Технологии наплавки бронзы и латуни на сталь Наплавка цветных металлов
Рубрика: Технология наплавки
Одним из существующих способов экономии меди и ее сплавов является изготовление биметаллических изделий – сталь + медные сплавы (медь, бронза, латунь и др).
Изготовление биметаллических деталей, в зависимости от площади поверхности под наплавку и свойств наплавочного материала, наряду с другими способами, может выполняться газовым ацетиленовым пламенем, ручной аргонодуговой или автоматической наплавкой под флюсом.
При этом одним из основных требований к качеству наплавленной поверхности является отсутствие газовых раковин и вкраплений железа (фото), переходящего из основного металла в наплавленный слой вследствие перемешивания.
По заказу машиностроительных предприятий группой WTC были выполнены работы по отработке режимов и разработке технологий наплавки бронзы на углеродистые стали способами ручной аргонодуговой наплавки неплавящимся электродом, автоматической наплавки под флюсом и газовой наплавки в среде ацетилена латуни Л62 на сталь 40Х после окончательной термической обработки.
По разработанной группой WTC методике производственных испытаний были изготовлены образцы из стали 35 для электродуговой наплавки бронзы проволокой БрКМЦ 3-1 Ø 5 мм, и стали 40 Х (термически обработанной на твердость 286 НВ) для газовой наплавки латуни в среде ацетилена проволокой марки Л62 Ø 5 мм. Наплавку образцов из стали осуществляли при различных параметрах сварочной дуги и режимах предварительного подогрева.
В результате макроанализа шлифов, вырезанных из образцов, наплавленных дуговыми способами, установлено, что в зоне перемешивания наплавленного и основного металла наблюдается неоднородность макроструктуры в виде темных фаз внедрения железа в структуре наплавленного бронзового металла. От линии сплавления со стороны основного металла наблюдаются мелкие вкрапления меди на глубину от 0,15 до 0,7 мм.
С увеличением тепловой мощности сварочной дуги зона перемешивания увеличивается. При этом установлено, что предварительный подогрев основного металла позволяет снижать в определенном диапазоне тепловую мощность сварочной дуги и получить качественный наплавленный металл при минимальной высоте наплавленного слоя.

Наплавку латуни на сталь 40 Х газовой ацетиленовой сваркой выполняли при расходе ацетилена от 400 до 1100 л/час при угле наклона наконечника мундштука горелки к наплавляемой поверхности от 20 до 30°. В результате работ установлено, что при газовой наплавке наблюдается более однородная узкая зона перемешивания латуни со сталью (фото), а наилучшее качество наплавленной поверхности достигается при наплавке короткими участками с предварительным подогревом поверхности и присадкой буры.
Для сохранения свойств и показателей твердости основного металла в процессе наплавки рекомендовано принудительное охлаждение прилегающих к наплавке поверхностей продувкой углекислым газом.
В результате работ группой WTC были определены оптимальные параметры режимов наплавки бронзы и латуни, обеспечивающие требуемые свойства поверхностей поршней и штоков гидроцилиндров при минимально необходимой высоте наплавленного слоя. Указанные данные были отражены в технологической карте на наплавку бронзы и латуни по которой выполняется упрочнение на производственных предприятиях.
При разработке технологических карт, в том числе и на ремонт деталей, специалисты WTC учитывают специфику свариваемого и наплавляемого материалов, технические возможности производственных мощностей. Практика работы с медью и ее сплавами свидетельствует, что разработанная технологическая карта или инструкция позволяет выполнить качественно сварку, наплавку или ремонт.
Если возникла необходимость в ремонте детали из меди, бронзы или латуни, то к процедуре ремонта сварочными технологиями необходимо тщательно подготовиться, так как при неправильно выполненном ремонте медных сплавов зачастую возникают трудно исправимые дефекты, при образовании которых требуется полное удаление наплавленного металла и около шовной зоны металла детали, что делает ремонт экономически нецелесообразным.
В этом случае для ремонта важна технологическая карта, разработанная к конкретной ремонтной детали. В технологической карте будет указан способ ремонта дефектов, как осуществить разделку дефекта – механической обработкой, зубилом или воздушно-дуговой строжкой, форму разделки под сварку или наплавку, наплавочный материал и последовательность выполнения ремонта.
Технологическая карта содержит методы контроля качества сварки, наплавки или ремонта меди, бронзы и латуни. В результате разработки технологической карты вы получите необходимую конкретную информацию по ремонту, сварке и наплавке меди и ее сплавов.
Эту работу необходимо поручить компетентным специалистам, знающим особенности сварки меди, бронз и латуней, а так же способы ремонта их дефектов.
Вследствие высокой теплопроводности меди, бронзы или латуни необходимо применять мощные источники нагрева и сварочный процесс с повышенной погонной энергией. Так при необходимости сварки меди или бронзы покрытым электродом ее ведут постоянным током обратной полярности с применением предварительного и сопутствующего подогрева или без него (в зависимости от конфигурации детали).
Покрытыми электродами можно варить латунь толщиной от 4 мм, при этом интенсивные выделения цинка затрудняют работу сварщика латуни.
Оловянистые бронзы имеют невысокую прочность и пластичность при температуре 400 С. Резкие изменения температуры ведут к образованию термических напряжений, которые складываются с остаточными сварочными и вызывают образование трещин в шве или околошовной зоне. Поэтому для оловянистых бронз необходимо до предела уменьшить зону разогрева посредством плавного понижения температуры от шва.
Резкие изменения температуры ведут к образованию термических напряжений, которые складываются с остаточными сварочными и вызывают образование трещин в шве или околошовной зоне. Поэтому для оловянистых бронз необходимо до предела уменьшить зону разогрева посредством плавного понижения температуры от шва.
При многослойной сварке или наплавке оловянистых бронз рекомендуется выполнять проковку каждого валика при температуре не выше 200C. Алюминиевые бронзы обладают повышенной теплопроводимостью. Поэтому при наплавке изделий с толщиной стенки более 16 мм необходим сопутствующий подогрев.
При многослойной сварке или наплавке короткими валиками подогрев осуществляется перед наложением первого валика, а последующие без подогрева. Сварку алюминиевых бронз неплавящимся электродом в среде инертных газов обычно выполняют на переменном токе, поскольку наличие окисной пленки алюминия затрудняет сварку на постоянном токе прямой полярности.
Полуавтоматическую сварку бронз выполняют на постоянном токе обратной полярности. В качестве защитного газа используется аргон и гелий. Применение гелия обеспечивает сварку бронз до толщины 12 мм без предварительного подогрева длинной дугой при напряжении на 25% большем чем в среде аргона. Для сварки и наплавки меди и ее сплавов применяют сварочные материалы идентичного химического состава, при этом для сварки бронз не содержащих свинец рекомендуются проволоки из фосфористой бронзы с 4,5-7,5 % олова.
В качестве защитного газа используется аргон и гелий. Применение гелия обеспечивает сварку бронз до толщины 12 мм без предварительного подогрева длинной дугой при напряжении на 25% большем чем в среде аргона. Для сварки и наплавки меди и ее сплавов применяют сварочные материалы идентичного химического состава, при этом для сварки бронз не содержащих свинец рекомендуются проволоки из фосфористой бронзы с 4,5-7,5 % олова.
Широкое применение находит автоматическая сварка и наплавка под слоем флюса меди, алюминиевых и кремнемарганцевых бронз. Для сварки и наплавки применяются флюсы типа АН-20С, АН-60, АН-348А, ОСЦ-45. Во избежание перегрева медного сплава и его стекания, сварку и наплавку ведут с перерывами для охлаждения детали до температуры 200 C. Пример разработанной группой WTC технологической карты автоматической дуговой сварки под слоем флюса узлов из меди токоподвода электродуговой сталеплавильной печи представлен ниже.
Заказать разработку технологической карты на сварку/наплавку/ резку/строжку/правку группы WTC
khabrat_SH/ автор статьи
Понравилась статья? Поделиться с друзьями:
Газопламенная наплавка
СВАРКА, РЕЗКА МЕТАЛЛОВ
Этот вид наплавки применяется наряду с элекгродуговыми методами наплавки. Но по сравнению с последними газопламенная наплавка имеет более низкую производительность. Положительным качеством этой наплавки является то, что она позволяет гибко и независимо регулировать нагрев основного и присадочного металла. Применяется газопламенная наплавка в основном для наплавки латуни, черных металлов и твердых сплавов на сталь и чугун.
Но по сравнению с последними газопламенная наплавка имеет более низкую производительность. Положительным качеством этой наплавки является то, что она позволяет гибко и независимо регулировать нагрев основного и присадочного металла. Применяется газопламенная наплавка в основном для наплавки латуни, черных металлов и твердых сплавов на сталь и чугун.
Начнем с описания процесса наплавки латуни. Данный способ позволяет применять наряду с ацетиленом также такие газы — заменители, как бутан, пропан, природный газ. Мощность применяемого пламени горелки (номер наконечника) определяют последующей схеме:
Толщина наплавляемого слоя (в мм) | Диаметр прутка (в мм) | Номер наконечника |
3-4 | 4-6 | 4 |
5-6 | 8—10 | 5 |
6-7 | 10-12 | 6 |
Самые лучшие результаты можно получить при применении специальных наплавочных латуней, в которых уменьшено содержание кремния. Конкретно это марка ЛК 62-02 или же латунь легированная никелем— ЛНК 56-03-6.
Конкретно это марка ЛК 62-02 или же латунь легированная никелем— ЛНК 56-03-6.
При наплавке латуни на сталь и чугун обязательно применение флюса. Лучше всего зарекомендовал себя газообразный флюс БМ-1, который подается непосредственно в пламя. Этот процесс получил наименование газофлюсовой наплавки. При наплавке простых латуней могут использоваться те же флюсы, которые применяются и при сварке латуней. Чтобы получить эффект дополнительного флюсования, используется флюс паста № 3. Этот флюс вводится вручную.
Сама наплавка ведется левым способом непрерывно или участками с обязательным перекрытием предыдущего участка на 15— 20 мм.
При наплавке прямолинейных швов допускается наклон наплавляемой поверхности под углом 8—15° к горизонту для увеличения высоты наплавляемого слоя. При наплавке кольцевых швов угол наклона поверхности не должен превышать 40° к горизонту.
Поверхность детали, подвергаемой наплавке, должна быть предварительно механически обработана. Наплавлять латунь непосредственно на литейную или прокатную корку запрещается.
Наплавка может быть однослойной или многослойной.
Техника наплавки при использовании порошкообразного или газообразного флюса имеет свои отличительные особенности.
Если применяется порошкообразный флюс, то деталь нагревается до 950°С. Если наплавка будет производиться на крупногабаритную деталь, то последняя должна быть предварительно прогрета не менее чем до 500°С. Наносится вручную флюс и первый слой наплавки в виде полуды наносится толщиной не более 0,5 мм. Таким же образом наносится последующий слой. Образуется валик необходимой высоты. Горелка при работе держится наклоненной вправо, а наплавочный пруток — влево, образуя таким образом угол с горелкой 90°. Нежелательно применение порошкообразных флюсов при наплавке на чугун из-за того, что существует опасность отбела, т. к. температура предварительного подогрева составляет 900°С.
Наплавка с газообразным флюсом: подогревают деталь пламенем с флюсом до температуры смачивания (примерно 700°С), наплавляют первый слой с погружением конца прутка в жидкую ванну. Второй и последующие слои наплавляются аналогичным 164 образом. Газофлюсовую наплавку можно производить как на сталь, так и на чугун.
Второй и последующие слои наплавляются аналогичным 164 образом. Газофлюсовую наплавку можно производить как на сталь, так и на чугун.
Чтобы увеличить срок службы деталей, осуществляется наплавка твердыми сплавами. В данном случае в качестве основы надо применять низкоуглеродистые стали с наплавкой износостойких сплавов непосредственно на рабочие поверхности.
Особое внимание надо уделять процессу наплавки на марганцовистые, высокоуглеродистые и хромомолибденовые стали (включая и серые чугуны). Дело в том, что все перечисленные сплавы требуют обязательного предварительного подогрева и медленного охлаждения после наплавки. Если этого не соблюдать, после производства наплавки могут появиться трещины.
Какие же наплавочные материалы лучше всего применять? Хорошую репутацию имеют трубчатые наплавочные стержни ТЗ, прутки из белого чугуна Б4 или Х4.’
Широко распространена практика наплавки литыми твердыми сплавами, припайки металлокерамических пластин к стальным державкам.
Флюсы при данном способе наплавки используют для защиты наплавленного слоя при газопламенной наплавке литыми твердыми сплавами. К примеру, наплавка сормайта производится с флюсом, в состав которого входят: 50% буры, 3% кремнезема, 47% двууглекислой соды.
При наплавке стеллита применяется флюс, состоящий из 20% прокаленной буры, 12% плавикового шпата и 68% борной кислоты.
Наплавочные материалы, применяемые при газопламенной наплавке, даны в таблице.
Газопламенная плавка предусматривает применение ацетилена, мощность пламени которого должна быть 100—120 л/ч на 1 мм толщины металла.
Глубина проплавления не должна быть больше 0,3—0,5 мм. В этом случае не произойдет перемешивания основного металла с наплавленным.
Как регулировать толщину наплавленного слоя? Это делается за счет разных углов наклона детали. Если угол наклона детали будет 7%, получится тонкий слой наплавки. Если увеличивать угол
Наплавочные материалы, применяемые при газопламенной наплавке
Наплавочный материал | Марка | Характеристика состава | Область применения |
Металлокерамические твердые сплавы в виде пластин | Победит | Карбиды вольфрама и титана, связанные кобальтом и железом | Оснащение металлорежущего инструмента |
Литые твердые сплавы в виде прутков | Стеллит В2К Стеллит ВЗК Сормайт 2 Сормайг С27 | Сплав вольфрама и хрома, связанных кобальтом и железом Сплав карбида хрома с железом и никелем(до 5%) | Наплавка на детали, работающие при высоких температурах Для наплавки на детали, работающие при нормальных и несколько повышенных температурах |
Твердый сплав в виде трубчатого стержня | Релит ТЗ | Трубка (06×0,5 мм) из низко — углеродистой стали, заполненная крупкой карбидов вольфрама (о слитом) | Для наплавки бурового инструмента в нефтяной промышленности и других деталей, работающих в условиях сильного абразивного износа |
наклона до 15% (ведя наплавку снизу вверх), то слой будет увеличиваться.
При производстве наплавочных работ горелку надо держать под углом 70° (можно 60—80°) вправо, а присадку — под углом 30—40° влево. Пруїок всегда должен находиться в зоне пламени. Нельзя допускать касания ядром пламени расплавленного металла. Это грозит появлением пористости в наплавляемом металле.
Срез мундштука горелки должен быть на расстоянии 50 мм от наплавляемого валика.
При наплавке обязателен предварительный нагрев детали. Если деталь закалена, производится отжиг при температуре 800—900°С. Если деталь массивная, то температура подогрева составит 600— 700°С.
Мелкие детали достаточно подогреть всего до 300—500°С, чтобы не появились микротрещины. Обычно толщина наплавленного слоя не должна быть больше 2—3 мм (если деталь подвергается ударным нагрузкам), толщина слоя в случае работы детали на истирание — А—8 мм.
Самый популярный способ крепления металлических деталей – сварка. И заниматься ею можно не только во промышленных масштабах. В быту сварочные работы используются также часто, причем речь не всегда о сварщиках, …
Физические основы магнитной дефектоскопии. Магнитные методы контроля основаны на обнаружении магнитных потоков рассеяния, возникающих при наличии различных дефектов, в намагниченных изделиях из ферромагнитных материалов (железа, никеля, кобальта и некоторых сплавов). …
Магнитные методы контроля основаны на обнаружении магнитных потоков рассеяния, возникающих при наличии различных дефектов, в намагниченных изделиях из ферромагнитных материалов (железа, никеля, кобальта и некоторых сплавов). …
Получение и свойства ультразвуковых колебаний. Акустическими вшпама называются механические колебания, рзспро — страняющиеся в упругих средах. Если частота акустических колебаний превышает 20 кГц (т. е. выше порога слышимости для человеческого …
Сварка разнородных металлов и сплавов :: Книги по металлургии
Сварка сплавов разных основ
СВАРКА СТАЛЕЙ С МЕДЬЮ И ЕЕ СПЛАВАМИ
При изготовлении испарителей, эжекторов, фурм доменных печей и конвертеров, кристаллизаторов, химической аппаратуры, электровакуумных приборов и во многих других случаях возникает необходимость соединения сталей различных классов с медью и ее сплавами —латунью, бронзой.
По вопросам сварки сталей с медью и ее сплавами опубликовано довольно большое количество работ [123, 145, 181, 185 и др. ]. Это объясняется прежде всего разнообразием и трудностью задач, которые приходится решать в каждом конкретном случае. Помимо непосредственной сварки медных деталей со стальными, в целях экономии цветных металлов целесообразна наплавка меди, бронзы или латуни на стальные поверхности. В промышленности используют также стали, плакированные медью и ее сплавами, например биметалл сталь—латунь, в котором высокая прочность и достаточная пластичность сочетаются с коррозионной стойкостью, хорошей теплопроводностью и электропроводностью, высокими антифрикционными свойствами. Эти биметаллы могут подвергаться самым различным технологическим операциям —штамповке, гибке, сварке и др.
]. Это объясняется прежде всего разнообразием и трудностью задач, которые приходится решать в каждом конкретном случае. Помимо непосредственной сварки медных деталей со стальными, в целях экономии цветных металлов целесообразна наплавка меди, бронзы или латуни на стальные поверхности. В промышленности используют также стали, плакированные медью и ее сплавами, например биметалл сталь—латунь, в котором высокая прочность и достаточная пластичность сочетаются с коррозионной стойкостью, хорошей теплопроводностью и электропроводностью, высокими антифрикционными свойствами. Эти биметаллы могут подвергаться самым различным технологическим операциям —штамповке, гибке, сварке и др.
Из диаграммы состояния бинарной системы железо—медь следует, что железо с медью сплавляется во всех соотношениях. При этом максимальная растворимость меди в S-железе составляет 6,5 %, в у-железе 8 %, в «-железе 1,4 % при 850 °С. Медь растворяет в себе железо в следующих количествах: при температуре 1094 «С 4 %; при 650 «С 0,2 %. Рассмотрим характерные особенности взаимодействия этих двух металлов. При наплавке меди на аустенитную сталь 12Х18Н9Т и их сварке наблюдается проникание меди в сталь. Наличие ферритной фазы в стали уменьшает проникание в нее меди, а содержание феррита более 30 % в аустенитно-ферритной стали —полностью устраняет. Предварительный подогрев стали I2X18H9T до температуры 800 °С вызывает выделение ферритной фазы. Проникание меди при этом снижается Е6, 7].
Рассмотрим характерные особенности взаимодействия этих двух металлов. При наплавке меди на аустенитную сталь 12Х18Н9Т и их сварке наблюдается проникание меди в сталь. Наличие ферритной фазы в стали уменьшает проникание в нее меди, а содержание феррита более 30 % в аустенитно-ферритной стали —полностью устраняет. Предварительный подогрев стали I2X18H9T до температуры 800 °С вызывает выделение ферритной фазы. Проникание меди при этом снижается Е6, 7].
Была высказана следующая гипотеза [7]: трещины при наплавке меди на сталь образуются в результате совместного действии жидкой меди, проникающей в микронадрывы, которые возникают при кристаллизации матричной фазы — стали (эффект Ребиндера), и термических напряжений растяжения. Необходимым условием возникновения этого эффекта является смачивание стенок капилляра. Из двух фаз, присутствующих в рассматриваемых сталях, жидкая медь смачивает аустенит (v-фазу) и не смачивает феррит (а-фазу). Определено, что расклинивающее давление жидкой меди на сталь равно ~25 МПа.
