Нормирование расхода сварочных материалов
Нормирование расхода сварочных материаловЕсть два нормативных акта по этой теме:
01) Нормы ВСН-452-84 >>> Прoизводственные нормы расхода материалов в строительстве… (Mинмонтажспецстрой СССР),
02) Нормы ВСН-416-81 >>> Общие производственные нормы расхода материалов в строительстве. Сборник 30. Сварочные работы (Mинмонтажспецстрой СССР).
Также существует более современный ДСТУ 3159-95 «Ресурсосбережение. Нормирование расхода сварочных материалов. Общие требования, методы определения нормативов ручной и механизированной электросварки» (разработан в 1995 году Институтом электросварки им. Е. О. Патона НАН Украины, Киев).
О самом процессе нормирования и его принципах крайне мало внятных учебных материалов (ведь иногда приходится производить собственные расчеты норм для своих конкретных случаев).
Могу рекомендовать следующее:
• Справочное пособие «НОРМИРОВАНИЕ СВАРОЧНЫХ МАТЕРИАЛОВ ДЛЯ ДУГОВОЙ СВАРКИ», Разработал преподаватель Волков В. В., Томский промышленно – гуманитарный колледж.
Родственная тема:
• Расчет массы наплавленного металла.
Популярные страницы:
Марки электродов, Выбор электрода, Аустенитные стали, Химический состав углеродистых сталей, Классификация чугунов, Классификация легированных сталей, Мартенситные стали, Особенности сварки чугуна, Латунь, процентный состав, Аустенитно-ферритные стали, Ферритные стали, Сварка стали, Сварка алюминия и меди, Сварка угловых соединений, Мартенситно-ферритные стали, Свойства углеродистой стали, Хромистые стали, Марки меди, Сварка алюминия, Сварка труб, Особенности сварки меди, Видео — уроки сварки, Свариваемость сталей, Дефекты сварных соединений, Режимы ручной дуговой сварки, Сварка в среде защитных газов, Сварка горизонтальных швов, Технология наплавки, Методы пайки, Дефекты ручной дуговой сварки, Опасные, вредные производственные факторы, Технологическая карта на сварочные работы, Сварка вертикальных швов, Режимы сварки в защитных газах, Технологический процесс сварки, Режимы сварки под флюсом, Сварка в среде углекислого газа, Виды сварных соединений и швов, Ультразвуковой контроль сварных соединений.
Популярные ГОСТы:
ГОСТ 5264-80, ГОСТ 14771-76, ГОСТ 8713-79, ГОСТ 11534-75, ГОСТ 15878-79, ГОСТ 23518-79, ГОСТ 9356-75, ГОСТ 15527-2004, ГОСТ 9466-75, ГОСТ 9467-75, ГОСТ 10052-75, ГОСТ 23055-78, ГОСТ 14782-86, ГОСТ 6996-66, ГОСТ 3242-79, ГОСТ 7512-82, ГОСТ 12.3.003-86, ГОСТ 2.312-72, ГОСТ 14098-91, ГОСТ 16037-80.
|
|
ЕСКД. Условные изображения и обозначения швов сварных соединений |
|
ГОСТ 3.1705-81 |
ЕСКД. Правила записи операций и переходов. Сварка |
|
ГОСТ 4.44-89 |
Система показателей качества продукции. Оборудование сварочное механическое. |
|
ГОСТ 4.140-85 |
Система показателей качества продукции. Оборудование электросварочное. Номенклатура показателей. |
|
ГОСТ 4.433-86 |
Система показателей качества продукции. Оснастка универсально-сборная. Номенклатура показателей. |
|
ГОСТ 5.917-71 |
Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400. Требования к качеству аттестованной продукции. |
|
ГОСТ 5.1215-72 |
Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции |
|
ГОСТ 12. |
ССБТ. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений. |
|
|
ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности. |
|
ГОСТ 12.2.008-75 |
ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности |
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Требования безопасности. |
|
ГОСТ 12.4.035-78 |
ССБТ. Щитки защитные лицевые для электросварщиков. |
|
ГОСТ 31.211.41-93 |
Детали и сборочные единицы сборно-разборных приспособлений для борно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности |
|
ГОСТ 31.211.42-93 |
Детали и сборочные единицы сборно-разборных приспособлений для борно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение. |
|
ГОСТ 95-77 |
Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия. |
|
ГОСТ 297-80 |
Машины контактные. |
|
ГОСТ 304-82 |
Генераторы сварочные. Общие технические условия. |
|
ГОСТ 1077-79 |
Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования. |
|
ГОСТ 2402-82 |
Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия. |
|
ГОСТ 2601-84 |
Сварка металлов. Термины и определения основных понятий. |
|
ГОСТ 3242-79 |
Соединения сварные. Методы контроля качества. Методы контроля качества.
|
|
ГОСТ 4416-94 |
Мрамор для сварочных материалов. Технические условия. |
|
ГОСТ 4417-75 |
Песок кварцевый для сварочных материалов. |
|
ГОСТ 4421-73 |
Концентрат плавиковошпатовый для сварочных материалов. Технические условия. |
|
ГОСТ 5191-79 |
Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования. |
|
|
Ручная дуговая сварка. Соединения сварные. |
|
ГОСТ 6996-66 |
Сварные соединения. Методы определения механических свойств. |
|
ГОСТ 7012-77 |
Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия. |
|
ГОСТ 7237-82 |
Преобразователи сварочные. Общие технические условия. |
|
ГОСТ 7871-75 |
Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия. |
|
ГОСТ 8213-75 |
Автоматы для дуговой сварки плавящимся электродом. |
|
ГОСТ 8713-79 |
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 8856-72 |
Аппаратура для газопламенной обработки. Давление горючих газов. |
|
ГОСТ 9087-81 |
Флюсы сварочные плавленые. Технические условия. |
|
ГОСТ 9356-75 |
Рукава резиновые для газовой сварки и резки металлов. Технические условия. |
|
ГОСТ 9466-75 |
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. |
|
ГОСТ 9467-75 |
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы. |
|
ГОСТ 9931-85 |
Корпусы цилиндрические стальных сварных сосудов и аппаратов. Типы, основные параметры и размеры. |
|
ГОСТ 10052-75 |
Электроды покрытые металлические для ручной дуговой сварки высоколеированных сталей с особыми свойствами. Типы. |
|
ГОСТ 10543-98 |
Проволока стальная наплавочная. Технические условия. |
|
ГОСТ 10594-80 |
Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. |
|
ГОСТ 10922-90 |
Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия. |
|
ГОСТ 11533-75 |
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острым и тупым углом. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 11534-75 |
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 11969-79 |
Сварка плавлением. Основные положения и их обозначения. |
|
ГОСТ 13585-68 |
Сталь. Метод валиковой пробы для определения допускаемых режимов дуговой сварки и наплавки. |
|
ГОСТ 13821-77 |
Выпрямители однопостовые с падающими внешними характеристиками для ручной дуговой сварки. Общие технические условия. |
|
ГОСТ 13861-89 |
Редукторы для газопламенной обработки. Общие технические условия. |
|
ГОСТ 14098-91 |
Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры. |
|
ГОСТ 14111-90 |
Электроды прямые для контактной точечной сварки. |
|
ГОСТ 14113-78 |
Сплавы алюминиевые антифрикционные. Марки. |
|
ГОСТ 14327-82 |
Слюда мусковит молотая электродная. Технические условия. |
|
ГОСТ 14651-78 |
Электрододержатели для ручной дуговой сварки. Технические условия. |
|
ГОСТ 14771-76 |
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 14776-79 |
Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 14782-86 |
Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. |
|
ГОСТ 14806-80 |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 15164-78 |
Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 15878-79 |
Контактная сварка. Соединения сварные. Конструктивные элементы и размеры. |
|
ГОСТ 16037-80 |
Соединения сварные стальных трубопроводов. |
|
ГОСТ 16038-80 |
Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 16130-90 |
Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия |
|
ГОСТ 16971-71 |
Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования. |
|
ГОСТ 18130-79 |
Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия. |
|
ГОСТ 18576-96 |
Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые. |
|
ГОСТ 19140-94 |
Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры. |
|
ГОСТ 19141-94 |
Вращатели сварочные вертикальные. Типы, основные параметры и размеры. |
|
ГОСТ 19143-94 |
Вращатели сварочные универсальные. Типы, основные параметры и размеры. |
|
ГОСТ 19521-74 |
Сварка металлов. Классификация. |
|
ГОСТ 20549-75 |
Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. |
|
ГОСТ 21694-94 |
Оборудование сварочное механическое. Общие технические условия. |
|
ГОСТ 22366-93 |
Лента электродная наплавочная спеченная на основе железа. Технические условия. |
|
ГОСТ 22917-78 |
Соединители кабеля для дуговой сварки. Технические условия. |
|
ГОСТ 22938-78 |
Концентрат рутиловый. Технические условия. |
|
ГОСТ 22974.0-96 |
Флюсы сварочные плавленные. Общие требования к методам анализа. |
|
ГОСТ 22974.1-96 |
Флюсы сварочные плавленные. Методы разложения флюсов |
|
ГОСТ 22974.2-96 |
Флюсы сварочные плавленные. Методы определения оксида кремния. |
|
ГОСТ 22974.3-96 |
Флюсы сварочные плавленные. Методы определения оксида марганца (II). |
|
ГОСТ 22974.4-96 |
Флюсы сварочные плавленные. Методы определения оксида алюминия. |
|
ГОСТ 22974.5-96 |
Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния. |
|
ГОСТ 22974. |
Флюсы сварочные плавленные. Методы определения оксида железа (III). |
|
ГОСТ 22974.7-96 |
Флюсы сварочные плавленные. Методы определения фосфора. |
|
ГОСТ 22974.8-96 |
Флюсы сварочные плавленные. Методы определения оксида циркония. |
|
ГОСТ 22974.9-96 |
Флюсы сварочные плавленные. Методы определения оксида титана (IV). |
|
ГОСТ 22974.10-96 |
Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия. |
|
ГОСТ 22974. |
Флюсы сварочные плавленные. Методы определения фторида кальция. |
|
ГОСТ 22974.12-96 |
Флюсы сварочные плавленные. Метод определения серы. |
|
ГОСТ 22974.13-96 |
Флюсы сварочные плавленные. Метод определения углерода. |
|
ГОСТ 22974.14-90 |
Флюсы сварочные плавленные. Методы определения содержания влаги. |
|
ГОСТ 22990-78 |
Машины контактные. Термины и определения. |
|
ГОСТ 23055-78 |
Контроль неразрушающий. |
|
ГОСТ 23338-91 |
Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва. |
|
ГОСТ 23518-79 |
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 23556-95 |
Колонны для сварных автоматов. Типы, основные параметры и размеры. |
|
ГОСТ 23870-79 |
Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл. |
|
ГОСТ 23949-80 |
Электроды вольфрамовые сварочные неплавящиеся. Технические условия. |
|
ГОСТ 25225-82 |
Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод. |
|
ГОСТ 25444-90 |
Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры. |
|
ГОСТ 25616-83 |
Источники питания для дуговой сварки. Методы испытания сварочных свойств. |
|
ГОСТ 25997-83 |
Сварка металлов плавлением. |
|
ГОСТ 26054-85 |
Роботы промышленные для контактной сварки. Общие технические условия. |
|
ГОСТ 26056-84 |
Роботы промышленные для дуговой сварки. Общие технические условия. |
|
ГОСТ 26271-84 |
Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия. |
|
ГОСТ 26331-94 |
Соединения первичных преобразователей температуры с технологическими трубопроводами и аппаратами. Типы и основные размеры. Технические требования. |
|
ГОСТ 26389-84 |
Соединения сварные. |
|
ГОСТ 26408-85 |
Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры. |
|
ГОСТ 26467-85 |
Лента порошковая наплавочная. Общие технические условия. |
|
ГОСТ 27265-87 |
Проволока сварочная из титана и титановых сплавов. Технические условия. |
|
ГОСТ 27387-87 |
Роботы промышленные для контактной точечной сварки. Основные параметры и размеры. |
|
ГОСТ 27580-88 |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. |
|
ГОСТ 27776-88 |
Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры. |
|
ГОСТ 27955-88 |
Преобразователи ультразвуковые магнитострикционные. Методы измерения характеристик. |
|
ГОСТ 28277-89 |
Контроль неразрушающий. Соединения сварные. Электрорадиографический метод. Общие требования. |
|
ГОСТ 28332-89 |
Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля. |
|
ГОСТ 28555-90 |
Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. |
|
ГОСТ 28915-91 |
Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 28920-95 |
Вращатели сварочные роликовые. Типы, основные параметры и размеры. |
|
ГОСТ 28944-91 |
Оборудование сварочное механическое. Методы испытаний. |
|
ГОСТ 29090-91 |
Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования. |
|
ГОСТ 29091-91 |
Горелки ручные газовоздушные инжекторные. |
|
ГОСТ 29273-92 |
Свариваемость. Определение. |
|
ГОСТ 29297-92 |
Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условные обозначения процессов. |
|
ГОСТ 30220-95 |
Манипуляторы для контактной точечной сварки. Типы, основные параметры иразмеры. |
|
ГОСТ 30261-96 |
Оборудование для контактной сварки кольцевых швов. Типы, основные параметры и размеры. |
|
ГОСТ 30275-96 |
Манипуляторы для контактной сварки. |
|
ГОСТ 30295-96 |
Кантователи сварочные. Типы, основные параметры и размеры. |
|
ГОСТ 30430-96 |
Сварка дуговая конструкционных чугунов. Требования к технологическому процессу. |
|
ГОСТ 30482-97 |
Сварка сталей электрошлаковая. Требования к технологическому процессу. |
|
ГОСТ Р 50014.5-92 |
Безопасность электротермического оборудования. Часть 5. Частные требования к плазменным электротермическим установкам. |
|
ГОСТ Р 50379-92 |
Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. |
|
ГОСТ Р 50402-92 |
Устройства предохранительные для горючих газов и кислорода или сжатого воздуха, используемые при газовой сварке, резке и аналогичных процессах. Основные понятия, общие технические требования и методы испытаний |
|
ГОСТ 50599-93 |
Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации. |
|
ГОСТ Р 51526-99 |
Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний. |
|
ГОСТ Р 52005-2003 |
Контроль неразрушающий. |
|
ГОСТ Р МЭК 60245-6-97 |
Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки. |
|
ГОСТ Р 53525-2009 (ИСО 14731:2006) |
Координация в сварке. Задачи и обязанности. |
|
ГОСТ Р 53526-2009 (ИСО 14732:1998) |
Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов. |
|
ГОСТ Р 53690-2009 (ИСО 9606-1:1994) |
Аттестационные испытания сваршиков. |
|
ГОСТ Р 53688-2009 (ИСО 9606 2:2004) |
Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы |
|
ГОСТ Р 53687-2009 (ИСО 9606 3:1999) |
Аттестационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы. |
|
ГОСТ Р ИСО 15607-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Общие правила |
|
ГОСТ Р ИСО 15609-1-2009 |
Технические требования и аттестация процедур сварки металлических материалов. |
|
ГОСТ Р ИСО 15609-2-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка. |
|
ГОСТ Р ИСО 15610-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах |
|
ГОСТ Р ИСО 15611-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте ранее выполненной сварки |
|
ГОСТ Р ИСО 15612-2009 |
Технические требования и аттестация процедур сварки металлических материалов. |
|
ГОСТ Р ИСО 15613-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на прелпроизводственном испытании сварки |
|
ГОСТ Р ИСО 15614-1-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов» |
|
ГОСТ Р ИСО 15614-2-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 2. Дуговая сварка алюминия и алюминиевых сплавов» |
|
ГОСТ Р ИСО 15614-5-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. |
|
ГОСТ Р ИСО 15614 -12-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка» |
|
ГОСТ Р ИСО 15614-13-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением» |
|
ГОСТ Р ИСО 14174-2010 |
Материалы сварочные. Флюсы для дуговой сварки. Классификация |
|
ГОСТ Р ИСО 14175-2010 |
Материалы сварочные. |
|
ГОСТ Р ЕН 13479-2010 |
Сварочные материалы. Основной стандарт на присадочные металлы и флюсы для сварки плавлением металлических материалов |
 Номенклатура показателей.
