Что такое холостой ход при сварки
Что такое холостой ход при сваркиМожно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.
Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут. А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта. При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение. Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше. На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
Напряжение холостого хода сварочного инвертора
Каким должно быть напряжение холостого хода сварочного инвертора?
- 21 декабря
- 171 просмотров
- 37 рейтинг
Оглавление: [скрыть]
- Напряжение холостого хода: как возникает и на что влияет
- На чем отражается правильность подбора режима
- Возможные неполадки в работе и их причины
Напряжение холостого хода сварочного инвертора — это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Вернуться к оглавлению
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Вернуться к оглавлению
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.
Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
expertsvarki.ru
Сварочный инвертор: какой выбрать? / Как выбрать? / Коллективный блог
Содержание:
Несмотря на свою относительную новизну (массовый выпуск начался только в середине 80-х годов) по своей востребованости сварочные инверторы сегодня превосходят остальные типы сварочных аппаратов.
Рис.1. Работа со сварочным инвертором
Основных преимуществ – несколько:
- небольшой вес
- компактность
- большой диапазон регулировок тока
- легкий поджиг дуги
- ровный высококачественный шов
- универсальность – возможность работы (сваривания) разных металлов – черного, чугуна, цветных.
Подробно о том, как работает сварочный инвертор, как выбрать сварочник для бытовых целей, сравнение различных типов сварочнызх аппаратов подробно рассмотрено в нашей статье «Как выбрать сварочный аппарат для дома». Здесь мы хотели бы остановиться подробнее на некоторых особенностях, которые имеет сварочный инвертор, как выбрать аппарат с их учетом.
Здесь мы хотели бы остановиться подробнее на некоторых особенностях, которые имеет сварочный инвертор, как выбрать аппарат с их учетом.
Мощность
Значение номинального сварочного тока указывают в руководстве по эксплуатации, паспорте, рекламном проспекте. При этом стоит понимать, что номинальный сварочный ток – это такое значение силы тока, при котором сварочный инвертор работает стабильно, не перегреваясь и без перегрузки, с точным соблюдением продолжительности включения. Как правило, всегда указывают максимально возможный для данного аппарата ток. Прежде всего, выбор зависит от того, с каким материалом придется работать. Зависимость необходимой силы тока от толщины металла приведена в таблице ниже:
Рис. 2
Но здесь есть одна тонкость. К примеру, для сваривания металла с толщиной до 4 мм согласно таблице достаточно будет рабочего тока порядка 90-100 А. На самом деле, стоит приобрести сварочный инвертор хотя бы с 30% запасом по силе тока, то есть порядка 120-150А. Почему так получается:
- работа на максимальных (предельных) возможностях приводит к перегреву электронной части инвертора, что может вызвать её отказ. Кроме того, это вызывает резкое сокращение ресурса аппарата
- если напряжение в сети упадет до 170 – 180 В, это, соответственно, вызовет и снижение значения сварочного тока – в результате сила тока может оказаться ниже, чем та, которая обеспечит нормальное сваривание
- при проведении сварочных работ с использованием длинных (больше 5 м) кабелей мощность инвертора ощутимо снижается – сварочный ток становится ниже указанного номинального
- использование для подключения сетевых кабелей, чья длина превышает 15 м, особенно имеющих малое сечение, приводит к понижению напряжения, поступающего на вход инвертора, а следовательно – снижение значения сварочного тока
- ряд производителей (особенно малоизвестных марок) сознательно завышают показатели, указываемые в паспорте, реальные же значения на 15-20% (иногда 30%) ниже.


Для бытового инверторного сварочника вполне приемлемым будет показатель сварочного тока в пределах 160 А, для так называемых профессиональных – 200-300 А
Диапазон регулировки
Очень полезная вещь, так как помогает отрегулировать режим работы сварочника под определенную задачу. К примеру, нецелесообразно варить тонкий металл (а при кузовных работах – это просто невозможно) большим током. Пределы регулировки для «бытовых сварочников» — от 10 до 200 А.
Рис.3. Сварочный инвертор с регулировкой от 20 до 300 А
«Одноплаточные» инверторы
Среди прочих они отличаются привлекательной ценой. Но это удешевление достигнуто, прежде всего, за счет снижения надежности. Все основные элементы – управление, силовые, питания – собираются на одной плате, которая в результате становится основным и самым дорогим (80% от всей стоимости инвертора) узлом прибора. При этом ремонтнопригодность такого узла – крайне незначительна. При отказе хотя бы одного элемента, вызванного перегревом, замыканием, скачком напряжения, попаданием влаги в подавляющем большинстве случаев потребуется замена всей платы, что вполне сопоставимо с покупкой нового сварочника. Кроме того, перечисленные выше причины не являются гарантийным случаем – сервисный центр имеет полное право отказать вам в бесплатном ремонте, так как прибор вышел из строя из-за нарушений правил эксплуатации (все это подробно, хоть и очень мелким шрифтом расписано в гарантийном талоне). В принципе, если для бытовых целей и пользоваться не часто – то соотношение цена/качество себя оправдает. Если же сварочный аппарат нужен для серьезной работы – не стоит внимания. Основной признак одноплатного инвертора – вертикальное расположение кабельные силовые разъемы (вставки). Выглядит это примерно вот так:
Рис. 4. Пример «одноплаточного» инвертора.
Класс аппарата
Классификация аппаратов на «бытовые», «полупрофессиональные», «профессиональные» и «промышленные» носит полностью условный характер, не закреплена ГОСТом или какими-либо соглашениями. Поэтому некоторые производители могут несколько злоупотреблять этими юридически не закрепленными терминами. Поэтому в плане характеристик лучше доверять конкретным цифрам.
Поэтому некоторые производители могут несколько злоупотреблять этими юридически не закрепленными терминами. Поэтому в плане характеристик лучше доверять конкретным цифрам.
В то же время, такое разделение помогает пользователю точнее определиться с выбором модели, ведь каждому классу сварочников отвечают определенные задачи, для выполнения которых он предназначен, продолжительность и объем проводимых сварочных работ, условия эксплуатации. И уже от класса аппарата напрямую зависит и его стоимость. Итак, условно сварочные инверторы подразделяют:
- бытовые – или же хобби-класс. Разовые работы с небольшим объемом в бытовых условиях (гараж, дача, подсобное хозяйство). Кратковременный режим работы – относительно непрерывная работа в течение15-20 минут и перерыв на час для «остывания». Сварочный ток – в пределах 120-200А.
Как определиться с выбором недорого сварочного инвертора рассмотрено на видео:
- профессиональные – способны выдержать рабочий (8-часовой) день. Продолжительный режим работы, ремонт труб и коммуникаций, монтажные работы в бригадах ЖКХ, строительные работы (сборка и изготовление каркасных изделий, сварка арматуры для фундамента и т.д.) Высокие требования к надежности, достаточно жесткие условия эксплуатации (включая работу на открытом воздухе и при низких температурах). Необходимые показатели сварочного тока – 200-300 А
Рис.5. Профессиональный сварочный инвертор
- промышленный – другое название – industrial, предусматривает практически непрерывное функционирование в промышленных (т.е. в три смены, краткие технологические перерывы). Используются при монтаже больших трубопроводов, строительстве инфраструктурных, промышленных или жилых объектов. Большой объем работы при высоких требованиях к качеству и надежности. Необходимое значение сварочного тока – 250-500А.
Рис. 6. Промышленный сварочный инвертор
6. Промышленный сварочный инвертор
Вентиляция
Немаловажный элемент для сварочных инвертеров, которые очень чувствительны к чрезмерному нагреву электронной части. При этом, организовывая принудительное теплоотведение, разработчикам параллельно приходится решать другую проблему – пыль. Которой, особенно в условиях стойки, чрезвычайно много. И которая, скапливаясь внутри аппарата (особенно металлическая пыль), может вызвать замыкание на плате. Кроме того, чрезмерное накопление пыли (которая отличается хорошими теплоизоляционными свойствами) ухудшает охлаждение и способствует перегреву.
Рис.7. Пример вентиляции сварочного инвертора
Простейший способ – устанавливать на входе мелкую сеточку и улавливать частицы – себя практически не оправдывает, такая сеточка быстро забивается и воздушный поток ослабевает. Другой вариант – туннельная вентиляция. В этом случае, чтобы обеспечить дополнительную пылезащиту, все элементы прячут внутрь радиатора, а сам радиатор расположен вдоль корпуса – так, чтобы максимальная его площадь соприкасалась с охлаждающим воздушным потоком. Впрочем, самая надежная защита – регулярная очистка сварочника вручную – достаточно снять корпус и продуть элементы и смести пыль мягкой кисточкой. Чем интенсивнее эксплуатация – тем чаще необходимо проводить «зачистку».
Температурный режим
Очень слабое место любого инверторного сварочника. Проблем с работой в «положительной» части градусника практически не возникает – большинство аппаратов имеют допустимо возможную температуру в +40С (что у нас бывает крайне редко), единственное, что при высоких (от +25С) температурах продолжительность непрерывного включения уменьшается и следует опасаться перегрева. А вот низкие температуры сварочный инвертор, как и любая электроника, не любит. Микроконтроллеры, конденсаторы, транзисторы и тиристоры очень чувствительны к «минусовым» температурам – даже для хранения сварочного инвертора обязательно нужно отапливаемое помещение. Часто при низких температурах при попытки включить сварочный инвертор, загорается лампа (диод) «перегрузка» и аппарат отключается. Гораздо хуже, если аппарат все же заработает, а значит вентилятор начнет подавать внутрь холодный воздух. В результате на нагретых электроэлементах сварочника начнет скапливаться конденсат, что может привести к замыканию и полному отказу агрегата.
Часто при низких температурах при попытки включить сварочный инвертор, загорается лампа (диод) «перегрузка» и аппарат отключается. Гораздо хуже, если аппарат все же заработает, а значит вентилятор начнет подавать внутрь холодный воздух. В результате на нагретых электроэлементах сварочника начнет скапливаться конденсат, что может привести к замыканию и полному отказу агрегата.
