Каким должно быть напряжение холостого хода сварочного инвертора?
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.

Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.

Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Вернуться к оглавлению
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.

Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Вернуться к оглавлению
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.

Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
Сварочный аппарат — типы, устройство, характеристики, выбор
Чтобы разобраться в вопросе, как правильно выбрать сварочный аппарат, которым можно было бы работать в доме или на даче, необходимо рассмотреть все их виды и найти оптимальный вариант. Вопрос поднимается практически всеми владельцами дач и частных домов, потому что всегда на участке найдется работа для сварщика. А приглашать мастера и платить ему деньги за небольшой объем работы накладно. Поэтому стоит приобрести аппарат для сварки и научиться производить несложные сварочные операции, которые не требуют запредельной квалификации.

Виды сварочных аппаратов
Название электросварка говорит само за себя, то есть, для соединения двух металлических элементов требуется электрический сварочный аппарат. Производители сегодня предлагают агрегаты, работающие от напряжения 220 или 380 вольт. Некоторые модели на выходе выдают постоянный ток, другие переменный.
Трансформаторы

Еще совсем недавно это был практически единственный аппарат, с помощью которого производилась сварка. Выдает он только переменный ток, при этом полярность агрегата в процессе сварки постоянно меняется, что очень неудобно. Это выражается тем, что сварочная электрическая дуга все время скачет. Поэтому ее тяжело контролировать, во время сварки получается огромное количество искр. Отсюда и низкое качество сварочного шва, поэтому такими сварочными аппаратами могли работать только профессионалы с большим опытом.
Использовали их для сварки только черных металлов. Конструкция трансформатора проста – это два трансформатора понижающего типа с возможностью настройки выходного тока. Правда, диапазон настроек мал, регулировка не самая тонкая. Зато ломался этот агрегат редко, да и его ремонт не сложен.
Большой минус сварочных трансформаторов – большой их вес. Даже самый маломощный прибор весит не меньше 50 кг. А что говорить о промышленных образцах, которые весили не меньше 100 кг. Еще один отрицательный момент – это проседание напряжения в питающей электрической сети, особенно когда производится розжиг электрода. Всем известно, что скачки напряжения негативно сказываются на современных бытовых приборах, напичканных электроникой. Поэтому сегодня сварочные трансформаторы – редкость в частных домах и на дачах. И даже если они у кого-то присутствуют, то практически не используются и держатся хозяевами на всякий случай.
Выпрямители

В принципе, это тот же сварочный трансформатор, в конструкцию которого установлен выпрямляющий блок. Выпрямители часто называют сварочными трансформаторами постоянного тока. На выходе у выпрямителей получается постоянный ток, что упрощает процесс сварки. Электрическая сварочная дуга получается стабильной, но опыт проведения работ все же необходим. Как и трансформатор, выпрямитель прост в конструкции, ломаться здесь, в принципе, нечему.
Из недостатков можно подчеркнуть:
- Большой вес;
- Мощность на выпрямляющем блоке теряется;
- Просадка напряжения во время розжига и в процессе работы;
- Напряжение скачет не только у хозяина агрегата, но и у соседей.
- Цена больше, чем у трансформатора.
Инверторы

Как только эти сварочные приборы появились в магазинах, подступиться к ним было невозможно. Слишком высокая была у них цена. Но со временем изменилась элементная база, а соответственно уменьшилась стоимость оборудования, а вместе с ней и вес агрегата. Современный сварочный аппарат для дома инверторного типа выдает силу тока 160-180 ампер, что дает возможность проводить сварку электродами диаметром до 4 мм. При этом вес прибора составляет 3 кг, это минимальный показатель.
К достоинствам этого типа сварочных аппаратов можно еще отнести:
- Стабильная дуга, которую легко контролировать.
- Простота использования: электрод не залипает, шов получается ровным и плотным.
- Аппарат не просаживает напряжение в сети, оно при работе агрегата не скачет.
- Широкий диапазон настройки режимов сварки. Инверторами можно сваривать металлические изделия разной толщины. Главное – правильно выставить на аппарате тот или иной режим.
Внимание! Есть одно условие, которое будет влиять на безопасность работы инверторами. Включать их можно в розетку с напряжением 220 вольт, в конструкции которой есть клемма заземления. Так как класс защиты сварочных инверторов IP21, то заземляться они могут через питающую сеть.
Если перед вами стоит вопрос, какой сварочный аппарат выбрать, то можно не задумываться и выбирать инвертор. Конечно, с ним высококлассным сварщиком вы станете не сразу, но много мелких сварочных операций вы сделаете на дачном участке своими руками.
Сварочные полуавтоматы