Номенклатура показателей.
 1.035-81
1.035-81
 Технические условия.
Технические условия.
 Общие технические условия.
Общие технические условия.
 Основные типы, конструктивные элементы и размеры.
Основные типы, конструктивные элементы и размеры.
 Общие технические условия.
Общие технические условия.
 Классификация и общие технические условия.
Классификация и общие технические условия.
 Ряды параметров.
Ряды параметров.

 Типы и размеры.
Типы и размеры.

 Основные типы, конструктивные элементы и размеры.
Основные типы, конструктивные элементы и размеры.

 Типовой технологический процесс.
Типовой технологический процесс.
 6-96
6-96
 11-96
11-96
 Сварка металлов плавления. Классификация сварных соединений по результатам радиографического контроля.
Сварка металлов плавления. Классификация сварных соединений по результатам радиографического контроля.

 Статистическая оценка качества по результатам неразрушающего контроля.
Статистическая оценка качества по результатам неразрушающего контроля.
 Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением.
Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением.
 Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
 Общие технические условия.
Общие технические условия.
 Технические требования и методы испытаний.
Технические требования и методы испытаний.
 Общие технические условия.
Общие технические условия.
 Допустимые скорости внешней утечки газа и метод их измерения.
Допустимые скорости внешней утечки газа и метод их измерения.
 Метод магнитной памяти металла. Общие требования.
Метод магнитной памяти металла. Общие требования.
 Сварка плавлением. Часть 1. Стали
Сварка плавлением. Часть 1. Стали
 Технические требования к процедуре сварки. Часть 1. Дуговая сварка.
Технические требования к процедуре сварки. Часть 1. Дуговая сварка.
 Аттестация путем принятия стандартной процедуры сварки
Аттестация путем принятия стандартной процедуры сварки
 Проверка процедуры сварки. Часть 5. Дуговая сварка титана,циркония и их сплавов»
Проверка процедуры сварки. Часть 5. Дуговая сварка титана,циркония и их сплавов»
 Газы и газовые смеси для сварки плавлением и других родственных процессов
Газы и газовые смеси для сварки плавлением и других родственных процессов
Глава 3.1. Электросварочные установки / КонсультантПлюс
3.1.1. Настоящая глава Правил распространяется на стационарные, передвижные (переносные) установки для дуговой сварки постоянного и переменного тока.
3.1.2. Электросварочные установки, их монтаж и расположение должны соответствовать установленным требованиям при проведении электросварочных работ.
3.1.3. Сварочные работы должны выполняться в соответствии с требованиями государственных стандартов, правил пожарной безопасности при проведении сварочных работ, указаний заводов — изготовителей электросварочного оборудования и настоящей главы Правил.
3.1.4. Во взрывоопасных и взрывопожароопасных помещениях электросварочные работы необходимо выполнять в соответствии с требованиями государственных стандартов по взрывобезопасности, инструкции по организации безопасного ведения огневых работ на взрывоопасных объектах и настоящей главы Правил.
3.1.5. Источники сварочного тока могут присоединяться к распределительным электрическим сетям напряжением не выше 660 В.
3.1.6. В качестве источников сварочного тока для всех видов дуговой сварки должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы или преобразователи (статические или двигатель-генераторные) с электродвигателями либо с двигателями внутреннего сгорания.
3.1.7. Схема присоединения нескольких источников сварочного тока при работе их на одну сварочную дугу должна исключать возможность получения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
3.1.8. Для подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки должен использоваться гибкий сварочный медный кабель с резиновой изоляцией и в резиновой оболочке. Применение кабелей и проводов с изоляцией или в оболочке из полимерных материалов, распространяющих горение, не допускается.
3.1.9. Первичная цепь электросварочной установки должна содержать коммутационный (отключающий) и защитный электрические аппараты.
3.1.10. Электросварочные установки с многопостовым источником сварочного тока должны иметь устройство для защиты источника от перегрузки (автоматический выключатель, предохранители), а также коммутационный и защитный электрические аппараты на каждой линии, отходящей к сварочному посту.
3.1.11. Переносная (передвижная) электросварочная установка должна располагаться на таком расстоянии от коммутационного аппарата, чтобы длина соединяющего их гибкого кабеля была не более 15 м.
Данное требование не относится к питанию установок по троллейной системе и к тем случаям, когда иная длина предусмотрена конструкцией в соответствии с техническими условиями на установку. Передвижные электросварочные установки на время их передвижения необходимо отсоединять от сети.
Передвижные электросварочные установки на время их передвижения необходимо отсоединять от сети.
3.1.12. Все электросварочные установки с источниками переменного и постоянного тока, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, колодцах, туннелях, на понтонах, в котлах, отсеках судов и т.д.) или для работы в помещениях с повышенной опасностью, должны быть оснащены устройствами автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного в данных условиях значения. Устройства должны иметь техническую документацию, утвержденную в установленном порядке, а их параметры соответствовать требованиям государственных стандартов на электросварочные устройства.
3.1.13. При проведении сварочных работ в закрытых помещениях необходимо предусматривать (при необходимости) местные отсосы, обеспечивающие улавливание сварочных аэрозолей непосредственно у места его образования. В вентиляционных устройствах помещений для электросварочных установок должны быть установлены фильтры, исключающие выброс вредных веществ в окружающую среду.
3.1.14. Потребители, строительные и другие организации, создающие сварочные участки, должны иметь приборы, методики и квалифицированный персонал для контроля опасных и вредных производственных факторов, указанных в соответствующих государственных стандартах. Результаты измерений должны регистрироваться. В случае превышения установленных норм должны быть приняты меры для снижения опасных и вредных факторов.
3.1.15. К выполнению электросварочных работ допускаются работники, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие группу по электробезопасности не ниже II и соответствующие удостоверения.
Электросварщикам, прошедшим специальное обучение, может присваиваться в установленном порядке группа по электробезопасности III и выше для работы в качестве оперативно-ремонтного персонала с правом присоединения и отсоединения от сети переносных и передвижных электросварочных установок.
3.1.16. Переносное, передвижное электросварочное оборудование закрепляется за электросварщиком, о чем делается запись в Журнале регистрации инвентарного учета, периодической проверки и ремонта переносных и передвижных электроприемников, вспомогательного оборудования к ним. Не закрепленные за электросварщиками передвижные и переносные источники тока для дуговой сварки должны храниться в запираемых на замок помещениях.
Не закрепленные за электросварщиками передвижные и переносные источники тока для дуговой сварки должны храниться в запираемых на замок помещениях.
3.1.17. Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием в процессе эксплуатации должен выполнять электротехнический персонал данного Потребителя с группой по электробезопасности не ниже III.
3.1.18. При выполнении сварочных работ в помещениях повышенной опасности, особо опасных помещениях и в особо неблагоприятных условиях сварщик, кроме спецодежды, обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриками.
При работе в замкнутых или труднодоступных пространствах необходимо также надевать защитные (полиэтиленовые, текстолитовые или винипластовые) каски, пользоваться металлическими щитками в этом случае не допускается.
3.1.19. Работы в замкнутых или труднодоступных пространствах должен выполнять сварщик под контролем двух наблюдающих, один из которых должен иметь группу по электробезопасности не ниже III. Наблюдающие должны находиться снаружи для контроля над безопасным проведением работ сварщиком. Сварщик должен иметь лямочный предохранительный пояс с канатом, конец которого находится у наблюдающего. Электросварочные работы в этих условиях должны производиться только на установке, удовлетворяющей требованиям пп. 3.1.12, 3.1.13.
Наблюдающие должны находиться снаружи для контроля над безопасным проведением работ сварщиком. Сварщик должен иметь лямочный предохранительный пояс с канатом, конец которого находится у наблюдающего. Электросварочные работы в этих условиях должны производиться только на установке, удовлетворяющей требованиям пп. 3.1.12, 3.1.13.
3.1.20. На закрытых сосудах, находящихся под давлением (котлы, баллоны, трубопроводы и т.п.), и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества, производить сварочные работы не допускается. Электросварка и резка цистерн, баков, бочек, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов без тщательной предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием не допускаются.
Выполнение сварочных работ в указанных емкостях разрешает работник, ответственный за безопасное проведение сварочных работ, после личной проверки емкостей.
3.1.21. Система технического обслуживания и ремонта электросварочных установок разрабатывается и осуществляется в соответствии с принятой у Потребителя схемой с учетом требований настоящей главы, инструкций по эксплуатации этих установок, указаний завода-изготовителя, норм испытания электрооборудования (приложение 3) и местных условий.
3.1.22. Проведение испытаний и измерений на электросварочных установках осуществляется в соответствии с нормами испытания электрооборудования (приложение 3), инструкциями заводов-изготовителей. Кроме того, измерение сопротивления изоляции этих установок проводится после длительного перерыва в их работе при наличии видимых механических повреждений, но не реже 1 раза в 6 мес.
3.1.23. Ответственность за эксплуатацию сварочного оборудования, выполнение годового графика технического обслуживания и ремонта, безопасное проведение сварочных работ определяется должностными инструкциями, утвержденными в установленном порядке руководителем Потребителя. При наличии у Потребителя должности главного сварщика или работника, выполняющего его функции (например, главного механика), указанная ответственность возлагается на него.
| Программный комплекс для расчета калибровок станов ХПТ и ХПТР | Программный комплекс для расчета межклетевых натяжений в непрерывном трубопрокатном стане | ||||
| Анализатор изображения «IA-Structure» | САПР Редуцирования | ||||
| Расчет расходных коэффициентов, норм расхода, структуры отходов и потерь металла в целом по технологическому циклу и пределам в производстве труб нефтегазопроводных и общего назначения на ТПА 5′-12» | Korx 2 | ||||
| Программный комплекс для расчета скоростных режимов непрерывного трубопрокатного стана с удерживаемой оправкой | Программный комплекс для расчета скоростных режимов непрерывного трубопрокатного стана с плавающей оправкой | ||||
| Расчет расходных коэффициентов, норм расхода, структуры отходов и потерь металла при производстве труб нефтегазопроводных и общего назначения на ТПА «140» | Автоматизированная система нормирования расхода черных металлов при производстве бесшовных труб методом холодной деформации | ||||
| Автоматизированная система определения загрузки технологического оборудования участка горячего проката ТПА «140» | Автоматизированная система определения загрузки технологического оборудования участка горячего проката стана PQF | ||||
| Автоматизированная система определения загрузки технологического оборудования участков термообработки и отделки труб для продукции ТПА 5“–10» | Автоматизированная система определения загрузки технологического оборудования участка термической обработки и линий нарезки труб ТПА 5’–12» | ||||
| Автоматизированная система определения загрузки технологического оборудования ТЭСА «168-530» | Автоматизированная система определения загрузки технологического оборудования ЭСПЦ | ||||
| Автоматизированная система нормирования расходов черных металлов при производстве электросварных прямошовных профильных труб на ТЭСА «73-219», «20-76» и «10-63,5» | Расчет расходных коэффициентов, норм расхода, структуры отходов и потерь металла при производстве обсадных труб на ТПА 5’–12» | ||||
| Расчет расходных коэффициентов, норм расхода, массы отходов и потерь металла при производстве обсадных труб на ТПА с непрерывным станом PQF | Расчет расходных коэффициентов, норм расхода, массы отходов и потерь металла (рулонной стали) при производстве электросварных труб общего назначения на ТЭСА «51-114» | ||||
| Автоматизированная система нормирования расхода черных металлов при производстве редуцированных электросварных прямошовных труб на ТЭСА «20-120» | Автоматизированная система нормирования расхода черных металлов при производстве нередуцированных электросварных прямошовных труб на ТЭСА «20-120» | ||||
| Программный комплекс для определения ресурса эксплуатации бандажа колесной пары электровоза | Расчет расходных коэффициентов, норм расхода, массы отходов и потерь металла (рулонной стали) при производстве электросварных прямошовных труб общего назначения, нефтегазопроводных и водогазапроводных на ТЭСА «73-219» | ||||
| Расчет расходных коэффициентов, норм расхода, массы отходов и потерь металла при производстве труб нефтегазопроводных и общего назначения на ТПА с непрерывным станом PQF | Расчет расходных коэффициентов, норм расхода, массы отходов и потерь металла при производстве бурильных труб с приваренными замками на ТПА с непрерывным станом PQF | ||||
| Определение загрузки технологического оборудования линий нарезки труб | Программный комплекс для определения технологических параметров процесса раскатки гильз на стане FQM | ||||
| Программный комплекс для расчета расходных коэффициентов, норм расхода, массы отходов и потерь сортового горячекатаного круглого проката при производстве бурильных замков | Программный комплекс для расчета расходных коэффициентов, норм расхода, массы отходов и потерь при производстве электросварных прямошовных труб круглого сечения на ТЭСА «168-530» | ||||
| Программный комплекс для расчета расходных коэффициентов, норм расхода, массы отходов и потерь при производстве прямошовных профилей на ТЭСА «168-530» | Программный комплекс для расчета расходных коэффициентов, норм расхода, массы отходов и потерь металла при производстве холодно- и теплодеформированных труб методом четырехпроходной холодной обработки | ||||
| Автоматизированная система для определения загрузки муфтонарезного оборудования отделения по производству муфт | Программный комплекс для определения параметров прессования труб с внутренним винтообразным оребрением | ||||
| Программный комплекс для расчета расходных коэффициентов, норм расхода, массы отходов и потерь передельных труб при производстве холодно– и теплодеформированных труб по пятипроходной технологической схеме: прокатка на станах ХПТ и четырёхразовое безоправочное волочение | Программный комплекс для расчета расходных коэффициентов, норм расхода, массы отходов и потерь передельных труб при производстве холодно– и теплодеформированных труб по пятипроходной технологической схеме: двойная прокатка на станах ХПТ и трёхразовое безоправочное волочение | ||||
| Программный комплекс для расчета расходных коэффициентов, норм расхода, массы отходов и потерь металла при порезке широкополосных рулонов на агрегате продольной резки «1,4-6,0х1550» | Программный комплекс для расчета расходных коэффициентов, норм расхода, массы отходов и потерь металла (полосы) при производстве электросварных прямошовных труб круглого сечения на профилегибочном агрегате «2-4х150-450» | ||||
| Программный комплекс для расчета расходных коэффициентов, норм расхода, массы отходов и потерь металла (полосы) при производстве электросварных прямошовных профилей на профилегибочном агрегате «2-4х150-450» | Автоматизированная система определения загрузки оборудования для высадки концов труб с разделением по участкам и линиям | ||||
| Программный комплекс для расчёта расходных коэффициентов, норм расхода, массы отходов и потерь передельных труб при производстве холодно- и теплодеформированных труб по пятипроходной технологической схеме: волочение на короткой оправке, прокатка на станах ХПТ и трехразовое безоправочное волочение | Setting Parameter | ||||
| Определение загрузки муфтонарезного оборудования участка производства муфт | Расчёт коэффициентов производственной трудности на участках нарезки труб и изготовления муфт | ||||
| Прогораммный комплекс для определения модуля сопротивления пластической деформации и усилия прессования полых профилей из сложнолегированных сплавов | Программный комплекс «SigmaRM» для определения сопротивления горячей пластической деформации и максимального усилия прессования труб из различных металлов и сплавов | ||||
| High Collapse Solution | Программа «EX-pam» для автоматизированного расчета технологических параметров безоправочной прокатки труб |
Норма времени на сварочные работ
Норма времени на сварочные работы слагается из суммы необходимых затрат времени на вспомогательные и основные операции, обслуживание оборудования и рабочего места, перерывов на отдых [c. 361]
361]Аргоно-дуговая сварка 226 Норма времени на сварочные работы 488, 494 [c.511]
В норму времени на сварочные работы входит основное, или машинное, время сварки, используемое непосредственно на сварку, например время горения дуги или время непрерывного горения сварочной горелки, нужное для сварки одного метра шва. Основное время определяется и подсчитывается с учетом технологии сварки, производительности оборудования и заданных режи-мо-в сварки [c.459]
В норму времени на сварочные работы входит [c.613]
Норма времени на сварочные работы слагается из отдельных необходимых затрат времени и выражается уравнением [c.328]
Из каких затрат времени слагается норма времени на сварочные работы [c.330]
Проектирование сварочного участка обычно ведется по укрупненным показателям. Программа участка задается номенклатурой и количеством деталей исходя из годовой программы предприятия с учетом коэффициента ремонта деталей. Годовой объем сварочных и наплавочных работ определяется по каждому виду сварочных и наплавочных работ на основе данных о нормах времени на эти работы и годовой программы. Этот объем может выражаться в чел-ч, кг или м (дм ). Потребности вспомогательного производства учитываются увеличением рассчитанных годовых объемов на 10 %.
