноса. С другой стороны, когда расстояние D слишком велико, сварочная проволока 10 достигает сварочной ванны P в состоянии неплавления или полурасплавления, что называется конфигурацией мостового переноса.
Конфигурация переноса сварочной проволоки 10 , как здесь, изменяется в зависимости от величины электрического тока.Следовательно, регулируя расстояние D, можно выбрать конфигурацию переноса моста или конфигурацию переноса капель в соответствии с назначением или предпочтениями сварщика. В частности, расстояние D составляет 2 мм или больше и 5 мм или меньше, более предпочтительно. Когда расстояние D превышает 5 мм, необходимо учитывать возможность того, что сварочная проволока 10 не полностью расплавится, что приведет к дефекту, например, неполному сплавлению.
Кроме того, расстояние H от кончика неплавящегося электрода 2 до сварочной ванны P в вертикальном направлении предпочтительно составляет 3 мм или больше, 10 мм или меньше, а более предпочтительно, 3 мм или больше, и 5 или меньше.Например, рассмотрение изменения длины дуги при ручной дуговой сварке может затруднить контакт кончика неплавящегося электрода 2 со сварочной ванной P. Когда расстояние H меньше 3 мм, вероятность в том, что конец неплавящегося электрода 2 контактирует со сварочной ванной P, становится высоким. С другой стороны, когда расстояние H больше 10 мм, защитный газ отсутствует, и защитные свойства ухудшаются.
Для сварочной ванны P свариваемых объектов S существует случай, когда она принимает вогнутую форму, показанную на фиг.3A, или случай получения выпуклой формы, показанный на фиг. 3B по величине электрического тока. Следовательно, расстояние H изменяется в направлении глубины в соответствии с величиной электрического тока. Для этого, хотя предварительно установить расстояние H перед сваркой сложно, если расстояние H составляет 3 мм или более, расстояние H можно контролировать на глаз, если основано на ручной сварке. Часть B на фиг. 3A и фиг. 3B показан валик, образованный в свариваемом объекте S после сварки.
Для этого, хотя предварительно установить расстояние H перед сваркой сложно, если расстояние H составляет 3 мм или более, расстояние H можно контролировать на глаз, если основано на ручной сварке. Часть B на фиг. 3A и фиг. 3B показан валик, образованный в свариваемом объекте S после сварки.
Сварочная горелка и комплект переходного адаптера в соответствии с настоящим изобретением не всегда ограничиваются сварочной горелкой 1 и комплектом переходного адаптера 50 , показанными в приведенных выше вариантах осуществления, и в объем изобретение.
Например, хотя вышеупомянутая сварочная горелка 1 имеет конструкцию, в которой неплавящийся электрод 2 устанавливается на контактный наконечник 3 с помощью зажимного приспособления 7 , монтажная конструкция с использованием зажимного приспособления 7 , показанный на фиг. 1B не ограничен, и, например, монтажные конструкции с использованием зажимных приспособлений от 7 A до 7 C, как показано на фиг. С 4А по фиг. 4С возможны. В зажимных приспособлениях от 7 A до 7 C, показанных на фиг.С 4А по фиг. 4C общие части друг для друга описаны как группа и обозначены одинаковыми знаками.
С 4А по фиг. 4С возможны. В зажимных приспособлениях от 7 A до 7 C, показанных на фиг.С 4А по фиг. 4C общие части друг для друга описаны как группа и обозначены одинаковыми знаками.
В частности, крепежные приспособления с 7 A по 7 C, показанные на ФИГ. С 4А по фиг. 4C имеют колпачок 71 и упорный элемент 72 , сформированные из того же материала, что и вышеупомянутое крепежное приспособление 7 .
Колпачок 71 содержит примерно цилиндрический элемент, установленный на конце контактного наконечника 3 . Кроме того, колпачок 71 имеет сквозное отверстие 71 и , проходящее в осевом направлении.Затем колпачок 71 может быть установлен с возможностью резьбы на стороне внешней окружности контактного наконечника 3 с возможностью снятия в состоянии, когда верхний конец контактного наконечника 3 вставлен внутрь.
С другой стороны, упор 72 содержит элемент примерно цилиндрической формы, который может вставляться внутрь контактного наконечника 3 . Кроме того, упорный элемент 72 имеет сквозное отверстие 72 a , проходящее в направлении оси, и поддерживает нерасходуемый электрод 2 , который вставляется внутрь сквозного отверстия 72 , поскольку он может скользить в направлении оси.
Кроме того, среди фиксирующих приспособлений от 7 A до 7 C, показанных на фиг. С 4А по фиг. 4C, фиксирующее приспособление 7 A, показанное на фиг. 4A имеет структуру, в которой несколько прорезей 72 b расположены бок о бок в окружном направлении на базовом конце элемента подушки 72 . С другой стороны, фиксирующее приспособление 7 B, показанное на фиг. 4B имеет конструкцию, в которой несколько прорезей 72 b расположены бок о бок в направлении по окружности на торцевой стороне элемента подушки 72 .С другой стороны, фиксирующее приспособление 7 C, показанное на фиг. 4С имеет конструкцию, в которой несколько прорезей 72 b расположены бок о бок в окружном направлении на стороне конца и стороны элемента подушки 72 .
4B имеет конструкцию, в которой несколько прорезей 72 b расположены бок о бок в направлении по окружности на торцевой стороне элемента подушки 72 .С другой стороны, фиксирующее приспособление 7 C, показанное на фиг. 4С имеет конструкцию, в которой несколько прорезей 72 b расположены бок о бок в окружном направлении на стороне конца и стороны элемента подушки 72 .
Эти множественные прорези 72 b имеют линейный вырез посередине в направлении оси от базового конца или со стороны кончика подкладки 72 . Для этого между каждой из прорезей 72 b сформирована секция подушки 72 c , в которой может изменяться упругая деформация в радиальном направлении усадки.Кроме того, на верхней стороне секции подушки 72 c предусмотрена коническая секция 72 d , радиус которой уменьшается понемногу.
