Как быстро научиться варить сваркой
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
🎥 В пост добавлены видео про сварочное дело, рекомендую посмотреть 😉
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
🔎 Технология сварочного процесса
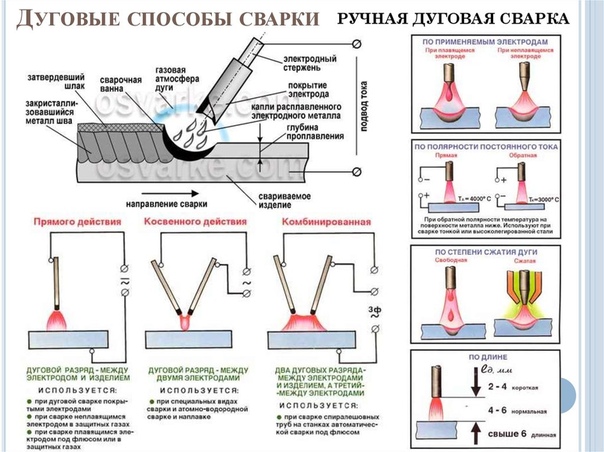
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
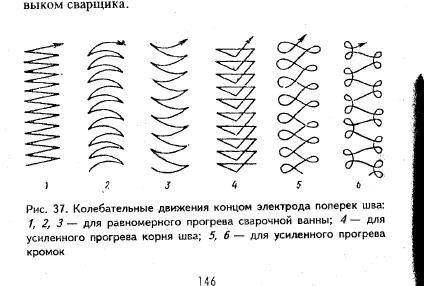
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.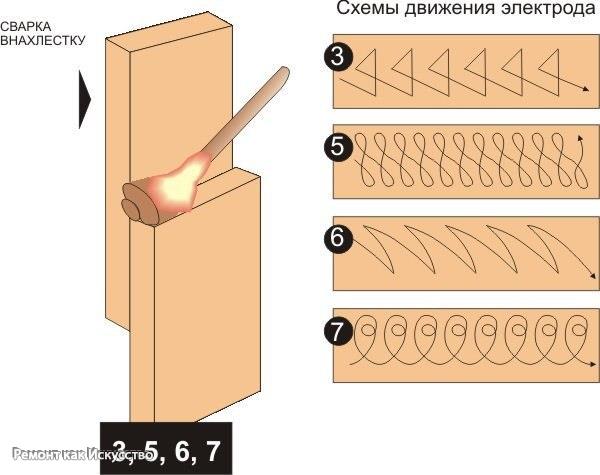
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий.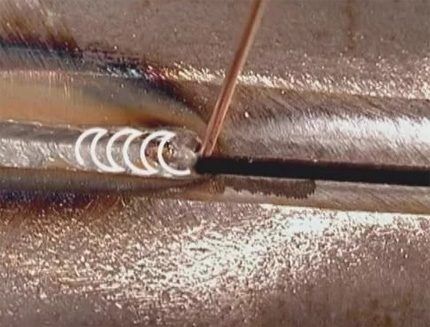 Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.

Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Оборудование и экипировка
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме.
Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги. - Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
 При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
 Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Основы обучения электросварке
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.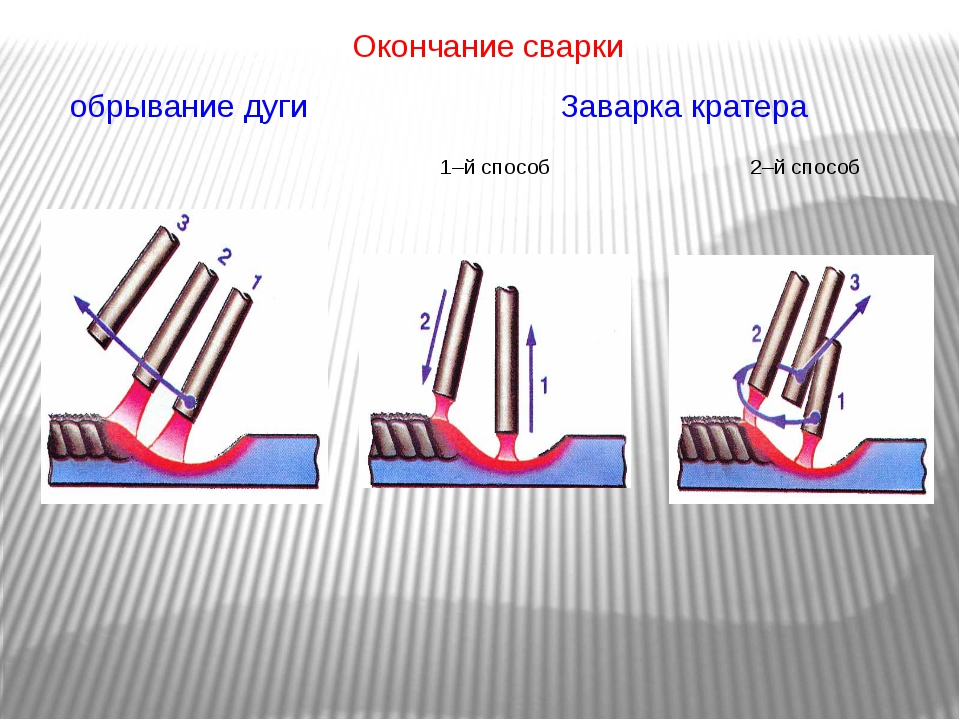
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.

Основные дефекты шва – это неравномерность ширины и глубины провара из-за неравномерного движения электрода, а также газовые и шлаковые каверны.
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода.
При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:
Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.
Сваривая тонкий металл, нужно придерживаться следующих правил:
- Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога.
- Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее.
- Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть).
- Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва.
Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу.
Еще один еще более большой обучающий материал, рекомендуем к просмотру
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Заключение
Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится.
Как варить дуговой сваркой: подробное руководство
Вопросы, рассмотренные в материале:
- Суть дуговой сварки
- Оборудование для дуговой сварки
- Как варить дуговой сваркой
- Выбор тока для дуговой сварки
- Правила безопасности во время дуговой сварки
Как варить дуговой сваркой, чтобы шов получился прочным и ровным, знают, пожалуй, только профессионалы. Но ведь часто случается, что необходимо прибегнуть к подобной работе самостоятельно. Неужели это невозможно? Даже не стоит задаваться подобным вопросом, ведь это не так.
Кроме того, именно с этого типа сварки начинают обучение те, кто впоследствии становится профессиональными сварщиками. Это значит, что освоить технологию при желании действительно не так уж и трудно. Сегодня мы раз расскажем, как это сделать и о чем еще необходимо знать.
Суть дуговой сварки
Качество и надежность сварного шва зависят от знаний, навыков специалиста. А значит, как только вы задумались о том, чтобы научиться правильно варить дуговой сваркой, необходимо изучить основы данной технологии.
Место соприкосновения электрода с металлом называется сварочной ванной – ее стандартные размеры важно знать для осуществления сварочных работ:
- 5-6 мм – глубина;
- 10–32 мм – длина;
- 7–15 мм – ширина.
Нужно понимать, что здесь приведены условные параметры. Точные размеры подбираются в соответствии с формой кромок соединяемых деталей, режимом сварки, скоростью движения электрода и рядом прочих особенностей.
Неопытному специалисту, желающему понимать, как варить дуговой сваркой, стоит составить представление о ходе подобных работ:
- электрод соприкасается с поверхностью изделия, в результате чего загорается электрическая дуга;
- в месте образования дуги металл нагревается и плавится;
- электрод плавится вместе с материалом заготовки, а его частички попадают в сварную ванну;
- защитное покрытие электрода в процессе разрушения формирует газовое облако – оно призвано защитить рабочую зону от воздействия кислорода и обеспечить поддержание температурного режима;
- сварка сопровождается образованием шлака, который не допускает перегревания сварной ванны, помогая сохранять необходимую степень нагрева;
- за счет перемещения электрода и сварочной ванны формируется шов;
- после остывания металла в зоне соединения образуется корочка из шлака – ее нужно аккуратно отбить при помощи молотка.