Поэтому если предстоит работать на морозе – выбор существенно осложняется. Прежде всего, если производитель в техописании или паспорте упустил момент с температурным режимом – это плохой знак. Чаще всего этим страдают недорогие модели из Поднебесной. Европейские производители придерживаются стандарта EN 60974-1, который соответствует российскому ГОСТ Р МЭК 60974-1-2004. Данные стандарты требуют от аппаратуры стабильно работать до -40С, но зачастую стабильно агрегаты работают до -15С. Стоит проверить информацию на сайте производителя – в Европе недобросовестная реклама может обойтись производителю слишком дорого, поэтому на своих официальных сайтах они не занимаются «приукрашиванием» характеристик.
Питающее напряжение
Стабильность и качество функционирования сварочного инвертора напрямую зависит от качества электропитания. Именно поэтому при выборе инверторного сварочника важно определиться с допустимыми отклонениями напряжения. В целом, здесь все предлагаемые аппараты можно разделить на две части:
- для работы в стабильной сети – в подавляющем большинстве это промышленные и городские сети. Для таких условий подходят модели, для которых допустимо отклонение питающего напряжения от номинального в пределах ± 15%, т.е. аппарат сохраняет свою работоспособность при колебании напряжения в пределах 187- 253 В – это практически все агрегата «бытового» сегмента. Сварочник достаточно хорошо защищен и от возможных скачков напряжения, и может работать при «проседании» сети, когда сила тока упадет до 80А. При большем уменьшении напряжения аппарат отключается или начинает работать нестабильно.
- для работы в нестабильной сети – под это определение попадает большинство сельских электросетей, гаражи, дачные хозяйства, при использовании сетевых удлинителей (чья длина превосходит 50 м). Для таких условий целесообразно приобретать аппараты, у которых допустимо отклонение в пределах от — 30% до +20% (150-270 В). Отдельно стоит рассмотреть вариант запитывания сварочника от генератора. Здесь есть один опасный момент – при прерывании сварки резко снижается потребление тока сварочным агрегатом, что может вызвать резкий скачок выходного напряжения на генераторе. Это, в свою очередь, может вызвать выход из строя уже самого сварочника. Для избежания пробоя высоким напряжением инвертор, который можно запитывать от генератора, должен иметь дополнительную защиту. Возможность подключения к генератору должна обязательно быть указана в техописании.
Как подобрать генератор для сварочного инвертора подробно приводится на видео:
Продолжительность включения
Зачастую указывается в процентах, например, ПВ=30%. Это обозначает, что сварочный инвертор может непрерывно работать (варить)в течение 3 минут, после этого – 7 минут «остывать». И это – на максимальном значении подаваемого тока. На самом деле, для бытового сварочника показателя в 30-40% будет достаточно, ведь в домашних условиях очень редко приходится выполнять продолжительные непрерывные работы. А при работе с небольшими токами продолжительность включения может быть больше в разы.
Рис. 8. Обозначение продолжительности включения
Напряжение холостого хода
Здесь просто, чем оно выше – тем лучше, дуга будет зажигаться быстрее и лучше. В принципе, этот показатель в пределах 35-90 В можно считать вполне приемлемым. Если же сварочный инвертор (как выбрать в целом вы уже имеете представление) имеет специальные устройства (схемы) поджога дуги, то этим показателем можно пренебречь.
Подробный рассказ о том, как выбрать сварочный инвертор представлен на видео:
Самые популярные сварочные инверторы
44kw.com
Рекомендации по выбору сварочного инвертора
Lincoln Electric Invertec
При выборе инвертора в первую очередь необходимо определиться, какой объем работ предполагается выполнять, и какие марки сталей будут использоваться. Если стоит задача сварки низкоуглеродистых сталей, таких как сталь 0, ст. 3, ст.3кп и т.д., то достаточно сварочного инвертора ММА (английская аббревиатура на русском языке означает ручную дуговую сварку плавящимся электродом — РДС). Он прекрасно подходит для «черных» сталей и если перед вами стоят задачи работать только с ними, то в таком случае, вы выбираете инвертор исключительно из линейки ММА. Если же необходимо кроме «черных» сталей сваривать коррозионостойкие (нержавейка), легированные, высококолегированные, то необходимо выбирать источник питания, который может работать в ММА/TIG режиме (аббревиатура ТIG означает сварку в среде инертных газов неплавящимся вольфрамовым электродом).
Для коррозионостойких сталей лучше режим TIG. Существуют, конечно, электроды и для соответствующей ММА-сварки , но их использовать нежелательно по следующей причине: TIG позволяет сваривать более тонкий металл, ведь крайне редко сталкиваются с коррозионостойкой сталью толщиной 5 мм и более. Массивные конструкции из этого материала исключительно редко встречаются. Поэтому, если у вас возникнет необходимость сварить нержавейку, скорее всего она будет в миллиметр толщиной и меньше, а с такими вещами справится можно только в режиме TIG. Тонкостенные конструкции варят и электродом, но это требует высокой квалификации рабочего и дополнительные возможности инвертора.
инвертор tig ac dc
Сталь варят на постоянном токе (англ.DC — direct current), поэтому все инвертора по умолчанию имеют DC настройку, а переключатель переменный/постоянный ток (АС/ DC; АС- alternating current) понадобится для алюминия и его сплавов.
Объемы работ
Если варить будете редко и в небольшом количестве, можно смело выбирать бюджетные модели из низшей ценовой категории, если же железа будет много – выбирайте более дорогой и надежный аппарат. Границы между надежными и бюджетными условные. Сегодня можно сказать, что от 400-500$ стоят аппараты, которые можно считать серьезными. Но технологии развиваются, представление о профессиональном/непрофессиональном оборудовании постоянно меняется, поэтому указанная граница в 400-500$ через месяц-два может потерять свою актуальность.
Питающее напряжение
Необходимо определиться, какая сеть будет использоваться. Однофазная или трехфазная. Инвертора работающие от трехфазной сети значительно мощнее однофазных. Но из-за отсутствия трех фаз в домашних условиях, нужно выбирать однофазную модель. Иногда, в технических характеристиках указывается диаметр электродов, которые используются. Это важный, но второстепенный параметр, потому что диаметр зависит от величины сварочного тока. По его диапазону всегда можно определить, какой максимальный/минимальный диаметр электрода может использоваться в данном преобразователе.
Сварочный ток
Если вы собираетесь сварить массивные детали, толщиной от 4 мм и более нужно обращать внимание на максимальный сварочный ток Imax, чем он выше, тем глубже провар, и наоборот, если планируется сварка тонкостенных листов 1-2 мм – важен показатель Imin, чем он меньше, тем лучше.
Степень защиты инвертора
К примеру, IP21 или IP23. Обычно, чем больше число, тем лучше. Что это значит? Имеется ввиду степень защиты от влаги. IP21 – это безопасность при прямом дожде, IP23 – это защита от «косого» дождя. Если вы сочтете подобные показатели защиты необходимыми при выборе инвертора, либо же вам будет просто интересно, можете изучить все эти степени самостоятельно. Все таблицы широко представлены в интернете. Но, в принципе, по технике безопасности все сварочные работу под дождем строго запрещены. Поэтому, приведенные примеры классов защиты не имеют особого значения.
Потребляемая мощность (кВт)
актуальна там, где есть проблемы с мощностью: в большинстве электрических сетей на дачном участке мощность ограничена, т.е., например, стоит автомат на 10А — это значит, что электрическая сеть позволяет получать мощность 2,2 кВт. За городом, на некоторых участках мощности может хватать всего на 1 кВт и даже меньше. В таких случаях важно учитывать параметр потребляемой мощности инвертора во время его приобретения.
Важным показателем является напряжение холостого хода инвертора, чем выше этот показатель, тем легче поджигается дуга, но еще лучше, если инвертор будет оснащен устройством поджига.
На что еще необходимо обратить внимание:
- Обратите внимание, как построена система охлаждения. Менеджеры всегда проконсультируют вас по этому вопросу, если, конечно, вы поинтересуетесь:
Как устроены воздуховоды. При неудачных конструктивных решениях возможно интенсивное накапливание пыли и грязи на электронных платах и ответственных элементах. Наростание пыли один из главных факторов, который оказывает влияние на выход инверторов из строя – электроника довольно капризна и чувствительна к подобным вещам, ведь это не сварочный трансформатор, медные обмотки которого не пострадают при работе в запыленных помещениях. Некоторые аппараты имеют удобную функцию: вентиляторы включаются только при нагреве электронных плат. Впрочем, оборудуются такой функцией сварочники, собранные на IGBT –транзисторах – а они греются очень медленно и то на больших токах. Из-за этого достаточное охлаждение обеспечивается какое-то время и без включенных вентиляторов. В некоторых случаях они начинают гудеть через полчаса работы! Это положительный момент. Чем меньше крутятся кулеры, тем меньше пыли внутрь корпуса попадает. Правда, обычно, аппараты с такой системой охлаждением и улучшенными воздуховодами стоят выше среднего. Если выбираете недорогой бюджетный вариант, лучше обратить внимание на модель с двумя вентиляторами.
- уточняйте, в пределах каких температурных колебаний окружающей среды можно инвертором работать. Если планируете работать только в помещении, тогда этот пункт не так и важен. Сварка же в зимнее время, особенно при температурах ниже -10 градусов Цельсия может быть затруднена при работе обычной моделью. Для работы в зимних условиях или условиях крайнего Севера есть модельки специально собранные для эксплуатации в подобных суровых условиях
- обратите внимание на то, какие перепады напряжения может ваш источник питания выдержать. Стандартная ситуация, когда он выдерживает отклонение в плюс-минус десять-пятнадцать процентов, что допустимо в городских условиях. Для загородной местности лучше выбирать с более широким диапазоном ( некоторые выносят «просадки» сети до 160 Вт), а так же существенные скачки напряжения выше 220В. Из недорогих моделей нужно назвать Ресанту, есть даже специальная линейка моделей.
- задайте вопрос о наличии запчастей. Особенно важно, если вы приобретаете редкий и дорогой аппарат.
- поинтересуйтесь, где находятся ближайшие к вашему населенному пункту сервисные центры. Ведь иногда люди стоят перед выбором, починить своими руками, используя что нашлось в «сарае», либо ехать в ближайшую мастерскую и чинить бесплатно, но при этом потратьть ощутимую сумму на проезд.