Затем в монтажной конструкции с использованием зажимных приспособлений от 7 A до 7 C, показанных на фиг. С 4А по фиг. 4C колпачок 71 установлен на контактном наконечнике 3 в состоянии, когда элемент 72 подушки вставлен внутрь контактного наконечника 3 .Затем коническая часть 72 d упорного элемента 72 непосредственно контактирует с конической поверхностью 3 b или 71 b на внутренней стороне контактного наконечника 3 или колпачок 71 и, таким образом, упругая деформация в секции подушки 72 c этого элемента 72 подушки работает в радиальном направлении усадки. Для этого неплавящийся электрод 2 может быть прикреплен к контактному наконечнику 3 , а неплавящийся электрод 2 зажат между секциями подушки 72 c.
В приведенных выше вариантах реализации с использованием набора переходников 50 , в котором предусмотрены и сконструированы переходной контактный наконечник 3 и крепежные приспособления 7 и 7 от A до 7 C, корпус когда сварочная горелка MIG (или MAG) 200 преобразована в сварочную горелку TIG.
С другой стороны, когда сварочная горелка MIG (или MAG) 200 , показанная на ФИГ. 14 преобразован в сварочную горелку TIG, например, комплект переходников 50 A, как показано на фиг.5, кроме указанного выше набора переходников 50 .
В частности, в комплекте переходников 50 A, как показано на РИС. 5, цанга 51 , которая поддерживает неплавящийся электрод 2 в состоянии, когда неплавящийся электрод 2 вставлен внутрь цанги 51 , корпус преобразовательной цанги 52 на внутри которого цанга 51 удерживается в состоянии выдвижения неплавящегося электрода 2 со стороны наконечника и который вместо контактного наконечника 202 установлен на корпусе горелки 203 .
Следовательно, при использовании комплекта переходника 50 A корпус горелки 203 , сопло горелки 204 и ручка 205 , предусмотренные на сварочной горелке MIG (или MAG) 200 , показанные на РИС. 14 могут быть применены.
Кроме того, когда сварочная горелка MIG (или MAG) 200 , показанная на ФИГ. 14 преобразован в сварочную горелку TIG, например, переходной комплект 50 B, показанный на фиг. 6A и фиг. 6B можно использовать. ИНЖИР. 6A — вид сбоку, показывающий комплект переходника 50 B.ИНЖИР. 6B — вид сбоку, показывающий состояние, в котором комплект переходника 50 B прикреплен к ручке 205 .
В частности, в комплекте переходников 50 , как показано на РИС. 6A и фиг. 6B, цанга (не показана на фигурах), которая поддерживает неплавящийся электрод 2 в состоянии вставки изнутри, тело цанги (не показано на фигурах), внутри которой цанга удерживается в состоянии выброса неплавящегося электрода 2 со стороны наконечника, сопла горелки 53 , которое установлено на корпусе цанги и из которого выпускается защитный газ, и корпуса преобразовательной горелки 54 , на котором корпус цанги установлен и который вместо вышеуказанного корпуса горелки 203 установлен на рукоятке 205 , представлены в виде контура.
То есть комплект переходного адаптера 50 может иметь ту же конструкцию, что и традиционно известная сварочная горелка TIG, за исключением того, что он может быть установлен на ручке 205 , предусмотренной в сварочной горелке MIG (или MAG) 200 , показанной на РИС. . 14
Следовательно, когда используется комплект переходного адаптера 50 B, ручка 205 , предусмотренная в сварочной горелке MIG (или MAG) 200 , показанной на ФИГ. 14 могут быть применены.
Как указано выше, в сварочной горелке в соответствии с настоящим изобретением, используя комплект переходников 50 , 50 A и 50 B, сварочную горелку с неплавящимся электродом, в которой, по крайней мере, одна деталь из контактного тела, корпуса горелки, сопла горелки и рукоятки, предусмотренных в сварочной горелке с плавящимся электродом, могут быть выполнены.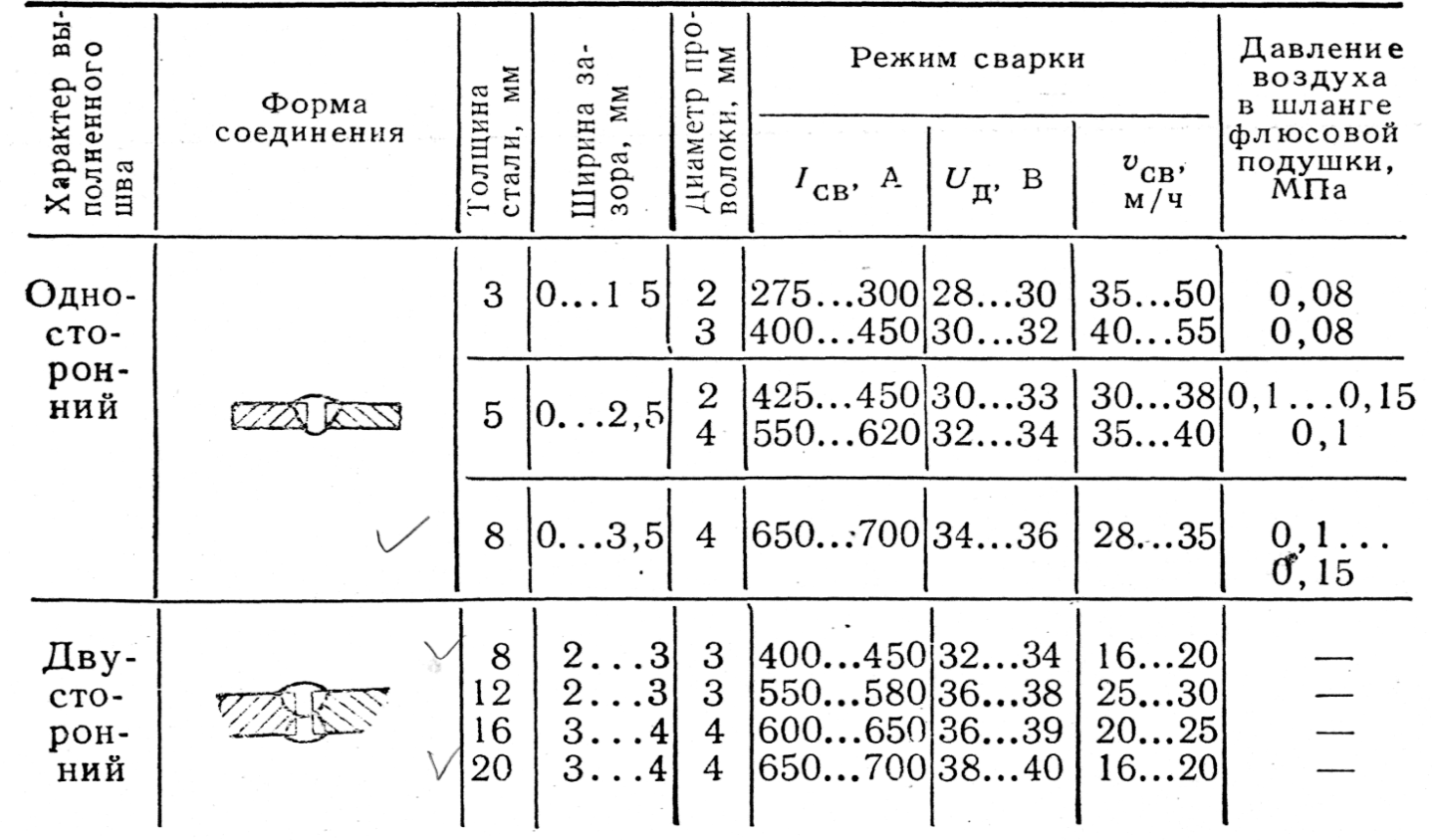 Кроме того, при использовании комплекта переходного адаптера в соответствии с настоящим изобретением, путем установки нерасходуемого электрода вместо расходуемого электрода, предусмотренного в сварочной горелке с плавящимся электродом, сварочную горелку с плавящимся электродом можно легко преобразовать в неплавящийся электрод. сварочная горелка электродного типа.