Вам прежде не приходилось видеть держатель электрода и у вас нет общего представления о процессе сварки? В этом случае, чтобы понять, как варить дуговой сваркой, лучше посмотреть в Сети специальные уроки – они выложены в открытом доступе на множестве сайтов.
Обратите внимание! Электрическая дуга может появиться лишь при условии, что присутствует пара токопроводящих элементов с противоположными зарядами. Их роль играют металл и электрод. Сварщикам с недостаточным опытом стоит использовать стандартный электрод с металлической сердцевиной.
Оборудование для дуговой сварки
Ручная дуговая сварка считается одной из наиболее простых техник, но для такой работы необходимо специализированное оборудование и соответствующие электроды. Кроме того, как только вы решили варить ручной дуговой сваркой, стоит подготовить вспомогательные инструменты и средства защиты.
На данный момент используют три разновидности устройств:
- Трансформаторы, действующие за счет переменного тока. Они шумные, отличаются большим весом и могут провоцировать перепады напряжения в электрической сети. При помощи такого аппарата неопытному сварщику будет очень сложно наложить ровный шов. Чтобы научиться справляться с подобным устройством, необходимо пройти обучение, где расскажут, как варить дуговой сваркой с применением трансформатора.
- Выпрямители, работа которых основана на применении полупроводниковых диодов. Такие агрегаты превращают переменный ток в постоянный. Они считаются универсальными, поскольку могут работать в сочетании практически с любыми электродами и сваривать большинство металлов. Если сравнивать с первым вариантом устройств, то в данном случае обеспечивается стабильная дуга, а сварка оказывается гораздо проще.
- Инверторы выгодно отличаются от другой техники тем, что действуют практически бесшумно, компактны и имеют автоматическую систему настроек, за счет чего значительно упрощается их эксплуатация. Такой аппарат превращает переменный ток в постоянный ток высокой мощности.
 Такой аппарат превращает переменный ток в постоянный ток высокой мощности.
Такой аппарат превращает переменный ток в постоянный ток высокой мощности.Перед тем как варить дуговой сваркой, необходимо обеспечить специалиста средствами для личной защиты и такими инструментами, как:
- Аппарат для сварки и электроды к нему. Начинающему сварщику лучше взять много электродов.
- Подсобные инструменты. После завершения работ необходимо удалить шлак при помощи молотка и щетки по металлу.
- Защитное обмундирование. Речь идет о специальной маске, перчатках, защитной одежде из плотных материалов. Они обеспечивают безопасность мастера, поэтому являются обязательными при проведении работ.
Не стоит сразу браться за заготовки, как только вы научились варить дуговой сваркой, – потренируйтесь на ненужных кусках металла.
Как варить дуговой сваркой
Грамотно проведенная подготовка влияет на безопасность и эффективность сварки. Прежде чем приступать к работе, необходимо выполнить следующие действия:
- проверить частоту электротока, напряжение – в норме в рабочем аппарате и в сети должны быть одинаковые показания;
- подобрать номер электрода, отталкиваясь от мощности используемого аппарата;
- надежно зафиксировать клемму заземления;
- проверить соединения, отсутствие повреждений на изоляции кабеля;
- установить электрод в держатель, убедиться в прочности фиксации.
Кроме того, важно провести подготовку поверхности заготовок. Для этого с нее удаляют ржавчину, масло и прочие возможные загрязнения. Если пропустить данный этап, на шве появятся дефекты.
Рекомендовано к прочтению
Обязательно проверяют целостность электродов: на покрытии не допускаются сколы и трещины.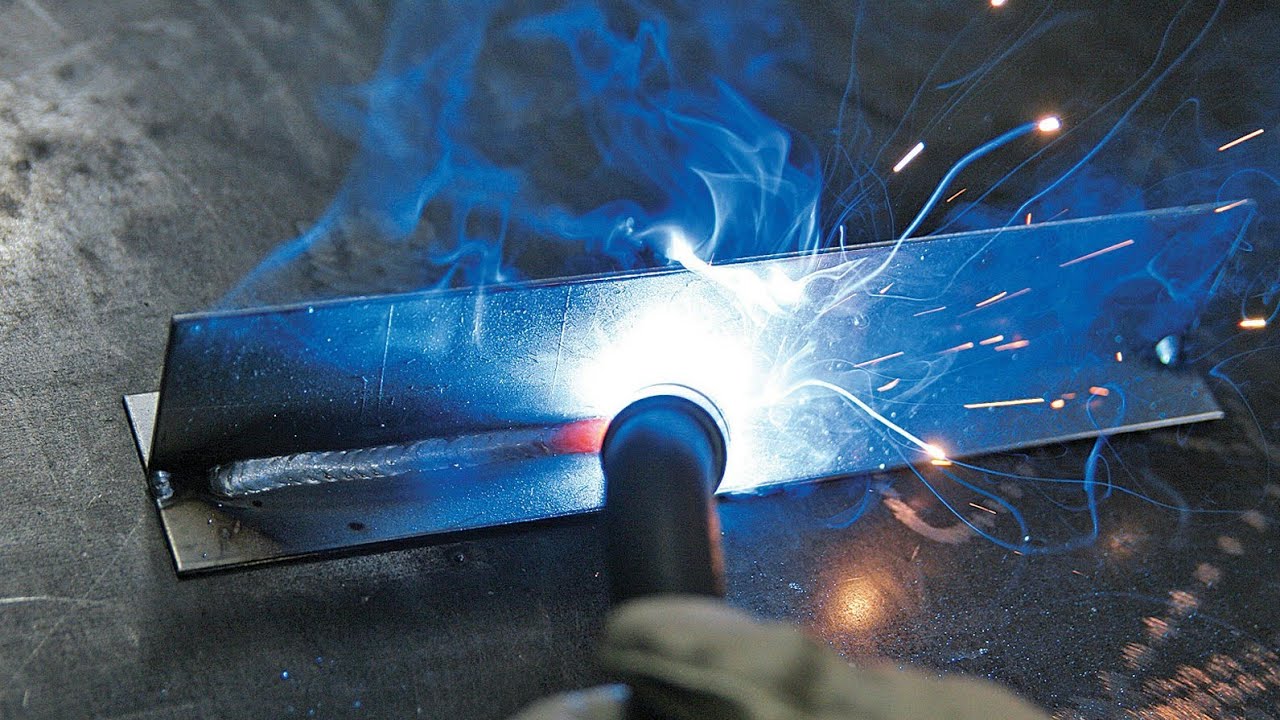 Достаточно часто нужно прокалить, просушить электроды, чтобы использовать их для сварочных работ и вставлять непосредственно в держатель аппарата.
Достаточно часто нужно прокалить, просушить электроды, чтобы использовать их для сварочных работ и вставлять непосредственно в держатель аппарата.
Многие новички начинают с вопроса о том, как варить дуговой сваркой, ведь считается, что обучиться этой технологии проще всего. Чтобы приступить к работе, дугу разжигают одним из двух доступных методов:
- Касанием. Для этого электрод размещают под углом 60°, его концом слегка дотрагиваются до металла изделия, после чего сразу поднимают электрод на 3–5 мм. В результате появляется дуга.
- Чирканием. По заготовке быстро проводят кончиком электрода и сразу отрывают его на 2-3 мм от поверхности.
Рекомендуется оставлять зазор примерно в 0,5 см, так как его уменьшение чревато залипанием электрода. Также есть возможность следить за длиной дуги по звуку. Резкие звуки говорят о том, что между металлом и электродом оставлено слишком большое расстояние. Ритмичный и размеренный шум является свидетельством постоянной нормальной длины дуги.