Проникание меди в сталь на глубину от нескольких микрометров до нескольких десятков миллиметров при наплавке, сварке и пайке отмечено в работах [16,35,128 и др. ]. При этом допустимая глубина проникания, не влияющая на механические свойства стали, ограничивается 0,3—0,5 мм. Считают, что на проникание меди в сталь при наплавке, сварке, пайке оказывают влияние следующие факторы: время контактирования расплавленной меди со сталью, с увеличением которого увеличивается глубина проникания; напряженное состояние металла при наплавке, сварке и пайке; структурное состояние, химический состав стали.
В работе [161 показано, что проникание сплава МНЖКТ5-1—0,2-0,2 в сталь 20, СтЗсп и т. п. на глубину 0,8 мм практически не влияет на статическую и циклическую прочность биметаллических образцов. В то же время при наплавке оловянной бронзы на сталь глубина проникания 2—13 мм существенно снижает временное сопротивление и сопротивление усталости биметалла [39, 164].
При исследовании влияния проникания медного сплава в сталь толщиной 30 мм с ав — 900-^1000 МПа на свойства биметаллических образцов в качестве наплавляемого металла применяли проволоку из сплава МНЖКТ5-1-0,2-0,2 диаметром 2 мм. Наплавку выполняли сжатой дугой на обратной полярности с токоведущей присадочной проволокой на режиме: ток в цепи вольфрамовый электрод —изделие 200—220 А, в цепи вольфрамовый электрод —присадочная проволока 80—100 А, амплитуда колебаний сварочной головки 20 мм, частота колебаний 35—40 в минуту, скорость наплавки 6—7 м/ч. Наплавка сжатой дугой была выбрана потому, что она обеспечивает отсутствие включений железа и кристаллизационных прослоек в наплавленном металле, что может иметь место при других способах наплавки, когда происходит расплавление стали.
Наплавку выполняли сжатой дугой на обратной полярности с токоведущей присадочной проволокой на режиме: ток в цепи вольфрамовый электрод —изделие 200—220 А, в цепи вольфрамовый электрод —присадочная проволока 80—100 А, амплитуда колебаний сварочной головки 20 мм, частота колебаний 35—40 в минуту, скорость наплавки 6—7 м/ч. Наплавка сжатой дугой была выбрана потому, что она обеспечивает отсутствие включений железа и кристаллизационных прослоек в наплавленном металле, что может иметь место при других способах наплавки, когда происходит расплавление стали.
Установлено, что проникание медного сплава в высокопрочную сталь на глубину 1,2 мм практически не сказывается на статической и циклической прочности при растяжении, статическом и ударном изгибе биметаллических образцов, а также на прочности сцепления наплавленного металла со сталью. В качестве примера на рис. 59 приведены результаты испытания на установке ГРМ-1 при пульсирующем растяжении с частотой 400—600 циклов в минуту.
Сварка и наплавка трением. Возможность получения качественного соединения меди и медно-никелевого сплава с различными углеродистыми сталями показана в работе [177]. Для сварки трением меди МЗр, М2, медно-никелевого сплава МН95-5 (95 % Си, 5 % Ni) со сталями 20, 45 и 60 использовали серийное оборудование (МСТ-31, МСТ-23, MCT-200I).
Возможность получения качественного соединения меди и медно-никелевого сплава с различными углеродистыми сталями показана в работе [177]. Для сварки трением меди МЗр, М2, медно-никелевого сплава МН95-5 (95 % Си, 5 % Ni) со сталями 20, 45 и 60 использовали серийное оборудование (МСТ-31, МСТ-23, MCT-200I).
Один из основных параметров, определяющих качество сварного соединения, — максимальная температура в стыке. Последняя зависит от скорости скольжения и состава свариваемых металлов. Так, при сварке трением стали 20 с той же сталью максимальная температура составляет —1200 «С, при сварке стали с медью ~700—800 °С и при сварке меди с медью ~400 «С. Во всех’случаях максимальная температура в стыке ниже температуры плавления более легкоплавкого металла. Увеличение скорости вращения приводит не только к повышению максимальной температуры в стыке, но и к возрастанию градиента температур.
При отработке режимов сварки цилиндрических образцов различных диаметров удалось получить соединения с механическими свойствами, соответствующими свойствам отожженной меди (табл. 19).
19).
Для получения стабильного качества режимы сварки (давление при нагреве рп, время нагрева и давление проковки рпр) варьировали в широких пределах. Металлографические исследования показали, что образование соединения происходит за счет совместного перемешивания поверхностных слоев меди и стали.
Контактная сварка. Сварку стали 10 с латунью Л63 выполняли на контактных машинах МТПК.-251 и КТ-801. Стальные образцы (толщиной 1,2—1,6 мм) перед сваркой обезжиривали, а латунные (толщиной 1,2—1,6 мм) механически зачищали.
При сварке меди и ее сплавов требуются определенные технологические приемы, обеспечивающие высокую концентрацию теплоты в месте контакта деталей [128 ]. Один из этих приемов — установка теплового экрана, например молибденовой пластины толщиной 0,6 мм, между латунным листом и медным электродом для создания необходимой концентрации теплоты в месте контакта деталей, при этом рост ядра точки ускоряется примерно на 20 %.
Образцы, выполненные точечной сваркой с помощью молибденового экрана, при испытании на разрыв во всех случаях разрушались с вырывом точки из латунной или стальной пластины, что свидетельствует об удовлетворительном качестве сварного соединения. -J- 17,5 %). Металлографическое исследование образцов выявило типичную для сварки взрывом картину на контактирующих поверхностях: волнообразная граница раздела слоев с отдельными участками, где движение металла в момент сварки носило турбулентный характер [1611.
-J- 17,5 %). Металлографическое исследование образцов выявило типичную для сварки взрывом картину на контактирующих поверхностях: волнообразная граница раздела слоев с отдельными участками, где движение металла в момент сварки носило турбулентный характер [1611.
Микрорентгеноспектральный анализ показал, что в зонах перемешивания, расположенных во впадинах волн, содержится 40—50 % Си и 45—55 % Fe, а в зонах, расположенных на гребнях волн, 55— 65 % Си и 30—40 % Fe. Поскольку взаимная растворимость меди и железа в твердом состоянии в равновесных условиях невелика, образование фазы, содержащей столь значительные количества железа и меди, возможно лишь при расплавлении соприкасающихся при взрыве участков и последующей их закалке за счет высокой скорости теплоотвода [38].
Одночасовой отжиг при температуре 700 или 900 °С приводит к росту относительного удлинения до 25 % при соответственном снижении временного сопротивления до 380—420 МПа. При этом уменьшаются различия в свойствах образцов, вырезанных из разных зон двухслойной заготовки. Изменение свойств биметалла после отжига связано с развитием рекристаллизации как в основном, так и в плакирующем слоях. В стали и меди обнаружены участки рекристаллизованных зерен, пластически деформированные зоны и участки с равновесной структурой.
Изменение свойств биметалла после отжига связано с развитием рекристаллизации как в основном, так и в плакирующем слоях. В стали и меди обнаружены участки рекристаллизованных зерен, пластически деформированные зоны и участки с равновесной структурой.
Диффузионная сварка. Одним из наиболее перспективных способов соединения разнородных металлов давлением является диффузионная сварка в вакууме, которая обеспечивает получение вакуумно-плотных, термостойких, вибропрочных сварных соединений при сохранении высокой точности геометрических размеров и форм изделий (табл. 20) [58).
Микроструктурный анализ соединений, сваренных по разработанным оптимальным режимам, показал отсутствие непроваров, микротрещин и других внутренних дефектов.
Сварка плавлением. Коррозионно-стойкая сталь типа 18-8 с однофазной аустенитной структурой при наплавке на нее меди и сплавов на медной основе обладает повышенной склонностью к образованию макротрещин Е6, 7], чему способствует проявление так называемого адсорбционно-расклинивающего эффекта. Для устранения появления трещин рекомендуется предварительно наплавлять на сталь подслой аустенитно-ферритного металла или применять промежуточную вставку [128]. Кроме этих вариантов, в работах [1, 2]описаны эксперименты по непосредственной сварке стали с медью.
Для устранения появления трещин рекомендуется предварительно наплавлять на сталь подслой аустенитно-ферритного металла или применять промежуточную вставку [128]. Кроме этих вариантов, в работах [1, 2]описаны эксперименты по непосредственной сварке стали с медью.
В связи с необходимостью расширения области применения сварных соединений стали с медью и ее сплавами, в частности при изготовлении изделий, работающих в условиях циклического нагружения, проведены исследования прочности таких соединений [2]. Проводили сравнительную оценку циклической прочности разнородных сварных соединений стали 12Х18НШТ, содержащей 2,5 % ферритной фазы, с медно-никелевым сплавом МНД5-1 и с медью МЗр. На торцы стальных пластин толщиной 10 мм аустенитно-ферритной проволокой 08Х19Н9Ф2С2 предварительно наплавляли три слоя (каждый толщиной 1,5—2,5 мм). Наплавленные поверхности подвергали механической обработке для подготовки V-образных кромок к сварке. При этом следили за тем, чтобы в процессе механической обработки не был удален третий наплавленный слой. Сварку необходимо производить по этому третьему слою. Другие пластины подготовляли к сварке без предварительной наплавки торцов. Затем производили аргонодуговую сварку стальных пластин с пластинами из сплава МНЖ5-1 и медью присадочной проволокой из сплава МНЖКТ5-1-0,2-0,2.
Сварку необходимо производить по этому третьему слою. Другие пластины подготовляли к сварке без предварительной наплавки торцов. Затем производили аргонодуговую сварку стальных пластин с пластинами из сплава МНЖ5-1 и медью присадочной проволокой из сплава МНЖКТ5-1-0,2-0,2.
Результаты испытания образцов на усталость при циклическом растяжении, выполненном на вибраторе в условиях постоянства амплитуды нагрузок, представлены на рис. 60 [2]. Циклическая прочность (на базе 2-105 циклов нагружений) сварных соединений меди МЗр и сплава МНЖ5-1 со сталью, выполненных без предварительной наплавки, такая же, как прочность сварных соединений сплава МНЖ5-1 со сплавом МНЖ5-1 и меди с медью.
Газопламенная наплавка поверхностей | Строительный справочник | материалы — конструкции
Главная › Новости
Опубликовано: 06.09.2018
Лазерная наплавка внутренних поверхностей на оборудовании в Щербинке.
При помощи пламени газосварочной горелки выполняют наплавку поверхностей изношенных деталей, наплавку твердых сталей и т.д. Этот метод позволяет придать детали необходимый размер, восстановив ее первоначальные размеры, или придать ее наплавленной зоне определенные свойства. Производительность газопламенной наплавки небольшая, поэтому ее применяют для небольших деталей. Наплавка низкоуглеродистых сталей выполняется методом обычной сварки с применением присадочной проволоки того же состава, что и основной материал.
Наплавка твердых сплавов
Наплавку твердых сплавов получают при применении твердых сплавов типа стеллиты, сормайт и т.д., характеристики которых отражены в таблице 1.
Таблица 1. Твердые сплавы, применяемые при наплаве
| Сплав | Содержание легирующих добавок, % | ||||||||
| Вольфрам | Храм | Марганец | Никель | Кобальт | Жалеэо | Кремний | Углерод | Примеси | |
Сталиты: youtube.com/embed/RYltTAYcp7g» frameborder=»0″ allowfullscreen=»»> youtube.com/embed/RYltTAYcp7g» frameborder=»0″ allowfullscreen=»»>Наплавка на запорную арматуру одновременно двумя дугами TIG установкой Fronius Speed Clad -В2К -ВЗК | 13-17 4-5 | 27-33 28-32 | 1.0 — | До 2 До 2 | 47-53 58-62 | До2 До2 | 1-2 2,5 | 1,8-2,5 1-1,5 | 46-48 42-43 |
| Другие сплавы: -Сормайт-1 -Сормайт-2 | — — | 25-31 1 3-17 | 1,5 1 | 3-5 1,3-2,2 | — — | Остальное | 2,8-4,2 1,5-2,2 | 2,5-3,3 1,5-2 | 49-54 42-43 |
Металлокерамические сплавы (победит и др.) под воздействием газопламенной обработки перегреваются, поэтому данным методом они не наплавляются. Наплавку твердых сплавов ведут с применением флюсов, составы которых отражены в таблице 2.
Таблица 2. Флюсы, применяемые при наплаве
| Вид сплава | Состав флюса, % | ||||||
| Бура прокаленная | Борная кислота | Плавиковый шпат | Двууглекислая сода | Углекислый натрий | Кремнезем | Азотнокилый натрий | |
| ЗХ2В8, Х9С2 | 50 | 50 | — | — | — | — | — |
| Белый чугун, чугун КУ, чугун Х3 | 23 | — | — | — | 27 | — | 50 |
| Сормайт-1, Сормайт-2 | 50 | — | — | 47 | — | 3 | — |
| Стелиты: В2К, В3К (флюс №1 при наплавке углеродистых сталей) | 100 | — | — | — | — | — | — |
| В2К, ВЗК (флюс № 2 при наплавке углеродистых сталей) | 20 | 68 | — | 12 | — | — | — |
Наплавку выполняют как на холодную сталь, так и с предварительным подогревом до температуры 500 — 750°С. Для этого чаще всего используют нормальное пламя или небольшой избыток ацетилена. Процесс поддержания сварочной ванны приблизительно такой же, как и при сварке углеродистых сталей. Так как текучесть металла высока, то наплавку следует производить при нижнем положении шва. Для того чтобы процесс кристаллизации металла проходил нормально, не следует давать наплавленной поверхности быстро остывать. Чаще всего для медленного охлаждения деталь выдерживают в горячем песке или помещают в горячую печь, охлаждая их вместе. Толщина наплавляемого слоя зависит от требуемых свойств наплавленной поверхности и твердосплавного слоя. Рекомендуемые толщины наплавленного слоя при наплавке сормайтом приведены в таблице 3.
Для этого чаще всего используют нормальное пламя или небольшой избыток ацетилена. Процесс поддержания сварочной ванны приблизительно такой же, как и при сварке углеродистых сталей. Так как текучесть металла высока, то наплавку следует производить при нижнем положении шва. Для того чтобы процесс кристаллизации металла проходил нормально, не следует давать наплавленной поверхности быстро остывать. Чаще всего для медленного охлаждения деталь выдерживают в горячем песке или помещают в горячую печь, охлаждая их вместе. Толщина наплавляемого слоя зависит от требуемых свойств наплавленной поверхности и твердосплавного слоя. Рекомендуемые толщины наплавленного слоя при наплавке сормайтом приведены в таблице 3.
Таблица 3. Рекомендуемые толщины наплавляемых слоев
| Вид изделия | Толщина наплавляемого слоя, мм | |
| Сормайт-1 | Сормайт-2 | |
Режущие части обрезных матриц, ножей, пpecc-ножниц т. д. д. | 1,5-2,5 | До 5,0 |
| Детали, работающие на истирание со значительной нагрузкой | 2,5-3,5 | До 7,0 |
| Детали, работающие на истирание с не значительней нагрузкой | 3-4,5 | — |
| Детали, работающие с минимальной нагрузкой | До 6,0 | — |
Наплавка цветных металлов и сплавов
Цветные металлы и их сплавы обычно наплавляют дуговой сваркой, что производительнее и эффективнее. Однако латунь наплавлять дуговым способом не рекомендуют, ввиду интенсивного испарения цинка при температурах, достигающих 900°С. Водород, поглощаемый жидким металлом из сварочного пламени, не успевает выделиться, так как латунь быстро остывает. Поэтому в охлажденном металле остаются пузырьки.
Пары цинка попадают в пузырьки водорода и там кристаллизуются, в результате чего наплавленная поверхность получается пористой, поэтому для латуни применяют газопламенную наплавку.
При наплавке латуни в качестве флюса используют буру, которую разводят в виде пасты и кистью наносят на наплавляемую поверхность, которую перед наплавкой тщательно зачищают до металлического блеска. Для наплавки можно использовать все виды горючих газов (ацетилен, пропан-бутан, керосин и т.д.). Мощность сварочного пламени должна быть такой же, как при сварке сталей, а конец ядра должен находиться от поверхности на расстоянии в 2 — 3 раза большем, чем при сварке. Наплавку ведут по возможности быстро. В данной области используются установки проволочного и порошкового типов. Одна из них — установка УГПЛ показана на рис. 1.
Для наплавки можно использовать все виды горючих газов (ацетилен, пропан-бутан, керосин и т.д.). Мощность сварочного пламени должна быть такой же, как при сварке сталей, а конец ядра должен находиться от поверхности на расстоянии в 2 — 3 раза большем, чем при сварке. Наплавку ведут по возможности быстро. В данной области используются установки проволочного и порошкового типов. Одна из них — установка УГПЛ показана на рис. 1.
Она предназначена для ручного напыления термопластовых, цинковых и других материалов с температурой плавления 800°С. Используют в качестве напыляемого материала порошок. При работе используют ацетилен и воздух.
Применение порошкообразных флюсов
Флюсами в виде порошков обрабатывают наплавляемую поверхность, что создает предпосылку для защиты сварочной ванны. При использовании порошкообразных флюсов не следует применять латунь с содержанием кремния более 0,3%, так как могут образоваться хрупкие прослойки, снижающие прочность сцепления. Поэтому для наплавки чаще всего используют низкокремнистые латуни (ЛК-62-02 и др.). Перед наплавкой поверхность готовят, зачищают до металлического блеска, выполняют предварительный подогрев и после этого покрывают порошком флюса и приступают к наплавке. Сварочное пламя используют с небольшим избытком кислорода. Основные режимы, используемые при наплавке латуни, приведены в таблице 4.
Поэтому для наплавки чаще всего используют низкокремнистые латуни (ЛК-62-02 и др.). Перед наплавкой поверхность готовят, зачищают до металлического блеска, выполняют предварительный подогрев и после этого покрывают порошком флюса и приступают к наплавке. Сварочное пламя используют с небольшим избытком кислорода. Основные режимы, используемые при наплавке латуни, приведены в таблице 4.
Таблица 4. Режимы, используемые при наплавке латуни
| Толщина наплавляемого слоя, мм | Диаметр присадочного прудка, мм. | Номер сменного наконечника |
| 3-4 | 4-6 | 4 |
| 5-6 | 8-10 | 5 |
| 6-7 | 10-12 | 6 |
Газо-флюсовая наплавка выполняется с применением газообразного флюса, например БМ-1, который вводят в пламя горелки при помощи специальных установок. При наплавке используют нормальное пламя, применяя в качестве присадочного материала кремнистую латунь. Схема процесса газо-флюсовой наплавки приведена на рис. 2. Процесс газо-флюсовой наплавки легче поддается механизации. Поэтому его выполняют на специальном оборудовании.
Схема процесса газо-флюсовой наплавки приведена на рис. 2. Процесс газо-флюсовой наплавки легче поддается механизации. Поэтому его выполняют на специальном оборудовании.
Сварочные услуги, напыление холодное и горячее, наплавка на металлы. Восстановительный ремонт деталей и оборудования.
Сварочные и паяльные работы по восстановлению чугунных, алюминиевых, медно-латунных и других изделий. Работы по наплавке и напылению, в том числе «холодным» способом.