Кроме того, при использовании комплекта переходного адаптера в соответствии с настоящим изобретением, путем установки нерасходуемого электрода вместо расходуемого электрода, предусмотренного в сварочной горелке с плавящимся электродом, сварочную горелку с плавящимся электродом можно легко преобразовать в неплавящийся электрод. сварочная горелка электродного типа.
Кроме того, направляющая для позиционирования проволоки 11 не всегда ограничена конструкцией, в которой подающая головка 12 съемно установлена на участке внешней окружности сопла горелки 5 с помощью зажимного приспособления 14 .
Например, в качестве направляющей для позиционирования проволоки 11 A, показанной на фиг. 7A, возможна конструкция, в которой подающая головка 12 съемно установлена на участке внешней окружности изолятора (изолирующей трубки) 15 , установленного на корпусе горелки 4 с помощью зажимного приспособления 14 A.
Приспособление 14 A, предусмотренное в направляющей для позиционирования проволоки 11 A, поддерживает подающую головку 12 с возможностью вращения.Для этого можно дополнительно отрегулировать угол наклона θ сварочной проволоки 10 .
С другой стороны, в качестве направляющей для позиционирования проволоки 11 B, показанной на ФИГ. 7B, возможна конструкция, в которой предусмотрено крепежное приспособление , 14, B, с возможностью скольжения, поддерживающее подающую головку 12 в направлении вперед-назад. Для этого можно дополнительно отрегулировать расстояние от конца сварочной проволоки 10 до сварочной ванны P.
С другой стороны, в качестве направляющей для позиционирования проволоки 11 C, показанной на фиг.8, возможна конструкция, в которой демпфер 16 расположен между подающей головкой 12 и зажимным приспособлением 14 . Демпфер 16 поддерживает подвижную опору подающей головки 12 в направлении вперед-назад в состоянии, когда подающая головка 12 смещена навстречу винтовой пружиной 16 a . Для этого, когда кончик сварочной проволоки 10 прижимается к свариваемому объекту S во время сварки, можно уменьшить раскачивание или подобное за счет поглощения его удара.Поскольку вся длина направляющей для позиционирования проволоки 11 C, в которой предусмотрен демпфер 16 , велика, подающая головка 12 монтируется на участке внешней окружности корпуса горелки 4 с помощью крепления приспособление 14 .
Демпфер 16 поддерживает подвижную опору подающей головки 12 в направлении вперед-назад в состоянии, когда подающая головка 12 смещена навстречу винтовой пружиной 16 a . Для этого, когда кончик сварочной проволоки 10 прижимается к свариваемому объекту S во время сварки, можно уменьшить раскачивание или подобное за счет поглощения его удара.Поскольку вся длина направляющей для позиционирования проволоки 11 C, в которой предусмотрен демпфер 16 , велика, подающая головка 12 монтируется на участке внешней окружности корпуса горелки 4 с помощью крепления приспособление 14 .
Кроме того, сварочная горелка в соответствии с настоящим изобретением не всегда ограничивается конструкцией с одним соплом, в которой инертный газ (защитный газ), такой как аргон и гелий, выбрасывается из сопла горелки 5 и может, например, , конструкция с двойным соплом, в которой инертный газ выбрасывается в качестве защитного газа из внутреннего сопла горелки (внутреннего сопла), а окислительный газ выбрасывается из внешнего сопла горелки (внешнего сопла) внутреннего сопла.
Кроме того, хотя в качестве сварочной горелки согласно настоящему изобретению можно использовать любую сварочную горелку с воздушным охлаждением или с водяным охлаждением, более предпочтительно использовать сварочную горелку с водяным охлаждением. То есть в сварочной горелке с воздушным охлаждением используются силовой кабель, который подает электроэнергию, и сварочный кабель C, в котором предусмотрена гильза для подачи защитного газа, а в сварочной горелке с водяным охлаждением — сварочный кабель. C, в котором дополнительно предусмотрен охлаждающий кабель для циркуляции охлаждающей воды (охлаждающей жидкости).Следовательно, сварочная горелка с водяным охлаждением труднее повреждается из-за нагрева или удара, и сварка узкой части возможна путем уплотнения самой горелки.
Кроме того, в настоящем изобретении путем установки подающей головки 12 на сварочной горелке MIG (или MAG) 200 , показанной на фиг. 14 с помощью зажимного приспособления 14 можно также выполнить тандемную сварку холодной проволокой. Также настоящее изобретение может сочетать сварку горячей проволокой и композитную сварку (тандемную сварку).Горячая проволока — это метод предварительного нагрева сварочной проволоки 10 , и поскольку скорость сварки выше, чем у холодной проволоки, можно проводить сварку с большим наплавленным слоем. Кроме того, когда проводится дуговая сварка в газовой среде с плавящимся электродом, в которой сварочная проволока 10 является плавящимся электродом, может проводиться сварка с более высоким наплавленным слоем, чем у горячей проволоки.
