Нормативные документы по сварке
- Главная
- |
- Азбука сварки — Справочный раздел
- |
- Документы
СОГЛАШЕНИЯ
Соглашение о сотрудничестве НАКС и GSI по оценке соответствия сварщиков и операторов Открыть
Соглашение о взаимодействии между ФСЭТАН и НП «НАКС» Открыть
Соглашение о сотрудничестве между ОАО «НИИЖТ» и НАКС Открыть
Соглашение о кооперации между DVS ZERT e.V. и НАКС о совместном проведении процедур сертификации систем и продукции Открыть
Соглашение о совместной деятельности между DVS (Германия) и НАКС (Россия) Открыть
Соглашение о сотрудничестве между Госстроем России и НАКС Открыть
Соглашение о сотрудничестве между ОАО «АК «Транснефть» и Саморегулируемой организацией Некоммерческое Партнерство «Национальное Агентство Контроля Сварки» Открыть
НОРМАТИВНЫЕ ДОКУМЕНТЫ
РД 03-495-02 «Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства» Открыть
Постановление Госгортехнадзора России №36 от 25. 06.2002г. Об утверждении новой редакции «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» Открыть
06.2002г. Об утверждении новой редакции «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» Открыть
ПБ-03-273-99 «Правила аттестации сварщиков и специалистов сварочного производства» Открыть
РУКОВОДЯЩИЕ ДОКУМЕНТЫ
Рекомендации по применению ПБ 03-279-99 и РД 03-495-02 на объектах стального мостостроения Открыть
Рекомендации по применению РД 03-495-02 на строительных объектах Открыть
Протокол совещания по организации аттестации сварочного производства на инвестиционных объектах, реализуемых ПАО «Газпром» Открыть
Письмо ОАО «Газпром» №03/13 — 2676 от 08.10.2014г. «Об аттестации сварщиков, специалистов сварочного производства и производственной аттестации технологий сварки при изготовлении и ремонте в заводских условиях и при проведении ремонтно-восстановительных работ под избыточным давлением на газопроводах, находящихся в эксплуатации по нормативным документам ОАО «Газпром» Открыть
Письмо ОАО «Газпром» №03/13 — 2684 от 09.
 10.2014г. «Об аттестации сварщиков, специалистов сварочного производства и производственной аттестации технологий сварки при строительстве магистрального газопровода «Сила Сибири» Открыть
10.2014г. «Об аттестации сварщиков, специалистов сварочного производства и производственной аттестации технологий сварки при строительстве магистрального газопровода «Сила Сибири» ОткрытьПеречень групп технических устройств опасных производственных объектов Открыть
Формы документов, оформляемых при проведении неразрушающего контроля, разрушающих и других видов испытаний КСС Открыть
Положение о порядке проведения внеочередной аттестации сварщиков и специалистов сварочного производства Открыть
Положение о порядке проведения проверки соответствия требованиям Системы аттестации сварочного производства Открыть
Положение об аттестации сварщиков и специалистов сварочного производства, производственной аттестации технологий сварки, сварочного оборудования и сварочных материалов на объектах ПАО «Газпром» Открыть
Инструкция по оформлению заявок на аттестацию и результатов аттестации Заявителей — физических лиц Открыть
Положение о порядке продления срока действия аттестационных удостоверений сварщиков и специалистов сварочного производства Открыть
Положение о порядке аттестации сварщиков с применением специализированного сварочного оборудования Открыть
Протокол совещания по вопросам реализации положений РД-03.
 120.10-КТН-001-11 Открыть
120.10-КТН-001-11 ОткрытьПоложение о порядке аттестации специалистов сварочного производства на право участия в работе аттестационной комиссии Открыть
Требования к аттестационным центрам НАКС Системы аттестации сварочного производства Открыть
Инструкция по оформлению и учету аттестационных удостоверений сварщиков и специалистов сварочного производства Открыть
Положение о САСв Ростехнадзора Открыть
Письмо НАКС №19-2 от 14.03.03г. «О порядке аттестации специалистов сварочного производства на другой уровень профессиональной подготовки» Открыть
Письмо НАКС №92/2 от 14.11.2008г. «Об отчетности по аттестованному персоналу САСв», а также «Порядок отчетности о результатах аттестации сварщиков и специалистов сварочного производства» Открыть
ПИСЬМА РОСТЕХНАДЗОРА
Письмо ФС ЭТАН № КП-25/369 от 08. 04.08г. «О согласовании рекомендаций по применению ПБ 03-273-99, РД 03-613-03, РД 03-614-03, РД 13-615-03 и об участии в аттестации представителей Ростехнадзора» Открыть
04.08г. «О согласовании рекомендаций по применению ПБ 03-273-99, РД 03-613-03, РД 03-614-03, РД 13-615-03 и об участии в аттестации представителей Ростехнадзора» Открыть
Письмо ФС ЭТАН №11-11/109 от 21.01.05г. «О применении перечня групп опасных технических устройств при оформлении документов по аттестации персонала сварочного производства, сварочных материалов, оборудования и технологий» Открыть
Письмо ФС ЭТАН №БК — 43/3211 от 23.12.2009г. «О проведении сварочных работ» Открыть
Письмо Госгортехнадзора России № 12-01/445 от 26.04.01г.»О согласовании открытия новых аттестационных центров и аттестационных пунктов» Открыть
Письмо Госгортехнадзора России № 12-01/1218 от 06.12.01г. О проведении дополнительной аттестации» Открыть
Письмо ФС ЭТАН №09-03-04/5596 от 10.
 11.2014г. «О шифрах клейм» Открыть
11.2014г. «О шифрах клейм» ОткрытьПисьмо Госгортехнадзора России №12-01/142 от 18.02.03г. «О применении п.1.16.4. РД 03-495-02 (продление аттестации)» Открыть
МЕТОДИЧЕСКИЕ ДОКУМЕНТЫ
Решение НТС НАКС (протокол №33 от 09.09.2015г.) Открыть
Письмо НАКС №33-2 от 11.04.03г. «Об оформлении аттестационных удостоверений при продлении срока их действия» Открыть
Письма об организации аттестации на объектах строительства газопровода «Южный поток» Открыть
Федеральный закон о независимой оценке квалификации
Открыть
| Документ | Название |
|---|---|
| Приказы Ростехнадзора | |
| 102 от 14.03.2014 | Об утверждении Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах |
| ГОСТ | |
| ГОСТ 95-77 | Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия Общие технические условия |
| ГОСТ 297-80 | Машины контактные. Общие технические условия |
| ГОСТ 304-82 | Генераторы сварочные. Общие технические условия |
| ГОСТ 949-73 | Баллоны стальные малого и среднего объема для газов на 19,6 МПа (200 кгс/см2). Технические условия |
| ГОСТ 1077-79 | Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования |
| ГОСТ 2246-70 | Проволока стальная сварочная. Технические условия |
| ГОСТ 2402-82 | Агрегаты сварочные с ДВС. Общие технические условия |
| ГОСТ 2601-84 | Сварка металлов. Термины и определение основных понятий |
| ГОСТ 3242-79 | Соединения сварные. Методы контроля качества |
| ГОСТ 4421-73 | Концентрат плавиковошпатовый для сварочных материалов. Технические условия |
| ГОСТ 5191-79 | Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования Типы, основные параметры и общие технические требования |
| ГОСТ 5264-80 | Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 6268-78 | Редукторы для газопламенной обработки. Типы и основные параметры |
| ГОСТ 6286-73 | Рукава резиновые высокого давления с металлическими оплетками неармированные. Технические условия |
| ГОСТ 6996-66 | Cварные соединения. Метод определения механических свойств |
| ГОСТ 7012-77 | Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия |
| ГОСТ 7122-81 | Швы сварные и металл наплавленный. Метод отбора проб для определения химического состава |
| ГОСТ 7237-82 | Преобразователи сварочные. Общие технические условия |
| ГОСТ 7512-82 | Контроль неразрушающий. Соединения сварные. Радиографический метод |
| ГОСТ 7871-75 | Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия Технические условия |
| ГОСТ 8213-75 | Автоматы для дуговой сварки плавящимся электродом. Общие технические условия |