Наше предприятие занимается осуществлением работ по ремонту и восстановлению деталей и механизмов дорогостоящего оборудования электродуговой и порошковой сваркой и наплавкой: ремонт ковшей, ремонт стрел и другого навесного оборудования, сварка блоков цилиндров и сварка трещин, сварка чугунных деталей и прочее.
Восстановление и упрочнение поверхности детали наплавкой вернет в работу дорогостоящие механизмы. Будь то чугунная деталь от Вашего станка, шатун от кривошипного пресса, или огромная шестерня от механизма, неизвестного происхождения снятая с производства и не имеющая аналогов.
Будь то чугунная деталь от Вашего станка, шатун от кривошипного пресса, или огромная шестерня от механизма, неизвестного происхождения снятая с производства и не имеющая аналогов.
Восстановление деталей наплавкой производят путем нанесения нового слоя металла на поверхность детали с целью компенсации износа, упрочнения поверхности детали или придания новых свойств, позволяющих увеличить срок работы.
Вы всегда будете довольны результатом и оперативностью изготовления заказа.
Высокая квалификация персонала и имеющееся оборудование позволяют ремонтировать методом сварки практически любые детали, часто даже те, от которых отказываются «аргонщики» с опытом. Например детали, полученные методом порошковой металлургии. Или детали из отбеленного чугуна.
Метод порошковой металлургии широко распространен в последнее время ввиду его высокой технологичности и относительной дешевизны производства, следовательно доля деталей, полученных данным способом становится все выше.
Актуален ремонт(сварка) размороженных теплообменников и калориферов климатических установок, а также восстановление смесительных и обогреваемых ёмкостей в пищевой промышленности.
Большинство работ по сварке приходится на промышленное оборудование, автомобили, строительную и спецтехнику, мотовелотехнику. Основные из них – сварка (ремонт) блоков цилиндров, поддонов картеров, выпускных коллекторов.
Наплавочные работы: наплавка деталей, восстановление наплавкой
Для восстановительного ремонта часто используется наплавка деталей твердыми, кислотоустойчивыми и др. сплавами(восстановление и упрочнение посадочных мест под подшипники, восстановление геометрии изношенных деталей, ремонт и восстановление лопнувших или утерянных фрагментов, упрочнение шнеков экструдеров, ремонт ковшей и стрел) деталей оборудования или упрочнениие деталей, подвергающихся абразивному износу, эррозионному воздействию кислотной среды и т. д.
д.
Восстановление наплавкой позволяет значительно увеличить срок службы дорогостоящих деталей. Наплавочные работы также проводятся с целью увеличения срока службы и износоустойчивости новых деталей, изготовленных из углеродистой, легированной стали, чугуна и бронзы.
Мы осуществляем работы по сварке и наплавке в следующих отраслях промышленности:
карьерная техника
автомобильная техника
погрузочные машины
буровые установки
металлоперерабатывающее оборудование
горная техника
промышленное оборудование
Сварка алюминия и его сплавов, сварка чугуна и латуни, высоколегированной стали, сварка бронзы и др. — наши специалисты работают со всем спектром металлов:
чугун
черная сталь
высоколегированная и углеродистая сталь
цветные металлы
алюминий, бронза, латунь
Сварка латуни, бронзы, чугуна, сварка чугунных блоков по своей технологии, достаточо серьезно отличается от сварки деталей из железа или стали. Для этих работ требуются не только знания, но и опыт спецалистов.
Для этих работ требуются не только знания, но и опыт спецалистов.
Примеры работ:
ремонт с помощью сварки трубчатого теплообменника
ремонт с помощью аргонной сварки лопасти лодочного винта
наплавка твердым сплавом (60 HRC)посадочного места под подшипники и восстановление конуса вала комбайна
наплавка шнеков экструдера(упрочнение поверхности (60 HRC) новой детали, срок службы повышен в несколько раз)
Проволока и Прутки для сварки Медных Сплавов
Проволока и Прутки для сварки Медных Сплавов — Технологический центр| Проволока / Пруток | Номер сплава по AWS A5.7 | Назначение и свариваемые материалы | Российский аналог (ГОСТ) UTP, ESAB |
| CuAl 8 | ER Cu Al-A1 | Алюминиевая бронза Сварка и наплавка деталей из алюминиевых бронз.  Наплавка деталей из меди, латуни (в т.ч CuZn 20), наплавка износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали и никелевые сплавы. MIG-пайка низколегированной, в т.ч оцинкованной и нержавеющей сталей. Производство гидротурбин, теплообменников, монтаж латунных трубопроводов, работающих в морской воде, наплавка соленоидных клапанов, подшипников скольжения, гребных винтов. Применяется для металлизации (напыления). Наплавка деталей из меди, латуни (в т.ч CuZn 20), наплавка износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали и никелевые сплавы. MIG-пайка низколегированной, в т.ч оцинкованной и нержавеющей сталей. Производство гидротурбин, теплообменников, монтаж латунных трубопроводов, работающих в морской воде, наплавка соленоидных клапанов, подшипников скольжения, гребных винтов. Применяется для металлизации (напыления). |
Бр.А7, UTP А 34, ОК 19.40 |
| CuAl 9Fe | ER Cu Al-A2 | Сварка алюминиевых бронз и их соединений с марганцовистыми и кремниевыми бронзами и медно-никелевыми сплавами. Трудносвариваемые соединения – медь со сталью, чугуном, бронзами, а также для наплавки защитных покрытий. Антифрикционные детали, в т.ч подшипники скольжения, наплавка арматуры трубопроводов в нефтедобывающей и химической промышленности (t ≤ 250 °С), седла клапанов для авиационных двигателей и подобные детали для автомобильной, тракторной, станкостроительной промышленности. Материал стоек к морской воде и широко используется в судостроении. Применяется для дуговой металлизации (напыления). Материал стоек к морской воде и широко используется в судостроении. Применяется для дуговой металлизации (напыления). |
Бр.АЖ 9-4 |
|
CuSi 3 в наличии! |
ER CuSi-A | Кремнисто-марганцевая бронза Сварка кремниевых, марганцовистых бронз, латуни. Наплавка коррозионностойких покрытий на низколегированные стали, в т.ч соленоидные клапана и распределительные шкафы. MIG-пайка оцинкованной стали в автомобилестроении. |
Бр.КМц3-1, ОК 19.30, UTP A 384 |
| CuSn | ER Cu | Медь Сварка и наплавка чистой меди, в т.ч токопроводящих контактов, кабелей. Сварка оцинкованных листов, а также чугуна с низколегированными сталями. |
М1, М2, М3, OK 19.12, UTP A 381 |
| CuSn 6 | ER Cu Sn-A | Оловянная бронза Сварка и ремонт деталей из меди, фосфористой и оловянной бронзы с содержанием олова 6-8% и латуни.  Наплавка и восстановление деталей, в т.ч. крупногабаритных, из чугуна и сталей (соленоидные клапана, подшипники скольжения, направляющие). Покрытие имеет хорошие антифрикционные свойства, стойко к коррозии и перегреву. Возможно использовать для лужения. Наплавка и восстановление деталей, в т.ч. крупногабаритных, из чугуна и сталей (соленоидные клапана, подшипники скольжения, направляющие). Покрытие имеет хорошие антифрикционные свойства, стойко к коррозии и перегреву. Возможно использовать для лужения. |
БрОФ6.5-0.15, UTP А 32 |
| CuMn13Al7 | ER Cu MnNiAL | Алюминиево-марганцевая бронза (высокопрочная) Сварка и наплавка деталей из алюминиевых бронз с высоким содержанием марганца и литых алюминиевых бронз. Наплавка на марганцевых сталях и чугунах. Сварка алюминиевых бронз со сталью и чугуном. Применение: запорная арматура, лопасти судовых винтов, антифрикционные детали (направляющие, подшипники, пуансоны, матрицы, копиры, и т.п.). Наплавка клапанов, деталей насосов, работающих в агрессивных средах в сочетании с абразивным износом, эрозией и кавитацией. Высокая стойкость к прижогу искровым разрядом. |
UTP А 34 N |
| CuAl8Ni2 | СuAl8Ni2 (DIN 1733) | Медно-алюминиево-никелевый сплав Соединение алюминиевых бронз со сталями; плакирование их покрытием, имеющим хорошее сопротивление износу и стойкость к морской воде и хлоридам.  Соединение и наплавка чугуна. Основные изделия для наплавки см. CuSn6. Соединение и наплавка чугуна. Основные изделия для наплавки см. CuSn6. |
~ Бр.АЖНМц9-4-4-1, UTP A 3422 |
| CuAl8Ni6 | ER CuNiA1 | Медно-алюминиево-никелевый сплав (высокопрочный) Сварка и наплавка алюминиевых бронз в т.ч. литых, и алюминево-никелевых бронз в изделиях с высокими требованиями к коррозионной стойкости и сопротивлению абразивному износу (судостроение, энергетика и химическое машиностроение, в т.ч. судовые винты, элементы насосов и арматуры). Наплавленный на сталь или бронзу металл имеет превосходную коррозионную, эрозионную и кавитационную стойкость. |
Бр.АЖНМц9-4-4-1, ~ UTP A 3436 |
Пластиковая катушка D200 Ø проволок: 0,8-1,0-1,2-1,6 мм 2 кг / 5кг |
Пластиковая катушка D300 Ø проволок: 0,8-1,0-1,2-1,6-2,4 мм 12,5 кг / 15 кг |
Пластиковая катушка D350 Ø проволок: 1,2-1,6-2,4 мм 40 кг |
Каркасная катушка (корзина) К300 Ø проволок: 0,8-1,0-1,2-1,6-2,4 мм 12,5 кг / 15 кг |
Каркасная катушка (корзина) КS300 Ø проволок: 1,0-1,2-1,6-2,4 мм 12,5 кг / 15 кг |
Мотки Ø проволок: 2,4-3,2 мм 20 кг |
«ЭКО-ДРАМ» Восьмиугольного сечения Ø проволок: 1,0-1,2-1,6 мм 200 кг |
«ЭКО-ДРАМ» Круглого сечения Ø проволок: 1,2-1,6 мм 200 кг |
ПРУТКИ Ø: 1,6-2,0-2,4-3,2- 4,0 мм В картонных коробках по 10 кг |
3 способа удаления латунного покрытия с металлов
Латунное покрытие — очень распространенный метод покрытия сплавом, получивший широкое распространение благодаря декоративным и цветовым улучшениям, которые могут быть полезны для различных металлов. Применение латунного покрытия включает фитинги, крепежные детали и зажигалки. Хотя этот метод покрытия регулярно используется из эстетических соображений, в некоторых сценариях он также может иметь функциональную ценность. Например, нанесение этого покрытия в морской среде может повысить коррозионную стойкость металла.
Применение латунного покрытия включает фитинги, крепежные детали и зажигалки. Хотя этот метод покрытия регулярно используется из эстетических соображений, в некоторых сценариях он также может иметь функциональную ценность. Например, нанесение этого покрытия в морской среде может повысить коррозионную стойкость металла.
Другой формой гальванического покрытия является гальваническое покрытие, при котором используется метод электроосаждения для покрытия множества различных предметов тонким слоем металлов. Электролиз можно использовать для переноса металлического покрытия непосредственно с анода на катод, последний из которых представляет собой объект или металл, предназначенный для покрытия. Причина, по которой гальваническое покрытие металлов регулярно используется, заключается в том, что единственное требование для этого процесса заключается в том, что основной материал должен быть проводящим. Имейте в виду, что гальваническое покрытие может быть использовано для удаления латунного покрытия с металлов.
В то время как латунное покрытие может придать металлам и другим предметам более эстетичный вид, существуют также некоторые проблемы с латунным покрытием , с которыми вы можете время от времени сталкиваться. Во-первых, латунное покрытие может выглядеть дешево, если оно нанесено неправильно. Если вы живете в старом доме, дверные ручки и другие компоненты обычно состоят из латунного покрытия, которое выглядит не совсем правильно. Со временем качество латунного покрытия также может ухудшиться из-за постоянного воздействия кислорода, а это означает, что с годами внешний вид покрытия может ухудшиться.
Многие домовладельцы удаляют латунное покрытие с металлов при ремонте или модернизации своего дома. Что касается промышленных объектов, латунирование может быть проблематичным, когда рабочие подвергаются воздействию химикатов для покрытия. Длительное воздействие этих химических веществ может привести к раздражению глаз и горла, нервным расстройствам и астме. Эта статья предлагает более полный обзор трех методов, которые вы можете использовать, чтобы навсегда избавиться от латунного покрытия.
Эта статья предлагает более полный обзор трех методов, которые вы можете использовать, чтобы навсегда избавиться от латунного покрытия.
1. Нанять специалиста по гальванике
Если вы начинаете замечать, что латунь на ручках кухонного шкафа или дверных ручках начинает тускнеть, есть несколько способов избавиться от латуни. Один из этих методов включает гальваническое покрытие, при котором анод и катод помещаются в ванну с электролитом. Как только эти металлы будут помещены в химическую ванну, к раствору будет непрерывно прикладываться электрический заряд.
При подаче электричества отрицательно заряженные ионы перемещаются к аноду, а положительно заряженные — к катоду. Как только этот процесс произойдет, катод будет иметь желаемое металлическое покрытие. Если вы хотите нанести на изделие новое металлическое покрытие или полностью удалить латунное покрытие перед нанесением дополнительного покрытия, специалисты по гальванике обладают опытом и навыками, необходимыми для достижения желаемых результатов.
Если вы хотите найти местные магазины, которые могут предоставить вам эту услугу, используйте поиск Google, чтобы найти нужного специалиста. Вы можете сделать это, введя в поисковик «специалисты по гальванике рядом со мной». Убедитесь, что вы нашли гальваническую компанию, которая предоставляет услуги как коммерческим, так и частным клиентам.
Хотя эти предприятия обычно используют гальваническое покрытие для переноса одного металла на другой, они также могут использовать этот метод, чтобы избавиться от латунного покрытия. Не все профессионалы в области гальваники работают с латунным покрытием. Прежде чем нанимать специалиста, настоятельно рекомендуется узнать у него, работают ли они с латунью и могут ли оказать необходимую услугу.
Также важно, чтобы вы наняли гальваническое предприятие с хорошей репутацией. Поищите онлайн-обзоры, которые расскажут вам, чего ожидать как покупателю. Вам также следует заглянуть в Better Business Bureau, в котором обычно есть бизнес-профили наряду с рейтингом BBB, отзывами клиентов и информацией о лицензировании, если это применимо.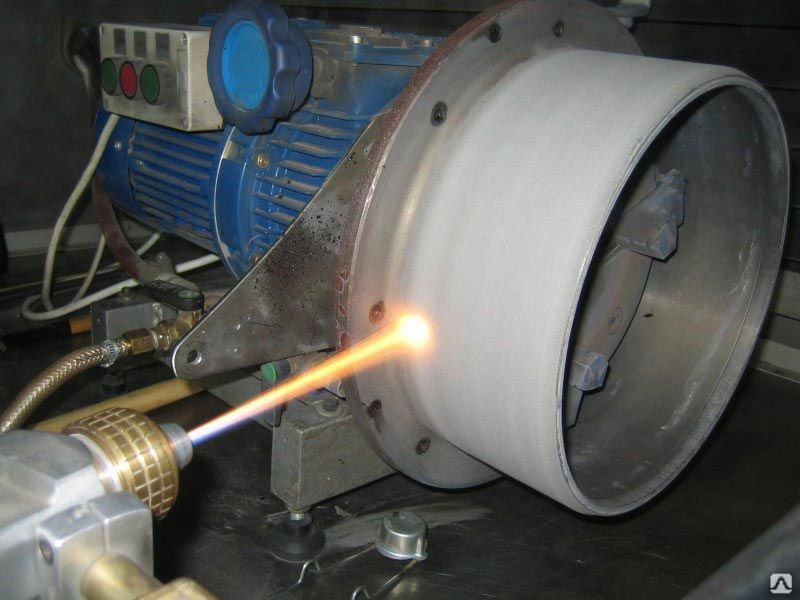
2. Использование чистящего средства для духовки для удаления латунного покрытия
Второй вариант удаления латунного покрытия с металлов — использование чистящего средства для духовки, что является простым решением, которое может стоить вам от 5 до 20 долларов. Пара чистящих средств для духовки, которые вы, возможно, захотите рассмотреть для этой работы, включают средство для чистки духовки Easy Off и средство для чистки духовки и гриля Diversey. Наряду с Amazon вы можете найти необходимые чистящие средства для духовки в супермаркетах и магазинах товаров для дома.
Для выполнения этой задачи у вас должны быть резиновые перчатки, предпочитаемое вами чистящее средство для духовки и подушечка из стальной шерсти. Эти подушечки могут стоить вам около 5-10 долларов и помогут вам оттереть латунное покрытие. Вы можете найти недорогие подкладки из стальной ваты в Home Depot, Amazon и других магазинах товаров для дома. После того, как вы надели перчатки и поставили стальную вату рядом, нанесите на металл или предмет средство для чистки духовки.
Выбранное вами чистящее средство для духовки должно иметь форму спрея. После того, как очиститель был нанесен, подождите минуту или две, прежде чем тщательно почистить металл насадкой из стальной шерсти. Хотя избавление от всего латунного покрытия может занять некоторое время и многочисленные применения чистящего средства для духовки, вы должны быстро заметить, что покрытие уступает место блестящему металлу под ним. Это очень простой процесс, который не займет у вас более 15-30 минут. Продолжительность выполнения этой задачи во многом зависит от того, сколько латунного покрытия необходимо удалить.
Хотя химические чистящие средства для духовок можно приобрести в супермаркетах и большинстве магазинов товаров для дома, эти чистящие средства являются одними из самых опасных бытовых химикатов, которые вы можете купить, поэтому рекомендуется следовать некоторым основным советам по безопасности. Чистящие средства для духовки разработаны так, чтобы вызывать коррозию, а это означает, что химические вещества могут быть смертельными при случайном проглатывании. Некоторые основные советы по безопасности, о которых следует помнить , включают:
Некоторые основные советы по безопасности, о которых следует помнить , включают:
- Убедитесь, что домашние животные или дети не находятся в комнате, когда вы используете средство для чистки духовки.
- Всегда надевайте резиновые или латексные хирургические перчатки, чтобы химикат не попал на кожу.
- Всегда держите дверь или окно открытыми, чтобы избежать вдыхания химикатов, которые могут быть опасны для вашего здоровья.
- Наносите чистящее средство только на необходимые поверхности. Этот раствор может повредить древесину и любую другую окрашенную поверхность.
3. Отшлифовать/оттереть латунь с металла
Несмотря на то, что латунное покрытие может сохраняться в течение длительного периода времени, это очень тонкое металлическое покрытие, а это означает, что для его удаления не обязательно требуется обширный процесс. латунного покрытия и обнажить металл под ним. Третий метод, который вы можете использовать для удаления латунного покрытия, — это очистите или удалите пескоструйной обработкой латунное покрытие. Однако пескоструйная обработка может выполняться только с помощью промышленного оборудования, к которому у вас может не быть доступа, когда вы пытаетесь избавиться от латунного покрытия в своем доме.
Однако пескоструйная обработка может выполняться только с помощью промышленного оборудования, к которому у вас может не быть доступа, когда вы пытаетесь избавиться от латунного покрытия в своем доме.
Пескоструйная обработка является очень распространенным методом, при котором абразивный материал перемещается по поверхности под высоким давлением. Техника доказала свою эффективность. Тем не менее, вам не нужно дорогостоящее оборудование для пескоструйной обработки, чтобы получить те же результаты. Вы должны быть в состоянии использовать листы наждачной бумаги, чтобы отшлифовать любое латунное покрытие, которое осталось на компонентах в вашем доме. Убедитесь, что выбранная вами наждачная бумага имеет зернистость 220-400. Шлифовка поверхности проста и должна выполняться до тех пор, пока латунное покрытие не будет полностью удалено.