Так как разговор ведется о сварочных аппаратах для дома и дачи, то агрегаты данного типа в эту категорию не входят. Чаще всего их используют в области малого бизнеса, а конкретнее, в мастерских по ремонту автомобилей.
В основе их конструкции лежит один из вышеописанных сварочных приборов, плюс блок, с помощью которого подается в автоматическом режиме сварочная проволока. Технология работы этими агрегатами основана на сварке в зоне защитных газов, что позволяет варить тонкие детали и изделия из цветных металлов.
Это идеальные сварочные агрегаты, с помощью которых можно сваривать тонкие металлические листы толщиною до 0,8 мм. При этом шов получается ровным и красивым, листы не ведет, не коробит. Единственный недостаток – сварочное устройство этого типа не может варить толстые детали. Для этого придется приобретать аппарат с электродуговой сваркой.
Типы сварочных аппаратов рассмотрены, теперь можно перейти к выбору, чтобы определить лучший дачный или домашний сварной прибор.
Как выбрать сварочный аппарат для электросварки
В основе выбора лежит несколько ключевых параметров.
- Напряжение питающей сети. Понятно, что это 220 или 380 вольт. Характеристика немаловажная, потому что все представленные выше типы сварочного оборудования, кроме инверторов, реагируют на качество напряжения в питающей сети. Если напряжение резко поднимается, срабатывает защитный блок, который отключает аппарат. При низком значении напряжения резко снижаются все сварочные параметры, что приводит к низкому качеству сварочного шва. И только инверторы могут спокойно работать в диапазоне 180-250 вольт без изменения своих параметров. Что касается сварочных приборов, работающих от трехфазной сети, то на дачах их практически не используют. Поэтому, если говорить о том, какой сварочный аппарат лучше для дома, то по показателю напряжения это инвертор.
- Напряжение холостого хода. Это напряжение сварочного аппарата, когда он включен в сеть, но нагрузка на него не производится. Почему необходимо знать этот параметр? Все дело в том, что от него зависит легкость розжига электрода. И чем данное значение выше, тем процесс розжига проще, плюс увеличивается стабильность дуги. Данный показатель в современных сварочных аппаратах варьируется в пределах от 45 до 95 вольт. Опытные сварщики знают, что напряжение холостого хода влияет на выбор типа электродов. Если выбирается аппарат с низким напряжением, то рекомендуется приобретать для него электроды с рутиловым покрытием. Для электродов с основным покрытием лучше выбирать агрегат с высоким напряжением холостого хода.
- Ток на выходе. Этот критерий выбора будет зависеть от того, какое количество времени аппарат будет работать. То есть, периодически или более-менее постоянно. Для большинства домашних работ подойдет сила тока 160-180 ампер. На таком токе, если использовать инвертор, можно варить электродами диаметром до 4 мм. Если появляется необходимость сваривать толстые детали из металла, то придется приобретать прибор, который выдает на выходе ток силой 190-250 ампер.
- Диаметр электродов. В основном этот размерный показатель влияет на толщину свариваемых изделий. Чем толще металл, тем больше необходим диаметр электрода. Данная зависимость показана в таблице ниже.
| Диаметр сварочного материала, мм | Толщина свариваемых деталей, мм |
|---|---|
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
И несколько общих рекомендаций, определяющих хороший сварочный аппарат для дома и дачи на 220 вольт. Многое будет зависеть от того, какие задачи вы предполагаете решать на участке. Если планируется варить детали из черного металла, то можно все это сделать с помощью дешевого трансформатора. Если предполагается сварка цветных металлов, нержавейки или стальных тонких конструкций, то лучше использовать полуавтомат. Инвертор хорошо себя показывает при сварке низколегированных или конструкционных сталей. Хотя необходимо отметить, что оборудование инверторного типа, кроме цветмета и нержавейки варит любые стальные конструкции.
В домашних условиях имеет значение размеры агрегата. Поэтому небольшие и легкие инверторы – оптимальный для этого вариант. Пониженное напряжение в сети, которое присутствует практически по всех загородных поселках, является причиной, по которой выбор отдается именно инверторам. Эти аппараты работают при напряжении 180 вольт, некоторые модели даже при 160 В.
Если вы – начинающий сварщик, то опять-таки свой выбор рекомендуется остановить на инверторах. Простота сварки – главный критерий работы прибора: электрод не залипает, розжиг дуги легкий, при приближении электрода к свариваемому металлу при высокой мощности инвертор тут же отключается. То есть, по всем позициям это на сегодняшний день идеальный для новичка сварочный агрегат.
Поделись с друзьями
1
0
0
0
Стабилизатор напряжения для сварочного аппарата: как выбрать
С «проседанием» сети сталкиваются многие сварщики. Когда нужно срочно закончить работу, приходится менять диаметр электродов, с 4-ки переходить на 3-ку. Понятно, что основательно проварить глубокий шов уже не получится.