[c.309]
Программа участка задается номенклатурой и количеством деталей исходя из годовой программы предприятия с учетом коэффициента ремонта деталей. Годовой объем сварочных и наплавочных работ определяется по каждому виду сварочных и наплавочных работ на основе данных о нормах времени на эти работы и годовой программы. Этот объем может выражаться в чел-ч, кг или м (дм ). Потребности вспомогательного производства учитываются увеличением рассчитанных годовых объемов на 10 %.
[c.309]
Нормирование ручных работ. Нормирование сварочных, сборочных и других ручных работ производится по нормам времени. В справочниках норм времени даются технические нормы, в которые входит основное, вспомогательное, прибавочное и подготовительно-заключительное время. Для каждого вида и объема ручных работ дается техническая норма в минутах, а также указываются специальность и разряд выполняемой работы. Нормы времени на ручных работах могут быть определены и аналитически. [c.126]
Техническая норма времени на сварочные и наплавочные работы в общем виде
[c. 62]
62]
В условиях интенсификации сварочного производства резко повышаются требования к точности, технической обоснованности и прогрессивности норм времени на операции, ТП (работы), связанные с изготовлением сварных конструкций и входящих в них элементов. Эти требования в значительной мере выполнимы при автоматизации расчетов режимов и технических норм времени на сварочные операции. [c.387]
Техническое нормирование предусматривает установление технически обоснованных норм времени на выполнение различных сварочных работ. Технически обоснованные нормы времени позволяют сварщику производительно использовать рабочее время, полностью загружать сварочное оборудование, а при рациональных приемах сварки перевыполнять установленные нормы и повышать свой заработок. [c.596]
В норму времени на выполнение сварочных работ входит основное, или машинное, время сваркн, включающее время горения дуги или время плавления электрода при сварке 1 м шва. Основное время определяют и подсчитывают с учетом технологии сварки, производительности сварочного оборудования и режимов сварки
[c.488]
Основное время определяют и подсчитывают с учетом технологии сварки, производительности сварочного оборудования и режимов сварки
[c.488]
Техническое нормирование предусматривает установление технически обоснованных норм времени на выполнение различных сварочных работ. Такие нормы позволяют сварщику производительно использовать рабочее время и полностью загрузить сварочное оборудование. Применяя рациональные приемы сварки, сварщик имеет все возможности перевыполнить установленные нормы и повысить свой заработок. [c.613]
Нормированием сварочных работ определяются нормы времени, нормы выработки, нормы расхода электродов и электроэнергии. Правильно поставленное нормирование — важный фактор увеличения производительности процесса сварки и снижения себестоимости продукции. Нормы в современном производстве должны стимулировать увеличение производительности труда, экономию материалов и средств. Поэтому они не должны быть среднеарифметическими величинами, формально составленными на основе среднего уровня производительности, расхода электродов и электроэнергии. Нормы времени и расхода электродов должны отвечать требованиям, предъявляемым к среднепрогрессивным нормам, базирующимся на опыте работы передовых рабочих, на строгом техническом расчете.
[c.236]
Нормы времени и расхода электродов должны отвечать требованиям, предъявляемым к среднепрогрессивным нормам, базирующимся на опыте работы передовых рабочих, на строгом техническом расчете.
[c.236]
Под нормой времени понимают время, которое необходимо затратить для выполнения единицы определенной работы. За единицу работы при определении нормы времени в сварочном производстве принимают или 1 кг наплавленного металла, или 1 м сварного шва, или одно сварное изделие. Наиболее часто норму времени выражают в минутах на 1 метр шва. [c.236]
Нормативы И расчеты норм времени для всех видов сварки и резки даны с учетом производства работ в стационарных условиях, на сварочной площадке. При производстве работ непосредственно ва монтаже или строительном участке, с переходами и передвижкой аппаратуры полученные по расчетам нормы времени нужно умножать на коэффициент 1,1. При производстве сварки или резке с люлек полученные нормы времени надо умножать яа коэффициент до 1,5 с подмостей и лестниц — на коэффициент до 1,2. [c.726]
[c.726]
Таким образом, норма выработки обратно пропорциональна орме времени, т. е. чем меньше норма выработки, тем больше норма времени. Время, затраченное на выполнение сварочной работы, называется общим рабочим временем. Рабо- [c.141]
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ (сварочных работ) — определение норм расхода времени, материалов, топлива, энергии и других затрат на выполнение производственных операций (каждой в отдельности) сварочных работ на одно изделие и на годовую программу их выпуска. [c.161]
Функциональные блоки являются алгоритмами определения отдельных этапов расчета режимов и норм времени сварочных работ. Такими блоками могут быть алгоритмы расчета основного времени на сварку, вспомогательного и щтучного времени, площади наплавленного металла и т.д. [c.388]
В задачу технического нормирования сварочных работ входит определение норм рабочего времени, расхода сварочных материалов (электродов, проволоки, флюса, защитного газа) и электроэнергии на сварку конструкций. [c.348]
[c.348]
Внутренние поверхности всех деталей трубопроводов перед установкой на место или при сборке в блоки должны быть очищены от окалины, коррозии, сварочного грата и посторонних предметов. Чем тщательнее очищены трубопроводы, тем меньше времени занимают пусковые работы, так как значительно сокращается время на очистку предо-.хранительных сеток, установленных во всасывающих патрубках питательных и конденсатных насосов, а качество конденсата и питательной воды быстрее входит в норму. Кроме того, уменьшаются повреждения арматуры и не засоряются дренажи. Очистка трубопроводов может быть выполнена механическим способом с применением гибкого вала и ершей. [c.166]
Труд сварщиков оплачивается на основе технически обоснованых норм выработки, определяющих количество продукции, которое, должно быть произведено рабочим в единицу времени при условии максимально возможного применения передового производственного опыта. Технически обоснованные нормы времени позволяют сварщику правильно и наиболее производительно использовать рабочее время и полностью загрузить сварочное оборудование. Применяя рациональные приемы сварки, рабочий имеет возможность 01е только выполнять, но и перевыполнять установленные нормы. Технически обоснованная норма времени на сварочные работы состоит из основного (машинного) времени сварки, подготовительно-заключительного, вспомогательного и времени, затрачиваемого на обслуживание рабочего места, на отдых и естественные надобности.
[c.193]
Применяя рациональные приемы сварки, рабочий имеет возможность 01е только выполнять, но и перевыполнять установленные нормы. Технически обоснованная норма времени на сварочные работы состоит из основного (машинного) времени сварки, подготовительно-заключительного, вспомогательного и времени, затрачиваемого на обслуживание рабочего места, на отдых и естественные надобности.
[c.193]
Расход сварочных материалов может быть также определен по Временным нормам расхода материалов на сварочные работы при ремонте энергетического оборудования тепловых электростанций (Союзтех-нерго, 1979), в которых приведены нормы расхода сварочных материалов (электродов, порошковых проволок, защитных газов) йри различных способах сварки (ручной дуговой, комбинированной и полуавтоматической в среде углекислого газа), нормы расхода порошковых проволок и электродов для наплавки и заварки дефектов на деталях энергетического оборудования, а также нормы расхода материалов (э.
 лектродов, аргона и труб) на обучение и проверку электросварщиков.
[c.135]
лектродов, аргона и труб) на обучение и проверку электросварщиков.
[c.135]Основным источником снижения себестоимости сварочных работ является непрерывный рост производительности труда. На сварочных работах производительности труда характеризуется в основном трудоемкостью сварочных работ и средней выработкой на одного сварщика. Под трудоемкостью сварочныч работ понимают затраты рабочего времени в человеко-часах или человеко-сменах на выполнение единицы длины шва металлоконструкций или стыка трубопроводов. Различают нормативную, фактическую и плановую трудоемкости. Нормативная трудоемкость определяется по Единым нормам и расценкам на строительные, монтажные и ремонтно-строительные работы (сборник 22) и Указаниям по производству расчетов за сварочные работы, выполняемые сварочными участками . Фактическая трудоемкость равна количеству физически затраченных человеко-часов (человеко-смен). Под плановой трудоемкостью подразумевают предусмотренные по плану затраты рабочего времени к концу тода или на другую дату. [c.244]
[c.244]
Учет трудоемкости работ и численности рабочих ведется раздельно по сварочным работам, в том числе выполняемым вручную и механизированными способами (по видам сваркп — под флюсом, электрошлаковой, в среде защитных газов, контактной и другими), по резке металлов (машинной и ручной), а также наплавочным работам, в том чис.че механизированным. При этом трудоемкость, исчисленная в нормо-часах, учитывается как по нормативам на фактически законченный объем работ так и приведенная к ручной сварке и резке. Трудоемкость сварочных работ, сделанных при помощи автоматов, полуавтоматов и других машин, приводится к трудоемкости ручной сварки путем умножения трудоемкости по действующим на предприятии нормам времени на коэффициенты при- [c.714]
В случае выполнения временных работ рабочее место ограждают временными переносными щитами или ширмами. Рабочее место должно быть хорошо освещено, так как резкая разница в освещении во время горения дуги и при ее угасании вредно влияет на зрение. Нормы освещения даны в ГОСТ 3291—46 и 3825—47. Институт электросварки рекомендует освещенность рабочих мест сварщиков 80—100 люксов. Освещение внутри котлов, цистерн и т. п., где производятся сварочные работы, может быгь естественным или искусственным, с помощью рассеянного и отраженного света от источников, расположенных снаружи свариваемого изделия. При невозможности осуществления такого освещения допускают искусственное освещение с помощью ручных переносных ламп напряжением не выше 12 в.
[c.616]
Нормы освещения даны в ГОСТ 3291—46 и 3825—47. Институт электросварки рекомендует освещенность рабочих мест сварщиков 80—100 люксов. Освещение внутри котлов, цистерн и т. п., где производятся сварочные работы, может быгь естественным или искусственным, с помощью рассеянного и отраженного света от источников, расположенных снаружи свариваемого изделия. При невозможности осуществления такого освещения допускают искусственное освещение с помощью ручных переносных ламп напряжением не выше 12 в.
[c.616]
В единичном и мелкосерийном производстве используют преимущественно опьггно-статистический или сравнительно-расчетный метод. В этом случае сварочные работы (операции) делятся на укрупненные элементы, продолжительность выполнения которых сопоставляется с продолжительностью выполнения таких же элементов аналогичных работ и операций. Сравнение проводят по типовым нормам времени, статистическим данным, графикам и номограммам. [c.387]
Информационные массивы — это формы представления и накопления нормативносправочной информации для расчета режимов сварки и норм времени сварочных работ. Эти массивы подразделяются на постоянные (информация о паспортных данных оборудования, сварочных материалах, элементах разделки кромок, сварного шва) и переменные (норма-тивно-справочная информация по расчету режимов и техническим нормам времени сварочных операций).
[c.388]
Эти массивы подразделяются на постоянные (информация о паспортных данных оборудования, сварочных материалах, элементах разделки кромок, сварного шва) и переменные (норма-тивно-справочная информация по расчету режимов и техническим нормам времени сварочных операций).