Эту задачу можно выполнить с помощью шлифовальной машины — электронного устройства, которое может шлифовать предметы на высокой скорости. Вы можете приобрести шлифовальные машины в Amazon, Home Depot и других подобных магазинах по цене от 70 до 200 долларов. Если вы решили использовать шлифовальную машину, важно соблюдать основные правила безопасности. В процессе рекомендуется надевать пылезащитную маску. Вы также должны держать руки подальше от абразивной поверхности и держать волосы связанными сзади, если они относительно длинные. Имея в виду эти советы и рекомендации, вы сможете легко избавиться от латунного покрытия.
Вы можете приобрести шлифовальные машины в Amazon, Home Depot и других подобных магазинах по цене от 70 до 200 долларов. Если вы решили использовать шлифовальную машину, важно соблюдать основные правила безопасности. В процессе рекомендуется надевать пылезащитную маску. Вы также должны держать руки подальше от абразивной поверхности и держать волосы связанными сзади, если они относительно длинные. Имея в виду эти советы и рекомендации, вы сможете легко избавиться от латунного покрытия.
Заключение
Если вы хотите улучшить некоторые металлы в вашем доме или избавиться от латунного покрытия, которое начало тускнеть, удаление латунного покрытия с металлов является основным процессом, независимо от выбранного вами варианта. Если вы обратитесь к специалисту по гальванике, вы можете удалить существующее латунное покрытие, а также добавить дополнительное покрытие, которое придает металлу улучшенный внешний вид. Даже если вы используете один из двух других методов, описанных в этом руководстве, вы все равно можете обратиться к специалисту по гальванике после удаления покрытия.
Более простые и доступные методы включают использование чистящего средства для духовки для удаления латунного покрытия и использование наждачной бумаги для избавления от покрытия. Каждая из этих техник может быть выполнена менее чем за 30 минут, если у вас есть подходящее оборудование. Конечным результатом этих процессов является то, что у вас останется блестящий металл под латунным покрытием. Отсюда вы можете добавить еще одно покрытие для улучшения эстетики или оставить металл как есть.
Повреждение поверхности латунных и стальных штифтов при скольжении по азотированным образцам, вырезанным в условиях чистовой и черновой электроэрозионной обработки
Материалы (Базель). 2020 июль; 13 (14): 3199.
Опубликовано онлайн 2020 июля 17. DOI: 10.3390/MA13143199
, 1, 2 , 1, 2 , 3 , 4 , , 3 , 4 , , 3 , 4 , , 3 , 4 , , 3 , 4 , 3 , 4 2 , 3 , 4007 2 , 3 , 3 и 3 , 5 , важнейшие параметры для продления срока их службы. Эти компоненты обычно обрабатываются фрезерованием или электроэрозионной обработкой (EDM), а окончательная шероховатость поверхности зависит от методов обработки и условий эксплуатации, используемых при ее изготовлении. После фрезерования широко применяется обработка азотированием для продления срока службы. Тем не менее, ни одного научного отчета, информирующего о азотировании после электроэрозионной обработки, не обнаружено. Соответственно, в данной работе основное внимание уделяется износу и фрикционным характеристикам штифтов из латуни и среднеуглеродистой стали, скользящих по дискам AISI h23, изготовленным проволочной электроэрозионной обработкой в условиях чистовой и черновой обработки. Диски изготовлены из плазменного нитрида, и оценивается их влияние на износ при испытаниях типа «штифт-диск». В этом смысле анализ поверхностных повреждений различных штифтов поможет нам понять срок службы и эволюцию износа ковочных штампов. Результаты показывают, что плазменный нитрид снижает трение и предотвращает разрушение штифта независимо от материала штифта при скольжении в условиях чистовой и черновой электроэрозионной обработки.
Ключевые слова: плазменное азотирование, электроэрозионная обработка, испытание на дисках, качество поверхности, износ и трение. и здоровье [1,2]. В этом процессе участвуют несколько частей: пресс, штампы, кованый материал, система смазки и тип смазки. Прессы и штампы должны выдерживать усталостные напряжения, а штампы обычно изготавливаются из инструментальной стали серии H, где наиболее универсальным является сорт AISI h23. Эта инструментальная сталь плохо поддается механической обработке из-за высокого напряжения резания из-за содержания в ней сплава [3]. Замена штампов составляет от 10% до 30% стоимости кованой детали [4], что требует снижения этого процента. В этом смысле правильный процесс ковки должен учитывать способ изготовления штампа, а также защиту и смазку во время процесса ковки.
Качество поверхности штампа важно в процессе ковки для изготовления кованой детали без повреждения поверхности или царапин. Соответственно, существуют различные варианты изготовления штампов, и в зависимости от варианта могут быть получены различные характеристики поверхности. Одним из вариантов является фрезерование штампов. Здесь такие параметры, как тип инструмента и его геометрия [5, 6, 7, 8], стратегия обработки [9, 10] и условия работы [11, 12], играют существенную роль в конечных свойствах его поверхности. параметры тесно связаны с эффективностью службы штампа (например, сопротивление усталости). Другим вариантом является электроэрозионная обработка штампов [13]. Электроэрозионная обработка позволяет выполнять сложные формы и глубокие полости; единственное требование — работать с электропроводным материалом. Необходимыми условиями для учета в процессе электроэрозионной обработки, которые могут повлиять на скорость съема электроэрозионной обработки и чистоту поверхности штампов, являются следующие: материал электродов [14], частота импульсов и глубина [15] и добавление внешних порошки [16] для изменения свойств поверхности и сведения к минимуму шероховатости за счет заполнения пор и трещин. После изготовления штампов используются различные виды обработки поверхности для продления срока их службы [17]; наиболее используемой обработкой является диффузия азота (азотирование), с помощью которой достигается значительное повышение твердости поверхности и увеличение до 125 % усталостной долговечности [18]. Плазменное азотирование – это современная технология, которая в основном зависит от: состава газа, напряжения и рабочего цикла, давления, времени и температуры. Например, Solis-Romero et al. [19] использовали испытания штифта на диске при комнатной температуре с несколькими осевыми нагрузками. Во всех случаях коэффициенты трения были снижены для азотированных образцов. Аналогичная процедура азотирования была проведена Leite et al. [20] при 400 °С в течение 4, 9, 16 и 36 ч. Затем при испытании шаром на диске было обнаружено снижение скорости изнашивания до 50 % при переходе времени азотирования с 4 до 36 часов. Были проведены и другие эксперименты по изменению внутреннего давления в камере плазменного азотирования [21]. Эти авторы установили, что коэффициенты трения изменялись от 0,55 до 0,30 для азотированных образцов при давлении от 200 до 300 Па соответственно.
Кроме технологии изготовления штампов и вида обработки их поверхности необходимо учитывать среду или смазку, применяемую при ковке. Смазка на основе графита обычно используется из-за высоких температур, достигаемых в процессах горячей и теплой штамповки. Двухфазные смазки, растекаясь по поверхности, снижают коэффициент трения в процессе ковки. В предыдущих работах [22, 23, 24] анализировалось поведение нескольких коммерческих смазок на основе графита при горячей штамповке с использованием испытаний на износ, таких как испытание на трение с валом на диске, и испытаний на трение, таких как испытание на сжатие кольца, выполненных в различных условиях поверхности. Опыт показывает, что размер внедренных частиц графита, концентрация графита и кинематическая вязкость смазки являются параметрами, влияющими на коэффициент трения на границе раздела независимо от температуры испытаний. Эта работа направлена на изучение исходных свойств поверхности для описания их влияния на поверхностный износ. Эти свойства поверхности дисков определяются проводкой электроэрозионной обработки в чистовых и черновых режимах и с использованием плазменного нитрида. Затем проводятся испытания штифт-диск для сравнения коэффициента трения и скорости износа штифтов из латуни и среднеуглеродистой стали, которые скользят по дискам из стали AISI h23.
Этот раздел разделен на несколько подразделов: характеристики смазки, условия механической обработки и обработка поверхности дисков, а также испытания штифта на диске при комнатной температуре. В этих подразделах описаны экспериментальные протоколы, оборудование и средства, используемые для исследования трения и износа стальных и латунных штифтов на дисках, обработанных методом электроэрозионной обработки, с различными типами состояния поверхности.
2.1. Характеристики смазки
Смазка на графитовой основе была разбавлена водой до 5%, что соответствует типичной средней смазке, используемой аргентинскими кузнечными компаниями. Эта смазка имела плотность от 1,10 до 1,20 г/см 9 .0073 3 . Сканирующую электронную микроскопию (модель FEI: QUANTA 250 FEG, FEI, Эйндховен, Нидерланды) использовали для определения элементного химического состава смазки и размера частиц графита. Также определяли кинематическую вязкость с помощью осциллирующего реометра (Anton Paar Physica Model MCR301, Anton Paar, Остфильдерн, Штутгарт, Германия). a показывает полученную матрицу графитовой смазки в том виде, в каком она была поставлена, а b представляет кривую кинематической вязкости для смазочного материала, разбавленного водой. количественно определяет средний размер частиц графита, которые получают из 20 измерений. Также средний процент веса каждого химического элемента соответствует результату пяти измерений.
Открыть в отдельном окне
( a ) Матрица смазочного материала на основе графита и ( b ) кривая кинематической вязкости смазочного материала, разбавленного водой.
Таблица 1
Химический состав и размер частиц графита.
| Смазка | C (мас. %) | O (мас.%) | Na (мас.%) | Al (мас.%) | 10,39 S039 10,38 Si (мас.%) (мас.%)Размер графита (мкм) | ||
|---|---|---|---|---|---|---|---|
| Average | 80.67 | 11.78 | 2.36 | 0.92 | 3.25 | 0.29 | 5.63 ± 2.27 |
Open in a separate window
2.
2. Подготовка дисков и штифтов Токарный станок с числовым программным управлением Promecor SMT 19/500 (Promecor, Кордова, Аргентина) был использован для обработки 16 стальных дисков AISI h23 с внешним диаметром 63 мм, внутренним диаметром 19 мм и 8 мм толщина. Все диски были закалены при 1040 °С и отпущены в течение 2 ч при 570 °С. Обе поверхности дисков были отшлифованы на тангенциальном шлифовальном станке (Davonis, модель SGS-1230AHR, Davonis, Биллингхерст, Буэнос-Айрес, Аргентина) с использованием шлифовального круга A46I10V со средним размером зерна 0,38 мм. Твердомер (INSTRON WOLPERT, модель: S8-233971, Rockwell C Scale, Instron Corporation, Кантон, Массачусетс, США) использовали для измерения твердости диска перед проволочной электроэрозионной обработкой и азотированием, составив 51,6 ± 1,5 HRC для чистовой обработки и 51,1 ± 2,1 HRC для черновой обработки. Наконец, поверхности дисков были подвергнуты проволочной электроэрозионной обработке (Novick AR 35 MA) с использованием двух режимов работы: половина из них в чистовом состоянии (t на = 5 мкс; t на = 34 мкс; T = 39 мкс; f = 25,6 Гц; t на /T = 0,13; V = 4 В), а другая половина в черновом состоянии (t на = 50 мкс; t выкл = 180 мкс; Т = 230 мкс; f = 4,3 Гц; t на /T = 0,22; V = 6 В). Из этих двух групп половина дисков подвергалась плазменному азотированию компанией IONAR S.A. Условия азотирования были следующими: температура 500 °C, время выдержки 13 часов, защитный газ, состоящий из 20 % N 2 + 80 % H 2 , и давление 6 гПа. Наконец, поперечный срез нитрида в сочетании с условиями чистовой и черновой электроэрозионной обработки был проанализирован на микротвердомере по Виккерсу (Shimadzu HMV-2000, Shimadzu Corporation, Киото, Япония). Что касается штифтов, то они изготовлены из тянутых стержней диаметром 6,35 мм. Шестнадцать (16) штифтов были изготовлены из латуни ASTM B16 твердостью HRB 76, а еще 16 штифтов были изготовлены из стали AISI 1045 твердостью HRB 87. Все они были изготовлены с полусферическими наконечниками диаметром 4 мм на обоих концах, которые были отшлифованы наждачной бумагой зернистость 100, 600 и 1000.
2.3. Испытание штифта на диске при комнатной температуре
Испытания штифта на диске проводились на оборудовании собственного производства () в Механическом центре INTI в Аргентине. Касательная сила во время испытаний регистрировалась с помощью регистратора данных (Vernier Model LabQuest, Vernier, Beaverton, OR, USA), который имеет диапазон нагрузки до 50 Н. Штифты и диски были закреплены в машине для проведения испытаний с соответствующее количество смазки. Смазку добавляли на поверхность диска, проверяя, чтобы перед началом испытания произошло равномерное распределение. Осевые нагрузки на штифты составляли 4,5 Н для латуни и 6,5 Н для стали, чтобы воспроизвести контактное давление, подобное тому, которое возникает при ковке этих материалов (140 и 200 МПа соответственно [25]). Тангенциальная скорость в контакте штифт-диск составляла 0,2 м/с, а общая продолжительность каждого испытания составляла 20 мин (эквивалентно 240 м). Эти эксперименты были повторены 32 раза в результате комбинации материалов с двумя штифтами, двух режимов обработки дисков (чистовой и черновой электроэрозионной обработки), двух режимов обработки поверхности (неазотированные и азотированные диски) и четырех повторов для каждого режима. Из экспериментов были определены кривые трения и потери веса штифтов. Разницу в весе измеряли электронными весами Radwag, модель AS 220.R2 (Radwag, Радом, Польша), с точностью до 0,1 мг. Наконец, адгезия материала к дискам была изучена для описания свойств поверхности. Испытания штифта на диске проводились при температуре 21 ± 3 °C и относительной влажности 50 ± 10 %.
Открыть в отдельном окне
Используемая в работе аппаратура pin-on-disk и данные для различных экспериментов.
2.4. Шероховатость поверхности
Поскольку процесс электроэрозионной обработки не имеет преобладающего направления шероховатости поверхности [26], измерения шероховатости поверхности проводились в случайных (многонаправленных) направлениях. Портативный измеритель шероховатости (Taylor Hobson Surtronic 3+, Taylor Hobson, Лестер, Англия) измерял среднюю арифметическую шероховатость поверхности (Ra) и общую высоту профиля шероховатости (Rt), где были установлены отсечка и длина оценки. на 0,8 мм и 4 мм соответственно. Диски из стали AISI h23 прошли закалку, отпуск и окончательную шлифовку до Ra 0,51 ± 0,08 мкм. приведены средние значения и стандартное отклонение шероховатости поверхности дисков, измеренной на поверхностях, полученных чистовой и черновой электроэрозионной обработкой с обработкой плазменным азотированием и без нее. Всего 9Было выполнено 6 измерений для определения средней арифметической шероховатости поверхности (R a ) и общей высоты профиля шероховатости (R t ).
Таблица 2
Шероховатость поверхности и твердость материала для различных условий электроэрозионной обработки с азотированием и без него.
| Образец | R A ± SD (мкм ± SD) | R T ± SD 9029 (QU 9018SLE 9013SLE 9013SLE 9013SLE 9013SLE 9013SLE 9013SL0156 | |
|---|---|---|---|
| Finishing EDM (substrate) | 3. 74 ± 0.38 | 26.85 ± 3.39 | 556.0 ± 25.2 (*) |
| Roughing EDM (substrate) | 7.88 ± 1.51 | 54.95 ± 8.93 | 543.1 ± 35.4 (*) |
| Nitrided finishing EDM | 2.31 ± 0.40 | 18.09 ± 2.60 | 1130.3 ± 71.1 |
| Nitrided roughing EDM | 5. 43 ± 0.76 | 43.07 ± 6.08 | 853.3 ± 26.4 |
Открыть в отдельном окне
* Подложка была закалена и отпущена для записи твердости, аналогичной [20].
Режимы чистовой и черновой электроэрозионной обработки имеют значительные различия в шероховатости поверхности, которая выше для чернового режима электроэрозионной обработки. Азотированные образцы показали более низкие значения Ra и Rt, а также более низкую дисперсию. Аналогичные тенденции были также обнаружены Solis Romero et al. [19]. показана морфология поверхности для чистовой и черновой обработки поверхностей электроэрозионной обработки без и с обработкой плазменным азотированием. Что касается твердости материала, то образец, обработанный в условиях чистовой электроэрозионной обработки, имел твердость на 32,5 % выше, чем в условиях черновой электроэрозионной обработки. Азотированные образцы чистовой электроэрозионной обработки достигли значений твердости, близких к [18]. Что касается морфологии поверхности ЭДМ (а, в), результаты имеют те же характеристики, что и в работе [13], где образец подвергался ЭДМ короткими импульсами большой длительности.
Открыть в отдельном окне
( a ) Морфология поверхности электроэрозионной обработки в черновом состоянии; ( b ) Морфология поверхности электроэрозионной обработки в условиях черновой обработки и азотирования; ( c ) Морфология поверхности электроэрозионной обработки в чистовом состоянии; ( d ) Морфология поверхности электроэрозионной обработки в состоянии чистовой обработки и азотирования.
В этом разделе анализируются кривые трения для описания влияния шероховатости поверхности и обработки азотированием на коэффициенты трения. Кроме того, анализируется потеря веса штифтов после испытаний «штифт на диске» для измерения износа наконечников штифтов из латуни и стали.
3.1. Испытания на диске со штифтом
Экспериментальные испытания повторяются пять раз для каждого состояния поверхности для анализа коэффициента трения в стационарной фазе. показывает коробчатую диаграмму коэффициентов трения для двух условий поверхности и с наличием или без обработки азотированием.
Открыть в отдельном окне
Гистограммы коэффициентов трения в стационарной фазе для различных состояний поверхности с обработкой азотированием и без нее для ( a ) штифты из стали и ( b ) штифты из латуни.
Что касается штифтов из латуни, то коэффициент трения не претерпевает существенных изменений с обработкой плазменным азотированием и без нее. Однако, как и следовало ожидать, более низкий коэффициент трения соответствует образцам, обработанным чистовой электроэрозионной обработкой, по сравнению с черновой электроэрозионной обработкой. Напротив, коэффициент трения штифтов из стали заметно снижается при азотировании поверхности, в частности, на 7,6 % для чистовой электроэрозионной обработки и 190,4% для черновой электроэрозионной обработки. В этом смысле Solis Romero et al. [19] с использованием штифтов из стали AISI 52,100 на дисках AISI h23, отполированных наждачной бумагой из карбида кремния и алмазной пастой до зеркального блеска, обнаружили снижение коэффициента трения на 33% при обработке дисков плазменным азотированием. Следовательно, самый низкий коэффициент трения составил в среднем 0,22 для обоих типов материалов с азотированием и без него в условиях чистовой электроэрозионной обработки. Для справки, аналогичные значения трения были найдены Leite et al. [20], при испытании Si 3 N 4 шарики на полированных поверхностях азотированных дисков из стали AISI h23.
3.2. Потеря веса штифтов
Во время испытания штифта на диске ожидается износ штифта, поскольку материал диска более твердый, чем штифт. Соответственно, показана потеря веса штифтов при различных состояниях поверхности после испытаний штифта на диске. Процедура очистки 15-минутной ультразвуковой ванны с изопропанолом была проведена в каждом образце перед измерением потери веса.
Открыть в отдельном окне
Потеря массы штифтов из латуни и стали после испытания штифта на дисках в следующих состояниях поверхности: чистовой ( левый ) и черновой ( правый ) в условиях электроэрозионной обработки с и без азотирования.