Как только удалось поймать оптимальную дугу, необходимо начинать варить детали дуговой сваркой. Электрод плавно и медленно перемещается вдоль шва, совершая небольшие колебания из стороны в сторону. Если шов не готов, а электрод уже сгорел, его заменяют новым, отступают 10–12 мм от появившегося в шве кратера, снова зажигают дугу. Далее можно продолжить сварку в изначально выбранном направлении.
Швы могут включать в себя несколько слоев:
- два – элементы, толщина которых не превышает 6 мм;
- три – детали с диапазоном толщины от 6 до 12 мм;
- четыре – изделия, у которых толщина больше 12 мм.
Кроме того, используются разные траектории движения дуги. Нужно отметить, что все они применяются одновременно:
- поперечная – амплитуда движений соответствует ширине шва;
- продольная – позволяет сформировать тоненький валик ниточного шва;
- поступательная – электрод движется вдоль линии шва, такая траектория помогает поддерживать однообразную дугу.

Использование сплошного шва при сварке может привести к перекосу металла. Излишне быстрые движения электродом чреваты формированием неровного стыка с непроваренными участками. Однако и очень медленная обработка недопустима, ведь в этом случае металл прогорает с образованием дыр.
Так как важно правильно варить дуговой сваркой, в процессе работы нужно отслеживать зазор между поверхностью изделия и электродом. Если расстояния будет недостаточным, металл не прогреется. А из-за слишком большого промежутка получится непрочный, неровный стык.
Ручная дуговая сварка часто кажется сложной начинающим мастерам, однако ее можно быстро освоить, если изучить теорию и выполнять существующие инструкции.
Выбор тока для дуговой сварки
Сила тока подбирается в соответствии с толщиной заготовок и электродов.
Нужно понимать, что при ручной дуговой сварке все взаимосвязано. Если в сети упало напряжение, инвертор не способен обеспечить требуемый ток. Но это не значит, что невозможно продолжать работу: необходимо снизить скорость передвижения электрода, обеспечивая полноценный прогрев металла. Если такой ход не дал результата, стоит изменить направление движения электрода, повторно проходя через одно место. Либо можно установить более тонкий электрод. Используя все приведенные способы, даже в непростых условиях удастся выполнить качественный шов.
Вы уже знаете, как варить дуговой сваркой, остается только отработать знания на практике. Выберите сварочный аппарат, электроды, купите сварочную маску и начинайте варить с учетом всех норм техники безопасности.
Правила безопасности во время дуговой сварки
Щиток и перчатки являются основными средствами защиты мастера при работе со сварочным аппаратом – их надевают до включения устройства. Если у сварщика нет защитной маски, фиксируемой на голове, допускается применение щитка, который в процессе работы держат свободной рукой. Защитное стекло позволяет видеть расплавленный металл и область его обработки.
Если говорить об одежде, то одних лишь перчаток недостаточно. Также необходим специальный костюм, изготовленный из негорючего и нетлеющего материала. В качестве последнего может использоваться брезент или кожа. Важно защитить все части тела, ведь в противном случае никто не может дать гарантию, что на кожу не попадут капли горячего металла.
Кроме того, техника безопасности требует перед началом работ проверять все используемое оборудование.
Многие любители проведения сварочных работ в домашних условиях, узнав, как варить дуговой сваркой, забывают о надежном закреплении заготовок. Подобная халатность опасна, ведь незакрепленная горячая делать либо часть расплавленного металла может упасть на пол или, что еще хуже, на ногу нерадивого сварщика.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Электросварка для начинающих
Профессия электросварщика когда-то была одной из самых востребованных практически во всех сферах производства. Хороший сварщик ценился как на стройке, так и в автосервисе, как в ЖЭКе, так и в механизированной сельхозбригаде. Сварщики очень ценились, а процесс обучения занимал несколько лет. Сегодня учиться не модно, все спешат, хотят все и сразу, поэтому получили популярность пособия «Как научиться управлять башенным краном за 15 минут» и тому подобные глупости. Что касается сварки, мы не научим виртуозно владеть сварочной вилкой, идеально держать дугу и укладывать аккуратные швы. Мы просто расскажем как.
Содержание:
- Что такое дуговая электросварка и как ей пользоваться
- Особенности сварного соединения
- Оборудование для электросварки
- Электроды для дуговой сварки
- Приемы ручной электросварки
Что такое дуговая электросварка и как ей пользоваться
Мы не ставим цель ознакомить аудиторию со всеми тонкостями сварочного ремесла, поскольку в большинстве случаев это и не нужно. Те, кто хочет в совершенстве овладеть профессией, знают, что делать. Разберемся в азах сварочного дела, чтобы хотя бы иметь понятие о процессе, и если после прочтения кто-то сможет приварить хотя бы оторванный прут от решетки или поставить металлическую латку на дачный бак для воды, это уже победа. Так вот, электросварка для начинающих должна начинаться с понятия о том, что такое электродуговая сварка.
Процесс сваривания металлических деталей посредством пропускания электрического тока через них и сварочный электрод, называют электродуговой сваркой. Ток может быть как постоянный, так и переменный. Электричество подается на сварочную вилку, в которой закреплен сварочный электрод и на свариваемую деталь. Под действием электрического тока между электродом и деталью возникает электрическая дуга, которая плавит электрод, металл, а в результате две детали соединяются между собой на молекулярном уровне. Вкратце, так.
Ток может быть как постоянный, так и переменный. Электричество подается на сварочную вилку, в которой закреплен сварочный электрод и на свариваемую деталь. Под действием электрического тока между электродом и деталью возникает электрическая дуга, которая плавит электрод, металл, а в результате две детали соединяются между собой на молекулярном уровне. Вкратце, так.
Особенности сварного соединения
Прочнее и долговечнее соединения двух металлических деталей, чем сварка, не придумали еще ничего. Если сварочный шов уложен правильно и по технологии, то соединение можно считать пожизненным. В результате пластической деформации материалов электрода и деталей происходит обмен молекулярными связями между материалами. Этого же результата можно достичь и другими методами, такими, как лазерная сварка,ультразвуковая сварка, газовая сварка, но самым доступным остается электродуговой метод.
Оборудование для электросварки
Конечно, без определенного оборудования ни о какой сварке речи быть не может. Сварочный аппарат можно сделать своими руками, но это отдельная история. В любом случае, нужно знать для каких целей необходима сварка, и только тогда можно составлять список оборудования. Мы рассмотрим самый простой райдер сварщика для бытовых целей из того, что можно недорого купить в любом магазине. Поскольку сварка у нас электрическая, то будем выбирать один из трех типов устройств, которые преобразуют напряжение бытовой сети.
- Трансформаторный сварочный аппарат. Самый простой и незамысловатый трансформатор. Только он должен иметь несколько регулировок, которые пригодятся для изменения силы тока. Такой аппарат тяжелый, но простой и недорогой. Недостатками его считают высокое потребление электроэнергии, а словить дугу на таком аппарате нужно поучиться.
- Выпрямительные аппараты. Выпрямитель, судя по названию, преобразует переменный ток в постоянный. Такой аппарат имеет постоянные выходные характеристики, что позволяет получить стабильную дугу, независимо от напряжения в сети. Отличается неплохим качеством шва.
- Инверторные сварочные аппараты. Самые совершенные аппараты с несколькими степенями регулировки. Они преобразуют переменный сетевой ток в постоянный, причем приводя его характеристики к идеальным для укладки сварочного шва. Инверторы более компактны, имеют сравнительно небольшой вес, экономичнее, чем трансформаторы и более эффективны.
 Отличается неплохим качеством шва.