- наличие «модных» функций форсаж дуги, легкий старт, антиприлипание электрода – это не ноу-хау для предлагаемого инвертора, а набор гарантированный для всех аппаратов, собранных по инверторной технологии.
Похожее
svarka-master.ru
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 1
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристик
Часто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 — 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой — позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить — оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» — название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:
При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND — расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра — это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force, функция снижения напряжения VRD – они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Hot Start
VRD
Antistick
Arc Force
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Наличие VRD – проверяется вольтметром, подключенным к байонетам аппарата. Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Есть ещё более простой способ проверки, предложенный одним из владельцев AURORA MINIONE 1600. Однако пользоваться им, если Вы не уверены в наличии данной функции на аппарате, мы не рекомендуем. https://youtu.be/O_8VjgKiiJ8?t=5m58s
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
evrotek.spb.ru
Как повысить выходное напряжение сварочного инвертора (холостого хода) | ММА сварка для начинающих
Некоторые электроды требуют повышенного напряжения холостого хода. Например, таким электродами как МР-3 нужно не менее 70 Вольт на выходе. Но, как оказывается, не все сварочные инверторы способны выдать столь большое напряжение.
Вследствие этого и возникают различные проблемы при сварке: электроды прилипают к металлу и намного хуже зажигаются. Какие способы повышения выходного напряжения сварочного инвертора существуют? Можно ли как-то самому поднять напряжение холостого хода?
Как повысить выходное напряжение сварочного инвертора
Большинство инверторов для сварки выдают по разным результатам, напряжение от 30 до 80 Вольт. Хорошо если есть аппарат, который выдаёт нужное напряжение, тогда и такие капризные электроды, как МР-3 варят хорошо и без проблем.
Хорошо если есть аппарат, который выдаёт нужное напряжение, тогда и такие капризные электроды, как МР-3 варят хорошо и без проблем.
Однако, как это часто и бывает, инвертор не выдаёт нужное напряжение, что связано со многими причинами. Чаще всего это заниженное напряжение в сети, из-за чего собственно и страдает качество розжига электродов.
Чтобы избавиться от проблемы, которая связанна с плохим розжигом электродов, можно попробовать следующее:
- Увеличить сварочный ток. В действительности, те значения тока для сварки, которые прописаны на крутилке аппарата, не всегда соответствуют действительности;
- Попробовать использование других электродов на том же самом сварочном инверторе.
Увеличить холостой ход инвертора очень сложно, для этого придётся лезть в электронную схему аппарата или добавлять блок. Изменению необходимо подвергать вторичную обмотку трансформатора, что чревато выходом из строя всего инвертора.
Дополнительный блок для увеличения напряжения холостого хода
Также возможна установка дополнительного блока, который все-таки требует определённой модернизации инвертора. Данный блок напрямую связывается с тороидальным трансформатором, который, как раз и призван для того, чтобы поднимать напряжение холостого хода на сварочном инверторе.
Данный метод называется «Удвоение напряжения». Способ действительно рабочий, а напряжение холостого хода сварочного инвертора увеличивается почти что вдвое. Вследствие этого электрод намного лучше загорается.
При этом в разы возникает риск поражения током от сварки. Поэтому данный метод достаточно рискован в осуществлении. Не зря же производители сварочных инверторов выбрали именно такое напряжение холостого хода, а не 100 Вольт и выше.
Итак, кто хочет заморочиться, устройство так и называется «Удвоитель». Однако прежде чем это сделать, я бы порекомендовал поэкспериментировать, используя другие электроды. Возможно дело именно в их качестве, а также в том, что электродная обмазка отсырела со временем.
Также, если есть какие-либо подозрения на неисправность, можно посоветовать проверить инвертор и напряжение холостого хода. Возможно, обращение к опытным специалистам сервисного центра поможет исправить проблему.
Еще статьи про сварку:Инструкция по эксплуатации FUBAG IR 160
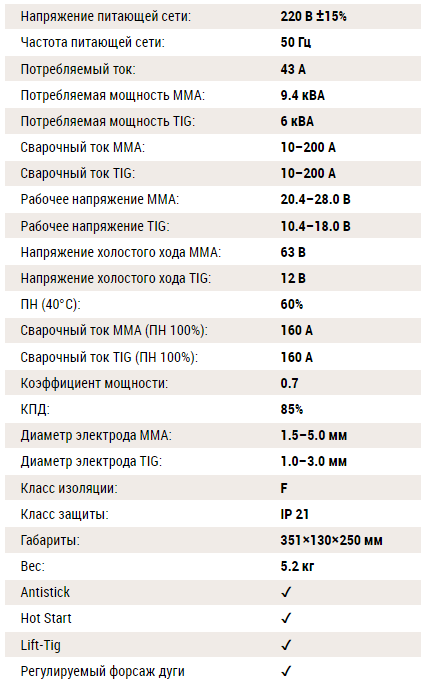
%PDF-1.4 % 1 0 obj > endobj 2 0 obj > stream 2019-12-10T12:44:06Z2019-12-10T12:44:06ZCorelDRAW
 Voϯmү۳?_n>?Ϟcܟ=0v{%=bOwWggOmm~ƷVY
Voϯmү۳?_n>?Ϟcܟ=0v{%=bOwWggOmm~ƷVYСВАРОЧНЫЙ ИНВЕРТОР СВАРОГ ARC 205B (J76)
ОПИСАНИЕ Сварог ARC 205B (J76) — новое поколение проверенного и надежного профессионального сварочного инвертора ARC200B. Его преимущества: надежность, экономичность и отличные сварочные качества высоко оценили специалисты сварщики крупнейших промышленных предприятий. Инвертор построен на базе нового поколения транзисторов IGBT, благодаря чему, при сохранении выходной мощности аппарат стал легче, значительно уменешился потребляемый ток, повысились технические показатели такие как: продолжительность нагрузки и коэффицинт мощности. Улучшена система стабилизации входного напряжения, она позволяет работать аппарату от пониженного напряжения (160В) без потерь выходных характеристик. Встроенный блок снижения напряжения холостого хода (V.R.D.) значительно повышает электробезопасность сварочных работ, что позволяет применять инвертор на подконтрольных РОСТЕХНАДЗОРУ объектах повышенной опасности: баках, трюмах, трубах и т.п. Автоматическая защита от перепадов напряжения и тока. Легкий, компактный и экономичный сварочный аппарат. Аппарат эффективно используется в ремонтных работах различного уровня, монтажных работах в строительстве, в индивидуальном хозяйстве и профессиональной сварке. Высокое качество работ, глубокая сварочная ванна, минимальное разбрызгивание металла. Хороший поджиг дуги, не создает помех сети, автокомпенсация к перепадам сети, защита от перегрева. Высокая надежность в работе, удобство в эксплуатации и сервисном обслуживании. V.R.D. — функция (отключаемая) автоматического снижения напряжения холостого хода до 9В с целью повышения электробезопасности при проведении сварочных работ в помещении.
ХАРАКТЕРИСТИКА ЗНАЧЕНИЕ Напряжение питающей сети, В 220±15% Потребляемая мощность, кВт 6,6 Частота питающей сети, Гц 50/60 Напряжение холостого хода, В 56/9 Диапазон регулирования сварочного тока, А 10–200 Номинальное напряжение, В 38 ПВ, % 60 Потери холостого хода, Вт 40 КПД, % 85 Коэффициент мощности 0,93 Класс изоляции F Степень защиты IP21 Форсаж дуги, A 0–100 Диаметр электрода, мм 1,6–5 Вес, кг 8,9 Габаритные размеры, мм 327×220×150
Напряжение холостого хода сварочного — Справочник химика 21
Пределы регулирования силы сварочного тока, А 70—5600 Напряжение холостого хода сварочных трансформаторов, не более, В. …………………..90 [c.79]
…………………..90 [c.79]Напряжение холостого хода сварочных трансформаторов, 90 [c.155]
Напряжение холостого хода сварочных [c.20]
Время выдержки полного напряжения холостого хода сварочного трансформатора после обрыва дуги, с. . . Напряжение сети, В. . . . [c.225]
Напряжение холостого хода сварочных генераторов постоянного тока не должно превышать 80 в. Для генераторов с номинальным током свыше 350 а допускается увеличение напряжения холостого хода до 90 в. [c.910]
Ограничения напряжения холостого хода сварочных трансформаторов. Все электросварочные установки при ручной дуговой сварке переменным током, предназначенные для сварки в особо опасных условиях (например, внутри металлических емкостей, в колодцах, туннелях, на открытом воздухе, в помещениях с повышенной опасностью), должны быть оснащены устройствами ограничения напряжения холостого хода до 12 В эффективного действия с выдержкой времени не более 1 с. [c.154]
Опыт эксплуатации показал, что применение тиристоров в качестве коммутирующих элементов устройств снижения напряжения холостого хода сварочных трансформаторов весьма эффективно. Это обусловлено практически мгновенным включением их в момент прикосновения электродом к свариваемой детали, что существенно облегчает зажигание дуги и повышает производительность труда сварщика, а также практически неограниченным числом включений, которое они выдерживают. [c.221]
Надо иметь в виду, что устройства, ограничивающие напряжение холостого хода, не являются средствами заигиты от поражения электрическим током. Они повышают электробезопасность при ручной дуговой сварке (во время перерывов горения дуги), снижая напряжение холостого хода сварочного трансформатора до безопасной величины. Применение устройства не освобождает сварщика от полного соблюдения всех правил и норм по технике бсшпас-ности при сварочных работах (пользование безопасным, полп- т ю изолированным электрододержателей, защитной одеждой, исправным оборудованием и т. п.). [c.80]
п.). [c.80]
Напряжение холостого хода сварочного трансформатора снижается при отключении электрододержателя от сварочного трансформатора и подаче на электрод от трансформатора литания дежурного напряжения не более 12 В. [c.21]
Напряжение холостого хода сварочного трансформатора для ручной и полуавтоматической сварки не должно превышать 75 в, а для автоматической сварки — 80 в. Напряжение сварочного генератора не должно превышать 80 в. [c.514]
При электросварочных работах напряжение холостого хода сварочного трансформатора не должно превышать для ручной и полуавтоматической сварки 75 в, а для автоматической 80 в. [c.173]