Значения потери веса показывают, что средняя потеря веса примерно в 1,22–2,32 раза выше для латуни и стали при сравнении неазотированных дисков с азотированными. Наименьшая деградация поверхности была обнаружена для азотированных и черновых условий электроэрозионной обработки, тогда как наихудшая поверхность была отмечена для неазотированных и чистовых условий электроэрозионной обработки. Дас и др. [27] сообщили об испытаниях на износ неазотированных и азотированных дисков AISI h23, изготовленных стандартными металлографическими методами, и штифтов, изготовленных из оксида алюминия с морфологией полусферы. Они обнаружили, что потеря веса была примерно в три раза выше для неазотированных дисков. Кроме того, Саркар и соавт. [28] провели тесты «штифт на диске» с латунными штифтами на стальных дисках. Они обнаружили сравнимую с нашими результатами потерю веса. В частности, они описывают значения потери веса менее 100 мг для расстояния приблизительно 150 м (240 м в этой работе). показывает среднюю потерю веса и ее стандартное отклонение в порядке возрастания для различных условий поверхности (чистовая или черновая обработка) и обработки (с азотированием и без него).
Таблица 3
Средняя потеря веса и ее стандартное отклонение в порядке возрастания, чтобы определить, какие условия поверхности и обработка вызывают меньший износ.
| Configuration\Sample | Brass (mg ± SD) | Steel (mg ± SD) |
|---|---|---|
| Nitrided & finishing | 1st | 4. 1 ± 0.2 |
| Finishing | 2-й | 5,1 ± 0,3 |
| Nitrided & roughing | 3rd | 15.0 ± 0.7 |
| Nitrided & finishing | 16.8 ± 2.7 | 4th |
| Finishing | 24.8 ± 10.4 | 5th |
| Roughing | 6th | 34,8 ± 5,0 |
| NITRIDED & CREARING | 192,7 ± 64,4 | 7TH |
| Грубание | 236,1599999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999969н. |
Открыть в отдельном окне
3.3. Повреждение поверхности наконечника инструмента
Как и ожидалось, у штифтов из латуни износ наконечника выше, чем у стальных штифтов. Кроме того, шероховатость поверхности по-разному влияет на тип материала. Гладкая поверхность способствует деградации латунного штифта, в то время как для стального штифта наблюдается меньшая деградация. Обратное происходит, когда на поверхности дисков присутствует грубая шероховатость. демонстрирует изображения SEM наконечников после скольжения (испытание штифта на диске) по нитридным дискам с чистовой электроэрозионной обработкой. Результаты показывают, что наименьшая потеря веса была обнаружена у штифтов, изготовленных из стали с чистовой электроэрозионной обработкой, скользящей по азотированным дискам. Наоборот, наибольшая потеря веса была обнаружена у штифтов из латуни при скольжении по неазотированным дискам в режиме черновой электроэрозионной обработки. Заметно, как после 20 мин испытаний на скольжение полностью удаляется полусферическая морфология наконечников из латуни.
Открыть в отдельном окне
Наконечники штифтов после скольжения по азотированным дискам электроэрозионной обработки с чистовой обработкой. ( a ) Поверхностное повреждение штифта из стали; ( b ) Поверхностное повреждение штифта из латуни.
Наконец, на дисках был проведен анализ EDS (энергодисперсионная рентгеновская спектроскопия), чтобы определить, имело ли место прилипание материала к его поверхности во время испытаний на скольжение. показаны значения EDS для оценки Cu и Zn на поверхности дисков, протестированных с латунными штифтами. Анализ EDS показывает схожие значения адгезии при сравнении чистовой и черновой поверхностей. Однако при сравнении адгезии Cu и Zn между азотированными и неазотированными поверхностями наблюдается значительная разница. Обратите внимание, что степень сцепления медь-цинк значительно увеличилась в неазотированных дисках. Такое поведение может быть оправдано таблицей совместимости Rabinowicz et al. [29] для обоснования прилипания Cu и Zn к дискам из стали. Zn и Cu имеют значения растворимости от 0,1 до 1% и, следовательно, имеют высокую склонность к прилипанию к железу.
Таблица 4
Значения ЭДС Cu и Zn на поверхности изношенных дисков для четырех типов состояния поверхности и латунных штифтов.
| Образец | Азотирование и черновая обработка | Черновая обработка | Азотирование и чистовая обработка | Чистовая обработка |
|---|---|---|---|---|
| Cu (wt.%) | 0.38 | 1. 46 | 0.28 | 2.02 |
| Zn (wt.%) | — | 0.89 | 0.22 | 1.10 |
Open в отдельном окне
Настоящее исследование показывает тщательное сравнение способности к трению и износу между двумя различными поверхностями электроэрозионной обработки (обработанной и шероховатой) с обработкой азотированием и без нее. Таким образом, можно сделать некоторые выводы:
Азотирование значительно уменьшило шероховатость, учитывая среднеарифметическую шероховатость поверхности (R a ) и общую высоту профиля шероховатости (R t ).
 Процесс черновой электроэрозионной обработки показал увеличение шероховатости поверхности в 2,1 раза по сравнению с процессом чистовой электроэрозионной обработки. Азотирование снижает шероховатость поверхности в среднем на 31%.
Процесс черновой электроэрозионной обработки показал увеличение шероховатости поверхности в 2,1 раза по сравнению с процессом чистовой электроэрозионной обработки. Азотирование снижает шероховатость поверхности в среднем на 31%.Твердость материала азотированного диска, обработанного в режиме чистовой электроэрозионной обработки, была на 32,5 % выше, чем у такого же диска, обработанного в режиме черновой электроэрозионной обработки.
Что касается потери веса штифта, то азотированные диски снижают износ штифта как минимум на 18,4–19,6 % для латуни и стали соответственно.
Коэффициент трения имеет более низкие значения для нитридных чистовых поверхностей и более высокие значения для неазотированных черновых поверхностей, независимо от материала штифта. Однако для латунных штифтов обнаружены существенные различия в состоянии поверхности (чистовая и черновая электроэрозионная обработка), а в диске, обработанном или не обработанном плазменным азотированием, существенных различий не отмечается.
Мы также благодарны Соледад Переда и Андреа Романо за помощь в электронной микроскопии, Алехандро Бачигалупе за анализ кинематической вязкости, IONAR S.A. за азотирование дисков, Хавьера Путона за металлографические задачи, Альберто Форкато за предоставление коллоидного графита и Назарено Антунеза. для проволочной электроэрозионной обработки.
Концептуализация: D.M.K. и A.J.S.E. Курирование данных: В.М., А.Н.А. и Д.П. Формальный анализ: Д.П. и Э.Э.З.Ф. Привлечение финансирования: D.M.K. и A.J.S.E. Ресурсы: Методология AC: В.М. и Д.М.К. Программное обеспечение: Д.П. и Х.А.Г.Р. Надзор: E.E.Z.F. и Х.А.Г.Р. Валидация: В.М. и A.C. Написание оригинального проекта: A.N.A., D.M.K., A.J.S.E. и AC Написание, рецензирование и редактирование: A.J.S.E. и Д.М.К. Все авторы прочитали и согласились с опубликованной версией рукописи.
Эта работа поддерживается Национальным агентством исследований и разработок Чили (ANID) — номер гранта: 3180006 и программой Serra Húnter (Generalitat de Catalunya) — номер ссылки UPC-LE-304 (2018).
Авторы заявляют об отсутствии конфликта интересов.
1. Эджеа А.Дж.С., Деферрари Н., Абате Г., Крамер Д.М., де Лакалль Л.Н.Л. Ускоренный метод оценки общей доступной энергии в винтовом фрикционном прессе со средней нагрузкой. Металлы. 2018;8:173. doi: 10.3390/met8030173. [Перекрестная ссылка] [Академия Google]
2. Крамер Д.М., Абате Г., Риу Ф., Перес Д., Мартыненко В. Estudio de alternativas para mejorar el precalentamiento de matrices de forja en caliente. Revista Interempresas Técnica Tecnología 64 Fabricación Moldes. 2017; 6:14–20. doi: 10.13140/2.1.3665.1529. [CrossRef] [Google Scholar]
3. Дуракбаса М., Акдоган А., Ванли А., Булуцуз А. Оптимизация параметров концевого фрезерования и определение влияния профиля кромки на высокое качество поверхности стали AISI h23 с использованием прецизионных и быстрые измерения. Измерение. 2015;68:92–99. doi: 10.1016/j.measurement.2015.02.042. [CrossRef] [Google Scholar]
4. Бухмайр Б. Повреждение, срок службы и ремонт штампов. BHM Берг Хюттенманн. Монатшефте. 2016; 162:88–93. doi: 10.1007/s00501-016-0566-3. [CrossRef] [Google Scholar]
5. Ван Б., Лю З. Режущая способность цельнокерамических концевых фрез при обработке закаленной стали AISI h23. Междунар. Дж. Преломление. Встретились. Жесткий Матер. 2016;55:24–32. doi: 10.1016/j.ijrmhm.2015.11.004. [CrossRef] [Академия Google]
6. До Т., Хсу К. Оптимизация условий минимального количества смазки и параметров резания при твердом фрезеровании стали AISI h23. заявл. науч. 2016;6:83. doi: 10.3390/app6030083. [CrossRef] [Google Scholar]
7. Муляди И., Балогун В., Мативенга П. Оценка экологических характеристик различных сред резания при фрезеровании инструментальной стали h23. Дж. Чистый. Произв. 2015;108:110–120. doi: 10.1016/j.jclepro.2015.07.024. [CrossRef] [Google Scholar]
8. Ли Б., Чжан С., Ян З., Чжан Дж. Влияние радиуса заточки на формирование стружки и ее микроструктурные характеристики при твердом фрезеровании стали AISI h23. Междунар. Дж. Адв. Произв. Технол. 2018;97: 305–318. doi: 10.1007/s00170-018-1933-x. [CrossRef] [Google Scholar]
9. Перейра А., Мартинес Дж., Прадо М., Перес Дж., Матиа Т. Топографический мониторинг износа поверхности раздела инструмент/заготовка при фрезеровании стали AISI h23. Доп. Матер. Рез. 2014; 996: 152–167. doi: 10.4028/www.scientific.net/AMR.966-967.152. [CrossRef] [Google Scholar]
10. Huang W., Zhao J., Xing A., Wang G., Tao H. Влияние стратегий траектории движения инструмента на усталостные характеристики высокоскоростной стали AISI h23 с концевым фрезерованием. . Междунар. Дж. Адв. Произв. Технол. 2018;94: 371–380. doi: 10.1007/s00170-017-0841-9. [CrossRef] [Google Scholar]
11. Kumar P., Chauhan S., Pruncu C., Gupta M., Mia M., Gill H. Влияние различных марок пластин из CBN на силу резания и шероховатость поверхности AISI h23 Инструментальная сталь для штампов во время жесткого точения. Материалы. 2019;12:177. doi: 10.3390/ma12010177. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
12. Магри М.Л., Диниз А., Баттон С. Влияние рельефа поверхности на износ штампов горячей штамповки. Междунар. Дж. Адв. Произв. Технол. 2013;65:459–471. doi: 10.1007/s00170-012-4185-1. [CrossRef] [Google Scholar]
13. Кудейри Дж., Заиут А., Мурад А., Абиди М., Элькасир А. Принципы и характеристики различных процессов электроэрозионной обработки при обработке инструментальных и штамповых сталей. заявл. науч. 2020;10:2082. doi: 10.3390/app10062082. [CrossRef] [Google Scholar]
14. Сейедзаввар М., Шабгард М. Влияние инструментального материала на электроэрозионную обработку инструментальной стали AISI h23. Доп. Матер. Рез. 2012; 445:988–993. doi: 10.4028/www.scientific.net/AMR.445.988. [CrossRef] [Google Scholar]
15. Zeilmann R., Ivaninski T., Webber C. Целостность поверхности AISI h23 при различной длительности импульса и глубине в процессе электроэрозионной обработки. Процедура ЦИРП. 2018; 71: 472–477. doi: 10.1016/j.procir.2018.05.031. [CrossRef] [Google Scholar]
16. Molinetti A., Amorim F., Soares P., Jr., Czelusniak T. Модификация поверхности инструментальной стали AISI h23 порошками кремния или марганца, подмешанными к диэлектрику, в процессе электроэрозионной обработки . Междунар. Дж. Адв. Произв. Технол. 2015; 83 doi: 10.1007/s00170-015-7613-1. [Перекрестная ссылка] [Академия Google]
17. Беренс Б., Бугеша А., Хускич А., Баумер М., Пашке Х., Липпольд Л. Повышение эффективности кузнечных операций с использованием регулируемых трибологических поверхностей, усиленных твердыми покрытиями. Трибол. Онлайн. 2016; 11: 432–443. doi: 10.2474/trol.11.432. [CrossRef] [Google Scholar]
18. Наир Ф. Анализ поверхности усталостного разрушения азотированной стали AISI h23. Дж. Балк. Трибол. доц. 2010;16:340–352. [Google Scholar]
19. Ромеро Дж.С., Флорес А.М., Агилар О.Р. Трибологическая оценка плазменного азотирования стали Х23. Суперфиций Васио. 2013;26:131–138. (на испанском языке) [Google Scholar]
20. Лейте М., Фигероа К., Галло С. К., Ровани А., Бассо Р., Мейд П., Баумволь И., Синатора А. Механизмы износа и микроструктура импульсно-плазменного азотирования инструментальной стали AISI h23. Носить. 2010; 269: 466–472. doi: 10.1016/j.wear.2010.04.037. [CrossRef] [Google Scholar]
21. Zhu R., Tian L., Bao M., Ma Y., Tang B. Износостойкие свойства плазменно азотированной стали h23 при комнатной и повышенной температуре. Редкая встреча. Матер. англ. 2012;41:203–206. [Google Scholar]
22. Эгеа А.Дж.С., Мартыненко В., Абате Г., Деферрари Н., Крамер Д.М., де Лакалль Л.Н.Л. Фрикционные свойства смазок на графитовой основе при комнатной и свыше 1400 К температурах. Междунар. Дж. Адв. Произв. Технол. 2019;102:1623–1633. doi: 10.1007/s00170-019-03290-4. [CrossRef] [Google Scholar]
23. Мартыненко В., Сомбах Ю., Перес Д., Ньето Д.Т., Кампана Г., Крамер Д.М. Лазерное приложение microtexturado для уменьшения коэффициента трения на пин-коде ensayos на диске. Anales Sexto Congreso Argentino Ingeniería Mecánica VI CAIM. 2018 г.: 10.13140/RG.2.2.13500.49284. (на испанском языке) [CrossRef] [Google Scholar]
24. Krahmer D.M., Egea A.J.S., Celentano D., Martynenko V., Cruchaga M. Характеристика трения при сочетании лазерного текстурирования поверхности и смазок на основе графита. Дж. Матер. Рез. Технол. 2019doi: 10.1016/j.jmrt.2019.12.007. [CrossRef] [Google Scholar]
25. Абачи С., Аккок М., Гоклер М. Анализ износа штампов горячей штамповки. Трибол. Междунар. 2010;43:467–473. doi: 10.1016/j.triboint.2009.07.011. [CrossRef] [Google Scholar]
26. Трабадело К., Монтойя Л. Диссертация бакалавра. Национальный университет Мар-дель-Плата; Мар-дель-Плата, Аргентина: 2018 г. Ensayos de electroerosión (EDM) sobre una aleación de Titanio. Приложение для производства стоматологических имплантатов. [Академия Google]
27. Дас К., Джозеф А., Гош М., Мукерджи С. Микроструктура и износостойкость инструментальной стали AISI h23, подвергнутой импульсному плазменному азотированию. Можно. Металл. Q. 2016; 55: 402–408. doi: 10.1080/00084433.2016.1241940. [CrossRef][Google Scholar]
28. Саркар А.Д. Износ металлов. Международная библиотека Пергармона; Эксетер, Великобритания: 1976. [Google Scholar]
29. Рабинович Э. Трение и износ материалов. Уайли; Хобокен, Нью-Джерси, США: 1995. [Google Scholar]
Состаривание латуни, меди и бронзы
Зак Джонсон, менеджер по продукции/химия Birchwood Technologies
Введение
Говорят, что «красота в глазах смотрящего», и нигде это так не верно, как в индустрии антикварной фурнитуры. Отделка под старину уже давно является популярным вариантом, предлагаемым производителями декоративной фурнитуры всех типов, в том числе осветительных приборов, замков, корпусной фурнитуры, крепежных изделий и многих других декоративных элементов. Рыночный спрос на эту отделку резко вырос в 1970-х годов, что привело к разработке эффективных методов обработки в промышленных масштабах. С тех пор спрос то увеличивался, то уменьшался в зависимости от капризов рынка. Независимо от популярного выбора на рынке, всегда будет спрос на высококачественную антикварную фурнитуру.
В этом обсуждении будет представлен обзор различных процессов, связанных с производством отделки под старину. На каждом этапе процесса отделочнику доступно несколько различных вариантов, и выбор зависит от относительной эффективности, эксплуатационных расходов, последствий загрязнения, последующих операций и т. д. Следовательно, предпочтительные этапы процесса могут широко варьироваться от одного завода к другому. еще один. Процесс начинается с подложки.
Металлы подложки общего назначения
Существует три типа широко используемых материалов:
1. Твердая латунь, бронза или медь . Доступны в нескольких формах, эти материалы обычно используются для наружного применения или для высококачественного внутреннего применения. Приложения. Поскольку эти сплавы имеют тенденцию образовывать защитную оксидную пленку, они стали предпочтительными материалами для таких изделий, как светильники для наружного освещения, замки, морское оборудование, отделка зданий, скульптурные элементы, некоторые крепежные детали и другие декоративные элементы.
Существует несколько сортов этих неблагородных металлов, используемых при производстве описанных выше изделий. Массивные сорта латунного и медного листа различных сплавов используются для изготовления светильников, фасадных панелей и кровли для строительства зданий, штампованных или тянутых крепежных изделий и других изделий, требующих пластичности для простоты формования.
2. Стальные штамповки, прядения или обработанные изделия – Сталь часто используется в приложениях, требующих более высокой несущей способности, чем могут предложить сплавы чистой меди, например, в крепежных элементах или других конструктивных элементах, которые должны выдерживать некоторый вес в процессе эксплуатации. . Кроме того, сталь обычно дешевле, чем твердая медь, латунь или бронза, и часто предпочтительнее из-за этих двух факторов. В отличие от медных сплавов сталь не образует защитного оксидного слоя при воздействии атмосферных воздействий. Следовательно, стальное изделие обычно гальванически покрывается медью или латунью, чтобы защитить его от коррозии и обеспечить жизнеспособную внешнюю поверхность из латуни или меди для последующих операций по состариванию.
Стальобычно используется для изготовления конструкционного оборудования, такого как петли, застежки, фурнитура для гробов и другие функциональные элементы. Кроме того, из-за относительно низкой стоимости сталь используется для изготовления многих предметов интерьера, таких как светильники и мебель для шкафов. Многие из этих изделий штампуются из листового материала. Круглые изделия часто можно формовать в процессе прядения металла. Этот процесс начинается с плоского диска из стального листа, который крепится к фигурной оправке и вращается. Деталь формируется, когда стальной ролик прижимается к вращающейся поверхности, медленно заставляя его соответствовать форме оправки под ним. Обычные предметы, такие как основания ламп или лицевые панели, часто изготавливаются таким образом, а затем гальванически покрываются латунью или медью для антикварной отделки.