| ГОСТ 8478-81 | Сетки сварные для железобетонных конструкций. Технические условия |
| ГОСТ 8713-79 | Сварка под флюсом. Соединения сварные. Конструктивные элементы и размеры |
| ГОСТ 8856-72 | Аппаратура для газопламенной обработки. Давление горючих газов |
| ГОСТ 9087-81 | Флюсы сварочные плавленые. Технические условия |
| ГОСТ 9356-75 | Рукава резиновые для газовой сварки и резки металлов. Технические условия |
| ГОСТ 9466-75 | Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия |
| ГОСТ 9467-75 | Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
| ГОСТ 9731-79 | Баллоны стальные большого объема для газов на Рр 24,5 МПа (250 кгс/см2). Технические условия Технические условия |
| ГОСТ 10051-75 | Электроды покрытые металлические для ручной дуговой наплавкиповерхностных слоёв с особыми свойствами. Типы |
| ГОСТ 10052-75 | Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы |
| ГОСТ 10157-79 | Аргон газообразный и жидкий. Технические условия |
| ГОСТ 10362-76 | Рукава резиновые напорные с нитяным усилением неармированные. Технические условия |
| ГОСТ 10543-98 | Проволока стальная наплавочная. Технические условия |
| ГОСТ 10594-80 | Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров |
| ГОСТ 10796-74 | Резаки ручные воздушно-дуговые. Типы и основные параметры |
| ГОСТ 11533-75 | Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры Основные типы, конструктивные элементы и размеры |
| ГОСТ 11534-75 | Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
| ГОСТ 11930.0-79 | Материалы наплавочные. Общие требования к методам анализа |
| ГОСТ 11930.1-79 | Материалы наплавочные. Метод определения углерода |
| ГОСТ 11930.2-79 | Материалы наплавочные. Метод определения серы |
| ГОСТ 11930.3-79 | Материалы наплавочные. Метод определения кремния |
| ГОСТ 11930.4-79 | Материалы наплавочные. Метод определения хрома |
| ГОСТ 11930.5-79 | Материалы наплавочные. Метод определения марганца |
| ГОСТ 11930.6-79 | Материалы наплавочные. Метод определения никеля |
| ГОСТ 11930.7-79 | Материалы наплавочные. Метод определения железа |
| ГОСТ 11930.8-79 | Материалы наплавочные. Метод определения фосфора Метод определения фосфора |
| ГОСТ 11930.9-79 | Материалы наплавочные. Метод определения бора |
| ГОСТ 11930.10-79 | Материалы наплавочные. Метод определения вольфрама |
| ГОСТ 11930.11-79 | Материалы наплавочные. Метод определения молибдена |
| ГОСТ 11930.12-79 | Материалы наплавочные. Метод определения сурьмы |
| ГОСТ 11969-79 | Сварка плавлением. Основные положения и их обозначения |
| ГОСТ 12169-82 | Заготовки стальные, вырезаемые кислородной резкой. Припуски |
| ГОСТ 12221-79 | Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры |
| ГОСТ 12247-80 | Баллоны стальные бесшовные большого объема для газов на Рр 31,4 и 39,2 МПа (320 и 400 кгс/см2). Технические условия |
| ГОСТ 13045-81 | Ротаметры общепромышленные. Общие технические условия |
| ГОСТ 13045-81 | Ротаметры общепромышленные. Общие технические условия Общие технические условия |
| ГОСТ 13861-89 | Редукторы для газопламенной обработки. Общие технические условия |
| ГОСТ 14651-78 | Электрододержатели для ручной дуговой сварки. Технические условия |
| ГОСТ 14771-76 | Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 14776-79 | Дуговая сварка. Соединения сварочные точечные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 14782-86 | Контроль неразрушающий. Соединения сварные. Методы ультразвуковые |
| ГОСТ 14792-80 | Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза |
| ГОСТ 14806-80 | Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 15164-78 | Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 15860-84 | Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа. Технические условия |
| ГОСТ 15878-79 | Контактная сварка. Соединения сварные. Конструктивные элементы и размеры |
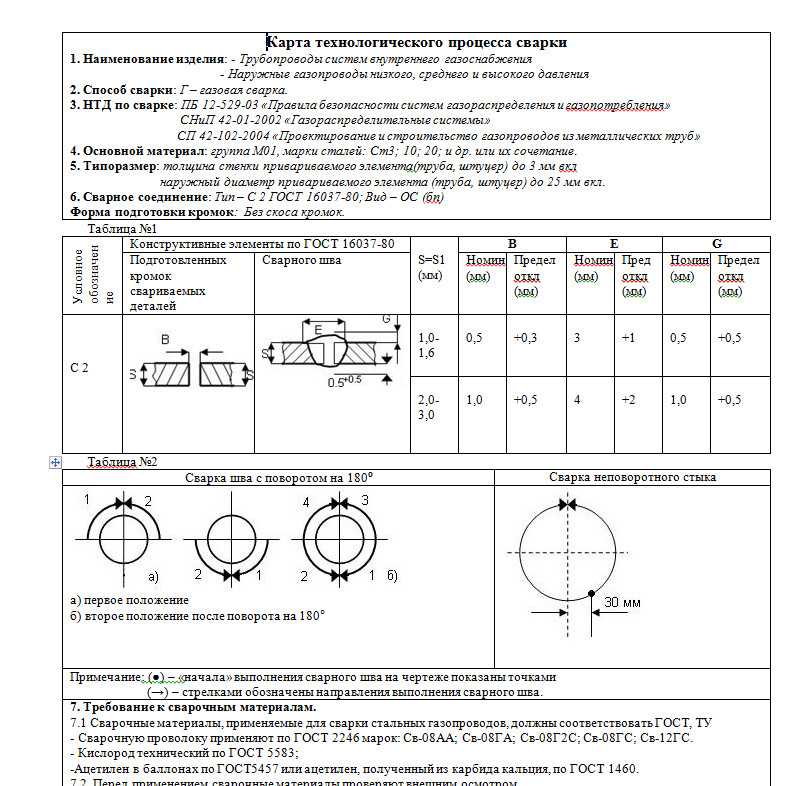
| ГОСТ 16037-80 | Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
| ГОСТ 16038-80 | Соединения сварные стальных трубопроводов из меди и медноникелевого сплава. Основные типы, конструктивные элементы и размеры |
| ГОСТ 16098-80 | Соединения сварные из двухслойной коррозионно-стойкой стали. Основные типы, конструктивные элементы и размеры |
| ГОСТ 16130-90 | Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия |
| ГОСТ 16310-80 | Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры Основные типы, конструктивные элементы и размеры |
| ГОСТ 16971-71 | Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования |
| ГОСТ 17356-89 | Горелки на газообразном и жидком топливах. Термины и определения |
| ГОСТ 17410-78 | Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии |
| ГОСТ 18130-79 | Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия |
| ГОСТ 19140-94 | Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры |
| ГОСТ 19141-94 | Вращатели сварочные вертикальные. Типы, основные параметры и размеры |
| ГОСТ 19143-94 | Вращатели сварочные универсальные. Типы, основные параметры и размеры |
| ГОСТ 19521-74 | Сварка металлов. Классификация |
| ГОСТ 20295-85 | Трубы стальные сварные для магистральных газонефтепроводов. Технические условия Технические условия |
| ГОСТ 20415-82 | Контроль неразрушающий. Методы акустические. Общие положения |
| ГОСТ 20426-82 | Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения |
| ГОСТ 20549-75 | Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс |
| ГОСТ 21204-97 | Горелки газовые промышленные. Общие технические требования |
| ГОСТ 21448-75 | Порошки из сплавов для наплавки. Технические условия |
| ГОСТ 21449-75 | Прутки для наплавки. Технические условия |
| ГОСТ 21639.0-93 | Флюсы для электрошлакового переплава. Общие требования к методам анализа |
| ГОСТ 21639.1-90 | Флюсы для электрошлакового переплава. Методы определения содержания влаги |
| ГОСТ 21639.2-93 | Флюсы для электрошлакового переплава. Методы определения окиси алюминия |
ГОСТ 21639. 3-93 3-93 | Флюсы для электрошлакового переплава. Методы определения окиси кальция и окиси магния |
| ГОСТ 21639.4-93 | Флюсы для электрошлакового переплава. Методы определения общего железа |
| ГОСТ 21639.5-93 | Флюсы для электрошлакового переплава. Метод определения двуокиси титана |
| ГОСТ 21639.6-93 | Флюсы для электрошлакового переплава. Метод определения фосфора |
| ГОСТ 21639.7-93 | Флюсы для электрошлакового переплава. Методы определения фтористого кальция |
| ГОСТ 21639.8-93 | Флюсы для электрошлакового переплава. Методы определения двуокиси кремния |
| ГОСТ 21639.9-93 | Флюсы для электрошлакового переплава. Метод определения углерода |
| ГОСТ 21639.10-76 | Флюсы для электрошлакового переплава. Метод определения серы |
| ГОСТ 21639.11-76 | Флюсы для электрошлакового переплава. Метод спектрального определения свинца, цинка, титана, сурьмы |
ГОСТ 21639. 12-87 12-87 | Флюсы для электрошлакового переплава. Методы определения закиси марганца |
| ГОСТ 21694-94 | Оборудование сварочное механическое. Общие технические условия |
| ГОСТ 22366-93 | Лента электродная наплавочная спеченная на основе железа. Технические условия |
| ГОСТ 22917-78 | Соединители кабеля для дуговой сварки. Технические условия |
| ГОСТ 22974.0-96 | Флюсы сварочные плавленные. Общие требования к методам анализа |
| ГОСТ 22974.1-96 | Флюсы сварочные плавленные. Методы разложения флюсов |
| ГОСТ 22974.2-96 | Флюсы сварочные плавленные. Методы определения оксида кремния |
| ГОСТ 22974.3-96 | Флюсы сварочные плавленные. Методы определения оксида марганца (II) |
| ГОСТ 22974.4-96 | Флюсы сварочные плавленные. Метод определения оксида алюминия |
| ГОСТ 22974.5-96 | Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния Методы определения оксида кальция и оксида магния |