Также настоящее изобретение может сочетать сварку горячей проволокой и композитную сварку (тандемную сварку).Горячая проволока — это метод предварительного нагрева сварочной проволоки 10 , и поскольку скорость сварки выше, чем у холодной проволоки, можно проводить сварку с большим наплавленным слоем. Кроме того, когда проводится дуговая сварка в газовой среде с плавящимся электродом, в которой сварочная проволока 10 является плавящимся электродом, может проводиться сварка с более высоким наплавленным слоем, чем у горячей проволоки.
Свариваемый объект, на который нацелено настоящее изобретение, особо не ограничивается, и сварка может проводиться для всех материалов, которые можно сваривать.
(Полуавтоматическая сварочная система)Далее будет объяснен один пример полуавтоматической сварочной системы согласно настоящему изобретению.
РИС. 9 представляет собой схематический вид, показывающий один пример конструкции полуавтоматической сварочной системы 500 согласно настоящему изобретению.
В полуавтоматической сварочной системе 500 , как показано на РИС. 9, сварочная горелка 1 , источник сварочного тока 501 , в котором электроэнергия и защитный газ подаются на сварочную горелку 1 , устройство подачи 502 , в котором подается сварочная проволока 10 На схеме показаны направляющая для механизма подачи проволоки 11 и охлаждающего устройства 503 , охлаждающего сварочную горелку 1 .
Сварочная горелка 1 подключена к источнику сварочного тока 501 через сварочный кабель C. На внутренней стороне сварочного кабеля C находится кабель питания C 1 , подающий электроэнергию на сварочную горелку 1 , вкладыш C 2 , вводящий защитный газ, охлаждающий кабель C 3 , в котором циркулирует охлаждающая вода, и кабель переключателя C 4 , электрически подключенный к переключателю 6 a сварочной горелки 1 .
Источник сварочного тока 501 имеет кабель источника электропитания C 5 , на конце которого предусмотрена розетка, а розетка подключается к внешнему источнику электроэнергии (например, к коммерческому источнику переменного тока переменного тока). ток 200 В), электроэнергия подается от внешнего источника через источник электроэнергии C 5 . Также газовый баллон 504 соединен с источником сварочного тока 501 через газовый кабель C 6 , а защитный газ подается из газового баллона 504 через газовый кабель C 6 .Кроме того, охлаждающий кабель C 3 подключен к источнику сварочного тока 501 .
В источнике сварочного тока 501 предусмотрен переключатель или подобное устройство для проведения различных операций. Кроме того, пульт дистанционного управления 505 для удаленного выполнения различных операций электрически подключен к источнику сварочного тока 501 через соединительный кабель C 7 .
Примеры устройства подачи проволоки 502 включают устройство, в котором сварочная проволока 10 , свернутая в катушке (не показана на рисунках), подается к подающей головке 12 через гильзу 13 .Гильза 13 может поставляться отдельно от сварочного кабеля C или интегрироваться со сварочным кабелем C путем размещения средней части вкладыша 13 внутри сварочной проволоки C.
Устройство управления проволокой 506 подключается к механизму подачи проволоки 502 через кабель управления C 8 . Устройство управления подачей проволоки 506 управляет приводом механизма подачи проволоки 502 и, в частности, управляет сварочной горелкой 1 , запускает или останавливает подачу сварочной проволоки 10 в соответствии с настройкой мощности и т. п. источник питания 501 к сварочной горелке 1 , или регулирует скорость подачи и т.п. сварочной проволоки 10 .
п. источник питания 501 к сварочной горелке 1 , или регулирует скорость подачи и т.п. сварочной проволоки 10 .
Для этого устройство управления проволокой 506 электрически подключено к источнику сварочного тока 501 через синхронный кабель C 9 . Кроме того, кабель переключателя C 4 электрически соединен с источником сварочного тока 501 через устройство управления проволокой 506 .
Кроме того, устройство управления проводом 506 имеет кабель источника электрического тока C 10 , на конце которого предусмотрена розетка, и путем подключения розетки к внешнему источнику электроэнергии (например, коммерческому источнику электроэнергии переменного тока 200В) электроэнергия подается от внешнего источника через источник электроэнергии С 10 .
Кроме того, в устройстве управления проводом 506 предусмотрен переключатель или подобное устройство для проведения различных операций. Кроме того, пульт дистанционного управления 507 для удаленного выполнения различных операций электрически соединен с устройством управления проводом 506 через соединительный кабель C 11 .
Кроме того, пульт дистанционного управления 507 для удаленного выполнения различных операций электрически соединен с устройством управления проводом 506 через соединительный кабель C 11 .
Охлаждающее устройство 503 подключено к источнику сварочного тока 501 через охлаждающий кабель C 3 . Охлаждающее устройство , 503, имеет резервуар, в котором хранится охлаждающая вода, насос, нагнетающий охлаждающую воду под давлением, радиатор, охлаждающий охлаждающую воду, и т.п., и принудительно циркулирует охлаждающую воду через охлаждающий кабель C 3 .
Кроме того, охлаждающее устройство 503 имеет кабель источника электропитания C 12 , на конце которого предусмотрена розетка, и путем подключения розетки к внешнему источнику электроэнергии (например, коммерческому источнику электроэнергии переменный ток 200В) электроэнергия подается от внешнего источника через источник электроэнергии С 12 .
При сварке полуавтоматическая сварочная система 500 , имеющая такую вышеупомянутую структуру, переходит в рабочее состояние при нажатии пользователем переключателя 6 a сварочной горелки 1 .В это время электроэнергия (переменная или постоянная) подается от источника сварочного тока 501 на сварочную горелку 1 через кабель питания C 1 , а защитный газ подается на сварочную горелку 1 через лайнер С 2 . Кроме того, сварочная проволока 10 , подаваемая механизмом подачи проволоки 502 , подается с торца подающей головки 12 через гильзу 13 .