3. Цинковое литье под давлением – Эта третья группа часто используется для изготовления декоративных изделий, имеющих детализированную форму и предъявляющих низкие требования к несущей способности.
Состаренные детали от оправы для очков до дверных петель
Начало процесса состаривания: очистка
Прежде чем начинать химическое состаривание любой подложки, поверхность должна быть очищена от масла, оксидов, полирующих составов, смазок для форм. , флюс для пайки, отпечатки пальцев или другие посторонние материалы, оставшиеся после изготовления изделия. После удаления этих материалов поверхность находится в химически активном состоянии и готова к окраске, гальванике или другим операциям. Есть много вариантов очистки, которые можно было бы рассмотреть. При выборе процесса очистки металла необходимо учитывать множество факторов, в том числе: (а) идентификацию подложки и важность состояния поверхности или структуры для конечного использования детали; (b) идентификацию почвы, подлежащей удалению; (c) требуемая степень чистоты; (d) возможности имеющихся средств; (e) воздействие метода очистки на окружающую среду; (е) стоимость операции; и (g) характер последующих химических операций после этапа очистки. Из-за разнообразия доступных вариантов очистки каждый вариант заслуживает тщательного рассмотрения.
В общем, различные варианты очистки можно ранжировать в порядке возрастания степени чистоты следующим образом: абразивоструйная очистка, очистка холодным растворителем, обезжиривание паром, очистка пропиткой эмульсией, щелочная электроочистка, очистка щелочным пропиткой с последующей кислотной очисткой и, наконец, , ультразвуковая чистка. Каждый из этих методов имеет свои преимущества и недостатки и подходит для определенных типов почв. Не существует универсального метода очистки, который хорошо работает на всех типах почв. Например, твердые латунные или медные изделия, спаянные вместе, будут иметь легкие масла и флюс для пайки на поверхности, а также легкое потускнение. Эти загрязнения хорошо реагируют на мягкие щелочные чистящие средства, и для удаления всего флюса может потребоваться механическое перемешивание или очистка. Литые бронзовые или латунные изделия обычно содержат более тяжелые оксиды в результате операции литья, но очень мало масла. Детали, которые могут выдержать шероховатость поверхности, могут быть успешно подвергнуты дробеструйной очистке. Другие литые детали, которые в конечном итоге требуют яркого блестящего покрытия, будут покрыты полировальными или полировальными составами, которые трудно удалить. В этом случае хорошо работает электрочистка или ультразвуковая очистка. Эти методы обеспечивают сочетание щелочного эмульгирования масел с механическим воздействием ультразвуковой энергии или тока, что помогает механически поднимать эти почвы с поверхности. Штампованные или штампованные стальные детали обычно имеют на поверхности слой смазки для штамповки на масляной основе. Поскольку сталь может выдерживать воздействие сильно едких чистящих средств, предпочтительным методом часто является горячее, едкое чистящее средство или электроочиститель, за которым часто следует более мягкий щелочной очиститель, чтобы обеспечить свободное смывание чистящих растворов. С другой стороны, отливки цинка под давлением обычно производятся с использованием воскообразного антиадгезионного состава, который бывает трудно удалить. Кроме того, цинк является химически активным металлом, который не выдерживает сильное едкое чистящее средство без травления. Следовательно, лучшим методом здесь является мягкое щелочное очистительное средство, электроочиститель или, возможно, ультразвуковая очистка при умеренном pH, которая не воздействует на цинк. Обезжиривание паром также можно с успехом использовать для масел для механической обработки или штамповки или полировальных составов.
В целом, можно с уверенностью сказать, что очистка является наиболее важной частью всего процесса отделки и необходимым условием получения однородных и прочных гальванических покрытий, антикварных отделочных и лакокрасочных покрытий. Очистка не только самая важная, но и одна из наименее затратных операций технологической линии. Следовательно, имеет смысл спланировать операцию очистки так, чтобы тщательно очистить металлическую поверхность и выполнить все рекомендуемые действия по техническому обслуживанию резервуаров. Эта практика представляет собой недорогую страховку от некачественной отделки на последующих этапах.
В рамках операции очистки многие детали значительно выигрывают от кислотной очистки для удаления легких оксидов и снижения pH поверхности. Здесь можно использовать несколько различных материалов, включая серную, соляную, плавиковую кислоты или соли серной кислоты, в зависимости от основного металла и желаемой активности кислоты.
Испытание на чистоту
Окончательная оценка эффективности процесса очистки должна быть получена на основе эксплуатационных испытаний. Самым простым и наиболее распространенным является тест на разрыв воды. Он состоит из обработки изделия или стандартной тестовой панели в процессе очистки обычным способом, затем погружения детали в чистую воду и наблюдения за тем, как вода стекает с поверхности. Часть, которая все еще содержит остаточные масла, вызовет скопление воды на поверхности и образование водяных разрывов; тогда как часть, которая равномерно свободна от масла, позволит воде стекать равномерно без разрывов воды. Безмасляная поверхность останется равномерно влажной, и вода будет «стекать» с поверхности, а не собираться каплями.
Другой метод (полезен только для стальных деталей) включает использование кислого раствора для автопокрытия медью. Здесь очищенная поверхность погружается в разбавленный кислый раствор меди. Равномерно обезжиренная поверхность позволит наносить металлическую медь на поверхность однородно, без пропусков или оголенных участков. Любые непокрытые участки указывают на присутствие остаточных масел на поверхности.
После того, как деталь будет должным образом и полностью очищена от всех посторонних материалов, она готова перейти к следующему этапу процесса состаривания.
Гальваническое покрытие
Как упоминалось ранее, многие детали не требуют гальванического покрытия. Очевидно, что любая твердая латунная, бронзовая или медная подложка не обязательно должна быть покрыта латунью или медью. Как только поверхность станет чистой, она будет готова к окрашиванию в соответствующем растворе. Однако другие детали, такие как стальные или цинковые отлитые под давлением поверхности, требуют нанесения гальванического слоя на поверхность перед окрашиванием. Здесь используются традиционные методы нанесения покрытий. Гальваническая отделка самого высокого качества обычно начинается с медного удара, за которым следует обильное покрытие из латуни или бронзы толщиной примерно 0,0002–0,0003 дюйма. Медная затирка — отличный способ изолировать любую пористость, присутствующую в основном металле, и сделать поверхность более восприимчивой к прилипшему латунному отложению с низкой пористостью.
Большинство коммерческих ванн для латунирования содержат цианид. Нецианидные ванны имеют ограниченное применение, поскольку они часто не обладают стабильностью раствора и дают более темный цвет и более грубые отложения, чем в обычных цианидных ваннах. Кроме того, из-за того, что они содержат органические хелатирующие агенты, с ними может быть сложнее работать в отходах, обрабатывающих промывочные воды. Обычная цианидная ванна вынуждает чистильщика обрабатывать и разлагать остатки цианида в промывочной воде, но цинк и медь часто легче осаждаются. В этой области поставщики химикатов обычно предлагают техническую помощь в правильной эксплуатации и обслуживании резервуаров для латунирования. Важно выполнять плановое техническое обслуживание, чтобы эти ванны работали эффективно.
Окрашивание поверхности
После того, как поверхность была покрыта латунью, она готова к окраске с использованием одного из нескольких доступных растворов для состаривания:
1.
Растворы на основе мышьяка образуют на поверхности черный оксид мышьяка и работают при комнатной температуре.
В дополнение к двум описанным выше методам существуют другие растворы, которые можно использовать в небольших масштабах для окраски латуни и бронзы. (см. Чернение и состаривание; Натаниэль Холл; Руководство по отделке металлов) В этих методах используются различные химические вещества для придания цвета нескольким металлическим подложкам, и они предназначены для использования отдельными мастерами, а не в масштабах производства.
2. Медь/селен Окислители при комнатной температуре – Поскольку селен напрямую связан с серой в Периодической таблице элементов, он подвергается многим из тех же реакций, что и сера. Следовательно, эти растворы на основе селена можно использовать для нанесения черного или коричневого налета на латунь, бронзу или медь при комнатной температуре, и они имеют ряд преимуществ по сравнению с серным методом.
Единственным предостережением, которое необходимо соблюдать, является тот факт, что детали с латунным покрытием будут нести на поверхности остатки цианида, которые необходимо нейтрализовать перед погружением в антикварный раствор. Это достигается кратковременным погружением в слабый (2-5%) раствор серной кислоты для нейтрализации и удаления цианида с поверхности. Пропуск этого шага приведет к незначительному загрязнению раствора для антиквариата цианидом, который будет иметь тенденцию к хелатированию или комплексообразованию содержания меди и снижению эффективности ванны или нарушению нормального химического баланса.
На практике окислители на основе селена зарекомендовали себя как предпочтительный способ чернения или коричневого цвета латунной поверхности из-за их простоты в эксплуатации, отсутствия дыма, надежной работы и низкой стоимости. Можно получить различные цвета, от золотисто-коричневого до среднего, шоколадно-коричневого и черного, в зависимости от степени разбавления и времени погружения в раствор. Поскольку с этими ваннами вполне безопасно работать, оператору обычно легко выполнять необходимое техническое обслуживание и эксплуатировать систему без чрезмерных опасностей.
3. Окислители с подогревом каустика – Эти ванны работают при температуре 240 градусов по Фаренгейту и используют едкий натр и нитрат натрия для окисления меди на поверхности до черного оксида меди. Поскольку они реагируют исключительно с медью на поверхности, поверхность, богатая медью, способствует образованию черного нагара в кратчайшие сроки. Следовательно, многие латунные детали перед чернением «децинкифицируют».
Эти нагретые окислители могут давать черные отложения хорошего качества, и их можно контролировать титрованием и/или температурой кипения. Они представляют неотъемлемую опасность для оператора из-за высокой рабочей температуры.
4. Покрытие черным никелем – Этот процесс представляет собой операцию электролитического чернения, при которой на поверхности образуется черное покрытие из сульфида никеля. Отделка очень твердая и долговечная и во многих случаях дает настоящий черный цвет, который не может быть достигнут другими методами. Чаще всего он используется как продолжение операции латунирования.
Черный никель лучше всего подходит для деталей на стойках. Методы обращения с сыпучими материалами или бочками менее эффективны и обычно приводят к большим трудностям в достижении равномерного осаждения из-за постоянного прерывания электрического контакта между деталями. В результате покрытие из черного никеля лучше всего подходит для использования на дорогостоящих деталях, покрытых реечным покрытием.
5. Verde Green Patinas – Эта отделка, также называемая «verdegris», имеет мягкий бледно-зеленый цвет, похожий на тот, который можно увидеть на состаренных медных крышах старых зданий. Фактически, настоящая зеленая патина, образующаяся на этих крышах, представляет собой смесь множества различных соединений меди, включая оксиды, карбонаты, сульфаты, сульфиды и многое другое. Состав напрямую связан с чистотой воздуха в помещении. Например, некоторые медные крыши более черные, чем зеленые, из-за более высокой концентрации серы в воздухе из-за близлежащей угольной электростанции. Другие более зеленые из-за концентрации нитратов в воздухе от выхлопных газов автомобилей. Следовательно, цвет варьируется в широких пределах.
Растворы искусственной зеленой патины представляют собой, проще говоря, слабокислотные коррозионно-активные растворы меди. Они работают, медленно тускнея или разъедая поверхность латунной или медной подложки и образуя некоторые из тех же медных соединений зеленого или голубоватого цвета.
Подсветка и полировка отделки
После того, как детали были окрашены или оксидированы до нужной отделки, они готовы к подсветке или полировке. Эта операция может иметь несколько форм, в зависимости от требований к окончательному внешнему виду детали. Суть операции заключается в удалении части или большей части цветного покрытия, чтобы обнажить части основного металла, чтобы он выглядел изношенным. Другими словами, цветная отделка полируется с высоких точек или бликов на деталях и остается в углублениях. Единственный способ выполнить эту задачу — удалить покрытие с этих участков механическим способом — для этой работы не существует химической обработки. Существует несколько хорошо зарекомендовавших себя методов:
1. Ручная полировка на абразивном или полировальном круге полдюйма толщиной. Их можно сложить вместе на одном шпинделе, чтобы сформировать полировальный круг шириной до 3-4 дюймов, в зависимости от того, что необходимо для наиболее эффективного покрытия детали. После того, как колесо собрано, на него можно наносить различные составы, от абразивных до тонких полировальных составов, в зависимости от желаемого типа контраста на поверхности детали. Например, некоторые детали имеют рисунки, которые имеют четко очерченные кромки деталей или имеют острые углы и т. д. Эти детали, как правило, должны быть выделены достаточно абразивным составом, чтобы полностью счистить цветное покрытие с бликов и позволить покрытию почти полностью оставаться в нишах.
С другой стороны, деталь может иметь более округлую форму, с более плавными изгибами и без четких, острых краев. Эта часть может выглядеть лучше с более мягким контрастным полированием, чем с резким контрастным абразивным полированием. Если это так, ватный диск будет загружен менее абразивным составом, чтобы добиться более мягкого оттенка или «растушевки» цветов на детали. Некоторые детали делают еще один шаг вперед, не требуя фактического удаления античной отделки, а только смягчения или полировки покрытия для смешивания тонов. Этот тип детали можно полировать на мягком латунном проволочном круге, а не на ватном круге и компаунде. Этот более мягкий проволочный круг на самом деле не удалит какое-либо покрытие, а просто немного сгладит его или придаст поверхности мягкую направленную зернистость. Альтернативным методом может быть использование мокрого полировального круга — круга из латунной проволоки, смоченного медленной каплей воды, чтобы смягчить абразивное действие.
Легко понять, что ручная полировка – это больше искусство, чем наука. Так же, как очистка важна для целостности отложений на поверхности, полировка имеет решающее значение для окончательного внешнего вида отделки и может даже определить рыночную стоимость изделия. Поскольку бизнес декоративной фурнитуры направлен на обращение к «глазу смотрящего», важно сначала обратиться к глазу буфера.
2. Полировальные машины автоматические – Как и во многих других аспектах процесса отделки, более высокие объемы производства также вызвали потребность в возможностях автоматической полировки, чтобы снизить трудозатраты и меньше полагаться на человеческий фактор в операции полировки. На производственных линиях больших объемов часто используется очень небольшая ручная полировка, и они стали полагаться на автоматические машины, которые можно запрограммировать для повторения формы практически любой детали. Эти машины часто имеют форму поворотного стола, окруженного несколькими полировальными головками, каждая из которых ориентирована на полировку только одного аспекта детали, когда она проходит мимо.
3. Методы галтовки и вибрации – Подобно тому, как ручная полировка чаще всего подходит для дорогостоящих изделий, менее ценные детали часто можно эффективно выделять в массе. Такие детали, как определенная фурнитура шкафа, крепежные детали или другие мелкие детали, обычно покрываются латунью или состариваются при массовых методах обработки. Если да, то желательно еще и с полировкой или мелированием. Для этого детали можно воронить в барабане или в вибромельнице.
Опрокидыватель — это вращающийся барабан, который перекатывает части друг относительно друга, как бетономешалка. Детали можно полировать как влажным, так и сухим способом, используя пластиковый или керамический наполнитель, абразив или полировальный состав.
Вибрационные финишерыработают аналогичным образом, но используют вибрационный барабан, а не вращающийся барабан. Как уже упоминалось, вибрационные чаши также могут быть заполнены различными типами сред и соединений для достижения желаемого типа контраста. И барабан, и вибромельница создают ненаправленный рисунок на поверхности детали и не могут в действительности воспроизвести эффект, достигаемый при ручной полировке. Тем не менее, они работают с гораздо меньшими затратами и могут быть предварительно запрограммированы для получения одинакового результата партия за партией. Следовательно, они меньше зависят от человеческого фактора для постоянного качества. Для некоторых деталей небольшой компромисс в отношении качества, чтобы контролировать стоимость, позволяет производителю продавать готовую деталь по желаемой цене и при этом получать прибыль.
Защитные верхние покрытия
После завершения окраски и мелирования деталь готова к нанесению верхнего покрытия для защиты от коррозии. Несмотря на то, что детали могут выглядеть полностью законченными, декоративная отделка под старину весьма восприимчива к коррозии или потускнению, если не защищена. Чаще всего для этого используются прозрачные лаки. Как и во всех предыдущих операциях, у отделочника может быть много вариантов, в зависимости от требуемой долговечности окончательной отделки, эксплуатационных расходов, стоимости оборудования, экологических соображений и т. д. На практике существует несколько вариантов, обеспечивающих наибольшие преимущества:
1. Лаки воздушной сушки – Эти продукты могут быть на водной основе или на основе растворителей и обычно используют акриловые или уретановые полимеры для образования защитная пленка. Акриловые краски являются более дешевым вариантом и могут обеспечить эффективное верхнее покрытие для многих деталей, используемых только внутри помещений, таких как светильники, настенные бра и т.
2. Запекаемые или сшиваемые смолы – Эти продукты широко используются на деталях, требующих высокой износостойкости и/или подверженных воздействию окружающей среды, и включают полиуретаны, эпоксидные смолы, нитроцеллюлозные лаки – все они могут сшиваться во время сушки с образованием очень плотный и цепкий фильм. Очень часто их сушат в духовке, при 250-350 градусах в течение десяти-двадцати минут, для ускорения высыхания. Эти продукты подходят для дорогостоящих деталей или поверхностей, которые должны подвергаться воздействию внешних атмосферных факторов.
Также можно использовать лаки, содержащие ингибиторы коррозии, специально защищающие медные сплавы. Наиболее широко используется бензотриазол и родственные ему соединения.
3. Прозрачные порошковые краски – Относительно новые на рынке, эти верхние покрытия обеспечивают толщину покрытия 2-4 мил и обеспечивают чрезвычайно высокий уровень защиты. Их наносят так же, как и любое другое порошковое покрытие — сухим электростатическим распылением с последующим запеканием в печи при температуре 350 градусов. Порошковые покрытия подходят не для всех деталей. Они лучше всего работают на деталях, которые имеют открытую форму, с несколькими или неглубокими утопленными областями и могут быть подвержены эффекту клетки Фарадея. Это обычно наблюдается при любой электростатической или электролитической операции (включая гальваническое покрытие) и предотвращает осаждение в глубоких углублениях.
4. Электрофоретические жидкие лаки – Эти продукты не новы, но они только сейчас стали широко использоваться. Это жидкие лаки, предназначенные для электрофоретического погружения в конце линии нанесения покрытия с последующим отверждением в печи. Хотя они обычно не используются на деталях, которые выделяются после окраски, они все же находят применение в качестве прозрачного герметика поверх сплошной черной отделки, такой как отделка из черного никеля. В этой установке деталь помещается в стойку и проходит через операцию покрытия, затем черный никель, затем электрофоретический лак — все это требует использования тока для нанесения покрытия.
5. Восковая паста и масляные покрытия – Некоторые детали не требуют постоянной античной отделки, но предназначены для естественного старения поверхности в процессе эксплуатации.
Ионообменная система
Обработка отходов
Эта область имеет решающее значение для металлургической промышленности, поскольку химическая технологическая линия не может работать без надлежащей обработки отходов, как это предписано Федеральным агентством по охране окружающей среды и соответствующими государственными или Местные агентства. Поскольку в этих технологических линиях используется множество различных химических продуктов, невозможно дать простой обзор картины обработки отходов. Однако следует сделать несколько комментариев о типах отходов, образующихся на этих линиях, и о методах обработки отходов, которые обычно используются для обеспечения соблюдения правил:
1.
2. Кислотные остатки: Кислотные растворы быстро растворяют металлы из обрабатываемых деталей и, подобно вышеуказанным щелочным химикатам, хорошо реагируют на простые методы нейтрализации для осаждения содержащегося металла. Кислые и щелочные промывочные воды обычно смешиваются для обработки и помогают нейтрализовать друг друга.