[c.388]
При техническом нормироваиии сварочных работ определяют норму времени и норму выработки, расход материалов и электроэнергии на сварку. Нормой времени является время в человеко-часах, затрачиваемое сварщиком на изготовление одной заготовки, детали, узла или на 1 мм шва. Объем сварочных работ, выполняемых в единицу времени, называют нормой выработки, которая является показателем производительности труда сварщика. Она выражается количеством изготовленных деталей, заготовок, узлов или количеством сваренных погонных метров шва за час или смену. [c.177]
Сварочная диффузионная вакуумная установка СДВУ-12 позволяет вести весь процесс полностью на автоматическом режиме, за исключением пускового периода в начале рабочей смены, когда вручную открывается вентиль подачи воды. Подача воды контролируется манометром и реле давления. Реле давления не позволяет включить установку при отсутствии охлаждающей воды или при давлении воды ниже нормы, а также включает все агрегаты установки, кроме насоса предварительного вакуума при отклонении давления воды от нормы. При нажатии на кнопку Пуск установка начинает работать в автоматическом режиме через блок промежуточных реле и магнитный пускатель 2 включается электродвигатель 3 вакуумного насоса предварительного разрежения. Одновременно открывается вакуумный вентиль 4, при этом на световом табло 16 (блок сигнализации) появляется надпись Линия предварительного вакуума открыта . Включается первая ступень генератора 5 (источника нагрева) и реле времени на включение второй ступени генератора (реле установлено в генераторе). Через определенное время (30 с) реле времени включает вторую ступень генератора и его прогрев. Если же в качестве источника нагрева используют не высокочастотный генератор, а какой-то другой источник, то последний включается непосредственно при нагреве свариваемых деталей, без собственного прогрева.
Подача воды контролируется манометром и реле давления. Реле давления не позволяет включить установку при отсутствии охлаждающей воды или при давлении воды ниже нормы, а также включает все агрегаты установки, кроме насоса предварительного вакуума при отклонении давления воды от нормы. При нажатии на кнопку Пуск установка начинает работать в автоматическом режиме через блок промежуточных реле и магнитный пускатель 2 включается электродвигатель 3 вакуумного насоса предварительного разрежения. Одновременно открывается вакуумный вентиль 4, при этом на световом табло 16 (блок сигнализации) появляется надпись Линия предварительного вакуума открыта . Включается первая ступень генератора 5 (источника нагрева) и реле времени на включение второй ступени генератора (реле установлено в генераторе). Через определенное время (30 с) реле времени включает вторую ступень генератора и его прогрев. Если же в качестве источника нагрева используют не высокочастотный генератор, а какой-то другой источник, то последний включается непосредственно при нагреве свариваемых деталей, без собственного прогрева. Датчик 6 вакуума передает преобразованный сигнал вакуума в следящий многопозиционный показывающе-записывающий и регулирующий прибор 7 по вакууму. По достижении заданного вакуума 6,5 Па в вакуумной камере 8 следящий прибор 7 выдает команду в блок-реле 9, а оттуда через блок промежуточных реле / включает через регулирующий автотрансформатор 10 электронагреватель И паромасляного насоса. Блок про-
[c.123]
Датчик 6 вакуума передает преобразованный сигнал вакуума в следящий многопозиционный показывающе-записывающий и регулирующий прибор 7 по вакууму. По достижении заданного вакуума 6,5 Па в вакуумной камере 8 следящий прибор 7 выдает команду в блок-реле 9, а оттуда через блок промежуточных реле / включает через регулирующий автотрансформатор 10 электронагреватель И паромасляного насоса. Блок про-
[c.123]
Для питания сварочной дуги применяют источники переменного и постоянного тока. Они могут быть одно- и многопостовы ми. в первом случае источник питает один сварочный пост, а во втором — несколько. Источники питания должны обеспечивать возможность настройки на разные режимы сварки. Каждый источник питания сварочной дуги рассчитывается на определенную нагрузку, воспринимая которую он не перегревается выше допустимых норм. Ток и напряжение при такой нагрузке называются номинальными. Номинальный сварочный ток на разных режимах работы неодинаков.
 Режим работы характеризуется отношением времени сварки к сумме времени сварки и холостого хода источника питания.
[c.51]
Режим работы характеризуется отношением времени сварки к сумме времени сварки и холостого хода источника питания.
[c.51]Расход электроэнергии при сварке
Расход электроэнергии — важная технико-экономическая характеристика процесса сварки. Обыкновенно расход электроэнергии выражают в квт-час на 1 кг наплавленного металла и определяют по уравнению:
где А — расход электроэнергии на 1 кг наплавленного металла в квт-час/кг;
Uд — напряжение на дуге при сварке в в;
Iсв — сила сварочного тока в а;
η — коэффициент полезного действия сварочного поста;
Т — полное время сварки в часах;
t — время горения дуги за время Т в часах;
Gн — вес наплавленного металла за время Т в кг;
Wо — мощность холостого хода сварочного трансформатора или генератора в квт. В числителе правой части уравнения первое слагаемое представляет расход электроэнергии, имевший место при горении дуги в течение времени t, а второе слагаемое представляет потери энергии при холостом ходе источника питания дуги.
В табл. 74 приведены средние значения η и Wo при сварке на переменном и постоянном токе.
Таблица 74.Значения η и W0 при сварке на переменном и постоянном токе.
Вид сварки | К. п. д. сварочного поста | Мощность холостого хода источника тока в квт |
Сварка на переменном токе | 0,8—0,85 | 0,2—0,3 |
Однопостовая сварка на постоянном токе | 0,3—0,6 | 2,5—3 |
Многопостовая сварка на постоянном токе | 0,24—0,43 | — |
Потери энергии во время холостого хода зависят от коэффициента использования сварочного поста. Например, при сварке на постоянном токе с коэффициентом использования поста 0,5 потери холостого хода составляют примерно 20—30% от общего расхода энергии на 1 кг наплавленного металла, а при коэффициенте использования, равном 0,3, потери холостого хода составят около половины общего расхода энергии.
Потери холостого хода при средних условиях сварки на переменном токе составляют 2—5%.
Для расчетного определения расхода электроэнергии при заданных режимах и условиях сварки можно пользоваться уравнением (9), полученным путем преобразования уравнения (8):
где ан — коэффициент наплавки в г\а-час;
к — коэффициент использования сварочного поста.
В уравнении (9) первое слагаемое представляет расход энергии в квт-час/кг при горении дуги (без учета потерь холостого хода), а второе слагаемое — расход энергии при холостом ходе, приходящийся на 1 кг наплавленного металла.
Для случаев определения расхода энергии без учета потерь холостого хода уравнение (9) имеет вид:
В Москве завершились финальные соревнования городского конкурса среди электросварщиков ручной сварки
Финальные состязания московских сварщиков состоялись на базе Колледжа архитектуры и строительства № 7. Об этом сообщил руководитель Департамента градостроительной политики города Москвы Сергей Лёвкин.
«В Москве завершились финальные соревнования городского конкурса среди электросварщиков ручной сварки, в которых приняли участие 18 претендентов на звание лучшего мастера по профессии. Это победители отборочных этапов на предприятиях города», – отметил Сергей Лёвкин.
Конкурсное задание разделялось на теоретическую и практические части. В ходе тестового задания участникам предстояло продемонстрировать знания современных технологий производства сварочных работ, в том числе, методы, приемы и режим, последовательность операций, применяемые материалы, оборудование и инструмент, а также нормы и требования охраны труда.
В ходе практического задания в течение 40 минут конкурсанты производили сварку контрольно-сварного соединения трубы. Впервые за время проведения конкурса сварщиков был применен новый способ оценки качества произведенных работ. «Для объективной оценки профессионального мастерства участников конкурса привлечены специалисты диагностического центра ООО «ДИЦ МОСТ», которые применяют лазерное оборудование для сканирования сварного шва. Это полностью исключает «человеческий фактор» и дает максимально объективную оценку работам», – отметил руководитель Департамента Сергей Лёвкин. Базой для расчета зачетных баллов является значение индекса квалификации сварщика (ИКС), который определяется с применением технологии объемной лазерной диагностики поверхности сварного шва (3DLD).
Это полностью исключает «человеческий фактор» и дает максимально объективную оценку работам», – отметил руководитель Департамента Сергей Лёвкин. Базой для расчета зачетных баллов является значение индекса квалификации сварщика (ИКС), который определяется с применением технологии объемной лазерной диагностики поверхности сварного шва (3DLD).
По результатам двух этапов победителем стал Алексей Чеметев АО «Управление развития строительных технологий», второе место у Сергея Ильясова – представителя ООО «МИП-Строй №1», замкнул тройку призеров Дмитрий Малахов из ООО «АРКС инж».
Как ранее отмечал руководитель Департамента градостроительной политики города Москвы Сергей Лёвкин, сегодня квалифицированные, высокопрофессиональные кадры – гарантия качественной реализации городских проектов, утвержденных Мэром Москвы Сергеем Собяниным. Организаторами городского конкурса выступили Департамент градостроительной политики города Москвы, Горком профсоюза работников строительства и промышленности строительных материалов и ассоциация «Национальное объединение строителей».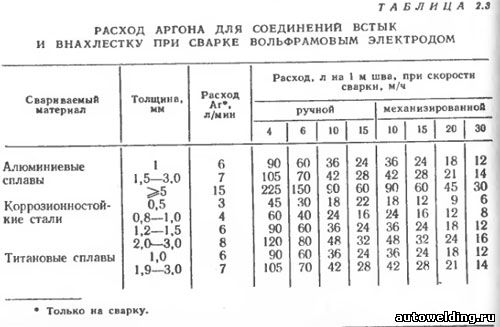
| IEC 60038 | Стандартные напряженияIEC |
| Серия МЭК 60051 | Аналоговые электроизмерительные приборы с индикацией прямого действия и их принадлежности |
| МЭК 60071-1 | Координация изоляции. Определения, принципы и правила |
| МЭК 60076-1 | Силовые трансформаторы — Общие |
| МЭК 60076-2 | Силовые трансформаторы. Превышение температуры трансформаторов, погруженных в жидкость |
| МЭК 60076-3 | Силовые трансформаторы. Уровни изоляции, диэлектрические испытания и внешние воздушные зазоры |
| МЭК 60076-5 | Силовые трансформаторы — Способность выдерживать короткое замыкание |
| МЭК 60076-7 | Силовые трансформаторы — Руководство по загрузке масляных силовых трансформаторов |
| МЭК 60076-10 | Силовые трансформаторы. Определение уровней звука Определение уровней звука |
| МЭК 60076-11 | Силовые трансформаторы — Сухие трансформаторы |
| МЭК 60076-12 | Силовые трансформаторы — Руководство по загрузке силовых трансформаторов сухого типа |
| МЭК 60146-1-1 | Преобразователи полупроводниковые. Общие требования и преобразователи с линейной коммутацией. Спецификации основных требований |
| МЭК 60255-1 | Измерительные реле и защитное оборудование. Общие требования |
| МЭК 60269-1 | Плавкие предохранители низкого напряжения. Общие требования |
| МЭК 60269-2 | Предохранители низковольтные. Дополнительные требования к предохранителям для использования уполномоченными лицами (предохранители в основном для промышленного применения). Примеры стандартизированных систем предохранителей от A до K. |
| МЭК 60282-1 | Высоковольтные предохранители — Токоограничивающие предохранители |
| МЭК 60287-1-1 | Электрические кабели.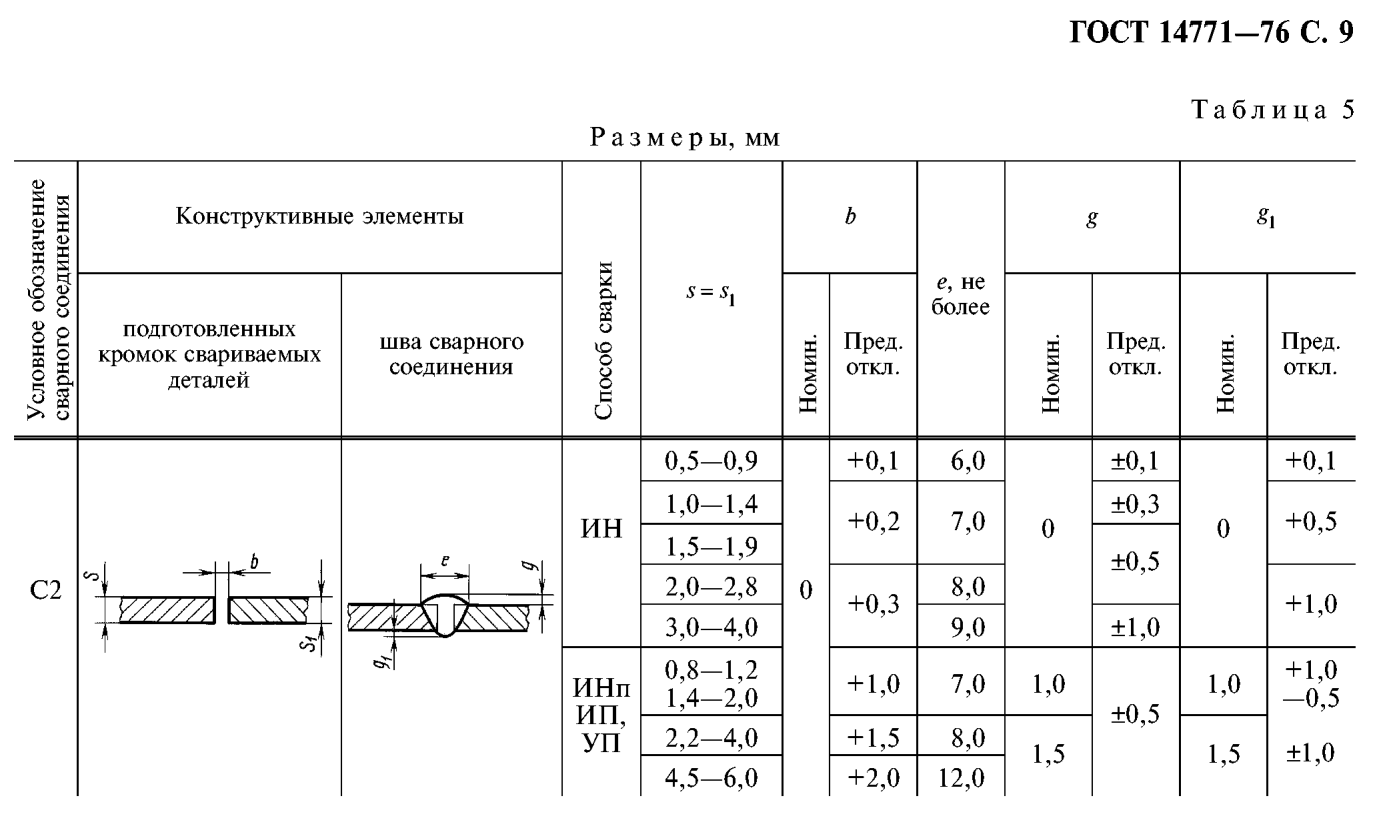 Расчет номинального тока. Уравнения номинального тока (коэффициент нагрузки 100 %) и расчет потерь. Общие положения Расчет номинального тока. Уравнения номинального тока (коэффициент нагрузки 100 %) и расчет потерь. Общие положения |
| МЭК 60364-1 | Электроустановки низкого напряжения. Основные принципы, оценка общих характеристик, определения |
| МЭК 60364-4-41 | Электроустановки низкого напряжения. Защита для обеспечения безопасности. Защита от поражения электрическим током |
| МЭК 60364-4-42 | Электроустановки низковольтные. Защита для безопасности. Защита от термических воздействий |
| МЭК 60364-4-43 | Электроустановки низкого напряжения. Защита для обеспечения безопасности. Защита от перегрузки по току |
| МЭК 60364-4-44 | Электроустановки низкого напряжения. Защита для обеспечения безопасности. Защита от помех напряжения и электромагнитных помех |
| МЭК 60364-5-51 | Электроустановки низкого напряжения. Выбор и монтаж электрооборудования. Общие правила Выбор и монтаж электрооборудования. Общие правила |
| МЭК 60364-5-52 | Электроустановки низкого напряжения. Выбор и монтаж электрооборудования. Системы электропроводки |