В производственном объединении Кривбассруда разработан и испытан на шахтах Кривбасса ограничитель напряжения холостого хода сварочных трансформаторов, обеспечивающий безопасную работу электросварщиков. Он выполнен в виде отдельной приставки к сварочному трансформатору, имеет габариты 320X300X120 мм, массу 9 кг, удерживает полное выходное напряжение в течение не более 0,5 с после исчезновения тока в сварочной цепи, автоматически снижает напряжение на вторичной обмотке до 12 В при переходе в режим холостого хода полное напряжение в сварочную цепь передается в течение 0,02 с после замыкания сварочной цепи и появления в ней тока не менее 3—5 А. Устройство может работать с любым типом стандартных сварочных трансформаторов, не требует индивидуальной наладки после подключения к новому трансформатору, рассчитано для работы в помещениях с повышенной влажностью. [c.222]
Из серийных устройств можно рекомендовать ограничитель напряжения холостого хода сварочных трансформаторов типа УСНТ-05У2 (взамен выпускавшегося ранее УСНТ-4), разработанный Вильнюсским отделением ВНИИЭСО. Это устройство обеспечивает автоматическое снижение напряжения холостого хода сварочных трансформаторов до величины, не превышающей 12 В, в течение 0,5 с после угасания дуги или прекращения сварки. Снижение напряжения в режиме холостого хода достигается введением в первичную обмотку трансформатора резисторов, шунтируемых в процессе сварки встречно-параллельно включенными тиристорами. [c.184]
Снижение напряжения в режиме холостого хода достигается введением в первичную обмотку трансформатора резисторов, шунтируемых в процессе сварки встречно-параллельно включенными тиристорами. [c.184]
Блок снижения напряжения холостого хода сварочных трансформаторов БСНТ-08У2 предназначен для повышения электробезопасности при дуговой сварке штучными электродами, резке и наплавке металлов от однофазных сварочных трансформаторов. [c.155]
Устройство снижения напряжения холостого хода сварочных трансформаторов УСНТ-06У2, разработанное ВНИИЭСО и выпускаемое Симферопольским электромашиностроительным заводом, служит для повышения электробезопасности при сварке, резке и наплавке металлов от однофазных сварочных трансформаторов. Оно рассчитано для работы в открытых помещениях (под навесом, в кузовах, палатках, кожухах н др.) в условиях умеренного климата при высоте над уровнем моря не более 1000 м, температуре окружающего воздуха от — 45 до 4-45 °С и относительной влажнос- [c.78]
Устройство УСНТ-06У2 обеспечивает автоматическое понижение напряжения холостого хода сварочного трансформатора до безопасной величины (не более 12 В) за время не более 1 с после обрыва дуги и подачу полного вторичного напряжения трансформатора после кратковременного замыкания электрода на изделие. [c.79]
Напряжение холостого хода сварочного трансформатора и генератора для ручной сварки не должно превьш1ать 75-80 В. [c.42]
Вьщержка времени напряжения холостого хода сварочных трансф6рматоров,с 1 Чувствительность Срабатывания уст [c.21]
Надо иметь в виду, что устройства, ограничивающие напряжение холостого хода, не являются средств вами защиты от поражения электрическим током. Они повьш1ают электробезопасность при ручной дуговой сварке (во время перерывов горения дуги), снижая напряжение холостого хода сварочного трансформатора до безопасной величины. [c.22]
[c.22]
Какие устройства должны применяться для ог-равичения напряжения холостого хода сварочных трансформаторов [c.33]
Устройство ограничения напряжения холостого хода сварочного трансформатора « схемопедия
Опасным в электросети считается напряжении свыше 36 вольт. Вторичное напряжение холостого хода сварочных трансформаторов достигает 80 вольт и при проведении электросварочных работ сварщик может получить электротравму а в сырых помещениях и с летальным исходом.
Вторичное напряжение холостого хода в процессе сварки снижается по крутопадающей нагрузочной характеристике.
Использование средств первичной защиты при производстве сварочных работ, в виде резиновых перчаток и бот создают дополнительные неудобства и не всегда защищают от поражения электротоком.
Применение сварочных аппаратов с низким напряжением вторичной цепи приведёт к неустойчивому зажиганию сварочной дуги, длительность времени зажигания не менее 20 мсек – не ниже времени соприкосновения сварочного электрода с изделием. Практически все заводские сварочные трансформаторы имеют напряжение холостого хода в пределах 80 вольт и рабочее напряжение в 36-46 вольт переменного тока при максимальном токе сварочной дуги.
Использование стационарных устройств по снижению напряжения холостого хода сварочных аппаратов в переносном варианте невозможно по ряду причин : большие габариты и вес, обязательное вторичное заземление, сбои в работе от нечёткого включения при применении релейной коммутации.
Цели устройства:
Снизить вторичное напряжение сварочного аппарата возможно простыми методами:
1. Установить в первичную цепь резистор – реостат с плавной регулировкой сопротивления. Недостаток такого устройства – большие габариты и потери электроэнергии на нагрев сопротивления, невозможность автоматически поддерживать напряжение вторичной цепи в заданных приделах.
2. Избавиться от тепловых потерь можно вторым методом – питанием первичной обмотки через разделительный конденсатор, недостаток такого включения состоит в том, что при определённых условиях создаётся резонанс напряжений и их почти двукратный рост на конденсаторе и обмотках трансформатора.
Это может привести к выходу из строя этих элементов и даже возгоранию.
3.Третий способ снижения напряжения холостого хода прост по реализации, но требует дополнительных затрат на выполнение схемы ограничения холостого хода сварочного аппарата, позволяет поддерживать вторичное напряжение на безопасном уровне сколько угодно длительное время, автоматически, почти мгновенно, зажигает дугу при любом состоянии поверхности свариваемого металла.
Характеристики устройства:
Напряжение электросети -220/380 В.
Мощность сварочного аппарата – не ограничена.
Сварочный ток – не ограничен.
Напряжение холостого хода сварочной цепи – 16-36 Вольт переменного тока.
Напряжение зажигания сварочной дуги -80 -120 вольт.
Время зажигания сварочной дуги 8-16 мсек.
Частота сети 50 Гц.
Экономия электроэнергии при ПВ 30% до 62 %.
Регулировка тока 36%.
Цели использования устройства:
1) защита персонала при производстве сварочных работах в опасных промышленных и бытовых условиях
2) снижение напряжения сварочной цепи до допустимых пределов
3) ограничение загрузки электросети токами холостого хода
4) понижение температуры сварочного трансформатора при работе
5) улучшение качества сварки за счёт возможного регулирования сварочного тока и устойчивого зажигания дуги
6) экономия электроэнергии расходуемой агрегатом на холостой ход.
Принцип работы устройства заключается в предварительном ограничении напряжения холостого хода сварочной цепи, автоматического, устойчивого, зажигания сварочной дуги, путём кратковременной подачи повышенного напряжения в сварочную цепь и поддержание сварочного тока в установленных приделах.
Схема устройства ограничения холостого хода сварочного аппарата состоит из бюджетного силового сварочного трансформатора Т 3 (Рис.1) с цепями защиты FU1 и коммутации SA1 первичной цепи и элементов вторичной цепи – диодного моста VD 7, дросселя L 1 и конденсатора фильтра C7.
В разрыв первичной цепи сварочного трансформатора включен мощный симистор VS1 с цепями защиты от помех С6, R15.
Во вторичной цепи сварочного трансформатора Т3 установлен трансформатор тока Т2 для снятия сигнала обратной связи, необходимого для запуска схемы и регулировки сварочного тока.
Для гальванического развязки схемы блока управления от опасного воздействия электросети, питание электронной схемы выполнено через силовой трансформатор Т1, а управление симистором VS1 происходит через динисторную оптопару DA2 включенную в коллекторную цепь усилителя на транзисторе VT2. Светодиодный индикатор HL1 указывает на рабочее состояние устройства.
Программируемый аналоговый таймер на микросхеме DA1 позволяет установить необходимые режимы работы устройства по времени.
Входной усилитель сигнала обратной связи на транзисторе VT1 позволяет предварительно усилить слабый сигнал до уровня достаточного для переключения таймера в рабочий режим, с отработкой функций – ограничения напряжения холостого хода, импульсного зажигания сварочной электродуги и установки рабочего тока в зависимости от сечения сварочного электрода.
При прохождении сварочного тока на обмотке (1) трансформатора тока Т2 возникает небольшое напряжение, которое после выпрямления диодным мостом VD4 сглаживается конденсатором С4 и стабилизируется на уровне трёх вольт стабилизатором VD3. C установочного резистора R7 через обратный диод VD2 напряжение обратной связи поступает на вход предварительного усилителя на транзисторе VT1. Коэффициент усиления зависит от свойств транзистора и номиналов резисторов R1,R2,R3. Начальное напряжение на коллекторе величиной в 2/3 Uп запрещает запуск таймера DA1, а при наличии входного сигнала обратной связи транзистор VT1 мгновенно переключается и напряжение на коллекторе снижается до 1/3 Uп, что создаёт условия для запуска таймера. Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Низкий уровень на входе 2DA1 нижнего компаратора таймера находящегося в состоянии ждущего мультивибратора разрешает его работу и на выходе (3) появляется высокий уровень.
Ждущий мультивибратор на таймере начинает генерировать на выходе импульс прямоугольного напряжения длительностью Т1=1,1 (R4+R5) C1, по окончанию этого процесса и по достижению напряжения на конденсаторе величины 2/3U срабатывает верхний компаратор по входу (6) DA1, выход микросхемы переключается в нулевое состояние, внутренний транзистор таймера откроется и разрядит конденсатор С1 со временем Т2= С1R6. При наличии сигнала обратной связи процесс генерирования прямоугольных импульсов продолжится.
Питание микросхемы и предварительного усилителя выполнено от параметрического стабилизатора на стабилитроне VD1 и ограничительном резисторе R8.