Для этого в состоянии, когда защитный газ выходит из сопла горелки 5 сварочной горелки 1 и возникает дуга между неплавящимся электродом 2 и свариваемым объектом, сварка ведется с автоматически подаваемой сварочной проволокой 10 плавкой в дуге. Кроме того, во время сварки сварочная горелка 1 охлаждается рециркулирующей охлаждающей водой.
Кроме того, во время сварки сварочная горелка 1 охлаждается рециркулирующей охлаждающей водой.
Как указано выше, в полуавтоматической сварочной системе 500 может выполняться полуавтоматическая сварка TIG (дуговая сварка в среде защитного газа неплавящимся электродом) с использованием сварочной горелки 1 .
Полуавтоматическая сварочная система 500 согласно настоящему изобретению может проводить сварку с высокой скоростью и большим наплавленным слоем, а также предотвращать образование брызг с помощью сварочной горелки 1 .Кроме того, поскольку пользователю не требуется одновременно подавать присадочный металл и управлять сварочной горелкой TIG 100 правой и левой руками, как при обычной сварке TIG с ручным приводом, для получения хорошего конечного результата можно проводить сварку. без использования квалифицированной техники. В частности, при использовании источника сварочного тока 501 , имеющего 200 А или более максимального номинального выходного тока, можно проводить полуавтоматическую сварку TIG с высоким током.
Более того, даже при прохождении большого тока при полуавтоматической сварке TIG, поскольку в сварочной горелке 1 используется сварочная горелка MIG (или MAG) 200 , принимающая, например, большой ток, существует возможность предотвращения того, что сопло горелки 5 , направляющая для позиционирования проволоки 11 и т.п. ломаются из-за нагрева, как это обычно бывает в сварочной горелке TIG.
Кроме того, при использовании газовой смеси (сварка MAG), в которой кислород или диоксид углерода смешаны с защитным газом, или 100% диоксид углерода (дуговая сварка диоксидом углерода), материалы, в которых образуются сварочные дефекты, такие как отверстия, могут быть также использовал.
Кроме того, даже при ручном управлении сварочной горелкой 1 , поскольку расстояние от дуги до рукоятки 6 больше, чем у обычной сварочной горелки TIG, можно предотвратить ожоги рук.
Более того, даже когда направляющая для позиционирования проволоки 11 установлена на сварочной горелке 1 и выполняется полуавтоматическая сварка TIG, поскольку расстояние от сопла горелки 5 , на котором расположена направляющая для позиционирования проволоки 11 , на рукоятку достаточно 6 , направляющая для позиционирования проволоки 11 не мешает при сварке.
Полуавтоматическая сварочная система 500 согласно настоящему изобретению использует не только сварочную горелку 1 , но также источник сварочного тока, механизм подачи проволоки (включая устройство управления проволокой) и охлаждающее устройство для MIG (или MAG) сварка, а также источник сварочного тока, механизм подачи проволоки (включая устройство управления проволокой) и охлаждающее устройство для сварки TIG, в отношении источника сварочного тока 501 , механизма подачи проволоки 502 (включая устройство управления проволокой 506 ) и охлаждающее устройство 503 .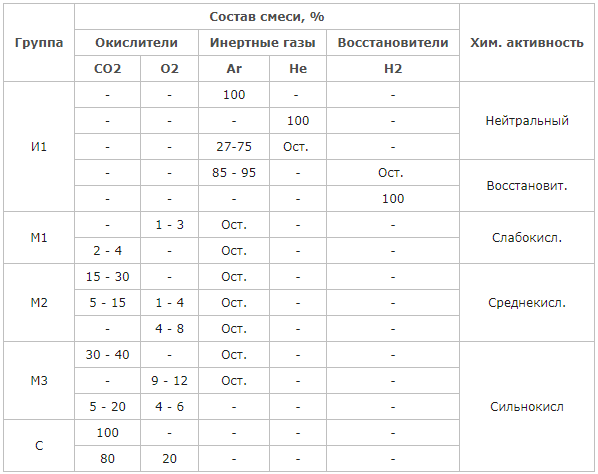
То есть в полуавтоматической сварочной системе с неплавящимся электродом в соответствии с настоящим изобретением, применяя по меньшей мере одну часть полуавтоматической сварочной системы с плавящимся электродом, полуавтоматическая сварка TIG может выполняться с высокой скорость и высокая наплавка, такая как сварка MIG (или MAG).
Кроме того, нет необходимости в подготовке дополнительной системы сварки TIG, допускающей большой ток, и полуавтоматическая сварочная система с неплавящимся электродом, допускающая такой высокий ток, может быть предоставлена по низкой цене путем применения MIG (или MAG) вместе со сварочной горелкой 1 .
ПРИМЕРЫДалее эффекты изобретения будут дополнительно разъяснены с помощью примеров. Настоящее изобретение не ограничивается приведенными ниже примерами и может быть соответствующим образом модифицировано в пределах объема изобретения для практического использования.
Пример 1 В примере 1 стыковая сварка фактически проводилась с использованием сварочной горелки 1 , показанной на фиг. 1A и фиг. 1Б. Условия сварки следующие. Материал свариваемого объекта: SUS304 (аустенитная нержавеющая сталь), толщина листа 12 мм
1A и фиг. 1Б. Условия сварки следующие. Материал свариваемого объекта: SUS304 (аустенитная нержавеющая сталь), толщина листа 12 мм
Защитный газ: смешанный газ, состоящий из 93% газа Ar и 7% газа H 2 (Условие 1), 100% газа Ar (Условие 2)
Неплавящийся электрод: стержень из вольфрамового электрода диаметром 3.2 мм
Электрический ток: пиковый ток 350 А, базовый ток 200 А, частота импульсов 30 Гц
Сварочная проволока: SUS308L, диаметр 1,6 мм, скорость подачи 3,5 м / мин
Затем фотографии после сварки показаны на фиг. 10. Фотография левой стороны на фиг. 10 — случай условия 1 и фотография правой стороны на фиг. 10 соответствует условию 2.
Как показано на фиг. 10, сварная деталь была прекрасным конечным результатом без дефектов сварки.