| МЭК 60364-5-53 | Электроустановки низкого напряжения. Выбор и монтаж электрооборудования. Изоляция, коммутация и управление |
| МЭК 60364-5-54 | Электроустановки низкого напряжения. Выбор и монтаж электрооборудования. Заземляющие устройства и защитные проводники |
| МЭК 60364-5-55 | Электроустановки низкого напряжения. Выбор и монтаж электрооборудования. Прочее оборудование |
| МЭК 60364-5-56 | Электроустановки низкого напряжения. Выбор и монтаж электрооборудования. Услуги по обеспечению безопасности |
| МЭК 60364-6 | Электроустановки низкого напряжения. Проверка |
| МЭК 60364-7-701 | Низковольтные электроустановки. Требования к специальным установкам или помещениям. Помещения с ванной или душем Требования к специальным установкам или помещениям. Помещения с ванной или душем |
| МЭК 60364-7-702 | Электроустановки низкого напряжения. Требования к специальным установкам или местам. Плавательные бассейны и фонтаны |
| МЭК 60364-7-703 | Низковольтные электрические установки. Требования к специальным установкам или местам. Помещения и кабины, содержащие нагреватели для сауны. |
| МЭК 60364-7-704 | Низковольтные электрические установки. Требования к специальным установкам или местам. Установки на строительных и сносных площадках. |
| МЭК 60364-7-705 | Электроустановки низкого напряжения. Требования к специальным установкам или местам. Сельскохозяйственные и садоводческие помещения |
| МЭК 60364-7-706 | Низковольтные электроустановки. Требования к специальным установкам или местам. Места проведения электропроводки с ограничением движения |
| МЭК 60364-7-708 | Низковольтные электрические установки. Требования к специальным установкам или местам. Стоянки для трейлеров, кемпинги и аналогичные места. Требования к специальным установкам или местам. Стоянки для трейлеров, кемпинги и аналогичные места. |
| МЭК 60364-7-709 | Низковольтные электрические установки. Требования к специальным установкам или местам. Причалы и аналогичные места |
| МЭК 60364-7-710 | Низковольтные электрические установки. Требования к специальным установкам или помещениям. Медицинские помещения |
| МЭК 60364-7-711 | Электроустановки низкого напряжения. Требования к специальным установкам или местам. Выставки, шоу и стенды |
| МЭК 60364-7-712 | Низковольтные электрические установки. Требования к специальным установкам или местам. Солнечные фотоэлектрические (PV) системы энергоснабжения |
| МЭК 60364-7-713 | Низковольтные электрические установки. Требования к специальным установкам или местам. Мебель |
| МЭК 60364-7-714 | Низковольтные электрические установки. Требования к специальным установкам или местам. Установки наружного освещения Требования к специальным установкам или местам. Установки наружного освещения |
| МЭК 60364-7-715 | Низковольтные электрические установки. Требования к специальным установкам или местам. Осветительные установки сверхнизкого напряжения. |
| МЭК 60364-7-717 | Низковольтные электрические установки. Требования к специальным установкам или местам. Мобильные или переносные установки. |
| МЭК 60364-7-718 | Низковольтные электрические установки. Требования к специальным установкам или местам. Коммунальные помещения и рабочие места |
| МЭК 60364-7-721 | Электрические установки низкого напряжения. Требования к специальным установкам или местам. Электрические установки в караванах и автофургонах |
| МЭК 60364-7-722 | Низковольтные электрические установки. Требования к специальным установкам или местам. Поставки для электромобилей Поставки для электромобилей |
| МЭК 60364-7-729 | Низковольтные электрические установки. Требования к специальным установкам или местам. Эксплуатационные или ремонтные трапы |
| МЭК 60364-7-740 | Низковольтные электрические установки. Требования к специальным установкам или местам. Временные электрические установки для конструкций, развлекательных устройств и киосков на ярмарочных площадках, в парках развлечений и цирках. |
| МЭК 60364-7-753 | Низковольтные электрические установки. Требования к специальным установкам или местам. Нагревательные кабели и встроенные системы обогрева |
| МЭК60364-8-1 | Электроустановки низкого напряжения. Энергоэффективность |
| МЭК 60445 | Основные принципы и принципы безопасности для интерфейса человек-машина, маркировка и идентификация. Идентификация клемм оборудования, концевых заделок проводников и проводников. |
| МЭК 60479-1 | Воздействие тока на людей и домашний скот. Общие аспекты |
| МЭК 60479-2 | Воздействие тока на людей и домашний скот. Особые аспекты |
| МЭК 60479-3 | Воздействие тока на человека и домашний скот. Воздействие тока, проходящего через тело домашнего скота |
| МЭК 60529 | Степени защиты, обеспечиваемые корпусами (код IP) |
| МЭК 60644 | Технические условия на высоковольтные плавкие вставки для цепей двигателей |
| МЭК 60664 | Координация изоляции для оборудования низковольтных систем — все части |
| МЭК 60715 | Размеры низковольтных распределительных устройств и аппаратуры управления.Стандартный монтаж на направляющих для механической поддержки электрических устройств в распределительных устройствах и устройствах управления. |
| МЭК 60724 | Предельные температуры короткого замыкания электрических кабелей на номинальное напряжение 1 кВ (Um = 1,2 кВ) и 3 кВ (Um = 3,6 кВ) |
| МЭК 60755 | Общие требования к устройствам защиты от токов утечки на землю |
| МЭК 60787 | Руководство по выбору высоковольтных токоограничивающих плавких вставок для цепи трансформатора |
| МЭК 60831-1 | Конденсаторы шунтирующие силовые самовосстанавливающиеся для а.в. системы с номинальным напряжением до 1000 В включительно. Часть 1. Общие положения. Эксплуатационные характеристики, испытания и оценка. Требования безопасности. Руководство по установке и эксплуатации |
| МЭК 60831-2 | Конденсаторы шунтирующие силовые самовосстанавливающиеся для переменного тока системы с номинальным напряжением до 1000 В включительно. Часть 2. Испытание на старение, испытание на самовосстановление и испытание на разрушение |
| МЭК 60947-1 | Низковольтное распределительное устройство и аппаратура управления. Общие правила Общие правила |
| МЭК 60947-2 | Низковольтное распределительное устройство и аппаратура управления. Автоматические выключатели |
| МЭК 60947-3 | Аппаратура распределения и управления низковольтная. Выключатели, разъединители, разъединители и предохранители |
| МЭК 60947-4-1 | Аппаратура распределения и управления низковольтная. Контакторы и пускатели двигателей. Электромеханические контакторы и пускатели двигателей. |
| МЭК 60947-6-1 | Низковольтное распределительное устройство и аппаратура управления. Многофункциональное оборудование. Переключающее оборудование |
| Серия МЭК 61000 | Электромагнитная совместимость (ЭМС) |
| МЭК 61140 | Защита от поражения электрическим током – общие аспекты установки и оборудования |
| МЭК 61201 | Использование обычных ограничений напряжения прикосновения – Руководство по применению |
| МЭК/ТР 61439-0 | Низковольтные распределительные и управляющие устройства в сборе. Руководство по определению узлов Руководство по определению узлов |
| МЭК 61439-1 | Низковольтные распределительные устройства и устройства управления – общие правила |
| МЭК 61439-2 | Низковольтные распределительные устройства и устройства управления — Силовые распределительные устройства и устройства управления |
| МЭК 61439-3 | Низковольтные распределительные устройства и устройства управления — распределительные щиты, предназначенные для эксплуатации обычными лицами (DBO) |
| МЭК 61439-4 | Низковольтные распределительные устройства и устройства управления. Частные требования к устройствам для строительных площадок (СКУ) |
| МЭК 61439-5 | Низковольтные распределительные устройства и устройства управления. Узлы для распределения электроэнергии в сетях общего пользования |
| МЭК 61439-6 | Низковольтные распределительные устройства и устройства управления. Системы шинопроводов (шинопроводы) Системы шинопроводов (шинопроводы) |
| МЭК 61557-1 | Электрическая безопасность в распределительных сетях низкого напряжения до 1000 В a.в. и 1 500 В пост. тока. — Оборудование для испытаний, измерений или контроля защитных мер. — Общие требования. |
| МЭК 61557-8 | Электрическая безопасность в распределительных сетях низкого напряжения до 1000 В переменного тока. и 1 500 В пост. тока. — Оборудование для тестирования, измерения или контроля мер защиты — Устройства контроля изоляции для IT-систем |
| МЭК 61557-9 | Электрическая безопасность в распределительных сетях низкого напряжения до 1000 В a.в. и 1500 В пост. — Оборудование для тестирования, измерения или контроля защитных мер — Оборудование для определения места повреждения изоляции в IT-системах |
| МЭК 61557-12 | Электрическая безопасность в распределительных сетях низкого напряжения до 1000 В переменного тока.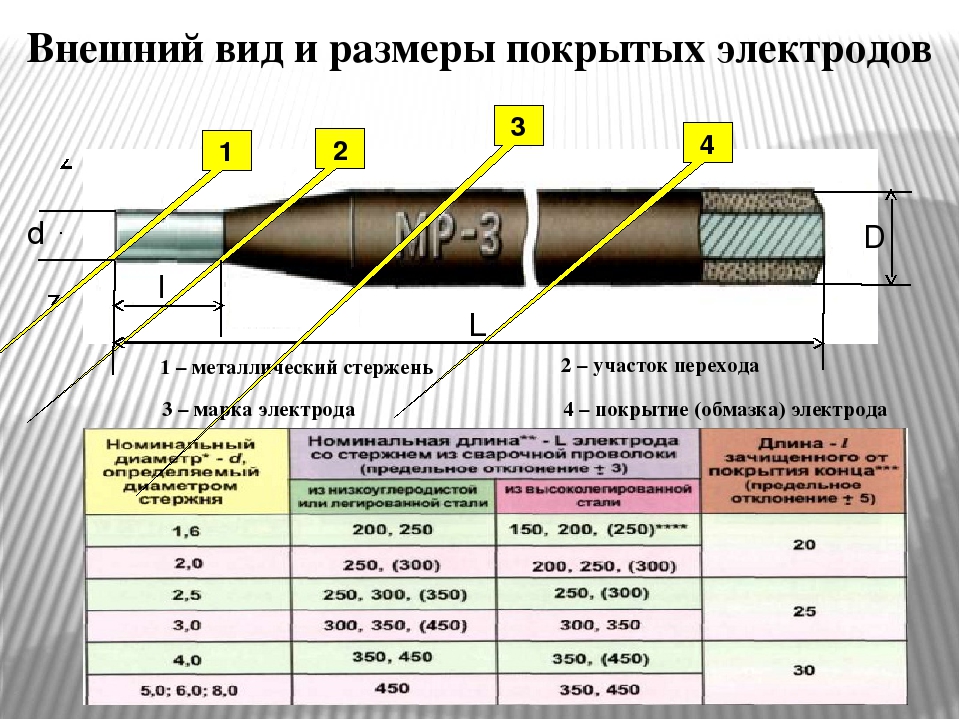 и 1 500 В пост. тока. — Оборудование для тестирования, измерения или контроля защитных мер — Устройства измерения и контроля производительности (PMD) и 1 500 В пост. тока. — Оборудование для тестирования, измерения или контроля защитных мер — Устройства измерения и контроля производительности (PMD) |
| МЭК 61558-2-6 | Безопасность трансформаторов, реакторов, блоков питания и аналогичных изделий для напряжения питания до 1100 В. Частные требования и испытания безопасных разделительных трансформаторов и блоков питания, включающих разделительные трансформаторы |
| МЭК 61643-11 | Устройства защиты от перенапряжения низкого напряжения. Устройства защиты от перенапряжения, подключенные к низковольтным энергосистемам. Требования и методы испытаний |
| МЭК 61643-12 | Устройства защиты от перенапряжения низкого напряжения. Устройства защиты от перенапряжения, подключенные к низковольтным системам распределения электроэнергии. Принципы выбора и применения |
| МЭК 61643-21 | Устройства защиты от перенапряжения низкого напряжения.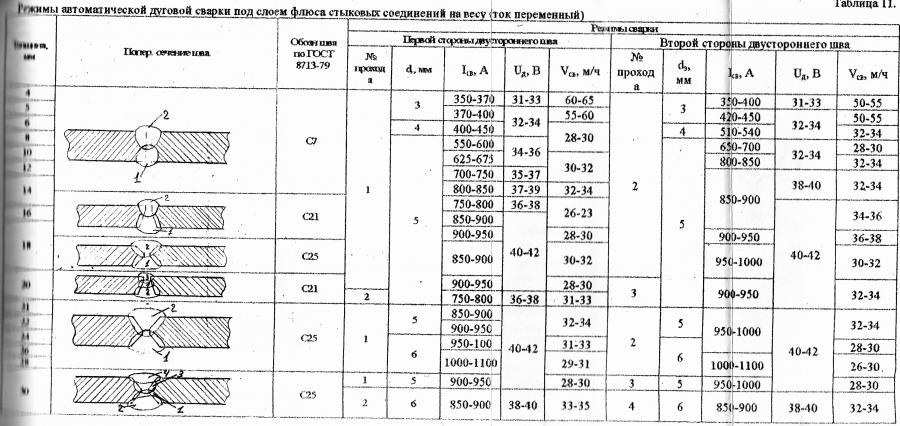 Устройства защиты от перенапряжения, подключенные к телекоммуникационным сетям и сетям сигнализации. Требования к рабочим характеристикам и методы испытаний Устройства защиты от перенапряжения, подключенные к телекоммуникационным сетям и сетям сигнализации. Требования к рабочим характеристикам и методы испытаний |
| МЭК 61643-22 | Устройства защиты от перенапряжения низкого напряжения. Устройства защиты от перенапряжения, подключенные к телекоммуникационным сетям и сетям сигнализации. Принципы выбора и применения |
| МЭК 61921 | Силовые конденсаторы — Низковольтные батареи коррекции коэффициента мощности |
| МЭК 61936-1 | Энергетические установки более 1 кВ a.в. — Часть 1: Общие правила |
| МЭК 62271-1 | Высоковольтное распределительное устройство и аппаратура управления. Общие технические условия |
| МЭК 62271-100 | Высоковольтное распределительное устройство и аппаратура управления. Автоматические выключатели переменного тока |
| МЭК 62271-101 | Высоковольтные распределительные устройства и аппаратура управления. Синтетические испытания Синтетические испытания |
| МЭК 62271-102 | Высоковольтные распределительные устройства и устройства управления. Разъединители переменного тока и заземлители |
| МЭК 62271-103 | Высоковольтные распределительные устройства и аппаратура управления. Выключатели на номинальное напряжение свыше 1 кВ до 52 кВ включительно |
| МЭК 62271-105 | Высоковольтное распределительное устройство и аппаратура управления. Комбинации выключателя и предохранителя переменного тока на номинальное напряжение свыше 1 кВ до 52 кВ включительно |
| МЭК 62271-200 | Высоковольтные распределительные устройства и аппаратура управления. Распределительные устройства и аппаратура управления переменного тока в металлическом корпусе на номинальное напряжение свыше 1 кВ и до 52 кВ включительно |
| МЭК 62271-202 | Высоковольтные распределительные устройства и аппаратура управления. Высоковольтные/низковольтные сборные подстанции Высоковольтные/низковольтные сборные подстанции |
| МЭК 62305-1 | Защита от молнии. Часть 1. Общие принципы |
| МЭК 62305-2 | Защита от молнии. Часть 2. Управление рисками |
| МЭК 62305-3 | Защита от молнии. Часть 3. Физическое повреждение конструкций и опасность для жизни |
| МЭК 62305-4 | Защита от молнии. Часть 4. Электрические и электронные системы в конструкциях |
| МЭК 62586-2 | Измерение качества электроэнергии в системах электроснабжения. Часть 2. Функциональные испытания и требования к неопределенности |
| МЭК ТС 62749 | Оценка качества электроэнергии. Характеристики электроэнергии, поставляемой сетями общего пользования |
Что такое стандарты электробезопасности и кто их обеспечивает?