Импульсы положительной полярности через резистор R9 с выхода 3 DA1 таймера поступают на базу VT2 усилителя на транзисторе, а резисторами R7 устанавливается напряжение холостого хода вторичной обмотки сварочного трансформатора.
Транзистор VT2 с частотой определённой параметрами внешних элементов таймера DA1 через оптопару DA2 открывает симистор VS1 в обеих полярностях переменного тока сети.
Радиодетали в схеме установлены заводского исполнения: резисторы МЛТ -0,125 или С-29 -0,12, резистор R16 мощностью не менее двух ватт. Конденсаторы типа КМ и К50. Транзисторы обратной проводимости с коэффициентом усиления не менее В -100 типа КТ315 и КТ815Б соответственно со схемой. Вместо таймера DA1 можно установить аналог серии 555 или 7555.
Тип применяемого симистора зависит от сварочного трансформатора. Трансформатор тока Т2 типа ТК 20 -100 / 5.
Трансформатор питания Т1 – ТПП -112 на напряжение 8-10 вольт и ток не менее 100 мА, мощностью 8-15 ватт.
Плата устройства ограничения холостого хода сварочного трансформатора установлена в корпусе соответствующего размера, отдельно размещен трансформатор тока Т2, возможен вариант установки устройства вне корпуса сварочного аппарата.
Наладку устройства начинают с контроля напряжения на резисторе R8. Верхний вывод резистора R7 предварительно от схемы отключить. Резистором R5 при временно замкнутых выводах 2,6 DA1 установить вторичное напряжение сварочного трансформатора не ниже 16 вольт и не выше 36 вольт в зависимости от условий эксплуатации. Далее замкнув сварочную цепь электродом диаметром 3 мм установить резистором R7 момент переключения таймера DA1 по повышению яркости контрольного светодиода HL1 и по появлению полного напряжения на вторичной обмотке трансформатора Т3. Резистором R4 выполняется регулирование сварочного тока в небольших пределах. Схема устройства выполнена на плате размерами 140 * 35 мм из одностороннего фольгированного стеклотекстолита.
Литература:
1.С.Замковой. Ограничитель напряжения сварочного трансформатора. «Радио» №8,1984 г. стр.55-56.
Автор: В.Коновалов, г. Иркутск
Что такое напряжение холостого хода (OCV)?
Что такое OCV?
Напряжение холостого хода (также известное как напряжение холостого хода) — это напряжение, которое существует между электродом и заданием (или землей), когда сварка не выполняется.
Какое влияние OCV оказывает на характеристики сварки штангой?
OCV работает аналогично функции горячего старта в том, что «более высокий» OCV улучшает легкость зажигания электрода (а также помогает поддерживать сильную / стабильную дугу), что особенно выгодно при использовании таких электродов, которые трудно эксплуатировать.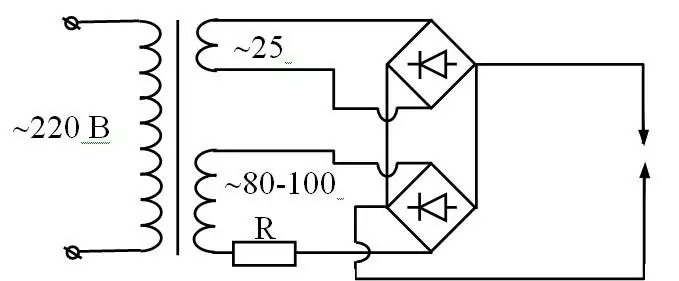 как с низким содержанием водорода.
как с низким содержанием водорода.
В общих чертах;
Машины с OCV менее 50 В будут иметь характеристики дуги «от средних до плохих». Многие старые трансформаторные машины (особенно однофазные) обычно имеют OCV 40-45 В. Эти машины подходят для использования с электродами общего назначения, они могут испытывать затруднения при работе с такими электродами, как электроды с низким содержанием водорода, некоторые типы нержавеющей стали, наплавки и другие более специализированные стержни, для которых требуется более высокий OCV.
Машины с OCV 50 В и выше будут иметь «хорошие» характеристики дуги.У большинства известных инверторных сварочных аппаратов / сварщиков MMA OCV составляет 50 В и более.
Машины с OCV 55 В и выше будут иметь «отличные» характеристики дуги. В эту категорию входят такие машины, как Weldforce 135S, 140ST и 180ST.
Машины с OCV 65-70V и выше будут иметь «отличные» характеристики дуги. В эту категорию входят такие машины, как Weldforce 205MST и 255MST.
Чем OCV отличается от сварочного напряжения?
OCV не следует путать со сварочным напряжением.Сварочное напряжение — это напряжение, которое существует между электродом и работой (или землей) во время сварки, и это то, что поддерживает дугу между электродом и работой.
Сварочное напряжение обычно будет намного ниже, чем OCV, и будет варьироваться в зависимости от многих параметров (таких как длина дуги и т. Д.).
Другие статьи по сварке стержневыми / стержневыми электродами
Процесс ручной / стержневой сварки
Что такое горячий запуск, сила дуги и защита от прилипания?
Использование генераторов для питания инверторных сварочных аппаратов
Сушильные шкафы для сварочных электродов
Преимущества электродов с двойным покрытием
Почему нельзя получить хороший сварной шов из-за плохого зажима заземления
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Ocv?
Привет sn0border88, да это точно сбивает с толку. Да, действительно важно «напряжение дуги», а не столько напряжение холостого хода (OCV).
Некоторые примеры:
Мой Linde 250 AC / DC требует 30 вольт дуги и OCV 78 вольт.
Мой Lincoln AC / DC 225/125 требует 25 вольт дуги и OCV 79 вольт.
Мой инвертор CTC (80 ампер) требует 21 вольта дуги и OCV 80 вольт.
Обратите внимание, что OCV почти идентичны, но вольты дуги совершенно разные.
Как они сваривают?
Linde имеет толстую проникающую дугу.
У Линкольна «нормальная» дуга.
Инвертор CTC имеет «мягкую» дугу.
Все эти машины могут нарисовать довольно длинную дугу — частичную меру OCV. Высокий OCV помогает поддерживать дугу, когда ваш дуговой промежуток становится слишком длинным, но бесполезен для сварки — то есть укладки металла. Ни один из этих сварщиков не может протянуть дугу длиной от 3 до 4 дюймов, которую можно протянуть от Lincoln V350pro! Но что хорошего в этом — для рисования легких картин в воздухе? Тем не менее, это может спасти вас от перезагрузки.
У меня был сварщик трансформатора на 115 вольт, который имел OCV 64 вольт, но выдавал только 60 ампер. Он мог генерировать длинную дугу, которая отлично подходила для использования горелки с угольной дугой — пара угольных стержней для поддержания пламени дуги для нагрева. Я все время удалял витки проволоки из вторичной обмотки трансформатора, постоянно увеличивая сварочный ток (но понижая напряжение дуги и OCV). Я заставил машину выдавать около 90 ампер, но … дуги или OCV больше не хватало для работы этой угольной дуги, и при сварке мне приходилось поддерживать короткую дугу, иначе дуга погасла.
Я заставил машину выдавать около 90 ампер, но … дуги или OCV больше не хватало для работы этой угольной дуги, и при сварке мне приходилось поддерживать короткую дугу, иначе дуга погасла.
В конце , я думаю, имеет значение «дуговое вольт».
Что касается обсуждаемой машины, я заглянул внутрь, и гнезда LOW и HIGH — это просто разные отводы от одной и той же вторичной обмотки трансформатора, у одного больше напряжения, но меньше силы тока, чем у другого гнезда … старый сварщик на 117 вольт мой.
Надеюсь, это немного поможет …
Дуговая сварка: определение и источник питания
В этой статье мы обсудим: — 1.Определение дуговой сварки 2. Источник питания для дуговой сварки 3. Дуговая сварка постоянным и переменным током.
Определение дуговой сварки:
По определению, дуговая сварка — это процесс, при котором свариваемые куски металла доводятся до надлежащей температуры сварки в точке контакта за счет тепла, выделяемого на выводах дуги и в потоке дуги, так что металлы полностью плавятся. друг друга, образуя единую твердую однородную массу, после ее застывания.
В этом процессе электрическая дуга создается путем приведения двух проводников (электрода и металлической детали) к подходящему источнику электрического тока, на мгновение в контакте, а затем на небольшом расстоянии друг от друга.Ток продолжает течь через небольшой промежуток и выделяет сильный жар. Вырабатываемое тепло используется для расплавления части заготовки и присадочного металла и, таким образом, образует соединение. Итак, дуговой сварной шов представляет собой соединение металлических деталей, выполненных локализованным нагревом без какого-либо давления. Поэтому иногда этот вид сварки называют сваркой без давления. Тепло, выделяемое дугой, также используется для резки металла.
Напряжение, необходимое для зажигания дуги, выше, чем необходимое для ее поддержания.Температура составляет порядка 3600 ° C, при которой для соединения не требуется механическое давление. Согласно BSS 638 максимальное напряжение, указанное для сварки, составляет около 100 вольт для безопасности оператора. Напряжение дуги варьируется от 20 до 40 вольт, а сила тока — от 50 А при работе с листовым металлом до 1000 А при тяжелой автоматической сварке.
Согласно BSS 638 максимальное напряжение, указанное для сварки, составляет около 100 вольт для безопасности оператора. Напряжение дуги варьируется от 20 до 40 вольт, а сила тока — от 50 А при работе с листовым металлом до 1000 А при тяжелой автоматической сварке.
Сварочная схема для процесса электродуговой сварки представлена на рис. 6.9. Сварочная схема состоит из сварочного аппарата, двух выводов, электрододержателя, электрода и самой работы.
Электродуговая сварка широко применяется для соединения металлических деталей, ремонта сломанных отливок и заливок путем напыления нового металла на изношенные детали.
Дуговая сварка снова подразделяется на пять групп, а именно: углеродная дуговая сварка, металлическая дуговая сварка, атомно-водородная дуговая сварка, дуговая сварка металла в инертном газе и сварка под флюсом.