Пример 2 В примере 2 горизонтальная угловая сварка фактически проводилась с использованием сварочной горелки 1 , показанной на фиг. 1A и фиг. 1Б. Условия сварки следующие. Материал свариваемого объекта: UNS S32750 (двухфазная нержавеющая сталь), толщина листа 8 мм
1A и фиг. 1Б. Условия сварки следующие. Материал свариваемого объекта: UNS S32750 (двухфазная нержавеющая сталь), толщина листа 8 мм
Защитный газ: смешанный газ, состоящий из 50% газа Ar и 50% газа He (Условие 1), смешанный газ 93% Ar газ и 7% H 2 газ (Условие 2)
Неплавящийся электрод: стержень из вольфрамового электрода, диаметр 4,0 мм
Электрический ток: пиковый ток 320 А, базовый ток 300 А, частота импульсов 30 Гц
Проволока сварочная: 329J4L, диаметр 1.2 мм, скорость подачи 6 м / мин.
Затем фотографии после сварки показаны на фиг. 11. Фотография левой стороны на фиг. 11 — случай условия 1 и фотография правой стороны на фиг. 11 соответствует условию 2.
Как показано на фиг. 11, сварная деталь была прекрасным конечным результатом без дефектов сварки.
Пример 3 В примере 3 горизонтальная угловая сварка фактически проводилась с использованием полуавтоматической сварочной горелки 1 , показанной на фиг.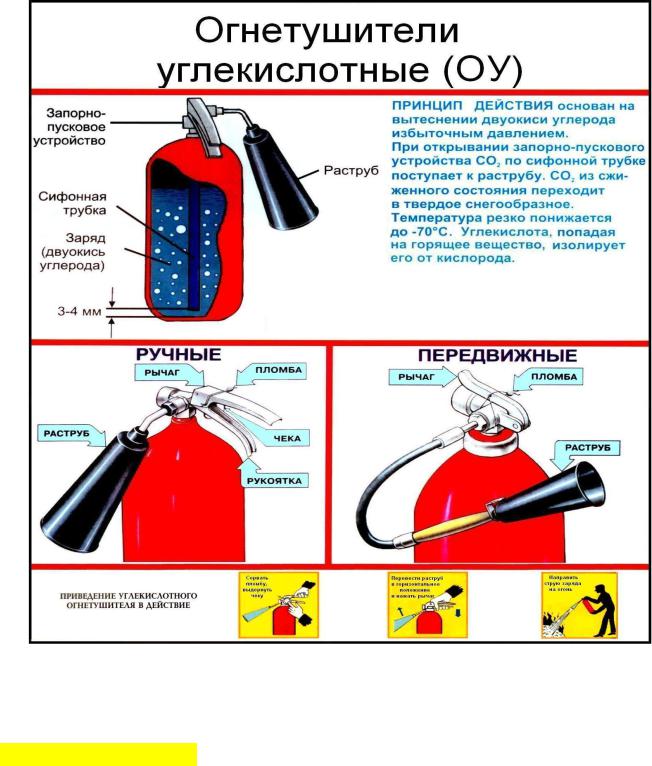 1A и фиг. 1B, и сварочная горелка TIG 100 с ручным приводом, показанная на фиг. 13A и фиг. 13B, и было проведено сравнение.
1A и фиг. 1B, и сварочная горелка TIG 100 с ручным приводом, показанная на фиг. 13A и фиг. 13B, и было проведено сравнение.
Условия сварки для полуавтоматической сварочной горелки 1 , показанной на РИС. 1A и фиг. 1B следующие.
Материал свариваемого объекта: SUS304 (аустенитная нержавеющая сталь), толщина листа 10 мм
Защитный газ: смешанный газ, состоящий из 50% газа Ar и 50% H 2 газа
Неплавящийся электрод: вольфрамовый электрод пруток диаметром 3.2 мм
Электрический ток: 300 A
Сварочная проволока: SUS308L, диаметр 0,9 мм, скорость подачи 7,0 м / мин
С другой стороны, условия сварки для сварочной горелки TIG 100 , показанные на РИС. 13A и фиг. 13B следующие.
Материал свариваемого объекта: SUS304 (аустенитная нержавеющая сталь), толщина листа 10 мм
Защитный газ: газовая смесь 50% Ar и 50% H 2 газ
Неплавящийся электрод: вольфрамовый электрод пруток диаметром 3.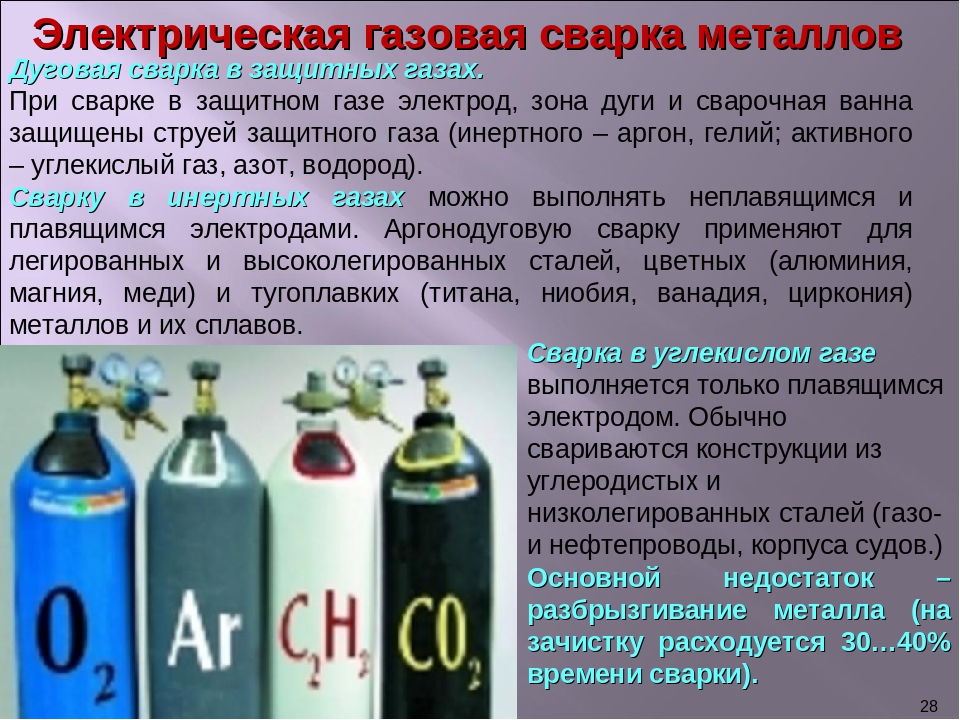 2 мм
2 мм
Электрический ток: 300 А
Сварочная проволока: SUS308L, диаметр 2,4 мм, доставка вручную
Затем фотографии после сварки показаны на РИС. 12. Фотография правой стороны на фиг. 12 — случай использования полуавтоматической сварочной горелки 1 , показанной на фиг. 1A и фиг. 1B и фотография левой стороны на фиг. 12 — случай использования сварочной горелки TIG 100 с ручным приводом, показанной на фиг. 13A и фиг. 13B.