Со стабилизатором напряжения для сварочного аппарата колебания параметров питающей сети не страшны. Устройство выдает ток с необходимым вольтажем. Сварка становится равномерной. Выбрать стабилизатор не просто. Производители предлагают большой выбор. Эксперты подскажут, на какие критерии обращать внимание.
Устройство и принцип работы
Часто понижение вольтажа регистрируется в частном секторе и густозаселенных городских районах. Скачки связаны с одновременным подключением бытовых нагревательных приборов. Стабилизатор предназначен для защиты от значительных колебаний в сети, поддерживает мощность, необходимую для сварочной дуги.
Не случайно второе название стабилизатора напряжения для сварки – стабилизатор электродуги. Стабилизирующее действие основано на эффекте магнитной индукции. Оборудование подобно трансформатору: электрическое поле первой катушки порождает индуктивный или наведенный ток во второй обмотке, включенной в единый контур со сварочным аппаратом. При падении вольтажа до критической отметки (180 В) в первой обмотке, во вторичной цепи подключается реактивная катушка. Она подает компенсирующий заряд. Количество подключаемых витков пропорционально падению напряжения.
Когда в сети 240 В (такие колебания тоже бывают), регулятор автоматически снижает количество витков вторичной обмотки. На выходе питающего контура опять стабильный сигнал.
Стабилизирующее оборудование включается только при снижении или повышении входного сигнала. Подключение дополнительных витков спасет от затухания электродуги во время сварочного процесса. Происходит автоматическая стабилизация напряжения без участия сварщика.
Принцип электронных стабилизирующих устройств сложнее, там задействованы полупроводники и конденсаторы. За счет преобразовательных схем компенсируются энергопотери, входные показатели тока не влияют на выходное напряжение, ампераж. Подобные стабилизаторы встроены в мощных инверторах. Профессиональное сварочное оборудование не нуждается во внешней защите.
Коротко.
Стабилизатор напряжения поддерживает необходимое напряжение при скачках в сети, что позволяет пользоваться сварочным аппаратом в полной мере. В дачных кооперативах падение напряжения в сети — распространенная проблема. Тут приходит на помощь стабилизатор напряжения.
Технические параметры стабилизаторов
Характеристики стабилизирующих устройств должны соответствовать сварочному оборудованию. Разработана классификация стабилизаторов для сварки по назначению. Выпускают оборудование:
- поддерживающее в рабочем состоянии трансформаторный сварочный аппарат;
- настроенные на полуавтомат;
- работающие с аппаратами, имеющими инверторный тип преобразователей.
У сварочных стабилизаторов несколько основных параметров:
- Мощность зависит от конструкции, указывается в вольт-амперах (ВА). Этот показатель не совпадает с вольтажом и количеством ватт. При пересчете ВА в Вт учитывают величину cos(φ) – это коэффициент мощности. Вт делят на cos(φ), получают значение ВА.
- Диапазон входного напряжения ограничивает возможности устройств. Минимальная нижняя граница – 130 В, максимальная верхняя – 270 В. Этот показатель у стабилизирующего оборудования должен превышать реальные колебания сети. Рабочий диапазон всегда меньше заявленного производителем. За его границами выходная мощность снижается.
- Погрешность стабилизации измеряется в %. Современные конструкции обеспечивают точность выходного вольтажа в пределах от 2 до 10%. Минимальная погрешность у стабилизирующих инверторов, достигается электроникой.
- Быстрота действия измеряется в миллисекундах, характеризует степень надежности оборудования. Минимальный показатель быстродействия – 0 мс, гасит все сетевые возмущения.
- Тип регулировки. Электромеханические стабилизаторы оснащены плавным регулятором, на выходе ток ближе к идеальной синусоиде. Механически с дискретным регулятором уступают по скорости срабатывания.
Какой стабилизатор напряжения выбрать
Выбор модели стабилизирующего устройства зависит от выполняемых работ. Работая с деталями толщиной от 1,5 мм, приобретают стабилизатор для полуавтоматов. Когда нужно варить нержавейку или другую легированную сталь, надежным помощником станет инверторный преобразователь или выпрямитель. При большом объеме работ необходим стабилизирующий инвертор.
Электромеханический стабилизирующий выпрямитель необходим в условиях повышенной запыленности, загазованности. Основные минусы: шумность, износ трущихся деталей.
Механические с релейными ключами для переключения обмотки трансформатора оснащены токосъемными роликами с графитовым напылением или графитовыми щетками. Характеризуются надежностью, высокой точностью. Минусы: не переносят отрицательных температур, возможности ограничены. Чаще выпускают оборудование с диапазоном от 150 до 260 В.
Электронный отличается быстрым срабатыванием, технологичностью. Главный минус – высокая стоимость. Подобное электрооборудование необходимо в автомастерских, где приходится варить тонкий кузов, восстанавливать толстое литье, часто приходится заниматься сваркой.