Блок питания для дуговой сварки :Для электродуговой сварки используются как постоянный, так и переменный ток, и у каждого из них есть свои особенности; в некоторых случаях подходит любой из них.
Электрические свойства дуги определяют требования, которым должен соответствовать источник питания для дуговой сварки. Для зажигания дуги требуется более высокое напряжение, чем для ее поддержания в нормальных условиях. По этой причине напряжение холостого хода источника питания (при отсутствии дуги между электродом и изделием) должно быть выше дуги или напряжения холостого хода (когда дуга возникает между электродом и деталью). Работа).
При постоянном токе напряжение холостого хода должно быть не менее 30 или 35 вольт, а при переменном — не ниже 50 или 55 В.Открытая дуга будет поддерживаться при напряжении от 18 до 25 вольт. Напряжение холостого хода обычно составляет от 50 до 90 вольт.
Для зажигания дуги электрод прикасается к изделию и затем отводится на небольшое расстояние. При контакте электрод замыкает сварочную цепь, и непреднамеренное короткое замыкание может вызвать чрезмерный ток в цепи, который может вызвать опасный нагрев и даже ожог изоляции. Следовательно, источник питания для сварки должен иметь возможность ограничивать выброс тока при возникновении дуги до небольшого процента выше желаемого значения.
Следовательно, источник питания для сварки должен иметь возможность ограничивать выброс тока при возникновении дуги до небольшого процента выше желаемого значения.
При дуговой сварке металлическим электродом шарики расплавленного электродного металла переносятся по дуге, таким образом изменяя сопротивление дуги и, следовательно, напряжение и ток дуги. Фактически сопротивление дуги постоянно изменяется в широких пределах за очень короткие периоды времени. Дело в том, что расплавленные шарики металла проходят от электрода к пластине со скоростью 30 или более в секунду, постоянно вызывая приблизительно короткие замыкания от электрода к изделию. Если дуга не должна погаснуть, источник питания должен иметь возможность быстро изменять свое напряжение в зависимости от сопротивления дуги.
Особое значение имеет способность источника питания быстро восстанавливать напряжение после того, как шарик расплавленного металла откололся от электрода. Дуга возобновится только при напряжении не менее 25 вольт. Следовательно, напряжение должно восстановиться до 25 вольт за 0,05 секунды.
Для ручной сварки покрытыми электродами статическая характеристика (кривая, показывающая зависимость между напряжением источника и сварочным током) представлена кривой I на рис.6.25. Это пониженная или отрицательная характеристика. OA представляет напряжение холостого хода, OB представляет напряжение дуги или замкнутой цепи, OD представляет ток дуги, а OE представляет ток короткого замыкания. Точка C на кривой I показывает момент зажигания дуги. Благодаря этому типу вольт-амперной характеристики ток короткого замыкания в сварочной цепи снижается до предела, достаточного для обмоток сварочного генератора или трансформатора.
Если дуга имеет плоскую (кривая III) или растущую вольт-амперную характеристику (кривая II), например, при сварке в защитной дуге, автоматической сварке большими токами, источник питания также должен иметь плоскую или возрастающую характеристику соответственно.
Таким образом, источник питания для ручной дуговой сварки должен соответствовать следующим требованиям:
1. Напряжение холостого хода должно быть достаточным для беспрепятственного зажигания дуги, но безопасным для оператора (ниже 80 вольт).
2. Ток короткого замыкания должен быть в пределах безопасности обмоток генератора или трансформатора.
3. Напряжение источника питания должно быстро меняться при изменении длины дуги.
4.Мощность источника питания должна быть достаточной для обеспечения желаемого тока дуги.
Дуговая сварка постоянным и переменным током :AC и DC могут использоваться в дуговой сварке, каждая из которых имеет свои отличительные достоинства и области применения.
Преимущества дуговой сварки на постоянном токе заключаются в более высокой стабильности дуги и степени нагрева изделия. Он лучше всего подходит для тонкого листового металла (менее 6 мм), а также для сварки цветных металлов.
Сваркана переменном токе из-за отсутствия «дуги» считается лучшей для производственной сварки с использованием электродов большого размера.
Сварка переменным током имеет ряд экономических преимуществ, таких как:
1. Поскольку на заводах обычно используется источник питания переменного тока, для сварки постоянным током требуется вращающийся генератор постоянного тока или выпрямитель, а для сварки переменным током требуется только трансформатор, который относительно дешевле по первоначальной стоимости.
2. Техническое обслуживание трансформатора менее сложно и дорого, чем обслуживание генератора постоянного тока.
3. Эксплуатационные расходы на оборудование переменного тока также ниже, чем на оборудование постоянного тока.
4. Расход электроэнергии на 1 кг наплавленного металла при сварке на переменном токе составляет от 3 до 4 кВтч, а при сварке постоянным током — от 6 до 10 кВтч.
Одним из недостатков сварки на переменном токе является сравнительно низкий коэффициент мощности (отставание около 0,4), который можно исправить с помощью конденсаторов.
Факторы, определяющие конструкцию сварочного аппарата, понижающего напряжение холостого хода, устройства первичного и вторичного удара сварщика. Устройство понижения напряжения холостого хода (устройство Safeweld) снижает напряжение между электродом и заземляющим зажимом до допустимого напряжения 32 В и ниже (Safeweld составляет всего 9 вольт в зависимости от типа сварочного аппарата) в соответствии с требованиями горнодобывающего и заводского законодательства. Устройство Safeweld не активирует сварочный аппарат, если сопротивление между электродом и заземляющим зажимом не окажется между 0 и 3.5 Ом и более 3,5 Ом не позволят сварочному аппарату работать. Другими словами, сопротивление человеческого тела не может привести к срабатыванию сварочного аппарата. активировать. Между электродом и обрабатываемой деталью / землей должен быть положительный контакт, чтобы сварочный аппарат работал. | |
Обнаружение Обнаружение тока удара сварщика на сварочных аппаратах переменного тока может быть достигнуто путем подачи
более низкое напряжение в первичной или вторичной цепи сварочного аппарата, в случае сварочных аппаратов переменного тока с низким током намагничивания первичная подача напряжения, которое будет создавать напряжение
плюс-минус 19 вольт во вторичной обмотке сварочного аппарата.Некоторые сварщики будут иметь высокие токи холостого хода (ток намагничивания) при подаче полного напряжения. | |
Ток намагничивания сварщика Ток намагничивания определяется маркой трансформаторной стали, а также дизайн сварщика. На это также влияет изменение напряжения питания сварочного аппарата. Если расчетное напряжение составляет 525 вольт, а расчетная плотность магнитного потока слишком близка к точке перегиба кривой плотности потока изменение напряжения питания на 1% может значительно увеличить ток намагничивания.Это затруднит обнаружение схемой управления разницы между состоянием сварки и режимом ожидания. | |
Сварочные аппараты постоянного и переменного тока Вывод питания управляющего трансформатора, хотя было бы удобно получить управляющее питание от вторичной обмотки сварочного аппарата, это нецелесообразно в следующих случаях: Причины: Если управляющее питание поступает от вторичного выхода сварочного аппарата, подрядчик отключится при полной нагрузке, поскольку отсутствует напряжение питания, когда сварщик (оператор) закорачивает вторичную обмотку сварочного аппарата. | |
Применение строжки Рекомендуемое напряжение холостого хода для строжки постоянным током составляет плюс 90 В.Это поражение цель использования устройства понижения холостого хода. Мы считаем, что строжка очень опасна и, вероятно, противоречит многим нормам |
 Поэтому важно
чтобы иметь обнаружение как первичного, так и вторичного тока. Причина этого в том, что ток намагничивания может почти равняться первичному сварочному току при полной нагрузке, особенно когда напряжение питания поднимается выше стандартного. Сварщики переменного / постоянного тока или сварщики, у которых есть высокий ток намагничивания, должны использовать вторичную подачу низкого напряжения в соответствии с правилами.Инжекционная обмотка управляющего трансформатора должна иметь заземляющий экран.
Поэтому важно
чтобы иметь обнаружение как первичного, так и вторичного тока. Причина этого в том, что ток намагничивания может почти равняться первичному сварочному току при полной нагрузке, особенно когда напряжение питания поднимается выше стандартного. Сварщики переменного / постоянного тока или сварщики, у которых есть высокий ток намагничивания, должны использовать вторичную подачу низкого напряжения в соответствии с правилами.Инжекционная обмотка управляющего трансформатора должна иметь заземляющий экран.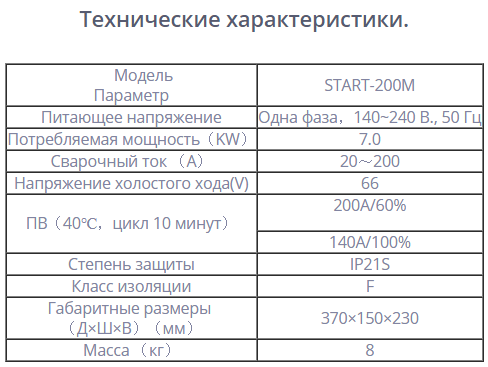 Это будет
повредить подрядчика, который рассчитан только на разрыв нагрузки в несварочных условиях. Использование свинцово-кислотных аккумуляторов усложняет конструкцию схемы из-за необходимости использования цепи зарядки аккумулятора и сложностей, связанных с кипячением аккумулятора до сухого состояния. А
Необходимо использовать подрядчика с полным рейтингом, что требует очень высоких затрат.
Это будет
повредить подрядчика, который рассчитан только на разрыв нагрузки в несварочных условиях. Использование свинцово-кислотных аккумуляторов усложняет конструкцию схемы из-за необходимости использования цепи зарядки аккумулятора и сложностей, связанных с кипячением аккумулятора до сухого состояния. А
Необходимо использовать подрядчика с полным рейтингом, что требует очень высоких затрат.Редуктор напряжения для цепей дуговой сварки и т.п.
Данное изобретение относится к редуктору напряжения для цепей дуговой сварки и т.п.
Изобретение особенно применимо для автоматического снижения напряжения холостого хода вторичной обмотки трансформатора, а при дуговой сварке оно служит цели снижения напряжения между электродом или его держателем и предметом или заземлением, когда сварочная дуга горит. отсутствует, и тем самым значительно повышает безопасность оператора.