3.
4. Твердые отходы: Вышеупомянутые методы обработки отходов приводят к образованию опасных твердых отходов в виде металлосодержащего осадка, который обычно собирается на картридже сажевого фильтра или пластинчатом фильтрующем элементе. Эти твердые отходы могут быть отправлены на лицензированное предприятие по переработке отходов для надлежащей стабилизации и захоронения.
5. Вытяжные промывки: Они часто используются в качестве предварительных промывок после нагретого технологического резервуара, такого как нагретый очистной резервуар или резервуар для нанесения покрытия.
Для технологических растворов, содержащих лишь умеренное количество металлов, достаточно однократной промывки. С другой стороны, резервуар для латунного покрытия будет содержать довольно высокие концентрации цианида, обработка которого обходится дорого. Следовательно, обычно используются две или три промывки с вытяжкой, чтобы свести к минимуму уровень цианида, направляемого на очистку отходов.
6. Медь- и селенсодержащие стоки из линий окисления при комнатной температуре: Окислители при комнатной температуре, возможно, являются самыми простыми в эксплуатации, поскольку они очень хорошо реагируют на обработку методами ионного обмена.
В общем, ионный обмен работает хорошо, когда общее содержание растворенных твердых частиц в воде составляет 1000 частей на миллион или меньше. Для более высоких концентраций более эффективны методы регулирования pH и нейтрализации; однако концентрации ниже 1000 частей на миллион являются хорошими кандидатами для ионного обмена.
Большинство систем ионного обмена оснащены индикатором проводимости, который сигнализирует оператору, что баки со смолой насыщены и готовы к регенерации. Регенерация может быть выполнена на месте, или резервуары со смолой могут быть отправлены на лицензированное предприятие по переработке отходов для регенерации. Затем компания по переработке отходов получает право собственности на металлические отходы и утилизирует их в установленном порядке.
Ответственные поставщики химикатов дают рекомендации по надлежащим методам обработки отходов своей продукции. Большой объем дополнительной информации можно найти в Руководстве по отделке металлов или в других отраслевых публикациях.
Подводя итог, можно сказать, что существует множество различных аспектов отделки под старину, изучение которых требует некоторого времени и опыта. Однако, пока существует индустрия декоративной фурнитуры, эти отделки будут пользоваться спросом и будут развиваться, чтобы соответствовать потребностям рынка. Тенденция к более безопасным процессам, меньшему количеству загрязняющих химических веществ, более простым и коротким процессам. Как всегда, цена имеет первостепенное значение. Промышленность работает над устранением опасных и дорогостоящих элементов традиционных процессов и заменой их материалами и технологиями, более совместимыми с современными приоритетами.
Атрибуция: Справочник по металлам; 1982 г.; Американское общество металлов. Том S: Очистка поверхности, отделка и покрытие.
Birchwood Technologies — Резервуарная система BT100
Типовые технологические циклы
A. Массивная медь, латунь — (например, паяный светильник)
- Слабая щелочная очистка замачиванием: 8-10 унций/галлон смеси; l50 градусов по Фаренгейту; 4-6 минут замачивания с воздушным перемешиванием.
- Dragout Rinse: Нетекучее ополаскивание для удаления большей части остатков чистящего средства.
- Промывка при переливе: Обработано ионным обменом.
- Мягкое кислотное средство для удаления потускнения: 10% серная кислота; Комнатная температура; 1-3 минуты.
- Промывка при переливе: Обработано ионным обменом.
- Окисление: Почернение или коричневый цвет в окисляющем растворе при комнатной температуре; 1-3 минуты.
- Промывка при переливе: Обработано ионным обменом.
- Окончательное ополаскивание: Деионизированная вода, чтобы свести к минимуму появление пятен от воды во время сушки.
(См. примечания по ионообменной обработке в разделе «Обработка отходов». )
C. Цинковое литье под давлением — например, корпусная фурнитура). Стойка обработана.
- Щелочная очистка методом замачивания: смесь 10-12 унций/галлон; 170-180°F; Замачивание 4-6 минут.
- Щелочная электроочистка: 12 унций/галлон формулы с высоким содержанием щелочи, 160°F; анодный ток 6-12 вольт; 100–150 ампер/фут 2 плотность тока; 2-4 минуты.
- Ополаскивание: чистая водопроводная вода; 20 секунд.
- Ополаскивание: чистая водопроводная вода; 20 секунд.
- Кислотный рассол: Кислота соляная; 30-40% по объему; комнатная температура; 2 минуты.
- Ополаскивание: чистая водопроводная вода; 20 секунд.
- Ополаскивание: чистая водопроводная вода; 20 секунд.
- Медная защелка: 75-120°F; 6 вольт; 15-20 А/фут 2 ; 2 минуты.
- Латунная пластина: 90°F; 6-10 вольт; 15-20 А/фут 2 ; 15-30 минут.
- Ополаскивание: чистая водопроводная вода; 20 секунд.
- Кислый ополаскиватель (для нейтрализации цианида): 2% серная кислота; комнатная температура; 30 секунд.
- Ополаскивание: чистая водопроводная вода; 20 секунд.
- Окислить в растворе черного никеля или при комнатной температуре.
- Ополаскивание: чистая водопроводная вода; 20 секунд.
- Ополаскиватель: Деионизированная вода (чтобы свести к минимуму появление пятен во время сушки).
- Теплая сухая: 130°F.
- Highlight на ватном бафе с абразивным составом.
- Лак с нитроцеллюлозным лаком.
- Отверждение в печи при 250°F; 15-20 минут.
- Удаление заусенцев на вибрационной чистовой машине с использованием керамического наполнителя и состава для удаления заусенцев.
- Слабая щелочная очистка замачиванием: 120°F; 5 минут.
- Мягкая электроочистка: 120°F; 3 минуты.
- Промывка: 20 секунд.
- Промывка: 20 секунд.
- Кислотный рассол: соль серной кислоты; 8 унций/галлон, 75°F; 2 минуты.
- Промывка: 20 секунд.
- Забастовка меди: 2 минуты; 75-120°F.
- Латунная пластина: 30 минут; 90°F.
- Промывка: 20 секунд.
- Обезцинковка: 180°F; 5 минут.
- Промывка: 20 секунд.
- Чернение в горячем едком окислителе; 240°F; 15 минут.
- Промывка: 20 секунд.
- Ополаскивание деионизированной водой: 20 секунд.
- Сушить теплым воздухом.
- Выделите на автоматической полировальной машине.
- Лак .
- Запекание .
Выбор методов очистки
| Преимущества | Недостатки | |
| Абразивоструйная очистка |
|
|
| Щелочное замачивание |
|
|
| Электроочистка |
|
|
| Обезжиривание паром |
|
|
| Ультразвуковая очистка |
|
|
9 простых и эффективных способов полировки металлических поверхностей
Существует множество типов металлов, и, к сожалению, многие из них со временем тускнеют. Они тускнеют и обесцвечиваются, теряют свой блеск и красоту. Мы покажем вам, как полировать металл, чтобы удалить обесцвечивание, пятна от воды и потускнение.
Наиболее распространенными типами металлов являются сталь, серебро, алюминий, медь, железо, латунь и бронза, и они встречаются во всем, включая столовое серебро, посуду, домашний декор и мебель. Поддерживать эти металлы в чистоте и полировке относительно легко, используя правильные растворы для полировки.
Лакированный металл легче полировать влажной мягкой тканью. Металлический лак – это прозрачное защитное покрытие, наносимое на декоративные металлические изделия.
Однако многие металлы, используемые в быту, не покрыты лаком, а тускнеют и требуют специальной полировки. В этом случае очистите металл перед полировкой.
(joserpizarro/123rf.com)TB1234
TB1234
СОДЕРЖАНИЕ
- Поливочный металл
- Способы для полировки
- POLING METLA Металлические поверхности
- Очистка и полировка серебра
- Полировка нержавеющей стали оливковым маслом
- Очистка и полировка бронзовых поверхностей
- Как полировать металл из латуни
- Изготовление самодельной полироли для меди
Перед полировкой металла важно очистить его, чтобы поверхность была гладкой. Вы обнаружите, что существуют разные способы очистки оцинкованного металла и других металлов. Сначала используйте соответствующий метод, а затем вы готовы к полировке.
Обязательно очистите лезвие или другой металл от ржавчины, прежде чем пытаться его отполировать, иначе ваша работа будет напрасной.
Существует множество способов полировки металла в зависимости от типа металла. Мы покажем вам, как очистить популярные металлические поверхности от потускнения и как выполнить полировку металла, чтобы восстановить его первоначальный блеск.
Способы полировки металла
Одним из самых простых способов очистки потускневшего металла является использование имеющегося в продаже полироля, специально предназначенного для очищаемого металла. Многие из этих полиролей содержат ингибитор потускнения, поэтому он удаляет потускнение во время полировки.
tb1234
Коммерческий полироль для металлов
- Полировальная паста
- Мягкая ткань
tb1234
Убедитесь, что вы приобрели полироль, предназначенную для вашего металла, и следуйте инструкциям для полироли. Как правило, вы наносите полироль на ткань из микрофибры и протираете ею металл круговыми движениями. Используйте мягкое полотенце, чтобы вытереть излишки лака, и отполируйте поверхность чистой тканью.
Полировка металла вручную
Полировка металла вручную — лучший способ добиться зеркального блеска, не обращаясь к специалисту. Хотя этот процесс немного более трудоемкий и утомительный, конечный результат того стоит.
tb1234
Hand Polishing
- 40 grit sandpaper
- 320 grit sandpaper
- Calico mop
- Sisal mop
- Stitched mop
- Gray compound
- White compound
tb1234
Начните с ручной шлифовки металлической поверхности наждачной бумагой с зернистостью 40. Для больших металлических деталей используйте такие инструменты, как шлифовальный станок, полировальный круг или шлифовальный станок с электрической дрелью, чтобы ускорить процесс. После шлифовки всей поверхности повторно отшлифуйте металл наждачной бумагой с более мелкой зернистостью.
Нанесите полировальный состав на металл с помощью швабры из сизаля. Отполируйте значительные царапины, оставшиеся после процесса шлифования.
Перейдите на швабру с белым шваброй и снова нанесите состав, чтобы усилить гладкость и блеск. Наконец, нанесите белый состав с помощью ситцевой швабры, чтобы придать металлической поверхности зеркальный вид.
Как чистить и полировать металлические поверхности на улице
Металлическая мебель для улицы подвергается сильным воздействиям непогоды, включая солнце, дождь, снег и резкие перепады температур. Со временем их некогда блестящая поверхность становится тусклой и непривлекательной. Вот как чистить металлическую мебель для патио и полировать ее, чтобы она выглядела новой.
tb1234
Полироль для металла Outdoor
- Теплая вода
- Средство для мытья посуды
- Ведро
- Щетка
- Садовый шланг
- Полотенце
- Полироль для металла
tb1234
Налейте в ведро теплую воду и добавьте несколько капель средства для мытья посуды. Опустите чистящую щетку в мыльную воду и осторожно потрите поверхность металлической мебели, чтобы удалить грязь, ржавчину и мусор. Продолжайте делать это по частям, пока металл не станет чистым.
Промойте всю поверхность садовым шлангом и высушите полотенцем. Следуйте инструкциям на полироли для металла в зависимости от типа металла, чтобы придать мебели блеск.
Как полировать металлические поверхности
Металлы часто используются в различных предметах в доме. Бывают случаи, когда трудно точно сказать, из какого металла ваш предмет.
Для обычных металлов, таких как медь, латунь, хром, алюминий, бронза, олово и нержавеющая сталь, используйте базовое чистящее и полировочное средство для металла, чтобы удалить грязь и вернуть блеск. Это чистящее средство для металла своими руками легко сделать, и оно содержит ингредиенты, которые уже есть у вас дома.
тб1234
Основной металлический очиститель и полировщик
- 1/2 стакана белого уксуса
- 1/2 стакана муки
- 1/2 стакана соль
- .
- Зубная щетка
- Большой контейнер
- Мягкая ткань
tb1234
Для общей чистки и полировки, ухода за ювелирными изделиями из нержавеющей стали или для очистки алюминиевых дисков смешайте в равных частях белый уксус, соль и муку в контейнере до образования полироль в виде пасты. Используйте мягкую ткань, чтобы протереть всю металлическую поверхность, пока она не будет полностью покрыта.
Оставьте полироль на металлической поверхности на один-два часа. Промойте металлический предмет под проточной водой и отполируйте поверхность мягкой тканью, чтобы придать блеск алюминию или другим металлам. Чтобы удалить тусклость во время полировки, налейте три литра воды в большую емкость и добавьте одну унцию лимонной кислоты.
Поместите металл в раствор на пять минут. Используйте зубную щетку для очистки от потускнения и промойте металл в чистой воде. Используйте мягкое полотенце, чтобы высушить поверхность.
Очистка и полировка серебра
Серебро является стандартным металлом во многих домах, от изделий из серебра до ювелирных изделий. Эта техника полировки не только удаляет потускнение, но и возвращает серебру естественный блеск
tb1234
Полироль для серебра
- 1 стакан воды
- 1 столовая ложка пищевой соды
- 1 столовая ложка белого уксуса 9004/12
- Алюминиевая фольга
- Большая миска
- Мягкая ткань
tb1234
Застелите большую миску алюминиевой фольгой. Доведите до кипения небольшую кастрюлю с водой и налейте горячую воду в миску, застеленную фольгой. Добавьте в воду соль, пищевую соду и уксус и поместите серебряные предметы в контейнер.
Подождите 30 секунд, прежде чем снимать серебро. Используйте мягкую ткань, чтобы высушить детали.
Используйте этот рецепт как лучший способ очистить серебряные монеты. Однако не пытайтесь чистить коллекционные монеты, так как вы можете повредить их и снизить их стоимость.
Полировка нержавеющей стали оливковым маслом
В наши дни многие приборы и кухонная посуда изготовлены из нержавеющей стали. Этот грязеотталкивающий металл отличается высокой прочностью, его легко чистить и полировать.
Лучшее домашнее чистящее и полирующее средство для нержавеющей стали для естественной очистки — это белый уксус и оливковое масло. Этот раствор также хорошо подходит для полировки колес.
tb1234
Полироль для нержавеющей стали
- 1 чашка теплой воды
- Средство для мытья посуды
- 1 стакан белого уксуса
- Распылитель
- Мягкая губка
- Оливковое масло
- Мягкая ткань
tb1234
. Встряхните контейнер, чтобы перемешать и распылить раствор на поверхность из нержавеющей стали.
Используйте мягкую губку для удаления грязи, копоти и пятен. Промойте губку теплой водой и протрите стальную поверхность, чтобы удалить остатки мыла.
Чтобы придать нержавеющей стали естественный блеск, налейте немного оливкового масла на мягкую ткань и круговыми движениями отполируйте металлическую поверхность. После протирания всей поверхности используйте мягкую чистую ткань, чтобы удалить остатки масла.
Очистка и полировка бронзовых поверхностей
Со временем этот мягкий металл теряет свой первоначальный цвет и блеск из-за воздействия влаги и воздуха. То, что когда-то было блестящим, привлекательным металлом, теперь кажется тусклым и зеленым. Очистка и полировка бронзы с использованием натуральных ингредиентов возвращает ей былую славу.
TB1234
Бронзовый лак
- мука
- Соль
- Белый уксус
- Маленькое блюдо
- SOFT SOMP
TB1234
99TB1234
99 TB1234 9 9
Смойте бронзу под кухонным краном, кончиками пальцев удалив полироль с труднодоступных мест. Насухо отполируйте металлическую поверхность мягкой тканью.
Как полировать латунь
Латунь можно найти в домашнем декоре, музыкальных инструментах, наградах и других предметах декора. Эта натуральная полироль для латуни очищает и восстанавливает металл с использованием натуральных ингредиентов.
TB1234
Латунный лак
- Лимон
- 1 чайная ложка соли
- Гупга
TB1234
Соберите Джайс Lemon на A SOLGE и SOLI DIME и SOLI DIL -GIGE. Используйте губку, чтобы осторожно почистить латунь круговыми движениями. Продолжайте полировать латунь, пока поверхность не потеряет матовость. Промойте металл под теплой водой и используйте сухую ткань, чтобы отполировать его насухо.
Изготовление самодельной полироли для меди
Хотя медь является важным металлом для электроники, она также используется в ювелирных изделиях, старых монетах и других бытовых безделушках. Сделайте самодельную полироль, используя силу пищевой соды и уксуса, чтобы очистить старую грязь и вернуть поверхности ее первоначальный блеск. Вы также можете использовать этот простой рецепт для ухода за полированными изделиями из олова. Для олова с матовой поверхностью добавьте немного соли.
tb1234
Полироль для меди
- 1 стакан белого уксуса
- 1/3 стакана пищевой соды
- Маленькая миска
- Мягкая ткань
tb1234
Налейте белый уксус в миску или емкость для запекания. Окуните мягкую ткань в полироль и нанесите ее на медь частями.
Круговыми движениями нанесите пасту на поверхность, удаляя старую грязь и возвращая ей первоначальный блеск. Промойте медь чистой водой и насухо отполируйте поверхность чистой тканью.
Полировка металла дома вместо того, чтобы нести его к ювелиру, проще, чем вы думаете, независимо от того, решите ли вы использовать полироль и полировочную пасту или сделаете их сами. Восстановите свои металлические поверхности до их первоначального состояния, очистив от потускнения и отполировав многолетнюю тусклость, чтобы вернуть блеск.
Мы рады, что смогли показать вам, как полировать металл, чтобы вернуть ему его первоначальную красоту, и мы будем рады, если вы поделитесь нашими советами по полировке металла со своими друзьями и семья на Pinterest и Facebook.
Как очистить и довести до блеска латунь несколькими способами
Вероятно, в вашем кухонном шкафу есть то, что вам нужно
По
Эрин Хаффстетлер
Эрин Хаффстетлер
Эрин Хаффстетлер — эксперт по бережливому образу жизни, который уже более 10 лет пишет о простых способах сэкономить деньги дома. Она публиковала советы и рекомендации по экономии денег для многочисленных изданий, в том числе The Wall Street Journal, The New York Times и Forbes. Она является владельцем «Моего скромного дома», руководства по экономии денег и бережливой жизни.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 07. 09.22
Рассмотрено
Рея Мехта
Рассмотрено Рея Мехта
Рея Мехта, доктор философии, отмеченный наградами новатор в области здравоохранения и токсиколог, который в течение последнего десятилетия работал над тем, чтобы дать людям возможность вести более здоровый образ жизни, начиная с их дома. Рея имеет докторскую степень в области токсикологии, более 15 научных публикаций и сертификат в области интегративного медицинского коучинга.
Узнайте больше о The Spruce’s Наблюдательный совет
Факт проверен
Сара Скотт
Факт проверен Сара Скотт
Сара Скотт занимается проверкой фактов и исследователем, работала в сфере индивидуального строительства в сфере продаж, маркетинга и дизайна.
Узнайте больше о The Spruce’s Редакционный процесс
Ель / Ульяна Вербицкая
Обзор проекта
Многие предметы домашнего обихода сделаны из латуни, и эти блестящие поверхности со временем тускнеют. На смесителях, ручках ящиков, дверных ручках, светильниках и подсвечниках могут появляться темные пятна, когда они вступают в контакт с кислородом и маслами с нашей кожи. Хотя потускнение не вызывает эрозии, оно притупляет красоту латуни.