Существует множество различных стандартов электробезопасности, которые необходимо соблюдать на рабочем месте для защиты целостности здания, а также для обеспечения безопасности сотрудников во время работы. Это включает в себя предотвращение поражения электрическим током, возгораний и других проблем, связанных с опасностью поражения электрическим током. Согласованные стандарты, такие как стандарты электробезопасности, часто разрабатываются компаниями по обеспечению безопасности, государственными учреждениями или другими аккредитованными ANSI предприятиями, которые работают над поиском лучших практических методов в конкретных ситуациях.
Это включает в себя предотвращение поражения электрическим током, возгораний и других проблем, связанных с опасностью поражения электрическим током. Согласованные стандарты, такие как стандарты электробезопасности, часто разрабатываются компаниями по обеспечению безопасности, государственными учреждениями или другими аккредитованными ANSI предприятиями, которые работают над поиском лучших практических методов в конкретных ситуациях.
Что касается нормативных документов по электротехнике, OSHA часто считает необходимым включить путем ссылки согласованные стандарты, созданные такими организациями, как NFPA, которые были надлежащим образом аккредитованы ANSI.Эти объединенные стандарты затем становятся правилами, соблюдение которых обеспечивается государственными учреждениями, такими как OSHA. Все это может привести к серьезным штрафам, если их не соблюдать.
Учитывая вышесказанное, стандарты — это просто рекомендации по передовому опыту, и никакие принудительные меры невозможны. Однако соблюдение стандартов электробезопасности по-прежнему отвечает интересам всех компаний. На самом деле, это все еще может спасти бизнес от цитирования OSHA в соответствии с пунктом об общих обязанностях за то, что он не обеспечивает сотрудникам максимально безопасную среду.
Однако соблюдение стандартов электробезопасности по-прежнему отвечает интересам всех компаний. На самом деле, это все еще может спасти бизнес от цитирования OSHA в соответствии с пунктом об общих обязанностях за то, что он не обеспечивает сотрудникам максимально безопасную среду.
Самое известное имя в области безопасности на рабочем месте — Управление по безопасности и гигиене труда, или OSHA. OSHA регулирует множество различных аспектов безопасности на рабочем месте, включая базовую электробезопасность. Некоторые из их наиболее важных электрических стандартов включают в себя следующее в разделе «Общая промышленность»:
OSHA также содержит специальные инструкции по работе с электрическими системами в море. Электрические стандарты, относящиеся к морской отрасли, включают:
OSHA также утвердило 28 государственных планов по электробезопасности.Условие здесь заключается в том, что в планах штата должны быть как стандарты, так и планы обеспечения соблюдения, которые так же эффективны, как и уже существующие правила OSHA. При этом государственные планы могут быть более строгими в отношении электробезопасности, но они не могут быть более мягкими, чем OSHA.
При этом государственные планы могут быть более строгими в отношении электробезопасности, но они не могут быть более мягкими, чем OSHA.
Национальная ассоциация противопожарной защиты (NFPA) — еще одна группа, разрабатывающая стандарты безопасности, ориентированные на электричество. Самым известным набором стандартов NFPA является NFPA 70, также известный как «Национальный электротехнический кодекс» или NEC.NEC включает девять глав, которые охватывают следующие темы:
- 1. Глава General содержит определения и правила электромонтажа.
- 2. В главе Электропроводка и защита описаны необходимые действия и материалы для защиты проводов от повреждений, вызванных пылью, влагой и теплом.
- 3. В главе «Методы и материалы для проводки» описаны потребности в материалах, таких как различные кабели, электромонтажные устройства и т.
 д.
д. - 4. В главе Оборудование общего назначения содержится информация о таких предметах, как удлинители, обогреватели, выключатели и другое оборудование.
- 5. В главе под названием Особые занятия рассматриваются уникальные условия, которые представляют повышенный риск для электриков и других пассажиров.
- 6. Глава под названием Специальное оборудование относится к визуальным инструментам, таким как вывески, механизмы, автоматические выключатели и многие другие элементы.
- 7. Глава под названием Особые условия напрямую относится к использованию систем сигнализации и экстренного вызова, а также ряда других систем безопасности, необходимых для защиты сотрудников и здания.
- 8. Глава под названием Системы связи охватывает любые дополнительные требования к системам, описанным в главе 7.
- 9. Последний раздел под названием ссылка.
 д.
д.
Однако во многих штатах еще не принята самая последняя версия, выпущенная в 2020 году, поскольку NEC обновляется примерно каждые три года. Есть даже штаты, которые до сих пор застряли в использовании издания 2008 года.
Другим широко известным стандартом этой организации является NFPA 70E. В качестве гораздо более узкого подхода с точки зрения стандартов NFPA 70E устанавливает требования безопасности, которые обеспечивают отличный баланс между безопасностью на рабочем месте и производительностью. Сам стандарт охватывает границы защиты от прикосновения, электрооборудование, безопасность дугового разряда, опасности возникновения дугового разряда, общие опасности поражения электрическим током, системы блокировки и маркировки и другие опасности поражения электрическим током.Теперь ANSI/NFPA 70E не является федеральным законом, а служит основой для местных законов в каждом штате.
Тем не менее, несмотря на то, что NFPA не имеет правоприменительных полномочий, оно является одним из самых уважаемых агентств в стране, и за ним добровольно следуют миллионы компаний. Если компания не следует стандартам, она не может претендовать на соответствие требованиям NFPA.
Если компания не следует стандартам, она не может претендовать на соответствие требованиям NFPA.
OSHA, NFPA и другие группы постоянно работают над поиском новых и лучших способов работы с электрическими системами, которые обеспечат безопасность каждого.По мере разработки новых и улучшенных передовых практик стандарты, выпущенные этими группами, обновляются. Все компании обязаны следить за последними изменениями и безопасными методами работы, чтобы обеспечить безопасность каждого.
Похожие вопросы
Дополнительные ресурсы
Уголок эксперта: Что такое электрический стандарт?
Что такое электрический стандарт?
Международные стандарты IEC публикуются и поддерживаются Международной электротехнической комиссией.
Европейские стандарты HD , опубликованные и поддерживаемые CENELEC, относятся к стандартам IEC.
Члены комитета CENELEC:
Австрия, Бельгия, Болгария, Кипр, Чехия, Дания, Эстония, Финляндия, Франция, Германия, Греция, Венгрия, Исландия, Ирландская Республика, Италия, Латвия, Литва, Люксембург, Мальта, Нидерланды, Норвегия, Польша, Португалия, Румыния, Словакия, Словения, Испания, Швеция, Швейцария, Великобритания
Национальные стандарты европейских стран (NFC, VDE, BS и т.д.) относятся к стандартам CENELEC.
Стандарты и правила
Стандарты сами по себе не являются обязательными: область применения стандарта определяется правилами соответствующей страны. Соответственно, обязательный характер стандарта может быть ограничен определенной областью (например, общественные здания) или определенными частями стандарта (например, защита рабочих и других лиц).
Стандарты электромонтажа
Электроустановка определяется как «набор компонентов между источником питания и потребителями».
Основные цели стандартов установки:
- Для обеспечения защиты и сохранности имущества от опасностей (перегрузок, коротких замыканий, перепадов напряжения).
- Для обеспечения защиты и безопасности людей (риск поражения электрическим током).
- Для обеспечения продолжительного срока службы установки и облегчения ее использования.

В одной и той же стране могут быть разные стандарты установки в зависимости от условий использования (морской стандарт, напряжение и т. д.).).
Для некоторых областей, таких как наружное освещение или фотогальваническая система, практическое руководство , определяющее конкретные условия расчета, может дополнять или заменять стандарт (например, во Франции Руководство UTE C17-205 определяет применение правил расчета, общие правила из которых определены в стандарте EP NF C 17-200, который сам относится к французскому стандарту NF C15-100).
Стандартные тарифы предложения для Central Maine Power — жилые и мелкие коммерческие клиенты
13 ноября 2019 г.
MPUC устанавливает новый стандарт цен на электроэнергию со снижением на 19-20% для жилых домов и малого бизнеса; Снижение на 22-23% для среднего бизнеса
Хэллоуэлл, Мэн — 13 ноября 2019 г. Бытовые и бизнес-потребители Central Maine Power Company (CMP) и Emera Maine-Maine Public District (MPD) будут платить за электроэнергию по более низким тарифам в течение 2020 года в результате решения Комиссии по коммунальным предприятиям штата Мэн. процесс конкурентных торгов для установления цен на поставку стандартного предложения.
Бытовые и бизнес-потребители Central Maine Power Company (CMP) и Emera Maine-Maine Public District (MPD) будут платить за электроэнергию по более низким тарифам в течение 2020 года в результате решения Комиссии по коммунальным предприятиям штата Мэн. процесс конкурентных торгов для установления цен на поставку стандартного предложения.
Для типичных счетов CMP для жилых помещений, основанных на ежемесячном использовании 550 кВтч, ожидаемая ежемесячная экономия составит 9,35 долларов США или 112 долларов США в год. Ожидается, что ежемесячные счета снизятся примерно с 95,53 долларов в месяц до 86,18 долларов в месяц, что на 9,8% меньше.
«Как мы отметили вчера, фиксирование более низкой цены на предметы первой необходимости на 2020 год помогает как жителям, так и владельцам бизнеса лучше справляться с ограниченным бюджетом», — сказал председатель Филип Л. Бартлетт II. Эти более низкие цены отражают условия спроса и предложения электроэнергии в Новой Англии и их влияние на оптовые рынки энергии, сказал комиссар Брюс Уильямсон.
Несколько участников торгов представили запечатанные предложения в рамках ежегодного конкурсного процесса Комиссии по установлению стандартных цен на поставку электроэнергии. На стандартное предложение приходится примерно 50 процентов продаж в сфере обслуживания CMP. Цены на CMP и Emera-MPD приведены в таблице ниже и распространяются только на тех клиентов, которые получают услугу снабжения по стандартному предложению.
Центральная энергетическая компания штата Мэн 2019 г. 2020 г. % Снижение стандартной цены предложения для жилых домов/малого бизнеса 9.00 /кВт-ч 7,30 /кВт-ч 19% Типовой общий счет за жилое помещение (при условии использования 550 кВт-ч в месяц) 95,53 долл. США в месяц 86,18 долл. США в месяц 9,8% Среднегодовая цена предложения для клиентов среднего бизнеса 8,95 /кВт-ч 7,00 /кВт-ч 22%
Emera Maine-Maine Public District
Жилой/малый бизнес Стандартное предложение Цена предложения 8,46 /кВтч 6,73 /кВтч 20% Среднегодовая цена предложения для клиентов среднего бизнеса 8,34 /кВтч 6,43 /кВтч 23%
Для клиентов среднего бизнеса CMP новые цены различаются по месяцам, начиная с 5. 2/кВтч в июне до 10,8/кВтч в январе. В среднем за год средний бизнес CMP увидит снижение на 22%. Клиенты среднего бизнеса Emera-MPD увидят снижение на 23%. Цены для крупных бизнес-клиентов CMP будут индексироваться в соответствии с рыночными ценами и устанавливаться заранее на каждый месяц, как это было сделано в прошлом году для крупных бизнес-услуг по стандартным предложениям.
2/кВтч в июне до 10,8/кВтч в январе. В среднем за год средний бизнес CMP увидит снижение на 22%. Клиенты среднего бизнеса Emera-MPD увидят снижение на 23%. Цены для крупных бизнес-клиентов CMP будут индексироваться в соответствии с рыночными ценами и устанавливаться заранее на каждый месяц, как это было сделано в прошлом году для крупных бизнес-услуг по стандартным предложениям.
Вышеуказанные цены не распространяются на клиентов, которые покупают электроэнергию на рынке. Имена поставщиков, выбранных для CMP, будут обнародованы через две недели, что даст время для окончательной доработки договоренностей об электроснабжении.