| ГОСТ 22974.6-96 | Флюсы сварочные плавленные. Методы определения оксида железа (III) |
| ГОСТ 22974.7-96 | Флюсы сварочные плавленные. Метод определения фосфора |
| ГОСТ 22974.8-96 | Флюсы сварочные плавленные. Методы определения оксида циркония |
| ГОСТ 22974.9-96 | Флюсы сварочные плавленные. Методы определения оксида титана (IV) |
| ГОСТ 22974.10-96 | Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия |
| ГОСТ 22974.11-96 | Флюсы сварочные плавленные. Методы определения фторида кальция |
| ГОСТ 22974.12-96 | Флюсы сварочные плавленные. Метод определения серы |
| ГОСТ 22974.13-96 | Флюсы сварочные плавленные. Метод определения углерода |
| ГОСТ 22974.14-90 | Флюсы сварочные плавленные. Метод определения содержания влаги |
| ГОСТ 23055-78 | Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля |
| ГОСТ 23240-78 | Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой |
| ГОСТ 23338-91 | Сварка металлов. Метод определения содержания дифузионного водорода в наплавленном металле и металле шва |
| ГОСТ 23518-79 | Дуговая сварка в защитных газах. Соединения сварные под острым и тупым углами. Основные типы, конструктивные элементы и размеры |
| ГОСТ 23556-95 | Колонны для сварочных автоматов. Типы, основные параметры и размеры |
| ГОСТ 23697-79 | Трубы сварные прямошовные из алюминиевых сплавов. Технические условия |
| ГОСТ 23870-79 | Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл |
| ГОСТ 23949-80 | Электроды вольфрамовые сварочные неплавящиеся. Технические условия |
| ГОСТ 24376-91 | Инверторы полупроводниковые. Общие технические условия Общие технические условия |
| ГОСТ 24890-81 | Трубы сварные из титана и титановых сплавов. Технические условия |
| ГОСТ 25001-81 | Заготовки для теплообменников листовые прокатно-сварные алюминиевые. Технические условия |
| ГОСТ 25174-82 | Рукава резиновые напорные с текстильным усилением. Параметры и размеры |
| ГОСТ 25225-82 | Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод |
| ГОСТ 25444-90 | Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры |
| ГОСТ 25445-82 | Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры |
| ГОСТ 25452-90 | Рукава резиновые высокого давления с металлическими навивками неармированные. Технические условия |
| ГОСТ 25577-83 | Профили стальные гнутые замкнутые сварные квадратные и прямоугольные.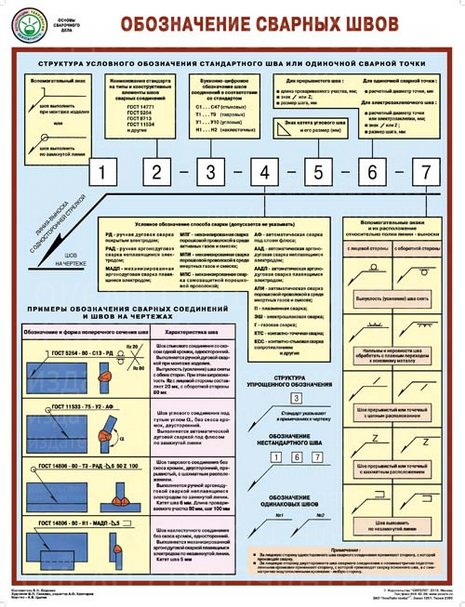 Технические условия Технические условия |
| ГОСТ 25616-83 | Источники питания для дуговой сварки. Методы испытаний сварных свойств |
| ГОСТ 25696-83 | Горелки газовые инфракрасного излучения. Общие технические требования и приемка |
| ГОСТ 25997-83 | Сварка металлов плавлением. Статическая оценка качества по результатам неразрушающего контроля |
| ГОСТ 26054-85 | Роботы промышленные для контактной сварки. Общие технические условия |
| ГОСТ 26056-84 | Роботы промышленные для контактной точечной сварки. Основные параметры и размеры |
| ГОСТ 26101-84 | Проволока порошковая наплавочная. Технические условия |
| ГОСТ 26271-84 | Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия |
| ГОСТ 26388-84 | Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением |
| ГОСТ 26389-84 | Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением |
| ГОСТ 26408-85 | Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры |
| ГОСТ 26467-85 | Лента порошковая наплавочная. Общие технические условия |
| ГОСТ 27265-87 | Проволока сварочная из титана и титановых сплавов. Технические условия |
| ГОСТ 27387-87 | Роботы промышленные для контактной точечной сварки. Основные параметры и размеры |
| ГОСТ 27580-88 | Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
| ГОСТ 27776-88 | Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры |
| ГОСТ 27824-00 | Горелки промышленные на жидком топливе. Общие технические требования |
| ГОСТ 28091-89 | Горелки промышленные на жидком топливе. Методы испытаний Методы испытаний |
| ГОСТ 28277-89 | Контроль неразрушающий. Соединения сварные. Электрографический метод. Общие требования |
| ГОСТ 28332-89 | Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля |
| ГОСТ 28377-89 | Порошки для газотермического напыления и наплавки. Типы |
| ГОСТ 28555-90 | Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия |
| ГОСТ 28915-91 | Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 28920-95 | Вращатели сварочные роликовые. Типы, основные параметры и размеры |
| ГОСТ 28944-91 | Оборудование сварочное механическое. Метод определения |
| ГОСТ 28968-91 | Рукава резиновые. Определение износостойкости наружной поверхности |
| ГОСТ 29090-91 | Материалы, используемые в оборудовании для газовой сварки, резки аналогичных процессов. Общие требования Общие требования |
| ГОСТ 29091-91 | Горелки ручные газовоздушные инжекторные. Технические требования и методы испытаний |
| ГОСТ 29273-92 | Свариваемость. Определение |
| ГОСТ 29297-92 | Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условия обозначения процессов |
| ГОСТ 30220-95 | Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры |
| ГОСТ 30242-97 | Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения |
| ГОСТ 30260-96 | Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры |
| ГОСТ 30261-96 | Оборудование для сварки кольцевых швов. Типы, основные параметры и размеры |
| ГОСТ 30275-96 | Манипуляторы для контактной точечной сварки. Общие технические условия |
| ГОСТ 30295-92 | Кантователи сварочные. Типы, основные параметры и размеры Типы, основные параметры и размеры |
| ГОСТ 30430-96 | Сварка дуговая конструкционных чугунов. Требования к технологическому процессу |
| ГОСТ 30482-97 | Сварка сталей электрошлаковая. Требования к технологическому процессу |
| ГОСТ 30756-2001 | Флюсы для электрошлаковых технологий. Общие технические условия |
| ГОСТ 50379-92 | Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и методов их измерения |
| ГОСТ Р 50402-2011 | Оборудование для газовой сварки, резки и родственных процессов. Устройства предохранительные для горючих газов и кислорода или сжатого воздуха. Технические требования и испытания |
| ГОСТ 50723-94 | Лазерная безопасность. Общие требования безопасности при разработке и эксплуатации лазерных изделий |
| ГОСТ 52222-2004 | Флюсы сварочные плавленые для автоматической сварки. Технические условия Технические условия |
| ГОСТ Р 53525-2009 | Координация в сварке. Задачи и обязанности |
| ГОСТ Р 53526-2009 | Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов |
| ГОСТ Р 53686-2009 | Сварка. Определение содержания ферритной фазы в металле сварного шва аустенитных и двухфазных феррито-аустенитных хромоникелевых коррозионностойких сталей |
| ГОСТ Р 53687-2009 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы |
| ГОСТ Р 53688-2009 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы |
| ГОСТ Р 53689-2009 | Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка |
| ГОСТ Р 53690-2009 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали Сварка плавлением. Часть 1. Стали |
| ГОСТ Р 54006-2010 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 4. Никель и никелевые сплавы |
| ГОСТ Р 54791-2011 | Оборудование для газовой сварки, резки и родственных процессов. Редукторы и расходомеры для газопроводов и газовых баллонов с давлением газа до 300 бар (30 МПа) |
| ГОСТ Р ЕН | |
| ГОСТ Р ЕН 12074-2010 | Материалы сварочные. Требования к системе менеджмента качества при изготовлении, поставке и продаже материалов для сварки и родственных процессов |
| ГОСТ Р ЕН 13479-2010 | Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением |
| ГОСТ Р ИСО | |
| ГОСТ Р ИСО 857-1-2009 | Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения |
| ГОСТ Р ИСО 857-2-2009 | Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения Словарь. Часть 2. Процессы пайки. Термины и определения |
| ГОСТ Р ИСО 2560-2009 | Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация |
| ГОСТ Р ИСО 3580-2009 | Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация |
| ГОСТ Р ИСО 3581-2009 | Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация |
| ГОСТ Р ИСО 5817-2009 | Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества |
| ГОСТ Р ИСО 6520-1-2012 | Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением |
| ГОСТ Р ИСО 6520-2-2009 | Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 2. Сварка давлением Часть 2. Сварка давлением |
| ГОСТ Р ИСО 10042-2009 | Сварка. Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества |
| ГОСТ Р ИСО 14175-2010 | Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов |
| ГОСТ Р ИСО 15607-2009 | Технические требования и аттестация процедур сварки металлических материалов. Общие правила |
| ГОСТ Р ИСО 15609-1-2009 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка |
| ГОСТ Р ИСО 15609-2-2009 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка |
| ГОСТ Р ИСО 15610-2009 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах |
| ГОСТ Р ИСО 15611-2009 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте ранее выполненной сварки Аттестация, основанная на опыте ранее выполненной сварки |
| ГОСТ Р ИСО 15612-2009 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация путем принятия стандартной процедуры сварки |
| ГОСТ Р ИСО 15613-2009 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании |
| ГОСТ Р ИСО 17641-1-2011 | Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения |
| ГОСТ Р ИСО 17642-1-2011 | Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения |
| ГОСТ Р ИСО 17659-2009 | Сварка. Термины многоязычные для сварных соединений |
| ГОСТ Р МЭК | |
| ГОСТ Р МЭК 60974-1-2004 | Источники питания для дуговой сварки. Требования безопасности Требования безопасности |
| ГОСТ ССБТ | |
| ГОСТ 12.1.035-81 | ССБТ. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений |
| ГОСТ 12.2.007.8-75 | ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности |
| ГОСТ 12.2.008-75 | ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности |
| ГОСТ 12.3.003-86 | ССБТ. Работы электросварочные. Требования безопасности |
| ГОСТ 12.3.036-84 | ССБТ. Газопламенная обработка металлов. Требования безопасности |
| ГОСТ 12.3.039-85 | ССБТ. Плазменная обработка металлов. Требования безопасности |
| ГОСТ 12.4.035-78 | ССБТ. Щитки защитные лицевые для электросварщиков. Технические условия (утратил силу в РФ) |
| ГОСТ 12.4.105-81 | ССБТ. Ткани и материалы для спецодежды сварщиков. Общие технические условия Ткани и материалы для спецодежды сварщиков. Общие технические условия |
| ГОСТ Р 12.4.234-2007 | ССБТ. Одежда специальная для защиты от термических рисков электрической дуги. Общие технические требования и методы испытаний (заменен на ГОСТ Р 12.4.234-2012) |
| ГОСТ Р 12.4.234-2012 | ССБТ. Одежда специальная для защиты от термических рисков электрической дуги. Общие технические требования и методы испытаний |
| ГОСТ Р 12.4.238-2007 | ССБТ. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах |
| ЕН | |
| EH 287-1 | Сертификационные испытания сварщиков. Сварка плавлением. Часть 1. Стали |
| EH 287-2 | Сертификационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы |
| ЕН 760 | Материалы сварочные. Флюсы для дуговой сварки. Классификация |
| EH 1418 | Сварочный персонал. Аттестационные испытания сварочных операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов Аттестационные испытания сварочных операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов |
| EH 10204 | Изделия металлические. Виды документов инспекционного контроля |
| EH 12074 | Материалы сварочные. Требования к системе менеджмента качества при изготовлении, поставке и продаже материалов, предназначенных для сварки и других родственных процессов |
| EH 14532-1:2004 | Материалы сварочные. Методы испытаний и требования к качеству. Часть 1. Основные методы и оценка соответствия сварочных материалов для сварки сталей, никеля и сплавов на никелевой основе |
| EH 14532-2 | Материалы сварочные. Методы испытаний и требования к качеству. Часть 2. Дополнительные методы и оценка соответствия сварочных материалов для сварки сталей, никеля и сплавов на никелевой основе |
| EH 14532-3:2004 | Материалы сварочные. Методы испытаний и требования к качеству. Часть 3. Оценка соответствия сварочной проволоки для сварки сплавов на основе алюминия Методы испытаний и требования к качеству. Часть 3. Оценка соответствия сварочной проволоки для сварки сплавов на основе алюминия |
| ЕН ИСО | |
| EH ИСО 544 | Материалы сварочные. Технические условия на поставку присадочных материалов. Типы изделий, размеры, допуски и маркировка |
| ЕН ИСО 4063 | Сварка и родственные процессы. Номенклатура процессов и ссылочные номера |
| EH ИСО 6520-1 | Сварка и родственные процессы. Классификация геометрических дефектов в металлических материалах. Часть 1. Сварка плавлением |
| EH ИСО 6520-2 | Сварка и родственные процессы. Классификация геометрических дефектов в металлических материалах. Часть 2. Сварка давлением |
| ЕН ИСО 14555 | Сварка. Дуговая приварка шпилек из металлических материалов |
| ЕН ИСО 15609-1 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка Часть 1. Дуговая сварка |
| ЕН ИСО 15609-2 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка |
| ЕН ИСО 15609-3 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 3. Электронно-лучевая сварка |
| EH ИСО 15609-4 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 4. Лазерная сварка |
| ЕН ИСО 15609-5 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка |
| ЕН ИСО 15610 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах |
| ЕН ИСО 15611 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте предыдущей сварки Аттестация, основанная на опыте предыдущей сварки |
| ЕН ИСО 15612 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация путем принятия стандартной процедуры сварки |
| ЕН ИСО 15613 | Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании |
| ЕН ИСО 15614-1 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов |
| ЕН ИСО 15614-2 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 2. Дуговая сварка алюминия и алюминиевых сплавов |
| ЕН ИСО 15614-3 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 3. Испытания процедуры дуговой сварки чугуна |
| ЕН ИСО 15614-4 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 4. Исправление дефектов алюминиевого литья Испытание процедуры сварки. Часть 4. Исправление дефектов алюминиевого литья |
| ЕН ИСО 15614-5 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 5. Дуговая сварка титана, циркония и их сплавов |
| ЕН ИСО 15614-6 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 6. Медь и медные сплавы |
| ЕН ИСО 15614-8 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 8. Сварка труб с листом |
| ЕН ИСО 15614-10 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 10. Гипербарическая сухая сварка |
| ЕН ИСО 15614-11 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 11. Электронно-лучевая и лазерно-лучевая сварка |
| ЕН ИСО 15614-12 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка Испытание процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка |
| ЕН ИСО 15614-13 | Технические требования и аттестация процедур сварки металлических материалов. Испытание процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением |
| ЕН ИСО 15620 | Сварка. Сварка трением металлических материалов |
| ИСО | |