Есть несколько простых способов сделать ваши любимые изделия из латуни совершенно новыми. Недорогие, нетоксичные кухонные ингредиенты можно комбинировать, чтобы приготовить безопасные для металла чистящие средства, которые восстановят и помогут сохранить блеск любой латунной поверхности в вашем доме.
Вот три пошаговых метода очистки латуни, а также советы по предотвращению потускнения в будущем.
Ель / Эмили Данфи
Как часто чистить латунь
Как часто следует чистить изделия из латуни, зависит от их использования. Например, украшения из латуни, которые редко носят, скорее всего, не потускнеют от нескольких месяцев до года, в то время как медная фурнитура на кухонных шкафах может быстро потускнеть. Если вам нужно очистить сильно потускневшую латунь, лучше всего провести тщательную очистку пищевой содой и белым уксусом, а затем регулярно вытирать пыль, чтобы предотвратить образование отложений.
Прежде чем начать
Во-первых, определите, действительно ли предмет, который вам нужно очистить, из цельной латуни. Некоторые предметы, похожие на латунь, могут быть изготовлены из медных или латунных пластин. Если к нему прилипает магнит, то это тарелка. Если это не так, это твердая медь или латунь. Почему это важно? Потому что «пластина» — это просто тонкий слой поверх какого-то другого металла. Если вы чистите пластину с покрытием, вам нужно быть особенно осторожным, чтобы не стереть пластину во время полировки. Хотя на этот раз это может не быть проблемой, со временем это может стать проблемой при повторных чистках.
Смотреть сейчас: простые способы восстановления оборудования
Оборудование/инструменты
- 1 Ткань для чистки
- 1 Зубная щетка (по желанию)
Материалы
- Пищевая сода
- белый уксус
Как очистить латунь пищевой содой и белым уксусом
Соберите ингредиенты
Ель / Ульяна ВербицкаяСначала соберите ингредиенты.
Сочетание пищевой соды и уксуса — отличный вариант для очистки латуни, так как уксусная кислота в уксусе и натрий в пищевой соде работают вместе, чтобы растворить потускнение. Пищевая сода обеспечивает достаточное количество песка, чтобы стереть все потускневшие частицы, не царапая поверхность очищаемого предмета. Лимонная кислота в лимонах работает так же хорошо, как и уксусная кислота. Чтобы почистить латунь лимонным соком, сделайте пасту, смешав ее с чайной ложкой пищевой соды. Оставьте чистящий раствор на латуни, чтобы удалить более стойкий налет. Используйте салфетку из микрофибры, чтобы вытереть раствор перед полосканием и сушкой.
Наконечник
Не используйте этот метод для полировки лакированной меди или латуни. Теплой мыльной воды должно быть достаточно. На самом деле, если лак в хорошем состоянии, металл не должен тускнеть.
Осторожно очистите латунь
Ель / Ульяна ВербицкаяСмешайте пищевую соду и белый уксус, чтобы получилась паста.
Он будет шипеть в течение минуты, что быстро успокоится. Вотрите пасту в медный или латунный предмет, который вы хотите почистить, руками или старой зубной щеткой. Обязательно используйте мягкую ткань или щетку — жесткие щетки, губки и другие царапающие инструменты могут повредить медь и латунь. Предупреждение
Подумайте о том, чтобы надеть перчатки во время чистки потускневших деталей, чтобы масло с рук не попало на очищенную медь или латунь. Масла быстро тускнеют на свежеотполированном металле.
Отдых и бафф
Оставьте смесь на латунном изделии примерно на 30 или до 60 минут. Затем промойте и отполируйте его сухой тканью, а затем наслаждайтесь новым блеском. Если предмет, который вы чистите, сильно потускнел, возможно, вам придется повторить процесс, чтобы полностью удалить потускнение.
Как очистить латунь кетчупом
Нанесите кетчуп
Ель / Ульяна ВербицкаяЕсли у вас нет под рукой уксуса и пищевой соды, вы также можете использовать кетчуп для удаления потускнения с латунных изделий.
Кислотность кетчупа, томатной пасты или томатного соуса может легко очистить этот материал. Используя бутылку кетчупа (охлажденную или новую), нанесите его непосредственно на латунь. Втирайте его пальцами или губкой.Совет
WD-40 и газированные напитки, такие как Coca-Cola, также отлично подходят для очистки латуни с помощью одного простого средства: просто покройте латунь любым чистящим средством и соскребите потускнение.
Промыть и высушить
Оставьте кетчуп на медном изделии на срок до 1 часа. Это дает кислотной смеси время, чтобы воздействовать на потускнение. Затем смойте кетчуп или томатный продукт с латуни и тщательно высушите его мягкой тряпкой.
Как очистить латунь лимоном и солью
Подготовьте материалы
Как уксус и помидоры, лимоны являются еще одним кислотным средством для очистки латуни. Соберите свои материалы, разрезав лимон пополам и обильно посыпав срез солью.
Очистите латунь
Протрите срезанной стороной лимона поверхность предмета, который вы чистите.
Так как соль обладает моющими свойствами, вам, возможно, придется периодически наносить ее повторно, когда вы чистите латунь. После того, как вы закончите чистку, промойте и высушите предмет мягкой тряпкой.
Насадки для более длительного сохранения чистоты латуни
Хотите, чтобы ваша латунь сохранила этот новый блестящий блеск? Если это украшение или декоративный предмет, который вы хотите защитить от потускнения, рассмотрите возможность нанесения воска эпохи Возрождения, лака или другого защитного покрытия. Это защитит латунь от воздействия кислорода и не потускнеет. Однако имейте в виду, что такая отделка не подходит для посуды.
Если вы хотите, чтобы ваши кастрюли и сковородки не потускнели, вот что вы должны и не должны делать:
- Не прикасайтесь к латуни больше, чем необходимо. Масла в ваших руках заставят его потускнеть.
- Высушивайте медные кастрюли и сковородки сразу же после их мытья. Если вы дадите им высохнуть на воздухе, они потускнеют.
- Не мойте медную посуду в посудомоечной машине. Жесткие моющие средства приведут к потускнению.
- Регулярно вытирайте пыль с медных деталей, которыми вы не пользуетесь часто (включая ювелирные изделия, скобяные изделия, осветительные приборы и т. д.). Если вы позволите пыли осесть на поверхности, это вызовет потускнение.
Эти рекомендации не устранят потускнение полностью, но сократят частоту полировки кастрюль и сковородок.
Воспользуйтесь этим простым трюком, чтобы почистить серебро
Источники статьи
The Spruce использует только высококачественные источники, в том числе рецензируемые исследования, для подтверждения фактов в наших статьях. Прочтите наш редакционный процесс, чтобы узнать больше о том, как мы проверяем факты и делаем наш контент точным, надежным и заслуживающим доверия.
Магнитна ли латунь? Отделение информационных технологий Мэрилендского университета.
Уход за металлическими предметами.
Правительство Канады.
Как почистить латунь, чтобы она выглядела совершенно новой
В этом руководстве мы научим вас правильно чистить латунь. Латунь придает теплый блеск обычным предметам домашнего обихода. Его светло-золотистый цвет облагораживает внешний вид мебели и аксессуаров.
Винтажные лампы, ручки для шкафов, декоративные вазы, столовые приборы и журнальные столики мгновенно выглядят шикарно с небольшим количеством латуни. К сожалению, со временем латунь теряет свой красивый блеск и тускнеет. Вода, кислород и другие элементы могут вызвать коррозию или потускнение латуни.
Однако, чтобы восстановить его божественное сияние, нужно совсем немного. С помощью правильных продуктов и ноу-хау вы сможете снова сделать свои латунные изделия совершенно новыми с помощью нашего руководства о том, как очистить латунь, чтобы она блестела, как при первой покупке.
Перед чисткой латуни
Перед тем, как взять тряпку и начать полировать, следует помнить о нескольких вещах, прежде чем чистить латунь. Вам нужно убедиться, что вы определили, работаете ли вы с латунным покрытием или твердым латунным материалом.
Есть очень простой способ выяснить это. Положите на него магнит. Вы можете взять магнит на холодильник, и он сработает. Если магнит не прилипает к поверхности, это латунь.
Но если ваш магнит прилипает к поверхности, значит, он только латунный. Магнит не прилипнет к твердой латуни.
Обратите внимание, что магнит не притягивает монеты с латунным покрытием. Магнит не прилипнет к твердой латуни. Когда вы прикладываете магнит к предмету из латуни, и он не тянет и не прилипает к нему, вы знаете, что это твердая латунь.
Итак, если вы имеете дело с латунной поверхностью, вы можете очистить ее теплой водой с мылом. Тщательно высушите. Вам не нужно полировать его, потому что это может поцарапать покрытие.
Вот почему очень важно протестировать материал, прежде чем начинать что-либо чистить. Еще одна вещь, которую нужно проверить, это то, была ли ваша часть покрыта лаком.
Лак предотвращает потускнение, поэтому, если на латуни уже есть потускнение, это означает, что она, скорее всего, не была покрыта лаком. Если ваша деталь была покрыта лаком, вы сможете увидеть блестящее тонкое покрытие в некоторых местах.
Многие предметы из латуни имеют лаковое покрытие. Эти детали следует мыть горячей мыльной водой. Но если он сильно потускнел, вам нужно будет сделать больше.
Лак необходимо удалить средством для снятия краски или лака. Следующим шагом будет очистка и полировка латуни. Последним шагом будет повторное лакирование изделия.
К сожалению, если вы не профессионал в подобных делах, вы можете повредить лакированную латунь. Лучшим вариантом может быть оставить вашу лакированную латунь в умелых руках профессионала.
Ошибки, которых следует избегать при очистке латуни
После того, как вы определили, что у вас есть зеленый свет для очистки латуни, важно убедиться, что вы настраиваете себя на успех, избегая дорогостоящих ошибок.
Прежде чем полировать изделие из латуни, промойте его водой с мягким мылом, чтобы стряхнуть пыль и другие загрязнения. Кроме того, если вы решите использовать коммерческое чистящее средство для латуни, убедитесь, что вы используете высококачественное средство. Используйте его экономно.
Коммерческие чистящие средства для латуни являются абразивными. При частом использовании можно поцарапать поверхность латуни. Для протирания поверхности используйте только мягкую влажную ткань.
Не используйте стальную вату, абразивные ткани или щетки с металлической щетиной для очистки латунного изделия, поскольку они могут поцарапать поверхность. Чтобы добраться до щелей, используйте зубную щетку.
Не используйте жесткие материалы, подобные тем, которые вы видите здесь. Скрубберы из нержавеющей стали и шерсти или грубые губки только поцарапают ваш медный предмет. Вместо этого используйте мягкую влажную ткань из микрофибры.
Независимо от того, используете ли вы натуральный или коммерческий очиститель, всегда сначала проверяйте метод очистки на небольшом участке, который никто не заметит. Избегайте ошибки, пытаясь очистить осветительные приборы, фурнитуру, замки и петли.
Лучше обратиться за помощью к профессионалу. Вы не хотите портить проводку. Кроме того, эти типы деталей, как правило, связаны с уровнем механической сложности, с которым ваши навыки DIY могут быть не в состоянии справиться.
Кроме того, если вы имеете дело с дорогим товаром или просто с тем, в чем вы не уверены, не стесняйтесь отнести его к профессионалу.
Теперь, когда у нас есть практические сведения о том, как очистить латунь, пришло время взглянуть на некоторые из отличных вариантов полировки латуни, представленных на рынке. Вот шесть отличных идей, которые помогут вам двигаться вперед.
Brasso 10 Универсальная полироль для металла для латуни
Brasso Metal Polish
С 1905 года Brasso восстанавливает красивый блеск трудно поддающихся чистке металлов, таких как латунь. Это очиститель, полироль и защитный раствор в одном.
Очень прост в использовании, полировка тусклой латуни выглядит как прогулка в парке. Хорошо встряхните бутылку. Смочите чистую ткань кремом для полировки металла Brasso и тщательно протрите полировкой для латуни предмет из латуни, чтобы очистить латунь.
Creative Commons Shiny by Stewart Black / CC by 2.0
Brasso превращает тусклые куски латуни, подобные тем, которые полирует человек, в прекрасные сверкающие произведения искусства.
Еще раз отполируйте его новой чистой влажной тканью, и все готово. Нет необходимости делать дополнительную стирку, ополаскивание или полировку.
Порошок для умывания Bar Keepers Friend
Bar Keepers Cleanser
Bar Keepers — это не содержащий отбеливателя продукт, который легко удаляет ржавчину, тусклость, минеральные отложения и стойкие пятна с латунных поверхностей. Это чистящее средство возрождает тусклую латунь с 1882 года.
Оно по-прежнему обеспечивает превосходную чистящую способность. Он может легко удалить ржавчину, потускнение, минеральные отложения и стойкие пятна. Одним из активных ингредиентов Bar Keepers Friend является щавелевая кислота, чрезвычайно сильный хелатирующий агент.
Щавелевая кислота — сильнодействующее химическое вещество. Вам нужно будет использовать перчатки и избегать попадания моющего средства в рот или глаза.
Полироль Nevr Dull Brass
Nver Dull Brass Polish
Nevr-Dull – это необыкновенное чудо-чистящее средство, которое с легкостью придает блеск всем металлам. Каждая банка поставляется с большим запасом специально обработанной хлопчатобумажной ткани для очистки латунного предмета.
Эта красота чистит и полирует. Начните с использования влажной ткани для очистки латунного предмета. После того, как вата станет черной, замените ее свежим куском.
Возьмите полотенце и протрите его, чтобы не осталось белого налета. Убедитесь, что вы носите перчатки. В противном случае он высушит вашу кожу.
Камея Медь, латунь, фарфор Очищающее средство
Cameo Cleanser
Cameo избавляет от тусклости за секунды. Он оставляет как новый блеск, который длится долго и требует менее частой очистки.
Вам не нужно сильно тереть. Кроме того, он не оставляет после себя шероховатых следов. Этот драгоценный камень может очистить и придать блеск вашим изделиям из латуни, а также медным кастрюлям и сковородкам.
Creative Common от Nettoyage au Brasso от Жана-Франсуа Рено / CC by 2.0
Получите максимум удовольствия от чистки латуни, не торопясь, как эта женщина. У нее есть медные предметы, и она сосредоточена только на уборке. Обратите внимание на мягкую ткань, которую она использует. Эта женщина знает, что делает. Она полирует латунь, и вы можете поспорить, что когда она закончит, эти предметы будут выглядеть совершенно новыми.
W. J. Hagerty 100 All Metal Polish
Полироль Hagerty
Полироль W. J. Hagerty творит чудеса. Удаляет налет, грязь, коррозию, ржавчину, известь и водяные пятна с латуни, алюминия, меди и хрома.
Кроме того, он помогает придать блеск металлическим поверхностям. Суперконцентрированная формула крема содержит R-22, запатентованное средство Hagerty для предотвращения потускнения. Он также содержит ингибиторы коррозии для дополнительной защиты.
Полироль для металла Blitz Brass Shine
Блиц полировка латуни
Средство для полировки латуни от Blitz очищает и восстанавливает первоначальный блеск латунных изделий. Это нетоксичный и экологически чистый продукт.
Не содержит спирта, аммиака, кислот, летучих органических соединений или абразивов. Однако, если вы предпочитаете использовать полностью натуральные продукты из своей кладовой, вы можете пойти по пути «сделай сам».
Как почистить латунь естественным путем
Очистить латунь естественным способом несложно, если потускнение не сильное. Если он легкий, то можно использовать мягкую ткань из микрофибры для очистки латуни с мыльной теплой водой.
Вам нужно будет тщательно покрыть поверхность, используя чистую зубную щетку, чтобы проникнуть в закоулки. После этого необходимо смыть теплой водой.
Тщательно высушите и готово. Но когда вы сталкиваетесь с более сложной работой по очистке, вам придется поднять ее на ступеньку выше.
Полироль для пищевой соды и лимонного сока
Знаете ли вы, что пасту можно приготовить самостоятельно? Смешайте чайную ложку пищевой соды с лимонным соком половинки лимона. Перемешайте ингредиенты, чтобы получилась паста. Затем нанесите пасту на латунную деталь мягкой тканью.
Не экономьте на разрыхлителе. Вы хотите получить полную чайную ложку. Убедитесь, что это ложка с горкой, как та, что вы видите на картинке выше. Creative Commons от Крупный план пищевой соды на ложке от Aqua Mechanical / CC от 2.0
Возможно, вам придется оставить пасту на предмете примерно на тридцать минут, если он сильно потускнел. Промойте теплой водой и дайте изделию высохнуть. Повторите эти шаги еще раз, если это необходимо.
Очистка латуни с лимоном и солью
Разрежьте лимон пополам. Удалите семена. Сверху посыпать солью. Проведите соленым лимоном по потускневшей латуни. Выдавите его на латунь, чтобы пустили сок.
При необходимости добавьте в нарезанный лимон соль. Смойте теплой водой. Вытрите теплую воду мягкой тканью. Это хорошее время для полировки латуни и придания ей блеска.
Средство для полировки с солью и белым уксусом
Избавьтесь от стойких пятен благодаря сочетанию абразивных свойств соли и кислотных свойств уксуса. Смешайте одну чайную ложку соли с половиной стакана белого уксуса.
Вы хотите перемешать смесь, пока соль не растворится. Добавьте примерно две столовые ложки муки, чтобы смесь загустела и образовала пасту.
Затем нанесите пасту на латунный предмет. Дайте ему высохнуть в течение пятнадцати минут. Когда время истечет, смойте теплой водой, чтобы удалить пасту, и протрите латунь начисто. Используйте чистую мягкую ткань, чтобы тщательно отполировать изделие из латуни.
Полироль для томатного соуса
Помидоры содержат кислоту, которая помогает избавиться от грязи и потускнения латуни. Использование томатного соуса может превратить вашу тусклую латунь в сверкающую красоту.
Средства на томатной основе идеально подходят для удаления потускневших пятен на латуни. Вы можете использовать измельченный томатный продукт, как тот, что вы видите на фото. Или вы можете использовать томатную пасту, сок или кетчуп. Все они работают одинаково хорошо. Creative Commons, вид сверху на соус из нарезанных помидоров в миске от Marco Verch Professional / CC by 2.0
Томатный сок, паста и соус — все работает хорошо. Кетчуп тоже. Нанесите тонкий слой на латунь с помощью мягкой ткани и оставьте на час.
Затем промойте теплой мыльной водой. Протрите изделие чистой сухой тканью.
Не хотите наносить кетчуп на изделие из латуни? Замочите его в миске с томатным соком на несколько минут — дольше, если они сильно грязные. Поднимите с теплой мыльной водой и тщательно высушите.
Зубная паста Полироль
Возьмите тюбик простой белой зубной пасты и нанесите тонкий слой на латунный предмет. Вам нужно будет использовать немного смазки для локтей для этих трудных мест.
Вам также может понадобиться нанести дополнительные мазки зубной пасты на неподатливые участки. Оставьте на несколько минут.
Затем отполируйте изделие мягкой чистой тканью. Когда блеск начнет возвращаться к вашему вкусу, промойте изделие прохладной водой. Протрите насухо салфеткой из микрофибры.
Советы, чтобы латунь выглядела совершенно новой
Чтобы пресечь дальнейшее потускнение в зародыше, нанесите тонкий слой льняного или минерального масла на чистую латунь с помощью мягкого полотенца. Использование мягкой ткани необходимо для предотвращения царапин на поверхности при очистке или полировке.
Держите руки подальше от латуни, так как кожный жир может способствовать ее потускнению. Надевайте перчатки, чтобы регулярно чистить и полировать латунную деталь.