Выбирать стабилизатор напряжения необходимо взависимости от выполняемых работ
Общие рекомендации
Когда затруднен самостоятельный выбор стабилизатора для сварочного аппарата, обращаются к специалистам. Он подберет оборудование, способное обеспечить безопасную сварку. Когда имеются средства, предпочтение отдают современным электронным устройствам инверторного типа на микросхемах.
Электрооборудование бывает трехфазным и однофазным, подключаемым к стандартной электросети. Нужно учитывать особенности источников питания. Еще один нюанс: производители инверторов изначально завышают некоторые токовые параметры, чтобы обеспечить безопасную эксплуатацию сварочных аппаратов. Желательно замерить реальную мощность при максимальной нагрузке. По этому показателю подбирают стабилизирующее оборудование.
Для маломощных сварочных аппаратов достаточно устройств 3 кВА, для мощных необходимо от 8 до 10 кВА. Электрооборудование трансформаторного типа реагирует только на значительные «просадки» сети. Электронные стабилитроны чувствительнее, работают в постоянном режиме.
Зная особенности стабилизирующих устройств, сварщик сможет обезопасить сварочный аппарат от скачков напряжения.
у меня такой вопрос. сколько вольт выходит из сварочного аппарата ??? очень нужно знать.
На вторичной обмотке от 12 до 40 вольт. Намотано толстой шиной ( можно 2 х 7 мм ). Регулятор делают на тиристорах ДУ150 Ду200. Мотают на латоре 10А ( тор ) Шину обматывают лакотканью сначала
от 40 до 75 в зависимости от марки
Как профессиональный сварщик, напряжение холостого хода 60-70, многопостовые постоянного тока до 90 можно конечно и меньше ( но проблема с зажиганием дуги)
для сварки нужен БОЛЬШОЙ ТОК, значит на выходе маленькое напряжение, которое ты даже не заметишь конечно, при исправном устройстве и соблюдении ПТБ
Дуга зажигается при 55-60 В. и устойчиво горит до 22-25 В.
Подскажите, пожалуйста, можно ли «прикурить» большой автомобиль (на 12В) от инвертора??
Что такое холостой ход при сварки
Можно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.
Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут. А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта. При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение. Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше. На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
- Стабилизатор напряжения для сварочного инвертора
Инверторные сварочные аппараты малой мощности, преимущественно до 4 кВт, есть сейчас в хозяйстве каждого мастеровитого хозяина. Они позволяют быстро произвести текущий ремонт или изготовление какой-либо детали, упрощают строительные работы и…
- Подключение сварочного инвертора к бытовой сети
Сварочный аппарат бытового класса сейчас есть в арсенале у многих хозяев, которым приходится часто сталкиваться с работами по сварке листового металла, арматуры и прочих изделий. И часто владельцы таких устройств…
- Не хватает напряжения для сварочного аппарата
Наверное, очень многим знакома ситуация, когда при сварке металла бытовым аппаратом электрод «залипает», и не образуется сварочная дуга. Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром…
- Декларирование сварочного оборудования
Оборудование для сварки входит в область применения регламента ТС 010/2011 «О безопасности машин и оборудования». Согласно Приложению 3 к этому документу, для проверки соответствия проводится декларирование сварочного оборудования. Без этой…
Ремонт сварочных инверторов
Сварочный аппарат является неотъемлемым инструментом при проведении монтажных работ, где задействован металлопрофиль. На смену тяжелым трансформаторным пришли инверторные сварочники. Они имеют небольшой вес и более мобильны, поэтому полюбились многим мастерам. Во время эксплуатации могут происходить типичные и нетипичные поломки, поэтому важно знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого нужно и как проходит процесс устранения неполадок, будет рассмотрено в этой статье.