Отличается неплохим качеством шва.Электроды для дуговой сварки
Электрод служит для того, чтобы во время плавки проводить электрический ток от вилки к свариваемым деталям. Электроды бывают разной толщины и она зависит от того, какой металл нужно сварить, какая его толщина и какая нагрузка будет подаваться на свариваемый узел.
Электрод состоит из проволоки специального сплава и оболочки, которая катализирует процесс сварки и во время горения дуги плавится и перегорает в шлак. В бытовых условиях, как правило, применяются электроды толщиной 3-5мм. Более толстые требуют уже более мощного сварочного аппарата и применяются в основном в строительстве и на производстве.
Приемы ручной электросварки
Перед, как сделать первый шов, необходимо тщательно зачистить поверхность, удалит с нее пыль, ржавчину и все, что может мешать прохождению тока. Далее на словах все очень просто:
- Вставляем в сварочную вилку электрод.
- Подключаем второй вывод из аппарата к свариваемой конструкции.
- Убеждаемся в том, что ток проходит по цепи, для этого можно коснуться электродом детали. Искры пошли, значит все нормально. Будем ловить дугу.
- Подносим электрод к свариваемым деталям. На определенном расстоянии от будущего шва возникает электрическая дуга, электрод начинает плавиться и плавить металл.
- Угол наклона электрода к плоскости сварки должен быть в пределах 60-70 градусов.
Нужно стараться не потерять дугу по длине всего шва. Тогда соединение будет максимально прочным. - Регулируем силу тока. С первого раза шов может не получиться. Если ток сварки слишком большой, металл прогорит. Если ток слишком маленький или электрод сырой, тогда он будет прилипать к свариваемой поверхности.
 Если ток слишком маленький или электрод сырой, тогда он будет прилипать к свариваемой поверхности.
Если ток слишком маленький или электрод сырой, тогда он будет прилипать к свариваемой поверхности.Тонкостей много, но кто не пробует, у того ничего не получается. Не нужно бояться электросварки. Хороший сварочный аппарат станет надежным помощником и в доме, и на даче, и в гараже. Главное – опыт. Удачных экспериментов!
Читайте также Сварочные маски хамелеон – как выбрать, Точечная сварка своими руками из микроволновки, Как правильно варить электросваркой
Основы дуговой сварки
Дуговая сварка считается самым простым и доступным из всех сварочных процессов. Почти каждый может получить доступ к аппарату для дуговой сварки и научиться дуговой сварке. Техническое название этого типа сварки — ручная дуговая сварка металлическим электродом или иначе — MMAW, также известная как сварка палкой.
Дуговая сварка используется во всех областях металлообработки и машиностроения как при производстве, так и при техническом обслуживании. Свариваемые металлы включают низкоуглеродистую сталь толщиной от 1/16 до 2 дюймов, нержавеющую сталь и чугун.Дуговая сварка — отличный метод ремонта чугунных отливок.
Во время дуговой сварки процесс заключается в том, что дуга генерирует достаточно устойчивое тепло высокой интенсивности, чтобы расплавить намеченный металл в любой точке, на которую он направлен. В сочетании с наполнителем / электродом это действие эффективно объединяет две детали.
Выбор аппарата для дуговой сварки
Для общего применения идеально подходит сварочный аппарат с выходом переменного / постоянного тока. Использование выхода постоянного тока даст лучшие результаты, поскольку эта настройка позволяет легко запускать с меньшим залипанием.Другие преимущества использования настроек постоянного тока включают более простую сварку над головой и вертикальную сварку, меньшую очистку из-за брызг и красивый внешний вид сварных швов.
Что касается мощности, то чем больше мощности вы можете себе позволить, тем лучше. Тем не менее, большинство приложений дуговой сварки можно обрабатывать с помощью аппарата на 225 ампер. Однако машину с более низким номинальным током все же можно использовать для сварки, скажем, 1-дюймовой стали, выполнив несколько проходов сварного шва для создания валика требуемого размера.
Тем не менее, большинство приложений дуговой сварки можно обрабатывать с помощью аппарата на 225 ампер. Однако машину с более низким номинальным током все же можно использовать для сварки, скажем, 1-дюймовой стали, выполнив несколько проходов сварного шва для создания валика требуемого размера.
Поскольку существует серьезная нехватка надежных сварщиков, и спрос на них растет с каждым днем, вы можете понять, почему важно знать, что сварка несложна.По оценкам, примерно 80% всех американских компаний, нанимающих дугосварщиков, затрудняются заполнить открытые вакансии. Также сообщается, что средний возраст квалифицированных и профессиональных сварщиков составляет 54 года. Это высокий показатель, учитывая, что эти люди скоро выйдут на пенсию. Кажется, что сварка — это один из самых сокровенных секретов страны, когда дело касается подготовки к работе в будущем.
Многие люди считают дуговую сварку опасным занятием из-за того, что в них используются электрические токи высокого напряжения.В прошлом это могло быть правдой, но благодаря сегодняшним достижениям в области защитного оборудования и правил риск значительно снизился. Сегодня дуговая сварка не более опасна, чем работа с слесарными работами и плотницкими работами. Может быть, пора начать новую карьеру.
(PDF) Исследование мотивации студентов к использованию мобильного обучающего приложения по дуговой сварке
Бумага — исследование мотивации студентов к использованию мобильного обучающего приложения по дуговой сварке
[38] Lin, H.X., Choong, Y., & Salvendy, G. (1997). Предлагаемый индекс удобства использования: метод
для сравнения относительного удобства использования различных программных систем. Поведение и
информационные технологии, 16 (4-5), 267-277. https://doi.org/10.1080/014492997119833
[39] Лугмайр, А., Сутинен, Э., Сухонен, Дж., Седано, К.И., Хлавакс, Х., и Монтеро, CS 2017.
Серьезное повествование –Первое определение и обзор, Мультимедийные инструменты и приложение. . 76 (14),
. 76 (14),
15707-15733. https://doi.org/10.1007/s11042-016-3865-5
[40] Махамад, С., Ибрагим, М.Н., и Тайб, С.М. (2010). Мобильное обучение: новая парадигма обучения математике
в Малайзии, Международный журнал компьютерных наук и
Информационные технологии, 2 (4), 76-86. https://doi.org/10.5121/ijcsit.2010.2407
[41] Макмиллан, К., Флад, К., и Глезер, Р. (2017). Виртуальная реальность, дополненная реальность, смешанная реальность
и движение за сохранение морской среды.Сохранение водных ресурсов: морские и
пресноводные экосистемы, 27, 162-168. https://doi.org/10.1002/aqc.2820
[42] Насутион, Ф. Н. (2004). Penggunaan teknologi informasi berdasarkan aspek perilaku
(Поведенческий аспект). Электронная библиотека УрГУ. Получено с http: //repository.usu.
ac.id/handle/123456789/1194.
[43] Натараджан В. (2016). 50 лет технического образования в Сингапуре: как построить систему TVET мирового класса
.World Scientific.
[44] Нгуре, С. В. (2013). Где получить профессиональное образование в Кении? Требует ли анализ обучения и разработки
ответа на вызовы в этом секторе? Журнал образования и
Профессиональные исследования, 4 (6), 193-204.
[45] Наннэлли, Дж. К. (1978). Психометрическая теория. Макгроу-Хилл, Нью-Йорк.
[46] Ньерере, Дж. (2009). Сектор технического и профессионального образования и обучения (ТПОП)
картографирование в Кении.Амерсфорт: Фонд Эдуканс.
[47] О’баннон Б. В. и Томас К. (2014). Восприятие учителями использования мобильных телефонов в классе
: Возраст имеет значение! Компьютеры и образование, 74, 15–25. https://doi.org/10.