Предыстория: Потребители электроэнергии в штате Мэн получают стандартное предложение услуг, если они не приобрели электроэнергию у другого розничного поставщика или через агрегатора. В настоящее время услуги стандартного предложения составляют около 52% предложения, используемого клиентами CMP. Закон штата Мэн требует, чтобы Комиссия гарантировала, что стандартное предложение услуг по электроснабжению доступно для всех потребителей в штате Мэн.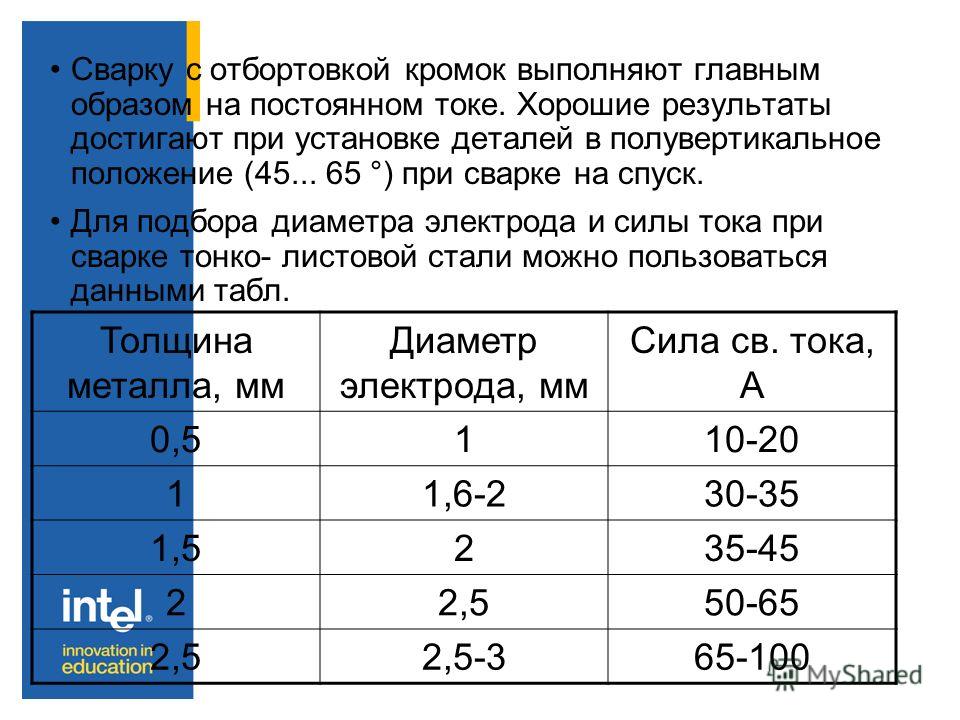 Комиссия организует стандартное предложение услуг посредством периодических конкурсных торгов.
Комиссия организует стандартное предложение услуг посредством периодических конкурсных торгов.
Цены стандартных предложений на услуги
О комиссии
Комиссия по коммунальным предприятиям штата Мэн регулирует электрические, телефонные, водопроводные и газовые коммунальные услуги, чтобы гарантировать, что граждане штата Мэн имеют доступ к безопасным и надежным коммунальным услугам по справедливым и разумным тарифам для всех плательщиков. Комиссионные программы включают Enhanced 911 Service штата Мэн и Dig Safe. Филип Л. Бартлетт является председателем, Брюс Уильямсон и Рэндалл Дэвис — комиссарами.
Контактное лицо для прессы: Гарри Ланфер, административный директор Телефон: (207) 287-3831 Электронная почта: [email protected]
| 29.020 | Электротехника в целом Включая напряжения, общую электротехническую терминологию, электротехническую документацию, электрические таблицы, безопасность, испытания на пожароопасность и т.  д. д. Электрические схемы и диаграммы, см. 01.100.25 Электростанции, см. 27.100 Электромагнитная совместимость, см. 33.100 |
| 29.030 | Магнитные материалы Стали со специальными магнитными свойствами, см. 77.140.40 |
| 29.035 | Изоляционные материалы |
| 29.040 | Изоляционные жидкости |
29. 045 045 | Полупроводниковые материалы |
| 29.050 | Сверхпроводимость и проводящие материалы |
| 29.060 | Электрические провода и кабели |
| 29.080 | Изоляция Изоляционные материалы, см. 29.035 Изоляционные жидкости, см. 29.040 |
29. 100 100 | Компоненты для электрооборудования Электронные компоненты, см. 31 |
| 29.120 | Электрические аксессуары |
| 29.130 | Распределительное устройство и аппаратура управления |
| 29.140 | Лампы и сопутствующее оборудование |
| 29.160 | Вращающееся оборудование |
29. 180 180 | Трансформеры. Реакторы Измерительные трансформаторы, см. 17.220.20 |
| 29.200 | Выпрямители. Преобразователи. Стабилизированный источник питания Включая полупроводниковые преобразователи |
| 29.220 | Гальванические элементы и батареи |
| 29.240 | Сети передачи и распределения электроэнергии Системы электроснабжения зданий, см.  91.140.50 91.140.50 |
| 29.260 | Электрооборудование для работы в особых условиях |
| 29.280 | Электротяговое оборудование Включая стационарные железнодорожные электроустановки Электрические дорожные транспортные средства, см. 43.120 Неэлектрический железнодорожный тяговый состав, см. 45.060.10 |
Электричество Законы, правила и стандарты
Электроэнергетика в Южной Австралии регулируется Законом об электроэнергетике 1996 года и связанными с ним положениями. Кроме того, существуют стандарты, используемые электроэнергетикой в различных областях, таких как электроустановки и правила электропроводки.
Кроме того, существуют стандарты, используемые электроэнергетикой в различных областях, таких как электроустановки и правила электропроводки.
Закон об электричестве 1996 года
Закон об электричестве 1996 года и связанные с ним положения обеспечивают законодательную основу для обеспечения того, чтобы потребители Южной Австралии имели доступ к безопасному, надежному и качественному электроснабжению, а также к безопасным электроустановкам на конкурентном рынке.
Закон:
- способствует повышению эффективности и конкуренции в сфере электроснабжения
- способствует созданию и обслуживанию безопасных и эффективных систем производства, передачи и распределения электроэнергии
- устанавливает и обеспечивает соблюдение соответствующих стандартов безопасности, надежности и качества в Электроэнергетика Южной Австралии
- устанавливает и обеспечивает соблюдение соответствующих стандартов безопасности и технических стандартов для электроустановок и инфраструктуры электроснабжения
- защищает интересы потребителей Южной Австралии обеспечивать выполнение требований законодательства и связанных с ним нормативных актов.

Правила
Электричество (принципы очистки от растительности) Правила 2021 г.
Электричество (принципы очистки от растительности) Правила 2021 г. определяют юридические требования в отношении очистки от растительности вокруг линий электропередач. Это включает в себя требования по расчистке растительности вокруг высоковольтных линий электропередачи и низковольтных линий электропередач, а также законодательные ограничения безопасности для посадки деревьев вблизи линий электропередач.
Правила направлены на минимизацию риска лесных пожаров, повреждения линий электропередач и поражения электрическим током, не требуя чрезмерной очистки от растительности.
Для получения дополнительной информации см.:
Электрические (общие) правила 2012
Электрические (общие) правила 2012 определяют юридические требования по безопасности и технические требования для:
- электрических установок 9 установки
- работы вблизи ЛЭП
- удаление от ЛЭП зданий и других сооружений
- В нормативных актах также указаны требования к выдаче электротехнических сертификатов соответствия. Это юридические документы, выданные лицензированными подрядчиками по электроснабжению, по включению питания в электроустановки.
 Это юридические документы, выданные лицензированными подрядчиками по электроснабжению, по включению питания в электроустановки.
Это юридические документы, выданные лицензированными подрядчиками по электроснабжению, по включению питания в электроустановки.Для получения дополнительной информации см.:
Закон об энергетических продуктах (безопасность и эффективность) 2000 г.
Закон об энергетических продуктах (безопасность и эффективность) 2000 г. регулирует продажу отдельных энергетических продуктов посредством:
- , устанавливая требования к маркировке. энергетических продуктов для указания их соответствия применимым стандартам безопасности и производительности
- введение требований к маркировке для демонстрации сертификации энергетических продуктов (заявленных продуктов)
- введение требований по регистрации энергетических продуктов для указания их соответствия минимальным стандартам энергоэффективности (MEPS)
- , устанавливающий требования к маркировке для демонстрации энергоэффективности энергетических продуктов.
Закон об энергетических продуктах (безопасность и эффективность) 2000 г.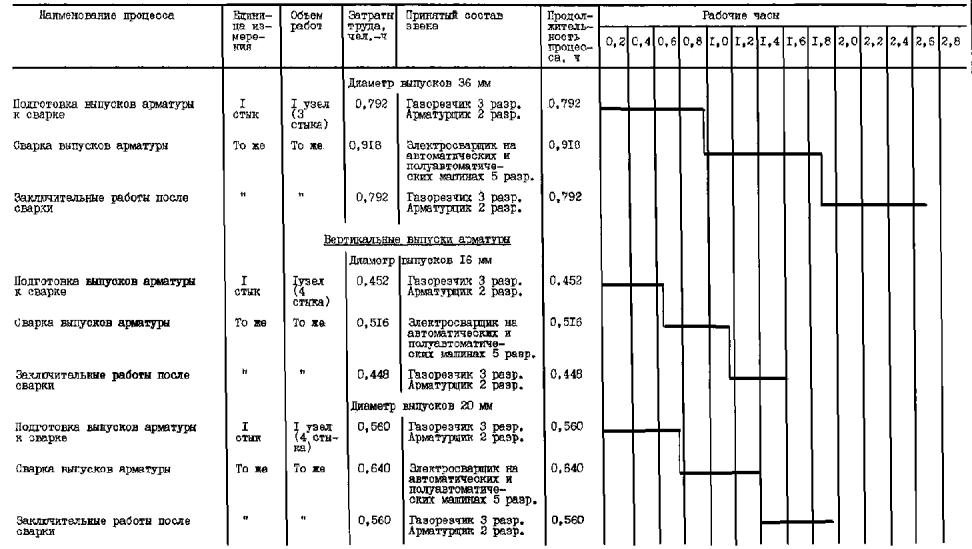 уполномочивает Управление технического регулирования запрещать продажу или использование небезопасных энергетических продуктов.
уполномочивает Управление технического регулирования запрещать продажу или использование небезопасных энергетических продуктов.
Стандарты
Разрешение на планирование электрогенераторов
Для получения разрешения на разработку все предложения по новым электрогенераторам в Южной Австралии с генерирующей мощностью более пяти мегаватт должны соответствовать ряду технических требований, касающихся безопасности энергетической системы штата и стабильность.
Заявки на разработку должны сопровождаться сертификатом Управления технического регулятора, подтверждающим, что предлагаемый генератор соответствует необходимым требованиям Правил разработки 2008 года. Правительственная газета , № 33, вторник, 23 мая 2017 г., со страницы 1727.
Заявки на разработку определяются Комиссией по оценке развития или, если государственное агентство осуществляет или одобряет застройку, министром планирования.
Правила SA Power Networks
Службу SA Power Networks (ранее ETSA Utilities) и правила установки можно просмотреть на веб-сайте SA Power Networks.
План инфраструктуры: Конгресс продвигает стандарт чистой электроэнергии для климата
Время, когда Соединенные Штаты работают в основном за счет энергии ветра и солнца, может стать реальностью всего через несколько лет. Не потребуется каких-либо научных прорывов или технологических прорывов, чтобы чистая энергия превзошла уголь и природный газ, которые по-прежнему составляют 60% энергетического сектора США.Чтобы бросить вызов столетнему господству ископаемого топлива в рекордно короткие сроки, требуется одна широкомасштабная, недооцененная политика: стандарт чистого электричества.
Эта политика может стать «самым большим изменением в нашей энергетической политике с тех пор, как зажегся свет», — сказала Vox сенатор от Миннесоты Тина Смит в июльском интервью . Она назвала это «центральным элементом» климатической политики демократов при президенте Джо Байдене.
Эта политика, которая может изменить правила игры, постепенно становится законом.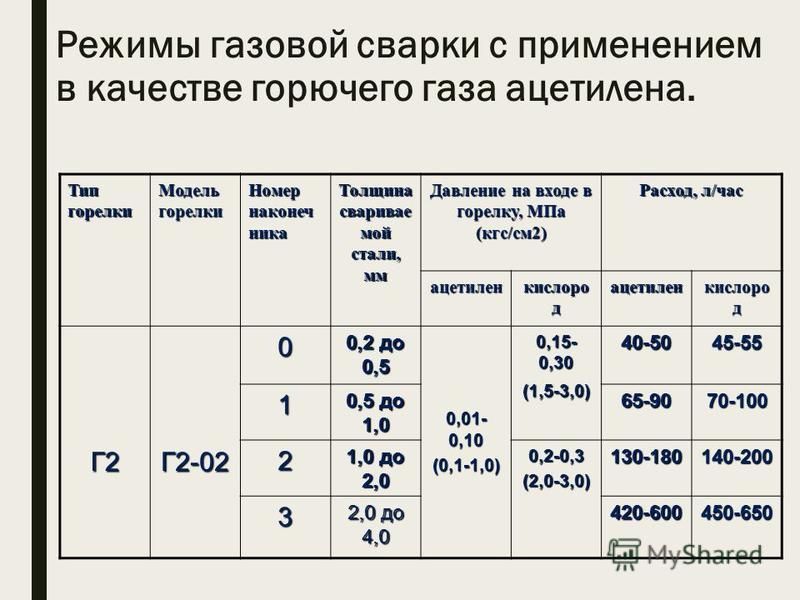 Палата представителей США во вторник утвердила наброски бюджета в размере 3,5 триллиона долларов, который включает не менее 150 миллиардов долларов на стандарт чистого электричества. Если предлагаемый бюджет выдержит переговоры в ближайшие недели, он может закрепить некоторые из самых амбициозных климатических целей администрации Байдена, большинство из которых были исключены из двухпартийного соглашения по инфраструктуре, принятого Сенатом 10 августа.
Палата представителей США во вторник утвердила наброски бюджета в размере 3,5 триллиона долларов, который включает не менее 150 миллиардов долларов на стандарт чистого электричества. Если предлагаемый бюджет выдержит переговоры в ближайшие недели, он может закрепить некоторые из самых амбициозных климатических целей администрации Байдена, большинство из которых были исключены из двухпартийного соглашения по инфраструктуре, принятого Сенатом 10 августа.
Один из способов понять, почему эта относительно загадочная политика сейчас находится в центре внимания, — это рассмотреть, что происходит без нее.Миллионы потребителей электрифицировали свои автомобили и бытовую технику, а многие города и штаты электрифицируют общественные службы, такие как общественный транспорт, но эти виды деятельности по-прежнему получают большую часть энергии от грязных электростанций. Электроэнергетический сектор медленно приходил в себя и в настоящее время примерно на 20 процентов использует солнечную и ветровую энергию и примерно на 20 процентов – на ядерную энергию.