Чем отличается сварочный инвертор
Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования. Сетевой ток, который поступает в него имеет частоту в 50 Гц, это означает, что импульс изменяется 50 раз в секунду. На выходе из инверторного сварочника частота тока близка к постоянному, т. е. происходит процесс выравнивания. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста. После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает 100 кГц.
Высокочастотный ток поступает из транзисторной сборки на трансформатор. В этом блоке монтируется высокочастотный трансформатор, который понижает напряжение. При этом производится повышение силы тока, что важно для нормального горения электрода. В отдельных моделях инверторный сварочных аппаратов сила тока на выходе может достигать 300 ампер. Заключающим модулем является еще один выпрямительный модуль, после которого ток уходит к электродам. Этот модуль также собран на диодном мосте. При этом используются полупроводники большой мощности. Кроме основных элементов, есть и дополнительные, например, вся электроника нуждается в постоянном охлаждении, поэтому предусмотрен высокооборотистый вентилятор, который обеспечивает воздухообмен.
Причины неисправностей

Львиная доля поломок инверторных сварочных аппаратов приходится на неправильную их эксплуатацию. В некоторых случаях инверторный сварочный аппарат может храниться в ненадлежащем помещении, где есть повышенная влажность. Если она попадает на электронику, то это приведет к замыканию компонентов и выходу их из строя. Также не стоит использовать сварочный инверторный аппарат во время дождя или сразу после него. Каждый инверторный сварочный аппарат рассчитан на номинальную нагрузку и ее превышение может привести к выходу из строя силовых модулей. Такая причина может, например, крыться в обработке металла большой толщины высокими токами. Это приведет к перегреву и прогоранию транзисторных сборок или других элементов.
Большинство инверторных сварочных аппаратов отлично справляются с пониженным напряжением, но в некоторых случаях оно может стать причиной выхода из строя одного из модулей. Стоит помнить, что при пониженном напряжении мощность инверторного агрегата также падает, что понижает его КПД, т. к. часть мощностей расходуется на повышение тока на выходе. В некоторых случаях причиной поломки может стать некачественное закрепление рабочего или подводящего кабеля. Если контакт ненадежный, тогда в этих узлах возникает перегрев, из-за которого также возможно возникновение замыкания. Недостаточное охлаждение в силу выхода из строя вентилятора или прикрытия вентиляционных отверстий также приводит к выходу из строя схемы.
Обратите внимание! Агрегаты могут выходить из строя снова после того, как был произведен ремонт сварочных инверторов. Это связано с применением некачественных комплектующих. Их всегда стоит заказывать у проверенных продавцов, которые занимаются оптовыми поставками.
Распространенные неисправности
Существует ряд неисправностей, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются довольно просто, поэтому на них стоит остановиться подробнее.
Неустойчивая дуга
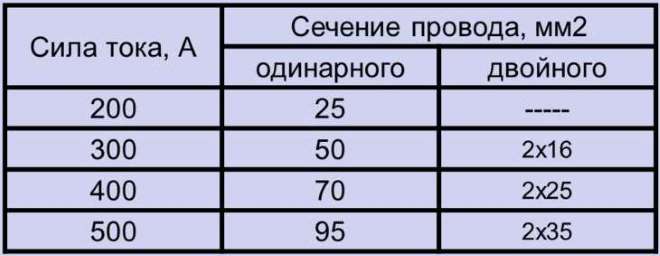
Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании металла или прожигании обрабатываемой поверхности. Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода. Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже.

В некоторых случаях может наблюдаться частое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом. Но есть и другая причина такого процесса, она заключается в пониженном напряжении на входе. При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой. Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения. Выявить это можно по нагреву кабеля. Обычно для таких целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм2. Также стоит помнить, что при длине свыше 30 метров на проводниках наблюдаются потери, поэтому необходимо либо большее сечение, либо меньшая длина. Еще одной причиной прилипания электрода является качество и подготовка заготовок для сваривания. Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.
Нет тока на выходе
Проблема может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут светиться. В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся. Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты. Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть.
Внезапное выключение

Другой неприятной неисправностью, которая может возникнуть во время ответственного процесса, является произвольное выключение сварочного агрегата. Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых. Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Насильно работу продолжить не удастся, поэтому потребуется выждать период остывания.
Другие неисправности

Есть и другие поломки, которые не имеют внешних проявления. Для их выявления есть общий алгоритм, которого следует придерживаться. Первым делом сварочный агрегат осматривается визуально. Выявляются повреждения корпуса, а также следы прогаров, которые могут возникнуть при коротком замыкании. Далее зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки. Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально.

Неисправные элементы, обычно, сразу бросаются в глаза. Это могут быть вспухшие конденсаторы или расплавившиеся элементы. Стоит обратить внимание на потемнения, которые есть на плате. В некоторых случаях элемент внешне может выглядеть нормально, но на самом деле быть неисправным. Далее проверяется наличие напряжений, которые должны быть на схеме. Проверяется наличие напряжение на входе и после каждого блока. Для этого понадобится качественный мультиметр, который способен выдерживать большие токи. Когда выявлен виновный блок, необходимо произвести прозвонку и замеры каждого отдельного элемента, чтобы вычислить виновника. В этом отношении самым доступным и простым может оказаться ремонт сварочного инвертора Ресанта. На сварочники фирмы Ресанта 220 и другие есть много схем в свободном доступе, по которым можно определиться со строением. Несколько видео о ремонте инверторного агрегата можно посмотреть ниже.
Резюме
Самостоятельный ремонт инверторного сварочного аппарат подразумевает наличие основных знаний по схемотехнике, электронике и законами физики. В противном случае будет сложно разобраться с основными компонентами и причинами их выхода из строя. В большинстве случаев выход из строя каких-либо компонентов инверторного сварочника обусловлен неисправностью других компонентов, которые явно не проявляют недостатков.