Как показано на фиг. 12, случай использования полуавтоматической сварочной горелки 1 , показанной на фиг.1A и фиг. 1B может проводить сварку за короткое время, когда скорость наплавки выше, а глубина проплавления больше, чем в случае использования сварочной горелки TIG 100 с ручным приводом, показанной на фиг. 13A и фиг. 13B.
Как указано выше, в соответствии с настоящим изобретением можно проводить сварку с высокой скоростью и большим наплавленным слоем с предотвращением образования брызг.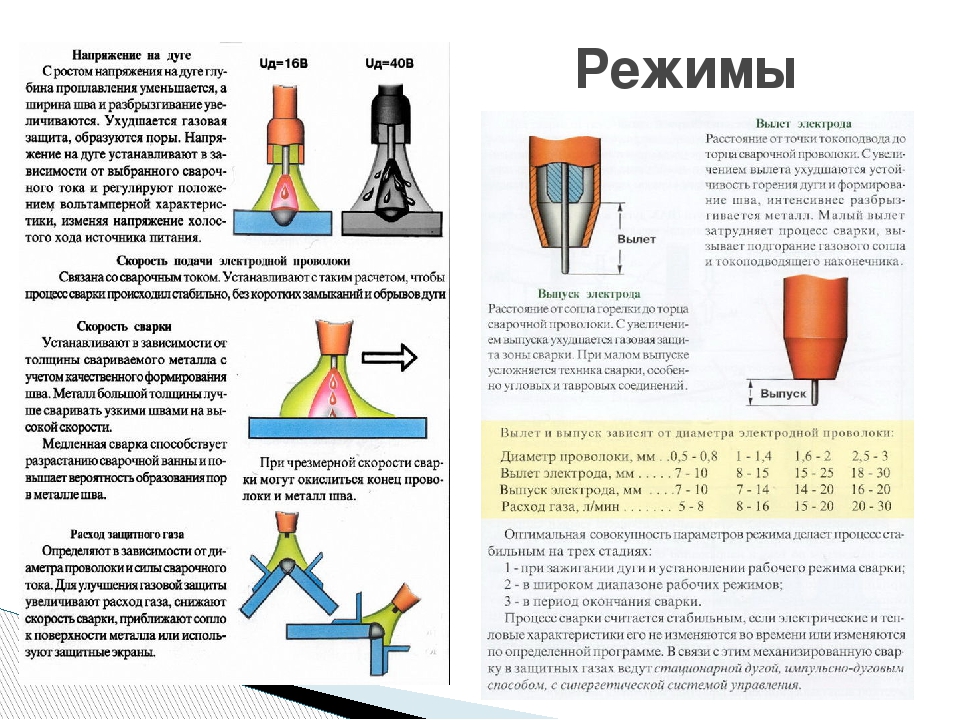
- 1 сварочная горелка
- 2 неплавящийся электрод
- 3 контактный наконечник
- 4 корпус горелки
4 рукоятка
4 9ch 5
- 7 , 7 A- 7 Крепежное приспособление D
- 8 корпус наконечника
- 9 отверстие
- 10 сварочная проволока
- 11 11 9000-4 11 C направляющая для позиционирования проволоки
- 12 подающая головка
- 13 лайнер
- 14 , 14 A, 14 B изолятор зажимного приспособления
- 16 демпфер 50 A, 50 B комплект переходника для преобразования
- 51 цанга
- 52 корпус цанги 925 26 53 сопло горелки
- 54 корпус горелки
- 71 колпачок
- 72 упорный элемент
- 500 полуавтоматическая сварочная система
- 501 источник сварочного тока 502 950 устройство подачи проволоки
- 503 устройство охлаждения
- 504 баллон с газом
- 505 пульт дистанционного управления
- 506 устройство управления проволокой
- 507 пульт дистанционного управления
- 925 C сварочный кабель 76 S объект сварной
- P сварочная ванна
CO2 Freeze Up | Группа продуктов Harris
Дэвид Гейли
При определенных условиях пользователи углекислого газа (из баллонов высокого давления) испытывают проблемы «замерзания» клапанов, регуляторов и другого оборудования для сжатого газа. Термин «замерзание» относится к регулятору давления, который забивается снегом или кристаллами сухого льда, которые ограничивают поток газа через регулятор или другой клапан регулирования давления. Ниже объясняется это явление, чтобы помочь пользователям избежать проблем в системах распределения CO 2 .
Термин «замерзание» относится к регулятору давления, который забивается снегом или кристаллами сухого льда, которые ограничивают поток газа через регулятор или другой клапан регулирования давления. Ниже объясняется это явление, чтобы помочь пользователям избежать проблем в системах распределения CO 2 .
Почему это происходит
Когда газ CO 2 под высоким давлением расширяется через седло регулятора или другое отверстие регулятора потока, он появляется после отверстия на стороне низкого давления регулятора в виде смеси газа с твердым веществом (снегом) или жидкий CO 2 .Если давление ниже по потоку ниже 60 фунтов на квадратный дюйм, смесь представляет собой газ и снег; выше 60 фунтов на кв. дюйм, смесь является газообразной и жидкой.