Но это лето климатических бедствий является ярким напоминанием о том, что переходный период не может произойти достаточно быстро. Да, американцы все чаще используют солнечные батареи, чтобы сэкономить деньги, в то время как 30 штатов и более 100 городов приняли цели по экологически чистому электричеству — наиболее амбициозной из них является недавнее принятие Орегоном цели по сокращению выбросов электроэнергии на 80 процентов к 2030 году.Тем не менее, эти действия и неравномерный прогресс государства не соответствуют темпам, необходимым для замедления катастрофического потепления на планете.
Судьба федерального стандарта чистой электроэнергии до сих пор не решена. Специфика пакета примирения может резко измениться в ближайшие недели, и теперь каждый демократ в Сенате должен будет согласовать стандарт чистого электричества, если они хотят провести его через процесс, известный как согласование бюджета.
Стандарт чистого электричества — это немного неправильное название, потому что фактическая обсуждаемая политика звучит еще скучнее: программа оплаты чистого электричества, которая платит коммунальным службам за уборку и штрафует их за нарушение сроков. Тем не менее, этот подход может фактически удвоить количество энергии ветра и солнца на рынке, приблизив страну к примерно 80-процентному использованию возобновляемых источников электроэнергии к 2030 году и вплотную к 100-процентной чистой электроэнергии к 2035 году. Обязательство Байдена по Парижскому соглашению по климату.
Тем не менее, этот подход может фактически удвоить количество энергии ветра и солнца на рынке, приблизив страну к примерно 80-процентному использованию возобновляемых источников электроэнергии к 2030 году и вплотную к 100-процентной чистой электроэнергии к 2035 году. Обязательство Байдена по Парижскому соглашению по климату.
Переход к экологически чистой энергии, который, возможно, преждевременно был назван «революцией», до сих пор продвигался «постепенным, разрозненным образом», говорит Пэм Кили, эксперт по климату из Фонда защиты окружающей среды.Она говорит, что Вашингтон, наконец, осознал настоятельную необходимость «обязательных требований, которые гарантируют, что вы получите желаемые результаты».
«Эффект мультипликатора» стандарта чистой электроэнергии
Посчитайте, говорят эксперты по климату, и нет никакого способа справиться с климатическим кризисом, не очистив электроэнергетический сектор.
Американцы вносят свой вклад в изменение климата двумя способами: транспортом и потреблением электроэнергии. Вы можете сократить свой углеродный след, сделав свой дом более эффективным, установив солнечную панель и даже купив электромобиль — и энергия, поступающая из вашей розетки, станет намного чище, чем десять лет назад.Но уголь и природный газ, чаще всего, остаются статус-кво. Эта реальность ограничивает влияние благонамеренных действий: электростанция, работающая на угле, может заряжать вашу Tesla, а газ может питать кондиционер вашего офиса.
Вы можете сократить свой углеродный след, сделав свой дом более эффективным, установив солнечную панель и даже купив электромобиль — и энергия, поступающая из вашей розетки, станет намного чище, чем десять лет назад.Но уголь и природный газ, чаще всего, остаются статус-кво. Эта реальность ограничивает влияние благонамеренных действий: электростанция, работающая на угле, может заряжать вашу Tesla, а газ может питать кондиционер вашего офиса.
«Если мы электрифицируем автомобили, чтобы они не зависели от нефти, и электрифицируем здания, чтобы они не выделяли газ, то то, на что они полагаются, не может быть таким же грязным, как то, что было заменено», — сказал Сэм Рикеттс, старший советник климатической группы Evergreen Action.
Если вы живете в одном из штатов, который принял свой собственный стандарт чистой электроэнергии, эта энергия может стать чище: 345 угольных электростанций вышли из эксплуатации за последнее десятилетие или скоро выйдут из эксплуатации по всей стране, по данным Sierra Club. При этом в стране по-прежнему работают 185 действующих угольных электростанций и, что вызывает тревогу, около 250 новых газовых электростанций планируется построить в течение следующих 20 лет. Сделав экономически невозможным поддержание угольных электростанций в рабочем состоянии, стандарт чистой электроэнергии может свести уголь к нулю и замедлить рост добычи природного газа.
При этом в стране по-прежнему работают 185 действующих угольных электростанций и, что вызывает тревогу, около 250 новых газовых электростанций планируется построить в течение следующих 20 лет. Сделав экономически невозможным поддержание угольных электростанций в рабочем состоянии, стандарт чистой электроэнергии может свести уголь к нулю и замедлить рост добычи природного газа.
«Очищая наш энергетический сектор, мы можем существенно повлиять на выбросы углерода», — сказал Смит. «И когда мы объединяем это с другими политиками по электрификации транспорта и электрификации отопления и охлаждения зданий, это оказывает мультипликативный эффект на всю экономику».
Другими словами, чтобы серьезно сократить загрязнение окружающей среды, стране необходимо многозадачность. По мере того, как рынок электромобилей растет, а здания переходят на электрическое отопление и охлаждение, их источники электроэнергии также будут модернизироваться в том, что может быть благотворным циклом : электричество становится все большей долей энергопотребления в США, а чистая электроэнергия становится все большей долей. электроэнергии в целом.
электроэнергии в целом.
Самые большие краткосрочные выгоды связаны даже не с изменением климата. Продолжающаяся добыча угля также снижает загрязнение воздуха в стране, такое как озон и твердые частицы, которые наносят вред легким и сердцам людей. Эти достижения легко затмят то, что Агентство по охране окружающей среды добилось при предыдущих президентах, потому что оно закроет больше угольных электростанций, чем даже самое эффективное экологическое регулирование президента Барака Обамы, правило о ртути и токсинах в воздухе.
Кроме того, есть спасенные жизни, согласно исследованию Гарвардского университета: к 2030 году эта политика спасет 9200 жизней из-за внезапного сокращения загрязнения воздуха. В течение следующих 30 лет это число вырастет до 317 500 спасенных жизней.
В течение следующих 30 лет это число вырастет до 317 500 спасенных жизней.
Согласно исследованию Принстонского центра энергетики и окружающей среды Андлингера, для тех, кто думает о выгодах в долларах, переход на экологически чистую энергию создаст от 500 000 до 1 миллиона новых рабочих мест в течение 2020-х годов.«Потери рабочих мест в добывающих ископаемых отраслях более чем компенсируются ростом строительства и производства в секторе экологически чистой энергии», — говорится в исследовании. По данным аналитического центра по климату Energy Innovation, сокращение загрязнения воздуха также приводит к выгодам, эквивалентным 1,7 триллиона долларов США, за счет снижения затрат на здравоохранение, повышения экономической эффективности и спасения жизней.
У демократов есть узкий путь к принятию стандарта чистого электричества
Мы примерно знаем, как будет выглядеть стандарт экологически чистой энергии, основываясь на плане лидера большинства в Сенате Чака Шумера, который был предоставлен журналистам в июле.
Концепция, к которой стремились защитники окружающей среды и которую поддерживал Смит, заключалась в том, чтобы вознаграждать коммунальные предприятия за внедрение экологически чистой энергии (отсюда и цена примерно в 150 миллиардов долларов) и штрафовать их за невыполнение целей. Это метод кнута и пряника, заключающийся в том, чтобы отдать предпочтение ветровой и солнечной энергии, а не углю и газу, не отставая от графика с растущими целями каждый год. Цель состоит в том, чтобы к 2030 году достичь 80 процентов чистой энергии.
Первоначально Байден сплел многие из своих амбициозных политик в области климата в единое большое предложение по инфраструктуре , которое затем было разделено на две части: один двухпартийный законопроект, для которого требовалось 60 голосов, чтобы избежать флибустьера, и один маневр, известный как примирение, который позволяет демократам пройти бюджет простым большинством голосов.
Некоторые средства массовой информации назвали новое соглашение о примирении «планом социальных расходов», но этот ярлык преуменьшает значение важной климатической политики, которую оно содержит. В среду офис Шумера в Сенате опубликовал собственный анализ того, как пакет инфраструктуры на триллион долларов и бюджет на примирение в размере 3,5 триллионов долларов сократят загрязнение климата. По данным офиса Шумера, стандарт чистой электроэнергии в сочетании с десятилетними налоговыми льготами на экологически чистую энергию оказал наибольшее влияние.
В среду офис Шумера в Сенате опубликовал собственный анализ того, как пакет инфраструктуры на триллион долларов и бюджет на примирение в размере 3,5 триллионов долларов сократят загрязнение климата. По данным офиса Шумера, стандарт чистой электроэнергии в сочетании с десятилетними налоговыми льготами на экологически чистую энергию оказал наибольшее влияние.
В сочетании с другими благоприятными для климата мерами, такими как инвестиции в электромобили и плата за загрязнение метаном, эти законодательные акты могут привести к 45-процентному сокращению выбросов к 2030 году (по сравнению с уровнями загрязнения 2005 года). Добавьте к этому действия государства и исполнительные полномочия Байдена, и Шумер говорит, что «к 2030 году мы достигнем нашей цели в 50 процентов», которую пообещал президент. Офис Шумера не сразу ответил на вопросы о своей методологии.
Офис лидера большинства в Сенате Чака Шумера опубликовал анализ того, как пакет инфраструктуры и примирения вместе позволяют Соединенным Штатам сократить загрязнение климата на 45 процентов к 2030 году (по сравнению с уровнем 2005 года).
Это всего лишь схема, и эти цифры могут значительно измениться. Еще слишком рано, чтобы знать, будут ли республиканцы и умеренные демократы бороться со стандартом чистого электричества, как они это сделали с некоторыми другими климатическими амбициями Байдена — утверждая, например, что федеральное правительство не должно выбирать победителей и проигравших в частном порядке. секторе, или что такая политика является неэффективным использованием средств налогоплательщиков. Ключевые демократы в Сенате, имеющие решающее значение для окончательного голосования, временами скептически относились к общей стоимости законопроекта о примирении.
Ricketts из Evergreen Action отверг опасения по поводу цены. «Мы знаем, что этот энергетический переход дорого обходится», — сказал он. Он утверждает, что, если федеральное правительство не примет меры, эти расходы могут вместо этого оказаться в счетах потребителей за электроэнергию.
«Если мы хотим, чтобы переход на экологически чистую энергию состоялся, мы должны обеспечить, чтобы инвестиции доходили до каждого региона и приносили пользу каждому сообществу», — добавляет Рикеттс. Он называет предложение по чистой энергии «прогрессивной политикой создания рабочих мест, направленной на эффективное преобразование экологически чистой электроэнергии в ближайшее десятилетие».
Он называет предложение по чистой энергии «прогрессивной политикой создания рабочих мест, направленной на эффективное преобразование экологически чистой электроэнергии в ближайшее десятилетие».
Даже среди поддерживающих демократов в Конгрессе ведутся споры о том, как учитывать заводы, работающие на ископаемом топливе, которые обещают улавливать и хранить загрязняющие вещества, и как обращаться с природным газом, который по-прежнему способствует изменению климата, но на долю которого приходится меньше углеродного загрязнения, чем на уголь. Многие экологические группы назвали улавливание углерода и использование природного газа «ложными решениями» проблемы изменения климата.
С тех пор, как США снова присоединились к Парижскому соглашению по климату в первые дни президентства Байдена, у демократов появился дополнительный стимул для принятия долгосрочной политики в области климата.Чтобы доказать, что их повестка дня не рухнет через несколько лет, если следующий президент станет отрицателем изменения климата, Соединенные Штаты могли бы явиться на следующую крупную международную конференцию по изменению климата, которая состоится в Глазго этой осенью, со свежеиспеченным бюджетом, который продвигает страну к 100-процентной чистой энергии.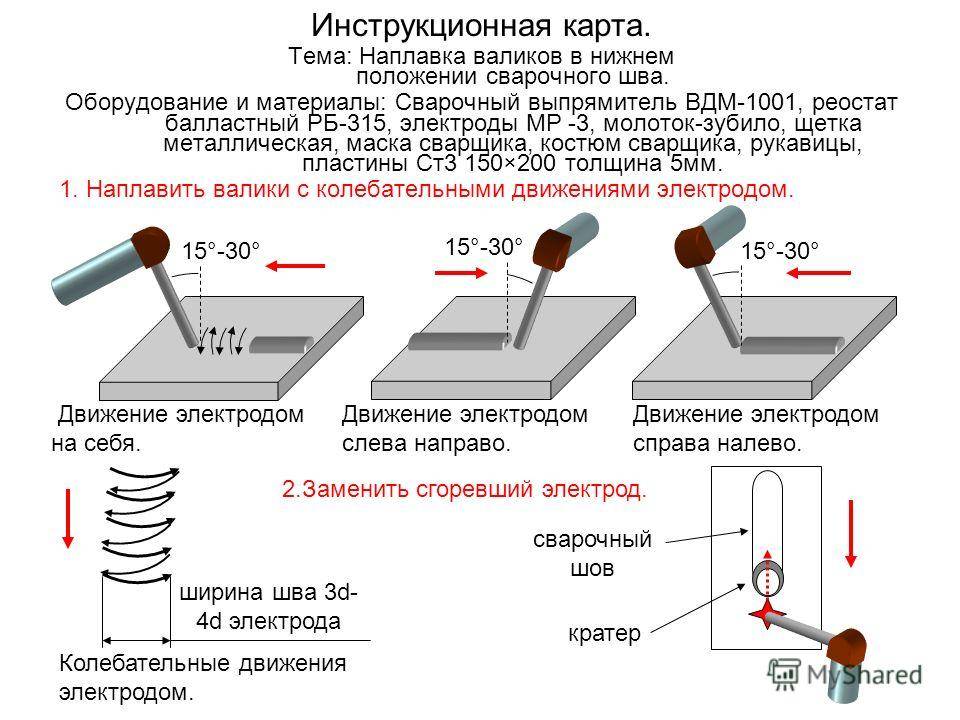 Или он может появиться с пустыми руками, без серьезного плана по достижению цели Байдена по сокращению общего загрязнения климата на 50 процентов к 2030 году.
Или он может появиться с пустыми руками, без серьезного плана по достижению цели Байдена по сокращению общего загрязнения климата на 50 процентов к 2030 году.
лидеров демократов признали это на пресс-конференции в прошлом месяце. «Я очень надеюсь, что мы поедем в Глазго с отличным законопроектом о климате, который продемонстрирует нашу приверженность нашим парижским целям», — сказал член палаты представителей от Калифорнии Майк Левин, один из 134 представителей Палаты представителей, подписавшихся под письмом, призывающим к 100-процентному чистая электроэнергия к 2035 году.
Смит также считает это решающим моментом: «Я не понимаю, как вы можете достичь наших целей в области климата или как вы можете достичь наших целей по созданию рабочих мест, связанных с экологически чистой энергией, и по созданию более здоровой и справедливой экономики, без такой смелой политики.
Обновление от 25 августа: Обновлено, чтобы включить бюджет, принятый Палатой представителей, и новый анализ из офиса лидера большинства Шумера.