1016 / j.compedu.2014.01.006
[48] Окимото, М. Л., Окимото, П. К., и Гольдбах, К. Э. (2015). Пользовательский опыт в
дополненной реальности применительно к сварочному образованию. Производство процедур, 3, 6223-
6227.https://doi.org/10.1016/j. promfg.2015.07.739
promfg.2015.07.739
[49] Оз, К., Аяр, К., Серттас, С., Ийибилгин, О., Сой, У., и Cit, Г. (2012). Приложение для оценки производительности
для кандидата на сварку в Virtual Welding Simulator. Процедура —
Социальные и поведенческие науки, 55, 492-501. https://doi.org/10.1016/j.sbspro.2012.09.529
[50] Оздамли Ф. и Кавус Н. (2011). Основные элементы и характеристики мобильного обучения.
Процедурно-социальные и поведенческие науки, 28, 937–942.https://doi.org/10.
1016 / j.sbspro.2011.11.173
[51] Касим, М., Ахмад, М., Омар, М., Зулкифли, А. Н., Абу Бакар, Дж. А. (2018a).
Убедительная технология и мобильное здравоохранение: критический обзор. Журнал перспективных исследований
в динамических системах и системах управления, 10 (10), 1501-1513.
[52] Касим, М., Ахмад, М., Омар, М., Зулкифли, А. Н., и Абу Бакар, Дж. А. (2015).
Отношение родителей к использованию мобильного приложения для наблюдения за детьми
Статус ожирения.ARPN Journal of Engineering and Applied Sciences, 10 (3), 977-985.
[53] Касим, М. М., Ахмад, М., Омар, М., Зулкифли, А. Н., и Абу Бакар, Дж. А. (2018b). Процесс
для разработки инструмента для измерения убеждений родителей
с помощью приложения PMCOM. В материалах конференции AIP (том 2016, № 1, стр. 020119). АИП
Издательство. https://doi.org/10.1063/1.5055521
[54] Рамья, Г., и Мадхумати, П.(2017). Использование дополненной реальности для английского языка
Преподавание и обучение. Язык в Индии, 17 (7).
[55] Rust, R.T. и Оливер, Р.Л. (1994), Качество обслуживания: новые направления в теории и
на практике, Sage Publications, Thousand Oaks, CA.
iJIM — Том. 13, No. 10, 2019
Fab Times | Какой способ сварки — простой, но сложный процесс
Дуговая сварка экранированного металла (SMAW) или Ручная сварка — это процесс дуговой сварки, выполняемый вручную с использованием электрода, покрытого флюсом, прокладывающим сварной шов. В этом методе используется источник сварочного тока, который подносит плавящийся электрод к металлу. При этом образуется небольшая сварочная ванна. Когда сварочная ванна охлаждается, образуется сварной шов. Роль покрытия флюсом выделяет защитный газ, когда электрод плавится, помогая защитить область сварного шва.
В этом методе используется источник сварочного тока, который подносит плавящийся электрод к металлу. При этом образуется небольшая сварочная ванна. Когда сварочная ванна охлаждается, образуется сварной шов. Роль покрытия флюсом выделяет защитный газ, когда электрод плавится, помогая защитить область сварного шва.
Сварщикам необходимо зажигать дугу между электродом и металлом. Легкое прикосновение электрода к металлу создает дугу. Возникла дуга, электрод и металл плавятся, образуя сварной валик.WeldNotes.com предоставляет отличный обзор процесса.
SMAW — это наиболее широко используемый вид сварки, в основном используемый для черных металлов любой толщины, таких как углеродистые стали, нержавеющие стали, легированные стали и железо.
Мы используем сварку методом SMAW во многих отраслях , например:
- Строительство
- Судостроение
- Нефть
- Ремонт на месте
- Сварка конструкций
Изобретение
Два человека в истории отвечали за SMAW или сварку штучной сваркой.В 1888 году русский изобретатель Николай Славянов представил идею дуговой сварки плавящимися металлическими электродами. Хотя Николай Бернардос изобрел дуговую сварку, Славянов был первым, кто применил этот метод сварки на практике.
Славянов работал на Пермских пушечных заводах и использовал электрическую дугу для разжижения металла с целью улучшения качества металла для ковки стволов орудий. Используя расходуемые металлические электроды, он разработал лучший метод дегазации металлической жидкости, чтобы избежать образования раковин, ослабляющих прочность металла.
В 1890 году Чарльз Л. Коффин запатентовал процесс дуговой сварки с использованием металлических электродов. В то время как Славянов использовал электрическую дугу для литья металла в форму, идея Коффина заключалась в использовании расплавленного металла в качестве присадочного материала в стыке, создавая сварной шов.
Сегодня сварка штучной сваркой по-прежнему осуществляется вручную, но электроды стали более совершенными, а используемое оборудование стало намного более эффективным.
Процесс
Сварка палкой — это относительно простой процесс, поскольку для него просто необходимо необходимое оборудование.
- Блок питания
- Электроды
- Электрододержатель
- Зажим
- Сварочные провода
- Правильные СИЗ
- Электроды
Блок питания
AC или DC образует дугу между обрабатываемой металлической деталью и электродом. Длина дуги, определяемая типом и диаметром электрода, определяет величину необходимого напряжения. Более высокий ток обеспечивает мощность, необходимую для сварки толстых металлов.
Электроды
Важно знать, какие электроды использовать и как они работают. Электроды делятся на три группы:
- Быстрая заливка: электродов, которые быстро расплавляются, для быстрой, плоской и горизонтальной сварки
- Быстрая заморозка: электродов, которые быстро затвердевают, используются для сварки во всех положениях
- Fill-freeze: электроды, которые являются промежуточными и идеально подходят для общего использования.
Электроды имеют флюсовое покрытие, которое превращается в газ, обеспечивая защиту сварных швов за счет уменьшения загрязнения, повышения чистоты и качества сварки.
Уровень навыка
Хотя сварка штангой относительно проста, кривая обучения может быть выше по сравнению с другими методами сварки. Несмотря на свою простоту, для получения качественных результатов требуются квалифицированные и опытные сварщики.
Преимущества и недостатки
Как и любой другой метод сварки, сварка штучной сваркой имеет свои преимущества и недостатки.
Преимущества
Некоторые преимущества сравнительно значительны:
- Отдельный защитный газ не требуется.
- Для сварки палкой используется базовое оборудование.
- Доступен широкий диапазон типов и размеров электродов.
- Операторы могут использовать его с различными металлами.
- Хорошо работает на открытом воздухе и в помещении, в дождь и в яркую погоду.
- Операторы могут изучить его довольно быстро.
- Подходит для множества проектов.

Недостатки
Недостатки сварки штангой включают:
- Необходимо удалить шлак после сварки.Улавливание шлака также является проблемой при формировании включений SMAW, которые необходимо удалить.
- Неиспользованные штыри электрода — сварку необходимо прекратить, когда дойдут до последних 2 дюймов электрода.
- Брызги
- Низкая относительная скорость SMAW.
- Трудоемкая очистка от брызг и удаление шлака
- Создает больше искр и тепла, чем другие методы сварки
- Выкрашивание и шлифовка завершенных сварных швов приводит к образованию вредной пыли.
- Необходимо остановить процесс сварки для замены использованного электрода и удаления шлака
Распространенные проблемы при сварке стержнем
Помимо списка недостатков, есть несколько проблем , которые, если они возникнут, ухудшают качество сварного шва.
- Растрескивание
- Мелкое проникновение
- Плохая сварка
- Пористость
- Блуждающая дуга
- Нестабильная дуга
- Подрезка
- Брызги
Растрескивание
Вдоль сварного шва могут образовываться трещины нескольких видов, что ведет к переломам. Три основные причины растрескивания включают высокое содержание серы, сплава или высокого содержания углерода в основных металлах. Кроме того, существует большая вероятность появления трещин, если детали жесткие.