| ИСО 544:2003 | Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка |
| ИСО 857-1:1998 | Сварка и связанные с ней процессы. Словарь. Часть 1. Процессы сварки металла |
| ИСО 857-2:2005 | Сварка и связанные с ней процессы. Словарь. Часть 2. Процессы пайки твердым и мягким припоем и относящиеся к ним термины |
| ИСО 9606-1 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали |
| ИСО 9606-2 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы |
| ИСО 9606-3 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы |
| ИСО 9606-4 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 4. Никель и никелевые сплавы |
| ИСО 9606-5 | Аттестационные испытания сварщиков. Сварка плавлением. Часть 5. Титан и титановые сплавы, цирконий и циркониевые сплавы |
| ИСО 14175:2008 | Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов |
| ИСО 14732 | Сварочный персонал. Аттестационные испытания сварочных операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов |
| ОСТ | |
| ОСТ 1.02617-87 | Швы сварных соединений. Структура условных обозначений швов, разделки кромок и способов сварки |
ОСТ 1. 41117-72 41117-72 | Сварка полиэтиленовых пленок. Швы сварных соединений. Типы и основные размеры |
| ОСТ 1.41118-81 | Нормы расхода электронных материалов и электроэнергии при дуговой сварке штучными электродами |
| ОСТ 1.41321-80 | Электроды НИАТ-1. Технические условия |
| ОСТ 1.41322-80 | Электроды НИАТ-6. Технические условия |
| ОСТ 1.41323-80 | Электроды НИАТ-6АМ. Технические условия |
| ОСТ 1.41324-80 | Электроды Н-11. Технические условия |
| ОСТ 1.41325-80 | Электроды Н-13. Технические условия |
| ОСТ 1.52189-76 | Сопла керамические для горелок дуговой сварки в защитном газе. Конструктивные размеры и технические требования |
| ОСТ 1.90015-77 | Проволока сварочная из титановых сплавов |
| ОСТ 3-3387-86 | Сварка рельефная сталей. Требования к ТПП |
| ОСТ 4Г0.054.000 | Швы вакуумно-плотные паяные и сварочные. Типовой технологический процесс Типовой технологический процесс |
| ОСТ 4Г0.054.249 | Швы вакуумно-плотные паяные и сварные. Типовой технологический процесс |
| ОСТ 5.0170-75 | Контроль герметичности металлических конструкций. Газовые и жидкостные методы |
| ОСТ 5.7141-80 | Соединения сварные корпусов изделий 30 и 40 из алюминиевых сплавов. Правила контроля |
| ОСТ 5.9095-77 | Контроль неразрушающий. Соединения сварных судовых конструкций и изделий. Радиографический метод |
| ОСТ 5.9126-73 | Сварка в судостроении и судоремонте. Правила аттестации сварщиков |
| ОСТ 5.9153-84 | Соединения сварные корпусных конструкций. Дуговая сварка алюминиевых сплавов в защитных газах. Основные положения |
| ОСТ 5.9165-73 | Швы сварных соединений конструкций из сплавов типа Сп.3. Типы конструктивные элементы и технические требования к ним |
| ОСТ 5.9170-73 | Корпуса металлических судов. Методика контроля сварных соединений внешним осмотром Методика контроля сварных соединений внешним осмотром |
| ОСТ 5.9413-83 | Соединения сварные корпусных конструкций из алюминиевых сплавов. Правила контроля |
| ОСТ 5.9537-72 | Дефектоскопия капиллярная. Средства и методы контроля качества поверхности |
| ОСТ 5.9733-78 | Соединения сварные. Дуговая сварка изделий 30 и 40 из алюминиевых сплавов. Основные типы и конструктивные элементы |
| ОСТ 5.9807-80 | Корпуса металлических судов. Методы определения и предотвращения остаточных сварочных деформаций |
| ОСТ 5.9819-80 | Соединения сварные. Контактная точечная и шовная сварка. Основные положения |
| ОСТ 5.9823-80 | ССБТ. Работы электросварные. Требования безопасности |
| ОСТ 5.9854-80 | ССБТ. Безопасность труда при сварке на поточно-механизированных линиях. Общие требования |
| ОСТ 11-14.4004-87 | Приборы газоразрядные, типовые технологические процессы пайки и сварки металлокерамических сборочных единиц |
ОСТ 11-14. 7002-86 7002-86 | Изделия электронной техники. Сварка и пайка. Термины и определения |
| ОСТ 26-1-87 | Швы сварных соединений из титана и титановых сплавов. Типы и конструктивные элементов |
| ОСТ 26-3-87 | Сварка в химическом машиностроении. Основные положения |
| ОСТ 92-0019-70 | Методы и режимы сушки изделий перед испытаниями на герметичность |
| ОСТ 92-0229-72 | Заполнение изделий контрольными газами при испытаниях на герметичность. Методика заполнения |
| ОСТ 92-0692-71 | Подготовка, транспортировка, хранение и испытание изделий на герметичность. Технические требования |
| ОСТ 92-1021-81 | Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ОСТ 92-1107-79 | Правила аттестации сварщиков |
| ОСТ 92-1114-80 | Соединения сварные. Общие технические требования |
| ОСТ 92-1126-76 | Производство сварочное. Общие технические требования Общие технические требования |
| ОСТ 92-1138-74 | Соединения сварные. Типы, конструктивные элементы, основные размеры. Общие положения |
| ОСТ 92-1139-74 | Соединения сварные сплавов на основе алюминия и магния. Типы, конструктивные элементы, основные размеры |
| ОСТ 92-1146-74 | Сварка электродуговая в защитной среде активных газов |
| ОСТ 92-1152-75 | Сварка и пайка. Подготовка поверхности деталей под сварку и пайку. Обработка сборочных единиц после сварки и пайки |
| ОСТ 92-1181-77 | Сварка дуговая деталей из тугоплавких и легкоокисляющихся металлов в контролируемой атмосфере инертных газов. Технические требования и технологические рекомендации |
| ОСТ 92-1186-81 | Сварка дуговая деталей из металлов и сплавов в защитной среде инертных газов. Технические требования |
| ОСТ 92-1527-73 | Контроль герметичности изделий с применением гелиевых течеискателей |
| ОСТ 92-2125-70 | Течи контрольные |
| ОСТ 92-4047-77 | Сварка чувствительных элементов датчиков давления. Типы сварных соединений. Типовой технологический процесс Типы сварных соединений. Типовой технологический процесс |
| ОСТ 160.686.126-81 | ОСТПП. Аппараты электрические коммутационные на напряжение до 1000 В серий АЗ 700, АЕ 1000, АЕ 2000, ПМЕ. Сварка и пайка контактов. Типовой технологический процесс |
| ОСТ 160.686.967-82 | ОСТПП. Конденсаторы силовые. Методы контроля качества швов сварных и паяных соединений. Типовой технологический процесс |
| РД | |
| РД 03-613-03 | Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
| РД 16151-84 | ОСТПП. Трансформаторы силовые. Пайка и сварка токоведущих деталей пакета. Типовой технологический процесс |
| СП | |
| СП 16.13330.2011 | Стальные конструкции. Актуализированная редакция СНиП II-23-81 |
| СП 16.13330.2017 | Стальные конструкции. Актуализированная редакция СНиП II-23-81 Актуализированная редакция СНиП II-23-81 |
| СТП | |
| СТП 03-304-78 | СТПП. Оргтехника. Пайка, сварка, нанесение покрытий, сборка, электромонтаж, перемещения. Типовые технологические операции и переходы |
| СТПМа 97-76 | СТПП. Сборка, пайка и сварка. Классификация и кодирование технологических операций |
| СТПМа 111-76 | СТПП. Пайка и сварка. Технологические требования |
Нормативные документы — НАКС-ПФО
Наименование квалификации | Перечень документов |
| Сварщик дуговой сварки плавящимся покрытым электродом (2 уровень квалификации) (40.00200.01) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик дуговой сварки плавящимся покрытым электродом (3 уровень квалификации) (40.00200.02) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика дуговой сварки плавящимся покрытым электродом (соответствующий 2 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки плавящимся покрытым электродом (4 уровень квалификации) (40.00200.03) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика дуговой сварки плавящимся покрытым электродом 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