Количество твердого вещества (снега) или жидкости может варьироваться от 0% при давлении на входе ниже 800 фунтов на квадратный дюйм, когда цилиндр холодный, до более чем 20% в условиях сильного замерзания, когда давление выше 1100 фунтов на квадратный дюйм в результате теплого цилиндра .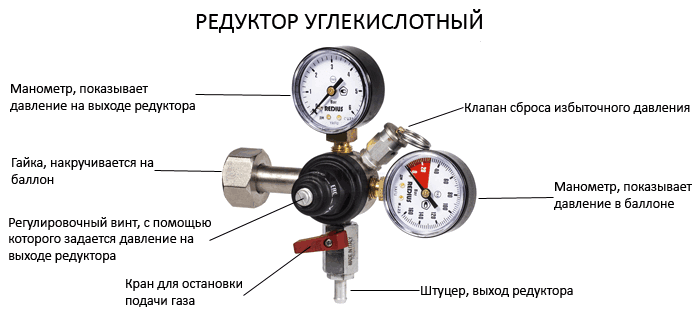 Вопреки тому, что можно было ожидать, наиболее серьезные условия замерзания с CO 2 существуют в теплые дни, когда температура полного баллона составляет 90 ° F или выше, а давление в баллоне составляет не менее 1100 фунтов на квадратный дюйм.При нормальной комнатной температуре и давлении в полном цилиндре 700-900 фунтов на квадратный дюйм проблема существует, но не настолько серьезна, как в описанных выше условиях.
Вопреки тому, что можно было ожидать, наиболее серьезные условия замерзания с CO 2 существуют в теплые дни, когда температура полного баллона составляет 90 ° F или выше, а давление в баллоне составляет не менее 1100 фунтов на квадратный дюйм.При нормальной комнатной температуре и давлении в полном цилиндре 700-900 фунтов на квадратный дюйм проблема существует, но не настолько серьезна, как в описанных выше условиях.
Твердый CO 2 не может образовываться при давлении выше 60 фунтов на кв. Дюйм. Это происходит, когда газ подвергается перепаду давления на регулирующем клапане от давления на входе до давления подачи ниже 60 фунтов на кв. до -100 ° F при самом низком давлении. В наиболее жестких условиях замерзания значительный процент смеси может быть твердым, и в этих условиях потребуется около 200 Вт тепла / 100 стандартных кубических футов в час CO 2 для испарения твердого вещества и повышения уровня газа до комнатной. температура.
Зачем нужен регулятор с подогревом
Регуляторы сжатого газа обычно работают в диапазоне давлений нагнетания выше и ниже 60 фунтов на кв. Дюйм (изб.). Поэтому регуляторы без подогрева, работающие при давлении на выходе ниже 60 фунтов на кв. Дюйм, подвержены классическому замерзанию твердым CO 2 . Частицы снега и сухого льда CO 2 могут проходить через регулятор, если выпускное отверстие широко открыто. Если используется диафрагма или клапан управления потоком, необходим фильтр для предотвращения засорения диафрагмы твердыми частицами CO 2 ; и это может привести к тому, что камера низкого давления в регуляторе будет полностью заполнена твердым CO 2 .Серьезность проблемы зависит от расхода CO 2 , условий на входе, рабочего цикла (процент времени, в течение которого газ течет) и размера регулятора.
Дюйм (изб.). Поэтому регуляторы без подогрева, работающие при давлении на выходе ниже 60 фунтов на кв. Дюйм, подвержены классическому замерзанию твердым CO 2 . Частицы снега и сухого льда CO 2 могут проходить через регулятор, если выпускное отверстие широко открыто. Если используется диафрагма или клапан управления потоком, необходим фильтр для предотвращения засорения диафрагмы твердыми частицами CO 2 ; и это может привести к тому, что камера низкого давления в регуляторе будет полностью заполнена твердым CO 2 .Серьезность проблемы зависит от расхода CO 2 , условий на входе, рабочего цикла (процент времени, в течение которого газ течет) и размера регулятора.
Небольшие одноступенчатые регуляторы ограничены низкими расходами и / или низкими рабочими циклами. Одноступенчатые регуляторы большего размера могут передавать больше тепла для испарения твердого CO 2 , накопленного внутри регулятора, который может справляться с более прерывистым потоком, однако при непрерывном режиме работы все еще может испытывать состояние замерзания. Двухступенчатые регуляторы без подогрева, работающие при давлении нагнетания ниже 60 фунтов на квадратный дюйм, демонстрируют большую устойчивость к замерзанию, чем одноступенчатые регуляторы, поскольку CO 2 на первой ступени находится в фазе жидкость-газ (выше 60 фунтов на квадратный дюйм), которая поглощает тепло. легче выходит из корпуса регулятора, чем твердый CO 2 ; и любая жидкость, испаряющаяся на первой стадии, уменьшает твердые частицы, которые могут образоваться на второй стадии.
Двухступенчатые регуляторы без подогрева, работающие при давлении нагнетания ниже 60 фунтов на квадратный дюйм, демонстрируют большую устойчивость к замерзанию, чем одноступенчатые регуляторы, поскольку CO 2 на первой ступени находится в фазе жидкость-газ (выше 60 фунтов на квадратный дюйм), которая поглощает тепло. легче выходит из корпуса регулятора, чем твердый CO 2 ; и любая жидкость, испаряющаяся на первой стадии, уменьшает твердые частицы, которые могут образоваться на второй стадии.
Регуляторы без обогрева, даже если они избегают классической проблемы замерзания, не могут избежать хладагентного эффекта CO 2 .Когда давление на регулирующем клапане падает, температура CO 2 резко падает до уровней, указанных выше, и при нормальном расходе иней может покрыть весь регулятор и распространиться на систему ниже по потоку. Этот иней является результатом замерзания влаги в воздухе и ее скопления на внешней поверхности. Это не связано с описанными здесь эффектами CO 2 и обычно не влияет на работу клапана.
Решение
Регуляторы с подогревом могут уменьшить или устранить проблемы замерзания.Новая модель Harris HP 705 имеет тепловую мощность 200 Вт для непрерывного обеспечения 100 стандартных кубических футов в час CO 2 в самых суровых условиях замерзания и более высоких скоростях потока в нормальных (прерывистых) условиях. Регуляторы являются двухступенчатыми, что дает преимущества двухступенчатых регуляторов, описанных выше. Полость первой ступени служит бойлером для испарения жидкого СО 2 и удаления или минимизации любых твердых частиц СО 2 на второй ступени. Затем камера второй ступени становится доступной для нагрева пара CO 2 до того, как он достигнет выхода.
Дэвид Гейли (David Gailey) — менеджер по специальным продуктам в Harris Products Group, Lincoln Electric Co. Он проработал в Harris 27 лет и в прошлом был председателем комитета CGA по промышленным газовым аппаратам.
.