Мелкое проникновение
Проникновение — это глубина сварного шва в основном металле. Из-за процесса, используемого при сварке стержнем, трудно определить, достиг ли он правильного проплавления.
Бедный сплав
Когда на всем шве образуется сплошной валик и сварочная ванна прочно связывает обе стороны шва, происходит надлежащее сплавление. Когда происходит плохое сращение, это легко увидеть.
Пористость
Пористость — это мера пустот в материале, обычно не видимая.Это одна из наиболее распространенных проблем при сварке штучной сваркой. Если поверхность основного металла загрязнена или плохо сваренный шов не остается расплавленным очень долго, то пузырьки газа, образующиеся в процессе сварки, не успевают выйти.
Блуждающая арка
Случайные магнитные поля могут вызвать отклонение дуги от предполагаемого направления, что обычно является проблемой при использовании постоянного тока.
Нестабильная дуга
Если дуга нестабильна, несмотря на правильную полярность и ток, это может быть простая причина: влажные электроды.
Подрезка
Хотя это может показаться эстетической проблемой, образование канавки в основании металла приводит к поднутрению. Устранение проблем с поднутрением снижает скорость производства и является дорогостоящим.
Брызги
Нет никакого влияния на прочность сварного шва после сварочных брызг, но плохая обработка поверхности требует времени, что приводит к увеличению затрат на очистку.
Что нового в SMAW
Процесс SMAW мало изменился с момента его изобретения.Для запуска процесса по-прежнему требуется дуга, и сварщик накладывает валик с плавящимся электродом.
Усовершенствования в сварке штучной сваркой связаны с инновациями в области электродов и источников сварочного тока.
Инновации с электродом
Раньше водородный крекинг был большой проблемой. Растрескивание возникает, когда сварка дает трещину на стыке из-за отсоединения электродов.
Введение электродов с низким содержанием водорода помогло решить проблему растрескивания.При использовании электродов с низким содержанием водорода возникают некоторые проблемы с хранением. Открытие упаковки подвергает электроды воздействию влаги. Правильное хранение упаковок снижает проблемы, связанные с влажностью.
Открытие упаковки подвергает электроды воздействию влаги. Правильное хранение упаковок снижает проблемы, связанные с влажностью.
Желательно использовать их в течение 9-часового рабочего дня; в противном случае они могли бы вернуться к поведению при водородном крекинге .
Современные электроды повышают прочность сварных швов, необходимых для использования в военных целях.
То же самое касается сварки сосудов высокого давления, например котлов или оборудования, необходимого для работы при низких температурах.
Энергетические инновации
Заедание электрода — это проблема, вызванная естественным падением напряжения, приводящим к остановке дуги. Сегодня существуют силовые устройства SMAW, предназначенные для решения этой проблемы. Когда вот-вот произойдет залипание, источник питания увеличивает ток, предотвращая залипание.
Инверторыустраняют необходимость в трехфазных источниках питания. Инверторы предотвращают прерывания во время сварки, предотвращая провалы в источнике питания.
Эти инверторные блоки намного проще транспортировать, и они обеспечивают большую универсальность в сварке.
Итого
Портативность сварки штангой означает, что она используется в различных отраслях промышленности, как в помещении, так и на открытом воздухе. Простота оборудования означает, что процесс менее затратный в настройке. Однако такая простота вводит в заблуждение в том смысле, что это сложный процесс сварки.
Скорость производства ниже, и результаты могут быть не такими хорошими, как сварка TIG, но SMAW остается одним из самых популярных методов дуговой сварки.
Научитесь сваривать »Новости DCTC
От экспертов Технического колледжа округа Дакота
Minnesota Training Connection предлагает обучение сварке с 8 а.м. до полудня по трем субботам в августе 2020 года. Тренинг предназначен для тех, кто занимается ремонтом дома на выходных, и всех, кто хочет научиться сварке.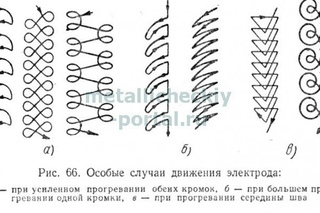
Основы газовой дуговой сварки (GMAW): суббота, 1 августа 2020 г., с 8:00 до 12:00.
Газовая вольфрамовая дуговая сварка (GTAW): суббота, 8 августа 2020 г., с 8:00 до полудня.
Дуговая сварка экранированного металла (SMAW): суббота, 15 августа 2020 г., с 8:00 до полудня.
НЕОБХОДИМА ОДЕЖДА И СНАРЯЖЕНИЕ: Наденьте кожаные ботинки, хлопковые джинсы и хлопковую рубашку с длинными рукавами.Если у вас есть собственный сварочный шлем и сварочные перчатки, возьмите их с собой, если хотите их использовать. В противном случае эти предметы и все другие материалы будут предоставлены.
Подробнее о сварочных процессах… ¹
GMAW
Сварка металлическим электродом в газовой среде (GMAW) металл (-и) заготовки, который нагревает металл (-а) заготовки, заставляя их плавиться и соединяться.
ПОДРОБНЕЕ .. .GTAW
Дуговая сварка вольфрамовым электродом (GTAW) , также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, при котором для получения сварного шва используется неплавящийся вольфрамовый электрод.
ПОДРОБНЕЕ…SMAW
Экранированная дуговая сварка (SMAW) , также известная как ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка под защитным флюсом или, неофициально, как сварка стержнем, представляет собой процесс ручной дуговой сварки, в котором используется плавящийся электрод, покрытый флюсом для уложить сварной шов.
ПОДРОБНЕЕ…ЧТО: Обучение сварщику
КОГДА: суббота • с 8:00 до 12:00
1 августа 2020 г .: Основы дуговой сварки металлическим электродом (GMAW)
8 августа 2020 г .: Дуговая сварка вольфрамовым электродом (GTAW)
15 августа 2020 г .: Дуговая сварка защищенного металла (SMAW)ГДЕ: Здание общественной безопасности
Северная сторона County Road 42 напротив кампуса DCTC Rosemount
Технический колледж округа Дакота
1300 145th Street East
Rosemount, MN 55068СТОИМОСТЬ: 150 долларов за класс
Minnesota Training Connection в техническом колледже округа Дакота и муниципальном колледже Инвер-Хиллз обеспечивает высококачественное и оперативное техническое и профессиональное образование в рамках программ, ориентированных на карьеру, адаптированных к вашим конкретным потребностям.
У нас всегда начинаются новые курсы. Посмотрите, что будет дальше, и зарегистрируйтесь сейчас.
Технический колледж округа Дакота
- Курсы по бизнесу и менеджменту
- Медицинские курсы
- Производственные и профессиональные курсы
- Курсы по транспорту и безопасности
- Курсы повышения квалификации
Общественный колледж Инвер-Хиллз
- Продвинутая система жизнеобеспечения сердца
- CPR / BLS
- Техник скорой медицинской помощи
- Курсы инструкторов EMS
- Фельдшер переподготовки
- Паспорт на пенсию
- Личное обогащение
КОНТАКТЫ MINNESOTA TRAINING CONNECTION
Сварочные технологии в DCTC
Программа «Сварочные технологии» в Техническом колледже округа Дакота предлагает разнообразную подготовку по различным сварочным процессам, характерным для сварочной отрасли.Будучи студентом программы, вы получите теоретические знания в классе и получите практический опыт в современных сварочных лабораториях колледжа.
Основные темы и сварочные процессы, охватываемые этим девятимесячным курсом, подготовят вас к работе начального уровня в сварочной отрасли.