Сварщик дуговой сварки самозащитной проволокой (2 уровень квалификации) (40. 00200.04) 00200.04) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки самозащитной проволокой (3 уровень квалификации) (40.00200.05) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика дуговой сварки самозащитной проволокой (соответствующий 2 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки самозащитной проволокой (4 уровень квалификации) (40.00200.06) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика дуговой сварки самозащитной проволокой (соответствующий 3 уровню квалификации). 3.Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки под флюсом (2 уровень квалификации) (40.00200.07) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки под флюсом (3 уровень квалификации) (40.00200.08) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика дуговой сварки под флюсом (соответствующий 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик дуговой сварки под флюсом (4 уровень квалификации) (40.00200.09) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика дуговой сварки под флюсом (соответствующий 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки плавящимся электродом в защитном газе (2 уровень квалификации) (40.00200.10) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки плавящимся электродом в защитном газе (3 уровень квалификации) (40.00200.11) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика дуговой сварки плавящимся электродом в защитном газе (соответствующий 2 уровню квалификации). 3. |
| Сварщик дуговой сварки плавящимся электродом в защитном газе (4 уровень квалификации) (40.00200.12) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика дуговой сварки плавящимся электродом в защитном газе (соответствующий 3 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки неплавящимся электродом в защитном газе (2 уровень квалификации) (40.00200.13) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
Сварщик дуговой сварки неплавящимся электродом в защитном газе (3 уровень квалификации) (40. 00200.14) 00200.14) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика дуговой сварки неплавящимся электродом в защитном газе (соответствующий 2 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки неплавящимся электродом в защитном газе (4 уровень квалификации) (40.00200.15) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика дуговой сварки неплавящимся электродом в защитном газе (соответствующий 3 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик газовой сварки (2 уровень квалификации) (40.00200.16) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. Документ о профессиональном образовании или обучении по искомой квалификации.2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик газовой сварки (3 уровень квалификации) (40.00200.17) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика газовой сварки (соответствующий 2 уровню 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик газовой сварки (4 уровень квалификации) (40.00200.18) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика газовой сварки (соответствующий 3 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик термитной сварки (2 уровень квалификации) (40.00200.19) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик термитной сварки (2 уровень квалификации) (40.00200.20) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика термитной сварки (соответствующий 2 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик нагретым инструментом (2 уровень квалификации) (40.00200.23) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик нагретым инструментом (3 уровень квалификации) (40.00200.24) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика нагретым инструментом 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик-бригадир (4 уровень квалификации) (40.00200.27) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы в качестве сварщика (соответствующий 4 уровню квалификации) или в качестве сварщика термитной сварки, или сварщика нагретым газом, или сварщика нагретым инструментом, или сварщика экструзионной сварки (соответствующий 3 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |

 Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования).
Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования).

Общие требования к сварке, резке и пайке | NIOSH
Español (испанский)
Октябрь 2003 г.
DHHS (NIOSH) Номер публикации 2004-101
Руководство
Этот контрольный список охватывает правила, изданные Управлением по охране труда и технике безопасности США (OSHA) в соответствии с общим отраслевым стандартом 29 CFR 1910.25 и строительными стандартами 29 CFR. 1926.351, 1926.352, 1926.353 и 1926.354. Контрольный список применяется к операциям, включающим сварку, резку, пайку и нагрев. Этот контрольный список не содержит подробных правил, касающихся работы в замкнутых или замкнутых пространствах. При возникновении этих условий обратитесь к 29CFR 1910.146, 1910.252 и 1926.353. Приведенные правила применяются только к частным работодателям и их работникам, если они не приняты государственным органом и не применяются к другим группам, таким как государственные служащие. Ответ «да» на вопрос означает, что эта часть проверки соответствует стандарту OSHA или Агентства по охране окружающей среды США (EPA) или ненормативной рекомендации.
Вопросы, отмеченные этим символом, могут потребовать помощи стороннего эксперта.
Противопожарная защита и противопожарная защита
- Все ли подвижные пожароопасные предметы и горючие материалы перемещены на расстояние не менее 35 футов от участков или объектов, подлежащих сварке? [29 CFR 1910.252(a)(1)(i) и 1910.252(a)(2)(vii) и 1926.352(a)]
- Когда операции сварки или резки выполняются в пределах 35 футов от горючих материалов или отверстий в полу, потолке или стене, используются ли ограждения, барьеры или другие меры предосторожности для ограничения тепловых искр и шлака? [29 CFR 1910.252(a)(1)(ii), 29 CFR 1910.252(a)(2)(iii)(A) и 1926.352(b)]Примечание. Если невозможно устранить все источники пожарной опасности или если в полу, потолке или стене есть отверстия, следует принять особые меры предосторожности, перечисленные в 1910.252(a)( 2) и 1926.352(e) и (f). Эти требования включают присутствие пожарных наблюдателей во время и в течение 30 минут после выполнения работы; проведение осмотра перед началом работы; покрытие или смачивание горючих материалов; перемещение горючих материалов; и закрытие или перекрытие вентиляционных каналов и конвейеров.
 В некоторых случаях сварка или резка запрещены, если спринклерные системы не работают или существуют необычные опасности пожара и взрыва.
В некоторых случаях сварка или резка запрещены, если спринклерные системы не работают или существуют необычные опасности пожара и взрыва. - Запрещена ли сварка при использовании легковоспламеняющихся материалов (например, красок) или при высокой концентрации пыли? [29 CFR 1926.352(c)]
- Хранится ли подходящее оборудование для пожаротушения там, где выполняются сварка или резка? Готово ли это оборудование к мгновенному использованию? [29 CFR 1910.252(a)(2)(ii) и 1926.352(d)]
- Когда учащиеся или сотрудники сваривают или разрезают контейнеры, такие как бочки или баки, тщательно ли очищаются контейнеры для удаления материалов, которые при нагревании могут вызвать пожар, взрыв или выделение токсичных материалов? [29CFR 1910.252(a)(3)(i) и 1926.352(i)] Примечание. Строительные нормы 1926.352(i) также позволяют наполнять бочки или резервуары водой в качестве альтернативы очистке.
- Перед сваркой или резкой контейнеров вентилируются ли все полые пространства и полости для выпуска захваченного воздуха или газов? [29 CFR 1910. 252(a)(3)(ii) и 1926.352(j)]Примечание. Рекомендуется продувка инертным газом.