Основная цель настоящего изобретения состоит в том, чтобы предоставить простое и недорогое устройство, подключенное к схеме трансформатора, для автоматического снижения его выходного напряжения холостого хода.
Другой целью изобретения является обеспечение пониженного выходного напряжения холостого хода трансформатора путем автоматического снижения напряжения первичной обмотки при размыкании вторичной цепи.
Другой целью является создание сварочного трансформатора со средствами для автоматического уменьшения выходного напряжения холостого хода без использования дорогостоящих выпрямительных схем и т. п.
п.
В соответствии с изобретением сопротивление расположено последовательно с первичной обмоткой трансформатора и автоматически шунтируется релейной схемой, управляемой падением напряжения на нагрузке. Когда нет нагрузки и падение напряжения на выводах вторичной обмотки максимальное, реле отключает шунтирующую цепь, оставляя сопротивление для уменьшения напряжения, приложенного к первичной обмотке. Когда нагрузка полная и рабочее падение напряжения на выводах вторичной обмотки существенно меньше максимального значения разомкнутой цепи, реле срабатывает, чтобы шунтировать сопротивление и подавать повышенное напряжение на первичную обмотку.
Принципиальная схема аппарата для дуговой сварки на переменном токе, воплощающего изобретение, проиллюстрирована на прилагаемом чертеже.
Сварочная цепь, как правило, состоит из линий питания I и 2, приспособленных для подключения к подходящему источнику переменного тока и подающих питание на первичную обмотку сварочного трансформатора 3. Подходящий конденсатор 4 подключен через первичную обмотку к улучшить коэффициент мощности сварщика.
Вторичная обмотка трансформатора 3 соединена одним концом линией 5 с землей 6, которая при дуговой сварке составляет работу 7, а на другом конце линией 8 — электродом 9 для дуговой сварки.
Для облегчения зажигания зоны трансформатор сконструирован с характеристиками, обеспечивающими напряжение холостого хода для вторичной обмотки, превышающее 80 вольт, тогда как напряжение под нагрузкой обычно составляет около 40 вольт.
Высокое напряжение холостого хода необходимо для облегчения зажигания дуги между электродом 9 и деталью T.
Для обеспечения большей безопасности сварщика в случае его случайного контакта как с электродом 9, так и при работе в условиях разомкнутой цепи, желательно уменьшить напряжение разомкнутой цепи и в то же время сохранить доступность более высокого напряжения. напряжение для зажигания дуги.
При выполнении изобретения высокое сопротивление 10 подключено последовательно с первичной обмоткой, а шунтирующая цепь II с переключателем 12 в ней приспособлена для обхода сопротивления во время сварки.
Переключатель 12 автоматически приводится в действие для включения только во время зажигания и продолжения дуги, и для размыкания при разрыве дуги и остается разомкнутым во время разомкнутой цепи вторичной обмотки. Для этой цели удерживающий соленоид 13 подключен к линиям 1 и 2 и запитывается в ответ на управление реле, управляемое разностью потенциалов на вторичных выводах 5 и 8.
Релейное управление состоит из реле 14 высокого напряжения и реле 15 низкого напряжения, обмотки которых соединены параллельно и между выводами 5 и 8 вторичной обмотки трансформатора. Напряжение, при котором реле 14 срабатывает для размыкания цепи удерживающей катушки 13, выше, чем максимальное падение потенциала дуги, и ниже, чем напряжение холостого хода для выводов 5 и 8. Переключатель в линии 16 существенно ниже минимального падения потенциала дуги и ниже, чем выбранное пониженное напряжение вторичной обмотки, когда ток в первичной обмотке должен проходить через сопротивление 10.
Линия 16 и линия 17 являются параллельными ветвями в цепи удерживающей катушки 13. Реле 15 размыкает и замыкает линию 16, в то время как переключатель 18, управляемый удерживающей катушкой 13, размыкает и замыкает линию 17. Переключатель реле 14 включен последовательно с переключатель реле 15, а также переключатель 18, в то время как переключатель реле 15 параллелен переключателю 18. Если реле 14 и 15 замкнуты, удерживающая катушка 13 запитывается, чтобы замкнуть переключатели 12 и 18.
Сварочный аппарат работает следующим образом: предположим, что выводы I и 2 подключены к подходящему источнику питания, например, к однофазной линии переменного тока на 440 В, и что реле и переключатели находятся в положении, указанном до начало; сварочная операция.Переключатели 12 и 18 разомкнуты из-за обесточивания катушки 13, а реле 14 обесточивается и замыкается, пока реле 15 остается разомкнутым.
Когда сварщик ударяет стержень 9 о деталь 7, падение потенциала между выводами 5 и 8 приближается к нулю, таким образом обесточивая реле 15 и замыкая цепь удерживающей катушки 13 через реле 14, реле 15 и линию 16. При подаче напряжения на удерживающую катушку 13 замыкается. переключатели 12 и 18.
При подаче напряжения на удерживающую катушку 13 замыкается. переключатели 12 и 18.
Замыкание переключателя 12 обходит или шунтирует сопротивление 10 и обеспечивает полное линейное напряжение для первичной обмотки трансформатора 3, тем самым позволяя сварщику зажигать дугу.
Замыкание переключателя 18 обеспечивает удерживающую цепь для катушки 13 через линию 17, переключатель 18 и реле 14. Когда возникает дуга, повышение падения потенциала между выводами 5 и 8 приводит в действие реле 15 и размыкает его переключатель в линии 16.
Во время технического обслуживания выключатели 12 и 18 дуги остаются замкнутыми, и сварка может продолжаться нормально.
Когда сварочный аппарат разрывает дугу, например, после завершения операции сварки, потенциал на выводах 5 и 8 имеет тенденцию повышаться до напряжения разомкнутой цепи, тем самым активируя реле 14 и размыкая цепь удерживающей катушки 13.Это приводит к размыканию переключателей 12 и 18, первый размыкает шунтирующую цепь i, так что ток через первичную обмотку должен проходить через сопротивление 10, тем самым уменьшая напряжение, приложенное к трансформатору, и напряжение холостого хода на выводах 5 и 8.
При понижении напряжения холостого хода, как описано, реле 14 обесточивается и замыкается. Однако, поскольку реле 15 остается включенным и разомкнутым, а переключатель 15 остается разомкнутым, катушка 13 не будет запитана до тех пор, пока электрод 9 снова не войдет в контакт с деталью 7 для зажигания дуги.
Сопротивление 10 предпочтительно предназначено для уменьшения напряжения, подаваемого на первичную обмотку трансформатора 3, по крайней мере, на 50%, тем самым снижая фактическое напряжение холостого хода вторичных выводов и 8 до менее чем 40 вольт.
Если сварщик случайно коснется как клеммы стержня 9, так и работы в условиях разомкнутой цепи, напряжение не будет достаточно высоким, чтобы вызвать серьезный удар, и протекающего тока обычно будет недостаточно для обесточивания реле 15.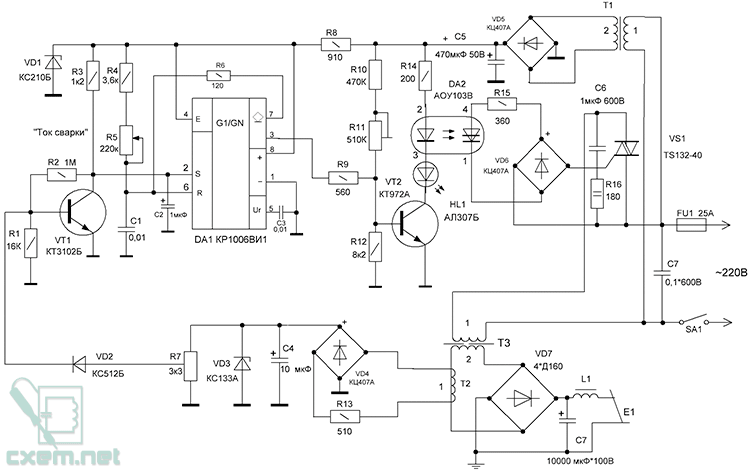
За счет использования шунтирующей цепи для сопротивления и его включения и выключения, трансформатор всегда находится под напряжением, и нет прерывания доступного вторичного потенциала, особенно во время зажигания дуги.
Различные варианты осуществления изобретения могут использоваться в объеме прилагаемой формулы изобретения.
I претензия: 1. В комбинации с трансформатором с высоковольтными характеристиками холостого хода, редуктор напряжения, содержащий существенно высокое сопротивление, соединенное последовательно с первичной обмоткой трансформатора для снижения приложенного к нему напряжения, шунт для указанного сопротивления для полного приложения. линейное напряжение к первичной обмотке трансформатора, переключатель для размыкания и замыкания упомянутой шунтирующей цепи, удерживающая катушка для упомянутого переключателя и система реле, подключенная к вторичным выводам трансформатора, чтобы реагировать на разность потенциалов между ними для работы упомянутой удерживающей катушки и переключаться на размыкание упомянутой шунтирующей цепи в периоды, по существу, без нагрузки и ее замыкание в периоды значительной нагрузки на упомянутый трансформатор.
2. В сочетании с трансформатором с высоковольтными характеристиками холостого хода, редуктор напряжения, содержащий существенно высокое сопротивление, подключенное последовательно с первичной обмоткой трансформатора для снижения приложенного к нему напряжения, шунт для указанного сопротивления для подачи полного линейного напряжения на первичная обмотка трансформатора, переключатель для размыкания и замыкания упомянутой шунтирующей цепи, удерживающая катушка для упомянутого переключателя и система реле, подключенная к вторичным выводам трансформатора, чтобы по-разному реагировать на высокие и низкие разности потенциалов между ними для работы упомянутой удерживающей катушки для размыкания упомянутой шунтирующей цепи в периоды по существу без нагрузки и ее замыкания в периоды значительной нагрузки на упомянутый трансформатор.