Сварочный диплом • 36 кредитов
ПОДРОБНЕЕ…
Узнайте больше об обучении сварке от Minnesota Training Connection, обратившись по телефону:
Пауль Деттманн
Представитель по индивидуальному обучению
651-423-8434
¹
Предоставлено ВикипедиейОбзор основ дуговой сварки
Обзор основ дуговой сварки
А.Бхатия, Б.
Краткое содержание курса
Сварщик — это сложная и динамичная профессия, которая пользуется большим спросом. не ограничиваясь одной отраслью или географическим регионом. Этот 4-часовой курс познакомит вас с фундаментальными знаниями о дуговой сварке, которые считаются необходимыми для начала работы в области сварки и производства. В нем обсуждаются структура и свойства как металла шва, так и зоны термического влияния. В нем объясняется необходимость подготовки кромок при стыковой сварке и приводятся примеры используемых типов.В нем описывается, как можно изменить процедуру сварки в соответствии с потребностями конкретного выполняемого соединения.
не ограничиваясь одной отраслью или географическим регионом. Этот 4-часовой курс познакомит вас с фундаментальными знаниями о дуговой сварке, которые считаются необходимыми для начала работы в области сварки и производства. В нем обсуждаются структура и свойства как металла шва, так и зоны термического влияния. В нем объясняется необходимость подготовки кромок при стыковой сварке и приводятся примеры используемых типов.В нем описывается, как можно изменить процедуру сварки в соответствии с потребностями конкретного выполняемого соединения.
Этот курс включает в себя викторину с несколькими вариантами ответов в конце, которая предназначена для улучшения понимания материалов курса.
Обучение Объектив
По завершении этого курса студент:
- Назовите и опишите четыре основных типа процессов дуговой сварки и расскажите, какие факторы влияют на их выбор;
- Объясните, как работают методы SMAW, GMAW, GTAW и SAW;
- Узнайте, как правильно выбирать защитные газы при дуговой сварке;
- Понимать технический словарь сварки применительно к различным типам соединений и сварных швов;
- Определите зону термического влияния и скажите, какие изменения могут произойти в ней во время сварки;
- Опишите влияние неравномерного или быстрого нагрева и охлаждения на основные металлы и сварные швы;
- Объясните преимущества предварительного нагрева и объясните, когда его следует использовать;
- Перечислить факторы, влияющие на качество сварных соединений;
- Понимать важность процедур сварки;
- Описать эффективные методы перекрестной проверки и неразрушающего контроля;
- Уметь интерпретировать сварочный чертеж, линии, размеры, символы и примечания для передачи идей на бумаге; и
- Опишите средства индивидуальной защиты, необходимые для сварки.
Предполагаемый Аудитория
Этот курс предназначен для студентов, инженеров-механиков, инженеров-конструкторов и технологов, руководителей предприятий, специалистов по охране труда, окружающей среды, энергоаудиторов и всех, кто хочет получить базовое понимание принципов сварки.
Пособие участникам
Квалифицированные сварщики необходимы в различных отраслях металлургической и строительной промышленности, а также в автомобильной и судостроительной отраслях.Этот курс по сварке дает потенциальным профессионалам базовое понимание теории, принципов, методов и приемов, связанных с современной дуговой сваркой.
Введение в курс
Проще говоря, сварка — это соединение материалов, обычно металлов или термопластов, посредством коалесценции. Часто это делается путем расплавления заготовок и добавления присадочного материала для образования ванны расплавленного материала (сварочной ванны), которая остывает, чтобы стать прочным соединением, с давлением, которое иногда используется в сочетании с нагревом или само по себе, чтобы произвести сварку .Это контрастирует с пайкой и пайкой, которые включают плавление материала с более низкой температурой плавления между деталями для образования связи между ними без плавления деталей.
Этот 4-часовой курс познакомит вас с основными принципами дуговой сварки. Обратите внимание, что этот курс не заменяет надлежащего ученичества.
Курс Содержимое
Этот курс находится в следующем PDF-документе:
Обзор основ дуговой сварки
Пожалуйста, нажмите
подчеркнутый выше гипертекст для просмотра, загрузки или печати документа для вашего
изучение.Из-за большого размера файла мы рекомендуем сначала сохранить
файл на свой компьютер, щелкнув правой кнопкой мыши и выбрав «Сохранить цель
Как … «, а затем откройте файл в Adobe Acrobat Reader. Если у вас все еще есть
возникнут какие-либо трудности при загрузке или открытии этого файла, возможно, вам придется закрыть некоторые
приложения или перезагрузите компьютер, чтобы освободить память.
Краткое содержание курса
Американское сварочное общество (AWS) определяет процесс сварки как «процесс соединения материалов, который вызывает слияние материалов путем их нагрева до подходящих температур с приложением давления или без него, либо путем приложения давления отдельно, с использованием или без использования наполнителя. материал ».Группа дуговой сварки включает четыре основных процесса, каждый из которых отличается от других, но во многих отношениях похож.
Процесс дуговой сварки защищенным металлом (SMAW) — это простейший процесс дуговой сварки, при котором происходит слияние металлов за счет их нагрева дугой между покрытым металлическим электродом и заготовкой. Экранирование достигается разложением электродного покрытия. Давление не используется, а присадочный металл получается из электрода.
Автоматическая сварка стала популярной после внедрения процесса дуговой сварки под флюсом (SAW).Давление не используется, а присадочный металл получается из электрода, а иногда и из дополнительного сварочного прутка ». Обычно оно ограничивается плоским или горизонтальным положением.
При дуговой сварке вольфрамовым электродом (GTAW), также известной как сварка TIG, используется вольфрам неплавящимся электродом. Этот процесс особенно подходит для цветных металлов, особенно магния и алюминия. Другой родственный процесс, известный как газовая дуговая сварка (GMAW), также называемый сваркой MIG, использует непрерывный присадочный металл (расходуемый) электрод для дуги.Защита полностью обеспечивается за счет поступающего извне газа или газовой смеси.
Для сварки можно использовать множество различных источников энергии, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук. Хотя сварка часто является промышленным процессом, ее можно выполнять в самых разных средах, в том числе на открытом воздухе, под водой и в открытом космосе. Однако независимо от местоположения сварка остается опасной, и необходимо соблюдать меры предосторожности, чтобы избежать ожогов, поражения электрическим током, повреждения глаз, ядовитых паров и чрезмерного воздействия ультрафиолета.
Тест
Однажды вы закончили учиться выше содержания курса, тебе надо пройти тест для получения кредитов PDH .
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Материалы содержащиеся в онлайн-курсе не являются заявлением или гарантией со стороны Центра PDH или любого другого лица / организации, упомянутых здесь. Материалы предназначены только для общей информации. Они не заменяют грамотного профессионала. совет.Применение этой информации к конкретному проекту должно быть пересмотрено. зарегистрированным архитектором и / или профессиональным инженером / геодезистом. Кто-нибудь делает использование информации, изложенной в настоящем документе, делает это на свой страх и риск и предполагает любую вытекающую из этого ответственность.
Нужно ли мне их все выучить?
Наблюдали ли вы когда-нибудь морского сварщика в действии — летят искры, опущенный козырек на чем-то похожем на шлем космонавта и надежные перчатки на месте — и думали: «Это мог быть я»? При правильном обучении это возможно.Вот как.
Что такое морская сварка?
Есть три вида морской сварки. Чаще всего термин относится к процессу соединения металлических деталей для строительства кораблей и лодок и проведения ремонта на морские суда. Третий тип осуществляется под водой на морских месторождениях нефти. установки аквалангистов.
В в судостроении сварные соединения лучше заклепок, потому что они быстрее завершить и использовать меньше стали. Меньше стали означает меньшие затраты, как с точки зрения материалов, так и с точки зрения меньшего веса корабля, что приводит к снижению расхода топлива расходы.Сварные соединения также обеспечивают более гладкую поверхность корпуса и меньшее сопротивление; корабли скользят по воде быстрее на единицу расхода топлива.