Защита персонала
- Сварочные кабели и шланги не должны находиться в проходах, лестницах и лестницах? [29CFR 1910.252(b)(1)(ii)]
- Имеются ли у сварщиков, резчиков, паяльщиков и помощников подходящие средства защиты лица, шеи и ушей для предотвращения прямого излучения энергии дуги? [29 CFR 1910.252(b)(2)(ii)(B)]
- Предоставляются ли сварщикам, резчикам, паяльщикам и помощникам подходящие средства защиты глаз с соответствующими номерами затемнения фильтрующих линз? [29 CFR 1910.252(b)(2) и 1926.353(e)(2)]Примечание. Ниже приведены рекомендации по выбору надлежащих номеров оттенков. Эти рекомендации могут варьироваться в зависимости от индивидуальных потребностей: [29CFR 1910.252(b)(2)(ii)(H)]
* Примечание. При газовой сварке или кислородной резке, когда горелка излучает сильный желтый свет, используйте фильтр или линзу, поглощающую желтую или натриевую полосу в видимом рабочем свете.
- Защищены ли сотрудники и учащиеся, выполняющие сварочные работы на платформах, строительных лесах или взлетно-посадочных полосах, от падения с помощью перил, страховочных тросов или ремней безопасности? [29 CFR 1910.252(b)(1)(i)]
- Если позволяют условия работы, заключены ли сварщики в индивидуальную негорючую кабину или в экранированную зону с внутренней неотражающей поверхностью? [29CFR 1910.252(b)(2)(iii) и 1926.351(e)]
- Обеспечивают ли кабины и экраны циркуляцию воздуха на уровне пола? [29 CFR 1910.252(b)(2)(iii) и (c)(1)(ii)]Примечание: внизу рекомендуется свободное пространство не менее 2 футов.
- Защищены ли работающие поблизости сотрудники и студенты от лучей дуговой сварки экранами, будками или щитами? [29 CFR 1910.252(b)(2)(iii)]
- Предоставляется ли работникам и учащимся средства индивидуальной защиты для предотвращения травм при сварке? [29 CFR 1910.252(b)(3)]
- Все ли сварочные работы в замкнутом пространстве выполняются с учетом требований вентиляции, защиты органов дыхания, спасательных работ, эвакуации, атмосферных испытаний и обучения персонала? [29 CFR 1910. 252(b)(4)]
- Проведена ли оценка всех операций, связанных со сваркой, резкой или нагревом металлов, содержащих свинец, кадмий, ртуть или бериллий, для определения необходимости защиты органов дыхания? [29 CFR 1926.353(c)]
Охрана здоровья и вентиляция
- Предусматривается ли во время сварки местная или общая вытяжная вентиляция для поддержания концентрации токсичных материалов, таких как фториды, кадмий, цинк, бериллий, свинец или ртуть, в допустимых пределах? [29 CFR 1910.252(c) и 1926.353(a)(2)]
- Предоставляют ли поставщики флюсов, покрытий, покрытий и присадочных металлов информацию об опасных выбросах, связанных с этими материалами? [29 CFR 1910.252(c)(1)(iv)]Примечание. Для получения информации см. паспорт безопасности материала (MSDS).
- Предусмотрена ли механическая вентиляция, если на одного сварщика приходится менее 10 000 кубических футов площади? [29 CFR 1910.252(c)(2)(i)(A)]
- Предусмотрена ли механическая вентиляция при высоте потолка менее 16 футов? [29 CFR 1910. 252(c)(2)(i)(B)]
- Загрязненный воздух, выходящий из рабочего помещения, выбрасывается на улицу и вдали от источников свежего всасываемого воздуха? [29 CFR 1926.353(a)(4)]
- Имеются ли в наличии средства первой помощи для сварщиков в любое время? [29CFR 1910.252(c)(13)]
Сварка, резка и нагрев покрытий
- Запрещается ли сварка, резка или нагрев поверхностей, покрытых защитным покрытием, если горючесть покрытия не была оценена компетентным лицом? [29 CFR 1926.354(a)]Примечание. Защитные покрытия считаются легковоспламеняющимися, если соскобы быстро сгорают.
- Сняты ли легковоспламеняющиеся покрытия с участка, подлежащего нагреву? [29 CFR 1926.354(b)]
- Сняты ли с объекта защитные покрытия, чтобы температура неочищенного металла не повышалась заметно? [29 CFR 1926.354(d)]
- Удалены ли поверхности токсичных консервантов на расстоянии не менее 4 дюймов от области применения тепла или обеспечена ли соответствующая защита органов дыхания? [29 CFR 1926. 354(c)]
 В некоторых случаях сварка или резка запрещены, если спринклерные системы не работают или существуют необычные опасности пожара и взрыва.
В некоторых случаях сварка или резка запрещены, если спринклерные системы не работают или существуют необычные опасности пожара и взрыва.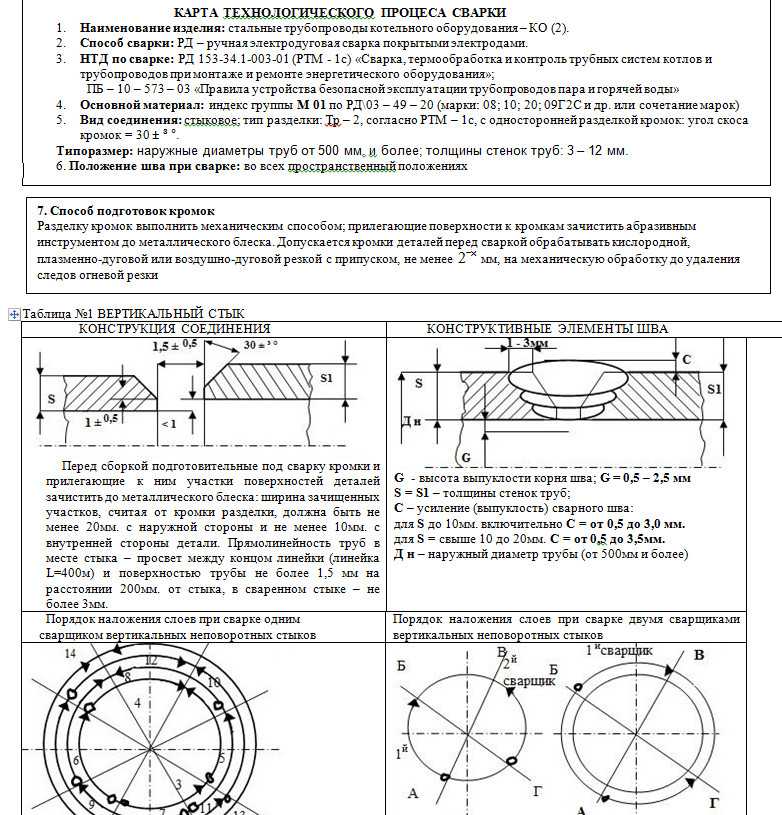 252(a)(3)(ii) и 1926.352(j)]Примечание. Рекомендуется продувка инертным газом.
252(a)(3)(ii) и 1926.352(j)]Примечание. Рекомендуется продувка инертным газом. 
 252(b)(4)]
252(b)(4)] 252(c)(2)(i)(B)]
252(c)(2)(i)(B)] 354(c)]
354(c)]Что следует знать о нормах и стандартах по сварке
Что такое нормы и стандарты по сварке, когда они используются и как они разрабатываются
Многие аспекты проектирования и изготовления сварных компонентов регулируются документами, известными как кодексы и стандарты. Другие названия, используемые для таких документов, включают руководства, рекомендуемые практики, положения, правила и спецификации. Эти документы часто указываются конечным пользователем/покупателем в качестве договорного соглашения, чтобы контролировать характеристики сварного изделия , которые могут повлиять на требования к его обслуживанию. Они также используются производителем для помощи в разработке и внедрении своей системы качества сварки. Многие конечные пользователи сварных компонентов разработали и выпустили спецификации, которые были составлены ими для удовлетворения их конкретных требований. Применение таких спецификаций может быть ограничено и относиться только к ситуации и требованиям данного заказчика. Национальный интерес в таких областях, как общественная безопасность и надежность, способствовал разработке сварочных кодексов и стандартов , которые получили более широкое признание как на национальном, так и на отраслевом уровне. За прошедшие годы в рамках национальных инженерно-технических обществ были созданы многочисленные комитеты, которые продолжают оценивать потребности промышленности и разрабатывать новые правила и стандарты сварки. Такие комитеты состоят из членов, которые являются техническими экспертами и представляют все заинтересованные стороны, такие как производители, конечные пользователи, инспекционные органы и государственные учреждения. Членство в этих комитетах сбалансировано, чтобы не допустить, чтобы какая-либо группа интересов контролировала комитет. После завершения нового или пересмотренного документа специальным комитетом он обычно затем рассматривается и утверждается комитетом по рассмотрению, и, если он принимается, то публикуется от имени соответствующего инженерного общества.