3. В сочетании с трансформатором с высоковольтными характеристиками холостого хода, редуктор напряжения, содержащий существенно высокое сопротивление, подключенное последовательно с первичной обмоткой трансформатора для снижения приложенного к нему напряжения, шунт для указанного сопротивления для подачи полного линейного напряжения на первичная обмотка трансформатора, переключатель для размыкания и замыкания упомянутой шунтирующей цепи, удерживающая катушка для упомянутого переключателя, система реле, подключенная к вторичным выводам трансформатора, чтобы по-разному реагировать на высокие и низкие разности потенциалов между ними для работы упомянутой удерживающей катушки для размыкать указанную шунтирующую цепь в периоды, по существу, без нагрузки и замыкать ее в периоды значительной нагрузки на указанный трансформатор, и схему блокировки, управляемую указанной удерживающей катушкой, чтобы сохранять ее подачу во время периодов нагрузки на трансформатор.
4. В аппарате для электродуговой сварки на переменном токе трансформатор, у которого первичная обмотка соединена с линиями подачи тока, а вторичная обмотка соединена противоположными выводами с рабочим электродом и с рабочим электродом, соответственно, с высоким сопротивлением последовательно с первичной обмоткой трансформатора. , шунтирующая цепь для указанного сопротивления означает, что возбуждается вторичной обмоткой трансформатора и реагирует на потенциал разомкнутой цепи вторичной обмотки, чтобы размыкать указанную шунтирующую цепь, и означает, что нормально запитывается вторичной обмоткой трансформатора и обесточивается в ответ на короткое замыкание указанной вторичной обмотки на замкните указанную шунтирующую цепь.
5. В аппарате для электродуговой сварки на переменном токе трансформатор, первичная обмотка которого соединена с линиями подачи тока, а вторичная обмотка соединена противоположными выводами с рабочим электродом и с рабочим электродом, соответственно, с высоким сопротивлением последовательно с первичной обмоткой трансформатора. , шунтирующая цепь для указанного сопротивления, означает, что возбуждается вторичной обмоткой трансформатора и реагирует на потенциал разомкнутой цепи вторичной обмотки, чтобы размыкать указанную шунтирующую цепь, означает, что нормально запитывается вторичной обмоткой трансформатора и обесточивается в ответ на короткое замыкание указанной вторичной обмотки. для замыкания упомянутой шунтирующей цепи и блокирующей схемы для удержания упомянутого шунтирующего контура замкнутым во время зажигания и поддержания сварочной дуги.
, шунтирующая цепь для указанного сопротивления, означает, что возбуждается вторичной обмоткой трансформатора и реагирует на потенциал разомкнутой цепи вторичной обмотки, чтобы размыкать указанную шунтирующую цепь, означает, что нормально запитывается вторичной обмоткой трансформатора и обесточивается в ответ на короткое замыкание указанной вторичной обмотки. для замыкания упомянутой шунтирующей цепи и блокирующей схемы для удержания упомянутого шунтирующего контура замкнутым во время зажигания и поддержания сварочной дуги.
6. В аппарате для электродуговой сварки на переменном токе трансформатор, первичная обмотка которого подключена к линиям подачи тока, а вторичная обмотка соединена противоположными выводами с рабочим электродом и рабочим электродом, соответственно, с высоким сопротивлением последовательно с первичной обмоткой трансформатора. , шунтирующая цепь для упомянутого сопротивления означает, что возбуждается вторичной обмоткой трансформатора и реагирует на повышение напряжения вторичной обмотки выше заданного значения, чтобы размыкать упомянутую шунтирующую цепь, и означает, что возбуждается вторичной обмоткой трансформатора и реагирует на падение напряжения вторичная обмотка ниже заданного значения для замыкания упомянутой шунтирующей цепи, 7.В аппарате для электродуговой сварки на переменном токе трансформатор, первичная обмотка которого соединена с линиями подачи тока, а вторичная обмотка соединена противоположными выводами с рабочим электродом и с рабочим электродом, соответственно, с высоким сопротивлением последовательно с первичной обмоткой трансформатора, шунтом. цепь для упомянутого сопротивления означает, что возбуждается вторичной обмоткой трансформатора и реагирует на повышение напряжения вторичной обмотки выше заданного значения, чтобы размыкать упомянутую шунтирующую цепь, означает, что возбуждается вторичной обмоткой трансформатора и реагирует на падение напряжения вторичной обмотки ниже заданного значения. значение, чтобы замкнуть упомянутую шунтирующую цепь, и блокирующую схему для удержания упомянутой шунтирующей цепи замкнутой во время зажигания и поддержания сварочной дуги.
8. В сочетании с трансформатором с высоковольтными характеристиками холостого хода, регулятор напряжения, содержащий средства, подключенные последовательно с первичной обмоткой трансформатора для существенного снижения приложенного к нему напряжения, шунтирующую цепь для упомянутых средств для подачи практически полного линейного напряжения на первичная обмотка и релейная система, подключенная к выводам вторичной обмотки трансформатора, чтобы реагировать на его напряжение, чтобы размыкать указанную шунтирующую цепь после установления практически нулевых условий нагрузки для вторичной обмотки, чтобы замкнуть указанную шунтирующую цепь только при вторичном напряжении, близком к короткому и ниже нормальных рабочих напряжений, и для удержания упомянутой шунтирующей цепи замкнутой после этого во время поддержания рабочих напряжений при нормальных условиях нагрузки.
9. В сочетании с трансформатором с высоковольтными характеристиками холостого хода, регулятор напряжения, содержащий средства, подключенные последовательно с первичной обмоткой трансформатора для существенного снижения приложенного к нему напряжения, шунтирующую цепь для упомянутых средств для подачи практически полного линейного напряжения на первичный, реле для замыкания и размыкания упомянутой шунтирующей цепи, второе реле, подключенное к вторичным выводам, чтобы замкнуть цепь для упомянутого первого названного реле, только когда падение напряжения упомянутых вторичных проводов существенно ниже нормального рабочего напряжения, удерживающая цепь работает с помощью упомянутого первого названного реле, чтобы поддерживать то же самое в положении включения шунта после замыкания его цепи упомянутым вторым реле и во время нормальных рабочих нагрузок для вторичной обмотки, и реле, работающего для размыкания упомянутой удерживающей цепи после существенного снятия нагрузки с вторичной обмотки. чтобы тем самым открыть упомянутый шунт и снизить напряжение холостого хода трансформатора.
АЛЛЕН К. МАЛДЕР.
МАЛДЕР.
Цитированные ссылки Следующие ссылки зарегистрированы в 25 файле этого патента: ПАТЕНТЫ СОЕДИНЕННЫХ ШТАТОВ Номер 1,321,342 2,140,386 2,315,625 Имя Дата Van Swaay & Keus — 11 ноября 1919 г. Jones ———— 13 декабря 1938 г. Кинг -_———. _ 6 апреля 1943 г.
Amico ARC-160D, 160 А, инверторный сварочный аппарат постоянного тока с инверторным IGBT дуговым током, 115/230 Сварка на два напряжения Пайка —
Я СОВЕРШЕННО НОВНИК в области сварки, и я искал сварочную машину, аналогичную той, которую написал на YouTube ChuckE2009 «Обзор самого дешевого сварочного аппарата на Amazon», поскольку эта конкретная модель больше не была доступна.Этот бренд Amico был на 10 долларов дешевле, чем аналогичные конкуренты, но отзывов было мало (5), и, честно говоря, они выглядели немного фальшивыми.Но я здесь, чтобы сказать вам, что этот маленький ублюдок работает, хотя я могу подтвердить это только после менее чем 90 минут использования (тренировка сварных швов). Я помню, как в детстве мои старший брат и отец использовали фиксированный блок питания на 100 ампер, и он всегда заклинивал, отключал и срабатывал прерыватель на 120 В каждые несколько минут. Как абсолютный новичок, я НЕ ожидал, что с первой попытки уложу твердый нон-стоп бус длиной около 4 дюймов.
День первый, я использовал схему на 20 ампер и 120 вольт с силой тока до 122 ампер, отключив прерыватель один раз. Приятно знать, что с входящим в комплект адаптером на 120 В я могу подключить его где угодно и выполнить некоторую работу, а также некоторые упражнения, например, бегая вперед и назад к блоку выключателя. 😉
День второй, я получил свою розетку NEMA 6-50R 240 В от Amazon, подключил ее только к 30-амперному выключателю, используя только 20-амперную проводку (Эй, это меньше 20 футов, это временно, и я собираюсь маркировать розетка как 20амп макс, успокойся.:)) Практикуя мою «подушечку бус» на 120 ампер, я в конце концов не смог оказаться в пределах 3 футов от моей заготовки, так как она раскалилась докрасна после нескольких ударов по 1/8 и отводила слишком много тепла. 🙂
🙂
Эта модель была не только дешевле аналогичных моделей, но и длина проводов для зажима и ручки составляла 10 футов, а не 6 футов для каждой другой модели ARC-160, с которой я сталкивался. Продавец отправил товар в конце следующего рабочего дня, и, хотя у UPS была «погодная задержка» в середине лета, из-за которой товар прибыл в понедельник, а не в пятницу, он был доставлен в отличном состоянии.Упаковка выше среднего, включая более тяжелый, чем обычный картон, использование скоб в дополнение к ленте и вырез из пенопласта вместо пенополистирола для набивки.
патентов переуступлены Miller Electric Mfg., Co.
Номер патента: 5446641
Реферат: Предлагается инверторный источник питания для работы с различными входами напряжения.Источник питания инвертора обычно получает однофазное питание 208 В переменного тока, трехфазное напряжение 208 В переменного тока, трехфазное питание 230 В переменного тока, однофазное 230 В переменного тока, однофазное питание 460 В переменного тока или трехфазное питание 460 В переменного тока и обеспечивает выходной постоянный ток для сварка, нагрев или резка. Схема инвертора мощности включает в себя первую цепь резервуара и вторую цепь резервуара, которые сконфигурированы последовательно или параллельно в соответствии с конкретным входным напряжением. Контакторы, реле или полупроводниковые переключатели реагируют на управляющие сигналы от цепи считывания переменного тока, чтобы настроить источник питания инвертора для соответствующего входа напряжения.
Тип: Грант
Зарегистрирован: 7 февраля 1994 г.