Какие типы сварных швов используют судостроители?
Морской сварщики используют три основных метода:
- Дуга сварка — Использование металлический электрод, подключенный к источнику питания, оператор создает электрическую дугу, достаточно горячую, чтобы расплавить электрод на металлическая пластина. В расплавленный металл вставляется вторая металлическая пластина, которая остывает, образуя постоянный шов.Это похоже на соединение двух плиток шоколада вместе, растопив полоску шоколада на одном из них, а затем проталкивая другой кусок в расплавленную полосу и удерживая две плиты вместе, пока стык не затвердеет.
- Газ сварка — Здесь реакция между кислородом и топливным газом, часто ацетиленом, достаточно горячая, чтобы расплавить два куска металла. Этот метод имеет ряд преимуществ перед дуговым сварка; а именно скорость, хороший контроль скорости плавления и портативность аппарата.Потому что оборудование менее громоздкое, чем который используется при дуговой сварке, подходит для ограниченного рабочего пространства часто встречается в морской среде. Учтите, однако, что есть повышенный риск возгорания.
- Сопротивление сварка — Это термоэлектрический процесс, который генерирует тепло на границе раздела двух частей металла, которые соединяются вместе. Это достигается путем передачи электрический ток через них, используя точно контролируемое время и давление.
Другие методы, характерные для морской сварки, включают многократные проходы, сварку прихваточными швами и сварочные последовательности.
Важность формального образования в области сварки
Хотя, по данным Статистического управления труда, можно получить работу сварщика, имея лишь диплом средней школы и некоторое обучение на рабочем месте, но вы окажете себе огромную услугу, вложив свои средства в некоторые из них. формальное обучение, например, диплом младшего специалиста по морской сварке.
Есть несколько причин, почему это так. Во-первых, техники и практики любого учит вас на работе, скорее всего, будет ограничиваться их личным опыты. Если все, что они когда-либо использовали, — это прихваточные швы, скорее всего, это все что они научат вас.
Второй, если они не успевают за новыми разработками и технологиями, информация, которую они предложение может быстро устареть. Наконец, вместе с их навыками и навыки, они также передадут вам свои вредные привычки.
Ассоциированная степень в области профессионального обучения в Морская сварка
Преследуя степень младшего специалиста признанного технологического учебного заведения, вы могли бы пользоваться новейшими технологиями и оборудованием. Типичный учебная программа может включать курсы по широкому кругу вопросов морской сварки. техники в том числе:
- Дуговая сварка в среде защитного металла
- Дуговая сварка металлическим вольфрамом
- Дуговая сварка металлическим вольфрамом
- Дуговая сварка вольфрамовым электродом в среде защитного металла Дуговая сварка труб 2G и 5G
- Газовая дуга Металл / Газовая вольфрамовая дуга Сварка, алюминий
Как начать карьеру сварщика
The BLS предлагает некоторые важные личные качества, необходимые для достижения успеха в морская сварка.Работа требует как ручной, так и физической ловкости. сила и выносливость. Вам нужна твердая рука и хорошая зрительно-моторная координация, чтобы держите фонарик на месте. Также вам понадобится хорошее зрение и внимание к деталям. Таким образом, вы можете выполнять точные работы и отслеживать изменения потока расплава. металл.
Вы также иметь преимущество, если у вас есть некоторый опыт в математике, механическом рисовании, физика, химия и металлургия. Понимание электричества полезно, а также знание компьютеров и умение читать чертежи.
Дополнительное обучение для продвижения по карьерной лестнице
Если вы выберете учреждение, которое предлагает курсы управления услугами в дополнение к сварке Обучение технологиям, вы можете конкурировать за более высокооплачиваемую работа с большей ответственностью. Это дополнительное обучение может помочь вам узнать все, что вам нужно знать для работы руководителем или по специальности.
ATI предлагает образовательные программы по сварке
предложения ATI курсы по сервис-менеджменту, обслуживанию клиентов, психологии, этике в бухгалтерский учет и целый набор возможностей научиться управлять деловые аспекты сварочных работ в дополнение к технической стороне.
Получение степени младшего специалиста по сварочным технологиям в сфере управления услугами может помочь вам в достижении ваших целей в области сварки! Если это похоже на то, что вас интересует, свяжитесь с Институтом передовых технологий сегодня.
Учитесь, практикуйтесь, повторяйте: как преуспеть в карьере сварщика
Советы и идеи от Welding Pro, Alex Seibert
Мы впервые встретились с Алексом в штаб-квартире Arc-Zone.com® еще в октябре 2019 года. Он сварщик MIG и TIG в аэрокосмической отрасли и один из ведущих подкаста Just the Other Day, развлекательного шоу о сварке, в котором участвуют представители некоторых стран мира. самые талантливые производители.
Алекс нашел очень ценное время в своем плотном графике, чтобы поделиться с нами своими успехами в сварочной отрасли.
Прежде чем мы углубимся в дело
Начнем с вашего имени, возраста и места жительства
Алекс Зайберт. Оушенсайд, Калифорния,
Чем вы увлекаетесь? Что вы делаете для забавы?
Гольф, подкасты и выпивка с друзьями
Сварка, по Алексу
Сколько времени вы занимаетесь сваркой? Чем вас заинтересовала сварка?
Я занимаюсь сваркой 8 лет.Изначально в сварку попал за деньги. Затем, когда я зажег свою первую дугу, я влюбился в нее. Удовольствие от работы руками не имеет себе равных.
Чем вы сейчас занимаетесь? Если сварка не является частью этого, как вы используете сварку (какие проекты, почему вы свариваете и т. Д.)?
Я изготовитель / сварщик металла в компании, которая специализируется на поворотных приспособлениях и инструментах для аэрокосмических компаний
Как вы тренировались? Какие сварочные процессы вы используете больше всего или с которыми вам лучше знакомы?
Мое обучение в основном состояло из наблюдения за тем, как это делают другие люди.Потом позже пытаюсь применить свою технику. После этого я настроил то, что я узнал, на то, что лучше всего соответствует моему личному стилю. Я в основном использую MIG там, где я сейчас работаю, но должен сказать, что мне удобнее делать TIG
.Какой совет вы дали бы себе 15-летнему? Какой совет вы бы дали молодым людям, интересующимся сваркой как профессией?
Инвестируйте в себя. Сделайте себя ценным. Не тратьте время на улучшение или улучшение.Я бы посоветовал молодому сварщику всегда задавать вопросы, какими бы глупыми они ни казались. Сварка — это просто … нужно много знать. Также потренируйтесь.
Что было для вас самой большой проблемой в карьере на сегодняшний день?
Открытость для новых методов. Легко застрять на своем собственном пути и трудно принять другой подход, который потенциально может принести вам пользу в долгосрочной перспективе.
Где вы видите возможности трудоустройства в этой отрасли? Каков наилучший путь к успеху как для женщин, так и для мужчин, особенно с учетом прогнозируемой нехватки квалифицированных сварщиков?
Сложно сказать.Сварка используется во многих отраслях. Это зависит от того, что делает вас счастливым. Что бы вы ни делали, вы должны гордиться всем, что вы делаете. То, что вы создаете, — это отражение самого себя.
Любые другие темы, которые вы хотели бы затронуть, например, любимый проект, любимые инструменты, музыка, которую вы слушаете во время сварки, где вы черпаете вдохновение для своих проектов и т. Д.?
Никогда не предполагайте, что вы закончили обучение. Никогда не думайте, что вам не станет лучше. Всегда есть возможности для совершенствования и всегда есть чему поучиться.Уважайте ветеранов и не недооценивайте зеленые рога.
Что теперь?
Алекс продолжает преуспевать в карьере сварщика, демонстрируя свои навыки в Instagram.