Национальный интерес в таких областях, как общественная безопасность и надежность, способствовал разработке сварочных кодексов и стандартов , которые получили более широкое признание как на национальном, так и на отраслевом уровне. За прошедшие годы в рамках национальных инженерно-технических обществ были созданы многочисленные комитеты, которые продолжают оценивать потребности промышленности и разрабатывать новые правила и стандарты сварки. Такие комитеты состоят из членов, которые являются техническими экспертами и представляют все заинтересованные стороны, такие как производители, конечные пользователи, инспекционные органы и государственные учреждения. Членство в этих комитетах сбалансировано, чтобы не допустить, чтобы какая-либо группа интересов контролировала комитет. После завершения нового или пересмотренного документа специальным комитетом он обычно затем рассматривается и утверждается комитетом по рассмотрению, и, если он принимается, то публикуется от имени соответствующего инженерного общества.
Документы , которые имеют существенное влияние на здоровье и безопасность населения, иногда принимаются законодательными органами или федеральными регулирующими органами. В этих юрисдикциях такие документы становятся законом и часто называются кодексами или правилами.
Инспектор по сварке должен знать, какие кодексы или стандарты применимы в пределах его юрисдикции, понимать требования соответствующих документов и соответствующим образом проводить свою проверку.
Источники кодексов и стандартов, представляющих интерес для сварочной отрасли
Ниже приведены некоторые из наиболее популярных источников кодексов и стандартов по сварке в США.
Американское общество сварщиков (AWS) – Вероятно, крупнейший производитель сварочных норм и стандартов в США. AWS публикует множество документов, посвященных использованию и контролю качества сварки. Эти документы включают такие общие темы, как определения и символы сварки, классификация присадочных металлов, квалификация и испытания, процессы сварки, применение сварки и безопасность.
Американское общество инженеров-механиков (ASME) . Это общество отвечает за разработку Кодекса по котлам и сосудам под давлением, который состоит из одиннадцати разделов и охватывает проектирование, строительство и проверку котлов и сосудов под давлением. ASME также выпускает Кодекс для трубопроводов под давлением, который состоит из семи разделов. Каждый раздел предписывает минимальные требования к проектированию, материалам, изготовлению, монтажу, испытаниям и осмотру определенного типа трубопроводной системы. Оба эти документа являются американскими национальными стандартами.
Американский институт нефти (API) . Этот институт публикует множество документов, касающихся добычи нефти, некоторые из которых включают требования к сварке. Наиболее известным из них, возможно, является API Std 1104 — Стандарт для сварки трубопроводов и связанных с ними объектов.
Что обычно содержит Кодекс и стандарт по сварке
Конкретное содержание и требования кодекса или стандарта по сварке могут различаться в деталях, однако в этих типах документов есть ряд элементов, которые являются общими и которые мы осмотрим.
Область применения и общие требования: Этот пункт находится в начале документа и важен, поскольку обычно содержит описание типа и объема сварочного производства, для которого был разработан и предназначен для использования документ. Он также может предоставлять информацию, касающуюся ограничений на использование документа. Следует соблюдать осторожность при использовании кодов и стандартов , применимых к вашему конкретному приложению.
Дизайн: Если в документе предусмотрен раздел для проектирования, он может отсылать пользователя к вторичному источнику информации или может содержать минимальные требования к проектированию конкретных сварных соединений.
Квалификация: В этом разделе документа обычно излагаются требования к квалификационным испытаниям спецификаций процедур сварки (WPS), а также требования к квалификации сварочного персонала. Он может содержать важные переменные, такие как ограничения изменений , определяющие степень квалификации. Такими переменными обычно являются процесс сварки, тип и толщина основного металла, тип присадочного металла, электрические параметры, конструкция соединения, положение сварки и другие.
Такими переменными обычно являются процесс сварки, тип и толщина основного металла, тип присадочного металла, электрические параметры, конструкция соединения, положение сварки и другие.
В этом разделе документа могут также содержаться требования к квалификационным испытаниям. Обычно это подразделяется на требования к процедуре сварки и требованиям к проверке работоспособности сварщика. Как правило, в нем указываются типы и размеры образцов для испытаний, которые необходимо сварить и подготовить к испытаниям, используемые методы испытаний и минимальные критерии приемки, которые следует использовать для оценки образцов для испытаний.
Изготовление: В этом разделе, если он включен в документ, обычно содержится информация, связанная с методами изготовления и/или стандартами качества изготовления. Он может содержать информацию и требования по таким позициям, как основные материалы, требования к классификации сварочных материалов, качество защитного газа, требования к термической обработке, подготовка основного материала и уход за ним, а также другие требования к сварочному производству.
Проверка: В этом разделе документа обычно рассматриваются квалификационные требования и обязанности инспектора по сварке, критерии приемлемости несплошностей и требования, касающиеся процедур неразрушающего контроля.
Возможности для производителя сварочных работ по улучшению качества и надежности сварки
С переходом большего числа производственных организаций к внедрению систем управления качеством, таких как ISO 9000, и потребность в таких системах управления технологическим процессом, мы должны рассматривать сварку как особый процесс и, следовательно, его формальный контроль. Сварочные нормы и стандарты часто используются производителями сварки для помощи в разработке их системы управления технологическим процессом. Если мы рассмотрим основные элементы управления технологическим процессом, как указано в таких стандартах для систем качества, мы признаем, что те же самые элементы рассматриваются в кодексе или стандарте по сварке. Первым требованием для управления технологическим процессом являются документированные процедуры, определяющие способ производства. Для сварки это спецификация процедуры сварки (WPS). Вторым требованием являются критерии качества изготовления, которые должны быть установлены максимально четким практическим образом. Для сварки это могут быть правила или стандартные критерии приемки. Третье требование – квалификация персонала. Это может быть решено аттестацией сварщика. Независимо от общей системы качества производителя, могут быть возможности, доступные за счет выбора и использования соответствующего кода или стандарта сварки для повышения качества и надежности сварки.
Первым требованием для управления технологическим процессом являются документированные процедуры, определяющие способ производства. Для сварки это спецификация процедуры сварки (WPS). Вторым требованием являются критерии качества изготовления, которые должны быть установлены максимально четким практическим образом. Для сварки это могут быть правила или стандартные критерии приемки. Третье требование – квалификация персонала. Это может быть решено аттестацией сварщика. Независимо от общей системы качества производителя, могут быть возможности, доступные за счет выбора и использования соответствующего кода или стандарта сварки для повышения качества и надежности сварки.
404
- Правила и ресурсы
- Услуги
- Инновации и технологии
- Новости и события
- О нас и карьере
- Правила и ресурсы
- Правила и руководства
- Нормативные обновления
- Консультации и отчеты
- Государство флага и порта
- Инженерное программное обеспечение
- Технические обзоры
- Портал ABS MyFreedom™
- Базы данных
- Формы
- Услуги
- Классификация
- Одобрение и сертификация
- Аудит компаний и судов
- Глобал Марин
- Глобальный оффшор
- Глобальная оффшорная ветроэнергетика
- Глобальное правительство
- Устойчивое развитие и обезуглероживание
- Цифровые решения
- Кибербезопасность
- Морская подготовка
- Инновации и технологии
- Развитие технологий
- Академическое участие
- Отраслевые партнерства
- Данные и оцифровка
- Новости и события
- Комната новостей
- События
- Публикации
- О нас и карьере
- Кто мы
- Безопасность
- Карьера
- Свяжитесь с нами
Электронная почта: CSC@eagle.